Embed Size (px)
Citation preview

IMPLEMENTAÇÃO DE TÉCNICAS DE CONTROLO DE CONDIÇÃO
(Metodologia de Apoio à Decisão)
Siopa, J.P., $ilva,.J.M.a
Prof. Catedrático, Departamento de Engenharia Mecânica, Instituto Superior Técnico
RESUMO
Neste trabalho apresenta-se uma metodologia de apoio à decisão de implementação de um
processo de controlo de condição a um conjunto de eqítipamentos, dentro de uma estratégia
de maximização de recursos. Esta metodologia permite avaliar o impacto de um processo de
controlo de condição no custo do ciclo de vida dos eqítipamentos, sendo possível integrar na
mesma análise, o estudo dos vários níveis de estruturação do sistema.
1- INTRODUÇÃO
Este trabalho foi suscitado pela
participação do Instituto Superior Técnico
no projecto SEM XXI - Sistema Integrado
de Exploração e Manutenção (apoiado pelo
PEDIP), que teve como elemento de
estudo o Veículo da frota do Metropolitano
da cidade do Porto.
A definição de um sistema de Controlo
de Condição, engloba a escolha dos
equipamentos, das técnicas de controlo de
condição aplicáveis e dos parâmetros
indicativos do estado de degradação dos
equipamentos. O objectivo destes
procedimentos é recolher toda a
informação que contribua para o melhor
conhecimento e controlo dos diversos
mecanismos de falha de um sistema. Por
esta razão, estës estudos têm de ser
efectuados integrando a generalidade das
operações de manutenção. A aplicabilidade
do controlo de condição é aferida pela
redução do custo do ciclo de vida (LCC)
do sistema, directamente resultante da sua
implementação. Esta diminuição de custo
resulta dos seguintes factores
i) Áumento da fiabilidade
O aumento da fiabilidade resulta
directamente de um melhor controlo dos
mecanismos de falha, os quais passam a ter
mais parâmetros de referência para além
do tempo de utilização. Em paralelo, a
severidade das falhas também diminui.
ii) Diminuição da manutenção preven
tiva sistemática
Pode diminuir-se a frequência da
manutenção preventiva porque se aumenta
a eficiência das operações de manutenção.
Dado que se passam a conhecer os
“alarmes” característicos das ocorrências
de falhas, possibilita que só se efectuem as
tarefas de manutenção quando os
parâmetros de condição indicam que estas
são necessárias. São ainda minirnizadas as
consequências de reparações mal
efectuadas.
iii) Aumento da disponibilidade
A disponibilidade aumenta directa
mente com a fiabilidade e com a
diminuição da manutenção. Além disso é
possível planear melhor as operações de
113

manutenção correctiva, efectuado-asquando é mais oportuno e de forma maiseficiente.
iv) Aumento do rendimento
O equipamento mantém-se operacionaldurante mais tempo e é mantido maispróximo das condições ideais defuncionamento.
2- PROCEDIMENTO
2.1 Selecção dos Equipameiitos
Com os dados da estruturação e daanálise de modos de falha, é possívelidentificar os equipamentos que podem serseguidos pelo sistema de controlo decondição e quais as técnicas específicasque se podem ap1icar a cada um.
Numa primeira fase, é necessárioefectuar um levautamento de todos osequipamento ‘onde é tecnicamenteproveitoso, possível ou aconselhável arecolha de parâmetros de condição.
De seguida deve realizar-se uma análisede custos, na qual se pretende avaliar, deforma isolada, a aplicabilidade de cadauma das técnicas de controlo de condiçãoaos equipamentos previamenteseleccionados.
Finalmente é conveniente avaliar acompatibilidade da aplicação aoequipamento do conjunto de, técnicasseleccionadas, para as quais as análisestécnica e económica foram favoráveis. Acomplementaridade entre duas ou maistécnicas, pode ser avaliada recorrendo àsrespectivas propriedades na detecção dosmodos de falha do equipamento. Destaforma, aplicam-se em simultâneo astécnicas que se completam, eliminando asque sejam redundantes.
2.2 Recolha de Dados
Cada um dos equipamentos seguidospor controlo de condição, considerando aaplicação de uma ou várias técnicasespecíficas, fornece sempre um conjuntode parâmetros cuja relação com osmecanismos de falha nem sempre estádefinida ou mesmo garantida à partida. No
entanto, cada tipo de equipamento temsempre um conjunto de característicasconhecidas. Deste modo, o comportamentodos parâmetros de condição pode sercomparado, e de certa forma previsto, comresultados registados em equipamentossemelhantes.
A necessidade de se construir umhistórico de avarias e parâmetros decondição, por forma a avaliar a correlaçãodestes valores, é intransponível.Estabelece-se ainda, como regra, que nafase inicial sejam seguidos o máximo deparâmetros disponíveis, paraprogressivamente se irem eliminando oselementos não relevantes.
2.3 Modos de Falha Detectáveis
Um sistema de controlo de condiçãodetecta normalmente as alterações dascondições de funcionamento de umequipamento. Estas modificações podemresultar das condições de carga, do meioambiente ou do aparecimento demecanismos de falha. A detecção deambos os fenómenos é igualmenterelevante para os serviços de manutenção,porque qualquer destas alterações podemodificar de forma significativa asprobabilidades de avaria de umequipamento.
As funções de um sistema de controlode condição são:
i) detectar todas as situações defuncionamento deficiente, por maispequenas que sejam;
ii) facilitar a determinação das causas daavaria;
iii) permitir estabelecer a gravidade dafalha em cada caso.
Numa primeira fase pode serconveniente seguir de forma mais apertadaa evolução de algumas das falhasdetectadas, permitindo que’ se recolhamaior quantidade de informação necessáriapara estabelecer mais cedo qual a melhorforma de actuar perante cada situação.
2.4 Parâmetros de Condição
Cada inspecção de controlo de condiçãofornece normalmente um grande conjunto
114

de valores candidatos a parâmetros decondição ou seja, do estado de degradaçãode cada equipamento. Numa primeira fasepode não se conseguir (ou até nunca serpossível) verificar quais as relações dedependência entre aqueles valores, nemqual a correlação dos mesmos com aprobabilidade de falha do equipamento.
Assim, os dados das primeirasinspecções são sistematicamenteanalisados, de modo a que se possa irestabelecendo a relação destes dados coma degradação do equipamento. Com oaumento da experiência em cada tipo deequipamento podem determinar-se oscritérios de decisão das acções demanutenção condicionada e eliminarprogressivamente a recolha de dados nãorelevantes.
2.5 Planos de inspecção
O estabelecimento do plano demanutenção é normalmente daresponsabilidade do fabricante doequipamento, estando muita vezes ooperador obrigado a segui-locriteriosamente durante o período degarantia. No entanto, o operador deve
• ajustar os respectivos planos demanutenção às suas condições específicasde exploração e manutenção. Se ooperador tiver possibilidades de dar umpasso em frente, realizando a sua própriaavaliação das necessidades de manutençãodo equipamento, fica em condições depoder questionar as opções do fabricanteao nível dos planos de manutenção e/oumesmo ao nível dos requisitos de projecto.
O objectivo final do estabelecimento deplanos de manutenção por parte dooperador, reside na obtenção doconhecimento das implicações de cadaurna das estratégias de manutençãoaplicáveis a cada equipamento. Esteconhecimento permite ajustarprogressivamente o modelo de manutençãoàs condições de exploração e estabelecernovos requisitos de projecto quepossibilitem um melhor desempenho doequipamento.
• Quando se pretende implementar ummodelo de manutenção baseado numsistema de controlo de condição, a um
equipamento para o qual o fabricante sóespecifica um plano de manutençãotemporal, é inevitável que este plano tenhade ser completamente rectificado pelooperador. Corno consequência, énecessário verificar se o novo plano demanutenção contempla as condiçõesimpostas pelo fabricante para o período degarantia do equipamento. Caso contrário éfundamental modificá-lo de forma averificar as condições, ou obter o acordodo fabricante, ou ainda assumir asconsequências da quebra da garantia.
2.6 Estratégias de Manutenção
Cada uma das estratégias demanutenção associadas a um equipamentotem em princípio características diferentesde fiabilidade, de manutenção e deinspecção de controlo de condição. Noentanto, na fase de projecto apenas sedistingem as diversas estratégias pelasfrequências de inspecção, da manutençãopreventiva e de ocorrência de falhas nãodetectadas. Assim, a cada frequência deinspecção estão associadas umaperiodicidade de manutenção e umapercentagem de falhas catastróficas.
3- MÉTODOS DE DECISÃO
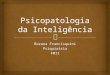
O método desenvolvido permiteefectuar a avaliação comparativa •dointeresse em seguir cada um dosequipamento por um sistema de controlode condição (Fig. 1).
O primeiro critério de decisão quejustifica a implementação do controlo decondição, é a diminuição do custo do ciclode vida do equipamento. Para1elamentepodem ser considerados ainda a obtençãode elevados valores •de fiabilidade edisponibilidade.
Numa primeira fase ou sempre que nãoexistam dados relevantes, só se podemefectuar estimativas para o desempenho docontrolo de condição a implementar. Amedida que se vão obtendo dadosconcretos do sistema em análise, vão sendosubstituídas as estimativas pelos valoresobtidos ao longo da exploração doequipamento. Efectuando novas avaliações
115

procede-se às alterações que se verifique• serem recomendáveis.
A metodologia a seguir pode aplicar-sea diferentes níveis da estrutura de umequipamento. Quando se pretende analisara decisão de implementar um sistema decontrolo de condição, em mais de um nívelde estruturação, os valores dos níveissuperiores devem ser calculados a partir donível mais baixo, por forma a que se tenhauma maior precisão.
Esta metodologia recorre a algumassimplificações por forma a tentar reduzir aalgoritrnos muito simples o processo deavaliação de problemas complexos como éa avaliação do desempenho de um sistemade controlo de condição. Apesar destassimplificações, considera-se que estemétodo é bastante flexível e robusto,permitindo que só se mostre relativamenteinadequado para urna ínfima parte doscasos.
Como boa prática recomenda-se quequando se aplica esta metodologia a umnível superior, sejam considerados todosos dados disponíveis para os níveisinferiores. Mesmo quando se parte do nívelde componente, normalmente o maisbaixo, podem obter-se alguns dadosrecorrendo aos valores apresentados paracada um dos modos de falha e/oureparação do equipamentos.
Quando existe uma grande incerteza nasprimeiras estimativas considera-seconveniente adoptar a avaliação eimplementação de diferentes estratégias demanutenção, dentro de um conjunto deequipamentos semelhantes, por forma aganhar rapidamente a sensibilidade de quala melhor maneira de seguir cada uma dasfalhas.
3.1 Dados Requeridos
Os dados necessários para o cálculo dosparâmetros de decisão são os apresentadosde seguida e podem dividir-se em seisgrupos:
i) Dados do conjuntoNc - Quantidade de tipos de elemento dferentes do nívelinferior.Qti - Quantidade de elementos do tipo “i” no nívelinferior.
ii) Ciclo de vidaLT- Tempo dc vida: intervalo de tempo para o qualse faz a análise.
A C - Custo de aquisição : entende-se como o custode aquisição do 1° equipamento a desempenhar afunção.
iii) Falhas e ReparaçõesiVffBF - Tempo médio entre avarias.
MTTR - Duração média das reparações.
MTTCR - Duração média das reparações de falhascatastróficas (falhas críticas ocorridas em serviço).
RC - Custo de reparação.
- Percentagem de falhas catastróficasconsidera-se a % de falhas que sãosimultaneamente críticas e que ocorrem em serviço.
FC - Ctisto de falha catastrófica : valor médiodos custo directos e indirectos.
iv) Manutenção preventivaMTBM - Tempo médio entre intervenções demanutenção.
MTTM - Duração média das intervenções demanutenção.
MC - custo das intervenções de manutenção.
Fig. 1 — Esquema, da Metodologia apresentada
116

v) Inspecção de controlo de condïçãoMTBI - Tempo médio entre inspecções de controlo de
condição.
MTTI - Duração média das inspecções.
IC - Custo médio das inspecções.
vi) Impacto do controlo de êondiçãoMTBM@
- Tempo médio entre intervenções de
manutenção (e/controlo de condição).
%CF@- Percentagem defalhas catastróficas (c/ controlo
de condição).
3.2 Pressupostos e simplificações
Pretendendo-se uma metodologia decálculo relativamente simples, admitem-seos seguintes pressupostos e simplificações:
i) O custo de ciclo de vida de um sistemapode ser dividido pelo custo de cada umdos elementos que o constituem.
ii) Ao longo do ciclo de vida todos oscustos são divididos por custos deaquisição, de reparação, de manutençãopreventiva e de inspecção por controlo decondição.
iii) O custo de fim de vida (abate,reutilização, reciclagem) de cada um dosequipamentos a substituir e o custo deaquisição do substituto entram comocustos de manutenção preventiva, se estaoperação for programada, ou como custosde reparação, se esta resultar da ocorrênciade uma falha.
iv) Todos os custos directos e indirectosdas falhas entram como custos dereparação.
vi) De todas as implicações que o controlode condição tem nos dados de manutenção,restringimos para a fase de previsão, aanálise da alteração de dois parâmetros, oMTBMe o %Cf.
3.3 Transferência de Dados
Nc tipos de elementos diferentes equantidade de elementos de cada tipo Qtino conjunto.
As equações que permitem o cálculodas propriedades de um conjunto deelementos são as seguintes:
AC =Qt1 xAC
MTBFsÍtQt1 T’
MTBP)
ÍN
__________________ ______
MTTRsQt1 X(1-%Cl)XMTTRj] MTBI
MT3I
MTTCRs (‘ Qt1 x%CF1 xMTTCR MTBFs
MTBFj %Cfs
RCs ÍQt x(l—%CF)xRC] MTBfs
MTBf l—%Cfs
MTBfMTBFs%CFs
Qt x %CF1
ÍQt x%CF1 xCfC
_____
• MTBfjX
%Cfs
MT3M5=(
Qt
MTBM1
MTTMSQt, xMTTM
IvffBM,xMTBM
MC= tQtIXMCI](1=1
N QtMTBIS
MTBI,
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(li)
Qt1 xMTTI,‘xMTBI (12)
MTBI, )
=[Qtx1MTBI (13)
Nota 1: Quando equipamentos iguais estãosujeitos a condições de funcionamentodistintas e/ou se prevê a aplicação demúltiplos esquemas de manutenção nesteselementos é necessário dividir o grupo.Para que cada agrupamento sejaconstituído somente por elementos iguais esujeitos a condições de exploraçãosemelhantes.
v) Os custoscriteriosamentedas operaçõespreventiva e de
fixos das instalações sãodistribuídos pelos custos
de reparação, manutençãocontrolo de condição.
Para conseguir saber as propriedades deum conjunto de elementos (normalmente oconjunto de elementos constitui umelemento no nível superior de umaestruturação de um sistema), é necessárioconhecer as propriedades de cada um dos
117

3.4 Cálculo dos Parâmetros de DecisãoTLDT- Tempo total indisponível no tempo de vida
Os parâmetros de decisão são:
ALCC - Variação do custo do ciclo de vidi (c/ controlode condição)
ATLDT — Variação do tempo indisponível no tempo devida (cl controlo de condição)
A obtenção dos valores para- parâmetros de decisão ALCC eenvolve o processo de cálculoapresenta de seguida.
i) Falhas e Reparações
TLRT - Tempo total das reparações no tempo de vida.
TLRTC (14).MTBFC
z\LTR715
TLRTC - MTTRx(1-%CF)+MTTCRx%CF ( )
TLRC - Custo total das reparações no tempo de vida
TLRC — LT x[Rc x(1-%cf)+cfc x%CF]MTBFC
RC (1-%CF)+CfC x%CF,1VLTRC=TLRC —1
RC (1-%CF)+ CFCC x%CF,
ii) Manutenção PreventivaTLMT - Tempo total das intervenções de manutenção notempo de vida
TLMT — LT x MTTMCC
MTBMC
LTLMTC = TLMTCÍMTBMC —MTBM
MTBM
TLMC - Custo total das intervenções de manutenção notempo de vida
TLMCC=LTc)<MMTBFC
ATLMCC = TLMCCÍMTBMC — MTBM (21)MTBM )
iii) Inspecção de controlo de condição
______________________
TLIT - Tempo total das inspecções no tempo de vida
TLIT LTXMTTIMT3I
TLIC - Custo total das inspecções no tempo de vida
TLIC -LT. x1C (23) c\LCC< O A ATLDT> O (Diminuição do
C- MTBFC custo e aumento do tempo indisponível)
iv) Custo do Ciclo de vida (facultativo) Nesta situação o controlo de condiçãodeve ser aplicado se o equipamento puder
LCC - Custo do Ciclo de Vida ser inspeccionado fora das horas deLCQ =AC +TLRÇ +TLMÇ (24) serviço. Caso estas inspecções tenham
os doisATLDT,que se
(16)
(17)
TLDTC = TLRTC +TLMT (25)
LCC/LT - Custo defuncionamento por hora
v) Impacto do Controlo de Condição(parâmetros de decisão)
ALCCC = LTLRCC + ATLMCC ÷ TLICC (26)
ITLDTC = 1.TLRTC + ATLMTÇ + TLITC (27)
3.5 Análise dos Resultados
Os parâmetros de decisão são o custo ea respectiva duração (de todas as falhas,intervenções de manutenção e inspecções)ao longo do tempo de vida útil do sistemaem análise.
Considerando-se a diminuição do custodo ciclo de vida do equipamento o factordecisivo, a duração das operações demanutenção pode utilizar-se como umparâmetro auxiliar, que deve ser analisadoquando é requerida uma elevadadisponibilidade a um determinadoequipamento e as tarefas de manutenção seestendem pelo períddo em que é necessárioo seu funcionamento.
Em suma, o ceme da questão daaplicabilidade do Controlo de Condição,está em saber se o custo (e/ou o tempo) dasinspecções de controlo de condição sãorecuperados pela diminuição da severidadedas falhas e/ou pelo maior espaçamentoentre intervenções de manutençãopreventiva.
Os valores dos parâmetros de decisãode implementação do Controlo deCondição obtidos conduzem ao seguinteconjunto de situações.
LSLCC< O A ATLDT< O (Diminuição do
custo e do tempo indisponível)
Neste caso o controlo de condição ésempre vantajoso.
(18)
(19)
(20)
(22)
118

implicações no período de funcionamentoé necessário estabelecer um custo, NFHC -
Custo médio por hora de indisponibilidade do
equipamento. Se for verificado que adiminuição do custo de ciclo de vida ésuperior ao custo da indisponibilidade, ocontrolo de condição deve ser aplicado.
Para esta situação, a aplicação docontrolo de condição deve ser efectuada see só se:
-ALCC ATLDTx NFHC(28)
zLCC> O A z\ILDT< O (Aumentó docusto e diminuição do tempo indisponível).Para este caso o controlo de condição nãodeve ser aplicado. Contudo, se oequipamento tiver problemas deindisponibilidade, isto é, se algumas dasintervenções de manutenção sãoefectuadas nas horas de serviço, causandodiminuições no período de funcionamento,é necessário estabelecer um custo, NFHC -
Custo médio por hora de indisponibilidadedo equipamento. Se for verificado que aaumento do custo é inferior ao valor doaumento de disponibilidade, o controlo decondição deve ser aplicado.
Para esta situação, a aplicação docontrolo de condição deve ser efectuada see só se:
L\LCC -1,JLDTx NFHC (29)
cLCC> O A ATLDT> O (Aumento do
custo e aumento do tempo indisponível)
Neste caso o controlo de condição nãodeve ser implementado.
4- APLICAÇÃO
Como exemplo de aplicação dametodologia apresentada, considera-se odesenvolvimento do Plano de Inspecçõesde Controlo de Condição por Análise deVibrações, para os elementos do sistemapneumático de um Veículo doMetropolitano da cidade do Porto.
Neste sistema, os equipamentos aanalisar são o compressor, o ventilador eos respectivos motores.
4.1 Valores do sistema
Por razões de preservação daconfidencialidadê. os dados utilizadosneste exemplo ilustrativo não são os dosistema real. Este facto deve ser tido emconta na interpretação das consideraçõesaqui apresentadas.
Os dados de ciclo ‘de vida do sistemasão calculados pela Eq.(l) a partir dosvalores dos equipamentos. Os dados defiabilidade, manutenção preventiva e deinspecção de controlo de condição paracada equipamento, são obtidos dosrespectivos modos de falha, operações demanutenção e inspecção, através das Eq.s(2) a (13).
Como ilustração dos• cálculos,apresentam-se somente os dados (demodos de falha, das acções de manutençãopreventiva e das inspecções de controlo decondição), com que são obtidos os valorespara o Motor 1.
i) Ciclo de vida
Nc=4 Descrição LT (h) AC ($)Qt Pnenmgtico 100 000 000 900
1 Motor 1 100000000 200
1 Motor2 100000000 80
1 Compressor 100 000 000 500
1 Ventilador 100 000 000 120
Em geral existe toda a conveniência emfazer coincidir as inspecções de controlode condição com as acções de manutençãopreventiva, uma vez que se poupam grandeparte dos tempos de acesso. Neste exemploadmite-se que as inspecções são semprerealizadas quando os equipamentos estãoem manutenção na oficina. Assim, grandeparte das acções de manutenção sãoefectuadas em simultâneo. Os valores docusto (e duração) das operações de periodicidade superior só devem contemplar
119

ii) Falhas & Reparações
Descrição Dados de Fiabilidade e Modos de Falha Cálculos ParciaisNc Equipamento MTBF %CF MTTR RC MTTRC CFC TLRT TLRCQt Modo de Falha horas % horas $ horas $ Horas
Motor 1 500.000 o iY i,st j 82( 2,61 2021 j 349 21.850 C21 Rolamentos 769.231 20% L 1,5 80 2,5 200 221 il4 13.520 1U401 Estator-Motor 3.333.333 30% L,52 2,0 100 3,0 220 69 4.0801 Rotor-Motor 5.000.000 30% II2 2,0 100 3,0 220 46 42 2.7201 Caixa de Ligação 10.000.000 40% 40% 0,5 50 1,5 160 9 2 940 21fl1 Outros 10.000.000 10% % 0,3 50 1,3 140 4 4 590SMotorZ soo.ooo0j 1,0 ! 58 2 1,6 I04j01245j 14.605 I28 Compressor 208,333 1,1 ia 109 j 2,1 2,1:259 J5 61$ 676$I2 Ventilador 2,500.000 34% 0,6 61 1,2 1,3 .124 I25 33 3.28$ 26$
ili) Manutenção preventiva
Descrição Dados de Manutenção Preventiva Cá]culos ParciaisNc Equipamento MTBM MTTM MC TLMT TL[4CQt Acção Manutenção horas horas $ horas $2Motor1 5.926 6.667 5,3j I07UZ 90..õ00 1.800.000 1.600.0001 Subs.Rolamentos 8.889 10.000 4,0 80 45.000 40.000 900.000 $00.0001 Revisão Geral 17.778 20.000 8,0 160 45.000 40.000 900.000 $00.000
Motor 2W ais 926 % 5,3 5 80 Q 90 000 1.350 000 t200 0004 Compcssor 441 1,4 j 26 309.000 250.500 5.947.500 5.007.5001 VeuflIaijor : l7.77$ flL0 1,0 j.fl 100 J.!.Q 5.625 62.500 500.000
iv) Inspecção de controlo de condição
Descrição Inspecção A._Vibrações Cálculos ParciaisNc Equipamento MTBI MTTI IC TLIT TLICQt Acção de Inspecção horas horas $ horas $3 Motor 1 L3$9 0,10 12 rnI1i12$ 3500(0 Análise simples 4.444 0,05 7 1.125 157.5001 Análise detalhada 8.889 0,10 . 12 1.125 135.000O Análise exaustiva 17.778 0,20 40 1.125 225.0002 Motor 2j 17,778 ‘0,20 Ø?35 iPUJ25 196,8752 Compressor 8 889 025 i40 “2 813 4500001 Ventilador . 17.778 . 0,15 X#30 $44 18.750
o acréscimo de tarefas em relação àsoperações mais frequentes.
Deste modo os valores da periodicidadedas operações (MTBM e MTBI), quesejam efectuadas em simultâneo perdem osignificado físico, representando apenas
transferidas para os níveis superiores,
segundo as Eq.s (8) e (1 1). Fisicamentemedir 10 grandezas de 10 em 10 km édiferente de medir 1 de 1 em 1 km, masestatisticamente são iguais.
4.2 Análise dos Custos e Tempos de, . Manutençãoum valor estatistico quando sao
Os valores dos custos e tempos demanutenção para o caso em estudo são:
.
LCC LLCC TLDT áTLDT LCC/LT NFHC DecisãoQt Descrição $ $ Horas horas $/h $/hora4 Pnenmatlco (parte) 9 768 294 -406.382 49Ç 870 -73 258 4% 009$ O Aplicar1 Motor 1 1.822.050 -66.698 90.349 -8.889 0,0 18 O Aplicar1 Motor2 1.364.685 45.846 90.245 -8.887 0,014 O Não1 Compressor 6.015.651 -491.260 309.618 -55.696 0,060 O Aplicar1 Ventilador 565.908 105.730 5.658 214 0,006 O Não
120

Na figura 2 representam-segraficamente os valores dos custos deexploração.
Na figura 3 apresenta-se um gráficocom os valores dos tempos de manutenção.
lL:LE4.2 Análise dos Resultados
Uma conclusão geral que podemos tiraré que o custos de todos os equipamentosestão muito desequilibrados, uma vez queos custos associados à manutençãopreventiva representam mais de 99.4% e osassociados às falhas menos de 0.6%.
O motivo deste desequilíbrio, deve-seao facto de por cada operação de reparaçãoconectiva serem realizadas mais de 100operações preventivas, sendo que os custoscom as falhas e os custos de reparaçãoapresentam a mesma ordem de grandeza.Esta característica verifica-se em sistemasque apresentam como requisito umafiabilidade elevada.
O peso relativo de cada equipamentoface ao conjunto do sistema pneumático,apresenta-se na figura 4.
LFig 4 — Peso de cada equipamento no sistema
Este exemplo da aplicação dametodologia desenvolvida, permiteconcluir que a implementação de umsistema de controlo de condição, nestecaso, só trás benefícios se conseguir levarà diminuição do peso da manutençãopreventiva, dado que em termos globais, aalteração na taxa de falhas dosequipamentos é insignificante.
As diferença entre equipamentos sãomínimas; ao motor do ventilador só não ébenéfico aplicar o controlo de condiçãoporque o custo unitário de inspecção érelativamente alto. No caso do ventiladorverifica-se que o custo do controlo decondição é semelhante aos demaisequipamentos, mas o custo e o tempo demanutenção preventiva são muitoinferiores, logo o que se poupa emmanutenção preventiva não compensa osgastos de inspecção.
5- CONCLUSÕES
Neste trabalho foi apresentada umametodologia cujo objectivo é fundamentara decisão de implementação de umprocesso de controlo de condição a umsistema constituído por diversosequipamentos.
Sendo que a decisão de implementaçãode um processo de controlo de condição éjustificada se o custo e/ou o tempo dasinspecções de controlo de condição sãorecuperados pela diminuição da severidadedas falhas e/ou pela menor frequência dasintervenções de manutenção preventiva.
A metodologia exposta apresenta toda aformulação que permite o cálculo destes
Rp,tIç d. Ct d EpIçI
d. d. Eq.dp..M
-
Mli— M d
Fig 2 — Repartição dos valores dos custos de exploração
Fig 3 — Repartição dos tempos de manutenção
121

custos utilizando dados estatísticosconhecidos para os equipamentos dosistema. Efectuados os cálculos a decisão atomar é justificada através da análise dosparâmetros iLCC e ATLDT.
Apesar de todas as hipótesessimplificativas que se consideraram, oscálculos envolvidos podem assumiralguma complexidade, como se podeverificar pelo pequeno exemploapresentado. No exemplo apresentadoapenas analisámos um. sistema, com 4equipamento, 20 modos de falha, 9 acçõesde manutenção preventiva e 5 inspecções,mesmo assim existe já algumacomplexidade.
Esta dificuldade na análise resulta dagrande dependência entre todos os dadosde manutenção e cujas principais causassao:
- a - influência de cada inspecção decontrolo de condição pode sercompletamente diferente para cada modode falha de cada equipamento;
- a diminuição da manutenção preventivatem de ser analisada para cada acção demanutenção de cada equipamento;
- as alterações na periodicidade das acçõesde manutenção têm consequências nosníveis mais elevados, normalmente umarevisão geral envolve todos elementos dosistema ou da máquina;
- as acções de manutenção, as inspecçõesde controlo de condição e a fiabilidade dosequipamentos estão relacionadas entre si edependentes de outros equipamentos nomesmo sistema.
O carácter inovador do métododesenvolvido resulta directamente doestabelecimento de relações dedependênóia entre todos os dados damanutenção. O método toma possível oestudo integrado de um sistema completü,calculando as implicações globais, a partirda influência deste nos modos de falha eoperações de manutenção preventiva decada componente.
6- AGRADECIMENTOS
Os autores desejam expressar os seusagradecimentos aos membros do consórcioque realizou o projecto SEM XXI, apoiadopelo PEDIP, em particular às empresasBombardier Transportation e MIIT, pelacolaboração sempre prestada que permitiua realização deste trabalho.
7- REFERÊNCIAS
Andrews, J.D. and Moss, T.R. , Reliability andRisk Ássessment, Longman Scientific &Technical 1993.
Gershenson, J. and Kosuke, 1., Lfe-CycteServiceabitity Design, Design Theory andMethodology, ASME, DE-Vol. 31 Pag.127-134, 1991.
Latino, Kenneth C., Failure Modes & EffectsÁnalysis A Modfied Approach”,Maintenance Conference NPRA — NationalPetroleum Refineries Association, May1996.
Jardine, A. K. S., Maintenance, Replacementand Retiability, Pitman Pub1ishing 199$.
Moubray, John,Maintenance,1991.
Reliability CentredButterworth-Heinemann,
122