Embed Size (px)
Citation preview
Recebimento, acompanhamento de montagem,
calibração e aprendizado da operação dos
equipamentos
RELATÓRIO FINAL
Julho, 2011
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
ii
SUMÁRIO
1. Introdução .......................................................................................................................... 1 2. Atividades realizadas ....................................................................................................... 12 3. Considerações finais ........................................................................................................ 13 REFERÊNCIAS ................................................................................................................... 14 ANEXOS .............................................................................................................................. 14
LISTA DE FIGURAS
Figura 1: Instalação provisória dos equipamentos realizada pelo engenheiro Stephen
Brede, da IPC Global, em outubro. ......................................................................... 1
Figura 2: Instalação e calibração do equipamento para ensaio de fadiga de quatro pontos realizadas pelo engenheiro Stephen King, da IPC Global, em junho de 2011. ....... 1
Figura 3: compactador Presbox, compactador giratório Servopac e misturadora instalados na sala principal do laboratório. ............................................................. 2
Figura 4: Autosaw, localizada do lado externo do laboratório. .............................................. 2
Figura 5: Detalhe da água caindo durante a operação da autosaw. ........................................ 2
Figura 6: Misturador de Laboratório - Laboratory Mixer INFRATEST. ............................... 3
Figura 7: Seqüência de preparação de mistura utilizando o Laboratory Mixer INFRATEST. .......................................................................................................... 4
Figura 8: Corpos de prova em formatos cilíndrico e bloco. ................................................... 5
Figura 9: Exemplo de moldagem de corpos de prova com o compactador giratório. ............ 5
Figura 10: Corpo de provas cilíndrico e viga extraídos de placas moldadas na PresBox. ..... 6
Figura 11: Seqüência de moldagem de placa com compactador PReSBOX da IPC Global. ..................................................................................................................... 6
Figura 11: Seqüência de moldagem de placa com compactador PReSBOX da IPC Global (continuação). .............................................................................................. 7
Figura 12: Exemplo de placa sendo serrada para produzir o corpo de prova em formato de viga para o ensaio de fadiga de quatro pontos. ................................................... 8
Figura 13: Exemplo de corpo de prova cilíndrico extraído de pista sendo serrado com a Autosaw para obter dimensões e extremidades adequadas para realizar os ensaios mecânicos. .................................................................................................. 8
Figura 14: Amostras em formatos cilíndricos e viga serradas com o Autosaw. .................... 9
Figura 15: Universal Testing Machine UTM-25. ................................................................... 9
Figura 16: Sistema de controle e aquisição de dados IMAC. ................................................. 9
Figura 17: Exemplos de resultados dos ensaios de módulo dinâmico e fadiga usando o software UTS. ........................................................................................................ 10
Figura 18: Exemplos de ensaios mecânicos realizados na UTM 25 (fadiga de quatro pontos, módulo dinâmico e flow number). ............................................................ 10
Figura 19: Seqüência de montagem do ensaio de fadiga de quatro pontos. ......................... 11
Figura 20: Acessórios utilizados na montagem de alguns ensaios mecânicos realizados na UTM 25. ........................................................................................................... 12

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
1
1. Introdução
O objetivo deste trabalho era fazer a instalação definitiva dos equipamentos no
laboratório novo até o final do ano de 2010. No entanto, como o laboratório ainda
estava em obras, foi feita em outubro de 2010 a instalação provisória dos
equipamentos, uma vez que o engenheiro Stephen Brede, da empresa fornecedora, IPC
Global, estava no Brasil (Figura 1).
Somente no início de 2011 os equipamentos foram instalados de forma definitiva.
Figura 1: Instalação provisória dos equipamentos realizada pelo engenheiro Stephen Brede, da IPC
Global, em outubro.
O engenheiro Stephen King, da IPC Global, fez os ajustes finais na Universal Testing
Machine, UTM-25, particularmente no equipamento para ensaio de fadiga de quatro
pontos (Figura 2).
Figura 2: Instalação e calibração do equipamento para ensaio de fadiga de quatro pontos realizadas
pelo engenheiro Stephen King, da IPC Global, em junho de 2011.
A localização de cada equipamento foi escolhida em função do tipo de atividade a ser
realizada. O compactador PReSBOX, o compactador giratório SERVOPAC e a
misturadora foram instaladas na sala principal do laboratório (Figura 3), onde são

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
2
produzidas as misturas asfálticas e realizada a moldagem de corpos de prova em
formato cilíndrico e blocos.
Figura 3: compactador Presbox, compactador giratório Servopac e misturadora instalados na sala
principal do laboratório.
A Autosaw, que consiste de um equipamento de corte, foi instalada do lado externo do
laboratório (Figura 4), uma vez que durante a operação do equipamento, ocorre o
escorrimento de água (Figura 5) e de material fino, que acaba formando uma “massa”,
necessitando de local para a água escoar, assim como para a “massa” ficar acumulada.
Figura 4: Autosaw, localizada do lado externo do laboratório.
Figura 5: Detalhe da água caindo durante a operação da autosaw.
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
3
A UTM 25 foi instalada na sala climatizada, uma vez que o ensaio deve ser feito com
temperatura controlada e os corpos de prova devem ser acondicionados na temperatura
de ensaio pelo menos 2 horas antes de iniciar o ensaio.
Produção da mistura asfáltica
A mistura asfáltica pode ser preparada manualmente, em um recipiente de metal com o
auxílio de uma colher ou outro utensílio para misturar os materiais, ou empregando um
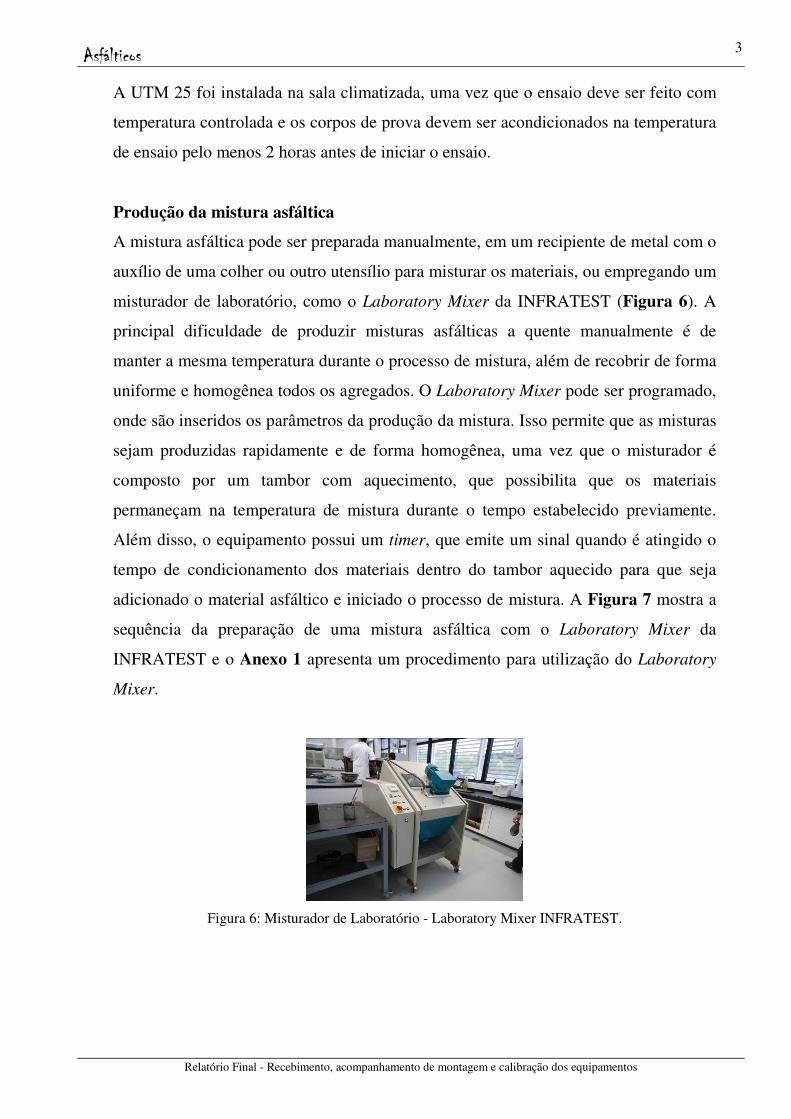
misturador de laboratório, como o Laboratory Mixer da INFRATEST (Figura 6). A
principal dificuldade de produzir misturas asfálticas a quente manualmente é de
manter a mesma temperatura durante o processo de mistura, além de recobrir de forma
uniforme e homogênea todos os agregados. O Laboratory Mixer pode ser programado,
onde são inseridos os parâmetros da produção da mistura. Isso permite que as misturas
sejam produzidas rapidamente e de forma homogênea, uma vez que o misturador é
composto por um tambor com aquecimento, que possibilita que os materiais
permaneçam na temperatura de mistura durante o tempo estabelecido previamente.
Além disso, o equipamento possui um timer, que emite um sinal quando é atingido o
tempo de condicionamento dos materiais dentro do tambor aquecido para que seja
adicionado o material asfáltico e iniciado o processo de mistura. A Figura 7 mostra a
sequência da preparação de uma mistura asfáltica com o Laboratory Mixer da
INFRATEST e o Anexo 1 apresenta um procedimento para utilização do Laboratory
Mixer.
Figura 6: Misturador de Laboratório - Laboratory Mixer INFRATEST.

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
4
Figura 7: Seqüência de preparação de mistura utilizando o Laboratory Mixer INFRATEST.
Preparação dos corpos de prova
Os corpos de prova, CPs, para realizar os ensaios mecânicos (MR, RT, módulo
complexo, fadiga convencional e Flow Number, FN) podem ser moldados em dois
formatos: cilíndrico ou bloco (Figura 8).

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
5
Figura 8: Corpos de prova em formatos cilíndrico e bloco.
Além disso, os CPs em formato cilíndrico podem ser moldados empregando diferentes
tipos de equipamentos: por impacto (golpes) ou amassamento (giratório). No entanto,
alguns ensaios (módulo complexo e flow number) exigem CP com altura de 150 mm, o
que não é possível alcançar com equipamento Marshall, tornando mais adequado o uso
do compactador giratório, que produz CPs com até 200 mm de altura. A moldagem
dos CPs já em formato cilíndrico é realizada empregando o compactador giratório
Servopac da IPC Global (Figura 9). O Anexo 2 apresenta um procedimento para
moldagem de CPs com o compactador giratório Servopac.
Figura 9: Exemplo de moldagem de corpos de prova com o compactador giratório.
No entanto, os CPs em formato cilíndrico também podem ser produzidos a partir da
moldagem de blocos empregando o PReSBOX Compactor da IPC Global, que
produz blocos de 450 mm de comprimento x 150 mm de largura, com altura de
145 mm a 185 mm. Os CPs devem ser extraídos dos blocos através do auxílio de uma
sonda rotativa e serrados para obter as dimensões adequadas (Figura 10).
No caso do ensaio de fadiga de flexão de 4 pontos, as amostras devem ser moldadas
somente em forma de blocos e depois devem ser serradas para produção de vigas
prismáticas em tamanho adequado. A Figura 11 apresenta a seqüência de moldagem
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
6
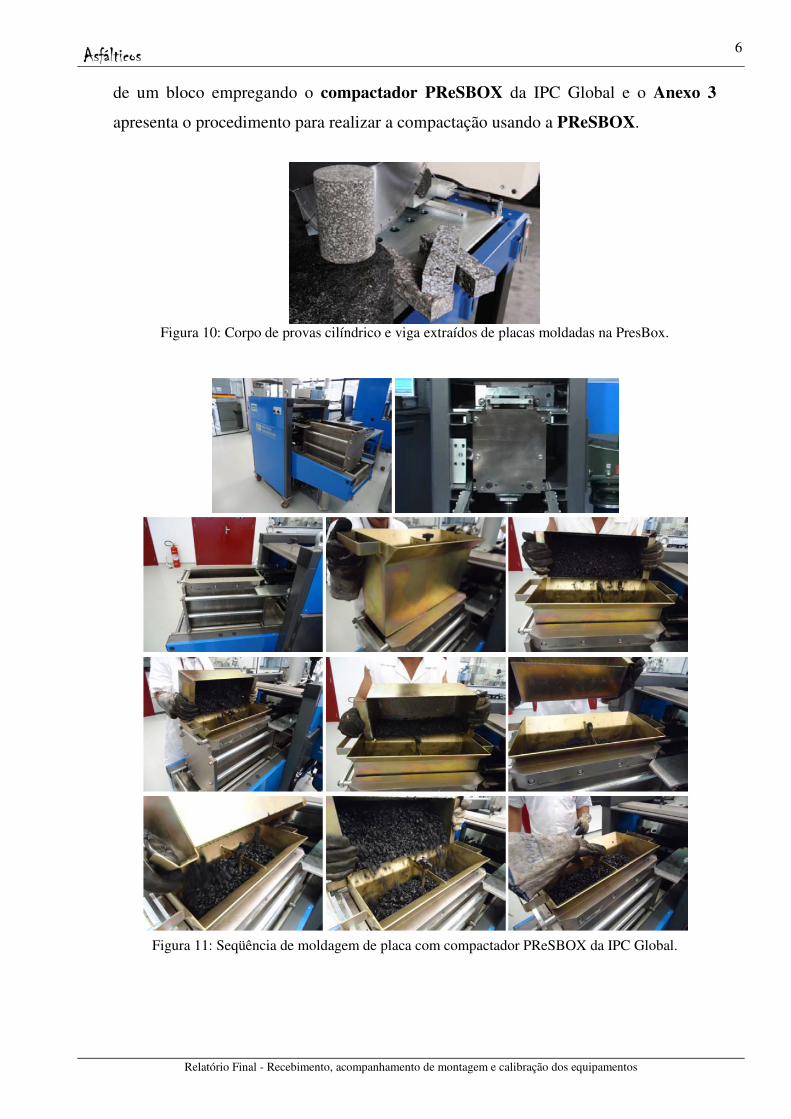
de um bloco empregando o compactador PReSBOX da IPC Global e o Anexo 3
apresenta o procedimento para realizar a compactação usando a PReSBOX.
Figura 10: Corpo de provas cilíndrico e viga extraídos de placas moldadas na PresBox.
Figura 11: Seqüência de moldagem de placa com compactador PReSBOX da IPC Global.
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
7
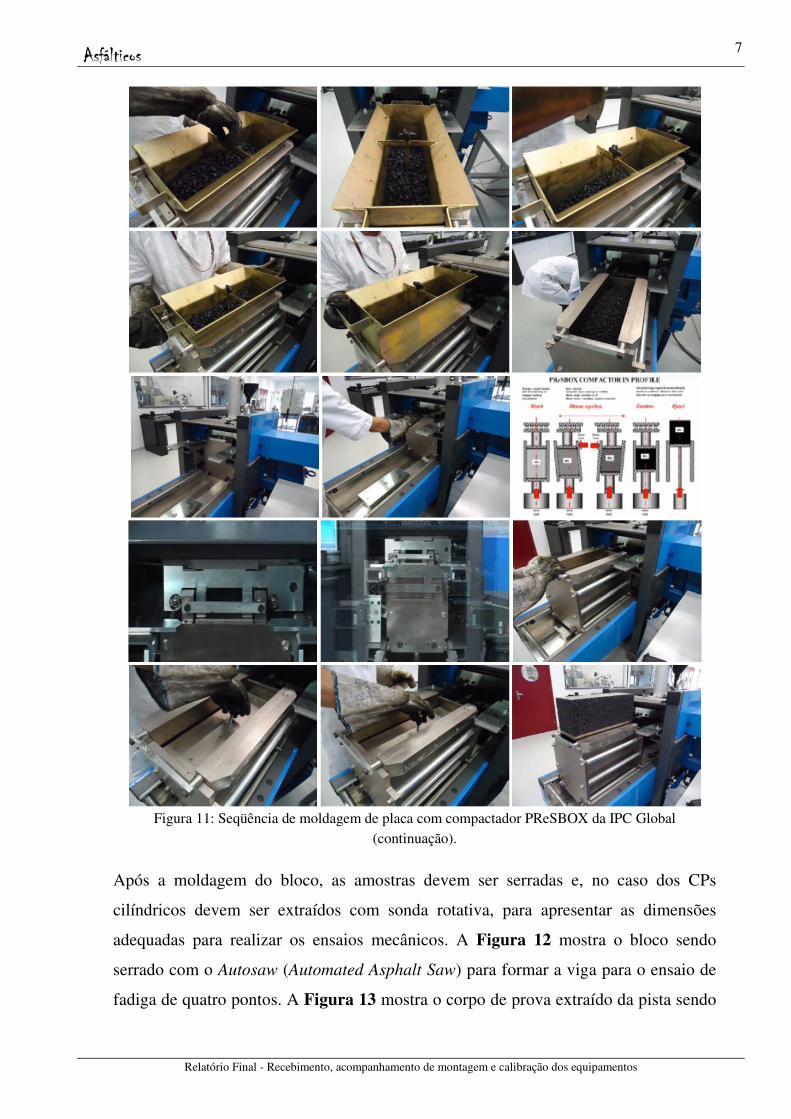
Figura 11: Seqüência de moldagem de placa com compactador PReSBOX da IPC Global
(continuação).
Após a moldagem do bloco, as amostras devem ser serradas e, no caso dos CPs
cilíndricos devem ser extraídos com sonda rotativa, para apresentar as dimensões
adequadas para realizar os ensaios mecânicos. A Figura 12 mostra o bloco sendo
serrado com o Autosaw (Automated Asphalt Saw) para formar a viga para o ensaio de
fadiga de quatro pontos. A Figura 13 mostra o corpo de prova extraído da pista sendo

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
8
serrado com o Autosaw para obter extremidades lisas. O Anexo 4 apresenta um
procedimento para operação da Autosaw.
Figura 12: Exemplo de placa sendo serrada para produzir o corpo de prova em formato de viga para o ensaio de fadiga de quatro pontos.
Figura 13: Exemplo de corpo de prova cilíndrico extraído de pista sendo serrado com a Autosaw para
obter dimensões e extremidades adequadas para realizar os ensaios mecânicos.
A Figura 14 mostra as amostras serradas com o Autosaw.

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
9
Figura 14: Amostras em formatos cilíndricos e viga serradas com o Autosaw.
Os ensaios mecânicos são realizados no equipamento triaxial, Universal Testing
Machine UTM-25 (Figura 15). A UTM 25 é um equipamento hidráulico de 25 kN de
capacidade e foi projetado para atender às necessidades dos laboratórios que trabalham
com materiais para pavimentação asfáltica. O sistema opera com o controlador digital
IMACS (Figura 16) e o software UTS (Figura 17) composto por módulos de teste
que atendem as normas internacionais, garantindo uma fácil configuração para realizar
os testes. Um conjunto de transdutores, fixadores e software aplicativo está disponível
para várias especificações, de uso geral e testes programados pelo usuário. Além disso,
também são operados com câmaras ambientais específicas para a UTM 25, que possui
controle de temperatura.
Figura 15: Universal Testing Machine UTM-25.
Figura 16: Sistema de controle e aquisição de dados IMAC.
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
10
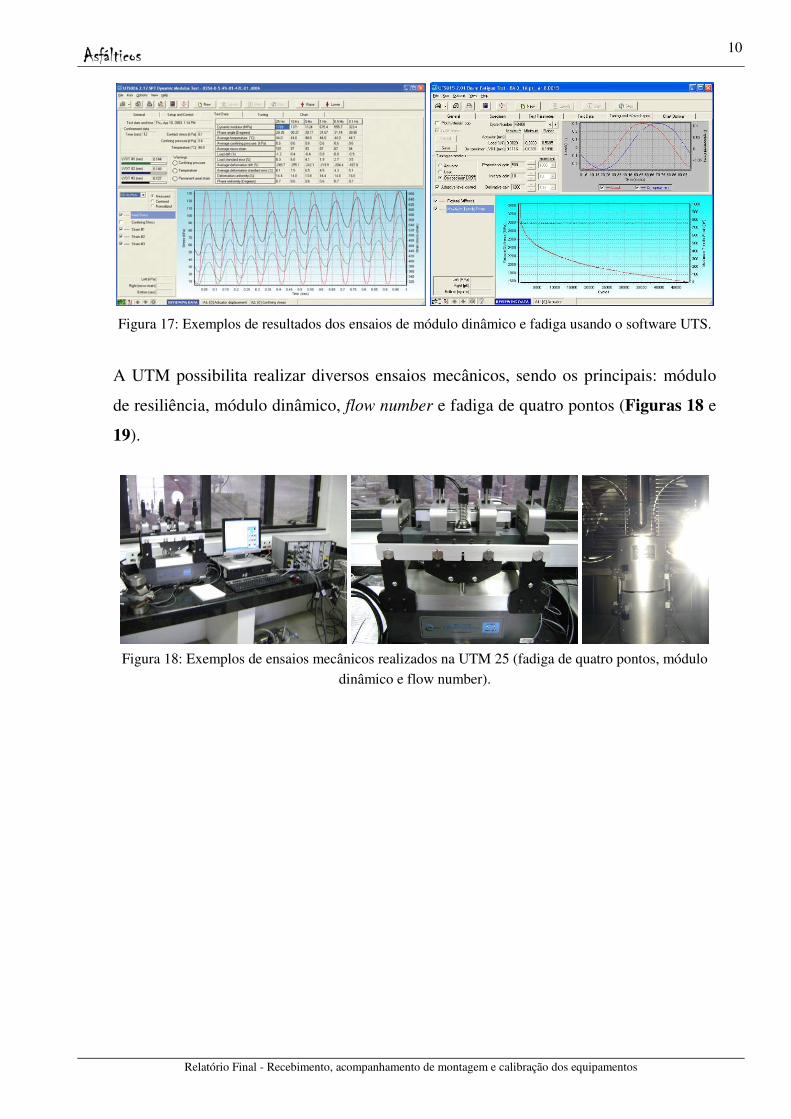
Figura 17: Exemplos de resultados dos ensaios de módulo dinâmico e fadiga usando o software UTS.
A UTM possibilita realizar diversos ensaios mecânicos, sendo os principais: módulo
de resiliência, módulo dinâmico, flow number e fadiga de quatro pontos (Figuras 18 e
19).
Figura 18: Exemplos de ensaios mecânicos realizados na UTM 25 (fadiga de quatro pontos, módulo
dinâmico e flow number).
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
11
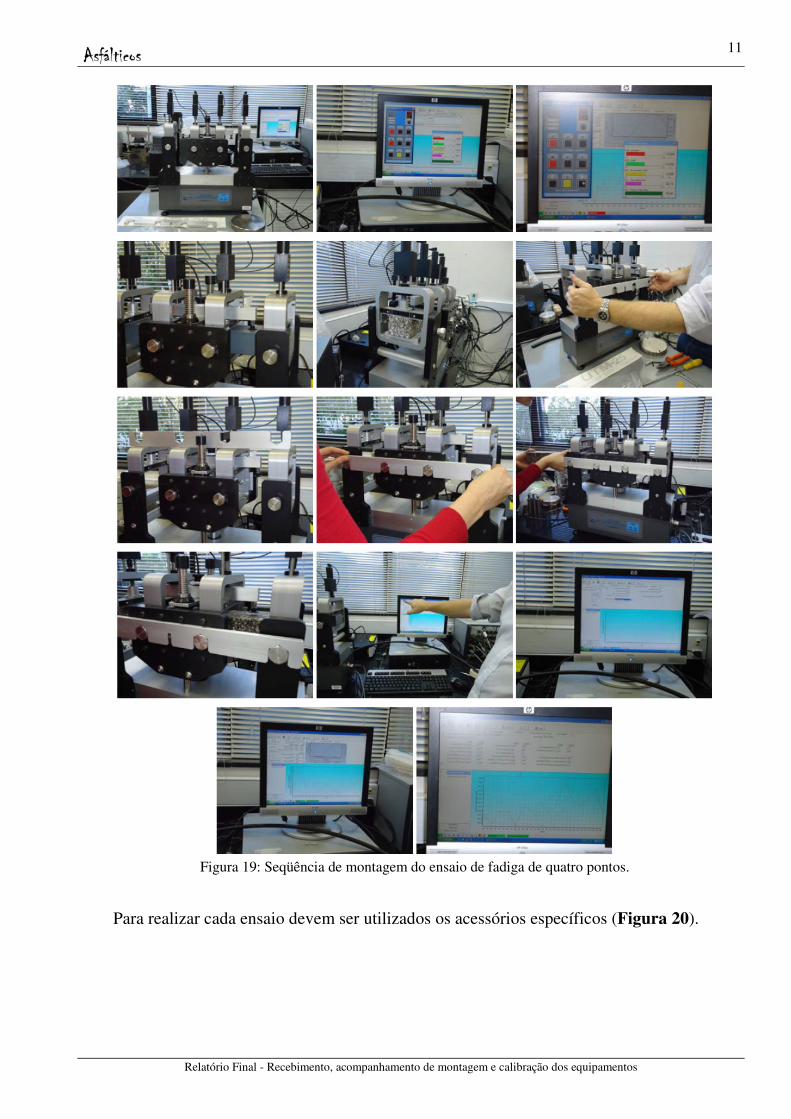
Figura 19: Seqüência de montagem do ensaio de fadiga de quatro pontos.
Para realizar cada ensaio devem ser utilizados os acessórios específicos (Figura 20).

Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
12
Figura 20: Acessórios utilizados na montagem de alguns ensaios mecânicos realizados na UTM 25.
2. Atividades realizadas
� Recebimento e montagem dos equipamentos:
- os equipamentos foram retirados das caixas, onde foi feita a verificação de todos
os componentes e acessórios antes da montagem de cada equipamento;
- a maioria dos equipamentos são operados com ar comprimido. Por esse motivo,
foi feita a instalação de um sistema de ar comprimido de forma que atendesse
todos os equipamentos. Devido ao barulho, ficou decidido que o ar comprimido
ficaria do lado externo do prédio, onde foi feita a construção de um local
apropriado com isolamento acústico. Após a instalação definitiva dos
equipamentos foi verificada a necessidade de instalar medidores de pressão antes
da entrada de ar de cada equipamento;
- foi necessária realizar a adaptação da parte elétrica para a instalação dos
equipamentos nos locais indicados no projeto do laboratório;
� Instalação dos equipamentos:
- após a realização das adaptações necessárias, os equipamentos foram instalados
nos locais indicados:
• a Autosaw foi instalada em local coberto do lado externo do prédio, onde foi
feita uma pequena proteção para evitar que a água escorresse para dentro do
laboratório, sendo que o piso foi colocado de forma que apresentasse uma
pequena inclinação, evitando que a água fique empoçada. Além disso, foi feita
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
13
a instalação de modo que a água com o resíduo não fique acumulada e
provoque o entupimento da rede de esgoto;
• a Presbox, o compactador giratório e o misturador foram instalados na sala
principal do laboratório. É importante salientar que todos os acessórios da
Presbox (placas de base e recipientes para amostras) e do compactador
giratório (moldes) devem permanecer em estufa na temperatura de
compactação durante pelo menos 2 horas antes da execução da moldagem;
• a UTM foi instalada na sala climatizada, devido a necessidade de
condicionamento dos corpos de prova em temperatura controlada antes da
execução dos ensaios. No entanto, a sala apresentou problemas, não mantendo
a temperatura adequada durante o período necessário. Para solucionar o
problema optou-se por adquirir uma incubadora. Vale ressaltar que é
fundamental que os corpos de prova sejam condicionados na temperatura de
ensaio durante pelo menos 2 horas antes da execução do ensaio, pois a
variação de temperatura influencia diretamente nos resultados dos ensaios.
� Calibração: após a instalação dos equipamentos, o engenheiro da IPC Global
efetuou a calibração de todos equipamentos, orientando e mostrando as etapas para
realizar os processos de cada equipamento;
� Aprendizado da operação dos equipamentos: após a calibração, foi feita a
demonstração da operação de cada equipamento. Para isso, inicialmente, foram
utilizados os corpos de prova de material conhecido, que fazem parte do kit de
calibração. Foram moldados corpos de prova em formato cilíndrico no compactador
giratório e em forma de bloco empregando a Presbox. O bloco foi serrado na
Autosaw para produzir uma viga para o ensaio de fadiga de quatro pontos. Foram
realizados ensaios na UTM 25 de módulo de resiliência, módulo dinâmico e flow
number com os corpos de prova cilíndricos moldados no compactador giratório.
3. Considerações finais
Conforme mencionado, o laboratório ainda estava em obras na época em foi feita a
instalação provisória dos equipamentos. Com a conclusão das obras, foi feita a
Relatório Final - Recebimento, acompanhamento de montagem e calibração dos equipamentos
14
instalação definitiva dos equipamentos nos locais indicados no projeto. Além disso, foi
preparado um procedimento de operação de cada equipamento para auxiliar os
técnicos.
REFERÊNCIAS
AASHTO MP 2, Standard Specifications for SUPERPAVE Volumetric Mix Design.
American Association of State Highway and Transportation Officials, AASHTO
MP2-01, Washington, D. C., 2001.
CHRISTENSEN; A. Interpretation of Dynamic Mechanical Test Data for Paving
Grade Asphalt Cements. Proceedings of Association of Asphalt Paving
Technologists. V.61, p.67-116, 1992
DI BENEDETTO, H., DE LA ROCHE, C. State of the art on stiffness modulus and
fatigue of bituminous mixtures. Rilem Report 17, Bituminous binders and mixes.
Brussels, Belgium, 1998.
FONTES, L. P. T. L. Optimização do Desempenho de Misturas Betuminosas com
Betume Modificado com Borracha para Reabilitação de Pavimentos. Tese de
Doutorado. Universidade do Minho. Universidade Federal de Santa Catarina. 545
p., 2009.
IPC Global. http://www.ipcglobal.com.au/
MARQUES, G.L.O. Utilização do módulo de resiliência como critério de dosagem de
mistura asfáltica; efeito da compactação por impacto e giratória. Tese de
Doutorado. COPPE/UFRJ. Universidade Federal do Rio de Janeiro. 480 p., Rio
de Janeiro, RJ, 2004.
MEDINA, J.; MOTTA, L.M.G. Mecânica dos pavimentos. 2. ed. Rio de Janeiro, RJ,
2005.
MONISMITH, C. L.; EPPS, J. A.; KASIANCHUK, A.; McLEAN, D. B. Asphalt
mixture behaviour on repeated flexure. Report nº. TE 70-5, University of
California, Berkeley, USA, 1971.
MOTTA, L. M. G. Método de Dimensionamento de Pavimentos Flexíveis; Critério de
Confiabilidade e Ensaios de Cargas Repetidas. Tese de Doutorado,
COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 1991.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
16
ANEXO 1
MISTURADOR DE LABORATÓRIO - LABORATORY MIXER
INFRATEST
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
17
UTILIZAÇÃO DE UM MISTURADOR DE LABORATÓRIO - LABORATORY MIXER INFRATEST - PARA PRODUÇÃO DE MISTURA ASFÁLTICA A QUENTE
1. O MISTURADOR DEVE SER LIGADO PELO MENOS DUAS HORAS ANTES DO INÍCIO DA PRODUÇÃO DA MISTURA ASFÁLTICA, ATRAVÉS DO BOTÃO VERMELHO LOCALIZADO NO PAINEL FRONTAL DO EQUIPAMENTO;
2. PARA PRODUÇÃO DA MISTURA ASFÁLTICA DEVEM SER INSERIDOS OS SEGUINTES PARÂMETROS:
- TEMPO EM QUE SERÃO MANTIDOS OS MATERIAIS NA TEMPERATURA DE MISTURA ANTES DE INICIAR O PROCESSO (segundo);
- TEMPERATURA DE MISTURA (graus Celsius);
- TEMPO DE MISTURA DOS AGREGADOS, ANTES DA ADIÇÃO DO LIGANTE ASFÁLTICO (segundos);
- TEMPO DE MISTURA DOS MATERIAIS APÓS A ADIÇÃO DO LIGANTE ASFÁLTICO (segundos);
- VELOCIDADE DE MISTURA (RPM);
3. PARA SELECIONAR UM PROGRAMA USAR OS BOTÕES (+) OU (-);
4. PARA INSERIR OS PARÂMETROS UTILIZAR OS BOTÕES COM AS SETAS (← →). PARA CONFIRMAR OS PARÂMETROS, APERTAR O BOTÃO VERDE (I);
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
18
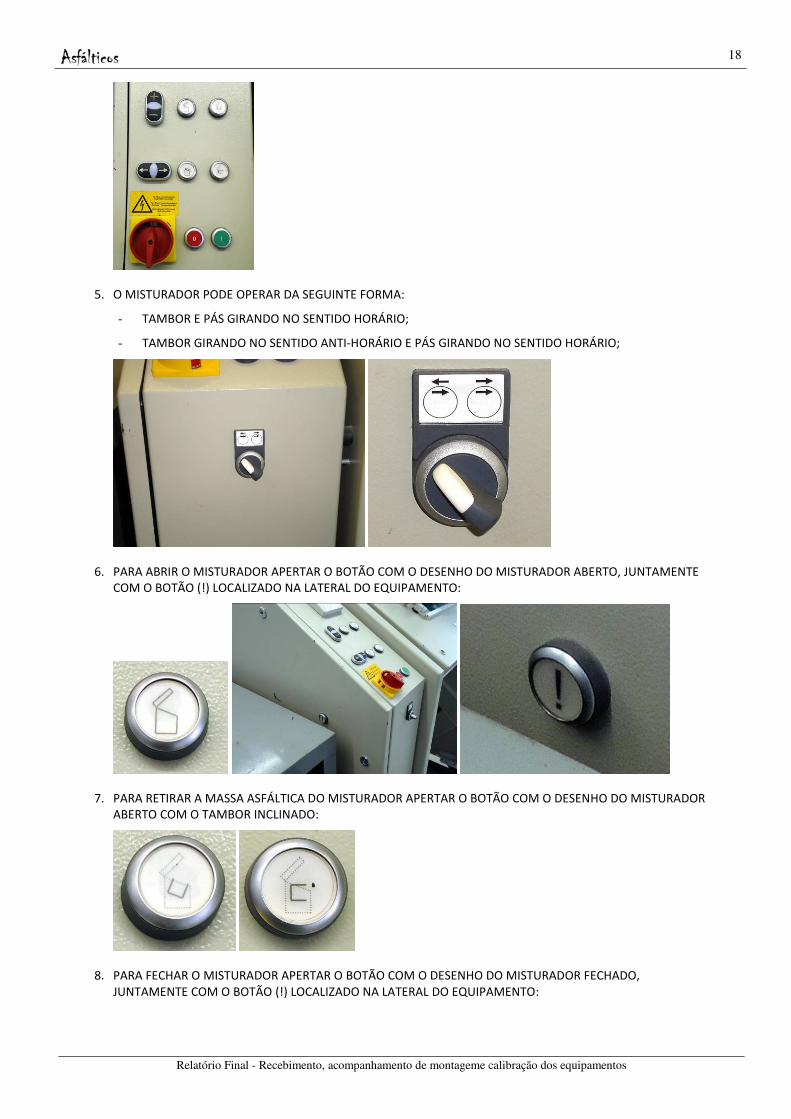
5. O MISTURADOR PODE OPERAR DA SEGUINTE FORMA:
- TAMBOR E PÁS GIRANDO NO SENTIDO HORÁRIO;
- TAMBOR GIRANDO NO SENTIDO ANTI-HORÁRIO E PÁS GIRANDO NO SENTIDO HORÁRIO;
6. PARA ABRIR O MISTURADOR APERTAR O BOTÃO COM O DESENHO DO MISTURADOR ABERTO, JUNTAMENTE COM O BOTÃO (!) LOCALIZADO NA LATERAL DO EQUIPAMENTO:
7. PARA RETIRAR A MASSA ASFÁLTICA DO MISTURADOR APERTAR O BOTÃO COM O DESENHO DO MISTURADOR ABERTO COM O TAMBOR INCLINADO:
8. PARA FECHAR O MISTURADOR APERTAR O BOTÃO COM O DESENHO DO MISTURADOR FECHADO, JUNTAMENTE COM O BOTÃO (!) LOCALIZADO NA LATERAL DO EQUIPAMENTO:

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
19
9. O MISTURADOR POSSUI UMA ENTRADA DE MATERIAL FINO NA PARTE FRONTAL DO PAINEL;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
20
PROCEDIMENTO PARA PRODUÇÃO DE MASSA ASFÁLTICA COM MISTURADOR DE LABORATÓRIO
1. ANTES DE INICIAR A PRODUÇÃO DA MISTURA ASFÁLTICA É NECESSÁRIO COLOCAR OS MATERIAIS (AGREGADOS E LIGANTE ASFÁLTICO) NA ESTUFA E MANTÊ-LOS DURANTE PELO MENOS 2 HORA NAS TEMPERATURAS DETERMINADAS EM FUNÇÃO DA VISCOSIDADE DO LIGANTE OU FORNECIDAS PELO FABRICANTE DO MATERIAL ASFÁLTICO;
2. LIGAR O MISTURADOR PELO MENOS DUAS HORAS ANTES DO INÍCIO DA PRODUÇÃO DA MISTURA ASFÁLTICA, ATRAVÉS DO BOTÃO VERMELHO LOCALIZADO NO PAINEL FRONTAL DO EQUIPAMENTO;
3. INSERIR OS PARÂMETROS PARA PRODUÇÃO DA MISTURA ASFÁLTICA:
- TEMPO EM QUE SERÃO MANTIDOS OS MATERIAIS NA TEMPERATURA DE MISTURA ANTES DE INICIAR O PROCESSO (segundo);
- TEMPERATURA DE MISTURA (graus Celsius);
- TEMPO DE MISTURA DOS AGREGADOS, ANTES DA ADIÇÃO DO LIGANTE ASFÁLTICO (segundos);
- TEMPO DE MISTURA DOS MATERIAIS APÓS A ADIÇÃO DO LIGANTE ASFÁLTICO (segundos);
- VELOCIDADE DE MISTURA (RPM);
4. SELECIONAR O MODO DE OPERAR DO MISTURADOR:
- TAMBOR E PÁS GIRANDO NO SENTIDO HORÁRIO;
- TAMBOR GIRANDO NO SENTIDO ANTI-HORÁRIO E PÁS GIRANDO NO SENTIDO HORÁRIO;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
21
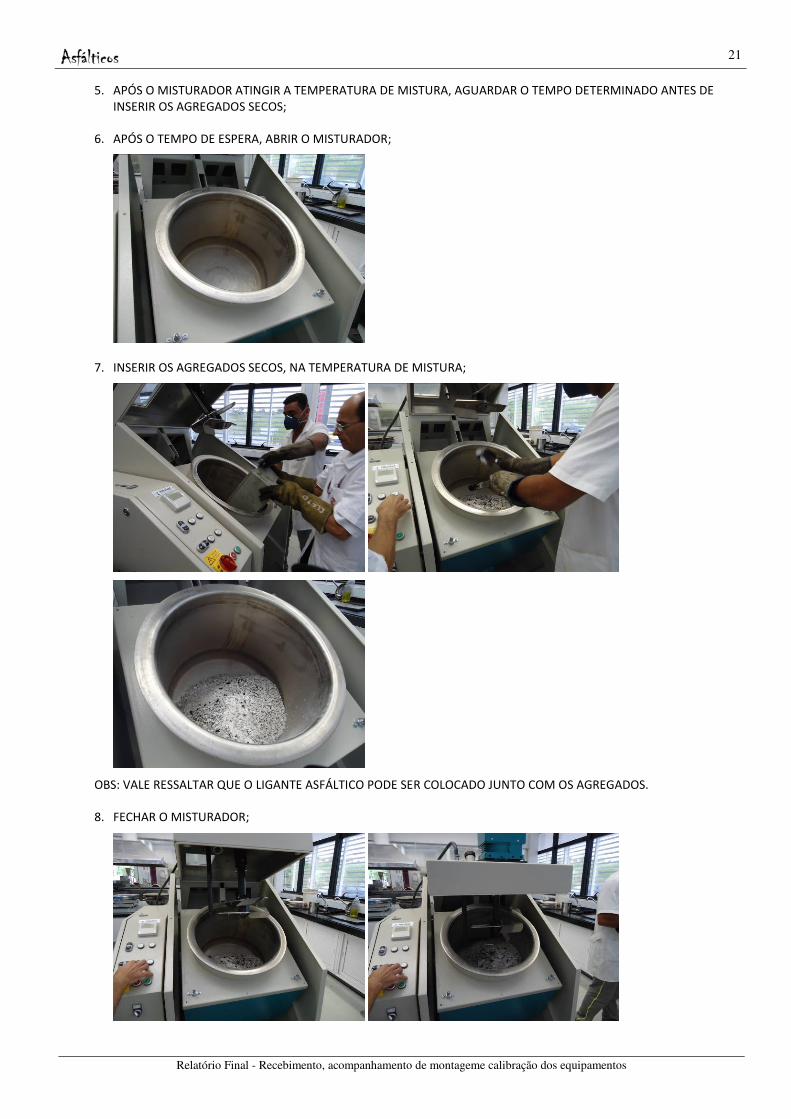
5. APÓS O MISTURADOR ATINGIR A TEMPERATURA DE MISTURA, AGUARDAR O TEMPO DETERMINADO ANTES DE INSERIR OS AGREGADOS SECOS;
6. APÓS O TEMPO DE ESPERA, ABRIR O MISTURADOR;
7. INSERIR OS AGREGADOS SECOS, NA TEMPERATURA DE MISTURA;
OBS: VALE RESSALTAR QUE O LIGANTE ASFÁLTICO PODE SER COLOCADO JUNTO COM OS AGREGADOS.
8. FECHAR O MISTURADOR;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
22
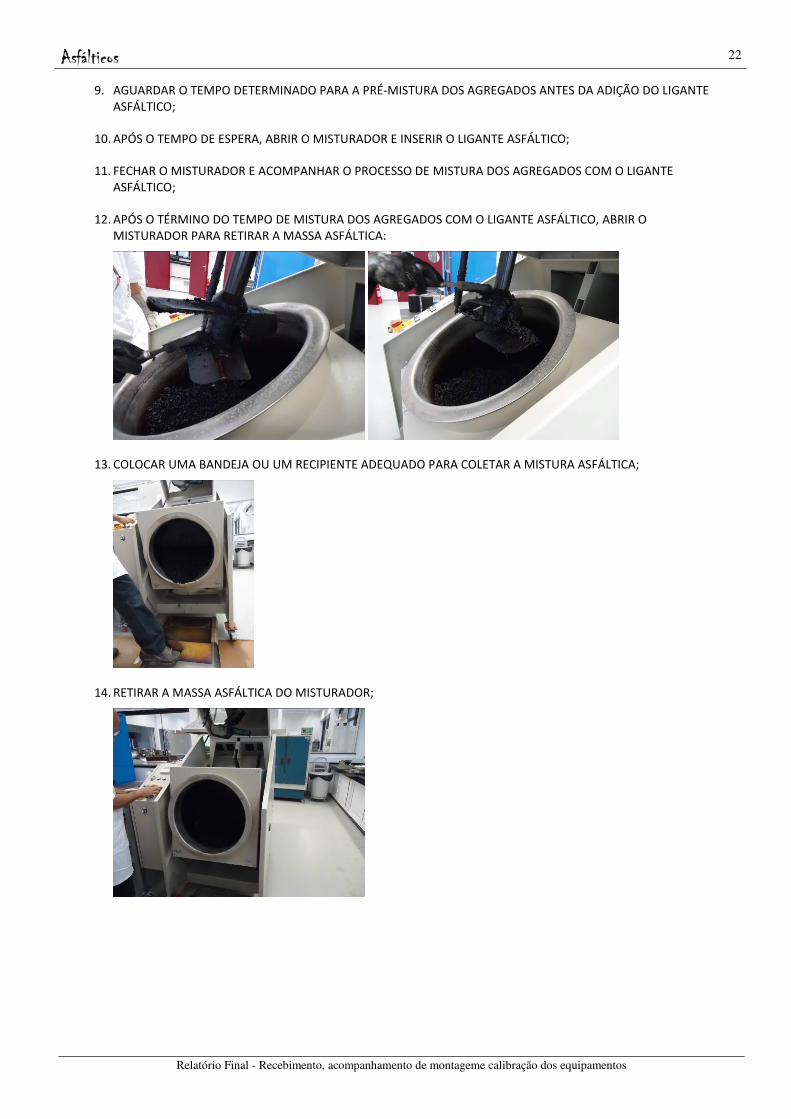
9. AGUARDAR O TEMPO DETERMINADO PARA A PRÉ-MISTURA DOS AGREGADOS ANTES DA ADIÇÃO DO LIGANTE ASFÁLTICO;
10. APÓS O TEMPO DE ESPERA, ABRIR O MISTURADOR E INSERIR O LIGANTE ASFÁLTICO;
11. FECHAR O MISTURADOR E ACOMPANHAR O PROCESSO DE MISTURA DOS AGREGADOS COM O LIGANTE ASFÁLTICO;
12. APÓS O TÉRMINO DO TEMPO DE MISTURA DOS AGREGADOS COM O LIGANTE ASFÁLTICO, ABRIR O MISTURADOR PARA RETIRAR A MASSA ASFÁLTICA:
13. COLOCAR UMA BANDEJA OU UM RECIPIENTE ADEQUADO PARA COLETAR A MISTURA ASFÁLTICA;
14. RETIRAR A MASSA ASFÁLTICA DO MISTURADOR;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
23
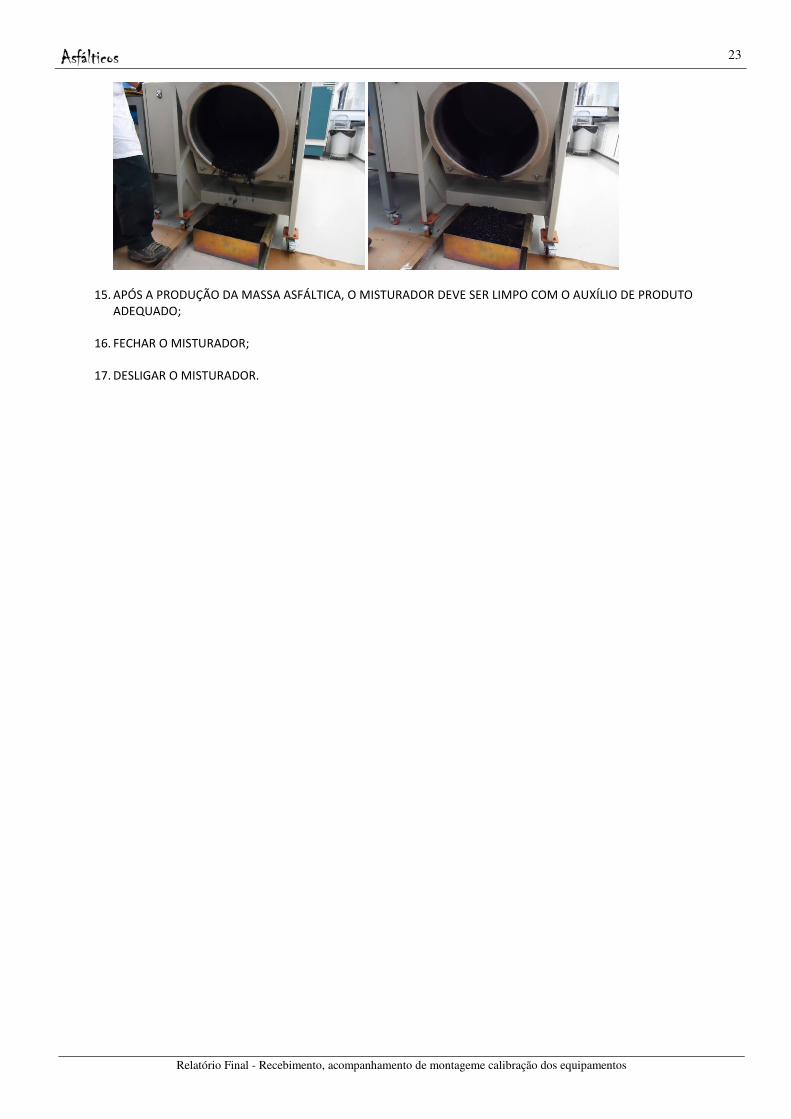
15. APÓS A PRODUÇÃO DA MASSA ASFÁLTICA, O MISTURADOR DEVE SER LIMPO COM O AUXÍLIO DE PRODUTO ADEQUADO;
16. FECHAR O MISTURADOR;
17. DESLIGAR O MISTURADOR.

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
24
ANEXO 2
COMPACTADOR GIRATÓRIO – SGC SERVOPAC
IPC GLOBAL
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
25
CALIBRAÇÃO DO COMPACTADOR GIRATÓRIO – SGC SERVOPAC
1. Conectar o cabo do “CONTROL PENDANT” no compactador antes de ligá-lo;
2. Ligar o compactador giratório (POWER);
3. Liberar a entrada de ar comprimido;
4. Apertar o botão “STOP” por alguns segundos ou até aparecer “EXIT CALIBRATION”;
5. Apertar o botão “Enter”;
6. Apertar “NEXT” até a função desejada;
7. Para calibrar a carga, selecionar a função “vertical force”;
7.1. Colocar o anel e apertar “ENTER”;
7.2. Fazer a leitura no anel (GAUGE READING);
7.3. Verificar no gráfico CARGA X GAUGE READING, o valor correspondente da carga em função da leitura;
7.4. Caso ocorra diferença de leitura, fazer a correção do valor.
8. Para Calibrar a altura ou o deslocamento, selecionar a função “VERTICAL displacement”;
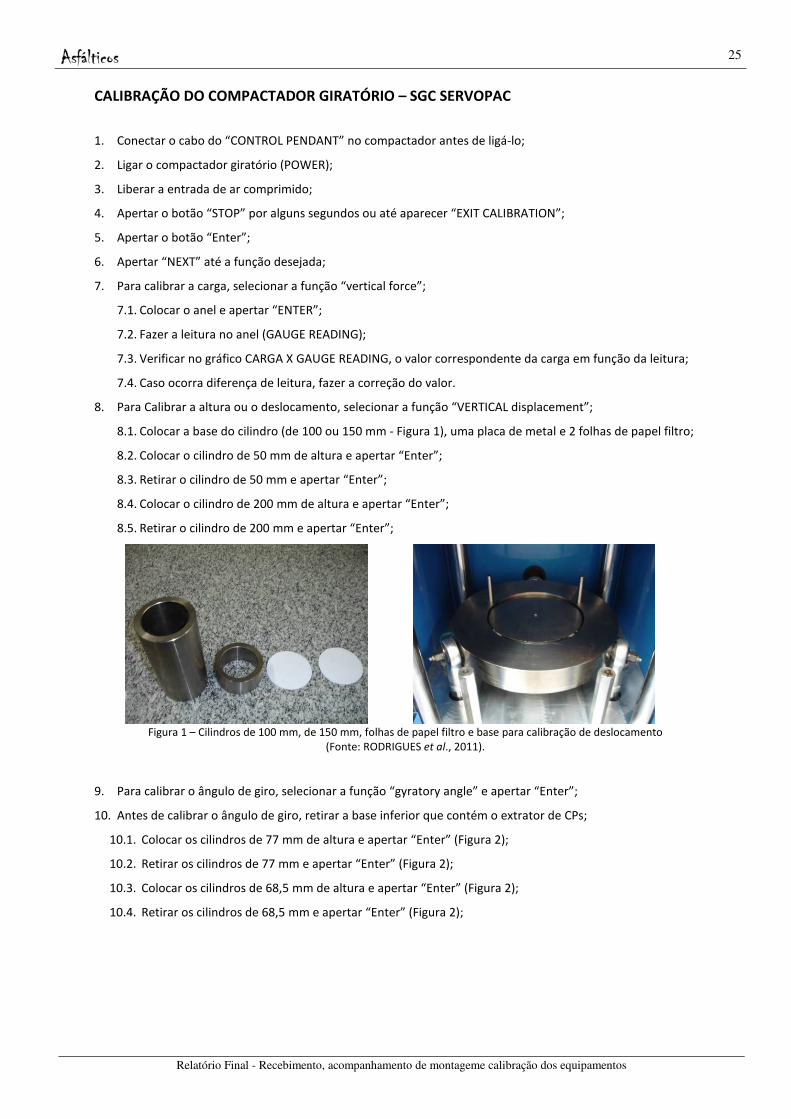
8.1. Colocar a base do cilindro (de 100 ou 150 mm - Figura 1), uma placa de metal e 2 folhas de papel filtro;
8.2. Colocar o cilindro de 50 mm de altura e apertar “Enter”;
8.3. Retirar o cilindro de 50 mm e apertar “Enter”;
8.4. Colocar o cilindro de 200 mm de altura e apertar “Enter”;
8.5. Retirar o cilindro de 200 mm e apertar “Enter”;
Figura 1 – Cilindros de 100 mm, de 150 mm, folhas de papel filtro e base para calibração de deslocamento
(Fonte: RODRIGUES et al., 2011).
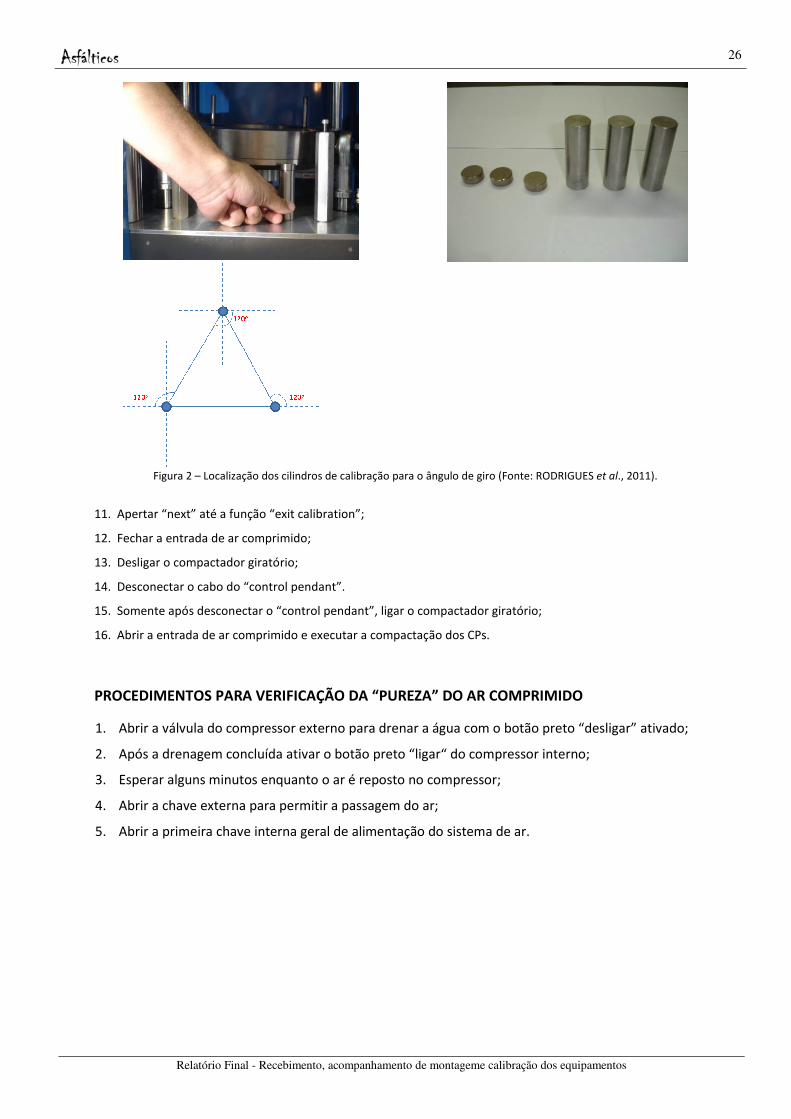
9. Para calibrar o ângulo de giro, selecionar a função “gyratory angle” e apertar “Enter”;
10. Antes de calibrar o ângulo de giro, retirar a base inferior que contém o extrator de CPs;
10.1. Colocar os cilindros de 77 mm de altura e apertar “Enter” (Figura 2);
10.2. Retirar os cilindros de 77 mm e apertar “Enter” (Figura 2);
10.3. Colocar os cilindros de 68,5 mm de altura e apertar “Enter” (Figura 2);
10.4. Retirar os cilindros de 68,5 mm e apertar “Enter” (Figura 2);
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
26
Figura 2 – Localização dos cilindros de calibração para o ângulo de giro (Fonte: RODRIGUES et al., 2011).
11. Apertar “next” até a função “exit calibration”;
12. Fechar a entrada de ar comprimido;
13. Desligar o compactador giratório;
14. Desconectar o cabo do “control pendant”.
15. Somente após desconectar o “control pendant”, ligar o compactador giratório;
16. Abrir a entrada de ar comprimido e executar a compactação dos CPs.
PROCEDIMENTOS PARA VERIFICAÇÃO DA “PUREZA” DO AR COMPRIMIDO
1. Abrir a válvula do compressor externo para drenar a água com o botão preto “desligar” ativado;
2. Após a drenagem concluída ativar o botão preto “ligar“ do compressor interno;
3. Esperar alguns minutos enquanto o ar é reposto no compressor;
4. Abrir a chave externa para permitir a passagem do ar;
5. Abrir a primeira chave interna geral de alimentação do sistema de ar.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
27
COMPACTAÇÃO POR AMASSAMENTO UTILIZANDO O COMPACTADOR GIRATÓRIO – SGC
SERVOPAC
1. ANTES DE INICIAR A MOLDAGEM DOS CPS É NECESSÁRIO COLOCAR OS MOLDES NA ESTUFA E MANTÊ-LOS A TEMPERATURA DE COMPACTAÇÃO DURANTE 2 HORAS;
2. LIGAR O COMPACTADOR ATRAVÉS DO BOTÃO LOCALIZADO NA PARTE TRASEIRA DO EQUIPAMENTO;
3. LIGAR O COMPUTADOR E ACESSAR O SOFTWARE;
4. LIBERAR O AR E VERIFICAR SE A PRESÃO É SUPERIOR À 8 BAR - PRESSÃO DE OPERAÇÃO ENTRE 8 À 10 BAR;
5. INSERIR OS PARÂMETROS PARA MOLDAGEM DO CP:
5.1. BATCH NAME: nome ou identificação da mistura;
5.2. WEIGHT (g): peso;
5.3. MAX DENSITY (kg/m3): densidade máxima da mistura (Rice ou DMT);
5.4. COMMENT: colocar dados para identificar a mistura;
5.5. Selecionar o diâmetro do CP: 100 mm ou 150 mm;
5.6. Selecionar a forma para “terminar” a moldagem:
- TOTAL GYRATIONS: número de giros;
- DENSITY (kg/m3): densidade da mistura (Gsb);
- HEIGHT (mm): altura do CP.
6. COLOCAR UM PAPEL FILTRO ANTES DE INSERIR A MASSA DENTRO DO MOLDE;
7. COLOCAR A MISTURA DENTRO DO MOLDE, TOMANDO O CUIDADO PARA QUE NÃO OCORRA A SEGREGAÇÃO DA MASSA. UTILIZAR UMA ESPÁTULA PARA HOMOGENEIZAR A MISTURA DENTRO DO MOLDE;
8. APÓS COLOCADA A MASSA, INSERIR UM PAPEL FILTRO SOBRE A MESMA PARA EVITAR SUA ADERÊNCIA NA CÉLULA DE CARGA;
9. COLOCAR O MOLDE NA POSIÇÃO “HOME POSITION” ATÉ ALINHAR COM OS PINOS GUIA;
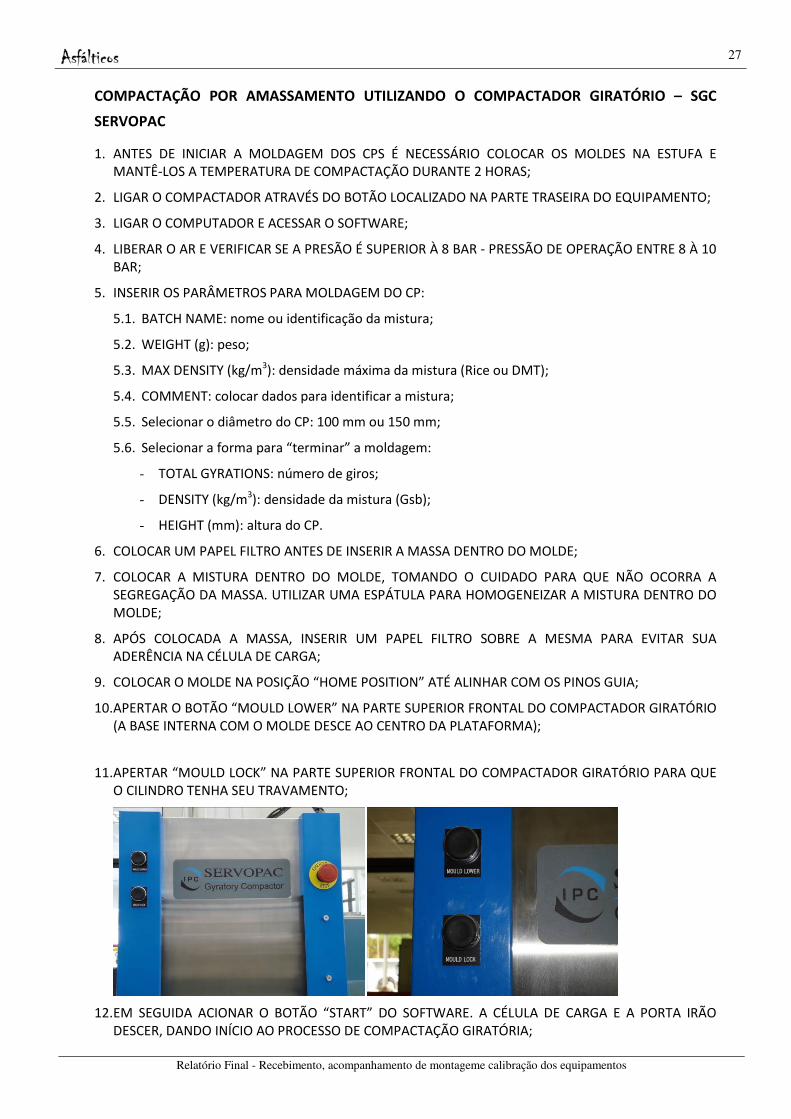
10. APERTAR O BOTÃO “MOULD LOWER” NA PARTE SUPERIOR FRONTAL DO COMPACTADOR GIRATÓRIO (A BASE INTERNA COM O MOLDE DESCE AO CENTRO DA PLATAFORMA);
11. APERTAR “MOULD LOCK” NA PARTE SUPERIOR FRONTAL DO COMPACTADOR GIRATÓRIO PARA QUE O CILINDRO TENHA SEU TRAVAMENTO;
12. EM SEGUIDA ACIONAR O BOTÃO “START” DO SOFTWARE. A CÉLULA DE CARGA E A PORTA IRÃO DESCER, DANDO INÍCIO AO PROCESSO DE COMPACTAÇÃO GIRATÓRIA;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
28
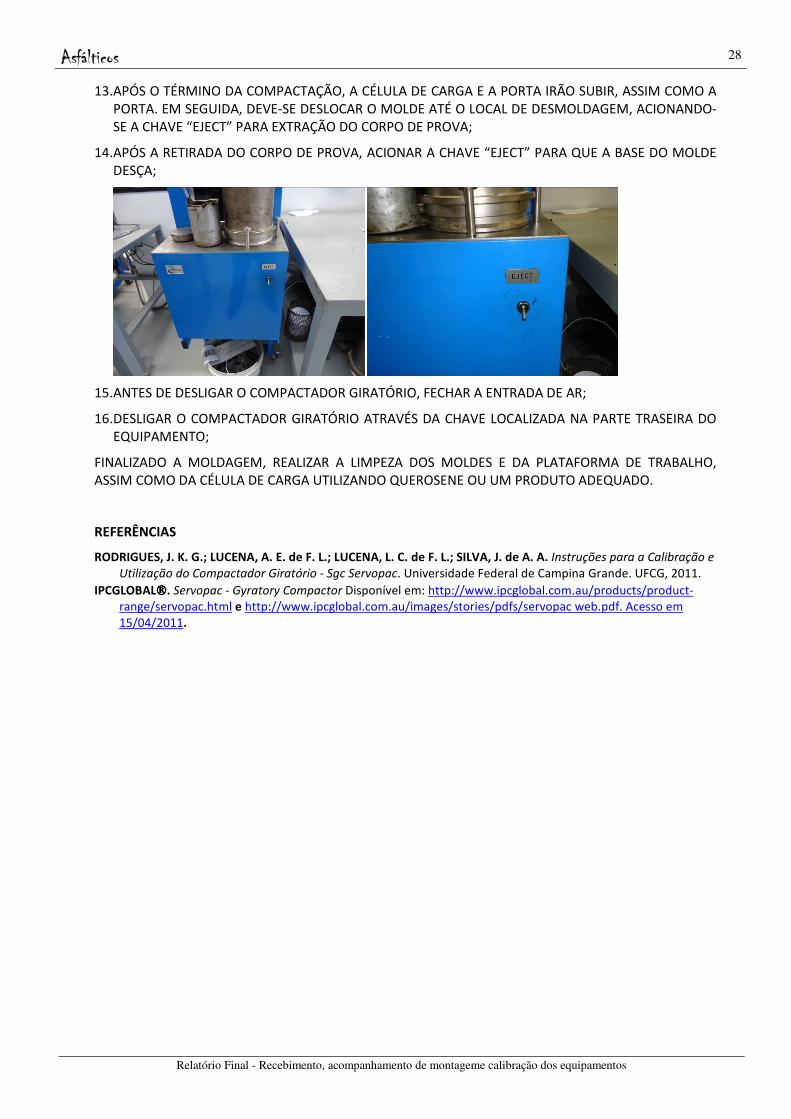
13. APÓS O TÉRMINO DA COMPACTAÇÃO, A CÉLULA DE CARGA E A PORTA IRÃO SUBIR, ASSIM COMO A PORTA. EM SEGUIDA, DEVE-SE DESLOCAR O MOLDE ATÉ O LOCAL DE DESMOLDAGEM, ACIONANDO-SE A CHAVE “EJECT” PARA EXTRAÇÃO DO CORPO DE PROVA;
14. APÓS A RETIRADA DO CORPO DE PROVA, ACIONAR A CHAVE “EJECT” PARA QUE A BASE DO MOLDE DESÇA;
15. ANTES DE DESLIGAR O COMPACTADOR GIRATÓRIO, FECHAR A ENTRADA DE AR;
16. DESLIGAR O COMPACTADOR GIRATÓRIO ATRAVÉS DA CHAVE LOCALIZADA NA PARTE TRASEIRA DO EQUIPAMENTO;
FINALIZADO A MOLDAGEM, REALIZAR A LIMPEZA DOS MOLDES E DA PLATAFORMA DE TRABALHO, ASSIM COMO DA CÉLULA DE CARGA UTILIZANDO QUEROSENE OU UM PRODUTO ADEQUADO.
REFERÊNCIAS
RODRIGUES, J. K. G.; LUCENA, A. E. de F. L.; LUCENA, L. C. de F. L.; SILVA, J. de A. A. Instruções para a Calibração e
Utilização do Compactador Giratório - Sgc Servopac. Universidade Federal de Campina Grande. UFCG, 2011.
IPCGLOBAL. Servopac - Gyratory Compactor Disponível em: http://www.ipcglobal.com.au/products/product-range/servopac.html e http://www.ipcglobal.com.au/images/stories/pdfs/servopac web.pdf. Acesso em 15/04/2011.

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
29
ANEXO 3
PReSBOX COMPACTOR
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
30
MOLDAGEM DE BLOCOS UTILIZANDO A PReSBOX COMPACTOR
1. ANTES DE INICIAR A MOLDAGEM DOS BLOCOS É NECESSÁRIO COLOCAR OS ACESSÓRIOS (BASE DO MOLDE, QUARTEADOR, PLACAS E RECIPIENTES) NA ESTUFA E MANTÊ-LOS DURANTE PELO MENOS 1 HORA;
2. LIGAR A PRESBOX ATRAVÉS DO BOTÃO LOCALIZADO NA PARTE LATERAL DO EQUIPAMENTO;
3. LIGAR O COMPUTADOR E ACESSAR O SOFTWARE;
4. LIBERAR O AR E VERIFICAR SE A PRESÃO É SUPERIOR A 800 kPa (8 BAR) - PRESSÃO DE OPERAÇÃO ENTRE 800 A 1000 kPa (8 a 10 BAR);
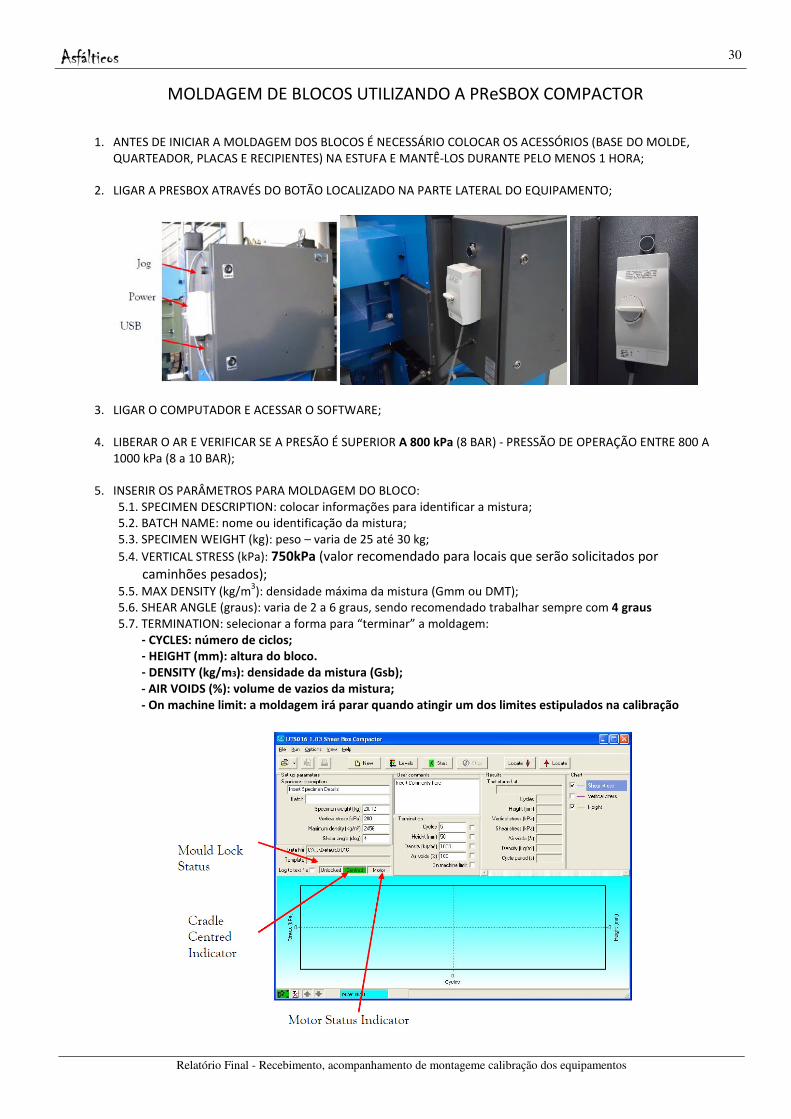
5. INSERIR OS PARÂMETROS PARA MOLDAGEM DO BLOCO: 5.1. SPECIMEN DESCRIPTION: colocar informações para identificar a mistura; 5.2. BATCH NAME: nome ou identificação da mistura; 5.3. SPECIMEN WEIGHT (kg): peso – varia de 25 até 30 kg;
5.4. VERTICAL STRESS (kPa): 750kPa (valor recomendado para locais que serão solicitados por caminhões pesados);
5.5. MAX DENSITY (kg/m3): densidade máxima da mistura (Gmm ou DMT);
5.6. SHEAR ANGLE (graus): varia de 2 a 6 graus, sendo recomendado trabalhar sempre com 4 graus 5.7. TERMINATION: selecionar a forma para “terminar” a moldagem:
- CYCLES: número de ciclos; - HEIGHT (mm): altura do bloco. - DENSITY (kg/m3): densidade da mistura (Gsb); - AIR VOIDS (%): volume de vazios da mistura; - On machine limit: a moldagem irá parar quando atingir um dos limites estipulados na calibração
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
31
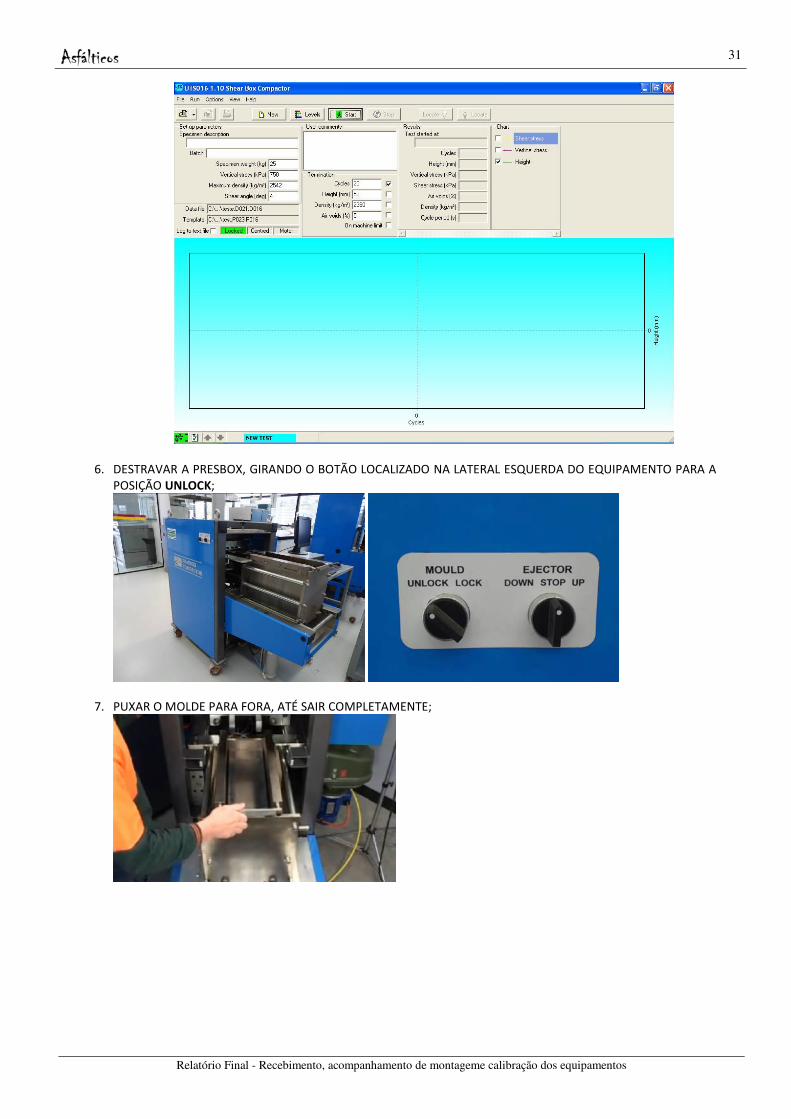
6. DESTRAVAR A PRESBOX, GIRANDO O BOTÃO LOCALIZADO NA LATERAL ESQUERDA DO EQUIPAMENTO PARA A
POSIÇÃO UNLOCK;
7. PUXAR O MOLDE PARA FORA, ATÉ SAIR COMPLETAMENTE;

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
32
8. ANTES COLOCAR A MASSA DENTRO DO MOLDE, INSERIR A BASE DO MOLDE E UMA PLACA DE METAL AQUECIDA;
9. UNTAR AS PAREDES LATERAIS DO MOLDE, ASSIM COMO A PLACA DE METAL COM ÓLEO VEGETAL OU UM PRODUTO PARA EVITAR A ADERÊNCIA DA MASSA;
10. INSERIR O QUARTEADOR SOBRE O MOLDE, VERIFICANDO SE A PARTE INFERIOR ESTÁ “FECHADA”;
11. COLOCAR A MISTURA DENTRO DO QUARTEADOR PARA QUE NÃO OCORRA A SEGREGAÇÃO DA MASSA;
12. DESTRAVAR A ALAVANCA, DEIXANDO A MASSA “CAIR” DENTRO DO MOLDE E RETIRAR O QUARTEADOR.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
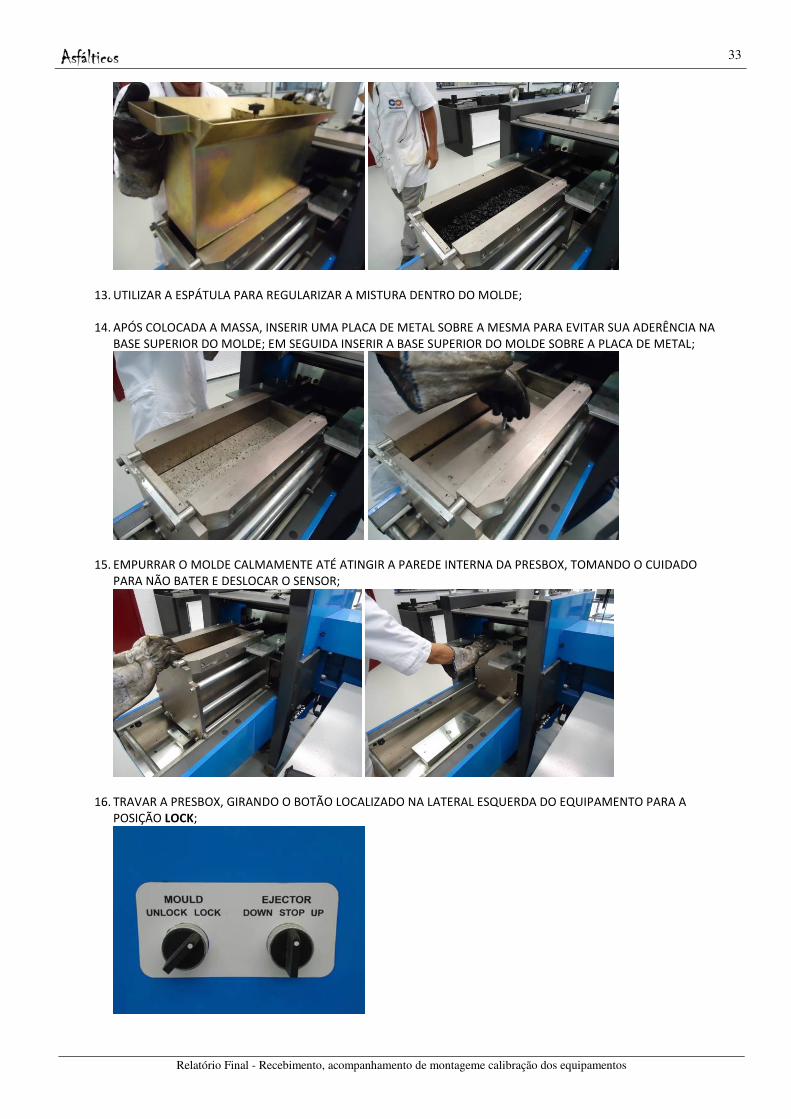
33
13. UTILIZAR A ESPÁTULA PARA REGULARIZAR A MISTURA DENTRO DO MOLDE; 14. APÓS COLOCADA A MASSA, INSERIR UMA PLACA DE METAL SOBRE A MESMA PARA EVITAR SUA ADERÊNCIA NA
BASE SUPERIOR DO MOLDE; EM SEGUIDA INSERIR A BASE SUPERIOR DO MOLDE SOBRE A PLACA DE METAL;
15. EMPURRAR O MOLDE CALMAMENTE ATÉ ATINGIR A PAREDE INTERNA DA PRESBOX, TOMANDO O CUIDADO PARA NÃO BATER E DESLOCAR O SENSOR;
16. TRAVAR A PRESBOX, GIRANDO O BOTÃO LOCALIZADO NA LATERAL ESQUERDA DO EQUIPAMENTO PARA A POSIÇÃO LOCK;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
34
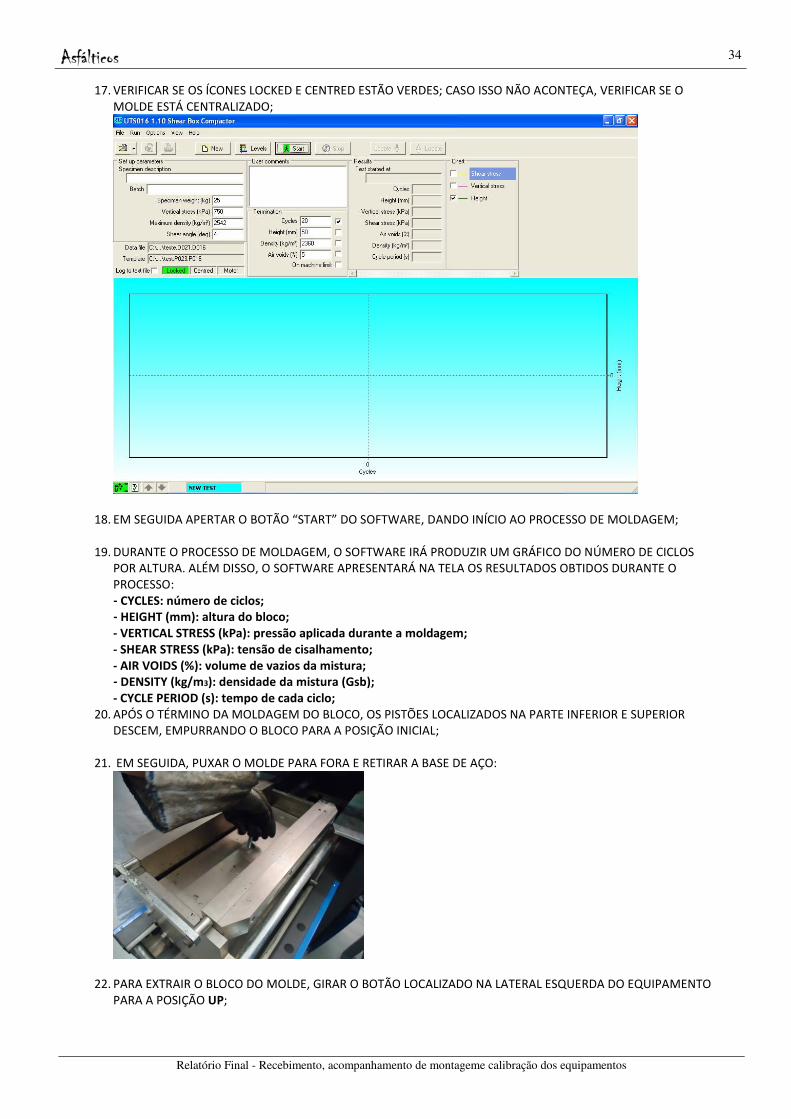
17. VERIFICAR SE OS ÍCONES LOCKED E CENTRED ESTÃO VERDES; CASO ISSO NÃO ACONTEÇA, VERIFICAR SE O MOLDE ESTÁ CENTRALIZADO;
18. EM SEGUIDA APERTAR O BOTÃO “START” DO SOFTWARE, DANDO INÍCIO AO PROCESSO DE MOLDAGEM; 19. DURANTE O PROCESSO DE MOLDAGEM, O SOFTWARE IRÁ PRODUZIR UM GRÁFICO DO NÚMERO DE CICLOS
POR ALTURA. ALÉM DISSO, O SOFTWARE APRESENTARÁ NA TELA OS RESULTADOS OBTIDOS DURANTE O PROCESSO: - CYCLES: número de ciclos; - HEIGHT (mm): altura do bloco; - VERTICAL STRESS (kPa): pressão aplicada durante a moldagem; - SHEAR STRESS (kPa): tensão de cisalhamento; - AIR VOIDS (%): volume de vazios da mistura; - DENSITY (kg/m3): densidade da mistura (Gsb); - CYCLE PERIOD (s): tempo de cada ciclo;
20. APÓS O TÉRMINO DA MOLDAGEM DO BLOCO, OS PISTÕES LOCALIZADOS NA PARTE INFERIOR E SUPERIOR DESCEM, EMPURRANDO O BLOCO PARA A POSIÇÃO INICIAL;
21. EM SEGUIDA, PUXAR O MOLDE PARA FORA E RETIRAR A BASE DE AÇO:
22. PARA EXTRAIR O BLOCO DO MOLDE, GIRAR O BOTÃO LOCALIZADO NA LATERAL ESQUERDA DO EQUIPAMENTO PARA A POSIÇÃO UP;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
35
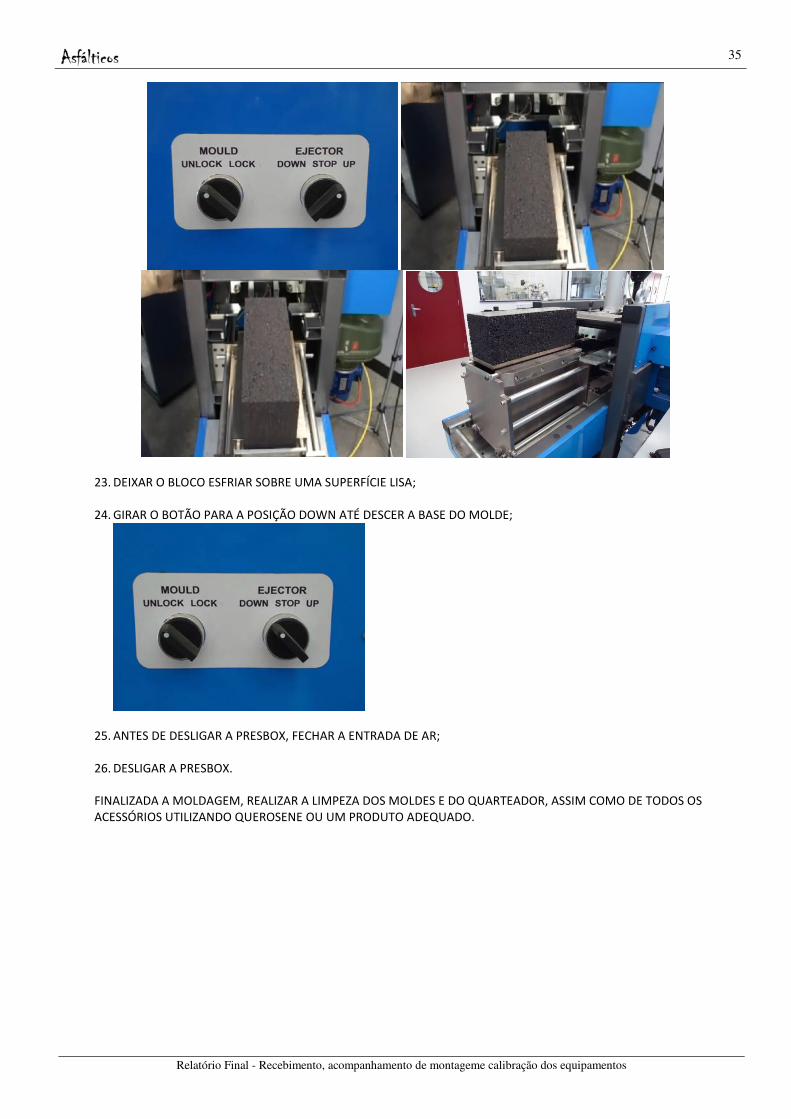
23. DEIXAR O BLOCO ESFRIAR SOBRE UMA SUPERFÍCIE LISA; 24. GIRAR O BOTÃO PARA A POSIÇÃO DOWN ATÉ DESCER A BASE DO MOLDE;
25. ANTES DE DESLIGAR A PRESBOX, FECHAR A ENTRADA DE AR; 26. DESLIGAR A PRESBOX. FINALIZADA A MOLDAGEM, REALIZAR A LIMPEZA DOS MOLDES E DO QUARTEADOR, ASSIM COMO DE TODOS OS ACESSÓRIOS UTILIZANDO QUEROSENE OU UM PRODUTO ADEQUADO.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
36
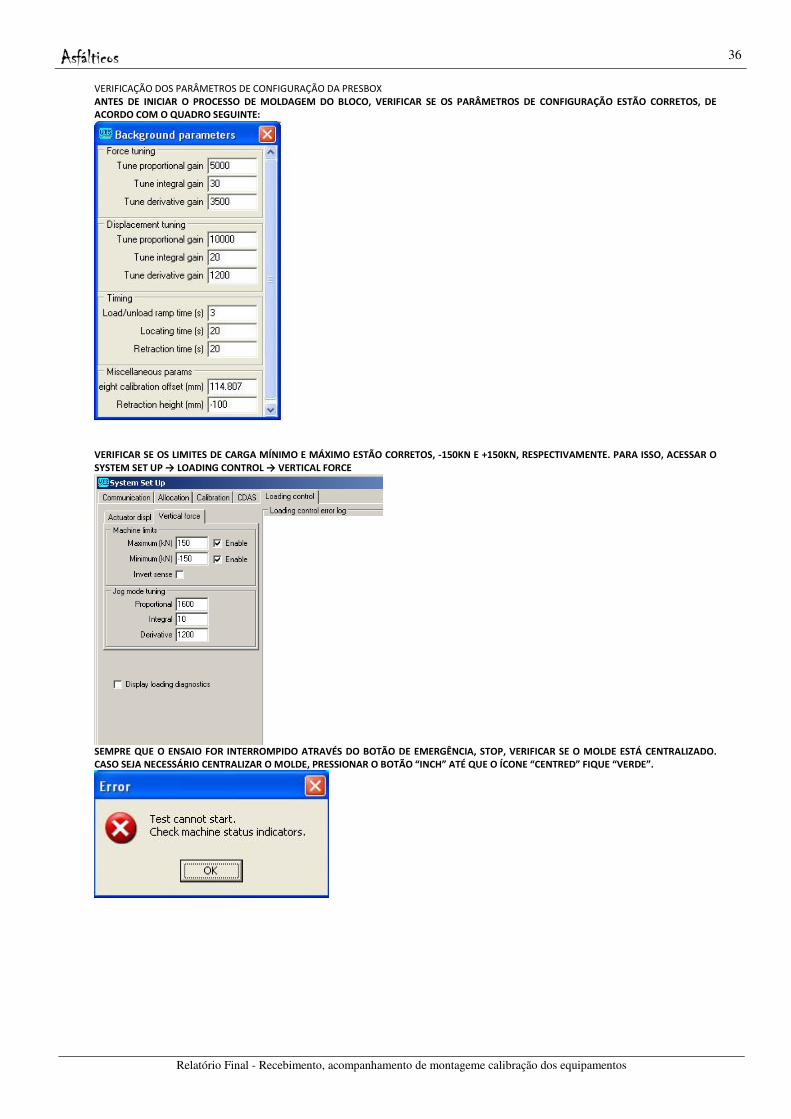
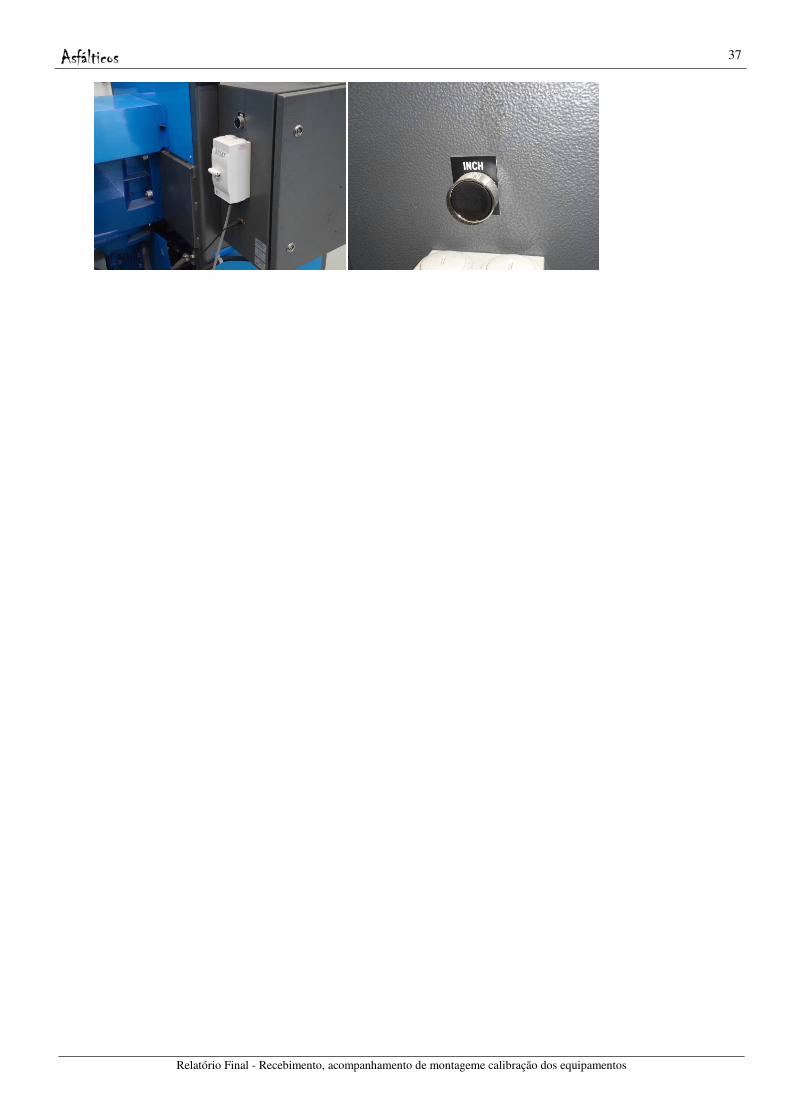
VERIFICAÇÃO DOS PARÂMETROS DE CONFIGURAÇÃO DA PRESBOX ANTES DE INICIAR O PROCESSO DE MOLDAGEM DO BLOCO, VERIFICAR SE OS PARÂMETROS DE CONFIGURAÇÃO ESTÃO CORRETOS, DE ACORDO COM O QUADRO SEGUINTE:
VERIFICAR SE OS LIMITES DE CARGA MÍNIMO E MÁXIMO ESTÃO CORRETOS, -150KN E +150KN, RESPECTIVAMENTE. PARA ISSO, ACESSAR O SYSTEM SET UP → LOADING CONTROL → VERTICAL FORCE
SEMPRE QUE O ENSAIO FOR INTERROMPIDO ATRAVÉS DO BOTÃO DE EMERGÊNCIA, STOP, VERIFICAR SE O MOLDE ESTÁ CENTRALIZADO. CASO SEJA NECESSÁRIO CENTRALIZAR O MOLDE, PRESSIONAR O BOTÃO “INCH” ATÉ QUE O ÍCONE “CENTRED” FIQUE “VERDE”.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
37

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
38
ANEXO 4
AUTOSAW

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
39
CORTE DE BLOCOS PRISMÁTICOS E CORPOS DE PROVA CILÍNDRICOS UTILIZANDO AUTOSAW

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
40
10. LIGAR A AUTOSAW ATRAVÉS DO BOTÃO LOCALIZADO NA PARTE LATERAL DO EQUIPAMENTO E VERIFICAR SE O BOTÃO POWER “ACENDE”;
11. LIBERAR O AR E VERIFICAR SE A PRESÃO É SUPERIOR A 700 kPa (7 BAR) - PRESSÃO DE OPERAÇÃO ENTRE 700 A 1000 kPa (7 a 10 BAR);
12. SELECIONAR O TIPO DE AMOSTRA: BLOCO (SLAB) OU CORPO DE PROVA CILÍNDRICO (CORE), ATRAVÉS DO BOTÃO LOCALIZADO NA PARTE INFERIOR DO PAINEL;
13. VERIFICAR SE A SERRA ESTÁ NA POSIÇÃO INICIAL, OU SEJA, DEVE ESTAR LOCALIZADA CONFORME MOSTRA A SEGUINTE FIGURA:
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
41
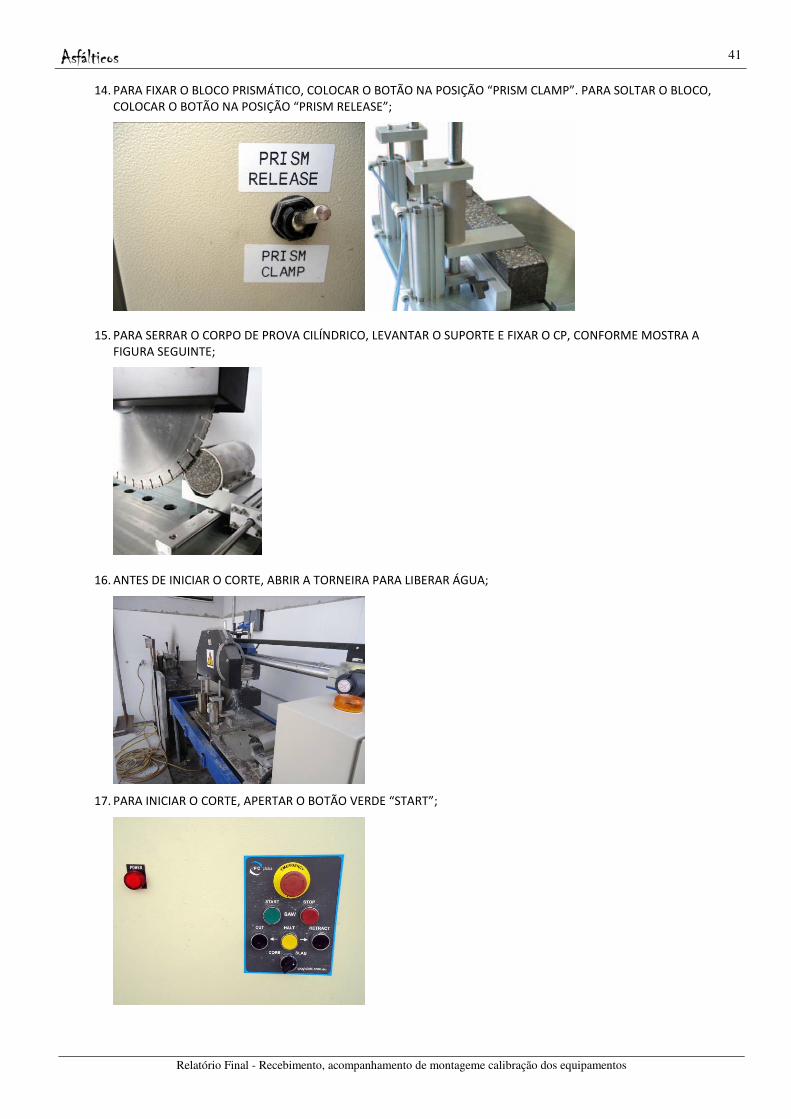
14. PARA FIXAR O BLOCO PRISMÁTICO, COLOCAR O BOTÃO NA POSIÇÃO “PRISM CLAMP”. PARA SOLTAR O BLOCO, COLOCAR O BOTÃO NA POSIÇÃO “PRISM RELEASE”;
15. PARA SERRAR O CORPO DE PROVA CILÍNDRICO, LEVANTAR O SUPORTE E FIXAR O CP, CONFORME MOSTRA A FIGURA SEGUINTE;
16. ANTES DE INICIAR O CORTE, ABRIR A TORNEIRA PARA LIBERAR ÁGUA;
17. PARA INICIAR O CORTE, APERTAR O BOTÃO VERDE “START”;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
42
O BOTÃO “CUT” DEVE SER ACIONADO PARA FAZER COM QUE A SERRA SE MOVA NA DIREÇÃO DE CORTE. O BOTÃO “HALT” SERVE PARA PARAR A SERRA NA POSIÇÃO DESEJADA. O BOTÃO “RETRACT” É USADO PARA FAZER COM QUE A SERRA VOLTE PARA A POSIÇÃO INICIAL 18. APÓS O TÉRMINO DO PROCESSO DE CORTE, DESLIGAR A ÁGUA E LIBERAR A AMOSTRA SERRADA; 19. ANTES DE DESLIGAR A AUTOSAW, FECHAR A ENTRADA DE AR; 20. DESLIGAR A AUTOSAW. FINALIZADO O CORTE DA AMOSTRA, REALIZAR A LIMPEZA DA SERRA COM ÁGUA, DE FORMA A RETIRAR TODO OS RESÍDUOS, ASSIM COMO A “MASSA” QUE SE FORMA QUANDO O “PÓ” SE MISTURA COM A ÁGUA.

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
43
ANEXO 5
Universal Testing Machine UTM-25
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
44
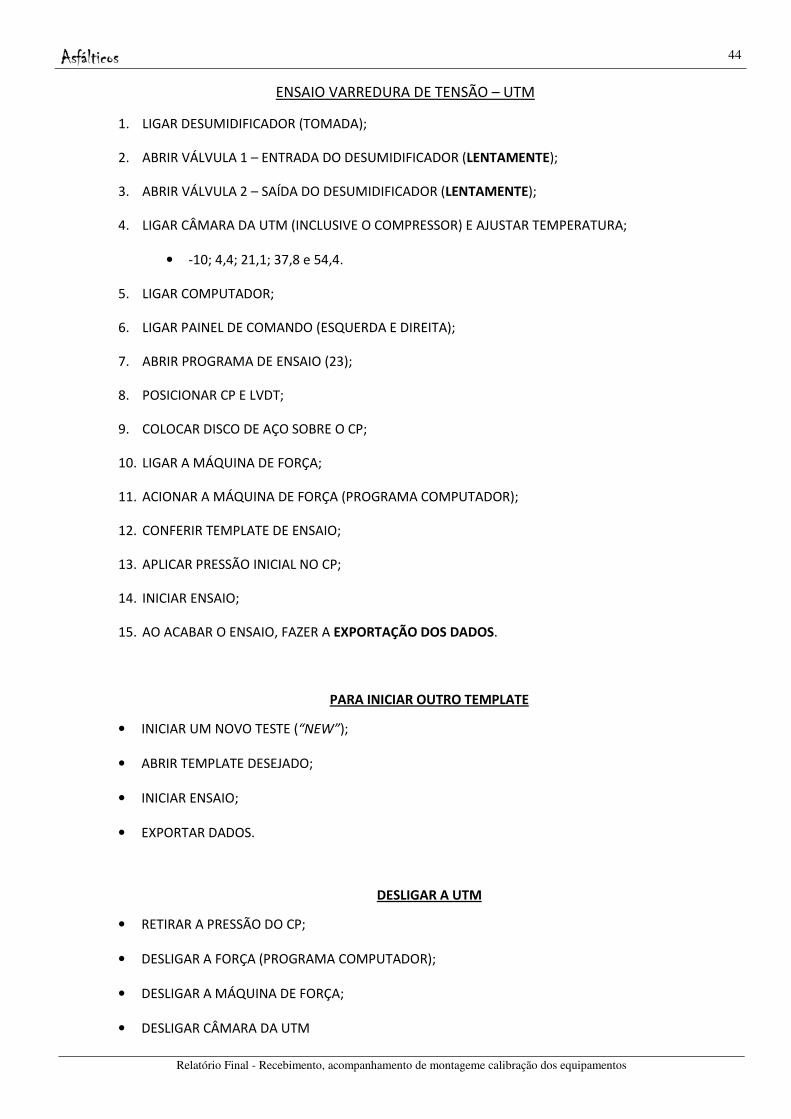
ENSAIO VARREDURA DE TENSÃO – UTM
1. LIGAR DESUMIDIFICADOR (TOMADA);
2. ABRIR VÁLVULA 1 – ENTRADA DO DESUMIDIFICADOR (LENTAMENTE);
3. ABRIR VÁLVULA 2 – SAÍDA DO DESUMIDIFICADOR (LENTAMENTE);
4. LIGAR CÂMARA DA UTM (INCLUSIVE O COMPRESSOR) E AJUSTAR TEMPERATURA;
• -10; 4,4; 21,1; 37,8 e 54,4.
5. LIGAR COMPUTADOR;
6. LIGAR PAINEL DE COMANDO (ESQUERDA E DIREITA);
7. ABRIR PROGRAMA DE ENSAIO (23);
8. POSICIONAR CP E LVDT;
9. COLOCAR DISCO DE AÇO SOBRE O CP;
10. LIGAR A MÁQUINA DE FORÇA;
11. ACIONAR A MÁQUINA DE FORÇA (PROGRAMA COMPUTADOR);
12. CONFERIR TEMPLATE DE ENSAIO;
13. APLICAR PRESSÃO INICIAL NO CP;
14. INICIAR ENSAIO;
15. AO ACABAR O ENSAIO, FAZER A EXPORTAÇÃO DOS DADOS.
PARA INICIAR OUTRO TEMPLATE
• INICIAR UM NOVO TESTE (“NEW”);
• ABRIR TEMPLATE DESEJADO;
• INICIAR ENSAIO;
• EXPORTAR DADOS.
DESLIGAR A UTM
• RETIRAR A PRESSÃO DO CP;
• DESLIGAR A FORÇA (PROGRAMA COMPUTADOR);
• DESLIGAR A MÁQUINA DE FORÇA;
• DESLIGAR CÂMARA DA UTM

Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
45
• FECHAR VÁLVULA 2 E 1 (NESSA SEQUÊNCIA)
• DESLIGAR O DESUMIDIFICADOR;
• DESLIGAR PAINEL DE COMANDO;
• DESLIGAR COMPUTADOR;
• RETIRAR LVDTS E CP;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
46
PROCEDIMENTO REDE 05/2010 - Análise do Intertravamento da Estrutura Pétrea - Método
Bailey
O método Bailey foi desenvolvido pelo engenheiro Robert Bailey do Departamento de Transportes de
Illinois (IDOT) na década de 1980 e tem como objetivo auxiliar na seleção granulométrica, de formar a
obter uma estrutura adequada de agregados para misturas densas e descontínuas, assim como na
avaliação de misturas de agregados já definidas (VAVRIK et al., 2002). Esta seleção granulométrica está
relacionada diretamente com as características de compactação de cada fração de agregado na mistura,
com os vazios do agregado mineral (VMA) e com os vazios da mistura (Vv). Possibilita a seleção da
estrutura de agregados da mistura visando maior intertravamento dos agregados graúdos, seu uso é
compatível com qualquer metodologia de dosagem: SUPERPAVE, Marshall, Hveem etc. (CUNHA, 2004).
Os procedimentos originalmente desenvolvidos por Bailey vêm sendo aprimorados por Bill Vavrik, da
ERES Consultant Division of Applied Research Associates, Inc., e Bill Pine, da Heritage Research, que
desenvolveram procedimentos que facilitam a aplicação do método Bailey de forma a permitir sua
aplicação em várias misturas independente do tamanho máximo do agregado (VAVRIK et al., 2002). O
método permite também ajustes na quantidade de vazios das misturas em função da porcentagem de
cada material e considera o intertravamento dos agregados graúdos o principal fator relacionado à
resistência à deformação permanente da mistura (NASCIMENTO, 2008; CAVALCANTI, 2010).
O método Bailey usa dois princípios que são base para a relação entre a granulometria de agregados e
os parâmetros volumétricos de misturas:
� arranjo de agregados, e
� definição de agregado graúdo e miúdo.
Com esses princípios, os passos iniciais no método Bailey são:
� combinar os agregados em volume, e
� analisar a mistura combinada.
Arranjo de Agregados
Geralmente, apenas as partículas de um agregado não são suficientes para preencher um determinado
volume completamente. Sempre haverá espaço entre as partículas de agregados. O grau de arranjo
depende de:
� granulometria dos agregados: varia de acordo com o tipo de mistura selecionada, sendo, geralmente,
necessária a combinação e mistura de agregados de diferentes granulometrias;
� tipo e energia de compactação: diversos tipos de energia de compactação podem ser empregados,
como pressão estática, impacto (por exemplo, soquete Marshall), ou cisalhamento (por exemplo,
compactador giratório ou compactador por amassamento). Uma densidade maior pode ser atingida
com o aumento do esforço de compactação (por exemplo, maior pressão estática, mais golpes, ou
maior enchimento ou número de giros);
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
47
� forma dos agregados: partículas cúbicas tendem a apresentar maior intertravamento e atrito interno,
resultando consequentemente em uma maior estabilidade mecânica que partículas arredondadas.
Partículas chatas e alongadas tendem a dificultar a compactação e podem impedir uma resistência
satisfatória na mistura asfáltica;
� textura superficial dos agregados: partículas com texturas rugosas tendem a aumentar a resistência e
requerem ligante asfáltico adicional para superar a perda de trabalhabilidade, quando comparada
com agregados de superfícies lisas como cascalhos e areias de rio;
� resistência das partículas: afeta diretamente as propriedades da mistura durante a moldagem de
corpos de prova ou sob a ação de rolos compactadores quando da aplicação em campo. Agregados
mais frágeis se degradam mais que agregados mais resistentes.
As propriedades citadas anteriormente podem ser usadas para caracterizar tanto os agregados graúdos
quanto os agregados miúdos. As características individuais de um dado agregado, juntamente com a sua
proporção na composição granulométrica, têm impacto direto nas propriedades resultantes da mistura.
Ao comparar agregados de diferentes tamanhos e origens, deve-se considerar essas características
individuais juntamente com os princípios do método Bailey. Mesmo que um determinado agregado
apresente características aceitáveis, ele pode não ser adequado para a combinação com outros
agregados propostos para o uso no projeto. A granulometria final de agregados graúdos e miúdos e suas
propriedades individuais correspondentes determinam as características de arranjo da mistura para um
dado tipo e grau de compactação. Portanto, a seleção dos agregados é uma parte importante do
processo de projeto de mistura asfáltica.
Agregado graúdo x Agregado miúdo
No método Bailey, as definições de agregado graúdo e agregado miúdo não é feita da forma
convencional como é considerada na ASTM e no DNIT, e sim de forma mais específica para cada
conjunto de materiais: agregados graúdos são partículas que acondicionadas a um certo volume criam
vazios que podem ser preenchidos por partículas de tamanho menor. Todas as partículas que
preenchem os vazios dos graúdos são consideradas agregados miúdos. A partir dessas definições, pode-
se verificar que mais de um tamanho de agregado é necessário para definir graúdo ou miúdo.
A definição de graúdo e miúdo depende do tamanho nominal máximo (NMAS = Nominal Maximum
Aggregate Size ou NMPS = Nominal Maximum Patricle Size) da mistura de agregados. O NMAS é
definido como sendo a abertura da peneira anterior a primeira peneira que retém mais de 15% de
material da amostra da granulometria total em avaliação (ASPHALT INSTITUTE, 2011).
Para tanto devem ser determinadas as peneiras de controle adotadas pelo método Bailey: Peneira de
Controle Primário (PCS = Primary Control Sieve), Peneira de Controle Secundário (SCS = Secondary
Control Sieve), Peneira de Controle Terciário (TCS = Tertiary Control Sieve) e Peneira Média (HS = Half
Sieve) (ASPHALT INSTITUTE, 2011).
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
48
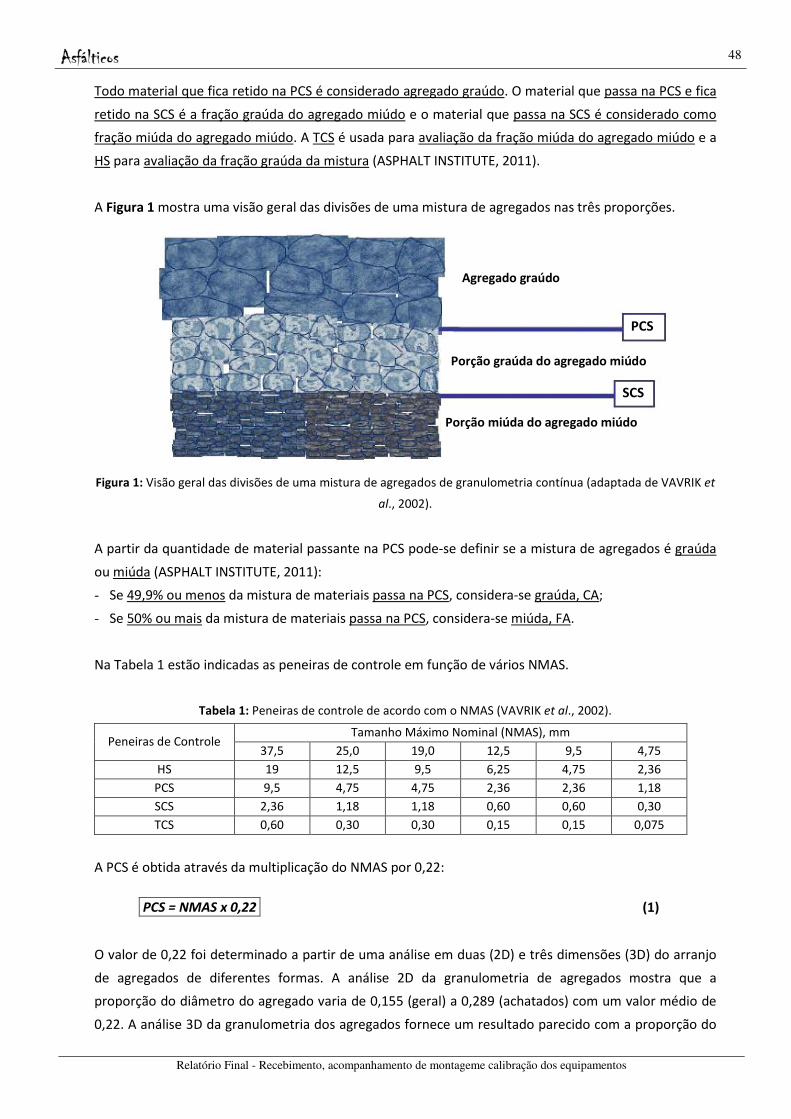
Todo material que fica retido na PCS é considerado agregado graúdo. O material que passa na PCS e fica
retido na SCS é a fração graúda do agregado miúdo e o material que passa na SCS é considerado como
fração miúda do agregado miúdo. A TCS é usada para avaliação da fração miúda do agregado miúdo e a
HS para avaliação da fração graúda da mistura (ASPHALT INSTITUTE, 2011).
A Figura 1 mostra uma visão geral das divisões de uma mistura de agregados nas três proporções.
Porção miúda do agregado miúdo
Porção graúda do agregado miúdo
Agregado graúdo
PCS
SCS
Porção miúda do agregado miúdo
Porção graúda do agregado miúdo
Agregado graúdo
PCS
SCS
Figura 1: Visão geral das divisões de uma mistura de agregados de granulometria contínua (adaptada de VAVRIK et
al., 2002).
A partir da quantidade de material passante na PCS pode-se definir se a mistura de agregados é graúda
ou miúda (ASPHALT INSTITUTE, 2011):
- Se 49,9% ou menos da mistura de materiais passa na PCS, considera-se graúda, CA;
- Se 50% ou mais da mistura de materiais passa na PCS, considera-se miúda, FA.
Na Tabela 1 estão indicadas as peneiras de controle em função de vários NMAS.
Tabela 1: Peneiras de controle de acordo com o NMAS (VAVRIK et al., 2002).
Peneiras de Controle Tamanho Máximo Nominal (NMAS), mm
37,5 25,0 19,0 12,5 9,5 4,75
HS 19 12,5 9,5 6,25 4,75 2,36
PCS 9,5 4,75 4,75 2,36 2,36 1,18
SCS 2,36 1,18 1,18 0,60 0,60 0,30
TCS 0,60 0,30 0,30 0,15 0,15 0,075
A PCS é obtida através da multiplicação do NMAS por 0,22:
PCS = NMAS x 0,22 (1)
O valor de 0,22 foi determinado a partir de uma análise em duas (2D) e três dimensões (3D) do arranjo
de agregados de diferentes formas. A análise 2D da granulometria de agregados mostra que a
proporção do diâmetro do agregado varia de 0,155 (geral) a 0,289 (achatados) com um valor médio de
0,22. A análise 3D da granulometria dos agregados fornece um resultado parecido com a proporção do
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
49
diâmetro do agregado variando de 0,15 (esferas hexagonais) até 0,42 (arranjo cúbico de esferas). Além
disso, pesquisas sobre o arranjo de agregados mostram distintamente que o arranjo de agregados segue
modelos diferentes quando o diâmetro característico estiver acima ou abaixo da razão de 0,22 (VAVRIK
et al., 2002).
A SCS é definida como o produto do valor encontrado de PCS pelo fator 0,22 e a TCS pelo produto entre
a SCS e o mesmo fator 0,22, conforme as seguintes expressões:
SCS = PCS x 0,22 (2)
TCS = SCS x 0,22 (3)
Análise da mistura de agregados combinada
A análise da mistura se faz por meio dos parâmetros: proporção CA (Coarse Aggregate Ratio =
proporção de agregado graúdo), proporção FAc (Fine Aggregate Coarse Ratio = proporção graúda do
agregado miúdo) e proporção FAf (Fine Aggregate Fine Ratio = proporção miúda do agregado miúdo),
determinados pelas expressões seguintes:
100 - % passante na HS
% passante na HS - % passante na PCS Proporção CA =
(4)
% passante na PCS
% passante na SCS Proporção FAc =
(5)
% passante na SCS
% passante na TCS Proporção FAf =
(6)
Na Tabela 2 estão indicados os limites das proporções dos agregados com comportamento graúdo
segundo VAVRIK et al. (2002).
Tabela 2: Limites das proporções de agregados com comportamento graúdo (VAVRIK et al., 2002).
Parâmetros Tamanho Máximo Nominal (NMAS), mm
37,5 25,0 19,0 12,5 9,5 4,75
Proporção CA 0,80-0,95 0,70-0,85 0,60-0,75 0,50-0,65 0,40-0,55 0,30-0,45
Proporção FAc 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50
Proporção FAf 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50 0,35-0,50
A proporção CA é o fator mais importante da análise da mistura. Uma proporção CA baixa indica que há
alta compactação dos agregados miúdos que necessitam de uma forte estrutura para alcançar as
propriedades requeridas. Misturas com proporção CA abaixo do recomendado são mais suscetíveis à
segregação, enquanto que valores acima do recomendado, geralmente, apresentam dificuldades de
compactação em campo (CUNHA, 2004).
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
50
O agregado miúdo abaixo da PCS pode ser considerado como uma mistura contendo uma parte graúda,
FAc, e outra miúda, FAf. No entanto, os vazios desta mistura não podem ser preenchidos totalmente,
pois ainda deve haver vazios para serem preenchidos por asfalto, além dos vazios necessários para o
bom desempenho da mistura.
Valores da proporção FAc acima do recomendado indicam maior compactação da fração miúda que
passa na PCS, devido ao aumento, em volume, da porção miúda do agregado miúdo. Este tipo de
mistura quando analisada no gráfico de potência 0,45 mostra um desvio para baixo da porção miúda, o
que indica uma mistura não adequada sob o ponto de vista estrutural (NASCIMENTO, 2008).
O VMA também aumenta com o aumento da proporção FAc. Valores de FAc abaixo do recomendado
indicam uma graduação não uniforme, caracterizando, geralmente, uma mistura aberta e que apresenta
um desvio no gráfico de potência 0,45, o que pode indicar instabilidade e possíveis problemas de
compactação.
A fração miúda dos agregados miúdos preenche os vazios criados pela porção graúda dos agregados
miúdos. A proporção FAf é usada para avaliar as características de compactação da porção de agregados
de menor tamanho na mistura. O VMA aumenta com a redução da proporção FAf.
Seleção da granulometria de uma mistura a partir do método Bailey
Um dos objetivos do método Bailey é auxiliar na seleção granulométrica de uma mistura asfáltica, de
forma que apresente uma estrutura adequada de agregados. Para isso, a seleção da granulometria de
uma nova mistura de agregados pode ser feita a partir da escolha de um peso unitário inicial, CUW
(Chosen Unit Weight), da fração graúda, CA. Para misturas de granulometria de comportamento graúdo
ou fino, o CUW se refere a uma porcentagem do peso unitário solto (LUW - Loose Unit Weight) da fração
graúda, CA. No caso de misturas de comportamento graúdo, o CUW varia de 95% a 105% do LUW.
Enquanto que para misturas de comportamento fino, o CUW varia de 60% a 85% do LUW. Para misturas
do tipo SMA, o CUW se refere a uma porcentagem do peso unitário compactado (RUW) da fração
graúda, CA, variando de 110 a 125% do RUW (Rodded Unit Weight).
A princípio se escolhe uma massa específica do agregado graúdo que deve ficar entre o limite inferior
dado pela massa específica solta e o valor da massa específica compactada, levando em conta que, para
se ter adequado intertravamento da mistura é necessário que a massa específica fique entre 95% e
105% da massa específica solta do agregado graúdo, no caso de misturas de comportamento graúdo.
Valores acima de 105% tornam a mistura mais difícil de ser compactada, necessitando maior esforço
para atingir a densidade desejada, valores abaixo de 95% caracterizam a mistura como de
comportamento fino, não havendo condição mínima de contato entre as partículas graúdas.
As massas específicas solta e compactada de cada agregado são determinadas usando o procedimento
de compactação descrito na AASHTO T-19-09. A massa específica (kg/m3) é calculada dividindo-se a
massa de agregado pelo volume do recipiente metálico. Usando a densidade aparente do agregado,
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
51
Gsb, e a massa específica (solta e compactada) podem ser determinados os volumes de vazios para as
condições solta e compactada. O volume de vazios na condição solta representa os agregados em
contato e sem nenhum outro esforço de compactação aplicado, enquanto que o volume de vazios na
condição compactada representa os agregados em maior contato devido ao esforço de compactação
aplicado.
Análise do comportamento da mistura de agregados
O método Bailey permite analisar o comportamento da mistura que pode ser graúdo ou fino. A
definição desse comportamento se faz por meio da análise do volume de vazios disponível na fração
graúda e pelo volume ocupado pela fração miúda. Caso o volume de vazios da fração graúda (VCARUW)
for maior do que a porcentagem de vazios dos agregados graúdos na mistura asfáltica (VCAmix) tem-se
um comportamento graúdo da mistura. Por outro lado, se o volume da fração graúda for menor, tem-se
um comportamento fino. A determinação desses volumes é feita com base na massa específica solta e
compactada dos agregados graúdos e da massa específica compactada das frações miúdas (AASHTO
T19-09).
Para determinar o VCARUW (vazios da fração graúda do agregado compactado) e o VCAmix (vazios da
fração graúda do agregado na mistura compactada) devem ser utilizadas as seguintes expressões:
100 VCAsb
RUW ×
−=
w
RUWwsb
GG
GGG (7)
onde:
VCARUW = vazios da fração graúda do agregado compactado, %;
GRUW = massa específica da fração graúda do agregado seco compactado, g/cm3 - deve ser
determinada conforme a AASHTO T 19/09;
Gw = massa específica da água (0,998 g/cm3);
Gsb = massa específica aparente da fração graúda do agregado, g/cm3.
×−= CAmix P
G
GVCA
sb
mb 100 (8)
onde:
VCAmix = vazios da fração graúda do agregado na mistura compactada, %;
Gmb = massa específica aparente da mistura compactada, g/cm3;
Gsb = massa específica aparente da fração graúda do agregado, g/cm3;
PCA = % de fração graúda do agregado em relação ao peso total da mistura.
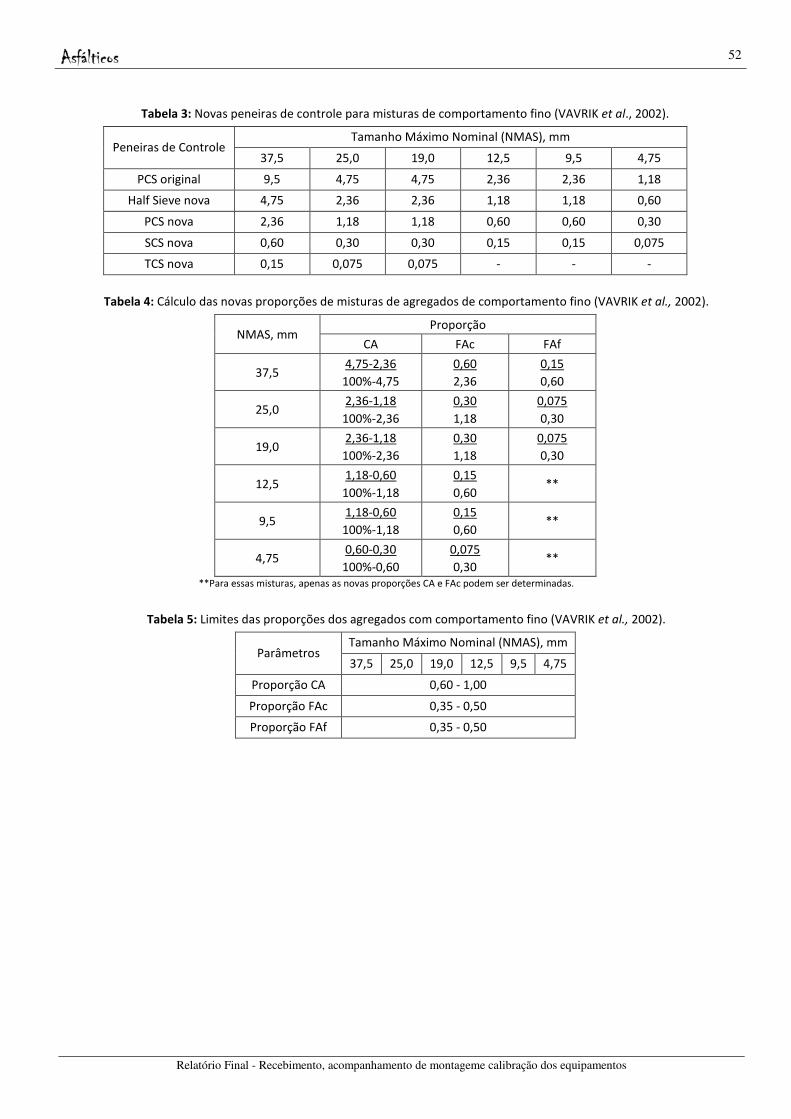
No caso da mistura ter comportamento fino, deve ser refeita a análise considerando novas peneiras de
controle e devem ser recalculadas as proporções CA, FAc e FAf conforme apresentado nas Tabelas 3 a 5.
Para isso, após a definição das novas peneiras de controle, deve ser considerado o material passante na
PCS original como 100% e determinadas as porcentagens passantes das novas peneiras de controle
(ASPHALT INSTITUTE, 2011).
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
52
Tabela 3: Novas peneiras de controle para misturas de comportamento fino (VAVRIK et al., 2002).
Peneiras de Controle Tamanho Máximo Nominal (NMAS), mm
37,5 25,0 19,0 12,5 9,5 4,75
PCS original 9,5 4,75 4,75 2,36 2,36 1,18
Half Sieve nova 4,75 2,36 2,36 1,18 1,18 0,60
PCS nova 2,36 1,18 1,18 0,60 0,60 0,30
SCS nova 0,60 0,30 0,30 0,15 0,15 0,075
TCS nova 0,15 0,075 0,075 - - -
Tabela 4: Cálculo das novas proporções de misturas de agregados de comportamento fino (VAVRIK et al., 2002).
NMAS, mm Proporção
CA FAc FAf
37,5 4,75-2,36
100%-4,75
0,60
2,36
0,15
0,60
25,0 2,36-1,18
100%-2,36
0,30
1,18
0,075
0,30
19,0 2,36-1,18
100%-2,36
0,30
1,18
0,075
0,30
12,5 1,18-0,60
100%-1,18
0,15
0,60 **
9,5 1,18-0,60
100%-1,18
0,15
0,60 **
4,75 0,60-0,30
100%-0,60
0,075
0,30 **
**Para essas misturas, apenas as novas proporções CA e FAc podem ser determinadas.
Tabela 5: Limites das proporções dos agregados com comportamento fino (VAVRIK et al., 2002).
Parâmetros Tamanho Máximo Nominal (NMAS), mm
37,5 25,0 19,0 12,5 9,5 4,75
Proporção CA 0,60 - 1,00
Proporção FAc 0,35 - 0,50
Proporção FAf 0,35 - 0,50
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
53
REFERÊNCIAS
AASHTO T19-09. Standard Method of Test for Bulk Density ("Unit Weight") and Voids in Aggregate. American
Association of State Highway and Transportation Officials, AASHTO T 19M, Washington, D. C., 2004.
ASPHALT INSTITUTE. The Bailey Method. Achieving Volumetrics and HMA Compactability. Asphalt Institute.
Instructor Bill Pine, Heritage Research Group. Lexington, KY, January, 2011.
CAVALCANTI, L. S. Efeito de Alguns Modificadores de Ligantes na Vida de Fadiga e Deformação Permanente de
Misturas Asfálticas. Dissertação (Mestrado). Universidade Federal do Rio de Janeiro - UFRJ/COPPE, Rio de
Janeiro, RJ, 177 p., 2010.
CUNHA, M. B. Avaliação do Método de Bailey de seleção granulométrica de agregados para misturas asfálticas.
Dissertação (Mestrado). Universidade de São Paulo - EESC, São Carlos, SP, 2004.
NASCIMENTO, L. A. H. Nova abordagem da dosagem de misturas asfálticas densas com uso do compactador
giratório e foco na deformação permanente. Dissertação (Mestrado). Programa de Engenharia Civil, COPPE,
Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ, 2008.
VAVRIK, W. R.; HUBER, G. A.; PINE, W. J.; BAILEY, R.; CARPENTER, S. H. Bailey Method for Gradation Selection in
HMA Mixture Design. Transportation Research Board of The National Academies. Transportation Research
Circular. Number E-C044. ISSN 0097-8515. Washington, D.C., October, 2002.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
54
PROCEDIMENTO 1 – SELEÇÃO DA GRANULOMETRIA DE UMA NOVA MISTURA
Para determinar a granulometria de uma nova mistura combinada de agregados são necessários os seguintes
dados:
� curva granulométrica de cada material (agregados e fíler mineral, MF);
� peneiras de controle primário: PCS;
� peso unitário solto, LUW;
� peso unitário compactado, RUW;
� massa específica aparente dos agregados, Gsb (bulk specific gravity), em g/cm3.
Inicialmente, deve escolhido um peso unitário, CUW (Chosen Unit Weight), de cada agregado, correspondente a
uma porcentagem do peso unitário solto (LUW) ou compactado (RUW), dependendo do tipo de mistura:
� misturas de comportamento graúdo, o CUW varia de 95% a 105% do LUW;
� misturas de comportamento fino, o CUW varia de 60% a 85% do LUW;
� misturas do tipo SMA, o CUW variando de 110 a 125% do RUW.
Recomenda-se sempre começar com um valor médio da % do peso unitário solto, ou seja, para misturas de
comportamento graúdo usar 100%, para misturas de comportamento fino usar 73% e para misturas do tipo SMA
adotar 118%.
Um aumento ou diminuição no valor de CUW CA resulta em um aumento ou diminuição do volume da fração
graúda da mistura combinada.
� Se o CUW CA aumenta, a mistura combinada fica mais graúda.
� Se o CUW CA diminui, a mistura combinada fica mais fina.
Uma mudança de 10% no valor de CUW CA para qualquer tipo de mistura, geralmente, altera a porcentagem
passante na PCS da mistura combinada de 4 a 5%.
Quando adequado, deve ser indicado a % passante na peneira 0,075 mm (#200) desejada (% target), em função do
tipo de mistura asfáltica que será executada. Por exemplo, no caso de misturas do tipo SMA, esse valor deve estar
entre 8 e 11% (AASHTO MP 325-08), sendo importante considerar como desejado o valor de 8% (que é a% mínima
para esse tipo de mistura). Ex. Target = 8%
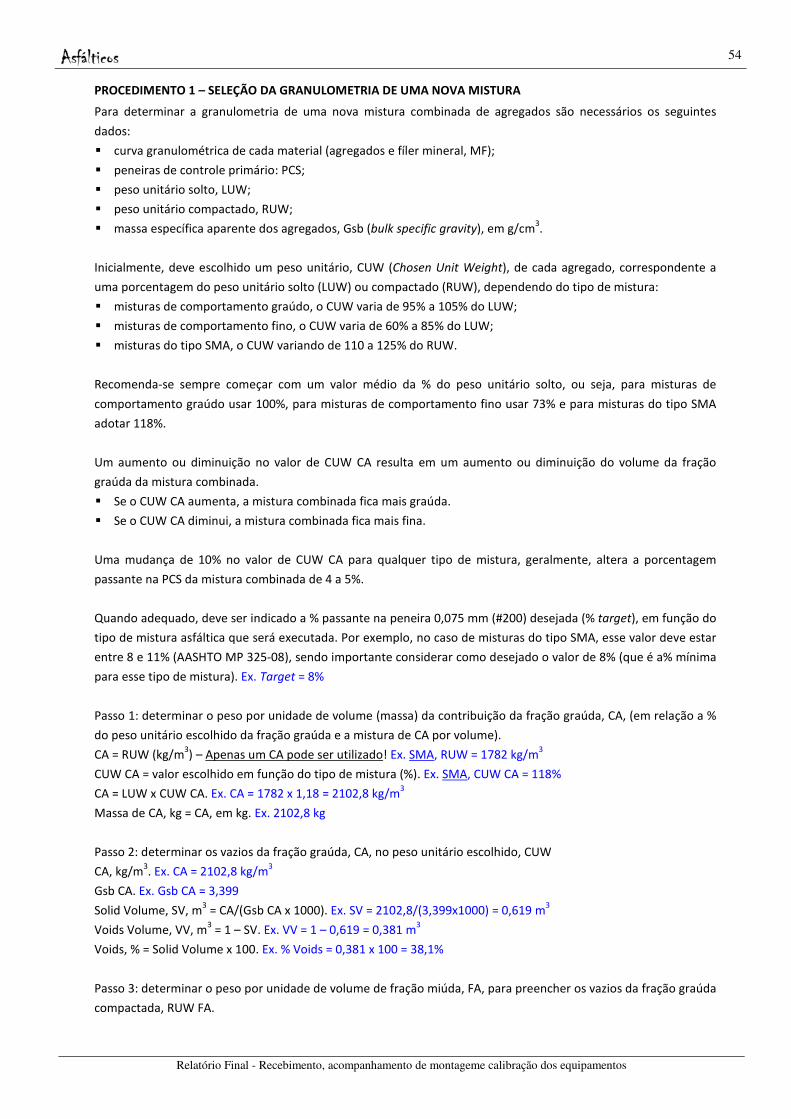
Passo 1: determinar o peso por unidade de volume (massa) da contribuição da fração graúda, CA, (em relação a %
do peso unitário escolhido da fração graúda e a mistura de CA por volume).
CA = RUW (kg/m3) – Apenas um CA pode ser utilizado! Ex. SMA, RUW = 1782 kg/m
3
CUW CA = valor escolhido em função do tipo de mistura (%). Ex. SMA, CUW CA = 118%
CA = LUW x CUW CA. Ex. CA = 1782 x 1,18 = 2102,8 kg/m3
Massa de CA, kg = CA, em kg. Ex. 2102,8 kg
Passo 2: determinar os vazios da fração graúda, CA, no peso unitário escolhido, CUW
CA, kg/m3. Ex. CA = 2102,8 kg/m
3
Gsb CA. Ex. Gsb CA = 3,399
Solid Volume, SV, m3 = CA/(Gsb CA x 1000). Ex. SV = 2102,8/(3,399x1000) = 0,619 m
3
Voids Volume, VV, m3 = 1 – SV. Ex. VV = 1 – 0,619 = 0,381 m
3
Voids, % = Solid Volume x 100. Ex. % Voids = 0,381 x 100 = 38,1%
Passo 3: determinar o peso por unidade de volume de fração miúda, FA, para preencher os vazios da fração graúda
compactada, RUW FA.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
55
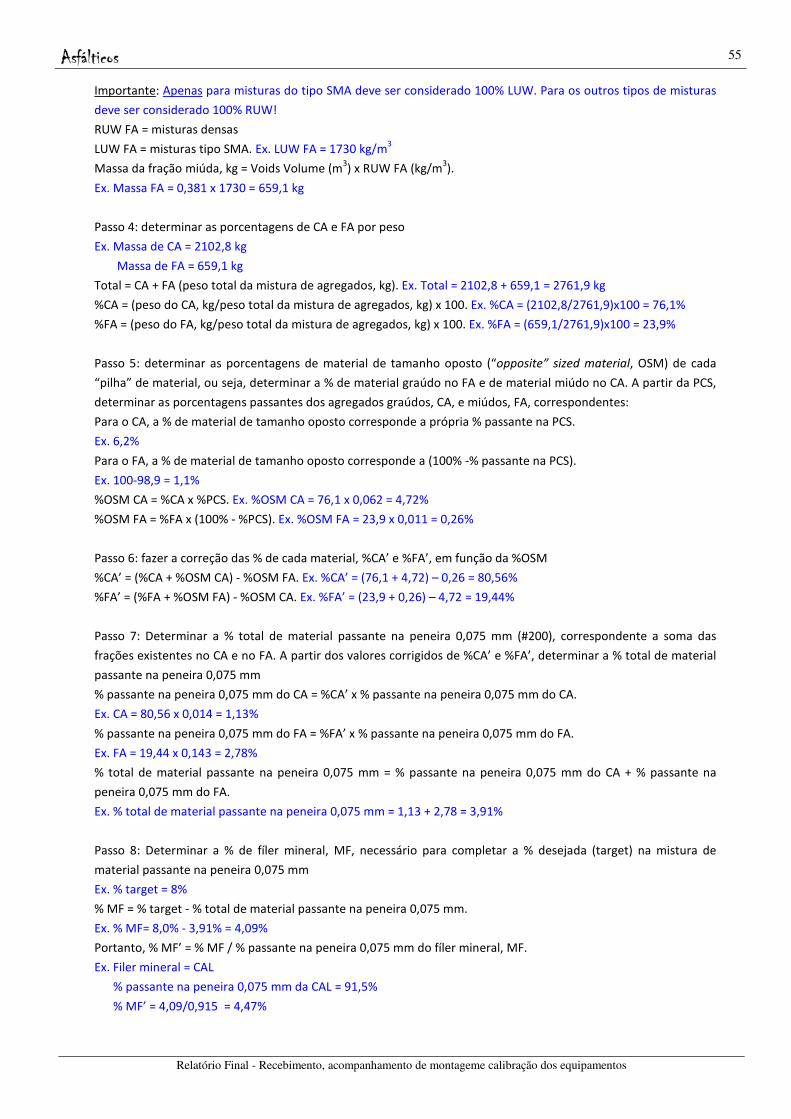
Importante: Apenas para misturas do tipo SMA deve ser considerado 100% LUW. Para os outros tipos de misturas
deve ser considerado 100% RUW!
RUW FA = misturas densas
LUW FA = misturas tipo SMA. Ex. LUW FA = 1730 kg/m3
Massa da fração miúda, kg = Voids Volume (m3) x RUW FA (kg/m
3).
Ex. Massa FA = 0,381 x 1730 = 659,1 kg
Passo 4: determinar as porcentagens de CA e FA por peso
Ex. Massa de CA = 2102,8 kg
Massa de FA = 659,1 kg
Total = CA + FA (peso total da mistura de agregados, kg). Ex. Total = 2102,8 + 659,1 = 2761,9 kg
%CA = (peso do CA, kg/peso total da mistura de agregados, kg) x 100. Ex. %CA = (2102,8/2761,9)x100 = 76,1%
%FA = (peso do FA, kg/peso total da mistura de agregados, kg) x 100. Ex. %FA = (659,1/2761,9)x100 = 23,9%
Passo 5: determinar as porcentagens de material de tamanho oposto (“opposite” sized material, OSM) de cada
“pilha” de material, ou seja, determinar a % de material graúdo no FA e de material miúdo no CA. A partir da PCS,
determinar as porcentagens passantes dos agregados graúdos, CA, e miúdos, FA, correspondentes:
Para o CA, a % de material de tamanho oposto corresponde a própria % passante na PCS.
Ex. 6,2%
Para o FA, a % de material de tamanho oposto corresponde a (100% -% passante na PCS).
Ex. 100-98,9 = 1,1%
%OSM CA = %CA x %PCS. Ex. %OSM CA = 76,1 x 0,062 = 4,72%
%OSM FA = %FA x (100% - %PCS). Ex. %OSM FA = 23,9 x 0,011 = 0,26%
Passo 6: fazer a correção das % de cada material, %CA’ e %FA’, em função da %OSM
%CA’ = (%CA + %OSM CA) - %OSM FA. Ex. %CA’ = (76,1 + 4,72) – 0,26 = 80,56%
%FA’ = (%FA + %OSM FA) - %OSM CA. Ex. %FA’ = (23,9 + 0,26) – 4,72 = 19,44%
Passo 7: Determinar a % total de material passante na peneira 0,075 mm (#200), correspondente a soma das
frações existentes no CA e no FA. A partir dos valores corrigidos de %CA’ e %FA’, determinar a % total de material
passante na peneira 0,075 mm
% passante na peneira 0,075 mm do CA = %CA’ x % passante na peneira 0,075 mm do CA.
Ex. CA = 80,56 x 0,014 = 1,13%
% passante na peneira 0,075 mm do FA = %FA’ x % passante na peneira 0,075 mm do FA.
Ex. FA = 19,44 x 0,143 = 2,78%
% total de material passante na peneira 0,075 mm = % passante na peneira 0,075 mm do CA + % passante na
peneira 0,075 mm do FA.
Ex. % total de material passante na peneira 0,075 mm = 1,13 + 2,78 = 3,91%
Passo 8: Determinar a % de fíler mineral, MF, necessário para completar a % desejada (target) na mistura de
material passante na peneira 0,075 mm
Ex. % target = 8%
% MF = % target - % total de material passante na peneira 0,075 mm.
Ex. % MF= 8,0% - 3,91% = 4,09%
Portanto, % MF’ = % MF / % passante na peneira 0,075 mm do fíler mineral, MF.
Ex. Filer mineral = CAL
% passante na peneira 0,075 mm da CAL = 91,5%
% MF’ = 4,09/0,915 = 4,47%
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
56
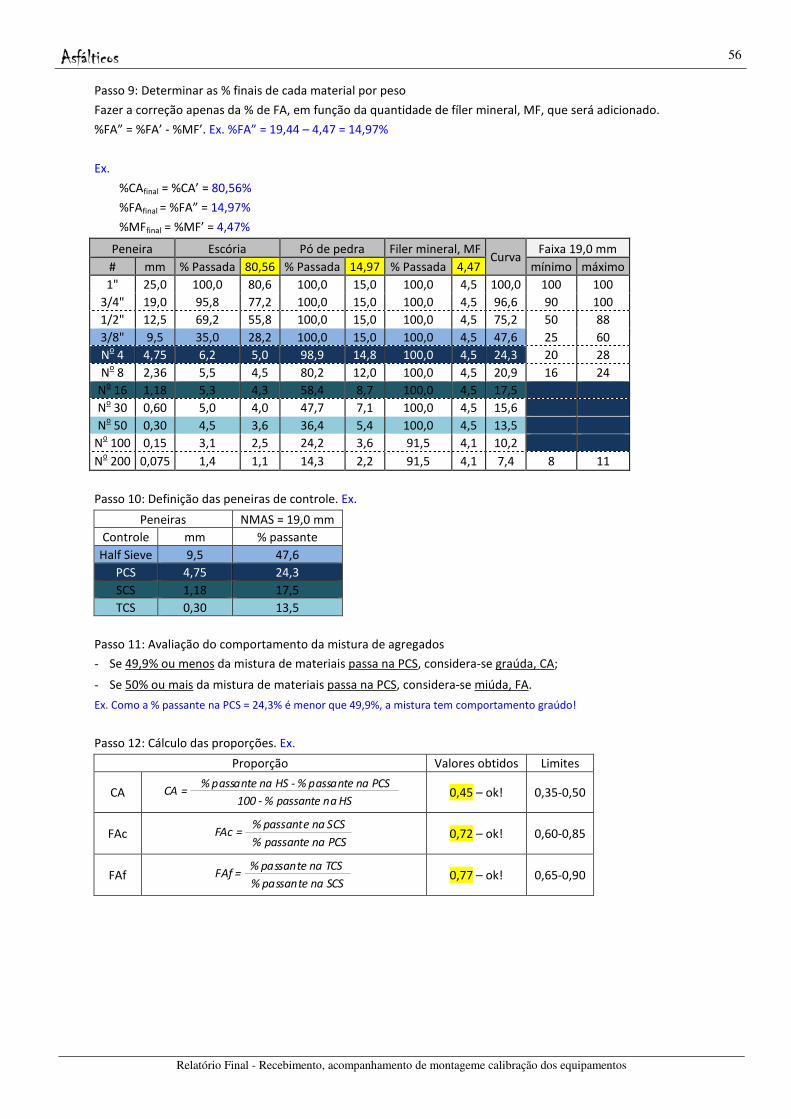
Passo 9: Determinar as % finais de cada material por peso
Fazer a correção apenas da % de FA, em função da quantidade de fíler mineral, MF, que será adicionado.
%FA” = %FA’ - %MF’. Ex. %FA” = 19,44 – 4,47 = 14,97%
Ex.
%CAfinal = %CA’ = 80,56%
%FAfinal = %FA” = 14,97%
%MFfinal = %MF’ = 4,47%
Peneira Escória Pó de pedra Filer mineral, MF Curva
Faixa 19,0 mm
# mm % Passada 80,56 % Passada 14,97 % Passada 4,47 mínimo máximo
1" 25,0 100,0 80,6 100,0 15,0 100,0 4,5 100,0 100 100
3/4" 19,0 95,8 77,2 100,0 15,0 100,0 4,5 96,6 90 100
1/2" 12,5 69,2 55,8 100,0 15,0 100,0 4,5 75,2 50 88
3/8" 9,5 35,0 28,2 100,0 15,0 100,0 4,5 47,6 25 60
No 4 4,75 6,2 5,0 98,9 14,8 100,0 4,5 24,3 20 28
No 8 2,36 5,5 4,5 80,2 12,0 100,0 4,5 20,9 16 24
No 16 1,18 5,3 4,3 58,4 8,7 100,0 4,5 17,5
No 30 0,60 5,0 4,0 47,7 7,1 100,0 4,5 15,6
No 50 0,30 4,5 3,6 36,4 5,4 100,0 4,5 13,5
No 100 0,15 3,1 2,5 24,2 3,6 91,5 4,1 10,2
No 200 0,075 1,4 1,1 14,3 2,2 91,5 4,1 7,4 8 11
Passo 10: Definição das peneiras de controle. Ex.
Peneiras NMAS = 19,0 mm
Controle mm % passante
Half Sieve 9,5 47,6
PCS 4,75 24,3
SCS 1,18 17,5
TCS 0,30 13,5
Passo 11: Avaliação do comportamento da mistura de agregados
- Se 49,9% ou menos da mistura de materiais passa na PCS, considera-se graúda, CA;
- Se 50% ou mais da mistura de materiais passa na PCS, considera-se miúda, FA.
Ex. Como a % passante na PCS = 24,3% é menor que 49,9%, a mistura tem comportamento graúdo!
Passo 12: Cálculo das proporções. Ex.
Proporção Valores obtidos Limites
CA
100 - % passante na HS
% passante na HS - % passante na PCS CA =
0,45 – ok! 0,35-0,50
FAc
% passante na PCS
% passante na SCS FAc =
0,72 – ok! 0,60-0,85
FAf
% passante na SCS
% passante na TCS FAf =
0,77 – ok! 0,65-0,90
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
57
PROCEDIMENTO 2 – VERIFICAÇÃO DO INTERTRAVAMENTO DOS AGREGADOS DE UMA MISTURA CONHECIDA Para a análise do intertravamento dos agregados pelo método Bailey devem ser realizadas as seguintes atividades:
� Preparação e peneiramento dos materiais;
� Determinação das massas específicas solta e compactada dos agregados secos.
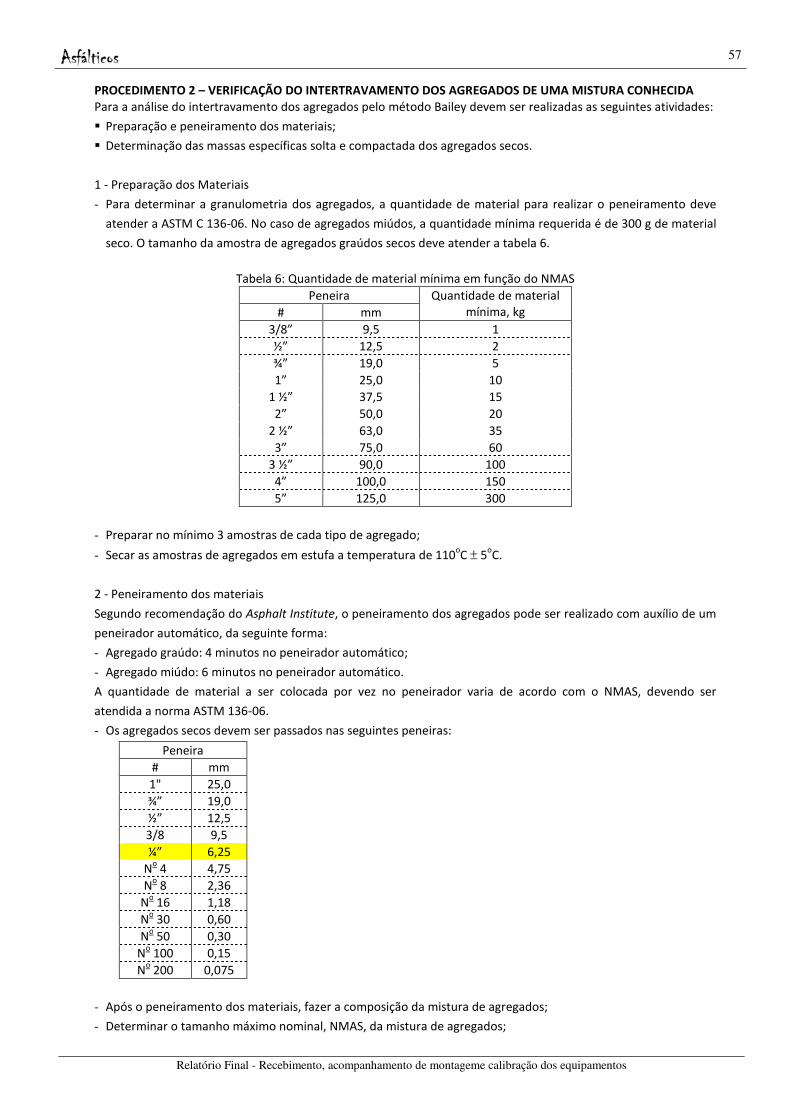
1 - Preparação dos Materiais
- Para determinar a granulometria dos agregados, a quantidade de material para realizar o peneiramento deve
atender a ASTM C 136-06. No caso de agregados miúdos, a quantidade mínima requerida é de 300 g de material
seco. O tamanho da amostra de agregados graúdos secos deve atender a tabela 6.
Tabela 6: Quantidade de material mínima em função do NMAS
Peneira Quantidade de material mínima, kg # mm
3/8” 9,5 1
½” 12,5 2
¾” 19,0 5
1” 25,0 10
1 ½” 37,5 15
2” 50,0 20
2 ½” 63,0 35
3” 75,0 60
3 ½” 90,0 100
4” 100,0 150
5” 125,0 300
- Preparar no mínimo 3 amostras de cada tipo de agregado;
- Secar as amostras de agregados em estufa a temperatura de 110oC ± 5
oC.
2 - Peneiramento dos materiais
Segundo recomendação do Asphalt Institute, o peneiramento dos agregados pode ser realizado com auxílio de um
peneirador automático, da seguinte forma:
- Agregado graúdo: 4 minutos no peneirador automático;
- Agregado miúdo: 6 minutos no peneirador automático.
A quantidade de material a ser colocada por vez no peneirador varia de acordo com o NMAS, devendo ser
atendida a norma ASTM 136-06.
- Os agregados secos devem ser passados nas seguintes peneiras:
Peneira
# mm
1" 25,0
¾” 19,0
½” 12,5
3/8 9,5
¼” 6,25
No 4 4,75
No 8 2,36
No 16 1,18
No 30 0,60
No 50 0,30
No 100 0,15
No 200 0,075
- Após o peneiramento dos materiais, fazer a composição da mistura de agregados;
- Determinar o tamanho máximo nominal, NMAS, da mistura de agregados;
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
58
- Determinar as peneiras de controle da mistura de agregados: HS, PCS, SCS e TCS;
- Verificar se a mistura de agregados tem comportamento graúdo (CA) ou miúdo (FA);
- Determinar as seguintes proporções: CA, Fac e Faf;
- Verificar se a mistura atende os limites das proporções em função do tipo de comportamento: CA ou FA;
- No caso de misturas de comportamento fino, devem ser determinadas novas peneiras de controle, assim como
as porcentagens passantes das novas peneiras e as novas proporções correspondentes: CA, Fac e Faf.
3 - Determinação das massas específicas solta e compactada dos agregados secos – AASHTO T 19/09
O volume de agregado de cada amostra deve ser no mínimo duas vezes o correspondente à capacidade do
recipiente a ser utilizado. O recipiente deve ser um molde cilíndrico de metal resistente (metal bucket) com as
seguintes dimensões:
Agregado NMAS, mm Diâmetro, mm Altura, mm
CA ≥19,0 250 200
4,75 a 19,0 250 150
FA ≤4,75 Cilindro de Proctor
3.1 - Aferição do recipiente
- Pesar o recipiente seco, assim como a placa de vidro, que também deve estar seca. As pesagens devem ser
efetuadas com aproximação de ± 0,2% das massas a determinar;
- Encher o recipiente com água à temperatura ambiente e cobrir com uma placa de vidro plano de modo que
não fiquem bolhas de ar;
- Limpar cuidadosamente a água extravasada e determinar o peso do conjunto;
- Retirar a placa de vidro e determinar a temperatura da água em graus Celsius;
- A capacidade do recipiente, expressa em cm3, é dada pelo quociente da diferença das massas determinadas,
expressas em gramas, pelo valor da massa específica da água considerado igual a 1,00 g/cm3, na faixa de
variação de temperatura de 22±10oC.
3.2 - Determinação da massa específica aparente em estado solto, GLUW
- Encher o recipiente com o auxílio de uma concha ou pá, de forma que não ocorra a queda dos agregados, ou
seja, o material deve ser depositado cuidadosamente dentro do recipiente até sobrar material acima da
superfície do recipiente. Nivelar a superfície com a haste de socamento, de tal maneira que as pequenas
protuberâncias dos grãos maiores de agregado compensem os maiores vazios abaixo do plano da borda do
recipiente. Deve ser tomado cuidado para evitar uma eventual segregação das partículas que constituem a
amostra, assim como a compactação dos agregados.
- Em seguida, o recipiente deve ser pesado com o material nele contido. A massa de agregado solto é a
diferença entre a massa do recipiente cheio e a massa do recipiente vazio.
- A massa específica aparente em estado solto, GLUW, será obtida dividindo-se a massa do agregado pelo
volume do recipiente, expresso em g/cm3, com aproximação de 0,01 g/cm
3, e deverá ser a média dos
resultados individuais obtidos em pelo menos três determinações. Estes resultados individuais não devem
apresentar desvios, em relação à média, maiores do que 1%.
3.3 - Determinação da massa específica aparente em estado compactado, GRUW
- Encher o recipiente até 1/3 do volume e nivelar a superfície com as mãos. Aplicar 25 golpes com uma haste
de socamento, distribuídos uniformemente sobre a superfície. Encher o 2º terço do volume e repetir a
operação descrita anteriormente. Finalmente, encher a 3ª camada até sobrar material acima da superfície do
recipiente e repetir a operação. Nivelar a superfície com a haste de socamento, de tal maneira que as
pequenas protuberâncias dos grãos maiores de agregado compensem os maiores vazios abaixo do plano da
borda do recipiente.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
59
- A haste de socamento deve ser uma barra de aço reta, com cerca de 600 mm de comprimento, 16 mm de
diâmetro e extremidade semi-esférica com o mesmo diâmetro.
- Durante a compactação, os golpes da 1ª camada não devem atingir o fundo do recipiente. Na compactação
das 2ª e 3ª camadas, a haste de socamento não deve penetrar na camada subjacente já compactada.
- Em seguida, o recipiente deve ser pesado com o material nele contido. A massa do agregado será a diferença
entre a massa do recipiente cheio e a massa do recipiente vazio.
- A massa específica aparente em estado compactado, GRUW, será obtida dividindo-se a massa do agregado
pelo volume do recipiente, expresso em g/cm3, com aproximação de 0,01 g/cm
3, e deverá ser a média dos
resultados individuais obtidos em pelo menos três determinações. Estes resultados individuais não devem
apresentar desvios, em relação à média, maiores do que 1%.
4 - Determinação dos vazios da fração graúda do agregado compactado, VCARUW
Após a determinação da PCS, separar a quantidade material de acordo com o item 3 e passar pela PCS. Vale
ressaltar que o material a ser utilizado é correspondente a mistura dos agregados, ou seja, misturar a quantidade
de cada material de acordo com a composição da mistura de agregados determinada anteriormente. Para
determinar a massa específica da fração graúda do agregado compactado utilizar apenas o material que fica retido
na PCS. Repetir o item 3.3 e calcular o VCARUW.
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
60
PROCEDIMENTO REDE 06/2010 - Ensaio Uniaxial para Determinação do Flow Number (FN)
O ensaio uniaxial de carga repetida para determinação do Flow Number (FN) e da Taxa de Deformação
na zona secundária (b) são realizados segundo procedimentos descritos no Report 465 (Witczak et al.,
2002).
No ensaio uniaxial de carga repetida, a mistura asfáltica é submetida a um carregamento cíclico de
compressão e a deformação permanente acumulada resultante é obtida em função do número de ciclos.
Tanto no Brasil, quanto internacionalmente, o ciclo de carga consiste de um pulso haversine de 0,1s
seguido por um repouso de 0,9s. Tipicamente o tempo máximo de ensaio é de 3 horas.
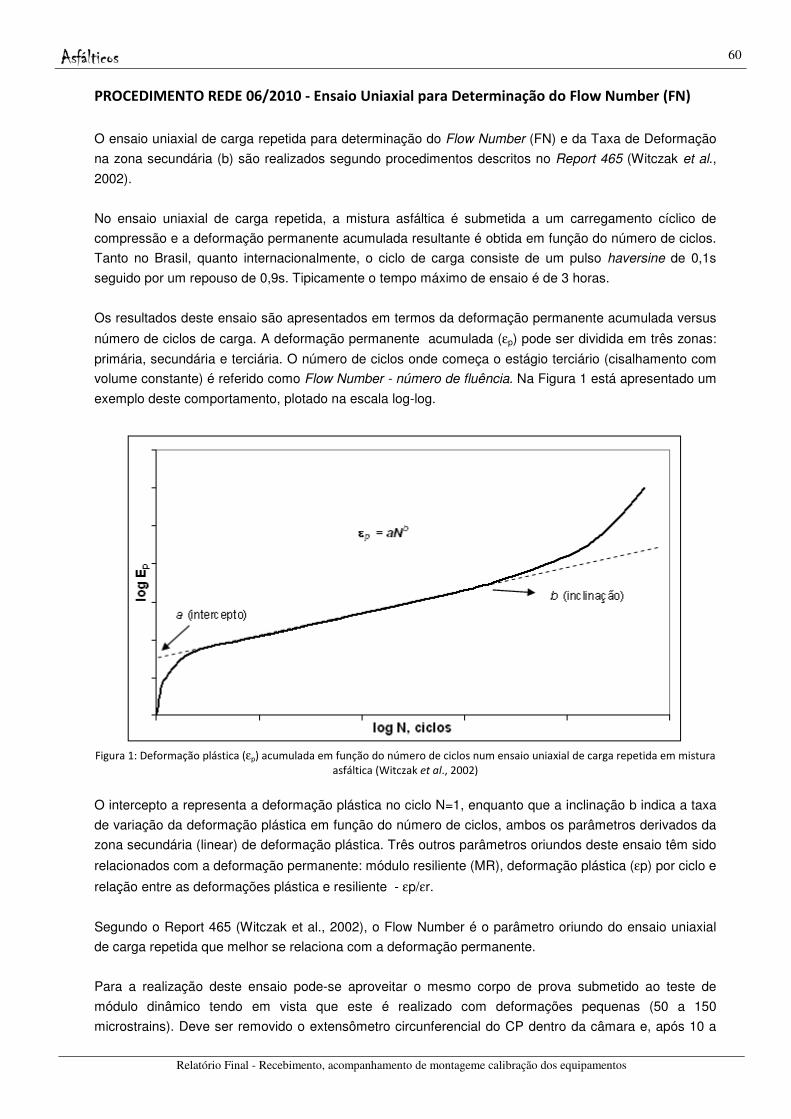
Os resultados deste ensaio são apresentados em termos da deformação permanente acumulada versus
número de ciclos de carga. A deformação permanente acumulada (εp) pode ser dividida em três zonas:
primária, secundária e terciária. O número de ciclos onde começa o estágio terciário (cisalhamento com
volume constante) é referido como Flow Number - número de fluência. Na Figura 1 está apresentado um
exemplo deste comportamento, plotado na escala log-log.
Figura 1: Deformação plástica (εp) acumulada em função do número de ciclos num ensaio uniaxial de carga repetida em mistura
asfáltica (Witczak et al., 2002)
O intercepto a representa a deformação plástica no ciclo N=1, enquanto que a inclinação b indica a taxa
de variação da deformação plástica em função do número de ciclos, ambos os parâmetros derivados da
zona secundária (linear) de deformação plástica. Três outros parâmetros oriundos deste ensaio têm sido
relacionados com a deformação permanente: módulo resiliente (MR), deformação plástica (εp) por ciclo e
relação entre as deformações plástica e resiliente - εp/εr.
Segundo o Report 465 (Witczak et al., 2002), o Flow Number é o parâmetro oriundo do ensaio uniaxial
de carga repetida que melhor se relaciona com a deformação permanente.
Para a realização deste ensaio pode-se aproveitar o mesmo corpo de prova submetido ao teste de
módulo dinâmico tendo em vista que este é realizado com deformações pequenas (50 a 150
microstrains). Deve ser removido o extensômetro circunferencial do CP dentro da câmara e, após 10 a
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
61
15 minutos para a re-estabilização da temperatura de 60°C no CP, o ensaio de carga repetida de FN
pode ser iniciado. Contudo, os sensores axiais MTS foram mantidos na pesquisa de Nascimento (2008).
O carregamento aplicado no ensaio de carga repetida é do tipo haversine, similar ao dos ensaios de
módulo resiliente de misturas asfálticas (Brito, 2006). O tempo de aplicação da carga é de 0,1 segundo
com período de repouso de 0,9 segundos.
A carga máxima do ensaio (Pmax) deve ser de 1.600 Newtons, que para CP de 100mm de diâmetro
resulta na tensão de 204kPa. A carga de contato (Pcont) foi 5% da Pmax, ou seja, 80 Newtons. Na
Figura 2 apresenta-se um gráfico, como ilustração do carregamento realizado durante o ensaio de carga
repetida.
Durante o carregamento cíclico, o software de controle e aquisição de dados da máquina MTS, o Multi
Purpose Testware (MPT), deve ser configurado para coletar os pontos de máximo e mínimo da carga e
da deformação axial.
Devem ser adquiridos continuamente os sinais durante o teste, visando ter um histórico do mesmo.
Contudo, buscando-se facilitar a análise da deformação plástica (εp) acumulada ao longo do ensaio, o
MPT deve ser ajustado para fazer uma coleta do deslocamento axial ao final de cada ciclo (após o
repouso de 0,9s).
A equação seguinte mostra o cálculo da deformação plástica ao longo do ensaio de FN:
GL
LNp
∆
=ε (1)
onde:
εp = deformação plástica acumulada em um ciclo N, em microstrains;
∆LN = deslocamento axial coletado ao final do repouso do ciclo N, em mm;
GL = comprimento de medida do deslocamento = 100mm.
O MPT é configurado para mostrar um gráfico em tempo real da deformação plástica versus o número
de ciclos durante o teste. Desta forma, é possível acompanhar os estágios do ensaio (zonas primária,
secundária e terciária - ruptura), sendo o carregamento finalizado após a ruptura.
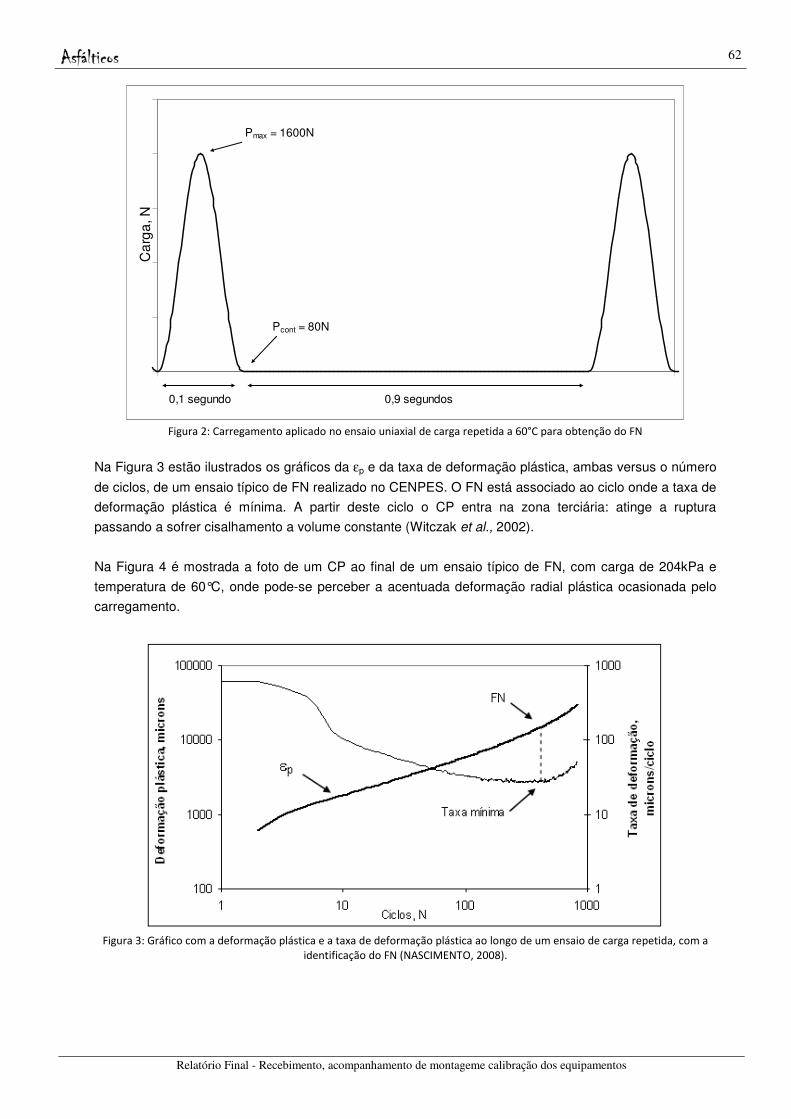
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
62
Ca
rga
, N
0,9 segundos0,1 segundo
Pmax = 1600N
Pcont = 80N
Figura 2: Carregamento aplicado no ensaio uniaxial de carga repetida a 60°C para obtenção do FN
Na Figura 3 estão ilustrados os gráficos da εp e da taxa de deformação plástica, ambas versus o número
de ciclos, de um ensaio típico de FN realizado no CENPES. O FN está associado ao ciclo onde a taxa de
deformação plástica é mínima. A partir deste ciclo o CP entra na zona terciária: atinge a ruptura
passando a sofrer cisalhamento a volume constante (Witczak et al., 2002).
Na Figura 4 é mostrada a foto de um CP ao final de um ensaio típico de FN, com carga de 204kPa e
temperatura de 60°C, onde pode-se perceber a acentuada deformação radial plástica ocasionada pelo
carregamento.
Figura 3: Gráfico com a deformação plástica e a taxa de deformação plástica ao longo de um ensaio de carga repetida, com a
identificação do FN (NASCIMENTO, 2008).
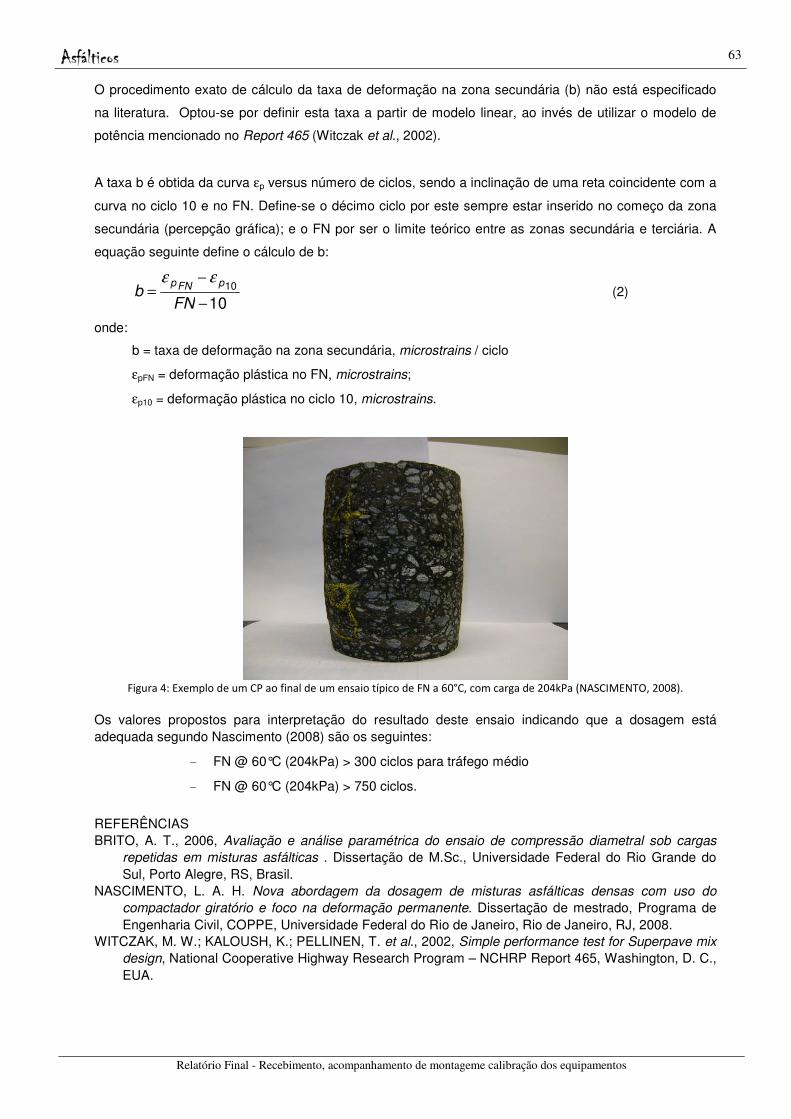
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
63
O procedimento exato de cálculo da taxa de deformação na zona secundária (b) não está especificado
na literatura. Optou-se por definir esta taxa a partir de modelo linear, ao invés de utilizar o modelo de
potência mencionado no Report 465 (Witczak et al., 2002).
A taxa b é obtida da curva εp versus número de ciclos, sendo a inclinação de uma reta coincidente com a
curva no ciclo 10 e no FN. Define-se o décimo ciclo por este sempre estar inserido no começo da zona
secundária (percepção gráfica); e o FN por ser o limite teórico entre as zonas secundária e terciária. A
equação seguinte define o cálculo de b:
1010
−
−
=
FNb
pFNp εε
(2)
onde:
b = taxa de deformação na zona secundária, microstrains / ciclo
εpFN = deformação plástica no FN, microstrains;
εp10 = deformação plástica no ciclo 10, microstrains.
Figura 4: Exemplo de um CP ao final de um ensaio típico de FN a 60°C, com carga de 204kPa (NASCIMENTO, 2008).
Os valores propostos para interpretação do resultado deste ensaio indicando que a dosagem está
adequada segundo Nascimento (2008) são os seguintes:
- FN @ 60°C (204kPa) > 300 ciclos para tráfego médio
- FN @ 60°C (204kPa) > 750 ciclos.
REFERÊNCIAS
BRITO, A. T., 2006, Avaliação e análise paramétrica do ensaio de compressão diametral sob cargas
repetidas em misturas asfálticas . Dissertação de M.Sc., Universidade Federal do Rio Grande do
Sul, Porto Alegre, RS, Brasil.
NASCIMENTO, L. A. H. Nova abordagem da dosagem de misturas asfálticas densas com uso do
compactador giratório e foco na deformação permanente. Dissertação de mestrado, Programa de
Engenharia Civil, COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ, 2008.
WITCZAK, M. W.; KALOUSH, K.; PELLINEN, T. et al., 2002, Simple performance test for Superpave mix
design, National Cooperative Highway Research Program – NCHRP Report 465, Washington, D. C.,
EUA.
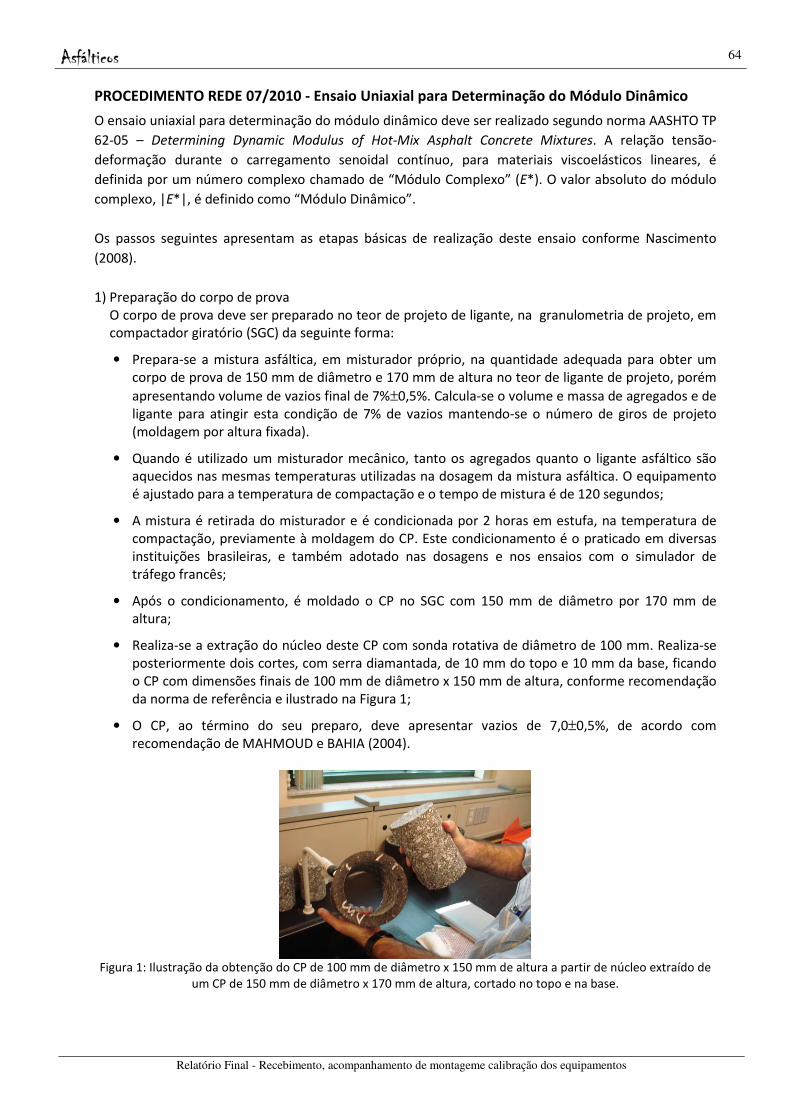
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
64
PROCEDIMENTO REDE 07/2010 - Ensaio Uniaxial para Determinação do Módulo Dinâmico
O ensaio uniaxial para determinação do módulo dinâmico deve ser realizado segundo norma AASHTO TP
62-05 – Determining Dynamic Modulus of Hot-Mix Asphalt Concrete Mixtures. A relação tensão-
deformação durante o carregamento senoidal contínuo, para materiais viscoelásticos lineares, é
definida por um número complexo chamado de “Módulo Complexo” (E*). O valor absoluto do módulo
complexo, |E*|, é definido como “Módulo Dinâmico”.
Os passos seguintes apresentam as etapas básicas de realização deste ensaio conforme Nascimento
(2008).
1) Preparação do corpo de prova O corpo de prova deve ser preparado no teor de projeto de ligante, na granulometria de projeto, em compactador giratório (SGC) da seguinte forma:
• Prepara-se a mistura asfáltica, em misturador próprio, na quantidade adequada para obter um corpo de prova de 150 mm de diâmetro e 170 mm de altura no teor de ligante de projeto, porém
apresentando volume de vazios final de 7%±0,5%. Calcula-se o volume e massa de agregados e de ligante para atingir esta condição de 7% de vazios mantendo-se o número de giros de projeto (moldagem por altura fixada).
• Quando é utilizado um misturador mecânico, tanto os agregados quanto o ligante asfáltico são aquecidos nas mesmas temperaturas utilizadas na dosagem da mistura asfáltica. O equipamento é ajustado para a temperatura de compactação e o tempo de mistura é de 120 segundos;
• A mistura é retirada do misturador e é condicionada por 2 horas em estufa, na temperatura de compactação, previamente à moldagem do CP. Este condicionamento é o praticado em diversas instituições brasileiras, e também adotado nas dosagens e nos ensaios com o simulador de tráfego francês;
• Após o condicionamento, é moldado o CP no SGC com 150 mm de diâmetro por 170 mm de altura;
• Realiza-se a extração do núcleo deste CP com sonda rotativa de diâmetro de 100 mm. Realiza-se posteriormente dois cortes, com serra diamantada, de 10 mm do topo e 10 mm da base, ficando o CP com dimensões finais de 100 mm de diâmetro x 150 mm de altura, conforme recomendação da norma de referência e ilustrado na Figura 1;
• O CP, ao término do seu preparo, deve apresentar vazios de 7,0±0,5%, de acordo com recomendação de MAHMOUD e BAHIA (2004).
Figura 1: Ilustração da obtenção do CP de 100 mm de diâmetro x 150 mm de altura a partir de núcleo extraído de
um CP de 150 mm de diâmetro x 170 mm de altura, cortado no topo e na base.
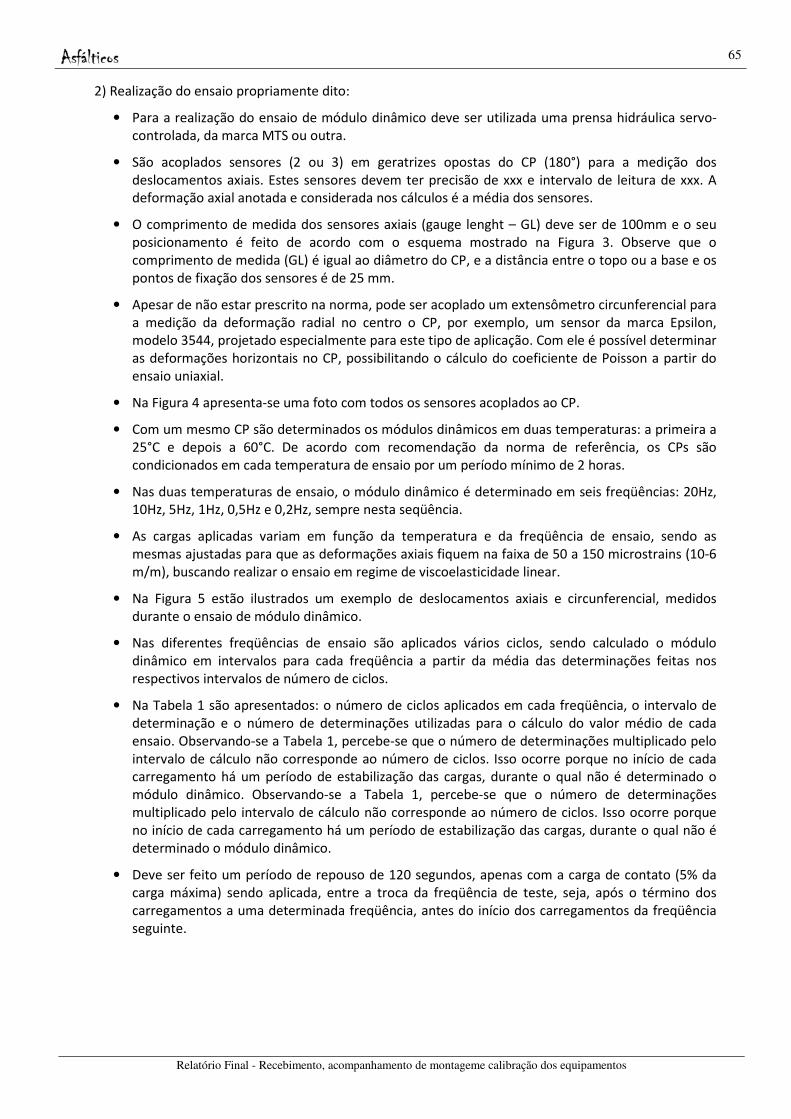
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
65
2) Realização do ensaio propriamente dito:
• Para a realização do ensaio de módulo dinâmico deve ser utilizada uma prensa hidráulica servo-controlada, da marca MTS ou outra.
• São acoplados sensores (2 ou 3) em geratrizes opostas do CP (180°) para a medição dos deslocamentos axiais. Estes sensores devem ter precisão de xxx e intervalo de leitura de xxx. A deformação axial anotada e considerada nos cálculos é a média dos sensores.
• O comprimento de medida dos sensores axiais (gauge lenght – GL) deve ser de 100mm e o seu posicionamento é feito de acordo com o esquema mostrado na Figura 3. Observe que o comprimento de medida (GL) é igual ao diâmetro do CP, e a distância entre o topo ou a base e os pontos de fixação dos sensores é de 25 mm.
• Apesar de não estar prescrito na norma, pode ser acoplado um extensômetro circunferencial para a medição da deformação radial no centro o CP, por exemplo, um sensor da marca Epsilon, modelo 3544, projetado especialmente para este tipo de aplicação. Com ele é possível determinar as deformações horizontais no CP, possibilitando o cálculo do coeficiente de Poisson a partir do ensaio uniaxial.
• Na Figura 4 apresenta-se uma foto com todos os sensores acoplados ao CP.
• Com um mesmo CP são determinados os módulos dinâmicos em duas temperaturas: a primeira a 25°C e depois a 60°C. De acordo com recomendação da norma de referência, os CPs são condicionados em cada temperatura de ensaio por um período mínimo de 2 horas.
• Nas duas temperaturas de ensaio, o módulo dinâmico é determinado em seis freqüências: 20Hz, 10Hz, 5Hz, 1Hz, 0,5Hz e 0,2Hz, sempre nesta seqüência.
• As cargas aplicadas variam em função da temperatura e da freqüência de ensaio, sendo as mesmas ajustadas para que as deformações axiais fiquem na faixa de 50 a 150 microstrains (10-6 m/m), buscando realizar o ensaio em regime de viscoelasticidade linear.
• Na Figura 5 estão ilustrados um exemplo de deslocamentos axiais e circunferencial, medidos durante o ensaio de módulo dinâmico.
• Nas diferentes freqüências de ensaio são aplicados vários ciclos, sendo calculado o módulo dinâmico em intervalos para cada freqüência a partir da média das determinações feitas nos respectivos intervalos de número de ciclos.
• Na Tabela 1 são apresentados: o número de ciclos aplicados em cada freqüência, o intervalo de determinação e o número de determinações utilizadas para o cálculo do valor médio de cada ensaio. Observando-se a Tabela 1, percebe-se que o número de determinações multiplicado pelo intervalo de cálculo não corresponde ao número de ciclos. Isso ocorre porque no início de cada carregamento há um período de estabilização das cargas, durante o qual não é determinado o módulo dinâmico. Observando-se a Tabela 1, percebe-se que o número de determinações multiplicado pelo intervalo de cálculo não corresponde ao número de ciclos. Isso ocorre porque no início de cada carregamento há um período de estabilização das cargas, durante o qual não é determinado o módulo dinâmico.
• Deve ser feito um período de repouso de 120 segundos, apenas com a carga de contato (5% da carga máxima) sendo aplicada, entre a troca da freqüência de teste, seja, após o término dos carregamentos a uma determinada freqüência, antes do início dos carregamentos da freqüência seguinte.
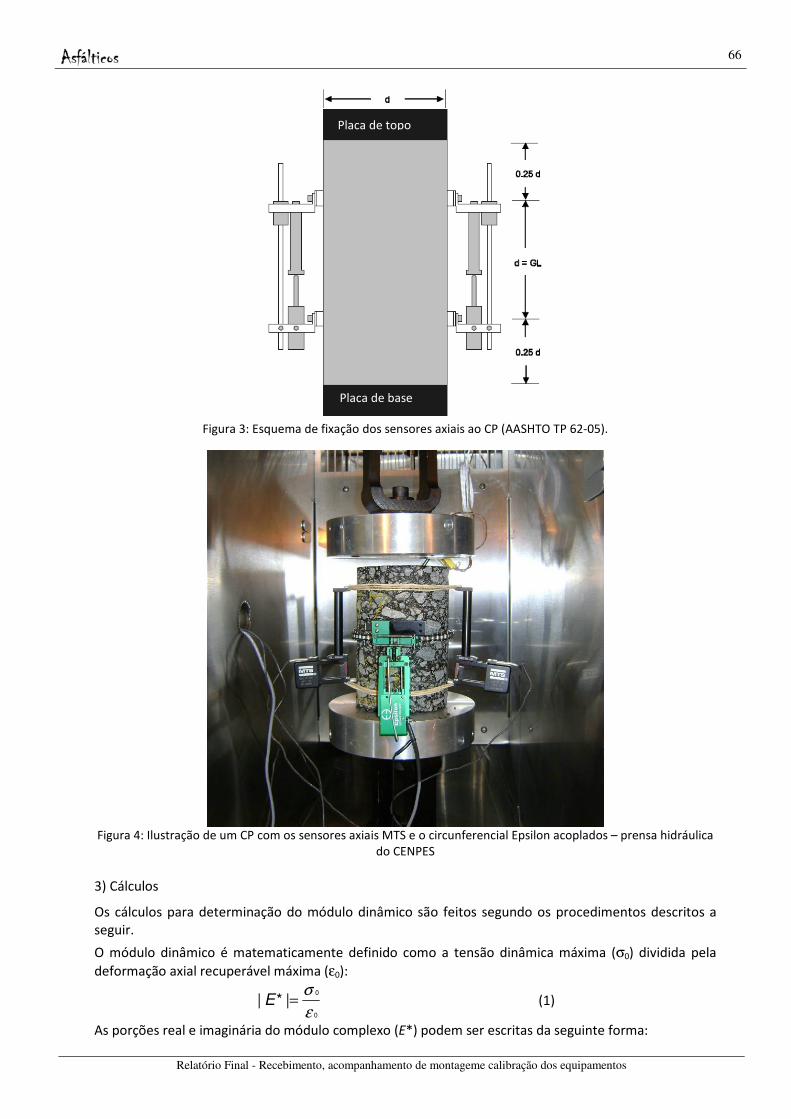
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
66
Figura 3: Esquema de fixação dos sensores axiais ao CP (AASHTO TP 62-05).
Figura 4: Ilustração de um CP com os sensores axiais MTS e o circunferencial Epsilon acoplados – prensa hidráulica
do CENPES
3) Cálculos
Os cálculos para determinação do módulo dinâmico são feitos segundo os procedimentos descritos a seguir.
O módulo dinâmico é matematicamente definido como a tensão dinâmica máxima (σ0) dividida pela
deformação axial recuperável máxima (ε0):
0
0
|*|ε
σ=E (1)
As porções real e imaginária do módulo complexo (E*) podem ser escritas da seguinte forma:
Placa de topo
Placa de base
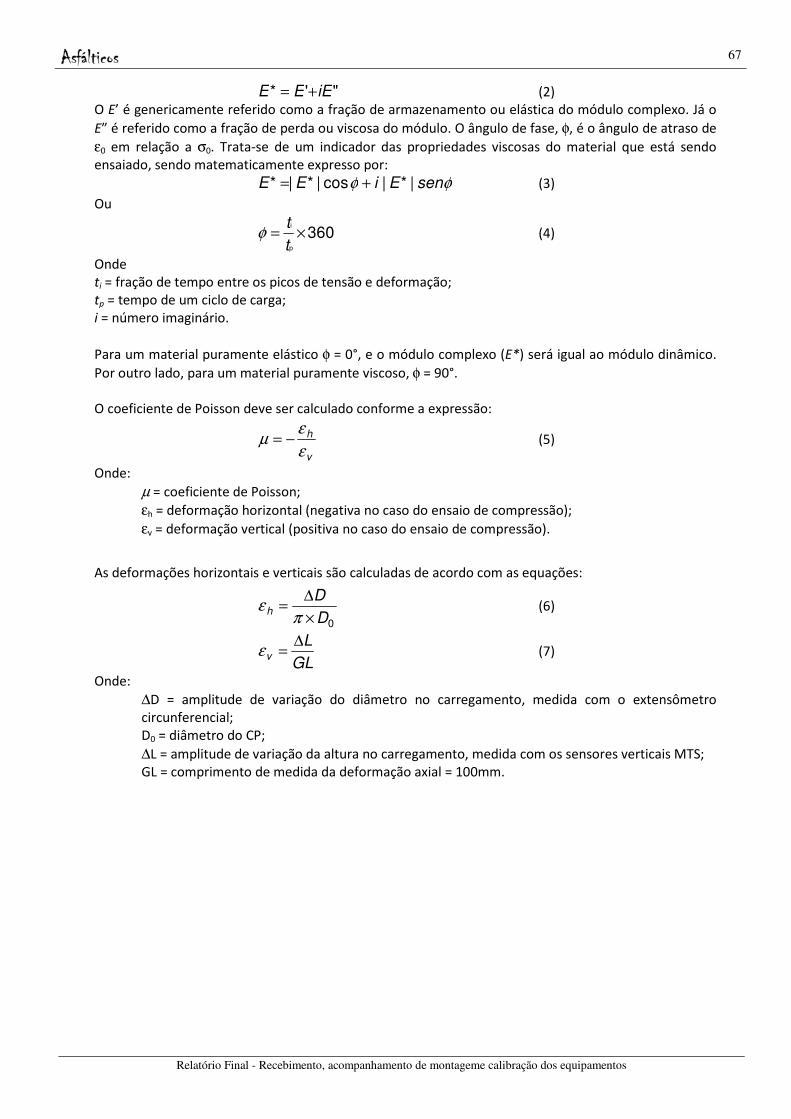
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
67
"'* iEEE += (2) O E’ é genericamente referido como a fração de armazenamento ou elástica do módulo complexo. Já o
E” é referido como a fração de perda ou viscosa do módulo. O ângulo de fase, φ, é o ângulo de atraso de
ε0 em relação a σ0. Trata-se de um indicador das propriedades viscosas do material que está sendo ensaiado, sendo matematicamente expresso por:
φφ senEiEE |*|cos|*|* += (3)
Ou
360p
i
×=
t
tφ (4)
Onde ti = fração de tempo entre os picos de tensão e deformação; tp = tempo de um ciclo de carga; i = número imaginário.
Para um material puramente elástico φ = 0°, e o módulo complexo (E*) será igual ao módulo dinâmico.
Por outro lado, para um material puramente viscoso, φ = 90°. O coeficiente de Poisson deve ser calculado conforme a expressão:
v
h
ε
εµ −= (5)
Onde:
µ = coeficiente de Poisson;
εh = deformação horizontal (negativa no caso do ensaio de compressão);
εv = deformação vertical (positiva no caso do ensaio de compressão).
As deformações horizontais e verticais são calculadas de acordo com as equações:
0D
Dh
×
∆=
π
ε (6)
GL
Lv
∆=ε (7)
Onde:
∆D = amplitude de variação do diâmetro no carregamento, medida com o extensômetro circunferencial; D0 = diâmetro do CP;
∆L = amplitude de variação da altura no carregamento, medida com os sensores verticais MTS; GL = comprimento de medida da deformação axial = 100mm.
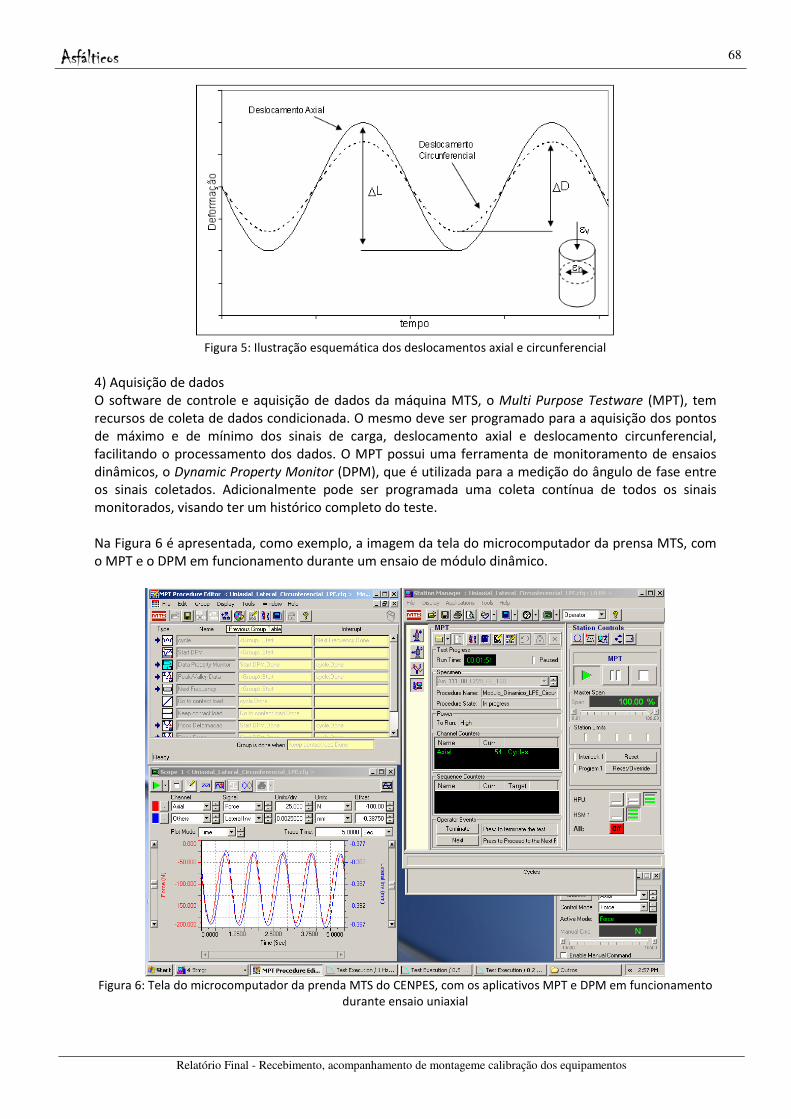
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
68
Figura 5: Ilustração esquemática dos deslocamentos axial e circunferencial
4) Aquisição de dados O software de controle e aquisição de dados da máquina MTS, o Multi Purpose Testware (MPT), tem recursos de coleta de dados condicionada. O mesmo deve ser programado para a aquisição dos pontos de máximo e de mínimo dos sinais de carga, deslocamento axial e deslocamento circunferencial, facilitando o processamento dos dados. O MPT possui uma ferramenta de monitoramento de ensaios dinâmicos, o Dynamic Property Monitor (DPM), que é utilizada para a medição do ângulo de fase entre os sinais coletados. Adicionalmente pode ser programada uma coleta contínua de todos os sinais monitorados, visando ter um histórico completo do teste. Na Figura 6 é apresentada, como exemplo, a imagem da tela do microcomputador da prensa MTS, com o MPT e o DPM em funcionamento durante um ensaio de módulo dinâmico.
Figura 6: Tela do microcomputador da prenda MTS do CENPES, com os aplicativos MPT e DPM em funcionamento
durante ensaio uniaxial
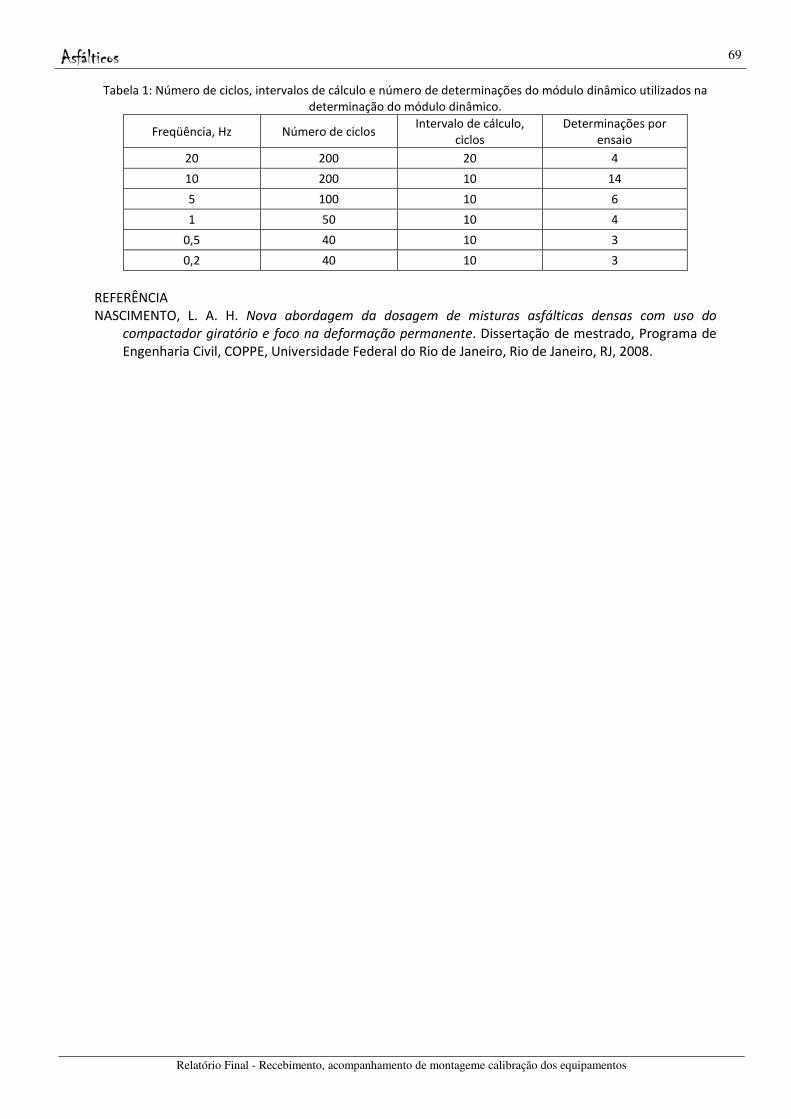
Relatório Final - Recebimento, acompanhamento de montageme calibração dos equipamentos
69
Tabela 1: Número de ciclos, intervalos de cálculo e número de determinações do módulo dinâmico utilizados na determinação do módulo dinâmico.
Freqüência, Hz Número de ciclos Intervalo de cálculo,
ciclos Determinações por
ensaio
20 200 20 4
10 200 10 14
5 100 10 6
1 50 10 4
0,5 40 10 3
0,2 40 10 3
REFERÊNCIA NASCIMENTO, L. A. H. Nova abordagem da dosagem de misturas asfálticas densas com uso do
compactador giratório e foco na deformação permanente. Dissertação de mestrado, Programa de Engenharia Civil, COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ, 2008.
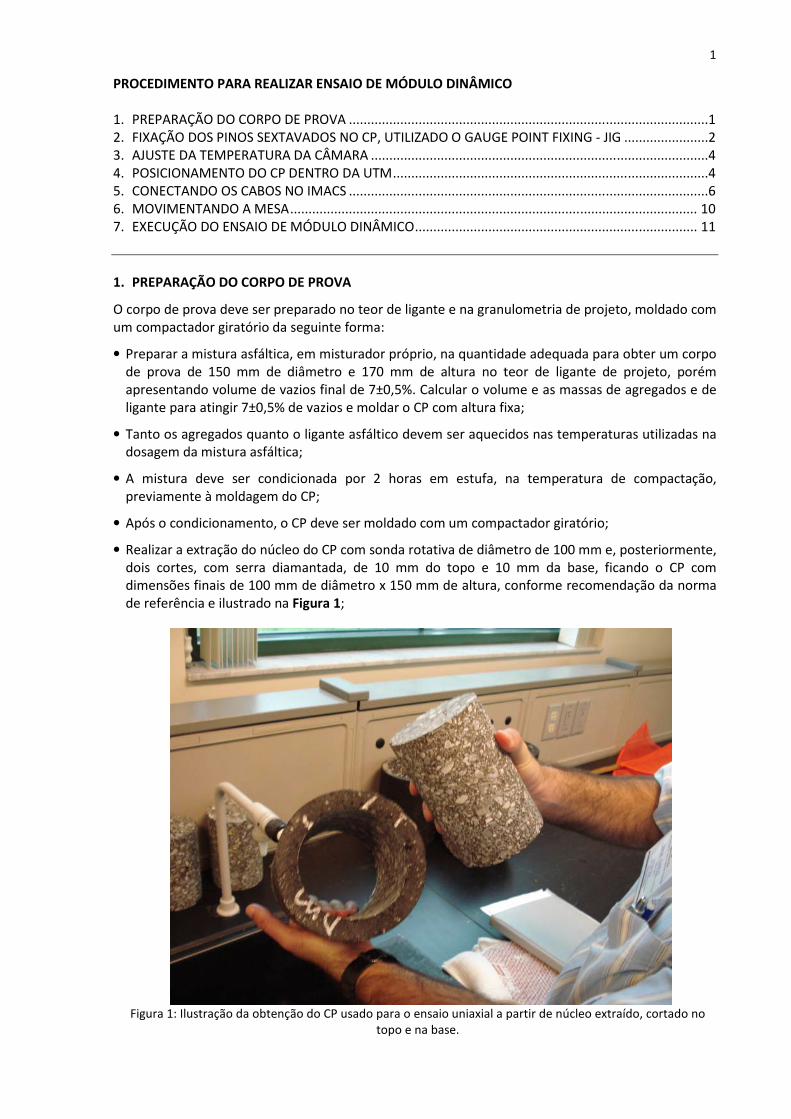
1
PROCEDIMENTO PARA REALIZAR ENSAIO DE MÓDULO DINÂMICO 1. PREPARAÇÃO DO CORPO DE PROVA ..................................................................................................1 2. FIXAÇÃO DOS PINOS SEXTAVADOS NO CP, UTILIZADO O GAUGE POINT FIXING - JIG .......................2 3. AJUSTE DA TEMPERATURA DA CÂMARA ............................................................................................4 4. POSICIONAMENTO DO CP DENTRO DA UTM ......................................................................................4 5. CONECTANDO OS CABOS NO IMACS ..................................................................................................6 6. MOVIMENTANDO A MESA ............................................................................................................... 10 7. EXECUÇÃO DO ENSAIO DE MÓDULO DINÂMICO ............................................................................. 11
1. PREPARAÇÃO DO CORPO DE PROVA
O corpo de prova deve ser preparado no teor de ligante e na granulometria de projeto, moldado com um compactador giratório da seguinte forma:
• Preparar a mistura asfáltica, em misturador próprio, na quantidade adequada para obter um corpo de prova de 150 mm de diâmetro e 170 mm de altura no teor de ligante de projeto, porém apresentando volume de vazios final de 7±0,5%. Calcular o volume e as massas de agregados e de ligante para atingir 7±0,5% de vazios e moldar o CP com altura fixa;
• Tanto os agregados quanto o ligante asfáltico devem ser aquecidos nas temperaturas utilizadas na dosagem da mistura asfáltica;
• A mistura deve ser condicionada por 2 horas em estufa, na temperatura de compactação, previamente à moldagem do CP;
• Após o condicionamento, o CP deve ser moldado com um compactador giratório;
• Realizar a extração do núcleo do CP com sonda rotativa de diâmetro de 100 mm e, posteriormente, dois cortes, com serra diamantada, de 10 mm do topo e 10 mm da base, ficando o CP com dimensões finais de 100 mm de diâmetro x 150 mm de altura, conforme recomendação da norma de referência e ilustrado na Figura 1;
Figura 1: Ilustração da obtenção do CP usado para o ensaio uniaxial a partir de núcleo extraído, cortado no
topo e na base.
2
• O CP, ao término do seu preparo, deve apresentar vazios de 7,0±0,5%, de acordo com recomendação de MAHMOUD e BAHIA (2004). Importante: as paredes laterais do CP devem ser lisas e uniformes.
2. FIXAÇÃO DOS PINOS SEXTAVADOS NO CP, UTILIZADO O GAUGE POINT FIXING - JIG
- Abrir o ar comprimido; - Posicionar os pinos sextavados nas garras;
- Passar cola nos pinos;
- Colocar o CP sobre a base, mudando a chave para a posição “attach”;
3
Obs: o vaccum deve estar “off”;
- Esperar pelo menos 5 minutos antes de retirar as garras ou o tempo indicado para que a cola
esteja seca e os pinos colados no CP; - Rotacionar a garra de forma que os pinos fiquem soltos;
- Mudar a chave para a posição “retract” para que as garras retornem a posição inicial.

4
3. AJUSTE DA TEMPERATURA DA CÂMARA
- Ligar a câmara; - Pressionar o botão SET por alguns segundos;
- Pressionar as setas ∨ e ∧ para alterar a temperatura; - Para fixar a temperatura, apertar o SET novamente. - Obs: se a temperatura da câmara estiver mais alta do que a desejada, ligar o compressor.
4. POSICIONAMENTO DO CP DENTRO DA UTM
- Colocar a base 1 – MD sobre a mesa dentro da câmara, de forma que a fenda fique encaixada sobre o parafuso;

5
- A base deve ficar centralizada sobre a mesa da UTM;
- Colocar o CP sobre a base 1, prender os suportes dos LVDTs nos pinos sextavados e colocar o topo
sobre o CP;
- Os suportes superiores dos LVDTs devem ser colocados com a parte preta para cima e os suportes
inferiores devem ser fixados com a parte preta para baixo. Obs: o LVDT deve ser fixado nas partes pretas dos suportes;
6
5. CONECTANDO OS CABOS NO IMACS
- Ligar a bomba de óleo, através do botão verde localizado na parede lateral;
- Conectar o cabo USB; - Ligar as duas chaves do controlador IMACS;
- Abrir o software UTS 6 Dynamic Modulus Test;
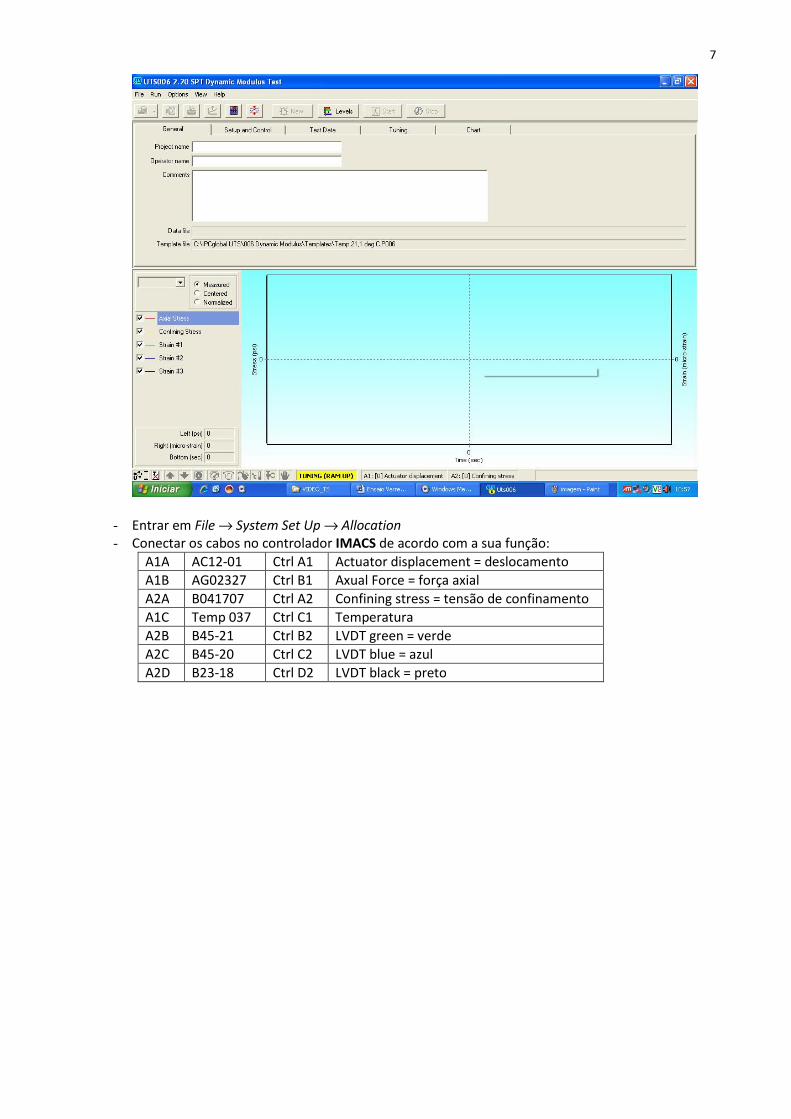
7
- Entrar em File → System Set Up → Allocation - Conectar os cabos no controlador IMACS de acordo com a sua função:
A1A AC12-01 Ctrl A1 Actuator displacement = deslocamento
A1B AG02327 Ctrl B1 Axual Force = força axial
A2A B041707 Ctrl A2 Confining stress = tensão de confinamento
A1C Temp 037 Ctrl C1 Temperatura
A2B B45-21 Ctrl B2 LVDT green = verde
A2C B45-20 Ctrl C2 LVDT blue = azul
A2D B23-18 Ctrl D2 LVDT black = preto
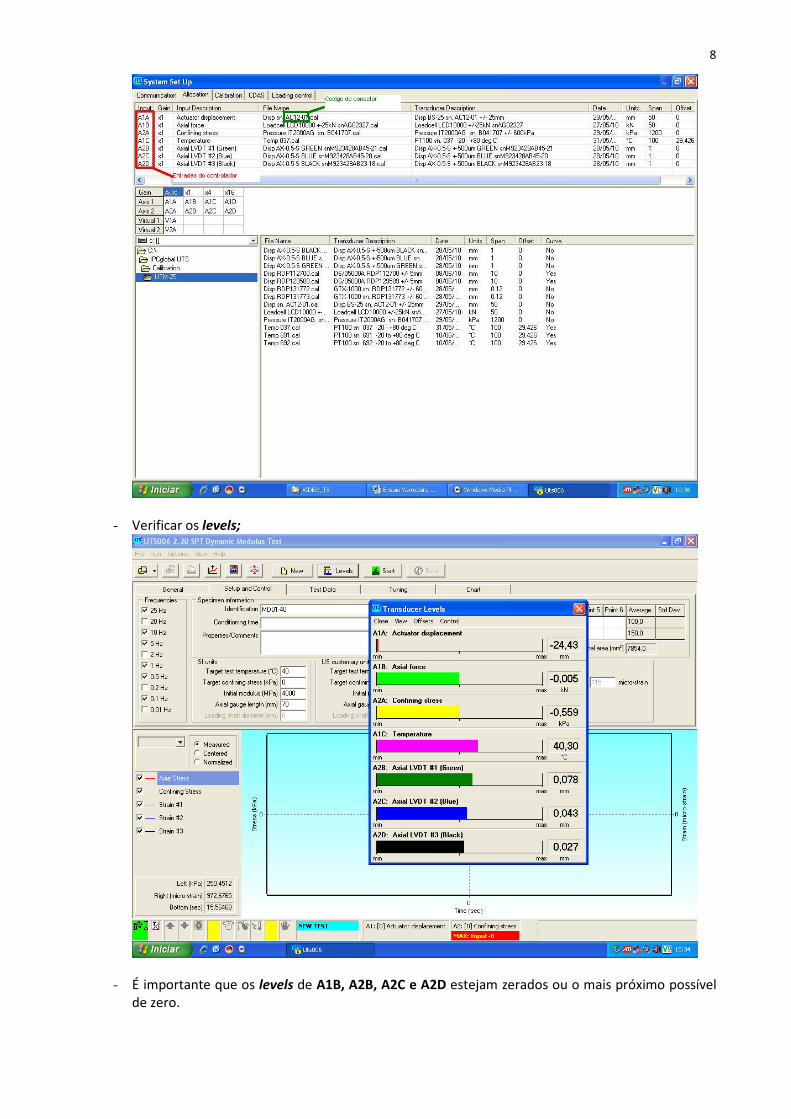
8
- Verificar os levels;
- É importante que os levels de A1B, A2B, A2C e A2D estejam zerados ou o mais próximo possível de zero.
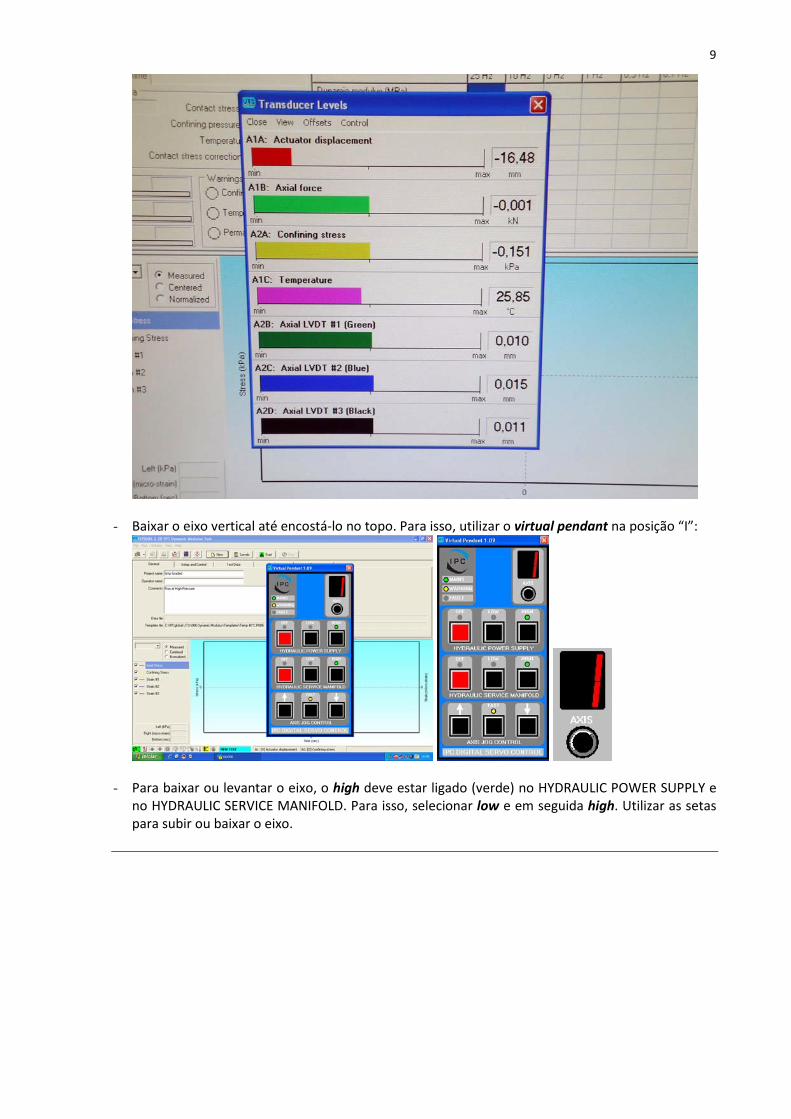
9
- Baixar o eixo vertical até encostá-lo no topo. Para isso, utilizar o virtual pendant na posição “I”:
- Para baixar ou levantar o eixo, o high deve estar ligado (verde) no HYDRAULIC POWER SUPPLY e
no HYDRAULIC SERVICE MANIFOLD. Para isso, selecionar low e em seguida high. Utilizar as setas para subir ou baixar o eixo.
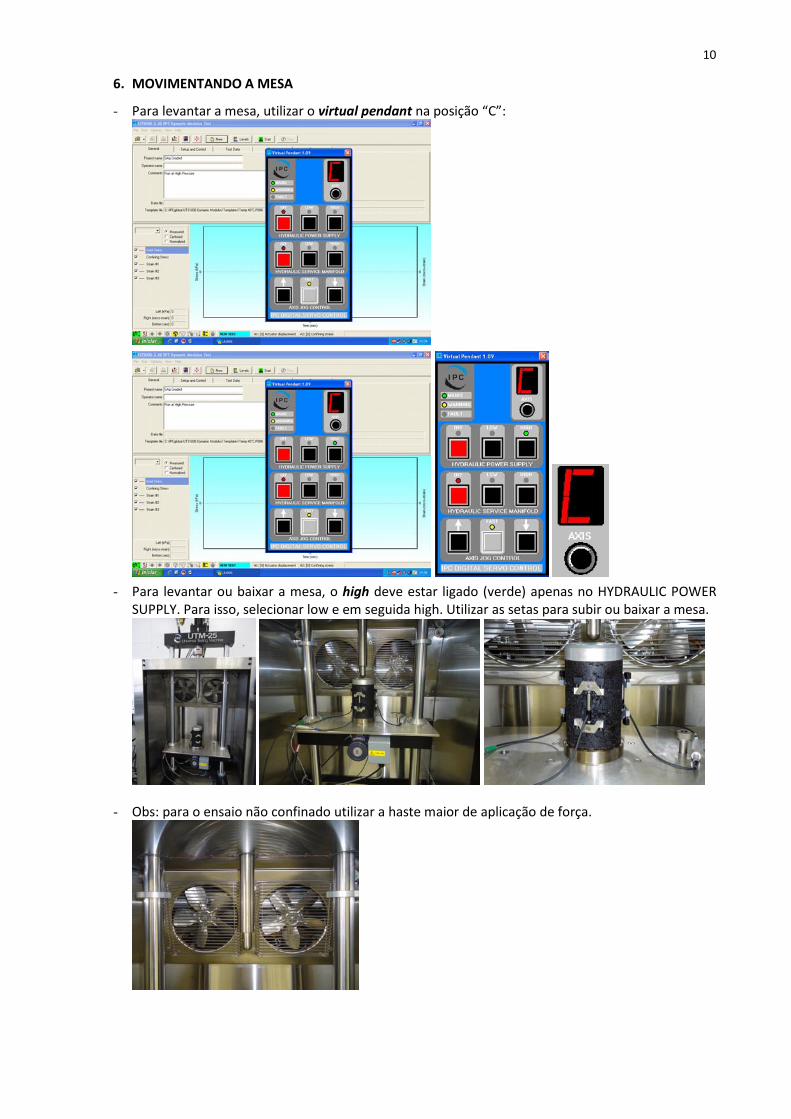
10
6. MOVIMENTANDO A MESA
- Para levantar a mesa, utilizar o virtual pendant na posição “C”:
- Para levantar ou baixar a mesa, o high deve estar ligado (verde) apenas no HYDRAULIC POWER SUPPLY. Para isso, selecionar low e em seguida high. Utilizar as setas para subir ou baixar a mesa.
- Obs: para o ensaio não confinado utilizar a haste maior de aplicação de força.
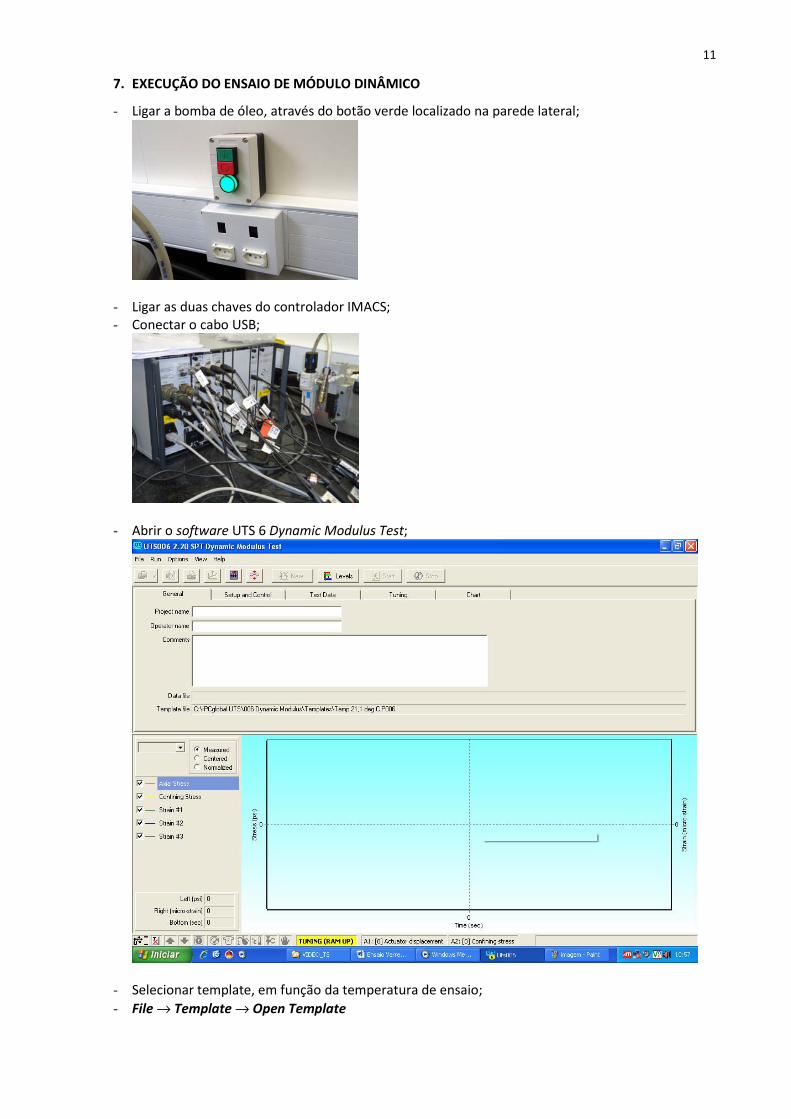
11
7. EXECUÇÃO DO ENSAIO DE MÓDULO DINÂMICO
- Ligar a bomba de óleo, através do botão verde localizado na parede lateral;
- Ligar as duas chaves do controlador IMACS; - Conectar o cabo USB;
- Abrir o software UTS 6 Dynamic Modulus Test;
- Selecionar template, em função da temperatura de ensaio;
- File → Template → Open Template
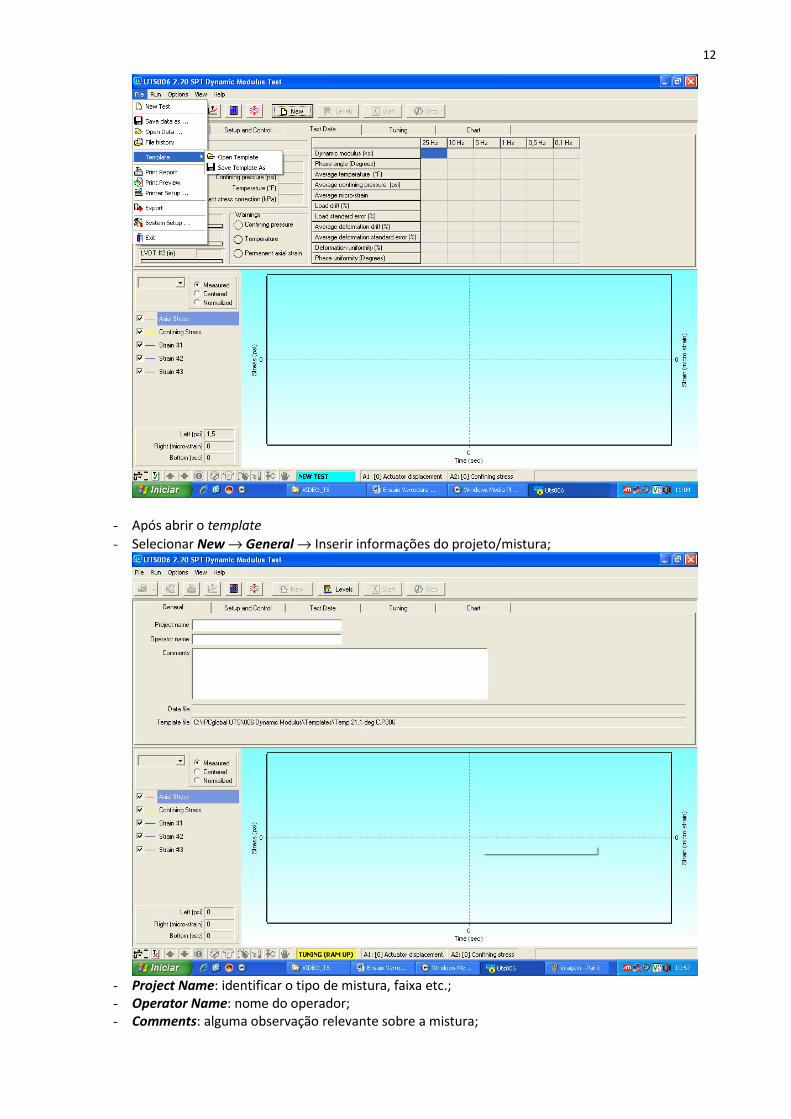
12
- Após abrir o template
- Selecionar New → General → Inserir informações do projeto/mistura;
- Project Name: identificar o tipo de mistura, faixa etc.; - Operator Name: nome do operador; - Comments: alguma observação relevante sobre a mistura;
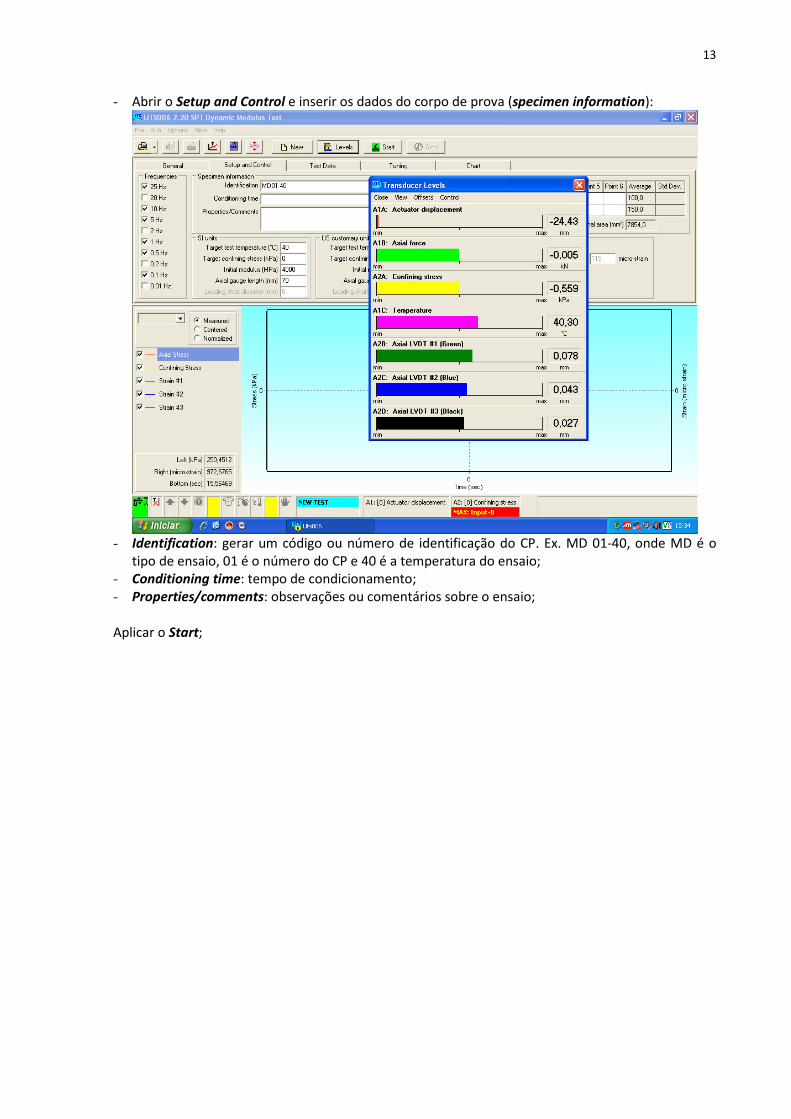
13
- Abrir o Setup and Control e inserir os dados do corpo de prova (specimen information):
- Identification: gerar um código ou número de identificação do CP. Ex. MD 01-40, onde MD é o
tipo de ensaio, 01 é o número do CP e 40 é a temperatura do ensaio; - Conditioning time: tempo de condicionamento; - Properties/comments: observações ou comentários sobre o ensaio; Aplicar o Start;