Embed Size (px)
DESCRIPTION
Projeto Integrado 8p 2009-2
Citation preview
Pontifícia Universidade Católica do Paraná – PUCPR Centro de Ciências Exatas e Tecnologia – CCET
Curso de Engenharia Mecatrônica (Controle e Automação)
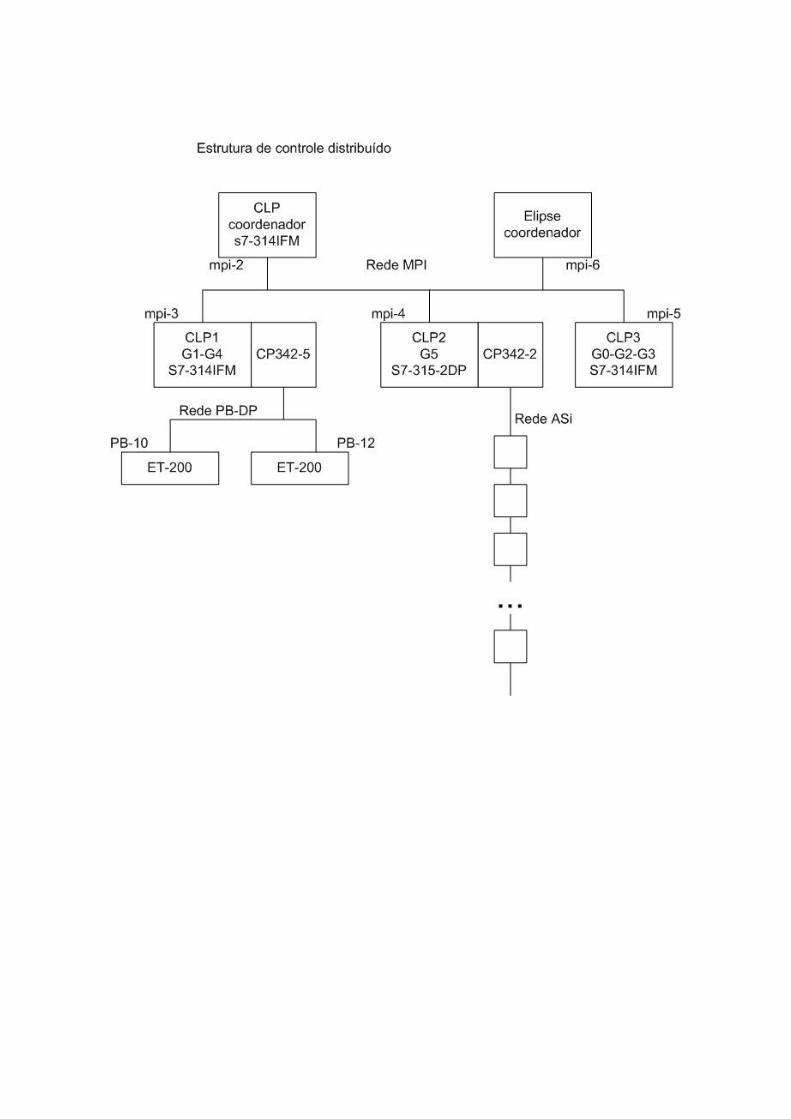
Enunciado do Projeto Integrado do 8º Período 2009-2 Programas de Aprendizagem e Professores: Acionamentos e Atuadores Industriais II Integração e Avaliação de Sistemas I Redes Industriais Objetivo: Projetar e implementar um sistema de controle distribuído e supervisão para um ambiente produtivo. Objetos de estudo: Ambiente produtivo: planta didática MPS (Modular Production System). Sistema de supervisão e controle: baseado no programa Elipse E3, nos controladores da série S7-300 da Siemens e nas redes MPI (proprietária da Siemens), PROFIBUSDP, ASi. Equipes: Cada equipe (no total de 6 equipes) será constituída por 5 a 8 alunos Tarefas: Implementar uma estratégia de controle distribuído tomando por base os CLPs que controlam cada estação do ambiente produtivo e que realiza a coordenação dos controladores. Interligar os controladores entre si e com os sensores e atuadores desse ambiente por meio das redes industriais MPI (proprietária da Siemens), PROFIBUS-DP e ASi. Implementar um estratégia de comunicação confiável entre CLPs (sem perda ou replicação de mensagens ou dados, sem alteração na ordem de envio/recebimento de mensagens ou dados, ...). Implementar um sistema de supervisão que permita a visualização do estado de processamento, mantenha registros históricos a respeito das tarefas realizadas e permita a seleção do modo de operação do sistema, indicação de alarmes e relatórios. Relatório: O relatório deve conter as seguintes seções, obrigatoriamente: 1. Estudo detalhado do ambiente produtivo, determinação e apresentação dos requisitos de controle e supervisão. 2. Projeto detalhado da arquitetura do sistema, com as redes de comunicação e as interfaces entre os elementos. 3. Detalhamento da estratégia de controle de cada sub-sistema e sua programação.
4. Detalhamento da estratégia de coordenação do conjunto de sub-sistemas e sua programação. 4. Detalhamento do sistema de supervisão e suas funcionalidades e sua implementação. 5. Conclusões Entrega de resultados: Cada equipe deverá entregar em meio digital (CD) todos os arquivos correspondentes à implementação do controle e do sistema de supervisão bem como uma versão do relatório. Página na internet: Cada equipe deverá desenvolver uma página para internet correspondente ao desenvolvimento do projeto. Nesta página deverá constar, pelo menos, a identificação da equipe e do projeto bem como cronograma detalhado apresentando as atividades já realizadas e pendentes para realização. Banner: Cada equipe deverá elaborar um banner contendo, pelo a menos, a identificação da equipe e do projeto e a solução implementada. Teste comparativo de performance: Todos os sistemas serão avaliados para produção de um lote aleatório de peças (idêntico para todas as equipes). Cada sistema deverá ser capaz de apresentar um relatório apresentando o tipo de cada peça processada, o tempo de processamento individual da peça, o tempo total de processamento do lote de peças, o nº de falhas do sistema de furação ocorridas durante o processamento do lote, o tempo de reparo de cada ocorrência de falha, tempo para reposição de peças no módulo G5. O tempo efetivo de processamento do lote é obtido subtraindo do tempo total de processamento do lote peças o somatório do tempo de reparo das falhas do sistema de furação e do tempo de reposição de peças. Critério de avaliação: Ativação e manutenção da página na internet: 5% Solução de controle e supervisão individual dos sub-sistemas, bem como configuração das redes: 55% Solução de coordenação, comunicação e supervisão do sistema global, bem como configuração da rede: 40% O tempo de classificação é determinado multiplicando o tempo efetivo de processamento pelo número de integrantes na equipe e dividindo pelo total de alunos participantes do projeto. A equipe, cuja solução implementada, não conseguir determinar corretamente o tempo efetivo de processamento é desclassificada da competição. 1º Colocada: adicional de 10% da nota obtida 2º Colocada: adicional de 8% da nota obtida 3º Colocada: adicional de 6% da nota obtida 4º Colocada: adicional de 5% da nota obtida
5º Colocada: adicional de 4% da nota obtida 6º Colocada: adicional de 3% da nota obtida Cronograma de apresentação de resultados: 30/set/2009 - disponibilização do projeto aos alunos; 05/out/2009 - ativação da página na internet e envio de e-mail para todos os professores responsáveis pelas disciplinas envolvidas no projeto especificando a composição da equipe e o endereço da página na internet; 09/nov/2009 - entrega da solução do controle testada e validade de cada subsistema e do sistema de supervisão correspondente; 23/nov/2009 - entrega da solução de controle testada e validada para coordenação dos diversos subsistemas e do sistema de supervisão correspondente; 26, 27 de nov/ 2009 || 03, 04, 10, 11 / dez/2009 - apresentação experimental do projeto e determinação dos dados de produção; 17, 18/ dez/ 2009 - comparação da performance obtida pela solução encontrada entre as diversas equipes e divulgação da classificação. (o atraso em relação ao cronograma proposto resulta em penalização na avaliação; cada dia de atraso em qualquer etapa resulta em acréscimo de 10% do tempo efetivo de processamento da equipe). Nota regulamentária: É permitido aos professores realizar correções na proposta do projeto e/ou alteração do cronograma de apresentação de resultados ao longo do desenvolvimento do projeto.
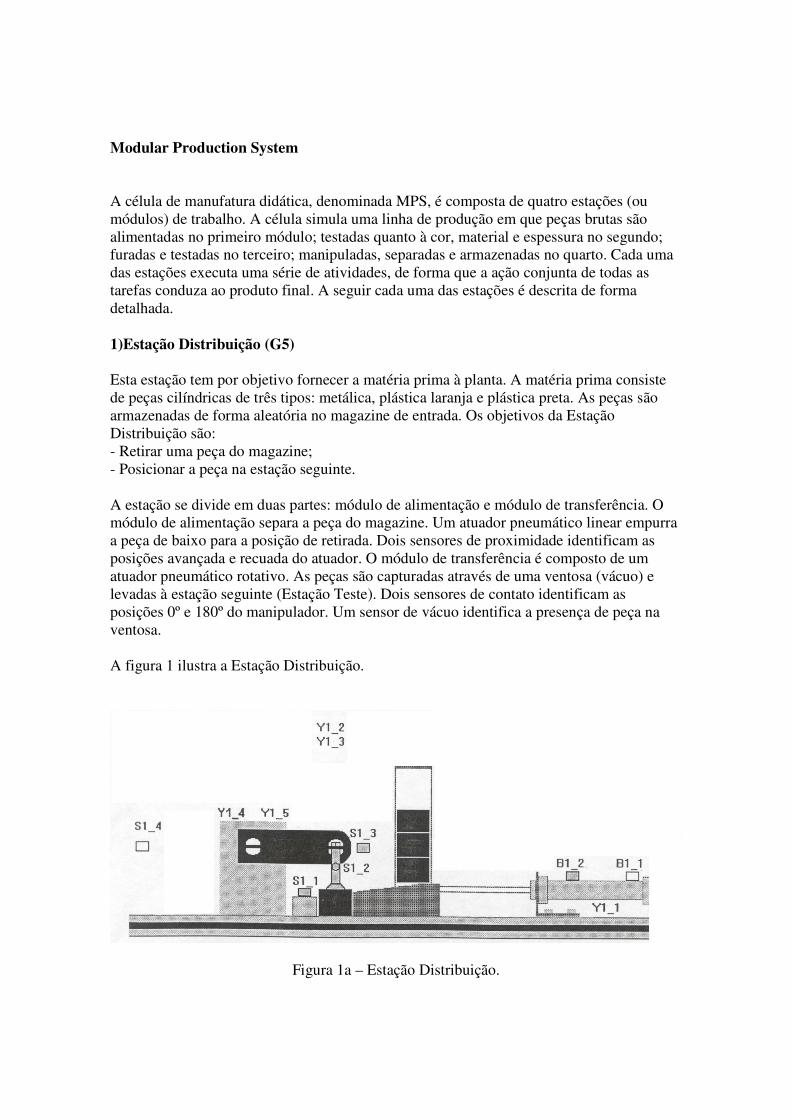
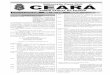
Modular Production System A célula de manufatura didática, denominada MPS, é composta de quatro estações (ou módulos) de trabalho. A célula simula uma linha de produção em que peças brutas são alimentadas no primeiro módulo; testadas quanto à cor, material e espessura no segundo; furadas e testadas no terceiro; manipuladas, separadas e armazenadas no quarto. Cada uma das estações executa uma série de atividades, de forma que a ação conjunta de todas as tarefas conduza ao produto final. A seguir cada uma das estações é descrita de forma detalhada. 1)Estação Distribuição (G5) Esta estação tem por objetivo fornecer a matéria prima à planta. A matéria prima consiste de peças cilíndricas de três tipos: metálica, plástica laranja e plástica preta. As peças são armazenadas de forma aleatória no magazine de entrada. Os objetivos da Estação Distribuição são: - Retirar uma peça do magazine; - Posicionar a peça na estação seguinte. A estação se divide em duas partes: módulo de alimentação e módulo de transferência. O módulo de alimentação separa a peça do magazine. Um atuador pneumático linear empurra a peça de baixo para a posição de retirada. Dois sensores de proximidade identificam as posições avançada e recuada do atuador. O módulo de transferência é composto de um atuador pneumático rotativo. As peças são capturadas através de uma ventosa (vácuo) e levadas à estação seguinte (Estação Teste). Dois sensores de contato identificam as posições 0º e 180º do manipulador. Um sensor de vácuo identifica a presença de peça na ventosa. A figura 1 ilustra a Estação Distribuição.
Figura 1a – Estação Distribuição.
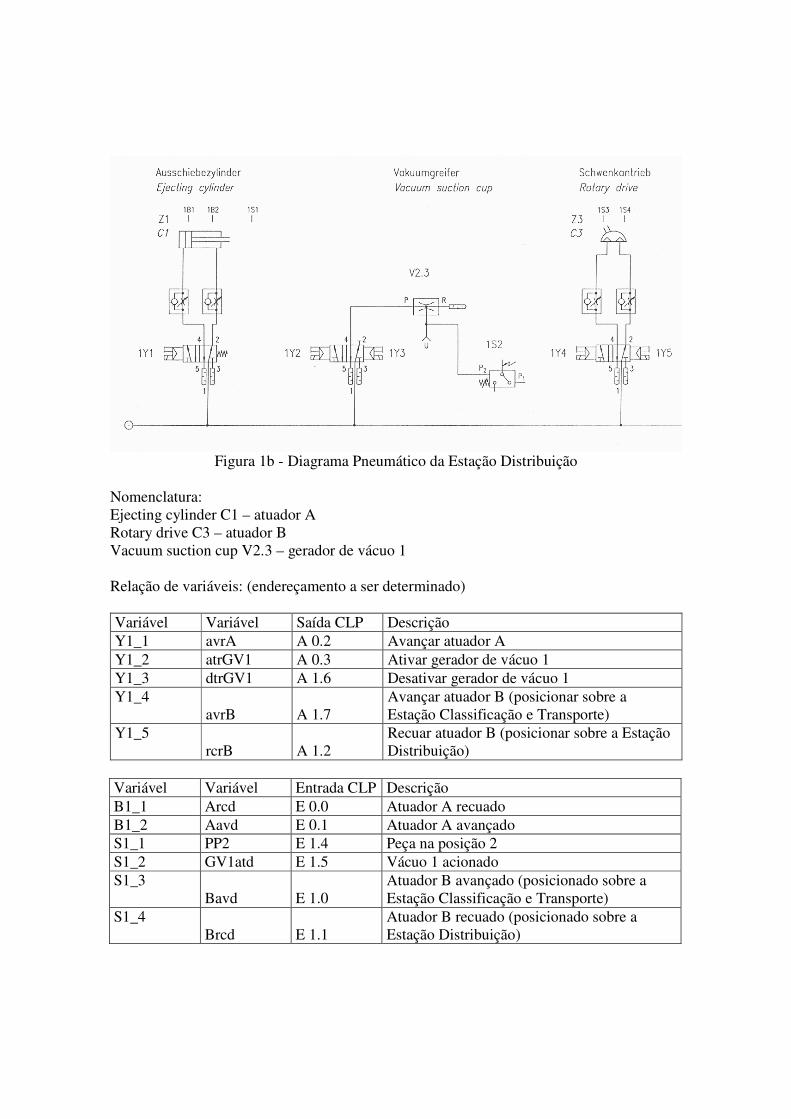
Figura 1b - Diagrama Pneumático da Estação Distribuição
Nomenclatura: Ejecting cylinder C1 – atuador A Rotary drive C3 – atuador B Vacuum suction cup V2.3 – gerador de vácuo 1 Relação de variáveis: (endereçamento a ser determinado) Variável Variável Saída CLP Descrição Y1_1 avrA A 0.2 Avançar atuador A Y1_2 atrGV1 A 0.3 Ativar gerador de vácuo 1 Y1_3 dtrGV1 A 1.6 Desativar gerador de vácuo 1 Y1_4
avrB A 1.7 Avançar atuador B (posicionar sobre a Estação Classificação e Transporte)
Y1_5 rcrB A 1.2
Recuar atuador B (posicionar sobre a Estação Distribuição)
Variável Variável Entrada CLP Descrição B1_1 Arcd E 0.0 Atuador A recuado B1_2 Aavd E 0.1 Atuador A avançado S1_1 PP2 E 1.4 Peça na posição 2 S1_2 GV1atd E 1.5 Vácuo 1 acionado S1_3
Bavd E 1.0 Atuador B avançado (posicionado sobre a Estação Classificação e Transporte)
S1_4 Brcd E 1.1
Atuador B recuado (posicionado sobre a Estação Distribuição)
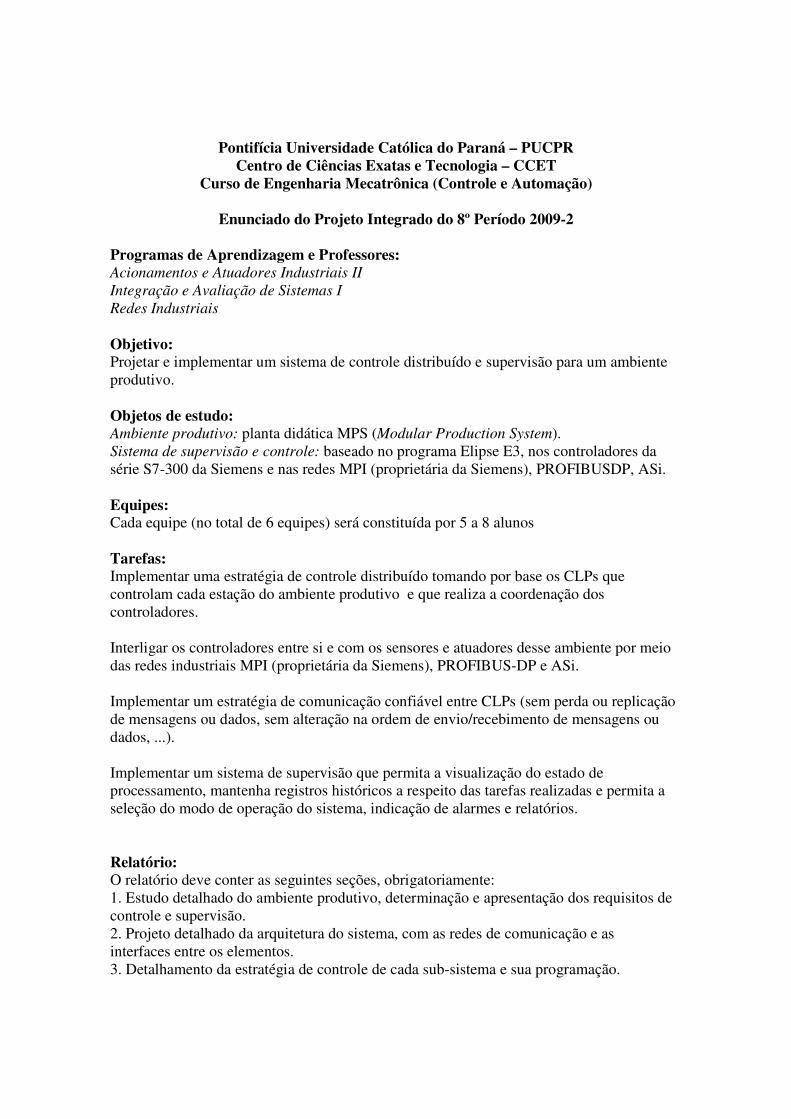
Interface no Elipse: - Sinalizar falta de peças no armazém inicial; - Sistema em repouso / Sistema em operação; - Confirmação de reposição de peças no armazém inicial; - Iniciar processo; 2)Estação Classificação e Transporte (G1) Os objetivos da Estação Classificação e Transporte são: Determinar o material e a cor da peça; Medir a espessura da peça e, Rejeitar a peça ou coloca-la na estação seguinte. Após a peça ser posicionada pela Estação Distribuição, seu material e sua cor são determinados através da composição de sinais de 3 sensores de proximidade: um indutivo, um capacitivo e um óptico. Se a quantidade máxima de peças do tipo em questão ainda não foi processada completamente (armazenada) a peça segue o processamento em caso contrário é descartada. A peça é então elevada por um atuador pneumático, chamado elevador, até um dispositivo de medição de espessura. Tal dispositivo consiste em um sensor analógico, baseado no princípio de um potenciômetro linear. Esse sinal analógico é processado pelo conversor A/D do próprio CLP. Caso a espessura da peça não esteja dentro dos limites pré-estabelecidos, ela é novamente levada até a base da estação e rejeitada por um atuador pneumático linear. Caso a altura da peça esteja dentro dos limites, ela é enviada, ainda com o elevador na parte superior, para uma esteira. Esta tem como função conduzir a peça para a próxima estação (Estação Processamento). A figura 2 ilustra a Estação Classificação e Transporte.
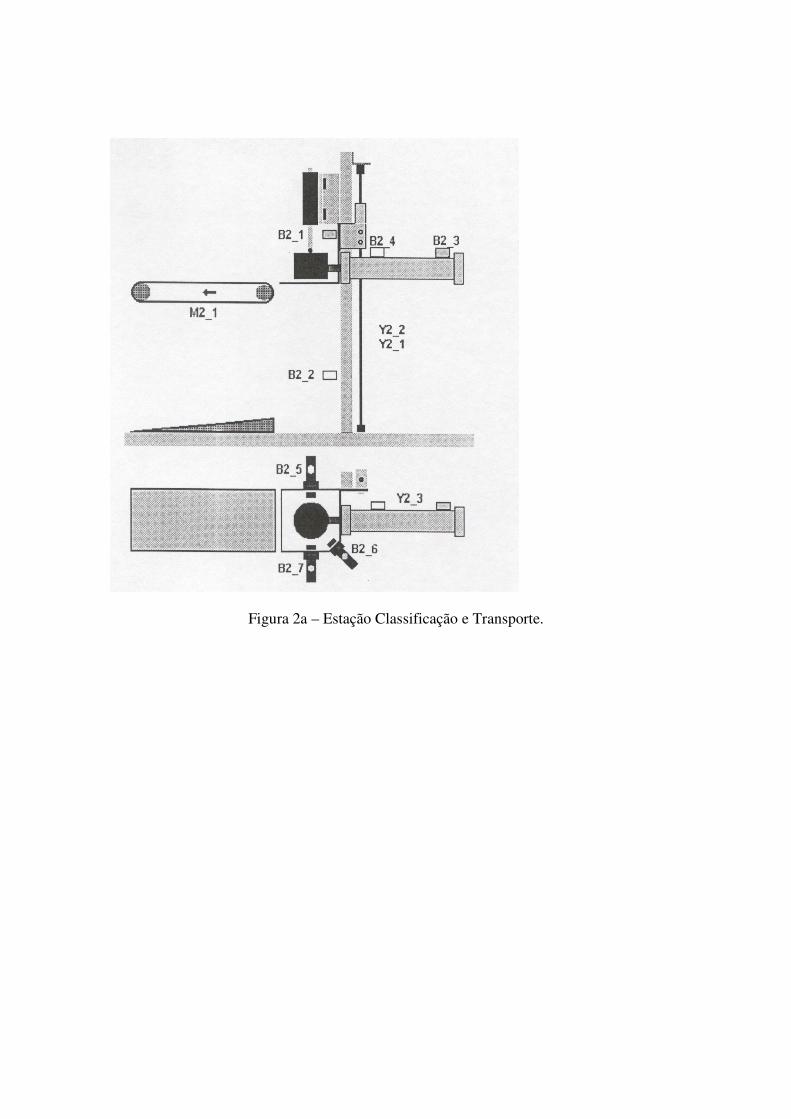
Figura 2a – Estação Classificação e Transporte.
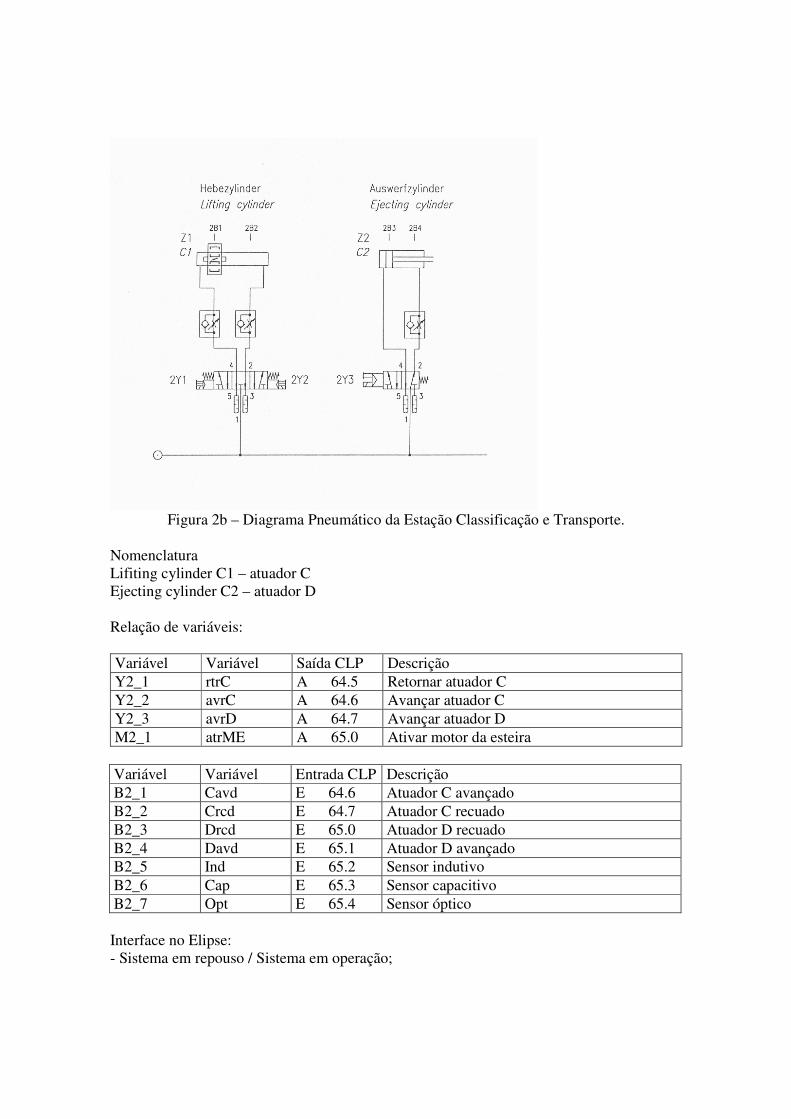
Figura 2b – Diagrama Pneumático da Estação Classificação e Transporte.
Nomenclatura Lifiting cylinder C1 – atuador C Ejecting cylinder C2 – atuador D Relação de variáveis: Variável Variável Saída CLP Descrição Y2_1 rtrC A 64.5 Retornar atuador C Y2_2 avrC A 64.6 Avançar atuador C Y2_3 avrD A 64.7 Avançar atuador D M2_1 atrME A 65.0 Ativar motor da esteira
Variável Variável Entrada CLP Descrição B2_1 Cavd E 64.6 Atuador C avançado B2_2 Crcd E 64.7 Atuador C recuado B2_3 Drcd E 65.0 Atuador D recuado B2_4 Davd E 65.1 Atuador D avançado B2_5 Ind E 65.2 Sensor indutivo B2_6 Cap E 65.3 Sensor capacitivo B2_7 Opt E 65.4 Sensor óptico Interface no Elipse: - Sistema em repouso / Sistema em operação;
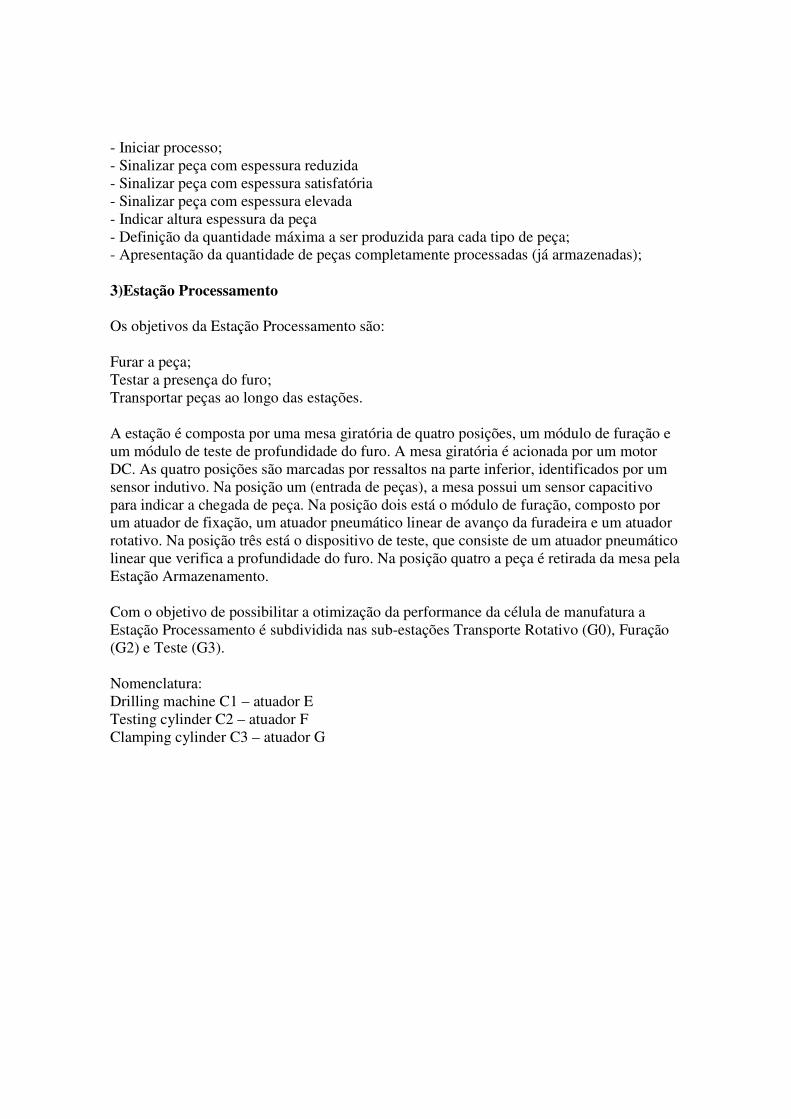
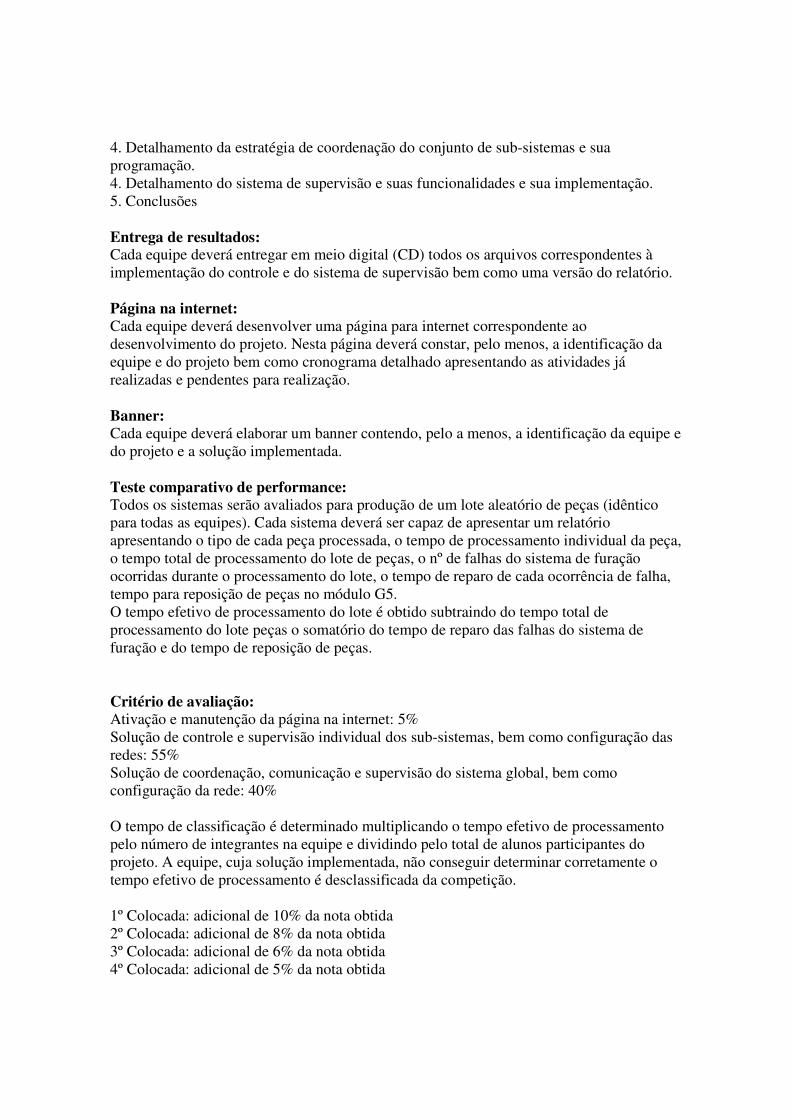
- Iniciar processo; - Sinalizar peça com espessura reduzida - Sinalizar peça com espessura satisfatória - Sinalizar peça com espessura elevada - Indicar altura espessura da peça - Definição da quantidade máxima a ser produzida para cada tipo de peça; - Apresentação da quantidade de peças completamente processadas (já armazenadas); 3)Estação Processamento Os objetivos da Estação Processamento são: Furar a peça; Testar a presença do furo; Transportar peças ao longo das estações. A estação é composta por uma mesa giratória de quatro posições, um módulo de furação e um módulo de teste de profundidade do furo. A mesa giratória é acionada por um motor DC. As quatro posições são marcadas por ressaltos na parte inferior, identificados por um sensor indutivo. Na posição um (entrada de peças), a mesa possui um sensor capacitivo para indicar a chegada de peça. Na posição dois está o módulo de furação, composto por um atuador de fixação, um atuador pneumático linear de avanço da furadeira e um atuador rotativo. Na posição três está o dispositivo de teste, que consiste de um atuador pneumático linear que verifica a profundidade do furo. Na posição quatro a peça é retirada da mesa pela Estação Armazenamento. Com o objetivo de possibilitar a otimização da performance da célula de manufatura a Estação Processamento é subdividida nas sub-estações Transporte Rotativo (G0), Furação (G2) e Teste (G3). Nomenclatura: Drilling machine C1 – atuador E Testing cylinder C2 – atuador F Clamping cylinder C3 – atuador G
A figura 3 ilustra a Estação Processamento.
Figura 3a – Estação Processamento.
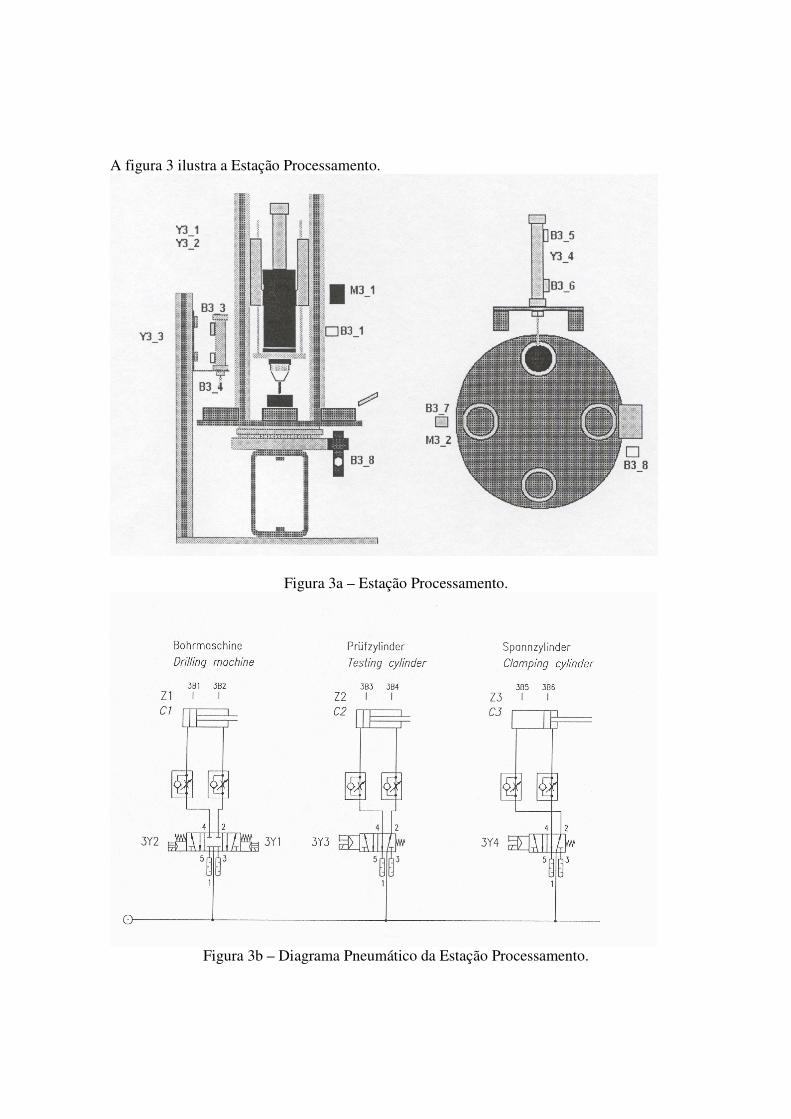
Figura 3b – Diagrama Pneumático da Estação Processamento.
Relação de variáveis: Variável Variável Saída CLP Descrição Y3_1 rcrE A 124.0 Recuar atuador E Y3_2 avrE A 124.1 Avançar atuador E Y3_3 avrF A 124.2 Avançar atuador F Y3_4 avrG A 124.3 Avançar atuador G M3_1 atrMF A 124.4 Ativar motor da furadeira M3_2 atrMM A 124.5 Ativar motor da mesa rotativa
Variável Variável Entrada CLP Descrição B3_1 Ercd E 124.0 Atuador E recuado B3_2 Eavd E 124.1 Atuador E avançado B3_3 Frcd E 124.2 Atuador F recuado B3_4 Favd E 124.3 Atuador F avançado B3_5 Grcd E 124.4 Atuador G recuado B3_6 Gavd E 124.5 Atuador G avançado B3_7 MP E 124.6 Mesa na posição 1, 2, 3 ou 4 B3_8
PP6 E 124.7 Presença de peça na posição 6 (posição 1 da mesa)
Interface no Elipse: - Sistema G0 G2 G3 em repouso em operação; - Iniciar processo G0 G2 G3; - Sinalizar o estado da broca; - Confirmar reparo do broca; - Ilustrar o conteúdo das quatro posições da mesa quando a mesa está em repouso; - Ilustrar o comportamento detalhado de cada elemento da estação de furação; 4)Estação Armazenamento (G4) A Estação Armazenamento tem por objetivo armazenar peças processadas de acordo com as informações obtidas na Estação Classificação e Transporte. Dessa forma, o tipo de peça (metálica, plástica laranja ou plástica preta) determina o magazine a ser utilizado. Os objetivos da estação são: Retirar a peça da Estação Processamento; Posicionar a peça no magazine correto (de acordo com o tipo de peça); Refugar a peça caso o furo não esteja correto ou tenha havido quebra da furadeira durante o processamento da peça. A estação consiste de um manipulador de três eixos, sendo dois eixos (XY) acionados através de motores DC e um eixo (Z) acionado através de um atuador pneumático linear. Sensores são instalados nos eixos XY de forma que todas as posições necessárias são detectadas.
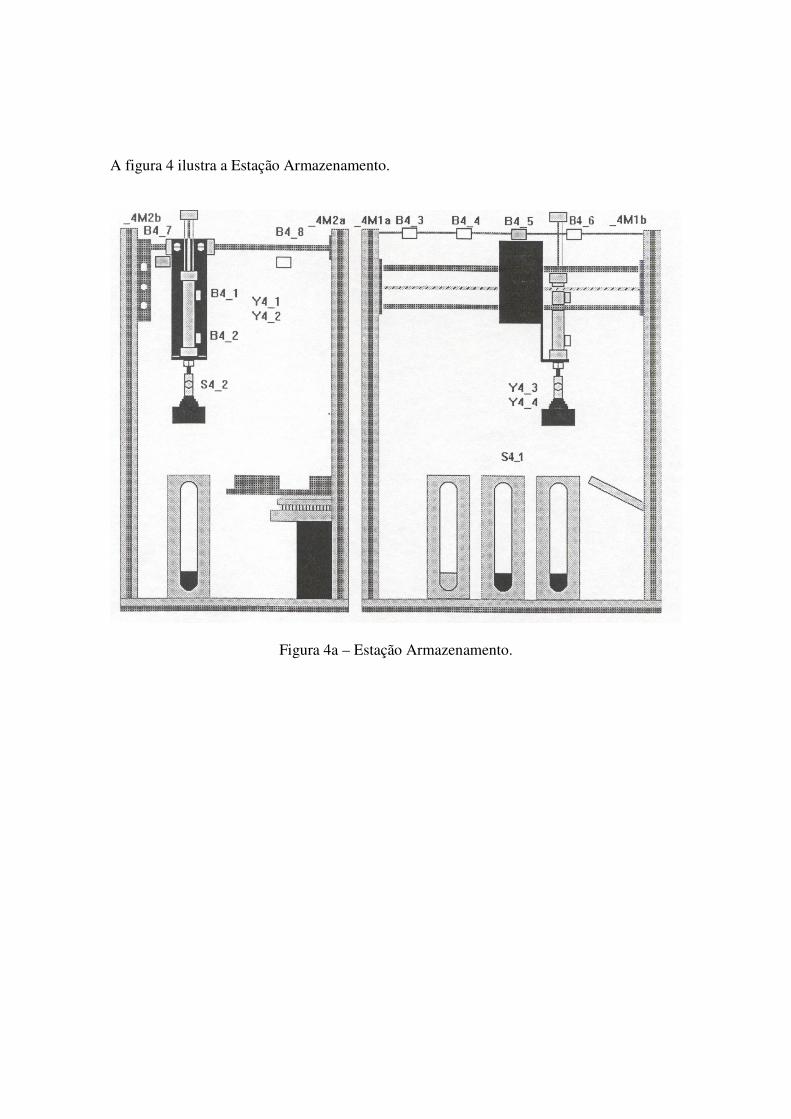
A figura 4 ilustra a Estação Armazenamento.
Figura 4a – Estação Armazenamento.
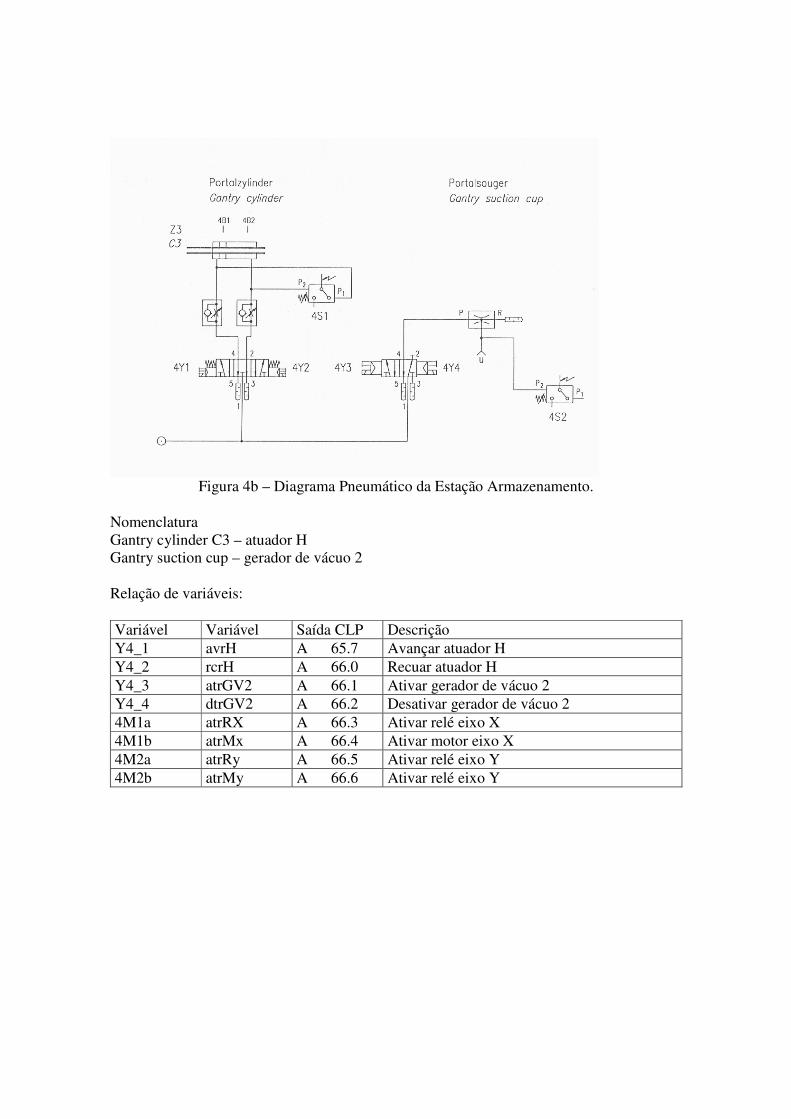
Figura 4b – Diagrama Pneumático da Estação Armazenamento.
Nomenclatura Gantry cylinder C3 – atuador H Gantry suction cup – gerador de vácuo 2 Relação de variáveis: Variável Variável Saída CLP Descrição Y4_1 avrH A 65.7 Avançar atuador H Y4_2 rcrH A 66.0 Recuar atuador H Y4_3 atrGV2 A 66.1 Ativar gerador de vácuo 2 Y4_4 dtrGV2 A 66.2 Desativar gerador de vácuo 2 4M1a atrRX A 66.3 Ativar relé eixo X 4M1b atrMx A 66.4 Ativar motor eixo X 4M2a atrRy A 66.5 Ativar relé eixo Y 4M2b atrMy A 66.6 Ativar relé eixo Y
Variável Variável Entrada CLP Descrição B4_1 Hrcd E 66.5 Atuador H recuado B4_2 Havd E 66.6 Atuador H avançado B4_3 X1 E 66.7 Eixo X na posição 1 B4_4 X2 E 67.0 Eixo X na posição 2 B4_5 X3 E 67.1 Eixo X na posição 3 B4_6 X4 E 67.2 Eixo X na posição 4 B4_7 Y2 E 67.3 Eixo Y na posição 2 B4_8 Y1 E 67.4 Eixo Y na posição 1 S4_2 GV2atd E 67.5 Vácuo 2 acionado Posição eixo X
Posição eixo Y
Descrição
X1 Y1 Posição 4 da mesa rotativa X1 Y2 Armazém de peças pretas X2 Y2 Armazém de peças vermelhas X2 Y3 Armazém de peças metálicas X2 Y4 Armazém de peças regeitadas
Motor Relé Descrição RX = 1 MX = 1 Deslocamento da posição X1 para a posição X2 RX = 0 MX = 1 Deslocamento da posição X2 para a posição X1 RY = 1 MY = 1 Deslocamento da posição Y4 para a posição Y1 Ry = 0 MY = 1 Deslocamento da posição Y1 para a posição Y4
Interface no Elipse: - Sistema em repouso / operação; - Iniciar processo; - Quantidade de peças armazenadas em cada depósito;














![8P (VWXGR +LVWyULFR GDV &RPSHWrQFLDV … · 8p (vwxgr +lvwyulfr gdv &rpshwrqfldv 2ujdql]dflrqdlv 'hvhqyroylgdv shod (vfrod 1dflrqdo gh $gplqlvwudomr 3~eolfd (1$3 frpr (vfrod gh *ryhuqr](https://img.document.onl/doc/110x75/5ba3e8e709d3f2c0278c6ac0/8p-vwxgr-lvwyulfr-gdv-rpshwrqfldv-8p-vwxgr-lvwyulfr-gdv-rpshwrqfldv-2ujdqldflrqdlv.jpg)