Embed Size (px)
Citation preview
38
Mario Abreu - 2002Tetra Pak International
Resumo
Embalagens cartonadas para alimentoslíquidos são fabricadas em diversas camadas,incluindo papel, polietileno e alumínio. Geralmentefábricas de papel não se interessam em reciclaressas embalagens devido às altas quantidades demateriais não-fibrosos e também por falta deconhecimento. Entretanto a demanda por fibrassecundárias de alta qualidade tem feito fabricasde papel procurarem matérias-primas alternativas.
Estudos realizados no Brasil mostraram aviabilidade de se reciclar os resíduos de plástico ealumínio provenientes da reciclagem deembalagens cartonadas para alimentos líquidos, eisso se mostrou encorajador não somente para osfabricantes de papel quanto para os recicladoresde plástico. Essa tecnologia foi levada para oCanadá, permitindo a reciclagem das fibrasbranqueadas de celulose sulfato de embalagenscartonadas para produção de papeis toalha,higiênicos e cartões de capa branca. E osresíduos dedesagregação sãoutilizados em compostosplásticos, onde oalumínio funciona comoelemento de liga queaumenta o módulo deelasticidade dopolietileno de baixadensidade, conformeestudos feitos pelaUnicamp.
Este trabalhoapresenta a evolução datecnologia no Brasil e asituação atual dareciclagem deembalagens cartonadaspara alimentos líquidosno Brasil, bem como noCanadá.
Reciclagem de embalagens cartonadasTetra Pak para alimentos líquidos
Embalagens cartonadas paraalimentos líquidos
São produzidas ao redor do mundo por umnumero pequeno de empresas, dentre as quais aTetra Pak possui a maior parcela de mercado.Somente a Tetra Pak compra mais de um milhãode toneladas de papel por ano de seusfornecedores, que incluem Klabin, Stora Enso,Assi Doman e Potlatch entre outros. A principalfunção do cartão na embalagem é a de garantir aestabilidade dimensional e a rigidez. Os cartõesutilizados variamconforme o fornecedor,mas são em geralproduzidos em múltiplascamadas, sempre a partirde fibras virgens decelulose. Finas camadasde polietileno de baixa-densidade são laminadasem ambas faces docartão, para protegê-lodos efeitos da umidadeexterna e evitar contato
39
direto com alimento. As embalagens sãonormalmente classificadas em assépticas e não-assépticas.
ASSÉPTICAS
São as embalagens que possuem uma camadade alumínio em sua composição, que atua comobarreira à luz e ao ar. Nesta embalagem, oalumínio representa aproximadamente 5% do pesolíquido, enquanto o cartão responde por 70 a 75%do peso, variando com o volume útil de líquido. Opercentual restante (20 a 25%) representa o pesodo polietileno. A laminação das camadas é feitapor temperatura, evitando o uso de colas eadesivos. Nenhum tipo de resistência à umidade énecessário e nenhum composto químico com essafinalidade é adicionado ao papel. A desagregaçãodesse tipo de embalagem em desagregadoresconvencionais é fácil, podendo ser utilizadosprocessos contínuos ou a batelada, em diferentesconsistências.
NÃO-ASSÉPTICAS
As embalagens não assépticas são aquelasfeitas para produtos conservados sob refrigeração eque não possuem a camada de alumínio. Possuemmaiores percentuais de cartão que as assépticas,até 86%, e são laminadas da mesma maneira,utilizando-se temperatura em vez de colas eadesivos. Porém, devido às condições dedistribuição e armazenagem sob refrigeração,emprega-se material resistente à umidade (wet-strength) na fabricação do cartão, o que requercondições especiais para desagregação, similares aoutros materiais tais como caixas para cervejas etc.
Reciclagem na fábrica de papel
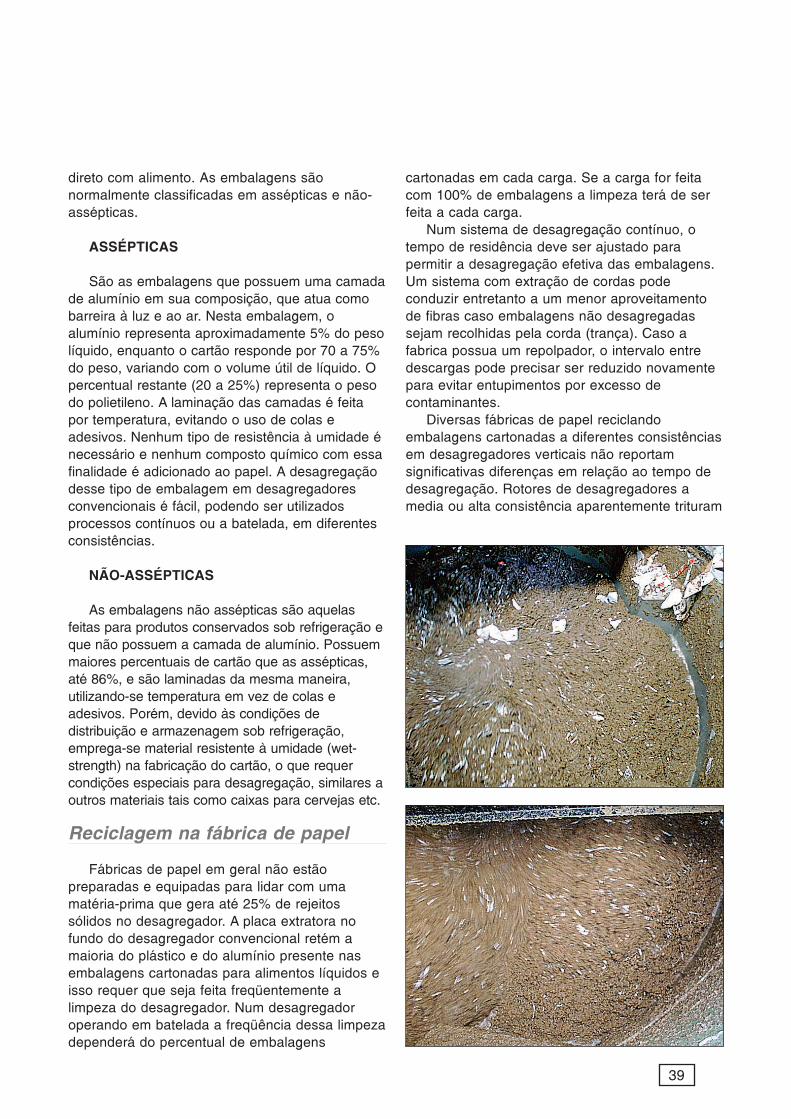
Fábricas de papel em geral não estãopreparadas e equipadas para lidar com umamatéria-prima que gera até 25% de rejeitossólidos no desagregador. A placa extratora nofundo do desagregador convencional retém amaioria do plástico e do alumínio presente nasembalagens cartonadas para alimentos líquidos eisso requer que seja feita freqüentemente alimpeza do desagregador. Num desagregadoroperando em batelada a freqüência dessa limpezadependerá do percentual de embalagens
cartonadas em cada carga. Se a carga for feitacom 100% de embalagens a limpeza terá de serfeita a cada carga.
Num sistema de desagregação contínuo, otempo de residência deve ser ajustado parapermitir a desagregação efetiva das embalagens.Um sistema com extração de cordas podeconduzir entretanto a um menor aproveitamentode fibras caso embalagens não desagregadassejam recolhidas pela corda (trança). Caso afabrica possua um repolpador, o intervalo entredescargas pode precisar ser reduzido novamentepara evitar entupimentos por excesso decontaminantes.
Diversas fábricas de papel reciclandoembalagens cartonadas a diferentes consistênciasem desagregadores verticais não reportamsignificativas diferenças em relação ao tempo dedesagregação. Rotores de desagregadores amedia ou alta consistência aparentemente trituram
40
menos o contaminante plástico / alumínio e issoreduz possíveis contaminações no papel. O tempode desagregação num desagregador de mediaconsistência operando por bateladas é da ordemde 15 minutos.
Dessa forma, a fabrica de papel ao reciclarembalagens cartonadas se beneficia da altaqualidade das fibras, porém tem um problemaoperacional a enfrentar. A melhor maneira delimpar um desagregador operando em regimeperiódico é a utilização de um tambor lavador(Selectpurge, Trommel ou similar). O tamborrecebe os rejeitos acumulados no desagregadordepois de feita a extração das fibras e libera odesagregador para a próxima carga. No caso dosistema continuo de desagregação a maneira idealé adicionar os fardos de embalagens cartonadaspós-consumo alternados com outras matérias-primas tais como papelão, reduzindo o volume dematerial a ser rejeitado e permitindo que adesagregação das embalagens ocorra mais rápido.
Outros sistemas como desagregadorescontínuos de alta consistência também podem serempregados com sucesso.
Performance de depuração
O gráfico abaixo mostra o efeito dedepuradores na limpeza de um papel fabricadototalmente a partir de embalagens cartonadas. Ográfico apresenta a contaminação em partes pormilhão (PPM) utilizando o método TAPPI paracontagem de partículas.
As mesmas amostras das quais se obteve ográfico acima foram submetidas a analise pelaMiami University em Ohio, USA, e as seguintes
propriedades foram encontradas quanto às fibras.Normalmente não se faz necessário qualquer
alteração num sistema de depuração(pressurizada ou centrifuga) existente numafabrica recicladora de papel, para se passar aprocessar embalagens cartonadas pós-consumo.Uma vez retirados o alumínio e o plástico, aindano desagregador, a fibra restante é bastante limpae não necessita cuidados especiais para limpeza.Por se tratar de embalagens para alimentos, osistema de água deve prever a existência dematerial orgânico.
41
Brasil
Em 1996 a Tetra Pak Ltda decidiu desenvolvera reciclagem das embalagens longa vida(assépticas) no Brasil, para permitir que se desseinicio a sistemas de coleta seletiva residencial.Fardos de embalagens cartonadas pós-industrial epós-consumo foram enviados para fabricantes deequipamentos para reciclagem, para que fossemfeitos testes e definido o processo ideal detratamento. Alguns desses testes foram feito emMiddletown, Ohio, pela Thermo Black Clawson,com participação de representantes da Tetra Pak
e da Klabin. Entre os ensaios realizados, osmelhores resultados foram obtidos através do usode um desagregador vertical de alta consistência,com placa extratora sob o rotor. Utilizou-se água atemperatura ambiente e nenhuma adição deprodutos químicos. Apos a desagregação a massafoi bombeada através da placa extratora para umtanque de retenção e água foi novamenteadicionada ao desagregador para fazer com queas tiras ou pedaços de plástico e alumínioficassem em suspensão e pudessem serdescarregados diretamente dentro do tamborrotativo. Percebeu-se que a água recuperada pelo
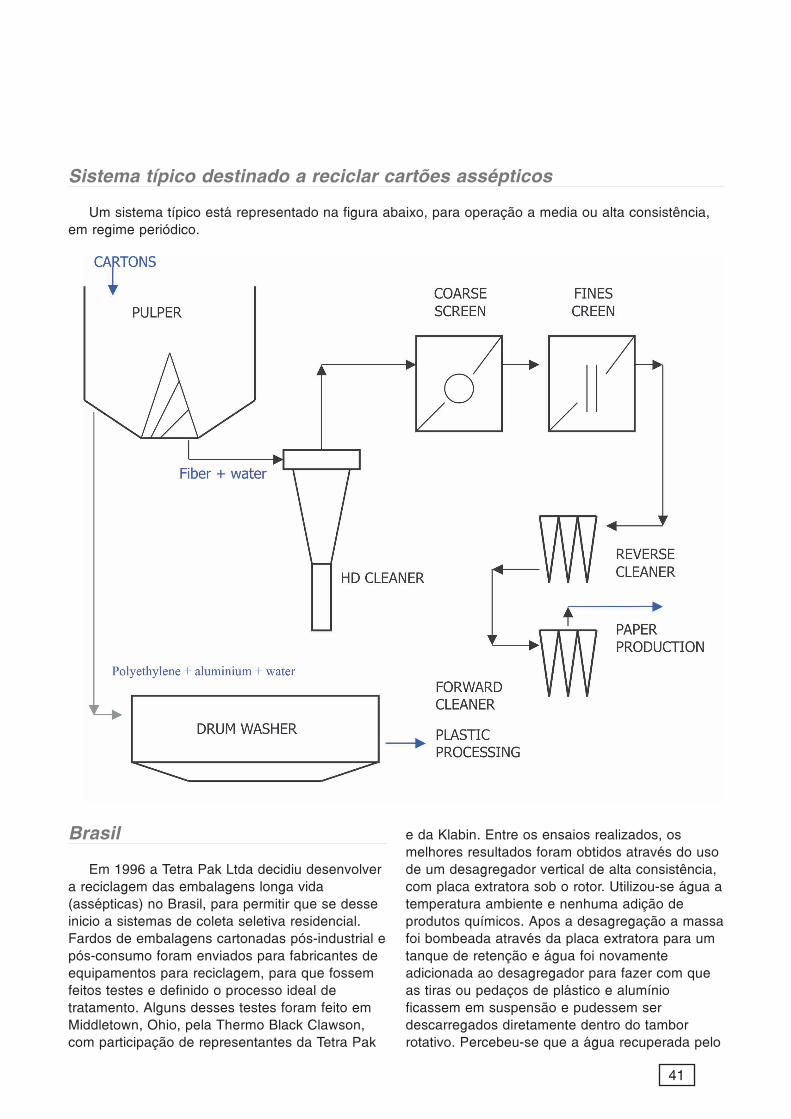
Sistema típico destinado a reciclar cartões assépticos
Um sistema típico está representado na figura abaixo, para operação a media ou alta consistência,em regime periódico.

42
tambor poderia ser novamente utilizada numanova carga do desagregador.
Um ano depois a Klabin adquiriu um sistemadedicado a reciclar embalagens longa vida comcapacidade para 50 toneladas por dia, que foiposteriormente instalado na unidade fabricadorade papelão ondulado em Piracicaba.
Atualmente, outras fábricas de papel no Brasiltambém estão reciclando embalagens longa vidae o maior empecilho à expansão do sistema é afalta de coleta seletiva urbana.
eram iguais, de mesmo volume (27000 litros),mesmo rotor (para media-consistencia) e mesmapotencia (250 kW). As coincidências terminam ai,pois os sistemas de tratamento de aparas eramtotalmente diferentes de uma fabrica para a outra.A fábrica em Toronto produz papéis sanitários,branqueados, totalmente a partir de aparas. Aoutra produz miolo, capas branca e Kraft paraembalagens.
As duas fábricas decidiram pela compra de umtambor lavador (Selectpurge 5000), instalado aolado do desagregador e sobre um tanquerecuperador de águas. Uma tubulação deaproximadamente 20 polegadas foi adicionada aofundo do desagregador para alimentação dotambor lavador. As duas fábricas hoje reciclamembalagens cartonadas. A fábrica de Torontorecicla um misto de aparas brancas, revistas eembalagens cartonadas assépticas.
O uso destas elevou a alvura e a resistênciado papel, alem de ter tornado mais eficiente osistema de tratamento de águas pela reduçãopercentual de cargas em suspensão. Todos osprodutos dessa fábrica têm selo ambiental, nãoé utilizado cloro no branqueamento e nenhumelemento químico é utilizado paradesagregação.
A fabrica localizada em Vancouver reciclaaparas de papelão ondulado (OCC), aparasmistas e embalagens cartonadas assépticas enão-assépticas. As embalagens cartonadasmelhoraram a resistência do papel e devido a suacaracterística de previsibilidade em termos depropriedades da fibra, ajuda a estabilizar aspropriedades do papel fabricado totalmente apartir de material reciclado.
Canadá
A coleta seletiva urbana existe no Canadá haanos e atinge cerca de 90% da população, nummisto de sistemas voluntários e forçados por meiode depósitos. As embalagens cartonadas fazemparte do sistema de coleta de forma parcial, nãoestando incluídas em todas as municipalidades.
Em 1998 a experiência brasileira foi utilizadacomo modelo para permitir a expansão da coletaseletiva de embalagens cartonadas para alimentoslíquidos. Duas fabricas de papel, uma em Toronto,no Sudeste Canadense e outra em Vancouver, noOeste Canadense, demonstraram interesse emreciclar as embalagens, caso poucas mudançasfossem necessárias nos sistemas de tratamentode aparas já existente. Ambas as fábricas tinhampelo menos um desagregador apresentando certaociosidade e que servia como reserva para outrosdesagregadores ou para produzir massa adicionalpara paradas do sistema. Coincidentemente, osdesagregadores disponíveis nessas duas fábricas

43
Entre 1998 e 2001, a parcela da populaçãoCanadense que tem acesso a programas decoleta residencial para embalagens longa vidasubiu de cerca de 40% para 71%.
Rejeitos do desagregador
Estudos realizados em conjunto com aUnicamp e um reciclador de polietileno mostrarama viabilidade de se recuperar o polietilenorejeitado pelo desagregador reciclandoembalagens cartonadas. O processo pararecuperação do plástico consiste em lavar eaglomerar o material (polietileno e alumínio juntos)e através de extrusão preparar pellets parainjeção de peças moldadas.
Um detalhado trabalho foi feito por von Zuben e
Neves, que concluiu que o composto polietileno -alumínio, aglomerado, possui maior resistência àtração que o polietileno virgem de baixa densidade.Isso determina uma maior rigidez, devido a ummaior módulo elástico. Para certas aplicações essematerial pode até substituir o polietileno de altadensidade. Entretanto o composto apresentaresultados inferiores ao do polietileno virgem nasdemais propriedades mecânicas.
Atualmente no Brasil o composto plástico-alumínio é utilizado na produção de grandequantidade de produtos, incluindo vassouras,cabides etc. No Canadá se desenvolveu umaaplicação na produção de madeira sintética, assimcomo na produção de recipientes utilizadosdomiciliarmente para materiais recicláveis a seremcoletados.
Referencias bibliográficas
Bowser, C.S. (1996). Black Clawson Report for Upgrading Carton Stock - The Black Clawson Company, TechnologyCenter, Middletown, Ohio, USA.
Zuben, F.v. & Neves, F.L. (1999). Recycling of Aluminum and Polyethylene preent in Tetra Pak packages - São Paulo,Brasil
Huston, J. , Babb, C. & Homans J. (1995). Pulping High Wet Strength Milk Cartons - 1995 Recycling SymposiumProceedings - TAPPI Press
Koffinke D. (1995). Drum Repulping for Liquid Packaging. 1996 Recycling Symposium Proceedings - TAPPI Press
Este trabalho foi apresentado pelo autor durante a R2000 (5o
Congresso Mundial sobre Gerenciamento Integrado de Recursos) emjunho de 2000 no Canadá, e também durante o Seminário 2000 deTécnica e Produção da RPTA (Recycled Paperboard Technical AmericanAssociation) em Maio de 2000, também no Canadá. O trabalho foirevisado e atualizado pelo autor em Marco de 2002.