Embed Size (px)
Citation preview
UFOP - CETEC - UEMG
REDEMATREDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
UFOP – CETEC – UEMG
Dissertação de Mestrado
Avaliação comportamental de Aços API
5L X52 e API 5L X70, soldados pelo
processo de eletrodo revestido, utilizados
em tubulações
Autor: Sidney da Silva Guimarães
Orientador: Prof. Luiz Cláudio Cândido

II
Ouro Preto, Outubro de 2013
UFOP - CETEC - UEMG
REDEMATREDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
UFOP – CETEC – UEMG
Sidney da Silva Guimarães
Avaliação comportamental de Aços API 5L-X52 e API 5L-X70 soldados
pelo processo com eletrodo revestido, utilizados em tubulações
Dissertação de Mestrado apresentada ao Programa
de Pós-Graduação em Engenharia de Materiais da
REDEMAT, como parte integrante dos requisitos
para a obtenção do título de Mestre em Engenharia
de Materiais.
Área de concentração: Análise e Seleção de Materiais
Orientador: Prof. Luiz Cláudio Cândido
Ouro Preto, Outubro de 2013

III
SUMÁRIO
1. INTRODUÇÃO ..................................................................................................................... 1
2. OBJETIVOS .......................................................................................................................... 3
3. REVISÃO BIBLIOGRÁFICA .............................................................................................. 4
3.1 Aços de Alta Resistência e Baixa Liga ........................................................................... 4
3.2 Soldagem a Arco Elétrico com Eletrodo Revestido ....................................................... 9
3.3 Ciclo Térmico ............................................................................................................... 10
3.4 Regiões de Solda .......................................................................................................... 11
3.4.1 Zona fundida .............................................................................................................. 11
3.4.2 Zona termicamente afetada ........................................................................................ 12
3.5 Soldabilidade ................................................................................................................ 14
3.6 Descontinuidades na Zona Fundida .............................................................................. 14
3.6.1 Trincas de solidificação.............................................................................................. 14
3.6.2 Trincamento a frio induzido pelo hidrogênio............................................................. 15
3.6.3 Falta de penetração ..................................................................................................... 16
3.6.4 Mordedura .................................................................................................................. 16
3.6.5 Inclusões de escória.................................................................................................... 17
3.6.6 Porosidade .................................................................................................................. 17
3.6.7 Falta de fusão ............................................................................................................. 18
3.7 Análise de Fraturas ....................................................................................................... 18
3.8 Ensaios Não Destrutivos ............................................................................................... 20
3.8.1 Líquido penetrante ..................................................................................................... 20
3.8.2 Inspeção por ultrassom ............................................................................................... 21
3.8.3 Radiografia ................................................................................................................. 23
4. MATERIAIS E MÉTODOS ................................................................................................ 25
4.1 Materiais ....................................................................................................................... 25
4.2 Métodos ........................................................................................................................ 26
4.2.1 Soldagem .................................................................................................................... 26
4.2.2 Metalografia ............................................................................................................... 28
4.2.3 Ensaios mecânicos ..................................................................................................... 29
4.3 Ensaios Não Destrutivos ............................................................................................... 33
5. RESULTADOS E DISCUSSÃO......................................................................................... 34
5.1 Caracterização Química e Estrutural ............................................................................ 34

IV
5.2 Propriedades Mecânicas ............................................................................................... 38
5.2.1 Ensaio de tração ......................................................................................................... 38
5.2.2 Ensaio de impacto ...................................................................................................... 41
5.2.3 Microdureza Vickers .................................................................................................. 42
5.2.4 Dobramento guiado .................................................................................................... 44
5.2.5 Caracterização microestrutural por microanálise ....................................................... 45
5.2.6 Ensaios Não Destrutivos ............................................................................................ 55
6. CONCLUSÕES ................................................................................................................... 58
7. SUGESTÕES PARA TRABALHOS FUTUROS ............................................................... 60
8. REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................ 61
9. PUBLICAÇÃO DO AUTOR .............................................................................................. 66

V
LISTA DE FIGURAS
Figura 1.1 - Vista da extensão do Mineroduto II da Samarco Mineração S.A.
(SAMARCO, 2009). .................................................................................................................. 2
Figura 3.1 – Desenvolvimento de aços para tubos com a Norma API
(Adaptação de BOTT, 2005). ..................................................................................................... 5
Figura 3.2 – Limite mínimo de escoamento em função das classes de aços API
(USIMINAS, 2007). ................................................................................................................... 5
Figura 3. 3 – Constituintes microestruturais predominantes em aços API (ARAUJO &
SAMPAIO, 2008). ...................................................................................................................... 7
Figura 3.4 – Efeito da laminação e do resfriamento sobre sítios de nucleação na transformação
da austenita (ARAUJO & SAMPAIO, 2008). ........................................................................... 7
Figura 3.5 – Microestrutura de normalização, laminação controlada convencional e
resfriamento rápido (HILLENBRAND et al., 2001). ................................................................. 7
Figura 3.6 – Evolução na produção de aços API (TAISS, 2007). .............................................. 9
Figura 3.7 – Representação esquemática do processo de soldagem a arco elétrico com
eletrodo revestido (SMAW) (OWENS & CHEAL,1989). ....................................................... 10
Figura 3.8 – Representação esquemática de um ciclo térmico num cordão de solda:
Tp – temperatura de pico; Tf – temperatura de fusão; Tc – temperatura crítica; ....................... 11
A – zona fundida; B – zona termicamente afetada; C – metal de base (FORTES, 2004)....... 11
Figura 3.9 – Crescimento competitivo de grãos na zona fundida de um cordão de solda
(Adaptação de KOU, 2003). ..................................................................................................... 12
Figura 3.10 - Ciclo térmico e transformação de fases esquemática para uma junta soldada
(Adaptação de FOSCA, 2003). ................................................................................................ 13
Figura 3.11 – Evolução da soldabilidade dos aços API (Adaptação de GRAY et al., 1987)... 14
Figura 3.12 – Localização típica de trincas de solidificação em cordões de solda (Adaptação
de KERKAR, 2008). ................................................................................................................ 15
Figura 3.13 – Trincamento a frio induzido pelo hidrogênio (VILARINHO, 2007). ............... 16
Figura 3.14 – Falta de penetração em uma solda de topo em V ( MODENESI, 2001). .......... 16
Figura 3.15 – Mordedura em uma solda de topo em V (MODENESI, 2001).......................... 17
Figura 3.16 – Inclusão de escória em uma solda de topo em V (MODENESI, 2001). ............ 17
Figura 3.17 – Porosidade em uma junta soldada em ângulo (VILARINHO, 2007). ............... 17
Figura 3.18 – Falta de fusão em uma junta soldada em ângulo (MODENESI, 2001). ............ 18

VI
Figura 3.19 – Microfratografia de um material com comportamento dúctil; 1000X, MEV
(CÂNDIDO, 2013 ). ................................................................................................................. 19
Figura 3.20 – Microfratografia de um material com comportamento frágil; facetas de
clivagem e “marcas de rios”; 500X, MEV (CÂNDIDO, 2013). .............................................. 19
Figura 3.21 – Microfratografia de uma fratura intergranular; MEV ........................................ 20
(GODEFROID et al., 2012). .................................................................................................... 20
Figura 3.22 – Representação esquemática da técnica de ensaios por líquidos penetrantes; (a)
peça com trinca superficial, (b) aplicação do líquido penetrante, (c) penetração, (d) remoção
do excesso de líquido, (e) aplicação do revelador e (f) formação da indicação de trinca
(MODENESI, 2001). ................................................................................................................ 20
Figura 3.23 – Representação esquemática de uma inspeção ultrassônica (MODENESI, 2001).
Figura 3.24 – Forma mais comum da inspeção ultrassônica pela técnica "pulso-eco"
(MODENESI, 2001). ................................................................................................................ 22
Figura 3.25 – Representação esquemática de uma inspeção ultrassônica de uma junta soldada
com cabeçote angular (MODENESI, 2001). ............................................................................ 22
Figura 3.26 – Representação esquemática de uma inspeção radiográfica (MODENESI, 2001).
.................................................................................................................................................. 23
Figura 3.27 – Representação esquemática de formação de indicações na inspeção radiográfica
(MODENESI, 2001). ................................................................................................................ 24
Figura 3.28 – Exemplos de radiografias de soldas com descontinuidades: (a) falta de
penetração, (b) inclusão de escória e (c) porosidade agrupada (MODENESI, 2001). ............. 24
Figura 4.1 – Figuras representando chanfro em V (a), e nos tubos (b). ................................... 26
Na Figura 4.2 se encontra uma representação da sequência de passes controlada na soldagem
de junta de topo com o chanfro em V. São representados 16 passes, no total. ........................ 26
Figura 4.2 – Representação esquemática da sequência de passes controlada na soldagem da
junta de topo com chanfro em V (ESAB, 2003). ..................................................................... 26
Figura 4.3 – Fotografias de amostras de tubos soldados: (a) e (b) aço API 5L X52; (c) e (d)
aço API 5L X70. ....................................................................................................................... 27
Figura 4.4 Microscópio eletrônico de varredura (MEV), marca FEIINSPECT S50 do
Laboratório de Ensaios Mecânicos da Cia. VSB. .................................................................... 28
Figura 4.5 Microscópio eletrônico de varredura (MEV); REDEMAT/DEMET/UFOP. ......... 29
Figura 4.6 - Máquina para ensaios de tração (a); detalhe do CP com extensômetro (seta);
Cia. VSB (b). ............................................................................................................................ 29

VII
Figura 4.7 – Representação esquemática de CPs para ensaios de tração (ASTM A370, 2009).
.................................................................................................................................................. 30
Figura 4.8 - Máquina de ensaios de impacto Instron da Cia. VSB (a); detalhe do controlador
de temperatura e CPs imersos em água (b). ............................................................................. 30
Figura 4.9 - Representação das regiões de retirada dos CPs para os ensaios de impacto
Charpy. ..................................................................................................................................... 31
Figura 4.10 – Representação esquemática de perfis de dureza; eixo inferior (passe de raiz);
eixo superior (passes de acabamento). ..................................................................................... 31
Figura 4.11 – Representação esquemática de corpo de prova do ensaio de dobramento guiado
do Aço API 5L X52 (Adaptação da Norma API 1104, 1999). ................................................ 32
Figura 4.12 – Representação esquemática de corpo de prova do ensaio de dobramento guiado
do Aço API 5L X70 (Adaptação da Norma API 1104, 1999). ................................................ 32
Figura 4.13 – Dispositivo utilizado para realização de ensaios de dobramento (seta). ............ 33
Figura 5.1 – Microestruturas dos metais de base de aços API 5L na seção longitudinal; (a)
“X52” e (b) “X70”, 200X; Nital 2%; MO. ............................................................................... 34
Figura 5.2 – Microestruturas dos metais de base de aços API 5L na seção longitudinal; ....... 35
(a) “X52” e (b) “X70”, 200X; Nital 2%; 200X; MEV; ............................................................ 35
Figura 5.3 – Microestruturas dos aços API 5L na região da solda, na seção longitudinal: (a)
“X52” e (b) “X70”. Nital 2%; 100X; MEV. ............................................................................ 35
Figura 5.4 – Microestruturas dos aços API 5L na seção longitudinal (ZF): (a) “X52” e (b)
“X70”, 3000X; Nital 5% + Picrato 5%; 3000X; MEV. ........................................................... 36
Figura 5.5 – Microestrutura da região de metal base do aço API 5L X52, destacando a
presença de inclusão alongada (seta). Nital 5% + Picrato 5%; 3000X; MEV. ........................ 36
Figura 5.6 – Região do metal de base do aço API 5L X70; (a) 200X; (b) 1000X; Nital 2%... 37
Figura 5.7 – Região de enchimento da solda do aço “X70”; (a) MB-ZTA, 100X; (b) ZTA –
ZF, 100X; (c) 100X e (d) ZF, 1000X. Nital 2%. ...................................................................... 37
Figura 5.8 – Região de enchimento da junta soldada do aço “X52”; (a) MB, 400X ; (b) ZTA,
200X; (c) ZTA com crescimento de grãos e ZF, 400X (d) ZTA, 800X; Nital 2%. ................ 38
Figura 5.9 – Macrofratografias da região de solda: (a) e (b) fratura na ZF, e presença de
descontinuidades (setas) em CPs de aço “X52”; (c) delaminação em um CP de aço “X70”. . 40
Figura 5.10 – Microfratografias da região de solda de um CP de aço “X52”, destacando-se a
presença de dimples na matriz metálica; (a) 31X e (b) 4000X; (c) Figura 5.7(b) em destaque
no círculo indicando uma região de fragilização, 4000X; MEV. ............................................. 40
Figura 5.11 – Energia absorvida ao impacto para os aços “X52” e “X70” soldados; 21°C. ... 41
VIII
Figura 5.12 - Macrofratografias de CPs do ensaio de dobramento guiado: (a) Amostra de aço
API 5L X52 apresentando trinca de 1,5mm na linha de fusão da raiz; (b) Amostra de aço API
5L X70 isenta de descontinuidade............................................................................................ 44
Figura 5.13 - Detalhe de uma inclusão mista alongada de série fina, no aço API 5L X70;
1000X, sem ataque, seção longitudinal da amostra de 15,0mm............................................... 45
Figura 5.14: Análise por line scan para uma inclusão mista alongada encontrada no aço API
5L X70. ..................................................................................................................................... 46
Figura 5.15 – Perfil de composição química da junta soldada de uma amostra de aço API 5L
X70, indicando a presença de inclusões na zona fundida. ....................................................... 46
Figura 5.16 – Idem à Figura 5.15, porém em outra região da amostra. ................................... 47
Figura 5.17 – Caracterização de uma inclusão na junta soldada da amostra de aço API 5L
X70; (a) micrografia, (b) espectro de composição química; MEV/EDS. ................................ 47
Figura 5.18 – Caracterização de uma inclusão na junta soldada de uma amostra de aço API 5L
X52; (a) micrografia, (b) tabela de composição química, (c) espectro; MEV/EDS. ............... 48
Figuras 5.19 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região de metal base; (a) 100X; (b), (c) e (d) 500X; MEV. ................................ 49
Figura 5.20 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região da zona termicamente afetada; (a) 5X; (b) 100X; MEV. ......................... 49
Figura 5.21 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região da zona fundida; (a) 1000X; (b) 25X; MEV; destaca-se na seta uma
inclusão correspondente à Figura 5.18. .................................................................................... 50
Figura 5.22 - Microfratografia de um CP de aço API 5L X52 ensaiado a 20ºC em dobramento,
na região soldada; (a) dimples, 500X; (b) facetas de clivagem, 1000X; MEV. ....................... 50
Figura 5.23 - Microfratografia de um CP de aço API 5L X70 ensaiado a 21ºC sob impacto, na
região do metal de base; (a) delaminação (seta), 25X; (b) dimples, 500X; MEV.................... 51
Figura 5.24 Idem à Figura 5.23, mas na ZTA; 500X, MEV. ................................................... 51
Figuras 5.25 - Idem à Figura 5.23, mas na ZF, (a) 500X e (b) 1000X, MEV. ......................... 51
Figura 5.26 - Microfratografia de um CP de aço API 5L X70 ensaiado a 20ºC em dobramento
na região soldada; (a) 50X; (b) 1000X; MEV. ......................................................................... 52
Figura 5.27 - Microestrutura do aço API 5L X52, no metal base, evidenciando o constituinte
M-A; (a) 5000X; (b) 35000X; MEV. F- Ferrita; M/A/B – Martensita, Austenita e Bainita.
. ................................................................................................................................................. 53
Figura 5.28 - Microestrutura do aço API 5L X52, na região de acabamento, evidenciando o
constituinte M-A; (a) 10000X; (b) 15000X; MEV. ................................................................. 53
IX
Figura 5.29 - Microestrutura do aço API 5L X52, na região da raiz, evidenciando o
constituinte M-A; (a) 5000X; (b) 15000X; MEV. B - Bainita; F - Ferrita; P - Perlita. ........... 53
Figura 5.30 - Microestrutura do aço API 5L X70, na região da raiz, evidenciando o
constituinte M-A; (a) 5000X; (b) 15000X; MEV. ................................................................... 54
Figura 5.31 - Microestrutura do aço API 5L X70, na região de enchimento, evidenciando o
constituinte M-A; (a) 5000X; (b) 25000X; MEV. ................................................................... 54
Figura 5.32 - Microestrutura do aço API 5L X70, na região de acabamento, evidenciando o
constituinte M-A; (a) 10000X; (b) 15000X; MEV. ................................................................. 54
Figura 5.33 – Análises por líquido penetrante de uma chapa soldada de aço "X70"; (a)
limpeza após aplicação do penetrante; (b) aplicação do revelador após 30 minutos. .............. 55
Figura 5.34 – Idem à Figura 5.27, porém para o aço "X52". ................................................... 56
Figura 5.35 – Análises por ensaios não destrutivos; raios X de chapas soldadas de aços: ...... 56
(a) "X52" e (b) "X70". .............................................................................................................. 56
Figura 5.36 – (a) Montagem para ensaio com transdutor duplo cristal; (b) Varredura do metal
base com transdutor de duplo cristal; chapa de 10mm de espessura........................................ 56
Figura 5.37 – (a) Posição de varredura do transdutor (60°) em junta soldada do aço “X70”
(círculo); (b) Sinal de descontinuidade indicado no aparelho de ultrassom na região da raiz
(círculo). ................................................................................................................................... 57
Figura 5.38 – Idem à Figura 5.37, mas com o aço “X52” e transdutor de 70°. ....................... 57

X
LISTA DE TABELAS
Tabela 3.1 – Características dos tubos da API 5L a partir do Grau X52 (API, 1999). .............. 6
Tabela 4.1 – Composição química nominal dos aços API 5L: X52 e X70 (% em massa). ..... 25
Tabela 4.2 – Composição química nominal dos eletrodos (% em massa) (FORTES, 2003). .. 25
Tabela 4.3 – Propriedades Mecânicas dos aços API 5L: X52 e X70. ...................................... 25
Tabela 4.4 – Especificação do procedimento de soldagem empregado. .................................. 27
Tabela 5.1 - Composição química da amostra de aço API 5L X52 (% em massa). ................. 34
Tabela 5.2 - Composição química do aço API 5L X70 (% em massa). ................................... 34
Tabela 5.3 - Propriedades mecânicas de aços API 5L X52 e X70 soldados. ........................... 39
Tabela 5.4 – Valores médios de tenacidade ao impacto de CPs de aço API 5L X52 e X70
soldados a 21°C. ....................................................................................................................... 41
Tabela 5.5 – Resultados de ensaios de microdureza da amostra de aço API 5L X52. ............. 42
Tabela 5.6 – Resultados de ensaios de microdureza da amostra de aço API 5L X70. ............. 43
XI
LISTA DE ABREVIATURAS/SIMBOLOGIAS
AM: Austenita Residual e Martensita
API: American Petroleum Institute
ARBR: Aços de Alta Resistência e Baixa Liga
ASME: American Society for Mechanical Engineers
ASTM: American Society for Testing and Materials
AWS: American Welding Society
CC-: Corrente contínua com polaridade direta
CC+: Corrente continua com polaridade inversa
CCC: Cúbica de corpo centrado
CE: Carbono equivalente
CPs: Corpos de prova
EA: Energia absorvida sob impacto
HV: Dureza Vickers
IIW: International Institute of Welding
LCC: Laminação controlada convencional
LE: Limite de escoamento
LF: Linha de fusão
LR: Limite de resistência
MB: Metal de Base
MEV: Microscopia eletrônica de varredura
PF(G): Ferrita poligonal de contorno de grão

XII
PF(I): Ferrita poligonal intragranular
RA: Resfriamento acelerado
RGF: Região de grãos finos
RGG: Região de grãos grosseiros
RI: Região intercrítica
RS: Região subcrítica
SMAW: Shielded Metal Arc Welding
UFOP: Universidade Federal de Ouro Preto
VSB – Vallourec e Sumitomo Tubos do Brasil
ZF: Zona fundida
ZTA: Zona termicamente afetada

XIII
RESUMO
Os aços utilizados na fabricação de tubos vêm sendo continuamente desenvolvidos com o
objetivo de se elevar a resistência mecânica dos mesmos, mantendo-se adequada tenacidade e
boa soldabilidade. Com isso, é possível empregar aços com menores espessuras, o que reduz
o peso por comprimento de tubo, além de permitir o aumento da pressão de trabalho
admissível para tubos de mesma espessura. Este trabalho avaliou as características
comportamentais de tubos de aços API 5L, graus X52 e X70, soldados pelo processo ao arco
elétrico com eletrodo revestido. Após corte das tubulações, na seção transversal, foram
soldadas amostras com chanfro em V, empregando-se eletrodo AWS E6010 para passe de raiz
e eletrodo AWS E7018 para passes de enchimento e acabamento. As juntas soldadas foram
caracterizadas química, mecânica e metalograficamente. Os ensaios de tração e de
dobramento indicaram baixo desempenho das soldas em função da má qualidade dos
eletrodos, provavelmente pelo inadequado sistema de armazenamento. Foram realizados
ensaios dureza/microdureza na região soldada além de ensaios não destrutivos. Os corpos de
prova ensaiados foram analisados macro e, empregando-se microscopia eletrônica de
varredura, microfratograficamente.
Palavras chave: aços API 5L-X52 e X70; soldagem; comportamento mecânico.

XIV
ABSTRACT
Steels used in the manufacture of pipes are being continually developed with the
objective of raising the strength of the same, keeping adequate toughness and good
weldability. This makes it possible to employ steel with smaller thickness, which reduces the
weight per length of pipe and also allows increased allowable working pressure for tubes of
equal thickness. This study evaluated the behavioral characteristics of steel pipes API 5L X52
and X70 grades, welded by the electric arc process with coated electrodes. After cutting of
pipes in cross section, were welded with V-groove samples using AWS E6010 electrode for
root pass and electrode AWS E7018 for filling and finishing passes. The welded joints were
characterized chemical, mechanical and metallographically. The tensile and bending tests
indicated poor performance of welds due to the poor quality of the electrodes, probably due to
inappropriate storage system. Assays were performed hardness / microhardness in the weld
region. The specimens were tested and analyzed macro, using scanning electron microscopy,
microfractografically.
Keywords: API 5L-X52 steel and API 5L-X70, welding, mechanical behavior

XV
DEDICATÓRIA
Ao meu Pai;
à minha Mãe
com saudades, esposa ,
filho, amigos e colegas.

XVI
AGRADECIMENTOS
À Deus, pela graça da vida e pelo plano que foi elaborado para cada um de nós.
Meus agradecimentos iniciais são dirigidos à minha Mãe (in memoriam) e ao meu
Pai. Às minhas irmãs, colegas e amigos. À minha esposa Cirlange.
Ao meu filho Vinícius, pela compreensão, paciência e renuncias feitas nas muitas
vezes que me ausentei do convívio familiar para desenvolver este trabalho.
Ao meu orientador, Prof. Dr. Luiz Cláudio Cândido, pela paciência, tolerância,
incentivo e pelo exemplo de seriedade e profissionalismo que são motivo de minha admiração
e eterna gratidão.
Dedico com respeito e admiração esse trabalho a amiga Mônica Suede pelo incentivo
e companheirismo.
Externo minha gratidão aos professores da REDEMAT, assim como aos funcionários
da UFOP, em especial aos técnicos em Metalurgia, Anísio, Celso, Graciliano, Paulo e Sidney
pela colaboração na realização dos ensaios experimentais.
À Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) pela
concessão da bolsa de estudos.
À Empresa VDL-Siderurgia, pelas análises químicas.
À Cia. Vallourec & Sumitomo Tubos do Brasil (VSB), em especial o Dr. Vicente Braz
da Trindade Filho e aos funcionários do Laboratório de Ensaios Mecânicos e Microscopia, pela
parceria na realização deste trabalho.
À Empresa Samarco Mineração S.A., que possibilitou a realização deste trabalho
pela doação do material.
Ao CDTN/CNEN, pela realização dos ensaios não – destrutivos.

1
1. INTRODUÇÃO
Aços de alta resistência mecânica e baixa liga, como os da série API empregados na
fabricação de minerodutos, vêm sendo continuamente desenvolvidos, visando aumento da
resistência mecânica e manutenção da tenacidade e soldabilidade. Com isso, atende-se a
requisitos de projeto daquelas estruturas, tais como o da redução do peso por comprimento de
tubo. Em adição, para tubos de uma mesma espessura, essa redução de peso permite o
aumento da pressão de trabalho admissível. No Brasil, o desenvolvimento de aços API para
tubos tem utilizado conceitos baseados na seleção adequada da composição química e dos
parâmetros de laminação controlada (TOFFOLO, 2008).
Durante sua operação, os minerodutos transportam polpa de minérios de ferro, cuja
constituição é a base de pellet feed (finos de minérios de ferro, cuja granulometria está abaixo
de 105µm) e água, sendo a proporção aproximada entre eles de: 70% de minérios e 30% de
água - percentagem em massa. Nesse ambiente, os minerodutos estão sujeitos a esforços
repetitivos que geram tensões cíclicas determinantes do colapso pelo fenômeno de fadiga.
Levando-se em consideração que nas juntas soldadas desses minerodutos são originadas as
trincas por fadiga, devido às descontinuidades (“defeitos”) introduzidos nas operações de
soldagem, torna-se muito importante avaliação do comportamento dos aços API.
Há 40 anos em atividade, o Mineroduto I da Cia. Samarco que é, até então, o maior
do mundo em transporte de minérios de ferro, foi projetado para transportar 12 milhões de
toneladas ano. Atualmente, o Mineroduto I transporta 15 milhões de toneladas ano, sendo a
extensão transportada de 396km. Liga a Unidade de Germano, em Ouro Preto/MG, à Unidade
da Ponta de Ubu, em Anchieta/ES, atravessando centenas de propriedades em vinte e quatro
municípios.
Em 2009 entrou em operação o Mineroduto II construído para atender ao Projeto da
Terceira Pelotização que inclui uma nova Usina de Concentração em Germano-MG e uma
terceira Usina de Pelotização em Ubu/ES. Atualmente, já existe o terceiro mineroduto, mas
ainda não em operação, para transportar os minérios da nova unidade de concentração
(terceira), na Mina de Germano, e a quarta pelotização em Ubu.
Para vencer grandes distâncias e grandes elevações, são empregadas bombas de
deslocamento positivo. Estas bombas tiveram origem nas bombas projetadas para a utilização

2
em poços de petróleo da Cia. Petrobrás. O ponto de maior elevação está localizado na Serra
do Caparaó, com 1.180m (QUITES, 2006).
A polpa é transportada à baixa velocidade, para evitar o desgaste, tanto dos dutos
como das partículas transportadas. A velocidade de transporte pode variar de 1,5m/s até
1,8m/s, com vazões aproximadas variando de 1.000m³/h até 1.200m³/h, e a velocidade média
é de aproximadamente 6,5km/h. O tempo de transporte entre as duas Unidades, Germano e
Ponta de Ubu, é de 61h, com velocidade média de 1,7m/s, levando aproximadamente três dias
para chegar ao seu destino final.
A tubulação do Mineroduto I é construída com chapas de aço API-5L-X60, soldadas,
após operação de calandragem, pelo processo arco submerso. Dos 396km de extensão, 346km
são de diâmetro 20" (508mm) e 50km são de diâmetro 18" (457mm). A espessura varia de
8mm até 19mm. O duto não é revestido internamente. No Mineroduto II é empregado o aço
API-5L-X70 com diâmetro de 508mm (O diâmetro do tubo do II é inferior ao tubo do I) e
espessura de 20mm. A Figura 1.1 ilustra o Mineroduto II, incluindo as estações de
bombeamento.
Figura 1.1 - Vista da extensão do Mineroduto II da Samarco Mineração S.A.
(SAMARCO, 2009).

3
2. OBJETIVOS
Estudar a soldabilidade de tubulações de aços API 5L X52 e API 5L X70, usando a
soldagem arco elétrico com eletrodos revestidos.
Avaliação comportamental de juntas soldadas, de acordo com a Norma API 1104
(1999), empregando-se ensaios mecânicos (tração, dureza, impacto e dobramento);
Análises macro e microfratográficas de corpos de prova ensaiados.

4
3. REVISÃO BIBLIOGRÁFICA
Será apresentada a seguir uma sucinta revisão bibliográfica sobre o assunto.
3.1 Aços de Alta Resistência e Baixa Liga
Caracteristicamente, aços de alta resistência e baixa liga (ARBL) exibem em sua
composição pequenas quantidades de elementos de liga como Mo, Cr, Ni, V, Ti, Nb, B e Zr
para conferir aumento na resistência à tração e na ductilidade (FOSCA, 2003). Segundo
COHEN et al. (1979), há a necessidade de acionamento de um mecanismo secundário de
endurecimento, que não apenas o de redução do teor de carbono do aço, para aumentar a
resistência mecânica e a ductilidade. Para aços ARBL, trata-se do refino de grão obtido pela
adição de elementos microligantes. Apesar da adição de elementos de liga favorecer o
endurecimento por solução sólida e também precipitação de carbonitretos, o refino de grão é o
método mais eficiente no processamento de aços baixa liga.
Para aços ARBL, o processamento via laminação controlada proporciona a obtenção
de uma microestrutura com tamanho de grão reduzido que, dentre outras características,
promoverá melhor soldabilidade. Até a década de 70, aços ARBL eram produzidos pelo
processo de laminação a quente, seguida de normalização, visando uma estrutura composta de
finas lamelas de ferrita, perlita e grãos maiores de ferrita.
A produção de aços de grau elevado de resistência mecânica, como o API 5L X70,
foi possível a partir de modificações na conformação termomecânica, sendo um dos pontos
determinantes a obtenção de uma microestrutura com maior uniformidade e com grãos mais
refinados de ferrita.
Da década de 80, do século passado, para os dias atuais, houve aperfeiçoamento da
rota de fabricação com a introdução do resfriamento acelerado. Foi então possível produzir o
aço API 5L X80 com teores de carbono ainda mais reduzidos e com microestrutura mais
refinada do tipo ferrítica-bainítica. Para atingir níveis de resistência ainda maiores, como
827MPa (X120), é necessário produzir um aço utilizando uma composição química
diferenciada e processamento termomecânico de laminação controlada, em que o refinamento
de grão é estabelecido, sendo os produtos de transformação a bainita inferior e a martensita
(FOSCA, 2003).

5
As Figuras 3.1 e 3.2 apresentam algumas características da evolução de aços do tipo
API.
Figura 3.1 – Desenvolvimento de aços para tubos com a Norma API
(Adaptação de BOTT, 2005).
Figura 3.2 – Limite mínimo de escoamento em função das classes de aços API
(USIMINAS, 2007).
6
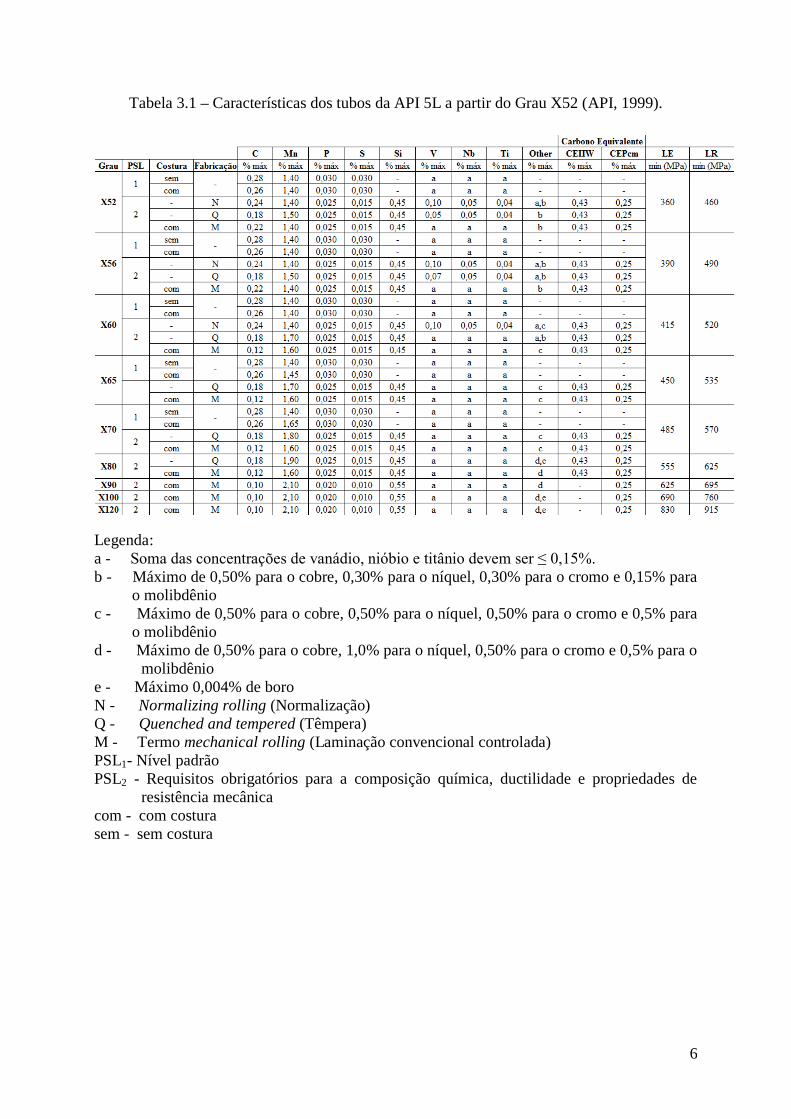
Tabela 3.1 – Características dos tubos da API 5L a partir do Grau X52 (API, 1999).
Legenda:
a - Soma das concentrações de vanádio, nióbio e titânio devem ser ≤ 0,15%.
b - Máximo de 0,50% para o cobre, 0,30% para o níquel, 0,30% para o cromo e 0,15% para
o molibdênio
c - Máximo de 0,50% para o cobre, 0,50% para o níquel, 0,50% para o cromo e 0,5% para
o molibdênio
d - Máximo de 0,50% para o cobre, 1,0% para o níquel, 0,50% para o cromo e 0,5% para o
molibdênio
e - Máximo 0,004% de boro
N - Normalizing rolling (Normalização)
Q - Quenched and tempered (Têmpera)
M - Termo mechanical rolling (Laminação convencional controlada)
PSL1- Nível padrão
PSL2 - Requisitos obrigatórios para a composição química, ductilidade e propriedades de
resistência mecânica
com - com costura
sem - sem costura

7
Figura 3. 3 – Constituintes microestruturais predominantes em aços API (ARAUJO &
SAMPAIO, 2008).
Figura 3.4 – Efeito da laminação e do resfriamento sobre sítios de nucleação na transformação
da austenita (ARAUJO & SAMPAIO, 2008).
Figura 3.5 – Microestrutura de normalização, laminação controlada convencional e
resfriamento rápido (HILLENBRAND et al., 2001).
8
De acordo com a Tabela 3.1, nota-se que a composição química influencia no
aumento de limite de escoamento e resistência mecânica do material. A redução do teor de
carbono aumenta a ductilidade e a soldabilidade.
Os elementos microligantes ajudam diretamente nas propriedades do aço (Tabela 3.1
e Figura 3.3. O vanádio que aumenta a resistência do aço, porque fortalece a ferrita e refina os
grãos. Uma pequena adição de nióbio aumenta o limite de escoamento. O titânio é usado
como estabilizador. O molibdênio aumenta a resistência mecânica, quando adicionado tem a
intenção de reduzir a “fragilidade de revenido”. O níquel melhora a resistência à corrosão e
melhora as propriedades do aço, pois ajuda no refino dos grãos. O Cobre também melhora a
resistência à corrosão, além de melhorar o limite de escoamento e resistência à tração.
Pequenas adições de cromo aumentam a resistência, limite elástico, tenacidade e resistência a
choques. O boro ajuda a diminuir o teor de carbono CHIAVERINI (1996).
A evolução dos processos de fabricação influenciou diretamente a melhora da
tenacidade, limite de escoamento e resistência, ver Tabela 1, Figura 3.3 e 3.4. Foi necessário
além da técnica de laminação controlada convencional (LCC) adicionar o resfriamento rápido
(RA), isso levou a redução do tamanho dos grãos e consequentemente a melhora das
propriedades mecânicas do aço. A técnica LCC mais RA é conhecida como TMCP Thermo-
Mechanical Controlled Processing (TMCP). O TMCP deve cumprir os seguintes objetivos:
LCC deve maximizar a formação de sítios para a transformação da austenita e RA deve
maximixar a taxa de nucleação durante a transformação (ARAUJO & SAMPAIO, 2008).
A Figura 3.5 mostra o efeito do processo de fabricação na diminuição dos grãos,
logo, melhora nas propriedades mecânicas.
A Figura 3.6 mostra a evolução na produção de aços API no Brasil e no mundo e,
através dela pode-se tirar a conclusão que, em curto prazo serão utilizados aços com maior
resistência, ou seja, será necessário trabalhar com dutos API 5L graus X100 e X120.

9
Figura 3.6 – Evolução na produção de aços API (TAISS, 2007).
3.2 Soldagem a Arco Elétrico com Eletrodo Revestido
A soldagem a arco elétrico com eletrodo revestido usa como principal fonte de calor
um arco elétrico mantido pela ionização térmica do gás aquecido, sendo localizado entre a
extremidade do eletrodo metálico revestido e a peça de trabalho. Esse calor funde não apenas
o metal do eletrodo e o seu revestimento (fluxo), mas também o metal de base. Da fusão de
alguns constituintes do revestimento do eletrodo, forma-se uma camada de escória que evita
reações entre a atmosfera e a zona fundida durante a solidificação (FORTES, 2004; BRANDI
et al., 1992).
Segundo BRANDI et al. (1992), uma característica importante da soldagem com
eletrodos revestidos é que a tensão de arco não é controlável, independente dos outros
parâmetros, por três razões básicas: (i) o controle da distância entre o eletrodo e a peça é
realizado manualmente e não pode ser executado com grande precisão; (ii) a transferência do
metal de adição no arco está associada a variações consideráveis no comprimento efetivo do
arco e consequentemente da tensão; (iii) maiores tensões são requeridas para a operação
normal, à medida que a corrente de soldagem é aumentada.
Em termos operacionais, a soldagem com eletrodo revestido pode ser conduzida com
corrente contínua ou alternada, de acordo com o tipo de fluxo do eletrodo. Ambas as
condições têm vantagens e desvantagens próprias: (i) o uso da corrente contínua é associado à
10
melhor estabilidade do arco elétrico e com a qualidade da deposição; (ii) o uso de corrente
alternada dificulta a ignição e reduz a estabilidade do arco, mas minimiza a queda de tensão.
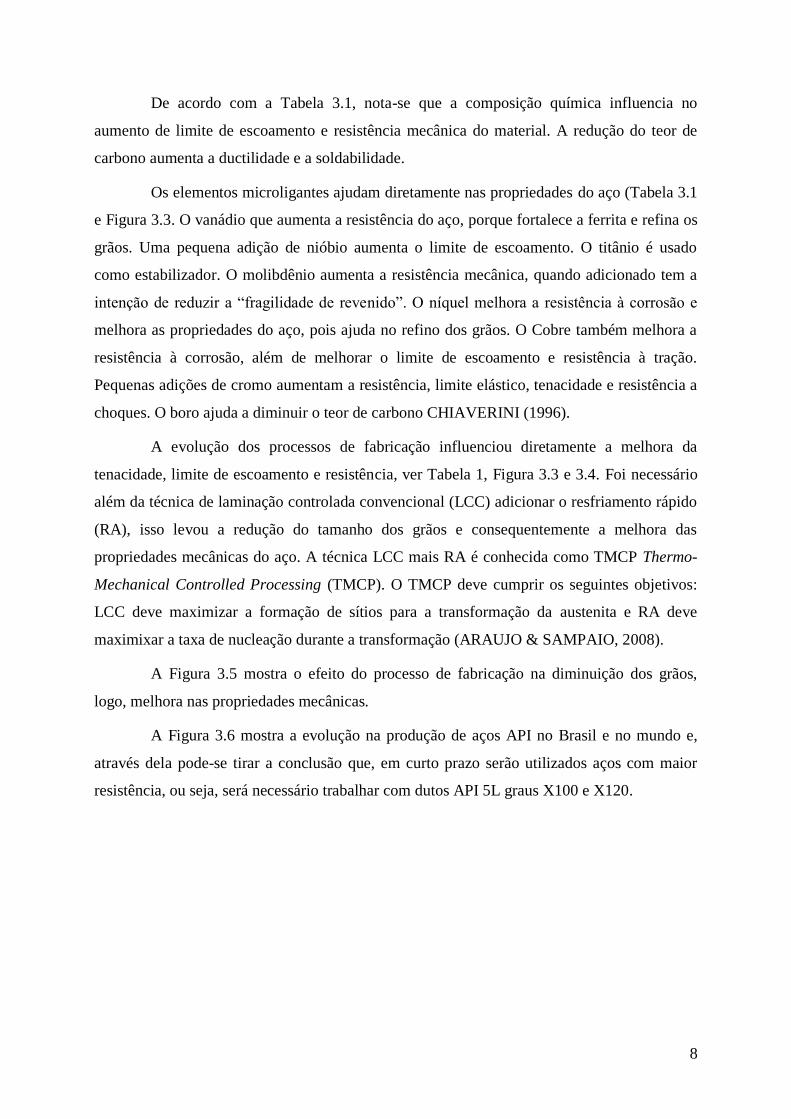
A eficiência térmica do processo de soldagem depende da natureza do material de
base, do tipo da fonte de calor e dos parâmetros de soldagem. Para a soldagem com eletrodo
revestido, a eficiência está entre 70% e 80% (DEBROY et. al, 1985). A Figura 3.3 apresenta
esquematicamente o processo de soldagem ao arco elétrico com eletrodo revestido.
Figura 3.7 – Representação esquemática do processo de soldagem a arco elétrico com
eletrodo revestido (SMAW) (OWENS & CHEAL, 1989).
3.3 Ciclo Térmico
Conforme FORTES (2004), ao se considerar o ciclo térmico de cada ponto próximo
à junta, assume-se que a temperatura do pico (Tp) de cada ponto varie com a sua distância ao
centro do cordão de solda. Graficamente, as temperaturas de pico dispõem-se como na curva
esquemática exibida na Figura 3.8. Essa curva é conhecida como repartição térmica, uma vez
que é possível distinguir três regiões com propriedades mecânicas diferentes, sendo elas: zona
fundida (ZF) - região em que as temperaturas de pico são superiores à temperatura de fusão
(Tf); zona termicamente afetada (ZTA) - região em que as temperaturas de pico são superiores
a uma temperatura crítica (Tc) característica para cada metal; metal de base (MB) - região
mais afastada da solda que não apresenta alterações microestruturais devido ao ciclo térmico,
em que as temperaturas de pico são inferiores à Tc.
Fatores, tais como o tipo do metal de base, a geometria e a espessura da junta, e a
velocidade de resfriamento influenciam na repartição térmica. Em adição, como é importante
garantir a integridade estrutural de toda a junta soldada, deve-se controlar adequadamente a
natureza do ciclo térmico predominante. Isso é feito mesmo considerando-se ações de outras

11
variáveis (composição química, taxa de resfriamento, etc.) no estabelecimento de
heterogeneidade metalúrgica e de propriedades mecânicas ao longo das regiões de solda
(LANCASTER, 1999).
Figura 3.8 – Representação esquemática de um ciclo térmico num cordão de solda:
Tp – temperatura de pico; Tf – temperatura de fusão; Tc – temperatura crítica;
A – zona fundida; B – zona termicamente afetada; C – metal de base (FORTES, 2004).
3.4 Regiões de Solda
A seguir serão apresentadas as diferentes zonas estabelecidas em um cordão de
solda.
3.4.1 Zona fundida
Basicamente, a zona fundida da solda é formada por contribuições do metal de base e
do metal de adição (BRANDI et al., 1992). Um fenômeno que ocorre nessa região é o
crescimento competitivo de grãos, principalmente devido ao fato de que tamanhos distintos de
grãos na solda influenciam em sua integridade. Nesse contexto, KOU (2003) afirma que
durante a solidificação, grãos com direção de crescimento preferencial, denominado
crescimento epitaxial, similar à do gradiente máximo de temperatura inibirão o crescimento
de outros grãos com direção de crescimento diferente. Logo, o controle do aporte térmico do
processo de soldagem é um parâmetro crítico no desenvolvimento microestrutural da zona
fundida. Em termos microestruturais, a ASM (1997) estabelece como principais fases da zona
fundida em aços de baixo carbono: ferrita (de contorno de grãos, de Widmastätten e acicular),
além da martensita.

12
Figura 3.9 – Crescimento competitivo de grãos na zona fundida de um cordão de solda
(Adaptação de KOU, 2003).
3.4.2 Zona termicamente afetada
A zona termicamente afetada é a região adjacente à poça de fusão que, dependendo
da severidade dos ciclos térmicos, apresentar-se-á dividida em quatro regiões (FOSCA, 2003;
LANCASTER, 1984 e HARRISON, 1989): de grãos grosseiros, de grãos finos, intercrítica e
subcrítica. A microestrutura da zona termicamente afetada torna-se bastante complexa com o
emprego da soldagem em multipasses, pois cada cordão de solda é tratado termicamente pelo
cordão seguinte. Deste modo, o resultado é uma ampla gama de estruturas que influenciarão
no estabelecimento de características metalúrgicas e propriedades mecânicas visadas
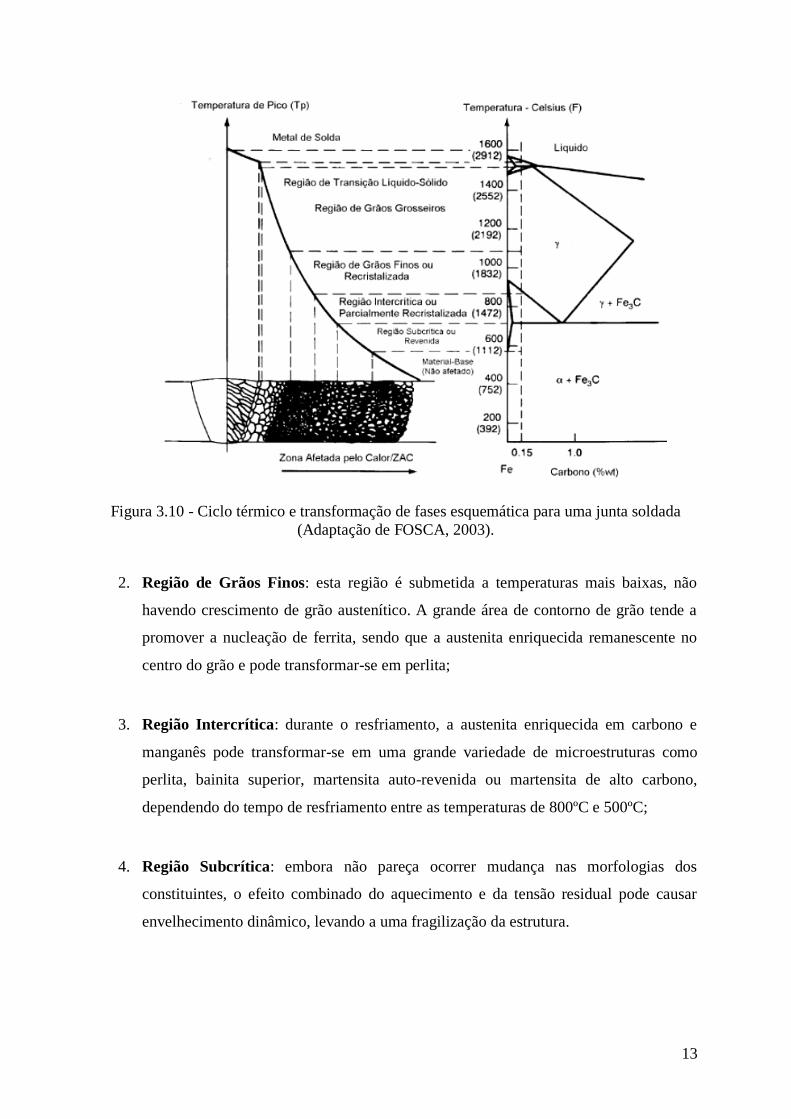
(FORTES, 2004). A Figura 3.10 ilustra um ciclo térmico e a correlação com uma parte do
diagrama ferro-carbono.
As regiões desenvolvidas na ZTA, geralmente, são:
1. Região de Grãos Grosseiros: esta região atinge temperaturas de pico entre 1100ºC e
1400ºC, produzindo um crescimento de grão austenítico e um decréscimo na
tenacidade devido ao maior tamanho de grão. Dependendo da taxa de resfriamento as
fases observadas nesta região incluem ferrita poligonal, ferrita de Widmanstatten,
ferrita acicular, e martensita em ripas. Além disso, as fases enriquecidas em carbono
ou fases secundárias podem transformar-se em perlita, carbonetos ou constituinte AM
(austenita residual e martensita);
13
Figura 3.10 - Ciclo térmico e transformação de fases esquemática para uma junta soldada
(Adaptação de FOSCA, 2003).
2. Região de Grãos Finos: esta região é submetida a temperaturas mais baixas, não
havendo crescimento de grão austenítico. A grande área de contorno de grão tende a
promover a nucleação de ferrita, sendo que a austenita enriquecida remanescente no
centro do grão e pode transformar-se em perlita;
3. Região Intercrítica: durante o resfriamento, a austenita enriquecida em carbono e
manganês pode transformar-se em uma grande variedade de microestruturas como
perlita, bainita superior, martensita auto-revenida ou martensita de alto carbono,
dependendo do tempo de resfriamento entre as temperaturas de 800ºC e 500ºC;
4. Região Subcrítica: embora não pareça ocorrer mudança nas morfologias dos
constituintes, o efeito combinado do aquecimento e da tensão residual pode causar
envelhecimento dinâmico, levando a uma fragilização da estrutura.

14
3.5 Soldabilidade
A soldabilidade é definida como a capacidade de um material ser soldado, sob
condições impostas de fabricação em uma estrutura específica e convenientemente projetada,
de modo a executar satisfatoriamente o serviço pretendido (JENNEY et al., 2001). Essa
característica é uma das preocupações na soldagem de tubos fabricados com aços API. Como
ilustrado na Figura 3.11, os primeiros aços do tipo API 5L-X52 apresentavam baixa
soldabilidade quando comparados aos de grau X70 que possuem teores de carbono abaixo de
0,10%.
Figura 3.11 – Evolução da soldabilidade dos aços API (Adaptação de GRAY et al., 1987).
3.6 Descontinuidades na Zona Fundida
As descontinuidades que podem ocorrer na zona fundida são as trincas de
solidificação ou trincas a quente, trincas induzidas por hidrogênio, mordedura, porosidade,
inclusões de escória, falta de fusão e falta de penetração, descritos a seguir.
3.6.1 Trincas de solidificação
Segundo KELKAR (2008), as trincas surgem enquanto a temperatura da solda ainda
está alta e está relacionado à solidificação. O crescimento da trinca normalmente ocorre
devido às tensões de resfriamento induzidas na solda. O trincamento ocorre quando existe
uma baixa solubilidade dos elementos de liga nas fases primárias da solidificação. Com o
crescimento dos grãos, estes eliminam as impurezas e as direcionam para o centro da solda.
As impurezas reagem com os elementos existentes e formam fases fundidas com baixa

15
resistência mecânica. Trincas de solidificação ocorrem no centro da solda e podem se estender
pelo comprimento da solda, gerando trincas longitudinais. Em alguns casos, trincas podem se
formar na linha de fusão com direção de crescimento radial para o centro do cordão de solda,
formando trincas em cratera, conforme apresentado na Figura 3.12.
Trinca na ZTA
Zona fundida Trinca na raiz
Trinca centralTrincas em cratera
Vista da seção da solda Vista da superfície da solda
Trinca longitudinalTrinca na ZTA
Zona fundida Trinca na raiz
Trinca centralTrincas em cratera
Vista da seção da solda Vista da superfície da solda
Trinca longitudinal Trinca
transversalTrinca na ZTA
Zona fundida Trinca na raiz
Trinca centralTrincas em cratera
Vista da seção da solda Vista da superfície da solda
Trinca longitudinalTrinca na ZTA
Zona fundida Trinca na raiz
Trinca centralTrincas em cratera
Vista da seção da solda Vista da superfície da solda
Trinca longitudinal Trinca
transversal
Figura 3.12 – Localização típica de trincas de solidificação em cordões de solda (Adaptação
de KERKAR, 2008).
3.6.2 Trincamento a frio induzido pelo hidrogênio
O trincamento a frio induzido pelo hidrogênio é uma descontinuidade que ocorre
algum tempo após a soldagem, tornando-se extremamente crítico e sendo ainda mais perigoso
do que a trinca a quente, pois depende de procedimentos especiais, como por exemplo,
inspeção com ensaios não destrutivos quarenta e oito horas após a execução da soldagem.
Este tipo de descontinuidade coloca a integridade de peças, equipamentos e estruturas em
risco de fratura catastrófica. Às vezes, o aparecimento destas trincas pode demorar e podem
possuir tamanhos abaixo do limite de detecção dos ensaios não destrutivos adequados.
As trincas induzidas por hidrogênio ocorrem a temperaturas próximas à temperatura
ambiente, sendo mais comumente observadas na zona termicamente afetada. O hidrogênio é
introduzido na poça de fusão pela umidade absorvida pelo revestimento dos eletrodos, pela
atmosfera e pela condensação ocorrida na superfície da tubulação, resultando em um cordão
de solda já solidificado e retendo hidrogênio dissolvido. O hidrogênio também pode ser
originado de hidrocarbonetos, produtos de corrosão, graxa ou outros contaminantes orgânicos
no tubo ou no eletrodo. Numa poça de fusão, o hidrogênio se difunde do cordão de solda para
as regiões adjacentes da zona termicamente afetada que foram reaquecidas suficientemente
para formar austenita (Figura 3.13). Na medida em que a solda se resfria, a austenita se
16
transforma e dificulta a difusão posterior do hidrogênio. O hidrogênio retido nesta região
adjacente ao cordão de solda pode causar fragilização (FORTES, 2004).
Figura 3.13 – Trincamento a frio induzido pelo hidrogênio (VILARINHO, 2007).
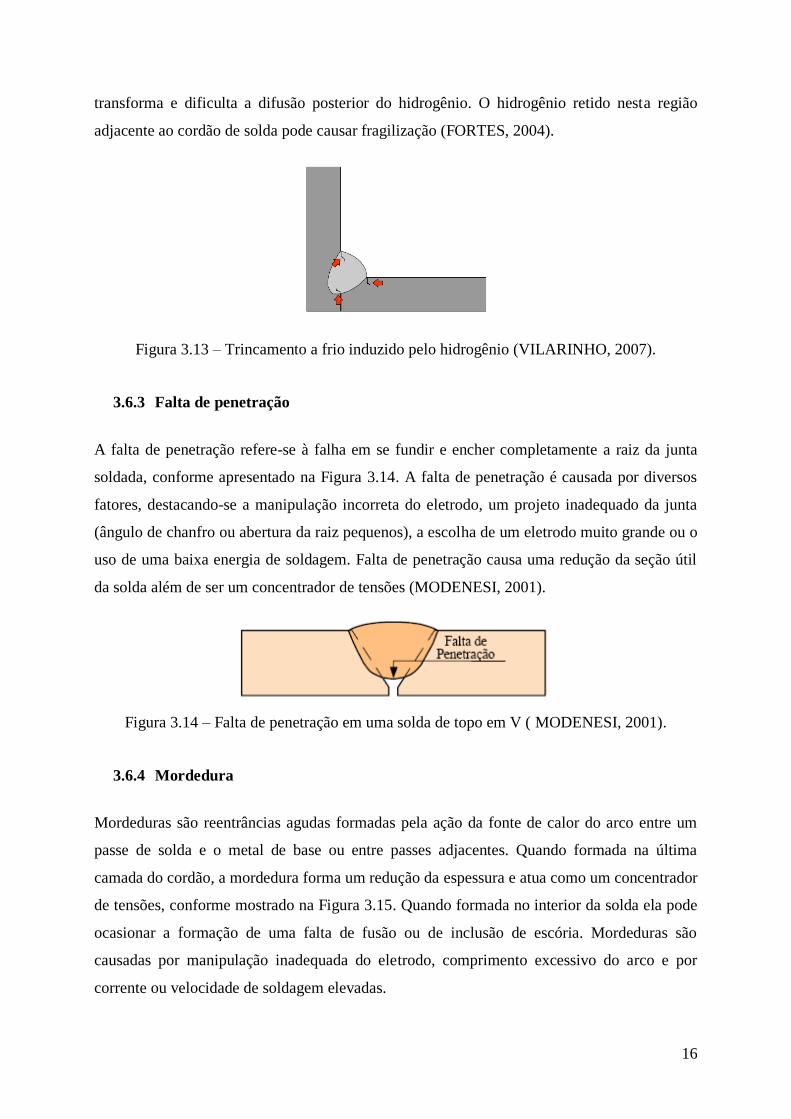
3.6.3 Falta de penetração
A falta de penetração refere-se à falha em se fundir e encher completamente a raiz da junta
soldada, conforme apresentado na Figura 3.14. A falta de penetração é causada por diversos
fatores, destacando-se a manipulação incorreta do eletrodo, um projeto inadequado da junta
(ângulo de chanfro ou abertura da raiz pequenos), a escolha de um eletrodo muito grande ou o
uso de uma baixa energia de soldagem. Falta de penetração causa uma redução da seção útil
da solda além de ser um concentrador de tensões (MODENESI, 2001).
Figura 3.14 – Falta de penetração em uma solda de topo em V ( MODENESI, 2001).
3.6.4 Mordedura
Mordeduras são reentrâncias agudas formadas pela ação da fonte de calor do arco entre um
passe de solda e o metal de base ou entre passes adjacentes. Quando formada na última
camada do cordão, a mordedura forma um redução da espessura e atua como um concentrador
de tensões, conforme mostrado na Figura 3.15. Quando formada no interior da solda ela pode
ocasionar a formação de uma falta de fusão ou de inclusão de escória. Mordeduras são
causadas por manipulação inadequada do eletrodo, comprimento excessivo do arco e por
corrente ou velocidade de soldagem elevadas.

17
Figura 3.15 – Mordedura em uma solda de topo em V (MODENESI, 2001).
3.6.5 Inclusões de escória
Inclusões de escória são partículas de óxidos ou outros sólidos não-metálicos aprisionados
entre os passes de solda ou na linha de fusão (Figura 3.16). Na soldagem com vários passes,
parte da escória depositada com um passe pode ser inadequadamente removida e não ser
refundida pelo passe seguinte, ficando aprisionada sob este passe. Inclusões de escória podem
agir como concentradores de tensão favorecendo a iniciação de trincas.
Figura 3.16 – Inclusão de escória em uma solda de topo em V (MODENESI, 2001).
3.6.6 Porosidade
A porosidade é causada pelo emprego de técnicas incorretas (grande comprimento do
arco ou alta velocidade de soldagem), pela utilização de metal de base sem limpeza adequada
ou por eletrodo úmido. A porosidade agrupada ocorre na abertura e fechamento do arco
(Figura 3.17). A técnica de soldagem com um pequeno passe na direção inversa, logo após
começar a operação de soldagem, permite ao soldador refundir a área de início do passe,
liberando o gás deste e evitando assim este tipo de descontinuidade (FORTES, 2004).
Figura 3.17 – Porosidade em uma junta soldada em ângulo (VILARINHO, 2007).

18
3.6.7 Falta de fusão
A falta de fusão refere-se à ausência de união por fusão entre passes adjacentes de solda ou
entre a solda e o metal de base. A falta de fusão é causada por um aquecimento inadequado do
material sendo soldado, como resultado de uma manipulação inadequada do eletrodo, uso de
energia de soldagem muito baixa, soldagem em chanfros muito fechados ou mesmo falta de
limpeza da junta. Esta descontinuidade, representada na Figura 3.18, é um concentrador de
tensões severo, podendo facilitar a iniciação de trincas (MODENESI, 2001).
Figura 3.18 – Falta de fusão em uma junta soldada em ângulo (MODENESI, 2001).
3.7 Análise de Fraturas
A superfície da fratura de um material pode indicar as condições de carregamento que o
mesmo foi solicitado. Por exemplo, quando ocorre carregamento numa única direção,
portanto, monotônico, caso o material tenha comportamento dúctil, aparecerão
microcavidades e coalescimento das mesmas, devido ao aspecto fibroso da fratura, que na
análise microfratográfica indicará presença de dimples. Quando o comportamento é frágil,
geralmente, ocorre fratura por clivagem, com presença de marcas de "rio" e facetas,
observadas em microscopia eletrônica de varredura. Para o carregamento cíclico, portanto,
por fadiga, macroscopicamente podem surgir "marcas de praia" e "catracas" (degraus que
indicam nucleação de trincas em diferentes pontos devido a concentradores de tensão e, ainda,
empregando-se MEV, podem ser observadas estrias de fadiga, especialmente em materiais
com dureza inferior a 50 HRc (GODEFROID et al., 2012).
A fratura por coalescimento de microcavidades trata-se de uma fratura dúctil, onde
inicialmente existe decoesão ou ruptura de inclusões com respeito à matriz metálica. Estes
buracos são cavidades que envolvem as inclusões, são denominados de dimples (Figura,
3.19). O crescimento e a união destas microcavidades é que acarretará a ruptura do corpo.
A fratura por clivagem trata-se de uma fratura frágil por separação de planos
cristalinos com praticamente isenção de deformação plástica. Este tipo de fratura é geralmente

19
encontrado em aços com alto teor de carbono, ou ligas de alta resistência mecânica, e tem o
aspecto apresentado na Figura 3.20. Aspecto das facetas de clivagem com "marcas de rios"
característicos indicam o sentido de propagação de trincas.
A fratura intergranular trata-se de uma fratura frágil, onde o plano de propagação da
fratura é realizado em contornos do grão, conforme representado na Figura 3.21. Este tipo de
fratura ocorre em estruturas com grãos grosseiros.
Figura 3.19 – Microfratografia de um material com comportamento dúctil; 1000X, MEV
(CÂNDIDO, 2013 ).
Figura 3.20 – Microfratografia de um material com comportamento frágil; facetas de
clivagem e “marcas de rios”; 500X, MEV (CÂNDIDO, 2013).

20
Figura 3.21 – Microfratografia de uma fratura intergranular; MEV
(GODEFROID et al., 2012).
3.8 Ensaios Não Destrutivos
Os itens seguintes abordam sucintamente os principais métodos de análises por
ensaios não destrutivos (END).
3.8.1 Líquido penetrante
Este método é simples, rápido e barato, pode ser aplicado a peças de praticamente
qualquer tamanho, tem uma grande sensibilidade para a detecção de trincas finas
(MODENESI, 2001). Por outro lado, o método não se aplica para descontinuidades internas, o
seu resultado é fortemente influenciado pela rugosidade e o estado de limpeza da superfície e
o material de ensaio pode, em alguns casos, reagir com a peça. Na Figura 3.22 é possível
verificar as etapas da análise por líquido penetrante.
Figura 3.22 – Representação esquemática da técnica de ensaios por líquidos penetrantes; (a)
peça com trinca superficial, (b) aplicação do líquido penetrante, (c) penetração, (d) remoção
do excesso de líquido, (e) aplicação do revelador e (f) formação da indicação de trinca
(MODENESI, 2001).

21
3.8.2 Ultrassom
Neste tipo de END, um feixe de ultrassom é introduzido no material e as informações
são obtidas com base na transmissão deste feixe através do material e na sua reflexão por
interfaces e descontinuidades (Figura 3.23). Os ultrassons são ondas mecânicas de frequência
elevada (acima da capacidade da audição humana), usualmente faixa de 25kHz a 40MHz.
Este ensaio é usado para a inspeção do interior de peças metálicas, plásticas e cerâmicas e
para a medida de espessuras. Para a inspeção de peças metálicas, este ensaio apresenta um
grande poder de penetração (até cerca de 6m), uma elevada sensibilidade e a capacidade de
localizar descontinuidades com precisão. Com a técnica “pulso-eco”, é necessário, para a
inspeção, o acesso a apenas um lado da peça. Devido às suas características, é um método de
ensaio muito adequado para a detecção de descontinuidades planares (como trincas). Por
outro lado, a interpretação dos resultados deste ensaio é relativamente difícil e a detecção de
descontinuidades localizadas próximas da superfície pode ser problemática (MODENESI,
2001). A Figura 3.23 ilustra esquematicamente uma análise por ultrassonografia.
Figura 3.23 – Representação esquemática de uma inspeção ultrassônica (MODENESI, 2001).
A técnica "pulso-eco" trabalha com apenas um cabeçote (o superior) enquanto que,
na técnica por transmissão, são usados dois cabeçotes.
De acordo com MODENESI (2001), o ultrassom é gerado em um cabeçote, em geral
através de um material piezoelétrico, e direcionado para a peça. Para garantir uma transmissão
eficaz até a peça um acoplante, geralmente um óleo ou glicerina, é colocado entre o cabeçote
e a peça. Alternativamente, o ensaio pode ser realizado com a peça e o cabeçotes imersos em
água. Duas técnicas básicas de ensaio são utilizadas: “pulso-eco” e por transmissão. Na
primeira, a mais utilizada e de funcionamento igual ao radar, um pacote discreto de ondas é
22
emitido periodicamente pelo cabeçote, o qual atua também como receptor das ondas refletidas
(ecos) por diferentes interfaces e descontinuidades na peça. A intensidade dos ecos e o tempo
entre a emissão das ondas e o retorno dos ecos são medidos. Com base nestas informações e
conhecendo-se a velocidade de propagação das ondas no material, pode-se estimar a posição e
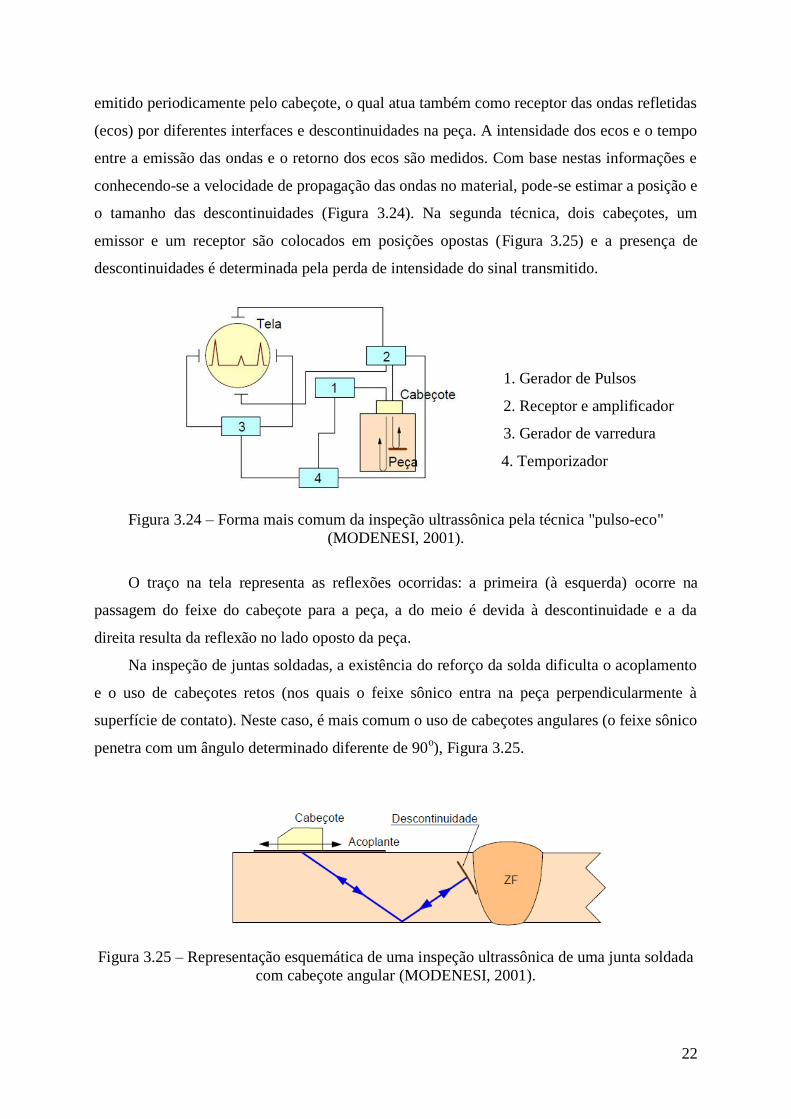
o tamanho das descontinuidades (Figura 3.24). Na segunda técnica, dois cabeçotes, um
emissor e um receptor são colocados em posições opostas (Figura 3.25) e a presença de
descontinuidades é determinada pela perda de intensidade do sinal transmitido.
1. Gerador de Pulsos
2. Receptor e amplificador
3. Gerador de varredura
4. Temporizador
Figura 3.24 – Forma mais comum da inspeção ultrassônica pela técnica "pulso-eco"
(MODENESI, 2001).
O traço na tela representa as reflexões ocorridas: a primeira (à esquerda) ocorre na
passagem do feixe do cabeçote para a peça, a do meio é devida à descontinuidade e a da
direita resulta da reflexão no lado oposto da peça.
Na inspeção de juntas soldadas, a existência do reforço da solda dificulta o acoplamento
e o uso de cabeçotes retos (nos quais o feixe sônico entra na peça perpendicularmente à
superfície de contato). Neste caso, é mais comum o uso de cabeçotes angulares (o feixe sônico
penetra com um ângulo determinado diferente de 90o), Figura 3.25.
Figura 3.25 – Representação esquemática de uma inspeção ultrassônica de uma junta soldada
com cabeçote angular (MODENESI, 2001).

23
3.8.3 Radiografia
Este método de END é baseado em variações da absorção de radiação eletromagnética
penetrante (raios X) devidas a alterações de densidade, composição e espessura da peça sob
inspeção (Figura 3.26). A radiografia é realizada com raios X que são gerados pelo impacto
contra um alvo metálico de elétrons acelerados no vácuo por uma fonte de alta tensão. A
gamagrafia utiliza radiação gama resultante da reação nuclear em uma fonte de material
radioativo. Como esta última não necessita de energia elétrica para a sua operação, ela é
particularmente usada em inspeções no campo. Em algumas aplicações especiais, radiação
corpuscular (feixes de elétrons e de neutrons) pode ser usada Em qualquer caso, devido aos
efeitos extremamente perigosos da radiação penetrante para os seres vivos, são necessários
cuidados especiais de segurança para a realização deste ensaio (MODENESI, 2001).
Figura 3.26 – Representação esquemática de uma inspeção radiográfica (MODENESI, 2001).
Este método é usado para detectar a presença de descontinuidades internas em metais
ferrosos e não ferrosos e em materiais não metálicos e permite a obtenção de um registro
permanente do resultado do ensaio. Ele tem um importante uso na inspeção de peças soldadas
e fundidas, com espessuras de até cerca de 100mm (aço) e particularmente quando destinadas
a aplicações críticas. O processo tende a ser relativamente caro e lento, podendo necessitar, no
caso de peças de maior espessura, tempos de exposição de muitos minutos ou, mesmo, horas.
A realização deste ensaio exige o acesso aos dois lados da peça (Figura 3.26). Como o método
é baseado em diferenças de exposição, defeitos planares como trincas, cuja orientação não

24
seja paralela à direção de propagação da radiação, são dificilmente detectados por este ensaio.
O resultado do ensaio é, em geral, registrado em filme ou, menos comumente, em telas
fluorescentes. Este resultado é interpretado em termos das diferenças de exposição do filme
devido às diferenças de espessura, densidade ou composição da peça associadas com as suas
descontinuidades e variações dimensionais (Figura 3.27). A Figura 3.28 mostra radiografias
de soldas contendo algumas descontinuidades típicas.
Figura 3.27 – Representação esquemática de formação de indicações na inspeção radiográfica
(MODENESI, 2001).
Figura 3.28 – Exemplos de radiografias de soldas com descontinuidades: (a) falta de
penetração, (b) inclusão de escória e (c) porosidade agrupada (MODENESI, 2001).

25
4. MATERIAIS E MÉTODOS
A seguir serão apresentados os materiais e a metodologia empregados neste trabalho.
4.1 - Materiais
A partir de tubos de aços API 5L: X52 e X70, doados pela Empresa SAMARCO,
empregados nos Minerodutos I e II, foram feitos cortes dos mesmos para estudo da
soldabilidade e análises das características comportamentais de juntas soldadas.
A composição química nominal dos metais de base e de adição, e as principais
propriedades mecânicas dos aços das tubulações estão apresentadas nas Tabelas 4.1-4.3,
respectivamente.
Tabela 4.1 – Composição química nominal dos aços API 5L: X52 e X70 (% em massa).
AÇOS Cmáx Simáx
xx
Mnmáx Pmáx Smáx Timáx (V + Nb + Ti)máx
X52 0,16 0,26 1,40 0,025 0,015 0,04 0,15
X70 0,08 0,28 1,66 0,019 0,010 0,03 0,09
Fonte: Adaptação da Norma API 5L (1999).
Tabela 4.2 – Composição química nominal dos eletrodos (% em massa) (FORTES, 2003).
ELETRODOS AWS Cmáx Simáx Mnmáx
E6010 0,09 0,10 0,30
E7018 0,07 0,50 1,30
Tabela 4.3 – Propriedades Mecânicas dos aços API 5L: X52 e X70.
AÇOS LE(mín.) (MPa)
MMpmMM(MP
a)
LR(mín.) (MPa)
mm(MPa) (MPa)
LE / LR Alongamento (%)
(%) (%)
EA (J)
X52 358 455 ≤ 0,92 ≥ 21 ≥ 40
X70 482 565 ≤ 0,93 ≥ 22 ≥ 45
Fonte: Adaptação da Norma API 5L (1999).
Legenda: LE(mín.) - Limite de escoamento mínimo; LR(mín.) - Limite de resistência mínimo;
EA - Energia absorvida no ensaio de impacto Charpy a 0ºC.
26
4.2 - Métodos
Os métodos aplicados neste trabalho estão relacionados a seguir.
4.2.1 - Soldagem
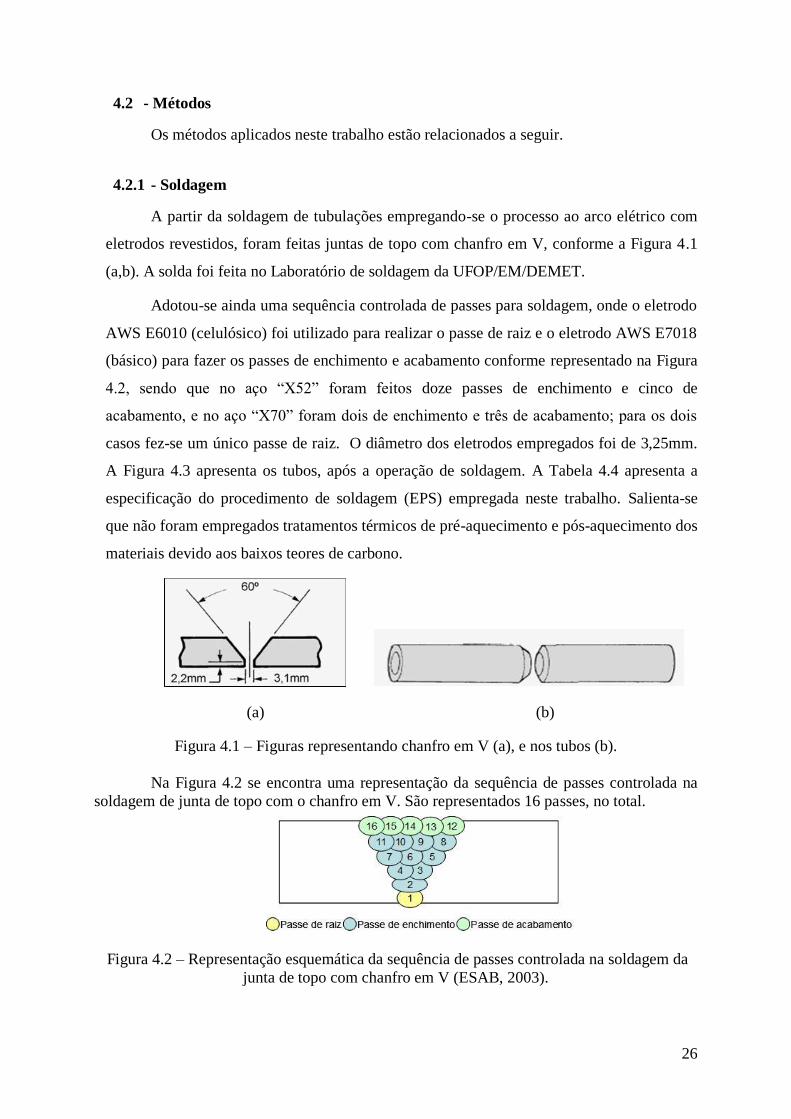
A partir da soldagem de tubulações empregando-se o processo ao arco elétrico com
eletrodos revestidos, foram feitas juntas de topo com chanfro em V, conforme a Figura 4.1
(a,b). A solda foi feita no Laboratório de soldagem da UFOP/EM/DEMET.
Adotou-se ainda uma sequência controlada de passes para soldagem, onde o eletrodo
AWS E6010 (celulósico) foi utilizado para realizar o passe de raiz e o eletrodo AWS E7018
(básico) para fazer os passes de enchimento e acabamento conforme representado na Figura
4.2, sendo que no aço “X52” foram feitos doze passes de enchimento e cinco de
acabamento, e no aço “X70” foram dois de enchimento e três de acabamento; para os dois
casos fez-se um único passe de raiz. O diâmetro dos eletrodos empregados foi de 3,25mm.
A Figura 4.3 apresenta os tubos, após a operação de soldagem. A Tabela 4.4 apresenta a
especificação do procedimento de soldagem (EPS) empregada neste trabalho. Salienta-se
que não foram empregados tratamentos térmicos de pré-aquecimento e pós-aquecimento dos
materiais devido aos baixos teores de carbono.
(a) (b)
Figura 4.1 – Figuras representando chanfro em V (a), e nos tubos (b).
Na Figura 4.2 se encontra uma representação da sequência de passes controlada na
soldagem de junta de topo com o chanfro em V. São representados 16 passes, no total.
Figura 4.2 – Representação esquemática da sequência de passes controlada na soldagem da
junta de topo com chanfro em V (ESAB, 2003).

27
(a) (b)
(c) (d)
Figura 4.3 – Fotografias de amostras de tubos soldados: (a) e (b) aço API 5L X52; (c) e (d)
aço API 5L X70.
Tabela 4.4 – Especificação do procedimento de soldagem empregado.
MATERIAIS API 5L: X52 e X70
Espessura das chapas 21mm (“X52”) e 9mm (“X70”)
Corrente
Normalmente, na soldagem em campo de minerodutos, utiliza-se uma
corrente elétrica em torno de 125A. Deste modo, optou-se por esse
valor de corrente na especificação do procedimento de soldagem.
Processo de soldagem Eletrodo revestido (SMAW)
Posição Plana
Métodos de limpeza após
os passes Martelamento e escovamento
Temperatura entre passes Não aplicável
Pré-aquecimento Não aplicável
Tratamento térmico após a
soldagem Não aplicável
CONSUMÍVEIS
Passe Eletrodo Tipo Diâmetro
(mm)
Corrente
CC+ (A)
Tensão
(V)
Velocidade
(mm/s)
Raiz E6010 Celulósico 3,25 125 26 1,50
Enchimento E7018 Básico 3,25 140 27 1,60
Acabamento E7018 Básico 3,25 150 25 1,70
É importar ressaltar que os eletrodos foram armazenados em estufa na temperatura
em torno de 100°C.

28
4.2.2 - Metalografia
A análise metalográfica foi realizada com o objetivo de determinar os constituintes
microestruturais das três regiões da junta soldada (ZF, ZTA e MB). O equipamento utilizado
foi o microscópio ótico com aumento até 1000X, do GEsFraM (Grupo de Estudos sobre
Fratura de Materiais), do Departamento de Engenharia Metalúrgica e de Materiais (Escola de
Minas/UFOP). Primeiramente, as amostras tiveram as suas superfícies desbastadas
mecanicamente, posteriormente foram lixadas, até lixa de 1200mesh, polidas em solução
contendo alumina (1µm), e pasta de diamante. Após a limpeza, realizou-se o ataque químico
das amostras com Nital 2% para revelar as regiões da junta soldada. Para análise no
microscópio eletrônico de varredura (MEV) foi utilizado ataque em duas etapas: Nital 5% +
polimento leve + ataque com Picral 5%, com intuito de revelar o constituinte martensita –
austenita retida (MA).
As superfícies de fratura dos aços estudados foram analisadas empregando-se um
microscópio eletrônico de varredura (MEV), marca FEIINSPECT S50 do Laboratório de
Ensaios Mecânicos da Cia. VSB (Figura 4.4), e marca TESCAN VH3, da
REDEMAT/DEMET/UFOP (Figura 4.5).
Figura 4.4 – Microscópio eletrônico de varredura (MEV), FEIINSPECT S50, do Laboratório
de Ensaios Mecânicos da Cia. VSB.

29
Figura 4.5 – Microscópio eletrônico de varredura (MEV),TESCAN VH3;
REDEMAT/DEMET/UFOP.
4.2.3 - Ensaios mecânicos
Foram confeccionados CPs para ensaios de tração, dureza, dobramento e de impacto
das juntas soldadas.
4.2.3.1 Ensaios de tração
Os ensaios de tração foram conduzidos de acordo com a Norma ASTM A370/2009
usando CPs com dimensões indicadas na Figura 4.7. Foram confeccionados três CPs na
condição como soldada para realização dos ensaios. A máquina utilizada foi da cia. VSB, da
marca EMIC com capacidade de até (1000kN), Figura 4.6(a,b).
(a)
(b)
Figura 4.6 - Máquina para ensaios de tração (a); detalhe do CP com extensômetro (seta);
Cia. VSB (b).

30
Figura 4.7 – Representação esquemática de CPs para ensaios de tração (ASTM A370, 2009).
4.2.3.2 - Ensaios de impacto
A execução dos ensaios se deu em uma máquina modelo Instron, com energia
potencial do pêndulo de 406,7J do Laboratório de Ensaios Mecânicos da Cia.VSB (Figura
4.8), na temperatura de 21°C.
Foram confeccionados três CPs Charpy em V (10x10x55)mm, extraídos da junta
soldada a partir das zonas: ZF, ZTA e MB (Figura 4.9), foram confeccionados três corpos de
prova para cada zona para ensaios de impacto, seguindo-se a Norma ASTM A370/2009. Os
CPs foram atacados com Nital 5% para evidenciar macroscopicamente as três zonas.
(a)
(b)
Figura 4.8 - Máquina de ensaios de impacto Instron da Cia. VSB (a); detalhe do controlador
de temperatura e CPs imersos em água (b).

31
Figura 4.9 - Representação das regiões de retirada dos CPs para os ensaios de impacto
Charpy.
4.2.3.3 - Ensaios de dureza/microdureza
O ensaio de dureza Vickers, segundo a Norma ASTM E-23 (2004), foi adotado para
medição da dureza das amostras soldadas. O equipamento utilizado para realizar esse ensaio
foi o durômetro Otto Wolpert-Werk, e a na temperatura de 20ºC.
As amostras soldadas foram preparadas em corte transversal e atacadas com Nital
2% de modo a revelar o cordão de solda e assim obter maior precisão das medidas nas regiões
de estudo. Utilizou-se uma carga de 20kgf ao longo dos passes de raiz, enchimento e
acabamento. A Figura 4.10 ilustra as regiões ensaiadas; salienta-se que na região central
(passes de acabamento) também foram feitos ensaios.
Figura 4.10 – Representação esquemática de perfis de dureza; eixo inferior (passe de raiz);
eixo superior (passes de acabamento).
Os ensaios de microdureza Vickers foram realizados no Laboratório Microscopia
Óptica do Departamento de Engenharia Metalúrgica e de Materiais (DEMET)/UFOP nas três
regiões da junta soldada: As medidas foram executadas com o equipamento Pantec, usando
uma carga de 10gf durante 10s ao longo de uma linha imaginária partindo do metal de solda
em direção ao metal de base.

32
4.2.3.4 - Ensaios de dobramento
Os ensaios de dobramento, do tipo guiado, foram realizados para três condições de
solicitação: dobramento da raiz, dobramento da face e dobramento lateral do cordão de solda,
na temperatura de 20ºC, e uma máquina servo-hidráulica Instron de 25 toneladas (Figura
4.12). Conforme a Norma API 1104 (1999), os CPs são dobrados entre dois apoios com uma
separação externa de 120mm, e pressionados por um punção com raio de 45mm posicionado
no centro da junta soldada. O êmbolo foi forçado até que o corpo de prova exibisse uma
forma de U. As dimensões dos CPs de dobramento são apresentadas na Figura 4.11. Para a
norma em questão, o resultado do ensaio de dobramento é considerado aprovado nas
seguintes condições: (i) inexistência de trinca ou outra imperfeição lateral excedendo 3mm
em qualquer direção; (ii) as trincas na superfície externa de dobramento, originadas durante o
ensaio devem ser desconsideradas, a menos que tenham mais do que 6mm.
Figura 4.11 – Representação esquemática de corpo de prova do ensaio de dobramento guiado
do Aço API 5L X52 (Adaptação da Norma API 1104, 1999).
Figura 4.12 – Representação esquemática de corpo de prova do ensaio de dobramento guiado
do Aço API 5L X70 (Adaptação da Norma API 1104, 1999).

33
Figura 4.13 – Dispositivo utilizado para realização de ensaios de dobramento (seta).
4.3 - Ensaios Não Destrutivos
Amostras soldadas dos dois aços estudados foram submetidas a ensaios não
destrutivos no Centro de Desenvolvimento da Tecnologia Nuclear (CDTN), da Comissão
Nacional de Energia Nuclear (CNEN), de Belo Horizonte/MG.
As chapas soldadas foram adequadamente limpas, enumeradas, e submetidas a
análises por: líquido penetrante, raios X e ultrassom.

34
5. RESULTADOS E DISCUSSÃO
Serão apresentados a seguir os resultados obtidos neste trabalho com a discussão dos mesmos.
5.1 - Caracterização Química e Estrutural
As Tabelas 5.1 e 5.2 apresentam a composição química dos aços estudados neste
trabalho. Comparando-se estes resultados com as especificações da Norma API 1104 (1999)
para dutos, constatou-se que houve atendimento às especificações.
Tabela 5.1 - Composição química da amostra de aço API 5L X52 (% em massa).
C Si S P Mn Ni Cr Mo V Cu
0,192 0,159 0,008 0,016 1,361 0,008 0,010 0,001 0,061 0,027
W Ti Sn Co Al Nb Fe
0,002 0,001 0,001 0,003 0,022 0,001 98,130
Tabela 5.2 - Composição química do aço API 5L X70 (% em massa).
C Si S P Mn Ni Cr Mo V Cu
0,087 0,213 0,002 0,018 1,461 0,014 0,253 --- 0,039 0,008
W Ti Sn Co Al Nb Fe
0,003 0,015 0,001 0,003 0,020 0,034 97,830
As Figuras 5.1 e 5.2 apresentam as microestruturas das amostras de aços API 5L X52
e X70 soldadas que foram obtidas por microscopia ótica e eletrônica de varredura.
Basicamente estão presentes a ferrita (região clara) e a perlita (região escura). Destaca-se
também o bandeamento bastante pronunciado, principalmente, para o aço “X52” devido ao
maior teor de carbono equivalente e do processo de laminação a quente.
(a) (b)
Figura 5.1 – Microestruturas dos metais de base de aços API 5L na seção longitudinal;
(a) “X52” e (b) “X70”, 200X; Nital 2%; MO.

35
(a) (b)
Figura 5.2 – Microestruturas dos metais de base de aços API 5L na seção longitudinal;
(a) “X52” e (b) “X70”, 200X; Nital 2%; 200X; MEV;
As Figuras 5.3 e 5.4 ilustram as microestruturas dos aços API 5L X52 e X70 na
região de solda, em que se destaca a maior heterogeneidade na ZF do aço “X52” com
presença de ferrita primária de contorno de grão. A Figura 5.5 mostra uma inclusão no metal
de base do aço “X52”.
(a) (b)
Figura 5.3 – Microestruturas dos aços API 5L na região da solda, na seção longitudinal: (a)
“X52” e (b) “X70”. Nital 2%; 100X; MEV.
TRINDADE (2001), trabalhando com aço ASTM A36 e CAMPOS (2012) com aço
API X80 também observaram microestrutura semelhante ao aço “X70”.

36
(a) (b)
Figura 5.4 – Microestruturas dos aços API 5L na seção longitudinal (ZF): (a) “X52” e (b)
“X70”, 3000X; Nital 5% + Picrato 5%; 3000X; MEV.
Figura 5.5 – Microestrutura da região de metal base do aço API 5L X52, destacando a
presença de inclusão alongada (seta). Nital 5% + Picrato 5%; 3000X; MEV.
A Figura 5.6 (a,b) apresenta a microestrutura do metal de base do aço “X70”. Nota-
se grãos relativamente finos, de ferrita e perlita. A Figura 5.7(a-d) apresenta a microestrutura
da região de enchimento da solda, do aço “X70”, destacando-se a presença de inclusões na
matriz com morfologias variadas, indo da globular (seta) até a alongada.

37
(a)
(b)
Figura 5.6 – Região do metal de base do aço API 5L X70; (a) 200X; (b) 1000X; Nital 2%.
(a)
(b)
(c)
(d)
Figura 5.7 – Região de enchimento da solda do aço “X70”; (a) MB-ZTA, 100X; (b) ZTA –
ZF, 100X; (c) 100X e (d) ZF, 1000X. Nital 2%.
A Figura 5.8 (a-d) corresponde à região da solda do aço “X52”. Nota-se que por ser um aço
mais antigo, a estrutura está bandeada. Observa-se na Figura 5.8(a) o efeito do aporte térmico
no MB, pois a região bandeada sofreu o “esboroamento” da perlita (globulização da
cementita). E ainda, nota-se o crescimento de grãos na ZTA, próximo à linha de fusão, com
ferrita primária (alotriomórfica ou de contorno de grãos) e ferrita Widmanstaten.

38
(a) (b)
(c) (d)
Figura 5.8 – Região de enchimento da junta soldada do aço “X52”; (a) MB, 400X ; (b) ZTA,
200X; (c) ZTA com crescimento de grãos e ZF, 400X (d) ZTA, 800X; Nital 2%.
5.2 - Propriedades Mecânicas
Foram realizados ensaios mecânicos convencionais para caracterização
comportamental das juntas soldadas.
5.2.1 - Ensaio de tração
A Tabela 5.3 apresenta os valores médios obtidos para resistência mecânica de três
CPs. Esses valores encontram-se na faixa prevista para o metal de base de cada um dos aços.
No entanto, todos os CPs fraturam na zona fundida, indicando que a solda não foi de boa
qualidade. Esse resultado, provavelmente, relaciona-se com a qualidade ruim dos eletrodos,
em função do armazenamento inadequado, notadamente para o caso do eletrodo básico (AWS
E7018), que é higroscópico.

39
Tabela 5.3 - Propriedades mecânicas de aços API 5L X52 e X70 soldados.
AÇO LE(0,2%) (MPa) LR(MPa) Alongamento (%)
“X52” 402 550 19
“X70” 378 523 15
De acordo com a Tabela 5.3, nota-se que o aço "X52" soldado apresentou maior
resistência mecânica que o mínimo exigido pela Norma API 1104 (1999), para o metal de
base. No entanto, o aço "X70" foi inferior (Tabela 4.3). Pode-se atribuir esses resultados aos
procedimentos de soldagem diferentes entre os dois aços em relação ao número de passes
empregado, pois o aço "X52", de maior espessura, demandou maior quantidade de camadas
para a confecção da solda. Provavelmente, a estrutura do material soldado por ser submetida a
um número maior de ciclos térmicos propiciou maior homogeneidade. Salienta-se, também
que os valores de deformação deveriam ser superiores a 21% de acordo com a referida norma.
Em função da maior disponibilidade de material do aço "X70" foram realizados
ensaios de tração em CPs do metal de base. Os valores de limite de escoamento, de resistência
e deformação foram de 580MPa, 658MPa e 28%, respectivamente. Nota-se que os resultados
obtidos foram acima dos estipulados pela Norma API 1104 (1999) (Tabela 4.3).
A Figura 5.9(a-c) ilustra o aspecto macroscópico da fratura, após ensaio de tração.
Nas Figuras 5.9(a) e 5.9(b) são observadas descontinuidades do tipo porosidade na superfície
de fratura da região de solda da amostra de aço API 5L X52, além de inclusões. No entanto,
os ensaios não destrutivos não indicaram presença de descontinuidades, significativas, em
amostras analisadas.
Na Figura 5.9(c) a região de solda da amostra de aço API 5L X70 apresentou
descontinuidade do tipo delaminação em sua superfície fraturada. A análise microfratográfica
(Figura 5.10(a-c)), indica o aspecto dúctil na fratura com presença de dimples1 em ambas as
amostras de aço API 5L. Salienta-se em destaque com um círculo a Figura 5.10(c) uma região
da fratura com aspecto frágil, indicando, provavelmente, presença do constituinte martensita e
austenita retida (M-A).
1 Dimples – alvéolos provenientes da separação entre partículas e a matriz do material que tem comportamento
dúctil.

40
(a) (b) (c)
Figura 5.9 – Macrofratografias da região de solda; ensaios de tração: (a) e (b) fratura na ZF, e
presença de descontinuidades (setas) em CPs de aço “X52”; (c) delaminação em um CP de
aço “X70”.
(a) (b)
(c)
Figura 5.10 – Microfratografias da região de solda de um CP de aço “X52”; ensaios de tração;
destaca-se a presença de dimples na matriz metálica e o microconstituinte M-A; (a) 31X e (b)
4000X; (c) Figura 5.7(b) em destaque no círculo indicando uma região de fragilização,
4000X; MEV.

41
5.2.2 - Ensaio de impacto
A Tabela 5.4 e a Figura 5.11 mostram os valores de tenacidade ao impacto para CPs
de aços API 5L X52 e X70, ensaiados a 21°C. Primeiramente, é visto que os valores de
tenacidade para a região de metal base da junta soldada de ambas as amostras atendem às
especificações da Norma API 1104 (1999), que na temperatura ambiente deve absorver no
mínimo 101J. Em segundo lugar, nota-se que os CPs de aço API 5L X70 exibiram maiores
valores de energia absorvida na zona termicamente afetada (ZTA), o quê pode ser sustentado
pela microestrutura dessa região. Por outro lado, CPs de aço API 5L X52 mantiveram, um
mesmo nível de energia absorvida ao longo de todo domínio da solda. Foram confeccionados
três corpos de prova para cada região da solda (MB, ZTA e ZF).
Tabela 5.4 – Valores médios de tenacidade ao impacto de CPs de aço API 5L X52 e X70
soldados a 21°C.
AÇOS
TENACIDADE AO IMPACTO (J)
ZF ZTA MB
Raiz Enchimento
API 5L X52 150 114 151 102
API 5L X70 102 133 241 150
Figura 5.11 – Energia absorvida ao impacto para os aços “X52” e “X70” soldados; 21°C.

42
5.2.3 - Microdureza Vickers
As Tabelas 5.5 e 5.6 apresentam os perfis de microdureza Vickers a partir do metal
de base até a zona fundida de amostras de aço API 5L X52 e X70, respectivamente. Nota-se
que os valores de microdureza Vickers foram maiores para a amostra de aço API 5L X52 em
relação aos da amostra de aço API 5L X70. Esse fato corrobora com os valores obtidos nos
ensaios de tração, embora o aço “X52” tenha apresentado maior grau de deformação. Além
disso, os valores de microdureza da região de acabamento do cordão de solda foram maiores
que os das demais regiões, devido ao maior grau de resfriamento desenvolvido. Isso
ocorrendo mesmo diante da camada de escória formada durante o processo de soldagem.
Tabela 5.5 – Resultados de ensaios de microdureza da amostra de aço API 5L X52.
REGIÃO DA SOLDA PERFIL DE MICRODUREZA VICKERS
RAIZ
ENCHIMENTO
ACABAMENTO
Nota: MB (vermelho), ZTA (verde); ZF (azul).

43
Segundo LANCASTER (2003), para um aço ARBL, os valores de micro dureza na
ZTA, para uma distância entre 1mm a 2mm abaixo da borda superior da junta soldada, devem
estar entre 300HV e 350HV, sendo 366HV o máximo. Para a borda inferior, o valor máximo
da dureza deve ser de 250HV a uma distância entre 1mm a 2mm acima da borda, não sendo
assim susceptível a trincamento por corrosão sob tensão. Geralmente, a maior dureza é
encontrada na proximidade da linha de fusão, já que nesta zona são atingidos os valores
máximos de velocidade de resfriamento e de temperatura da ZTA. Com isso, esse local
permanece mais tempo em alta temperatura, promovendo crescimento de grão e,
consequentemente, exibindo maior temperabilidade.
Tabela 5.6 – Resultados de ensaios de microdureza da amostra de aço API 5L X70.
REGIÃO DA SOLDA PERFIL DE MICRODUREZA VICKERS
RAIZ
ENCHIMENTO
ACABAMENTO
Nota: MB (vermelho), ZTA (verde); ZF (azul).

44
5.2.4 - Dobramento guiado
Na Figura 5.12 são apresentados os resultados do ensaio de dobramento guiado. Na
Figura 5.12(a) é visto que o corpo de prova do aço API 5L X52 soldado exibiu trinca de
1,5mm de comprimento na linha de fusão da raiz, enquanto que o corpo de prova da amostra
de aço API 5L X70 não apresentou descontinuidades.
Como possível explicação para o aparecimento de trincas no corpo de prova do aço
API 5L X52 soldado, provavelmente, pelos maiores teores de Mn e Al do eletrodo
consumível aumentou o limite de resistência e dureza da amostra e reduziu sua ductilidade.
O aço X52 é mais espesso, apresentou maiores valores de resistência mecânica e de
dureza. A avaliação dos resultados do ensaio de dobramento guiado foi feita visualmente,
utilizando uma lupa binocular com aumento de 25X. O critério de aprovação foi a verificação
da não ocorrência de descontinuidades maiores do que 3mm em qualquer direção. Assim
sendo, o objetivo do ensaio foi a avaliação qualitativa da ductilidade do material. E,
considerando-se a ocorrência de trincas na amostra de aço “X52” com comprimento abaixo do
limite de tolerância e a ausência de descontinuidades na amostra de aço “X70”, foi possível
constatar que se tratava de amostras de aço com ductilidade conforme estabelecido.
(a) (b)
Figura 5.12 - Macrofratografias de CPs do ensaio de dobramento guiado: (a) Amostra de aço
API 5L X52 apresentando trinca de 1,5mm na linha de fusão da raiz; (b) Amostra de aço API
5L X70 isenta de descontinuidade.

45
5.2.5 - Caracterização microestrutural por microscopia eletrônica de varredura
O microscópio eletrônico de varredura possui como acessório o EDS com um
recurso denominado line scan, que identifica os elementos químicos presentes ao longo de
uma linha traçada numa determinada região.
A Figura 5.13 apresenta uma inclusão alongada no aço "X70" não atacado. Foi feita
uma análise por EDS nessa inclusão (Figura 5.14) onde é possível observar presença marcante
de enxofre e cálcio, indicando, provavelmente, sulfeto de cálcio. Observa-se também presença
de outros elementos em menores quantidades. De acordo com PEREIRA e BOEHS (2005), é
comum o material ter sulfeto de manganês. Destaca-se a importância do enxofre na melhoria
da usinabilidade do material.
Pode ser observado na Figura 5.13, a ocorrência isolada de inclusões mistas com
morfologia alongada de série fina e nível 1, de acordo com a Norma ASTM E45 (2005).
Figura 5.13 - Detalhe de uma inclusão mista alongada de série fina, no aço API 5L X70;
1000X, sem ataque, seção longitudinal da amostra de 15,0mm.
Durante a análise de fraturas no MEV foram realizadas algumas microanálises,
usando o recurso da microssonda e a dispersão de energia em constituintes da zona fundida. A
microanálise mostrou a presença de óxidos de cálcio e ferro, conforme resultado exibido nas
Figuras 5.15 e 5.16. Possivelmente, esses óxidos são procedentes da escória formada durante
sequência de passes da soldagem, que não foi adequadamente retirada.

46
Figura 5.14: Análise por line scan para uma inclusão mista alongada encontrada no aço API
5L X70.
Figura 5.15 – Perfil de composição química da junta soldada de uma amostra de aço API 5L
X70, indicando a presença de inclusões na zona fundida.
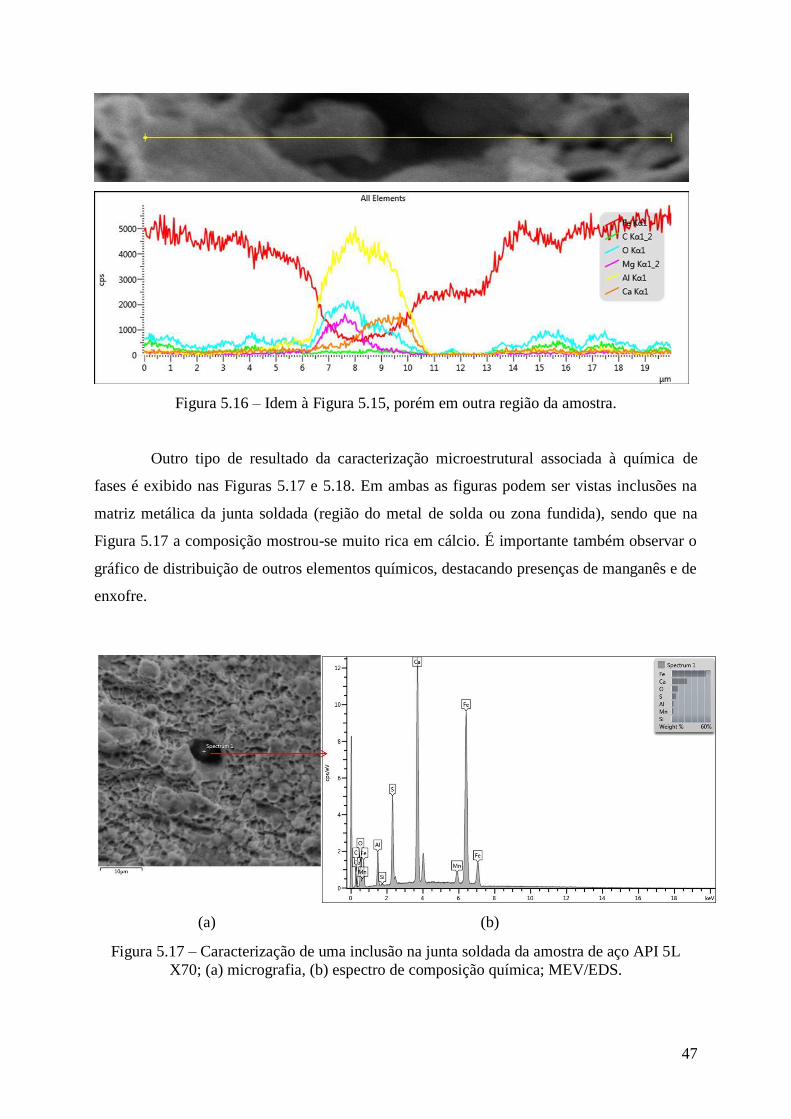
47
Figura 5.16 – Idem à Figura 5.15, porém em outra região da amostra.
Outro tipo de resultado da caracterização microestrutural associada à química de
fases é exibido nas Figuras 5.17 e 5.18. Em ambas as figuras podem ser vistas inclusões na
matriz metálica da junta soldada (região do metal de solda ou zona fundida), sendo que na
Figura 5.17 a composição mostrou-se muito rica em cálcio. É importante também observar o
gráfico de distribuição de outros elementos químicos, destacando presenças de manganês e de
enxofre.
(a) (b)
Figura 5.17 – Caracterização de uma inclusão na junta soldada da amostra de aço API 5L
X70; (a) micrografia, (b) espectro de composição química; MEV/EDS.

48
(a)
(b)
(c)
Figura 5.18 – Caracterização de uma inclusão na junta soldada de uma amostra de aço API 5L
X52; (a) micrografia, (b) tabela de composição química, (c) espectro; MEV/EDS.
As análises fratográficas das superfícies de fratura dos corpos de prova, ensaiados
sob impacto e dobramento, das três regiões da junta soldada são apresentadas nas Figuras
5.19-5.26. Pode ser visto na Figura 5.19(a-d), um aspecto misto da fratura, formada por
planos de clivagem, característicos da fratura frágil, nas regiões indicadas pelas setas, e por
microcavidades conhecidas como dimples na região central, onde ocorreu a coalescência
dessas, que é a característica microfratográfica de uma fratura dúctil (ASM HANDBOOK,
1992(a,b), HERTZBERG, 1996).
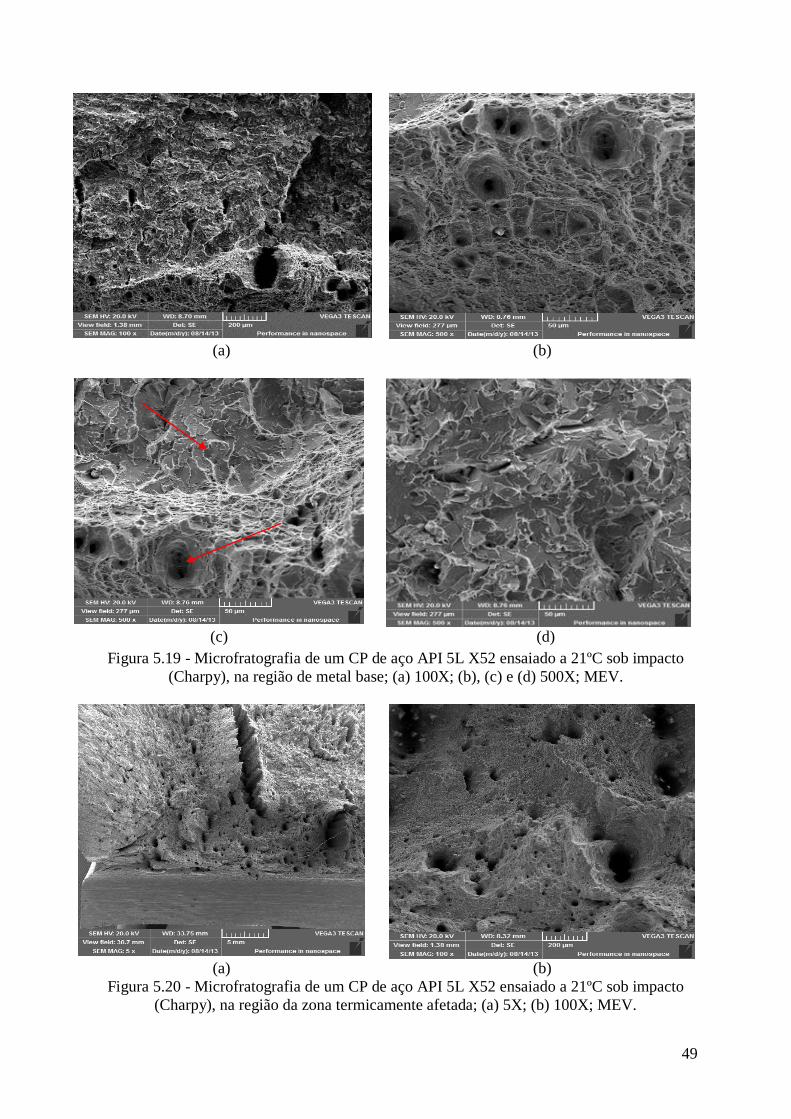
49
(a) (b)
(c) (d)
Figura 5.19 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região de metal base; (a) 100X; (b), (c) e (d) 500X; MEV.
(a) (b)
Figura 5.20 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região da zona termicamente afetada; (a) 5X; (b) 100X; MEV.

50
(a) (b)
Figura 5.21 - Microfratografia de um CP de aço API 5L X52 ensaiado a 21ºC sob impacto
(Charpy), na região da zona fundida; (a) 1000X; (b) 25X; MEV; destaca-se na seta uma
inclusão correspondente à Figura 5.18.
(a) (b)
Figura 5.22 - Microfratografia de um CP de aço API 5L X52 ensaiado a 20ºC em dobramento,
na região soldada; (a) dimples, 500X; (b) facetas de clivagem, 1000X; MEV.
Nas Figuras 5.23-5.26 tem-se as microfratografias de CPs ensaiados sob impacto e
dobramento para o aço API “X70”. Analogamente, nota-se presença de facetas de clivagem e
dimples caracterizando uma fratura semi frágil. Observa-se, também, presença de óxidos,
provavelmente, oriundos da oxidação das amostras ou do processo de soldagem.
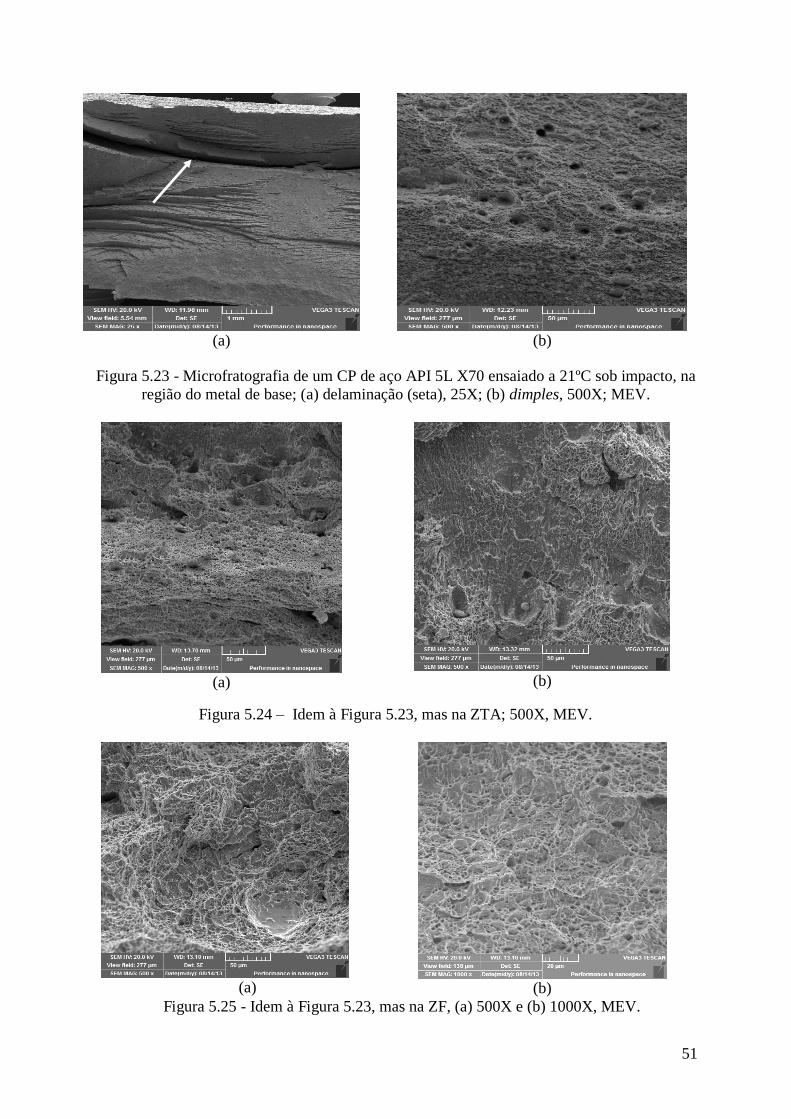
51
(a)
(b)
Figura 5.23 - Microfratografia de um CP de aço API 5L X70 ensaiado a 21ºC sob impacto, na
região do metal de base; (a) delaminação (seta), 25X; (b) dimples, 500X; MEV.
(a)
(b)
Figura 5.24 – Idem à Figura 5.23, mas na ZTA; 500X, MEV.
(a)
(b)
Figura 5.25 - Idem à Figura 5.23, mas na ZF, (a) 500X e (b) 1000X, MEV.

52
(a) (b)
Figuras 5.26 - Microfratografia de um CP de aço API 5L X70 ensaiado a 20ºC em
dobramento na região soldada; (a) 50X; (b) 1000X; MEV.
Considerando que nas análises metalográficas foi observada a possibilidade da
presença do microconstituinte martensita-austenida retida (M-A), foram feitas análises
microestruturais aplicando-se o MEV. Ressalta-se que além do microconstituinte M-A. A
Figura 5.27-5.32 apresenta os resultados obtidos, identificando-se, inclusive, bainita.
De acordo com TRINDADE (2001) a formação destes constituintes ocorre por meio
do resfriamento contínuo da austenita formando bainita e a austenita restante se torna estável,
devido ao enriquecimento de carbono causado pelo crescimento da bainita. Esse
enriquecimento de carbono é completado em temperaturas no intervalo entre 400 e 300°C, e o
teor de carbono da austenita residual alcança 0,5-0,8%. Ao prosseguir com o resfriamento, a
austenita retida se decompõe em ferrita e carbonetos entre 350-300°C. Se a taxa de
resfriamento for elevada, esta decomposição não ocorre, formando martensita maclada ou em
ripas, sobrando uma porcentagem de austenita retida, formando então o microconstituinte
M-A.

53
(a)
(b)
Figura 5.27 - Microestrutura do aço API 5L X52, no metal base, evidenciando o constituinte
M-A; (a) 5000X; (b) 35000X; MEV. F- Ferrita; M/A/B – Martensita, Austenita e Bainita.
(a)
(b)
Figura 5.28 - Microestrutura do aço API 5L X52, na região de acabamento, evidenciando o
constituinte M-A; (a) 10000X; (b) 15000X; MEV.
(a) (b)
Figura 5.29 - Microestrutura do aço API 5L X52, na região da raiz, evidenciando o
constituinte M-A; (a) 5000X; (b) 15000X; MEV. B - Bainita; F - Ferrita; P - Perlita.

54
(a)
(b)
Figura 5.30 - Microestrutura do aço API 5L X70, na região da raiz, evidenciando o
constituinte M-A; (a) 5000X; (b) 15000X; MEV.
(a)
(b)
Figura 5.31 - Microestrutura do aço API 5L X70, na região de enchimento, evidenciando o
constituinte M-A; (a) 5000X; (b) 25000X; MEV.
(a)
(b)
Figura 5.32 - Microestrutura do aço API 5L X70, na região de acabamento, evidenciando o
constituinte M-A; (a) 10000X; (b) 15000X; MEV.

55
5.2.6 - Ensaios Não Destrutivos
As Figuras (5.27- 5.32) apresentam resultados dos ensaios não destrutivos (ENDs),
por líquido penetrante e por raios-X. Os ensaios foram feitos com objetivo de verificar
alterações e falhas no cordão de solda.
Inicialmente, as superfícies foram limpas adequadamente com escova de aço e lixa
d’água. Depois a mesma foi seca com secador por 4 minutos. Para efeito de contraste a área
da solda a ser analisada foi isolada com fita crepe.
De acordo com procedimentos usuais para estas análises, na temperatura ambiente,
após limpeza, o líquido penetrante foi aplicado a uma distância aproximadamente 20cm das
amostras. Após aplicação do penetrante e do revelador (em torno de 30 minutos) foram
realizadas as análises (Figuras 5.27 e 5.28). De acordo com a análise a solda no aço API X70
apresentou poucas descontinuidades superficiais (Figura 5.27(b)), indicando uma solda de boa
qualidade. A Figura 5.28(a,b) apresenta a análise semelhante, porém para a junta soldada do
aço API "X52". Nota-se que a qualidade superficial da solda foi ainda melhor que o caso
anterior.
Foram realizadas, também, análises nas amostras por raios X e ultra som na qual foi
utilizado transdutor duplo cristal. Nota-se na Figura 5.29(a,b) que para os dois aços soldado,
na região dos passes de raiz, a qualidade das soldas foi boa, indicando ausência de
descontinuidades nos materiais e nas Figuras 5.31(a,b) e 5.32(a,b) apresentaram sinais de
descontinuidades na região da raiz.
(a) (b)
Figura 5.33 – Análises por líquido penetrante de uma chapa soldada de aço "X70"; (a)
limpeza após aplicação do penetrante; (b) aplicação do revelador após 30 minutos.

56
(a) (b)
Figura 5.34 – Idem à Figura 5.27, porém para o aço "X52".
Na radiografia são observadas algumas indicações na raiz e também porosidade que
varia dependendo da região da solda.
(a) (b)
Figura 5.35 – Análises por ensaios não destrutivos; raios X de chapas soldadas de aços:
(a) "X52" e (b) "X70".
(a) (b)
Figura 5.36 – (a) Montagem para ensaio com transdutor duplo cristal; (b) Varredura do metal
base com transdutor de duplo cristal; chapa de 10mm de espessura.

57
(a) (b)
Figura 5.37 – (a) Posição de varredura do transdutor (60°) em junta soldada do aço “X70”
(círculo); (b) Sinal de descontinuidade indicado no aparelho de ultrassom na região da raiz
(círculo).
(a) (b)
Figura 5.38 – Idem à Figura 5.37, mas com o aço “X52” e transdutor de 70°.
58
6. CONCLUSÕES
A partir da caracterização do comportamento de amostras de aços API 5L X52 e API
5L X70 em soldagem a arco elétrico com eletrodo revestido foi possível concluir os seguintes
pontos relevantes:
(i) para o aço API X52, verificou-se a presença de bandeamento em sua microestrutura em
função da composição química e da laminação a quente:
a. presença do constituinte martensita-austenita residual (MA) na zona fundida;
b. ocorrência de fratura na zona fundida em CPs de aço API X52 devido a presença de
inclusões e outras descontinuidades provenientes da soldagem;
(ii) os valores de resistência mecânica e de microdureza Vickers foram, de modo geral,
maiores para o aço API 5L X52, especialmente na região de acabamento do cordão de
solda;
(iii) o aço soldado "X70" apresentou menor resistência mecânica em relação ao aço "X52. No
entanto, absorveu maior energia de impacto. Provavelmente, isso ocorreu devido a
aspectos operacionais da soldagem.
(iv) os CPs ensaiados em tração fraturam-se na zona fundida, sendo que o aço "X52"
apresentou maior resistência mecânica que o metal de base;
(v) os ensaios não destrutivos indicaram descontinuidades nos cordões de solda, mas não com
grande impacto em termos de concentradores de tensão e outras patologias que
geralmente são desenvolvidas em cordões de solda;
(vi) as microfratografias indicaram, fratura semi frágil no metal de base, com presença de
facetas de clivagem e dimples. Na ZTA, em função do crescimento de grãos as fraturas
apresentaram-se com aspecto mais dúctil.
(vii) notaram-se dificuldades no entendimento do comportamento dos materiais soldados
devido ao fato dos mesmos serem aços diferentes e, principalmente, com espessuras
diferentes.
Em geral, conclui-se que os materiais soldados romperam-se na zona fundida,
provavelmente, pelo estado de conservação dos eletrodos básicos utilizados (úmidos).
Portanto, esse aspecto influenciou diretamente no desempenho das soldas. Certamente, a
qualidade das soldas seria melhor se nos procedimentos de soldagem fossem aplicados

59
tratamentos de pré e pós aquecimento das juntas soldadas, embora sejam operações
consideradas onerosas. Em termos de qualidade microestrutural (praticamente, ausência de
descontinuidades e/ou atendimento aos limites de tolerância à presença das mesmas), as
amostras soldadas de aços estudados obedeceram à Norma API 1104 (1999).

60
7. SUGESTÕES PARA TRABALHOS FUTUROS
Empregar diferentes especificações de procedimentos de soldagem (principalmente,
corrente elétrica e velocidade de soldagem), objetivando obtenção de diferentes aportes
térmicos;
Analisar a soldagem em tubulações de aço do tipo API 5L X80;
Analisar a soldagem diante de variações em temperatura de pré-aquecimento, temperatura
entre passes, aporte térmico na raiz da solda;
Empregar metodologias da Mecânica de Fratura para estudo da propagação de trincas no
metal de base, na zona termicamente afetada e na zona fundida do cordão de solda;
Empregar outros processos de soldagem, especialmente os que têm proteção gasosa, por
exemplo o MIG/MAG - Metal Inert Gas ou Metal Active Gas.

61
8. REFERÊNCIAS BIBLIOGRÁFICAS
AMERICAN SOCIETY FOR TESTING AND MATERIALS INTERNATIONAL (ASTM-
A370 Norm) – “Standard Test Methods and Definitions for Mechanical Testing of Steel
Products”, 2009.
ASM HANDBOOK, Failure Analysis and Prevention, Vol. 11, ASM International, Materials
Park, 1992a.
ASM HANDBOOK, Fractography, Vol.12, ASM International, Materials Park, 1992b.
API Standard 1104, Welding of Pipelines and Related Facilities, Nineteenth Edition,
Washington, 1999.
ARAUJO, C., SAMPAIO, M. Engenharia de microestrutura de aços para tubos de grande
diâmetro. Revista ABM, São Paulo, v.64, n. 588, p.212-214, maio 2008.
ASM - Weld Integrity and Performance, 1997.
ASME B31.11– Slurry Transportation Piping Systems. 2002.
ASME PCC-2 - Repair of Pressure Equipment and Piping. The American Society of
Mechanical Engineers, New York, 2006.
ASTM E-23, 2004 Norma ASTM E-23-04. “Standart Test Methods for Notched Bar impact
Testing of Metallic Materials”. ASTM International, December, 2004.
ASTM E 45, ASTM stock number ADJE004501 - NORMA, 2005 Norma AMERICAN
SOCIETY FOR TESTING AND MATERIALS. ASTM E 45. : [S.1. : s.n.], 2005. 1p.
BAEK, J.; KIM, W.; KIM, Y. Comparative Study for Various Repair Methods of In-Service
Pipeline Using Full Scale Burst Test. Korea Gas Corporation. Amsterdam, 2006.
BAI, Y. Pipelines and Risers. Elsevier. 2001.
BANG, B.; SON, Y.; OH, K. H. Numerical Simulation of Sleeve Repair Welding of In-
Service Gas Pipelines. Korea Gas Corporation. Ansan, 2002.
BARNES, A. Local Brittle Zone in C-Mn Steel Multipass Welds, Welding Institute Bulletin,
1990.

62
BERNARD, G. – “A viewpoint on the weldability of carbon-manganese and microalloyed
structural steels”. IN: International Symposium on High-Strength Low-Alloy Steels
(Micro Alloying 75), Washington EUA, 1- October, pp. 552-569 , 1975.
BHADESHIA, H.K.D.H., and SVENSSON, L. Prediction of microstructure of the fusion
zone of multicomponent steel weld deposits, Advances in welding technology and
Science, ASM, Metals Park, Ohio, USA, 1987.
BOTT, I. et al: High-Strength Steel Development for Pipelines: A Braziliam Perspective,
Metallurgical and Materials Transactions, Volume 36A, EE.UU, 2005.
BRANDI, S. D., “Estudo da Soldabilidade do aço inoxidável duplex DIN W. Nr. 1.4462”.
São Paulo/SP, 1992.
CALLISTER, W. D. Jr, Ciência e Engenharia de Materiais - Uma Introdução, 5th ed., John
Wiley & Sons, 2000.
CÂNDIDO, L.C. Tecnologia e Metalurgia da Soldagem. Material Didático da Disciplina
RED 196. REDEMAT, 2013.
COHEN, Morris and HANSEN, S.S.. Microstructural control in microalloyed steels. MiCon
78: Optimization of Processing, Properties and Service Performance Through
Microstructural Control, 1979.
DEBROY, T. and DAVID, S.A. Physical processes in fusion welding, Reviews of Modern
Physics, 1985.
DILTHEY, U. Welding Technology 2 – Welding Metallurgy, Institut für Schweißtechnik und
Fügetechnik, RWTH – Aachen Universität, 2005.
EASTERLING, K. Introduction to the Physical Metallurgy of Welding, London, UK,
Butterworths Monographs in Metals, 1983.
ESAB, Welding Pipeline Handbook. Haynes Techbook, 2003.
FAZZINI, P.; TEUTÓNICO, M. Validation of sleeve of straight union type B for leaks, IBP.
Rio de Janeiro, 2009.
FEDELE, R. Desafios da Soldagem em Tubulações, Revista Metalurgia e Materiais, 2002.
63
FORTES C. Soldagem de Tubulações. ESAB, 2004.
FOSCA P.C. Introducción a la Metalurgia de la Soldadura, Pontifícia Universidad Católica
del Perú, 4º Ed. Lima, Perú, 2003.
GIRISH P.K. Weld Cracks – An Engineer’s Worst Nightmare WJM Technologies, 2008.
GODEFROID, L.B., CÂNDIDO, L.C., MORAIS, W.A. Análise de Falhas. Curso da
Associação Brasileira de Metalurgia, Materiais e Mineração. 2012.
GRAY, J.M.; PONTREMOLI, M. Metallurgical options for API grade X70 and X80 linepipe.
In: International Conference Pipe Technology, Rome-Italy, 1987.
GUIMARÃES, S.S., CÂNDIDO, L.C. Avaliação comportamental de aços API 5L-X52 E API
5L-X70, soldados pelo processo com eletrodo revestido, utilizados em tubulações. Anais
do 68º Congresso ABM, Belo Horizonte/MG, 2013.
HAN, K.; VAN TYNE, C.J.; LEVY, B.S. “Effect of Strain and Strain Rate on the
Bauschinger Effect Response of Three Different Steels”, Met. Trans. A, v. 36A, 2005.
HARRISON; P.L.; FARR; R.A., Application of continuous Cooling Transformation
Diagrams for Welding of Steels, International Materials Reviews, v. 4, nº 1, 1989.
HERTZBERG R. W. Deformation and Fracture Mechanics of Engineering Materials. John
Wiley & Sons. New York. 2 Ed. 1996. 786 p.
HILLENBRAND, H.G.; GRAS, M.; KALMA, M. “Development and production of high
strength pipe stells”, International Symposium Niobium 2001. Orlando, Florida, USA,
2001.
JENNEY, C.L. (Editor), O'BRIEN, A. (Editor) – “AWS Welding Handbook, Volume 1 -
Welding Science and Technology”, 9a. Edition, American Welding Society, EUA, p. 573,
2001.
KIEFNER, J. F., BRUCE, W. A., STEPHENS, D. R., Pipeline Repair Manual, Technical
Toolboxes, PRCI, Houston, 1994.
KOU, S. Welding Metallurgy. Second Edition. New Jersey: John Wiley and Sons, 2003.

64
LANCASTER, J.F. Handbook of Structural Welding, Abington Publishing, Cambridge,
England, 2003.
LANCASTER, J.F. Metallurgy of Welding, 6 Ed., Woodhead Publishing Limited,
Cambridge, England, 1999.
LANCASTER, J.F. The Physics of Welding, Physical Technology, 15, 1984.
MALDONADO, F. B. Programa de Gestão de Riscos para Tubulações Industriais, 2007.
MEESTER, B. The Weldability of Modern Structural Steels. ISIJ International, Vol. 37, Nº.
6, p. 537 – 551. 1997.
MODENESI, P. J. Descontinuidades e Inspeção em Juntas Soldadas. Material didático.
UFMG. 2001.
MODENESI, P. J. Soldabilidade dos Aços Transformáveis. Material didático. UFMG 2004.
MORRIS, E.F.E CHUNG, Y-W, “Fatigue Failure in Metals”, Updated from M. E. Fine,
Campbell Lecture, Metallurgical Transactions A, v. 11A, 1980.
PARK, H. and RHEE, S. Analysis of Weld Geometry Considering the Transferring Droplets
in Gas Metal Arc Welding, JSME International Journal, Series C, 44, 3 (2001), p. 856 –
862.
PEREIRA, A. A., BOEHS, L.; A Influência das Inclusões de Sulfeto de Manganês Na
Usinabilidade. In: 15º POSMEC - Simpósio do Programa de Pós-Graduação em
Engenharia Mecânica, Uberlândia-MG, 2005.
POF - Pipeline Operators Forum. Specifications and requirements for intelligent pig
inspection of pipelines – 2009.
POORHAYDARI, K., PATCHETT, B.M. and IVEY, G. Estimation of cooling rate in the
welding of plates with intermediate thickness, Welding Journal, 2005.
QUITES, V., Avaliação da tenacidade à fratura e da resistência à fadiga de aços do tipo
AISI/SAE 4140 utilizado em Parafusos de Bombas de polpa de Minério de Ferro em
Função do Tratamento Térmico, Dissertação de Mestrado, REDEMAT, 2006.
SAMARCO, Relatório de Integridade do Mineroduto, Mariana, 2009.

65
SILVA, C. L. J. S. & PARANHOS, R. Fissuração pelo hidrogênio “Trincas a frio”, Infosolda,
2004.
SILVIA, C.N.P. Efeito das separações na tenacidade de um aço microligado produzido por
laminação controlada - Dissertação de Mestrado- Escola Politécnica, Universidade de São
Paulo, 1986.
THOMPSON, A.W.; BERNSTEIN, I.M. - “Microstructure and hydrogen embrittlement”. In:
“Hydrogen effects in metals”, Bernstein, I.M. and Thompson, A.W., AIME, EUA, 1980.
THOULOW, C.; PAAUW, A. J.; GUNLEIKSRUD, A.; TROSET, J. Fracture mechanical
properties in controlled rolled CMn thermomechanically treated steels with splittings. In:
Engineering Fracture Mechanics, v.24, 1986.
TOFFOLO, R. V.B., Estudo comparativo dos aços microligados API-5L-X60 e API-5L-X70,
usados para a confecção de tubos, quanto à tenacidade à fratura, Dissertação de Mestrado,
REDEMAT, 2008.
TRINDADE, V. B., “Influência do tratamento térmico de normalização em metais de solda
baixa liga de arco submerso”, COPPE/UFRJ, Rio de Janeiro/RJ, 2001.
TWI – The Welding Institute – Technical Report N.14682/2a/04 – Further Fatigue
Assessment of the Road Transportation of Line Pipes for the Angsi Project, 2004.
USIMINAS. Tubos de Grande Diâmetro: Propriedades Mecânicas. Produzido Por Usiminas,
2007.
VIANNA, C.S., Comportamento mecânico do aço API 5L X-60 com e sem hidrogênio, Rio
de Janeiro, 2005.
VILARINHO, L.O. Processos de união permanente, FEMEC, 2007.
WAINER, E.; BRANDI, S. D.; MELLO; F. D. H.; Soldagem: Processos e Metalurgia, Edgard
Blücher LTDA, 1992.

66
9. PUBLICAÇÃO DO AUTOR
AVALIAÇÃO COMPORTAMENTAL DE AÇOS API 5L-X52 E API 5L-X70,
SOLDADOS PELO PROCESSO COM ELETRODO REVESTIDO, UTILIZADOS EM
TUBULAÇÕES(1)
Sidney da Silva Guimarães(2)
Luiz Cláudio Cândido(3)
Resumo
Os aços utilizados na fabricação de tubos vêm sendo continuamente desenvolvidos com o
objetivo de se elevar a resistência mecânica dos mesmos, mantendo-se adequada tenacidade e
boa soldabilidade. Com isso, é possível empregar aços com menores espessuras, o que reduz
o peso por comprimento de tubo, além de permitir o aumento da pressão de trabalho
admissível para tubos de mesma espessura. Este trabalho avaliou as características
comportamentais de tubos de aços API 5L, graus X52 e X70, soldados pelo processo ao arco
elétrico com eletrodo revestido. Após corte das tubulações, na seção transversal, foram
soldadas amostras com chanfro em V, empregando-se eletrodo AWS E6010 para passe de raiz
e eletrodo AWS E7018 para passes de enchimento e acabamento. As juntas soldadas foram
caracterizadas química, mecânica e metalograficamente. Os ensaios de tração e de
dobramento indicaram baixo desempenho das soldas em função da má qualidade dos
eletrodos, provavelmente pelo inadequado sistema de armazenamento. Foram realizados
ensaios dureza/microdureza na região soldada. Os corpos de prova ensaiados foram
analisados macro e, empregando-se microscopia eletrônica de varredura,
microfratograficamente.
Palavras chave: aços API 5L-X52 e X70; soldagem; comportamento mecânico.
1 Contribuição técnica ao 68º Congresso ABM, Belo Horizonte/MG, julho/2013.
2 Mestrando da REDEMAT; Eng° Metalurgista; [email protected]
3 Membro da ABM; Prof. Associado IV do Dep. Eng. Metalúrgica e de Materiais/Escola de
Minas/UFOP; [email protected]





























