Embed Size (px)
Citation preview

CURSO SUPERIOR DE TECNOLOGIA EM POLÍMEROS
RESINAS METALOCÊNICAS DE POLIETILENO:
CONTRÔLE DAS VARIÁVEIS DE PROCESSO
Antônio Cosmo da Silva
Rio de Janeiro
2012

ii
ANTÔNIO COSMO DA SILVA
Aluno do Curso Superior de Tecnologia em Polímeros
Matricula 0623800285
RESINAS METALOCÊNICAS DE POLIETILENO:
CONTRÔLE DAS VARIÁVEIS DE PROCESSO
Trabalho de Conclusão de Curso, TCC,
apresentado ao Curso Superior de Tecnologia
em Polímeros, da UEZO como parte dos
requisitos para a obtenção do grau de
Tecnólogo em produção industrial de
polímeros, sob a orientação do Professor Alex
da Silva Sirqueira.
Rio de Janeiro
Dezembro de2012

iii
RESINAS METALOCÊNICAS DE POLIETILENO:
CONTRÔLE DAS VARIÁVEIS DE PROCESSO
Elaborado por Antônio Cosmo da Silva
Aluno do Curso Superior de Tecnologia em Polímeros
Este trabalho de Graduação foi analisado e aprovado com
Grau:..................................
Rio de Janeiro,______de_____________de 2012
_____________________________________
Professor Florêncio Gomes de Ramos Flho, D.Sc
_____________________________________
Professor Alex da Silva Sirqueira, D.Sc
_____________________________________
Professora Patrícia Soares da Costa Pereira,D.Sc.
RIO DE JANEIRO, RJ – BRASIL
DEZEMBRO DE 2012

iv
A minha família - que me incentivou
e em todos os momentos difíceis;
Aos meus amigos e colegas, pela
caminhada solidária;
Ao meu orientador, Prof. Alex da Silva
Sirqueira, que forneceu orientações
seguras para o desenvolvimento desse
trabalho.

v
Resumo
O Polietileno Metalocênico Linear de Baixa Densidade (mPELBD) é obtido a partir
de uma família de catalisadores a base de zircônio que permite a produção de cadeias
poliméricas de polietilenos com estrutura mais organizada do que os polietilenos
produzidos com catalisadores tradicionais, Ziegler-Natta. Os metalocênicos representam a
mais nova tecnologia de catalisadores para produção de poliolefinas, em especial
polietilenos; entretanto, existem diferenças entre os polietilenos metalocênicos comerciais.
Este trabalho tem por objetivo estudar o controle das variáveis do processo de producão de
um tipo de resina metalocênica, cuja principal aplicação é na obtenção de filme
termoencolhível (shrink). As vantagens na utilização desse filme são a capacidade de
encolhimento sob calor, alta claridade, brilho e superior desempenho mecânico, quando
comparado aos filmes termoencolhivel padrão de mercado. Este trabalho deu enfoque aos
parâmetros de controle das variáveis de processo para atingir uma resina de qualidade, com
a segurança que o processo exige.
Palavras-chaves: Metalocênico, resina , catalisadores, zircônio, polietileno,
termoencolhível, vantagem de Mercado.

vi
"A águia reuniu coragem através de uma sabedoria
inata. Enquanto os filhotes não descobrissem suas
asas, não haveria objetivo em suas vidas. Enquanto
não aprendessem a voar, não compreenderiam o
privilégio de ter nascido águia. O empurrão era o
maior presente que a águia-mãe tinha para lhes dar.
Era seu supremo ato de amor. E por isso, um a um, ela
os empurrou, e eles voaram!"
David McNally (junho 1990)

vii
SUMÁRIO
Lista de Figuras...................................................................................................................viii
Lista de Tabelas..................................................................................................................viii
Lista de Quadros.................................................................................................................viii
Resumo...................................................................................................................................v
1. Objetivo..............................................................................................................................1
2. Introdução .........................................................................................................................1
3. Polietileno............................ ..............................................................................................2
3.1 Histórico ............... ..........................................................................................................3
3.2. Propriedades ...................................................................................................................4
3.3. Processos de Obtencão ...................................................................................................5
3.3.1. Processo de Alta Pressão..............................................................................................6
3.3.2. Processo Ziegler-natta.................................................................................................6
3.3.3. Processo Phillips...........................................................................................................8
3.3.4. Processo Standard Oil (Indiana )................................................................................8
3.3.5. Processo de Produção de Metalocênicos.....................................................................8
3.4. Propriedades Comerciais..........................................................................................11
3.4.1. Propriedades óticas....................................................................................................15
3.4.2. Grau de encolhimento................................................................................................16
3.4.3. Módulo Secante – Rigidez.........................................................................................17
3.5. Processo Industrial de Obtenção do mPELBD............................................................18
3.5.1. Processo UNIPOL® de Polietileno e Controle das Variáveis.................................20
3.5.1.1. Reação.....................................................................................................................20
3.5.1.2. Extrusão..................................................................................................................23
4. Filmes Termoencolhíveis: Controle das Variáveis..........................................................26
4.1. Máquinas Com Cabeçote Giratório...............................................................................27
4.2. Máquinas Com Cabeçote Fixo com Torre Giratória.....................................................27
5. – Referências Bibliográficas............................................................................................32

viii
LISTA DE FIGURAS
Figura 1. Linha do tempo dos vários tipos de catalisadores...............................................10
Figura 2. Propriedades Óticas.............................................................................................16
Figura 3. Grau de encolhimento..........................................................................................17
Figura 4. Módulo secante – Rigidez....................................................................................18
LISTA DE TABELAS
Tabela 1. Peso molecular e densidade do polietileno em diferentes processos.....................9
Tabela 2. Relação entre estrutura e propriedades do polietileno.........................................12
Tabela 3. Propriedades do polietileno.................................................................................14
Tabela 4. Variação da viscosidade do polietileno em função da temperatura....................19
Tabela 5. Condições de processamento por injeção do polietileno.....................................25
LISTA DE QUADROS
Quadro 1. Tipos de polímeros de Polietileno e suas características.....................................4
Quadro 2. Comparação entre os catalisadores Ziegler e o Metalocênico...........................10

OBJETIVO
Este trabalho tem por objetivo apresentar as diferenças básicas entre as resinas
produzidas a partir de catalisadores da família Ziegler-Natta, Phillips e Metalocênicas. A
partir do conhecimento da composição básica do catalisador, seu principal sítio ativo, tipos
principais de resinas produzidas e suas propriedades finais. Iremos apresentar um estudo de
caso da melhora da aplicação da resina de metalocênica, na máquina do transformador,
com o objetivo final de aplicação para filmes de empacotamento e recobrimento de
material, filmes termoencolhíveis ou shrink. Estudaremos o processo Unipol® como
exemplo, para um estudo dos parâmetros de controle das variáveis, desde o recebimento de
matérias primas até o cliente, passando pela purificação, reação, extrusão e silagem de
produto acabado.
1. INTRODUÇÃO
Até meados de 1950 o polietileno comercial foi produzido por processos de alta
pressão, entretanto, esses materiais eram ramificados e de peso molecular médio
moderado, geralmente menor de 50.000.
Em 1954 dois outros métodos foram desenvolvidos: um usando catalisadores de óxidos
metálicos, processo Philips, e outro usando alquil alumínio ou materiais similares, processo
Ziegler. Por esses processos os polímeros podem ser preparados em temperaturas e
pressões menores. Devido a essas modificações, os polímeros apresentaram densidades
mais elevadas, ficaram mais rígidos e com alto ponto de amolecimento.
Atualmente, o polietileno é produzido tanto pelo processo de alta pressão, patenteado
em 1933 pela I.C.I. como processo de baixa pressão ( processo Phillips ). O processo
Ziegler fornece polietilenos com características intermediárias.
Em 1980, foram descobertos os catalisadores metalocênicos, com o emprego de metais
de transição como titânio e zircônio, sítios únicos de polimerização e estruturas
moleculares definidas.
O polietileno Metalocênico Linear de Baixa Densidade (mPELBD) é obtido a partir de
uma família de catalisadores a base de zircônio que permite a produção de cadeias
poliméricas com estrutura mais organizada do que os produzidos com catalisadores
tradicionais Ziegler-Natta. Os metalocênicos representam a mais nova tecnologia de
catalisadores para produção de poliolefinas de polietileno. No entanto, existem diferenças

2
entre os tipos comerciais de Polietilenos Metalocênicos. Este trabalho tem por objetivo
estudar o controle das variáveis de processo de produção de um tipo de resina
metalocênica, cujo objetivo principal aplicação é na obtenção de filme termoencolhível (
shirink), cujas vantagens são a capacidade de encolhimento com o uso de calor, claridade,
brilho e superior desempenho mecânico, se comparados aos filmes termoencolhíveis
padrão de mercado. Seu principal diferencial e que, dependendo da aplicação, pode ser
utilizado na forma pura, o que dispensa a utilização de outros tipos de polietileno. O
produto também oferece maior flexibilidade e soldabilidade, alem de apresentar mais
transparência e brilho. O processo de produção para este polímero é via extrusão com
aplicação principal para empacotamento automático de sólidos e líquidos, na forma final
de filme. Além de ter uma estrutura organizada, o filme de resina metalocênica é um
polietileno linear processado de forma equivalente ao polietileno de baixa densidade
(PEBD), ou seja, é de fácil processabilidade. Estudaremos, como estudo de caso para
controle das variáveis de processo, o processo Unipol®, fase-gás da Univation Co.,
tecnologia iniciada pela Union Carbide, em 1977, na fase de fabricação da resina e o
processo de fabricação de filmes, na fase de transformadores para embalagens de sólidos e
líquidos.
3. POLIETILENO
O polietileno (PE) foi desenvolvido comercialmente em 1940 e é o plástico mais
vendido no mundo atualmente. Isso ocorre principalmente pela grande versatilidade desse
material. Outro fator relevante é o preço baixo comparado a outras matérias-primas para
embalagens. A estrutura básica do polietileno é uma cadeia do tipo ( CH2CH2 )n , que não
tem grupos substituintes, ou seja, não tem ramificações em sua cadeia principal. Esta
estrutura é equivalente a do polimetileno, preparado primeiramente por acidente, com
baixo peso molecular, a partir do diazometano por Von Pechmann em 1898. Muitos anos
depois polietileno de alto peso molecular eram preparados, alguns contendo alquis
substituintes. No polietileno comercial n pode ser algo entre 400 e 50000; alquil
substituinte, chamados ramificações de cadeia curta, geralmente estão presentes nas
cadeias principais. PE é um sólido cristalino na maior parte, flexível, cujas propriedades
são altamente influenciáveis pela relação entre as suas partes cristalinas e amorfas da
cadeia. As menores estruturas cristalinas são chamadas de lamelas. As formas lamelares

3
maiores, esféricas, são chamadas de esferulitas. A fase cristalina fornece rigidez e uma
alta temperatura de amolecimento, ao passo que a forma amorfa, que é relativamente
flexível, providencia resistência ao impacto e flexibilidade. O tamanho das esferulitas
influencia grandemente as propriedades do polímero.
3.1 Histórico
1933, foi descoberto nos laboratórios ICI, na Inglaterra, acidentalmente, que o metileno,
em presença de oxigênio, poderia ser polimerizado, resultando em uma cadeia tipo
polimetileno ramificada. Nesta descoberta, o produto estudo de reações à altas pressões
criou a base para uma ampla classe de polietilenos de baixa densidade ( PEBD ), agora
sendo produzidos via polimerização por radicais livres à altas pressões, isto é, pressões
da ordem de 40000 psi. O primeiro PE linear foi produzido pela Du Pont via
polimerização por radicais livres com temperatura na faixa de 50 – 80º C e pressão de
7000 psi, uma condição não possível comercialmente. Em 1977, a Union Cabide Corp.
anunciou uma nova família de copolímeros de 1-buteno com densidade na faixa de 0,915 a
0,950 g/cm³. Este processo chamado Unipol®, emprega um leito fluidizado, tecnologia
fase-gás para homopolímeros e copolímeros de alta densidade. Por este processo pode-se
produzir uma grande variedade de polietilenos quanto ao peso e distribuição de peso
molecular. Mais recentemente, foi usado o 1-hexeno de forma a obter um filme com
propriedades competitivas com o copolímero de 1-octeno produzido por solução pela Dow
Chemical Co.. Copolímeros contendo -olefinas são agora chamados de polietilenos
lineares de baixa densidade ( PELBD ). Atualmente, resinas de PELBD contém variadas -
olefinas tendo sido produzidas experimentalmete e comercialmente com uma variedade de
catálises de metais de transição em altos valores de pressão e temperatura ( 21000 psi –
200º C ) com diluentes a base de hidrocarbonetos ou solventes e vários tipos de reatores.
Por volta de 1950, Ziegler e colaboradores descobriram acidentalmente que polietilenos
com densidade relativamente alta, isto é, 0,945 a 0,960 g/cm³ e alta cristalinidade
poderiam ser preparados sob pressão atmosférica e 50 a 100º C em presença de sistema
catalítico baseados em haletos de titânio e compostos de alquil-alumínio ( catalisador tipo
Ziegler ). Na mesma época, pesquisadores da Phillips Petroleum Co. usando pressões
moderadas desenvolveram uma catálise baseada em trióxido de cromo suportado em sílica
( Catalisador tipo Phillips ) para uma preparação de polímeros de 0,960 a 0,970 g/cm³ de

4
densidade. Esses dois tipos de catálise são usado para todos os tipos de PE lineares ( PEAD
) usualmente fabricados . Standard Oil usou óxido de Molibidênio suportado em alumina
para produção de PE, mas esse processo não é muito usado comercialmente.
3.2 Propriedades
Podemos inferir três tipos de polímeros de polietileno, levando em consideração a sua
densidade, em função da sua forma estrutural e peso molecular:
– Polietileno de Baixa Densidade;
– Polietileno Linear de Baixa Densidade;
– Polietileno de Alta Densidade.
No quadro abaixo são mostradas as principais diferenças dos tipos de PE:
Quadro 1 – Tipos de polímeros de Polietileno e suas características.
TIPO PEAD PEBD PELBD
NORMA
Densidade (g/cm³) 0,960-0,970 0,915-0,930 0,915-0,940 ISO
1183
T transição vítrea (ºC) -90 -110 -100
T fusão (ºC) 137 115 125 ISO
3146
Cristalinidade (%) 70-90 40-50 60-80
- Temperatura de transição vítrea: corresponde a temperatura em que o polímero passa do
estado sólido amorfo a um estado sólido com características elastoméricas ( nem sólido
nem líquido viscoso ).
- Temperatura de fusão: corresponde a temperatura em que o polímero passa do estado
sólido a um estado líquido viscoso.
- Cristalinidade: arranjo atômico mais complexo, é conseqüência do empacotamento das
cadeias moleculares de modo a ordená-las, ou seja, quanto mais ramificações menor será a
cristalinidade.

5
3.3. Processos de obtenção
O etileno é obtido a partir do “Cracking” do etano ou de naftas virgens provenientes do
gás natural e do petróleo, segundo a reação:
H3C ----- CH3 desidrogenação H2C ____ CH2
Etano etileno
Quando utilizam-se naftas virgens, o produto proveniente do reator é constituído por
vários hidrocarbonetos. A separação desses hidrocarbonetos é feita por sucessivas
destilações fracionadas. Como, em geral, as temperaturas de ebulição destes componentes
são muito baixas ( no caso do etileno é -104ºC ) a destilação é feita sob pressão. À pressão
normal ( 1 atm ) o etileno é um gás, com ebulição a -104ºC e tem alto calor de
polimerização ( 800 – 1000 cal/g ).
Como as impurezas podem afetar tanto a reação de polimerização como as propriedades
do produto, elas precisam ser removidas rigorosamente. Para e conseguir uma boa
polimerização, deve-se utilizar etileno com aproximadamente 99,8% de pureza. Os
principais contaminantes do etileno são monóxido de carbono, acetileno, oxigênio e água.
Muitas patentes requerem nível de monóxido de carbono menor que 0,02%. O oxigênio,
dependendo do processo empregado na polimerização do etileno reduz a eficiência do
iniciador e pode ser removido por passagem sobre catalisador de cobre reduzido.
A polimerização de etilenos ocorre via iniciador ou radical livre, via catalisador
Phillips e via catálise de Coordenação com catalisador Ziegler-Natta ou catalisadores de
Metalocenos e podem ser em:
- Suspensão ou “Slurry” - Sistema com meio dispersante, monômero insolúvel, iniciador
solúvel no solvente.
- Solução – Sistema com solvente, monômero solúvel e iniciador solúvel.
- Emulsão – Sistema com meio dispersante, monômero e polímero insolúvel e iniciador
solúvel no dispersante (água).
- Fase- gás – Ocorre em reatores de leito fluidizado.
O método usado depende de vários fatores:
- Se o material é termoplástico ou termofixo;
- da temperatura de fusão se for termoplástico;
- da estabilidade atmosférica;

6
- da geometria e tamanho da peça a ser fabricada
Para todos esses processos de reação o processo final pode ser de extrusão, variando
os processos nos transformadores, injeção, moldagem, sopro, filme e etc..
Assim, existem quatro métodos de polimerização do etileno:
a) Processo de alta Pressão;
b) Processo Ziegler;
c) Processo Phillips;
d) Processo Standar Oil (Indiana)
3.3.1. Processo de Alta Pressão
A pressão utilizada neste processo é elevada, da ordem e 1.000 a 3.000 atm à
temperatura de 80 a 300ºC. A polimerização ocorre via radical livre, normalmente
utilizando como iniciadores peróxido de dibenzoila, azodiisobutironitrila, oxigênio, etc. O
processo pode ser operado continuamente, passando-se os reagentes através de reatores
tubulares ou em reatores em bateladas. Devido ao elevado calor de polimerização, são
necessários cuidados a fim de prevenir a aceleração da reação podendo causar obstrução
nos reatores. Num processo típico, 10 a 30% do monômero é convertido em polímero.
Depois da purificação, este é extrudado e granulado.
A temperatura elevada torna a reação mais rápida produzindo polímero de baixo peso
molecular e médio, além de causar reações parelelas, formando grafite, hidrogênio e
metano. Essas reações também são exotémicas e podem facilmente descontrolar a
polimerização.
A violência da reação, em pressão elevada, leva ao aparecimento de uma grande
quantidade de ramificações na cadeia polimérica, o que tem extrema influência sobre as
propriedades do produto.
Os polietilenos obtidos sob este processo, são conhecidos por polietilenos de baixa
densidade ( PEBD ).
3.3.2. Processo Ziegler-natta
Em 1953, Karl Ziegler e colaboradores descobriram que a combinação de certos
compostos de metais de transição e compostos organometálicos polimerizavam o etileno a
baixas pressões e temperaturas. O polietileno de alta densidade (PEAD) obtido com o novo
catalisador era mais denso, rígido e resistente ao calor do que o produto obtido com alta

7
pressão, polietileno de baixa densidade (PEBD). Em 1954, Giulio Natta e colaboradores
estenderam suas pesquisas para a área de síntese de polímeros cristalinos. Catalisadores
Ziegler-Natta são complexos catalíticos formados pela combinação de um sal de metais de
transição dos grupos IV a VIII, da tabela periódica, principalmente halogenetos de titânio,
cobalto e vanádio, e compostos organometálicos de metais dos grupos I a III,
principalmente alquis-alumínio.
Catalisador Ziegler-Natta:
-- Sal de Metal de transição + Composto Oganometálico.
Neste processo, o etileno é fornecido em baixa pressão, 2 a 4 atm, para o reator, que já
contém hidrocarbonetos líquidos para agir como diluente. A reação é realizada a
temperaturas abaixo de 100ºC ( geralmente em torno de 70 a 80ºC ).
Os catalisadores empregados neste processo são do tipo organo – metálicos, sendo que
o mais empregado é a mistura de tetra cloreto de titânio e um alquil alumínio, por exemplo
o cloreto de dietil alumínio.
O polímero, a medida que é formado, precipita-se e forma uma mistura de polímero
com monômero, cuja viscosidade aumenta à medida que a reação se processa. Antes que a
viscosidade se torne alta, a ponto de afetar seriamente a remoção do calor da reação, os
reagentes são descarregados em um vaso de decomposição catalítica, onde o catalisador é
destruído pela ação do álcool etílico, água e soda cáustica. A remoção completa dos
fragmentos metálicos provenientes do catalisador é importante para que as propriedades
elétricas do polímero não seja afetada.
A densidade dos polímeros de Ziegler está entre os de alta pressão e os de Phillips, por
isso são conhecidos por polietilenos de média densidade e varia em torno de 0,940g/cm³.
Na sua composição química, para o processo Unipol®, complexo tetraclorado de titanio
como metal de transição, pré-ativado com alquil alumínio e suportado em cloreto de
magnésio. A sua produtividade media e de 5.000g PE/g de catalisador a 20.000g PE/g de
catalisador dependendo do tipo de catalisador utilizado (M ou J). A faixa de trabalho para o
, Índice de Fluidez, IF,trabalhando com IF2,16 é de 0,5 a 150 dg/min, de baixo a altíssimo
IF. São produzidos os seguintes produtos: Polietileno Linear de baixa Densidade
(PEBDL),Polietileno de Média Densidade (PEMD) e Polietileno de Alta Densidade
(PEAD), numa faixa de densidade de 0,916 a 0,965 g/cc, para atender os segmentos de
filme (PEBDL); injeção (PEBDL/PEAD); rotomoldagem(PEMD).

8
3.3.3. Processo Phillips:
Neste processo o etileno é dissolvido em um hidrocarboneto líquido, tal como ciclo
hexano, sendo polimerizado sob uma pressão de 30 a 40 atm, em torno de 130 a 160ºC na
presença de um catalisador óxido-metálico. Utiliza-se solvente para dissolver o polímero
formado e transferir o calor que se dissolve na reação de polimerização. O catalisador mais
eficiente deve conter 5% de óxido de cromo, principalmente CrO3, impregnado com sílica
alumina ( 75 – 90% sílica ). Para separar o polímero formado da solução, diminui-se a
temperatura e este é precipitado.
Certos materiais, tais como nitrogênio, oxigênio, acetileno e cloro são prejudiciais para
o catalisador, portanto, devem ser usados reagentes muito puros.
Os polietilenos obtidos por este processo possuem densidade em torno de 0,960g/cm³,
por isto são conhecidos como polietilenos de alta densidade ( PEAD ).
-- Catalisador Phillips: Sal de Cromo suportado em Sílica.
3.3.4 Processo Standard Oil (Indiana)
Este processo tem muita similaridade com o processo Phillips, é baseado no uso de
suporte óxido-metal de transição em combinação com um promotor. A temperatura da
reação é da ordem de 230 – 270ºC, e a pressão da ordem de 40 – 80 atm. Os catalisadores
mais empregados são trióxidos de molibdênio, dióxido de titânio ou dióxido de zircônio. A
reação também é realizada com hidrocarbonetos líquidos como solventes.
3.3.5. Processo de Produção de Metalocênicos
Os catalisadores Ziegler e Phillips produzem partículas de polímeros com peso
molecular e distribuição largos; por outro lado, os catalisadores metalocênicos produzem
polímeros com peso molecular e distribuição de monômeros uniforme, sendo considerado
um sistema catalítico de alta eficiência com atributos de produzirem poucas cinzas, sem
natureza ácida e polímeros muito estáveis.
O processo pode ser Solução, Fase Gás e em lama. Por ser de alta seletividade, exige
uma pureza maior tanto das matérias-primas quanto do processo como um todo. Assim,
visando uma campanha de produção com este tipo de catalisador, temos que realizar uma
rigorosa limpeza de todo o sistema de produção, para evitar possíveis contaminação e

9
perda da eficiência do sistema catalítico, perda de produção e formação de sub produtos
indevidos. O produto apresenta uma alta sensibilidade à presença de Oxigênio, seja na
reação ou na extrusão, impactando principalmente na aparência do produto final. Como
aplicação final e principal, temos: empacotamento automático de sólidos e líquidos,
empacotamento de alimentos congelados e objetos perfurantes.
Catalisador Metalocênico:
-- Catalisadores a base de Zircônio.
Os catalisadores metalocênicos são classificados segundo a sua geração em primeira e
segunda gerações. Essa família de catalisadores permite a produção de cadeias poliméricas
com estrutura mais organizada do que a dos polietilenos produzidos com catalisadores
tradicionais, Ziegler-Natta. Seu principal diferencial é que , dependendo da aplicação, pode
ser utilizado na forma pura, o que dispensa a utilização de outros tipos de polietileno numa
mistura.
As principais características dos polietilenos obtidos pelos processos descritos aparecem
na tabela 1.
Tabela 1 – Peso molecular e densidade do polietileno produzidos por diferentes processos.
Processo de Polimerização Mn Densidade
Processo Alta Pressão
Processo Ziegler
Processo Phillips
Processo Standard
Oil (Indiana)
Processo Metalocênico
20.000
15.000
15.000
15.000
25.000
0,92
0,94
0,96
0,96
0,94
No quadro 2 é mostrada a comparação entre as propriedades do catalisador Ziegler e o
Metalocênico, para o processo Unipol®.

10
Quadro 2 – Comparação entre os catalisadores Ziegler e o Metalocênico:
Ziegler - Natta Metaloceno
PELBD PELBD
Comonômeros: C4, C6 e C8 Comonômeros: C6 e C8
Distribuição heterogênea de comonômero Contrôle do teor e da distribuição de comonômero
Média distribuição de peso molecular ( MFI~25 )
Distribuição de peso molecular estreita ou larga MFI ~3 ou ~50
Ramificações curtas Presença de ramificações longas
Na figura abaixo é mostrada uma linha do tempo para as descobertas dos vários tipos de
catalisadores comerciais.
Figura 1 – Linha do tempo para descoberta dos vários tipos de catalisadores

11
3.4. PROPRIEDADES COMERCIAIS
Os polímeros comerciais apresentam diferentes propriedades por quatro razões básicas:
- grau de ramificação do polímero;
- peso molecular e sua distribuição;
- presença de impurezas.
A presença de ramificações na estrutura do polímero causa interferências na
cristalização, alterando suas propriedades. Os polietilenos ramificados possuem baixa
densidade, uma vez que a cristalinidade é reduzida (50 – 60%), e são mais transparentes,
pois não formam-se grandes estruturas cristalinas. Além disso, esses polímeros são mais
flexíveis, apresentam menor dureza superficial, menor resistência química, amolecem à
temperaturas baixas e são
mais permeáveis a gases e vapores. Um aumento do peso molecular, aumenta a resistência
a tração, tenacidade, a temperatura de amolecimento, a resistência ao “stress -cracking”
porém, o coeficiente de fricção e a resistência ao impacto diminuem.
Uma distribuição do peso molecular estreita produz acréscimo na resistência ao
impacto, à tração, tenacidade, rigidez e resistência ao “stress-cracking”, porém com uma
perda de facilidade de processamento. No caso do polietileno, a distribuição de peso
molecular varia em função do tamanho das ramificações presentes na sua estrutura.
Polidispersividade de 20 a 50 são consideradas típicas para polímeros de baixa densidade e
2 para polietileno não ramificado.
A presença de impurezas, como fragmentos metálicos, provenientes dos catalisadores
empregados nos processos Ziegler e Phillips, ou traços de materiais incorporados na cadeia
do polímero podem causar sérias influências nas propriedades elétricas do polímero, ou no
comportamento durante sua vida útil.
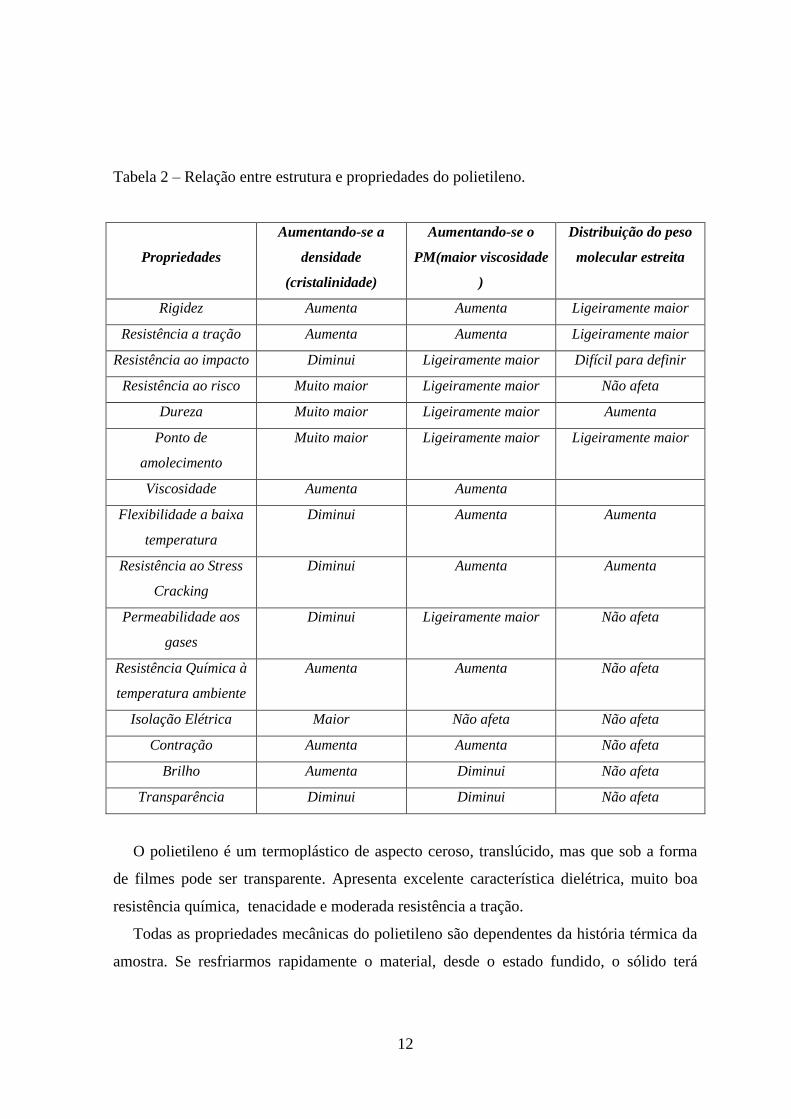
Na Tabela 2, podemos observar a influência da densidade, do peso molecular e da
polidispersividade nas principais propriedades do polietileno.
12
Tabela 2 – Relação entre estrutura e propriedades do polietileno.
Propriedades
Aumentando-se a
densidade
(cristalinidade)
Aumentando-se o
PM(maior viscosidade
)
Distribuição do peso
molecular estreita
Rigidez Aumenta Aumenta Ligeiramente maior
Resistência a tração Aumenta Aumenta Ligeiramente maior
Resistência ao impacto Diminui Ligeiramente maior Difícil para definir
Resistência ao risco Muito maior Ligeiramente maior Não afeta
Dureza Muito maior Ligeiramente maior Aumenta
Ponto de
amolecimento
Muito maior Ligeiramente maior Ligeiramente maior
Viscosidade Aumenta Aumenta
Flexibilidade a baixa
temperatura
Diminui Aumenta Aumenta
Resistência ao Stress
Cracking
Diminui Aumenta Aumenta
Permeabilidade aos
gases
Diminui Ligeiramente maior Não afeta
Resistência Química à
temperatura ambiente
Aumenta Aumenta Não afeta
Isolação Elétrica Maior Não afeta Não afeta
Contração Aumenta Aumenta Não afeta
Brilho Aumenta Diminui Não afeta
Transparência Diminui Diminui Não afeta
O polietileno é um termoplástico de aspecto ceroso, translúcido, mas que sob a forma
de filmes pode ser transparente. Apresenta excelente característica dielétrica, muito boa
resistência química, tenacidade e moderada resistência a tração.
Todas as propriedades mecânicas do polietileno são dependentes da história térmica da
amostra. Se resfriarmos rapidamente o material, desde o estado fundido, o sólido terá

13
densidade e cristalinidade menores, portanto, será mais mole, mais flexível, mais resistente
ao “stress-cracking” e mais transparente.
O resfriamento lento e ou o recozimento da amostra, por exemplo, por tratamento em
água fervente, dá um produto mais cristalino, mais duro, mais rígido, menos resistente ao
impacto, mais resistente a tração e menos transparente.
As propriedades elétricas do polietileno são excelentes: ele tem baixa perda dielétrica,
baixa constante dielétrica, alta resistividade e alta resistência dielétrica.
Um aumento do índice de fluidez é provocado pela formação de ligações cruzadas,
causando um aumento da fragilidade à baixas temperaturas e provocando a ruptura das
cadeias moleculares. Finalmente este é seguido por extensiva descoloração e
decomposição química com perda de produtos voláteis, porém o material não se
despolimeriza em etileno. O ponto no qual começa o ataque é no átomo de carbono
terciário que se encontra nas estruturas moleculares ramificadas. Portanto, os polietilenos
com moléculas altamente ramificadas são mais sensíveis a oxidação que os de moléculas
com pouca ramificação. Disto, deduz-se que os polietilenos de densidades elevadas se
oxidam mais lentamente do que os de baixa densidade. Isto pode ser evitado com a
incorporação de anti-oxidantes adequados. O polietileno degrada-se no vácuo ou em
atmosfera inerte a uma temperatura de aproximadamente 300ºC, gerando produtos que
consistem principalmente de hidrocarbonetos de baixo peso molecular.
Devido a baixa energia de coesão molecular, o polietileno amolece a uma temperatura
relativamente baixa, da ordem de 80 – 130ºC. Esta propriedade varia com o peso molecular
ou índice de fluidez e com a densidade ou cristalinidade. Assim, um polietileno com
densidade igual a 0,920g/cm³ e com um índice de fluidez de aproximadamente 20, amolece
a 80ºC, ao passo que um outro com índice de fluidez 0,3 e densidade 0,940g/cm³ amolece a
117ºC.
O calor específico do polietileno é superior ao de muitos outros termoplásticos e é
fortemente dependente da temperatura. Materiais de baixa densidade tem um valor
aproximadamente de 0,55 cal/g à temperatura ambiente e um valor de 0,70 cal/g à 120 -
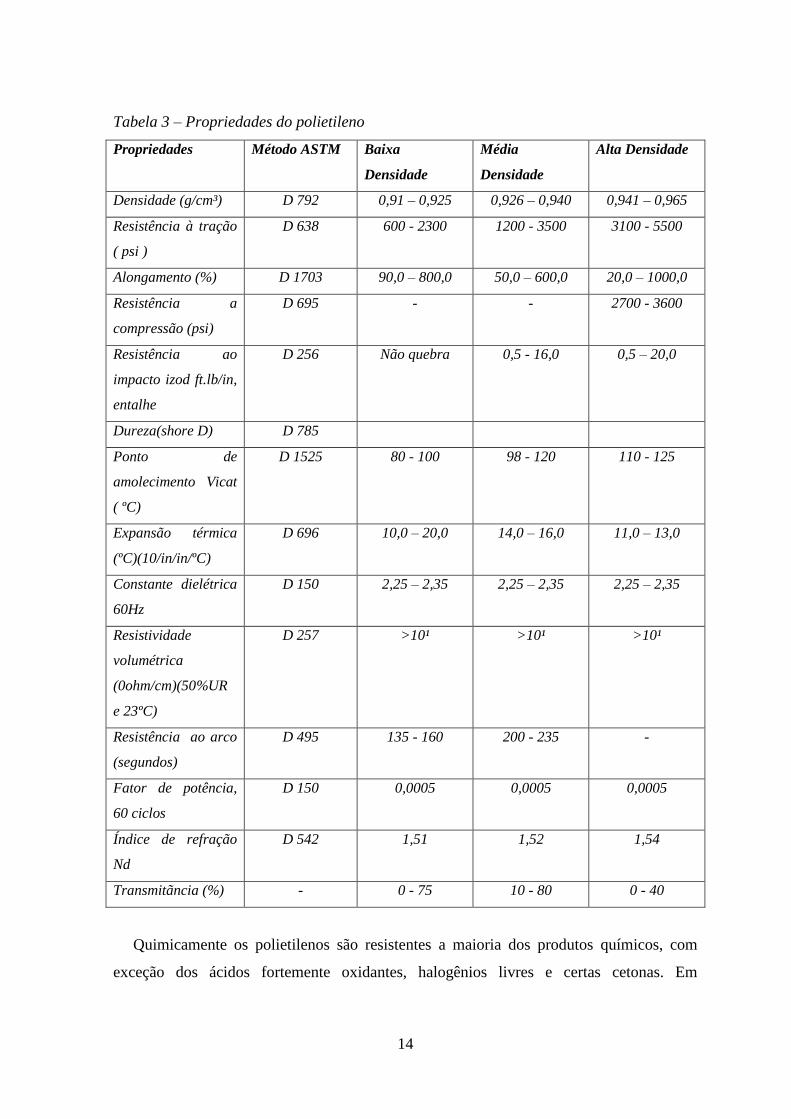
140ºC. As principais propriedades físicas dos polietilenos aparecem na Tabela 3.
14
Tabela 3 – Propriedades do polietileno
Propriedades Método ASTM Baixa
Densidade
Média
Densidade
Alta Densidade
Densidade (g/cm³) D 792 0,91 – 0,925 0,926 – 0,940 0,941 – 0,965
Resistência à tração
( psi )
D 638 600 - 2300 1200 - 3500 3100 - 5500
Alongamento (%) D 1703 90,0 – 800,0 50,0 – 600,0 20,0 – 1000,0
Resistência a
compressão (psi)
D 695 - - 2700 - 3600
Resistência ao
impacto izod ft.lb/in,
entalhe
D 256 Não quebra 0,5 - 16,0 0,5 – 20,0
Dureza(shore D) D 785
Ponto de
amolecimento Vicat
( ºC)
D 1525 80 - 100 98 - 120 110 - 125
Expansão térmica
(ºC)(10/in/in/ºC)
D 696 10,0 – 20,0 14,0 – 16,0 11,0 – 13,0
Constante dielétrica
60Hz
D 150 2,25 – 2,35 2,25 – 2,35 2,25 – 2,35
Resistividade
volumétrica
(0ohm/cm)(50%UR
e 23ºC)
D 257 >10¹ >10¹ >10¹
Resistência ao arco
(segundos)
D 495 135 - 160 200 - 235 -
Fator de potência,
60 ciclos
D 150 0,0005 0,0005 0,0005
Índice de refração
Nd
D 542 1,51 1,52 1,54
Transmitãncia (%) - 0 - 75 10 - 80 0 - 40
Quimicamente os polietilenos são resistentes a maioria dos produtos químicos, com
exceção dos ácidos fortemente oxidantes, halogênios livres e certas cetonas. Em

15
temperatura ambiente, o polietileno é insolúvel em todos os solventes orgânicos, porém a
elevadas temperaturas a solubilidade em hidrocarbonetos alifáticos, aromáticos e clorados
aumenta rapidamente.
A solubilidade num dado solvente, depende muito da densidade do polímero, sendo que
os de alta densidade possuem a menor solubilidade. Embora insolúveis à temperatura
ambiente, os polietilenos absorvem lentamente os hidrocarbonetos com inchamento. Os
polietilenos podem absorver lentamente certos compostos orgânicos que contenham
enxofre, ou mesmo o enxofre elementar, afetando as suas propriedades elétricas. A
permeabilidade a líquidos é baixa, porém, alguns líquidos tais como éteres,
hidrocarbonetos e hidrocarbonetos clorados difundem-se rapidamente através do mesmo.
Esta propriedade é afetada diretamente pela cristalinidade. Assim, quanto maior a
cristalinidade (densidade) menor a permeabilidade a gases e líquidos.
Um importante fenômeno que deve ser levado em conta quando se estuda a resistência
química do polietileno é a resistência ao “stress-cracking” (resistência a fissuração, sob
tensão, na presença de meios ativos). Quando o polietileno é submetido a esforços
multiaxiais, em contato com certos líquidos, tais como sabões metálicos, ésteres orgânicos,
álcoois sulfonados e sulfatados, ésteres de poliglicol, hidrocarbonetos líquidos, silicones
fluídos, pode ocorrer uma fissuração. A probabilidade de ocorrência destas fissurações
decresce com o aumento do peso molecular.
A radiação ultra-violeta provoca a foto-oxidação do polietileno em contato com o ar a
tempertaturas normais. Uma prolongada exposição ao calor, também acelera a oxidação
com conseqüente deterioração da aparência, das propriedades mecânicas e elétricas. A
adição de anti-oxidantes tais como fenóis substituídos, aminas aromáticas, etc., supera a
oxidação em temperaturas elevadas, mas a foto-oxidação previne-se melhor pela
incorporação de 2 a 3% de negro de fumo, que filtra os raios ultra-violetas.
Além de poder ser usado puro, as propriedades dos polietilenos obtidos com o
catalisador metalocênico são melhores do que uma mistura referência de mercado, por
exemplo maior brilho e menor opacidade.
3.4.1. PROPRIEDADES ÓTICAS
O produto puro ou na forma de blenda com PEBD, classificação MF-28006 da Riopol,
apresentou melhores propriedades óticas e, além disso, as propriedades dos polietilenos

16
obtidos com o catalisador metalocênico são melhores do que uma mistura referência de
mercado por exemplo maior brilho e menor opacidade, conforme mostrado na figura 2.
Figura 2 – Propriedades Óticas
Fonte: BOLETIM TÉCNICO, Agosto 2007
3.4.2. GRAU DE ENCOLHIMENTO
Uma propriedade muito importante para aplicação de termoencolhível é o grau de
encolhimento do filme sob o calor. Embora o MF-28006 puro ou com PEBD tenha
apresentado grau de encolhimento inferior quando comparado à mistura pobre, ainda assim

17
os níveis alcançados são compatíveis aos requisitos do mercado, conforme mostrado na
figura 3.
Figura 3 – Grau de encolhimento
Fonte: BOLETIM TÉCNICO, Agosto 2007
3.4.3. MÓDULO SECANTE – RIGIDEZ
Outra característica importante para aplicação de termoencolhível é o módulo secante
do material. Esta propriedade indica o nível de rigidez do filme. Pacotes com
termoencolhível devem apresentar nível adequado de rigidez, para evitar que o produto se
movimente dentro da embalagem, quer durante a produção no túnel de encolhimeto, quer

18
durante o manuseio. O MF-28006 apresenta elevado módulo, mesmo quando misturado
com 20% de PEBD, mantendo-se superior à mistura de referência., conforme a figura 4.
Figura 4 – Módulo secante - Rigidez
Fonte: BOLETIM TÉCNICO, Agosto 2007
201227
284313
255 266
0
50
100
150
200
250
300
350
Módulo Secante
1%(Filme) -
DM(Mpa)
Módulo Secante
1%(Filme) -
DT(Mpa)
Referência
100%MF-28006
80%MF-28006 +20%PEBD
3.5. PROCESSSO INDUSTRIAL DE OBTENÇÃO DO POLIETILENO LINEAR
DE BAIXA DENSIDADE METALOCÊNICO, mPELBD
O polietileno Metalocênico Linear de Baixa Densidade ( mPELBD ) é obtido a partir
de uma família de catalisadores a base de Zircônio, produzindo polietilenos com estrutura
mais organizada do que os de Ziegler e Phillips. Esta é a mais nova tecnologia de
catalisadores para produção de poliolefinas, em especial o polietileno. Por ser um processo

19
de produção complexo, porém que vai dar uma grande vantagem de mercado , exige um
rigoroso controle das variáveis e limpeza dos equipamentos da planta. Uma de suas
aplicações principal é para filme termoencolhível e o principal diferencial é que,
dependendo da aplicação, pode ser usado na forma pura, dispensando outros tipos de
polietilenos. Também oferece maior flexibilidade e soldabilidade, maior transparência,
brilho, capacidade de encolhimento com uso do calor, claridade e superior desempenho
mecânico, se comparado a outros filmes termoencolhíveis padrão de mercado.
Os polietilenos podem ser processados por várias técnicas de transformação, entretanto,
as mais empregadas são: injeção e extrusão.
As principais características que devem ser observadas no processamento dos
polietilenos são:
a) A baixa absorção de umidade do polímero evita a necessidade de pré-secagem,
exceto quando aditivos higroscópicos estão presentes.
b) O material, principalmente em estado fundido não deve ficar muito tempo em
contato com o ar, pois oxida-se facilmente.
c) Embora a temperatura de processamento seja baixa, comparada com muitos outros
materiais plásticos, o calor específico, que varia com a temperatura, é alto.
d) A viscosidade do polietileno fundido diminui a medida que aumenta a temperatura.
Na Tabela 4, pode-se observar o efeito da temperatura na viscosidade do
produto fundido.
Tabela 4 – Variação da viscosidade do polietileno em função da temperatura.
Tempetura ( ºC ) Viscosidade ( poise )
110 600 x 10³
150 1200 x 10³
190 33 x 10³
230 10 x 10 ³
270 3,6 x 10³
e) A cristalinidade é responsável pela contração do material no molde durante o
resfriamento, assim, quanto maior o grau de cristalinidade ( densidade ) do
polímero, mais este se contrai.

20
3.5.1. PROCESSO UNIPOL®DE PRODUÇÃO DE POLIETILENO E CONTROLE
DAS VARIÁVEIS:
2.5.1.1. Reação:
O sistema de Reação do processo Unipol® PE, de tecnologia Univation fase gás, é um
projeto simples no que tange aos equipamentos, porém com um controle bastante rigoroso,
principalmente para a produção de campanhas de resinas metalocênicas.
O sistema de contrôle começa pela segurança do processo, onde:
• Se houver, a qualquer tempo, uma liberação de resina granular para a atmosfera,
pessoas nas proximidades necessitam usar proteção para os olhos e respiradores.
Isto pode acarretar uma “explosão de areia”.
• Há também o risco de fogo da resina não purgada bem como a possibilidade de
alquis estarem presentes por catalisadores;
• Mesmo se uma fonte de ignição não for aparente pode-se ocasionar eletricidade
estática. Sistema de dilúvio existe em todo a área de reação.
• O sistema de reação da Unipol PE contém um grande volume de gases de
hidrocarbonetos de baixa pressão. Esses poderão ser liberados para a atmosfera,
uma nuvem de vapor muito perigosa poderá existir;
A principal área potencial para uma liberação grande de vapor de hidrocarbonetos são
os selos dos equipamentos, como compressores de gás de reciclo, folgas de flanges e juntas
de expansão. Checagem de todos os flanges e testes de vazamentos programados deverão
serem feitos e, em caso de vazamentos, reparos antes do início da operação por equipes
especializadas.
Cuidados extras deverão ser utilizados quando trabalhamos em equipamentos que
contenham ou que tenham sido prestados serviços com alquis. Seguir procedimento de
desativação para co-catalisadores tri-Etil Alumínio (TEAL), di-Etil Cloro Alumínio
(DEAC) e catalisadores (tipo Ziegle, Phillips ou Metalocênico) antes da abertura de linhas
e vasos.
O sistema de reação do processo Unipol® PE, também para processo metalocênico,
consiste de :
• Ciclo de reação: O ciclo de reação consiste de um reator, um resfriador de gás de
reciclo, um compressor de gás de reciclo e uma bomba de água de reciclo;

21
• Leito Fluidizado: O monitoramento do leito fluidizado é executado com uma série
de transmissores de diferencial de pressão, os quais indicam peso do leito, nível do
leito e densidade aparente;
• Sistema de Alimentação de Catalisador: Há dois sistemas de alimentação de
catalisador, sendo um para cada linha de produção dependendo do tipo de
catalisador, se produto de Alta ou Baixa densidade;
• Sistema de Descarga de Produto: é o sistema automático de descarregamento de
produto, resina, do reator, que consiste de uma câmara de produto e um tanque
pulmão de produto, que o envia ao processo de extrusão.
Todo processo se dá no reator de processo metalocênico Unipol® PE em função de uma
boa Fluidização do leito. A fluidização do gás é definida como uma suspensão de
partículas que estão livres para se mover com o gás. É um fenômeno no qual um leito de
partículas sólidas é transformado, dentro de uma condição de fluido semelhante, por uma
corrente superior de líquido ou gás. Há dois tipos de fluxo de gás em um leito fluidizado: a
maior parte do gás flui através de espaços entre as partículas de resina promovendo
fluidização; o resto do gás flui para cima em forma de bolhas e causam a mistura dos
sólidos. A boa mistura dos sólidos é necessária para a distribuição rápida do catalisador e
para uma eficiente transferência de calor e prevenir os aglomerados da resina e produção
de um produto uniforme.
Em um reator fase-gás, uma boa transferência de calor dos sólidos para o gás de
fluidização é requerida para remover eficientemente o calor da polimerização do leito e
para prevenir as partículas de se fundirem formando aglomerados. Dependendo da família
de catalisadores e produto, a geração de calor pode variar entre 1500 – 1700BTU`s por
libra, isto é 3500 – 400 KJ/Kg, de resina produzida. A taxa de calor transferido é
proporcional a taxa de produção. A taxa de produção do reator fase gás é limitada por sua
capacidade de remover calor. Um modo de aumentar a remoção de calor,
consequentemente, aumentar a taxa de produção do reator é operá-lo em modo
condensado, onde o gás de reciclo é uma mistura de gás e condensado de Isopentano ou
Agente de Condensação Induzida, ICA, como é chamado na planta de produção.
As características de fluidização são afetadas por Parâmetros de Fluidização como:
Densidade do Gás, Velocidade do Gás, tamanho da Partícula e distribuição do tamanho da
partícula.

22
Velocidade do gás muito baixa: menos homogeneização, resultando em aglomerados e
grandes partículas;
Velocidade do gás muito alta: finos carreados para fora que podem resultar em obstrução
no sistema de reciclo e da placa de distribuição do gás no leito de resina;
Densidade do Gás: aumento da razão da densidade do gás/densidade da partícula, o leito
expande mais.
O controle da composição do gás no sistema é um dos mais importantes. As
composições e suas relações uma com as outras fazem a maioria dos controles do produto.
A temperatura do reator, pressão, nível do leito, velocidade superficial do gás e o tempo de
residência fazem o resto da maioria dos controles. Assumimos que todo gás que entra no
reator contém algum grau de veneno, mesmo que pequeno, para o catalisador que esta
sendo alimentado. Sendo assim, as correntes de alimentação passam através de uma série
de sistemas de purificação e remoção de venenos para mantê-los a níveis baixos e estáveis
tanto quanto possíveis. Um nível mínimo e estável é um parâmetro de controle para uma
boa operação.
Para a análise da composição do gás de reciclo, o sistema de reação utiliza um
cromatógrafo a gás. Essas saídas para o computador/controlador mantem as razões
desejadas para o controle das propriedades da resina. A análise é feita em percentagem
molar. Os hidrocarbonetos e hidrogênio são necessários para o controle das propriedades
da resina. Esses números precisam ser exatos. O Nitrogênio é inerte no processo.
O índice de fluidez é uma medida inversa do comprimento médio da cadeia de
polietileno. É a variável de controle primário no reator, através da razão H2/C2. O controle
secundário é a razão comonômero/eteno, que pode afetar também a densidade do
polietileno. Em laboratório, o índice de fluidez, MI ou IF, é medido pela quantidade de
resina que flui através de um orifício de tamanho padrão em uma temperatura padrão com
uma quantidade padrão de pressão aplicada. Expressa em gramas/10 min. O índice de
fluidez pode ser usado como um indicador da resistência do polímero. Com o aumento do
IF, decréscimo do peso molecular, a resistência à tensão, ao rasgo, à quebra por fadiga, ao
calor, durabilidade, à impacto e decréscimo de encolhimento, diminui.
No reator o hidrogênio é usado no processo como um terminador de cadeia. Isto
significa que ele interrompe o crescimento dela e controle o índice de Fluidez, ou MI.

23
Cadeias menores originam moléculas de peso molecular mais baixo os quais será indicado
por um alto índice de fluidez no laboratório.
A densidade é determinada durante a polimerização pelo grau de moléculas
ramificadas, que é controlado pela adição de comonômeros em processo metalocênico
Unipol®, pela adição de 1-Hexeno ou 1-buteno, dependendo do grade a ser produzido.
Uma maior adição de comonômero acarreta menor densidade da resina e o índice de
fluidez aumenta. A alimentação de comonômero deve ser controlada também pela
possibilidade da existência de venenos na corrente, sendo desta forma purificada antes e
monitorada por “cromatógrafos de linha”, que são instrumentos de controle que mandam
informações para uma sala de controle central.
Por ser um processo muito sensível a impurezas e venenos, com o objetivo de evitar
contaminações e venenos, torna-se necessário alguns cuidados para enfrentarmos esses
riscos. A Preparação e limpeza rigorosa dos sistemas como: limpeza da placa e do rotor do
compressor, limpeza e manutenção do sistema de dosagem de catalisador, limpeza do
sistema de mastermix, modificação da alimentação de polímero no “hopper” da extrusora.
Pode haver a necessidade também de limpeza da placa distribuidora e seção expandida do
reator, troca do cooler, limpeza do sistema de descarga de produto do reator e eliminação
de entradas de oxigênio na extrusão e troca de mangas de filtros.
3.5.1.2. Extrusão:
Toda resina que sai do reator, através do Sistema de Descarga de Produto, irá ser
processada na área de extrusão. Resina e aditivos sólidos são alimentados através do
“hopper” para o interior da extrusora, onde são misturados e fundidos. O polímero fundido
é descarregado diretamente para o interior de uma bomba de resina e esse material
descarregado é , então, peletizado, após passar por uma matriz. Os pellets são bombeados
por uma corrente de água para um Removedor de aglomerados e secador de Pellets. A água
retorna para o sistema de água de peletização e os pellets secos são descarregados e
transportados para a silagem.
Por suas características e sensibilidades, as condições de controle para uma boa
operação de extrusão de resinas metalocênicas de polietileno são muito rigorosas. As
resinas de polietileno precisam de certas condições de processamento para alcançar
propriedades que satisfaçam as qualidades de um bom produto final. Antes da partida
efetiva da extrusão, estas condições precisam ser atendidas:

24
• As temperaturas das zonas devem estar maiores que 160ºC, exceto a zona do
“hopper”, que deve ser resfriada com água;
• As demais temperaturas devem estar maiores do que 220ºC: Válvula de purga,
bomba de polímero, filtro, matriz;
• Aumento de Nitrogênio para vaso de purga antes da partida da máquina. O produto
é muito sensível a entrada de O2, seja na reação, perda de produtividade, ou
extrusão, aparência do filme;
• A temperatura da água de peletização deve estar em torno de 60ºC;
• Verificar posição do slot, que deve estar em torno de 30mm;
• Cortador na posição recuada e com velocidade em torno de 300rpm;
• Sistema de aditivação preparado, com uma batelada de aditivos adequada para o
produto a ser processado;
• Extrusora com o motor principal em velocidade baixa, também podendo trabalhar
com cargas baixas. Em testes, ficou mostrado que trabalhar com rotação alta não
altera em nada as propriedades do polímero, só há aumento na demanda de energia.
• Uma cesta de aditivos, previamente estudada e preparada especificamente para
cada produto, se faz necessário, tanto para proteger a resina durante a extrusão,
quanto para dar características após a mesma. Desta forma, um antioxidante será
utilizado para a melhora da aparência do filme ou evitar ataques indevidos de O2.
Estes, geralmente são a base de compostos fenólicos. Podemos observar que
sistemas catalíticos de alta eficiência têm como atributos geração de poucas cinzas,
sem natureza ácida o que elimina necessidade de utilização de certos aditivos como
estearatos e produzem polímeros mais estáveis.
As variáveis controladas na extrusão são de vital importância para um produto de
qualidade, visto que é nesta fase do processo que teremos o produto acabado, que, se
estiver fora de especificação, só poderemos reprocessá-lo numa determinada faixa estreita
de desvio de parâmetros. Controles como Índice de Fluidez, IF ou MI ( inglês Melt Index),
contaminação de Produto, Quantidade de pellets-grama, forma aparente dos grãos, índices
de Amarelecimento e Brancura e aditivação serão rigorosamente controlados.
Podemos ter como exemplo para o índice de fluidez a aplicação do material numa
extrusão e posterior injeção para fabricação de peças. Os materiais com maior índice de
fluidez são menos viscosos e, conseqüentemente, fluem mai facilmente. Essa propriedade

25
conduz a um melhor enchimento do molde, determinando, assim, a aparência da peça
moldada. Por esta razão, pode-se notar que uma resina de alto índice de fluidez e de fluxo
mais fácil, produzirá peças de maior brilho. A resistência ao “stress-cracking” da peça
moldada, também esta relacionada com o índice de fluidez, pois, quanto menores forem as
cadeias carbônicas do polímero, menor será sua resistência a essa propriedade. Portanto,
deduz-se que, para aplicações onde esta propriedade é importante, deve-se escolher uma
resina de alto peso molecular, consequentemente, de baixo índice de flluidez.
O índice de fluidez é também de considerável importância no ciclo de moldagem, uma
vez que a temperatura necessária para atingir uma aparência satisfatória é substancialmente
menor para um material de alto índice de fluidez, portanto é necessário menor resfriamento
de molde, para alcançar o ponto de solidificação. A temperatura de injeção também influi
nas propriedades do polietileno. A experiência tem demonstrado que, aumentando-se a
temperatura de injeção, diminui a resistência a tração, aumenta a resistência ao “stress-
cracking”, melhora a resistência à delaminação superficial, diminui a concentração durante
o resfriamento e melhora o brilho da peça moldada. Devido a tendência do polímero a se
cristalizar, este sofre uma contração relativamente alta durante o resfriamento.
Normalmente a contração do polietileno de baixa densidade é da ordem de 1 a 3% e do
polietileno de alta densidade é de 2 a 4%.
Algumas condições para moldagem por injeção dos três tipos de polietileno requeridas
na extrusão são fornecidas na Tabela 5.
Tabela 5 – Condições de processamento por injeção do polietileno.
Temperaturas Média e Baixa Alta Densidade
Temperatura do cilindro(ºC)
Zona 1 (ºC)
Zona 2 (ºC)
Zona 3(ºC)
Zona 4(ºC)
150 – 230
170 – 230
200 – 230
200 – 250
150 – 300
170 – 300
170 – 300
170 - 300
Temperatura do bico (ºC) 200 - 300 200 - 280
Temperatura do molde (ºC) 5 - 90 5 - 90
Pressão de Injeção (psi) 8000 -25000 10000 - 30000

26
4. FILMES TERMOENCOLHÍVEIS: CONTROLES E PROBLEMAS
Cerca de 75% do polietileno produzido são processados por extrusão, na forma de
filmes,
laminados, revestimento de fios e papeis, tubos, peças ocas. A relação L:D ou C:D da rosca
e taxa de compressão utilizada na extrusão do polietileno é de 16:1 a 20:1 e a taxa de
compressão esta compreendida entre 2,5:1 e 4:1. A temperatura empregada na extrusão
deste polímero, normalmente é de 180 a 230ºC. Para o processamento de filmes tubulares,
utiliza-se razões de sopro de 2,2:1 e 4,5:1 para PEBD e PEAD, respectivamente.
Na fabricação de peças por extrusão a sopro a temperatura do molde normalmente
empregada é de 10 a 80ºC, diminuindo-se esta temperatura ocorrerá uma redução do ciclo
de moldagem, o material contrairá menos e a peça ficará mais flexível. A pressão do ar
normalmente empregada é de 30 a 100 psi, aumentando-se esta pressão, nota-se que o
produto contrai menos durante o resfriamento.
A redução de variação de espessura é uma preocupação constate dos fabricantes de
filmes. Variação de espessura significa aumento de custo, pois, entre outras implicações, a
espessura média tem de ser elevada para que a menor espessura obtida ainda atinja as
especificações das propriedades mecânicas da aplicação.
Apresentamos abaixo algumas observações que poderão ser úteis no caso de variação
excessiva de espessura. O presente trabalho não tem pretensão nem condições de esgotar
por completo o assunto, dada a grande variedade de fontes de variação de espessura, no
entanto poderá servir de subsídio para o processo de identificação de causa desse problema
e para sua redução.
No caso de a variação ser inferior à especificada pelo fabricante do equipamento
(extrusora) e mesmo assim não atender as necessidades da aplicação: deverão ser
realizados investimentos no equipamento ou em periféricos para a redução da variação do
processo. Supondo que a variabilidade obtida seja superior a informada pelo fabricante da
extrusora, podemos verificar qual a causa dessa variação excessiva. Vamos dividir o
problema em duas partes, uma até a matriz e outra após a saída do material.
4.1. MAQUINAS COM CABEÇOTE GIRATORIO
No caso de maquinas com cabeçote giratório, alguns componentes da variação de
espessura antes da saída da matriz poderão ser identificados interrompendo o movimento
do cabeçote. Caso a variação de espessura deixe de ser aleatória e fique localizada em

27
determinadas posições do filme, a variação será proveniente de fatores antes da saída do
material pela matriz. No entanto, caso a variação de espessura continue aleatória, mesmo
com o giratório parado, a origem ainda poderá estar antes ou após a saída do produto pela
matriz.
No caso acima, se a variação deixar de ser aleatória e ficar localizada em alguns
pontos, como o giratório parado, será uma indicação de que a causa da variação esta
localizada na região do cabeçote (helicoidal) ou da matriz. Poderemos, nesse caso,
investigar fontes do tipo (alguns exemplos):
Caso a variação de espessura deixa de ser aleatória e fique localizada em determinadas
posições do filme, a variação será proveniente de fatores antes da saída do material pela
matriz. No entanto, caso a variação de espessura continue aleatória, mesmo com o giratório
parado, a origem ainda poderá estar antes ou após a saída do produto pela matriz.
Variação de temperatura ao longo da circunferência da matriz:
Temperaturas diferentes em diferentes regiões da matriz promoverão temperaturas
diferentes do material fundido ao longo da circunferência da matriz. Isso poderá ser
decorrente de aquecimento não-uniforme da matriz, sujeira, resfriamento não-uniforme
pelo ar de resfriamento do anel de ar, anel de ar desnivelado ou com o separador do anel de
ar da matriz com altura não-uniforme, etc..
Um ponto da matriz com temperatura mais elevada fará com que o material mais
aquecido seja tensionado mais facilmente, alongue mais e, com isso, apresente redução
4.2. MÁQUINAS COM CABEÇOTE FIXO COM TORRE GIRATÓRIA
No caso de cabeçote com torre giratória, deveremos buscar primeiro as fontes
provenientes antes da saída do produto pela matriz, caso não se encontre uma causa
provável nesses fatores após a saída da matriz, descritos no final do texto.
O componente que pode ser influenciado pela resina/mistura de produtos é o que vai do
funil até a matriz. Para que o produto chegue de forma homogênea á matriz ele tem de
respeitar dois requisitos:
a. A mistura dos produtos no funil deve ser homogênea;
b. Essa mistura de resinas + aditivos + material recuperado que entra na rosca deverá
ser perfeitamente fundida e homogeneizada e atingir a matriz com a mesma
28
composição e temperatura em todos os pontos.
As sugestões para verificar a provável causa de variação de espessura originada antes
da saída do produto pela matriz são:
a. Quando for observada variação excessiva de espessura, interromper a utilização da
mistura e rodar somente um produto na máquina (PEAD, por exemplo). Caso a
variação seja significativamente reduzida ao processar somente uma resina, isso poderá
ser um indicativo de que o equipamento não consegue homogeneizar bem os
componentes da mistura utilizada.
b..O mesmo vale para o caso de a variação aumentar quando a porcentagem de um dos
componentes da mistura for alterada. A eficiência na capacidade de homogeneizar uma
determinada composição não significa que o equipamento consiga homogeneizar
qualquer tipo de mistura (várias resinas em diferentes porcentagens). Possíveis
alterações para resolver ou minimizar esse problema são o aumento da contrapressão,
utilizando telas (filtros) mais fechadas, a redução da abertura da matriz e/ou a redução
do perfil de temperaturas na região da rosca. Sugere-se também a escolha de produtos
com fluidez mais próxima, o que facilitará o trabalho de homogeneização dos produtos
pela rosca da extrusora.
No entanto poderá ocorrer o seguinte:
c. A mistura pode não estar homogênea no funil de alimentação. Se isso estiver
acontecendo, não haverá rosca ou cabeçote que consigam homogeneizar bem a
mistura. A simples vibração do funil poderá provocar a separação dos materiais,
devido à diferença de densidade dos componentes da mistura. Nesse caso, um
alimentador gravimétrico poderá solucionar o problema. Esse tipo de problema
pode ser verificado em filmes coloridos pela variação da cor do filme durante o
processamento, em função da diferença de densidade entre o máster e a resina.
d. Excessivo número de componentes da mistura: os equipamentos de produção de
filmes são, em geral, projetados para receber uma mistura homogênea, de poucos
componentes, e promover um elevado bombeamento do material para assim
conseguir uma elevada produção. Quando utilizadas misturas de muitos
componentes, será agregada à própria dificuldade de mistura e homogeneização no
misturador e no funil também a dificuldade de homogeneização da massa fundida

29
pelo trabalho da rosca. Como resultado, regiões da massa fundida com diferentes
composições apresentarão diferentes viscosidades, com variação de resistência do
filme durante o resfriamento após a saída da matriz.
e. Caso, rodando somente um produto, a variação se mantenha elevada, deverá ser
verificado se a massa fundida chega com a mesma temperatura a todos os pontos da
matriz. Nesse caso, deverá ser efetuada a medida de temperatura ao longo da
circunferência da matriz com um termômetro de contato e com a resina saindo pela
matriz. Diferenças de temperatura geram diferenças de viscosidade da massa
fundida.
f. Não devemos esquecer que a rosca e o cabeçote são projetados para um
determinado tipo de produto. Nos cálculos são levados em consideração a fluidez
do produto (M), a consideração do material (m) e seu índice de potência (n).
Normalmente são utilizados valores que proporcionem uma boa processabilidade
para vários produtos, mas, se as propriedade da resina pura ou da mistura utilizada
estiverem distantes dos valores utilizados para o projeto do equipamento,
poderemos ter a ocorrência de problemas como o de gomos no balão. Algumas
vezes conseguimos minimizar essa diferença pela utilização de uma mistura de
produtos ou alterações nas condições de processamento.
g. Condições de processamento muito severas poderão promover a degradação do
produto, com variação da viscosidade da massa fundida. A redução da viscosidade
do produto com a temperatura elevada resultará em menor resistência do produto ao
estiramento do filme. Assim, pequenas variações de temperatura poderão gerar
maior variabilidade de espessura do que seria observado com o filme não-
degradado.
A degradação também poderá gerar a adesão de material no cabeçote ou na matriz
(deposição). O material degradado aderido ao equipamento provocará uma alteração da
orientação molecular (efeito memória) que poderá provocar faixas ou gomos no balão.
Recomenda-se no caso de faixas ou gomos localizados no filme, a parada do equipamento
e a verificação de existência de material degradado (deposições) não só na matriz, como
também em todo o helicoidal.

30
Caso, após todas essas verificações, não seja encontrada a causa do problema, deverão
ser avaliados os fatores após a saída da matriz, como vazão ou temperatura não-uniforme
do ar do anel de ar, furos nas mangueiras de ar, correntes de ar sobre o pescoço e o balão,
desalinhamento da maquina, tensionamento não-uniforme do filme e/ou qualquer outro
fator que possa estar atuando de forma não-homogênea sobre o filme.
- Poderá ainda ocorrer um caso no qual a variação de espessura esteja dentro do
especificado pelo fabricante do equipamento, mas acima das necessidades da
aplicação.
Mesmo que a mistura esteja adequada, com todos os componentes da extrusora
funcionando perfeitamente, ainda assim haverá variação natural do processo, decorrente de
variações das propriedades das resinas dentro das faixas de tolerância, variações de tensão
(V), que provocam variações de rotação da rosca e da velocidade do motor de puxamento
do filme, além das variações naturais de pesagem e homogeneização dos componentes da
mistura. Admite-se uma variação de aproximadamente 10% na espessura de filmes
soprados. Para reduzir a variação natural do processo, pode-se atuar no controle da
espessura, o que normalmente pode ser feito com a utilização de recursos no anel de ar ou
na matriz que permitam:
-Variação do volume de ar no anel de ar (circunferência do anel de ar);
-Variação da temperatura do ar no anel de ar (na circunferência do anel de ar);
-Variação da temperatura na matriz (na circunferência da matriz);
-Variação da abertura da matriz (mais usada);
-Manutenção da vazão de material constante, pelo uso de dosadores gravimétricos.
Os periféricos, como alimentadores gravimétricos, sistema de troca-tela contínuo,
dosadores contínuos de máster por rosca sem-fim, contribuem para a estabilidade do
processo e a obtenção de filme com maior regularidade de espessura, menor nível de géis,
menor nível de degradação e, consequentemente, maior resistência mecânica.
Alterações nos equipamentos sem a prévia consulta ao fabricante não é recomendável.
Um exemplo é a retirada do separador do anel de ar da matriz. O anel de ar, ao encostar na
matriz, pode provocar seu resfriamento, o que ocasionará não só variações de espessura,
mas outros problemas, como fratura (escamas) no filme.

31
Por fim, verifique com frequência o estado de limpeza e desgaste do equipamento.
Sujeira no helicoidal ou na matriz provoca vazão não uniforme de material pela matriz.
Sujeira no anel de ar resulta em variação da vazão de ar de resfriamento, o que pode levar
à variação de espessura do filme.
- O que ganhamos com a redução da variação de espessura?
A redução da variação da espessura dos filmes faz parte dos requisitos da qualidade do
filme. Com a redução da variação da espessura, não só a resistência mecânica e as
propriedades ópticas serão mais homogêneas, como também poderá ser obtida uma
economia considerável no final do ano. Vejamos o exemplo simples seguinte:
Um filme de 80 micra por parede e que apresente uma variação de mais ou menos 10%.
Isso significa que haverá uma faixa de variação de 72 até 88 micra. Na prática, a espessura
mínima será de 72 micra, pois abaixo disso o filme apresentará problemas e tudo o que for
produzido acima de 72 micra será prejuízo para o fabricante.
Considerando uma produção mensal de 100 tons desse filme, a espessura média de 80
micra representará 8 micra a mais que o mínimo necessário, ou seja, aproximadamente
11% de perdas no mês, ou 11 tons/mês, que literalmente vão para o ralo somente nessa
aplicação.
Obviamente não é possível zerar a variação de espessura e produzir um filme com
exatamente 72 micra, mas, se investimentos forem feitos para reduzir a variação para, por
exemplo, 5% ( a espessura média passaria para 75,8 micra pp ), o volume mensal de
produto acima do mínimo necessário (72 micra pp) cairia para aproximadamente 5,3
tons/mês, o que resultaria em uma economia de mais de 5,8 tons/mês somente para essa
aplicação de 100 tons/mês. Pode ser que, em função do preço do produto final, do ganho
resultante de redução de variação de espessura ou do preço da matéria-prima, não se
justifiquem os investimentos, mas é recomendável fazerem-se as contas, pois
eventualmente os investimentos na redução da variação da espessura dos filmes poderão
ser pagos num tempo menor do que o imaginado inicialmente e no final será obtido não só
um produto com menor custo, como também com mais qualidade, em função de sua maior
regularidade.

32
REFERÊNCIAS BIBLIOGRÁFICAS
BRYDSON, J.A. – Plastics Materials, Editora Buttrtworth
Heinemann, 5ª Edição – 1989.
DOMININGHAUS, H., Plastics for Engineers, Editora Hanser, 3ª Edição – 1993.
Extrusão de filme – Polietileno de alta densidade, publicado pela Polisul, Edição
junho/95.
BILL MEYER, F.W. Jr – Textbook of Polymer Science, Editora John Wiley & Sons, Inc
– 3ª Edição – 1984.
MILBY, R.V. – Plastics Technology, Editora MC Graw – Hill Book Conpany – 1ª Edição
– 1973.
MILES, D.C., J.H. BRISTON – Tecnologia dos Polímeros, Editora Polígono S.A. – 1ª
Edição – 1975 ( Tradução ).
MOREIRA, ANA, GARGITTER, KLAUS – Boletim Técnico, Riopol S.A. – Agosto –
2007.
Polietileno Alkathene – Propriedades 2, publicado pela Imperial Chemical Industries
Limited.
Materials Handling Using New Thermoplastic Resin Concepts, publicado pela Philips.
Chemical Resistence of Plastic Molding Materials, publicado pela Dow Chemical
Company Polietileno.
Blow Molding Polyethilene, publicado pela Dow Chemical Company Polietileno.