Embed Size (px)
Citation preview

Retrofit da ETAR
Um sistema de filtragem para redução de resíduos sólidos e redução de consumo de recursos naturais.
Categoria: Meio Ambiente
Participantes da Ultragaz: Edmundo Ramalho – Capuava
Eduardo Pereira Soares – Capuava
Judith Hidemi Yoshioka – Matriz
Luiz Carlos da Silva – Capuava
Marco Antonio Molina – Capuava
Nilton Marques Figueiredo – Capuava
Rodrigo de Oliveira – Matriz
Sergio Roberto Daniel – Capuava
Sandra Cristina Gimenes – Capuava
Participante da Tecitec: Fernando Queiroz
Prêmio GLP de Inovação e Tecnologia – 2013
ÍNDICE
1. Introdução
2. Histórico da empresa participante
2.1. Empresa Parceira
3. Problemas e Oportunidades
3.1 Histórico do Estudo
4. Plano de Ação, Metas e Estratégias
4.1. Objetivo e Meta do Projeto
4.1.1 Start Up e Implementação do Sistema de Filtragem
4.1.2 Resíduo Aquoso
4.1.3 Efluente Líquido
4.1.4 Análise do Efluente
5. Implementação do Projeto
6. Conclusão e Resultado Final

Prêmio GLP de Inovação e Tecnologia – 2013
Introdução
O resíduo sólido é uma das preocupações mais importantes em todo o
universo. O Brasil conseguiu aprovar a Política Nacional de Resíduos Sólidos,
através da Lei n. 12.305/10, com o objetivo de traçar diretrizes relativas à gestão
integrada e ao gerenciamento de resíduos sólidos e ditar responsabilidade
compartilhada dos geradores de resíduos, seja dos fabricantes, distribuidores, ou
comerciantes de forma a mudar o cenário e organizar o tratamento do resíduo
incentivando a reciclagem, destinação correta e a sustentabilidade.
O Brasil atingiu o maior índice de reciclagem da lata de alumínio em 2011,
chegando a 98,3% das embalagens reaproveitadas, de acordo com a Abralatas
(Associação Brasileira dos Fabricantes de Latas de Alta Reciclabilidade) e a Abal
(Associação Brasileira do Alumínio), liderando o ranking mundial de reciclagem de
latas de alumínio. Esse tipo de segregação de material reciclável trouxe uma
atividade para os “catadores de latinhas”, uma renda familiar, de forma que houve
um incentivo maior do que o papel ou garrafas pet. E, isso representa uma grande
vitória contra a degradação à natureza, pois conforme site da Abralatas o alumínio é
um material 100% reciclável, e o seu reaproveitamento reduz a emissão de CO2
(Dióxido de Carbono) na atmosfera em pelo menos para 5% no processo de
reciclagem.
Já a reciclagem de resíduo sólido em indústria química ou petroquímica não é
um processo tão fácil assim, onde há essa segregação e troca sem causar danos ao
meio ambiente ou à saúde humana durante o manuseio.
No processo operacional de recebimento, armazenamento, envase,
distribuição e comercialização de GLP, mais conhecido como gás de cozinha, há
geração de resíduos, como por exemplo: efluente e borra de tinta proveniente da
pintura do botijão, efluente da lavagem dos recipientes de 13 kg, sucata metálica e
outros resíduos da manutenção das válvulas ou até mesmo resíduos do processo de
requalificação, dentre outros.

Prêmio GLP de Inovação e Tecnologia – 2013
Um dos resíduos com maior oportunidade de redução de geração,
armazenamento e descarte é o resíduo aquoso gerado no processo de lavagem de
botijão P13 de GLP, por ser um resíduo de maior volume e com custo elevado para
destinação, pois no passado era considerado como resíduo classe I, ou seja,
resíduo perigoso, o qual deveria ser adequadamente destinado para não causar
danos ao meio ambiente e a saúde pública seguindo a legislação vigente.
Alguns testes foram realizados, adquirindo-se equipamentos em consignação,
os quais não obtiveram muito resultado, pois o resíduo possui partículas de diâmetro
muito pequeno e de difícil retenção em qualquer tipo de peneira ou filtro decantador,
além de necessitar de espaço grande para disposição de equipamentos com filtro
prensa e a secagem da torta de resíduo.
Histórico Ultragaz
A Ultragaz é pioneira na distribuição de gás
liquefeito de petróleo (Gás LP, também
conhecido como gás de cozinha) no Brasil.
Operando nas regiões Sul, Sudeste,
Centro-Oeste, Norte e Nordeste.
Na Bahia, utilizamos a marca Brasilgás,
que se tornou uma das mais importantes da
região.
Fundada em 1937 pelo imigrante austríaco
Ernesto Igel, a Companhia Ultragaz é pioneirana introdução do Gás LP como gás de
cozinha no Brasil. Mais de 70 anos depois, os fogões à lenha deixaram de fazer
parte da vida das donas-de-casa e o mercado nacional passou a consumir,
anualmente, mais de 6 milhões de toneladas do gás que é usado como combustível
doméstico por cerca de 90% da população brasileira.
Foram muitas as mudanças nas últimas décadas, mas o pioneirismo continua a ser a
marca da Ultragaz, empresa que deu início ao Grupo Ultra (Ultrapar Participações
S/A), um dos mais sólidos conglomerados econômicos do País, cujas ações são
negociadas, desde 1999, nas bolsas de valores de São Paulo e de Nova York.

Prêmio GLP de Inovação e Tecnologia – 2013
O Grupo Ultra reúne quatro negócios com posição de destaque em seus
segmentos de atuação. Além da Ultragaz, fazem parte do conglomerado: a Oxiteno,
única fabricante de óxido de eteno e seus principais derivados no Mercosul; a
Ultracargo, uma das líderes em oferecer soluções logísticas integradas para granéis
especiais; distribuição de combustíveis com a Ipiranga e, recentemente, a Texaco do
Brasil. Com a aquisição dessas duas últimas empresas, em 2007 e 2008,
respectivamente, o Grupo Ultra passou a operar a maior rede de distribuição privada
de combustíveis do País, e passa a ser uma das 5 maiores empresas nacionais
privadas em faturamento.
Fonte: site www.ultragaz.com.br
Histórico Tecitec Filtração e Tratamento de Efluentes Ltda
A Tecitec é uma empresa 100%
nacional com mais de 30 anos de
experiência no segmento de filtração
industrial e deságue de lodos.
Hoje a Tecitec é um dos principais
fabricantes e fornecedores de
equipamentos e soluções para tratamento
de água e efluentes, filtração indústria e
sistemas para condicionamento e deságue
de lodos.

Prêmio GLP de Inovação e Tecnologia – 2013
A Tecitec iniciou suas atividades produzindo tecidos especiais para filtração.
Hoje, instalado em prédio próprio no centro empresarial de Tamboré SP, produz,
além dos elementos para filtração, uma linha completa de equipamentos para
tratamento de água e efluentes são eles: Filtro prensa, bombas de diafragma
pneumáticas, estações de tratamento de efluentes biológicos e físico químicos,
estações de tratamento de águas, lavadores de gases, separadores de óleo,
abrandadores, desmineralizadores, equipamentos para medição de pH e Radox,
sistemas de automação por CLP e produtos químicos para tratamento de aguas e
efluentes.
A Tecitec atende aos mais diversos tipos de mercado com químico,
petroquímico, farmacêutico, alimentício, de tintas e pigmentos, de detergentes,
cerâmico de cimentos e minérios, tanto no Brasil tanto na América do Sul.
Preocupada cada vez mais com a qualidade de seus produtos e serviços, e
principalmente com o bom atendimento aos seus clientes, a Tecitec tem investido na
melhoria de processos produtivos, desenvolvimento de nossos produtos e
treinamento de seu pessoal.
Cada produto é controlado rigorosamente, por técnicos especializados,
quanto à qualidade das matérias primas, acabamento, confecção e
dimensionamento. Com todos esses recursos, a Tecitec tem total domínio de todas
as etapas de fabricação e analisa cada caso individualmente, visando obter máxima
performance no processo e proporcionando aos seus clientes uma maior opção de
produtos, garantido o atendimento total de suas necessidades a custo reduzido.
O departamento de engenharia elabora projetos completos para a adequação
das empresas à legislação ambiental e implantação de soluções para filtração
tratamento de águas e efluentes.
Neste projeto a Tecitec deu todo o suporte necessário para a Ultragaz
unidade Capuava desde o levantamento de dados, coleta de amostra, testes e
ensaios de tratabilidade e filtração em laboratório, testes piloto em campo,

Prêmio GLP de Inovação e Tecnologia – 2013
conduzindo o projeto até a definição final do conceito a ser adotado,
dimensionamento dos equipamentos, automação, lay-out de instalação, entre outros
suportes.
3. PROBLEMAS E OPORTUNIDADES
A geração de resíduo sólido do processo de máquina de lavagem externa de
recipientes P-13 era constituída mais de efluente industrial do que propriamente de
resíduo sólido, pastoso ou equivalente. Por ser uma mistura de particulados,
sujidades da área externa dos recipientes e misturas de cascas de pintura do botijão
este resíduo aquoso era considerado como resíduo perigoso, classe I. No entanto,
havia mais uma dificuldade de destinar este resíduo, pois o mesmo não poderia ser
destinado a uma estação de tratamento de efluentes convencional. Portanto havia
duas possibilidades para a adequada destinação:
Tratamento de efluente por uma empresa especializada, onde há a
dificuldade de encontrar este tipo de tratamento próximo das unidades
operacionais da Ultragaz;
Encaminhar para tratamento de resíduo perigoso, para processo de
incineração ou co-processamento.
As duas possibilidades tem alto custo para destinação e transporte deste
efluente, uma vez que não há possibilidade de reuso ou reciclagem do efluente bruto
descartado e nem facilidades para encontrar uma empresa adequadamente para
referida destinação.
A prática de reuso ou reciclagem do efluente atenderia a Política de
Sustentabilidade da Cia Ultragaz SA, para redução de uso de recursos naturais e ou
na minimização da emissão de CO2, através do processo de incineração ou
transporte de caminhão.

Prêmio GLP de Inovação e Tecnologia – 2013
3.1. Histórico do Estudo
Iniciou-se pela Matriz em 2008, a busca de parceiros para instalação de
sistema de filtragem ou dispositivo que pudesse reter os particulados. Vários testes
foram realizados sem sucesso entre eles está o encaminhamento de tambores com
efluentes para empresas até fora do estado de São Paulo.
Em 2012, em parceria com a Tecitec e com a proposta técnica de obter
resultado eficiente, foi adquirido um equipamento compacto em consignação para
otimização e adaptação do sistema de dosagem de reagentes nos recipientes de
geração de lodo da Estação de Tratamento de Águas Residuárias (ETAR) na base
de Produção.

Prêmio GLP de Inovação e Tecnologia – 2013
A Base de Produção Capuava foi escolhida para realização do teste piloto por
ser uma unidade com produção alta em volume de envase de GLP,
consequentemente com alta geração de resíduos e pela sua localização devido a
grande quantidade de visitas técnicas realizadas. Após visitas, reuniões e análises
preliminares de riscos de segurança, saúde e meio ambiente foi dimensionada e
especificada pela Tecitec uma mini ETAR com filtro prensa conforme os dados de
produção desta unidade.
Após a instalação do piloto, deu-se início a uma série de adequações do
equipamento, escolha do melhor tipo e quantidades dos filtros para o filtro prensa e
acertos de dosagem dos produtos químicos para o tratamento do efluente bruto
gerado atendendo assim os parâmetros estabelecidos conforme a legislação
ambiental vigente no Estado de São Paulo.
Após os testes, o objetivo esperado de aumentar o tempo de residência da
água no processo operacional da unidade Capuava contribuindo com a redução do
consumo de recursos naturais e atendendo a Política de Sustentabilidade da
Companhia foi alcançado e após a saturação do efluente o mesmo foi analisado e
obteve parâmetros de descarte conforme legislação local.
4. PLANO DE AÇÃO, OBJETIVOS, METAS E ESTRATÉGIAS
4.1. Objetivo e Meta do Projeto
4. 1.1. Start Up e Implementação do Sistema de Filtragem
Durante o projeto, alguns itens foram importantes para o dimensionamento de
todo o processo, como:
Volume de efluente (periodicidade);
Geração do volume de resíduo;
Atendimento a vazão pré estabelecida;
Funcionamento da filtragem do Lodo;
Legislação vigente.

Prêmio GLP de Inovação e Tecnologia – 2013
Equipamento com a adequação para a implementação do sistema
4.1.2. Resíduo Aquoso
O tratamento do resíduo aquoso foi testado por um período de 6 meses para
atingir a eficiência da qualidade da água e também do adensamento do resíduo
sólido.
Abaixo, apresentamos o resíduo aquoso antes e após o tratamento.
Lodo após tratamento de 8 a 10 m3
de água gera 01 tambor de lodo (peso 211kg)
Lodo sem tratamento aprox. 60 à 70% do lodo é efluente liquido
Prêmio GLP de Inovação e Tecnologia – 2013
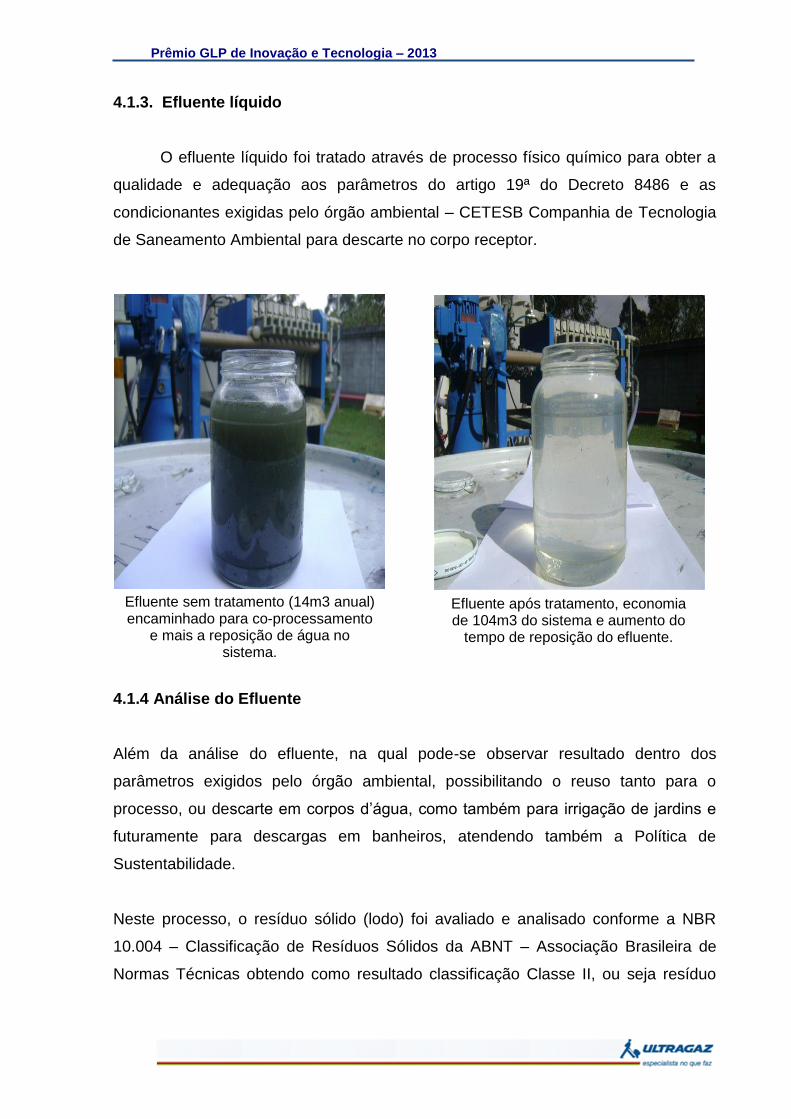
4.1.3. Efluente líquido
O efluente líquido foi tratado através de processo físico químico para obter a
qualidade e adequação aos parâmetros do artigo 19ª do Decreto 8486 e as
condicionantes exigidas pelo órgão ambiental – CETESB Companhia de Tecnologia
de Saneamento Ambiental para descarte no corpo receptor.
4.1.4 Análise do Efluente
Além da análise do efluente, na qual pode-se observar resultado dentro dos
parâmetros exigidos pelo órgão ambiental, possibilitando o reuso tanto para o
processo, ou descarte em corpos d’água, como também para irrigação de jardins e
futuramente para descargas em banheiros, atendendo também a Política de
Sustentabilidade.
Neste processo, o resíduo sólido (lodo) foi avaliado e analisado conforme a NBR
10.004 – Classificação de Resíduos Sólidos da ABNT – Associação Brasileira de
Normas Técnicas obtendo como resultado classificação Classe II, ou seja resíduo
Efluente sem tratamento (14m3 anual) encaminhado para co-processamento
e mais a reposição de água no sistema.
Efluente após tratamento, economia de 104m3 do sistema e aumento do
tempo de reposição do efluente.
Prêmio GLP de Inovação e Tecnologia – 2013
não perigoso, possibilitando o descarte em aterro sanitário sem risco e danos ao
meio ambiente ou à saúde pública.
Com isso, atingimos o objetivo do estudo reduzindo inclusive o custo de destinação
do mesmo, que antes estava sendo encaminhado para a incineração ou co-
processamento.
5. Implementação
Após as análises e avaliações deste estudo de viabilidade operacional e econômica,
deu-se mais um refinamento para a instalação definitiva com o acerto das dosagens
dos produtos químicos, com acompanhamento da equipe de manutenção local,
suporte técnico e para os funcionários de Capuava por parte da Tecitec.
6. Conclusão e Resultado Final
O resultado foi satisfatório e o impacto apresentou:
• Redução na geração de resíduos sólidos;
• Redução na geração de efluentes;
• Redução/melhoria de mão de obra (máquina de lavar recipientes);
• Redução de ciclo de limpeza do sistema de tratamento (ETAR);
• Melhoria na eficiência do processo existente (tratamento físico–químico);
• Qualificação de funcionários no processo de tratamento de efluentes;
• Melhoria nos recursos materiais (equipamentos novos/medição);
• Envolvimento dos funcionários;
• Reuso operacional interno do efluente;
• Atendimento à requisitos legais, e preservação do meio ambiente;
O mais importante é que houve uma redução bastante significativa, de um
resíduo bastante aquoso de difícil retenção nos processos de filtragem, com geração
de 8 tambores para 3 e com “pay back” de 6 meses, e principalmente no resultado
da análise do resíduo que foi considerado Classe II, não perigoso, reduzindo os
custos de destinação do mesmo, conforme os testes realizados no final deste
projeto.