Embed Size (px)
Citation preview

ENSAIOS de GRIPAGEM de ENGRENAGENS ADI
Luís Maga1hes*; J. Seabra*CE’flffi4GI
Faculdade de Engenharia da Universidade do Porto- Portugal**Dep.fjmento de Engenharia Mecânica e Gestão IndustrialFaculdade de Engenharia da Universidade do Porto-Portugal
RESUMO
O conhecimento do comportamento do Ferro Nodular Austemperado (ADI) comomaterial empregue no fabrico de engrenagens é comptementado, neste trabalho, com arealização de ensaios de griagem em banco de ensaios FZG com engrenagens produzidasnesse material. O estudo das condições de contacto impostas ao longo dos ensaios écaracterizado por recurso a uma análise teórica baseada na teoria Elastohidrodinâmica ecomplementado por um conjunto de análises experimentais, incluindo técnicas de análise desuperfície (rugosimetria, observação em microscópio electrónico de varrimento, etc.) e deanálise metalúrgica (espectroescopia, ferrografia,), entre outras. O desempenho dasengrenagens ensaiadas é comparado com o de engrenagens fabricadas em aço cementadoquando submetidas a testes realizados em condições idênticas.
1 iNTRODUÇÃO
O ADI (Austempered Ductile iron)é um material de utilização ainda poucofrequente ao nível da maior parte dasempresas metalomecânicas. Se este facto sedeve principalmente à insegurança quemuitos projectistas ainda revelam sobre aprescrição do seu uso, não se pode ignorarque, na base dessa insegurança, está apouca divulgação que os principaisprodutores mundiais de ADI fizeram, atéhoje, sobre as prestações deste material.Apesar disso, sabe-se que o ADI tem vindoa ser utilizado com regularidade, desdemeados dos anos setenta, em componentesproduzidos por algumas das maioresempresas da indústria automóvel em todo o
mundo (General Motors, BMW, Renault,FIAT, etc.).
O conhecimento da constituição decada ADI, bem como dos parâmetros doseu processo de produção (elementosffindamentais para a caracterização de cadavariante deste material) têm sido, emmuitos casos, mantidos sob reserva,alegadamente por questões de segredocomercial das principais empresas que oproduzem e utilizam. Além disso, sabe-setambém que foram realizados testesexaustivos com componentes fabricados emADI, nomeadamente com engrenagens,mas os resultados respectivos só raramenteforam publicados [11.
89

É possível encontrar váriaspublicações relativas a este material, sendoa maior parte delas de cariz académico,onde se podem consultar resultados demuitos ensaios específicos com ADI. Noentanto, estes são, na sua maioria, obtidosatravés da utilização de provetes e não comcomponentes reais solicitados de formaidêntica à da sua utilização quotidiana.Desta forma, e se ao nível das propriedadesmecânicas (e outras) já é possívelestabelecer uma gama de característicasassociada às variantes mais correntes deADI, ainda há um grande caminho apercorrer até que se consiga umacaracterização segura do desempenho doADI em determinadas aplicaçõesespecíficas, como são, por exemplo, asengrenagensEsta situação foi o fundamento darealização de um trabalho teórico-práticosobre o desempenho de engrenagens ADIem condições promotoras de severodesgaste superficial e de gripagem. Paraisso foram produzidas duas engrenagens,fabricadas em variantes distintas de ADI,que foram submetidas a ensaios degripagem no banco de ensaios FZG doCETRB-JNEGI. O objectivo foi o decomplementar o conhecimento docomportamento deste tipo de materialquando usado em engrenagens.
São apresentados, em seguida, osprincipais procedimentos e resultadosobtidos a partir destes ensaios.
2 ADI
2.1 Produção
O ADI é um material que se produza partir de um ferro fundido contendografite esferoidal (vulgarmente designadoporferro nodular ouferrofirndido nodulare, em inglês, SGI - spheroidat graphiteiron). Após a produção de um dadocomponente em ferro nodular, este ésujeito a um tratamento térmico - aAustêmpera - que impõe umatransformação estrutural ao material de
base dando origem ao ADI. Só em casosparticulares é que o tratamento deaustêmpera antecede a fabricação docomponente, dado que o ADI é ummaterial de maquinagem muito dificil.
2.2 Austêmpera
O tratamento de Austêmpera incluiduas fases principais (ver figura 1): numaprimeira etapa o material é aquecido atétemperaturas suficientemente altas (cercade 900°C) para que a sua estrutura setransforme totalmente em Austenite; numasegunda fase, e após um arrefecimentobrusco, o material é mantido a umatemperatura relativamente baixa (da ordemdos 300 °C) durante um determinadoespaço de tempo. Durante este período aestrutura austenítica do material vai sendoprogressivamente transformada em ferritee, eventualmente, em carbonetos. No finaldesta etapa, um ADI ideal é constituídoapenas por femte (disposta de modoidêntico ao da ferrite baimtica -
aglomerados muito compactos de agulhas)e de austenite estabilizada (austemteenriquecida em carbono). Tempos muitocurtos de tratamento podem dar origem àpresença de martensite, e temposdemasiado longos causam a precipitação decarbonetos no seio da austenite: são duassituações que ftagilizam notavelmente omaterial e que são, normalmente, evitadas.
T
MPERATURA
figura 1 - Ciclo térmico tipico de um tratamentode austêmpera [2]
Os parâmetros adoptados duranteeste tratamento, em conjunto com as
AUSEMWAÇÃO
TransE ISOTERMICA
300°C
90

características do próprio material de base(qualidade, tipo de estrutura e de elementosde liga presentes), conduzem à obtenção deADIs com características bastantediferentes entre si. Neste sentido, éimportante notar que quaisquerpropriedades e valores associados acaracterísticas de ADI são semprereferentes a uma variedade específica,nunca podendo ser observados com umcarácter geral para qualquer outra variantedeste material. Neste sentido, muitosautores apontam o ADI não como ummaterial mas sim como uma família demateriais.
2.3 Características mecânicas
Tipicamente, um ADI podeapresentar uma resistência mecânicaelevada (ao nível dos aços ligados de altaresistência, podendo atingir valores daordem dos 1600 MPa de tensão de rotura)[3J, e uma óptima resistência ao desgastesuperficial (conseguem-se, emdeterminadas condições de funcionamentode engrenagens, taxas de desgaste 50%mais baixas que as registadas comengrenagens fabricadas em açocementado)[4J. O ADI é um materialrelativamente dúctil, cujo alongamento àrotura pode atingir valores da ordem dos12% e, apesar da sua dureza pós-produçãonão ser muito elevada, constata-se umendurecimento superficial notável emcomponentes que, em funcionamento, estãosujeitos a contactos com transferência decarga, chegando a dureza a atingir valoreslocais de cerca de 900 HV]. [5]. Esteendurecimento está associado a umfenómeno estrutural em que se verifica umatransformação da austenite estabilizada emmartensite nas zonas em que esta ésolicitada mecanicamente.
2.4 Outras propriedades
O ADI é motivo de interessesobretudo pela sua grande resistência aodesgaste superficial. No entanto, este tipo
de material possui outras característicasimportantes, como sejam o seu baixo pesoespecífico ou a sua grande capacidade deamortecimento de vibrações, que permitemproduzir engrenagens mais leves esilenciosas que as engrenagensconvencionais em aço. Além disso, emtodos os passos do processo produtivoquer dos componentes quer do material emsi, conseguem-se reduções significativasdos custos quando comparados com osresultantes da produção dos mesmoscomponentes em aço.
Este aspecto é particularmenteimportante no caso das engrenagens,sobretudo porque:
- o ferro nodular é mais barato queo aço ligado de alta resistência;
- o tratamento de austêmpera é maisbarato que o de cementação ou nitruração;
- a maquinagem do ferro nodular émais fácil e barata que a do aço;
- o ferro nodular pode ser vazado,permitindo o fabrico de peças pormoldação;
3 ENSAIOS
3.1 Ensaios de gripagem
Os ensaios de gripagem realizadosseguiram a normalização D1N 51354 [6], deacordo com o procedimento do ensaio FZGA18.3/90 [6]. Este ensaio destina-se a testara capacidade protectora de um determinadoóleo lubrificante, sendo sempre realizadorecorrendo a uma engrenagem-padrãofabricada em aço 20 MnCr5 cementado [7J.Neste caso particular, e como o objectivonão é testar o óleo mas sim a engrenagem, oprocedimento foi “invertido”, isto é, osensaios foram realizados com engrenagensADI distintas utilizando sempre o mesmotipo de óleo lubrificante. Este processopermite, por comparação com outros ensaiosrealizados com o mesmo tipo de lubrificante,determinar a resistência ao desgaste e àgripagem de cada uma das engrenagens (estetipo de ensaio é sempre comparativo).
91

3.2 Procedimentos
O ensaio FZG AI8.3/90 consiste emsolicitar a engrenagem em teste de acordocom uma sequência de carregamento pré-determinada, ao longo de um conjunto deperíodos de quinze minutos (estágios). Atensão de contacto imposta à superficie dosdentes da engrenagem aproxima-se de 2GPa para o estágio 12.
A engrenagem é montada dentro deum cárter fechado contendo o óleolubrificante, e a temperatura deste éestabilizada a 90°C antes do início de cadaestágio.
Ao longo de cada período defuncionamento, um motor eléctricoacoplado ao veio da roda da engrenagemanima-a com uma velocidade de rotaçãoconstante (1500 rpm).
O ensaio dá-se por terminadoquando as superficies da engrenagem seconsiderarem gripadas (quando a soma dasáreas da superficie dos dentes contendoriscos de adesão corresponder à área doflanco de trabalho de um dente).
O resultado do ensaio é expressoem termos do número de estágios que aengrenagem funcionou até atingir agripagem.
3.3 Indicadores
Para além do número de estágiosque uma dada engrenagem conseguefuncionar sem gripar, alguns elementos quesão recolhidos ao longo de cada estágio do
ensaio FZG são indicadores preciosos dodesempenho do conjunto engrenagem-óleolubrificante.
A temperatura atingida pelolubrificante em cada estágio permite, porrecurso à teoria EHD, caracterizar algumasdas condições de funcionamento geradasno contacto durante o estágio,nomeadamente a espessura mínima teóricade filme lubrificante e a viscosidade do óleopara as condições de funcionamento, entreoutras.
A recolha de uma amostra do óleolubrificante no final de cada estágio permiteestabelecer uma curva de desgaste daengrenagem, ao longo de todo o ensaio,através da utilização de técnicas deferrometria (que contabilizam o número departículas metálicas libertadas para o óleo)ou de ferrografia (que indicam a presençade outro tipo de partículas no seio dolubrificante). Este tipo de análise permite,em conjugação com técnicas deperfilometria, deduzir alguns aspectosimportantes em termos da evolução doestado das superficies ao longo do ensaio.
3.4 Preparação dos ensaios
Para que os resultados deste tipo deensaio sejam válidos, isto é, para que sepossam comparar directamente comresultados de outros ensaios semelhantes, énecessário que as engrenagens utilizadascumpram as especificações da norma. Esteaspecto é fundamental no que diz respeito àgeometria da engrenagem (número dedentes da roda e do pinhão, desvios degeração do dentado, etc.), mas também notocante à sua qualidade de fabrico.
De facto, pequenos defeitos naengrenagem (na geometria do perfil dosdentes, por exemplo) podem conduzir asituações de funcionamentosubstancialmente diferentes das previstas e,assim, adulterar por completo os resultadosobtidos. No sentido de garantir que asengrenagens ADI utilizadas possuíam umageometria adequada à realização dosensaios, estas foram observadas em
Figura 2 - Aspecto de uma máquina de ensaiosFZG [7]
92

projector de perfis (com uma ampliação de15 vezes). As pequenas diferençasencontradas (relativamente aos perfisteóricos) não eram significativas.
Para mais tarde poder determinar otipo de evolução do estado das superflciesao longo dos ensaios, alguns dentes dospinhões e das rodas foram analisados porrugosimetria. Isto permitiu caracterizar assuperficies no seu estado oriundo demaquinagem (no final dos ensaios estaanálise foi repetida, caracterizando assuperficies à posteriori). O valor darugosidade inicial média encontrado foi decerca de 2 p.m (Ra), em ambos os casos, oque denuncia um acabamento pouco “fino”(uma engrenagem-padrão FZG apresentavalores da ordem dos 0.5 i.m Ra). Asestrias de maquinagem eram constituídospor sulcos da ferramenta de rectificaçãodispostos transversalmente em relação aosentido do escorregamento entre dentesquando em funcionamento.
3.5 Caracterização do material
O ferro nodular utilizadô para aprodução das engrenagens foi ligado com1% de cobre e 0.5% de manganês. Otratamento de austêmpera foi efectuado demodo diferente para cada engrenagem,
tendo uma sido tratada isotermicamente a280°C e a outra a 360°C [21.
Foram feitas medições de durezaque mostraram que o ADI tratado a 280°C,de acordo com as expectativas teóricas, éum material mais duro que o tratado a3 60°C (40 HRC contra 30 HRC desteúltimo).
A produção de amostras a partir dedentes dos pinhões ensaiados permitiu aobservação das estruturas de ambas asvariantes ao microscópio. O uso domicroscópio electrónico de varrimentopossibilitou a verificação do tipo de ferritepresente em cada variante. O ADI tratado a280°C possuía uma estrutura composta porferrite baínítica do tipo inferior, e o outropor ferrite baimtica do tipo superior (emqualquer dos casos não foi observada apresença de carbonetos ou outras fasesestranhas).
A constituição destes dois tipos deferrite é sensivelmente diferente, sendo aferrite bainítica inferior uma estrutura maiscompacta e tenaz, enquanto a ferritebainítica superior, contendo um maior teorde austenite estabilizada, confere aomaterial maior ductilidade.
A grafite presente no materialproduzido apresentava uma distribuiçãobastante uniforme, sendo a sua quantidade
Figura 3 - Aspecto de microestruturas de ADIs: [2]
à esquerda, contendo femte bainitica inferior;
à direita, contendo femte bainítica superior;
93

e tamanho normais para o tipo de ferronodular utilizado.
Como complemento desta análise,observações realizadas através domicroscópio óptico permitiram caracterizaro tipo de desgaste encontrado nassuperficies de trabalho dos dentes, bemcomo detalhes que contribuíram para oestudo do comportamento destasengrenagens durante os ensaios.
3.6 Caracterização das engrenagens
Para que o ensaio normalizado delubrificantes A/$.3/90 seja válido,permitindo a comparação directa dosresultados obtidos com outros realizadossegundo os mesmos procedimentos, ascaracterísticas da engrenagem padrão têmque cumprir especificações normalizadas(engrenagem FZG tipo A) [7j, conforme aTabela 1.
TABELA 1 - Características de umaengrenagem FZG tipo A [71
Entreixo 91.5 mmLargura do dentadoDiâmetro primitivo do pinhãoDiâmetro primitivo da rodaMódulo 4.5 mm
Correcção de geração da roda -0.5Ângulo de pressãoÂngulo de pressão efectivo
As engrenagens ADI ensaiadascumpriam todas as especificaçõesgeomátricas normalizadas excepto notocante à largura do dentado. Em vez dos20 mm normalizados, estas engrenagensforam produzidas com uma largura dedentado de 16 mm. Esta opção visougarantir que os níveis de pressão superficialdesenvolvidos perante as solicitações dosensaios fossem os mesmos para estasengrenagens e para engrenagens de aço
cementado: como o ADI tem um módulode Young inferior ao do aço, a área decontacto gerada perante uma mesma cargaé maior neste material, conduzindo amenores pressões de contacto. Como oobjectivo foi estudar o comportamento dassuperficies, optamos por equalizar aspressões no contacto, garantido condiçõeslocais, ao nível do contacto, semelhantes àsverificadas em engrenagens de aço aolongo do ensaio FZG.
3.7 Lubrificante
Em todos os ensaios foi utilizado omesmo tipo de óleo lubrificante: umavariedade parafinica de óleo base (ISOVG6$ [8]) sem aditivos.
Apesar de se saber que este tipo deóleo não garante a integridade dassuperficies dos dentes das engrenagens-padrão FZG em aço ao longo de muitosestágios do ensaio de gnpagem, esta opçãopermite evitar a introdução de novosparâmetros na análise das situações decontacto geradas nestes ensaios. De facto,é dificil estimar a contribuição e a influênciados mecanismos de actuação da maiorparte dos aditivos de extrema pressão nodesempenho das superfícies dos dentes dasengrenagens, podendo os resultadosobtidos ser demasiado dependentes da suapresença e, assim, “mascarar” a capacidadede resistência ao desgaste das própriassuperficies.
O lubrificante não é renovado nemsão adicionadas quaisquer quantidadessuplementares desde o primeiro até aoúltimo estágio de funcionamento daengrenagem durante cada ensaio FZG. Nofinal de cada estágio de cada um dosensaios, é recolhida uma amostra dolubrificante destinada a análise posteriorpor técnicas de ferrometna e ferrografia.
20
73.2
112.5
mmmmmm
Número de dentes do pinhãoNúmero de dentes da rodaCorrecção de geração do pinhão
16
24
0.8532
20 graus22.5 graus
94

4 RESULTADOS
4.1 Resumo
Tendo sido produzidas duasengrenagens (a primeira austemperada a280 °C e a segunda a 3 60°C), foramplaneados quatro ensaios. No entanto,como se verificou uma fractura de umdente da engrenagem austemperada a3 60°C durante o seu primeiro ensaio,apenas foi possível concretizar três dosquatro testes inicialmente previstos.
A Tabela 2 apresenta as condiçõesde controle da temperatura do lubrificante edo número de estágios que as engrenagensrealizaram até à gripagem para cada um dosensaios efectuados.
Para efeitos de comparação, aTabela 3 apresenta resultados de doisensaios realizados nas mesmas condições(com as mesmas solicitações e com omesmo tipo de óleo lubrificante) comengrenagens-padrão FZG (tipo A, em aço2OMnCr5 cementado).
A capacidade de resistência dassuperficies ADI nas condições dos ensaiosefectuados (solicitações severas, atingindoquase 2GPa de pressão de contacto,estando as superflcies protegidas por umlubrificante sem aditivos e de baixaviscosidade) foi mtidamente superior à dasengrenagens de aço ensaiadas emcondições semelhantes.
4.2 Parâmetros
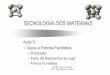
No final de cada estágio destesensaios foi recolhida uma amostra do óleolubrificante para análise por ferrometria eregistada a sua temperatura. Os gráficospresentes nas figuras 4 e 5 mostram aevolução desses parâmetros, para cadacaso, ao longo dos ensaios respectivos.
TABELA 2 - Parâmetros dos ensaios realizados com engrenagens em ADI
ENGRENAGEM TRATAMENTO TEMPERATURA ESTÁGIO FINAL]
ADI 280 face A 280°C! 1h livre 11 (GRIPAGEM
ADI 280 face B 280°C / 1h 150°C 11 (GRIPAGEM’)
ADI 360 face A 360°C! 1h livre 12 (FRACTURA’)
TABELA 3 - Parâmetros de ensaios realizados com engrenagens em aço.
ENGRENAGEM TRATAMENTO TEMPERATURA ESTÁGIO FINAL
AÇO 2OMnCr5 cementado livre 4 (GRIPAGEM)
AÇO 2OMnCr5 cementado 100°C 6 (GRIPAGEM)
95
160
200
a 180
160
1o0aw80
-Do60a)
4oa)og20o
O
A observação destes gráficospermite estabelecer algumas conclusões,nomeadamente:
- a resposta, em termos detemperatura e de taxa dedesgaste, é mais próxima nosensaios realizados a temperaturalivre com as diferentes variantesde ADI do que para o mesmoADI quando ensaiado ou emcondições de temperatura livre ouconstante (150°C);
- nos ensaios a temperaturalivre, o ADI 360 apresentou umamelhor resistência ao desgaste,
não chegando a atingir agripagem das superficies dos seusdentes até ao estágio 12 (alturaem que um dos dentes da rodafracturou, obrigando a terminar oensaio);
- no ensaio a temperaturaconstante, as condições defuncionamento da engrenagemtratada a 280°C foram maisfavoráveis do que no ensaio atemperatura livre, o que se deduzpelo baixo aumento do númerode partículas metálicas libertadaspara o óleo ao longo do ensaio.
—140o
i120,100
a)
60
-40
o
—o— AO(360
—‘o--— AI] 0-A
RiscosGragem 1Fractura X
Terrp. livre —
T.const.(I)
1 2 3 4 5 6 7 8 9 10 11 12 EstãgbFZG
Figura 4 - Evolução da temperatura do lubrificante ao longo dos ensaios [2].
—o-— AI] 280-A
«-o-» AD1280-B
—-o—-ADI 360
Riscoscripagern 1Fractura X
Tënp. livre1. const. (150°) -
1 3 5 7 9
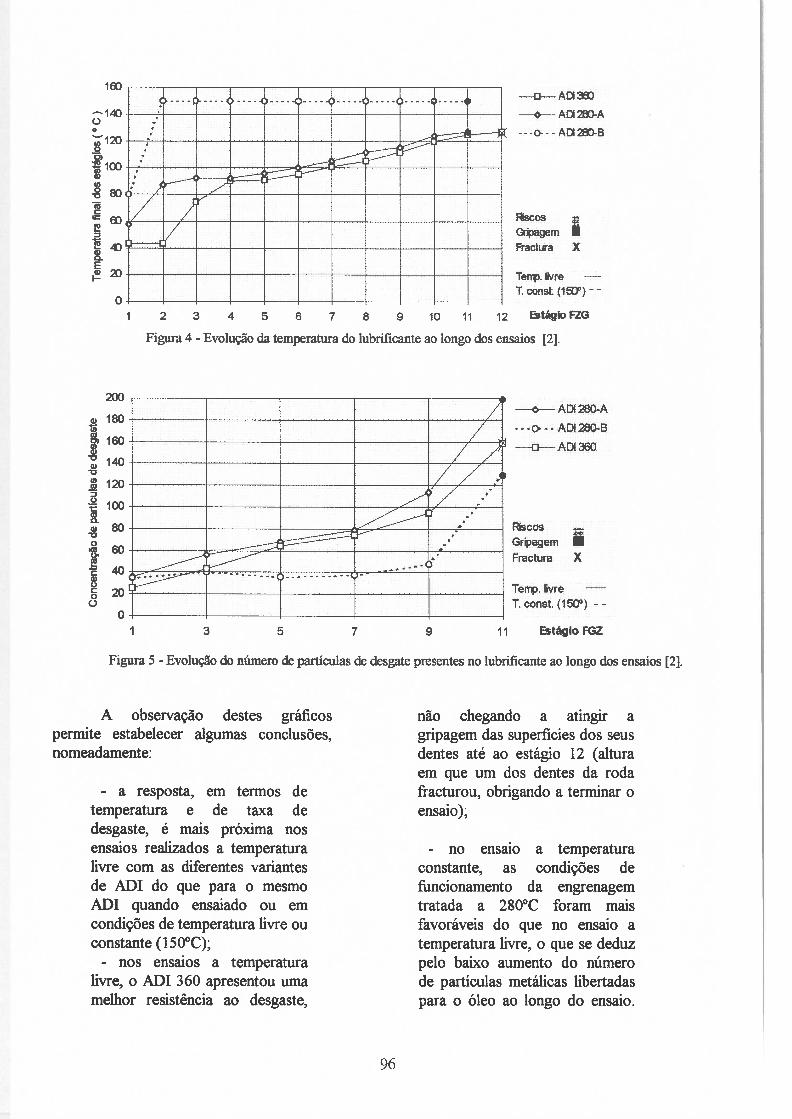
Figura 5 - Evolução do número de partículas de desgate presentes no lubrificante ao longo dos ensaios [2].
11 Estágio FGZ
96
A alta temperatura do lubrificanteterá sido, neste caso, responsávelpor uma rodagem mais eficaz,proporcionando superficies detrabalho mais uniformes, epermitindo uma baixa taxa dedesgaste ao longo dos estágiosseguintes. No entanto, e como sepode ver pelos valoresapresentados, os primeiros riscosde adesão surgiram logo noestágio 10, e a gripagem ocorreude forma generalizada no estágio11, acompanhada de um aumentosúbito do número de partículaslibertadas para o óleo.
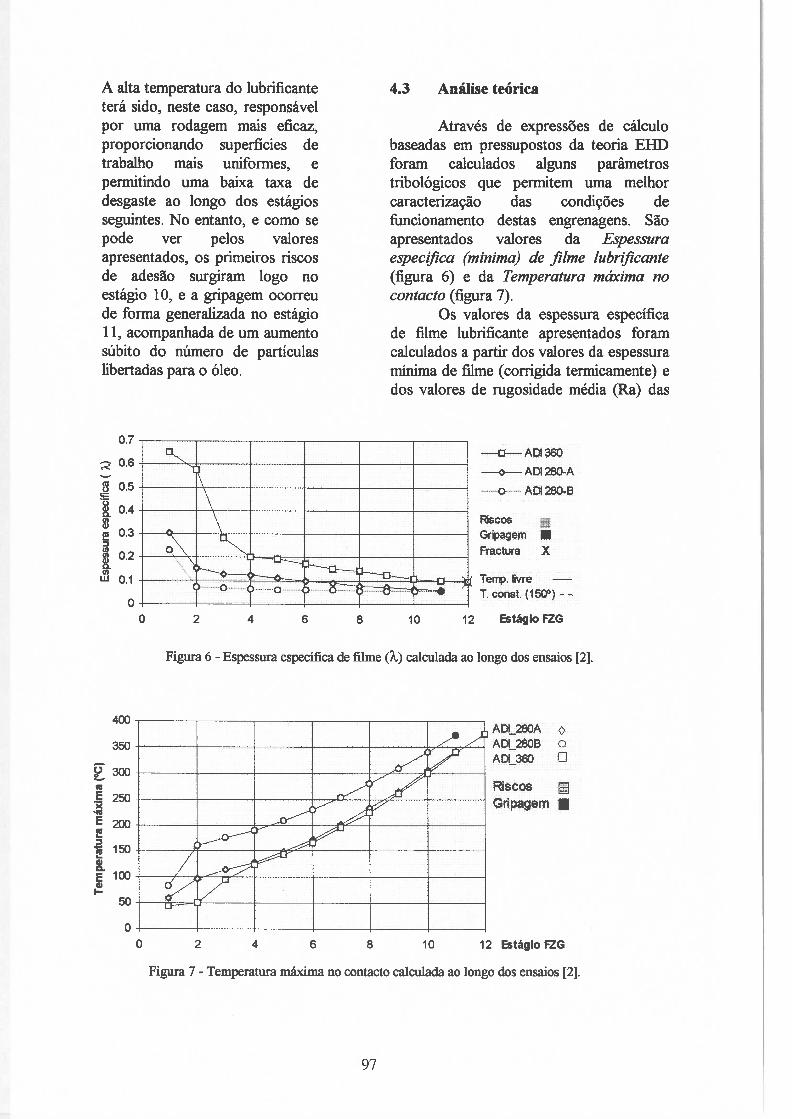
4.3 Análise teórica
Através de expressões de cálculobaseadas em pressupostos da teoria EHDforam calculados alguns parâmetrostribológicos que permitem uma melhorcaracterização das condições deffincionamento destas engrenagens. Sãoapresentados valores da Espessuraespecifica (mínima) de filme lubrficante(figura 6) e da Temperatura máxima nocontacto (figura 7).
Os valores da espessura específicade filme lubrificante apresentados foramcalculados a partir dos valores da espessuramínima de filme (comgida termicamente) edos valores de rugosidade média (Ra) das
r1i ADI_280A- ADI_280
ADI_360
RiscosGripagem
—-a-— ADI 360
—o-— ADI 280-A
—G-— AD1280-B
RiscosGriagem •Fractura X
Ternp. bvreT. cõnst. (150°) - -.
O 2 4 6 8 10 12 Estágio FZG
figura 6 - Espessura especifica de filme () calculada ao longo dos ensaios [2].
0.7
0.6
0.5o
0.4
0.3
0.2
W 0.1
o
400
350
) 300tu
250xE 200tu
J50
1O0
...:.—
ooo
1
O 2 4 6 8 10 12 Estágio FZG
Figura 7 - Temperatura máxima no contacto calculada ao longo dos ensaios [2].
97

engrenagens, medidos em alguns dentesdos pinhões no final dos ensaios. Emtermos teóricos, estes valores apontam paraum regime de lubrificação muito próximodo limite, isto é, a protecção conferida àssuperficies pelo óleo lubrificante foidiminuta, sobretudo no caso daengrenagem tratada a 280°C. Por outraspalavras, a relação entre a altura dasrugosidades das superficies e a espessurade filme lubrificante mostra que ocorreraminteracções de uma forma generalizadaentre as superficies dos dentes em contacto,situação que promove a ocorrência deprocessos de adesão intermetálica e,portanto, a gripagem.
Se se pode verificar que, nestascondições, a gnpagem de engrenagens emaço é praticamente imediata, resta justificaro desempenho evidenciado por estasengrenagens como sendo fruto decaracterísticas inerentes ao própriomaterial. Neste aspecto, o papel da grafitepresente no ADI assume, certamente, uma.influência preponderante.
Os valores apresentados datemperatura máxima são uma estimativa dovalor máximo da temperatura desenvolvidono seio do contacto. Estes valoresrepresentam a soma do valor datemperatura medida do lubrificante, no finalde cada estágio, com o valor máximocalculado da temperaturaflash. Trata-se deum conjunto de valores um poucoconservador (a estimativa da temperaturaque atingem as superficies dos dentes,quando a engrenagem trabalha em banho deóleo, contabiliza apenas 0.47 datemperatura ftash), mas que permite, emtermos de critérios de gripagem, verificarque os primeiros sintomas de adesãoocorrem, nas engrenagens ensaiadas, paratemperaturas locais máximas sempresuperiores a 300°C, isto para o ADI tratadoa 280°C.
Para a determinação datemperatura flash máxima (e de algunsoutros parâmetros) são analisadassucessivas posições sobre linha teórica deengrenamento da engrenagem em teste, o
que significa que é simulado o contacto queocorre, em cada ponto, ao longo de todo oflanco activo de um dado dente dessaengrenagem. Os valores máximos oumínimos detectados (como, por exemplo, amáxima temperatura flash ou ‘a mínimaespessura de filme) nem sempre ocorremsobre a mesma posição do flanco emanálise. Em qualquer caso, são sempreconsiderados as situações em que ocorremos valores extremos da variável emquestão.
4.4 Análise das superfícies
4.4.1 Rugosimetria
A medição da rugosidade dasuperficie dos dentes antes e após osensaios de gripagem permitiu comparar aevolução sofrida por essas superficies aolongo dos ensaios (obviamente, os dentesmedidos à posteriori não continham riscosde adesão).
Alguns dos valores obtidos sãoapresentados na Tabela 4. A observaçãodestes valores permite constatar que:
- a rugosidade inicial foisubstancialmente atenuada nassuperficies das três engrenagens,com particular relevo na tratada a360°C (material mais macio). Ovalores da rugosidade média (Ra)passaram de cerca de 2 um para0.4 p.m nesta engrenagem;
- a engrenagem ADI 280,quando ensaiada a temperaturalivre, mostrou ser aquela em queas superficies foram menosalteradas, sobretudo ao nível dasrugosidades mais pronunciadas(Rt e Rmax diminuíram cerca de30%, enquanto a rugosidademédia desta engrenagem baixouentre 60 a 70%). Esta evoluçãoestá de acordo com a maiordureza desta variante de ADI.
9$

TABELA 4 - Valores medidos de alguns parâmetros de rugosidade [2].
Pinhão 280/A Pinhão 280/B Pinhão 360/A
antes após antes após antes após
Rt 16.81 11.13 16.64 6.26 16.43 4.28Rmax 16.00 11.13 15.99 5.80 15.14 4.16Rz-D 12.07 5.30 11.17 4.55 12.15 2.72Ra 2.26 0.86 2.27 0.74 2.24 0.40Rq 2.89 1.23 2.82 0.95 2.85 0.53MM 7.30 10.00 8.87 9.05 9.00 9.30Rpk 2.02 0.97 1.99 0.74 1.79 0.32Rk 6.26 1.69 7.09 1.99 5.96 1.03Rvk 3.97 2.61 3.36 1.26 3.69 0.78Mr2 84.33 85.15 88.43 84.05 83.55 84.35
4.4.2 Análise microscópica
Considerando o aspectomicroscópico das superficies (apósobservação através do microscópioelectrónico de varrimento) em conjuntocom os valores da rugosimetria, percebe-seque a alteração profunda que as superficiessofreram proporcionou, ao longo dosensaios, uma superficie cada vez mais planae uniforme dos dentes das engrenagens,que, em muitas das zonas observadas, eraformada por um filme de material deconstituição incaracterística. De facto, umaalteração tão grande do perfil dassuperficies conjugada com uma taxa dedesgaste relativamente baixa (o número departículas metálicas encontradas no óleoretirado destes ensaios foi sempre inferiorao dos ensaios de engrenagens em aço) dáa entender que o material que inicialmentese encontrava nos “picos” das rugosidadesterá sido progressivamente reintegradosobre as próprias superficies. Estefenómeno pode ter acontecido por simplesdeformação plástica destes “picos” mas,certamente, muitas das partículas dedesgaste formadas terão sidoreacomodadas no filme superficial referidoanteriormente. Este filme, segundo aanálise espectrográfica revelou, éconstituído por uma profusão deelementos, oriundos quer do lubrificante
quer do próprio material, onde a presençade grafite é uma constante. Também a corprogressivamente mais escura das amostrasde óleo retiradas ao longo dos ensaiosdenotou uma presença cada vez mais fortedeste elemento, sendo de esperar que a suapresença sobre as superficies constitua oprincipal factor justificativo da grandecapacidade de resistência à adesãoevidenciada por este material.
Um outro aspecto posto emevidência pela análise microscópica foi atendência à fissuração encontrada emambas as variantes de ADI ensaiadas. Aobservação de uma secção interior dosdentes (corte perpendicular às superficiesde trabalho), revelou a presença de umnúmero considerável de fissuras, todasmuito semelhantes, em qualquer destesmateriais. Estas fissuras encontram-sesobretudo imediatamente abaixo dasuperficie, na zona onde se desenvolvem asmáximas tensões de corte devidas à pressãode Hertz, e tendem a propagar-se entrenódulos de grafite ou entre os nódulos e asuperficie. Neste aspecto, é importantenotar que o número de fissurassubsuperficiais encontradas é bastantesuperior ao número de fendas que sãovisíveis aflorando a própria superficie. Deacordo com muitos autores, a capacidadedo ADI transformar a sua austeniteestabilizada em martensite quando
99

5 DISCUSSÃOsolicitado mecanicamente (processo queocorre com um aumento de volume de 4%)é a grande responsável pela inibição dapropagação destas fissuras. Supõe-se que aconcentração de tensões junto à frente depropagação das fissuras despolete estatransformação da austenite, o que conduz,por efeito do aumento de volumelocalizado, ao retardamento da suapropagação ou mesmo ao “fecho” daprópria fenda.
Como a análise microscópica dointerior dos dentes foi feita depois dosensaios, não é possível saber se a iniciaçãodestas fissuras ocorreu para valoresmoderados da carga imposta àsengrenagens ou se é resultado dos altosvalores de pressão superficial impostos àssuperficies nos últimos estágios dos ensaiosFZG. Se a primeira situação tiver ocorrido,então é possível que os ADIs ensaiadosapresentem problemas graves no seucomportamento à fadiga de longos ciclos.De qualquer forma, este problema só podeser esclarecido através da realização deoutro tipo de ensaios, nomeadamenteensaios de fadiga de longos ciclos.
5.1 Dos ensaios realizados
Perante os resultados obtidos nestesensaios, é possível concluir que, perante otipo de solicitações correspondentes aoensaio FZG A!8.3190, e quando lubrificadascom óleo-base sem aditivos, a capacidadede resistência aos fenómenos de adesão e àgripagem de engrenagens construídas emADI é nitidamente superior à deengrenagens semelhantes fabricadas em açocementado.
Perante situações de funcionamentoenglobando altas pressões superficiais egrandes taxas de escorregamento, contandoainda com um baixo nível de protecçãoconferido pelo lubrificante (com baixaviscosidade e sem aditivos) e com umacabamento superficial “grosseiro”, odesempenho destas engrenagens é notável.Não se trata de afirmar que o ADI permiteproduzir engrenagens “melhores” que asfabricadas em aço (estas superam semproblemas o estágio 14 FZG se lubrificadascom um óleo aditivado), mas sim deconstatar que em situações defuncionamento particularmentedesfavoráveis, que conduziriam à gripagemrápida de engrenagens em aço, o ADIconsegue resistir muito bem ao desgastesuperficial e à gripagem.
Em termos da resistência à flexãoou à fadiga por flexão (considerando arotura do dente da engrenagem tratada a3 60°C), estes resultados não sãoconclusivos. A engrenagem fracturada foitratada de modo a apresentar uma maiorductilidade e resistência ao desgaste - o quede facto se verificou - em detrimento da suaresistência mecânica. Mesmo assim, comum só exemplar ensaiado, não é possívelafirmar que a ocorrência não tenha sidocasual, fruto, por exemplo, de uma mádistribuição de carga devida a imperfeiçõesgeométricas de fabrico. A engrenagemtratada a 280°C, por sua vez, não foisolicitada com o nível de esforçoscorrespondente ao estágio 12, não tendo
Figura $ - Aspecto de fissura
entre nódulos de grafite [2].
100

CONCLUSÃOsendo possível aferir qualquer limite emtermos de resistência à flexão. Não foramencontradas fissuras de flexão na base dosseus dentes na análise microscópica feitaapós ensaios, o que, de certa forma,garante que, para os níveis de cargacorrespondentes ao estágio 11 FZG (450Nm, 1. 8GPa) o material demonstraresistência capaz.
5.2 Trabalhos futuros
O ensaio FZG de gripagem é umensaio específico, e as conclusõesapresentadas assumem, assim, um carácterrestrito. Para que o conhecimento docomportamento deste material sejacomplementado, toma-se fundamental arealização de ensaios de fadiga comengrenagens nos quais se contemplemvárias possibilidades de utilização, isto é, sesimulem diferentes espectros decarregamento, diferentes velocidades defuncionamento e, obviamente, outros tiposde lubrificantes e de materiais (qual será ocomportamento de uma engrenagem emque o pinhão seja de aço e a roda de ADIquando lubrificada com um óleo de altaviscosidade contendo aditivos efuncionando numa caixa de velocidades deum automóvel, por exemplo, ao fim de50000 Km?).
Além deste aspecto, a literaturaapresenta exemplos diversos de ADIsproduzidos a partir de ferros nodulares deconstituições diferentes entre si, e muitosdos resultados publicados são obtidos apartir de ADIs completamente distintos,seja ao nível dos elementos de ligapresentes seja ao nível dos tratamentostérmicos efectuados. Com muitas dascombinações metalúrgicas em fase aindaexperimental, o ADI é um material quepode proporcionar um desenvolvimentofuturo importante, e a variedade de testes eensaios a realizar ainda é enorme.
Tendo em consideração asvantagens associadas ao uso deste material,quer em termos económicos quer emtermos do aproveitamento de algumas dassuas características particulares, parecelícito afirmar que o ADI é um potencialsubstituto do aço para a fabricação deengrenagens, sobretudo em casos em queos esforços impostos ao maquinismo nãotêm valores extremamente elevados e emque a lubrificação é feita com óleos-base ouóleos e/ou engrenagens de menorqualidade, dispensando o uso de aditivos.
AGRADECIMENTOS:
Pela colaboração desinteressada eimprescindível participação neste trabalho,agradece-se a disponibilidade manifestadapelas seguintes entidades:
Professor Henrique SantosFERESPEA. Brito, Indústria Portuguesa deEngrenagens, Lda.Engenheiros Jorge Castro e Beatriz Graça(CETRTB-INEGI)
REFERÊNCIAS:
[11 Harding, R A.
“The use of austempered ductile iron for
gears”
comunicação apresentada no 2o congresso
mundial de engrenagens, Paris, 1986.
[2] Magalhães, L.
“Resistência ao Desgaste e Gnpagem deEngrenagens em Ferro Fundido Nodular
Austemperado (AD!)”
Tese de Mestrado em Engenharia Mecânicaapresentada à Faculdade de Engenharia da
Universidade do Porto em Julho de 1995.
101

[3] Santos, H.M.C.M., Pinto, A. M. P., Torres,
V.M.G.
“Cu-Mn ADI: A low cost high
performance material”CMUP, FEUP
[4J Hornung K., Hauke, W.“Austempered Ductile Iron (ADI), A
Material For Gcars”
resultados de testes da GEORGE FISHER
LTD.(Suíça), do GEAR RESEARCH
INSTITUTE (Universidade de Munique) eda BMW (Bavanan Motors), Alemanha,
publicação de 1984.
[5] Jokipii, Kalevi
“Kymenite, Austempered Ductile Iron as
Material for Gears and Otherapplications”Kymmene-Stromberg Corp.. Finlândia.
[6] Norma alemã DIN 51354
“FZG - Zahnrad - Verspannungs -
prufmaschine
Teu 1 : Aligemeine Arbeitsgrundlagen
Teil 2 : Prufverfahren N8.3/90
fur Schmierole”Abril 1990
[7] Winter, H., Michaelis. K.
“FZG Gear Test Rig - Description and
Test possibilities”
publicação da FZG.
[81 Classe de viscosidade ISO, segundo as
normas DIN 51519, DIN 3448. ou
NF T60-141
BIBLIOGRAFIA:
Guedes, L.C. , Guesser, W.L.. Duran, P.V.,
Santos, A.B.
“Utilização de ferros fundidos nodulares
bainíticos na fabricação de engrenagens”
publicação da ABM, Vol. 42. #341, Abril 1986.
“Gear Measuring Techniques, Double Flank
Rolling Testing”
Folheto informativo de máquina
“HOMMELWERKE”.
Parkes, L. R.
“Austempered irons and the automotive
industry”Publicado em “Metais & Materiais”. Vol. 1, n°1.
102