Embed Size (px)
DESCRIPTION
Revista Engeworld Tecnologia e Inovação para o seu Projeto Engenharia
Citation preview

PROCESSOAs técnicas empregadas
em plataformas offshore
na dessalinização de
água salobra (pág.16)
EntREviSta Marcelo Silva, CEO da Stäubli do Brasil, fala sobre a crescente demanda da indústria brasileira por robôs (pág.43)
COmO funCiOna um CLP
Os desafios e oportunidades
proporcionados pelo
mercado de créditos de
carbono (pág.24)
SuStEntaBiLiDaDE
Ano 2 • Número 20 • 2014
ELétRiCa

2 | engeworld | agosto 2014
AN_Ashcroft_Rev_EngeWorld_202x266mm.pdf 1 11/08/14 15:44

engeworld | agosto 2014 | 3
www.engeworld.com.br
A Revista Engeworld é uma publicação mensal e dirigida aos profissionais de projetos da engenharia brasileira
Publisher Sandra L. [email protected]
Editora e Jornalista ResponsávelGabriela Alves MTB: 32.180 – [email protected]
ColunistasCynthia Chazin Morgensztern,Sérgio Roberto Ribeirode Souza, Daniela Atienza Guimarães e Eli Rodrigues.
PublicidadeAlex MartinTelefone: (11) 5539-1727Celular: (11) [email protected]
Fernando PolastroTelefone/Fax: (11) 5081-6681Celular: (11) [email protected]
Débora GomesCelular: (21) [email protected]
Direção de ArteEstúdio LIA / Vitor Gomes
AN_Ashcroft_Rev_EngeWorld_202x266mm.pdf 1 11/08/14 15:44
A Federação das Indústrias do Estado de São Paulo (Fiesp) divulgou no último mês um estudo sobre os problemas causados pela crise de abastecimento de água em São Paulo. O levantamento feito com micro, pequenas, médias e grandes empresas revelou que mais de 3 mil postos de trabalho já foram fechados na capital paulista devido à falta de água. As demissões decorrem da redução do ritmo da produção e da queda da produtividade das indústrias pela falta do recurso hídrico. Segundo a Fiesp, a tendência é de que a crise se agrave ainda mais nos próximos meses.O estudo indicou que duas, em cada três empresas, estão preocupadas com uma possível interrupção no fornecimento de água. A possibilidade de um racionamento ainda neste ano é um fator de preocupação para 67,6% das companhias.Em 2011, o Atlas de Abastecimento Urbano de Água, um levantamento organizado pela Agência Nacional de Águas (ANA), alertava para o risco de o país de enfrentar problemas de abastecimento de água em mais da metade de seus municípios a partir do ano de 2015. De acordo com o levantamento, que mapeou três anos atrás as tendências de demanda e oferta de água nos 5.565 municípios brasileiros, em 2015, 55% dos municípios brasileiros poderão ter déficit no abastecimento de água, incluindo cidades como São Paulo, Rio de Janeiro, Salvador, Belo Horizonte, Porto Alegre e o Distrito Federal.Muito antes disso, em 2004, quando houve outra crise de abastecimento em São Paulo, as diretrizes fixadas pela outorga do Sistema Cantareira previam ações como a criação de fontes alternativas de água, combate às perdas de recursos em vazamentos e o aumento da coleta e do tratamento do esgoto, mas nenhuma delas foi executada a contento. Apesar de o Brasil possuir o maior potencial hídrico do planeta, a falta do recurso tem ameaçado a produção nacional. Algumas ações, no entanto, previstas desde os projetos das plantas industrias, podem ajudar empresas a lidar com o problema. O artigo publicado na edição deste mês a partir da página 16 mostra por exemplo que para lidar com a falta de água doce, as plataformas offshore, que dependem de navios de apoio para garantir o abastecimento de suprimentos recorrem a técnicas de dessalinização da água do mar para garantir o bom funcionamento de alguns de seus processos. Embora a dessalinização não sirva para atender as indústrias em geral, ela ilustra como o reaproveitamento dos recursos disponíveis pode desempenhar um papel-chave no sucesso de um empreendimento.
Errata - No artigo de Sustentabilidade de nossa última edição (“Pellets de madeira”), páginas 23 a 28, devido a um erro de revisão por parte de nossa equipe, o termo “pellet” — que se refere a granulados de madeira em formato cilíndrico, formados a partir de resíduos como a serragem e usados como biocombustível — foi trocado por “palete”, estrado utilizado para movimentação de caixas. Também colocamos, devido a esse engano, uma foto de paletes de madeira, e não de pellets. Dessa forma, toda vez que a palavra “palete” aparece no artigo, incluindo tabelas, considerem o correto como “pellet”. A equipe da Revista Engeworld pede desculpas aos nossos leitores pelo equívoco.
EDitORiaL
Crise de abastecimento de água em SP reduziu ritmo da produção
Sandra L. WajchmanPublisher
PROCESSOAs técnicas empregadas
em plataformas offshore
na dessalinização de
água salobra (pág.16)
EntREviSta Marcelo Silva, CEO da Stäubli do Brasil, fala sobre a crescente demanda da indústria brasileira por robôs (pág.43)
COmO funCiOna um CLP
Os desafios e oportunidades
proporcionados pelo
mercado de créditos de
carbono (pág.24)
SuStEntaBiLiDaDE
Ano 2 • Número 20 • 2014
ELétRiCa

4 | engeworld | agosto 2014
05
08
11
16
20
24
notícias 34 coluna - segurança
36 coluna – QualiDaDe
38 coluna – rH
40 coluna – gestÃo De projetos
43 entrevista
46 infografia
processo – artigo
sustentaBiliDaDe
civil – artigo
DessaliniZaçÃo – artigo
elÉtrica – artigo
gestão de segurança para empresas prestadoras de serviços
o balanced scorecard e a gestão da estratégia
o que a seleção brasileira pode ensinar para qualquer líder e equipe de uma empresa?
gestão do portfólio de projetos
a expansão dos robôs no Brasil
extração e limpeza do ouro
Aplicação de contactores com membranas na remoção de CO2 e H2S do gás natural
O mercado de créditos de carbono no Brasil: desafios e oportunidades
A viabilidade da mecanização da construção civil
Fique por dentro do que acontece no mundo da engenharia
Sistemas típicos de dessalinização de água salobra
Como funciona um CLP
ÍnDiCE

engeworld | agosto 2014 | 5
ESBR E CoppE dESEnvolvEm RoBô paRa monitoRaR CompoRtaS StoplogSPesquisadores da Universidade Federal do Rio de Janeiro (UFRJ), em parceria com a empresa Energia Sustentável do Brasil (ESBR), estão trabalhando no desenvolvimento de um robô subaquático para aprimorar a operação dos painéis das comportas de manutenção das usinas hidrelétricas (stoplogs). Iniciado em outubro do ano passado, o projeto do robô para operação de stoplogs alagados (Rosa) visa reduzir prejuízos com paradas nas turbinas, diminuindo o tempo que elas ficam desligadas.O projeto foi financiado pela empresa ESBR, responsável pela operação e construção da Usina Hidrelétrica de Jirau, no Rio Madeira, onde grande quantidade de partículas deixa a água turva e se acumula, dificultando a movimentação dos stoplogs depois do serviço de manutenção. O robô fornecerá informações para que o operador possa trabalhar com mais subsídios, substituindo os mergulhadores que atualmente são chamados para conferir a situação do stoplog quando a turbina está parada, e para destravá-lo, quando necessário.A estimativa dos pesquisadores envolvidos no projeto é de que o robô reduza pela metade os tempos de parada das turbinas. O primeiro teste completo do Rosa deverá ser realizado em setembro, e a previsão do coordenador do projeto é que toda a tecnologia necessária para concluí-lo deve estar pronta até o fim deste ano.
dESEmpEnho dE nova miStuRa dE BiodiESEl no diESEl foi CompRovado pEla pEtRoBRaSPesquisas da Petrobras indicaram boa estabilidade no desempenho dos veículos com misturas de biodiesel no Diesel em até 7% (B7). Os testes, promovidos pelo Centro de Pesquisas da Petrobras (Cenpes), prepararam a companhia para o momento atual em que se inicia a oferta, em todos os postos do Brasil, da nova mistura obrigatória no Diesel, que passou de 5% para 6% desde o último mês, e passará para 7% a partir do dia 1º de novembro deste ano. As análises foram realizadas no Instituto de Tecnologia para o Desenvolvimento (Lactec), localizado em Curitiba (PR). A entidade, ligada à Rede Temática Desenvolvimento Veicular da Petrobras, é parceira da companhia em pesquisas, incluindo ensaios de emissões de gasolina e Diesel e com misturas de biodiesel.O aumento da mistura do biodiesel no Diesel para 7% deve permitir um aumento de 40% na produção de biodiesel no país. Segundo o Ministério de Minas e Energia, com a mudança, será possível reduzir as importações de Diesel em 1,2 bilhão de litros por ano.
nOtÍCiaS
Fotos: Agência Petrobras
CE-EpC E Cii dEBatEm a pRodutividadE BRaSilEiRaO Centro de Excelência em EPC (CE-EPC) vai realizar, em parceria com Construction Industry Institute (CII) e o Construction User Roundtable (CURT), o evento Produtividade em Ação 2014. O debate, que acontece nos dias 3 e 4 de setembro, no Hotel Windsor Atlântica, no Rio de Janeiro, reunirá executivos das principais empresas do mercado nacional e internacional, que tratarão de temas como construtibilidade, modularização, redução do retrabalho, segurança, meio ambiente e saúde. O objetivo do evento é apresentar novas práticas e métodos para aumentar a produtividade em engenharia, construção e montagem industrial no Brasil.

6 | engeworld | agosto 2014
nOtÍCiaS
RECEita CRia SiStEma ElEtRôniCo paRa REgulaRização dE oBRaS pEla intERnEtA Receita Federal lançou o novo sistema de Declaração Eletrônica de Regularização de Obra (Dero), que permite que pessoas físicas e jurídicas enviem ao órgão a Declaração e Informações sobre Obra (Diso) de maneira mais rápida. A Diso deve ser entregue à Receita nos casos de construção, demolição, reforma e ampliação de edificações para que a obra seja regularizada. A previsão é de que, com a nova sistemática, o tempo médio de tramitação de documentos para a regularização das obras seja reduzido para cerca de cinco dias úteis caso não seja identificado nenhum problema. Os procedimentos necessários para entrega da Diso estão disponíveis no site da Receita Federal. A regularização junto à Receita Federal é necessária para que seja expedida a Certidão Negativa de Débito (CND) relativa à obra, o que permite a averbação junto aos cartórios de registros de imóveis.
EStudo avalia potEnCial dE pRojEtoS dE EngEnhaRia ConSultiva no SEtoR químiCo E dE BioRREfinaRiaSUm levantamento realizado pelo grupo Pöyry, multinacional finlandesa de consultoria e serviços de engenharia, aponta um potencial de desenvolvimento de engenharia consultiva no setor de químicos e de biorrefinarias de 500 milhões de euros no Brasil, em 2014. De acordo com o diretor da área de químicos e biorrefinarias da Pöyry, Fábio Fonseca, a estimativa foi realizada com base nos investimentos potenciais previstos ou necessários na indústria petroquímica, agroquímicos, indústria de alimentos, bebidas, cosméticos, tintas e vernizes e biorrefinarias para o setor de açúcar e álcool. “Há setores que já estão no limite de sua capacidade como o de alimentos e bebidas, e deverão construir novas fábricas, além de outros que requerem projetos de melhoria da operação industrial”, declarou Fonseca.
pEtRoBRaS uSaRá EmBaRCaçõES dE noRuEguESa SCana paRa ExploRaR pEtRólEoO grupo norueguês Scana Industrier fornecerá sistemas de propulsão para extração em poços de petróleo para a Petrobras. A Helix Energy Solutions fretou os itens para utilização da estatal brasileira. Serão duas embarcações a serem construídas na Alemanha pelo estaleiro da Flensburger Schiffbau e a configuração de propulsão dos componentes será feita de acordo com as necessidades da Petrobrás. O acordo traz também a opção para compra de duas embarcações adicionais. O grupo Scana informou ainda que assinou um contrato com a Rolls-Royce para a produção conjunta do motor de um navio para exploração em alto-mar. O equipamento será entregue no segundo trimestre do ano que vem.

engeworld | agosto 2014 | 7

8 | engeworld | agosto 2014
CiviL
a viaBilidadE da mECanização da ConStRução Civil
O prazo médio para as obras de edificação no Brasil tende a ser três ve-zes maior do que o das construções americanas
e duas vezes superior ao das construções europeias. A produtividade da constru-ção civil brasileira também se encontra muito aquém das demais indústrias do país quando comparada à da extração de petróleo, siderurgia, caldeiraria, máqui-nas e equipamentos, etc.
Fatores como trabalhadores com baixa qualificação, pouco interesse das pequenas e médias empresas em melhorar o nível de qualificação dos empregados, baixo investimento das empresas em pesquisa e desenvolvi-mento, ausência de investimentos e conhecimento das empresas em técni-cas de pré-fabricação, modularização, gerenciamento e implantação de sis-temas e ferramentas de TI (tecnologia da informação), pouca utilização de sistemas de planejamento do trabalho e altas taxas de desperdício de mate-riais e retrabalho contribuíram muito nos últimos anos para elevar o prazo médio das construções no Brasil.
De uns anos pra cá, a necessidade de reduzir entulhos, otimizar o tempo de execução das obras e seu custo total têm levado algumas construtoras a investir
artigo
na industrialização dos canteiros. O au-mento dos níveis de automação e meca-nização também tem aparecido como resposta à crescente falta de mão de obra e à baixa produtividade do trabalho.
A mecanização dos canteiros reduz custos indiretos, mas requer planeja-mento prévio. Em um primeiro mo-mento, é preciso considerar o custo direto dos equipamentos, que deve se enquadrar dentro da margem de custo do serviço e dentro do valor global da obra. Para isso, é preciso saber quais equipamentos serão usados e onde eles serão empregados.
A execução de um projeto mecaniza-do requer a criação de um planejamen-to e de um plano de gerenciamento da mão de obra e dos recursos de maqui-nários e equipamentos, que por usa vez, também demandam planejamento e gerenciamento.
Em geral, estabelecer as máquinas e ferramentas que serão usadas, bem como quando a mão de obra ou os equipamentos mais antigos devem ser substituídos por outros mais modernos depende do tipo de obra, do prazo e da tecnologia aplicada.
Há casos em que a mecanização torna-se imprescindível, independen-temente dos custos envolvidos como, por exemplo, em obras pesadas, em que
há grandes volumes de material. Nestes casos, o grande volume de mão de obra necessário demanda custos relacio-nados à segurança, ao meio ambiente e à saúde ocupacional que justificam a substituição por equipamentos. No entanto, a mecanização não é um pro-cesso generalizado e depende do tipo de obra, da mão de obra empregada e da tecnologia.
Em obras de grande porte a meca-nização têm um peso maior, mas em obras de edificações com cronogramas apertados e com transporte vertical, a mecanização pode ser usada em para-lelo com uma demanda maior de mão de obra operacional. Nestes casos, é preciso ter um planejamento logístico do canteiro, prever a capacidade técnica do operador e o espaço disponível para a locação ou locomoção de grandes equipamentos. Canteiros apertados, por exemplo, podem inviabilizar o uso de determinados equipamentos.
Outra relação que deve ser verificada é o custo-benefício da mecanização, prin-cipalmente para maquinas de transporte, que têm custo alto e fixo, independente-mente do prazo da obra. Quanto maior o porte da obra, a possibilidade de uso intenso do equipamento aumenta, além disso, é preciso que se elabore um crono-grama de atividades para o equipamento

engeworld | agosto 2014 | 9
de transporte para evitar que ele se torne ocioso e improdutivo.
A opção pela mecanização deve consi-derar também os planos de curto, médio e longo prazo da empresa. Um maior volume de obras dilui os investimentos iniciais em equipamentos, aumentando a viabilidade da mecanização.
Para o cálculo dos custos existe uma série de variáveis que dependem tam-bém do tipo de máquina e sua função. O custo-hora de um equipamento deve ser composto pelos custos de proprie-dade (vida útil, depreciação e juros do capital) e de manutenção mecânica, sendo que as despesas com reparos au-mentam com o passar do tempo. O cus-to de operação depende do consumo de cada equipamento e pode ser obtido junto ao seu fabricante.
A Associação Brasileira de Tecno-logia para Equipamentos e Manuten-ção (Sobratema) possui um programa denominado custo-horário de equi-pamentos, que permite conhecer os custos horários dos principais equi-pamentos usados em vários tipos de obras. O programa é interativo e pos-sibilita a modificação de parâmetros sugeridos, a elaboração de planilhas e a realização de cálculos com diferentes tipos de máquinas, mas está dispo-nível gratuitamente somente para os associados da entidade. A Sobratema, no entanto, fornece um resumo, em forma de tabela, com 32 categorias de equipamentos e seus respectivos valores médios para empresas e profis-sionais não associados e que pode ser bastante útil na análise da viabilidade da mecanização da construção.
Custo horário de alguns equipamentos
Equipamento Proprie-dade
Manuten-ção
Mat. rodante
Comb./lub.
MDO operação
Total
Caminhão basculante articulado 6x6 (25 a 30 t)
R$ 96,46 R$ 73,64 R$ 21,34
R$ 62,37 R$ 34,50 R$ 288,31
Caminhão basculante articulado 6x6 (30 a 35 t)
R$ 161,50 R$ 106,45 R$ 27,51
R$ 76,54 R$ 34,50 R$ 406,50
Caminhão basculante fora de estrada 30 t
R$ 68,12 R$ 53,58 R$ 32,72
R$ 41,11 R$ 34,50 R$ 230,03
Caminhão basculante rodoviário 6x4 (26 a 30 t)
R$ 31,84 R$ 26,90 R$ 5,46 R$ 14,18 R$ 25,50 R$ 103,88
Caminhão basculante rodoviário 6x4 (36 a 45 t)
R$ 43,08 R$ 30,84 R$ 7,97 R$ 28,35 R$ 25,50 R$ 135,74
Caminhão basculante rodoviário 8x4 (36 a 45 t)
R$ 59,81 R$ 38,34 R$ 9,39 R$ 31,18 R$ 25,50 R$ 164,22
Caminhão comboio misto 4x2 (6 reservatórios)
R$ 36,96 R$ 24,90 R$ 3,77 R$ 9,64 R$ 24,48 R$ 99,75
Caminhão guindauto 4x2 (12 tm)
R$ 29,36 R$ 23,20 R$ 3,77 R$ 9,64 R$ 22,44 R$ 88,41
Caminhão irrigadeira 6x4 (18.000 litros)
R$ 40,28 R$ 26,84 R$ 4,71 R$ 7,37 R$ 27,00 R$ 106,20
Carregadeira de pneus (1,5 a 2,0 m³)
R$ 38,49 R$ 29,04 R$ 5,07 R$ 31,18 R$ 28,50 R$ 132,28
Carregadeira de pneus (2 a 2,6 m³)
R$ 54,48 R$ 36,32 R$ 6,62 R$ 39,69 R$ 28,50 R$ 165,61
Carregadeira de pneus (2,6 a 3,5 m³)
R$ 76,92 R$ 46,53 R$ 8,46 R$ 45,36 R$ 28,50 R$ 205,77
Compactador de pneus para asfalto (18 a 25 t)
R$ 55,02 R$ 24,68 R$ 5,26 R$ 28,35 R$ 28,56 R$ 141,87
Compactador vibratório liso / pé de carneiro (10 t)
R$ 57,47 R$ 25,34 R$ 0,71 R$ 39,69 R$ 25,20 R$ 148,41
Compactador vibratório liso / pé de carneiro (7 t)
R$ 45,46 R$ 22,06 R$ 0,67 R$ 34,02 R$ 25,20 R$ 127,41
Compressor de ar portátil (250 pcm)
R$ 9,02 R$ 12,32 R$ 0,05 R$ 39,69 R$ 15,60 R$ 76,68
Compressor de ar portátil (360 pcm)
R$ 11,47 R$ 13,58 R$ 0,05 R$ 48,20 R$ 15,60 R$ 88,90
Compressor de ar portátil (750 pcm)
R$ 22,61 R$ 19,02 R$ 0,10 R$ 73,71 R$ 15,60 R$ 131,04
Escavadeira hidráulica (15 a 17 t)
R$ 43,73 R$ 32,76 R$ 2,00 R$ 25,52 R$ 33,00 R$ 137,01
Escavadeira hidráulica (17 a 20 t)
R$ 44,71 R$ 33,19 R$ 2,48 R$ 39,69 R$ 33,00 R$ 153,07

10 | engeworld | agosto 2014
referênCias[1] LANTELME, Elvira Maria Vieira. Proposta de um sistema de indicadores de qualidade e produtividade para a construção civil. Diss. Universidade Federal do Rio Grande do Sul, 1994.[2] Carvalho, K. Custos de mecanização. Construção Mercado. Disponível em http://construcaomercado.pini.com.br/negocios-incorporacao-construcao/52/artigo283297-1.aspx. Acesso em 15 de julho, 2014.[3] SOMBRATEMA. Tabela custo horário. Disponível em http://www.sobratema.org.br/CustoHorario/Tabela. Acesso em 17 de julho, 2014.
Outra opção a ser considerada, prin-cipalmente no caso de equipamentos específicos, que têm baixo índice de utilização e previsão de pouco tempo de uso no projeto é o emprego de máquinas alugadas. Dificuldades operacionais ou mesmo a ausência de espaço para guar-dar os equipamentos também podem favorecer a locação, que pode se dar de forma diária, semanal ou mensal, depen-dendo da necessidade do cliente na utili-zação do equipamento.
Nestes casos, é importante que o contrato de locação defina, as respon-sabilidades de contratantes e contra-tados, além de aspectos jurídicos e fi-nanceiros da transação inerentes a essa comercialização, tais como tempo de locação, forma de pagamento e multas. Itens como dispositivos de segurança que não podem ser opcionais, manual
Escavadeira hidráulica (20 a 25 t)
R$ 45,30 R$ 32,93 R$ 4,14 R$ 53,86 R$ 36,00 R$ 172,23
Escavadeira hidráulica (30 a 35 t)
R$ 61,36 R$ 41,49 R$ 6,39 R$ 85,05 R$ 39,00 R$ 233,29
Escavadeira hidráulica (35 a 40 t)
R$ 74,35 R$ 47,43 R$ 7,25 R$ 104,90
R$ 39,00 R$ 272,93
Escavadeira hidráulica (40 a 46 t)
R$ 118,53 R$ 67,62 R$ 7,36 R$ 119,07
R$ 39,00 R$ 351,58
Motoniveladora (140 a 180 hp)
R$ 66,19 R$ 39,82 R$ 4,36 R$ 45,36 R$ 42,00 R$ 197,73
Motoniveladora (190 a 250 hp)
R$ 76,05 R$ 44,04 R$ 5,14 R$ 56,70 R$ 42,00 R$ 223,93
Retroescavadeira (70 a 95 HP)
R$ 36,34 R$ 18,94 R$ 2,64 R$ 22,68 R$ 28,50 R$ 109,10
Trator agrícola (90 a 110 hp)
R$ 22,76 R$ 14,07 R$ 1,64 R$ 28,35 R$ 29,40 R$ 96,22
Trator de esteiras (100 a 120 hp)
R$ 78,66 R$ 39,48 R$ 4,80 R$ 42,52 R$ 27,00 R$ 192,46
Trator de esteiras (120 a 160 hp)
R$ 85,96 R$ 39,43 R$ 6,35 R$ 45,36 R$ 27,00 R$ 204,10
Trator de esteiras (160 a 180 hp)
R$ 79,03 R$ 46,14 R$ 7,92 R$ 56,70 R$ 31,50 R$ 221,29
Trator de esteiras (250 a 380 hp)
R$ 148,98 R$ 93,06 R$ 19,56
R$ 107,73
R$ 36,00 R$ 405,33
*Os valores apresentados nesta tabela têm data-base em fevereiro de 2014. Fonte: Sobratema(3)
de montagem, operação e manutenção em português e a definição por parte da obra da qualificação do operador e seu respectivo treinamento, devem constar no contrato.
Estima-se que existam hoje no Brasil mais de 200 tipos de equipamentos dis-poníveis para locação, incluindo gruas, plataformas, aéreas de trabalho, balan-cins motorizados e mecânicos para acessos especiais, além de elevadores de cremalheira e plataformas de crema-lheira e hidráulicas.
CapaCitaçãoA boa capacitação do operador do
equipamento é fundamental para garantir ganhos de produtividade, pois resulta em menor número de quebras da máquina, o que reduz gastos com paradas para manu-tenção. Além disso, a falta de habilidade na manipulação do equipamento pode resultar em maior desgaste da máquina e até mesmo em acidentes envolvendo o próprio operador ou terceiros.
Embora os equipamentos possuam dispositivos eletrônicos de segurança destinados a evitar falhas de operação, estima-se que cerca de 50% dos acidentes sejam causados por falhas de operação.
O custo pode aumentar se a máquina não estiver adequadamente preparada para o serviço. Sobrecarregas que ultrapassam a capacidade do equipamento indicada pelo fabricante desgastam a máquina e geram consumo excessivo de combustível. Tam-bém é importante planejar manutenções preventivas no equipamento para evitar paradas durante a obra.
Em suma, os benefícios diretos da adoção da mecanização são o aumento da produtividade e a redução de desper-dícios de materiais, que normalmente têm reflexos na redução dos custos. Os indiretos são a melhor qualidade da obra, a redução do tempo e de gastos com encargos, refeitório, alojamento e transporte se houver menor número de mão de obra. Mas a aplicação da mecani-zação na construção requer planejamen-to e avaliação prévia.

engeworld | agosto 2014 | 11
ELétRiCa artigo
Como funCiona um Clp
Um controlador lógi-co programável (ou simplesmente CLP) é basicamente um com-putador dedicado ao
controle de máquinas ou processos. O CLP foi inventado no final da década de 1960 e veio para substituir os siste-mas de automação baseados em lógica a relé. Os sistemas de lógica a relé exi-giam muito tempo de engenharia, eram suscetíveis a grande quantidade de er-ros e eram pouco flexíveis. Sempre que havia mudanças no processo produtivo e, consequentemente, necessidade de alteração da lógica de automação, os painéis a relé precisavam ser desmonta-dos e reconfigurados, o que levava tem-po e resultava paradas prolongadas das linhas de produção.
A invenção do CLP permitiu que es-sas alterações de lógica passassem a ser feitas via software, sem a necessidade da montagem física dos grandes painéis a
Egidio de Avila Ferraz
Antônio Garibaldi Giovanini Junior Gerente de pesquisa e desenvolvimento na Schneider Electric
Chefe de produto para automação de processos na Schneider Electric
relé. Desde quando o CLP foi inventa-do até os dias atuais, a automação in-dustrial evoluiu muito, com máquinas e processos cada vez mais rápidos e com-
O CLP recebe dados do ambiente externo por meio de sensores conec-tados aos seus módulos de entradas (usualmente chamado de leitura de entradas), executa uma série de co-mandos previamente programados pelo usuário para controlar uma má-quina ou processo (execução do pro-grama de usuário) e aciona atuadores conectados aos módulos de saídas do CLP (atualização das saídas). Este ci-clo chamado de scan ou varredura do CLP se repete periodicamente. Em CLPs modernos, é possível progra-mar ciclos com programas diferentes, com períodos de execução diferentes, ou, até mesmo, acionados por eventos internos ou externos. Neste caso, estes ciclos são chamados de tarefas.
A unidade de processamento ou CPU (central processing unit) pode ser considerada o cérebro do CLP e é o seu principal componente. Como um com-putador pessoal, a CPU é comandada por um microprocessador ou por um microcontrolador. O microcontrolador na verdade concentra o processador, memórias e componentes dedicados como interfaces de comunicação, mó-dulos de contagem, entre outras fun-ções em um único chip. Em geral, o uso de microcontroladores otimiza o custo e o tamanho dos CLPs. Além de monitorar entradas, atualizar saídas e executar o programa de usuário,
plexos. Isto só foi possível devido ao desenvolvimento de CLPs com maior capacidade e desempenho.
A unidade de processamento ou CPU (central processing unit) pode ser considerada o cérebro do CLP e é o seu principal componente. Como um computador pessoal, a CPU é comandada por um microprocessador ou por um microcontrolador

12 | engeworld | agosto 2014
a CPU também gerencia os canais de comunicação do CLP. Como os sis-temas de controle estão cada vez mais integrados, os canais de comunicação ganharam muita importância, seja para a integração com redes de Fieldbus ou para integração com redes corporativas e sistema de supervisão. Sendo assim, é muito comum encontrar CLPs no mer-cado com muitas opções de conectivi-dade, desde canais seriais (RS232 ou RS485) até portas Ethernet e USB.
Os CLPs de alta performance utili-zam microprocessadores ou microcon-troladores de dois núcleos (chamados dual-core), desta forma, um dos núcleos é responsável por processar o programa do usuário e o outro, é responsável pelo gerenciamento da comunicação, garan-tindo maior disponibilidade para o uso dos canais de comunicação sem impac-to negativo no desempenho de proces-samento do programa de usuário.
Independentemente da arquitetura de hardware, a CPU deve gerenciar vá-rios processos e tarefas (tarefas de usu-ário, múltiplos canais de comunicação, gerenciamento interno, etc.) de forma “determinística”. Para garantir o deter-minismo e sincronismo dessas tarefas é muito comum a utilização de sistemas operacionais de tempo real (RTOS). Diferentemente dos sistemas opera-cionais de computadores pessoais, os RTOS são projetados para operar de modo preciso e com alta confiabilida-de. O sistema operacional é responsável pelo escalonamento das tarefas e inter-face com o hardware.
programação de ClpsEm 1992 a International Electrote-
chnical Commission (IEC) publicou uma norma específica para CLPs (IEC
programação, esta parte da norma tam-bém trata da padronização de tipos de dados, comportamento das tarefas, orga-nização e operação de funções e blocos funcionais. Essa padronização ajuda o programador a estruturar o programa, facilitando a reutilização e aumentando a qualidade do projeto.
As ferramentas de programação compilam o programa criado pelo usuário para que ele seja executado pelo CLP e para isso existem duas es-tratégias possíveis. A primeira consiste em compilar o programa de usuário em código de máquina (ou seja, em comandos entendidos diretamente pelo microcontrolador/micropro-cessador usado no CLP). Assim, o firmware pode executar diretamente o código enviado pela ferramenta. A outra estratégia é a ferramenta ge-rar uma sequência de códigos que posteriormente serão interpretados pelo firmware do CLP. Desta forma, o firmware é responsável por decodifi-car os comandos e executar as tarefas programadas pelo usuário. Enquanto a primeira estratégia otimiza o desem-penho do CLP, já que a ferramenta gera o código que pode ser executado diretamente pelo microcontrolador/microprocessador, a segunda
61131: Programmable Controllers). A parte 3 desta norma, que trata das linguagens de programação, prevê 5 linguagens: lista de instruções (IL: ins-truction list), diagrama de relés (LD: ladder diagram), texto estruturado (ST: structured text), diagrama de blocos de funções (FBD: function block diagram) e GRAFCET (SFC: sequential function chart). As ferramentas de programação de CLPs da maioria dos fabricantes de CLPs são compatíveis com esta norma. Além da definição das linguagens de
Os CLPs de alta performance utilizam microprocessadores ou microcontroladores de dois núcleos (chamados dual-core), desta forma, um dos núcleos é responsável por processar o programa do usuário e o outro, é responsável pelo gerenciamento da comunicação

engeworld | agosto 2014 | 13
A Norgren tem mais de 150 anos de experiência no fornecimento de soluções de óleo & gás e química para companhias nacionais e globais desse setor. Dentre suas habilidades principais, a Norgren destaca sistemas de preparação de ar e gás, válvulas solenóides e proporcionais que são comprovadas em Segurança, Confiabilidade e Durabilidade nos ambientes mais difíceis e agressivos.
Nós fornecemos soluções customizadas completas e com produtos certificados que entregam controle de precisão, confiabilidade e segurança a longo prazo mesmo nos piores ambientes.
GARANTINDO OPERAÇÃO SEGURA E VANTAGEM DE ENGENHARIA
PARA COMPANHIAS DE ENERGIA NO MUNDO TODO
YOU CAN SEE OUR THINKING
ENGINEERING ADVANTAGE
www.norgren.com/br
Para mais informações visite www.norgren.com/br ou entre em contato com [email protected]
3 ESTÁGIOS DE FILTRAGEM
AÇO INOX 316
ConstruçãoRobusta
Maxseal ICO3
FFR=10BOBINA COM ALTA EFICIÊNCIAHerion 24011
FFR=8
AltaEficiência
CONFIABILIDADECOMPROVADA

14 | engeworld | agosto 2014
busca a flexibilidade, pois neste caso, microcontroladores diferentes podem interpretar o mesmo código gerado.
Além de ser usado extensivamen-te em automação industrial, devido à confiabilidade e facilidade na progra-mação, hoje em dia o CLP também é usado para automação de residências, prédios, datacenters, parques de diver-são, navios, etc.
do Clp ao epaCInicialmente os CLPs surgiram para
flexibilizar a criação e a alteração de lógicas de controle de processo, substi-tuindo os painéis de lógica a relé, porém com a evolução dos sistemas de automa-ção, foram sendo incorporadas outras funções como comunicação em rede, que substituiu a necessidade de grande quantidade de fios e cabos para interli-gar os sinais de entrada e saída ao CLP e permitiu que diversos controladores de uma mesma fábrica ou de fábricas diferentes trocassem dados, de forma a expandir os limites e a abrangência dos sistemas de automação.
Ao longo dos anos surgiram diver-sas redes industriais como Modbus, Profibus DP, Profibus PA, Founda-tion Fielbus, DeviceNet, Sercos, Ca-nopen, AS-i, LonWorks e protocolos baseados em Ethernet como Ethernet TCP/IP e Ethernet/IP. Cada rede, com seu respectivo protocolo e meio físico surgiu com suas particularidades para atender a necessidades específi-cas como alcance de longas distâncias, altas taxas de comunicação, robustez a interferências eletromagnéticas, facili-dade de conexão e configuração, entre outras características.
Nos últimos anos os protocolos
baseados em Ethernet como Ether-net TCP/IP e Ethernet/IP têm sido adotados como padrão no meio in-dustrial. Hoje a Ethernet já representa 27% dos nós em redes industriais (os restantes 73% dos nós ainda estão co-nectados em outras redes as quais cita-mos como Modbus, Profibus e AS-i). A participação da Ethernet industrial tem crescido na faixa de 25% a 30% ao
de TI).Com a padronização da Ethernet
como rede entre CLPs de sistemas de supervisão, os sistemas de automação industrial passaram a adotar outros dispositivos como conversores de fibra óptica para alcance de longas distân-cias, firewalls para proteção de períme-tros de rede, gateways para conversão de outras redes para Ethernet, sistemas de comunicação sem fio e switches para o controle e distribuição de tráfego. Atu-almente, os CLPs modernos têm carac-terísticas modulares e agregam todas essas funções, eliminando a necessida-de de diferentes hardware e configura-ções adicionais.
As mais novas gerações de CLPs também realizam as funções que no passado eram tradicionalmente exe-cutadas por sistemas DCS (distributed control system). Antigamente, em uma planta de bebidas, por exemplo, um sis-tema DCS era utilizado para o processo produtivo da bebida em si e os CLPs eram usados nas linhas de transporte, envase e embalagem.
Por todas essas razões as novas gera-ções de CLPs são comumente chamadas de controlador programável de automa-ção ou PAC (programmable automation controller), pois executam funções muito além apenas do controle de lógica.
Hoje, em uma indústria de bebidas, os PACs executam as funções de con-trole do processo produtivo e o con-trole das linhas de transporte, envase e embalagem, utilizando a Ethernet como única rede de comunicação, agregando funções como firewall e switches, e permitindo a padronização de hardware e software.
Existem ainda PACs que incorpo-
ano, portanto, a tendência é de que em um futuro breve a maior parte dos nós de redes industriais esteja conectada em Ethernet em substituição aos de-mais meios físicos e protocolos.
A Ethernet demonstrou ser uma exce-lente opção no meio industrial devido às suas características de alto desempenho (redes com taxas de comunicação de 100Mbps ou 1Gbps), flexibilidade de topologias (tronco, varal, estrela, anel), facilidade de instalação e configuração (o meio industrial herdou todo o know-how em Ethernet desenvolvido no ambiente
Inicialmente os CLPs surgiram para flexibilizar a criação e a alteração de lógicas de controle de processo, substituindo os painéis de lógica a relé, porém com a evolução dos sistemas de automação, foram sendo incorporadas outras funções como comunicação em rede

engeworld | agosto 2014 | 15
Anuncio_Engeworld_202x133_0814.indd 1 06/08/2014 19:28:10
ram comunicação Ethernet de forma nativa diretamente em seus processa-dores de múltiplos núcleos, sem ne-cessidade de coprocessadores exclu-sivos para realizar a comunicação em rede, resultando em alta performance e eficiência. Essa geração de PACs com Ethernet em seu núcleo é chama-da de ePAC (Ethernet programmable automation controller ou controlador programável de automação Ethernet).
era da informaçãoA Ethernet permitiu a convergência
entre tecnologia de automação (TA) e da tecnologia de informação (TI) por
meio da conexão entre os sistemas de su-pervisão e controle, sistemas PIMS (sis-temas de gerenciamento de informações de processo), MES (sistemas de execu-ção de manufatura) e ERP (sistema de planejamento de recursos empresariais). Hoje, estes diferentes sistemas estão co-nectados, eliminando as “ilhas de infor-mação”, cruzando dados históricos com dados em tempos reais, transformando estes dados e informação e ajudando na tomada de decisão.
Atualmente é possível atrelar a evo-lução do mercado ou a entrada de pedidos de compra às solicitações de compra de matéria-prima e à velocida-
de das linhas de produção de diferen-tes plantas espalhadas pelo mundo; ve-rificar a eficiência do sistema logístico, a eficiência de cada linha de produção e de cada turno, permitindo a identi-ficação de gargalos no processo como um todo e uma rápida tomada de de-cisão nas mudanças e investimentos a serem feitos.
Os PACs e ePACs modernos são um elo importante nessa integração transpa-rente entre a tomada de decisões corpo-rativas e as respostas no chão de fábrica, executando não apenas o controle de lógica, mas também, habilitando a auto-mação industrial à era da informação.

16 | engeworld | agosto 2014
DESSaLinizaçãO artigo
SiStEmaS típiCoS dE dESSalinização dE água SaloBRa
As estimativas indicam que as plataformas de petró-leo consomem mais de 60 mil litros de água doce por dia. O volume é usa-
do para suprir tanto o consumo humano daqueles que trabalham na operação das embarcações, quanto alguns processos industriais, que requerem água com baixos teores de sais dissolvidos ou sem teores de sais.
Localizadas no mar, as plataformas
offshore frequentemente se encontram em áreas isoladas e têm de recorrer a navios de apoio para garantir o abaste-cimento de suprimentos, mas processos de dessalinização da água do mar podem garantir uma produção própria de água doce que atenda aos requisitos necessá-rios à sua utilização.
A dessalinização nada mais é do que um processo usado para transformar água salgada ou salobra em água potável.
De acordo com Iñaki Del Campo, di-
retor de projetos da Degrémont, nas pla-taformas petróleo e perfuração offshore, a água dessalinizada é utilizada principal-mente na injeção nos poços para ajudar na extração do petróleo. “Nestes projetos a tecnologia mais utilizada é a de nano-filtração, já que o objetivo principal é reduzir a quantidade de sulfetos na água tratada”, explica.
nanofiltraçãoA nanofiltração é um processo de se-
paração por membranas, no qual estas atuam como uma barreira seletiva, per-mitindo a passagem de determinados componentes e impedindo a passagem de outros. A técnica é bastante emprega-da no Brasil para o tratamento de fluidos de injeção na indústria do petróleo em unidades de remoção de sulfatos (URS), em que são reduzidos os teores de sulfa-tos mantendo os níveis de salinidade da água do mar. Ela é empregada para evitar a incrustação de sais de sulfato na tubu-lação dos poços e a proliferação de bac-térias sulfato-redutoras, provocada pelos sulfatos, responsáveis pela formação de gás sulfídrico (H2S), que apresenta ele-vada toxicidade e corrosividade, entre outros problemas.
Del Campo relata que existem ain-da outras técnicas de dessalinização que podem ser empregadas em plata-formas, como a osmose inversa e pro-cessos térmicos, sendo que a escolha da técnica a ser empregada depende do objetivo a ser alcançado com sua aplicação. “Esses diferentes processos devem ser aplicados em função da qualidade de água a ser tratada e da qualidade de água a ser produzida”.

engeworld | agosto 2014 | 17
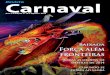
osmose inversa
manutençãoA operação e manutenção adequadas
desses sistemas são fundamentais para o seu bom desempenho. Nos processos que utilizam membranas de separação são observados altos custos com a troca de membranas, o que ocorre devido à falta de manutenção preventiva. Nestes sistemas, as membranas devem ser sub-metidas a limpezas químicas frequen-
tes. A má limpeza do material favorece a formação de depósitos de impurezas sobre sua superfície, o que causa uma gradual diminuição do fluxo e da rejei-ção de sais, tornando a recuperação da membrana irreversível.
Antes de realização da limpeza quími-ca é importante identificar na água de alimentação e no concentrado os tipos de incrustações existentes com a finali-dade de determinar a solução de limpeza apropriada para manutenção do sistema.
dessalinização térmiCaUm dos mais antigos processos é a
destilação ou dessalinização térmica. O conteúdo de sal é separado pela evapo-ração da água do mar em sistemas de destilação. O princípio da destilação é reproduzir o processo natural da água do mar evaporada pelo calor do sol e condensada em água da chuva, mas em uma área fechada e em curto período de tempo. A dessalinização térmica pode ser aplicada a todos os tipos de água do mar e requer apenas uma quantidade limitada de pré-tratamento.
Tanto a destilação de múltiplos efei-tos (MED) quanto a destilação flash de múltiplo estágio (MSF) são processos de dessalinização térmica, constituídos por estágios sucessivos nos quais há de-créscimo de temperaturas e pressões.
O processo MSF começa com a circu-lação da água salgada fria por um sistema de tubos que estão envoltos em vapor quente. O diferencial térmico existente faz com que a água salgada aqueça en-quanto esta transita pelos tubos. Após ter passado pelos tubos, a água entra na cha-mada caldeira de salmoura onde
A: pressão aplicada; B: água salobre contendo contaminantes; D: membrana semipermeável; E: água tratada; F: distribuição
A osmose inversa é bastante empre-gada na obtenção de água desmine-ralizada ultrapura e remove agentes contaminantes nocivos à saúde, tais como bactérias, vírus, odores, sólidos dissolvidos, coloides, sólidos suspensos e matéria orgânica.
A osmose por si só é um fenômeno natural que ocorre quando duas solu-ções aquosas com diferentes concen-trações salinas são separadas por uma membrana semipermeável. Neste pro-cesso, a água se movimenta espontanea-mente desde a solução com concentra-ção salina menor para aquela com maior concentração salina, a fim de obter um equilíbrio entre a concentração de am-bas. A osmose inversa se baseia no mes-mo princípio da osmose, mas usa uma bomba de alta pressão para superar a pressão osmótica e forçar a passagem da água pela membrana. Este processo tem a capacidade de remover sólidos dissol-vidos na água com alta eficiência e pro-duz água pura com salinidade próxima à da água destilada.
O princípio da destilação é reproduzir o processo natural da água do mar evaporada pelo calor do sol e condensada em água da chuva

18 | engeworld | agosto 2014
passa logo em seguida para a primeira fase. A elevada temperatura que se faz sentir no interior da fase faz com que uma parte da água vaporize instanta-neamente. O vapor de água condensa e precipita numa calha dentro da fase que conduz a água doce para o exterior da câmara. A salmoura restante passa para a fase seguinte, onde o processo ocor-re agora sob temperatura de operação inferior à anterior. Esta diminuição da temperatura deve-se à diminuição de pressão entre fases consecutivas. Os processos ocorrem de modo análogo nas fases restantes até que a salmoura atinja valores de concentração de sais muito elevados. Tipicamente, uma planta MSF pode conter de quatro a quarenta estágios.
A MED foi desenvolvida para reduzir o alto consumo de energia necessário para aquecer a água por meio da reu-tilização da energia gerada durante a condensação do vapor. Neste processo, o vapor é gerado a partir da absorção de energia térmica pela água salgada, já que o vapor produzido em um estágio gera vapor no estágio seguinte, que se encon-tra sob menores temperatura e pressão.
A: entrada de vapor; B: água salobre contendo contaminantes; C: água tratada; D; rejeitos; E; saída de vapor, F: troca de calor; G; coletor do condensado; H: aquecedor
Isso permite submeter a água marinha à ebulição múltipla sem a necessidade de suprimento de calor adicional após o primeiro estágio. Nas grandes plantas, tipicamente são encontradas de oito a dezesseis estágios. O número de plantas de MED ainda é pequeno se comparado ao volume de unidades de MSF insta-ladas, mas as instalações de MED vêm crescendo continuamente.
projetoPara Iñaki Del Campo, a escolha do
sistema de dessalinização deve ser con-dicionada pelo entorno marinho e as características do lugar onde a instalação será realizada, seja em uma plataforma flutuante, em terra, em uma refinaria ou em outro lugar. Além do espaço dispo-nível, é preciso considerar ainda o tipo de água a ser tratada, sua aplicação, es-pecificações técnicas dos equipamentos, características dos materiais, medidas de segurança, etc.
Del Campo explica ainda que todas as tecnologias apresentadas têm boas refe-rências em matéria de dessalinização. “As

engeworld | agosto 2014 | 19
referênCiasFREITAS, T. Produção de água a bordo de navios e plataformas. Rio de Janeiro: UEZO, 2011. RODRIGUES, Anderson P. Estudo experimental de um dessalinizador térmico com aquecimento controla-do. Dissertação (mestrado). Universidade Federal do ceará, 2011. DEGRÉMONT. Entrevista e revisão técnica, 2014.
vantagens principais das tecnologias de membranas são menor custo de inves-timento, menor consumo energético e compacidade. Suas desvantagens estão ligadas a exigência de um pré-tratamen-to mais complexo em função da água a ser tratada. Nas tecnologias térmicas temos robustez e simplicidade da insta-lação (pré-tratamento simples), melhor qualidade da água (se necessário), mas são mais caras, apresentam consumo energético elevado e envolvem riscos de trabalho com altas temperaturas. Em ambos os casos, são instalações que po-dem operar de forma totalmente auto-matizadas, permitindo a redução do uso de mão de obra”.

20 | engeworld | agosto 2014
PROCESSO
Aplicação de contactores com membranas na remoção de CO2
e H2S do gás natural
Por ser um combustível versátil, econômico, limpo e que pode ser facilmente disponibili-zado em escala compa-
tível com a demanda nacional, o gás natural (GN) é uma alternativa ener-gética viável para ser usado em diver-sas aplicações.
Na indústria de petróleo, o GN pode substituir produtos alternativos usados na injeção de reservatórios para au-mentar a recuperação de petróleo. Ele também pode ser usado pela indústria química e petroquímica na produção de amônia, ureia e metanol. O GN ainda é uma opção para o setor de transportes, em substituição ao álcool, gasolina e Diesel, e tem aplicações no setor ener-gético, onde é utilizado em sistemas de cogeração de energia. Em ambientes domésticos, ele pode ser usado em subs-tituição ao gás liquefeito do petróleo (GLP) para aquecimento de água e cli-matização de ambientes, em substituição à energia elétrica.
O GN encontrado na natureza é com-posto por uma mistura de hidrocarbone-tos gasosos cujo principal componente é o metano (CH4). Também fazem parte de sua composição componentes como
artigo
mEmBRanaS dE REmoção
o dióxido de carbono (CO2), nitrogênio (N2), sulfeto de hidrogênio (H2S), água (H2O), outros compostos de enxofre e impurezas mecânicas.
As especificações do GN a ser comer-cializado no país atendem à Portaria Nº. 104, da Agência Nacional do Petróleo (ANP), emitida em 8 de Julho de 2002, sendo que os parâmetros fundamentais que determinam sua especificação co-mercial são seu teor de enxofre total, teor de H2S, teor de gases inertes, ponto de orvalho da água e poder calorífico.
No entanto, um dos principais proble-mas apresentados pelo GN é a presença de gases indesejáveis como sulfeto de
hidrogênio e dióxido de carbono. Estes gases provocam corrosão e vazamento em tubulações, além de diminuírem a qualidade do combustível.
Durante anos, a remoção destes ga-ses foi realizada por processos clássicos de separação, como destilação, filtração, absorção, troca iônica, centrifugação, extração por solvente, cristalização e outros, mas no início da década de 1970 surgiram os processos de separação com membranas, que utilizam membranas sintéticas como barreiras seletivas, pre-sentes nos dias de hoje em vários proces-sos industriais dos setores alimentício, automotivo e químico.
Fotos: AMARAL: 2009
Esta tecnologia se baseia no princí-pio da permeação gasosa. Nela, um gás se dissolve e se difunde através de um material sólido, não poroso, quando
submetido a uma diferença de pressão (força motriz). A permeabilidade seleti-va do material permite o fracionamento de misturas gasosas em material perme-

engeworld | agosto 2014 | 21
ado (componente que se deseja remover) e resíduo (componentes de interesse). As membranas usadas na separação são formadas por várias camadas de materiais (poliméricos, cerâmicos, metálicos, etc.)
Tanto a morfologia da membrana quanto seu material são definidos de acordo com o tipo de aplicação e eficiência desejada na separação.
morfologia
nais, contendo membranas de fibra oca em módulo espiral de diâmetro reduzido.
Por um lado, os módulos em fibras ocas fornecem uma área superficial por volume maior do que aquele propor-cionado pelas tradicionais colunas re-cheadas, tornando mais rápida a trans-ferência de massa. Por outro lado, o uso da membrana pode apresentar alguma resistência à transferência de massa, re-duzindo sua eficiência.
Nos processos de separação de gás com membranas não porosas, o fluxo pode ser favorecido mantendo-se o lado do permeado sob pressão reduzida.
módulo de ContaCtores Com membranas
Diferentes configurações de mó-dulos podem ser estabelecidas para o acondicionamento das membranas e cada uma delas apresenta vantagens e limitações a serem consideradas ao se estabelecer um processo.
O projeto de contactores deve levar em consideração a regularidade da dis-posição das fibras no módulo (arranjo espacial das fibras) para que não ocor-ram caminhos preferenciais no escoa-mento do gás e do líquido. Neste senti-do, deve-se considerar a densidade de empacotamento e as direções do fluxo (paralelo, tangencial, concorrente e con-tracorrente) de ambas as fases, para um melhor aproveitamento da área de mem-branas disponível(1).
Os módulos de contactores estão clas-sificados em dois grupos, de acordo com o fluxo das fases:
Módulo de fluxo longitudinal: nesta configuração, o gás e o líquido pas-
As membranas se dividem em densas e porosas. As densas são aquelas que en-volvem etapas de dissolução e difusão através do material constituinte da mem-brana, já as porosas são aquelas em que o transporte ocorre preferencialmente em uma fase fluida contínua que preenche os poros da membrana. Ambas as mem-branas também podem ser classificadas como homogêneas ou integrais (cons-tituídas por um único material), com-postas ou heterogêneas (constituídas por mais de um material), simétricas ou isotrópicas (com as mesmas característi-cas morfológicas ao longo toda a sua es-pessura) e assimétricas ou anisotrópicas
(possuem gradiente de porosidade na direção perpendicular à sua superfície).
Outras características das membranas que devem ser verificadas para determi-nar a sua aplicação em uma separação são: porosidade, espessura, permeabili-dade e diâmetro médio de poros. Estas características dependem do material do qual é feito a membrana e também da técnica utilizada em sua fabricação.
ContaCtores Com membranas
Os contactores com membranas são tipi-camente dispositivos do tipo casco e tubo, similares aos trocadores de calor convencio-

22 | engeworld | agosto 2014
sam de forma paralela, tanto em contracorrente como concorrente. A vantagem desse mó-dulo é a sua simplicidade de fabricação, porém, ele é menos eficientes que os módulos de fluxo tangencial.
Módulo de fluxo tangencial: a presença de distribuidores de fluido dentro do mó-dulo minimiza o efeito de caminhos preferenciais, e produz turbulência no fluido, aumentando o fluxo de transferência de massa. Também existem configurações de fluxo tangencial em que o fluxo do lúmen das membranas é perpendicular ao fluxo do fluido de entrada no módulo(1).
seleção de membranas polimériCas
A escolha do material polimérico exer-ce uma influência direta na eficiência do processo, e é fundamental que este mate-rial preserve sua estabilidade a longo pra-zo para viabilizar o uso dos contactores com membranas.
O principal responsável pela deterio-ração e instabilidade das membranas de microfiltração é a incrustação. Nas aplicações de absorção de gás em con-tactores com membranas, este problema tende a ser menos frequente, desde que não exista um fluxo convectivo através dos poros das membranas. No caso de gases contendo partículas suspensas, a pré-filtração do material é indicada.
Absorventes líquido com alto poder de absorção de CO2 e H2S podem se tornar corrosivos. A escolha adequada do mate-rial polimérico deve considerar o tipo de absorvedor utilizado para que a membra-na não sofra ataque químico. É preciso observar ainda quais materiais poliméri-cos são compatíveis com os absorventes utilizados na absorção de gases ácidos, pois alguns absorventes também podem reagir com a superfície polimérica, modi-ficando sua estrutura. O uso do poli tetra flúor etileno (PTFE) tem sido bastante recomendado, uma vez que o material é quimicamente estável, porém tem eleva-do custo de produção. Outra alternativa viável pode ser encontrada com o trata-mento das superfícies, que vem permi-tindo o uso de membranas mais baratas como as de polipropileno (PP).
É preciso considerar ainda a estabi-lidade térmica do material polimérico selecionado, uma vez que eles podem sofrer degradação ou decomposição ao serem submetidos a altas temperaturas.
funCionamento dos ContaCtores Com membranas e modelos de transporte
Nos contactores com membranas, o gás e o absorvente fluem em lados opostos da membrana. O CO2 e H2S presentes no GN permeiam através do material (membra-nas compostas) ou dos poros (membranas microporosas) da membrana e são absor-vidos pelo líquido de forma física ou química, dependendo do absorvente utilizado.
O processo de transferência de massa em contactores com membranas micropo-rosas é simples e ocorre em quatro etapas. Na primeira delas há a difusão dos com-ponentes do seio da fase gasosa para a superfície da membrana; em seguida, ocorre a difusão dos componentes através da membrana; há então a dissolução dos compo-nentes na fase líquida, ocorrendo absorção química ou física e, por fim, a difusão dos componentes da superfície da membrana para o seio da fase líquida.

engeworld | agosto 2014 | 23
referênCias1) AMARAL, Rafael Aislam. Remoção de CO2 e H2S do gás natural por contactores com membranas. Rio de Janeiro: UFRJ/COPPE, 2009.2) NAKAO, Andressa. Modelagem de contactores gás-líquido para separação de CO2 de gás natural com solução aquosa de etanolaminas. Dissertação de Mestrado. Rio de Janeiro: UFRJ, 2010.3) MORAES, Luciana de Souza. Extração líquido-líquido de ácido succínico usando contactores com mem-branas de fibra oca. Rio de Janeiro: UFRJ/COPPE, 2011.4) MAGALHÃES, E. A. et. al. Confecção e avaliação de um sistema de remoção do CO2 contido no biogás. In: Acta Scientiarum. Technology. Maringá, v. 26, nº 1, p. 11-19, 2004.
seleção de absorventes líquidos
O tipo de absorvente (físico ou quí-mico) também influencia a eficiência do processo. Vários absorventes têm sido estudados experimentalmente.
principais absorventes utilizados em contactores com membranas(1):Água (H2O)Hidróxido de sódio (NaOH)Monoetanolamina (MEA)Dietanolamina (DEA) Trietanolamina (TEA) Trietanolamina (TEA) Metildietanolamina (MDEA) MJistura (AMP + MEA) Mistura (MEA+ TEA) 2-amino-2-metil-1-propanol (AMP) NaOH + cloreto de sódio (NaCl) Hidróxido de potássio (KOH) Carbonato de potássio (K2CO3) Carbonato de propileno (PG) Carbonato de sódio(Na2CO3) Sulfito de sódio (Na2SO3) Glicinato de potássio (PG) Mistura sal e aminoácido
A escolha dos absorventes deve consi-derar os seguintes critérios:
alta reatividade com CO2 e H2S, que leva a uma maior remoção dos gases ácidos, devido à maior taxa de absorção;
alta tensão superficial, uma vez que os líquidos com baixa tensão superficial tendem a causar o molhamento da membrana, o que aumenta sua resistên-cia à transferência de massa;
baixa volatilidade e boa estabilidade térmica pois se o absorvente apresentar volatilidade elevada pode ocorrer sua transferência para a fase gasosa;
fácil regeneração, pois proporcionam um menor gasto de energia;
viabilidade do proCessoPor fim, os principais parâmetros econô-
micos a serem considerados no processo de remoção de gases ácidos do GN são:
concentração de CO2 e H2S na alimen-tação;
vazão de alimentação; pressão de alimentação; perda de CH4; permeabilidade do CO2; seletividade do material; vida útil das membranas; espessura efetiva da membrana.
O uso de contactores com mem-branas na remoção de gases ácidos tem demonstrado ser uma tecnologia promissora e uma vez que demanda menores áreas de instalação, seu uso pode ser considerado adequado em plataformas off-shore.

24 | engeworld | agosto 2014
SuStEntaBiLiDaDE
O mercado de créditos de carbono no Brasil: desafios e oportunidades
Ao fixar a redução das emissões de gases do efei-to estufa (GEE), o Proto-colo de Quioto, assinado em dezembro de 1999,
representou um marco no combate ao crescimento da concentração de GEE na atmosfera. A iniciativa partiu dos pa-íses participantes da Organização das Nações Unidas (ONU) para estipular um controle sobre as intervenções hu-manas no clima e determinou que os pa-íses com alto nível de desenvolvimento socioeconômico signatários, reduzissem suas emissões de gases de efeito estufa em 5,2%, em média, relativas ao ano de 1990, entre 2008 e 2012.
Para não comprometer as economias destes países, o protocolo estabeleceu que parte da redução poderia ser feita por meio três mecanismos de flexibilização:
implementação conjunta (IC) ou joint implementation ( JI): segundo o qual os países desenvolvidos trabalham em conjunto para atingir suas metas(1);
comércio internacional de emissões: nele, os países desenvolvidos criam me-canismos internos, no qual são celebra-dos acordos entre o governo e as empre-sas, visando atingir reduções menores
CRédito dE CaRBono
Silvia Novaes Zilber Professora do programa de pós-graduação em Administração da Universidade Nove de Julho*Eduardo Koga é mestre em Administração pela Universidade Nove de Julho*
que as metas estabelecidas(1); mecanismo de desenvolvimento
limpo (MDL) ou clean development mechanism (CDM): permite que países desenvolvidos comprem reduções de emissões de países em desenvolvimen-to, cujas reduções resultam de iniciativas implementadas com o objetivo de dimi-nuir as emissões de GEE (1).
O MDL é o que possui aplicabili-dade no caso brasileiro. Por meio dele, empresas de países desenvolvidos po-dem financiar projetos em empresas de países em desenvolvimento, visando à
diminuição de emissão de CO2 e outros GEE. Essas empresas também podem comprar certificados de reduções dessas emissões, resultantes dos projetos finan-ciados, caso não consigam cumprir suas metas de redução.
A compra e venda dessas reduções se dá por meio da negociação dos chama-dos créditos de carbono (CC) são rea-lizadas nos mercados de crédito de car-bono, os quais são regidos por normas e órgãos internacionais.
Cada negociação no mercado de CC deve ser regida e cumprida entre os

engeworld | agosto 2014 | 25
04-06 de novembro de 2014Transamerica Expo Center | São Paulo/SP
www.brazilautomation.com.br
Reserve seu espaço!Contate nosso time comercial:David Reyes(11) 3893-1309 | [email protected]
OrganizaçãoAgência Ofi cial de Viagens Realização Apoio de Mídia
Patrocinador Prata Parceria Estratégica

26 | engeworld | agosto 2014
contratantes, porém, há linhas diretivas da lei no âmbito internacional e nacional para esse feito que foram constituídas para proteger o bom resultado de cada parte interessada. Os CC criam um mer-cado para a redução de GEE dando um valor monetário à poluição.
É interessante notar que grupos e se-tores que não precisam diminuir suas emissões de acordo com o Protocolo de Quioto ou empresas localizadas em países não signatários do protocolo têm a alternativa de comercializar reduções de emissões nos chamados mercados voluntários, que crescem em paralelo às negociações formais. Na América Latina existem dois tipos de mercado voluntá-rio: um local, voltado principalmente para as neutralizações de emissões de ga-ses do efeito estufa, e outro para expor-tação, onde estão os projetos que procu-ram se espelhar no MDL(2). Apesar de não ser regulamentado e de ter sofrido acusações quanto à baixa qualidade dos créditos(3) oferecidos, o mercado vo-luntário de carbono triplicou em 2007, aumentando de 97 milhões para 331 milhões de dólares. Naquele ano, um relatório do Ecosystem Marketplace e da New Carbon Finance apontou que o volume de compensações negociadas equivalia a 65 milhões de toneladas de CO2 – mais do que a emissão anual da Noruega – com o crescente interesse de pessoas e corporações em minimi-zar impactos ambientais e melhorar sua imagem pública.
Independentemente dos resultados, há quem se oponha aos estudos sobre o mercado voluntário alegando que signi-fica pouco se comparado ao mercado re-gulamentado pelo Protocolo de Quioto.
O tema envolvendo CC tem sido mui-to abordado sob o ponto de vista ecoló-gico e mercadológico. Porém, é ainda muito deficiente sob o ponto de vista do impacto que as exigências no desenvol-vimento de projetos MDL provocam sobre as estratégias das empresas e seus relacionamentos com clientes, fornece-dores e demais agentes dentro de sua cadeia produtiva.
Existe um elevado grau de complexi-dade nas exigências impostas na regula-
mentação por parte da ONU para o de-senvolvimento de projetos MDL, sendo necessária a existência de um conheci-mento e uma expertise que muitas vezes não é encontrada dentro da empresa que pretende desenvolver esses projetos. As-sim, muitas empresas recorrem a tercei-ros ou a parcerias para o desenvolvimen-to dos mesmos.
A primeira etapa para a aquisição dos CC por meio de um projeto MDL, ini-cia-se quando os participantes do proje-

engeworld | agosto 2014 | 27
to produzem o chamado documento de concepção (DCP) ou, em inglês, project design document (PDD), que faz uso de uma metodologia de base já aprovada, geralmente em conjunto com uma con-sultoria técnica.
merCado de CarbonoAs transações de carbono podem ser
definidas como contratos de compra(4), em que uma parte paga a outra em troca de uma dada quantidade de emissões de GEE (créditos de carbono), a qual será utilizada pelo comprador para cumprir suas metas quanto à mitigação das mudanças climáti-cas. As transações de carbono podem ser agrupadas em duas categorias:
transações baseadas em permissões, em que o comprador obtém permissões de emissões criadas e alocadas (ou leiloa-das) por agências reguladoras sob regimes de cotas (cap-and-trade), tais como a As-signed Amount Units (AAUs) derivadas do mecanismo de comércio de emissões sob o Protocolo de Quioto, ou permis-sões de emissões como o EU Allowances (EUAs) de regimes regionais e nacionais como o European Union Emissions Tra-ding Scheme (EU ETS).
transações baseadas em projetos (IC e MDL), em que um comprador adquire créditos de emissões de um projeto que produz reduções de GEE comparadas com as emissões que ocor-reriam sem o projeto.
Algumas transações baseadas em projetos são conduzidas para alcançar metas voluntárias de organizações, mas a maioria delas tem como objetivo o cum-primento com as metas do Protocolo de Quioto ou outros regimes regulatórios.
Os principais regimes regulatórios
que restringem as emissões de GEE e permitem que as transações de carbo-no sejam realizadas são o EU Emissions Trading Scheme, que coloca um teto nas emissões às principais fontes de larga escala (como companhias de energia) dentro da União Europeia, e permite que elas negociem EU Allowances (EUAs) por todo o mercado europeu; esque-ma britânico de negociações de emis-sões (UK Emission Trading Scheme); o Chicago Climate Exchange (CCX),
compram ERs em pequenas quantidades. O mercado de CC total continuou a
crescer mesmo depois da crise econômi-ca de 2008, alcançando um total de valor transacionado de cerca de 126 bilhões de dólares no final daquele ano. Esse montante foi o dobro do alcançado em 2007(5). Do total negociado em 2008, aproximadamente 92 bilhões de dólares resultaram de transações de permissão e derivativos sob o EU Emissions Trading Scheme (EU ETS) para propostas de conformidade, gestão de risco, arbitra-gem, tomadores de lucro (profittaking).
O segundo maior segmento do mer-cado de CC foi o mercado secundário para Reduções Certificadas de Emissões (RCEs) (ou Certified Emission Re-ductions – CERs), que é um mercado financeiro de spot, futuros e transações de opções de cerca de 26 bilhões de dó-lares, representando um aumento de cin-co vezes em valor e volume em relação a 2007. Essas negociações não originam diretamente reduções de emissões como no mercado primário.
alianças estratégiCas, joint ventures e terCeirização
A terceirização pode ser uma possibili-dade para empresas que queiram investir em projetos MDL: ao terceirizar a ela-boração dos mesmos, as empresas man-têm-se focadas em suas core competencies e garantem o atendimento aos requisitos específicos para aprovação de projetos dessa natureza.
Outra forma possível para a realiza-ção dos projetos MDL se dá por meio de alianças estratégicas ou colaboração e cooperação voluntária de curto
um sistema-piloto de regime de cotas (cap-and-trade) pelo do qual entidades cap-and-trade, principalmente empresas privadas baseadas nos Estados Unidos, concordaram em limitar voluntariamente suas emissões GEE no passado. O últi-mo segmento do mercado do carbono é o varejo, representado pelas atividades de empresas e indivíduos, sem emissões significativas que desejam ser neutros em termos de emissões de GEE para de-monstrarem sua responsabilidade social ou promover uma marca em particular. Geralmente, essas entidades e indivíduos
O segundo maior segmento do mercado de CC foi o mercado secundário para Reduções Certificadas de Emissões, que é um mercado financeiro de spot

28 | engeworld | agosto 2014
ou longo prazo entre organizações en-volvendo troca, compartilhamento ou codesenvolvimento de produtos, tecno-logias e serviços de modo a atingir um conjunto comum de objetivos ou alcan-çar necessidades críticas de negócios.
Casos brasileirosSão apresentados a seguir os casos de
duas companhias que atuam no merca-do de negociação de CC: a Ecoinvest e a Ecouniverso. Ambas são empresas de consultoria que atuam no assessoramen-to de atividades relacionadas ao meio ambiente, fornecendo:
análise dos impactos socioam-bientais de empreendimentos, docu-mentação ambiental e adequação aos padrões de sustentabilidade nacionais e internacionais;
consultoria no processo de imple-mentação dos requisitos das normas internacionais de certificação ISO e de auditoria ambiental;
assessoria em projetos de crédito de carbono, apresentando soluções para clientes que desejam executar projetos em conformidade com o MDL, envol-vendo consultoria, com a análise prévia de oportunidades de geração de CC; elegibilidade de projetos, estruturação financeira, definição e escolha de tec-nologias e metodologias, elaboração do projeto de desenvolvimento e a docu-mentação necessária até o registro final na ONU – UNFCCC e assessoramento na comercialização de CC.
Outro critério importante de seleção dos casos apresentados foi o fato de uma das empresas atuar no mercado MDL primário, tendo que obedecer a todos os requisitos prescritos pelos órgãos regula-
dores desse mercado e a outra empresa atuar basicamente no mercado voluntá-rio de carbono.
Os dados primários foram obtidos a partir das informações coletadas nas pró-
prias organizações estudadas, mediante a realização de entrevistas semiestruturadas com membros considerados responden-tes-chave, além de técnicos envolvidos na elaboração dos projetos ambientais.
Os dados secundários foram obtidos por meio de relatórios de atividade e outras publicações das organizações, consultas ao site das empresas, consultas a revistas, jornais, artigos científicos, dis-sertações e teses.
eCoinvestA Ecoinvest foi fundada no ano 2000
pelo engenheiro químico Ricardo Esparta para realizar a identificação e formatação financeira de projetos de geração de ele-tricidade, de pequenas centrais hidroelé-tricas e termoelétricas e de projetos vol-tados para energias renováveis e eficiência em energia. A companhia desenvolveu o Projeto de Biomassa Guará para o grupo
A Ecoinvest e o grupo Bünge firmaram uma aliança em 2004 e formaram a empresa Ecoinvest Carbon, caracterizada como uma joint venture

engeworld | agosto 2014 | 29
Bünge, que promovia a substituição do combustível GLP por madeiras em toras usadas em fornos de secagem de fertili-zantes, na planta industrial do grupo lo-calizada em Guará, São Paulo. Ele gerou uma economia de cerca de 6 milhões de reais por ano em combustível, e o uso da biomassa fez com que a Bünge reduzisse suas emissões de CO2 em 24.221 tonela-das, entre setembro de 2003 e outubro de 2006. A Ecoinvest e o grupo Bünge firma-ram uma aliança em 2004 e formaram a empresa Ecoinvest Carbon, caracterizada como uma joint venture.
A Bünge vislumbrava economias como as citadas e sua participação no financiamento de projetos MDL e pos-terior negociação das RCEs geradas, que mostrou ser uma boa oportunidade de investimento no Brasil, já que o país tem forte potencial para crescimento nesse segmento (o mercado de CC).
Em 2004, a Bünge adquiriu o controle acionário da Ecoinvest através de uma aliança estratégica e criou um fundo para financiar projetos ambientais. Nes-sa parceria, o grupo Bünge era o princi-pal investidor na nova empresa criada, a Ecoinvest Carbon S.A., para o assessora-mento no desenvolvimento de projetos para redução de emissões de GEE ou implementação de projetos para a utiliza-ção e desenvolvimento de energias reno-váveis, que originaram CC para a própria Bünge, ou mesmo para outras empresas. A Econivest Carbon registra e vende esses créditos para outras empresas por meio de um sistema especial de negociação e em contrapartida cria incentivos econô-micos para investimentos adicionais em novas tecnologias “verdes”.
A exemplo disso, a Ecoinvest Carbon
instalou biodigestores para lixo orgânico em fazendas no Brasil. Esses biodiges-tores usam um processo natural para tratar o lixo orgânico e capturam o gás metano emitido, que pode ser usado para aquecer os prédios da fazenda e a água. Esses benefícios econômicos são adicionais às receitas geradas pela venda de CC. Outras áreas que a empresa co-meçou a contemplar a partir da aliança com a Bünge foram no gerenciamento de metano (aterro sanitário e suinocul-tura), troca de matéria-prima (cimento e sais químicos), troca de combustível, negociação e desenvolvimento de proje-
tos de emissões de gases do efeito estufa (GEE), projetos MDL, além de projetos para o mercado voluntário de carbono.
A joint venture permitiu à Ecoinvest Carbon ampliar sua rede de clientes, atingindo outros estados brasileiros, além de projetos localizados em outros países, fornecendo assessoria técnica no acompanhamento de clientes desde a identificação de um projeto MDL
A Econivest Carbon registra e vende esses créditos para outras empresas por meio de um sistema especial de negociação e em contrapartida cria incentivos econômicos para investimentos

30 | engeworld | agosto 2014
até a emissão dos RCEs, e assessoria fi-nanceira na estruturação de operações fi-nanceiras que viabilizam projetos de CC.
Além da joint venture ter ampliado o alcance global da empresa, a valida-ção do Protocolo de Quioto causou impacto na procura por seus serviços. Devido à aliança realizada, a equipe de profissionais da Ecoinvest Carbon era composta por engenheiros e pro-fissionais especializados que trabalha-vam em uma variedade de projetos ambientais nas Américas do Norte, Central e do Sul, além de países do continente asiático. No Brasil, os pro-fissionais também exerciam concomi-tantemente papéis técnicos, adminis-trativos (back office) e comerciais.
Em 2008 a joint venture foi desfeita e a Ecoinvest passou por um amplo proces-so de reestruturação, que incluiu a mu-dança de sua razão social e de seu quadro de acionistas. A Ecoinvest Carbon conti-nua existindo. Ela pertencente ao grupo Bünge e realizou uma parceria em 2008 com o Doha Bank para ingressar no mer-cado asiático, iniciando operações na Ín-dia voltadas para projetos ambientais de MDL, energias renováveis e CC.
eCouniversoA Ecouniverso foi fundada em 2004
pela engenheira química Fátima Pereira Pinto. A empresa é composta por uma equipe multidisciplinar que atua no desenvolvimento e implantação de pro-gramas de gestão de efeito estufa para os segmentos industriais, comerciais, de serviços e outros, e realiza:
a quantificação de emissões de GEE das operações de organizações de dife-rentes naturezas;
a implementação de projetos de mo-nitoramento e redução de emissões;
compensações de GEE com proje-tos de florestamento/reflorestamento, desmatamento evitado e tecnologias limpas em parceria com empresas espe-cializadas nas respectivas áreas.
Neutralizar carbono pode ser entendido como uma forma de incorporar a mes-ma quantidade de carbono produzido nessas atividades, em projetos que cap-tam esses gases, promovendo a redução dos GEE presentes na atmosfera.
A Ecoinvest pode ser caracterizada como uma pequena empresa, em que todos os participantes são provenientes de empresas da área ambiental como Cetesb, IPT, e outras, e tem procurado desenvolver parceiras com outras pe-quenas empresas de consultoria am-biental, sendo que a Ecouniverso apoia o “Programa Brasileiro GHG Protocol” no compartilhamento de aprendizado da experiência brasileira de aplicação do GHG Protocol. A metodologia GHG Protocol é a mais utilizada internacional-mente para medição das emissões de ga-ses de efeito estufa, sendo portanto, ferra-menta de gestão empresarial sustentável. O apoio a esse programa é uma forma de ampliar sua rede de clientes, uma vez que ele tem visibilidade no meio empresarial que trata de ações de sustentabilidade.
A empresa atende companhias que terceirizam a neutralização de emis-sões, por não terem especialistas que possam tratar da atividade (cálculo de emissões, neutralização/compensação de emissões).
observaçõesUma primeira observação relevante
refere-se à idade dessas empresas: uma foi fundada em 2000 e outra em 2004, mostrando que a exploração do merca-do de carbono está fortemente atrelada à necessidade de cumprimento das me-tas propostas pelo Protocolo de Quioto. Ambas participam do mercado de car-
Suas atividades estão centradas no desenvolvimento de programas corpo-rativos de gestão de emissões de GEE divididos nas seguintes etapas:
inventário; redução; monitoramento/gestão; compensação.
A última atividade, a neutralização de emissões de carbono, é uma forma vo-luntária de contribuição para a redução das emissões de CO2 e outros GEE ge-rados em atividades como transportes, consumo de energia elétrica, operações de fábricas, empresas e eventos, ou até mesmo na rotina diária das pessoas.
a neutralização de emissões de carbono, é uma forma voluntária de contribuição para a redução das emissões de CO
2 e
outros GEE

engeworld | agosto 2014 | 31
bono como “empresas intermediárias”, assessorando clientes nas etapas de de-senvolvimento de projetos de contabili-zação de emissões e compensação e em projetos mais complexos de MDL.
Em geral, empresas emissoras contra-tam as intermediárias de assessoramento para o desenvolvimento de projetos, em função da complexidade de regras im-postas pela ONU, para emissão dos CC.
Assim, o principal papel dos agentes intermediários no mercado de carbo-no é prover assessoramento técnico às empresas contratantes emissoras de GEE para o desenvolvimento de pro-jetos nessa área, dada a complexidade
e especificidade dos mesmos. À medi-da que as empresas intermediárias (ou assessoras) ganham experiência na elaboração dos projetos relacionados a emissões, ocorre a diminuição dos custos do assessoramento de projetos, conforme cresce sua carteira de clien-tes, pois projetos semelhantes não necessitam do desenvolvimento de uma nova metodologia de cálculo de redução de emissões de GEE, ou seja, a empresa de assessoramento acaba adquirindo capacitação no desenvol-vimento de metodologia para projetos MDL, o que pode ser considerado um recurso raro.
empresas emissoras contratam as intermediárias de assessoramento para o desenvolvimento de projetos, em função da complexidade de regras impostas pela ONU

32 | engeworld | agosto 2014
ConsideraçõesO Protocolo de Quioto representa
um marco no esforço para se combater os efeitos provocados pelas emissões de poluentes que afetam as concentrações de gases do GEE na atmosfera, respon-sáveis por alterações climáticas.
A novidade que o protocolo trouxe ao cenário internacional é a inclusão do componente econômico para o proble-ma ambiental, de forma a penalizar países desenvolvidos, e empresas localizadas nestes países, caso as metas de redução de emissões de GEE não sejam atingidas. Por outro lado, fomenta o crescimento de países em desenvolvimento, incentivando a implementação de projetos que buscam a redução de GEE com a possibilidade de retornos financeiros com a elaboração de projetos de mecanismo de desenvolvi-mento limpo (MDL).
Este trabalho verificou alguns impac-tos e repercussões do protocolo sobre o ambiente empresarial para identificar as ameaças e oportunidades que a obe-diência às exigências do Protocolo de Quioto trazem para as empresas que atuam em um ambiente global, analisan-do mais especificamente o mecanismo de flexibilização do cumprimento das metas de redução de emissões de GEE, conhecido como mecanismo de de-senvolvimento limpo (MDL), que deu origem ao mercado de carbono, onde são negociadas reduções certificadas de emissões (RCEs), entendidas não só como desafio às empresas, no sentido de redução de emissões, mas também como oportunidade de investimento.
Ambas as empresas analisadas ilus-tram as exigências do Protocolo de Quioto como oportunidade, não só como desafio: seja para auferir benefí-
cios financeiros, ao se negociar créditos no mercado de carbono, ou para se obter um reforço de marca e imagem, asso-ciando a empresa a atividades alinhadas com a redução de emissões.
recursos idiossincráticos, especialmente relacionados a conhecimento advindos de outras organizações.
Os recursos da Ecoinvest foram sua expertise na elaboração de projetos MDL, contemplando todas as fases ne-cessárias para a geração de RCEs, além do conhecimento das exigências dos órgãos reguladores (como ONU, por exemplo). A Bünge, por sua vez, colabo-rou com a sua capacidade financeira e ampla carteira de clientes globais, forne-cendo contatos e estruturas de negócios em diversos países, possibilitando a ven-da de projetos MDL em esfera mundial.
As vantagens para a investidora Bünge diz respeito ao investimento de recursos numa empresa especializada no mercado de CC, que aponta projetos com maior probabilidade de retornos financeiros.
Já a Ecouniverso atua no setor de asses-soria inicialmente para reduções voluntá-rias, por meio de ações de neutralização de emissões de GEE que, posteriormente, poderão ser objeto de certificação para gerar RCEs. Essa empresa atua como uma terceirizada, o que, para a tomadora de serviço apresenta vantagens associadas à redução de custos, melhoria das ativi-dades e foco nas atividades essenciais da organização contratante que se utiliza de serviços especializados que não cabem ser desenvolvidos no seu ambiente in-terno. As desvantagens de se terceirizar esses serviços para a empresa contratante relacionam-se à dependência de terceiros e não criação de capacidade específica quanto a questões ambientais. Por outro lado, a terceirização permite que a empre-sa contratante mantenha-se focada em suas atividades principais. *Reproduzido sob licença Creative Commons 3.0. Adaptação Gabriela Alves
No caso da Ecoinvest Carbon, a compa-nhia procurou adquirir maiores vantagens competitivas, unindo a competência de duas empresas distintas, num contexto em que os critérios de exigências da especiali-zação de conhecimentos e compartilha-mento de riscos e responsabilidades pos-sibilitaram atingir resultados superiores aos que seriam obtidos individualmente
O resultado dessa joint venture trouxe para a Ecoinvest além da ampliação de seu mercado, a possibilidade de investir em outros projetos, como biodigestores, que além de redução de emissões, tam-bém trazem a geração de RCEs, numa clara obtenção de recursos raros, devido à expertise desenvolvida e transformada em vantagem competitiva.
Alianças estratégicas estabelecidas para atender a questões ambientais po-dem ajudar essas firmas a criarem vanta-gens competitivas, fornecendo acesso a
Os recursos da Ecoinvest foram sua expertise na elaboração de projetos MDL, contemplando todas as fases necessárias para a geração de RCEs

engeworld | agosto 2014 | 33
referênCias1) BRASIL. Ministério da Ciência e da Tecnologia. Protocolo de Quioto. Brasília, 2002. Disponível em: <http://www.mct.gov.br>. Acesso em: 2 out. 2005.2) SCHEIDT, P. Mercado voluntário de carbono cresce com grandes desafios a serem superados. Disponível em:<http://www.agsolve.com.br/noticia.php?cod=861>.Acesso em: 1 jun. 2009.3) RTS Triplica mercado voluntário de carbono. Disponível em: <http://www.rts.org.br/noticias/destaque-2/triplicamercado--voluntario-de-carbono>. Acesso em: 1 jun. 2009.4) LECOCQ, F.; CAPOOR, K. State and trends of the carbon market 2005: research, world bank, based on data and insights provided by evolution markets llc and natsource LLC. 2005. Dispo-nível em: <http://wbcarbonfinance.org/docs/CarbonMarketStu-dy2005.pdf/>. Acesso em: 10 jun. 2009.5) CAPOOR, K.; AMBROSI, P. State and trends of the carbon market 2009. New York: World Bank Report, 2009. Disponível em: <http://siteresources.worldbank.org/INTC ARBONFI-NANCE/Resources/State_and_Trends_of_the_Carbon_Market_2009-FINAL.pdf>. Acesso em: 1 jun. 2009.6) HART, S. A natural-resource-based view of the firm. Academy of Management Review, v. 20, n. 4, p. 986-1014, 1995.7) DAS, T. K.; TENG, B. S. A resource-based theory of strategic alliances. Journal of Management, v. 26, p. 31, 2000.8) EISENHARDT, K. M.; SCHOONHOVEN, C. B. Resource-based view of strategic alliance formation: strategic and social effects in entrepreneurial firms. Organization Science, v. 7, p. 136-150, 1996.9) BARNEY, J. B. Firm resources and sustained competitive advan-tage. Journal of Management, v. 17, n. 1, p. 99-120, Mar. 1991.10) BASSO, M. Contratos internacionais do comércio: negociação, conclusão, prática. Porto Alegre: Livraria do Advogado, 1994.11) BONOMA, T. V. Case research in marketing: opportunities, problems and process. Journal of Marketing Research, v. 22, n. 2, p. 199-208, May 1985.12) CABRAL, S. Terceirização de processos industriais sob a ótica da economia dos custos de transação. 2002. Dissertação (Mestrado em Administração) – Universidade Federal de Salvador, Salvador, 2002.13) COLLIS, J.; HUSSEY, R. Pesquisa em administração: um guia prático para alunos de graduação e pós-graduação. 2. ed. Porto Alegre: Bookman, 2006.CONEJERO, M. A. Marketing de créditos de carbono: um estudo exploratório. 2006. Dissertação (Mestrado em Administração) -
Universidade de São Paulo, Ribeirão Preto, 2006. 14) COSTA, D. S. C. Mercado de “Créditos de Carbono”. 2006. Disponível em: <www.sadireito.com.br/index.asp? Ir=area.asp&area=5&texto=4806>. Acesso em: 1 jun. 2009.15) DACIN, M. T.; OLIVER, C.; ROY, J. The legitimacy of stra-tegic Alliances: an institutional perspective. Strategic Management Journal, v. 28, p. 169-187, 2007.16) EISENHARDT, K. M. Building theories from case study research. Academy of Management Review, Briarcliff Manor, v. 14, n. 4, p. 522-550, Oct. 1989.17) GEPHART, R. From the editors: qualitative research and the academy of management journal. Academy of Management Journal, v. 47, n. 4, p. 454-462, 2004.18) GIOSA, L. A. Terceirização: uma abordagem estratégica. 3. ed. São Paulo: Pioneira Thompsom Learning, 2003.19) GULATI, R. Alliances and networks. Strategic Management Journal, v. 19, n. 4, p. 293-317, 1998.20) HAIR JUNIOR, J. F. et al. Fundamentos de métodos de pesquisa em administração. Porto Alegre: Bookman, 2005.21) HAMEL, G.; DOZ, Y. L. Highlights: formatos multilaterais. São Paulo: HSM Management, 1999. 73 p.22) LAZZARINI, S. G. Estudos de caso para fins de pesquisa: aplicabilidade e limitações do método. In: FARINA, E. et al. (Coord.). Estudos de caso em agribusiness. São Paulo: Pioneira, 1997. p. 9-23.23) LEVY, D. L.; KOLK, A. Strategic responses to global climate change: conflicting pressures on multinationals in the oil industry. Business and Politics, v. 4, n. 3, 2002.24) MITCHELL, W. E.; SINGH, K. Survival of business using collaborative relationships to commercialize complex goods. Strate-gic Management Journal, v. 17, n. 3, p. 169-195, 1996.PEREZ JUNIOR, J. H.; OLIVEIRA, L. M. de. Contabilidade avançada. 2. ed. São Paulo: Atlas, 1998.25) PETTIGREW, A. M. The character and significance of strate-gy process research. Strategic Management Journal, Chichester, v. 13, p. 5-16, winter 1992. 26) SELLTIZ, C. Métodos de pesquisa nas relações sociais. São Paulo: EDUSP, 1975.27) VERGARA, S. C. Projetos e relatórios de pesquisa em admi-nistração. São Paulo: Atlas, 2000.28) YIN, R. K. Estudo de caso: planejamento e métodos. 3. ed. Porto Alegre: Bookman, 2005.29) YU, C. M. Sequestro florestal de carbono no Brasil. São Paulo: Annablume, 2004.

34 | engeworld | agosto 2014
COLuna SEguRança
gEStão dE SEguRança
Em muitas empresas do ramo de prestação de serviços os índices de acidentes de trabalho e a gravidade desses acidentes
são elevados. Suas causas são múltiplas e de origens diversas, e têm repercussões negativas no desempenho global das companhias contratantes.
As dificuldades para a solução desses problemas não estão localizadas apenas na natureza dos serviços prestados e no potencial dos riscos existentes mas, prin-cipalmente, nos equívocos com que as questões relacionadas à segurança do trabalho são tratadas.
Geralmente os serviços terceirizados são aqueles que oferecem maiores riscos à execução das atividades e paradoxal-mente não merecem das partes interes-sadas os devidos tratamentos e cuidados.
Antes de terceirizar os serviços, se-jam para projetos de ampliação ou no-vos projetos, é essencial definir pontos como, por exemplo, qual será o modelo de gestão escolhido para o gerenciamen-to das ações dos prestadores de serviços.
Independentemente do modelo de gestão a ser adotado, todos devem ter o objetivo de reduzir e/ou minimizar
Com 10 anos de experiência como engenheira de segurança do trabalho, em empresas de grande porte, Daniela Atienza Guimarães é diretora adjunta da APAEST (Associação Paulista de Engenheiros de Segurança do Trabalho) e docente do curso de Engenharia de Segurança do Trabalho da FEI (Faculdade de Engenharia Industrial).
os riscos e considerar os aspectos legais vigentes. Para a definição desse modelo de gestão de segurança deve-se levar em conta as seguintes informações:
1) atribuições e responsabilidades:
Definir com absoluta clareza quais as responsabilidades de cada um no pro-cesso de execução das atividades. É re-comendável a certificação de que a em-
presa contratada tenha capacidade para concluir os serviços.
2) reCursos:Determinar e prever quais os recursos
necessários para o pronto atendimento dos serviços contratados, custos, materiais, tempo de execução e principalmente quais os riscos associados, formas de controle dos riscos e os equipamentos necessários.
3) aCompanhamento:Estabelecer critérios de auditorias
e inspeções durante a execução dos serviços e definir a responsabilidade deste acompanhamento pela gerência da área contratante.
4) avaliação de desempenho:Delimitar critérios e pontos para ava-
liação de desempenho das contratadas, garantindo que não seja uma avaliação superficial e que os indicadores sejam previamente conhecidos. Também é im-portante definir ações caso os critérios não sejam atingidos.
5) reConheCimento e sanções:Estipular elementos e critérios de apli-
cação, com regras bem definidas, clareza na divulgação e equidade na aplicação. Esta é uma ferramenta importante den-tro do sistema de gestão.
Com um modelo de gestão de segu-rança bem aplicado e um bom entrosa-mento entre contratantes e contratados é possível garantir um ambiente de tra-balho seguro.
paRa EmpRESaS pREStadoRaS dE SERviçoS
Geralmente os serviços terceirizados são aqueles que oferecem maiores riscos à execução das atividades

engeworld | agosto 2014 | 35
• Ganho de produção devido ao precisocontrole de temperatura;
• Segurança física e de operação;• Disponibilidade da planta (não para);• Diminui custo de instalação, devido à
montagem na horizontal;• Longa vida útil.
Garantiade 3 anos
VÁLVULA BY-PASS DE TURBINA ECONDICIONADORA DE VAPOR
Mais de 50 clientes no Brasilcompletamente Satisfeitos
• Redução de pressão e temperatura em uma única válvula;• Projetada para serviço contínuo;• Tecnologia Alemã;• 90 anos de experiência;• Atomização assistida, evita excesso de água na tubulação;• Rangeabilidade até 1:100;• Baixo ruído <85 dB (A);• Para turbinas até 1000 MW.
Fabricação100% no
Brasil.
ECONOMIA DER$300.000,00POR ANO NAMANUTENÇÃO
O PRODUTO CERTO PARA A SUA APLICAÇÃO 40 anos
Fone: (11) 4447-7600e-mail: [email protected]
PETROBRAS
CRCC
BR
OUTROS PRODUTOS DE NOSSAFABRICAÇÃO PARA TERMOELÉTRICAS
VÁLVULADE PARTIDA
VÁLVULA BORBOLETATRI-EXCÊNTRICA
VISOR DE NÍVELVÁLVULA DE
EXTRAÇÃO DE TURBINAVÁLVULAS
GUILHOTINA
VÁLVULA GAVETAPRESSURE SEAL
VÁLVULA GLOBO DE BLOQUEIOE DRENO DE CALDEIRAS
VÁLVULA DERECIRCULAÇÃO
RE
VIS
ÃO
B -
09
/08
/20
12

36 | engeworld | agosto 2014
COLuna quaLiDaDE
o BalanCEd SCoRECaRd E a gEStão da EStRatégia
Nos últimos anos, cada vez mais frequentemente tenho ouvido questio-namentos sobre as vantagens e desvantagens da certificação ISO 9000. Esse questionamento tem vindo de gestores tanto de grandes como de pequenas empresas, que expressam dúvidas em relação às vantagens da manutenção de seus certificados. Outros, que ainda não o possuem,
perguntam se vale a pena persegui-lo.Uma máxima da filosofia seis sigma, expressa por Mikel Harry1, diz:
“Nós não sabemos o que não conhecemosNós não podemos agir sobre o que não conhecemosNós não conheceremos até pesquisarmosNós não pesquisamos aquilo que não questionamosNós não questionamos o que não medimosAssim, nós simplesmente não conhecemos...”
Se compreendermos que a base funda-mental da gestão é o conhecimento que temos e nos desenvolvermos de acordo com os processos que queremos geren-ciar, saber medi-los parece de fundamen-tal importância. Nesse sentido, o balanced scorecard, ou simplesmente BSC, é uma ferramenta muito poderosa.
Sua origem remonta ao início da dé-cada de 1990. Naquele tempo, o Nolan Norton Institute desenvolveu um estudo envolvendo múltiplas empresas, denomi-nado “Measuring performance in the orga-nization of the future”.
Este estudo foi motivado pela crença de que as abordagens existentes para medição de desempenho, em geral baseadas em indicadores financeiros,
estavam se tornando obsoletas, pois a dependência exclusiva de medidas de desempenho financeiro estava preju-dicando a habilidade das organizações em criar valor econômico futuro.
Durante os estudos, várias organiza-ções apresentaram iniciativas nas quais utilizavam uma variedade de medidas de desempenho não financeiras em conjunto com indicadores financeiros tradicionais. O desdobramento destas iniciativas levou ao que foi denominado balanced scorecard.
O nome dado a esse conjunto de medi-das reflete o equilíbrio que se obtém entre objetivos de curto e longo prazo, medidas financeiras e não financeiras, indicadores de resultados e drivers de desempenho, as-sim como o equilíbrio entre perspectivas de desempenho internas e externas, entre outros pontos.
A evolução deste conceito levou esse conjunto de indicadores a ser distribuído em quatro diferentes perspectivas, que nos ajudam a responder quatro questões gerenciais básicas:
Financeira: se formos bem sucedidos, como seremos vistos pelos nossos acionistas?
Clientes: para atingir os resultados financeiros, como devemos cuidar de nossos clientes?
Processos internos: para atender aos nossos clientes e acionistas, em quais processos devemos ser excelentes?
Inovação e crescimento: para suportar um desempenho excepcional dos nossos processos críticos, como devemos apren-der e melhorar?
BSC é uma poderosa ferramenta para comunicar e alinhar as organizações às suas estratégias

engeworld | agosto 2014 | 37
Engenheiro mecânico formado pela Escola de Engenharia Mauá, Sérgio Roberto Ribeiro de Souza tem 28 anos de experiência no desenvolvimento de projetos para Gestão Empresarial, possui Certificação Bkack Belt pela ASQ (American Society for Quality) e é sócio-diretor da Quality Way Consultoria.
A busca pelas respostas a estas questões leva a organização a aprimorar seus obje-tivos estratégicos que, alinhados por meio da cadeia de relações de causa e efeito su-gerida acima, dá origem ao mapa estraté-gico do BSC.
O conjunto de indicadores e metas de desempenho associado a cada um dos objetivos estratégicos, suportados por pla-nos de ação e pelos recursos necessários a sua efetiva realização, formam o BSC.
Esta formulação torna o BSC uma poderosa ferramenta para comunicar e alinhar as organizações às suas estraté-gias, dentro de um cenário que caminha no sentido da geração de oportunidades de crescimento por meio da oferta de
produtos e serviços customizados e que agregam valor aos clientes, em vez do his-tórico foco nas estratégias de curto-prazo para redução de custos e competição com baixos preços.
Associado a um sistema de monitora-mento e feedback eficaz, o BSC torna-se um sistema eficiente para a gestão da es-tratégia das organizações, em vez de ser simplesmente um sistema de medição de desempenho.
Nota (1): Mikel J. Harry tem sido reconhecido e citado em muitas publicações como o principal ar-quiteto da filosofia Seis Sigma e a maior autoridade mundial neste campo. É autor do livro “Six Sigma: The Breakthrough Management Strategy Revolu-tionizing the World’s Top Corporations”.
Exemplo de mapa de causa e efeito
Melhorar lucratividade
Pontualidade de Entrega Menores Preços
Reduzir custos de manutenção
Otimizar o uso da frota
Adequar Infra-Estrutura Fisica
APrENdizAdO E crEscimENtO
PrOcEssOs iNtErNOs
cliENtEs
FiNANcEirA
tEma EStRatégiCo / EfiCiênCia daS opERaçõES
Qualificar equipe

38 | engeworld | agosto 2014
COLuna Rh
o quE a SElEção BRaSilEiRa podE EnSinaR paRa qualquER lídER E EquipE dE uma EmpRESa?
O dia 8 de julho de 2014 jamais será esquecido pe-los brasileiros, não só pela frustração que a Seleção Brasileira de Futebol ge-
rou em todos, mas pela pergunta que não quer calar: o que realmente aconteceu com a equipe? Este mesmo episódio já se repetiu inúmeras vezes em ambientes corporativos, em proporções menores, mas os estragos foram os mesmos.
Outro dia assisti na televisão a uma entrevista de um grande jogador da Sele-ção Brasileira na qual ficou claro que não faltou treinamento à equipe. Então, o que aconteceu? Como especialista em Recur-sos Humanos, faço aqui a minha análise.
Desde o primeiro jogo da seleção, o que se observou foi um time em busca do título, com garra e armado para o ataque, mas com pouca organização e sintonia entre seus integrantes. No jogo contra o Chile, o time pareceu mais tran-quilo e confiante até o momento em que
Chile mostrou as garras e partiu para cima. A seleção “tremeu na base” e quase tomou um gol (quando uma bola bateu na trave), levando o expectador a afir-mar: “Deus é brasileiro”, ou seja, o time estava com a sorte em suas mãos.
Posteriormente, veio o jogo contra a Colômbia, no qual um dos melhores jogadores da seleção se machucou e foi obrigado a sair da partida. O time em campo suou para faturar a partida, mas o sentimento de equipe já demonstrava fragilidade, como se o integrante machu-cado fosse um elemento fundamental para o sucesso do time inteiro.
Finalmente chegou o jogo contra a imponente Alemanha. A seleção estava disposta para o embate, mas acredito que nem eles imaginavam o que aconteceria na partida. De repente, o Brasil tomou cinco gols. Alguns jogadores simples-mente ficaram paralisados e sem ação. O jogo terminou com o placar em 7 a 1 para a Alemanha, que demonstrou cate-
goria, força, organização e planejamento. Por fim, o Brasil encerrou a Copa do Mundo de 2014 em quarto lugar.
Em minha visão, a questão começa com a participação do técnico, que demonstra-va confiança a todo o momento e não as-sumia para si a fragilidade da equipe. Um grande líder sabe quando o time não está preparado e procura ferramentas para ga-rantir uma perda menos dolorosa. Já dizia o sábio Gandhi: “A alegria está na luta, na tentativa, no sofrimento envolvido e não na vitória propriamente dita”. O líder reconhe-ce as fraquezas do time e sabe até onde ele consegue chegar, faz a equipe reconhecer seus limites e a ajuda a encontrar soluções, sem expor ninguém, mesmo sob grande pressão. Outra questão foi o desequilíbrio do time frente a saída de um membro. Um time forte se encoraja mesmo diante de perdas significativas, busca fortalecimen-to um no outro, e não se desola perante impactos. A seleção até tentou se mostrar solidária com a ausência do jogador, mas

engeworld | agosto 2014 | 39
Cynthia Chazin Morgensztern — Consultora em gestão estraté-gica de pessoas e certificada pela Sociedade Brasileira de Coaching nas modalidades personal & professional coach e executive coach. Graduada em psicologia pela Universidade Presbiteriana Mackenzie, além de pós-graduada em gestão estratégica de pessoas e MBA em gestão educacional. Possui dois cursos de educação continuada na Faculdade Getúlio Vargas nas áreas de administração estratégica e economia e acumula quinze anos de experiência em projetos na área de recursos humanos em empresas nacionais e multinacionais.www.genteemmovimento.com.br e [email protected]
em campo, perdeu o gingado e não deu conta do recado. Por fim, todos foram in-fluenciados pela pressão externa, saíram do foco e perderam o título. Respondendo a pergunta: o que aconteceu? Falta de prepa-ro emocional, planejamento e organização, habilidade de relacionamento, liderança e foco no resultado.
Prepare seu time para ser campeão e siga algumas dicas: 1) seja um líder participativo e realista;2) aproveite o potencial de todos e saiba en-grandecer o que cada um tem que positivo;3) planeje ações;
4) organize papéis, tarefas e ideias;5) mantenha o foco acima de tudo;6) faça reuniões motivadoras e identifi-que o que falta para o time manter um forte alinhamento;7) como líder tenha uma visão de águia e saiba até onde o time consegue chegar, sem ultrapassar limites;8) treine, treine e treine muito;9) estimule o contato, reuniões de aprendizado e melhorias contínuas;10) impulsione o time a dar o seu me-lhor, mas com os pés no chão!
Boa sorte!

40 | engeworld | agosto 2014
COLuna gEStãO DE PROjEtOS
gEStão do poRtfólio dE pRojEtoS
toda empresa que faz inves-timentos em projetos sofre o mesmo dilema: que cri-térios utilizar para compor o portfólio? A dúvida tem
origem na infinita variedade de projetos que a empresa pode fazer. Construir um condomínio residencial de alto padrão, um edifício comercial ou, quem sabe, um novo clube para a cidade?
O primeiro ponto a observar é sempre o alinhamento estratégico, verificando o segmento de mercado no qual a empre-sa deseja atuar, seu público-alvo, quais canais de vendas já possui e que imagem deseja passar com sua marca.
Passado o primeiro filtro, pode-se ana-lisar quais dos investimentos tem melhor retorno. Para isso, pode-se usar o VPL (valor presente líquido), a TIR (taxa in-terna de retorno), o ROI (retorno sobre o investimento) e o payback (tempo para recuperação do valor investido).
O peso de cada critério depende da estratégia adotada. Por exemplo, se a em-presa deseja se capitalizar rapidamente o payback é o parâmetro principal, se de-seja o maior retorno possível deve usar o
ROI, e por fim, se seu objetivo é compa-rar o retorno dos projetos potenciais aos investimentos financeiros disponíveis deve-se utilizar a TIR.
Nada impede que uma empresa opte por executar projetos sem retornos fi-nanceiros, basta que tenha como estra-tégia, por exemplo, entrar em um novo mercado. Para isso, muitos competidores adotam a execução de projetos a “preço de custo” e até abaixo dele. Sim, embora não haja obrigação, muitas empresas op-tam por essa estratégia.
Uma outra estratégia bastante comum é a composição da carteira de produtos. Neste caso, uma empresa pode realizar
um projeto com menor retorno para servir como isca para um próximo, que será vendido por um preço mais atrativo como construir um condomínio resi-dencial próximo a um shopping, espe-rando maior retorno neste segundo.
Vale ainda citar que uma empresa pode realizar um projeto apenas para “marcar território” em determinada re-gião ou segmento, motivo pelo qual se vê muitos supermercados em regiões remotas. E por que não comentar a respeito dos estabelecimentos comer-ciais constituídos próximos aos con-correntes para dividir o mercado, em vez de deixá-lo por completo na mão de outro competidor?
Na mesma linha de raciocínio, uma empresa pode adotar como critério a visibilidade, a contribuição social, o grau de inovação ou simplesmente a partici-pação em um mercado futuro, que atu-almente não traz bons rendimentos, mas que tem potencial.
Nota-se, portanto, que a eleição dos projetos candidatos ao portfólio depen-de diretamente da estratégia da empresa, contextualizada no cenário atual em ter-mos de concorrência e de momento.
priorização dos projetosUma vez definida a estratégia, e com ela os critérios de eleição dos projetos, pode-se
iniciar a priorização. Trata-se de um processo relativamente simples, em que se listam os projetos e pontuam-se os critérios, conforme o exemplo:
Critério/projeto p1 p2 p3 p4vpl R$ 100.000 R$ 200.000 R$ 150.000 R$ 130.000tir 10% 5% 8% 10%payback 18 meses 36 meses 20 meses 12 mesesroi 1,5 1,8 1,3 2,0

engeworld | agosto 2014 | 41
COLuna gEStãO DE PROjEtOS
VPL, tem uma TIR de 8% e parece uma boa escolha. O tempo de pay-back, no entanto, é de vinte meses, o maior dentre os projetos disponíveis. Ele também possui um retorno sobre o capital investido (ROI) de 1,3, o mais baixo do grupo e esses dois últi-mos critérios o deixam numa posição competitiva desvantajosa.
O projeto P1 apresenta um bom retor-no sobre o investimento (ROI), no valor de 1,3. Leva dezoito meses para retornar o capital (payback) e tem um ROI razoá-vel de 1,5. Seria a melhor opção?
Analisando o P4, verifica-se que seu
VPL é de R$ 130.000, superior ao P1. A TIR, no entanto, se iguala em 10%, mas o tempo de retorno (payback) é menor (doze meses). Possui o rendimento in-terno (TIR) mais alto dentre as opções. Ele também tem a proporção de retor-no sobre o investimento (ROI) mais atrativa dentre as opções. Comparado ao P1, é a melhor opção e, portanto, o projeto escolhido.
A priorização por critérios financeiros é matemática e simples, o que não ocorre quando se adicionam critérios abstratos, como no exemplo a seguir:
Se a motivação for puramente finan-ceira, qual projeto deveria ser escolhido no quadro acima?
Ora, o projeto P2 gera R$ 200.000 de fluxo de caixa líquido, já considera-do o tempo de execução, visto que o conceito de VPL traz receitas e despe-sas ao tempo presente. Sua taxa inter-na de retorno, no entanto, é inferior ao rendimento médio anual da poupan-ça, o que nos leva a concluir que seria melhor investir o mesmo valor em uma instituição bancária, e desclassifi-ca o projeto.
O projeto P3, segunda opção em

42 | engeworld | agosto 2014
Eli Rodrigues, PMP, CSM . Atual Diretor de Negócios do grupo TAP4, Eli tem dezenas de projetos entregues nas áreas de consultoria, infraestrutura e desenvolvimento de software.
Critério/projeto p1 p2 p3 p4
vpl R$ 100.000 R$ 200.000 R$ 150.000 R$ 130.000
tir 10% 5% 8% 10%
paybaCk 18 meses 36 meses 20 meses 12 meses
roi 1,5 1,8 1,3 2,0
Contribuição soCial
5.000 pessoas beneficiadas
200 pessoas beneficiadas
1.000 pessoas beneficiadas
100 pessoas beneficiadas
Neste caso, se a contribuição for um fator de desempate para a escolha do projeto, dada a variação entre os projetos P1 e P4, a empresa poderia eleger o P1 como priori-dade. Faltam à análise, os pesos entre o que é financeiro e a contribuição social.
Critério/projeto peso p1 p2 p3 p4
vpl 2 R$ 100.000 R$ 200.000 R$ 150.000 R$ 130.000
tir 1 10% 5% 8% 10%
paybaCk 4 18 meses 36 meses 20 meses 12 meses
roi 3 1,5 1,8 1,3 2,0
Contribuição soCial
5 5.000 pessoas beneficiadas
200 pessoas beneficiadas
1.000 pessoas beneficiadas
100 pessoas beneficiadas
Numa situação como a descrita acima, em que o peso da contribuição é muito maior que o do ROI, fica claro que a melhor opção é o P1.
Existem ainda empresas que optam por usar apenas critérios abstratos, similares à contribuição social. Neste caso, é preciso determinar uma escala de pontuação, des-crevendo-se o que significa cada valor, tal qual o exemplo a seguir:
Critério/projeto p1 p2 p3 p4
inovação 5 4 3 2
Contribuição soCial
2 2 4 3
visibilidade 1 4 5 4
total 8 10 12 9
Critério/Projeto
P1 P2 P3 P4
Inovação 5 4 3 2
Contribuição social
2 2 4 3
Visibilidade 1 4 5 4
Total 8 10 12 9
Investimento R$ 300.000
R$ 350.000
R$ 700.000
R$ 400.000
Embora os projetos priorizados sejam, na sequência, P3, P2, P4 e P1, não é possí-vel executar todos com a verba disponível e, por isso, será necessário compor o por-tfólio não apenas pelo que fora priorizado, mas também pelo investimento.
Como R$ 700.000 foram utilizados no P3, restam apenas R$ 300.000 para investir. Para alocar todos os recursos, o próximo projeto, em vez de seguir a linha de prioridade, deverá preocupar-se em comportar o valor disponível. Seria, por-tanto, o P1, cujo investimento se encaixa perfeitamente no montante disponível.
A gestão de portfólio tem início na definição da estratégia empresarial, passa pelo estabelecimento de critérios, que é seguido pela avaliação de projetos e cul-mina na melhor distribuição do valor disponível para investimento.
Naturalmente, o projeto escolhido seria o P3, mas o que significam os nú-meros da escala de 1 a 5? Vejamos um exemplo para o critério inovação:1. Comum no mercado2. Pouco inovador, usa tecnologias existentes3. Inovador, mas existem alguns produ-tos similares4. Bastante inovador, usa tecnologias novas5. Nunca visto antes no mercado
É imprescindível que fique claro para os avaliadores (e para eventuais auditores) o que significa cada número da escala, deste
modo, a atribuição de pontos se torna mais objetiva, mesmo para critérios abstratos.
Composição do portfólioTendo como premissa que a empresa
é capaz de fazer mais que um projeto por vez, deve-se eleger quais deles serão exe-cutados. Esta definição percorre toda a estratégia empresarial, mas também tem a ver com os recursos disponíveis.
Considere que a empresa possua R$ 1.000.000 para realizar todos os projetos do ano e que os valores a investir seguem a tabela a seguir:
Vivência na coordenação de equipes em cenários globais, fábricas de software e desenvolvimento organizacional.
o próximo projeto, em vez de seguir a linha de prioridade, deverá preocupar-se em comportar o valor disponível

engeworld | agosto 2014 | 43
EntREviSta
a ExpanSão doS RoBôS no BRaSil
de acordo com dados da Federação Internacional de Robótica (IFR), o es-toque mundial de robôs industriais operacionais
ultrapassa 1,5 milhão de unidades. No Brasil, esse número ainda é tímido e gira em torno de 2,5 mil unidades, mas as previsões são de que ele passe a ser de 3,5 mil em 2016.
O alto custo da mão de obra, associa-do à baixa competitividade da indústria nacional tem impulsionando investi-mentos em automação. Além disso, nos últimos dez anos, os robôs foram se tor-nando mais precisos na medida em que seus preços caíram. No canal Youtube o vídeo intitulado “Playgroud – Stäu-bli Robotics – Man and Machine, da companhia suíça Stäubli, mostra quão precisos podem ser os robôs atualmente. Nele, uma criança e uma máquina intera-gem por meio de brincadeiras. Marcelo Silva, CEO da Stäubli do Brasil, comenta a seguir o recente crescimento da de-manda brasileira por robôs e antecipa as tendências em automação.
engeworld – Como você avalia o desempenho de vendas de robôs da Stäubli ao longo dos últimos anos?
marCelo – O mercado de robôs tem uma forte demanda por parte da indús-tria de autopeças, que sofreu uma queda recentemente. Por isso, as vendas estão um pouco abaixo da expectativa, mesmo assim, houve um crescimento de 10% a 15% nas vendas em relação ao ano pas-sado, porque outros segmentos como a indústria alimentícia, farmacêutica e me-talomecânica estão demandando robôs.
engeworld – Qual a projeção de vendas para os próximos anos? marCelo – O Brasil é um país com um
potencial enorme para a automação em robô. Eu acredito que esse mercado cres-ça em torno de 15% a 20% ao ano ao lon-go dos próximos três ou cinco anos. A expectativa da Stäubli é crescer o dobro disso nesse período, ou seja, entre 30% e 40% ao ano.
engeworld – Ao que você atribui o aumento da demanda por robôs? marCelo – A eficiência da indústria brasileira é muito baixa e o custo de mão de obra, bastante elevado. Em muitos segmentos, os trabalhos ainda são

44 | engeworld | agosto 2014
realizados de forma manual e precisam ser substituídos. Além do mais, hoje exis-tem leis ligadas à ergonomia e segurança que precisam ser seguidas. A NR-12 é um exemplo disso. Ela não permite, por exemplo, que haja um operador traba-lhando em frente à uma prensa, ele tem de ser substituído por robôs.
engeworld – Já ouvi relatos de que as indústrias têm tido problemas na contratação de operadores de máquinas porque as gerações mais jovens não querem mais assumir es-ses postos de trabalho. Isso realmente tem acontecido? marCelo – Isso tem acontecido por-que são trabalhos repetitivos. Tem havi-do mudanças na forma de se trabalhar e naquilo que é considerado trabalho. Cem anos atrás uma pessoa considerada trabalhadora era aquela que pegava na enxada e arava a terra de “lua a lua”. Hoje, não é mais assim.
Por outro lado, existe também falta de uma mão de obra adequadamente capacitada para que se tenha um traba-lho automatizado, isto é, faltam pessoas habilitadas para conduzir as empresas à automação.
engeworld – Além da falta da capa-citação da mão de obra, que outros gargalos têm impedido o uso massivo de robôs no Brasil? marCelo – Há ainda falta de planeja-mento das empresas e falta de progra-mas governamentais que deem segu-rança ao empresário. Hoje, as indústrias têm interesse e urgência em conhecer as possibilidades de automação existentes, mas deixam para realizar investimentos na área quando estão em um bom mo-mento e quando esse momento bom chega, essas indústrias estão cheias de trabalho e com as linhas ocupadas. Fal-
ta planejamento nas empresas para que elas se tornem aptas para o trabalho do dia a dia e para o futuro. Pode-se dizer que elas estão atrasadas para o presen-te. No entanto, para que essas empresas invistam, elas precisam se sentir seguras e o governo tem que garantir essa segu-rança por meio de um planejamento orientado para o crescimento. Hoje o payback considerado aceitável no Bra-sil é de dois anos e na Europa, ele é de quatro anos. Os solavancos que temos na economia faz com que as empresas e indústrias precisem de um retorno mais rápido de seus investimentos para dimi-nuir o risco.
engeworld – Por que você acha que as indústrias brasileiras demoraram tanto em aderir à automação de seus processos? marCelo – Antigamente a mão de obra era mais barata e o custo do robô, mais elevado. Até 1994, a economia brasileira era fechada. A partir do gover-no Collor, a automação começou a ser implementada pela indústria automo-tiva, onde a eficiência é levada a sério por ser realmente é necessária. Quanto
mais um segmento é competitivo, mais as empresas têm que buscar sua efici-ência. Antes, a competitividade interna era menor, e não havia uma grande ne-cessidade de automação.
engeworld – Os robôs tendem a ficar ainda mais baratos? marCelo – Certamente. Eles devem fi-car ainda mais baratos em função da eco-nomia de escala e do desenvolvimento de componentes. Apesar de já haver na Europa e na Ásia uma economia de es-cala muito grande, ainda existem possi-bilidades para a redução de preços, mas a principal redução nos preços dos robôs deve vir do desenvolvimento de compo-nentes. Na Stäubli, por exemplo, 10% do faturamento é direcionado para pesqui-sas e desenvolvimentos que visam não apenas aprimorar a qualidade do robô, mas também, reduzir seu custo.
engeworld – Quais as tendências em automação? marCelo – Uma tendência muito for-te é o uso de robôs colaborativos, que podem trabalhar junto com o homem sem a existência de grandes barreiras. Por enquanto, os robôs colaborativos ainda são embrionários no mundo todo. A Stäubli é uma das pioneiras nesse tipo de produto e o nosso robô colaborativo foi lançado durante a feira Automatica, realizada em maio deste ano, na Alema-nha. Ele pode ser usado, por exemplo, para produzir uma peça ou fazer uma montagem e entrega-la ao homem, di-minuindo custos com material. E cada vez mais a utilização desses robôs será prevista e determinada nos projetos das linhas de produção, já antevendo a inte-gração entre homem e máquina. É esse tipo de robô que é mostrado no vídeo “Playgroud – Stäubli Robotics – Man and Machine no canal Youtube.
Existe também falta de uma mão de obra adequadamente capacitada para que se tenha um trabalho automatizado, isto é, faltam pessoas habilitadas

engeworld | agosto 2014 | 45

46 | engeworld | agosto 2014
infOgRafia
o pRoCESSo dE ExtRação E limpEza do ouRo a maior parte das minas de ouro, em todo o mundo, são lavradas de forma
subterrânea. no brasil não é diferente.
Abertura de shafts, ou da boca da mina (lavra subterrânea); remoção do capeamento
(lavra a céu aberto)
1 2
3
4
Perfuração das rochas e desmonte por explosivos
Carregamento do minério desmontado
Transporte até a usina de processamento
1) Britagem2) Moagem (possibilita a liberação da partícula do mineral útil) 3) Classificação: 4) Separação: • Gravimétrica (baseada nas diferenças de densidade dos minérios) • Magnética (aproveita-se a suscetibilidade magnética entre uma substância e outra) • Por flutuação ou flotação (baseada nas propriedades superficiais das partículas minerais e seus fundamentos físico-químicos)5) Desaguamento: Espessamento (realizado em tanques espessadores para a separação de sólido e líquido)
O produto final decorrente desses processos é uma massa bruta de ouro ou bullion (liga ou agregado que contém mais de 20% de ouro), que é fundida em cadinhos. Os processos mais comuns utilizados no refino do bullion são: • Eletrolítico • Pirometalúrgico • Químico
benefiCiamento

engeworld | agosto 2014 | 47

48 | engeworld | agosto 2014