Embed Size (px)
Citation preview
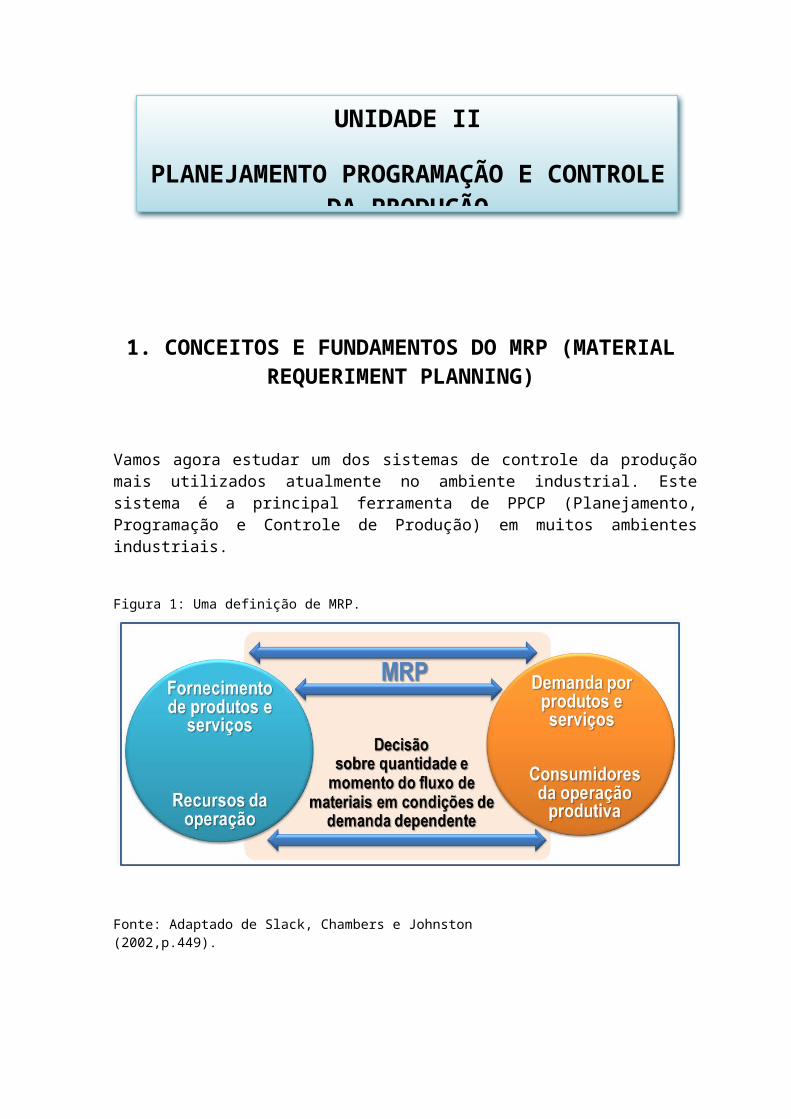
1. CONCEITOS E FUNDAMENTOS DO MRP (MATERIAL REQUERIMENT PLANNING)
Vamos agora estudar um dos sistemas de controle da produção mais utilizados atualmente no ambiente industrial. Este sistema é a principal ferramenta de PPCP (Planejamento, Programação e Controle de Produção) em muitos ambientes industriais.
Figura 1: Uma definição de MRP.
Fonte: Adaptado de Slack, Chambers e Johnston (2002,p.449).
Segundo Slack, Chambers e Johnston (2002) o primeiro instrumento para apoiar a gestão da produção empurrada utilizando-se como recurso o computador, surgiu nos Estados Unidos no final da década de 1950. Seu objetivo básico era o de auxiliar no cálculo das necessidades de materiais com base na previsão de vendas. Este sistema, conhecido na época por closed loop, ou ciclo fechado, deu origem aos sistemas de gerenciamento integrado da produção, conhecidos
UNIDADE II
PLANEJAMENTO PROGRAMAÇÃO E CONTROLE DA PRODUÇÃO
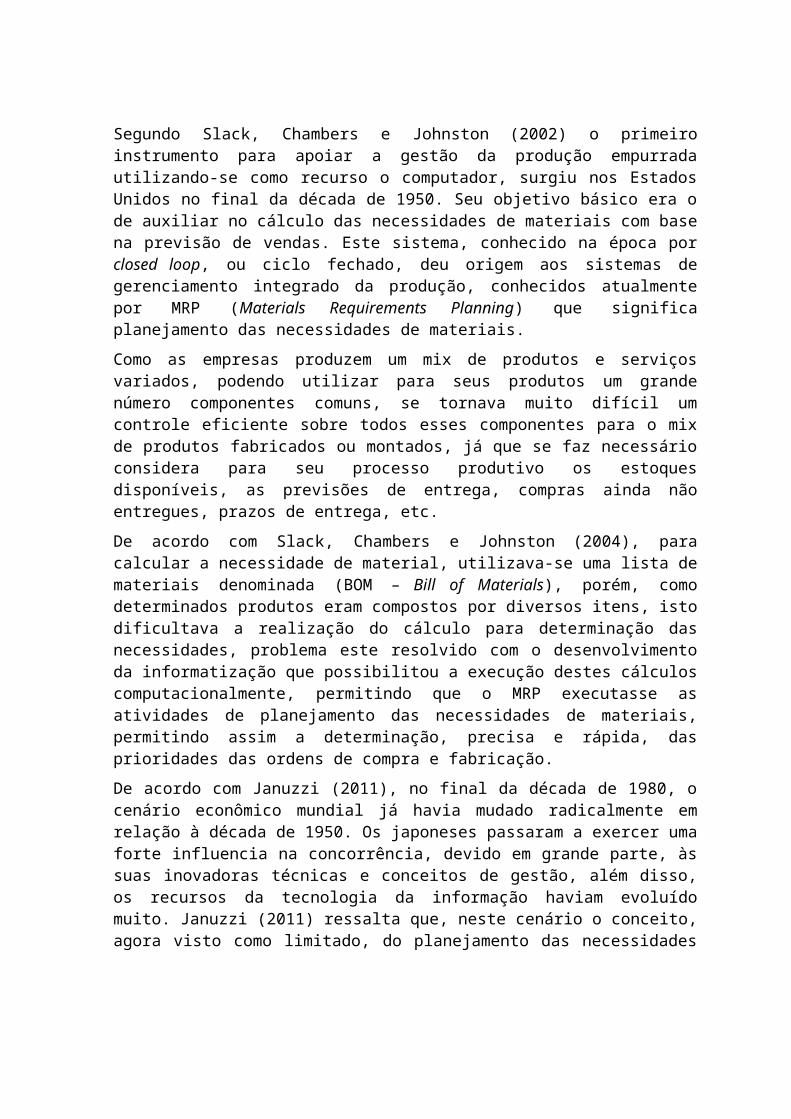
atualmente por MRP (Materials Requirements Planning) que significa planejamento das necessidades de materiais.
Como as empresas produzem um mix de produtos e serviços variados, podendo utilizar para seus produtos um grande número componentes comuns, se tornava muito difícil um controle eficiente sobre todos esses componentes para o mix de produtos fabricados ou montados, já que se faz necessário considera para seu processo produtivo os estoques disponíveis, as previsões de entrega, compras ainda não entregues, prazos de entrega, etc.
De acordo com Slack, Chambers e Johnston (2004), para calcular a necessidade de material, utilizava-se uma lista de materiais denominada (BOM – Bill of Materials), porém, como determinados produtos eram compostos por diversos itens, isto dificultava a realização do cálculo para determinação das necessidades, problema este resolvido com o desenvolvimento da informatização que possibilitou a execução destes cálculos computacionalmente, permitindo que o MRP executasse as atividades de planejamento das necessidades de materiais, permitindo assim a determinação, precisa e rápida, das prioridades das ordens de compra e fabricação.
De acordo com Januzzi (2011), no final da década de 1980, o cenário econômico mundial já havia mudado radicalmente em relação à década de 1950. Os japoneses passaram a exercer uma forte influencia na concorrência, devido em grande parte, às suas inovadoras técnicas e conceitos de gestão, além disso, os recursos da tecnologia da informação haviam evoluído muito. Januzzi (2011) ressalta que, neste cenário o conceito, agora visto como limitado, do planejamento das necessidades de materiais do MRP, expandiram-se e foram integrados a outras partes da empresa. Essa versão atualizada passou a ser conhecida atualmente por MRP II (Manufacturing Resources Planning) ou Planejamento dos Recursos de Manufatura.
A figura 2 ilustra todas as áreas de abrangência do MRP:
O MRP II integra ao antigo MRP, principalmente as seguintes funções:
O cálculo da necessidade de capacidade produtiva além dos materiais
Planejamento do ciclo financeiro com o ciclo operacional; O entendimento da produção com o planejamento de
marketing.
Para Saber Mais
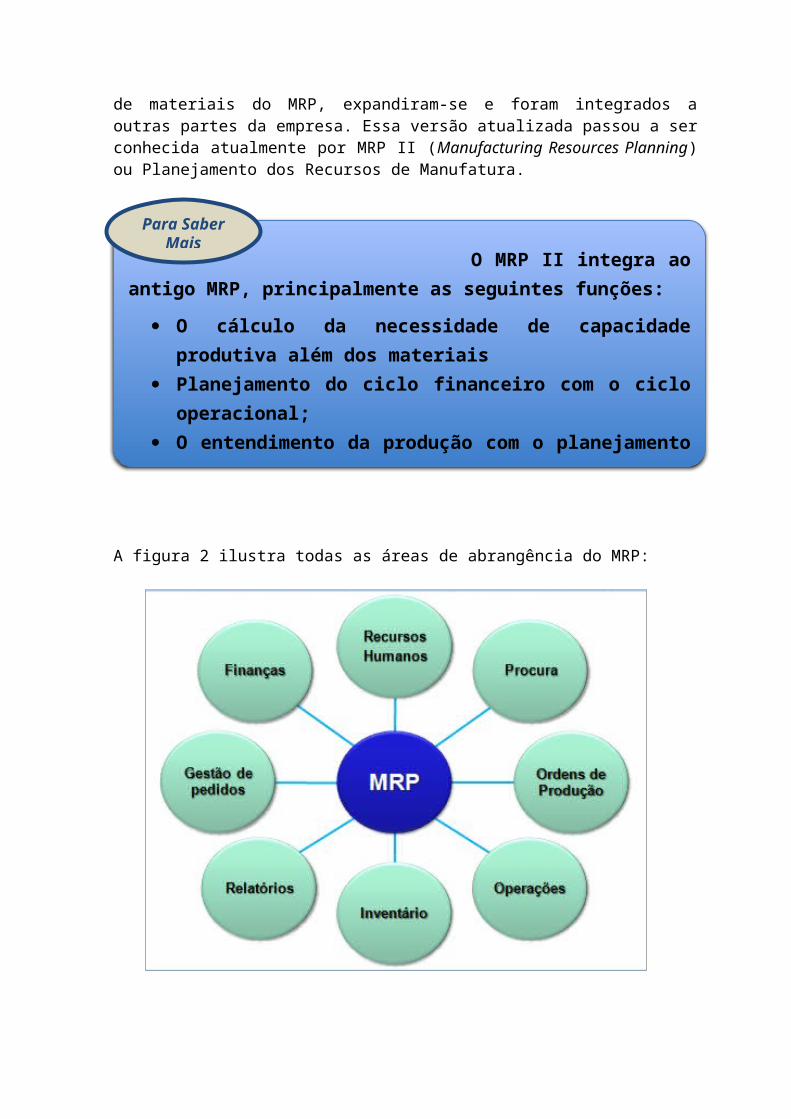
Figura 2: Áreas de abrangência do MRP
Fonte: Januzzi (2011, p.151).
Hoje o MRP II é parte de um sistema integrado muito mais complexo conhecido por ERP (Enterprise Resources Planning) em que, utilizando a filosofia do MRP, envolve a integração de diversas áreas da empresa.
Dentro da perspectiva do ambiente produtivo, pode-se afirmar que o MRP se propõe a realizar as seguintes tarefas:
Administrar a estrutura dos materiais montados e produzidos;
Planejar e controlar as necessidades de materiais com base na administração dos pedidos e na previsão de vendas de produtos;
Ajustar tempos de reposição para que seja minimizado o disparo de produções antes da necessidade do item.
Planejar e otimizar as compras de itens e componentes para manter os níveis dos estoques, o mais baixo possível, sem faltas nem excessos;
Planejar e controlar as atividades de manufatura através do planejamento da capacidade, do sequenciamento das operações e da liberação dos pedidos, para que ocorram nas quantidades e momentos necessários.
Em resumo, segundo Januzzi (2011), as indústrias adotam o MRP com o propósito de descobrir, com a menor margem de erro possível, quanto e quando o cliente irá consumir o seu produto e, partindo-se desta informação, procuram se antecipar produzindo a quantia exata no momento exato para atender o cliente, trabalhando da forma mais enxuta possível.
1.1 CONCEITOS UTILIZADOS NO MRP
O MRP se baseia na divisão dos itens de estoque em duas categorias: itens de DEMANDA DEPENDENTE e itens de DEMANDA INDEPENDENTE (CORRÊA; GIANESI 1996, p.36):
Como exemplo de demanda independente, têm-se os produtos acabados. Esta demanda é prevista com base no mercado consumidor, já os itens que compõe o
ITENS DE DEMANDA INDEPENDENTE
São aqueles itens cuja DEMANDA NÃO DEPENDE DE NENHUM OUTRO ITEM da estrutura do produto para determinar sua demanda.
Estão geralmente no topo da estrutura da BOM (Lista de Materiais).
ITENS DE DEMANDA DEPENDENTE
São aqueles itens cuja
DEMANDA DEPENDE DE OUTRO ITEMda estrutura do produto para determinar sua demanda.
Fazem parte de uma ou mais estrutura de produto da BOM (Lista de Materiais).
Para Saber Mais
Como definem Corrêa e Gianesi (1996, p.93),
o objetivo do MRP é:
“Permitir o cumprimento dos prazos de entrega dos pedidos dos clientes com mínima formação de estoques, planejando as compras e a produção de itens componentes para que ocorram apenas nos momentos e nas quantidades necessárias, nem mais, nem menos, nem antes, nem depois”.
Questão para Reflexão!?
produto acabado, denominados de itens “filhos”, possuem demanda que dependem de outro item, chamado no MRP como item “pai” e devem ser calculadas com base na demanda deste. Esta relação itens “pai e filho” são estabelecidas, segundo Corrêa e Gianesi (1996), por uma lista de materiais que definem quais e quantos componentes serão necessários para a produção de um determinado item.
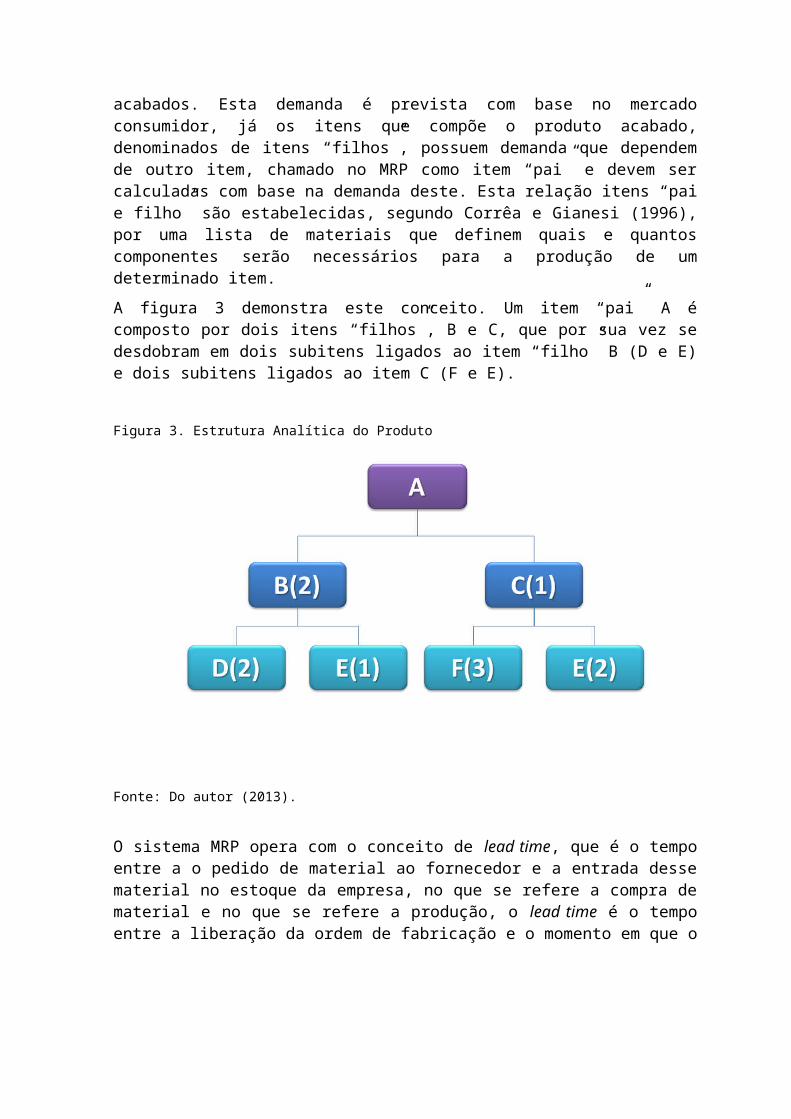
A figura 3 demonstra este conceito. Um item “pai” A é composto por dois itens “filhos”, B e C, que por sua vez se desdobram em dois subitens ligados ao item “filho” B (D e E) e dois subitens ligados ao item C (F e E).
Figura 3. Estrutura Analítica do Produto
Fonte: Do autor (2013).
O sistema MRP opera com o conceito de lead time, que é o tempo entre a o pedido de material ao fornecedor e a entrada desse material no estoque da empresa, no que se refere a compra de material e no que se refere a produção, o lead time é o tempo entre a liberação da ordem de fabricação e o momento em que o produto está disponível para o cliente no estoque. Por exemplo, se um produto.
1.1 PRINCIPAIS MODULOS DO MRP
De acordo com Slack, Chambers e Johnston (2004), com os dados da estrutura do produto, o lead time dos produtos a serem produzidos e comprados e das quantidades e datas de entrega dos produtos finais, é possível calcular as necessidades de todos os itens a serem fabricados.
Questão para Reflexão!?
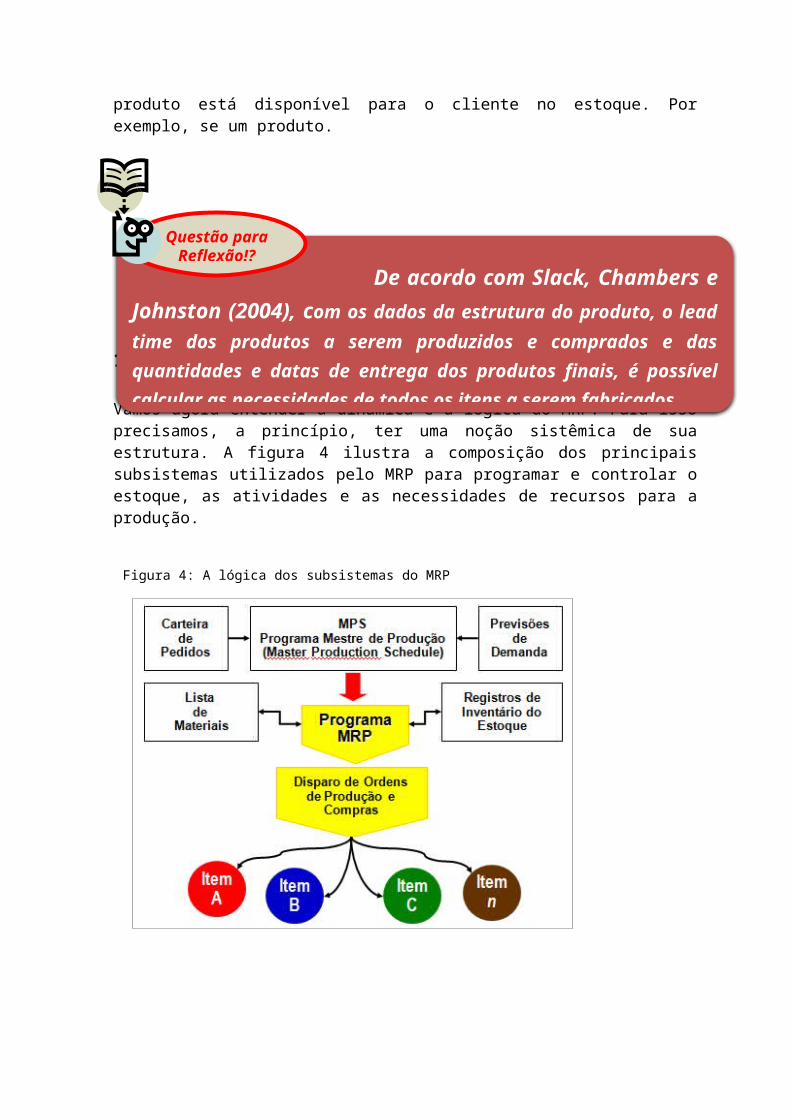
Vamos agora entender a dinâmica e a lógica do MRP. Para isso precisamos, a princípio, ter uma noção sistêmica de sua estrutura. A figura 4 ilustra a composição dos principais subsistemas utilizados pelo MRP para programar e controlar o estoque, as atividades e as necessidades de recursos para a produção.
Figura 4: A lógica dos subsistemas do MRP
Fonte: Januzzi (2011, p.152).
Observa-se na figura 4, que o MRP cruza os dados e informações de todos esses subsistemas para gerar os relatórios e emitir suas ordens através do MPS (Master Production Schedule) que está no centro do sistema.
Segundo Corrêa e Gianesi (1996) os principais módulos do MRP são:
Módulo de Planejamento da Produção (Production Planning):
Este módulo é usado para planejamento à longo prazo e tem como função auxiliar na decisão quanto aos níveis agregados de estoques e produção.
Módulo de Planejamento Mestre de Produção (MPS):
Este módulo como objetivo auxiliar na decisão quanto aos planejamentos das quantidades de itens de demanda independente que devem ser produzidos e dos níveis de estoques a serem mantidos e através de análise do planejamento à
médio prazo, possibilita a determinação da viabilidade dos planos de produção em relação a capacidade da empresa.
Módulo de Cálculo de Necessidades de Materiais (MRP):
Tem como base um registro que representa a posição e os planos referentes à produção e estoque de cada item, seja ele estoque de matéria-prima, estoque de produto em processo ou estoque de produto acabado, ao longo do tempo.
Este registro compreende todo o período considerado para o planejamento, apontando as necessidades de cada item, o estoque disponível, o plano de de ordens de produção, a programação de recebimento dos itens para repor estoques, o tempo de ressuprimento e o tamanho do lotes.
Módulo de Cálculo de Necessidades de Capacidade (CRP):
Este módulo, com base nos roteiros de produção, calcula a capacidade necessária de cada centro de trabalho, identificando assim a ociosidade ou capacidade e excesso, bem como eventuais insuficiências da capacidade de produção da fabrica.
Módulo de Controle de Fábrica (SFC):
O módulo SFC é focado no controle do piso de fábrica, sendo responsável pelo processo de sequenciamento das ordens de produção nos seus respectivos centros de trabalho e pelo controle da produção. Este modulo busca garantir que as prioridades calculadas sejam realizadas além de fornecer aos demais módulos o feedback do andamento da produção.
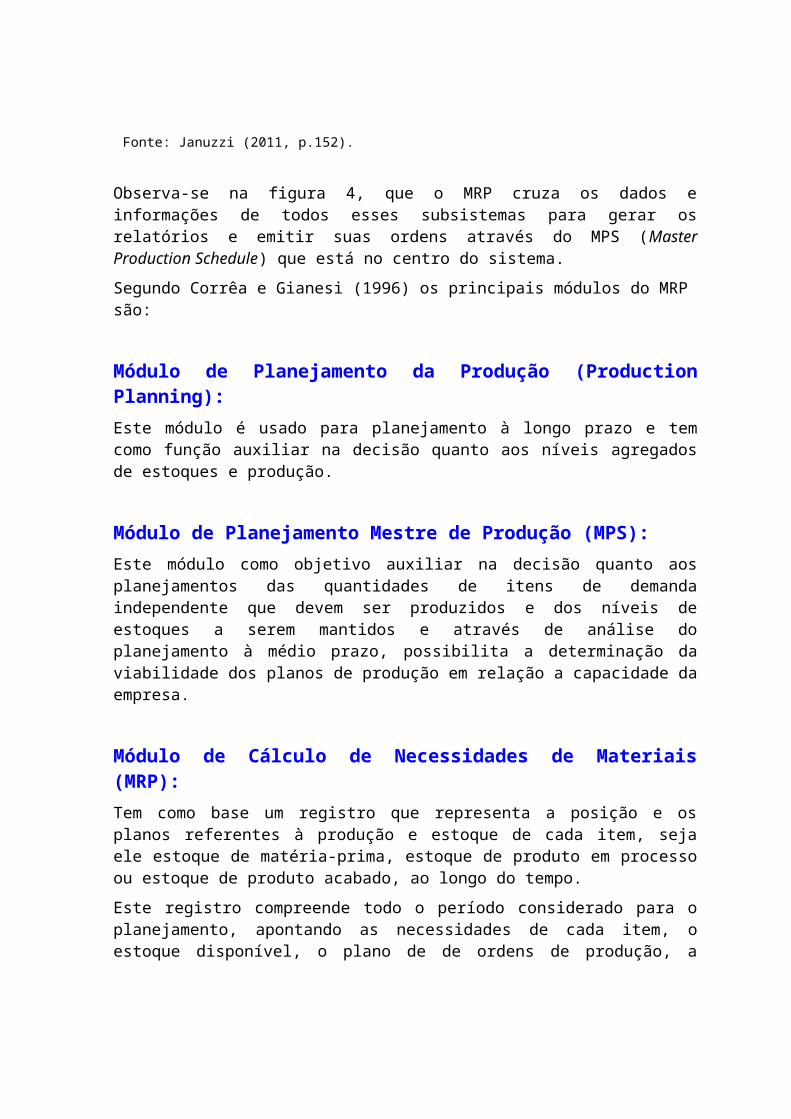
Figura 4: Banco de dados do MRP
Fonte: Adaptado de Burbidge (2002).
1.2 DINÂMICA DO MRP
Como vimos, o MRP integra as funções do programa-mestre de produção, o controle de ordens de produção e compras, as funções do planejamento de recursos produtivos.
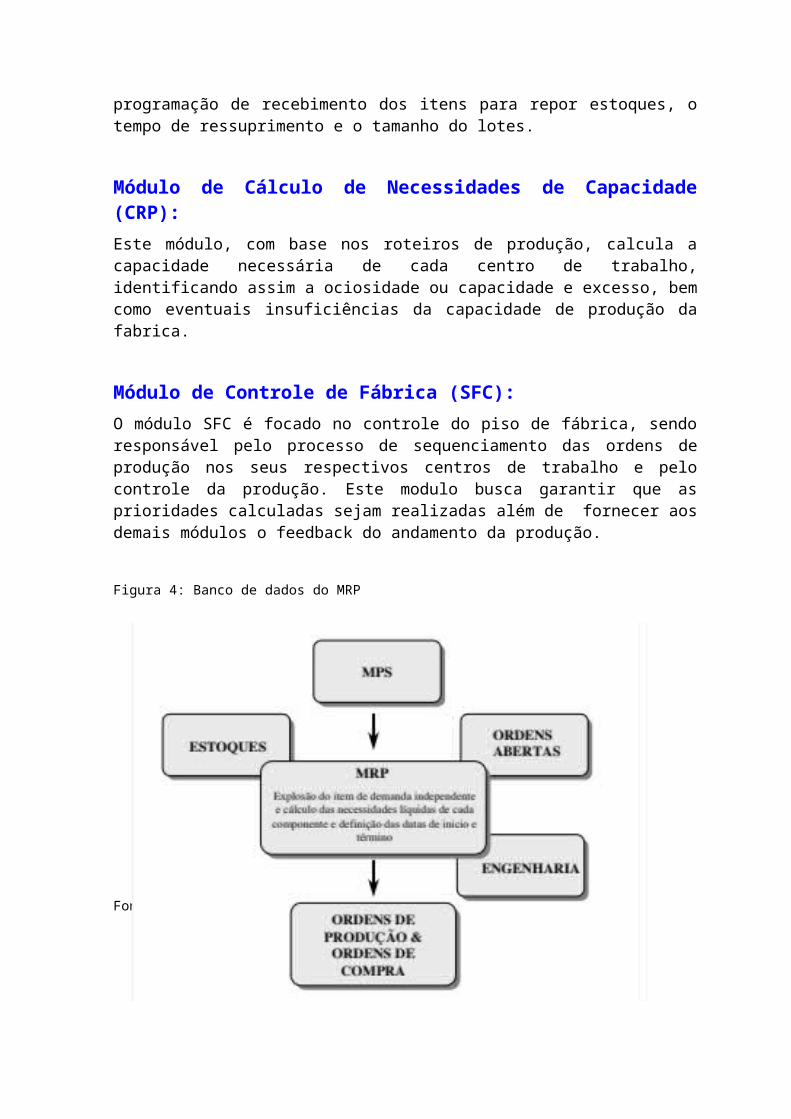
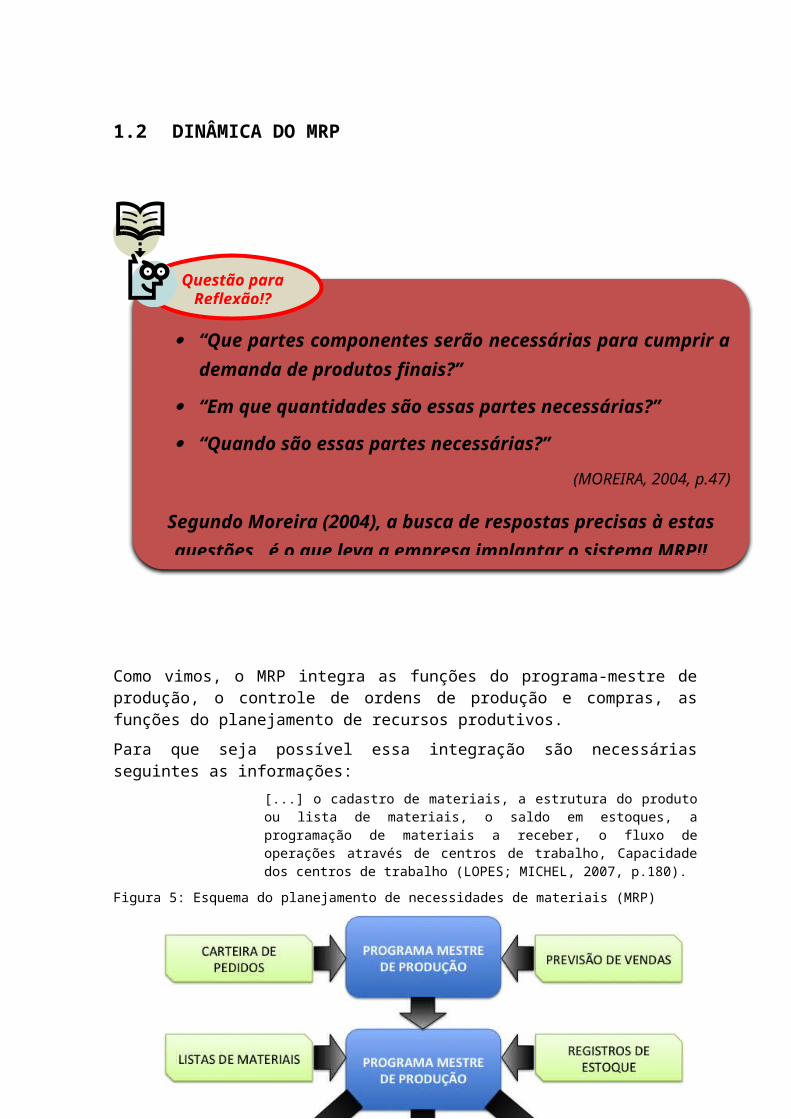
Para que seja possível essa integração são necessárias seguintes as informações:
[...] o cadastro de materiais, a estrutura do produto ou lista de materiais, o saldo em estoques, a programação de materiais a receber, o fluxo de operações através de centros de trabalho, Capacidade dos centros de trabalho (LOPES; MICHEL, 2007, p.180).
Figura 5: Esquema do planejamento de necessidades de materiais (MRP)
Fonte: Adaptado de Slack, Chambers e Johnston (2002, p.451).
“Que partes componentes serão necessárias para cumprir
a demanda de produtos finais?”
“Em que quantidades são essas partes necessárias?”
“Quando são essas partes necessárias?”
(MOREIRA, 2004, p.47)
Segundo Moreira (2004), a busca de respostas precisas à estas questões, é o que leva a empresa implantar o sistema MRP!!
Questão para Reflexão!?
2. CONCEITOS E FUNDAMENTOS DO JIT
De acordo com Januzzi (2011), a incansável busca de Kiichiro Toyoda – filho de Sakichi Toyoda, o lendário fundador da Toyota – em agregar ao sistema de produção em linha norte americano, práticas de gestão da qualidade e de
SAIBA MAIS!!
Caro aluno, saiba mais sobre sistemas avançados de
Gestão de Produção baseados no MRP II (Manufacturing
Resource Planning) / ERP (Enterprise Resource Planning),
assistindo a Vídeo Aula a seguir:
QUER SABER MAIS SOBRE MRP??
Assista aos vídeos sobre o tema acessando os links:
MRP – Parte Ihttp://www.youtube.com/watch?v=N80_K-zHbrY
MRP – Parte II
http://www.youtube.com/watch?v=Mlg0-hF7g_0
Link!
VIDEO AULA 4
MRP
eliminação de desperdício, para tornar seus carros competitivos no mercado americano, culminou na filosofia Just In Time.
No auge da primeira crise mundial do petróleo em 1974, o mundo inteiro se curvou ao reconhecer a filosofia JIT como a principal responsável por fazer com que a Toyota passasse ilesa pela crise e continuasse crescendo. O JIT conseguiu uma proeza dentro da Toyota, considerada até então impossível: eliminar os entraves no tradicional e empurrado processo produtivo e alinhar a produção com a demanda em um sistema puxado.
O JIT é considerado uma filosofia de trabalho em que o esforço empregado em um determinado processo visa maximizar a relação de agregação de valor, resultando em uso inteligente dos recursos e eficácia no resultado da operação empresarial e no atendimento a tempo as necessidades do cliente. As premissas do sistema, consideradas o tesouro japonês, incluem treinamento no trabalho (on the job training), controle total de qualidade e planejamento em longo prazo. De acordo com Januzzi (2011), é devido a estas características que,
[...] o JIT possui uma característica considerada de Alta Dependência, com baixos estoques e produção puxada, o sistema exige alto envolvimento das pessoas e total sincronia entre as etapas da cadeia de suprimento (JANUZZI, 2011, p.157).
Além de minimizar todos os tipos de estoque, produzir e fornecer peças apenas na quantidade, no momento e no local corretos, podemos apontar como objetivos do JIT os seguintes pontos (JANUZZI, 2011, p.157-158):
Minimizar e simplificar estruturas: Através da redução contínua dos níveis de inventário e do uso racional de ferramentas, maquinários e recursos. Consegue-se, por consequência, menor utilização do espaço físico.
Minimizar o tempo de ciclo de produção: Através da redução contínua dos tempos de Setup e de investimentos em manutenção preventiva, capacitação e motivação de pessoal;
Eliminar defeitos, retrabalhos e desperdícios: Através da atribuição de responsabilidades ao operário, se transformando em um fiscal do seu próprio trabalho.
Eliminar ociosidade na Linha de Produção: Através de uma maior flexibilidade da linha de produção e da polivalência dos operários.
A filosofia JIT resultou em mudanças no comportamento do chão de fábrica das empresas japonesas. Devido a afinidade da filosofia com a disciplinada cultura oriental, ela foi mais facilmente e eficazmente absolvida. Mais tarde, com o sucesso comprovado, estas mudanças começaram a acontecer nas empresas ocidentais que passaram a adotar o JIT, entretanto de forma mais lenta e gradual, como ainda vem acontecendo, rompendo os paradigmas da gestão ocidental. Entre as principais mudanças, Januzzi (2011) destaca os seguintes aspectos:
Organização do chão de fábrica em células de produção envolve mudança de layout considerável, permitindo trabalho multidisciplinar dos operários e das máquinas, e aumentando a agregação de valor maior a cada passada das peças, semiacabados ou produtos pelo processo;
Um giro muito grande da produção permite estoques muito pequenos e resposta rápida ao mercado;
Ambiente interconectado e participativo permite análise e solução de problemas ou propostas de melhorias efetivas para o ganho da empresa;
Implantação de sistemas simples e eficientes para forçar o ambiente produtivo a buscar a melhoria;
Valorização do uso da inteligência das pessoas versus obediência a cálculos computacionais;
Redefinição das características dos equipamentos projetados pela indústria, na qual tempo de setup deve ser baixo, sendo um parâmetro de decisão na compra, máquinas menores e mais baratas, permitindo flexibilidade de uso e inovação da tecnologia, evolução das células de produção para máquinas multifuncionais, tais como centros de usinagem.
Segundo Slack, Chambers e Johnston (2004), o just-in-time é uma abordagem de operações que visa a atender a demanda instantaneamente, atendendo os requisitos do projeto e com desperdício zero. Este sistema visa a produção de bens e serviços no momento em que são necessários, não antes para que não formem estoques e não depois para que os clientes não tenham que esperar, podendo adicionar as necessidades de qualidade e eficiência.
SAIBA MAIS!!
O JIT é considerado uma filosofia de trabalho em que o esforço empregado em um determinado processo visa maximizar a relação de agregação de valor, resultando em uso inteligente dos recursos e eficácia no resultado da operação empresarial e no atendimento a tempo as necessidades do cliente.
Para Slack, Chambers e Johnston (2004, p. 73), as técnicas usuais associadas com o JIT, são:
Desenvolvimento das práticas básicas de trabalho que apoiam a eliminação de desperdícios e o aprimoramento contínuo;
Projeto para manufatura;
Operações com foco definido que reduzam a complexidade;
Para Saber Mais
O Jit tem como principais características (SLACK; CHAMBERS; JOHNSTON, 2004, p. 74):
Figura 5: Características Principais do Jit.
Fonte: Adaptado de Slack, Chambers e Johnston (2004).
Como o foco desta disciplina está nas questões estratégicas do planejamento e controle da produção, este tópico será centrado nos principais conceitos
Para Slack, Chambers e Johnston (2004, p. 73), as técnicas usuais associadas com o JIT, são:
Desenvolvimento das práticas básicas de trabalho que apoiam a eliminação de desperdícios e o aprimoramento contínuo;
Projeto para manufatura;
Operações com foco definido que reduzam a complexidade;
Emprego de manutenção produtiva total para encorajar a confiabilidade;
Redução do tempo de set-up e de troca para aumentar a flexibilidade;
Envolvimento de todos os funcionários no aprimoramento das operações;
Tornar qualquer problema visível para todos os funcionários;
Extensão desses princípios aos fornecedores;
estratégicos da filosofia JIT, que operacionalmente podem ser desmembradas nas técnicas específicas.
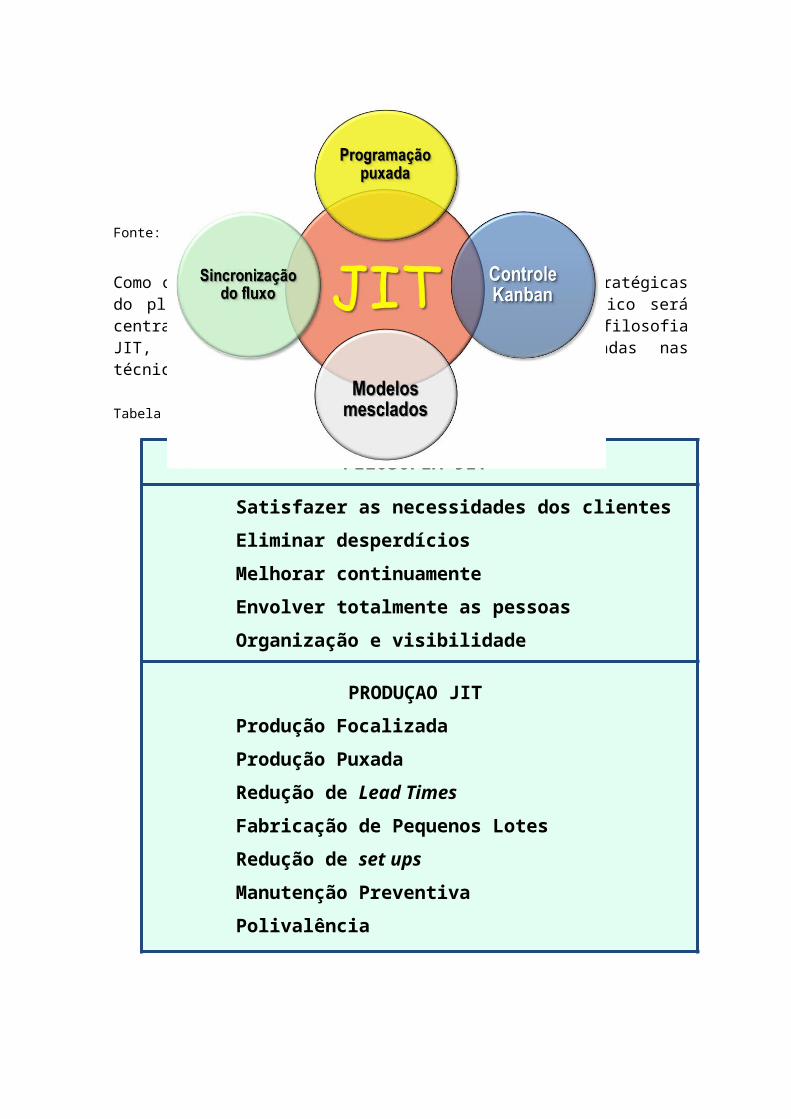
Tabela 1: Conceitos e Técnicas da filosofia JIT
FILOSOFIA JIT
Satisfazer as necessidades dos clientes
Eliminar desperdícios
Melhorar continuamente
Envolver totalmente as pessoas
Organização e visibilidade
PRODUÇAO JIT
Produção Focalizada
Produção Puxada
Redução de Lead Times
Fabricação de Pequenos Lotes
Redução de set ups
Manutenção Preventiva
Polivalência
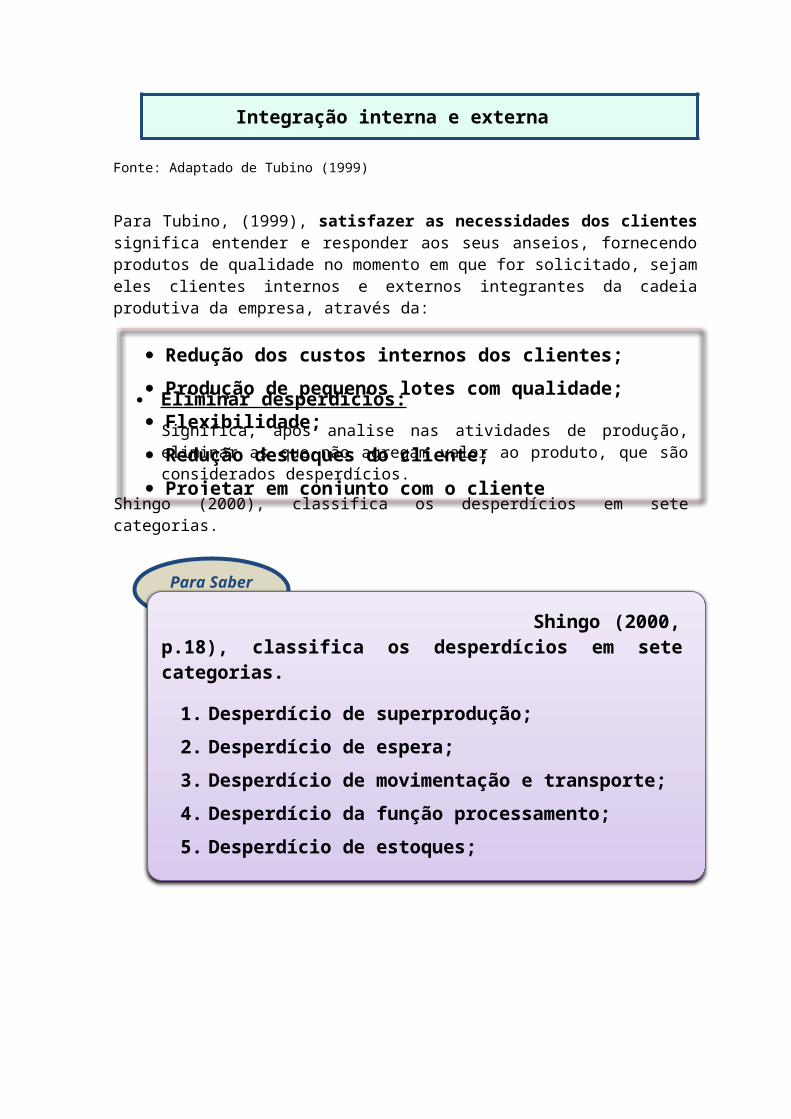
Integração interna e externa
Fonte: Adaptado de Tubino (1999)
Para Tubino, (1999), satisfazer as necessidades dos clientes significa entender e responder aos seus anseios, fornecendo produtos de qualidade no momento em que for solicitado, sejam eles clientes internos e externos integrantes da cadeia produtiva da empresa, através da:
Eliminar desperdícios:
Significa, após analise nas atividades de produção, eliminar as que não agregam valor ao produto, que são considerados desperdícios.
Shingo (2000), classifica os desperdícios em sete categorias.
Redução dos custos internos dos clientes;
Produção de pequenos lotes com qualidade;
Flexibilidade;
Redução destoques do cliente;
Projetar em conjunto com o cliente
Melhorar continuamente:
Também conhecido pela sua expressão em japonês de Kaizen, significa uma busca incessante e continua pela melhoria da posição competitiva da empresa, esta busca constante pela melhoria é de responsabilidade de todos os colaboradores. Dentro deste principio, um problema, ou um erro acontecido dentro do sistema produtivo, deve ser visto como uma oportunidade de melhoria.
Shingo (2000, p.18), classifica os desperdícios em sete categorias.
1. Desperdício de superprodução;
2. Desperdício de espera;
3. Desperdício de movimentação e transporte;
4. Desperdício da função processamento;
5. Desperdício de estoques;
6. Desperdício de movimentos improdutivos;
7. Desperdício de produtos defeituosos.
Tubino (1999, p.39) enumera os seguintes princípios do Kaizen:
Zero de defeito;
Zero de estoque;
Zero de movimentação;
Zero de lead time;
Zero de tempos de setups
Para Saber Mais
SAIBA MAIS!!
Segundo Tubino (1999), o Kaizen tem como princípio, o
estabelecimento de metas bastante otimistas, mesmo que
difíceis de serem atingidas, como forma de direcionar o
incremento de produtividade.
(TUBINO, 1999, p. 39)Para Saber Mais
Envolver totalmente as pessoas:
Em todos os aspectos relacionados à filosofia JIT, faz-se fundamental o envolvimento das pessoas. É de fundamental importância uma mudanças de atitude em prol da melhoria continua e da busca incessante pela qualidade por parte de todos da organização, principalmente nos níveis gerenciais. Para Paladini (2002), a gerência deve estabelecer um compromisso pela participação de todos os envolvidos nos sistema produtivo, desenvolvendo treinamentos constantes em atividades de equipes. É importante deixar claro que a prioridade da empresa não é a tecnologia e sim as pessoas.
Organização e visibilidade:
A organização e a visibilidade do ambiente de trabalho é um dos requisitos fundamentais da filosofia JIT. É o primeiro passo na luta contra os desperdícios sendo o alicerce da motivação dos colaboradores. Segundo Paladini (2002), a organização do ambiente produtivo passa pela reestruturação dos layouts, pela definição dos posicionamentos dos estoques de matérias-primas, produtos em processo e produtos acabados, bem como o de ferramentas, e pela mudança de atitude dos funcionários ao seguirem os padrões de higiene e segurança. Paladini (2002) ressalta que a organização possibilita a visualização dos problemas, de forma ser possível identificar qualquer situação fora dos padrões.
SAIBA MAIS!!
Uma das ferramentas mais utilizadas para o
processo de organização da empresa é o 5S’s.
3. CONCEITOS E FUNDAMENTOS DA TPM – TOTAL PRODUCTIVE MAINTENANCE
A Manutenção Produtiva Total (em inglês, Total Productive Maintenance - TPM) é um conceito de manutenção industrial que engloba todos os departamentos de uma empresa ou indústria. Para que as ações obtenham sucesso, é imprescindível o engajamento de todos da organização, desde o setor de manutenção, passando por supervisores, gestores, técnicos, equipe administrativa, financeira, etc. Este método abrange os processos e equipamentos existentes em uma indústria, com o intuito de reduzir falhas em máquinas, acidentes de trabalho e possíveis perdas na produção.
O TPM consiste em um programa ou Metodologia que tem por objetivo a Maximização do Rendimento Operacional, contando para isso, com a participação direta de Operadores e funcionários de manutenção qualificados. Busca a falha zero e quebra zero dos equipamentos, associado ao defeito zero nos produtos e
QUER SABER MAIS SOBRE O 5S’s?
Leia o artigo sobre o tema acessando o link:
http://www.edigital.com.br/index.php?option=com_content&view=article&id=113:a-importancia-do-5s-para-as-empresas&catid=31:gestao&Itemid=46
Link!
QUER SABER MAIS SOBRE O JIT?
Leia o artigo sobre o tema acessando o link:
https://docs.google.com/viewer?url=http://www.ietecnet.com.br/supervisores/artigos/Produ%C3%A7%C3%A3o/Sistema%20de%20Adm%20da%20Produ
%C3%A7%C3%A3o/JIT.pdf
Link!
perda zero no processo, atuando diretamente no lucro da Empresa à medida que melhora a produtividade e consequentemente adquire maior competitividade.
Visto que os programas de manutenção das empresas envolvem ações de manutenção preventiva, preditiva e corretiva, a MPT (ou TMP) busca o envolvimento de todos os trabalhadores de todos os setores e níveis dentro de uma companhia, dos operários no chão de fábrica aos altos executivos da empresa, para garantir operações eficazes e o mínimo de paradas ou interrupções nos processos de produção.
Considerando que a maior parte das perdas é ocasionada por falhas e avarias em equipamentos, incluindo falhas de adaptação, erros em configurações das máquinas, alto índice de retrabalho, entre outros problemas, ao corrigi-los antecipadamente, as chances de uma paralisação se tornam menores. O TPM depende da capacidade para conhecer perfeita e continuamente o funcionamento e o estado do equipamento para prevenir e evitar falhas
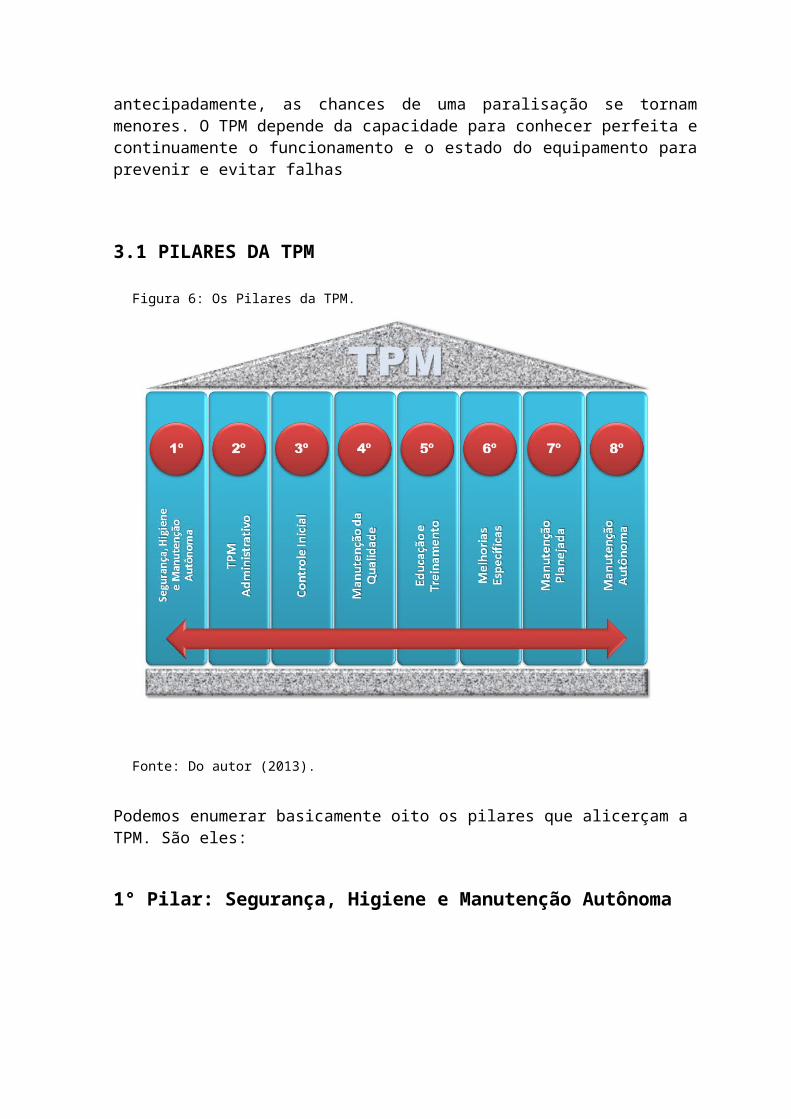
3.1 PILARES DA TPM
Figura 6: Os Pilares da TPM.
SAIBA MAIS!!
Tendo como base em programas e planos de manutenção, e o auxílio de metodologias como programa 5S, o objetivo do planejamento de Manutenção Produtiva Total é a redução máxima ou, de preferência, a eliminação total de todas as perdas de produção e desperdícios que acarretam maiores custos para as empresas.
Fonte: Do autor (2013).
Podemos enumerar basicamente oito os pilares que alicerçam a TPM. São eles:
1° Pilar: Segurança, Higiene e Manutenção Autônoma
O principal objetivo desse pilar é acidente zero, além de proporcionar um sistema que garanta a preservação da saúde e bem estar dos funcionários e do meio ambiente.
2° Pilar: TPM Administrativo
O principal objetivo desse pilar é eliminar desperdício de perdas geradas pelo trabalho de escritório, é necessário que todas as atividades organizacionais sejam eficientes. Reduzir os processos burocráticos tendo por objetivo agilizar as atividades de reposição de peças é o foco desse pilar.
3° Pilar: Controle Inicial
Consolida toda sistemática para levantamento das inconveniências, imperfeições e incorporações de melhorias, mesmo em máquinas novas e através dos conhecimentos adquiridos, tornando-se apto a elaborar novos projetos onde vigorem os conceitos PM (Prevenção da Manutenção), o que resultará em máquinas com quebra zero.
SAIBA MAIS!!
Neste pilar é importante implementar, manter e agir com a manutenção preditiva monitorando as máquinas com o intuito de haver o máximo de disponibilidade.
Normalmente na indústria brasileira os índices variam entre 94% e 98%.
No Japão, Europa e EUA o índice é bem próximo aos 100%.
4° Pilar: Manutenção da Qualidade
Destinado a definir condições do equipamento que excluam defeitos de qualidade, com base no conceito de manutenção do equipamento em perfeitas condições para que possa ser mantida a perfeita qualidade dos produtos processados. É a parte onde há a maior mudança de cultura da empresa. Os problemas de qualidade que as máquinas podem causar são extintos e há um divisor de águas nas empresas que adotam esta sistemática. Não é mais aceitável deixar os equipamentos com problemas que interferem na qualidade do produto.
5° Pilar: Educação e Treinamento
Tem como objetivo desenvolver novas habilidades e conhecimentos para o pessoal da manutenção e da produção. É a parte onde a empresa precisa investir na qualificação não apenas da manutenção, mas da área operacional para evitar que os operadores “mexam” nas máquinas sem conhecer qual problema aquela “gambiarra” pode resultar. Aumentar as habilidades dos Operadores e Manutentores, para atingir um grau elevado de CONFIANÇA para executar seu trabalho, motivação, participação, orgulho profissional e consequentemente a Maximização do Rendimento Operacional.
A delegação é a base da Educação, as pessoas tem que aceitar o treinamento e desejar serem treinadas. Participação é a palavra-chave para despertar o desejo de ser treinados, os treinamentos das tarefas decorre dos procedimentos operacionais, são a descrição do trabalho a ser executado em cada tarefa e destes decorrem os manuais de treinamento na tarefa (desenhos, fotos, vídeos, filmes), todo treinamento deve ser acompanhado da aplicação prática dos conhecimentos e habilidades adquiridos, sempre que possível, devem-se utilizar instrumentos internos.
6° Pilar: Melhorias específicas
Atividade que serve para erradicar de forma concreta as oito grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento. As oito grandes perdas colocamos em outro post sobre a melhoria focada.
As quantidades a ser produzidas devem ser determinadas unicamente pelo número de pedidos, os processos de mais baixa capacidade podem produzir a quantidade requerida, a operação de processo de maior capacidade é mantida no mesmo nível do processo de baixa capacidade. Se a capacidade de processamento mais baixa (GARGALO), é insuficiente para produzir a quantidade necessária, ela deve ser melhorada.
Cada processo deve ser operado à Eficiência Máxima, afirmando que o balanceamento entre as capacidades do processo para eliminar acúmulo entre estágios é a abordagem mais EFICIENTE de TODAS.
7° Pilar: Manutenção Planejada
Conscientização das perdas decorrentes das falhas de equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o mínimo custo.
Estrutura a manutenção da Empresa, a fim de conduzir intervenções planejadas, gerenciamento de manutenção e eliminação das paradas imprevistas. Um dos fatores que contribuem para excessivos tempos de parada e a baixa CONFIABILIDADE do setor de Manutenção, é a aceitação pela equipe, incluindo a chefia, da necessidade de improvisar porque peças de reposição e ferramentas especiais raramente estão disponíveis ou então porque o setor de produção não dá o tempo necessário que o serviço exige.
8° Pilar: Manutenção Autônoma
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
As grandes perdas da manutenção são:
Quebras esporádicas ou crônicas devido a ajustes, preparação e regulagens;
Pequenas paradas, trabalho lento ou em vazio;
Instabilidade no inicio da operação;
Redução de ritmo ou capacidade;
Problemas de qualidade.
Para Saber Mais
É uma das partes mais visíveis do TPM, onde o impacto visual e as mudanças no ambiente de trabalho são percebidas com o aumento do COMPROMETIMENTO dos operadores e manutentores.
O objetivo é evitar desgastes acentuados do equipamento através de uma operação correta e inspeção diária e determinar Programa de Treinamento para Operadores aprenderem mais sobre as funções de seus equipamentos e preparar Operadores para serem parceiros ativos da Manutenção e Engenharia em busca de uma melhora contínua do Rendimento e Confiabilidade de seu equipamento.
SAIBA MAIS!!
Caro aluno saiba mais sobre as ferramentas e filosofia JIT
(Just In Time) e TPM (Total Productive Maintenance) que
compõem o Sistema Toyota de Produção, assistindo a
Vídeo Aula a seguir:
VIDEO AULA 5
JIT / TPM
SAIBA MAIS!!
As etapas para implantação do TPM são:
Etapa 0: Preparação: Aplica-se conceito dos 5S
Etapa 1: Limpeza e inspeção: Entender as máquinas
Etapa 2: Medidas contra fontes de sujeira e locais difíceis: Investigar a Fundo
Etapa 3: Elaborar padrão de limpeza/ inspeção/ lubrificação: Controle Inicial
Etapa 4: Inspeção geral: Manutenção da Qualidade
Etapa 5: Inspeção autônoma: Educação e Treinamento
Etapa 6: Padronização: Melhorias específicas
Etapa 7: Efetivação do controle autônomo.
Para Saber Mais
Convite para discussão no Fórum:
Caro aluno. Chegamos ao fim de nossa primeira jornada de estudos. Nesse momento quero propor um exercício de reflexão. Com base no que você aprendeu nesta Web-aula socialize sobre os seguintes aspectos considerando o seu ambiente de trabalho:
1) De que forma a dinâmica MRP pode contribuir para a otimização dos processos seus produtivos?
2) Como o JIT na sua variante do Planejamento de Produção, poderia impacta no atendimento à sua demanda?
3) Qual a contribuição que a MPT poderia proporcionar para a eficiência e eficácia do setor de produção da sua empresa?
QUER SABER MAIS SOBRE MPT??
Leia o artigo acessando o link:
http://www.abepro.org.br/biblioteca/ENEGEP2007_TR670485_9342.pdfLink!
QUER SABER MAIS SOBRE
Manutenção Preventiva, Corretiva e Preditiva??
Assista ao vídeo acessando o link:
http://www.youtube.com/watch?v=yiY4Y-JHltM&list=PL4AB8F61C9D1193AC
Link!
REFERENCIAS
BURBIDGE, John L. Planejamento e controle da produção. São Paulo: Atlas, 2002.
CORRÊA, L. H.; GIANESI, N. I. Just In Time, MRP II e OPT. São Paulo: Atlas, 1996.
JANUZZI, U. Administração de Produção. São Paulo: Pearson Prentice Hall, 2011.
LOPES, R.; MICHEL, M. Planejamento e Controle da Produção e sua Importância na Administração. Revista Científica Eletrônica de Ciências Contábeis, ano V, n. 09, maio, 2007.
MOREIRA, D. A. Administração da produção e operações. 4 ed. São Paulo: Pioneira, 2004.
PALADINI. E. P. Avaliação estratégica da qualidade. São Paulo: Atlas, 2002.
SHINGO, S. O sistema de troca rápida de ferramentas. Porto Alegre: Bookman, 2000.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. São Paulo: Atlas, 2002.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 2.ed. São Paulo: Atlas, 2004.
TUBINO, D. F. Sistemas de produção: a produtividade no chão de fábrica. Porto Alegre: Bookman, 1999.