Embed Size (px)
Citation preview

CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA CELSO SUCKOW
DA FONSECA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
PROJETO FINAL
ANÁLISE DA TRANSIÇÃO DE ESPESSURA DE UM DUTO RÍGIDO DURANTE O REELING ATRAVÉS DE UM MODELO
ELASTOPLÁSTICO DE ELEMENTOS FINITOS
AUTORES JÉSSICA DA SILVA MACHADO MARCELLO GOMES WEYDT
ORIENTADOR PEDRO MANUEL CALAS LOPES PACHECO
CO-ORIENTADOR PAULO PEDRO KENEDI
RIO DE JANEIRO, RJ - BRASIL. JUNHO/2007

AGRADECIMENTOS
Agradecemos aos nossos familiares, em especial, nossos pais, Joselito Machado e
Julita Machado e Sidnei Weydt e Franquelina Weydt que deram apoio nos momento
difíceis durante a realização deste projeto e em todos os anos de conquistas, desafios e
dificuldades encontradas durante a graduação.
Agradecemos à empresa Subsea 7 pela permissão deste estudo e em especial ao
Engenheiro Carlos Charnaux pelo auxílio de forma ímpar no desenvolvimento deste
trabalho.
Agradecemos aos nossos amigos, em especial aos amigos Daniel Manso e Letícia
Ramos, que intercederam de forma brilhante nas dificuldades encontradas durante o
desenvolvimento de nossas atividades.
Agradecemos aos nossos orientadores, Professor Pedro Manuel Calas Lopes
Pacheco e Professor Paulo Pedro Kenedi pela dedicação e apoio.
Agradecemos aos que amamos, Alessandra Almeida e David Shelomon pelas
palavras de carinho e apoio nos momentos que mais precisamos.
Acima de tudo agradecemos a Deus, pois sem Ele não teríamos alcançado os
nossos objetivos.
_______________________________________________________________________ CEFET/RJ

RESUMO Este trabalho tem como objetivo analisar as tensões e as deformações nas
regiões de transição de espessura de um duto rígido durante o processo de bobinamento
(reeling) no carretel de um navio de instalação.
Durante o processo de bobinamento da linha no carretel, a linha é submetida a
esforços de flexão que promovem tensões superiores ao limite de escoamento do
material. Este carregamento induz um estado não-homogêneo de deformações plásticas
ao longo da seção do duto, e no final deste processo observa-se a presença de tensões
residuais. A existência de regiões de transição nas espessuras existentes nos dutos torna
a análise ainda mais complexa. A determinação das tensões residuais induzidas pelo
processo é bastante relevante, pois pode vir a influenciar significativamente a integridade
estrutural da linha durante as etapas de instalação e operação.
Neste trabalho foram desenvolvidos modelos analíticos e numéricos utilizando os
pacotes computacionais MathCad e ABAQUS. O modelo analítico utiliza conceitos de
Resistência dos Materiais para materiais elásticos perfeitamente plásticos. O modelo
numérico é baseado no Método de Elementos Finitos e tem como objetivo analisar as
tensões e deformações, considerando o material elastoplástico com endurecimento,
grandes deslocamentos e contato.
Palavras – chave: Duto rígido, Modelagem, Método de Elementos Finitos, Reeling.
_______________________________________________________________________ CEFET/RJ

ABSTRACT
This project presents a stress and strain analysis at the thickness transition
regions of a rigid pipe during the reeling process on the reel of pipe installation vessel.
During the pipeline reeling process, the line is subjected to a bending moment that
promotes stress levels above the materials yield stress. This loading induces a non-
homogeneous plastic strain distribution over the line cross section and residual stress are
observed at the end of the reeling process. The presence of thickness transitions rises the
analysis complexity. The analysis of the residual stress induced by the process is relevant
as residual stresses can affect considerably the structural integrity of the line during
installation and operation stages.
Analytical and numerical models were developed using the softwares MathCad and
ABAQUS. The analytical model is based on Strength of Materials for elastic-perfectly
plastic materials. The numerical model is based on the Finite Element Method and is used
to analyze the stresses and strains developed in the line, considering an elastoplastic
material with strain hardening, large displacements and contact.
_______________________________________________________________________ CEFET/RJ

1
SUMÁRIO
CAPÍTULO I........................................................................................................................................ 8 1 INTRODUÇÃO ......................................................................................................................... 8
1.1 HISTÓRICO................................................................................................................... 8 1.2 ORGANIZAÇÃO DO TEXTO....................................................................................... 10
CAPÍTULO II..................................................................................................................................... 11 2 CONCEITOS BÁSICOS......................................................................................................... 11
2.1 DUTOS FLEXÍVEIS ..................................................................................................... 11 2.1.1 FABRICAÇÃO ...................................................................................................... 12 2.1.2 MECANISMOS DE FALHAS................................................................................ 13
2.2 DUTOS RÍGIDOS ........................................................................................................ 14 2.2.1 MATERIAIS .......................................................................................................... 14 2.2.2 PROCESSO DE FABRICAÇÃO........................................................................... 17 2.2.3 PROTEÇÃO CORROSIVA INTERNA.................................................................. 18 2.2.4 CORROSÃO EXTERNA ...................................................................................... 18 2.2.5 CAPA EXTERNA.................................................................................................. 19 2.2.6 CAMADA ANTITÉRMICA:.................................................................................... 20 2.2.7 RESISTÊNCIA MECÂNICA ................................................................................. 20
2.3 TIPOS DE INSTALAÇÃO ............................................................................................ 22 2.3.1 S-LAY ................................................................................................................... 22 2.3.2 J-LAY.................................................................................................................... 25 2.3.3 REEL-LAY ............................................................................................................ 25
2.4 OBJETIVO ................................................................................................................... 31 2.5 CARACTERÍSTICAS DO CASO ESTUDADO ............................................................ 32 2.6 CÁLCULO PARA DETERMINAÇÃO DE ESPESSURA MÍNIMA................................ 32
CAPÍTULO III.................................................................................................................................... 36 3 MODELO ANALÍTICO............................................................................................................ 36
3.1 MEMÓRIA DE CÁLCULO............................................................................................ 38 3.1.1 CÁLCULO DO LIMITE DA ZONA ELÁSTO-PLÁSTICA ...................................... 39
CAPÍTULO IV ................................................................................................................................... 41 4 MODELO NUMÉRICO........................................................................................................... 41
4.1 MATERIAL ................................................................................................................... 42 4.2 MALHA......................................................................................................................... 43 4.3 CONDIÇÕES DE CONTORNO ................................................................................... 44 4.4 CARREGAMENTOS.................................................................................................... 45 4.5 RESULTADOS............................................................................................................. 49
CAPÍTULO V .................................................................................................................................... 54
_______________________________________________________________________ CEFET/RJ

2
5 APRESENTAÇÃO DOS RESULTADOS ANALÍTICOS E NUMÉRICOS .............................. 54
5.1 CRITÉRIO DE FALHA ................................................................................................. 59 5.1.1 TENSÃO............................................................................................................... 59 5.1.2 AMASSAMENTO.................................................................................................. 59
CONCLUSÃO................................................................................................................................... 64 SUGESTÕES PARA TRABALHOS FUTUROS............................................................................... 65 REFERÊNCIAS BIBLIOGRAFICAS................................................................................................. 66 BIBLIOGRAFIA................................................................................................................................. 68
_______________________________________________________________________ CEFET/RJ

3
LISTA DE FIGURAS
Figura 1 – Simulação do leito marinho [17] .........................................................................8
Figura 2 – Detalhe de um duto flexível ..............................................................................13
Figura 3 – Fábrica de linhas rígidas. Cortesia da SubSea 7 do Brasil ..............................17
Figura 4 – Processo de soldagem das linhas rígidas. Cortesia da SubSea 7 do Brasil....18
Figura 5– Duto com proteção de capa externa .................................................................19
Figura 6 - Duto rígido protegido com a camada antitérmica (Coating)..............................20
Figura 7 – Seção de Redução de Espessura. ...................................................................21
Figura 8 – Imagem 3D reproduzindo a linha instalada no leito marinho. ..........................22
Figura 9 – Representação do método de instalação S-Lay...............................................23
Figura 10 – Figura do equipamento de posicionamento dinâmico (Thrusters). ................24
Figura 11 – Representação do método de instalação J-Lay. ............................................25
Figura 12 – Representação do método de instalação Reel-Lay........................................26
Figura 13 – Detalhe do Pullhead. Cedida pela empresa Subsea 7..................................27
Figura 14 – Processo de resgate, alinhamento e soldagem da nova linha. Cedida pela
empresa SubSea 7. ...........................................................................................................28
Figura 15 – Detalhe do duto enrolado no carretel do navio Skandi Navica. Cedida pela
empresa SubSea 7. ...........................................................................................................29
Figura 16 - Transporte de linha rígida para dentro de um navio responsável pela
instalação. Cedida pela empresa SubSea7.......................................................................29
Figura 17 – Detalhe do navio de lançamento de linhas rígidas. Cedida pela empresa
SubSea 7. ..........................................................................................................................30
Figura 18 – Detalhe esquemático do ciclo reeling [5]........................................................31
Figura 19 – Figura representativa do conjunto duto-carretel.............................................35
Figura 20 - Modelos simplificados para o comportamento elastoplástico de materiais [15].
...........................................................................................................................................36
_______________________________________________________________________ CEFET/RJ

4
Figura 21 – Distribuição de tensões de uma seção transversal de uma viga submetida a
flexão [15] ..........................................................................................................................37
Figura 22 – Detalhe da seção parcialmente plastificada ...................................................38
Figura 23 – Exemplo do modelo utilizado..........................................................................41
Figura 24 – Detalhe dos nós utilizado num elemento de geometria quadrática................43
Figura 25 – Detalhe da malha utilizada .............................................................................44
Figura 26 – Detalhe das condições de contorno aplicadas nos modelos..........................45
Figura 27 – Detalhe do acoplamento.................................................................................46
Figura 28 – Detalhe dos carregamentos aplicados ...........................................................48
Figura 29 – Condições de contorno e carregamentos aplicado em todos os modelos .....49
Figura 30 – Detalhe do ponto mais crítico da transição ....................................................50
Figura 31 – Tensão de von Mises para o duto de 8,625in com transição de 15,09mm para
10,31mm............................................................................................................................51
Figura 32 – Tensão Máx. Principal para o duto de 8,625in com transição de 15,09mm
para 10,31mm....................................................................................................................52
Figura 33 – Deformação Máx. Principal para o duto de 8,625in com transição de
15,09mm para 10,31mm....................................................................................................53
Figura 34 – Exemplo de uma transição que sofreu amassamento ...................................54
_______________________________________________________________________ CEFET/RJ

5
LISTA DE TABELAS
Tabela 1 – Composição típica de aços para dutos rígidos................................................15
Tabela 2 - Valores Padrões de Tensões Limites de Resistência ao Escoamento e
Tensões Limites de Ruptura para os diversos graus de aços [1]......................................15
Tabela 3 – Mínimas espessuras aceitáveis para um bobinamento no carretel de 7,5m...33
Tabela 4 – Diâmetros e transições a serem analisadas................................................xxxiv
Tabela 5 – Limite da zona elástica ....................................................................................40
Tabela 6 – Valores de Tensão e Deformação do Material X-60........................................42
Tabela 7 – Valores de tensão e deformação usados no modelo numérico.......................43
Tabela 8 – Valores de back tension utilizados nos modelos numéricos ..........................47
Tabela 9 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 6,625in....................................................................................55
Tabela 10 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 8,625in....................................................................................56
Tabela 11 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 10,75in....................................................................................57
Tabela 12 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 12in.........................................................................................57
Tabela 13 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 14in.........................................................................................58
Tabela 14 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de
yy analítico para o duto de 16in.........................................................................................58
Tabela 15 – Comparação entre Von Mises e Máxima Principal para o duto de 6,625in...60
Tabela 16 – Comparação entre Von Mises e Máxima Principal para o duto de 8,625in...61
Tabela 17 - Comparação entre Von Mises e Máxima Principal para o duto de 10,75in....62
Tabela 18 - Comparação entre Von Mises e Máxima Principal para o duto de 12,75in....62
_______________________________________________________________________ CEFET/RJ

6
Tabela 19 - Comparação entre Von Mises e Máxima Principal para o duto de 14in.........62
Tabela 20 - Comparação entre Von Mises e Máxima Principal para o duto de 16in.........63
_______________________________________________________________________ CEFET/RJ

7
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
DNV Det Norske Veritas API American Petroleum Institute
PLEM Pipeline End Manifold PLET Pipeline End Termination FSO Floating Storage and Offloading
FPSO Floating Production Storage and Offloading PLSV Pipe Laying Support Vessel
SY Resistência ao escoamento Su Resistência à ruptura σmax Tensão máxima σv Tensão Verdadeira ε0 Deformação de escoamento εu Deformação última εv Deformação Verdadeira E Módulo de elasticidade ט Coeficiente de Poisson I Momento de inércia
ET Módulo tangente M Momento aplicado
Rplast Raio plástico Relast Raio elástico rext Raio externo do duto rint Raio interno do duto
Dext Diâmetro externo do duto Dcar Diâmetro do carretel D1 Diâmetro interno maior D2 Diâmetro interno menor yy Altura da seção elástica t Espessura
tmin Espessura mínima t1 Espessura menor t2 Espessura maior αξ Fator de resistência à deformação αGW Fator de garganta da solda αh Razão entre tensão de escoamento e ruptura
_______________________________________________________________________ CEFET/RJ

8
CAPÍTULO I
1 INTRODUÇÃO
1.1 HISTÓRICO
O petróleo ainda é a principal fonte de energia no mundo. Sua extração conheceu
uma progressão ininterrupta, ou quase, durante mais de um século. Iniciada em 1859 na
Pensilvânia, a produção ainda era modesta em 1900; às vésperas da II guerra mundial,
que ocorreu entre os 1939 e 1945, era relativamente pequena. Entre 1960 e 1973, teve
um grande crescimento, chegando a ser 47% do consumo energético mundial.
No Brasil, o primeiro poço produtor foi aberto em 1939, em Lobato, próximo de
Salvador. A prospecção e a produção foram intensificadas após as crises dos anos 70,
com uma produção que, em 1985, era de 50% das necessidades nacionais de consumo.
Figura 1 – Simulação do leito marinho [17]
Na década de 80, utilizando tecnologia de vanguarda para a exploração de
petróleo em águas profundas e para sistemas de produção flutuante, a Petrobras passou
a obter sucessivos recordes mundiais de exploração submarina, sendo que o recorde de
1988 era representado por um poço em produção a 492 metros de profundidade, no
Campo de Marimbá, na bacia de Campos (RJ). Também em Campos, em águas que vão
_______________________________________________________________________ CEFET/RJ

9
de 200 a 2 mil metros de profundidade, a Petrobras descobriu os primeiros campos
gigantes brasileiros, que fizeram com que os especialistas previssem a duplicação das
reservas do país na época.
A Petrobras possuía, em 1988, dez refinarias e uma fábrica de asfalto, com
capacidade para processar 1,4 milhões de barris diários. Como o consumo nacional de
petróleo oscilava em torno de 1 milhão de barris diários, o resto excedente era exportado.
As últimas décadas marcaram, no Brasil, uma busca desenfreada pela auto-
suficiência na produção de óleo e gás. Tal busca teve sucesso, principalmente, na
extração de produtos brutos na área da plataforma continental, comumente denominada
área offshore. [9]
Em virtude disso, a instalação de dutos rígidos submarinos, como estruturas
responsáveis pelo escoamento de matéria-prima entre o poço (origem do produto bruto) e
o continente, bem como a interligação entre plataformas produtoras teve uma grande
demanda. Este cenário impulsionou o desenvolvimento de novas tecnologias para a
elaboração de projeto e o processo de instalação de linhas rígidas submarinas.
_______________________________________________________________________ CEFET/RJ

10
1.2 ORGANIZAÇÃO DO TEXTO O presente trabalho foi organizado de forma a expor as contribuições realizadas,
identificando alguns detalhes práticos no bobinamento dos dutos rígidos e propondo uma
tabela de fácil visualização a fim de identificar, para uma junta de transição de 1 metro, as
mudanças de espessuras possíveis, respeitando as propriedades do material.
No capítulo 2, são apresentados alguns conceitos básicos de dutos flexíveis e
rígidos e como é feito o processo de instalação das linhas, em especial do reeling que é o
objeto de estudo deste trabalho. Também apresenta os dados para os cálculos analíticos
e numéricos.
No capítulo 3 é feito o cálculo analítico que tem a finalidade de calcular o valor da
distância da linha neutra até a zona de transição da seção da deformação elástica para a
plástica, e posteriormente compará-los com os valores obtidos no modelo numérico.
No capítulo 4 é apresentado o modelo numérico e os resultados obtidos nas
análises.
No capítulo 5, os resultados obtidos nos modelos dos capítulos anteriores são
apresentados e analisados através do critério de falha por tensão e critério de falha por
deformação, determinando quais as transições são aceitáveis para o bobinamento no
carretel do navio de instalação de linhas.
_______________________________________________________________________ CEFET/RJ

11
CAPÍTULO II
2 CONCEITOS BÁSICOS
Para um melhor entendimento dos conceitos abordados, as principais
características de dutos, comumente utilizados desde o poço até à plataforma ou navio,
são apresentados a seguir. [10]
De acordo com a aplicação, os dutos são classificados como:
• riser: quando o escoamento do fluido visa ganho ou perda de elevação e,
mais freqüentemente umas das extremidades se encontra conectada em
terminação no leito marinho;
• flowline: quando o duto tem maior parte do comprimento assentado sobre
o solo com pouca ou nenhuma parcela dinâmica de carregamento;
• jumper: neste caso o duto é um trecho curto que geralmente se apresenta
em comprimentos de até 200m. É comumente usado para interligar
estruturas submarinas como, por exemplo, Árvores de natal, Manifolds,
PLETs, entre outros.
Os dutos são subdivididos em dois tipos: flexíveis e rígidos.
2.1 DUTOS FLEXÍVEIS Os dutos flexíveis são utilizados na indústria offshore como risers dinâmicos,
flowlines e jumpers, interligando a terminação de uma linha, através de uma estrutura
submarina, como PLEMs, PLETs até o sistema de produção flutuante (FSO, FPSO e
TLPs). [1]
As principais características de um duto flexível são:
• Facilidade e rapidez na instalação;
• Excelente resistência à corrosão;
• Boa resistência à fadiga;
• Boas propriedades de isolamento;
• Grande capacidade para suportar grandes pressões externas;
• Pode ser reutilizável;
_______________________________________________________________________ CEFET/RJ

12
• Grande resistência à tração;
• Rigidez à flexão relativamente pequena, visando o bobinamento;
• Capacidade de resistir e ter seu peso suportado durante o lançamento pela
aplicação de forças radiais por meio de lagartas;
• Capacidade de acomodar movimentos naturais ao lançamento, ao serviço
e à desmobilização, assim como a capacidade de respondê-los
amortecendo suficientemente as vibrações;
• Boas compatibilidades físicas, químicas, eletroquímicas com o ambiente
marinho e com os fluidos que porventura estejam presentes internamente.
Essas características combinadas tornam os dutos flexíveis adequados à
aplicação no escoamento de fluidos, e justificam o sucesso de sua implementação nos
sistemas de produção. Apesar do custo de fabricação destas linhas ser muito superior ao
das linhas rígidas, podendo chegar a seis vezes o custo de um duto rígido equivalente
em muitas situações a sua utilização é a mais adequada em virtude de alguns aspectos
operacionais de lançamento e manutenção. [1]
2.1.1 FABRICAÇÃO
Linhas flexíveis são fabricadas a partir de camadas concêntricas de metais e
materiais poliméricos (Figura 2). Cada camada possui uma função específica e a escolha
das camadas a adotar vai depender da linha ser ou não vulcanizada. As camadas
essencialmente existentes em dutos flexíveis são: carcaça, camada protetora, camadas
que absorvem as cargas induzidas pela pressão interna e força longitudinal, e capa
externa. Outras camadas protetoras podem ser aplicadas de modo a melhorar a
flexibilidade e permitir algum tipo de movimento, como rises dinâmicos.
_______________________________________________________________________ CEFET/RJ

13
Figura 2 – Detalhe de um duto flexível
Dois itens extremamente importantes na fabricação de linhas flexíveis são o seu
peso e o respectivo comprimento. De uma maneira geral, os fatores limitantes para isto
são a capacidade máxima permitida para enrolamento do duto no carretel e o peso
suportado pelos guindastes que transportam o carretel para dentro do navio, ou na
estação onde estes carretéis são desenrolados.
Em geral, para uma mesma espessura de parede e solicitação de pressão, as
linhas flexíveis são mais pesadas que as rígidas. Isto se deve à grande quantidade de
revestimentos externos que a cobrem.
Neste tipo de duto, a corrosão externa ocorre quando a capa plástica externa se
rompe, expondo a camada de armadura de aço. Caso ela se mantenha intacta, não há
efeitos de corrosão externa. [1]
2.1.2 MECANISMOS DE FALHAS
Os mecanismos mais comuns de falhas apresentados em linhas flexíveis são:
desprendimento dos componentes vulcanizados, perfuração, amassamento das partes
internas, corrosão e fadiga.
Todos estes mecanismos de falhas podem ser minimizados com a utilização de
técnicas apropriadas de lançamento e manutenção das linhas. Estes mecanismos
_______________________________________________________________________ CEFET/RJ

14
acabam representando fatores negativos ao uso de linhas flexíveis quando comparados
às rígidas. [1]
2.2 DUTOS RÍGIDOS
A grande necessidade de escoar a produção com rapidez, bem como os fortes
apelos atuais referentes ao meio ambiente e segurança geraram uma grande
transformação na indústria de linhas submarinas. Esta vem se aprimorando cada vez
mais, permitindo que hoje em dia sejam lançadas linhas em profundidades superiores a
2500m (somente dutos rígidos).
A maneira de se lançar estas linhas no leito marinho também foi aprimorada.
Atualmente barcos com alta tecnologia desempenham esta função com grande rapidez e
flexibilidade.
Dutos rígidos apresentam certa dificuldade em serem lançados, principalmente
devido à limitação de curvatura que eles podem sofrer, afim de não sofrerem rompimento,
amassamento ou desenvolverem, durante a instalação, grandes deformações residuais.
[1]
2.2.1 MATERIAIS
2.2.1.1 AÇO CARBONO MANGANÊS
Estes aços são os mais utilizados para produção e transporte de óleo e gás e
sistemas de injeção de água, devido ao seu baixo custo. No passado, os tramos de
tubulações eram unidos através de parafusos e flanges. Atualmente esta união se dá
através da soldagem destes. Um novo padrão de ligas Carbono Manganês têm se
destacado nas aplicações offshore: são os aços de alta resistência e baixa liga, como os
utilizados em chapas de navios e vasos de pressão.
Nas tabelas 1 e 2 encontram-se detalhes sobre a composição química e
propriedades mecânicas (respectivamente) dos aços usados em dutos rígidos.
_______________________________________________________________________ CEFET/RJ

15
Tabela 1 – Composição típica de aços para dutos rígidos
Tabela 2 - Valores Padrões de Tensões Limites de Resistência ao Escoamento e Tensões Limites de Ruptura para os diversos graus de aços [1]
Com base na Tabela 2 pode-se observar que a classificação de aços da API para
dutos rígidos em graus “X”, é referente à tensão de escoamento mínimo do material em
unidades do Sistema Inglês. O aço do duto utilizado neste estudo é o X60, que possui
tensão de escoamento mínimo de 60ksi.
Outro dado muito importante apresentado na Tabela 2 é a razão Resistência de
Escoamento (σy) / Resistência de Ruptura (σu). Nesta coluna pode-se observar que graus
_______________________________________________________________________ CEFET/RJ

16
mais elevados de aços apresentam limites de escoamento muito próximos à tensão de
ruptura. Assim, pode-se concluir que, eles apresentam um comportamento menos dúctil
do que os aços de um grau menor. [1]
2.2.1.2 PROPRIEDADES DO MATERIAL
Os aços utilizados na fabricação de linhas rígidas para aplicações submarinas,
devem apresentar alta resistência à tração, aliada a boa ductilidade, tenacidade à fratura
e soldabilidade. O prévio conhecimento de Materiais de Construção Mecânica e
Processos de Fabricação permite concluir que algumas destas propriedades requeridas
são conflitantes. Por exemplo, a elevação da resistência à tração, normalmente implica
na redução da ductilidade.
O balanço das propriedades do material é fundamental para um bom desempenho
dos dutos rígidos submarinos. Fatores como temperatura do leito marinho podem afetar o
comportamento do material, caso esta atinja a temperatura de transição dúctil-frágil.
Outro fator importante considerado é relativo a falhas por colapso da linha,
durante o lançamento ou durante a operação. Isto se deve à elevação da diferença entre
as pressões externa e interna, conforme aumenta a profundidade. De modo a minimizar
este problema, sempre que possível, deve-se realizar o lançamento das linhas
inundadas. [1]
2.2.1.3 DEFORMAÇÃO PLÁSTICA Para a maioria dos materiais metálicos, o regime elástico persiste apenas até
deformações de aproximadamente 0,5%. À medida que o material é deformado a partir
deste ponto, a tensão não é mais proporcional à deformação (a Lei de Hook, equação
σ=Exε deixa de ser válida), ocorrendo então uma deformação permanente e não
recuperável ou deformação plástica. A transição do comportamento elástico para o
plástico é uma transição gradual para a maioria dos materiais; existe a ocorrência de uma
curvatura no ponto do surgimento da deformação plástica, a qual aumenta mais
rapidamente com o aumento da tensão. [6]
_______________________________________________________________________ CEFET/RJ

17
2.2.2 PROCESSO DE FABRICAÇÃO
Existem basicamente dois processos de fabricação de dutos para a indústria do
petróleo, os que são fabricados por extrusão e os que são soldados longitudinalmente.
O processo de fabricação aplicado é de vital importância, tanto pela questão
operacional da linha (ou seja, o fato dela resistir ao ambiente marinho, à fadiga), quanto
pela funcionalidade de lançamento da mesma. Existem alguns diferentes métodos de
lançamento de linhas rígidas no mar e a escolha do método leva em consideração o
processo de fabricação. Linhas que são lançadas por rebocadores usualmente não
contêm soldas ou, já foram previamente soldadas, ao passo que linhas lançadas por
barcos de lançamento (PLSV) permitem que esta soldagem seja realizada no próprio
deck da embarcação. [1]
Cabe frisar que normalmente o custo mais elevado referente à instalação de
linhas submarinas está relacionado ao aluguel de embarcações para realizar a operação.
[1]
Figura 3 – Fábrica de linhas rígidas. Cortesia da SubSea 7 do Brasil
_______________________________________________________________________ CEFET/RJ

18
Figura 4 – Processo de soldagem das linhas rígidas. Cortesia da SubSea 7 do Brasil
2.2.3 PROTEÇÃO CORROSIVA INTERNA
Em casos de transportes de fluidos muito agressivos à linha, ligas especiais
resistentes à corrosão podem ser usadas, bem como a adição de uma camada de
proteção interna. Devido ao elevado custo de fabricação das ligas e da aplicação da
camada protetora, estas opções só devem ser utilizadas se o aço convencional para
dutos submarinos não garantir uma proteção corrosiva interna satisfatória para o fluido a
ser escoado. [1]
2.2.4 CORROSÃO EXTERNA
A corrosão externa é um dos problemas que mais preocupa nas operações dos
dutos submarinos. Diversos fatores influenciam a corrosão de um duto submerso, como o
próprio ambiente marinho, que por si só já se mostra bastante corrosivo.
De maneira a evitar pontos de corrosão e a presença de vida marinha, como
corais, ao redor do duto, um estudo aprofundado do local de instalação das linhas deve
ser feito. De posse deste estudo, é possível saber se deverá ser colocada uma camada
de material anti-corrosivo ou se as linhas devem receber capa plástica protetora. Uma
_______________________________________________________________________ CEFET/RJ

19
combinação de ambos os métodos pode gerar proteção contra a corrosão por oxigênio
ou materiais orgânicos e microbiológicos. [1]
2.2.5 CAPA EXTERNA
Apesar de ser possível prevenir o ataque corrosivo somente com a aplicação de
camadas de material inibidor de corrosão (este método é o mais caro) o ideal e mais
comumente usado, é a fabricação destes dutos com uma capa plástica externa protetora
(Figura 5). [1]
Um dos principais atrativos do uso da capa plástica é o baixo custo e a fácil
aplicabilidade.
Região com capa externa Região
sem capa externa
Figura 5– Duto com proteção de capa externa
O objetivo da capa externa é isolar a linha rígida de detritos marinhos e da própria
água do mar, além de promover uma proteção catódica na linha. Para tal, a capa deve
possuir as seguintes propriedades:
• Baixa permeabilidade à água e sais;
• Baixa permeabilidade ao oxigênio;
• Boa aderência ao duto rígido;
• Temperatura adequada de estabilização;
• Flexibilidade de acomodar esforços impostos durante o carregamento em
carretéis, lançamento ou rebocamento;
• Resistência à biodegradação;
_______________________________________________________________________ CEFET/RJ

20
• Facilidade de reparo em tramos danificados;
• Ser atóxica ao homem e ao ambiente marinho;
• Resistência aos raios UV para os períodos de estocagem.
A construção e montagem destas superfícies protetoras devem seguir rígidos
critérios de aplicação, manutenção e montagem. A superfície externa da linha deve estar
sempre muito bem limpa para que seja possível a aplicação do revestimento. [1]
2.2.6 CAMADA ANTITÉRMICA:
Diversos fluidos, principalmente os encontrados em poços de petróleo necessitam
manter a sua temperatura, de modo a não perder suas principais propriedades e não
ocasionar obstrução da linha. Assim, camadas de isolamento térmico podem ser usadas
em linhas rígidas (Figura 6), para manter o fluido escoando próximo à temperatura ideal
de escoamento. [1]
Figura 6 - Duto rígido protegido com a camada antitérmica (Coating).
2.2.7 RESISTÊNCIA MECÂNICA
A linha rígida deve possuir resistência mecânica suficiente para suportar todas as
possíveis cargas aplicadas, desde a sua construção, passando pelo transporte, operação
e durante a sua vida útil.
_______________________________________________________________________ CEFET/RJ

21
Além dos cuidados de fabricação e armazenagem já expostos, também é de
fundamental importância o conhecimento da maneira como será feito o carregamento no
navio e a instalação, de modo a preservar a integridade do duto. [1]
Com o intuito de reduzir o peso, e, portanto o custo das linhas rígidas,
normalmente são utilizados grandes trechos com espessuras distintas, sendo
necessárias trechos de transição de espessura no qual apenas o diâmetro externo
permanece constante conforme a figura 7.
Figura 7 – Seção de Redução de Espessura.
Estas variações de espessura ocorrem em diversas situações:
• Pressão externa (lâmina d´água na qual um determinado trecho de linha
será instalado);
• Pressão interna (posicionamento em relação a uma bomba);
• Local Buckling;
• Global Buckling;
• Propagation buckling;
• Ovalização;
• Carregamento combinado;
• Estabilidade hidrodinâmica (Figura 8);
• Fadiga.
_______________________________________________________________________ CEFET/RJ

22
Figura 8 – Imagem 3D reproduzindo a linha instalada no leito marinho.
2.3 TIPOS DE INSTALAÇÃO
Existem diversos métodos de instalação de dutos rígidos. Os principais são: [2, 3 e 12]
• S-Lay
• J-Lay
• Reel Lay
Existem outros métodos para a instalação de dutos como o Bottom Tow, Off-
bottom Tow, Mid Depth Tow e Surface Tow. Esses métodos Tow podem ser utilizados
tanto em profundidades rasas quanto profundas, dependendo dos requisitos do projeto.
As profundidades rasas são consideradas aquelas dentro da faixa de 500 a 1000
ft (154m a 305m). Águas profundas são profundidades acima de 1000ft (305m). [12]
2.3.1 S-LAY
O método mais utilizado para a instalação de dutos em águas rasas é o S-Lay. A
configuração de instalação típica do método S-Lay é apresentada na Figura 9:
_______________________________________________________________________ CEFET/RJ

23
Figura 9 – Representação do método de instalação S-Lay
No método apresentado, a construção da linha e feita sobre a embarcação de
lançamento em uma posição quase horizontal. O duto soldado é apoiado pelos rolos
do(s) tensionador (es) e na rampa de lançamento (stinger), formando o over-bend. No
inicio da operação de lançamento, o duto fica suspenso abaixo da linha d’agua até que
encoste no leito marinho, formando assim o Sagbend. Assim, durante o processo de
lançamento, são criadas duas regiões de flexão acentuada, a curvatura formada pelo
Sagbend e Overbend assim denominando o método de instalação devido a sua
semelhança com um “S”. O navio de instalação deverá ser fixo por âncoras, pernas de
plataformas ou possuir equipamentos de posicionamento dinâmico.
Os tensionadores presentes na embarcação tensionam o duto suspenso. A
reação provocada é controlada através de ancoras posicionadas na frente da
embarcação. No caso de embarcações dinamicamente posicionadas, são controladas
através de Thrusters. A Figura 10 mostra o equipamento de posicionamento dinâmico:
_______________________________________________________________________ CEFET/RJ

24
Figura 10 – Figura do equipamento de posicionamento dinâmico (Thrusters).
Estas embarcações são equipadas com máquinas tensionadoras, mecanismos de
abandono, guinchos de recuperação e abandono e guindastes para movimentacao dutos.
A estação de junção, ensaios não destrutivos e a linha de montagem, nessa ordem,
devem ser posicionadas no centro da embarcação ou em um lado da mesma.
Ao final do lançamento, um cabo e conectado a extremidade do duto e a um
guincho na embarcação, mantendo-o tracionado até que se repouse sobre o leito
marinho.
O projeto de lançamento S-Lay consiste, basicamente, em definir a curvatura
estabelecida pelos roletes instalados ao longo da rampa, bem como a força a ser
aplicada no tensionador, de modo a garantir a integridade estrutural do duto durante a
instalação. Durante o projeto, devem ser estudados também, os casos particulares de
inicialização e finalização do lançamento, bem como eventuais etapas de abandono de
emergência ou recuperação do duto em função das condições ambientais severas ou
acidentes.
_______________________________________________________________________ CEFET/RJ

25
2.3.2 J-LAY
O método J-Lay e similar ao método S-Lay, apenas a rampa de lançamento é
construída em posição quase vertical, não havendo, nesta situação, a região de
Overbend. Por este motivo, este método foi desenvolvido primordialmente para águas
profundas. A configuração de instalação típica do método J-Lay e apresentada na Figura
11:
Figura 11 – Representação do método de instalação J-Lay.
Nesta configuração, o duto é soldado na posição vertical ou quase vertical e
mergulhado até ao leito marinho. Como observado na Figura 11, este método apresenta
um raio de curvatura de Sagbend maior do que a do método S-Lay, assim resultando em
tensões menores (quando comparado em profundidades iguais). As forças horizontais
para manter esta configuração são muito inferiores às apresentadas no outro método,
porém a velocidade de instalação normalmente é inferior a do método S-Lay.
2.3.3 REEL-LAY
Neste método a linha de duto é fabricada em terra (onshore) e é estocada em um
carretel de grande diâmetro no convés da embarcação para transporte e instalação.
Neste caso, a grande limitação diz respeito ao diâmetro máximo do duto e a espessura,
que podem ser estocados desta forma. Este método tem sido utilizado para diâmetros de
_______________________________________________________________________ CEFET/RJ

26
dutos de 6 ate 18 polegadas (dependendo do raio do carretel). A configuração de
instalação típica do método Reel-Lay é apresentada na Figura 12:
Figura 12 – Representação do método de instalação Reel-Lay.
Esta tecnologia permite um ambiente de trabalho mais estável e mais seguro, um
menor custo de fabricação e instalação, além de uma maior velocidade de instalação,
chegando a ser 10 vezes mais rápido do que os demais métodos convencionais, pois a
soldagem é feita na base (onshore).
O duto enrolado pode ser instalado pelos dois métodos anteriormente descritos
(S-Lay e J-Lay), dependendo do projeto do carretel da embarcação e da profundidade do
leito marinho. As embarcações podem possuir tanto carretéis horizontais quanto verticais.
As embarcações com carretéis horizontais instalam as linhas em profundidades
rasas e profundas utilizando o Stinger através do método S-Lay e o seu posicionamento
pode ser feito através de âncoras ou posicionamento dinâmico.
Já nas embarcações com carretéis verticais normalmente podem instalar as linhas
tanto em profundidades intermediárias quanto profundas e o posicionamento da
embarcação é sempre garantido através do sistema de posicionamento dinâmico. Para
águas profundas, a configuração de instalação é a J-Lay e é descartado a utilização do
stinger.
_______________________________________________________________________ CEFET/RJ

27
Neste método o duto é puxado para o carretel através da pullhead (Figura 13).
Durante a instalação ele é desenrolado, endireitado e conectado a um cabo para o seu
ancoramento no leito marinho. Neste processo, a embarcação se move adiante enquanto
o duto é lançado vagarosamente. Quando se aproxima do final da linha, após o
desbobinamento, a cabeça de abandono é conectada no final do duto e unida a uma
extremidade do cabo do guincho A&R (Abandonment & Recovery), e este é abandonado.
Figura 13 – Detalhe do Pullhead. Cedida pela empresa Subsea 7.
Apos completar a instalação, a embarcação retorna a terra com o carretel vazio e
é carregado novamente, voltando ao local para continuar a instalação. Resgatando a
bóia, com o cabo unido à cabeça e ao duto já instalado no leito marinho, a cabeça de
abandono é removida e é soldada uma nova linha, dando continuidade instalação do
duto, conforme a Figura 14.
_______________________________________________________________________ CEFET/RJ

28
Figura 14 – Processo de resgate, alinhamento e soldagem da nova linha. Cedida
pela empresa SubSea 7.
As principais desvantagens deste método de instalação são:
• A união das pontas dos segmentos das linhas;
• Necessidade de uma base de processo próximo a localidade onde a linha
será instalada;
• Linhas protegidas por uma camada de concreto não podem ser utilizadas
neste método, devido a impossibilidade do bobinamento no carretel;
• O duto é deformado plasticamente e depois retificado, ficando, porém, com
deformações residuais.
A seguir são mostradas algumas fotos referentes ao processo de carregamento
de linha rígida.
_______________________________________________________________________ CEFET/RJ

29
Figura 15 – Detalhe do duto enrolado no carretel do navio Skandi Navica. Cedida pela
empresa SubSea 7.
Figura 16 - Transporte de linha rígida para dentro de um navio responsável pela
instalação. Cedida pela empresa SubSea7.
_______________________________________________________________________ CEFET/RJ

30
2.3.3.1 CICLOS DO PROCESSO REEL-LAY
O processo reeling é divido em quatro etapas:
1. Reeling;
2. Unreeling;
3. Aligning;
4. Straightening.
Na primeira etapa a linha é curvada no carretel sofrendo nas fibras mais externas,
grande deformação plástica, ocasionando a ovalização da seção (1). Quando o duto
começa a ser desbobinado (1 → 2), ele passa por um momento reverso até chegar ao
aligner. Na terceira etapa, ele é submetido a um segundo ciclo de deformação plástica,
pois ele é curvado novamente no sentido do carretel (2 → 3). Finalmente, no straightener
(3 → 4) ele passa por um momento reverso, removendo completamente qualquer
curvatura residual [5].
As Figuras 17 e 18 mostram o detalhe da rampa de lançamento do navio Skandi
Navica e o ciclo durante o lançamento.
Figura 17 – Detalhe do navio de lançamento de linhas rígidas. Cedida pela
empresa SubSea 7.
_______________________________________________________________________ CEFET/RJ

31
Figura 18 – Detalhe esquemático do ciclo reeling [5]
2.4 OBJETIVO
Este projeto tem como objetivo analisar as tensões e deformações geradas na
região de transição de espessura da linha rígida, durante o bobinamento no carretel de
um navio de instalação (método Reel).
Durante o processo de bobinamento da linha no carretel, a linha é submetida a
esforços de flexão que promovem tensões superiores ao limite de escoamento do
material. Este carregamento induz um estado não-homogêneo de deformações plásticas
ao longo da seção do duto, e no final deste processo observa-se a presença de tensões
residuais na linha. A existência de regiões de transição nas espessuras existentes nos
dutos torna a análise ainda mais complexa. A determinação das tensões residuais
induzidas pelo processo é bastante relevante, pois pode vir a influenciar
significativamente a integridade estrutural da linha durante as etapas de instalação e
operação.
A análise será desenvolvida através de dois modelos: modelo analítico e modelo
numérico. O primeiro modelo considera um comportamento elástico-perfeitamente
plástico e tem como finalidade estabelecer uma análise simplificada da região de
transição da fase elástica para plástica, e permitir um melhor entendimento do fenômeno
da plasticidade. Já o segundo modelo fornece uma análise mais precisa e considera um
comportamento elastoplástico com endurecimento. Através dele será possível analisar e
determinar as transições de espessuras possíveis de linhas rígidas. Os modelos são
_______________________________________________________________________ CEFET/RJ

32
aplicados no estudo de uma situação real considerando os dados para o bobinamento de
linhas a serem curvadas no carretel do navio Skandi Navica.
2.5 CARACTERÍSTICAS DO CASO ESTUDADO
Os modelos desenvolvidos são aplicados no estudo do processo de bobinamento
de linhas rígidas no carretel do navio Skandi Navica. Os valores abaixo apresentam as
características básicas do carretel e das linhas estudadas.
Carretel Material Resistência de Ruptura Resistência de Escoamento Modulo de Elasticidade Coeficiente de Poisson 0.29 = ט
Primeiramente, é determinada a espessura mínima aceitável, para diâmetros que
variam entre 6 e 16”, considerando o processo de bobinamento no carretel, cujo raio é
de 7,5m. Este valor foi utilizado como premissa para a determinação das transições em
estudo.
2.6 CÁLCULO PARA DETERMINAÇÃO DE ESPESSURA MÍNIMA
O cálculo de espessura é baseado na seção 5 da norma OS F101 que é a norma
mais utilizada na área e que considera alguns fatores de segurança:
[4]
[4]
[ [13]
_______________________________________________________________________ CEFET/RJ

33
Espessura mínima:
[8]
Os resultados encontrados neste cálculo são apresentados na tabela abaixo:
Tabela 3 – Mínimas espessuras aceitáveis para um bobinamento no carretel de
7,5m
Diâmetro externo (in) 6,625 8,625 10,75 12,75 14 16 Espessura (mm) 5,284 8,275 12,82 16,44 19,44 24,75
Com os valores da Tabela 3 e com dimensões de dutos de acordo com a norma
ASME B.36.10 e 36.19 é possível determinar as possíveis transições a serem analisadas.
_______________________________________________________________________ CEFET/RJ

34
Tabela 4 – Diâmetros e transições a serem analisadas.
t 1 t 2 t 1 t 2
18,26 25,414,27 21,4412,7 18,26
10,97 15,097,11 21,44
14,27 18,2612,7 15,09
10,97 18,267,11 15,0912,7 18,26 15,09
10,97 28,577,11 25,4
10,97 21,447,11 17,47
10,97 7,11 25,422,22 21,4420,62 17,4718,26 21,4415,09 17,4712,7 21,44 17,47
10,31 31,758,18 27,79
20,62 23,8218,26 19,0515,09 27,7912,7 23,82
10,31 19,058,18 23,82
18,26 19,0515,09 23,82 19,0512,7 36,53
10,31 30,968,18 26,19
15,09 30,9612,7 26,19
10,31 30,96 26,198,1812,7
10,318,18
10,318,18
10,31 8,18
40,49
36,53
14in
35,71
31,75
27,79
Transições / Espessuras (mm)
12,75in
33,32
28,57
25,4
Diâmetro Externo
16in
28,57
25,4
21,44
10,75in
8,625in
23,01
22,22
20,62
18,26
15,09
12,7
Diâmetro Externo
Transições / Espessuras (mm)
6,625in
21,95
18,26
14,27
12,7
_______________________________________________________________________ CEFET/RJ

35
O comprimento da transição de espessura foi fixado em 1m, como mostra a Figura 19.
Este é um valor próximo ao normalmente utilizado na prática.
Figura 19 – Figura representativa do conjunto duto-carretel.
Nas análises desenvolvidas neste trabalho não foram consideradas algumas
características presentes em uma linha real como tolerâncias de fabricação, desalinhamentos
nas regiões soldadas e proteção externa não foram consideradas. []
_______________________________________________________________________ CEFET/RJ

36
CAPÍTULO III
3 MODELO ANALÍTICO
Quando um duto rígido está sendo bobinado, ele sofre um esforço de flexão. Este
momento é significativamente maior do que o momento elástico, tendo como conseqüência
uma seção praticamente toda plastificada. [14 e 15]
Os dutos bobinados são fabricados com aços estruturais de grande ductilidade, ou seja,
tensões de escoamento e última muito próximas e deformações elástica e última distantes.
Assim, modelos simples do comportamento elastoplástico do material, como o modelo de
material elástico perfeitamente plástico ou de material elastoplástico com endurecimento linear,
conforme mostra a Figura 20, representam adequadamente estes materiais com baixo
endurecimento.
(a) (b)
Figura 20 - Modelos simplificados para o comportamento elastoplástico de materiais
[15].
Para o estudo analítico desenvolvido neste trabalho adota-se o modelo de material
elástico perfeitamente plástico mostrado na figura 20a. Enquanto a tensão não exceder a
tensão de escoamento Sy, o material se comporta como elástico e obedece a Lei de Hooke, σ =
Eε. Quando σ atinge valor de Sy, o material começa a escoar, e deforma-se plasticamente sob
tensão constante, não apresentando endurecimento .
_______________________________________________________________________ CEFET/RJ

37
A figura 21 mostra quatro casos de distribuição de tensões em uma viga carregada à
flexão, de material elástico perfeitamente plástico. Os casos (a) e (b) têm a distribuição de
tensões totalmente elásticas, sendo que o caso (b) é o caso limite para uma distribuição
elástica máxima. O caso (c) mostra a distribuição de tensões de uma seção parcialmente
plastificada e o caso (d) mostra a distribuição de tensões de uma seção totalmente plastificada.
[14 e 15]
.
Figura 21 – Distribuição de tensões de uma seção transversal de uma viga submetida a flexão
[15]
Enquanto o momento aplicado for menor que o momento elástico máximo, que é o
momento fletor que causa o início do escoamento, o material continua em sua fase elástica. Na
medida em que o momento aplicado vai aumentando, a tensão no material aumenta até chegar
à tensão de escoamento. Se o momento fletor aumentar mais, aparecem zonas plastificadas
na viga, que apresentam tensões uniformes e iguais a Sy e Su. Entre as regiões plastificadas,
permanece um núcleo de material elástico, para o qual a tensão varia linearmente com a
distância yy à linha neutra. Se o momento aumentar mais, a região plastificada se expande, até
que, no limite, as tensões sejam totalmente plásticas. [15]
_______________________________________________________________________ CEFET/RJ

38
Onde:
1. Seção plástica;
2. Seção elástica.
Figura 22 – Detalhe da seção parcialmente plastificada
Na figura 22 pode-se observar que, quando o valor de yy é igual a zero, tem-se a seção
completamente plastificada. Quando yy é igual ao rext na posição vertical, verifica-se que a
seção circular está totalmente elástica.
3.1 MEMÓRIA DE CÁLCULO
Os cálculos apresentados a seguir foram desenvolvidos para a determinação do valor
de yy a fim de comparar os resultados obtidos entre os modelos analítico e numérico. É
calculado o raio de curvatura mínimo para que o duto escoe e no qual a linha pode ser
submetida e a altura da zona elástica (yy).
Os cálculos abaixo, realizados com o auxílio do software Mathcad, demonstram o
modelo analítico aplicado. Como exemplo, utiliza-se o duto com as seguintes características:
Duto Diâmetro Externo Espessura
_______________________________________________________________________ CEFET/RJ

39
Diâmetro Interno
Momento de Inércia
3.1.1 CÁLCULO DO LIMITE DA ZONA ELÁSTO-PLÁSTICA
Raio de Curvatura da Linha Neutra
Raio de Curvatura (Elástico)
Deformação Elástica Máxima
Limite Zona Elástica / Zona Plástica
[15]
A tabela abaixo mostra os resultados obtidos para todas as condições de análises
propostas:
_______________________________________________________________________ CEFET/RJ

40
Tabela 5 – Limite da zona elástica
Diâmetros Relast(m) Rplast (m) yy (mm) 6.625in 42,2 7,58 15,13 8.625in 54,9 7,61 15,22 10.75in 68,4 7,64 15,24 12.75in 81,2 7,66 15,29
14in 89,1 7,68 15,32 16in 101,8 7,70 15,37
_______________________________________________________________________ CEFET/RJ

41
CAPÍTULO IV
4 MODELO NUMÉRICO
O modelo numérico foi construído a partir do pacote computacional ABAQUS, que é um
programa aplicado a projetos de engenharia e utiliza como base o Método de Elementos
Finitos. Este software foi escolhido, devido ao fato de ele apresentar algoritmos bastante
robustos para tratar de problemas complexos que apresentem o acoplamento de diversos
fenômenos não-lineares como grandes deslocamentos, contato e plasticidade. O modelo
desenvolvido é capaz de simular a situação quando o duto é bobinado no carretel do navio e
assim, analisar as tensões e deformações nas transições de espessuras.
O problema estudado envolve o contato de dois corpos: o duto e o carretel. Uma vez
que o carretel apresenta uma rigidez muito superior à do duto, na análise o carretel é modelado
como uma superfície rígida indeformável. Com esta condição é possível reduzir o tempo de
processamento numérico, pois, superfícies rígidas não são analisadas, e também torna o
modelo mais conservativo, haja vista que, na realidade, o carretel também se deforma.
A figura 23 mostra o modelo desenvolvido.
Figura 23 – Exemplo do modelo utilizado
_______________________________________________________________________ CEFET/RJ

42
4.1 MATERIAL
O material escolhido nas análises é o aço X60, por ser bastante utilizado na área. Nas
análises apresentadas considera-se um valor de 207 GPa para o módulo de elasticidade e um
valor de 0,29 para o coeficiente de Poisson. O comportamento plástico é representado através
de uma tabela contendo dados de tensão real e deformação plástica obtidas através de uma
curva de engenharia de tensão-deformação do material usado. Esta tabela é utilizada como
dado de entrada para o programa de elementos finitos.
Os valores te tensão verdadeira e tensão real foram calculados através das seguintes
fórmulas:
[16] σv σ 1 ε+( )⋅:=
εv ln 1 ε+( )⋅:= ln
A tabela 6 apresenta os valores utilizados na análise e o gráfico mostra a curva tensão
deformação.
Tabela 6 – Valores de Tensão e Deformação do Material X-60
Tensão de Engenharia
Deformação de engenharia
Deformação Elástica
Deformação Verdadeira
Tensão Verdadeira
Deformação Plástica
4,14E+08 0,00493 0,00197 0,004915827 4,16E+08 0,0029 4,20E+08 0,00588 0,00200 0,005859908 4,22E+08 0,0039 4,30E+08 0,00809 0,00205 0,008055094 4,33E+08 0,0060 4,40E+08 0,01141 0,00210 0,011344724 4,45E+08 0,0092 4,50E+08 0,01637 0,00214 0,016234157 4,57E+08 0,0141 4,60E+08 0,02371 0,00219 0,02343408 4,71E+08 0,0212 4,70E+08 0,03451 0,00224 0,033927211 4,86E+08 0,0317 4,80E+08 0,05027 0,00229 0,049044902 5,04E+08 0,0468 4,90E+08 0,07309 0,00233 0,070545124 5,26E+08 0,0682 5,00E+08 0,10592 0,00238 0,10067375 5,53E+08 0,0983 5,10E+08 0,15278 0,00243 0,142178259 5,88E+08 0,1397 5,17E+08 0,17716 0,00246 0,163103442 6,09E+08 0,1606 5,17E+08 0,19684 0,00246 0,179687026 6,19E+08 0,1772
_______________________________________________________________________ CEFET/RJ

43
Tabela 7 – Valores de tensão e deformação usados no modelo numérico
Gráfico Tensão Real x Deformação Plástica
2,00E+08
2,50E+08
3,00E+08
3,50E+08
4,00E+08
4,50E+08
5,00E+08
5,50E+08
6,00E+08
6,50E+08
0,0000 0,0500 0,1000 0,1500 0,2000
Os valores utilizados como dados de entrada do material no modelo numérico são os valores de
tensão verdadeira e deformação plástica, como indicados na Tabela 6.
4.2 MALHA
A malha é composta por elementos hexaédricos com geometria quadrática, conferindo
ao elemento 20 nós, como mostra a Figura 24.
Figura 24 – Detalhe dos nós utilizado num elemento de geometria quadrática
Na região da transição a malha foi refinada em função dos gradientes de tensão e
deformação presentes. Foi feito um estudo de convergência de malha para os casos
estudados. A Figura 25 mostra a configuração da malha utilizada no tubo de diâmetro externo
8,625in e transição de espessura 23,01mm para 15,09mm:
_______________________________________________________________________ CEFET/RJ

44
Figura 25 – Detalhe da malha utilizada
4.3 CONDIÇÕES DE CONTORNO
A fim de reduzir o tempo de processamento numérico, o modelo do duto foi feito com
uma “revolução” de 180º, aplicando, assim, a condição de simetria na direção longitudinal
(figura 26c). Em uma face do duto ele foi engastado como mostra a figura 26b. Como o carretel
é uma superfície, foi necessário criar um ponto de referência para que fosse possível engastá-
lo (figura 26a).
_______________________________________________________________________ CEFET/RJ

45
(A) (B)
(C)
Figura 26 – Detalhe das condições de contorno aplicadas nos modelos
4.4 CARREGAMENTOS
Com o intuito de se obter uma maior facilidade de convergência da análise, foi aplicada
a prescrição do deslocamento num ponto de referência, que tem como finalidade unir todos os
nós da face, como mostra a figura 27.
_______________________________________________________________________ CEFET/RJ

46
Figura 27 – Detalhe do acoplamento
Durante o bobinamento no carretel, a linha é submetida a uma tração que permite que
ela permaneça sempre tracionada. Essa força é chamada de back tension e foi aplicada em
todas as análises do modelo numérico. Os valores de back tension aplicados são apresentados
na Tabela 8 e foram cedidos pela empresa Subsea 7, através de dados experimentais.
_______________________________________________________________________ CEFET/RJ

47
Tabela 8 – Valores de back tension utilizados nos modelos numéricos
Espessura
(mm) Back Tension (kN)
21,95 12,1 18,26 16,1 14,27 13,5 12,7 12,4
6,625in
10,97 11 23,01 34,8 22,22 34 20,62 32,2 18,26 29,5 15,09 25,5 12,7 22,2
10,31 18,6
8,625in
8,18 15 28,57 67,1 25,4 61,9
21,44 54,6 10,75in
18,26 48,2 28,57 99,4 25,4 91
21,44 79,8 17,47 67,5
12,75in
14,27 56,8 35,71 144,3 31,75 132,7 27,79 120,2 23,82 106,6
14in
19,05 88,8 40,49 214,2 36,53 199,1 30,96 176 26,19 154,3
16in
21,44 130,9
_______________________________________________________________________ CEFET/RJ

48
A figura 28 mostra os carregamentos aplicados em todos os modelos estudados.
Figura 28 – Detalhe dos carregamentos aplicados
_______________________________________________________________________ CEFET/RJ

49
Figura 29 – Condições de contorno e carregamentos aplicado em todos os modelos
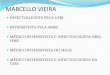
4.5 RESULTADOS Os resultados apresentados na Tabela 10, foram obtidos através das análises
numéricas para o ponto mais crítico da transição. Este ponto está localizado na solda na região
do duto de menor espessura, pois é o ponto de maior concentração de tensão e deformação,
devido ao fato de ele ser menos resistente se comparado com a solda entre a transição e o
duto de maior espessura. A Figura 30 mostra o detalhe deste ponto.
_______________________________________________________________________ CEFET/RJ

50
Figura 30 – Detalhe do ponto mais crítico da transição
_______________________________________________________________________ CEFET/RJ

51
Figura 31 – Tensão de von Mises para o duto de 8,625in com transição de 15,09mm para
10,31mm
_______________________________________________________________________ CEFET/RJ

52
Figura 32 – Tensão Máx. Principal para o duto de 8,625in com transição de 15,09mm para
10,31mm
_______________________________________________________________________ CEFET/RJ

53
Figura 33 – Deformação Máx. Principal para o duto de 8,625in com transição de 15,09mm para
10,31mm
_______________________________________________________________________ CEFET/RJ

54
A Figura 34 apresenta o exemplo de uma transição que sofreu amassamento.
Figura 34 – Exemplo de uma transição que sofreu amassamento
CAPÍTULO V
5 APRESENTAÇÃO DOS RESULTADOS ANALÍTICOS E NUMÉRICOS
As tabelas 9 a 14 apresentam os resultados de deformação e yy, obtidos no modelo
numérico e os valores de yy, obtidos no modelo analítico. Os itens destacados na cor vermelha
representam configurações que não suportaram o bobinamento no carretel de 7,5m.
_______________________________________________________________________ CEFET/RJ

55
Tabela 9 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 6,625in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)18,26 1814,27 1512,7 14,710,97 -
-
-
-
--
7,1114,27 1812,7 16,210,97 137,1112,7 16,810,97 157,1110,97 167,11
10,97 7,11
Espessura (mm)
6,625in
21,95
15,1318,26
14,27
12,7
_______________________________________________________________________ CEFET/RJ

56
Tabela 10 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 8,625in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)22,22 2220,62 2118,26 1615,09 1512,7 -
--
---
-
--
-
10,318,1820,62 18,318,26 17,515,09 16,712,710,318,1818,26 1815,09 17,112,7 16,310,31 15,48,1815,09 17,512,7 1710,318,1812,7 2010,31 178,1810,31 17,58,18 17
10,31 8,18 18,75
8,625in
23,01
22,22
20,62
18,26
15,09
12,7
15,22
Espessura (mm)
_______________________________________________________________________ CEFET/RJ

57
Tabela 11 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 10,75in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)25,4 2421,44 2018,26 19,515,09 16,521,44 2318,26 2215,09 21,718,26 2215,09 21,8
18,26 15,09 23,1
10,75in
28,57
15,2425,4
21,44
Espessura (mm)
Tabela 12 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 12in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)28,57 2725,4 26,521,44 2117,47 20,525,4 2421,44 23,517,47 2221,44 2417,47 23
21,44 17,47 24,5
12,75in
33,32
15,2928,57
25,4
Espessura (mm)
_______________________________________________________________________ CEFET/RJ

58
Tabela 13 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 14in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)31,75 27,227,79 26,823,82 26,519,05 25,827,79 2723,82 26,619,05 2323,82 2719,85 26
23,82 19,85 27,2
Espessura (mm)
14in
35,71
15,3231,75
27,79
Tabela 14 – Valores de deformação, tensão e yy obtidos no modelo numérico e o valor de yy analítico para o duto de 16in
Diâmetro Externo
yy Numérico
(mm)
yy Analítco
(mm)36,53 3130,96 2226,19 2030,96 2726,19 21,5
30,96 26,19 33
Espessura (mm)
16in
40,49
15,3736,53
Os valores apresentados nas tabelas 9 à 14 mostram que, a medida que a diferença
entre as espessuras aumenta na transição, maior é a deformação presente nesta seção.
Comparando os valores de yy, pode-se concluir que:
• O modelo analítico não considera os efeitos da redução da espessura e do
endurecimento do material e, mostra que o tamanho da região plastificada
depende apenas do limite de escoamento do material, módulo de elasticidade e
do diâmetro carretel.
• O modelo numérico apresenta uma análise mais realista uma vez que considera
diversos fatores como espessura do duto, descontinuidades geométricas e
endurecimento do material.
_______________________________________________________________________ CEFET/RJ

59
5.1 CRITÉRIO DE FALHA
5.1.1 TENSÃO
É necessário utilizar um critério de falha para que seja possível detectar, ao longo da
análise, a proximidade de um estado de ruptura. Nas análises desenvolvidas adotaram-se os
seguintes critérios de ruptura [7].
SengU=619 MPa
σ1 ≥ SengU [7]
≥ SMisesvoneqσ eng
U [7]
onde σ1 é a tensão principal (σ1> σ2> σ3) e é a tensão equivalente de von Mises. Misesvoneqσ
Pelo critério de falha, as análises apresentadas nas tabelas 15 a 20, na cor amarela
sofreram falha por tensão.
5.1.2 AMASSAMENTO
Foi considerado como falha por amassamento, transições que não suportaram o
bobinamento no carretel do navio Skandi Navica. Estas transições estão destacadas nas
tabelas 15 a 20, na cor vermelha.
_______________________________________________________________________ CEFET/RJ

60
Tabela 15 – Comparação entre Von Mises e Máxima Principal para o duto de 6,625in
von Mises Max Principal18,26 1,2 447 45414,27 1,9 475 47112,7 2,6 487 48610,97 5,2 526 5307,1114,27 1,3 470 46812,7 1,9 475 47410,97 2,4 486 4857,1112,7 1,2 446 46110,97 1,5 452 4917,1110,97 1,3 460 4757,11
10,97 7,11 6 624 593
14,27
Tensão (MPa)
6,625in
21,95
18,26
Diâmetro Externo
Espessuras (mm)
Deformação (%)
12,7
_______________________________________________________________________ CEFET/RJ

61
Tabela 16 – Comparação entre Von Mises e Máxima Principal para o duto de 8,625in
von Mises Max Principal22,22 1,3 449 44920,62 1,5 452 46718,26 1,8 460 46815,09 2,5 472 47012,7
10,318,18
20,62 1,4 452 47218,26 1,7 458 45315,09 2,4 470 46712,7
10,318,18
18,26 1,6 469 48915,09 2,1 479 48412,7 3,2 498 497
10,318,18 11,6 598 599
15,09 1,9 453 46712,7 2,5 487 485
10,318,1812,7 1,8 474 497
10,31 3 465 4698,18
10,31 2 478 4918,18 3 496 493
10,31 8,18 2,1 481 492
18,26
15,09
12,7
Espessuras (mm)
20,62
Deformação (%)
Tensão (MPa)Diâmetro Externo
8,625in
23,01
22,22
_______________________________________________________________________ CEFET/RJ

62
Tabela 17 - Comparação entre Von Mises e Máxima Principal para o duto de 10,75in
von Mises Max Principal25,4 2 481 507
21,44 2,7 490 50918,26 3,6 504 51415,09 5,8 527 53621,44 2,2 483 50518,26 2,9 494 50915,09 4,2 512 51618,26 2,1 483 50815,09 3 495 509
18,26 15,09 2,5 487 510
Diâmetro Externo
Espessuras (mm)
Deformação (%)
10,75in 25,4
21,44
28,57
Tensão (MPa)
Tabela 18 - Comparação entre Von Mises e Máxima Principal para o duto de 12,75in
von Mises Max Principal28,57 2,4 486 51325,4 3 495 51721,44 4 510 52117,47 8,5 564 57025,4 2.4 486 51521,44 3,2 497 51817,47 4,9 522 52821,44 2,6 491 51617,47 3,8 507 521
21,44 17,47 2,9 494 516
Diâmetro Externo
Espessuras (mm)
Deformação (%)
12,75in
33,32
28,57
25,4
Tensão (MPa)
Tabela 19 - Comparação entre Von Mises e Máxima Principal para o duto de 14in
von Mises Max Principal31,75 2,5 489 52027,79 3,2 498 52323,82 4,2 513 53027,79 2,6 490 52123,82 3,4 501 523
Tensão (MPa)
31,75
35,71
14in
Diâmetro Externo
Espessuras (mm)
Deformação (%)
_______________________________________________________________________ CEFET/RJ
27,79 23,82 2,7 492 520

63
Tabela 20 - Comparação entre Von Mises e Máxima Principal para o duto de 16in
von Mises Max Principal36,53 2,8 494 53430,96 3,5 502 54726,19 4,9 516 55130,96 3 482 51826,19 4,2 493 520
30,96 26,19 3,5 487 520
16in
40,49
36,53
Diâmetro Externo
Espessuras (mm)
Deformação (%)
Tensão (MPa)
_______________________________________________________________________ CEFET/RJ

64
CONCLUSÃO
Este trabalho apresenta uma análise das tensões e deformações observadas na
região de transição de espessura de um duto rígido durante o processo de bobinamento
(reeling) no carretel de um navio de instalação através de dois modelos: um modelo analítico
elástico perfeitamente plástico e um modelo numérico baseado no Método de Elementos
Finitos que considera o material elastoplástico com endurecimento, além dos fenômenos de
grandes deslocamentos e contato. Através da análise, para uma dada geometria e material, é
possível prever se a linha vai falhar ou não durante o processo de bobinamento. Análise da
previsão da falha é baseada na comparação dos valores de tensão obtidas com as
propriedades do material.
Pode-se observar que em todos os casos estudados, a seção do duto sofreu
aproximadamente 90% de deformação plástica.
Vale a pena ressaltar o fato de que mesmo o tubo sendo aprovado no processo de
bobinamento, deve ser feita uma verificação das deformações residuais presentes após a
operação de bobinamento conforme a norma OS F101, pois estes resultados consideram
apenas a situação de bobinamento.
_______________________________________________________________________ CEFET/RJ

65
SUGESTÕES PARA TRABALHOS FUTUROS
• Análise da solda na região;
• Análise de todo o ciclo de instalação a fim de calcular as deformações residuais;
• Considerar as tolerâncias de fabricação;
• Determinação de uma transição com comprimento mínimo para uma determinada gama
de diâmetros e espessuras;
• Analisar as transições em carretéis de outros navios.
_______________________________________________________________________ CEFET/RJ

66
REFERÊNCIAS BIBLIOGRAFICAS
[1] Capítulo 6. PALMER, A. C. e Roger A. K, “Subsea Pipeline Engineering”, Editora Penn Well,
2004
[2] GUO, B., Song, S., Chacko J., Ghalambor A. “Offshore Pipelines”, 2005.
[3] Página 111. Item D507. Seção 5. Offshore Standard OS-F101 – Submarine Pipeline
Systems´ DNV 2000.
[4] Página 38. Item D507. Seção 5. Offshore Standard OS-F101 – Submarine Pipeline
Systems´ DNV 2000.
[5] MARTINEZ, M. e Brown, G. “Evolution of Pipe Properties During Reel-Lay Process:
Experimental Characterisation and Finite Element Modelling”, OMAE 2005-67074, 24ª
Conferência Internacional em Mecância Offshore e artigos de Engenharia. Halkidiki, Grécia,
Junho de 2005.
[6] Página 91. Item 6,7. Capítulo 6.. CALLISTER, W. D. Jr. “Ciência e Engenharia de Materiais:
Uma introdução”. 5ª Edição, Editora LTC.
[7] Página 8. BARROS, C.E.M. e Alvarenga, D.L.; “Simulação do Comportamento de Defeitos
Superpostos em um Duto”, Projeto Final do curso de Eng. Mecânica do CEFET/RJ, Março de
2002.
[8] I-RL-3903.04-6500-940-SZS-210, Preliminary PDEG Pipelaying Analysis. Techinical Report,
Subsea 7 do Brasil.
[9] http://www.mundodoquimico.hpg.ig.com.br/petroleo.htm
[10] Página 8. CUSTÓDIO, A. B. Modelagem numérica do comportamento axissimétrico de
umbilicais marinhos, UFRJ, Junho 2003.
[11] Página 5, item 251, Seção 2, API 1111, Recommended Practice for Design, Construction,
Operation and Maintenance of Offshore.
[12] Massa, André Luis Lupinassa. Contribuição ao estudo de flambagem em dutos rígidos
submarinos conduzindo fluidos aquecidos, UFRJ, Rio de Janeiro, Março 2003.
_______________________________________________________________________ CEFET/RJ

67
[13] Offshore Standard OS-F101 – Submarine Pipeline Systems´ DNV 2000, seção 5 – D507,
página 110.
[14] Página 370. Capítulo 4. BEER, F.P. e Johsnton, E. R. Jr. “Resistência dos Materiais”. 3ª
edição, Makron Books. São Paulo, 1995.
[15] Página 19. Item 2.1 Capítulo 2. “Análise de tensoões residuais em risers rígidos
bobinados”. GALVES R.S e Rodrigues F. S. Projeto final do curso de Eng. Mecância do
CEFET/RJ, Dezembro de 2004.
[16] Página 91, Capítulo 7. CALLISTER, W. D. Jr.. “Ciência e Engenharia de Materiais: Uma
introdução”. 5ª Edição, Editora LTC. Utah, Janeiro de 1999.
[17] http://www.tenaris.com/Archivos/Documents/2007/1304.pdf
[18] Página 91, Capítulo 2. BARROS, C.E.M. e Alvarenga, D.L.; “Simulação do Comportamento
de Defeitos Superpostos em um Duto”, Projeto Final do curso de Eng. Mecânica do CEFET/RJ,
Março de 2002.
_______________________________________________________________________ CEFET/RJ

68
BIBLIOGRAFIA
• PALMER, A. C. e King, R. A., “Subsea Pipeline Engineering”, Editora Penn Well, Tulsa
2004.
• CALLISTER, W. D. Jr.. “Ciência e Engenharia de Materiais: Uma introdução”. 5ª Edição,
Editora LTC. Utah, Janeiro de 1999.
• BEER, F.P. e Johsnton, E. R. Jr. “Resistência dos Materiais”. 3ª edição, Makron Books.
São Paulo, 1995.
• FUCHS, H. O. e Stephens, R. I. “Metal Fatique in Engineering”, John Willey & Sons.
• Offshore Standard OS-F101. “Submarine Pipeline Systems”, DNV 2000.
• Code of Practice for Pipelines. “Part 3. Pipelines subsea: design, construction and
installation”. Julho de 1993.
• CHAUDHURY, G. e Offshore Inc. S. “Reeling of Pipelines with Thick Insulation, a simple
New Calcualation Procedure”, OTC 16111. Houston, Maio de 2004.
• CROME, Tim e Coflexip Stena Offshore Norge AS. “Reeling of Pipelines with Thick
Insulation Coating, Finite Element Analysis of Local Buckling”, OTC 10715. Houston,
Maio de 1999.
• MARTINEZ, M. e Brown, G. “Evolution of Pipe Properties During Reel-Lay Process:
Experimental Characterisation and Finite Element Modelling”, OMAE 2005-67074, 24ª
Conferência Internacional em Mecância Offshore e artigos de Engenharia. Halkidiki,
Grécia, Junho de 2005.
• HOWARD, B. e Brown G. “Novel Measumerement Techniques for Assesment of
Geometrical Variations in the Reeling Process”, Technip Offshore UK Ltd.
• GUO, B., Song, S., Chacko J., Ghalambor A. “Offshore Pipelines”, 2005.
_______________________________________________________________________ CEFET/RJ

69
• GALVES, R. S. e Rodrigues, F. S. R. “Análise de tensões em risers rígidos bobinados”,
Projeto Final do curso de Eng. Mecânica do CEFET/RJ, Dezembro de 2004.
• BARROS, C.E.M. e Alvarenga, D.L.; “Simulação do Comportamento de Defeitos
Superpostos em um Duto”, Projeto Final do curso de Eng. Mecânica do CEFET/RJ,
Março de 2002.
• CUSTÓDIO, Anderson Barata. Modelagem numérica do comportamento axissimétrico
de umbilicais marinhos, UFRJ, Junho 2003.
Endereços Eletrônicos:
• www.subsea7.com
• http://www.mundodoquimico.hpg.ig.com.br/petroleo.htm
• http://www.naval-technology.com/contractors/propulsion/wartsila/
• http://www.worldenergy.org/wecgeis/publications/default/tech_papers/17th_congress/2_
2_12.asp
• http://www.tenaris.com/Archivos/Documents/2007/1304.pdf
Manual:
• ABAQUS V.6.6.1 User´s Guide.
_______________________________________________________________________ CEFET/RJ