Embed Size (px)
Citation preview

Relatório Consolidado da
Aplicação da Metodologia Sebrae
de Redução de Desperdício e
Metodologia Sebrae de Eficiência
Energética
Metalurgia Siderurgia
2006
id7948562 pdfMachine by Broadgun Software - a great PDF writer! - a great PDF creator! - http://www.pdfmachine.com http://www.broadgun.com

INDICE
REDUÇÃO DE DESPERDÍCIO FASE 01 3
INTRODUÇÃO 3 CARACTERIZAÇÃO DO ESTUDO 4 CARACTERIZAÇÃO DAS METALÚRGICAS 4 PROCESSO PRODUTIVO 4 MATÉRIAS PRIMAS E INSUMOS 6 PERDAS 8 RESÍDUOS, EFLUENTES E EMISSÕES. 8 USO DA ÁGUA 9 FONTES DE ENERGIA 9 SEGURANÇA NO TRABALHO 10 CONSIDERAÇÕES FINAIS 10
REDUÇÃO DE DESPERDÍCIO FASE 02 12
INTRODUÇÃO 12 ASPECTOS E IMPACTOS AMBIENTAIS 12 USO DE MATÉRIAS-PRIMAS 13 PROCEDIMENTOS ADOTADOS PARA REDUÇÃO DE DESPERDÍCIO 14 AVALIAÇÃO FINAL 20
EFICIÊNCIA ENERGÉTICA 21

Redução de Desperdício Fase 01
Setor da Economia: Terciário.
Ramo de Atividade: Industrial.
Tipo de Negócio: Metalurgia.
Produtos Ofertados/Produzidos: Porta, Janela, Portão, Corrimão, Grandes
Estruturas, Containers, Quadro de Energia Padrão CEB, Corte e Dobra de
Chapas de Ferro e Aço, Esculturas.
Introdução
O Programa Sebrae de Redução de Desperdício é desenvolvido por
consultores capacitados pelo próprio SEBRAE. Na execução do trabalho, a
empresa recebe a visita de um consultor, o qual analisa as instalações e
identifica possibilidades de melhoria do uso de matérias primas, insumos, água
e energia.
O trabalho é desenvolvido em duas Fases. A primeira envolve a
caracterização do empreendimento, avaliação dos principais processos
produtivos, consumos de matéria-prima, insumos, água e energia, bem como
os resíduos gerados. É baseado na percepção do empresário e confirmado por
notas de compras, consumo, etc.
Nesta fase também é aplicado a Metodologia Sebrae de Eficiência
Energética, onde são analisados os consumos dos equipamentos elétricos e
sugerido as correções necessárias para redução do gasto energético.
Nessa etapa, também, são definidas ações para redução de desperdício
que deverão ser implementadas na Fase 02.
Na segunda fase, as fontes de desperdício são avaliadas isoladamente
dentro do processo produtivo. Para os desperdícios apontados na Fase 01 são
desenvolvidas metodologias que visam quantificá-las quanto ao

desenvolvimento e a implantação de técnicas mais econômicas e eficientes
para o uso.
Caracterização do Estudo
Para realização do presente estudo foram realizadas visitas em cinco
metalúrgicas no Distrito Federal. Dessa, quatro se encontram no Setor de
Indústria e uma no Setor M Norte de Taguatinga. As empresas visitadas
fabricam produtos em aço, ferro, alumínio e chapas galvanizadas. O número de
funcionários nos empreendimentos visitados variou entre quinze e cinquenta.
Caracterização das metalúrgicas
Como visto no item acima foram realizadas visitas em 5 metalúrgicas
que se caracterizam da seguinte forma:
Uma é fabricante de produtos diversos personalizados de grande
e pequeno porte em aço, ferro (esculturas, rosca sem fim para
perfuração do solo, outdoors, placas, mesas).
Uma realiza cortes e dobras em chapas de ferro e aço para
diversos fins (lixeiras, calhas, porta retrato, suporte de auto som).
Uma é fabricante de grandes estruturas metálicas, portões, portas
em aço, ferro, chapas galvanizadas e alumínio.
Uma é fabricante de containers, servem de apoio para
administração, depósito de materiais e ferramentas e banheiro
para construção civil com chapas galvanizadas, de ferro e aço.
Uma é fabricante de Quadro de Energia Padrão CEB, com
chapas de ferro.
Processo Produtivo
O processo produtivo das metalúrgicas visitadas pode ser sintetizado em
quatro etapas:
1- Compra e armazenamento de matérias-primas.
As compras são feitas a partir da demanda proveniente das encomendas
e entregue normalmente na própria empresa.
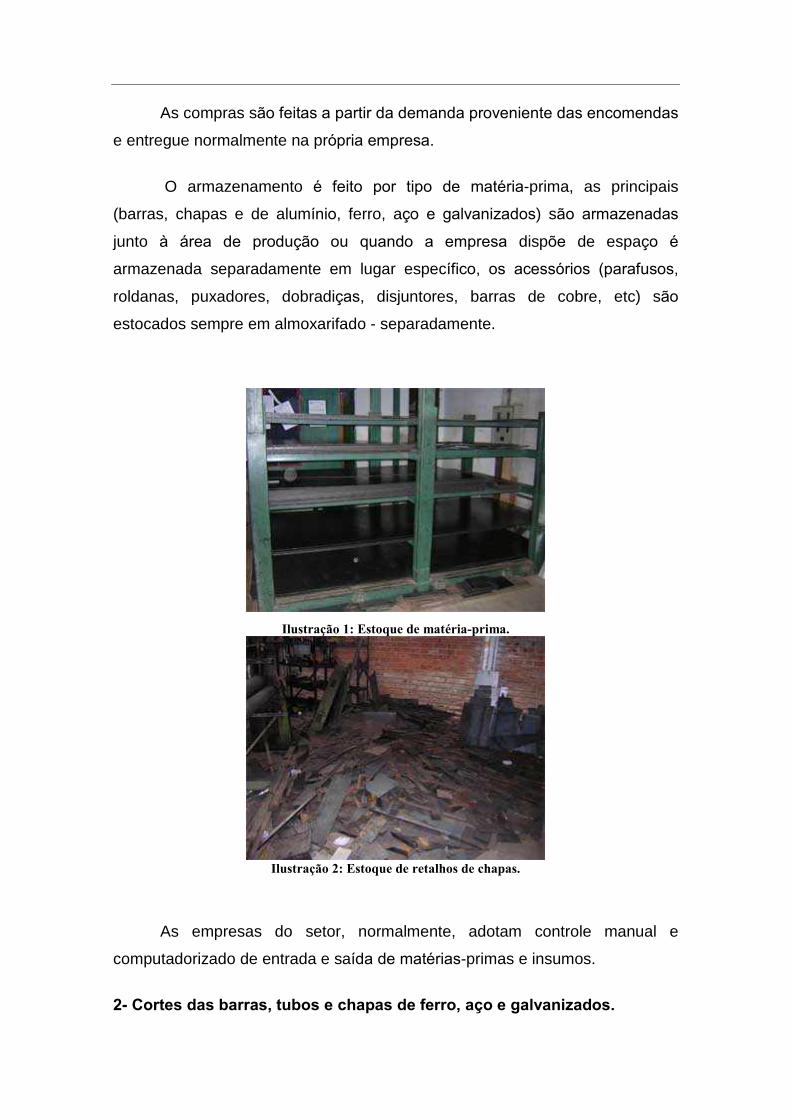
O armazenamento é feito por tipo de matéria-prima, as principais
(barras, chapas e de alumínio, ferro, aço e galvanizados) são armazenadas
junto à área de produção ou quando a empresa dispõe de espaço é
armazenada separadamente em lugar específico, os acessórios (parafusos,
roldanas, puxadores, dobradiças, disjuntores, barras de cobre, etc) são
estocados sempre em almoxarifado - separadamente.
Ilustração 1: Estoque de matéria-prima.
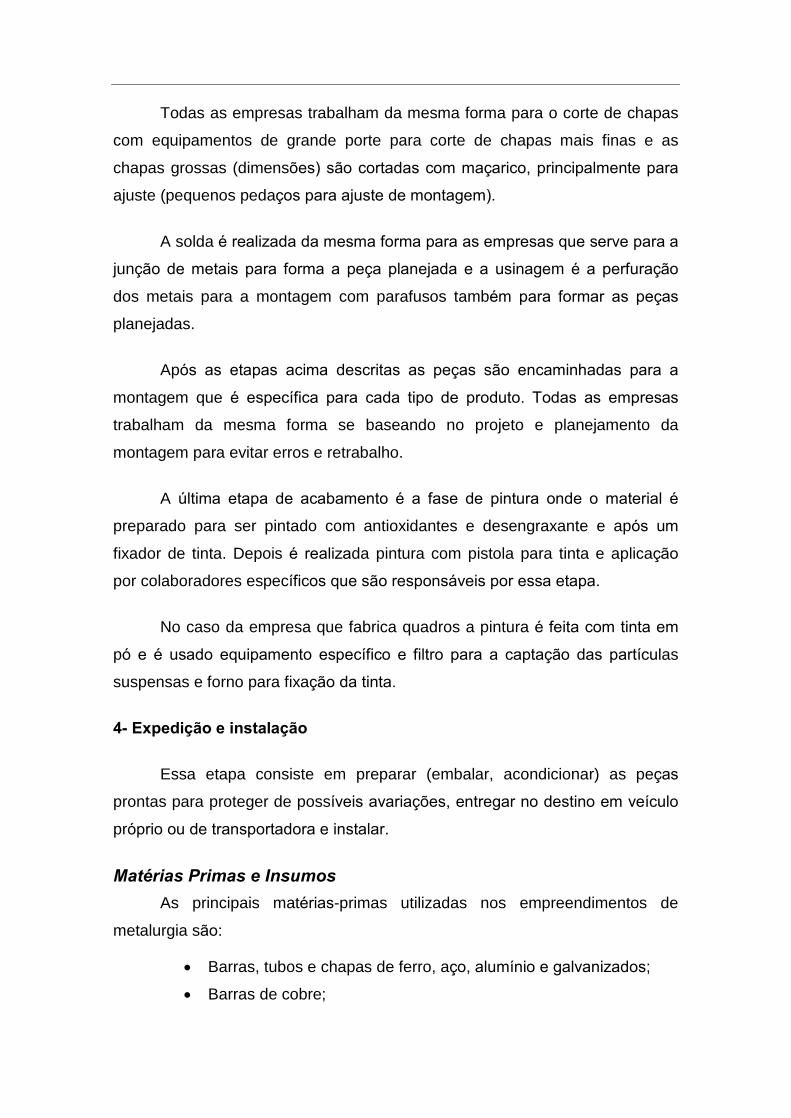
Ilustração 2: Estoque de retalhos de chapas.
As empresas do setor, normalmente, adotam controle manual e
computadorizado de entrada e saída de matérias-primas e insumos.
2- Cortes das barras, tubos e chapas de ferro, aço e galvanizados.

Nessa etapa o funcionário, responsável pelo início da produção, pega o
projeto (desenho e suas dimensões), prepara toda a matéria-prima (barras,
tubos, chapas de alumínio, ferro e inox) e inicia os cortes de acordo com o
especificado no projeto.
Ilustração 3 - Projeto da peça a ser fabricada com desenho
indicado com a seta amarela e as especificações do material
indicado com a seta vermelha.
Ilustração 4 - Corte de chapas de ferro e aço.
Nessa etapa todas as empresas trabalham da mesma forma.
3- Dobra, solda, usinagem, montagem e acabamento.
Todas as empresas trabalham da mesma forma para o corte de chapas
com equipamentos de grande porte para corte de chapas mais finas e as
chapas grossas (dimensões) são cortadas com maçarico, principalmente para
ajuste (pequenos pedaços para ajuste de montagem).
A solda é realizada da mesma forma para as empresas que serve para a
junção de metais para forma a peça planejada e a usinagem é a perfuração
dos metais para a montagem com parafusos também para formar as peças
planejadas.
Após as etapas acima descritas as peças são encaminhadas para a
montagem que é específica para cada tipo de produto. Todas as empresas
trabalham da mesma forma se baseando no projeto e planejamento da
montagem para evitar erros e retrabalho.
A última etapa de acabamento é a fase de pintura onde o material é
preparado para ser pintado com antioxidantes e desengraxante e após um
fixador de tinta. Depois é realizada pintura com pistola para tinta e aplicação
por colaboradores específicos que são responsáveis por essa etapa.
No caso da empresa que fabrica quadros a pintura é feita com tinta em
pó e é usado equipamento específico e filtro para a captação das partículas
suspensas e forno para fixação da tinta.
4- Expedição e instalação
Essa etapa consiste em preparar (embalar, acondicionar) as peças
prontas para proteger de possíveis avariações, entregar no destino em veículo
próprio ou de transportadora e instalar.
Matérias Primas e Insumos
As principais matérias-primas utilizadas nos empreendimentos de
metalurgia são:
Barras, tubos e chapas de ferro, aço, alumínio e galvanizados;
Barras de cobre;

Tinta líquida;
Tinta em pó;
Verniz;
Antioxidante;
Desengraxante;
Fixador de tinta.
Os insumos são:
Parafusos;
Roldanas;
Dobradiças;
Disjuntores;
Cabos elétricos;
Tubos hidráulicos;
Fios elétricos;
Disco de lixa;
Disco de policorte;
Eletrodos e arames;
Madeira;
Revestimento;
Piso;
Selador;
Cola de piso;
Silicone;
Puxadores.
Os fornecedores das principais matérias-primas das metalúrgicas são
locais e em alguns casos de fora do Distrito Federal (São Paulo, Blumenau,
Minas Gerais, Paraná, Rio de Janeiro e Goiânia).
Perdas
No que tange especificamente a perdas de matéria-prima e insumos,
todos os empresários afirmaram que não existem antes da produção. Os

principais motivos para a ausência de perda nessa etapa são devido às
compras serem feitas baseadas nas encomendas e conseqüentemente terem
estoques pequenos só acontece quando o material sai de linha e é raro.
A colocação acima se inverte quando se observa a fase da produção.
Nessa etapa, 100% dos empresários afirmaram apresentar algum tipo de
perda. Neste caso as principais causas são atribuídas à falta de procedimentos
operacionais, ou seja, ausência de procedimento para a otimização da
produção.
Os pontos de maior desperdício nas metalúrgicas foram no
reaproveitamento de retalhos e re-trabalho.
Resíduos, Efluentes e Emissões.
Os resíduos dos empreendimentos visitados são caracterizados por
sobra de alumínio, ferro, aço, retalho de alguns insumos. A porcentagem média
desses resíduos é de 5% pela visão dos empresários.
Os efluentes são decorrentes do processo de limpeza dos
estabelecimentos,e dos sanitários, com exceção de uma das empresas que na
etapa de acabamento utiliza água com desengraxante (detergente especial)
para limpeza das peças.
Nessa avaliação, no que tange às emissões, todas as empresas
apresentaram fontes de emissão de ruído pelos equipamentos de produção,
principalmente de corte e uma delas do pó de tinta. Embora presente, essas
emissões não resultam em reclamação, não tendo sido registrado nenhum
equipamento para evitar ou minimizar. O motivo de não terem reclamações é
por elas estarem e setores específicos para as atividades.
Uso da Água
A água não é o principal insumo das empresas do setor metalúrgico. O
abastecimento de água de todos os empreendimentos é feito pela
concessionária de serviços públicos e é utilizada basicamente para limpeza do
estabelecimento, pelos banheiros e para tratamento das chapas com produtos
químicos.
O controle adotado pelas empresas para o consumo de água é feito por
acompanhamento da fatura mensalmente.
Fontes de Energia
A energia nas metalúrgicas é utilizada para a iluminação e
funcionamento de equipamentos para administração e produção.
Nas empresa de móveis é utilizado equipamento a gás Oxigênio,
Argônio, GLP e Acetileno para solda e funcionamento de equipamento de
pintura.
Todas as empresas do ramo usam, na área de produção, iluminação
natural utilizando telhas transparentes, portões abertos durante o horário
comercial.
O valor médio do Kw cobrado é de R$0,3596 e o consumo varia entre
359 a 2200 Kw. A variação se dá pelo porte das empresas de quinze a
cinqüenta colaboradores, havendo assim uma grande diferença.
Nenhuma das empresas visitadas promove o acompanhamento do
consumo de energia de forma sistemática. O monitoramento realizado é feito
pelo valor nominal da fatura a ser paga, não condizente com o consumo de
energia devido à incidência de impostos, contribuições, etc.
Segurança no Trabalho
As empresas de metalurgia possuem equipamentos diversos e alguns
deles apresentam perigo para os colaboradores como as máquinas de corte,
solda, furadeiras, usinagem. Apenas em uma das empresas não utiliza
produtos químicos como tinta, verniz, antioxidante e fixador de tinta que são
tóxicos.

Apenas uma das empresas não teve registro de acidente de trabalho e
nas outras quatro o acidente foi proveniente da máquina de corte e peças que
escaparam e feriu o colaborador que era responsável.
Em todas as empresas o Equipamento de Proteção Individual � EPI
(máscara química, óculos, luvas, avental, tampão auricular, botas, luvas, jaleco,
máscara para solda) estavam disponíveis para os funcionários, mas foi
constatado que alguns funcionários não o estavam usando.
Considerações Finais
De uma maneira geral as principais limitações observadas nas empresas
avaliadas foram:
Falta de planejamento e procedimento quanto a reutilização de retalhos
de chapas de ferro e aço, obrigando o empresário a dispor de espaço para
estoque dos mesmos e deixando de ter maior lucratividade.
Falha na comunicação em relação às etapas de execução das
encomendas causando desperdício de mão-de-obra (hora/homem, tempo de
entrega da encomenda).
Equipamento que demanda uma grande quantidade de matéria-prima
inerente ao processo sem opções para reverter o processo a não ser pesquisar
novas tecnologias que demandam investimento por parte dos empresários.
Controle de estoque deficiente � o controle de estoque funciona de
forma manual, não automatizada.
Falta de controle sobre o consumo de água e de energia. As
informações de consumo de água e energia, quando avaliadas, são
monitoradas pelos seus valores de pagamento.

Fase 02
Setor da Economia: Terciário.
Ramo de Atividade: Indústria.
Tipo de Negócio: Metalurgia.
Produtos Ofertados/Produzidos: Porta, Janela, Portão, Corrimão, Grandes
Estruturas, Containers, Quadro de Energia Padrão CEB, Corte e Dobra de
Chapas de Ferro e Aço, Esculturas.
Introdução
O ramo de metalurgia apresenta como principais resíduos, sobras e
retalhos de barras; tubos; chapas de alumínio; ferro; aço e galvanizados. As
perdas desses produtos são devido a eles serem de dimensões pré-
determinadas. Softwares são disponibilizados no mercado para melhor
planejamento do processo produtivo das metalúrgicas para evitar parte do
desperdício gerado. O planejamento prévio da produção também é uma das
ferramentas contra o desperdício de matéria-prima.
O desenvolvimento dos trabalhos de redução de desperdício Fase 2 em
empresas de metalurgia levou em consideração que as principais
oportunidades de redução de desperdícios estão relacionadas planejamento da
produção e a reutilização das principais matérias-primas com algumas
metodologias propostas para as empresas do setor.
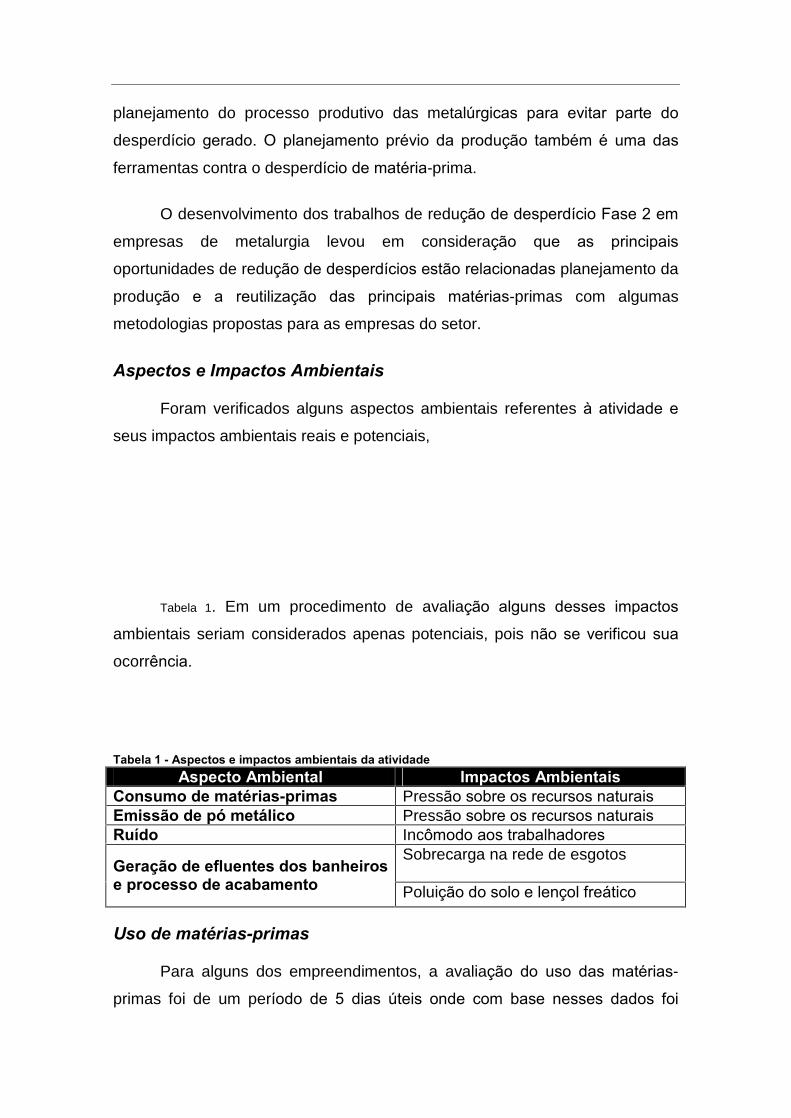
Aspectos e Impactos Ambientais
Foram verificados alguns aspectos ambientais referentes à atividade e
seus impactos ambientais reais e potenciais,
Tabela 1. Em um procedimento de avaliação alguns desses impactos
ambientais seriam considerados apenas potenciais, pois não se verificou sua
ocorrência.
Tabela 1 - Aspectos e impactos ambientais da atividade
Aspecto Ambiental Impactos Ambientais
Consumo de matérias-primas Pressão sobre os recursos naturais Emissão de pó metálico Pressão sobre os recursos naturais Ruído Incômodo aos trabalhadores
Sobrecarga na rede de esgotos Geração de efluentes dos banheiros
e processo de acabamento Poluição do solo e lençol freático
Uso de matérias-primas
Para alguns dos empreendimentos, a avaliação do uso das matérias-
primas foi de um período de 5 dias úteis onde com base nesses dados foi

estimado o valor mensal. Essa avaliação foi de entrada e saída de matéria-
prima no processo de corte (entrada de perfis; tubos e chapas de ferro; aço;
galvanizados e alumínio novos e usados, saída de retalhos reutilizáveis e de
sucata) para duas das empresas. No caso das empresas de três foram
avaliados os procedimentos de execução das peças e consumo de água e
energia elétrica.
Com os valores obtidos chegou-se a porcentagens da produção
separadas em produto acabado, material reutilizável e sucata. O produto
acabado vai para o cliente, o material reutilizável volta para estoque para nova
utilização ou em determinados casos vira sucata e essa sucata é vendida para
sucateiros a um preço de R$ 0,20 o quilo.
Outra avaliação foi da falta de comunicação entre os setores de
fabricação onde há demora em disponibilizar a peça para a próxima etapa em
seguida que a etapa anterior é finalizada causando demora na entrega para o
cliente e possibilidade de aumento de produtividade.
Procedimentos Adotados para Redução de Desperdício
1. Planejamento prévio da produção.
Quando um projeto é passado para a produção é necessário que cada
etapa seja realizada e finalizada lembrando que a segunda etapa tem que ser
avisada para que o tempo entre uma e outra seja rápido para que haja maior
eficiência e menor tempo de produção garantindo um entrega mais rápida e
maior produtividade. Para minimizar essa falha foram propostas as seguintes
ações depois das constatações pelo acompanhamento do processo produtivo.
Constatações
Falha na comunicação entre funcionários da produção;
Ausência de procedimentos para encaminhamento de uma etapa para outra
no processo de produção;
Falta de treinamento para os funcionários sobre os procedimentos para o
processo de produção.
Ações Tomadas
1º Passo � Orientar os funcionários sobre a importância de que o responsável
pela etapa finalizada de produção informe o responsável pela próxima etapa;
2º Passo � Treinar na prática como os funcionários devem proceder;
3º Passo � Delegar a um funcionário ou ao gerente de produção a tarefa de
fiscalizar o procedimento adotado para certificar a plena execução e garantir a
sua eficiência.
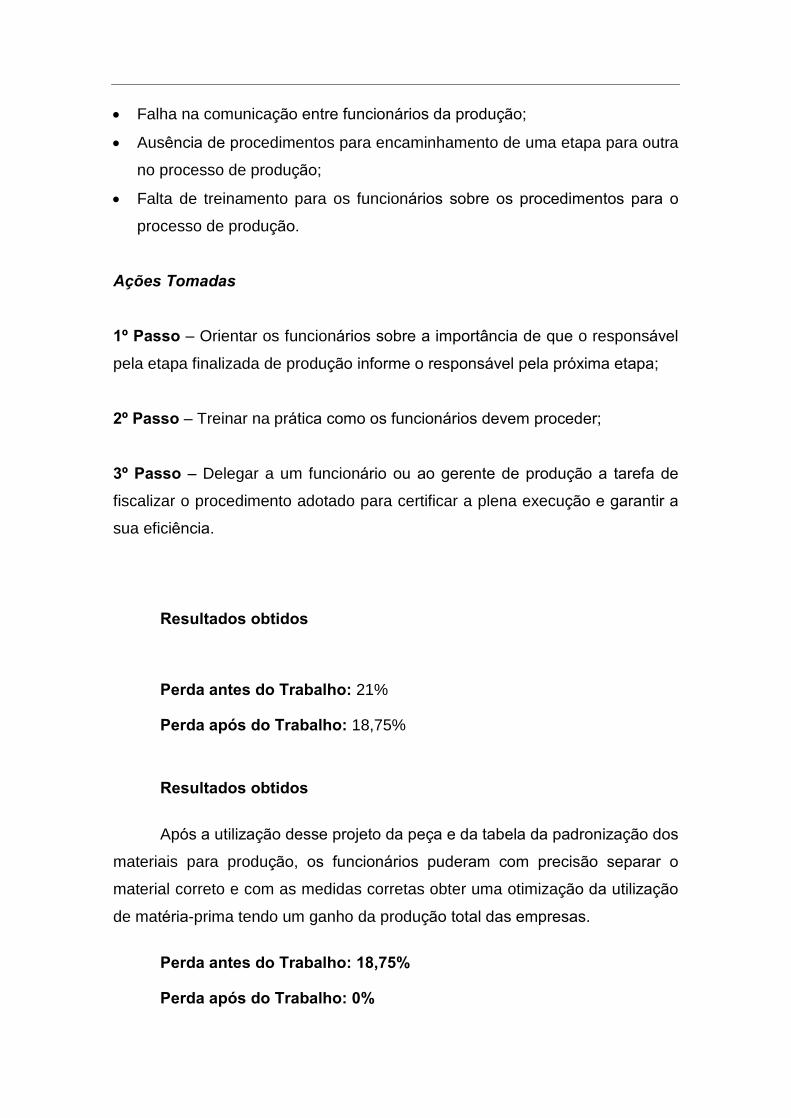
Resultados obtidos
Perda antes do Trabalho: 21%
Perda após do Trabalho: 18,75%
Resultados obtidos
Após a utilização desse projeto da peça e da tabela da padronização dos
materiais para produção, os funcionários puderam com precisão separar o
material correto e com as medidas corretas obter uma otimização da utilização
de matéria-prima tendo um ganho da produção total das empresas.
Perda antes do Trabalho: 18,75%
Perda após do Trabalho: 0%

2. Incentivo para funcionários na priorização da reutilização de
retalhos de perfis de alumínio.
Em uma das empresas foi verificado um grande volume de retalhos de
chapas de ferro e aço que ficavam paradas em um subestoque para
posteriormente serem usadas em outras encomendas. Essa sobra existe
devido a padronização das chapas de ferro e aço que vêm de fábrica com
dimensão pré-estabelecida, variando apenas em tipo de chapa e peso. Esses
retalhos ficam acumulando e esse estoque não tinha organização dificultando a
sua reutilização.
Para solucionar esse problema de desperdício foi indicada uma ação de
incentivo para os funcionários, na separação do material para que na produção
de uma encomenda fosse priorizado a utilização desse subestoque antes de
pegar uma chapa nova. A sucata (retalhos de chapas que não tem utilização �
tamanhos pequenos) é vendida a sucateiros por R$ 0,20 por quilo de metal.
Então é pago para cada quilo de retalho reutilizado o mesmo valor da sucata
para os colaboradores em forma de rateio ao final de cada mês.
Constatações
Ausência de um estoque de retalhos
Falta de estímulo para os colaboradores usar os retalhos
Ausência de controle dos retalhos
Ações tomadas
Envolvimento de todos os colaboradores da produção por meio de
incentivo;
Criação de indicador de desempenho de produção da empresa
baseado na quantidade de reaproveitamento de retalhos em

relação à quantidade de chapas novas no corte, antes da
implantação dos procedimentos, para controle da administração;
Organização do estoque de retalhos em tamanho e espessura;
Criação de controle de estoque (entrada e saída de chapas novas
e retalhos);
Acompanhamento dos controles de entrada e saída de matéria-
prima;
Atualização do indicador de desempenho;
Atribuir responsabilidade a um colaborador para organização e
prestação de contas.
Sugestões de armazenamento dos retalhos:
Criação de marcação na parede da área de produção com
medidas de até 2 metros de altura para a identificação do
tamanho do retalho a ser estocado;
Depois de identificado o tamanho do retalho, armazenar em pé
por tamanho e espessura;
Identificação dos tamanhos dos retalhos por meio de etiqueta
adesiva ou placa.
Ilustração 5 - Estoque ideal para retalhos por tamanho e

espessura.
Resultado obtido
Após a utilização desses procedimentos, a empresa pode controlar
melhor seus estoques e reaproveitar um material que ocupava espaço da
produção e foi proporcionado aos colaboradores um incentivo financeiro além
do salário mensal.
Perda antes do Trabalho: 9,01%
Perda após do Trabalho: 1,20%
3. Utilização da energia solar para aquecimento da água.
Em três das empresas avaliadas foi constatado a possibilidade de uso
de aquecimento solar para aquecimento da água para banho dos
colaboradores para reduzir o consumo de energia elétrica dos chuveiros
elétricos que consomem grande quantidade de energia.
Constatações
Uma fonte de energia disponível e não utilizada;
Ausência de um projeto para aquecimento solar.
Ações tomadas
Levantamento dos dados dos equipamentos necessários para o
aquecimento solar;
Levantamento dos dados para a necessidade de cada empresa;
Levantamento dos custos dos equipamentos necessários;
Avaliação do retorno do investimento.

Resultados obtidos
Após a utilização desses procedimentos, a empresa pôde aproveitar um
recurso natural minimizando os custos.
Perda antes do Trabalho: 33,34%
Perda após do Trabalho: 0%
4. Utilização da água de chuva para utilização não potável.
Em três das empresas avaliadas foi constatada a possibilidade de uso
de água de chuva para limpeza, lavagem de veículos e equipamentos para
reduzir o consumo de água tratada para fins menos nobres.
Constatações
Uma fonte de água disponível e não utilizada;
Ausência de um projeto para aproveitamento da agia de chuva.
Ações tomadas
Levantamento dos dados dos equipamentos necessários para a
captação e armazenamento da água;
Levantamento dos dados para a necessidade de cada empresa;
Levantamento dos custos dos equipamentos necessários;
Avaliação do retorno do investimento.
Resultados obtidos

Após a utilização desses procedimentos, a empresa pôde aproveitar um
recurso natural minimizando os custos.
Perda antes do Trabalho: 57,13%
Perda após do Trabalho: 0%
Avaliação Final
Após realização dos trabalhos em 5 (cinco) empresas do ramo de
metalurgia no Distrito Federal a redução média de desperdício é de:
Tabela 2: Quantificação mensal das principais ações de redução do desperdício em empresas de
metalurgia.
Descrição Antes da consultoria Ganhos após implementação das ações
propostas
Quant. Mensal
%
Valor mês (R$)
Ação proposta no
estudo de caso Redução do
desperdício
mensal estimado
Ganho econômico
mensal (R$)
Reaproveitamento
de energia solar
para banhos dos
colaboradores em
(Kwh)
1.263 100 519,59
Reaproveitamento
de energia solar
para banhos dos
colaboradores
33,34% 107,00
Reaproveitamento
da água de chuva
em (m³)
36 100 333,41
Reaproveitamento
da água de chuva
57,13%
191,06
Quantidade de hora/homem
990 horas 18,75 3.493,09 Redução da
hora/homem
100%
3.493,09 Quantidade do desperdício de
energia elétrica R$ 1.803,50 18,75 270,27
Redução do
consumo de energia elétrica
100%
270,27
Produção total
mensal R$ 14.673,89 18,75 2.751,35
Aumento da produtividade da
empresa
100%
2.751,35
Reaproveita-mento de retalhos de chapas
2.844 9,01 6.541,20
Reaproveitamento de retalhos de
chapas
7,81%
5.763,18
Financeiramente, essa redução representa economia mensal e anual de:

Tabela 3: Quantificação total dos ganhos econômicos das ações de redução do desperdício em 5
Empresas de metalurgia.
Ganhos após implementação das ações propostas na 39 empresas
Ganho econômico
(R$)
Ganhos mensais 12.575,89 Ganhos anuais 150.910,68
Consolidação Eficiência Energética
Energia Elétrica
Esta consolidação é especifica para do segmento de metalurgia,
composto apenas por 05 (cinco) empresas.
Este segmento possui 286,7kW em carga instalada e consome por ano,
aproximadamente, 116.620kWh, equivalente ao consumo de 194 casas
populares e desembolsam a importância de R$ 41.020,67 em despesas
financeiras.
A média anual de consumo (média dos 12 últimos meses) destas
empresas varia entre 743kWh e 3.766kWh.
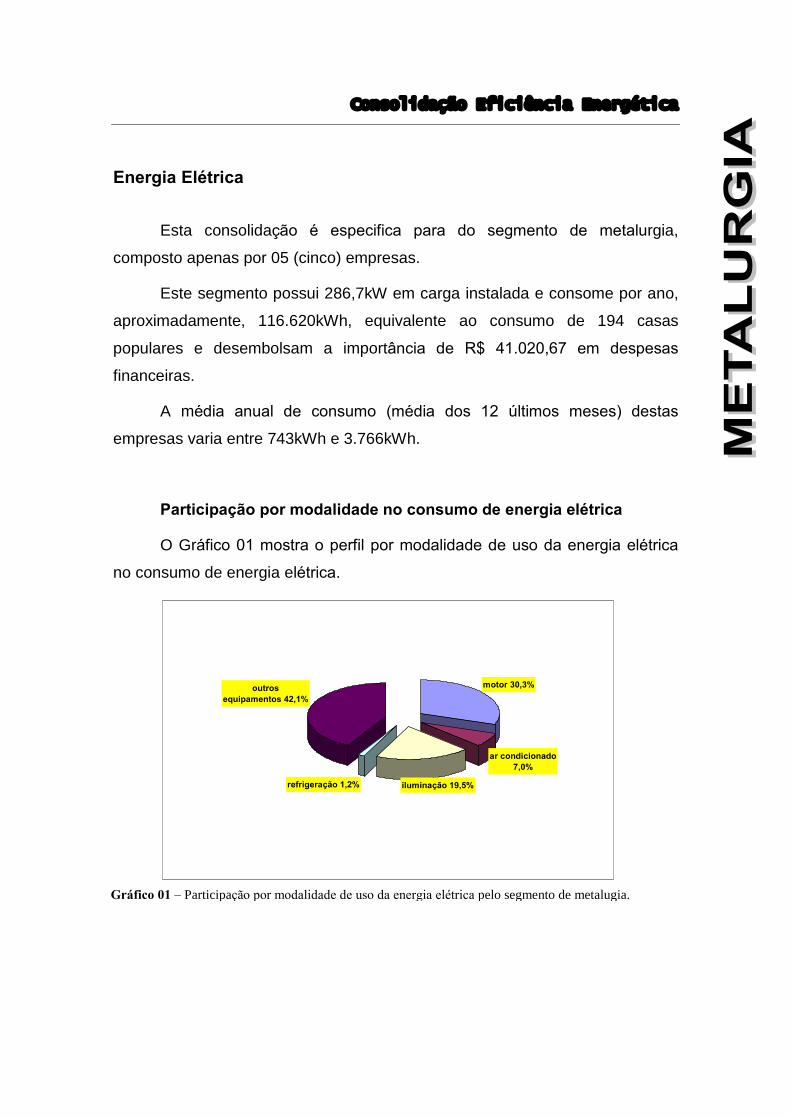
Participação por modalidade no consumo de energia elétrica
O Gráfico 01 mostra o perfil por modalidade de uso da energia elétrica
no consumo de energia elétrica.
refrigeração 1,2%
ar condicionado
7,0%
iluminação 19,5%
outros
equipamentos 42,1%
motor 30,3%
Gráfico 01 � Participação por modalidade de uso da energia elétrica pelo segmento de metalugia.
Consolidação Eficiência Energética
Motores
A modalidade �motor� ocupa a segunda posição em participação,
responde por 30,3% do consumo de eletricidade.
Os motores estão presentes em exaustores, ventiladores, dobradeiras,
guilhotinas, tornos mecânicos, calandras e compressores de ar.
Ar condicionado
Esta modalidade, ocupando a quarta posição é responsável por 7,0% do
consumo de energia elétrica.
Refrigeração
A modalidade refrigeração, última posição, participa com 1,2% no
consumo de energia elétrica.
O modo �refrigeração� compõe-se de refrigeradores empregados na
refrigeração e conservação de produtos alimentícios.
Iluminação
Ocupando a terceira posição em importância é responsável pela
utilização de 19,5% da energia elétrica.
Outros equipamentos
Ocupando a liderança em importância esta modalidade responde por
42,1% da utilização da energia elétrica.
Desta modalidade participam os computadores, microondas, máquinas
de solda, cubas de banho-maria e chuveiros.
Potencialidades de redução de consumo de energia elétrica
A Tabela 01 mostra os dados consolidados de potencialidades a serem
alcançados.
Ações recomendadas
I) Iluminação

Consolidação Eficiência Energética
I.1 - A ação de substituição das lâmpadas fluorescentes de 20W e 40W
por lâmpadas fluorescentes de 16W e 32W, respectivamente, e de
lâmpadas incandescente de 60W por lâmpadas fluorescentes compactas
de 14W mostrou-se viável.
A Tabela 01 mostra que nesta modalidade de uso da energia é possível
reduzir em 2,346kWh/ano.
Nota:
As ações de substituições de lâmpadas fluorescentes e incandescentes
foram consideradas apenas as ações cujos prazos de retorno de
investimento sejam iguais e inferiores há 24 meses.
I.2 - A ação de redução de horas de utilização da iluminação mostrou-se
exeqüível, pois as oficinas podem prescindir da iluminação nos
intervalos dos almoços.
A Tabela 01 mostra que nesta modalidade de uso da energia é possível
reduzir em 1.396kWh/ano.
II) Refrigeração
Nesta modalidade a ação de redução de horas de utilização recomenda-
se a manutenção regular dos equipamentos de refrigeração que inclua a
inspeção do estado de conservação e funcionalidade das vedações,
verificação da carga do líquido frigorígeno (gás); limpeza dos
condensadores e interna dos refrigeradores, de modo, impedir a
formação de acúmulo de gelo nas paredes internas; e finalmente,
empreender a melhoria da ventilação dos refrigeradores, respeitando o
afastamento de 10-15 cm de possíveis obstáculos (paredes ou outros
equipamentos), conforme recomendações dos fabricantes.
Há possibilidade em reduzir 34kWh/ano, conforme demonstrado na
Tabela 01.
III) Outros equipamentos

Consolidação Eficiência Energética
Como ação de redução de horas de utilização recomendou-se o
retardamento do início de operação das cubas de banho-maria, que
antes eram colocadas em operação a partir das 08h00min, sendo
sugerido alterá-lo para 10h30min.
A Tabela 01 mostra que nesta modalidade de uso da energia é possível
reduzir em 1.233kWh/ano.
Iluminação
Economia por substituição de lâmpadas (kWh/ano) 2.346
Economia por redução de horas de utilização (kWh/ano) 1.396
Refrigeração
Economia por redução de horas de utilização (kWh/ano) 34
Outros equipamentos
Economia por redução de horas de utilização (kWh/ano) 1.233
Potencialidade de redução de consumo (kWh/ano) 2.346
Consumo anual do segmento (kWh/ano) 116.620
Redução (%) 2,0%
A potencialidade de redução do consumo anual de energia neste
segmento é 2.346kWh, correspondentes a 2,0% como mostra a Tabela 01.
Recomendações
Instalações elétricas
Foram recomendadas, como medida de melhoria da segurança
patrimonial, a adequação à Norma Técnica ABNT 5410 referente à instalação
da barra de equipotencialização, de supressores de surtos elétricos,
dispositivos de detecção de falhas de isolamentos, instalação de barra de
equipotencialização do �Terra� e melhoria da malha de aterramento.
Os dispositivos de detecção de falhas de isolamentos são
recomendados, especialmente, para ambientes úmidos como banheiros,
cozinha e áreas reservadas às lavagens diversas.
Tabela 01 � Potencialidades de redução de consumo de energia no segmento de metalurgia.
Consolidação Eficiência Energética
Iluminação
Os níveis de iluminamento de alguns ambientes apresentam-se
inferiores aos estabelecida pela Norma Técnica ABNT 5413 � Iluminância de
Interiores, sugeriu-se a adequação destes níveis de iluminamento, bem como,
ofereceu-se a consultoria de luminotécnica através do UAIT � Unidade de
Apoio à Inovação Tecnológica.