Embed Size (px)
DESCRIPTION
planejamento de uma indústria produtora de queijo mussarela.
Citation preview
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
COORDENAÇÃO DE TECNOLOGIA E ENGENHARIA DE ALIMENTOS
CURSO SUPERIOR DE ENGENHARIA DE ALIMENTOS
CÂMPUS CAMPO MOURÃO - PARANÁ
AMANDA GUEDES
HERILY SATO
EVELIN NACANO
MÔNICA CEOLIM
THAISA CARVALHO VOLPE
PROJETO: INDÚSTRIA DE QUEIJO MUSSARELA
TRABALHO DE PROJETOS INDUSTRIAIS
CAMPO MOURÃO
2012
AMANDA GUEDES
HERILY SATO
EVELIN NACANO
MÔNICA CEOLIM
THAISA CARVALHO VOLPE
PROJETO: INDÚSTRIA DE QUEIJO MUSSARELA
Trabalho apresentado ao curso de Engenharia de Alimentos como requisito para obtenção de nota referente à disciplina de Projetos Industriais. Professor: Ricardo Murilo Sanetti.
CAMPO MOURÃO
2012
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 5
2 REVISÃO BIBLIOGRÁFICA .................................................................................... 6
2.1 PROCESSAMENTO DO LEITE ............................................................................ 6
2.2 CARACTERÍSTICAS DO LEITE PARA PRODUÇÃO DE QUEIJO MUSSARELA 9
2.3 TIPOS DE QUEIJO MUSSARELA E SUAS CARACTERÍSTICAS ...................... 10
2.4 FLUXOGRAMA E DESCRIÇÃO DAS ETAPAS DE PRODUÇÃO ....................... 10
2.5 PATENTES REGISTRADAS ............................................................................... 18
2.6 LEGISLAÇÃO APLICADA AO QUEIJO TIPO MUSSARELA .............................. 20
2.7 PERSPECTIVA DE MERCADO .......................................................................... 24
3 DADOS DA EMPRESA.......................................................................................... 26
3.1 CARACTERÍSTICAS DO EMPREENDIMENTO ................................................. 26
3.3 QUADRO DE FUNCIONÁRIOS .......................................................................... 30
3. 4 ALVARÁ SANITÁRIO E LICENÇA PARA LOCALIZAÇÃO E FUNCIONAMENTO
.................................................................................................................................. 30
4 FLUXOGRAMA QUALITATIVO E QUANTITATIVO DO PROCESSO .................. 36
5 CRONOLÓGICO DO PROCESSO ........................................................................ 39
6 BALANÇO DE MASSA E ENERGIA NO PROCESSO ......................................... 41
6.1 BALANÇO DE MASSA ........................................................................................ 41
6.2 BALANÇO DE ENERGIA .................................................................................... 43
7 LAYOUT DO PROCESSO ..................................................................................... 44
8 COTAÇÃO DOS EQUIPAMENTOS ...................................................................... 49
9 VIABILIDADE ECONÔMICA DA EMPRESA ........................................................ 52
9.1 CUSTOS E ENTRADAS DA EMPRESA ............................................................. 52
9.1.1 Custo Fixo De Produção .................................................................................. 53
9.1.2 Custo Variável De Produção ............................................................................ 54
9.1.3 Custo Fixo ........................................................................................................ 55
9.1.4 Produtos Ofertados Pela Empresa ................................................................... 56
9.2 DEPRECIAÇÃO DOS EQUIPAMENTOS ............................................................ 57
9.3 CUSTO TOTAL DE PRODUÇÃO ........................................................................ 59
REFERÊNCIAS ......................................................................................................... 63
ANEXO A – CARACTERÍSTICA DOS EQUIPAMENTOS E DIMENSIONAMENTO 67
ANEXO B - MEMORIAL DE CÁLCULO DO BALANÇO DE MASSA ...................... 79

ANEXO C - MEMORIAL DE CÁLCULO DO BALANÇO DE ENERGIA .................. 84
ANEXO D - MEMORIAL DE CÁLCULO DIMENSIONAMENTO DAS BOMBAS ..... 91
5
1 INTRODUÇÃO
A empresa encontra o caminho do desenvolvimento com qualidade, quando
se conscientiza e investe no setor industrial, na contratação de pessoas qualificadas,
em treinamento de pessoal, disponibiliza tecnologia e adequação ao seu uso,
consequentemente, o empreendimento fornece produto e serviço absorvidos no
mercado.
O queijo é um alimento de alto valor nutritivo, sendo um produto de consumo
básico em muitos países e camadas sociais. A popularidade desse alimento é
atribuída ao seu excelente sabor, à disponibilidade de variedades, à sua
conveniência e versatilidade de uso (CANSIAN, 2005).
Atualmente, a mussarela é o queijo de maior produção nacional. Entretanto,
devido ao problema de sazonalidade da produção leiteira, durante certo período do
ano ocorre uma queda na oferta e uma elevação no preço desse queijo (SEREIA,
2011).
A Mussarela é o queijo de massa filada, sendo caracterizado como um
queijo macio, não maturado, levemente salgado, de coloração branca ou levemente
amarelada, com uma superfície brilhante, podendo ser encontrado em formatos
variados, pesando desde poucas gramas até vários quilos (SPADOTI; OLIVEIRA,
2011).
O presente projeto tem por finalidade desenvolver os aspectos mais
relevantes de uma indústria de queijo mussarela, focando parâmetros como
equipamentos necessários, custos, dimensionamento de acordo com a
produtividade, layout da empresa, bem como os balanços de energia e massa.
6
2 REVISÃO BIBLIOGRÁFICA
2.1 PROCESSAMENTO DO LEITE
De acordo com Teixeira e Ribeiro (2006), no processamento do leite é
necessário o cuidado com a higiene desde o momento da ordenha até a obtenção
do produto final.
Ordenha
As tetas do animal devem passar por prévia lavagem com água corrente e
secagem com toalhas descartáveis, com início imediato da ordenha. Os jatos iniciais
de leite devem ser descartados. O leite obtido deve ser coado em recipiente
apropriado de aço inoxidável, náilon, alumínio ou plástico sem cheiro e refrigerado
até a temperatura de 7°C imediatamente. Essa medida é eficiente para diminuir o
crescimento microbiano no leite e aumentar seu tempo de conservação, isto é, leite
sem acidificação (SEREIA, 2011).
Transporte
O transporte é a última etapa para que o leite chegue à indústria, por
conseguinte, deve ocorrer de modo refrigerado, com limite máximo de 10 ºC, a fim
de inibir a multiplicação dos microrganismos. O tanque deve ter paredes duplas para
efeito de isolamento de temperatura, além de ser subdividido internamente e
instalado em um veículo dotado de uma bomba de sucção que transfere o leite do
tanque de resfriamento para o tanque de transporte, com dispositivo para descarga
na plataforma de recepção (VENTURINI; SARCINELLI; SILVA, 2007 ).
Recepção
Segundo Teixeira e Ribeiro (2006), o recebimento do leite na plataforma
envolve as operações de pesagem, filtração e resfriamento contínuo do produto. É
7
nessa etapa que é retirada uma amostra do tanque do caminhão para análises
físico-químicas para verificar se o leite está dentro dos padrões previstos para então
iniciar seu beneficiamento. A indústria realizam análises sensoriais, acidez titulável,
alizarol, gordura, temperatura, densidade, entre outras.
Resfriamento
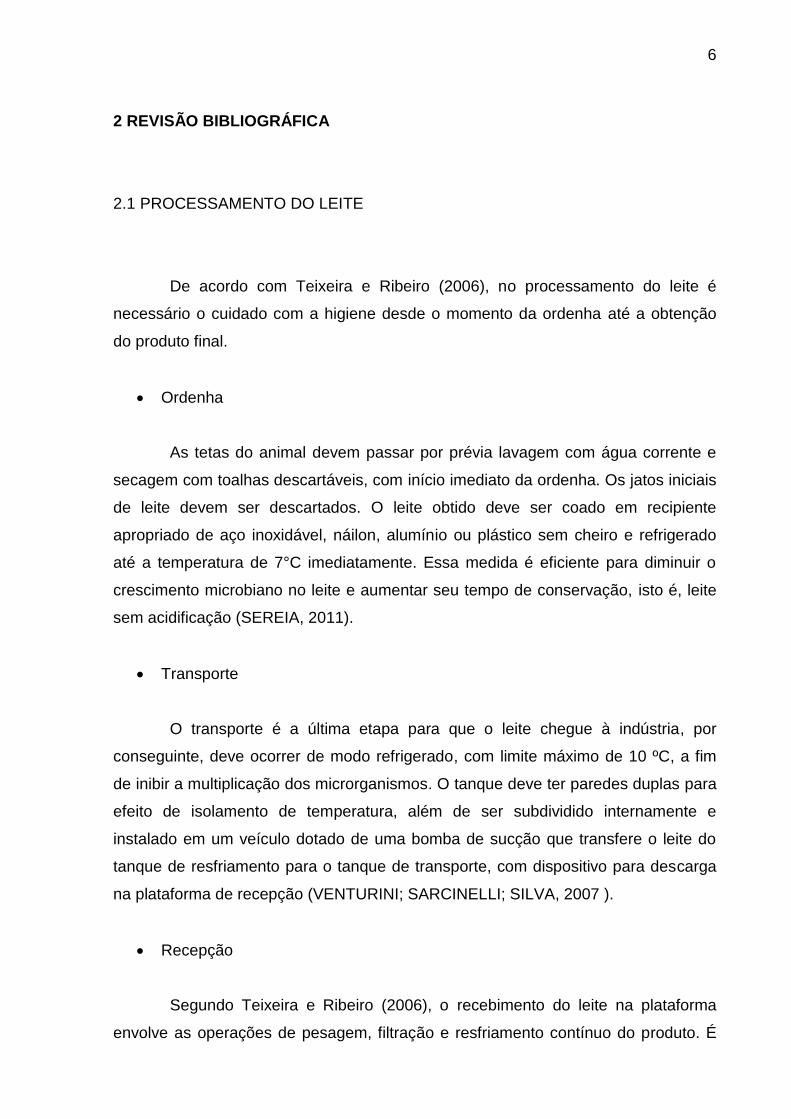
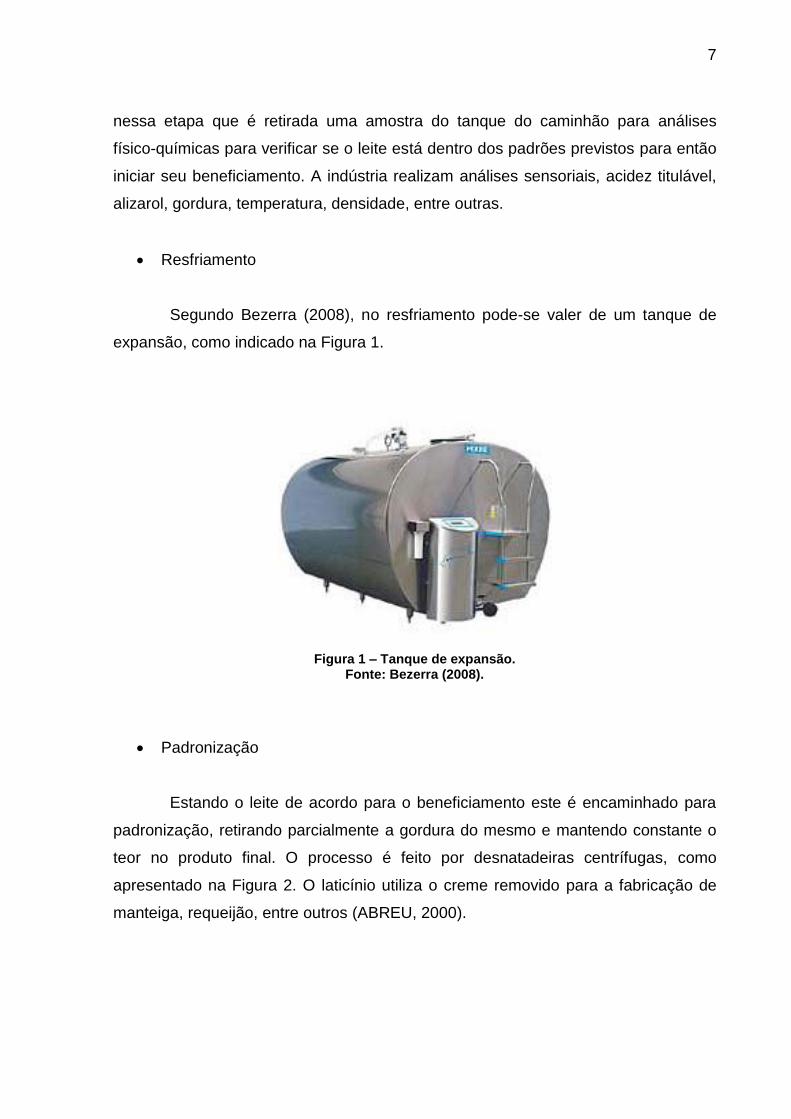
Segundo Bezerra (2008), no resfriamento pode-se valer de um tanque de
expansão, como indicado na Figura 1.
Figura 1 – Tanque de expansão. Fonte: Bezerra (2008).
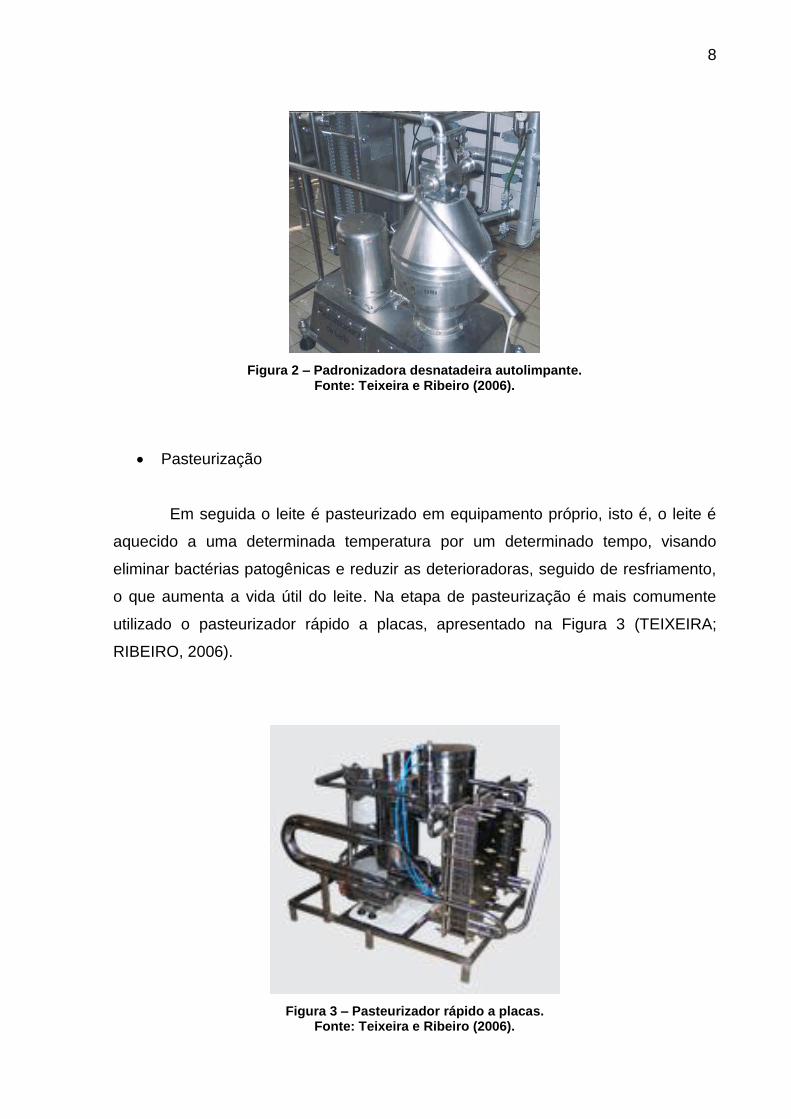
Padronização
Estando o leite de acordo para o beneficiamento este é encaminhado para
padronização, retirando parcialmente a gordura do mesmo e mantendo constante o
teor no produto final. O processo é feito por desnatadeiras centrífugas, como
apresentado na Figura 2. O laticínio utiliza o creme removido para a fabricação de
manteiga, requeijão, entre outros (ABREU, 2000).
8
Figura 2 – Padronizadora desnatadeira autolimpante. Fonte: Teixeira e Ribeiro (2006).
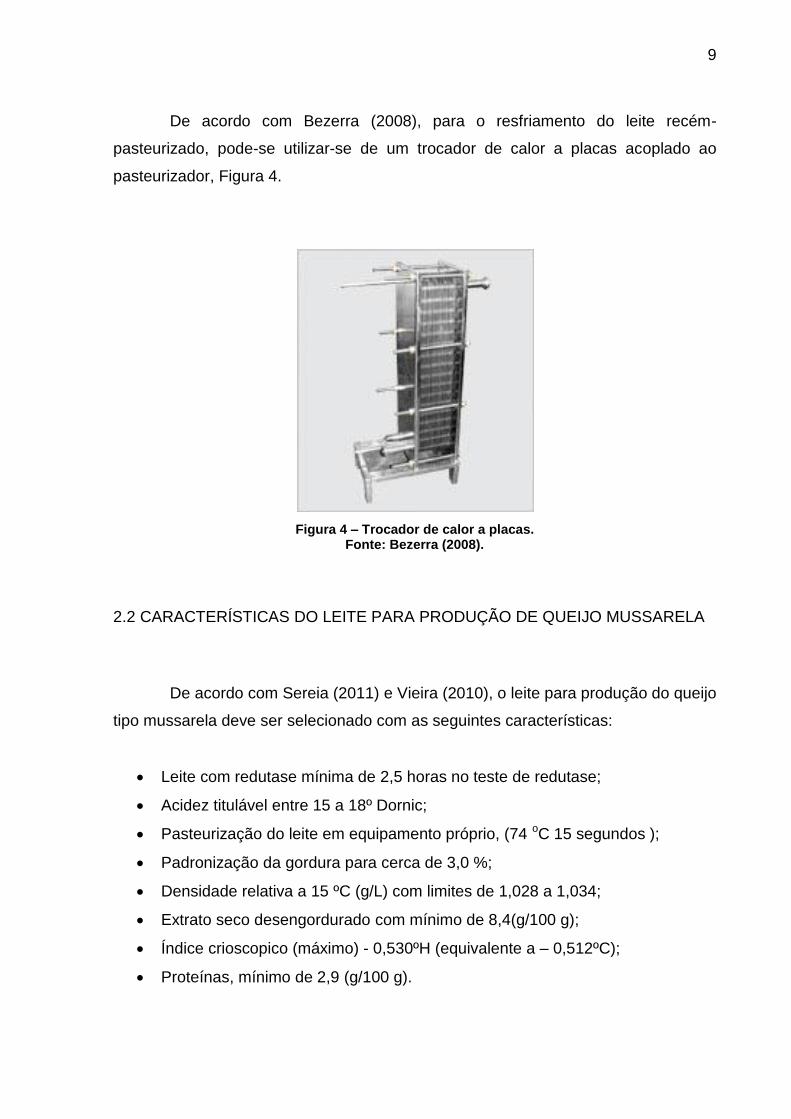
Pasteurização
Em seguida o leite é pasteurizado em equipamento próprio, isto é, o leite é
aquecido a uma determinada temperatura por um determinado tempo, visando
eliminar bactérias patogênicas e reduzir as deterioradoras, seguido de resfriamento,
o que aumenta a vida útil do leite. Na etapa de pasteurização é mais comumente
utilizado o pasteurizador rápido a placas, apresentado na Figura 3 (TEIXEIRA;
RIBEIRO, 2006).
Figura 3 – Pasteurizador rápido a placas. Fonte: Teixeira e Ribeiro (2006).
9
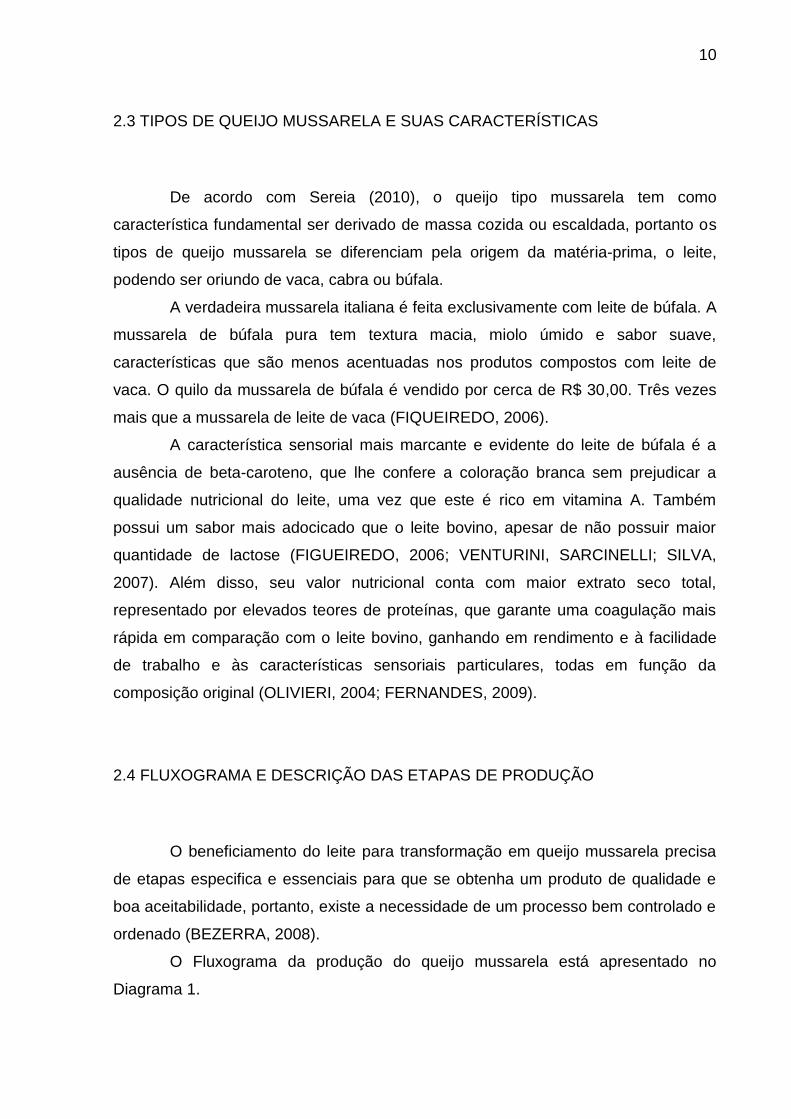
De acordo com Bezerra (2008), para o resfriamento do leite recém-
pasteurizado, pode-se utilizar-se de um trocador de calor a placas acoplado ao
pasteurizador, Figura 4.
Figura 4 – Trocador de calor a placas. Fonte: Bezerra (2008).
2.2 CARACTERÍSTICAS DO LEITE PARA PRODUÇÃO DE QUEIJO MUSSARELA
De acordo com Sereia (2011) e Vieira (2010), o leite para produção do queijo
tipo mussarela deve ser selecionado com as seguintes características:
Leite com redutase mínima de 2,5 horas no teste de redutase;
Acidez titulável entre 15 a 18º Dornic;
Pasteurização do leite em equipamento próprio, (74 oC 15 segundos );
Padronização da gordura para cerca de 3,0 %;
Densidade relativa a 15 ºC (g/L) com limites de 1,028 a 1,034;
Extrato seco desengordurado com mínimo de 8,4(g/100 g);
Índice crioscopico (máximo) - 0,530ºH (equivalente a – 0,512ºC);
Proteínas, mínimo de 2,9 (g/100 g).
10
2.3 TIPOS DE QUEIJO MUSSARELA E SUAS CARACTERÍSTICAS
De acordo com Sereia (2010), o queijo tipo mussarela tem como
característica fundamental ser derivado de massa cozida ou escaldada, portanto os
tipos de queijo mussarela se diferenciam pela origem da matéria-prima, o leite,
podendo ser oriundo de vaca, cabra ou búfala.
A verdadeira mussarela italiana é feita exclusivamente com leite de búfala. A
mussarela de búfala pura tem textura macia, miolo úmido e sabor suave,
características que são menos acentuadas nos produtos compostos com leite de
vaca. O quilo da mussarela de búfala é vendido por cerca de R$ 30,00. Três vezes
mais que a mussarela de leite de vaca (FIQUEIREDO, 2006).
A característica sensorial mais marcante e evidente do leite de búfala é a
ausência de beta-caroteno, que lhe confere a coloração branca sem prejudicar a
qualidade nutricional do leite, uma vez que este é rico em vitamina A. Também
possui um sabor mais adocicado que o leite bovino, apesar de não possuir maior
quantidade de lactose (FIGUEIREDO, 2006; VENTURINI, SARCINELLI; SILVA,
2007). Além disso, seu valor nutricional conta com maior extrato seco total,
representado por elevados teores de proteínas, que garante uma coagulação mais
rápida em comparação com o leite bovino, ganhando em rendimento e à facilidade
de trabalho e às características sensoriais particulares, todas em função da
composição original (OLIVIERI, 2004; FERNANDES, 2009).
2.4 FLUXOGRAMA E DESCRIÇÃO DAS ETAPAS DE PRODUÇÃO
O beneficiamento do leite para transformação em queijo mussarela precisa
de etapas especifica e essenciais para que se obtenha um produto de qualidade e
boa aceitabilidade, portanto, existe a necessidade de um processo bem controlado e
ordenado (BEZERRA, 2008).
O Fluxograma da produção do queijo mussarela está apresentado no
Diagrama 1.
11
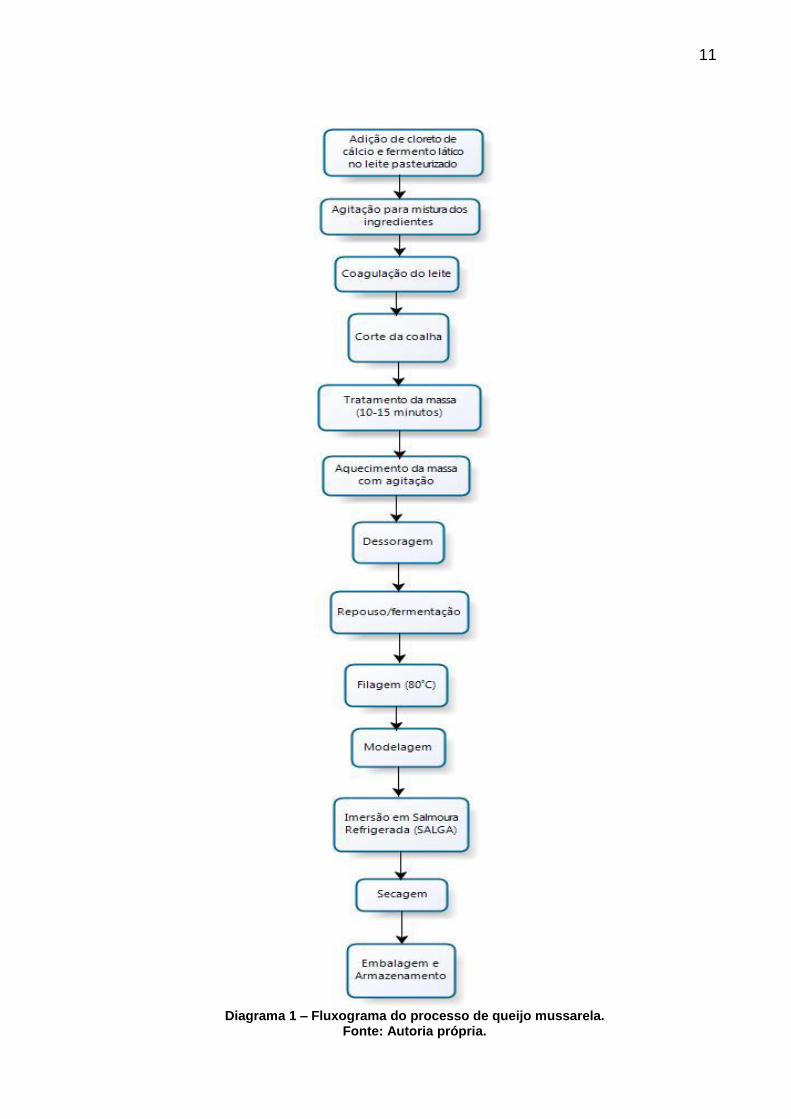
Diagrama 1 – Fluxograma do processo de queijo mussarela.
Fonte: Autoria própria.
12
De acordo com o Diagrama 1, após o leite pasteurizado, é necessário
adicionar cloreto de cálcio para provocar a diminuição da perda de gordura no soro e
melhorar a liga na mesma, já que esta tem propriedade de formar pontes de ligação
na massa, obtendo assim uma coalhada mais rápida e firme, além de melhor
rendimento de fabricação no momento de corte. Sua adição também causa um
ligeiro abaixamento do pH, aumento do teor de caseína micelar facilitando a
coagulação, melhoria da capacidade de expulsão do soro na coalhada e aumento do
teor final de cálcio no leite (CAVALCANTE, 2004).
Segundo Cavalcante (2004) e Vieira (2010), o fermento lático é um conjunto
de bactérias selecionadas que fermentarão a lactose produzindo ácido lático
(acidificação). No queijo, impede o crescimento de bactérias indesejáveis e ajuda na
coagulação e na dessoragem, que são importantes para o processamento do queijo.
A adição de fermento lático tem as seguintes finalidades: inibir o
desenvolvimento de microrganismos indesejáveis, proporcionar ao leite uma flora
bacteriana acidificante, elevar a acidez do meio, proporcionando melhores condições
para a atuação do coalho, formação de olhaduras, formação de sabor e aroma, e
produzir ácido de uma forma pura e controlada (VIEIRA, 2010).
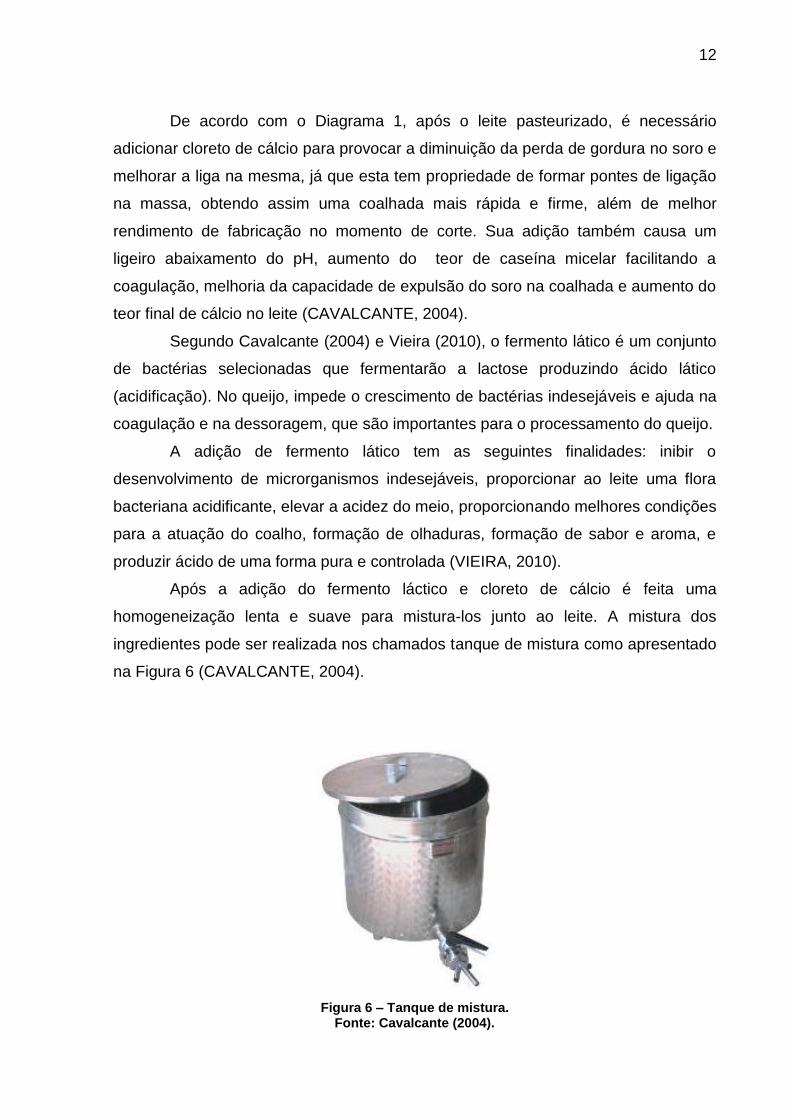
Após a adição do fermento láctico e cloreto de cálcio é feita uma
homogeneização lenta e suave para mistura-los junto ao leite. A mistura dos
ingredientes pode ser realizada nos chamados tanque de mistura como apresentado
na Figura 6 (CAVALCANTE, 2004).
Figura 6 – Tanque de mistura. Fonte: Cavalcante (2004).
13
Em sequência, ocorre à coagulação do leite, em dois estágios:
transformação da caseína e precipitação da paracaseína. A temperatura ideal para a
ação do coalho é 42 ˚C, acima de 65 ˚C e abaixo de 10 ˚C ele não atua. O coalho vai
atuar desdobrando as micelas de caseína. Na presença dos íons de cálcio as
micelas desdobradas passaram a formar uma cadeia, isto é, a coalhada (ALVES,
1990).
A adição do coalho no leite é feita agitando-se rapidamente, posteriormente
é necessário deixar a mistura em repouso para a formação de um precipitado
viscoso, que se acentua progressivamente, transformando-se em massa branca,
apresentando um aspecto de porcelana, que se divide em fragmentos irregulares à
menor agitação. A coagulação demora aproximadamente 45 minutos, após este
período de tempo é necessário verificar o ponto da coalhada (CAVALCANTE, 2004;
OLIVIERA, 2004).
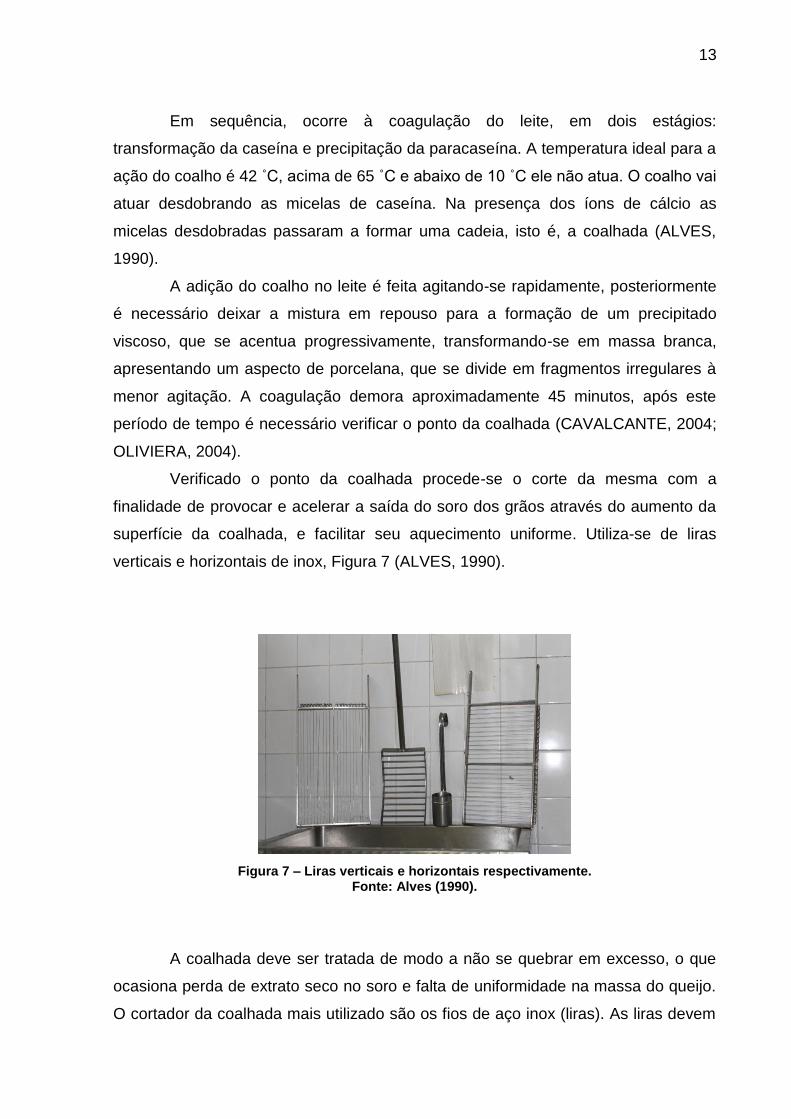
Verificado o ponto da coalhada procede-se o corte da mesma com a
finalidade de provocar e acelerar a saída do soro dos grãos através do aumento da
superfície da coalhada, e facilitar seu aquecimento uniforme. Utiliza-se de liras
verticais e horizontais de inox, Figura 7 (ALVES, 1990).
Figura 7 – Liras verticais e horizontais respectivamente. Fonte: Alves (1990).
A coalhada deve ser tratada de modo a não se quebrar em excesso, o que
ocasiona perda de extrato seco no soro e falta de uniformidade na massa do queijo.
O cortador da coalhada mais utilizado são os fios de aço inox (liras). As liras devem
14
ser usadas aos pares, sendo uma com fios no sentido horizontal e outra na vertical.
Quando menor forem os grãos da coalhada, maior será a área relativa de expulsão
do soro que ocorre com mais facilidade (FERNANDES, 2009).
Após o corte da coalhada a massa passa pela primeira mexedura, ficando
em repouso por um período de 10 a 15 minutos, sendo realizada uma agitação lenta
por 10 minutos, com colheres de plástico ou aço inox (BEZERRA, 2008). Na
sequência é feita a segunda mexedura, de forma mais rápida que a primeira, com
aquecimento lento da massa em banho-maria, atingindo uma temperatura de 42 ˚C
por 25 a 30 minutos. O ponto da massa é quando os grãos se encontrarem firmes,
sem esfarelar, com os cantos arredondados e tendendo a afundar quando cessa a
agitação (FERNANDES, 2009; OLIVIERI, 2004).
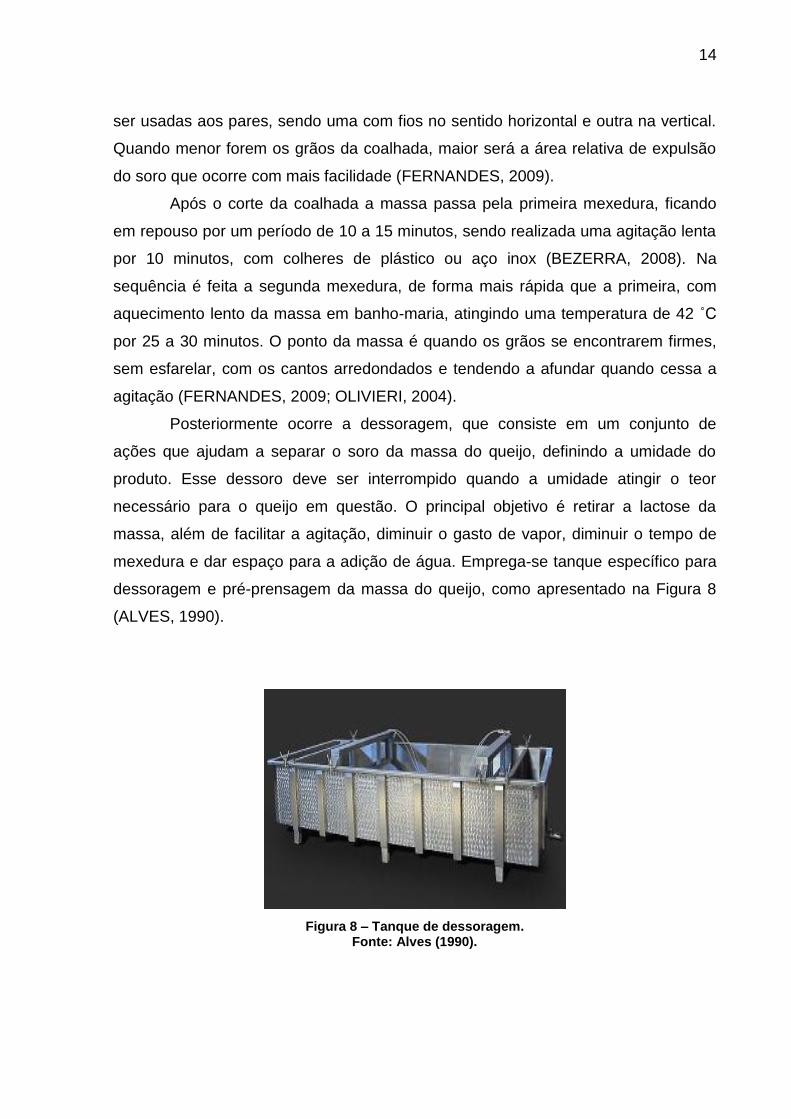
Posteriormente ocorre a dessoragem, que consiste em um conjunto de
ações que ajudam a separar o soro da massa do queijo, definindo a umidade do
produto. Esse dessoro deve ser interrompido quando a umidade atingir o teor
necessário para o queijo em questão. O principal objetivo é retirar a lactose da
massa, além de facilitar a agitação, diminuir o gasto de vapor, diminuir o tempo de
mexedura e dar espaço para a adição de água. Emprega-se tanque específico para
dessoragem e pré-prensagem da massa do queijo, como apresentado na Figura 8
(ALVES, 1990).
Figura 8 – Tanque de dessoragem. Fonte: Alves (1990).
15
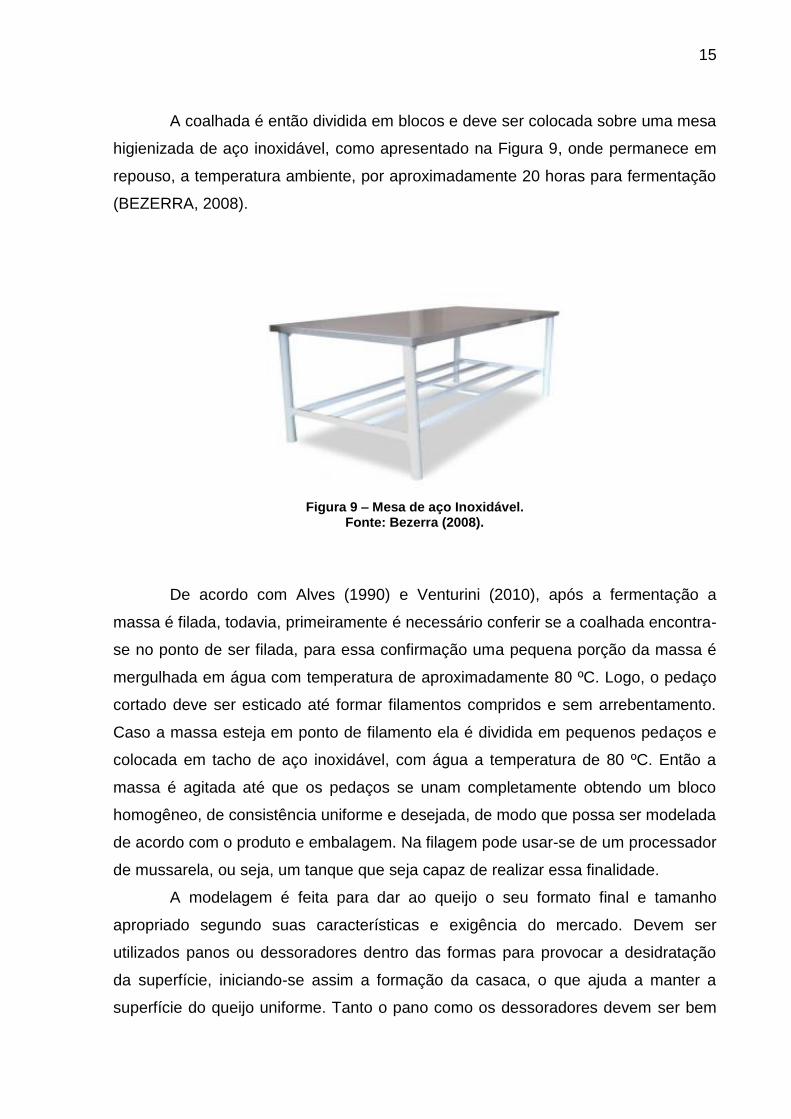
A coalhada é então dividida em blocos e deve ser colocada sobre uma mesa
higienizada de aço inoxidável, como apresentado na Figura 9, onde permanece em
repouso, a temperatura ambiente, por aproximadamente 20 horas para fermentação
(BEZERRA, 2008).
Figura 9 – Mesa de aço Inoxidável. Fonte: Bezerra (2008).
De acordo com Alves (1990) e Venturini (2010), após a fermentação a
massa é filada, todavia, primeiramente é necessário conferir se a coalhada encontra-
se no ponto de ser filada, para essa confirmação uma pequena porção da massa é
mergulhada em água com temperatura de aproximadamente 80 ºC. Logo, o pedaço
cortado deve ser esticado até formar filamentos compridos e sem arrebentamento.
Caso a massa esteja em ponto de filamento ela é dividida em pequenos pedaços e
colocada em tacho de aço inoxidável, com água a temperatura de 80 ºC. Então a
massa é agitada até que os pedaços se unam completamente obtendo um bloco
homogêneo, de consistência uniforme e desejada, de modo que possa ser modelada
de acordo com o produto e embalagem. Na filagem pode usar-se de um processador
de mussarela, ou seja, um tanque que seja capaz de realizar essa finalidade.
A modelagem é feita para dar ao queijo o seu formato final e tamanho
apropriado segundo suas características e exigência do mercado. Devem ser
utilizados panos ou dessoradores dentro das formas para provocar a desidratação
da superfície, iniciando-se assim a formação da casaca, o que ajuda a manter a
superfície do queijo uniforme. Tanto o pano como os dessoradores devem ser bem
16
colocados, para evitar a formação de rugas na casca do queijo. Também devem ser
bem sanitizados para evitar fermentações indesejáveis na casca do queijo. A
moldagem pode ser feita em formas de polipropileno especificas para esse tipo de
queijo, como apresentado na Figura 11 (ALVES, 1990; VENTURINI, SARCINELLI;
SILVA, 2007).
Figura 11 – Formas. Fonte: Alves (1990).
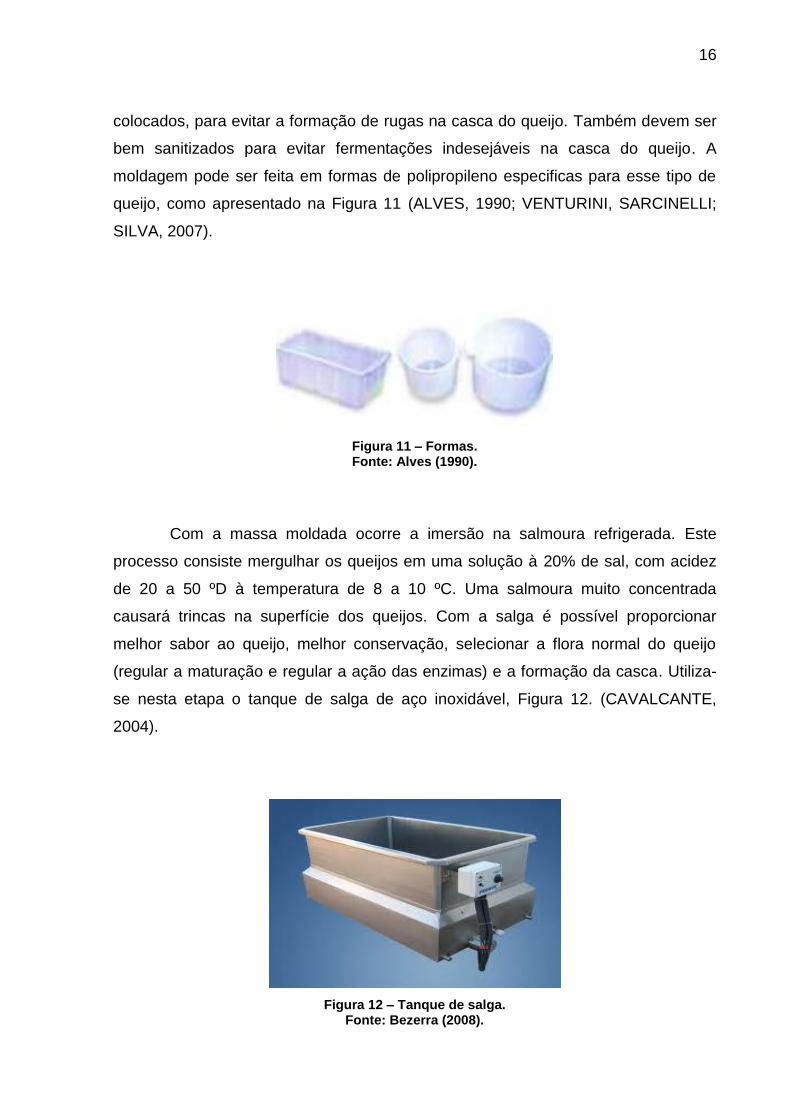
Com a massa moldada ocorre a imersão na salmoura refrigerada. Este
processo consiste mergulhar os queijos em uma solução à 20% de sal, com acidez
de 20 a 50 ºD à temperatura de 8 a 10 ºC. Uma salmoura muito concentrada
causará trincas na superfície dos queijos. Com a salga é possível proporcionar
melhor sabor ao queijo, melhor conservação, selecionar a flora normal do queijo
(regular a maturação e regular a ação das enzimas) e a formação da casca. Utiliza-
se nesta etapa o tanque de salga de aço inoxidável, Figura 12. (CAVALCANTE,
2004).
Figura 12 – Tanque de salga. Fonte: Bezerra (2008).
17
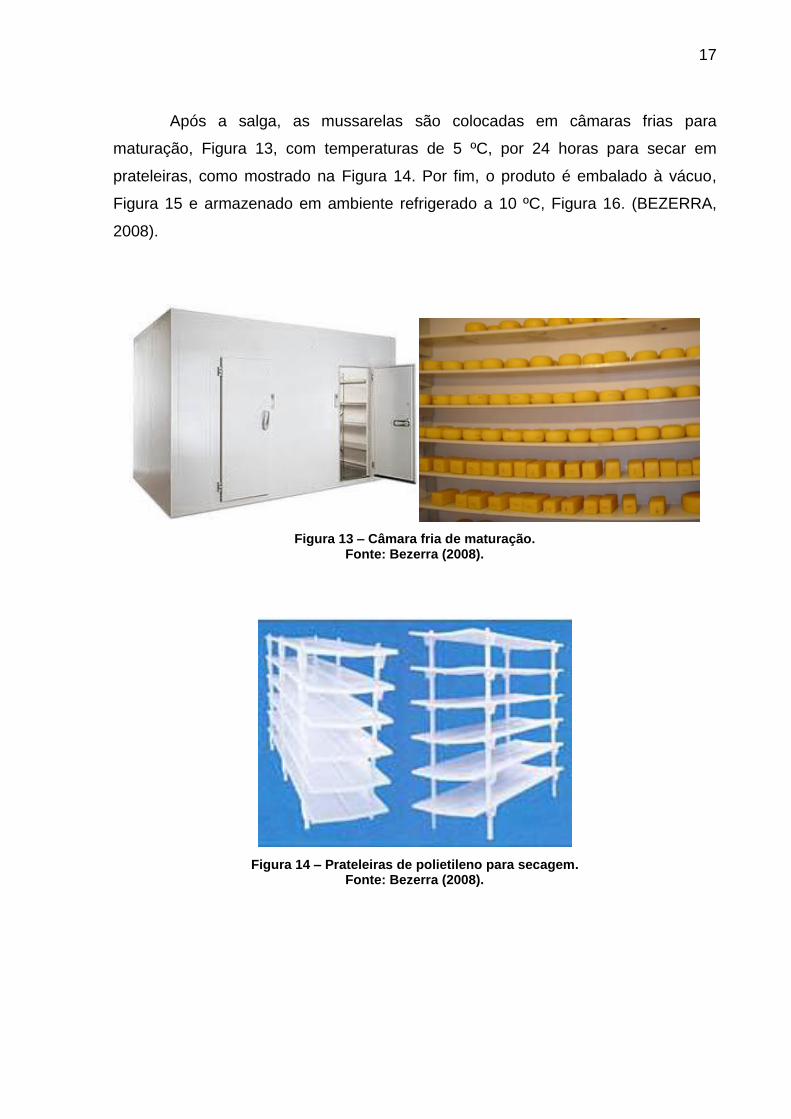
Após a salga, as mussarelas são colocadas em câmaras frias para
maturação, Figura 13, com temperaturas de 5 ºC, por 24 horas para secar em
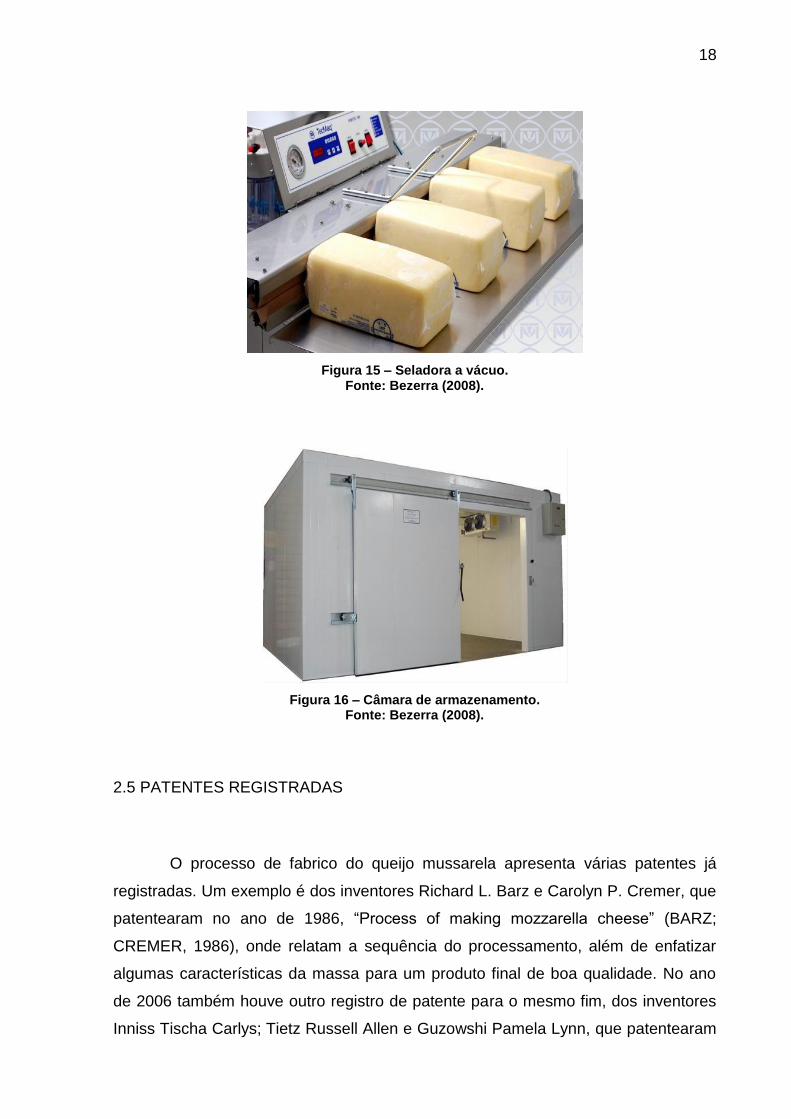
prateleiras, como mostrado na Figura 14. Por fim, o produto é embalado à vácuo,
Figura 15 e armazenado em ambiente refrigerado a 10 ºC, Figura 16. (BEZERRA,
2008).
Figura 13 – Câmara fria de maturação. Fonte: Bezerra (2008).
Figura 14 – Prateleiras de polietileno para secagem. Fonte: Bezerra (2008).
18
Figura 15 – Seladora a vácuo. Fonte: Bezerra (2008).
Figura 16 – Câmara de armazenamento. Fonte: Bezerra (2008).
2.5 PATENTES REGISTRADAS
O processo de fabrico do queijo mussarela apresenta várias patentes já
registradas. Um exemplo é dos inventores Richard L. Barz e Carolyn P. Cremer, que
patentearam no ano de 1986, “Process of making mozzarella cheese” (BARZ;
CREMER, 1986), onde relatam a sequência do processamento, além de enfatizar
algumas características da massa para um produto final de boa qualidade. No ano
de 2006 também houve outro registro de patente para o mesmo fim, dos inventores
Inniss Tischa Carlys; Tietz Russell Allen e Guzowshi Pamela Lynn, que patentearam
19
“Process for mazzarelaa-type chesse” (CARLYS, et al., 2006). Esta invenção é
dirigida a um processo melhorado de produção de queijo tipo mussarela, que resulta
em uma massa mais firme e mais homogênea.
Os métodos para o processo de fabricação do queijo tipo mussarela com
algumas modificações significativas também é alvo de patentes, como dos
inventores David M. Barbano e John Dunker, do ano de 2008 que registraram
“Simple mozzarella cheese making methods” (BARBANO; DUNKER, 2008),
proporcionando um queijo de composição uniforme feito a partir de uma acidificação
do leite antes de começar o processo de fabrico de queijo. Em 2002, Kempter
Klaus e Wolfschoon Pombo Alan, patentearam “Processed mozzarella cheese and
method for its production” (KEMPTER; POMBO, 2002), focando em uma
metodologia mais voltada para a produção de queijo mussarela no formato enrolado,
trabalhando com uma massa mais maleável. Entretanto, foi a patente de 2001
“Wheyless process for production of natural mozzarella cheese” (PRATA, et al.,
2001), de Richard Stuart Prata; Han Xiao-Qing; Lincourt Richard e Cardona Maria
Lucrecia, que teve maior destaque, devido proporcionar um processo para a
preparação de queijo mussarela natural usando ingredientes de lacticínios secos.
A patente “Stabilization of fresh mozzarella cheese using fermented whey”
(ZHENG, et al., 2007), registrada em 2007 por Zuoxing Zheng; Mehnert David e
Monckton Susan, é uma invenção que utiliza leite fermentado e clarificado de soro
de leite contendo nisina em quantidades entre cerca de 10 a cerca de 30%,
retardando o crescimento de Listeria monocytogenes e melhorando e aumentando a
vida de prateleira do produto final.
Na área de envase e embalagem, em 2007 foi registrada a patente de
Adilson Tadeu Schranck, “Processo de obtenção de mussarela cremosa, e envase
em embalagens tipo bisnaga” (SCHARANCK, 2007), que consiste de uma
mussarela cremosa, feita a partir de um processo de fabricação dando condições
necessárias para ser embalada em embalagem tipo bisnaga.
Os equipamentos patenteados para a produção de queijo tipo mussarela,
são: “Picador elétrico-pneumático de massa para queijo mussarela” (CARVALHO,
2001), registrado por Gilson de Carvalho em 2001, sua invenção é um picador
utilizado em laticínio para corte da massa do queijo mussarela. Arturo Sghedoni
registrou também em 2001, “Conjunto verticalizado para a produção de massas
filadas” (SGHEDONI, 2001), que se refere a um conjunto automático e vertical para
20
a produção de massas filadas em indústrias de laticínios, tais como mussarela,
provolone, flordilatte.
2.6 LEGISLAÇÃO APLICADA AO QUEIJO TIPO MUSSARELA
Para se garantir a qualidade, condição higiênico-sanitária e a conformidade
do alimento, a empresa deve estar de comum acordo com a legislação sobre o seu
produto (CAVALCANTE, 2004).
Segundo o Regulamento Técnico para Fixação de Identidade e Qualidade
do Queijo Mussarela, Portaria n° 146 de 1996, entende-se por queijo mussarela o
queijo que se obtém por filagem de uma massa acidificada, (produto intermediário
obtido por coagulação de leite por meio de coalho e/ou outras enzimas coagulantes
apropriadas), complementada ou não pela ação de bactérias lácticas específicas.
O queijo mussarela é um queijo de média, alta ou muito alta umidade e
extragordo, gordo a semigordo segundo a classificação estabelecida no
Regulamento Técnico Geral para fixação de Identidade e Qualidade de Queijos,
Portaria n° 364 de 1997. Quanto a sua consistência esta pode ser semisuave,
suave, segundo o conteúdo de umidade, matéria gorda e grau de maturação. Sua
textura pode ser fibrosa, elástica e fechada. A cor pode ser branco a amarelado,
uniforme, segundo o conteúdo de umidade, matéria gorda e grau de maturação. O
sabor pode ser láctico, pouco desenvolvido a ligeiramente picante, segundo o
conteúdo de umidade, matéria gorda e grau de maturação. E o odor é láctico, pouco
perceptível.
O queijo mussarela não deve possui crosta, nem olhadura, porém,
eventualmente poderá apresentar aberturas irregulares (olhos mecânicos). Quando
o queijo mussarela contem especiarias, condimentos, substâncias alimentícias e/ou
aromatizantes/flavorizantes, apresentará as características sensoriais de acordo com
as adições efetuadas. Os contaminantes orgânicos e inorgânicos não deverão estar
presentes em quantidades superiores aos limites estabelecidos pelo Regulamento
correspondente. Os queijos deverão obedecer aos requisitos físicos, químicos e
sensoriais próprios de cada variedade, estabelecidos no padrão individual
correspondente (BRASIL, 1997).
21
De acordo com o regulamento de queijo mussarela de 1996, a umidade tem
um limite máximo de 60g/100g e a matéria gorda em extrato seco mínimo de
35g/100g. O acondicionamento deve ser realizado em embalagens ou envoltórios
bromatologicamente aptos. O queijo mussarela de umidade compreendida entre 52
e 60% m/m poderá ser embalado com o soro remanescente de sua obtenção ou
com uma solução salina citratada. Deverá ser conservado, até e durante a sua
expedição, a uma temperatura não superior a 12ºC e, no caso de conteúdos de
umidade compreendidos entre 55 e 60% m/m, a mesma não excederá aos 8ºC. Para
coadjuvantes, autorizar-se-á o uso dos Coadjuvantes de Tecnologia/Elaboração
previstos no "Regulamento Técnico Geral de Identidade e Qualidade de Queijos”.
As práticas de higiene para elaboração do produto deverão estar de acordo
com o que estabelece o código internacional Recomendado de Práticas. Princípios
Gerais de higiene dos alimentos. O leite a ser utilizado deverá ser higienizado por
meios mecânicos adequados e submetido à pasteurização ou tratamento térmico
equivalente, para assegurar fosfatase residual negativa combinado ou não com
outros processos físicos e biológicos que garantam a inocuidade do produto. O
produto não deverá conter impurezas ou substâncias estranhas, de qualquer
natureza. O produto não deverá apresentar substâncias microscópicas estranhas, de
qualquer natureza (BRASIL, 1996).
A classificação quanto ao conteúdo de matéria gorda no extrato seco,
segundo a legislação de 1996 para queijo mussarela, prevê:
- Extra Gordo ou Duplo Creme: quando contenham o mínimo de 60%.
- Gordos: quando contenham entre 45,0 e 59,9%.
- Semigordo: quando contenham entre 25,0 e 44,9%.
- Magros: quando contenham entre 10,0 e 24,9%.
- Desnatados: quando contenham menos de 10,0%.
A classificação quanto ao conteúdo de umidade para o queijo mussarela de
acordo com Brasil (1996), prediz: Queijo de baixa umidade (geralmente conhecidos
como queijo de massa dura): umidade de até 35,9%. Queijos de média umidade
(geralmente conhecidos como queijo de massa semidura): umidade entre 36,0 e
45,9%. Queijos de alta umidade (geralmente conhecido como de massa branda ou
"macios"): umidade entre 46,0 e 54,9%. Queijos de muita alta umidade (geralmente
conhecidos como de massa branda ou "mole"): umidade não inferior a 55,0%.
22
Os ingredientes obrigatórios a serem utilizados no processamento de queijo
mussarela são leite e/ou Leite Reconstituído (integral), semidesnatado, desnatado
e/ou soro lácteo. Entende-se por leite o proveniente das espécies bovinas, caprina,
ovina ou bubalina. Quando não existe uma referência específica, entende-se como
leite da espécie bovina. Outro ingrediente é utilização de coagulante apropriado (de
natureza física e/ou química e/ou bacteriana e/ou enzimática).
Contudo, os ingredientes opcionais são: Cultivos de bactérias lácteas ou
outros microrganismos específicos, cloreto de sódio, cloreto de cálcio, caseína,
caseinatos, sólidos de origem láctea, condimentos ou outros ingredientes opcionais
permitidos somente conforme o previsto, explicitamente, nos padrões individuais
definidos para variedade de queijo (BRASIL, 1996).
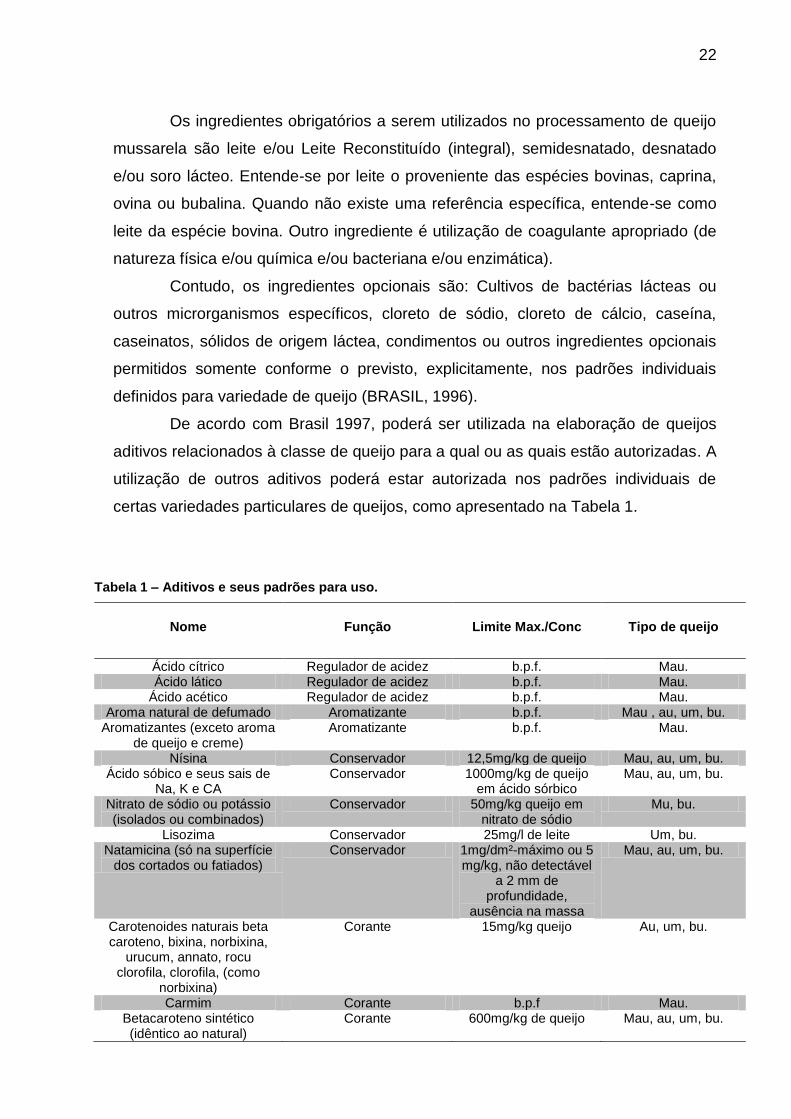
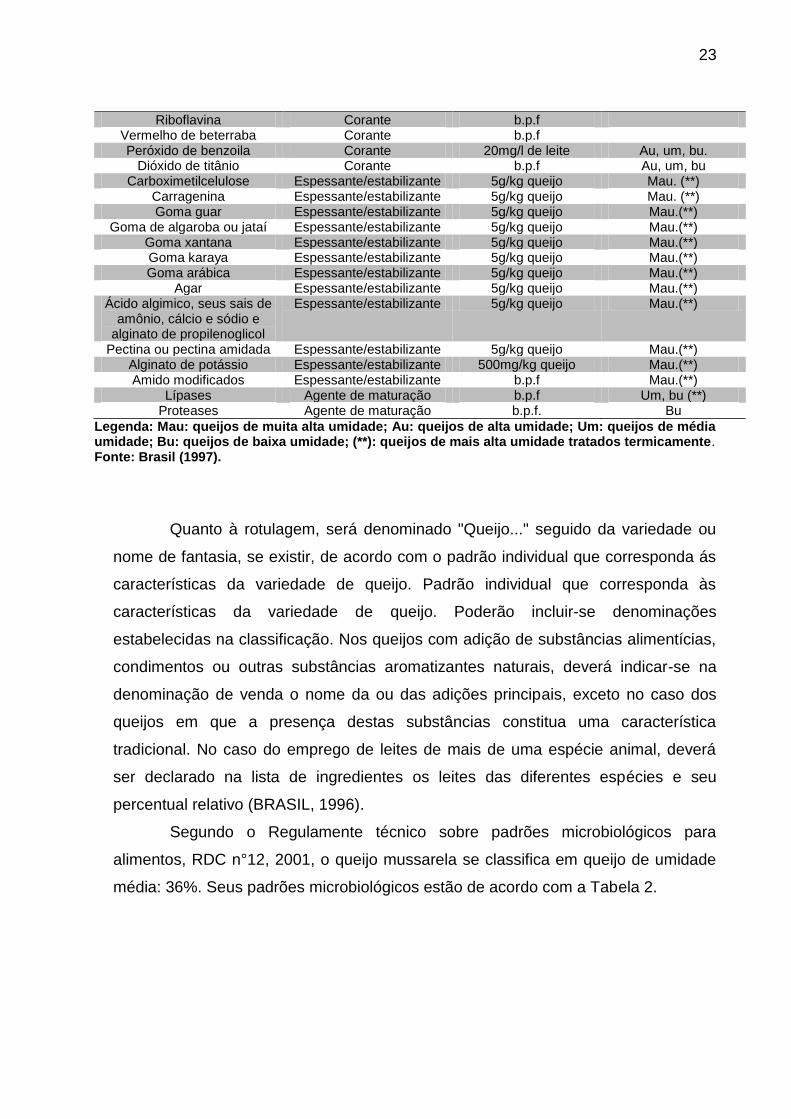
De acordo com Brasil 1997, poderá ser utilizada na elaboração de queijos
aditivos relacionados à classe de queijo para a qual ou as quais estão autorizadas. A
utilização de outros aditivos poderá estar autorizada nos padrões individuais de
certas variedades particulares de queijos, como apresentado na Tabela 1.
Tabela 1 – Aditivos e seus padrões para uso.
Nome Função Limite Max./Conc Tipo de queijo
Ácido cítrico Regulador de acidez b.p.f. Mau. Ácido lático Regulador de acidez b.p.f. Mau.
Ácido acético Regulador de acidez b.p.f. Mau. Aroma natural de defumado Aromatizante b.p.f. Mau , au, um, bu.
Aromatizantes (exceto aroma de queijo e creme)
Aromatizante b.p.f. Mau.
Nísina Conservador 12,5mg/kg de queijo Mau, au, um, bu. Ácido sóbico e seus sais de
Na, K e CA Conservador 1000mg/kg de queijo
em ácido sórbico Mau, au, um, bu.
Nitrato de sódio ou potássio (isolados ou combinados)
Conservador 50mg/kg queijo em nitrato de sódio
Mu, bu.
Lisozima Conservador 25mg/l de leite Um, bu. Natamicina (só na superfície
dos cortados ou fatiados) Conservador 1mg/dm²-máximo ou 5
mg/kg, não detectável a 2 mm de
profundidade, ausência na massa
Mau, au, um, bu.
Carotenoides naturais beta caroteno, bixina, norbixina,
urucum, annato, rocu clorofila, clorofila, (como
norbixina)
Corante 15mg/kg queijo Au, um, bu.
Carmim Corante b.p.f Mau. Betacaroteno sintético (idêntico ao natural)
Corante 600mg/kg de queijo Mau, au, um, bu.
23
Riboflavina Corante b.p.f Vermelho de beterraba Corante b.p.f Peróxido de benzoila Corante 20mg/l de leite Au, um, bu.
Dióxido de titânio Corante b.p.f Au, um, bu Carboximetilcelulose Espessante/estabilizante 5g/kg queijo Mau. (**)
Carragenina Espessante/estabilizante 5g/kg queijo Mau. (**) Goma guar Espessante/estabilizante 5g/kg queijo Mau.(**)
Goma de algaroba ou jataí Espessante/estabilizante 5g/kg queijo Mau.(**) Goma xantana Espessante/estabilizante 5g/kg queijo Mau.(**) Goma karaya Espessante/estabilizante 5g/kg queijo Mau.(**) Goma arábica Espessante/estabilizante 5g/kg queijo Mau.(**)
Agar Espessante/estabilizante 5g/kg queijo Mau.(**) Ácido algimico, seus sais de
amônio, cálcio e sódio e alginato de propilenoglicol
Espessante/estabilizante 5g/kg queijo Mau.(**)
Pectina ou pectina amidada Espessante/estabilizante 5g/kg queijo Mau.(**) Alginato de potássio Espessante/estabilizante 500mg/kg queijo Mau.(**) Amido modificados Espessante/estabilizante b.p.f Mau.(**)
Lípases Agente de maturação b.p.f Um, bu (**) Proteases Agente de maturação b.p.f. Bu
Legenda: Mau: queijos de muita alta umidade; Au: queijos de alta umidade; Um: queijos de média umidade; Bu: queijos de baixa umidade; (**): queijos de mais alta umidade tratados termicamente. Fonte: Brasil (1997).
Quanto à rotulagem, será denominado "Queijo..." seguido da variedade ou
nome de fantasia, se existir, de acordo com o padrão individual que corresponda ás
características da variedade de queijo. Padrão individual que corresponda às
características da variedade de queijo. Poderão incluir-se denominações
estabelecidas na classificação. Nos queijos com adição de substâncias alimentícias,
condimentos ou outras substâncias aromatizantes naturais, deverá indicar-se na
denominação de venda o nome da ou das adições principais, exceto no caso dos
queijos em que a presença destas substâncias constitua uma característica
tradicional. No caso do emprego de leites de mais de uma espécie animal, deverá
ser declarado na lista de ingredientes os leites das diferentes espécies e seu
percentual relativo (BRASIL, 1996).
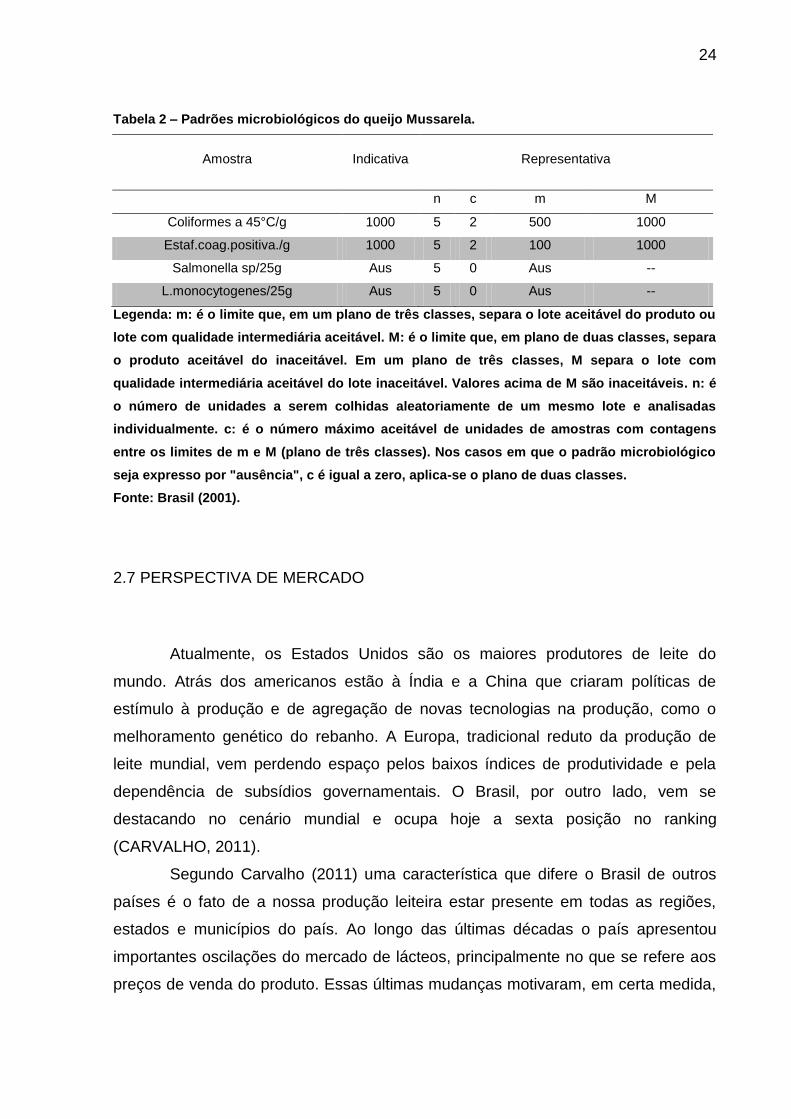
Segundo o Regulamente técnico sobre padrões microbiológicos para
alimentos, RDC n°12, 2001, o queijo mussarela se classifica em queijo de umidade
média: 36%. Seus padrões microbiológicos estão de acordo com a Tabela 2.
24
Tabela 2 – Padrões microbiológicos do queijo Mussarela.
Amostra Indicativa Representativa
n c m M
Coliformes a 45°C/g 1000 5 2 500 1000
Estaf.coag.positiva./g 1000 5 2 100 1000
Salmonella sp/25g Aus 5 0 Aus --
L.monocytogenes/25g Aus 5 0 Aus --
Legenda: m: é o limite que, em um plano de três classes, separa o lote aceitável do produto ou
lote com qualidade intermediária aceitável. M: é o limite que, em plano de duas classes, separa
o produto aceitável do inaceitável. Em um plano de três classes, M separa o lote com
qualidade intermediária aceitável do lote inaceitável. Valores acima de M são inaceitáveis. n: é
o número de unidades a serem colhidas aleatoriamente de um mesmo lote e analisadas
individualmente. c: é o número máximo aceitável de unidades de amostras com contagens
entre os limites de m e M (plano de três classes). Nos casos em que o padrão microbiológico
seja expresso por "ausência", c é igual a zero, aplica-se o plano de duas classes.
Fonte: Brasil (2001).
2.7 PERSPECTIVA DE MERCADO
Atualmente, os Estados Unidos são os maiores produtores de leite do
mundo. Atrás dos americanos estão à Índia e a China que criaram políticas de
estímulo à produção e de agregação de novas tecnologias na produção, como o
melhoramento genético do rebanho. A Europa, tradicional reduto da produção de
leite mundial, vem perdendo espaço pelos baixos índices de produtividade e pela
dependência de subsídios governamentais. O Brasil, por outro lado, vem se
destacando no cenário mundial e ocupa hoje a sexta posição no ranking
(CARVALHO, 2011).
Segundo Carvalho (2011) uma característica que difere o Brasil de outros
países é o fato de a nossa produção leiteira estar presente em todas as regiões,
estados e municípios do país. Ao longo das últimas décadas o país apresentou
importantes oscilações do mercado de lácteos, principalmente no que se refere aos
preços de venda do produto. Essas últimas mudanças motivaram, em certa medida,
25
a tomada de novas direções pelo setor, que está se organizando e mostrando
progressos.
O aumento do poder de compra das famílias brasileiras tem impulsionado a
demanda por produtos lácteos, principalmente queijos e iogurtes, incentivado a
ampliação da produção de leite. De acordo com os dados da Associação Brasileira
dos Produtores de Leite (Associação Leite Brasil), é esperado para o ano de 2012
um crescimento de 4% no volume de leite produzido no país (MILKNET, 2012).
O consumo per capita de queijo no Brasil teve um aumento de
2,6kg/habitante/ano em 2000 a 3,4kg/habitante/ano em 2008. Porém, comparando
com outros países, como Argentina (11,6 kg/hab/ano) e Estados Unidos (13,4
kg/hab/ano), o seu consumo ainda é considerado baixo. A indústria de queijo no
Brasil movimenta R$ 110 milhões por ano: são 20 mil toneladas de queijos que
consomem 2 bilhões de litros de leite e empregam 37 mil pessoas na produção. O
Brasil é o quinto maior produtor mundial de leite e derivados (CANSIAN, 2005).
Pesquisa da Associação Brasileira dos Produtores de Leite (Leite Brasil)
revela que as vendas de queijo cresceram 16% em 2011 na comparação com o ano
anterior. Esse cenário não leva em conta apenas a renda da população, mas
questões culturais. Os queijos mais baratos são os preferidos pelos brasileiros
dentre os quais encontramos os queijos mussarela, frescal e prato (MEDEIROS,
2012).
O queijo mussarela no Brasil é o queijo de maior produção, porém, alguns
problemas têm limitado este crescimento. A sazonalidade da produção leiteira afeta
a qualidade do leite, e consequentemente a qualidade do queijo e a diminuição na
oferta do produto no mercado (CANSIAN, 2005).
O preço médio do queijo mussarela recuou 3,9% em 2011, a R$ 10,89/Kg. O
preço ficou praticamente estável no mesmo período, com média de R$ 10,23/Kg em
fevereiro – valorização de apenas 0,19%. Segundo agentes, os estoques deste tipo
de queijo estiveram relativamente elevados em fevereiro, dificultado uma reação dos
preços. Em relação a fevereiro de 2011 (R$ 9,05/Kg), houve aumento de 13,04%,
em termos nominais (CEPEA, 2012).
De Maio de 2011 para cá os preços dos produtos lácteos já caíram entre 10
e 20%. A concorrência está mais acirrada e os compradores mais confortáveis, e
sem muita pressa para fechar negócios. Os problemas econômicos globais
continuam preocupando, principalmente a crise da dívida na Europa (ABIQ, 2012).
26
3 DADOS DA EMPRESA
3.1 CARACTERÍSTICAS DO EMPREENDIMENTO
Nome da empresa / Nome do produto
EMATH / Queijo Mussarela 5 estrelas
Localidade
Cidade de Campo Mourão – BR 567, lote 124 C – Paraná - Brasil
Espaço ocupado
O espaço é de 2.709 m2 de construção de área de produção. E as demais áreas
como sanitários, vestiários, cozinha, administração, estacionamento, guarita entre
outros, soma uma área de construção de 3.300 m². Logo a empresa soma um total
6.009 m². A indústria será instalada em uma área de 1 alqueire que tem
aproximadamente 24.200 m², consequentemente terá uma área livre para futuras
ampliações de 18.191 m²
Produção diária
40.000 Litros de leite/dia para uma produção de 3.744,15 kg/dia de queijo. A
empresa trabalhará todos os dias do mês.
27
Compra da matéria prima e transporte
A compra da matéria prima é feita com o próprio produtor, o preço pago é R$
0,64 o litro. A coleta é feita através de 3 caminhões de coleta a granel com
capacidade de 15.000 L. São tanques isotérmicos, que fazem à captação do leite
resfriado na propriedade e o armazenam mantendo a sua temperatura até a
chegada no Laticínio.
Prazo de entrega
É efetuado por meio de contrato e recebimento de certificado de entrega e
controle de qualidade, desse modo garante ao cliente o respeito e pontualidade do
serviço. A entrega é feita diretamente no local estabelecido pelo cliente através de
caminhões devidamente equipados e próprios do laticínio. A indústria possui 4
caminhões de entrega.
Preço do Produto
A formação do preço baseou-se quanto à concorrência, consumidor e custos. A
empresa procura sempre buscar inovações tecnológicas e adaptar seu estilo
administrativo ao seu mercado consumidor, tem como objetivo atender seus clientes
com grande satisfação, buscando sempre a fidelização da clientela e um
crescimento seguro. Para isso é necessário atender as necessidades do cliente que
cada vez mais vem exigindo um alimento que esteja conforme as normas de
segurança, com qualidade, praticidade na embalagem, nutricionalmente completo e
preço baixo.
Os preços da concorrência são: Queijo Yema Mussarela 1 kg – R$ 27,90; Queijo
Mussarela Scala Bolinha 1 kg – R$ 23,90; Queijo Mussarela Itaoca 1 kg – R$ 23,33;
Queijo Mussarela Dona Formosa 1 kg – R$ 17,55; Queijo Mussarela Aurolat 1 kg –
R$ 26,00; Queijo Mussarela Tirolez 1 kg – R$ 19,96; Queijo Mussarela Aviação 1 kg
– R$ 35,60; Queijo Mussarela Cedrense 1 kg – R$ 23,12.
28
Pelo preço da concorrência o queijo mussarela da indústria terá um custo de R$
18,84. Quanto ao preço baseado por meio de custo, este está calculado nos custos
totais de produção, no item 9.
3.2 CARACTERÍSTICAS DOS RECURSOS DA EMPRESA
O recurso espaço livre: A empresa é localizada em uma área onde é possível uma
futura ampliação, se necessário, de um total de 18.191 m²
O recurso matéria-prima: A matéria-prima principal é o leite. O empreendimento
trabalhará com leite de vaca. Os fornecedores são produtores da região em um raio
de aproximadamente 100 km.
O Paraná se caracteriza por ser um estado de tradição agropecuária. A
pecuária leiteira encontra-se praticamente consolidada nas bacias das regiões
Centro Sul e Oeste do estado, e em fase de consolidação nas outras regiões
(KOEHLER, 2000).
O recurso água: Os principais usos de água são para: limpeza de pisos, paredes,
equipamentos e bancadas; limpeza e esterilização de latões e tanques de
caminhões; operações de industrialização como na pasteurização, esterilização e
resfriamento. A água utilizada no estabelecimento é proveniente de poço artesiano.
Para 1L de leite processado em queijo mussarela demanda-se 3,8 m3 de água, logo
a empresa diariamente gastará um volume de 12.646,4 m³ aproximadamente (CRH
Nº 04/2003).
O recurso energia: Utiliza-se energia térmica, na forma de vapor e água quente, para
esterilização e limpeza. Eletricidade é utilizada na operação de máquinas e
equipamentos, e substancialmente para refrigeração. Produção de ar comprimido,
iluminação e ventilação também são consumidoras de eletricidade. A energia
elétrica é oferecida pela empresa COPEL pelo custo 0,44 KW. Os processos de
resfriamento rápido, o processo de pré aquecimento e o processo de pasteurização
representam a grande maioria do consumo total de energia elétrica.
29
A energia fornecida pelo vapor gerado pela caldeira é a partir da queima da
madeira (lenha) como material de combustão.
O recurso de tratamento de dejetos: A empresa preocupada com o meio ambiente
tem instalado uma estação de tratamento de efluentes, ETE, compreendendo 3
lagoas de tratamento de efluente e uma de controle com criação de peixes. Algumas
etapas que compreendem a estação de tratamento são: a retirada de óleo, de graxa,
de gordura, ativação de lodo e oxigenação.
O recurso de fornecedores: Os principais fornecedores serão os grandes pecuaristas
representando 60%, que possuem um rebanho de vacas leiteiras de qualidade, com
alto volume de fornecimento e produção constante, todavia, não é negado acordos
com pequenos e médios produtores que se apresentam em 40% o fornecimento
para a empresa.
O recurso de compradores: Na região, os principais compradores são os mercados e
restaurantes.
O recurso segurança: Todas as operações realizadas pelos colaboradores são
seguidas de procedimentos de boas práticas para excelência e qualidade do produto
final. Atualmente, os procedimentos sanitários são baseados no APPCC (Análise de
perigos e pontos críticos de controle), BPF (Boas práticas de fabricação) e PSO
(Programas sanitários operacionais), os quais definem como devem ser todos
procedimentos e controles realizados para atendimento de todas as normas e
necessidades exigidas para boa qualidade do produto final.
Por questão de segurança e qualidade a empresa utiliza dos recursos de
consultorias e disponibiliza planos de estágios para alunos da Universidade
Tecnológica Federal do Paraná – Câmpus Campo Mourão. Além de seguir a
legislação em vigor. O laticínio está 100% adequado com a certificação do SIF
(Serviço de Inspeção Federal), que é o Órgão máximo que regula a produção
agropecuária do país, podendo comercializar seus produtos em todo o território
Nacional.
30
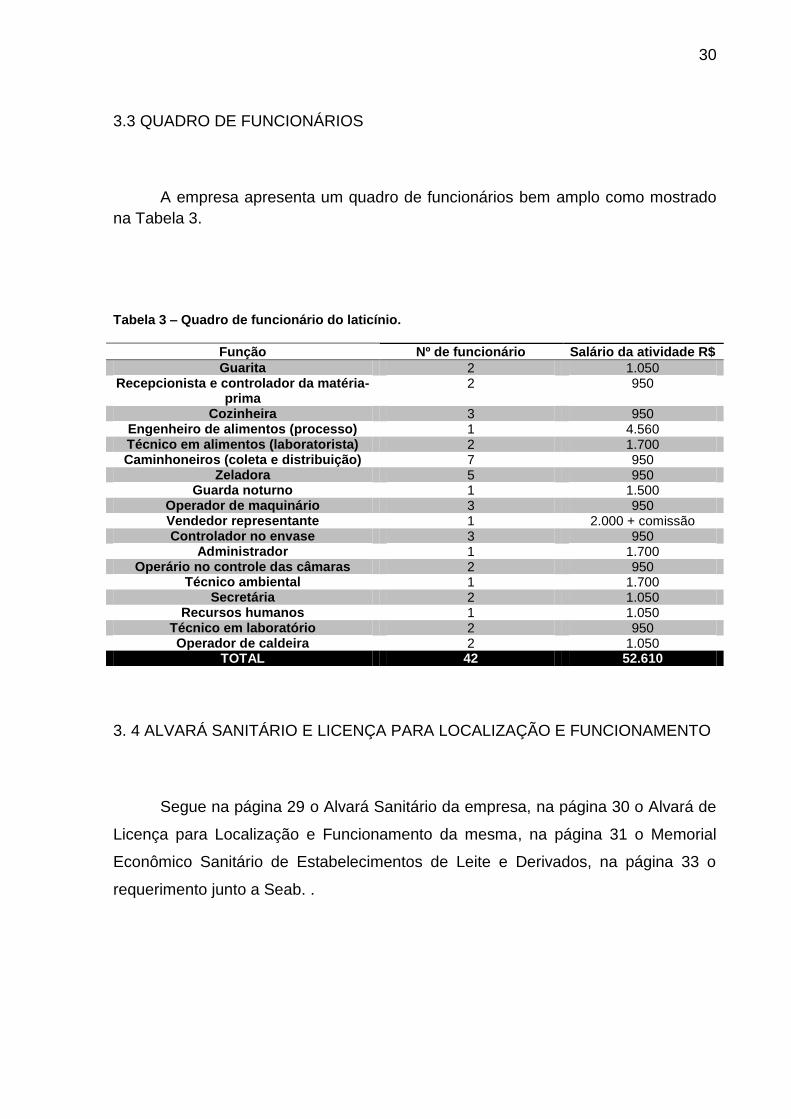
3.3 QUADRO DE FUNCIONÁRIOS
A empresa apresenta um quadro de funcionários bem amplo como mostrado
na Tabela 3.
Tabela 3 – Quadro de funcionário do laticínio.
Função Nº de funcionário Salário da atividade R$
Guarita 2 1.050 Recepcionista e controlador da matéria-
prima 2 950
Cozinheira 3 950 Engenheiro de alimentos (processo) 1 4.560 Técnico em alimentos (laboratorista) 2 1.700 Caminhoneiros (coleta e distribuição) 7 950
Zeladora 5 950 Guarda noturno 1 1.500
Operador de maquinário 3 950 Vendedor representante 1 2.000 + comissão Controlador no envase 3 950
Administrador 1 1.700 Operário no controle das câmaras 2 950
Técnico ambiental 1 1.700 Secretária 2 1.050
Recursos humanos 1 1.050 Técnico em laboratório 2 950 Operador de caldeira 2 1.050
TOTAL 42 52.610
3. 4 ALVARÁ SANITÁRIO E LICENÇA PARA LOCALIZAÇÃO E FUNCIONAMENTO
Segue na página 29 o Alvará Sanitário da empresa, na página 30 o Alvará de
Licença para Localização e Funcionamento da mesma, na página 31 o Memorial
Econômico Sanitário de Estabelecimentos de Leite e Derivados, na página 33 o
requerimento junto a Seab. .

31
PREFEITURA DE CAMPO MOURÃO
SECRETARIA MUNICIPAL DE SAÚDE
DEPTO. DE FISCALIZAÇÃO E VIG. SANITÁRIA
ALVARÁ SANITÁRIO Nº 4327/12
RAZÃO SOCIAL: INDÚSTRIA DE QUEIJO MUSSARELA EMATH Ltda.
CNPJ: 07.598.675/0001-00
NOME FANTASIA DO ESTABELECIMENTO: QUEIJO MUSSARELA 5 ESTRELAS.
ENDEREÇO: CIDADE DE CAMPO MOURÃO – PR 567, LOTE 124 C – PARANÁ – BRASIL.
PROPRIETÁRIO: AMANDA GUEDES; HERILY SATO; EVELIN NACANO; MÔNICA CEOLIN; THAISA
CARVALHO VOLPE.
TIPO DE ESTABELECIMENTO: RAMO INDUSTRIAL – ALIMENTÍCIA.
A ATIVIDADE ACIMA ESTÁ AUTORIZADA A FUNCIONAR DE ACORDO COM A
LEI Nº 6.320/83 E OS DECRETOS QUE A REGULAMENTAM
PRAZO DE VALIDADE:
30 DE DEZEMBRO DE 2014.
LOCAL E DATA: CAMPO MOURÃO – PARANÁ; 09 DE OUTUBRO DE 2012.
UFM: 1.70 UFM
AUTORIDADE DE SAÚDE:
MANTER EM LOCAL VISÍVEL AO PÚBLICO
32
PREFEITURA MUNICIPAL DE CAMPO MOURÃO
ESTADO DO PARANÁ
SERVIÇO DE FAZENDA
ALVARÁ DE LICENÇA PARA LOCALIZAÇÃO E
FUNCIONAMENTO
Nº DO ALVARÁ Nº DO PROCESSO EMITIDO EM VALIDO ATÉ
54 0722 10/10/2012 10/10/2013
Fica concedida a AMANDA GUEDES; HERILY SATO; EVELIN NACANO;
MÔNICA CEOLIN; THAISA CARVALHO VOLPE. Licença e, ou renovação de
licença para se estabelecer na CIDADE DE CAMPO MOURÃO – PR 567, LOTE
124 C – PARANÁ – BRASIL. Com a seguinte atividade principal: PRODUÇÃO
INDUSTRIAL DE QUEIJO MUSSARELA, enquanto satisfazer as exigências da
legislação em vigor previstos na Lei nº 10.357, de 27 de dezembro de 2001.
Campo Mourão 10 de Outubro de 2012.
Chefe do serviço da fazenda
33
MEMORIAL ECONÔMICO-SANITÁRIO DE
ESTABELECIMENTO DE LEITE E DERIVADOS
01- Nome da empresa: EMATH / Queijo Mussarela 5 estrelas. Proprietários: Amanda
Guedes, Herily Sato, Evelin Nacano, Mônica Ceolim e Thaisa Carvalho Volpe.
02- Classificação do estabelecimento: Industrial Alimentício.
03- Localização/endereço completo do estabelecimento: BR 567, LOTE 124 C –
Campo Mourão/Paraná. Telefone: XXXX-XXXX, E-mail: XXXXX.
04- Procedência da matéria prima: oferecida por produtores terceirizados, com
caminhão de coleta da própria empresa.
05- Capacidade máxima de recepção diária: 40.000 L/dia.
06- Produtos que pretende fabricar: queijo mussarela.
07- Regiões do Estado onde pretende comercializar a produção: Estado do Paraná.
08- Número aproximado de empregados no laticínio: 40 funcionários.
09- Equipamentos instalados ou a serem instalados: Filtro, tanque de
armazenamento do creme, tanque de armazenamento do soro, centrífuga,
pasteurizador, tanque de mistura, tanque de coagulação, tanque de mexedura e
dessoragem, prensa, mesa de fermentação, filadeira, enformagem, tanque de salga,
tanque de recepção, câmara de secagem e câmara de armazenamento.
10- Meios de transporte a serem utilizados: 3 (três) caminhões com tanques
isotérmicos para coleta do leite nos produtores.
11- Água de abastecimento:
Procedência: 90% de poço artesiano e 10% fornecido pela SANEPAR.
12- A indústria possui 1 (um) laboratório de análises.
13- Natureza do material das mesas e seu revestimento: inox.
14- Tanques de salga para queijos. Natureza do material e de seu revestimento
interno: inox.
15- Informar o destino dado ao soro: venda para outras empresas.
16- Vestiários: os vestiários na empresa são separados por sexo.
34
17- Existem banheiros e instalações sanitárias na empresa.
18- Refeitório: Sim.
19- Instalações frigoríficas, detalhar:
Número de câmaras existentes: 2 (duas) câmaras frias.
Capacidade das câmaras: 4.200 kg/cada.
Campo Mourão, 16 de outubro de 2012
AMANDA GUEDES
HERILY SATO
EVELIN NACANO
MÔNICA CEOLIM
THAISA CARVALHO VOLPE
35
R E Q U E R I M E N T O
Campo Mourão,16 de outubro de 2012
ILMO
GERENTE DE INSPEÇÃO DE PRODUTOS DE ORIGEM ANIMAL – GIPOA.
AGÊNCIA DE DEFESA AGROPECUÁRIA DO PARANÁ – ADAPAR.
CURITIBA – PR.
Eu Amanda Guedes, Herily Sato, Evelin Nakano, Mônica
Ceolim e Thaisa Carvalho Volpe, RG n° XXXXX, CPF n° XXXXX residente à XXXXX
no Município de Campo Mourão, Solicito (1) junto ao Serviço de Inspeção do
Paraná/Produtos de Origem Animal - SIP/POA, da (2), CNPJ/CPF nº. XXXXX,
Inscrição Estadual/CAD Pro nº. XXXXX, situada à BR 567, LOTE 124 C, no
Município de Campo Mourão.
Para tanto, concordo em acatar todas as exigências
constantes das Normas e Regulamentos do Serviço de Inspeção do
Paraná/Produtos de Origem Animal SIP/POA, bem como da Agência de Defesa
Agropecuária do Paraná – ADAPAR.
Atenciosamente,
AMANDA GUEDES
HERILY SATO
EVELIN NACANO
MÔNICA CEOLIM
THAISA CARVALHO VOLPE
36
4 FLUXOGRAMA QUALITATIVO E QUANTITATIVO DO PROCESSO
O fluxograma é uma ferramenta que auxilia na representação do processo,
possibilitando identificar todos os equipamentos que são utilizados como bombas,
maquinários, além de ilustrar tubulações e suas interligações.
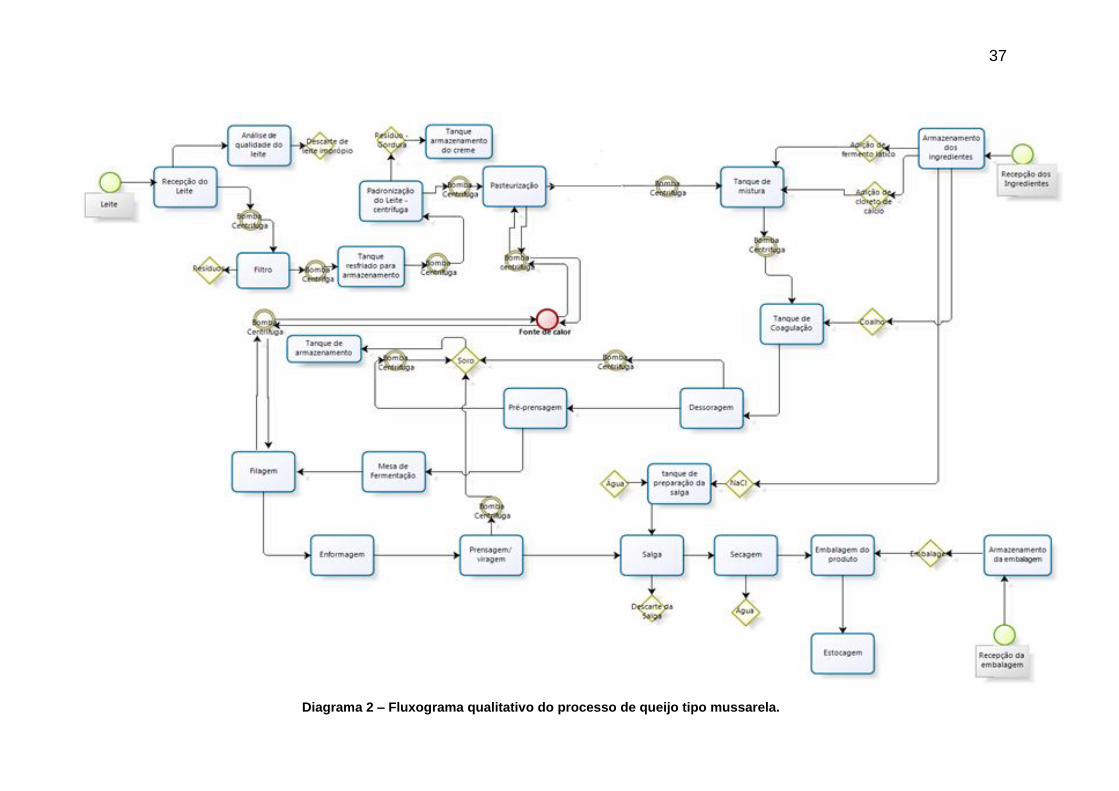
O fluxograma qualitativo do processo, como indicado no Diagrama 2, irá
identificar o sequencial produtivo de cada etapa e identificar suas respectivas
vazões. Este fluxograma representa somente as etapas a serem empregadas.
Também indicará componentes necessários como bombas, entrada e saída de fluido
de resfriamento, bem como de aquecimento.
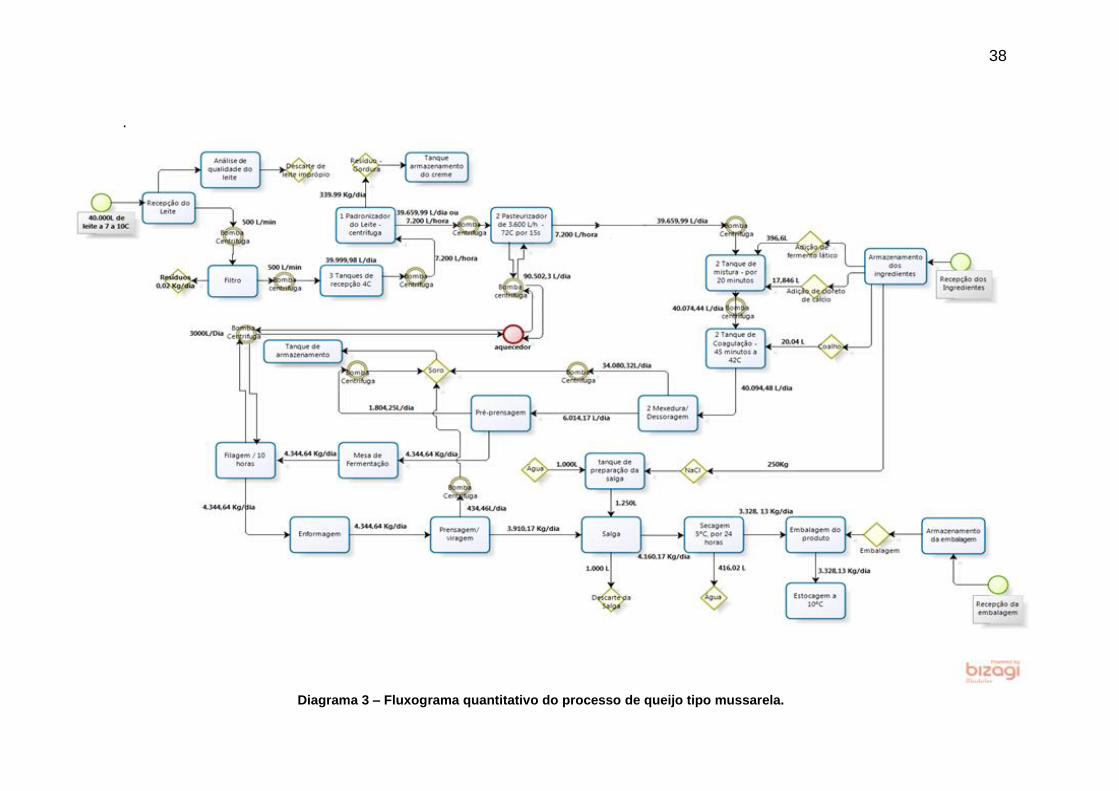
O fluxograma quantitativo do processo do queijo tipo mussarela, como
indicado no Diagrama 3, engloba as entradas e saídas quantificadas de cada etapa,
bem como a disponibilidade de energia necessária para aquecimento e resfriamento
dos equipamentos. O fluxograma quantitativo promove a visualização total do
processo através de suas funcionalidades, limites de vazões, temperatura em cada
equipamento e sequência de operações. A sua aplicação auxilia nas definições do
projeto, nas manutenções, possibilita a elaboração das especificações dos
equipamentos e instrumentos a serem empregado.
37
Diagrama 2 – Fluxograma qualitativo do processo de queijo tipo mussarela.
38
.
Diagrama 3 – Fluxograma quantitativo do processo de queijo tipo mussarela.
39
5 CRONOLÓGICO DO PROCESSO
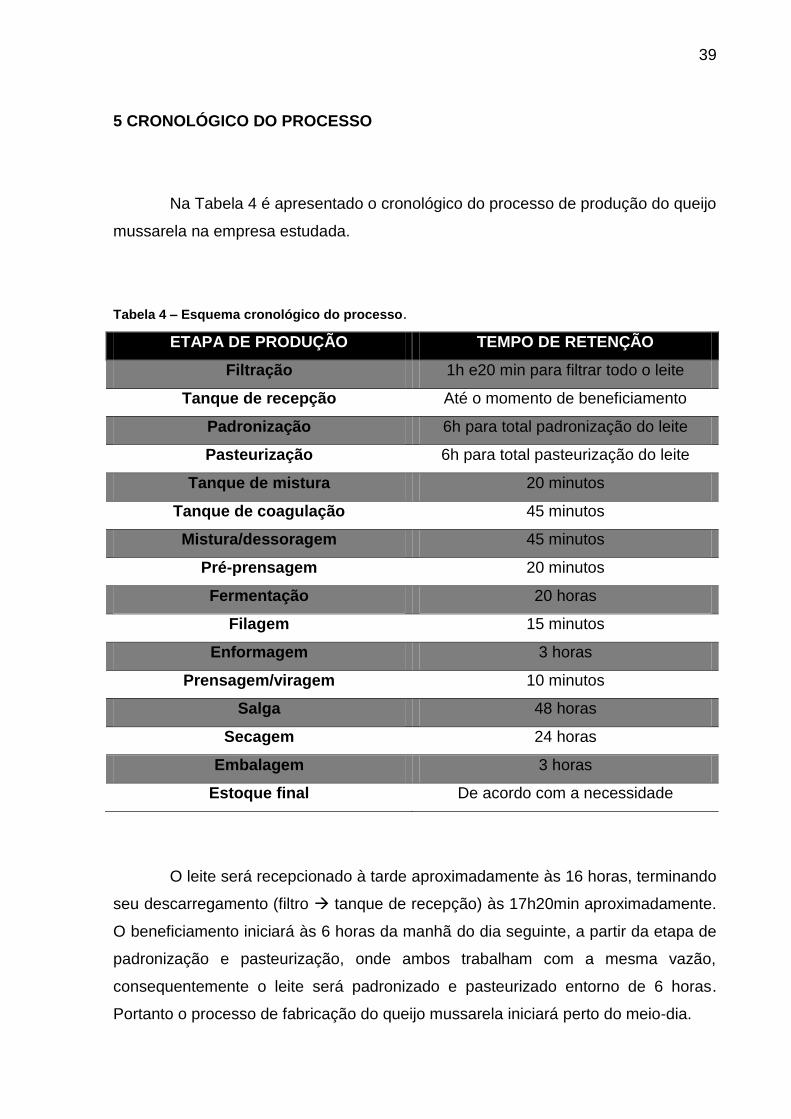
Na Tabela 4 é apresentado o cronológico do processo de produção do queijo
mussarela na empresa estudada.
Tabela 4 – Esquema cronológico do processo.
ETAPA DE PRODUÇÃO TEMPO DE RETENÇÃO
Filtração 1h e20 min para filtrar todo o leite
Tanque de recepção Até o momento de beneficiamento
Padronização 6h para total padronização do leite
Pasteurização 6h para total pasteurização do leite
Tanque de mistura 20 minutos
Tanque de coagulação 45 minutos
Mistura/dessoragem 45 minutos
Pré-prensagem 20 minutos
Fermentação 20 horas
Filagem 15 minutos
Enformagem 3 horas
Prensagem/viragem 10 minutos
Salga 48 horas
Secagem 24 horas
Embalagem 3 horas
Estoque final De acordo com a necessidade
O leite será recepcionado à tarde aproximadamente às 16 horas, terminando
seu descarregamento (filtro tanque de recepção) às 17h20min aproximadamente.
O beneficiamento iniciará às 6 horas da manhã do dia seguinte, a partir da etapa de
padronização e pasteurização, onde ambos trabalham com a mesma vazão,
consequentemente o leite será padronizado e pasteurizado entorno de 6 horas.
Portanto o processo de fabricação do queijo mussarela iniciará perto do meio-dia.

40
Às 13h30 min será encaminhado para a mesa de fermentação, saindo às
9h30min do dia seguinte para então realizar a filagem, enformagem e
prensagem/viragem, terminando estas etapas às 13h15min, onde o queijo se
encaminhará para a salga (2 dias) e secagem (1 dia), após esses três dias, o queijo
finalmente será embalado e expedido.
Portanto, o leite que é beneficiado hoje se tornará queijo mussarela em um
total de 4 dias aproximadamente.
41
6 BALANÇO DE MASSA E ENERGIA NO PROCESSO
Um balanço de massa é uma aplicação do princípio da conservação da
massa para a análise de sistemas físicos. Pela contabilidade de material entrando e
deixando um sistema. A exata lei de conservação usada na análise do sistema
depende do contexto do problema, mas tudo é resolvido pela conservação da
massa, que matéria não pode desaparecer ou ser criada espontaneamente (NETO,
et al. 2010).
O balanço de energia por sua vez segundo Neto et al. (2010), é uma
exposição sistemática dos fluxos e transformações de energia em um sistema. A
base teórica para um balanço energético é a primeira lei da termodinâmica segundo
a qual a energia não pode ser criada ou destruída, apenas modificada em forma. As
fontes de energia ou ondas de energia são, portanto, as entradas e saídas do
sistema em observação.
6.1 BALANÇO DE MASSA
A quantidade de leite destinada ao processo é de 40.000 L/dia ou 41.280
kg/dia. Para satisfazer esta demanda serão necessário 3 caminhões/dia de 15.000L.
A temperatura de chegada do leite a granal é de aproximadamente 7ºC a 10ºC.
O leite é então descarregado com o auxilio de uma bomba já acoplada ao
caminhão. A vazão de descarga é de 500 L/min, com o auxilio de uma tubulação de
2". Logo serão necessários 80 minutos para o total descarregamento.
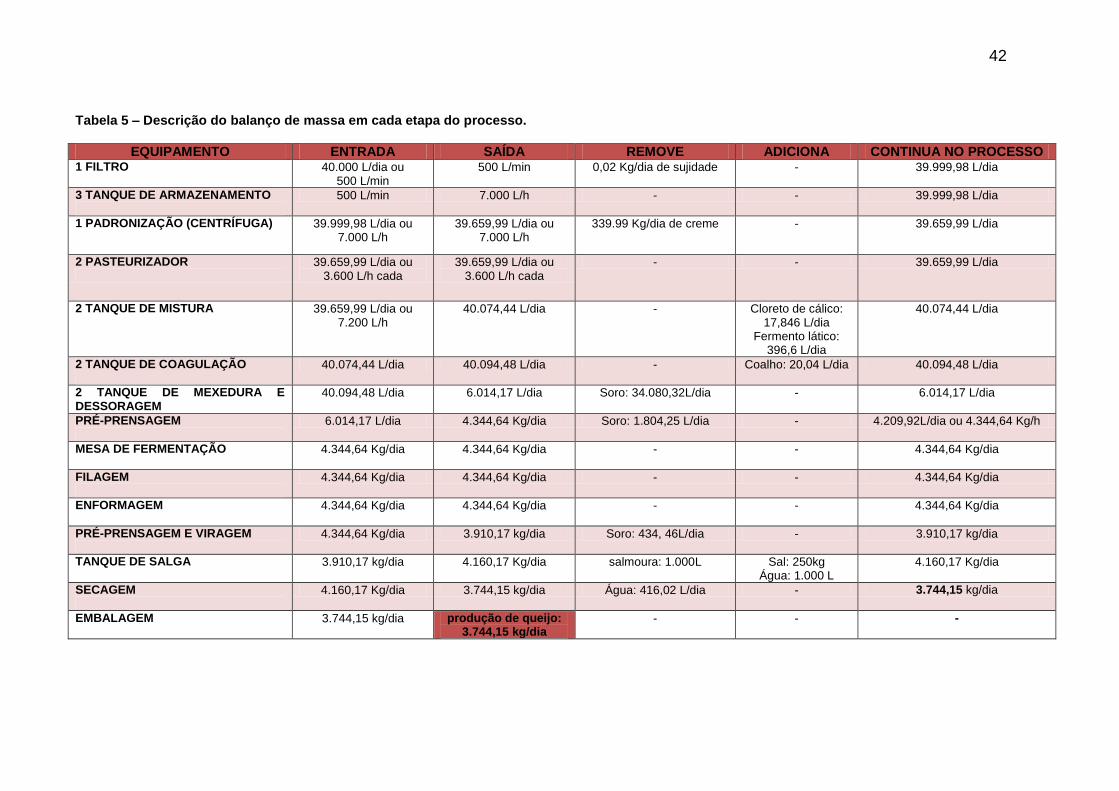
Na Tabela 5, tem-se o balanço de massa em cada etapa. Os cálculos
utilizados se encontram no Anexo B.
42
Tabela 5 – Descrição do balanço de massa em cada etapa do processo.
EQUIPAMENTO ENTRADA SAÍDA REMOVE ADICIONA CONTINUA NO PROCESSO 1 FILTRO
40.000 L/dia ou 500 L/min
500 L/min 0,02 Kg/dia de sujidade - 39.999,98 L/dia
3 TANQUE DE ARMAZENAMENTO
500 L/min 7.000 L/h - - 39.999,98 L/dia
1 PADRONIZAÇÃO (CENTRÍFUGA)
39.999,98 L/dia ou 7.000 L/h
39.659,99 L/dia ou 7.000 L/h
339.99 Kg/dia de creme - 39.659,99 L/dia
2 PASTEURIZADOR
39.659,99 L/dia ou 3.600 L/h cada
39.659,99 L/dia ou 3.600 L/h cada
- - 39.659,99 L/dia
2 TANQUE DE MISTURA 39.659,99 L/dia ou 7.200 L/h
40.074,44 L/dia - Cloreto de cálico: 17,846 L/dia
Fermento lático: 396,6 L/dia
40.074,44 L/dia
2 TANQUE DE COAGULAÇÃO
40.074,44 L/dia 40.094,48 L/dia - Coalho: 20,04 L/dia 40.094,48 L/dia
2 TANQUE DE MEXEDURA E DESSORAGEM
40.094,48 L/dia 6.014,17 L/dia Soro: 34.080,32L/dia - 6.014,17 L/dia
PRÉ-PRENSAGEM
6.014,17 L/dia 4.344,64 Kg/dia Soro: 1.804,25 L/dia - 4.209,92L/dia ou 4.344,64 Kg/h
MESA DE FERMENTAÇÃO
4.344,64 Kg/dia 4.344,64 Kg/dia - - 4.344,64 Kg/dia
FILAGEM
4.344,64 Kg/dia 4.344,64 Kg/dia - - 4.344,64 Kg/dia
ENFORMAGEM
4.344,64 Kg/dia 4.344,64 Kg/dia - - 4.344,64 Kg/dia
PRÉ-PRENSAGEM E VIRAGEM
4.344,64 Kg/dia 3.910,17 kg/dia Soro: 434, 46L/dia - 3.910,17 kg/dia
TANQUE DE SALGA 3.910,17 kg/dia 4.160,17 Kg/dia salmoura: 1.000L Sal: 250kg Água: 1.000 L
4.160,17 Kg/dia
SECAGEM
4.160,17 Kg/dia 3.744,15 kg/dia Água: 416,02 L/dia - 3.744,15 kg/dia
EMBALAGEM
3.744,15 kg/dia produção de queijo: 3.744,15 kg/dia
- - -
43
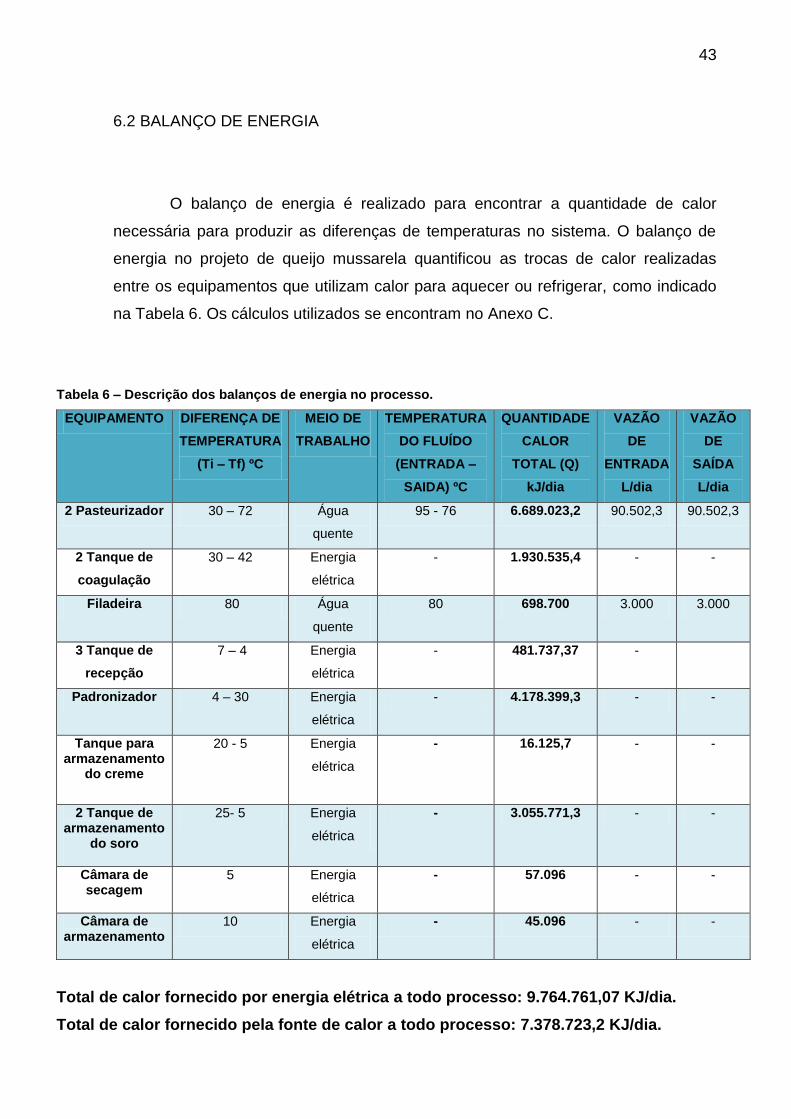
6.2 BALANÇO DE ENERGIA
O balanço de energia é realizado para encontrar a quantidade de calor
necessária para produzir as diferenças de temperaturas no sistema. O balanço de
energia no projeto de queijo mussarela quantificou as trocas de calor realizadas
entre os equipamentos que utilizam calor para aquecer ou refrigerar, como indicado
na Tabela 6. Os cálculos utilizados se encontram no Anexo C.
Tabela 6 – Descrição dos balanços de energia no processo.
EQUIPAMENTO DIFERENÇA DE
TEMPERATURA
(Ti – Tf) ºC
MEIO DE
TRABALHO
TEMPERATURA
DO FLUÍDO
(ENTRADA –
SAIDA) ºC
QUANTIDADE
CALOR
TOTAL (Q)
kJ/dia
VAZÃO
DE
ENTRADA
L/dia
VAZÃO
DE
SAÍDA
L/dia
2 Pasteurizador 30 – 72 Água
quente
95 - 76 6.689.023,2 90.502,3 90.502,3
2 Tanque de
coagulação
30 – 42 Energia
elétrica
- 1.930.535,4 - -
Filadeira 80 Água
quente
80 698.700 3.000 3.000
3 Tanque de
recepção
7 – 4 Energia
elétrica
- 481.737,37 -
Padronizador 4 – 30 Energia
elétrica
- 4.178.399,3 - -
Tanque para armazenamento
do creme
20 - 5 Energia
elétrica
- 16.125,7 - -
2 Tanque de armazenamento
do soro
25- 5 Energia
elétrica
- 3.055.771,3 - -
Câmara de secagem
5 Energia
elétrica
- 57.096 - -
Câmara de armazenamento
10 Energia
elétrica
- 45.096 - -
Total de calor fornecido por energia elétrica a todo processo: 9.764.761,07 KJ/dia.
Total de calor fornecido pela fonte de calor a todo processo: 7.378.723,2 KJ/dia.
44
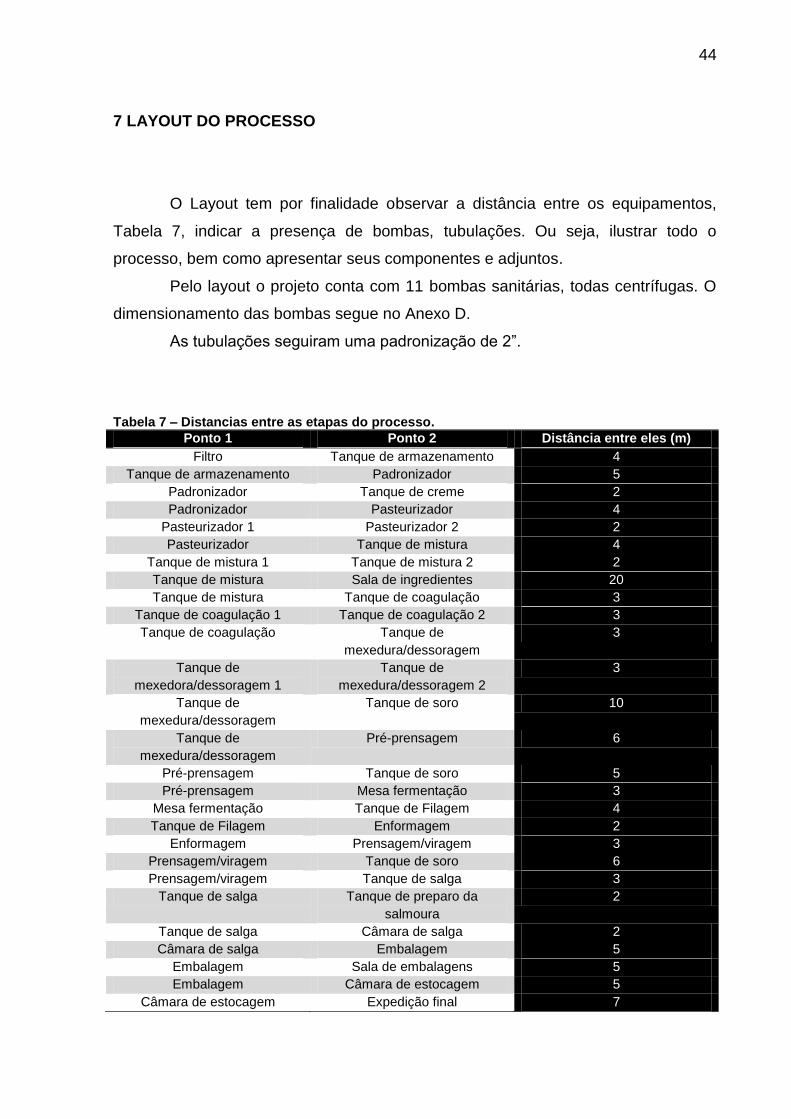
7 LAYOUT DO PROCESSO
O Layout tem por finalidade observar a distância entre os equipamentos,
Tabela 7, indicar a presença de bombas, tubulações. Ou seja, ilustrar todo o
processo, bem como apresentar seus componentes e adjuntos.
Pelo layout o projeto conta com 11 bombas sanitárias, todas centrífugas. O
dimensionamento das bombas segue no Anexo D.
As tubulações seguiram uma padronização de 2”.
Tabela 7 – Distancias entre as etapas do processo.
Ponto 1 Ponto 2 Distância entre eles (m)
Filtro Tanque de armazenamento 4
Tanque de armazenamento Padronizador 5
Padronizador Tanque de creme 2
Padronizador Pasteurizador 4
Pasteurizador 1 Pasteurizador 2 2
Pasteurizador Tanque de mistura 4
Tanque de mistura 1 Tanque de mistura 2 2
Tanque de mistura Sala de ingredientes 20
Tanque de mistura Tanque de coagulação 3
Tanque de coagulação 1 Tanque de coagulação 2 3
Tanque de coagulação Tanque de
mexedura/dessoragem
3
Tanque de
mexedora/dessoragem 1
Tanque de
mexedura/dessoragem 2
3
Tanque de
mexedura/dessoragem
Tanque de soro 10
Tanque de
mexedura/dessoragem
Pré-prensagem 6
Pré-prensagem Tanque de soro 5
Pré-prensagem Mesa fermentação 3
Mesa fermentação Tanque de Filagem 4
Tanque de Filagem Enformagem 2
Enformagem Prensagem/viragem 3
Prensagem/viragem Tanque de soro 6
Prensagem/viragem Tanque de salga 3
Tanque de salga Tanque de preparo da
salmoura
2
Tanque de salga Câmara de salga 2
Câmara de salga Embalagem 5
Embalagem Sala de embalagens 5
Embalagem Câmara de estocagem 5
Câmara de estocagem Expedição final 7

45
A Figura 17 ilustra o layout do processo do queijo mussarela na indústria
desenvolvida, desde a etapa de recepção do leite até seu armazenamento para
posterior comercialização. São representados os equipamentos utilizados, dispostos
de acordo com as distâncias estabelecidas pelo projeto, Tabela 7, bem como as
conecções de tubulações utilizadas.
Figura 17 – Layout do processo de queijo mussarela.
Legenda da Figura 1:
Linhas amarelas: Vazão de soro.
Linhas vermelhas: Vazão de leite para beneficiamento.
Linhas verdes: Vazão de vapor.
1 caminhão de entrega de leite
2 bomba centrífuga
3 filtro rotativo
4 bomba centrífuga
5 tanques de recepção de leite
6 bomba centrífuga
7 padronizador
8 tanque de creme
9 bomba centrífuga
10 pasteurizador
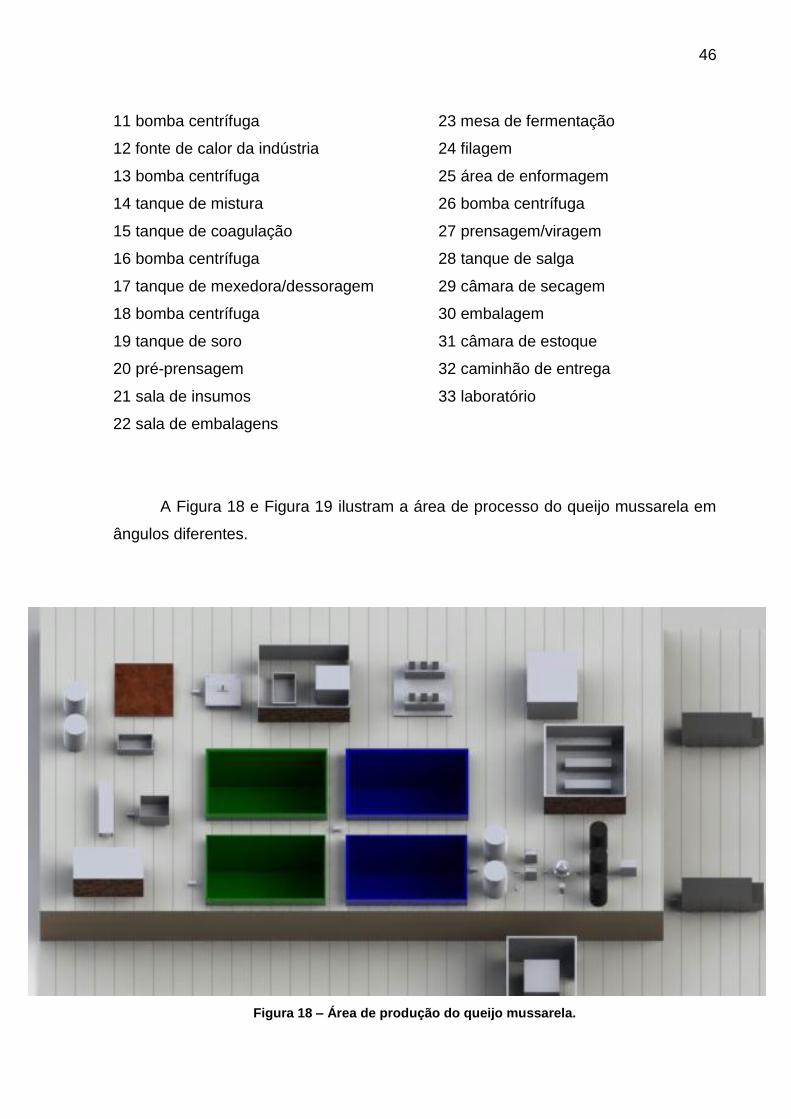
46
11 bomba centrífuga
12 fonte de calor da indústria
13 bomba centrífuga
14 tanque de mistura
15 tanque de coagulação
16 bomba centrífuga
17 tanque de mexedora/dessoragem
18 bomba centrífuga
19 tanque de soro
20 pré-prensagem
21 sala de insumos
22 sala de embalagens
23 mesa de fermentação
24 filagem
25 área de enformagem
26 bomba centrífuga
27 prensagem/viragem
28 tanque de salga
29 câmara de secagem
30 embalagem
31 câmara de estoque
32 caminhão de entrega
33 laboratório
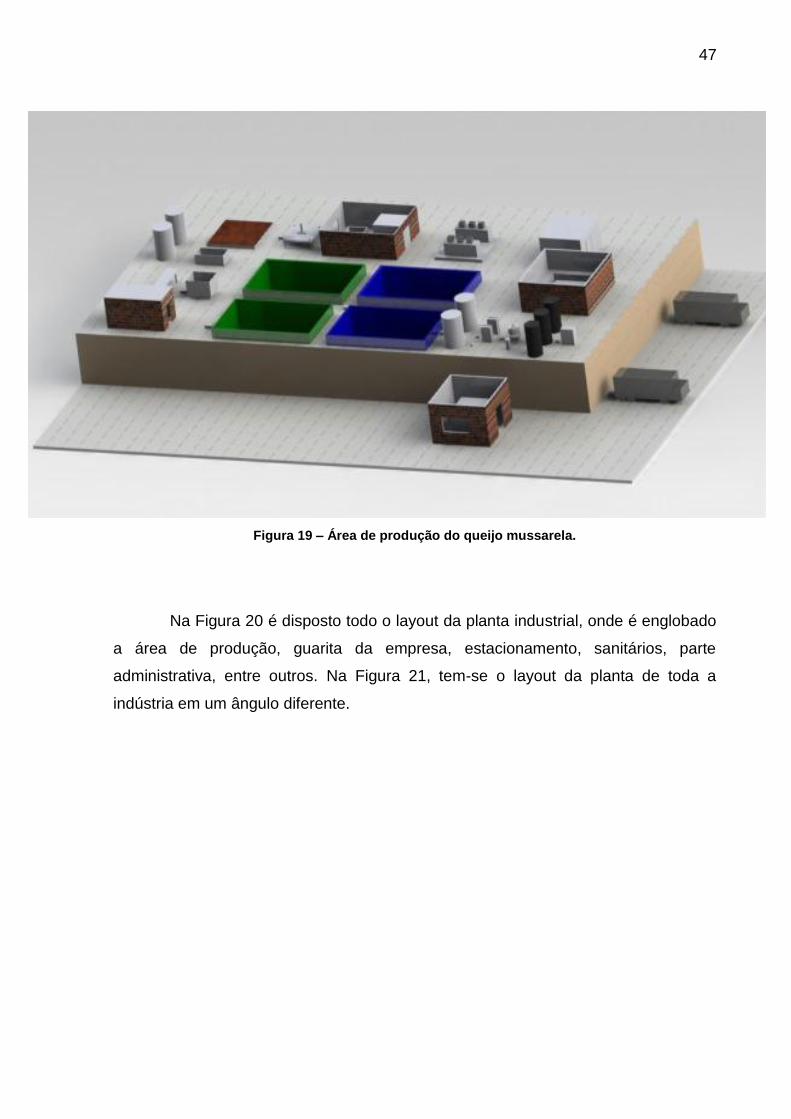
A Figura 18 e Figura 19 ilustram a área de processo do queijo mussarela em
ângulos diferentes.
Figura 18 – Área de produção do queijo mussarela.
47
Figura 19 – Área de produção do queijo mussarela.
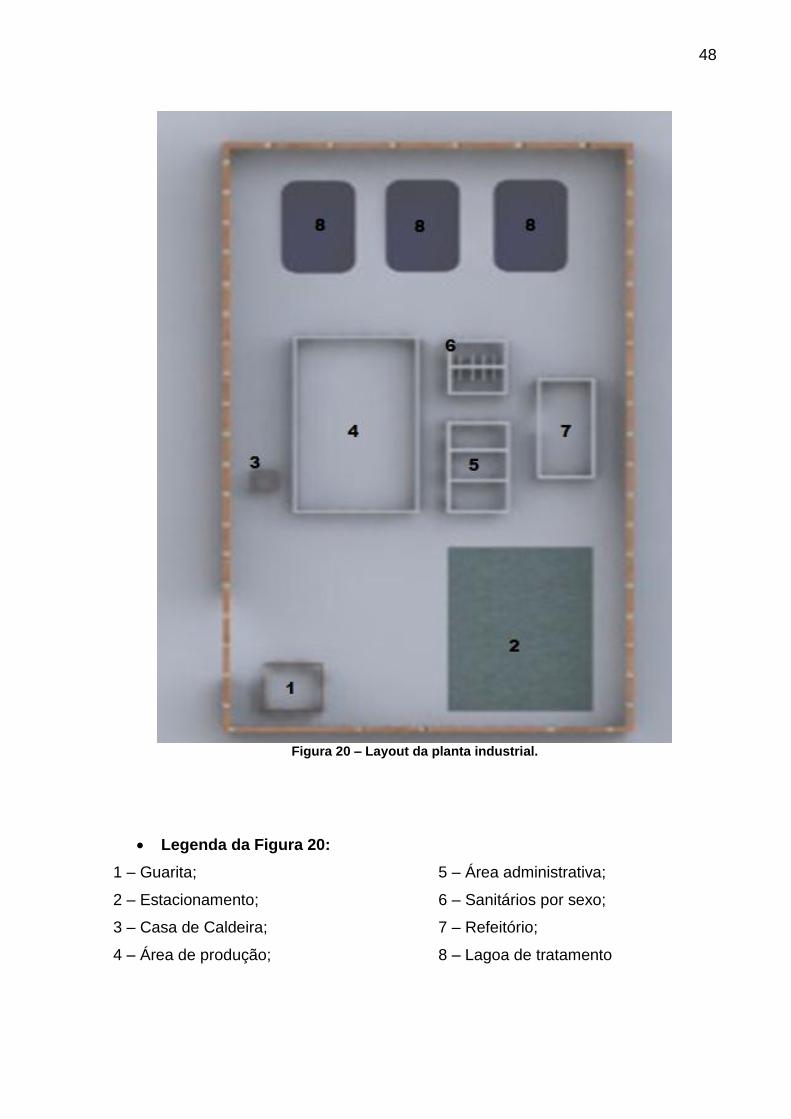
Na Figura 20 é disposto todo o layout da planta industrial, onde é englobado
a área de produção, guarita da empresa, estacionamento, sanitários, parte
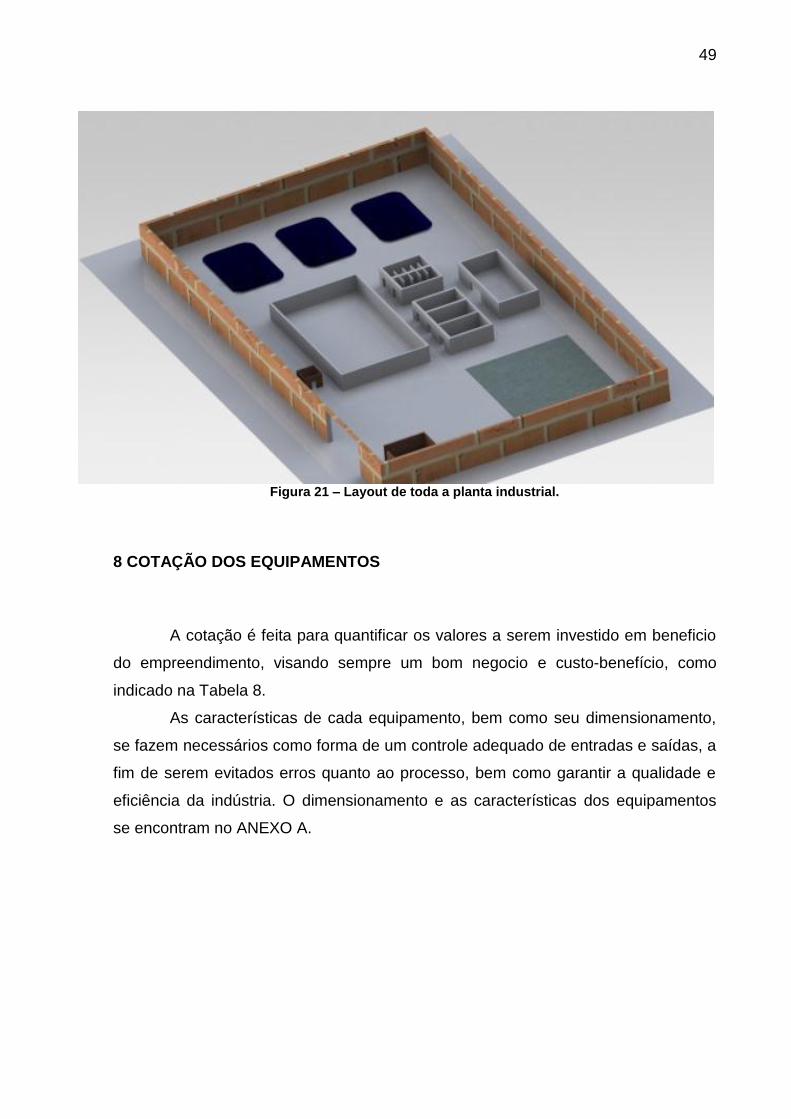
administrativa, entre outros. Na Figura 21, tem-se o layout da planta de toda a
indústria em um ângulo diferente.
48
Figura 20 – Layout da planta industrial.
Legenda da Figura 20:
1 – Guarita;
2 – Estacionamento;
3 – Casa de Caldeira;
4 – Área de produção;
5 – Área administrativa;
6 – Sanitários por sexo;
7 – Refeitório;
8 – Lagoa de tratamento
49
Figura 21 – Layout de toda a planta industrial.
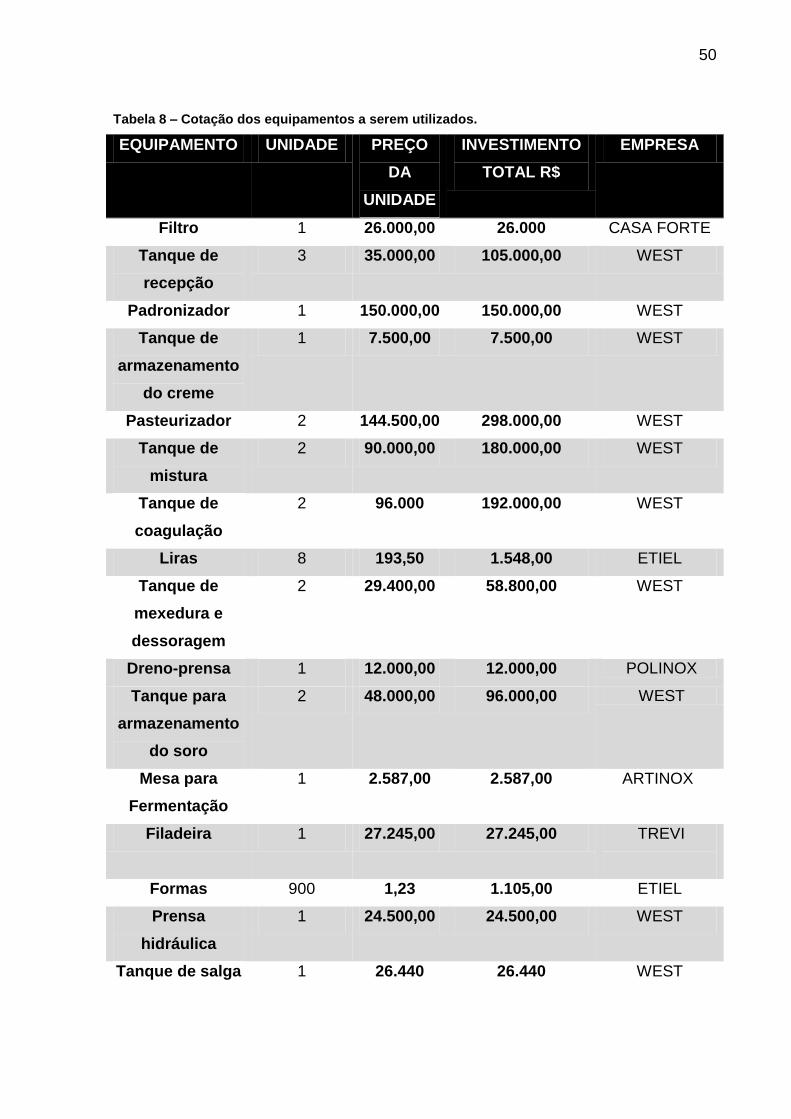
8 COTAÇÃO DOS EQUIPAMENTOS
A cotação é feita para quantificar os valores a serem investido em beneficio
do empreendimento, visando sempre um bom negocio e custo-benefício, como
indicado na Tabela 8.
As características de cada equipamento, bem como seu dimensionamento,
se fazem necessários como forma de um controle adequado de entradas e saídas, a
fim de serem evitados erros quanto ao processo, bem como garantir a qualidade e
eficiência da indústria. O dimensionamento e as características dos equipamentos
se encontram no ANEXO A.
50
Tabela 8 – Cotação dos equipamentos a serem utilizados.
EQUIPAMENTO UNIDADE PREÇO
DA
UNIDADE
INVESTIMENTO
TOTAL R$
EMPRESA
Filtro 1 26.000,00 26.000 CASA FORTE
Tanque de
recepção
3 35.000,00 105.000,00 WEST
Padronizador 1 150.000,00 150.000,00 WEST
Tanque de
armazenamento
do creme
1 7.500,00 7.500,00 WEST
Pasteurizador 2 144.500,00 298.000,00 WEST
Tanque de
mistura
2 90.000,00 180.000,00 WEST
Tanque de
coagulação
2 96.000 192.000,00 WEST
Liras 8 193,50 1.548,00 ETIEL
Tanque de
mexedura e
dessoragem
2 29.400,00 58.800,00 WEST
Dreno-prensa 1 12.000,00 12.000,00 POLINOX
Tanque para
armazenamento
do soro
2 48.000,00 96.000,00 WEST
Mesa para
Fermentação
1 2.587,00 2.587,00 ARTINOX
Filadeira 1 27.245,00 27.245,00 TREVI
Formas 900 1,23 1.105,00 ETIEL
Prensa
hidráulica
1 24.500,00 24.500,00 WEST
Tanque de salga
1 26.440 26.440 WEST
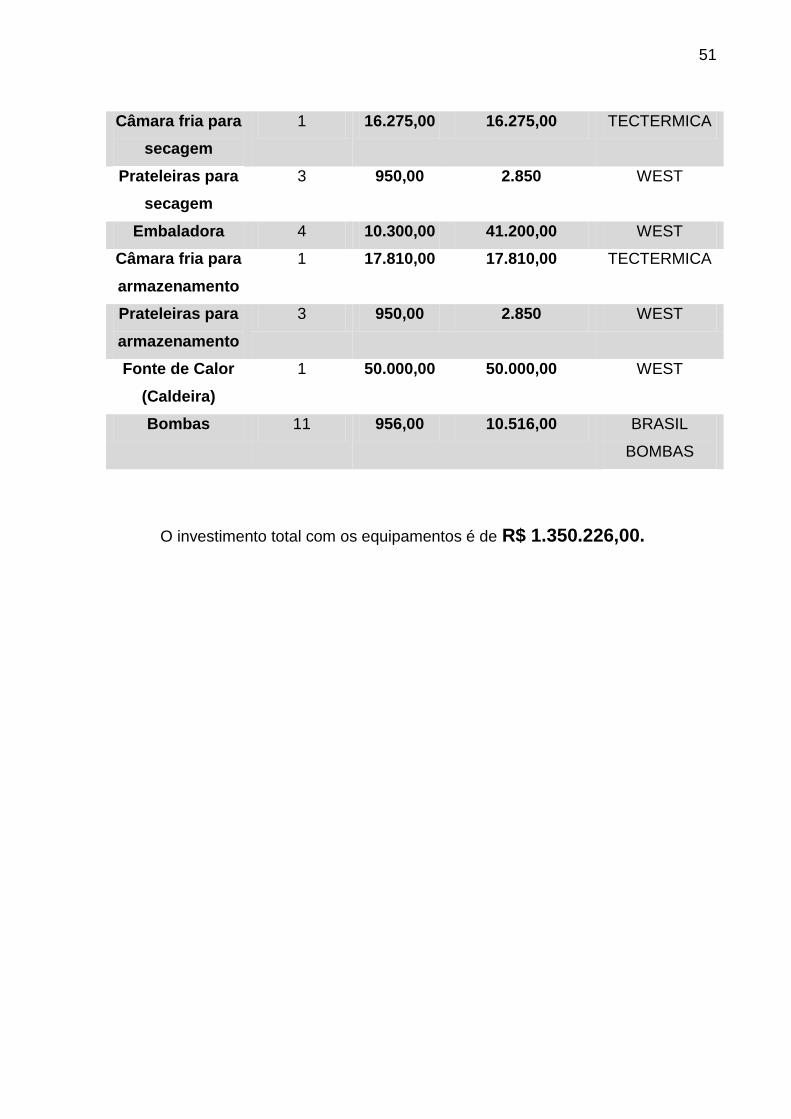
51
Câmara fria para
secagem
1 16.275,00 16.275,00 TECTERMICA
Prateleiras para
secagem
3 950,00 2.850 WEST
Embaladora 4 10.300,00 41.200,00 WEST
Câmara fria para
armazenamento
1 17.810,00 17.810,00 TECTERMICA
Prateleiras para
armazenamento
3 950,00 2.850 WEST
Fonte de Calor
(Caldeira)
1 50.000,00 50.000,00 WEST
Bombas 11 956,00 10.516,00 BRASIL
BOMBAS
O investimento total com os equipamentos é de R$ 1.350.226,00.
52
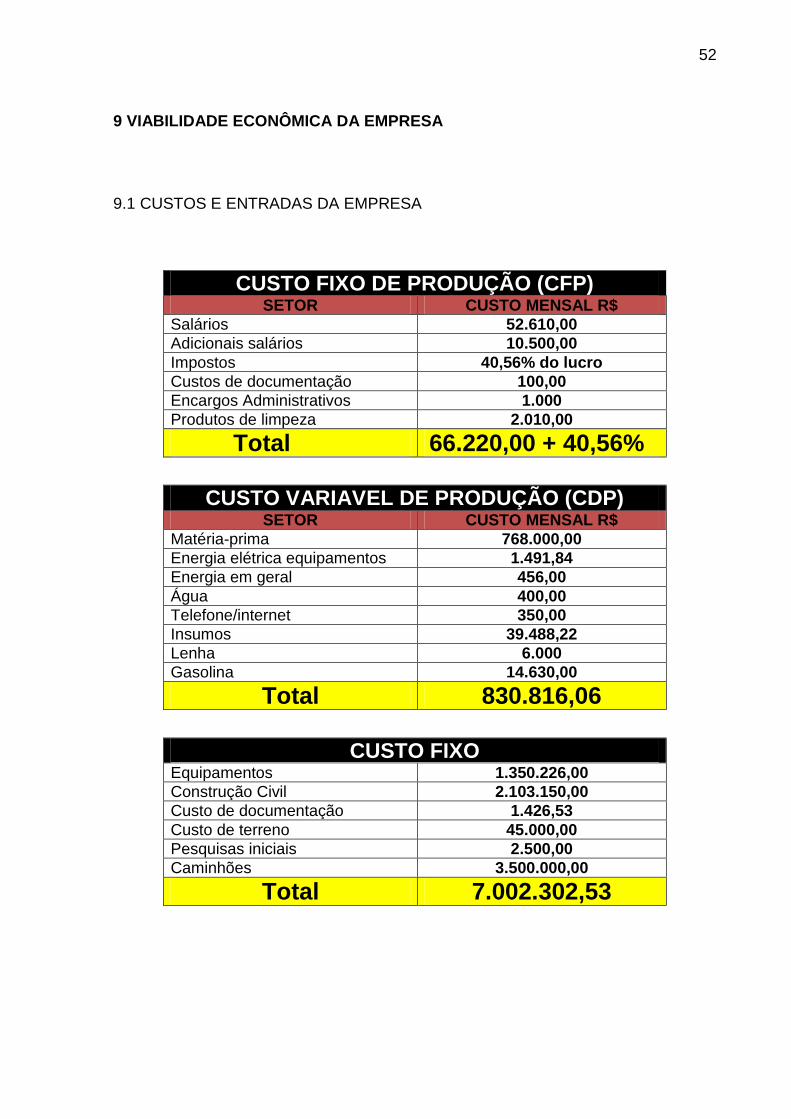
9 VIABILIDADE ECONÔMICA DA EMPRESA
9.1 CUSTOS E ENTRADAS DA EMPRESA
CUSTO FIXO DE PRODUÇÃO (CFP)
SETOR CUSTO MENSAL R$
Salários 52.610,00
Adicionais salários 10.500,00
Impostos 40,56% do lucro
Custos de documentação 100,00
Encargos Administrativos 1.000
Produtos de limpeza 2.010,00
Total 66.220,00 + 40,56%
CUSTO VARIAVEL DE PRODUÇÃO (CDP)
SETOR CUSTO MENSAL R$
Matéria-prima 768.000,00
Energia elétrica equipamentos 1.491,84
Energia em geral 456,00
Água 400,00
Telefone/internet 350,00
Insumos 39.488,22
Lenha 6.000
Gasolina 14.630,00
Total 830.816,06
CUSTO FIXO
Equipamentos 1.350.226,00
Construção Civil 2.103.150,00
Custo de documentação 1.426,53
Custo de terreno 45.000,00
Pesquisas iniciais 2.500,00
Caminhões 3.500.000,00
Total 7.002.302,53
53
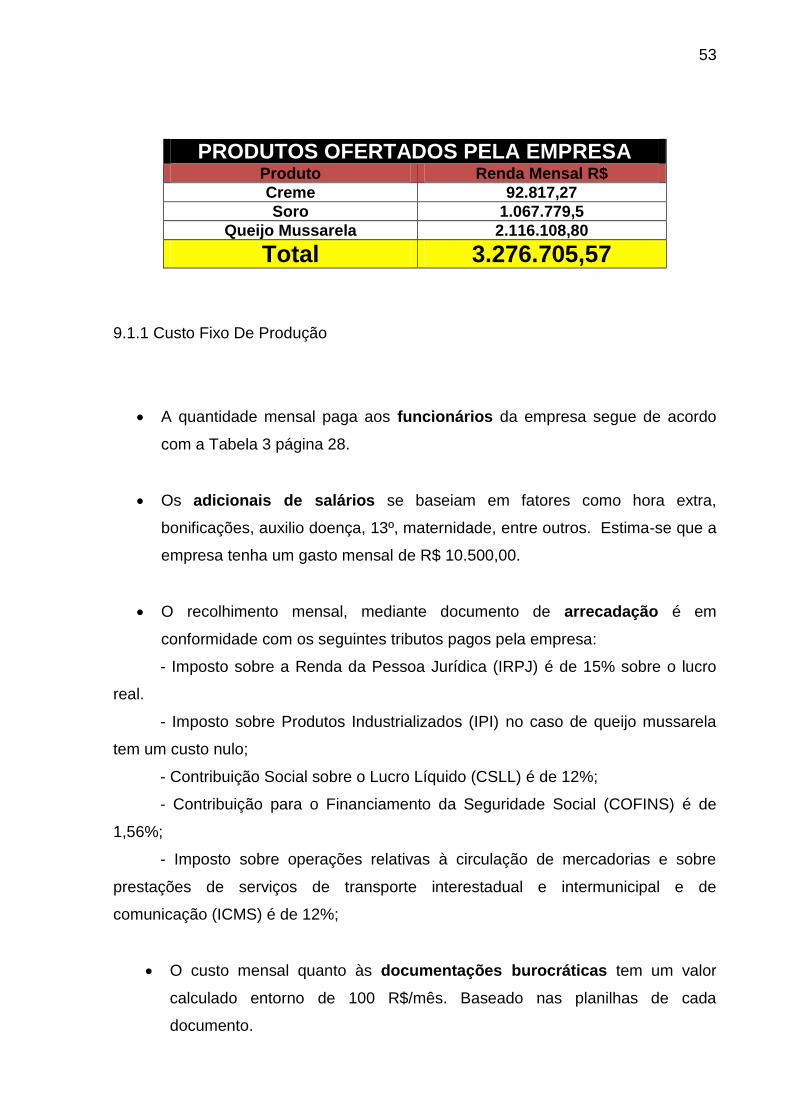
PRODUTOS OFERTADOS PELA EMPRESA
Produto Renda Mensal R$
Creme 92.817,27
Soro 1.067.779,5
Queijo Mussarela 2.116.108,80
Total 3.276.705,57
9.1.1 Custo Fixo De Produção
A quantidade mensal paga aos funcionários da empresa segue de acordo
com a Tabela 3 página 28.
Os adicionais de salários se baseiam em fatores como hora extra,
bonificações, auxilio doença, 13º, maternidade, entre outros. Estima-se que a
empresa tenha um gasto mensal de R$ 10.500,00.
O recolhimento mensal, mediante documento de arrecadação é em
conformidade com os seguintes tributos pagos pela empresa:
- Imposto sobre a Renda da Pessoa Jurídica (IRPJ) é de 15% sobre o lucro
real.
- Imposto sobre Produtos Industrializados (IPI) no caso de queijo mussarela
tem um custo nulo;
- Contribuição Social sobre o Lucro Líquido (CSLL) é de 12%;
- Contribuição para o Financiamento da Seguridade Social (COFINS) é de
1,56%;
- Imposto sobre operações relativas à circulação de mercadorias e sobre
prestações de serviços de transporte interestadual e intermunicipal e de
comunicação (ICMS) é de 12%;
O custo mensal quanto às documentações burocráticas tem um valor
calculado entorno de 100 R$/mês. Baseado nas planilhas de cada
documento.
54
Os custos administrativos envolvem custos com papéis, canetas,
grampos, carimbos, tinta para impressora, entre outros. O empreendimento
estipula um valor fixo de aproximadamente R$ 1.000.
Produtos de limpeza são essenciais para a indústria manter a higiene de
seu estabelecimento, desde a área de produção, sanitários, cozinha, entre
outros. Em média a empresa tem um custo mensal de R$ 2.010,00.
9.1.2 Custo Variável De Produção
A matéria-prima terá para a empresa um custo de 768.000 mensal, visto que
a indústria recebe diariamente um quantidade de 40.000 L, pagando ao
produtor um valor fixo de R$ 0,64.
A energia requerida pelos equipamentos que funcionam mediante energia
elétrica somou um total de 9.764.761,07 KJ/dia, sabe-se que R$ 0,44 é o
valor de 1KW, portanto a empresa tem um casto mensal de R$ 1.491,84.
A energia em geral é classifica em energia requerida para computadores,
iluminação de vestiários, produção, laboratório, refeitório, secretaria, guarita,
impressoras, entre outros. A empresa atribuiu um valor de aproximadamente
R$ 456,00.
A água utilizada pela empresa é fornecida por açude, consequentemente, o
custo com a mesma é nulo, porém há custos relativos a seu tratamento para
sua posterior utilização. A empresa estima um gasto mensal de R$ 400,00.
O custo com telefone/internet utilizado pela empresa é de R$ 350.
Os insumos utilizados pela indústria são: embalagem (0,28 R$/unidade –
27.963,60 R$/mensal), fermento lácteo (14,00 R$/L – 166.572 R$/mensal),
55
cloreto de cálcio (2,75 R$/L – 1.447,55 R$/mensal), coalho (8,75 R$/L –
5.260,50 R$/mensal), reagentes de laboratório (valor suposto de 150
R$/mensal), sal para a salga (0,60 R$/Kg – 4.500,00). O valor gasto com
esses insumos é entorno de 39.488,22 R$.
A lenha empregada para geração de vapor para manutenção energética tem
um custo 25,00 R$ a tonelada, a empresa necessitária de 1 tonelada por hora
para manter energeticamente a empresa, a caldeira funcionará 8 horas diária.
Logo mensalmente a empresa tem um gasto de R$ 6.000.
O custo que a empresa gasta com gasolina para manutenção de seus
caminhões de entrega de leite e distribuição de queijo baseia-se em uma
estimativa que cada caminhão faça aproximadamente 200 Km/dia, são sete
caminhões e o diesel tem um custo de 2,09 R$/L, supondo que cada
caminhão faça 6 km/L, portanto o custo mensal é de R$ 14.630.
9.1.3 Custo Fixo
A empresa investirá em um custo de 1.350.226,00 R$ em equipamentos
para elaboração do processo de queijo mussarela.
A construção civil terá um custo de 3.004.500 R$ para a empresa. Já que a
empresa conta com uma área de 6.009 m² construída. Estima-se que cada
m² tenha um custo de 350 R$.
Os custos quanto à documentação burocrática, envolve alvará sanitário e
alvará de funcionamento, deliberados pela prefeitura de Campo Mourão,
com um custo de 530,17 e 96,36 R$, respectivamente. O memorial
econômico sanitário de estabelecimento de leite e derivados, e requerimento
de serviço de inspeção, fornecidos pela SEAB, tiveram um custo de 800 R$.
56
O terreno adquirido pela empresa para realizar sua instalação tem 1
alqueire, totalizando um custo de 45.000 R$.
A indústria de queijo mussarela antes de realizar sua instalação física terá
um custo com pesquisas iniciais, onde abrangeu pesquisa de mercado,
pesquisa de produto queijo mussarela, estudo de caso, entre outros,
consequentemente a empresa terá um custo aproximado de R$ 2.500,00.
Custo com caminhões, são 7 caminhões, com um valor R$ 500.000,00,
somando para empresa, um custo de R$ 3.500.000,00.
9.1.4 Produtos Ofertados Pela Empresa
O creme obtido pelo processo de padronização será vendido mensalmente,
onde somará um volume de 10.199,70 Kg/mês. Um Kg de creme terá o custo
de 9,10, logo o faturamento com creme de leite mensal será de R$ 92.817,27.
O soro de leite que a empresa venderá mensalmente somará um volume de
1.089.570,9 L/mês, rendendo um valor de 0,98 R$/L o soro, logo 1.067.779,5
R$/mês.
O produto principal ofertado pela empresa é o queijo mussarela que tem um
preço de 18,84 R$/Kg, logo por mês a empresa recebe R$ 2.116.108,80 pelo
produto acabado.
57
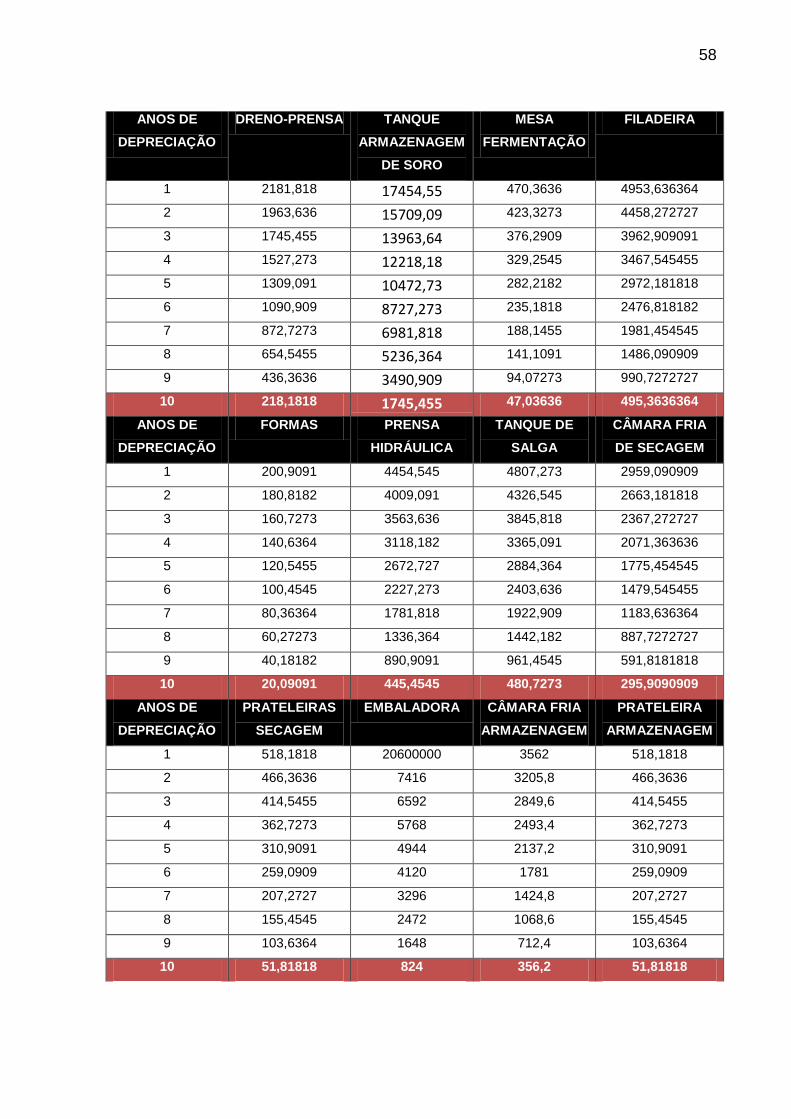
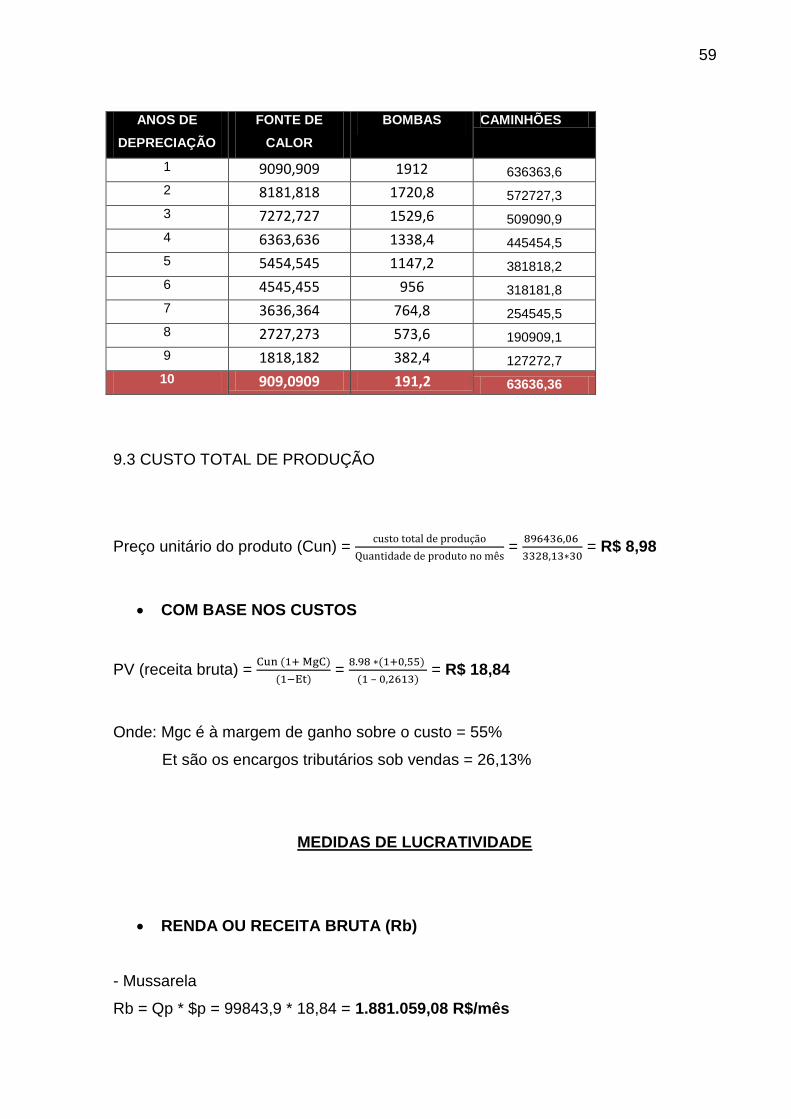
9.2 DEPRECIAÇÃO DOS EQUIPAMENTOS
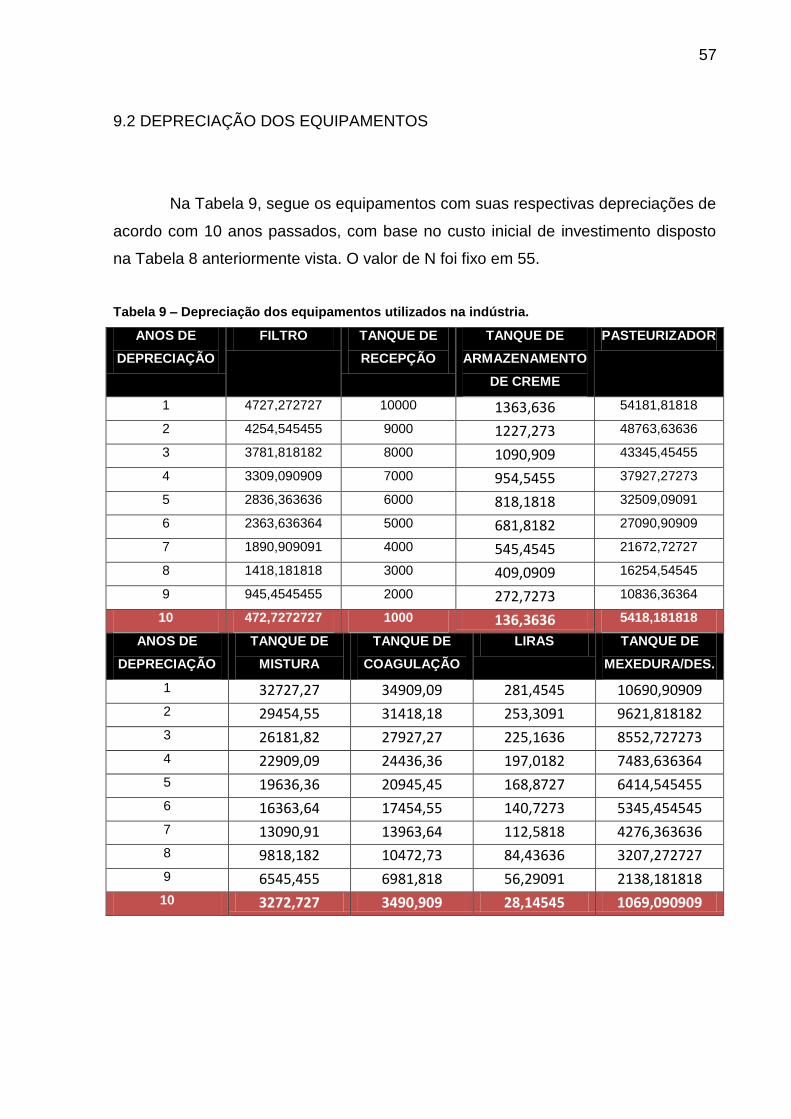
Na Tabela 9, segue os equipamentos com suas respectivas depreciações de
acordo com 10 anos passados, com base no custo inicial de investimento disposto
na Tabela 8 anteriormente vista. O valor de N foi fixo em 55.
Tabela 9 – Depreciação dos equipamentos utilizados na indústria.
ANOS DE
DEPRECIAÇÃO
FILTRO TANQUE DE
RECEPÇÃO
TANQUE DE
ARMAZENAMENTO
DE CREME
PASTEURIZADOR
1 4727,272727 10000 1363,636 54181,81818
2 4254,545455 9000 1227,273 48763,63636
3 3781,818182 8000 1090,909 43345,45455
4 3309,090909 7000 954,5455 37927,27273
5 2836,363636 6000 818,1818 32509,09091
6 2363,636364 5000 681,8182 27090,90909
7 1890,909091 4000 545,4545 21672,72727
8 1418,181818 3000 409,0909 16254,54545
9 945,4545455 2000 272,7273 10836,36364
10 472,7272727 1000 136,3636 5418,181818
ANOS DE
DEPRECIAÇÃO
TANQUE DE
MISTURA
TANQUE DE
COAGULAÇÃO
LIRAS TANQUE DE
MEXEDURA/DES.
1 32727,27 34909,09 281,4545 10690,90909
2 29454,55 31418,18 253,3091 9621,818182
3 26181,82 27927,27 225,1636 8552,727273
4 22909,09 24436,36 197,0182 7483,636364
5 19636,36 20945,45 168,8727 6414,545455
6 16363,64 17454,55 140,7273 5345,454545
7 13090,91 13963,64 112,5818 4276,363636
8 9818,182 10472,73 84,43636 3207,272727
9 6545,455 6981,818 56,29091 2138,181818
10 3272,727 3490,909 28,14545 1069,090909
58
ANOS DE
DEPRECIAÇÃO
DRENO-PRENSA TANQUE
ARMAZENAGEM
DE SORO
MESA
FERMENTAÇÃO
FILADEIRA
1 2181,818 17454,55 470,3636 4953,636364
2 1963,636 15709,09 423,3273 4458,272727
3 1745,455 13963,64 376,2909 3962,909091
4 1527,273 12218,18 329,2545 3467,545455
5 1309,091 10472,73 282,2182 2972,181818
6 1090,909 8727,273 235,1818 2476,818182
7 872,7273 6981,818 188,1455 1981,454545
8 654,5455 5236,364 141,1091 1486,090909
9 436,3636 3490,909 94,07273 990,7272727
10 218,1818 1745,455 47,03636 495,3636364
ANOS DE
DEPRECIAÇÃO
FORMAS PRENSA
HIDRÁULICA
TANQUE DE
SALGA
CÂMARA FRIA
DE SECAGEM
1 200,9091 4454,545 4807,273 2959,090909
2 180,8182 4009,091 4326,545 2663,181818
3 160,7273 3563,636 3845,818 2367,272727
4 140,6364 3118,182 3365,091 2071,363636
5 120,5455 2672,727 2884,364 1775,454545
6 100,4545 2227,273 2403,636 1479,545455
7 80,36364 1781,818 1922,909 1183,636364
8 60,27273 1336,364 1442,182 887,7272727
9 40,18182 890,9091 961,4545 591,8181818
10 20,09091 445,4545 480,7273 295,9090909
ANOS DE
DEPRECIAÇÃO
PRATELEIRAS
SECAGEM
EMBALADORA CÂMARA FRIA
ARMAZENAGEM
PRATELEIRA
ARMAZENAGEM
1 518,1818 20600000 3562 518,1818
2 466,3636 7416 3205,8 466,3636
3 414,5455 6592 2849,6 414,5455
4 362,7273 5768 2493,4 362,7273
5 310,9091 4944 2137,2 310,9091
6 259,0909 4120 1781 259,0909
7 207,2727 3296 1424,8 207,2727
8 155,4545 2472 1068,6 155,4545
9 103,6364 1648 712,4 103,6364
10 51,81818 824 356,2 51,81818
59
ANOS DE
DEPRECIAÇÃO
FONTE DE
CALOR
BOMBAS CAMINHÕES
1 9090,909 1912 636363,6
2 8181,818 1720,8 572727,3
3 7272,727 1529,6 509090,9
4 6363,636 1338,4 445454,5
5 5454,545 1147,2 381818,2
6 4545,455 956 318181,8
7 3636,364 764,8 254545,5
8 2727,273 573,6 190909,1
9 1818,182 382,4 127272,7
10 909,0909 191,2 63636,36
9.3 CUSTO TOTAL DE PRODUÇÃO
Preço unitário do produto (Cun) =
=
= R$ 8,98
COM BASE NOS CUSTOS
PV (receita bruta) =
=
– = R$ 18,84
Onde: Mgc é à margem de ganho sobre o custo = 55%
Et são os encargos tributários sob vendas = 26,13%
MEDIDAS DE LUCRATIVIDADE
RENDA OU RECEITA BRUTA (Rb)
- Mussarela
Rb = Qp * $p = 99843,9 * 18,84 = 1.881.059,08 R$/mês
60
- Creme
Rb = 92.817,27 R$/mês
- Soro
Rb = 1.067.779,50 R$/mês
A receita bruta total da indústria (Rbt) = 3.041.655,00 R$/mês
RENDA LÍQUIDA (Rl)
Rl = Rb * (1 – I) = 3.416.655,85 * (1-0,07) = 2.828.739,94 R$/mês
Onde: I = ICMS = 7% = 0,07
Rbt = 3.416.655,85
LUCRO BRUTO (Lb)
Lb = Rl – Ct’ = 936.039,19 R$/mês - 39.603.13 R$/mês = 1.892.700,75 R$/mês
Onde: Ct’= Ct (Custo total de produção) + D(depreciação)
D = 39.603.13 R$/mês
Ct’= 936.039,19 R$/mês
FLUXO DE CAIXA (Fc)
Fc = Lb + D = 1.892.700,75 R$/mês + 39.603.13 R$/mês = 1.932.303.88 R$/mês
LUCRO LÍQUIDO (LL)
LL = (1-I2)*Fc = (1-0,27)* 1.932.303.88 R$/mês = 1.400.920,00 R$/mês
Onde: I2 = 27,5%
61
CAPITAL DE GIRO (Cg)
CF = (PMR + PME) – PMP = (15+10) – 20 = 5
Onde: PMR = 15
PME = 10
PMP = 20
Cg = (VVD x CF) = 62701,97 * 5 = 313.509,85 R$/dia
Onde: VVD = (custo total de produção * custo unitário do produto) 3328,13 * 18,84 =
62.701,97 R$/dia.
% DE RETORNO DE INVESTIMENTO (Ra)
Ra =
=
* 100 = 19,15%
Onde: Ci = Cf (Capital fixo de investimento) + Cg (Capital de giro) = 7.315.812,38R$
Cf = 7.002.302,53 R$
Cg = 313.509,85R$/dia
TEMPO DE RETORNO DE INVESTIMENTO (Nr)
Nr =
=
= 5,22 mês
PONTO DE EQUILÍBRIO (Pe)
Pe =
=
= 9.630.453,21 unidades
Onde: MC = PV – (CV – DV) = 3.041.655,85 – 830.216,06 = 2.211.439,79 R$/mês
MC (margem de contribuição); PV (receita bruta); (CV – DV) = Custo variável
62
3.041.665,85 ---------- 100%
2.211.439,79 ---------- x
%MC = 72,71%, onde se considera o queijo mussarela, creme e soro.
MC’(Considerando somente a mussarela) = PV – (CV – DV)
MC’ = 1.881.059,08 – 830.216,06 = 1.050.843,02 R$/mês
1.881.059,08-----------100%
1.050.843,02-----------x
%MC’ = 55,86%
Logo o Pe = 12.535.450,29 unidades/queijo mussarela
63
REFERÊNCIAS
ABIQ. Mercado interno de leites e lácteos. Disponível em: <http://www.abiq.com.br/>. Acesso em: 10 abr. 2012. ABREU, L. R. de – Tecnologia de Leite e Derivados – Processamento e Controle de Qualidade em Carne, Leite, Ovos e Pescado, Lavras: UFLA/FAEPE, 2000. ALVES, G. Fundamentos da fabricação de queijos. Minas Gerais: Viçosa, 1990. BARBANO, D.; DUNKER, J. Simple Mozzarella Cheese-making methods. Disponível em: <http://www.google.com/patents/US20080233236>. Acesso em: 09 abr. 2012. BARZ, R. L.; CREMER, C. P. Process of Making Mozzarella Cheese. Disponível em: <http://www.google.com/patents/US5567464>. Acesso em: 09 abr. 2012. BEZERRA, J. R. M. V. Tecnologia de Fabricação de Derivados do Leite. Disponível em: < http://www.unicentro.br/editora/livros/2008/leite.pdf>. Acesso em: 10 abr 2012. BRASIL, REGULAMENTO TÉCNICO DE IDENTIDADE E QUALIDADE DE QUEIJOS. Portaria n° 146, 1996. BRASIL, REGULAMENTO TÉCNICO PARA FIXAÇÃO DE IDENTIDADE E QUALIDADE DO QUEIJO MOZZARELLA (MUZZARELLA OU MUSSARELA). Portaria n° 364, 1997. BRASIL, REGULAMENTO TÉCNICO SOBRE PADRÕES MICROBIOLÓGICOS PARA ALIMENTOS. RDC n°12, 2001. CARLYS, I. T.; ALLEN, R.; LYNN, P. G. Process for Mozzarella-Type Cheese. Disponível em: < http://www.patents.com/us-20060172054.html>. Acesso em: 09 abr. 2012. CARVALHO, G. R. Mercado do Leite. Disponível em: <http://www.diadecampo.com.br/zpublisher/materias/Radio.asp?id=23533&secao=Multim%EDdia>. Acesso em: 10 abr. 2012.
64
CARVALHO, G. Picador elétrico-pneumático de massa para queijo mussarela. Disponível em: <http://www.patentesonline.com.br/picador-eletrico-pneumatico-de-massa-para-queijo-mussarela-239939.html>. Acesso em: 09 abr. 2012. CANSIAN, Eliana A. Avaliação da padronização do queijo mussarela com uso de ferramentas de qualidade: estudo de caso. Tese (Mestrado) 105f. Universidade Federal de Santa Catarina, Florianópolis, 2005. CAVALCANTE, F. M. Produção de queijo Gouda, Gruyere, Mussarela e Prato. Disponível em: <http://professor.ucg.br/SiteDocente/admin/arquivosUploadATO.pdf>. Acesso em: 10 abr. 2012. CEPEA. Leite ao produtor. Boletim do leite, n205, março 2012. Disponível em: <http://www.cepea.esalq.usp.br/leite/boletim/205.pdf>. Acesso em: 10 abr. 2012. CRH Nº 04/2003. Conselho Estadual de Recursos Hídricos. Governo do Estado do Paraná. 5p. FERNANDES, S. A. de A. Levantamento Exploratório da Produção, Composição e Perfil de Ácidos Graxos do Leite de Búfalas em 5 Fazendas do Estado de São Paulo. Piracicaba, SP, 2004. 84 f. Tese (Doutorado em Agronomia), Área de Concentração: Ciência Animal e Pastagens, Escola Superior de Agricultura Luiz de Queiroz. Universidade de São Paulo. Disponível em http://www.teses.usp.br. 08 de Setembro de 2009. FIGUEIREDO, E.L. Elaboração e Caracterização do “Queijo Marajó”, Tipo Creme, de Leite de Búfala, Visando sua Padronização. 2006. 104f. Dissertação (Mestrado) – Centro de Ciências Agrárias, Universidade Federal do Pará, Belém, 2006. KEMPTER, K.; POMBO, W. A. Processed mozzarella cheese and method for its production. Disponível em: <http://patents.com/us-6933000.html>. Acesso em: 09 abr. 2012. KOEHLER, J. C. Caracterização da bovinocultura de leite no estado do Paraná. Governo do Estado do Paraná – Secretaria de estado de agricultura e do abastecimento - SEAB Departamento de economia rural. Curitiba, 2000. MEDEIROS, F. Dose Dupla. Revista BRT, v.4, n12. Disponível em:<http://revistabrf.com.br/dose-dupla/>. Acesso em: 10 de abr. 2012.
65
MILKNET. Consumo de Lácteos tem expansão. Disponível em:<http://www.milknet.com.br/?pg=noticias&id=20600&buscador=CONSUMO-DE-LACTEOS-TEM-EXPANSAO&local=1> Acesso em: 10 de abr. 2012. MILKNET. Mercado internacional pode enfraquecer no trimestre. Disponível em:<http://www.milknet.com.br/?pg=noticias&id=20316&buscador=MERCADO-INTERNACIONAL-PODE-ENFRAQUECER-NO-TRIMESTRE&local=1> Acesso em: 10 de abr. 2012. NETO A. C. S.; OLIVEIRA, C. M. J.; COSTAS, D. F.; NETO, J. M. S.; SANTOS, M. C.; CARVALHO, M. A. A.; GOMES, M. A.; SANTOS, M. C. Fenômenos de transporte I. Disponível em: http://www.ebah.com.br/content/ABAAABWK4AC/balanco-massa-energia>. Acesso em 25 de abr. 2012. OLIVIERI, D. A. Avaliação da qualidade microbiológica de amostras de mercado de queijo mussarela, elaborado a partir de leite de búfala (Bubalus bubalis). Piracicaba, 2004. 61p. Dissertação (Mestrado) - Escola Superior de Agricultura "Luiz de Queiroz", Universidade de São Paulo, Piracicaba. PRATA, R. S.; HAN, X.; LINCOURT, R.; CARDONA, M. L. Wheyless process for production of natural mozzarella cheese. Disponível em: <http://patents.com/us-6372268.html>. Acesso em: 09 abr. 2012. SCHARANCK, A. T. Processo de obtenção de mussarela cremosa e mussarela cremosa, e envase em embalagens tipo bisnaga. Disponível em: <http://www.patentesonline.com.br/processo-de-obtencao-de-mussarela-cremosa-e-mussarela-cremosa-e-envase-em-embalagens-186948.html>. Acesso em: 09 abr. 2012. SEREIA, Josiane, M. Tecnologia básica - HACCP (Análise de perigos e pontos críticos de controle). Paraná: Campo Mourão, 2011. SGHEDONI, A. Conjunto verticalizado para a produção de massas filadas. Disponível em: <http://www.patentesonline.com.br/conjunto-verticalizado-para-a-producao-de-massas-filadas-53159.html>. Acesso em: 09 abr. 2012. SPADOTI, L. M; OLIVEIRA, A. J. Uso de leite reconstituído na fabricação de queijo mussarela. Disponível em: < http://www.educadores.diaadia.pr.gov.br/arquivos/File/2010/veiculos_de_comunicacao/CTA/VOL19N1/CTA19N1_21.PDF>. Acesso em: 21 de abr. 2012.
66
TEIXEIRA S. R; RIBEIRO, M. T. Transporte do leite a granel. Disponível em: < http://www.cileite.com.br/sites/default/files/22Instrucao.pdf>. Acesso em; 10 abr. 2012. VENTURINI, K. S.; SARCINELLI, M. F.; SILVA, L. C. Processamento do leite. Boletim Técnico - PIE-UFES:02207 - Editado: 19.10.2007 VIEIRA, V. F. Características físico-químicas e sensoriais de queijos mussarela elaborado a partir de leites com diferentes contagens de células somáticas. 2010. 71f. Dissertação (Graduação). Universidade Estadual do Sudoeste da Bahia. ZHENG, Z.; MEHNERT, D.; MONCKTON, S. Stabilization of fresh mozzarella cheese using fermented whey. Disponível em: <http://patents.com/us-7858137.html>. Acesso em: 09 abr. 2012.

67
ANEXO A – CARACTERÍSTICA DOS EQUIPAMENTOS E DIMENSIONAMENTO
68
FILTRO
A separação contínua do leite recepcionado, dos sólidos em suspensão será
feita por um filtro, antes de sua entrada no tanque resfriado de armazenamento.
Diâmetro da tubulação ente filtro e tanque: 2”.
Capacidade: 500L/min.
Construído totalmente em aço inox AISI 304.
Finalidade: Separar líquidos de sólidos.
Composto: Rotor tipo transportador helicoidal, com palhetas para conduzir o
liquido. Filtro com tela de 30 a 1.000 micras apoiada por 04 hastes tensoras.
Motor elétrico com 2 HP. Bomba 02 cv. Mancais dos rolamentos em aço inox.
Tanque reservatório para receber o liquido filtrado de 200 Litros.
Medidas: Comprimento: 1340 mm x largura 700 mm x Altura 1550 mm.
TANQUE DE RECEPÇÃO
O leite recepcionado será armazenado em 3 tanques resfriados, até seu
beneficiamento.
Capacidade de cada tanque de resfriamento: 15.000 L.
Temperatura interna do tanque: 4ºC.
Orientação: vertical.
Material: aço inoxidável.
Isolamento: espuma de poliuretano.
Características: Os tanques serão equipados com uma tampa de inspeção,
escada em aço inoxidável, abertura para ventilação, saída, agitador, visores com
iluminação e torneira de amostra. Possuem spray-ball para lavagem e sistema de
controle eletrônico que indica a temperatura de leite e aciona a cada 30 minutos
para 2 minutos o agitador para misturar o leite e em caso de longos períodos de
estocagem. Principio de funcionamento: elétrico.
Dimensão: diâmetro de 1540 mm e altura de 3 metros.
69
PADRONIZADOR
A padronização do leite será feita por uma desnatadeira centrífuga.
Capacidade do padronizador: 7200L/hora.
Características: Rotor produzido totalmente em aço inox. Com acabamento aço
inoxidável.
(Auto limpante).
Dimensão: 1,5 m de comprimento para 1,5 m de altura.
TANQUE PARA ARMAZENAMENTO DO CREME
O creme removido do padronizador será encaminhado a um tanque para seu
armazenamento até a sua comercialização.
Temperatura do tanque de armazenamento da gordura: 5ºC.
Capacidade para 1.000 Kg de creme.
Dimensão: diâmetro de 0,5 m e altura de 1 metro.
Tanque cilíndrico, vertical, inox, construído totalmente em aço inox AISI 304, com
acabamento do tipo polido sanitário na parte interna e lixado na parte externa.
Equipado com: Tampa, 03 pés, entrada e saída do produto na parte inferior.
PASTEURIZADOR
A pasteurização será realizada em dois pasteurizadores a placas.
Capacidade de cada pasteurizador: 3.600L/h.
Temperatura no pasteurizador: 72ºC.
Tempo de residência no pasteurizador: 15 segundos.
70
Composto por pedestal revestido em aço inoxidável, placas corrugadas, tirantes
de aperto para fixação do feixe de placas, seção de regeneração, preparação água
quente, aquecimento, resfriamento e retardador tubular para 15 segundos.
Tanque de equilíbrio, capacidade 100 litros modelo cilíndrico vertical, construído.
Totalmente em aço inox AISI 304 com acabamento do tipo polido sanitário.
Equipado c/ 03 pés, tampa removível com alça, conjunto de válvula bóia
desmontável para limpeza, entrada do produto ao tanque, saída e retorno do produto
ao início do circuito.
Bomba centrífuga sanitária, construída em aço inox 304, motor trifásico de 10 CV
com saída e entrada tipo macho 2 ½’’ sms.
Válvula micrométrica, em inox 304 com diâmetro de 2 ½’’ 2NP, regulador de
vazão para entrada do leite no pasteurizador.
Válvula de três vias, em aço inox 304 com diâmetro de 2 ½’’ sms
Sistema by-pass para operação manual se necessário.
Bomba centrífuga, em aço carbono, trifásica de 5,0 CV 220/380 V, 3.500 RPM.
Tubos, de aço inox 304 de diâmetro 2 ½’’ para interligação do circuito de água
quente.
Painel de controle, construído em chapa de aço carbono bitola 16,
pintado, composto de: Controlador digital de temperatura, p/ controle do leite c/
sensor PT-100.
Termo - resistências pt-100, três fios, cabeçote em alumínio fundido, tubo inox de
diâmetro8 x 100 mm, rosca de fixação ½” BSP. PT-100
Diversos: Sinaleiros, botoeiras, disjuntores e relês para bombas de leite, Bomba
de água quente e bomba de água gelada, válvula solenóide de ar, filtro regulador
de ar.
Dimensão: 1 m de comprimento, 1,5 m de altura e 0,5 m de largura.
TANQUE DE MISTURA
Para dar início a produção do queijo é necessário à adição do cloreto de
cálcio e do fermento lático ao leite, consequentemente, é necessário um tanque
71
específico para realizar tais misturas. Este será conhecido como tanque de mistura.
Serão necessários 2 tanques.
Capacidade de cada tanque mistura: 25.000 L
Tempo de mistura: 20 minutos.
Material: Aço inoxidável.
Dimensão: raio de 1 m e altura de 3 metros.
Tanque de estocagem isotérmico estacionário horizontal formato cilíndrico
construído em aço inox externo e aço inox interno, composto de: boca de inspeção,
termômetro, escada, respira, visor de nível, agitador acionado por moto – redutor.
TANQUE DE COAGULAÇÃO
Para realizar a coagulação do leite, será necessário dois tanques para esta
finalidade.
Capacidade dos tanques de coagulação: 25.000 L.
Tempo de permanência no tanque de coagulação: 45 minutos.
Temperatura no tanque: 42ºC.
Material: aço inoxidável.
Dimensão: 10m x 6m x 5m.
Tanque mecânico para fabricação e coagulação de massa para queijo. Parte
interna com canto arredondado com acabamento totalmente sanitário revestimento
de aço inox 304, estrutura para sustentação da parte mecânica de aço inox
enrijecido por meio de vincos, um moto redutor acionado por painel eletrônico com
inversor de freqüência para a variar a velocidade conforme necessário, faixa de
operação de 0 a 400hz, 4 pés reguláveis com niveladores, sendo acabamento
externo totalmente escovado.
72
LIRAS
O corte da coalhada será realizado por meio de liras verticais e horizontais.
Quantidade: 2 liras verticais e 2 horizontais para cada tanque de coagulação.
Material: aço inoxidável.
Lira de Inox Vertical/Horizontal 290x290 mm
Lira confeccionada de chapa de aço inoxidável AISI 304, cortada a laser, com
dois cabos do mesmo aço, usinados em torno automático CNC, medindo a área
de corte 290x290 mm, permitindo a divisão do coágulo em cubos de 10x10x10
mm, assegurando uma excelente liberação do soro. Altura total de 460 mm.
A lira permite que os cabos sejam fixados alternando a posição horizontal e
vertical.
TANQUE DE MEXEDURA E DESSORAGEM
Para realizar a mexedura e a dessoragem da massa, empregar-se-á dois
tanques.
Capacidade dos tanques para mexedura e dessoragem: 25.000 L
1ª Mexedura, tempo de agitação: 10 minutos
1ª Mexedura, tempo de repouso: 15 minutos
2ª Mexedura, tempo de agitação: 30 minutos
2ª Mexedura, temperatura ao final de 30 minutos: 42ºC
Dimensão: 10m x 6m x 5m.
Fabricada em aço inox AISI 304, equipada com placas de prensagem e placas de
encosta da massa. Dotada de 02 cilindros pneumáticos, fixados em cada cabeçote,
varetas com borboletas inox p/ fixação do mesmo ao beiral do tanque, fundo bem
nivelado e com reforços inox na parte inferior.
73
PRÉ-PRENSAGEM
Na etapa de pré-prensagem, utilizar-se um dreno-prensa.
Capacidade: 7.000 Kg
Material: aço inoxidável
Funcionamento: pneumático
Tempo de prensagem: 20 minutos
Pressão aplicada ao queijo: 2 libras por polegada quadrada
Características: com dupla camisa e sistema especial de aquecimento, fornecido
com placas de pré-prensagem e placas de encosto de massa, sendo a
prensagem feita por um sistema pneumático. Tem fundo reforçado, estrutura
resistente, sem flambagem e ondulações, com qualidade de alto nível.
Dimensão: 2,5m x 2m x 1,5m.
TANQUE DE ARMAZENAMENTO DO SORO
2 tanques para soro de 20.000 L
Dimensão: 2m de raio e 3 m de altura.
Tanque cilíndrico, vertical, inox, construído totalmente em aço inox AISI 304, com
acabamento do tipo polido sanitário na parte interna e lixado na parte externa.
Equipado com: Tampa, 03 pés, entrada e saída do produto na parte inferior.
MESA DE FERMENTAÇÃO
A fermentação ocorrerá na mesa de fermentação.
Tempo de fermentação: 20 horas
Medidas: 1,30 m de largura, 5 m de comprimento, 1,00 m de altura.
Capacidade: 5.000 Kg
74
Características: Estrutura em tubo quadrado para melhor higiene, acabamento
polido ou jateado com micro esferas de vidro.
Distancia da pré-prensagem e a mesa de fermentação: 5 m.
FILADORA
A filagem será realizada por um equipamento chamado filadeira, que nada
mais é que um tanque, durante 15 minutos.
Capacidade da filadora: 5.000 Kg
Temperatura na filagem: 80ºC
Características: Um sistema de bombeamento de água aquecida, para manter a
temperatura ideal no processo de filagem. Um painel de comando e proteção, com
todos os dispositivos eletro-eletrônicos de controle para o processo. Controle
automático da temperatura de aquecimento através de sensores instalados no corpo
do tanque. Acabamento esmerado das superfícies em todo o equipamento, para
garantir a higiene do processo.
Dimensão: 3m x 1,5m x 1,0m.
FORMAS
A enformagem será realizada por formas de polipropileno em uma área da
indústria especifica para tal finalidade.
Capacidade de cada forma: 5 Kg.
Quantidade a ser enformada: aproximadamente 4.345 Kg.
Quantidade de formas: 900.
Tempo de enformagem: 3 horas.
Material: plástico – polipropileno.
Tamanho da área de enformagem: 5m por 5m.
75
PRENSAGEM E VIRAGEM
Empregar-se-á uma prensa hidráulica.
Tempo de prensagem: 10 minutos, após vira os queijos e presa mais uma vez.
Capacidade: 4.500 Kg de queijo -
Fabricada em aço inox AISI 304
Equipada com placas de pré-prensagem e placas de encosta da massa.
Dotada de 02 cilindros pneumáticos, fixados em cada cabeçote, varetas com
borboletas inox p/ fixação do mesmo ao beiral do tanque, fundo bem nivelado e
com reforços inox na parte inferior.
Dimensão: 1m x 3m x 3m.
TANQUE DE SALGA
A salga será feita em um tanque, tipo piscina, aumentando assim a área de
contato e permitindo uma salga uniforme por todos os queijos.
Quantidade a ser salgada: 4.000 Kg de queijo.
Tempo de salga: 48 horas.
Material: fibra de vidro.
Dimensão: 2m x 3m x 1m.
CAMARA FRIA PARA SECAGEM
A secagem é feita em câmara fria. Os queijos ficam dispostos em estantes
por todo o ambiente.
Capacidade: 4.500 Kg.
Quantidade de prateleiras: 7.
Temperatura: 5 ºC, por 24 horas.
76
Modelo CFP/16.
Dimensão de 2,30 x 2,90 x 2,50m.
Tipo de isolamento térmico: Isopor.
Espessura do isolamento: 40 mm.
Carga do produto: 5 Kg por embalagem.
Presença de motor de calor: sim (motor do evaporador) .
Característica: 2.379 kcal/h, cortina de ar, sistema automático de controle de
temperatura, painel indicador de temperatura.
PRATELEIRAS PARA SECAGEM
Os queijos serão secos em câmara fria de secagem, dispostos em prateleiras.
Dimensão: 2,20 x 2,20m.
Material: plástico – polipropileno.
Preço unitário R$ 950,00.
Quantidade: 3.
EMBALADORA
Os queijos serão embalados com auxilio de seladoras a vácuo, na área de
selagem.
Capacidade unitária: 5 queijo/3 minutos.
Quantidade de seladoras: 4.
Funcionamento totalmente automático.
Tampa em acrílico.
Modelo de mesa com gabinete em aço inox.
Bomba de vácuo de 21 m3.
Dimensões = Largura 450 x Comp. 620 x Altura 150.
77
Tamanho da área de selagem: 5m por 5m.
CAMARA FRIA PARA ARMAZENAGEM DO PRODUTO FINAL
Os queijos prontos para comercialização serão armazenados em câmara fria,
até sua distribuição.
Medidas da câmara: 4,30 m de largura; 4,90 de comprimento e 2,90 de altura.
Tipo de isolamento térmico: Isopor
Espessura do isolamento: 30 mm
Temperatura interna da câmara: 10 ºC
Carga do produto: 5 Kg por embalagem
Ocupação Total: 4.200 Kg
Presença de motor de calor: sim (motor do evaporador)
Característica: 1.879 kcal/h, cortina de ar, sistema automático de controle de
temperatura, painel indicador de temperatura.
PRATELEIRAS PARA ARMAZENAMENTO
Os queijos serão secos em câmara fria de secagem, dispostos em prateleiras.
Dimensão: 2,20 x 2,20m
Material: plástico – polipropileno
Preço unitário R$ 950,00
Quantidade: 3
78
AQUECEDOR (CALDEIRA)
Para a manutenção energética da indústria, a aplicação de um aquecedor
para fornecer água quente para algumas etapas do processo será necessária.
Capacidade: 8000 Kgv/h
Pressão máxima de trabalho: 10 kgf/cm2
Combustível: lenha
BOMBAS
Para a transferência do leite para seu beneficiamento nas distintas etapas,
utilizarão de bombas centrífugas, todas com as mesmas características descritas a
baixo. As bombas empregadas no processo estão dimensionadas no ANEXO D.
Bomba Centrífuga de aplicações múltiplas – série CAM-W21
Monobloco, Potência: 3CV, Consumo: 3,1kW/h
Sucção: 21/2” Elevação: 2”
Dimensões aproximadas: Alt.251 Larg.186 Comp.367 (mm)
Garantia do Fabricante: 18 meses
Carcaça (Intermediária) - carcaça com voluta em liga especial de alumínio-
silício, de alta resistência à pressão e oxidação com bocal de recalque na
linha centro/vertical e plug para seu perfeito escorvamento.
Rotor - do tipo fechado, construído em liga especial de alumínio-silício
roscado, diretamente, na ponta do eixo do motor.
Vedação do eixo - por selo mecânico - Ø 5/8", tipo "16" - conjunto de
precisão, construído com borracha nitrílica, mola de aço inox e faces de
vedação em grafite e cerâmica. Temperatura de trabalho do líquido até 80ºC.

79
ANEXO B - MEMORIAL DE CÁLCULO DO BALANÇO DE MASSA
80
REMOÇÃO DE RESÍDUOS
Leite vem para indústria com 0,5 mg/L de impurezas.
X = 20000 mg = 0,02 Kg/dia de impurezas removidas na filtração.
REMOÇÃO DE GORDURA
Leite integral = 3,85% de gordura.
Leite após padronização = 3,00% de gordura.
X = 339,99 kg/dia de gordura são removido na padronização.
ADIÇÃO DE FERMENTO LÁTICO
Adição de 1% de fermento para o volume total de leite.
X = 396,6 L de fermento lático adicionado.
81
ADIÇÃO DE CLORETO DE CÁLCIO
Para 100 L de leite, adiciona-se 45 mL de cloreto de cálcio.
X = 17,846 L de cloreto de cálcio adicionado.
ADIÇÃO DE COALHO
Para cada 100 L de leite, adiciona-se 50 mL de coalho.
X = 20,04 L de coalho adicionado.
SORO REMOVIDO NA MEXEDURA E DESSORAGEM
Perde-se 85% do volume em soro na etapa de dessoragem.
X = 34.080,32 L/dia de soro removido na etapa de mexedura e dessoragem.
82
SORO REMOVIDO NA PRÉ-PRENSAGEM
Perde-se 30% do volume em soro na etapa de pré-prensagem.
X = 1.804,25 L/dia de soro removido na etapa de pré-prensagem.
SORO REMOVIDO NA PRENSAGEM E VIRAGEM
Perde-se 10% do volume em soro na etapa de prensagem e viragem.
X = 434,46 L/dia de soro removido na etapa de prensagem e viragem.
TAQUE DE SALGA
Para cada 1 Kg de queijo adiciona-se 0,064 Kg de NaCl.
X= 250 Kg/dia de NaCl é utilizado para a salmoura.
Para cada 0,25 Kg de sal emprega-se um 1 L de água para diluição.
83
X = 1000 L de água para diluir 250 Kg de NaCl adicionado.
Da quantidade inserida de salmoura, 1250L, o queijo absorve 20%.
–
X = 250 L é absorvido da salmoura pelos queijos.
ETAPA DE SECAGEM
Remove-se 10% de água dos queijos na etapa de secagem.
X = 416,02 Kg (na forma de água) é removido na etapa de secagem.

84
ANEXO C - MEMORIAL DE CÁLCULO DO BALANÇO DE ENERGIA
85
DADOS:
Cp do leite: 3890 J/KgºC
Cp da água: 4186 J/KgºC
Cp do creme de leite: 3162 J/KgºC
Cp do soro de leite: 4018 J/KgºC
Densidade do leite: 1,032 g/mL
TANQUE DE RECEPÇÃO DO LEITE
Ti= 7 ºC
Tf= 4 ºC
1L de leite – 1.032 Kg
m= 41.279,98 Kg/dia de leite entrando diariamente, ou seja, 40.000 L
Energia elétrica.
Q = 481737,37 KJ para todo o leite recepcionado (energia cedida à vizinhança pelo
sistema).
ou
Q = 160579,123 KJ para cada tanque de recepção.
PADRONIZADOR
Ti= 4 ºC
Tf= 30 ºC
1L de leite – 1.032 Kg
m= 41279,97 kg/dia
86
m= 7430,4 Kg/h
Energia elétrica
Demora 5 horas e 56 minutos para padronizar o leite recepcionado.
Q = 751510,656 KJ/hora no padronizador ou 4178399,3 KJ/dia.
FILADEIRA
Ti= 25 ºC
Tf= 80 ºC
Água quente - aquecedor
1L de água – 1 Kg
Supondo que a vazão de água envida para a filagem seja de m= 3000L/dia, logo
3000 kg/dia
3000/dia. 4180 J/Kg°C. 55°C
Q = 689.700 KJ/dia (energia cedida a vizinhança pelo sistema).
TANQUE DE COAGULAÇÃO
Ti= 30 ºC
Tf= 42 ºC

87
m= 41356.8 Kg/dia de leite total. Tal vazão será divida em dois tanques, logo
m=20678,4 Kg/dia de leite para cada tanque de coagulação.
Energia elétrica.
41356,8 Kg/dia. 3890 J/Kg°C. 12°C
ou
20678,4 Kg/dia. 3890 J/Kg°C. 12°C
Q = 1930535,4 KJ/dia total para a quantidade de leite (energia cedida à vizinhança
pelo sistema).
ou
Q = 965267,7 kg/dia para cada tanque de coagulação.
PASTEURIZADOR
Ti= 30 ºC
Tf= 72 ºC
Água quente – aquecedor
Tempo de pasteurização: 15 segundos
Vazão de leite para a pasteurização:
v = área . espessura
v = 1,5 m² . 0,01 m
v = 0,015 m³
Q = 0,015 m³ / 15 s
Q = 0,001 m³/s = 1 L/s, logo a vazão de leite no pasteurizador para realizar-se a
pasteurização do mesmo é de 3600 L/h.
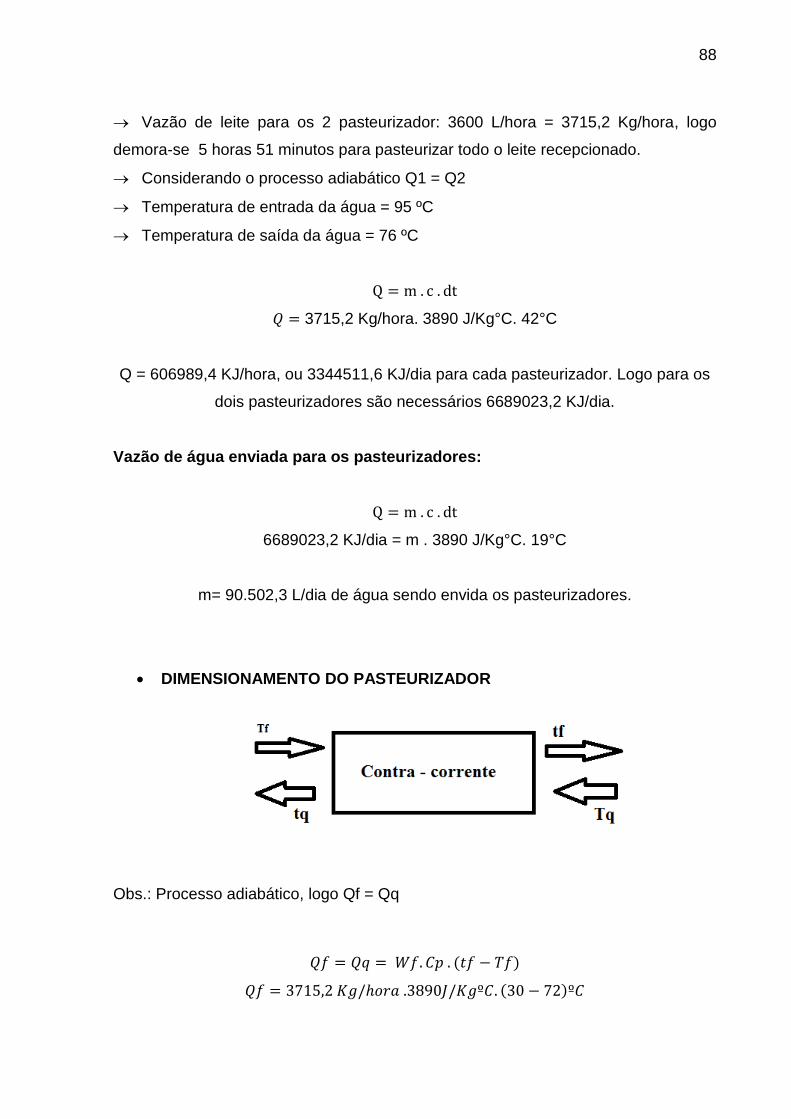
88
Vazão de leite para os 2 pasteurizador: 3600 L/hora = 3715,2 Kg/hora, logo
demora-se 5 horas 51 minutos para pasteurizar todo o leite recepcionado.
Considerando o processo adiabático Q1 = Q2
Temperatura de entrada da água = 95 ºC
Temperatura de saída da água = 76 ºC
3715,2 Kg/hora. 3890 J/Kg°C. 42°C
Q = 606989,4 KJ/hora, ou 3344511,6 KJ/dia para cada pasteurizador. Logo para os
dois pasteurizadores são necessários 6689023,2 KJ/dia.
Vazão de água enviada para os pasteurizadores:
6689023,2 KJ/dia = m . 3890 J/Kg°C. 19°C
m= 90.502,3 L/dia de água sendo envida os pasteurizadores.
DIMENSIONAMENTO DO PASTEURIZADOR
Obs.: Processo adiabático, logo Qf = Qq
89
Qf = Qq= 606989,4 KJ/hora
°C
( )
Logo a capacidade real do pasteurizador é:
831725,884 KJ/hora
TANQUE PARA ARMAZENAMENTO DO CREME
Ti = 20 °C
Tf = 5 °C
m= 339,99 Kg/dia de creme total.
Energia elétrica.
339,99 Kg/dia. 3162 J/Kg°C. 15°C
Q = 16125,7 KJ/dia total para a quantidade de creme (energia cedida à vizinhança
pelo sistema).
90
TANQUE DE ARMAZENAMENTO DO SORO
Ti = 25 °C
Tf = 5 °C
m= 34.080,32 L/dia de soro removido na etapa de mexedura e dessoragem,
1.804,25 L/dia de soro da retirados da pré-prensagem e 434,46 L/dia da
prensagem/viragem, logo a m total é de 36.319,03 L/dia.
1L de soro equivale a 1,047 Kg
Energia elétrica.
38.026,02 Kg/dia. 4018 J/Kg°C. 20°C
Q = 3055771,3 KJ/dia total para a quantidade de soro (energia cedida à vizinhança
pelo sistema).

91
ANEXO D - MEMORIAL DE CÁLCULO DIMENSIONAMENTO DAS BOMBAS
92
BOMBA DO CAMINHÃO PARA O FILTRO
Diâmetro d: 2” = 0,0508m
Vazão Q = 500L/mim = 0,5 m3/mim = 30m3/h
Área
= 2,026 10-3 m2
Velocidade
=
= 246,8m/mim = 4,11m/s
1,032 g/mL = 1032Kg/m3
= 1,62 cp (kg/m.s)
Fator de funning f= 0,022
Leq = 8m (5m + 3m)
Hg = 5m
Kg.m/s
Bomba centrífuga de um estágio, aço inox A1SI 304 de vazão até 30 m3/h, Hm
até 31,5m, potência de até 3 CV.
DEMAIS BOMBAS DO PROCESSO
Não se faz necessário o dimensionamento das demais bombas do processo,
visto que, as características do fluido transportado são as mesmas e semelhantes
para soro e creme, por isso, as bombas empregadas no processo de queijo
mussarela são bombas centrífugas de um estágio, aço inox A1SI 304 de vazão até
30 m3/h, Hm até 31,5m, potência de até 3 CV.