Embed Size (px)
DESCRIPTION
Recuperação de Mesa e Rolos da Moagem de Carvão Pulverizado da Companhia Siderúrgica Paulista – COSIPA por Soldagem é o título do trabalho apresentado no XXI Congresso Brasileiro de Manutenção da Associação Brasileira de Manutenção – ABRAMAN em 2006 que tem por objetivo descrever as atividades desenvolvidas na recuperação da capacidade de produção das moagens de carvão pulverizado da COSIPA. Por meio do estudo, da inspeção, da medição, da análise e da interpretação de dados teóricos e de outros advindos da observação prática, foi analisado e entendido o mecanismo de desgaste do rolo e da mesa de moagem, o que possibilitou decidir a melhor alternativa de recuperação a aplicar nestas peças. São mostrados os resultados obtidos e as melhorias alcançadas na qualidade do processo e do produto, na capacidade de produção de carvão pulverizado das moagens e na sua sistemática de manutenção.
Citation preview

RECUPERAÇÃO DE MESA E ROLOS DOS MOINHOS DE CARVÃO PULVERIZADO DA COMPANHIA SIDERÚRGICA PAULISTA - COSIPA
POR SOLDAGEM
PITZER, Milton J. de O. ( )1
CUZZIOL, Rubens ( )2
FREITAS, Marcelo J. ( )3
MARAIA, João Paulo ( )4
SILVA, Anderson B. ( )5
Resumo Recuperação de Mesa e Rolos da Moagem de Carvão Pulverizado da Companhia Siderúrgica Paulista – COSIPA por Soldagem é o título do trabalho apresentado no XXI Congresso Brasileiro de Manutenção da Associação Brasileira de Manutenção – ABRAMAN em 2006 que tem por objetivo descrever as atividades desenvolvidas na recuperação da capacidade de produção das moagens de carvão pulverizado da COSIPA. Por meio do estudo, da inspeção, da medição, da análise e da interpretação de dados teóricos e de outros advindos da observação prática, foi analisado e entendido o mecanismo de desgaste do rolo e da mesa de moagem, o que possibilitou decidir pela soldagem como a melhor alternativa de recuperação destas peças. São mostrados os resultados obtidos e as melhorias alcançadas na qualidade do processo e do produto, na capacidade de produção de carvão pulverizado das moagens e na sua sistemática de manutenção. Introdução A COSIPA, empresa do SISTEMA USIMINAS, é uma indústria siderúrgica integrada a coque e sinter com capacidade de produzir até quatro milhões e quinhentas mil toneladas de aço por ano ( 4,5 M.taço/a ) na forma de laminados planos não revestidos e a partir de minérios de ferro e carvões minerais, o que lhe confere uma posição de destaque entre as cinco maiores unidades similares na América Latina.
( ) 1 PITZER, Milton J. de O., Sócio da ABRAMAN, Pós-graduação em Gestão de Engenharia de Manutenção, Engenheiro da Companhia Siderúrgica Paulista – COSIPA e Analista de Manutenção da Gerência de Suporte Técnico da Redução. ( ) 2 CUZZIOL, Rubens, Pós-graduação em Gestão de Engenharia de Manutenção, Engenheiro da Companhia Siderúrgica Paulista – COSIPA e Analista de Manutenção da Gerência de Suporte Técnico da Redução. ( ) 3 FREITAS, Marcelo J., Técnico da Companhia Siderúrgica Paulista – COSIPA e Supervisor de Manutenção da Gerência de Carvão, Coque e PCI. ( ) 4 MARAIA, João P., Pós-graduação em Gestão de Engenharia de Manutenção, Engenheiro da Companhia Siderúrgica Paulista – COSIPA e Analista de Manutenção da Gerência de Suporte Técnico da Redução. ( ) 5 SILVA, Anderson B., Técnico da Companhia Siderúrgica Paulista – COSIPA e Supervisor de Manutenção da Gerência de Manutenção Central.
1

Entre outros, a produção integrada de aço laminado envolve os processos de 6: Conformação e tratamento térmico, processados nas unidades de laminação, nas quais as placas de aço bruto são conformadas mecanicamente a quente e a frio por laminadores, tratadas termicamente, enroladas em bobinas ou recortadas por tesouras em tiras e chapas perfeitamente planas com dimensões, peso e propriedades mecânicas convenientes à sua mais diversificada utilização pela indústria de transformação metal mecânica. Refino, cujo objetivo é retirar do gusa líquido o excesso de carbono, silício e manganês e eliminar a presença do enxofre e do fósforo, considerados impurezas que deterioram as propriedades requeridas do aço e em seguida dosar naquele metal líquido elementos químicos, tais como o níquel, o titânio, o molibdênio o vanádio, o cromo e o cobre, para conferir à esta liga metálica denominada aço propriedades físicas, metalúrgicas e mecânicas determinadas e específicas 7. A unidade siderúrgica que se encarrega do refino do gusa, da sua transformação em aço e da posterior solidificação e moldagem em forma de placas é a aciaria. Coqueificação ou destilação na ausência de ar de uma mistura dosada de carvões minerais, efetuada numa bateria de fornos de uma unidade fabril denominada coqueria e cujo produto é o coque. Redução dos óxidos de ferro presentes nos minérios em ferro, pelo carbono do coque, em reação endotérmica realizada num reator termo químico chamado de alto-forno que produz um metal líquido, o gusa, à temperatura de até 1530 °C. O coque é a fonte de carbono imprescindível para a reação química de redução do minério de ferro no processo de produção do gusa em alto-forno e é carregado usualmente na proporção típica de até quinhentos quilogramas por tonelada de gusa líquido ( 500 kg/tgusa ), juntamente com a carga metálica, ou seja, o minério de ferro bruto, beneficiado ou pré-reduzido e os fundentes. O preço do coque produzido internamente na COSIPA é maior que quatrocentos reais por tonelada ( 400 R$/t ) e quando a disponibilidade de produção interna não atende à demanda, precisa ser importado. Neste caso, o coque pode custar mais do que 400 US$/t 8. Uma alternativa técnica para o uso de parte do coque como agente redutor do minério de ferro é a utilização de carvão mineral pulverizado, mistura 6 Uma descrição mais detalhada dos processos de produção integrada de aço laminado extrapola a necessidade deste Trabalho, mas pode ser encontrada em MOURÃO, M. B., SIDERURGIA PARA NÃO SIDERURGISTAS. São Paulo: ABM, 2004. 7 Uma descrição minuciosa do aço, de suas características e propriedades excede o escopo deste Trabalho, mas pode ser encontrada em SCHEER, Leopold, O QUE É AÇO ? São Paulo: EPU, 1977. 8 Os valores citados são valores médios de mercado. Os valores exatos são considerados estratégicos e têm classificação confidencial na COSIPA, que não permite a sua divulgação externa.
2

dosada de carvões minerais não coqueificáveis, moída até a condição de pó de grãos menores do que 75 µm e simultaneamente seca até a condição de umidade menor do que um por cento, injetado diretamente na zona de combustão dos altos-fornos através das ventaneiras. O custo do carvão pulverizado não alcança 250 R$/t e atualmente nos processos da Empresa, pode-se substituir o coque por carvão pulverizado até a proporção de 150 kg/tgusa do total mencionado de 500 kg/tgusa 9. A vantagem econômica da substituição até esta proporção advém quando a unidade de carvão pulverizado é capaz de produzir ininterruptamente até 80 t/h e de disponibilizar continuamente um produto que obedeça às mais rigorosas especificações de qualidade tais como composição química, granulometria, umidade e temperatura. A planta de moagem da COSIPA possui dois moinhos de mesa horizontal e três rolos 10. Cada moinho foi projetado para pulverizar 46,5 t/h de carvão mineral bruto e foram instalados no ano de 1998 com o objetivo de abastecer o processo de produção de gusa com a injeção de 93 t/h de carvão pulverizado. O sistema de injeção do Alto-forno 1 esteve inoperante até mês de novembro de 2000 e o do Alto-forno 2 paralisado para reforma entre julho de 2001 e janeiro de 2002 11. Como a demanda máxima de carvão pulverizado não alcançou muito mais de 60 t/h até este período, a operação da planta e dos moinhos era ociosa. Esta situação só se alterou no ano de 2003 quando se exigiu uma produção de mais de 70 t/h, o que causou um aumento expressivo do índice de funcionamento das moagens. No ano de 2004, tornou-se imprescindível por questões de competitividade e de sobrevivência econômica da COSIPA, aumentar até o limite técnico possível a taxa de injeção de carvão pulverizado e substituir o coque no processo de produção de gusa. O objetivo de injeção de carvão pulverizado nos altos-fornos em até 80 t/h tornou-se necessidade estratégica para reduzir o custo de produção do gusa, impactado por uma disparada de preços das matérias primas, minério de ferro, carvão e coque, e do frete marítimo, provocada pela alta demanda de aço no mercado asiático. A demanda crescente por carvão pulverizado exigia maior produtividade e maior índice de funcionamento da planta o que, como paradoxo, aumentava a taxa de desgaste das peças componentes dos moinhos e limitava o tempo de parada para a intervenção de manutenção. Lenta mas gradativamente, aparecia sintoma de problemas e de limitação da capacidade de produção com a qualidade exigida, que ainda não estavam cientificamente caracterizados nem tecnicamente diagnosticados se eram provenientes de um ajuste de 9 Um resumo da tecnologia de injeção de finos em altos-fornos pode ser encontrado em ASSIS, Paulo S., INJEÇÃO DE MATERIAIS PULVERIZADOS EM ALTOS-FORNOS, São Paulo: ABM, 1995. 10 Uma Planta, segundo OGATA, Katsuhiko, MODERN CONTROL ENGINEERING [B4], “é uma parte de equipamento, eventualmente um conjunto de itens de uma máquina, que funcionam conjuntamente e cuja finalidade é desempenhar uma dada operação”. 11 Um Sistema, segundo OGATA, Katsuhiko ( op. cit. ), “é uma combinação de componentes que atuam conjuntamente e realizam um certo objetivo”.
3

processo em suposto novo ponto de funcionamento ou se poderiam ser provenientes da condição do equipamento que já operava por cinco anos ininterruptos sem que tivesse ocorrido uma intervenção de manutenção com uma maior atenção e um escopo de maior envergadura. Nas inspeções de manutenção realizadas nas paradas das plantas no último trimestre de 2004, os moinhos já mostravam um acentuado desgaste nos rolos e na mesa de moagem, o que limitava em 35 t/h as suas capacidades de produzir com o total atendimento das especificações de qualidade e este valor não era suficiente para atender a uma crescente necessidade e para garantir sem restrições a injeção de carvão pulverizado nos altos-fornos. A partir de tal problematização, fez-se necessário um estudo e uma posterior intervenção de manutenção a fim de que se recuperasse a capacidade de moagem de projeto e se garantisse um melhor desempenho ao desgaste dos componentes do conjunto de moagem, os rolos e a mesa. Esta é a conjuntura em que se insere o objeto deste Trabalho, ou seja, as atividades de observação científica e de análise técnica da situação, o estudo do comportamento das diversas variáveis de estado e de controle envolvidas, o diagnóstico da causa fundamental, a proposição e a análise das alternativas de solução pertinentes, ponderando as vantagens e as desvantagens, as oportunidades e as limitações no tempo de parada da planta e no custo de execução dos serviços, o processo de encaminhamento do problema e de tomada da decisão, as atividades realizadas nas intervenções, os resultados obtidos na produção, na qualidade do processo e do produto e, finalmente, a sistematização de um novo paradigma de manutenção que, não bastando mostrar-se capaz e necessário para resolver um problema, seja também eficaz e suficiente para a prevenção da reincidência nas mesmas circunstâncias. Uma discussão completa desta restrição de produção com a qualidade exigida e sua causa fundamental, tendo em vista a especificação do projeto das moagens de carvão pulverizado, será efetuada nas três seções seguintes, iniciando-se na primeira pelo entendimento do processo de produção de carvão pulverizado e das especificações de projeto destas plantas de moagem e secagem de carvão. 1 – Especificação de Projeto dos Moinhos e descrição do processo de produção de carvão pulverizado Nesta primeira Seção, descreveremos os parâmetros de desempenho projetados para os moinhos e entenderemos o processo de produção de carvão pulverizado. A planta de moagem e secagem de carvão para injeção de finos da COSIPA possui dois idênticos moinhos do tipo LM 26.30 D de operação independente, de fabricação LÖESCHE WÄLZMÜHLEN, com mesa circular horizontal de 26 dm de diâmetro, três rolos de moagem e nenhum rolo auxiliar. Possuem ainda classificador dinâmico de partículas e são projetados para
4

fornecer em conjunto entre 46,5 t/h a 93 t/h de produto pulverizado, ou seja, em forma de pó fino, seco e quente [A1] 12. Além desta capacidade de produção, o projeto especifica as três propriedades características deste produto: a granulometria, a umidade e a temperatura. Denomina-se granulometria de um sólido granulado a propriedade de compor-se de partículas mais finas ou mais grossas, segundo uma distribuição granulométrica. O conceito da palavra inglesa fineness, utilizado em português como granulometria, ou distribuição granulométrica, expressa um conjunto de faixas de valores percentuais, relativos a uma amostra, medidos após um peneiramento seqüencial em peneiras de malhas com aberturas graduadas, conforme o padrão ASTM D 197-02, STANDART TEST METHOD FOR SAMPLING AND FINENESS TEST OF PULVERIZED COAL [A2]. Assim, o projeto dos moinhos garante que o produto final atenderá à granulometria de 80 % < 74 µm e 100 % < 1 mm, o que significa que devem ser capazes de moer o carvão bruto até transformá-lo em um pó que, ao ser peneirado em uma malha de 1 mm de abertura, passe totalmente por ela e, em seguida, ao ser peneirado em uma outra peneira de malha com 75 µm de abertura, 80 % do peso total da amostra passe por ela, ou seja, é permitido que até 20 % fique retido nela [A1] [A2] 13. O projeto dos moinhos garante também que o produto sairá seco, ou seja, com a umidade menor do que um por cento ( umidade < 1 % ) [A1]. A umidade do carvão pulverizado é determinada pelo ensaio de laboratório conforme o padrão ASTM D 3302-02, STANDART TEST METHOD FOR TOTAL MOISTURE IN COAL [A3]. Garante o projeto ainda, que o carvão pulverizado sairá do moinho à temperatura de 100 °C [A1]. Para o cumprimento desta especificação de granulometria, umidade e temperatura na saída, os moinhos devem ser alimentados com carvão bruto de
12 O fabricante dos moinhos LÖESCHE WÄLZMÜHLEN utiliza as características de 26 dm de diâmetro de mesa, três rolos de moagem, nenhum rolo auxiliar e classificador dinâmico de partículas, para definir o tipo do equipamento como LM 26.30 D. 13 Uma curiosidade deve ser registrada a respeito do número 80 % < 74 µm: a especificação desta mesma granulometria em unidades inglesas é 80 % < 200 mesh. O termo 200 mesh significa malha com 200 orifícios por polegada quadrada e a abertura de cada orifício quadrado mede 74 µm de lado. Os autores optaram por manter ipsis litteris a especificação 80 % < 74 µm de [A1] mesmo sabendo que, pelo fato do Brasil e da Alemanha usar o Sistema Internacional de unidades de medida, as malhas são confeccionadas, na verdade, com orifícios retangulares de 75 µm. Esta diferença de 1 µm não é significativa na prática, em se tratando de material nesta faixa de granulometria. A terminologia utilizada pela norma americana ASTM D 197-02 ( op.cit. ) é 80 % < 75 µm ou 80 % passante em malha de 75 µm. A terminologia utilizada pela norma alemã DIN 4388, similar à ASTM, é 20 % retido em malha de 75 µm ou 20 % R 75 µm, ou ainda 20 % maior que 75 µm ( 20 % > 75 µm ). Todas as terminologias citadas referem-se à mesma medida e significam a mesma coisa.
5

densidade aparente entre ( 0,8 a 1,0 ) t/m3, de granulometria 100% < 50 mm, de umidade menor que 15 %, à temperatura ambiente de até 40 °C e com HGI > 40 % [A4] 14 15. HGI é a sigla de Hardgrove Grindability Index ou índice de facilidade de moagem que HARDGROVE, R. M. criou em 1932 juntamente com o equipamento e a metodologia de ensaio e que estão normalizados desde 1951 pelo padrão ASTM D 409-02, STANDART TEST METHOD FOR GRINDABILITY OF COAL BY THE HARDGROVE-MACHINE METHOD [A5] [B3]. Este ensaio normalizado mede em unidades percentuais (%) e em proporção direta, a facilidade de moer – grindability – o carvão granulado, ou seja, quanto maior o número, maior é a facilidade de moê-lo ou de britá-lo. Por sua vez, o funcionamento dos moinhos e o mecanismo de moagem e secagem do carvão serão explicados com o auxílio da Figura 1 da página 7 e o entendimento da causa fundamental da baixa produtividade e do alto desgaste da mesa e dos rolos de moagem, depende da perfeita compreensão destes tópicos. A porção à esquerda da Figura 1 ilustra a mesa de moagem ( A ) que, acionada por engrenagens alojadas em uma caixa redutora de velocidade ( B ), gira em torno do seu eixo de simetria vertical à velocidade angular fixa de 35,38 rotações por minuto ( min-1 ). O motor elétrico de acionamento com potência de 650 quilowatts ( 650 kW ) e de velocidade 1180 min-1 não é mostrado. Os três rolos de moagem ( C ) estão montados em posição estacionária e com os seus eixos longitudinais inclinados em quinze graus ( 15º ) em relação à superfície da mesa e são forçados a girar na mesma direção do movimento dela, por estarem pressionados contra a mesa pela pressão de até 12.000 quilo Pascal ( kPa ), transmitida pelos conjuntos individuais de articulação ( D ) e gerada no dispositivo composto pelos cilindros hidráulicos ( E ), pelos acumuladores hidro-pneumáticos de pressão ( F ) e por uma bomba de óleo, que não é mostrada. O carvão bruto é introduzido pela parte central superior do moinho e cai por gravidade, alcançando o centro da mesa através de um tubo de alimentação vertical ( G ). A força centrífuga gerada pela rotação da mesa tende a deslocar o carvão bruto do centro para a extremidade, forçando-o a passar pelos pequenos espaços existentes entre a superfície de desgaste da mesa e as superfícies de moagem dos três rolos, mantidos sob permanente pressão. 14 A densidade aparente de um sólido granulado é definida pela divisão do valor da medida de massa, e.g. em toneladas, pelo valor da medida de volume, e.g. em metros cúbicos, preenchido por esta massa nas mesmas condições em que se encontra ou em que ocorre, i.e., sem nenhuma compactação mecânica induzida. 15 A especificação em [A4] prevê uma faixa entre ( 12 ≤ umidade ≤ 15 )%, que foi corrigida em [A1] para ( 5 ≤ umidade ≤ 15 )%. Como o carvão é estocado ao ar livre e nunca se verifica na prática umidade menor que 5%, os autores optaram por simplificar a grafia das especificações originais (op. cit.) para “umidade menor que 15%” o que não as adultera.
6

FIGURA 1 – Ilustração do funcionamento e das partes componentes do moinho de carvão pulverizado Löesche LM 26.30 D. Crédito de: PITZER, Anna Letícia Y., Santos SP, 2005.
O formato cônico da superfície de trabalho dos rolos de moagem, aliado à inclinação de 15º de seus eixos longitudinais, que não interceptam o plano da mesa, provocam uma diferença de velocidade relativa entre as superfícies do rolo e da mesa, na região de moagem. Ocorre então, não apenas um movimento de simples rolagem do carvão do centro para a periferia da mesa, sob a pressão dos rolos, porque a diferença entre as componentes radial e normal da velocidade e da pressão provoca uma força conjugada de torção e de cisalhamento que, segundo BRUNDIEK, Hans em DESIGN, PERFORMANCE AND RECENT OPERATING EXPERIENCE WITH COAL PULVERIZING ROLLER MILLS, “é proporcional à pressão hidráulica e ao quadrado do diâmetro dos rolos” e é a causa da trituração mecânica das partículas de carvão, até alcançar a granulometria de pó finíssimo [B1]. A mesma porção à esquerda da Figura 1 ilustra ainda a entrada de gás quente no moinho ( H ) e a sua distribuição em um anel de sopro que circunda a mesa de moagem. Este sopro de gás quente é o responsável por arrastar o carvão que alcançou a extremidade da mesa após ser triturado sob os rolos na região de moagem até o topo do moinho onde está instalado um classificador de partículas ( I ). Este classificador consiste em um conjunto rotativo de pás cuja velocidade pode ser ajustada para permitir apenas a passagem do pó mais fino turbilhonado pelo fluxo de gás quente. As partículas maiores, com maior inércia e menor velocidade, são capturadas pela rotação das pás em até 90 min-1 e, rejeitadas, retornam à região central do moinho.
7

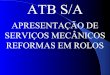
A porção à direita da Figura 1 ilustra este trabalho de arraste do fluxo de gás quente ( J ) e o retorno por rejeição ( K ) das partículas maiores do que o tamanho especificado conforme o ajuste da rotação do classificador. Durante o tempo de permanência do carvão no moinho, até que alcance a condição física de passar pelo classificador, o contato íntimo das partículas com a temperatura do gás quente provoca a evaporação da umidade nelas contida de tal forma que o produto final na saída do moinho ( L ) é o carvão pulverizado para a injeção nas ventaneiras dos altos-fornos, com granulometria 80 % < 74 µm e 100 % < 1 mm, com umidade < 1 % e com temperatura de 100 ºC. Para melhor visualizar as peças internas principais de um moinho real, recomenda-se consultar a Foto 1 abaixo, que mostra uma mesa de moagem ( M ), um rolo ( R ) e um anel de sopro de gás quente ( S ). A Foto 2 ao lado, mostra um classificador dinâmico de partículas visto do topo do moinho pela parte externa e através do orifício de saída do gás que transporta o carvão pulverizado para fora do moinho. Entendidas nesta seção as especificações de projeto da planta que transforma o carvão bruto em carvão pulverizado através do processo de moagem e secagem nos moinhos Löesche LM 26.30 D, prosseguiremos nossa análise caracterizando a restrição da capacidade de produção verificada a partir do último trimestre do ano de 2004.
FOTO 1 – Vista parcial do interior de um
moinho através da janela de basculamento de
um dos rolos de moagem ( R ) mostrando
ainda a mesa ( M ) e o anel de sopro ( S ).
Crédito de: LÖESCHE WÄLZMÜHLEN,
Düsseldorf, 1984 [A6].
FOTO 2 – Vista parcial do classificador
dinâmico de partículas de um moinho através
do orifício de saída de gás e do carvão
pulverizado.
Crédito de: LÖESCHE WÄLZMÜHLEN,
Düsseldorf, 1987 [A6].
M
S
R
8

2 – Caracterização da limitação da produção com qualidade do carvão pulverizado e determinação da causa fundamental Nesta seção, trataremos da análise do desempenho da moagem, caracterizando a indesejável limitação de produção de carvão pulverizado com a qualidade desejada, segundo as especificações do projeto e apontando a sua causa fundamental 16. Um processo industrial deve atender à exigência de qualidade do produto que é definida conforme a necessidade de seu cliente. Por outro lado, a garantia do atendimento pleno da qualidade do produto depende da estabilidade e da eficácia do controle de qualidade do processo. O processo de produção de carvão pulverizado é reconhecido como estável e de qualidade, ou seja, com operação estável do moinho, em que todas as variáveis de estado mantém as relações adequadas entre si e em que as variáveis de controle realizam com perfeição a sua função de correção dos eventuais desvios, quando atende simultaneamente aos seguintes requisitos 17:
1. A granulometria do carvão pulverizado obedece à faixa prevista. 2. A taxa de alimentação de carvão bruto, comandada pelo operador da
planta de carvão pulverizado, é obedecida pelo computador de controle do processo de moagem automaticamente e sem desvio dos parâmetros programados.
3. A vibração no moinho mantém-se estável e entre ( 2 ± 1 ) mm/s 18. 4. A quantidade de rejeitos no moinho é menor do que 20 kg por dia 19.
Precisaremos analisar o comportamento destes requisitos para caracterizar a limitação de produção com qualidade dos moinhos de carvão pulverizado, verificada entre o último trimestre de 2004 e o primeiro de 2005. Para sintetizar, entretanto, foi escolhido um período estatisticamente representativo de aproximadamente dez dias de operação antes das respectivas datas das paradas para a manutenção dos moinhos. Em outubro de 2004, os altos-fornos solicitaram uma alteração na especificação de qualidade de granulometria do carvão pulverizado para a injeção, com a criação de uma faixa com limites máximo e mínimo. 16 Uma Análise, segundo OGATA, Katsuhito, ( op. cit. ) “é a investigação, sob condições específicas de desempenho, de um sistema cujo modelo é conhecido” e “Projetar um sistema, significa determiná-lo de modo que desempenhe uma dada tarefa ou cumpra uma dada função”. 17 Variáveis de estado de um sistema dinâmico, “é o menor conjunto de variáveis capaz de determinar o comportamento deste sistema dinâmico”. OGATA, Katsuhiko ( op. cit. ) 18 A vibração dos moinhos, por ser um importante parâmetro indicador de estabilidade do processo de moagem, é monitorada on line e registrada na memória dos computadores de processo que controlam as plantas. A unidade milímetros por segundo ( mm/s ) expressa a velocidade de vibração de uma massa, ou seja, o deslocamento dela em milímetros dividido pelo tempo em segundos. Uma vibração harmônica senoidal é medida por um aparelho denominado vibrômetro. 19 Rejeito é todo granulado grosso, indevidamente expulso da região de moagem, que cai por gravidade e passa pelos orifícios do anel de sopro, contra o fluxo de gás. A caixa de rejeitos está localizada sob a mesa de moagem, na base dos moinhos e recolhe este material.
9

A especificação da qualidade do produto carvão pulverizado para a injeção nas ventaneiras dos altos-fornos precisou então ser redefinida para “90 % de acerto na faixa de granulometria compreendida entre 56,5 % a 66,5 % menor do que 75 µm”. Isto significa que passou a ser exigido que 90 % das amostras analisadas segundo o padrão ASTM D 197-02 ( op. cit. ) apresentassem um resultado de granulometria compreendido entre 56,5 % ( limite mínimo ) a 66,5 % ( limite máximo ) menor que 75 µm, ou seja, ( 56,5 a 66,5 ) % < 75 µm. O ajuste da granulometria do carvão moído é efetuado usualmente pela variação da rotação do classificador de partículas no topo do moinho. O comportamento deste primeiro requisito de qualidade do processo, o atendimento da especificação da granulometria, é retratado na Página 11 pelos Gráficos 1 e 2, referentes aos Moinhos 1 e 2 respectivamente, neste período estatisticamente representativo e de aproximadamente dez dias antes das respectivas datas das paradas programadas para a manutenção nos moinhos. Os valores evidenciam que os moinhos nem atendiam a especificação de projeto da granulometria do carvão pulverizado ( 80 % < 75 µm ) nem a nova faixa de qualidade exigida, ainda que ela solicitasse material mais grosseiro e mais fácil de ser obtida pelos moinhos, tendo em vista a especificação de projeto e os recursos tecnológicos dos equipamentos da planta. O segundo requisito de qualidade e de estabilidade do processo de moagem, a taxa de alimentação de carvão bruto no moinho, é um comando manual digitado pelo operador no computador que controla o processo de moagem. Este computador está programado para controlar as diversas variáveis de estado do processo de moagem e secagem segundo parâmetros definidos e programados. Precisamos compreender algumas destas variáveis e a relação de dependência entre elas a fim de explicar o comportamento dos moinhos e caracterizar a limitação de produção de carvão pulverizado, ainda que em nova faixa de qualidade mais grosseira em relação àquela especificada pelo projeto. O manual de operação fornecido pelo fabricante dos moinhos indica de forma gráfica a relação entre algumas destas variáveis [A1]. Uma relação de interesse para esta análise é aquela entre a taxa de alimentação de carvão bruto, a pressão diferencial no moinho, a vazão de gás quente e a pressão hidráulica nos rolos. Um moinho de carvão, sob o ponto de vista da mecânica dos fluidos, é um grande vaso que intercepta um fluxo de gás e que, por isso, oferece uma resistência à passagem dele. Esta resistência, ou perda de carga, pode ser medida pela diferença entre a pressão do gás na entrada do moinho e na sua saída. Esta diferença é denominada pressão diferencial no moinho.
10

Granulometria conforme ensaio ASTM D197-02 do carvão pulverizado pelo Moinho 1 entre 20/04 a 01/05/2005
404550556065707580
19/0
4/05
20/0
4/05
21/0
4/05
22/0
4/05
23/0
4/05
24/0
4/05
25/0
4/05
26/0
4/05
27/0
4/05
28/0
4/05
29/0
4/05
30/0
4/05
01/0
5/05
02/0
5/05
DATA
% <
75
µm
GRÁFICO 1 – Granulometria conforme ensaio ASTM D197- 02 do carvão pulverizado pelo Moinho 1 entre 20/04 a 01/05/2005. Fonte: WebRed – Computador de processo da moagem de carvão pulverizado da COSIPA. Crédito de: PITZER, Milton J. O., Cubatão SP, 2005.
Granulometria conforme ensaio ASTM D197- 02 do carvão pulverizado pelo Moinho 2 entre 19/02 a 02/03/2005
404550556065707580
18/2
/200
5
19/2
/200
5
20/2
/200
5
21/2
/200
5
22/2
/200
5
23/2
/200
5
24/2
/200
5
25/2
/200
5
26/2
/200
5
27/2
/200
5
28/2
/200
5
1/3/
2005
2/3/
2005
3/3/
2005
DATA
% <
75
µm
GRÁFICO 2 – Granulometria conforme ensaio ASTM D197- 02 do carvão pulverizado pelo Moinho 2 entre 19/02 a 02/03/2005. Fonte: WebRed – Computador de processo da moagem de carvão pulverizado da COSIPA. Crédito de: PITZER, Milton J. O., Cubatão SP, 2005.
11

Ao se aumentar a quantidade de carvão bruto alimentado no moinho, a resistência à passagem do gás tende a aumentar. Para manter estável a pressão diferencial do moinho, se aumentado o carvão, então é preciso aumentar a vazão de gás quente, que irá secá-lo e retirá-lo, e aumentar a pressão nos rolos para moê-lo. Por isso, existe uma relação de proporcionalidade determinada, de razão direta, entre as variáveis taxa de alimentação de carvão bruto, pressão diferencial no moinho, vazão de gás quente e pressão hidráulica nos rolos, que é a mostrada no Gráfico 3. Relação entre Variáveis de Estado dos Moinhos de Carvão
Pulverizado Löesche LM 23.30 D
0100020003000400050006000700080009000
10000110001200013000
25 30 35 40 45 50 55 60Taxa de Alimentação de Carvão Bruto ( t / h )
Pres
são
Dife
renc
ial
no M
oinh
o ( P
a )
Pre
ssão
Hid
rául
ica
nos
Rolo
s ( k
Pa )
0102030405060708090100110120130
Vaz
ão d
e G
ás
Que
nte
( kNm
³/h )
Pressão Diferencial no Moinho ( Pa ) Pressão Hidráulica nos Rolos ( kPa )Vazão de Gás Quente ( kNm³/h )
GRÁFICO 3 – Relação entre a Taxa de Alimentação de Carvão Bruto ( t/h ) e a Pressão Diferencial no Moinho ( Pa ), a Pressão Hidráulica nos Rolos ( kPa ) e a Vazão de Gás Quente ( kNm3/h ). Adaptado por PITZER, Milton J. O., sob permissão de MATTIUZ, Marco A., ANÁLISE DO PROCESSO DE CARVÃO PULVERIZADO DA COSIPA [B9]. Os Gráficos 4 e 5 da Página 13 são uma seqüência temporal de dados reais, respectivamente para o Moinho 1 e para o Moinho 2. Estes dados foram extraídos da memória do computador de controle do processo de moagem de carvão pulverizado e são referentes aos mesmos períodos estatisticamente representativos já mencionados anteriormente.
12

Comportamento da Variáveis de Estado do Moinho 1 de Carvão Pulverizado entre 20/04 a 01/05/2005
0102030405060708090
100110120130
20/04
/05
20/04
/05
21/04
/05
22/04
/05
22/04
/05
23/04
/05
24/04
/05
24/04
/05
25/04
/05
25/04
/05
26/04
/05
27/04
/05
27/04
/05
28/04
/05
29/04
/05
29/04
/05
30/04
/05
01/05
/05
01/05
/05
DATA
Vazã
o de
Gás
Que
nte
(kN
m³/h
)Ta
xa d
e Al
imen
taçã
o de
Ca
rvão
Bru
to (t
/h)
010002000300040005000600070008000900010000110001200013000
Pre
ssão
Dife
renc
ial d
o M
oinh
o ( P
a )
Pres
são
Hidr
áulic
a do
s R
olos
(k
Pa)
Taxa de Alimentação de Carvão Bruto ( t/ h ) Vazão de Gás Quente ( kNm³/h )Pressão Diferencial do Moinho ( Pa ) Pressão Hidráulica nos Rolos ( kPa )
GRÁFICO 4 – Comportamento da Taxa de Alimentação Horária (t/h), da Pressão Diferencial no Moinho (Pa), da Pressão Hidráulica nos Rolos (kPa) e da Vazão de Gás (kNm3/h) do Moinho 1 entre 20/04 a 01/05/2005.
Comportamento das Variáveis de Estado do Moinho 2 de Carvão Pulverizado entre 18/02 a 02/03/2005
0102030405060708090
100110120130
18/2/
2005
19/2/
2005
20/2/
2005
21/2/
2005
22/2/
2005
23/2/
2005
24/2/
2005
25/2/
2005
26/2/
2005
27/2/
2005
28/2/
2005
1/3/20
05
2/3/20
05
DATA
Vaz
ão d
e G
ás Q
uent
e (k
Nm
³/h)
Taxa
de
Alim
enta
ção
de
Car
vão
Brut
o (t/
h)
010002000300040005000600070008000900010000110001200013000
Pre
ssão
Dife
renc
ial d
o M
oinh
o (P
a)P
ress
ão H
idrá
ulic
a no
s Ro
los
(kPa
)
Taxa de Alimentação de Carvão Bruto ( t / h ) Vazão de Gás Quente ( kNm³/h )Pressão Diferencial do Moinho ( Pa ) Pressão Hidráulica nos Rolos ( kPa )
GRÁFICO 5 – Comportamento da Taxa de Alimentação Horária (t/h), da Pressão Diferencial no Moinho (Pa), da Pressão Hidráulica nos Rolos (kPa) e da Vazão de Gás (kNm3/h) do Moinho 2 entre 18/02 a 03/03/2005. Fonte: WebRed – Computador de processo da moagem de carvão pulverizado da COSIPA. Crédito de : PITZER, Milton J. O., Cubatão SP, 2005.
13

O que se pretende demonstrar é, que os valores apresentados nos Gráficos 4 e 5 e referentes respectivamente à operação dos Moinhos 1 e 2, pelas seguintes variáveis operacionais: • Vazão de Gás Quente maior que 115 kNm3/h, • Pressão Hidráulica nos rolos maior que 9.000 kPa, e • Pressão Diferencial no Moinho maior que 4000 Pa, deveriam caracterizar, segundo os parâmetros de referência apresentados no Gráfico 3, uma taxa de alimentação de carvão bruto de cerca de 60 t/h, e não apenas as pouco mais de 20 t/h ou 30 t/h produzidas respectivamente pelos Moinhos 1 e 2. Em outras palavras, uma vez que a relação entre as variáveis de estado não obedeciam aos parâmetros de referência mostrados no Gráfico 3, a operação dos moinhos situava-se em uma zona de instabilidade. Encontrar nela um ponto de maior estabilidade para operá-los era uma tarefa permanente e uma necessidade indevida dos operadores, através de uma operação em modo manual, por processo de tentativa e erro, procurando adaptar a relação entre as variáveis conforme a necessidade ou a conveniência do momento. A despeito das tentativas mais insistentes e especializadas e dos esforços mais dedicados das equipes de tecnólogos, dentre as quais destacamos as de COSTA, Alexandre F. & Alii, FREITAS, Marcelo J. & Alii, e SILVA, Anderson B. & Alii, todos os requisitos reconhecidos de estabilidade e de qualidade do processo deixavam a desejar 20:
1. O primeiro requisito, a granulometria exigida para o carvão pulverizado, não era atendido, ainda que em faixa inferior à especificação de projeto.
2. O segundo requisito, a taxa de alimentação de carvão bruto, não era atendido sem desvio em relação à referência parametrizada.
3. O terceiro requisito, a operação estável do moinho, caracterizado pela vibração entre ( 2 ± 1 ) mm/s, era dificilmente alcançado. Nos períodos intermitentes de instabilidade, verificavam-se a ocorrência de perigosos picos de vibração nos moinhos de até 10 mm/s 21.
4. O quarto requisito, as caixas de rejeitos necessitavam de inspeção permanente e de trabalho penoso e incessante dos operadores, a fim de drenar até 300 kg por dia de indevido rejeito de carvão bruto 22.
Caracterizada a limitação de produção com a qualidade exigida nos dois moinhos de carvão pulverizado, o fenômeno do desgaste, ou perda de massa de mesa e rolos destes moinhos, foi estudado por PITZER, Milton em O MECANISMO DO DESGASTE POR ABRASÃO E IMPACTO DE MATERIAIS GRANULADOS E PROPOSTAS EFICAZES PARA MINIMIZÁ-LO. Cubatão 20 A COSIPA solicitou e recebeu assistência técnica especializada da LÖESCHE, fabricante dos moinhos, em três ocasiões: no ano de 2002, em 2003 e em 2004. 21 A vibração do moinho entre ( 2 ± 1 ) mm/s é um indício de estabilidade do processo de moagem porque significa que formou-se um leito contínuo e estável de carvão a moer entre os rolos e a mesa. A operação com vibração alta é indevida e perigosa porque deteriora as condições de todos os componentes mecânicos de fixação nos moinhos, submetendo-os a altos e indevidos esforços mecânicos de tração, de compressão, de fadiga e de cisalhamento. 22 Esta quantidade de rejeitos é indevida porque se espera que toda a matéria prima alimentada seja pulverizada e saia pelo topo do moinho sob a forma de pó.
14

SP: XX Seminário Interno da Redução, COSIPA, 2005 e a causa fundamental da limitação de produção determinada por PITZER, Milton & Alii conforme a metodologia descrita no Trabalho de Conclusão de Curso de Pós-graduação em Gestão de Engenharia de Manutenção DETERMINAÇÃO DA CAUSA FUNDAMENTAL DA LIMITAÇÃO DE PRODUÇÃO DOS MOINHOS DE CARVÃO PULVERIZADO DA COMPANHIA SIDERÚRGICA PAULISTA – COSIPA. UNIP, Santos SP: 2006. Em paralelo ao andamento destes estudos, foram trocados os rolos desgastados, ação de efeito realizada diversas vezes entre 2003 e 2004 através de intervenções de manutenção, apesar de ter sido muito difícil programá-las, por dependerem do fornecimento de elevada quantidade de mão de obra em dia de pico de demanda, as paradas de plantas para a manutenção em toda a usina, por dependerem das moagens paradas por longos períodos e assim corrermos o risco de interferir no programa de injeção de carvão pulverizado do cliente, os altos-fornos. Esta dificuldade em programar estas manutenções explica o fato de ter sido tolerada a operação dos moinhos com as respectivas peças de seus conjuntos de moagem muito desgastadas. Acrescentamos o fato de que, no período analisado, por mais que se tenha substituído os rolos com desgaste, a eficácia destas trocas na limitação de produção dos moinhos era de curta duração porque a mesa do Moinho 1 chegou a ter 43 % da sua massa útil perdida por desgaste e 32 % a do Moinho 2. Nestas circunstâncias, trocar apenas os rolos já não era mais suficiente para retirar os moinhos da situação de limitação de capacidade de moagem de carvão pulverizado com qualidade. A Foto 3 a seguir e a Foto 4 da Página 16, evidenciam esta perda de massa 23.
FOTO 3 – Aspecto de mesa de moagem após 1,3 M.t moídas. Crédito de: PITZER, Milton J. O., Cubatão, 2005.
23 A perda de massa de uma peça é a evidência que caracteriza o seu desgaste.
15

FOTO 4 – Aspecto do desgaste de rolo após 0,3 M.t moídas.
Crédito de: PITZER, Milton J. O., Cubatão, 2005.
Os trabalhos de PITZER, Milton & Alii ( op. cit. ) mostraram que na situação de limitação de moagem de carvão pulverizado experimentada a partir da segundo trimestre de 2004 nos moinhos de carvão pulverizado da COSIPA, verificava-se a perda da planicidade pelo desgaste, em profundidade de até 65 mm na mesa do Moinho 1 e de até 45 mm na mesa do Moinho 2 – o que causava uma perda da capacidade de produção de 30% – simultaneamente à perda de massa de até 50 mm ou 100 % do volume útil de desgaste no diâmetro dos rolos de moagem, o que acrescia 9 % aos 30 % de perda de capacidade citada. Ainda, os estudos citados, que determinaram como causa fundamental da limitação de produção com a qualidade exigida a perda das planicidades de mesas e rolos por desgaste, levaram os autores a reescrever o postulado de BRUNDIEK, Hans ( op. cit. ), complementando-o conforme a seguir 24: Postulado de PITZER: “Em moinhos de rolos para carvão pulverizado LÖESCHE, mantidos constantes quaisquer outros fatores de influência, a capacidade de moagem obedece a uma proporcionalidade linear, de razão direta, que depende da pressão dos rolos e do quadrado de seus diâmetros se, e somente se, verificar-se simultaneamente as planicidades das superfícies cônicas de desgaste dos rolos e da superfície horizontal dos anéis de desgaste da mesa de moagem. Após perdidas estas planicidades por desgaste de mesa e rolos, a capacidade de moagem obedecerá a uma nova proporcionalidade, também de razão direta, mas não linear, com ponto de saturação. Após o ponto de saturação, a capacidade de moagem não será mais diretamente 24 Na linguagem matemática, postulado é um princípio ou fato reconhecido, mas não demonstrado. É uma proposição que se admite, mas que ainda não tem demonstração. Teorema é uma proposição que, para se admitir ou tornar evidente, precisa de demonstração.
16

proporcional à pressão dos rolos, mas inversamente, pela aceleração polinomial da perda de massa por abrasão, que limitará progressivamente a própria capacidade de moagem”. Em resumo, aprendemos que para manter a capacidade de moagem no valor ótimo especificado no projeto e descrito na primeira seção deste Trabalho, é condição sine qua, non determinar um limite máximo admissível para o desgaste de mesa e rolos. 3 – Recuperação de Mesa e Rolos dos Moinhos de Carvão Pulverizado Se pelos motivos já expostos, era grande a dificuldade de se programar a troca dos rolos, intervenção de manutenção com duração média de 72 horas, enorme era a dificuldade de se programar a troca das mesas, intervenção de manutenção com duração prevista de 120 horas. Por isso, as mesas chegaram aos valores citados de massa útil perdida por desgaste. A proposta de uma ação de bloqueio que fosse eficaz em resolver a causa fundamental deste problema, devia ainda contornar aquela dificuldade apresentada anteriormente, ou seja, a sua consecução não poderia interferir nas necessidades de injeção do cliente, nem deveria despender excessiva quantidade de mão de obra, não deveria depender do dia da parada, para escapulir do pico de demanda de mão de obra, nem dependeria de elevado tempo de planta parada. As melhorias no desempenho em desgaste, alcançadas a partir de 1995, quando instituímos a técnica de revestir as placas dos britadores de impacto de carvão para coqueria por soldagem, nos levaram a considerar a alternativa de revestimento in situ das mesas e dos rolos de moagem disponíveis no mercado, inclusive com a recomendação do fabricante dos moinhos. Para a execução da recuperação destes conjuntos, foi necessário um estudo estratégico para otimizar as etapas desta manutenção, pois todo o serviço não poderia ser realizado de uma só vez, tendo em vista as limitações de permissão de tempo total de planta parada, de disponibilidade total de mão de obra a ser aplicada nas tarefas e de logística de aprovisionamento de sobressalentes. A decisão da recuperação mais adequada a ser adotada também resultou de um estudo de viabilidade técnica e econômica uma vez que havia duas alternativas possíveis, a substituição completa das peças através de desmontagem ou sua recuperação in situ através de soldagem, processo que deposita por fusão uma liga composta de aço e de carbonetos complexos de cromo, nióbio e molibdênio, combinando de maneira ótima uma elevada dureza com uma adequada tenacidade à fratura, as duas características necessárias à resistência à perda de massa de uma superfície metálica sujeita à abrasão e impacto de materiais granulados [B2]. Todas as ponderações citadas, levaram à recuperação por soldagem da mesa do Moinho 2 em março de 2005, à substituição da mesa e dos rolos do Moinho 1 em maio de 2005 e, em seguida, à soldagem dos rolos da Moinho 2 em setembro de 2005.
17

Conclusão Concluídas as paradas programadas citadas, os estudos, a estratégia e as decisões adotadas para a manutenção das plantas mostraram-se corretos porque bem sucedidas e as moagens recuperaram as suas capacidades de produção nominais, passando a operar de acordo com todos os parâmetros de projeto mostrados no Gráfico 3 da segunda seção deste Trabalho. Na verdade, os resultados obtidos foram bem melhores do que os programados, pois foram alcançados patamares estáveis e inusitados de produção com a qualidade requerida de até 65 t/h em cada uma das moagens. A ilustração conclusiva deste resultado é o Gráfico 6 a seguir, que mostra que o Moinho 2 após a parada de março de 2005, além de voltar a operar com uma taxa de 60 t/h, produziu carvão pulverizado com uma granulometria até maior do que a especificação máxima, quer dizer, este resultado precisou ser posteriormente ajustado para pior, sob o ponto de vista de capacidade de moagem, a fim de voltar a atender à faixa máxima especificada pelo cliente, ou seja, ( 56,5 a 66,5 ) % < 75 µm. Granulometria conforme ensaio ASTM D197- 02 do carvão
pulverizado pelo Moinho 2 entre 24/02 a 11/03/2005
404550556065707580
23/2
/200
5
24/2
/200
5
25/2
/200
5
26/2
/200
5
27/2
/200
5
28/2
/200
5
1/3/
2005
2/3/
2005
3/3/
2005
4/3/
2005
5/3/
2005
6/3/
2005
7/3/
2005
8/3/
2005
9/3/
2005
10/3
/200
5
11/3
/200
5
12/3
/200
5
DATA
% <
75
µm
GRÁFICO 6 – Granulometria conforme ensaio ASTM D197- 02 do carvão pulverizado pelo Moinho 2 antes da parada programada para manutenção em 03/03/2005 e após a parada, a partir de 05/03/2005. Fonte: WebRed – Computador de processo da moagem de carvão pulverizado da
COSIPA. Crédito de: PITZER, Milton J. O., Cubatão SP, 2005.
Além dos resultados citados anteriormente, consideramos expressivos também a definição de uma nova sistemática de manutenção, a recuperação por soldagem in situ e a economia na despesa de manutenção, cujo valor, por questões de estratégia comercial da COSIPA, não é divulgado.
18

Em 2006, o Moinho 1 já recebeu novos revestimentos nos três rolos e o Moinho 2 já o recebeu na mesa de moagem instalada em maio de 2005. Assim, a técnica de revestimento de rolos e mesa por soldagem já está sistematizada como alternativa viável de manutenção in situ nestes conjuntos de moagem. Considerações Finais A primeira consideração final deste Trabalho diz respeito à resposta da terrível questão, freqüentemente dirigida aos profissionais de manutenção:
Por que os equipamentos falham, quebram? A atividade de operação e de manutenção de qualquer equipamento pode envolver uma grande complexidade, quando tomamos as tarefas como um todo harmônico e consideramos todos os seus aspectos, mas a resposta à pergunta anterior, de forma simples, é muito clara. Qualquer equipamento, máquina ou peça contém em si mesmo uma tecnologia de concepção, ou projeto, uma técnica de confecção, ou manufatura, uma metodologia de montagem, uma técnica prevista de operação e outra de manutenção, todas, visando uma adequação ao uso, projetando um determinado desempenho, levando à necessidade do dispêndio de um determinado recurso e especificando uma vida útil. Quase todas as falhas e quebras nos equipamentos ocorrem quando fazemos um projeto inadequado à necessidade ou efetuamos o uso inadequado, tendo em vista o projeto, exigindo um desempenho fora do previsto, ou despendemos recursos inadequados, ou insuficientes, ou ainda, não respeitamos os limites de vida útil das peças, máquinas ou equipamentos. A segunda consideração final referencia o status da atividade Manutenção nas empresas. Segundo diversos artigos especializados da revista periódica MANUTENÇÃO da Associação Brasileira de Manutenção - ABRAMAN, redigida por competentes e experientes especialistas que labutam na atividade, infelizmente, por falta de embasamento teórico em economia e estratégia empresarial, a manutenção ainda é vista em algumas empresas como uma mera despesa indesejável que costuma ser subestimada e, por isso, em se tratando de estruturação das atividades de manutenção, nelas reina uma permanente confusão conceitual sobre o que seja despesa, custo, desembolso e investimento. As decisões tomadas mostram claramente quando não se consegue distinguir com clareza uma coisa da outra, mas os equipamentos “sentem” e “respondem” aos que também não os entendem com falhas, quebras e interrupções da estabilidade dos processos. Isto causa dois tipos de prejuízo, o lucro cessante e a despesa imprevista em reparo emergencial que, aliás, por si só, custa no mínimo 60% a mais do que se fosse feito com a estratégia, a tática e a metodologia apropriada.
19

Por outro lado, em todos os segmentos econômicos de alta densidade e competência tecnológica, a atividade da Manutenção em equipamentos, é reconhecida como um investimento para a proteção do patrimônio e uma atividade inerente ao esforço de maximização dos lucros, ou seja, é uma atividade com alto potencial de adicionar valor com a maior garantia da estabilidade dos processos, colaborando assim na permanente luta para a sobrevivência perene no mercado e para a busca do crescimento sustentável das empresas. Especificamente no setor siderúrgico, classificado como indústria de base, de capital intensivo, de alto investimento, de média rentabilidade e ao longo prazo, um descuido técnico, administrativo ou estratégico que impacte negativamente a eficácia global da manutenção, é capaz de por em risco a lucratividade e a sobrevivência da empresa. Bibliografia [ A ] – NORMAS, MANUAIS E CATÁLOGOS: [A1] OPERATION & MAINTENANCE MANUAL FOR CUBATÃO COAL GRINDING PLANT. Volume I ( 1 ) General, Flow Sheet with Process Data, Pages 037 to 043, Löesche, Düsseldorf DE, 1997. [A2] STANDART TEST METHOD FOR SAMPLING AND FINENESS TEST OF PULVERIZED COAL. The 2005 Annual Book of ASTM Standarts, Volume 05.06, Standart D 197-02, Pages 200 to 206, Conshohocken PA, 2005. [A3] STANDART TEST METHOD FOR TOTAL MOISTURE IN COAL. The 2005 Annual Book of ASTM Standarts, Volume 05.06, Standart D 3302-02, Pages 360 to 366, Conshohocken PA, 2005. [A4] OPERATION & MAINTENANCE MANUAL FOR CUBATÃO COAL GRINDING PLANT. Volume II ( 3 ), Page 039, Löesche, Düsseldorf DE, 1997. [A5] STANDART TEST METHOD FOR GRINDABILITY OF COAL BY THE HARDGROVE-MACHINE METHOD. The 2005 Annual Book of ASTM Standarts, Volume 05.06, Standart D 409-02, Pages 225 to 233, Conshohocken PA, 2005. [A6] LÖESCHE COAL PULVERIZING ROLLER MILLS CATALOGUE. Pages 8 to 13, Löesche, Düsseldorf DE, 1984 and 1987. [ B ] – AUTORES: [B1] BRUNDIEK, Hans, DESIGN, PERFORMANCE AND RECENT OPERATING EXPERIENCE WITH COAL PULVERIZING ROLLER MILLS. VGB KRAFTWERKSTECHNIK, Volume 61, n° 4, Pages 328 to 333, Düsseldorf DE, April 1981. [B2] CHENJE, T. W., SIMBI, D. J. & NAVARRA, E., RELATIONSHIP BETWEEN MICROSTRUCTURE, HARDNESS, IMPACT TOUGHNESS AND WEAR PERFORMANCE OF SELECTED GRINDING MEDIA FOR MINERAL ORE MILLING OPERATIONS. Materials&Design n° 25, Pages 11 to 18, London GB: Elsevier Ltd., 2004. [B3] HARDGROVE, R. M., GRINDABILITY OF COAL. Conshohocken PA : Transactions ASME, Volume 54, F.S.P., page 37, 1932. [B4] OGATA, Katsuhito, MODERN CONTROL ENGINEERING. Englewood Cliffs NJ: Prentice Hall Inc., 1970, page 750.
20