Embed Size (px)
DESCRIPTION
Revista Engeworld Tecnologia e Inovação para o seu Projeto Engenharia
Citation preview

tecnologiaAplicação do conceito de
construção enxuta em
projetos de engenharia
(pág.14)
entrevista André Oliveira indica as principais tecnologias inovadoras para a engenharia nas áreas de projeto, teste e controle (pág.42)
soFtstarterentenda o Funcionamento do equipamento e os diFerentes métodos de partida realizados por ele em motores elétricos, além de suas principais características e peculiaridades
Conceitos, produtos e
normas para sistemas
para salas limpas
(pág.20)
sala limpa
Ano 2 • Número 19 • 2014
2 | engeworld | julho 2014
engeworld | julho 2014 | 3
www.engeworld.com.br
A Revista Engeworld é uma publicação mensal e dirigida aos profissionais de projetos da engenharia brasileira
Publisher Sandra L. [email protected]
Editor e Jornalista ResponsávelAmorim Leite MTb. [email protected]
ReportagemFernando Saker e Thiago Borges
ColunistasCynthia Chazin Morgensztern,Sérgio Roberto Ribeirode Souza, Daniela Atienza Guimarães e Eli Rodrigues.
PublicidadeAlex MartinTelefone: (11) 5539-1727Celular: (11) [email protected]
Fernando PolastroTelefone/Fax: (11) 5081-6681Celular: (11) [email protected]
Débora GomesCelular: (21) [email protected]
Direção de ArteEstúdio LIA / Vitor Gomes
Na logomarca da Revista Engeworld, além do nome da publicação, duas palavras se destacam: tecnologia e inovação. Essas duas palavras não estão lá à toa: a tecnologia e a inovação estão e sempre estiveram presentes no dia a dia do profissional de engenharia. Hoje, talvez mais presentes do que jamais estiveram até então, com avanços cada vez maiores em todos os setores de EPC em intervalos de tempo cada vez mais breves.Esses avanços trazem novas possibilidades para nossa área, muitas vezes voltados para facilitar o trabalho do profissional EPCista. Mas, para que isso seja possível, precisamos buscar a atualização constante de nossos conhecimentos, conhecer novos materiais, novas tecnologias e novas aplicações e abordagens. Sem essa atualização, tornamo-nos defasados frente às tecnologias e inovações atuais — e estas, por mais automatizadas que sejam, não poderão ser plenamente utilizadas sem o conhecimento humano guiando-as ao longo do desenvolvimento de projetos e obras.É pensando nessa necessidade constante de atualização que buscamos trazer, a cada mês, artigos que apresentam novas tecnologias e inovações. Esta edição, por exemplo, explica o que é uma softstarter e os benefícios que traz para o funcionamento de motores elétricos. Também traz uma entrevista com André Oliveira, da National Instruments Brasil, que, em março, identificou e apresentou seis tecnologias inovadoras para projeto, teste e controle, da computação em nuvem ao desenvolvimento simultâneo de projeto e teste. Um dos artigos desta edição discute a tendência de aplicação do conceito de construção enxuta entre as empresas e provedoras de soluções de engenharia, permitindo o acesso à informação do projeto em tempo real e a divulgação e gestão das mudanças de forma controlada. Outro, voltado para sustentabilidade, aborda como a indústria de cimento no Brasil pode se beneficiar da substituição do coque de petróleo por paletes de madeira, contribuindo para a redução de emissões de poluentes e gases de efeito estufa e abrindo a possibilidade de ganhos financeiros por meio da submissão da prática a um projeto de créditos de carbono.Além desses, também há artigos apresentando os conceitos, normas e produtos para sistemas de climatização para salas limpas; os diferentes tipos de válvulas, cada qual com suas características e aplicações recomendadas; e ainda um infográfico detalhando o fluxo de produção de polímeros.Não deixe de ler também as notícias do setor de engenharia e nossas colunas mensais: em segurança, são apresentadas as características do gás liquefeito de petróleo (GLP) e os riscos de acidentes envolvendo esse material; em gestão de projetos, confira as recomendações para a contratação e gestão de fornecedores; a coluna de RH detalha a importância da gestão por processos para a área de recursos humanos; e a busca pela certificação ISO 9001 é discutida na coluna de qualidade.Boa leitura!
editorial
atualização dos conhecimentos para acompanhar a atualização das tecnologias
sandra l. WajchmanPublisher
tecnologiaAplicação do conceito de
construção enxuta em
projetos de engenharia
(pág.14)
entrevista André Oliveira indica as principais tecnologias inovadoras para a engenharia nas áreas de projeto, teste e controle (pág.42)
soFtstarterentenda o Funcionamento do equipamento e os diFerentes métodos de partida realizados por ele em motores elétricos, além de suas principais características e peculiaridades
Conceitos, produtos e
normas para sistemas
para salas limpas
(pág.20)
sala limpa
Ano 2 • Número 19 • 2014

4 | engeworld | julho 2014
05
08
14
20
23
30
notícias 32 coluna segurança
34 coluna qualidade
36 coluna gestão
39 instrumentação
42 entrevista
46 infografiasustentabilidade - artigo
coluna rh
elétrica - artigo
sala limpa - artigo
tecnologia - artigo
Acidentes com glP
Certificação ISo 9001: vale a pena ou não?
recomendações para a contratação e gestão de fornecedores
os diferentes tipos de válvulas de controle
Tecnologias inovadoras para projeto, teste e controle
Fluxo de produção de polímerosO uso dos paletes de madeira para substituição do coque de petróleo na indústria de cimento no Brasil
Por que é importante para a área de recursos humanos adotar a gestão por processos?
Softstarters
Fique por dentro do que acontece no mundo da engenharia
Sistemas de climatização para salas limpas
Soluções integradas em projetos de engenharia: aplicando o conceito de construção enxuta
índice

engeworld | julho 2014 | 5
Dilma Rousseff e GRaça fosteR lançam peDRa funDamental De ufn-V em ubeRabaNo dia 3 de maio, a Fábrica de Fertilizantes Nitrogenados José Alencar (Fafen–JA), em Uberaba (MG), recebeu a visita da presidente da República, Dilma Rousseff, e da presidente da Petrobras, Maria das Graças Foster, para o lançamento da pedra fundamental da Unidade de Fertilizantes Nitrogenados V (UFN-V). Também estiveram no evento o prefeito da cidade, Gilmar Machado, e os representantes da Toyo Setal, Jose Luís Fernandes, Motoyoshi Kamoshima, Dorian Zen, Marcos Berti, Ushio Imaizume e José Renato Nedochetko.A UFN-V, com início de operação previsto para o primeiro semestre de 2017, terá capacidade de produção de 519 mil t por ano de amônia. A construção da nova fábrica atenderá, aproximadamente, a 87% do mercado brasileiro de amônia projetado para 2020.O objetivo do empreendimento é atender à demanda nacional de fertilizante nitrogenado, o qual é utilizado nas culturas de algodão, café, cana-de-açúcar, laranja e milho. A amônia é empregada como matéria-prima para a produção de diversos fertilizantes nitrogenados, como a ureia, sulfato de amônio e nitrato de amônio.
petRobRas palestRa sobRe pRé-sal e biocombustíVeis no WpcA cidade de Moscou, na Rússia, sediou o 21º Congresso Mundial de Petróleo (WPC – World Petroleum Congress), maior evento global da indústria do petróleo, realizado de 15 a 19 de junho. O evento, que acontece a cada três anos, reúne ministros de Estado e presidentes de empresas de mais de oitenta países.Diversos executivos da Petrobras compareceram ao 21º WPC, debatendo as principais questões do setor em painéis, palestras e mesas-redondas. Um dos temas abordados pela empresa foi o pré-sal, discutido no dia 19 por Jeferson Luiz Dias, gerente-geral de Exploração, na mesa redonda How should we optimize cycle time from exploration to production? (Como devemos otimizar o tempo entre exploração e produção?): segundo Dias, a Petrobras tem adotado uma série de medidas ainda na fase exploratória nos projetos do pré-sal para viabilizar a antecipação dos projetos de desenvolvimento da produção.Por sua vez, no dia 17, o diretor de Etanol da Petrobras Biocombustível, Milas Evangelista, destacou os benefícios do uso de biocombustíveis na redução das emissões de gases de efeito estufa e na melhoria da qualidade do ar nas principais cidades. A Petrobras esteve presente ainda no Comitê Jovem (Youth Committee) do WPC, apresentando suas atividades a grupos de jovens de todo o mundo, nas manhãs dos dias 17 e 18 de junho.
notícias
Fotos: Agência Petrobras

6 | engeworld | julho 2014
notícias
liVRo tRaDuziDo pela fapesp aboRDa moDelo bRasileiRo De pRoDução De etanolNo segundo trimestre de 2014, a editora Springer publicou o livro Production of ethanol from sugarcane in Brazil, from state intervention to a free market, escrito por Marcia Azanha Ferraz Dias de Moraes, professora do Departamento de Economia, Administração e Sociologia (LES) da Escola Superior de Agricultura Luiz de Queiroz (USP/Esalq), em parceria com David Zilberman, pesquisador da University of California. A obra, traduzida para a língua inglesa com apoio da Fundação de Amparo à Pesquisa do Estado de São Paulo (Fapesp), é resultado das conversas entre os dois autores sobre a origem do Proálcool, o papel do governo militar e a forte intervenção no setor existente na época. O livro também traz uma avaliação abrangente do interesse internacional em alternativas ao petróleo, nas novas agendas ambientais e sociais, nas crises financeiras e, finalmente, em como os autores enxergam o futuro dos biocombustíveis no Brasil.Segundo Marcia, como o programa brasileiro de biocombustíveis está às vésperas de completar quarenta anos, o etanol de cana-de-açúcar tem vantagens econômicas e ambientais em relação aos biocombustíveis produzidos a partir de outras matérias-primas, o que aumenta ainda mais o interesse internacional pela experiência brasileira. A autora diz esperar que o livro possa contribuir para os interessados no tema.
sic 2014 Debate aVanços Da enGenhaRia Da confiabiliDaDe na Gestão De atiVosNos dias 7 a 9 de maio, foi realizado o 12º Simpósio Internacional de Confiabilidade (SIC), promovido e organizado pela ReliaSoft na capital paulista. O evento reuniu 140 congressistas, entre engenheiros, técnicos e especialistas dos diversos setores da indústria, para trocar experiências e apresentar estudos de caso sobre os avanços da engenharia da confiabilidade na gestão de ativos, seja para manutenção ou desenvolvimento de produtos.Durante o simpósio, profissionais do setor receberam o Certified Reliability Professional (CRP – Profissional de Confiabilidade Certificada), programa de certificação internacional criado pela ReliaSoft. O CRP já certificou 85 profissionais no mundo; no mercado brasileiro, 80% dos profissionais certificados são do setor de manutenção das indústrias. Houve ainda a premiação do Reliability Leadership Award 2014, que reconhece empresas que mais investiram em melhorias na confiabilidade no último ano: este ano, a Compañia Operadora de LNG del Perú (COLP) foi a vencedora do prêmio.
Foto: JFB
Foto: Assessoria de Comunicação – USP/ESALQ

engeworld | julho 2014 | 7
8 | engeworld | julho 2014
elétrica
‘softstaRteRs’
Softstarter é um equipamen-to responsável por realizar a partida suavizada de um motor elétrico, conhecido também como chave de
partida suave ou arrancador suave. A fim de melhor compreensão sobre o equipa-mento e seus benefícios, explanaremos o funcionamento de um motor elétrico e diferentes métodos para partida, assim como suas principais características e pe-culiaridades.
Motores elétricos
Existem diversos modelos de motores elétricos disponíveis: monofásicos ou po-lifásicos, corrente contínua ou alternada, assíncrono ou síncrono, rotor em gaiola ou anéis, entre outros. O mais comum utiliza-do no mercado é o trifásico assíncrono de rotor em gaiola, por ter relativamente pre-ço mais acessível e custos de manutenção reduzidos. Por isso, será o foco deste artigo.
artigo
Mateus Castro Product Specialist Engineer / Low Voltage - Control Products
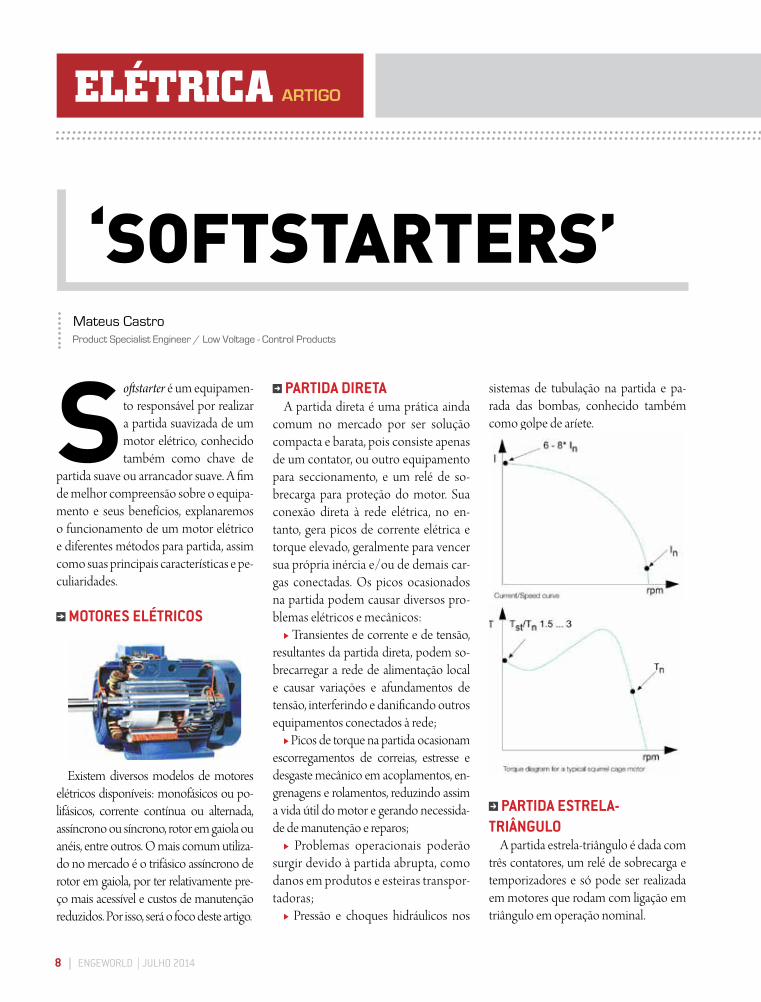
Partida diretaA partida direta é uma prática ainda
comum no mercado por ser solução compacta e barata, pois consiste apenas de um contator, ou outro equipamento para seccionamento, e um relé de so-brecarga para proteção do motor. Sua conexão direta à rede elétrica, no en-tanto, gera picos de corrente elétrica e torque elevado, geralmente para vencer sua própria inércia e/ou de demais car-gas conectadas. Os picos ocasionados na partida podem causar diversos pro-blemas elétricos e mecânicos:
Transientes de corrente e de tensão, resultantes da partida direta, podem so-brecarregar a rede de alimentação local e causar variações e afundamentos de tensão, interferindo e danificando outros equipamentos conectados à rede;
Picos de torque na partida ocasionam escorregamentos de correias, estresse e desgaste mecânico em acoplamentos, en-grenagens e rolamentos, reduzindo assim a vida útil do motor e gerando necessida-de de manutenção e reparos;
Problemas operacionais poderão surgir devido à partida abrupta, como danos em produtos e esteiras transpor-tadoras;
Pressão e choques hidráulicos nos
sistemas de tubulação na partida e pa-rada das bombas, conhecido também como golpe de aríete.
Partida estrela-triângulo
A partida estrela-triângulo é dada com três contatores, um relé de sobrecarga e temporizadores e só pode ser realizada em motores que rodam com ligação em triângulo em operação nominal.

engeworld | julho 2014 | 9
Anuncio_Engeworld_202x133_0714.indd 1 03/07/2014 10:03:32
O método consiste em uma partida de dois tempos do motor, com o primeiro es-tágio acelerando o rotor em uma conexão estrela a uma redução de 1/3 da corrente elétrica nominal, chaveando-se com o temporizador posteriormente no segundo estágio para a conexão em triângulo (após se atingir geralmente 80% a 85% da velo-cidade nominal). Isso permite entregar ao motor a corrente elétrica e torque nominal.
Indica-se o método para partidas leves ou descarregadas, mas não para iniciar apli-cações pesadas, devido ao torque reduzido da partida (33% a 25% do torque nominal).
Um grande problema surge com par-tidas estrela-triângulo quando se chaveia
para a conexão triângulo, resultando em elevados transientes de corrente. Em alguns casos, o pico de corrente pode chegar a um valor ainda maior do que de uma partida direta. Assim como a parti-da direta, na estrela-triângulo a parada de um motor será direta e abrupta.

10 | engeworld | julho 2014
inversor de frequênciaUm inversor de frequência, ou drive,
atua convertendo a frequência de um motor, sendo assim possível controlar sua velocidade. É, de fato, um ótimo equipamento para ser utilizado devido ao seu controle otimizado.
No entanto, para aplicações em que não são necessários monitoramento e controle da velocidade do motor durante operação, sua aplicação se torna demasiadamente cara, além de demandar um espaço maior que uma softstarter, por exemplo, devido ao seu dimensional e peso superior. Outro aspecto negativo é a geração de harmô-nicas graças à decomposição e atuação na frequência, que podem ser reduzida com filtros e cabos blindados, porém não totalmente eliminadas.
‘sofstarter’A softstarter não altera a frequência ou a velocidade como um inversor de frequên-
cia, mas cria uma rampa da tensão aplicada ao motor, a partir de uma tensão inicial, até a tensão plena. Inicialmente, a tensão para o motor é tão baixa que só é capaz de ajustar o jogo entre as engrenagens ou o alongamento das correias para evitar solavancos re-pentinos durante a partida. Gradativamente, a tensão e o torque se elevam, de modo que a máquina começa a acelerar. Uma das vantagens do método é a possibilidade de ajustar o torque com a necessidade exata, estando a aplicação carregada ou não.
o que é? coMo funciona?Uma softstarter consiste de uma série
de tiristores antiparalelos, sendo dois em cada fase.
Tiristores em antiparalelo de uma fase controlada
Os tiristores são componentes semi-condutores normalmente isolantes que, enviando um sinal de ignição, permitem a condução da corrente e tensão elétrica. A suavização da partida é realizada com o sinal de disparo aos tiristores, permitin-do a condução de corrente e passagem de tensão apenas no final de cada semi-ciclo da onda senoidal, sempre quando estiver se aproximando do zero, com o sinal de disparo cada vez mais cedo. Dessa forma, uma parte cada vez maior da tensão passa pelos tiristores, até que 100% de tensão seja conduzida.

engeworld | julho 2014 | 11
Tiristores em antiparalelo de uma fase controlada
Gráficos da corrente e torque
controle Por torqueAo contrário de uma partida com
controle de tensão em forma de rampa, o controle de torque é feito por meio de um circuito com um algoritmo fechado em loop, medindo a corrente e tensão para que se calcule e ajuste o torque. Controle de torque é especialmente útil para a pa-rada de bombas, em que uma diminuição repentina da velocidade pode levar a gol-pes de aríete e picos de surtos de pressão no sistema hidráulico, que causam um tre-mendo desgaste mecânico na bomba, nas válvulas e no sistema de tubulação.
aPlicações: ventiladores
Há vários tipos de softstarters no mercado, com controle de duas ou três fases, diferen-tes funções, proteções e acessórios, configurações por IHM ou botões rotativos, diferen-tes procotolos de comunicação etc. Cada uma é recomendada para diferentes tipos de aplicações, segmentos e necessidades do consumidor final.
Softstarters com controle de duas fases têm como vantagem seus dimensionais re-duzidos e mais leves, além de um preço mais competitivo — permite a realização de paradas suaves e a redução da corrente de partida. No entanto, devido a uma das fases não ser controlada, componentes assimétricos podem ser gerados, não sendo possível realizar uma ligação inside-delta, além de demais empecilhos proporcionados por se ter uma fase alimentada diretamente ao motor. O controle de duas fases não é recomendado para a partida de cargas muito pesadas. Outro fator negativo está na impossibilidade de se encontrar uma gama tão ampla para diferentes tamanhos e cor-rentes quanto às softs com controle de três fases. Já a desvantagem de uma softstarter com controle de três fases é o aumento de seu dimensional e peso, assim como maior custo do produto.
controle Por raMPa de tensão
Uma vez que a tensão para o motor é reduzida durante a partida, tanto a cor-rente como o torque também serão di-minuídos. De fato, se a tensão é reduzida para 50% do total de tensão, a corrente será reduzida para cerca de 50% da cor-rente máxima e o torque será reduzido para cerca de 25%.
No entanto, uma variação linear da ten-
são não gera necessariamente uma varia-ção linear do torque ou da velocidade.
Rampa de tensão

12 | engeworld | julho 2014
ProbleMas tíPicosO elevado momento de inércia de
ventiladores ocasiona um longo tempo de partida, consequentemente drenan-do uma corrente elétrica elevada da rede, o que pode levar a quedas de tensão gra-ves, perturbando outros equipamentos.
Os ventiladores são muitas vezes con-duzidos por uma ou mais correias de transmissão, que, durante uma partida direta, tendem a escorregar, já que o tor-que de partida do motor é muito alto e as correias não são capazes de transferir essa força.
solução ‘softstarter’A chave para resolver os problemas de
escorregamento com correias está na re-dução do torque de arranque do motor durante a partida. A softstarter fornece a capacidade de ajustar as configurações para se adaptar a qualquer condição de partida, estando descarregado ou total-mente carregado. Usando uma softstar-ter, também se reduzirá a alta corrente necessária para a partida e, assim, evita-se queda de tensão na rede. Algumas softs-tarters possuem proteções embutidas, como proteção de subcarga, que detec-tam uma correia quebrada, por exemplo, parando o motor para evitar danos.
boMbas
ProbleMas tíPicosIniciar uma bomba normalmente não
ocasiona grandes distúrbios elétricos, mas pode ocasionar problemas com as ondas de pressão no sistema hidráulico, especialmente quando o motor para muito rapidamente (golpe de aríete). Durante uma única parada, isso é apenas um inconveniente. Porém, ao executar vários arranques e paragens por hora, dia após dia, todo o sistema de bomba em breve estará desgastado.
solução ‘softstarter’Uma parada suave por controle de
tensão irá reduzir os problemas do gol-pe de aríete, mas, em muitos sistemas, a solução pode não ser boa o suficiente, sendo necessária a parada por controle de torque, a fim de reduzir o torque e parar o motor da maneira mais otimi-zada. Algumas softstarters possuem fun-ções úteis para aplicações em bombas, como proteção de subcarga, detectan-do bombas rodando a seco, funções kickstart ou similares, que criam um pontapé inicial para partir bombas le-vemente obstruídas, além de funções de rotor bloqueado, para evitar danos causados por bombas travadas.
coMPressores
ProbleMas tíPicosPartidas diretas de compressores os
expõem a alto estresse e desgaste mecâ-nico no compressor em si, assim como nas correias de transmissão e acopla-mentos. O resultado é uma vida útil reduzida. Nos casos em que as correias de transmissão são usadas, muitas vezes escorregam durante o início. A fonte desses problemas é o torque de partida alto ocorrendo com o método de parti-da direta.
solução ‘softstarter’Ao utilizar uma softstarter, é possível
limitar o torque de arranque para um nível adequado para todas as diferentes aplicações. O resultado é menor estresse em acoplamentos, rolamentos e correias que não escorregam durante a partida. O custo de manutenção vai ser reduzido a um mínimo. A corrente de partida é li-mitada em três a quatro vezes a corrente nominal do motor.
Uma parada suave por controle de tensão irá reduzir os problemas do golpe de aríete, mas, em muitos sistemas, a solução pode não ser boa o suficiente
engeworld | julho 2014 | 13
esteiras
Correias transportadoras podem ter características diferentes. Seu compri-mento pode variar de apenas alguns me-tros até vários quilômetros, em modelos horizontais ou inclinados. Tipicamente, a correia transportadora tem um torque de carga constante.
Engenharia e Design para Construções Enxutas A solução de Engenharia e Design Integrados (IE&D) da AVEVA permite que cada disciplina crie e controle a evolução da informação a qual é responsável, e ao mesmo tempo permite que ela fique visível para todas as disciplinas que a utilizam em seu próprio trabalho.
A solução AVEVA permite que as disciplinas-chave façam parte da evolução do projeto e forneçam uma plataforma comum para o cruzamento de informações entre os departamentos ou entre os colaboradores de um projeto.
A exclusiva capacidade de Compare & Update possibilita que cada disciplina revise a evolução das informações de outras disciplinas e faça mudanças correspondentes em seu próprio trabalho de maneira flexível, controlada e eficiente.
Toda essa integração é customisável resultando em aumento de produtividade, com a possibilidade de trabalhar colaborativamente em projetos de qualquer tamanho e complexidade.
www.aveva.com/IEandD
ESCANEIE O CÓDIGO QR COM O SEU CELULAR PARA VER O ‘CONTROLE DE ESPIRAL DO PROJETO’
OU VISITE:
WWW.AVEVA.COM/QR/SPIRAL
ProbleMas tíPicosCorreias transportadoras muitas vezes
precisam de um torque de partida muito próximo ou um pouco acima do torque nominal do motor, ocasionando escor-regamentos nas correias e esteiras.
Engrenagens e engates também estão expostos a tensões mecânicas elevadas, resultando em um desgaste considerável e custos de manutenção elevados. Aco-plamentos fluidos podem ser usados para reduzir o torque transferido. Porém, é um método caro e requer muita manutenção.
solução ‘softstarter’Ao utilizar uma softstart, o torque de
partida pode ser reduzido a um valor
mínimo e ainda ser capaz de iniciar a correia transportadora. A característica de configuração torna possível ajustar o torque exatamente ao nível necessário para a partida. O resultado é o menor es-tresse possível em caixas de engrenagens e acoplamentos, além de evitar que as cor-reias escorreguem. Isso irá reduzir o custo de manutenção para o mínimo. Algumas softstarters também estão equipadas com proteção de inversão de fase para detec-tar correias transportadoras correndo na direção errada. Podem ainda ter proteção de subcarga ou sobrecarga para detectar se a carga está muito baixa ou muito alta, e pontapé inicial para ser capaz de iniciar esteiras levemente obstruídas.
14 | engeworld | julho 2014
tecnologia
soluções inteGRaDas em pRojetos De enGenhaRia
O cenário das empresas bra-sileiras mostra um gasto de 35% a 45% do tempo de um projeto na busca por informações de enge-
nharia. Esse processo inclui não só a pro-cura em sistemas diferentes, mas entre equipes diferentes que frequentemente não têm suas informações atualizadas. Isso aumenta não só a complexidade da gestão das mudanças, como também as revisões equivocadas por não existir a posse da informação.
Dessa forma, torna-se cada vez mais forte a necessidade de prover às EP-Cistas e aos owner operators o acesso à informação do projeto em tempo real e a divulgação e gestão das mudanças de forma controlada. Assim, é cada vez mais frequente entre as empresas e provedo-ras de soluções de engenharia a aplica-ção do conceito de construção enxuta ou lean construction.
Nesse conceito as disciplinas têm, além da liberdade para o desenvolvi-mento dos seus dados, o poder de de-cisão no momento mais adequado para
artigo
Thiago Oliveira Fernando Costa Douglas Serrano
Líder da equipe de Plant Design da Aveva no Brasil para a área de pós-venda, considerando consultoria e suporte.
Líder da área de Produtos 2D das soluções Plant Design da Aveva no Brasil.
Gerente-técnico das Soluções para Engenharia e Design da Aveva no Brasil.
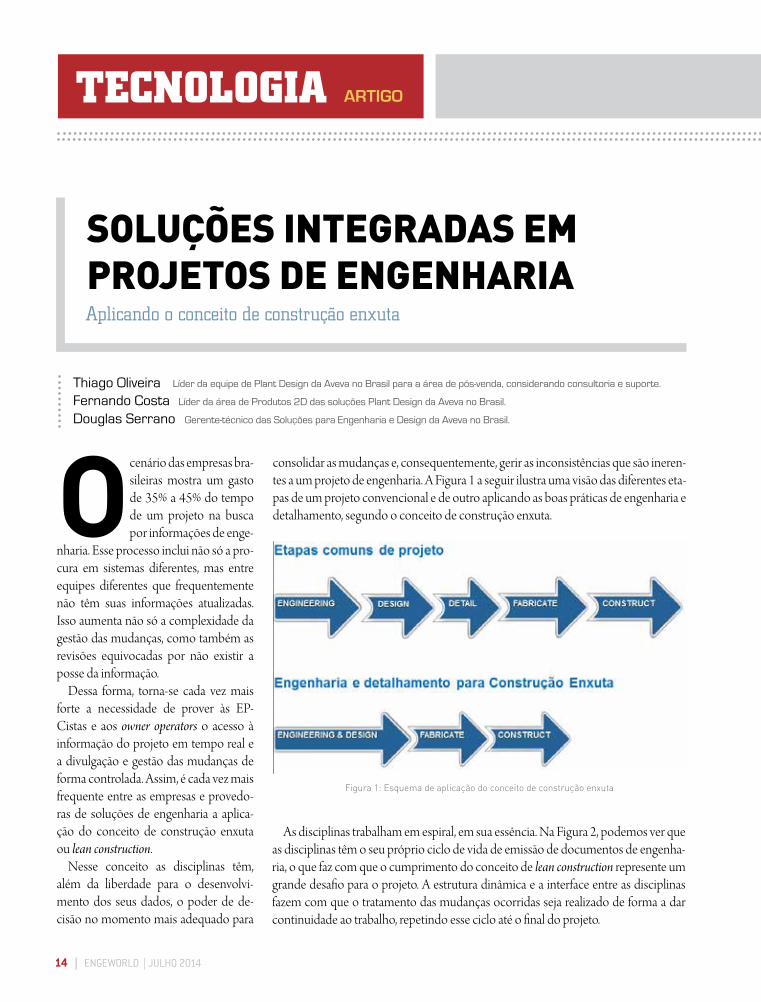
consolidar as mudanças e, consequentemente, gerir as inconsistências que são ineren-tes a um projeto de engenharia. A Figura 1 a seguir ilustra uma visão das diferentes eta-pas de um projeto convencional e de outro aplicando as boas práticas de engenharia e detalhamento, segundo o conceito de construção enxuta.
Figura 1: Esquema de aplicação do conceito de construção enxuta
Aplicando o conceito de construção enxuta
As disciplinas trabalham em espiral, em sua essência. Na Figura 2, podemos ver que as disciplinas têm o seu próprio ciclo de vida de emissão de documentos de engenha-ria, o que faz com que o cumprimento do conceito de lean construction represente um grande desafio para o projeto. A estrutura dinâmica e a interface entre as disciplinas fazem com que o tratamento das mudanças ocorridas seja realizado de forma a dar continuidade ao trabalho, repetindo esse ciclo até o final do projeto.

engeworld | julho 2014 | 15
engenharia deve ser o mais flexível pos-sível. Assim, caberia à coordenação e à disciplina decidir o momento mais ade-quado para a gestão de mudanças.
Normalmente, as provedoras de soluções dividem seus produtos de acordo com as disciplinas nas quais são utilizadas. Podemos, então, classificá-las da seguinte forma:
Tendo em vista esse cenário, uma questão crucial surge: como controlar e comunicar tais mudanças? As mudanças são constantes e naturais ao processo e podem ser positivas se tratadas de for-ma apropriada. Não é questão de impor uma alteração sobre outra disciplina. É fazer com que a alteração seja incorpo-rada no momento mais adequado, sem gerar retrabalho.
A Figura 3 a seguir ilustra em detalhes o conceito do design em espiral. Cada disciplina pode ser observada tendo o seu ciclo no projeto, sendo que, em dado momento, necessita que suas incon-sistências sejam tratadas. As diferentes provedoras de soluções possuem dife-rentes visões de como implementar a integração entre as disciplinas e, assim, suas ferramentas.
Figura 2: Conceito de design em espiral em projetos
Figura 3: Conceito de design em espiral
coMunicação entre sisteMas e soluções
Os prazos e cronogramas estão cada vez mais restritos e quase sempre acom-panhados por mudanças inesperadas que impactam de forma significativa em marcos da entrega do projeto. Partindo de tais criticidades, torna-se essencial
para se alcançar a desejada construção enxuta possuir sistemas que se comu-niquem de forma direta e permitam respostas às mudanças de forma concor-rente, com diferentes especialidades do projeto, e que sejam flexíveis de forma a permitir um gerenciamento de compa-ração e aprovação de tais mudanças.
É importante que as soluções desenvol-vidas e disponibilizadas ao mercado pos-sam oferecer às diferentes disciplinas um conjunto de soluções que se integram na-tivamente. Com tal integração, é possível controlar e replicar mudanças de forma eficiente e concorrente, garantindo maior eficiência de projeto, qualidade e redução de riscos e homens-horas.
É crítico que as mudanças não sejam impostas às demais disciplinas. Dessa forma, a integração entre as soluções de

16 | engeworld | julho 2014
1 Soluções da disciplina de pro-cesso - Soluções responsáveis pelo
gerenciamento dos dados e confecção de entregáveis inerentes à disciplina de processo. As diferentes soluções existen-tes se distinguem em diferentes aspectos, que vão desde plataformas gráficas a ti-pos de bancos de dados. Por exemplo, existem ferramentas que utilizam o Au-todesk AutoCAD como plataforma grá-fica em seus desenhos, enquanto outras ferramentas utilizam o Microsoft Visio. Sobre os bancos de dados, existem casos em que se utiliza o Microsoft SQL Server ou bancos de dados proprietários, como o Dabacon. A existência de diferentes opções oferece uma maior flexibilidade para o projeto, uma vez que a empresa poderá decidir qual solução atenderá melhor sua necessidade.
2 Soluções da disciplina de elé-trica - Soluções responsáveis pelo
gerenciamento dos dados e confecção de entregáveis inerentes à disciplina de elétrica. Essas, de forma similar às solu-ções de processo, fazem uso de diferen-tes bancos de dados, como, por exemplo, o Microsoft SQL Server. As soluções po-dem criar uma série de entregáveis para a disciplina de elétrica, tais como lista de cargas, diagramas unifilares, folha de dados e afins. Existe uma grande vanta-gem da integração nativa das soluções de engenharia com a solução aplicada à disciplina de elétrica. Em um dos paco-tes de integração existentes no mercado, é possível obter o comprimento real dos cabos de alimentação elétrica a partir do modelo 3D. Assim, verifica-se a necessi-dade ou não de revisão do dimensiona-mento dentro da solução da disciplina de elétrica.
3 Soluções da disciplina de ins-trumentação - Responsável pelo
gerenciamento dos dados e confecção de entregáveis relacionados à disciplina de instrumentação. Têm as funcionali-dades de gerar uma série de entregáveis, tais como lista de instrumentos, diagra-ma de malha, folha de dados e afins. De forma análoga às soluções da disciplina de elétrica, a integração nativa entre as soluções também deve existir para a dis-ciplina de instrumentação, permitindo ao usuário usufruir as vantagens de se utilizar dados de diferentes sistemas de forma inteligente.
4Soluções de criação de ma-quetes eletrônicas 3D inteli-
gentes - Soluções multidisciplinares que unem as informações das especifi-cações do projeto com o modelo 3D, bem como responsáveis pela geração dos entregáveis inerentes a diversas dis-ciplinas. Por exemplo: listas de materiais de tubulação, isométricos de tubulação, plantas de alocação de equipamentos e diversos outros entregáveis.
5Soluções de integração entre a disciplina de processo e o mo-
delo 3D - Existem provedoras de solu-ções que possuem produtos diferencia-dos para a integração automática entre dados das disciplinas de processo com o modelo 3D associado. Essas soluções permitem a criação automática de ele-mentos dos desenhos esquemáticos no modelo 3D, permitindo uma integração ainda mais confiável. Dessa forma, não deixam a cargo do engenheiro ou pro-jetista a inserção manual dos elementos pré-existentes em um diagrama. No caso de soluções mais robustas, existem ainda
as funcionalidades de comparação, pos-sibilitando verificar quais elementos fo-ram plenamente integrados, atualizados ou não encontrados entre os sistemas esquemáticos e tridimensionais.
6Soluções de integração de da-dos atendendo à norma ISO
15926 - Considerando a possibilida-de de o projeto utilizar outros sistemas de processo, essas aplicações poderão realizar a integração dos dados com as soluções de outras provedoras de solu-ções que sejam aderentes à norma ISO 15926. Tal integração permitirá ao pro-jeto realizar comparações entre os dados de diferentes sistemas, atualizando e in-tegrando os dados dos modelos esque-máticos no modelo 3D.
7Soluções multidisciplinares - Essas soluções são concebidas para
permitir a total integração dos dados entre as diferentes disciplinas. Dentro de um único ambiente, cada disciplina tem acesso aos seus dados de forma controlada e organizada em formato de listas. Utilizando esse controle, a busca por informações é facilitada, fazendo com que, por exemplo, uma dada dis-ciplina possa verificar o que outra esta-ria trabalhando. Graças ao conceito de construção enxuta, a disciplina execu-taria a comparação de informação entre as diferentes áreas; avaliaria as altera-ções; e distribuiria para as disciplinas de modelagem, permitindo a continui-dade e fluidez ao projeto.
A Figura 4 ilustra a visualização dos da-dos de diferentes sistemas em uma lista úni-ca, bem como o elemento equivalente no desenho esquemático e sua representação no modelo 3D, já posicionado.

engeworld | julho 2014 | 17
05-07 de novembro de 2013Transamerica Expo Center | São Paulo/SP
Organização e PromoçãoRealização
www.brazilautomation.com.br

18 | engeworld | julho 2014
Figura 4: Integração de elementos 1D, 2D e 3D
Deve-se ter em mente que uma mo-dificação em uma dada especialidade do projeto não representa uma inconsistên-cia para ele como um todo. Partindo da premissa de não impor uma alteração de uma dada disciplina à outra, o poder de comparação, atualização e rejeição de informações de diferentes disciplinas
são aderentes ao conceito de construção enxuta. Essa funcionalidade fortalece o poder das equipes de aceitar ou rejeitar mudanças que podem, eventualmente, afetar as suas partes no projeto.
Adicionalmente à condição de atu-alização ou rejeição de mudanças no projeto, o engenheiro ou projetista se depara com uma situação extremamente comum: devido ao fato de informações de uma dada especialidade serem rele-vantes para outra especialidade, há múl-tiplas cópias de uma mesma informação em diferentes sistemas, fazendo com que haja uma perda da compreensão do que seria consistente. Um exemplo cor-riqueiro desse cenário é a existência de discrepâncias entre os dados de processo de uma lista de linha, os dados de proces-so em um isométrico de análise de flexi-bilidade e um isométrico de fabricação.
Além disso, com o uso das soluções
A Figura 5 ilustra algumas funcionali-dades importantes analisadas segundo a visão de coordenação de disciplinas e gerência de engenharia de controle de avanço de status do projeto, por exem-plo. Esse tipo de monitoramento tam-bém é inserido entre as funcionalidades--chave para esse tipo de solução.
Figura 5: Controle de avanço de evolução do projeto por elementos usando o AVEVA Enginnering
engeworld | julho 2014 | 19
integradas para engenharia e projeto, o usuário realiza comparações entre dois dados de diferentes sistemas, de forma a encontrar possíveis discrepâncias acima de um determinado limite ou padrão. Essa funcionalidade de comparação faz com que o projeto tenha, por meio dos diferentes objetos (1D — engenharia, 2D — esquemáticos, e 3D — modelo tridimensional), uma garantia a mais de que os dados estarão plenamente con-sistentes e padronizados com o projeto. Assim, pode-se alcançar um aumento efetivo da comunicação entre as equi-pes e um maior controle sobre os dados oriundos de disciplinas distintas.
conclusãoO conceito de engenharia e detalha-
mento integrados está cada vez mais sen-do aplicado na prática dos projetos, ten-do em vista que a competitividade exige uma estrutura otimizada dos sistemas de engenharia e detalhamento. Os prazos, cada vez mais exigentes, deixam menor espaço para erros. A complexidade e magnitude dos projetos fazem com que sistemas robustos facilitem os processos e não compliquem ou deixem o projeto sem flexibilidade.
A escolha do pacote mais adequado do conjunto de soluções integradas deve ser realizada de forma sábia, para se obter níveis de excelência dos se-guintes parâmetros: Tempo de implementação; Custo de implementação; Atualização dos dados nos diferentes
sistemas; Flexibilidade quanto à realidade con-
corrente da engenharia e projetos.Aumentando o escopo de integração
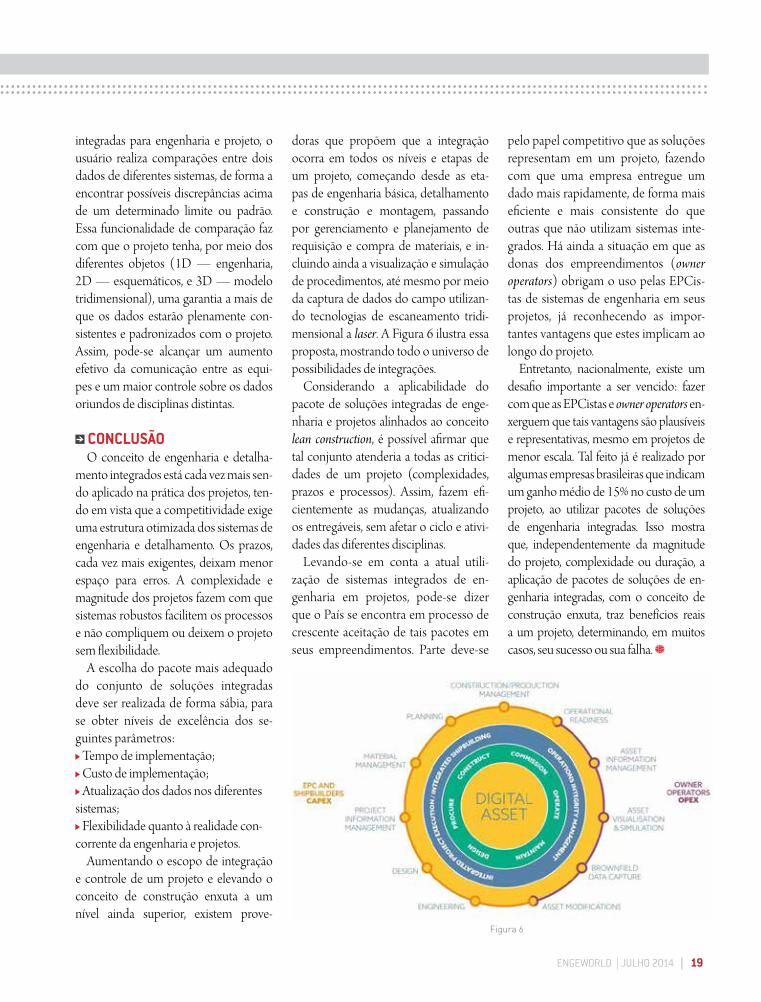
e controle de um projeto e elevando o conceito de construção enxuta a um nível ainda superior, existem prove-
doras que propõem que a integração ocorra em todos os níveis e etapas de um projeto, começando desde as eta-pas de engenharia básica, detalhamento e construção e montagem, passando por gerenciamento e planejamento de requisição e compra de materiais, e in-cluindo ainda a visualização e simulação de procedimentos, até mesmo por meio da captura de dados do campo utilizan-do tecnologias de escaneamento tridi-mensional a laser. A Figura 6 ilustra essa proposta, mostrando todo o universo de possibilidades de integrações.
Considerando a aplicabilidade do pacote de soluções integradas de enge-nharia e projetos alinhados ao conceito lean construction, é possível afirmar que tal conjunto atenderia a todas as critici-dades de um projeto (complexidades, prazos e processos). Assim, fazem efi-cientemente as mudanças, atualizando os entregáveis, sem afetar o ciclo e ativi-dades das diferentes disciplinas.
Levando-se em conta a atual utili-zação de sistemas integrados de en-genharia em projetos, pode-se dizer que o País se encontra em processo de crescente aceitação de tais pacotes em seus empreendimentos. Parte deve-se
pelo papel competitivo que as soluções representam em um projeto, fazendo com que uma empresa entregue um dado mais rapidamente, de forma mais eficiente e mais consistente do que outras que não utilizam sistemas inte-grados. Há ainda a situação em que as donas dos empreendimentos (owner operators) obrigam o uso pelas EPCis-tas de sistemas de engenharia em seus projetos, já reconhecendo as impor-tantes vantagens que estes implicam ao longo do projeto.
Entretanto, nacionalmente, existe um desafio importante a ser vencido: fazer com que as EPCistas e owner operators en-xerguem que tais vantagens são plausíveis e representativas, mesmo em projetos de menor escala. Tal feito já é realizado por algumas empresas brasileiras que indicam um ganho médio de 15% no custo de um projeto, ao utilizar pacotes de soluções de engenharia integradas. Isso mostra que, independentemente da magnitude do projeto, complexidade ou duração, a aplicação de pacotes de soluções de en-genharia integradas, com o conceito de construção enxuta, traz benefícios reais a um projeto, determinando, em muitos casos, seu sucesso ou sua falha.
Figura 6

20 | engeworld | julho 2014
sala limpa
sistemas De climatização paRa salas limpas
O objetivo de uma sala lim-pa é atender aos padrões de fabricação de itens que necessitam de condições especiais para sua produ-
ção, sejam da área de microeletrônica, hospitalar, medicamentos e outros. Este texto irá tratar especificamente de sua aplicação na indústria farmacêutica.
Os parâmetros usualmente contro-lados nos ambientes são vários: tempe-ratura sensível, umidade relativa, vazão e recirculação de ar, pressurização dos ambientes, cascata de pressões entre ambientes contíguos, grau de filtragem, classe de limpeza, fluxo e velocidade de ar, renovação de ar externo, exaustão lo-calizada, exaustão geral, nível de ruído e controle microbiológico.
Os sistemas Heating, Ventilation and Air Conditioning (HVAC) — em português, Aquecimento, Ventilação e Condicionamento de Ar devem aten-der às condições de qualidade do ar determinadas nas especificações dos requerimentos do usuário, requisitos de engenharia e critérios de qualificação, as-sim como proporcionar o fornecimento de sistemas adequados, dimensionados
artigo
Eng. Renato Cesar GimenesDiretor da CACR Engenharia e Instalações
corretamente, que atendam aos pro-cessos de fabricação, otimizando assim os investimentos e reduzindo os custos operacionais.
Podemos exemplificar alguns concei-tos adotados nos sistemas de HVAC:
condicionadores de ar Projetados e construídos para atender
especificamente às condições psicromé-tricas determinadas em cada fase do pro-cesso de fabricação de medicamentos;
Forma construtiva adequada para

engeworld | julho 2014 | 21
manter o mínimo de vazamento de ar (estanqueidade), com motoventiladores para grandes pressões estáticas de ar;
Utilização de componentes e mate-riais que permitem a facilidade de limpe-za (assepsia) e a redução de acumulo de resíduos internos;
Módulos de filtragem com qualida-de que garantam a vedação dos elemen-tos no acabouço e permitam o fácil aces-so para substituição, inspeção e testes de aceitação e controle.
rede de dutos Para distribuição de ar
Construção mecânica que atenda aos padrões de classe de pressão es-tática (baixa e média pressão), classe de vazamento de ar de acordo com as normas (DW 143), vazão, velocidade e nível de ruído;
Elementos de controle e regulagens que permitam o balanceamento das re-des de abastecimento de ar e os ajustes de vazão por ambiente por meio de dam-pers manuais ou automáticos.
rede de controles eletrônicos
Arquitetura de controles distribu-ídos por meio de periféricos coman-dantes de ações diretas (sensores, atu-adores, válvulas etc.): controladores microprocessados por software dedica-dos e supervisão centralizada por sof-tware gráfico para visualização dos siste-mas, armazenando dados controlados e alarmes de não conformidades;
Utilização de sensores de boa qualida-de, com certificado de calibração devida-
mente documentado para posterior com-provação junto aos órgãos regulatórios;
Utilização de equipamentos para monitoramento independente de parâ-metros críticos (temperatura, umidade, pressão) com registro controlado para posterior comprovação.
oPeração e Manutenção Prever um plano de requalificação
periódica para comprovar o atendimen-to aos requisitos de Boas Práticas de Fa-bricação (BPF) — somente dos compo-nentes críticos de impacto direto;
Elaboração de um plano de manu-tenção, operação e controle (PMOC) para garantir o funcionamento das ins-talações dentro das boas práticas de engenharia. Esse plano de manutenção deverá ser de acordo com a Portaria 3.523/98 do Ministério da Saúde.
norMas e legislação Um sistema de HVAC dedicado a
uma planta farmacêutica precisa aten-der às exigências regulamentares BPF e aos órgãos reguladores nacionais, como a Agência Nacional de Vigilância Sani-tária (Anvisa), e internacionais (FDA, Comunidade Europeia e Mercosul, en-tre outros).
As BPF existem em forma de reso-luções e portarias, porém com peso de lei. O objetivo desses códigos é obrigar fabricantes e fornecedores de serviços a garantir a qualidade dos medicamentos a serem comercializados e administrados aos pacientes.
No Brasil, a Anvisa é a responsável pela regulamentação e fiscalização do setor, por meio da Resolução RDC 017. Para o atendimento à legislação, em relação ao controle de contaminação (salas limpas), existe a ABNT NBR-ISO 14.644, baseada na norma internacional ISO 14.644 – Cleanrooms and associated controlled environments.
Para a aplicação de HVAC em
coMissionaMento e qualificação das instalações
Realização dos testes de aceitação da instalação conforme as especificações de engenharia da contratante (comissiona-mento), tendo como objetivo aprovar tecnicamente as instalações dentro dos limites impostos;
Realização dos testes de qualificação (operação e desempenho, conforme as especificações de BPF) dentro dos crité-rios de aceitação definidos nos protoco-los, objetivando a segurança do produto na fase de fabricação.
As BPF existem em forma de resoluções e portarias, porém com peso de lei. O objetivo desses códigos é obrigar fabricantes e fornecedores de serviços a garantir a qualidade dos medicamentos a serem comercializados

22 | engeworld | julho 2014
salas limpas, devem-se consultar as seguintes normas: ABNT NBR ISO 14.644 parte 1 — Salas limpas e ambientes controlados associados
– parte 1: classificação da limpeza do ar; ABNT NBR ISO 14.644 parte 2 — Salas limpas e ambientes controlados associados
– parte 1: especificações para ensaios e monitoramento para comprovação; ABNT NBR ISO 14.644 parte 4 — Salas limpas e ambientes controlados associados
– parte 1: projeto, construção e partida; ABNT NBR ISO 14.644 parte 5 — Salas limpas e ambientes controlados associados
– parte 1: operações.
tiPos de classificação de aMbientes As classes de limpeza definem as condições de controle de contaminação (partícu-
las de um determinado tamanho por volume de ar) na área de produção (asséptica e não assépticas).
classificação Áreas liMPas (contageM eM rePouso)N° máximo de partículas /
m3 de 0,5 a 5,0 μmClassificação pela NBR ISO 14.644 - 1
Classificação pela Anvisa RDC 017
3.500 05 A**/ B
35.000 06 ----
350.000 07 C
3.500.000 08 D
**Fluxo laminar (unidirecional)
É importante ressaltar que a Anvisa não exige classificação em áreas de pro-dução não assépticas (sólidos, líquidos, cremes), mas somente em áreas assép-ticas (injetáveis, oftalmológicas). Por-tanto, não se deve confundir o conceito de BPF, que são exigências em qualquer processo de fabricação de medicamen-tos, com o conceito de sala limpa (tec-nologia de controle de contaminação), aplicado somente em alguns processos.
Produtos Para sala liMPa Hoje, no Brasil, são utilizados equipa-
mentos, componentes e produtos de fa-bricação nacional e importada. Entre os
principais, encontram-se: Condicionadores de ar do tipo air
handling unit (AHU); Desumidificadores químicos para ar; Cabinas de pesagem com fluxo lami-
nar e exaustão; Cabinas de amostragem com fluxo
laminar e exaustão; Fluxo laminar para diversas aplicações; Filtros extratores de resíduos sólidos
(pó); Caixas de filtragem do tipo bag-in
bag–out); Caixas de filtragem (grossa, fina e
absoluta); Componentes de controle de vazão de
ar (VAV, VAC); Componentes de difusão de ar (difu-
sores, grelhas etc.); Divisórias para arquitetura de salas
limpas com núcleo isolante; Portas com visores e vedação; Forro autoportante com núcleo
isolante; Luminárias estanques com acesso
externo
É importante ressaltar que a Anvisa não exige classificação em áreas de produção não assépticas (sólidos, líquidos, cremes), mas somente em áreas assépticas (injetáveis, oftalmológicas). Portanto, não se deve confundir o conceito de BPF , que são exigências em qualquer processo de fabrição de medicamentos com o conceito de sala limpa
Para o atendimento à legislação, em relação ao controle de contaminação (salas limpas), existe a ABNT NBR-ISO 14.644, baseada na norma internacional ISO 14.644 – Cleanrooms and associated controlled environments
engeworld | julho 2014 | 23
sustentabilidade
O uso dos paletes de madeira para substituição do coque de petróleo na indústria de cimento no Brasil
O Brasil é um país que re-úne inúmeras vantagens comparativas que o tor-nam capaz de atuar como líder na produção mun-
dial de biomassa dedicada à geração de energia. Levando em consideração os vários anos de desenvolvimento cientí-fico e avanço tecnológico na produção florestal, sobretudo do eucalipto, espécie com ampla tradição no País, surgem nes-se cenário os paletes de madeira que, por suas características como um insumo para geração de energia, tornam-se uma alternativa para a substituição da deman-da térmica na produção de cimento. O principal combustível utilizado nesse se-tor é o coque de petróleo, que é importa-do, sendo um dos maiores emissores de gases do efeito estufa. Este artigo tem por objetivo avaliar em um cenário técnico--econômico a substituição de 15% da demanda de energia térmica da indús-tria de cimento, por paletes de madeira gerados a partir de florestas plantadas
artigo
Javier F. Escobar
Suani T. Coelho
Pesquisador do Centro Nacional de Referência em Biomassa (Cenbio/IEE/USP), doutorando em energia (EP/FEA/IEE/IF), Universidade de São Paulo — [email protected]
Doutora em Energia, Profa. da Universidade de São Paulo, coordenadora do Centro Nacional de Referência em Biomassa (Cenbio/IEE/USP) — [email protected]
de curta rotação de Eucaliptus sp. Foram avaliados três tipos de demanda térmi-ca em função da escala de produção da indústria. Os resultados mostram que a produção de paletes de madeira é tec-nica e economicamente viável quando destinada à substituição parcial de ener-gia na indústria de cimento, sendo tam-bém vantajosa em termos de redução de emissões de gases do efeito estufa.
1. introduçãoO cimento Portland é o insumo básico
do concreto, o material mais consumido no planeta depois da água. Segundo da-dos da SNIC (2011), a produção de ci-mento no Brasil atingiu a marca de 59,2 milhões de t, tornando-se o sexto maior produtor e o quarto maior consumidor do mundo com 60 milhões de t.
A composição do cimento é uma mis-tura de calcário e argila que, submetida a 1.450 graus Celsius de temperatura, transforma-se no clínquer (97%) que, junto a aditivos (3%) como gesso, ma-
teriais pozolônicos e materiais carboná-ticos, permite a fabricação de diversos tipos de cimentos (ABCP, 2012).
O principal combustível utilizado na indústria cimenteira no Brasil é o coque de petróleo, importado da Colômbia, Venezuela ou Estados Unidos por razões de custo e pelo seu alto valor energético, o qual corresponde a 40% da fabricação do clínquer. O coque também é apro-veitado como reagente na formação do clínquer, reduzindo até 4% do gesso no processo. Estima-se que 80% da energia consumida em uma fábrica de cimento é empregada na demanda térmica da in-dustrial (MME, 2009).
Segundo SNIC (2011); MME (2009); Silva (2002) o consumo médio de energia térmica e elétrica na indústria do cimento brasileira situa-se em 825 kcal/kg de clínquer e 107 kWh/t de ci-mento, respectivamente.
O uso do coque de petróleo na indús-tria do cimento exigiu um desenvolvi-mento tecnológico especializado,
paletes De maDeiRa

24 | engeworld | julho 2014
o qual desenvolveu um parque industrial de última geração com alto grau de de-senvolvimento, obtendo queimadores com vários dutos para injeção de com-bustível, viabilizando a possível utiliza-ção técnica de outros combustíveis no processo (ABCP, 2012).
A indústria do cimento é uma das maiores emissoras de gases do efeito estufa (GEE). Somente no processo de calcinação, a produção de 1 t de clínquer emite 371 kg de CO2 para a atmosfera – estima-se que 1 t de cimento emite em torno de 1,043 t de CO2.
Nesse cenário, os paletes de madeira — por suas características de alta den-sidade, maior rendimento energético (>18 MJ/kg), baixa umidade (7% a 10%), diâmetro de 6 a 16 mm, fáceis de manusear, transportar e armazenar — surgem como uma alternativa de substi-tuição do coque de petróleo.
Atualmente, com os avanços tecnológi-cos conquistados tanto na área de geração como na área da silvicultura no Brasil, tor-nam-se promissoras as expectativas tanto em relação ao uso da biomassa florestal como ao insumo para geração de energia, tornando-se uma alternativa de com-bustível para a substituição da demanda térmica na produção de cimento, não so-mente por suas características energéticas, mas também pelo potencial de redução dos gases de efeito estufa.
O Brasil é o maior produtor de ma-deira proveniente de florestas plantadas (sobretudo de eucalipto). Ciente dos avanços tecnológicos conquistados na silvicultura brasileira (aumento de produtividade, melhoramento genéti-co, redução de custos etc.), é possível vislumbrar um cenário favorável ao de-senvolvimento de plantações energéticas
(florestas de curta rotação) como fonte de matéria-prima para geração de energia (MULLER e COUTO, 2006). Nesse contexto, as plantações energéticas visam ao maior aproveitamento da área útil, ob-tendo maior produção de biomassa por ha em menor espaço de tempo.
Com as situações favoráveis para o desenvolvimento e geração de bio-massa no País, este estudo teve como objetivo avaliar em um cenário técnico--econômico a substituição de 15% da demanda de energia térmica na indús-tria de cimento proveniente do coque de petróleo importado por paletes de madeira, a partir de florestas plantadas de curta rotação de Eucaliptus sp.
2. Metodologia
2.1 PRoDução Dos PAlEtEs DE mADEiRA Em função DA áREA DE PlAntio
Para estudar a viabilidade da substitui-ção de 15% da demanda térmica na in-dústria do cimento, inicialmente foram determinadas as áreas de plantio (ha) necessárias para produção dos paletes. Para isso, foram assumidos três tipos de demanda energética para análise: IP – Indústria de pequeno porte, com uma demanda térmica de 2 mil TJ/ano; IM – Indústria de médio porte, com uma demanda térmica de 4 mil TJ/ano; e IG – Indústria de grande porte, com uma demanda térmica de 6 mil TJ/ano.
Baseado em dados experimentais
(GARCIA et al., 2011); (GOULART et al., 2003) assumiram-se características resultantes de plantio de Eucaliptus sp de curta rotação com espaçamento de 3 x 1,5 m, 2.222 plantas por ha, ciclo de corte em dezoito meses, obtendo 40 t de massa seca por ha. Com os dados de vo-lume/ha, foi possível estimar a produção de paletes em t/ha, pela relação 1:1,5, ou seja, cada 1,5 t de madeira produz 1 t de palete (SERRANO, 2009); (THEK & OBERNBERGER, 2003).
2.2 AnálisE Do Custo EnERgétiCo2.2.1 CARACtERístiCA EnERgétiCA Dos CombustívEis
Para este estudo, considerou-se um poder calorífico inferior de 4.700 kcal/kg para os paletes de madeira. Os valores encontrados na literatura oscilam entre 4.300 kcal/kg e 4.900 kcal/kg.
Para o poder calorífico inferior do co-que de petróleo — principal combustível atualmente empregado na produção do cimento Portland —, considerou-se o va-lor energético de 8.390 kcal/kg. Segundo a ABCP (2001), os valores oscilam entre 7.750 kcal/kg e 8.700 kcal/kg. A caracte-rística energética para cada combustível está representada na Tabela 1.
A capacidade energética dos paletes de madeira é 44% inferior, comparado ao coque de petróleo, sendo que, para gerar a mesma energia, é necessário do-brar o volume para atingir o mesmo va-lor energético.

engeworld | julho 2014 | 25
2.2.2 Custo Do RECuRso EnERgétiCoAtualmente, os preços do coque de petróleo no Brasil não têm um padrão ofi-
cial: ele muitas vezes é afetado pelo preço internacional de petróleo bruto e pelas diferentes condições de importação a partir do mercado internacional, tais como taxas, despesas de armazém e transporte do porto à fábrica, entre outras que são características de cada importador.
Portanto, para tratar do preço do coque de petróleo, a fim de fazer sentido, ado-tou-se para uma indústria de cimento de grande porte o custo real de importação internacional porto-fábrica; esses dados foram adquiridos segundo informações pessoais (COLUMBIA, 2012). O preço assumido para análise foi de R$ 350 por t, incluindo todas as taxas de importação.
No caso do preço dos paletes de madeira, este foi obtido em função à somatória dos custos que correspondem a toda a cadeia de produção florestal do eucalipto (Cp), considerando implantação, manutenção e colheita até a entrega do material picado (chips) no campo. Todos os gastos foram contabilizados para dois anos de análise, incluindo as taxas de juros e recuperação do capital (Tabela 2). Tabela 2. Custo de operação para manejo do eucalipto.
Fonte: Adaptado de Renabio (2009) e Quéno (2011)
26 | engeworld | julho 2014
O custo atribuído ao transporte — frete (Cfr) — é de R$ 7 por t, assumin-do uma distância percorrida média de 50 km com relação à fabrica de cimento (RANGEL, 2008). Finalmente, o custo de peletização (Cpel) é de R$ 70 por t, segundo dados adaptados de Serrano (2009) para uma planta peletizadora com capacidade de produção de 100 mil t de paletes de madeira por ano. Operan-do com um fator de capacidade de 80%, o custo desse processo pode chegar a representar 40% dos custos totais para produção dos paletes de madeira. O cál-culo para obtenção do preço do recurso energético (Re) é encontrado segundo a seguinte fórmula (1):
onde:Re = Recurso energético (em R$/TJ)Cp = Custo de plantio (em R$/t)Cfr = Custo de frete (em R$/t)Cpel = Custo de peletização (em R$/t)ē comb = Energia do combustível (em TJ/t)
2.2.3 EmissõEs DE gEEPara verificar a redução de emissões de
GEE da substituição parcial do coque de petróleo por paletes, foram utilizados os fatores de emissões desenvolvidos pelo Painel Internacional de Mudanças do Cli-ma (IPCC) apresentados na Tabela 3.
Os fatores de emissões são reportados em tCO2e (toneladas de CO2 equivalen-te), o que representa uma somatória dos principais gases de efeito estufa como CO2, CH4 e N2O.
3. resultados e discussões3.1 PRoDução Dos PAlEtEs DE mADEiRA Em função DA áREA DE PlAntio
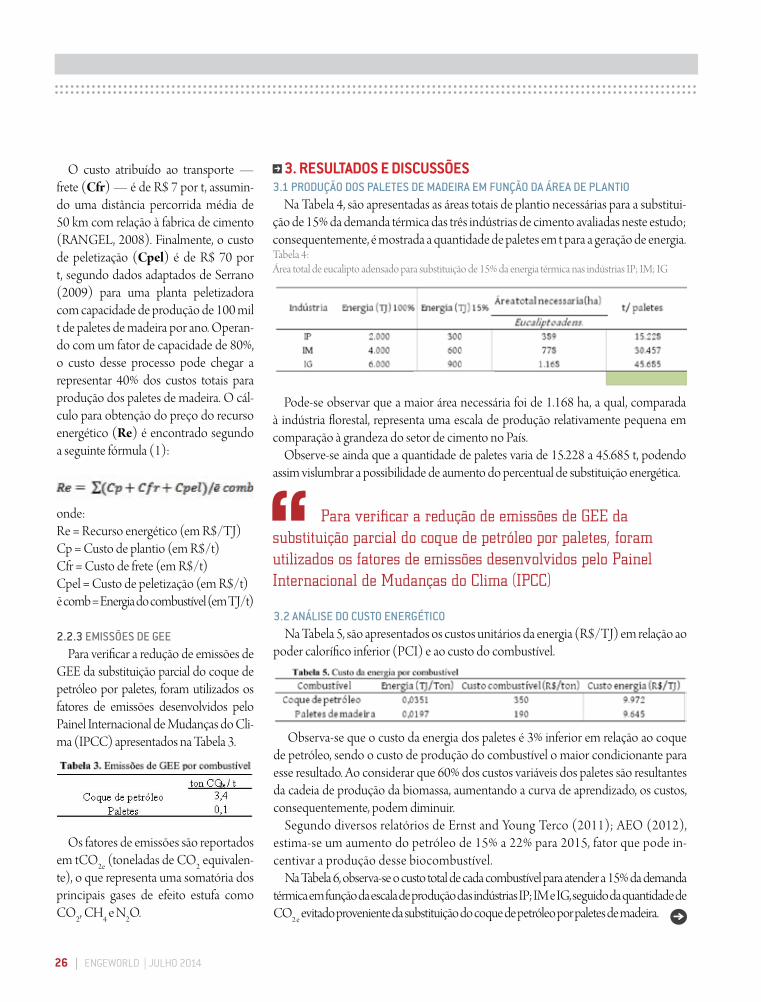
Na Tabela 4, são apresentadas as áreas totais de plantio necessárias para a substitui-ção de 15% da demanda térmica das três indústrias de cimento avaliadas neste estudo; consequentemente, é mostrada a quantidade de paletes em t para a geração de energia. Tabela 4: Área total de eucalipto adensado para substituição de 15% da energia térmica nas indústrias IP; IM; IG
Pode-se observar que a maior área necessária foi de 1.168 ha, a qual, comparada à indústria florestal, representa uma escala de produção relativamente pequena em comparação à grandeza do setor de cimento no País.
Observe-se ainda que a quantidade de paletes varia de 15.228 a 45.685 t, podendo assim vislumbrar a possibilidade de aumento do percentual de substituição energética.
3.2 AnálisE Do Custo EnERgétiCoNa Tabela 5, são apresentados os custos unitários da energia (R$/TJ) em relação ao
poder calorífico inferior (PCI) e ao custo do combustível.
Observa-se que o custo da energia dos paletes é 3% inferior em relação ao coque de petróleo, sendo o custo de produção do combustível o maior condicionante para esse resultado. Ao considerar que 60% dos custos variáveis dos paletes são resultantes da cadeia de produção da biomassa, aumentando a curva de aprendizado, os custos, consequentemente, podem diminuir.
Segundo diversos relatórios de Ernst and Young Terco (2011); AEO (2012), estima-se um aumento do petróleo de 15% a 22% para 2015, fator que pode in-centivar a produção desse biocombustível.
Na Tabela 6, observa-se o custo total de cada combustível para atender a 15% da demanda térmica em função da escala de produção das indústrias IP; IM e IG, seguido da quantidade de CO2 e evitado proveniente da substituição do coque de petróleo por paletes de madeira.
Para verificar a redução de emissões de GEE da substituição parcial do coque de petróleo por paletes, foram utilizados os fatores de emissões desenvolvidos pelo Painel Internacional de Mudanças do Clima (IPCC)
engeworld | julho 2014 | 27

28 | engeworld | julho 2014
Pode-se observar que a quantidade de GEE evitada variou de 29.000,83 a 87.179,49 t de CO2 e , o que vem a ser um incentivo na tomada de decisão para a utilização dos paletes de madeira na in-dústria de cimento.
referênciasANUAL ENERGY OUTLOOK, Projections to 2035, U.S. Energy Information Administration, U.S. Department of Energy, Washington, DC. 2012.COLUMBIA TRADING, comunicação pessoal com o departamento comercial da empresa no período de 2012.COUTO, L. Rede Nacional de Biomassa para Energia, comunicação pessoal no ano de 2012.ERNST & YOUNG TERCO, Brasil sustentável. Perspectivas dos mercados de petróleo, etanol e gás, 2011.GARCIA, A.E; LANÇAS, P.K; GUERRA, S.P; REZENDE M. A; MAZEIRO F.L. A energia da madeira em florestas de eucalipto – 40º Congresso Brasileiro de Engenharia Agrícola —CONBEA 2011. Cuiabá - MT, Brasil, 2011GOULART, M.; HASELEIN, C. R.; HOPPE, J. M.; FARIAS, J. A.; PAULESKI, D. T. Massa específica básica e massa seca de madeira de Eucalyptus grandis sob o efeito do espaçamento de plantio e da posição axial no tronco. Ciência Florestal, Santa Maria-RS, v. 13, n. 2, p. 167-175, 2003.MINISTÉRIO DE MINAS E ENERGIA, Secretaria de Geologia, Mineração e Transformação Mineral. Relatório Técnico: Análise-síntese da transformação mineral no País, 2009.QUENÓ, M.R. et al. Custo de produção de biomassas de eucalipto e capim-elefante para energia. Revista Cerne, Lavras, v. 17, n. 3, p. 417-426, 2011RANGEL, A. et al. Simulação computacional para análise do frete no transporte de cana-de-açúcar – um estudo de caso no Estado do Rio de Janeiro. Revista Eletrônica Sistemas & Gestão, v.3, n. 3, p.250-261, 2008.SERRANO, M.C. Avaliação do potencial de produção e exportação de pellets combustível no polo florestal da Região Sul do Brasil. 104 f. Dissertação (Mestrado em Planejamento de Sistemas Energéticos) — Universi-dade de Campinas, Campinas, 2009.SILVA, M.C. Desenvolvimento e Perspectivas da Indústria de Cimento. BNDES Setorial, Rio de Janeiro, n. 15, p. 35-62, 2002.SINDICATO NACIONAL DA INDÚSTRIA DE CIMENTO, Relatório anual do setor, 2011.SOUZA, B.D. Estudo do uso de carvão vegetal de resíduos de biomassa no sistema de aquecimento dos fornos de produção do clínquer de cimento portland. 19º Congresso de Iniciaçãoo Científica DEMa — PUC-Rio, Rio de Janeiro – RJ, 2011.THEK, Gerold; OBERNBERGER, Ingwald. Wood pellets production costs under Austrian and in compari-son to Swedish framework conditions. Biomass and Bioenergy, Graz, Áustria, n.27,P. 671–693, 2003.
O volume dos paletes produzidos variou de 15.228 a 45.685 t/ano, valo-res coerentes com a capacidade insta-lada da planta peletizadora de 100 mil t/ano, podendo viabilizar seu aumento percentual na matriz energética da in-dústria de cimento.
A partir dos números observados,
concluímos que a proposta de substitui-ção parcial é vantajosa em termos de re-dução de emissões de poluentes e gases do efeito estufa, variando de 29.000,83 a 87.179,49 t por planta de CO2 e evitado/ano, o qual pode resultar em ganhos fi-nanceiros se submetidos a um projeto de créditos de carbono.
4. conclusões A proposta de substituição de 15%
do coque de petróleo por paletes de ma-deira para atender à demanda térmica da indústria de cimento mostrou-se técnica e economicamente viável, obtendo cus-tos 3% inferiores em R$/TJ produzido, tornando-se competitivo na substituição energética.
A área de plantio de eucalipto aden-sado necessária para produção dos pale-tes de madeira apresentou uma escala de produção florestal pequena comparada à demanda energética do setor de cimen-to, sendo favorável para replicação nas três indústrias avaliadas.
TABelA 6: CusTo ToTAl De 15% DA eNergiA TérmiCA uTilizADA por iNDusTriA ip, im, ig
A proposta de substituição de 15% do coque de petróleo por paletes de madeira para atender à demanda térmica da indústria de cimento mostrou-se técnica e economicamente viável
CO2e evitado
engeworld | julho 2014 | 29

30 | engeworld | julho 2014
coluna rh
Por que é importante para a área de recursos humanos adotar a gestão por processos?
Há muito tempo se fala sobre definição de pro-cessos nas empresas, especialmente no que se refere às áreas de pro-
dução, logística e tecnologia. O principal motivo é fazer as pessoas entenderem o começo, meio e fim de um trabalho e mi-nimizarem os riscos de acidentes, falhas, esquecimentos etc. Hoje em dia, existem empresas que, independentemente do porte, não fazem nada sem ter um pro-cesso bem desenhado para servir como referência. Posso citar o exemplo de em-presas que trabalham com vendas pela Internet. A partir do momento em que o cliente tem a intenção de compra e sele-ciona o site que atende a sua necessidade, escolhe o produto e faz o pagamento.
Parece simples se acabasse aí. Mas, até a recepção da mercadoria, são mui-tas etapas no meio do caminho envol-vendo áreas e pessoas diferentes. No entanto, são conexas e podem prejudi-car o resultado se algo acontecer errado, traduzindo na insatisfação do cliente. O ponto em questão é cada área entender exatamente o que faz e o que o seu “vi-zinho” faz, sendo motivo para uma lo-gística bem definida, e principalmente, com a preocupação de superar a expec-tativa do cliente.
É preciso conhecer o propósito de tudo isso. As pessoas só dão valor a uma determinada tarefa ou atividade se en-tendem a razão pelo qual estão fazendo e quais são os passos ou planejamento a seguir. Pensando nessas questões, na quantidade de trabalhos que uma área de recursos humanos abrange e no fato de atender a demanda de pessoas,
concluiu-se que desenhar processos facilitaria a vida de todos, além de assu-mir uma posição estratégica de gestão organizacional.
PrinciPais subsisteMasNormalmente, são quatro os princi-
pais subsistemas de recursos humanos: administração de pessoal; recrutamento
Gestão poR pRocessos?

engeworld | julho 2014 | 31
Cynthia Chazin Morgensztern — Consultora em gestão estraté-gica de pessoas e certificada pela Sociedade Brasileira de Coaching nas modalidades personal & professional coach e executive coach. Graduada em psicologia pela Universidade Presbiteriana Mackenzie, além de pós-graduada em gestão estratégica de pessoas e MBA em gestão educacional. Possui dois cursos de educação continuada na Faculdade Getúlio Vargas nas áreas de administração estratégica e economia e acumula quinze anos de experiência em projetos na área de recursos humanos em empresas nacionais e multinacionais.www.genteemmovimento.com.br e [email protected]
e seleção; treinamento e desenvolvimen-to; e remuneração e benefícios. Esses abrangem uma quantidade expressiva de trabalhos e têm estreita comunicação en-tre si. Posso dar o exemplo de um proces-so de contratação. A área de recrutamen-to e seleção precisa localizar um novo profissional e, para tanto, reúne uma série de atividades — desde o levanta-mento de perfil com a área requisitante até a definição da pessoa certa. Antes da abertura da vaga, a área de recrutamento e seleção solicita à remuneração e bene-fícios o salário e o pacote de benefícios que esse profissional terá. Após a defini-ção do profissional, recrutamento e sele-ção enviam as informações do escolhido para as áreas de administração de pessoal (processo de admissão) e treinamento e desenvolvimento (inclusão no progra-ma de integração). O processo inclui diversas fases e, se não houver sincronia relevante, tudo fica atrapalhado, os pra-zos estouram e tanto o cliente interno como o candidato ficam estressados. Em alguns casos, o candidato encontra outra recolocação e o processo deve voltar ao início, gerando retrabalho.
Nesse exemplo, me referi a uma em-presa de grande porte, a qual envolve
mais gente. Em empresas menores, são menos pessoas, mas os processos são os mesmos e, portanto, os resultados tam-bém, tornando óbvio que todos devem dar atenção a isso.
dicasSe você atua na área de recursos hu-
manos e quer instalar processos, siga as dicas: reúna as principais cabeças dos sub-sistemas para entender as atividades de cada um, ver como se relacionam e onde se encontram as intersecções. Posterior-mente, peça para cada um, juntamente com as equipes, desenhar o caminho de cada atividade, com todos os passos, mi-nuciosamente. Em seguida, faça mais uma reunião para apresentação dos trabalhos e esclarecimento de dúvidas. Por fim, digi-talize o material e exponha em um local do trabalho a que todos tenham acesso.
Eu posso afirmar que é trabalhoso, mas não complexo. Vale a pena investir tempo em algo que facilitará a vida das pessoas e tornará a comunicação mais clara e saudável. Para ajudar nessa em-preitada, sugiro o livro Gestão por pro-jetos: fundamentos, técnicas e modelos de implementação, da editora Qualitymark. Boa sorte!!!

32 | engeworld | julho 2014
coluna segurança
aciDentes com Glp
É muito comum vermos notícias envolvendo aci-dentes durante a utiliza-ção do gás liquefeito de petróleo (GLP). O mais
recente ocorreu em maio deste ano, em uma academia de ginástica no ABC Paulista, e deixou dezesseis pessoas feri-das e duas mortas.
Conhecer o gás e suas propriedades ajuda a entender as causas dos acidentes e também a melhor forma de prevenção de acidentes ao utilizar o GLP, tanto para uso industrial como para uso residencial.
Uma etapa muito importante a ser observada é a questão dos projetos — se realmente todas as informações fossem levadas em conta e as dúvidas fossem sanadas antes da implementação, certa-mente os acidentes teriam sido evitados.
o que é o glP?O GLP é mais conhecido no Brasil
como “gás de cozinha”, por sua ampla utilização em cocção. Normalmente comercializado em botijões no estado líquido, torna-se gasoso à pressão at-mosférica e temperatura ambiente na hora de sua utilização em fogão. É carac-terizado por sua grande aplicabilidade como combustível, graças à facilidade de armazenamento e transporte a partir do seu engarrafamento em vasilhames (botijões, cilindros ou tanques). Por ser
um produto inodoro, é adicionado um composto a base de enxofre para carac-terizar seu cheiro. Dessa forma, é possível detectar eventuais vazamentos.
de que o glP é coMPosto?Na composição do GLP, a mistura
ideal é de 50% de propano + 50% de bu-tano, mas ocorrem variações nessa com-posição. Se tivermos uma proporção de propano maior do que a de butano, teremos um GLP rico, com mais pres-são e menos peso. Se ocorrer o inverso, teremos um GLP pobre, com mais peso e menos pressão.
qual a diferença entre glP e gÁs natural?
GLP: produto constituído de hidro-carbonetos com três ou quatro áto-mos de carbono (propano, butano), podendo apresentar-se misturados entre si. Sua produção está essencial-mente ligada à de petróleo. Gás natural (GN): hidrocarbonetos combustíveis gasosos, essencialmente metano, cuja produção pode ser associada ou não à de petróleo. Normalmente distribuído pelas concessionárias (gás encanado ou canalizado de rua). É o mesmo gás utilizado em veículos, também chama-do de GNV ou GMV.
o que é densidade?É a relação entre massa e volume
(conceito básico). Portanto, a densi-dade do GLP é 2,10 kg/m³, ou seja, 1m³ de GLP pesa 2,10 kg (a 15 °C e à pressão atmosférica). Importante: a densidade do ar é 1,22 kg/m³. Portan-to, o GLP é mais pesado do que o ar. Sempre que ocorrer um vazamento, de-pendendo de sua proporção, uma parte do produto será dissipada na atmosfera e, quando as condições de ventilação existentes são insuficientes, a outra par-te poderá depositar-se em depressões ou locais mais baixos da instalação, principalmente em porões, ralos e ma-nilhas de esgoto.

engeworld | julho 2014 | 33
o glP é Perigoso?O GLP e o botijão são produtos segu-
ros, desde que sejam respeitadas as re-gras mínimas de segurança. Portanto sai-bamos que, como a gasolina, o álcool ou o querosene, o gás de cozinha também pega fogo com facilidade ao entrar em contato com chamas, brasas ou faíscas. Se houver um grande vazamento em um ambiente não ventilado, o gás, por ser mais pesado do que o ar, acumular-se-á a partir do piso. Assim, qualquer chama ou faísca poderá provocar uma explosão no ambiente e, consequentemente, um incêndio. Para garantir sua segurança, é importante saber manusear corretamen-te os recipientes, seus equipamentos e seguir os procedimentos de segurança em caso de vazamento.
Por que e coMo acontece uMa exPlosão de gÁs?
Se você encher um balão de ar demasia-damente, ele rompe e estoura — a pressão foi superior à da que o balão aguentava.
Em um vazamento de GLP, o gás, em seu estado gasoso, preenche o ambien-te (se não for ventilado e assim reter o gás). Ao encontrar uma fonte de igni-ção (chama, fagulha, etc.) ele queima e imediatamente se expande causando a explosão em milésimos de segundos. Como consequência, há um enorme deslocamento de ar, o que destrói tudo à sua volta. Quanto maior for a quanti-dade de gás e menor o seu confinamen-to, maior será a pressão da explosão e do deslocamento de ar.
A queima do GLP chega a mais de 1.000 °C se extinguindo em milési-mos de segundos e transformando-se
em monóxido de carbono (CO). Esse fenômeno se chama Flash e mata todas as pessoas em contato com essa onda de calor.
entendendo o botijão de gÁsExistem tipos diferentes de botijão em razão da capacidade de gás que carregam,
conforme tabela abaixo:
Com 10 anos de experiência como engenheira de segurança do trabalho, em empresas de grande porte, Daniela Atienza Guimarães é diretora adjunta da APAEST (Associação Paulista de Engenheiros de Segurança do Trabalho) e docente do curso de Engenharia de Segurança do Trabalho da FEI (Faculdade de Engenharia Industrial).
Dentro do botijão tem GLP, gases derivados do refino do petróleo. Existem dois gases dominantes dentro do botijão, o propano e o butano. Ambos são mais pesados que o ar. Como assim? O ar pesa 1,293 kg/m³; o butano, 2,709 kg/m³; e o propano, 2,010 kg/m³ — todos nas condições normais de temperatura e pressão.
O propano é mais leve que o butano e provoca aquela chama azul característica. Por isso ele sai antes do botijão e queima primeiro. O butano é mais pesado e queima por último. Por transportar partículas que se depositam no fundo do botijão, sua chama é amarelada ou “suja”. Por isso, quando a chama do fogão começa a ficar amarela é sinal de que o gás está acabando.
entendendo os vazaMentosO GLP não tem cheiro, por isso um composto a base de enxofre (etil-mercaptana)
é adicionado ao gás para revelar a sua presença caso haja vazamento. O GLP não é ve-nenoso, mas é asfixiante. Por ser mais pesado que o ar, quando há vazamento de GLP num local fechado este vai se acumulando ao nível do chão e expulsa gradualmente o oxigênio do ambiente, causando asfixia em quem permanecer ali. Logo, botijão com vazamento precisa ser removido para um local aberto.
botijão volume de glP
glP Kg uso mais comum norma da válvula
P-2 5,5 litros 2 kg Fogareiros, lampiões e maçaricos NBR 8614
P-5 12,0 litros 5 kg Uso doméstico para cozimento de alimentos e maçaricos
NBR 8614
P-13 31,5 litros 13 kg Uso doméstico para cozimento de alimentos
NBR 8614
P-20 48,0 litros 20 kg Exclusivo em empilhadeiras a GLP NBR 14536
P-45 108,0 litros 45 kg Doméstico e industrial (cozimento de alimentos, aquecimento, fundição, soldas, etc)
NBR 13794
34 | engeworld | julho 2014
coluna qualidade
ceRtificação iso 9001: Vale a pena ou não?
Nos últimos anos, cada vez mais frequentemente tenho ouvido questio-namentos sobre as van-tagens e desvantagens
da certificação ISO 9000. Esse questio-namento tem vindo de gestores tanto de grandes como de pequenas empresas, que expressam dúvidas em relação às vantagens da manutenção de seus certifi-cados. Outros, que ainda não o possuem, perguntam se vale a pena persegui-lo.
Essas questões me fizeram voltar um pouco no tempo, para o final da década de 1980, quando as certificações ISO 9000 ganharam uma força impressionante, com um grande movimento de empresas de todos os portes e segmentos buscando a certificação, contribuindo de forma im-portante para o aumento da conscientiza-ção sobre a qualidade no País.
Comparando aquele momento com o que vivemos hoje, percebe-se um tre-mendo arrefecimento no número de empresas que buscam a certificação. De certa forma, esse esfriamento já era es-perado, mas o que vemos hoje é pratica-mente uma paralisação na quantidade de novas empresas buscando a certificação.
Essas perguntas também me fizeram olhar com mais cuidado para o grupo de empresas que conheço que possuem seus sistemas de gestão certificados pela
ISO 9001, assim como certificações ambientais e de saúde e segurança. Esse olhar me fez perceber que existem basi-camente dois tipos de empresas: aquelas que, efetivamente, utilizam seus sistemas de gestão da qualidade como ferramenta importante na condução de seus negó-cios e aquelas em que a certificação é mantida principalmente (às vezes, unica-mente) por razões mercadológicas.
É esperado que as empresas deem va-lor mercadológico à certificação, pois o mercado realmente as valoriza. Segun-do resultados da Pesquisa percepção dos compradores em relação a seus fornecedo-res com certificação ISO 9001(1) realizada pelo Instituto Nacional de Metrologia, Qualidade e Tecnologia (Inmetro), em 2013, 90% das empresas compradoras que têm utilizado fornecedores certifica-dos avaliam melhor os fornecedores que possuem certificação ISO 9001, quando comparados com seus fornecedores não certificados.
Essa melhor avaliação certamente não ocorre à toa, sem uma boa justificativa. Segundo esta mesma pesquisa, 75% das empresas compradoras avaliam a qua-lidade intrínseca dos produtos manufa-turados por fornecedores certificados como melhor, enquanto somente 25% delas não veem diferença.
Nesses meus 25 anos de experiência junto aos mais diferentes tipos e tama-nhos de empresas, é fácil identificar as causas dessa percepção.
Empresas certificadas que fazem de seus sistemas de gestão ferramentas importantes na condução de suas ativi-dades e negócios atingem, entre outras posições vantajosas:
Superior organização de seus proces-sos e atividades, minimizando erros, atrasos e custos; Conscientização diferenciada de seus
colaboradores em relação à importân-cia de valorizar as necessidades e exi-

engeworld | julho 2014 | 35
gências de seus clientes; Maior foco nas atividades de melho-
ria e na tratativa de reclamações de seus clientes; Gestão baseada em objetivos, indi-
cadores e metas, o que contribui para um melhor alinhamento de todos em relação aos rumos que a organização deseja tomar e, consequentemente, melhores resultados operacionais.
Apesar da posição já vantajosa das empresas certificadas, a gestão baseada em processos ainda é o calcanhar de aquiles de boa parte dessas organiza-
ções. Avanços têm sido obtidos, mas nossos gestores ainda têm dificuldade para enxergar suas organizações através das lentes dos processos.
Vale a pena manter ou buscar a certi-ficação ISO 9001? Não tenho dúvidas que sim. Mas desde que pelos motivos corretos, já que manter uma certificação apenas por motivos mercadológicos é um tiro no pé, pois ficamos somente com os custos associados (ou até maio-res), sem usufruir dos benefícios.
(1): a pesquisa completa pode ser obtida em link disponível no site http://www.inme-tro.gov.br/qualidade/pesquisaiso.asp.
Engenheiro mecânico formado pela Escola de Engenharia Mauá, Sérgio Roberto Ribeiro de Souza tem 28 anos de experiência no desenvolvimento de projetos para Gestão Empresarial, possui Certificação Bkack Belt pela ASQ (American Society for Quality) e é sócio-diretor da Quality Way Consultoria.
36 | engeworld | julho 2014
coluna gestão
RecomenDações paRa a contRatação e Gestão De foRneceDoRes
O estabelecimento de uma nova parceria é sempre um momento tenso. O novo fornecedor será capaz de finalizar o serviço no pra-
zo? Haverá alterações de custos? Será que o serviço será bem feito? Essas e outras perguntas são intrínsecas ao processo de escolha de um fornecedor, de modo tal que muitas empresas seguem por anos mantendo sempre os mesmos prestadores de serviço para evitar o risco. Como evitar que um novo fornecedor cause impacto na execução de um projeto?
seleção de fornecedoresTudo começa com uma necessidade
— que se torna um projeto e que requer a alocação de recursos humanos, mate-riais e financeiros (custos). A empresa avalia se é capaz de realizar o projeto sozinha e, não podendo, seja por falta de pessoas, distância geográfica, por espe-cialidade ou por qualquer outro motivo, é obrigada a considerar a contratação de um fornecedor. Damos a isso o nome de “decisão de fazer ou comprar” e é preci-so ter critérios claros para documentar essa decisão, evitando assim que ela seja questionada posteriormente.
Se for um fornecedor já conhecido, que obteve resultados positivos, o to-mador de serviços se sente mais seguro
para fazer a contratação. Mas, se for um fornecedor novo, desconhecido, como confiar que seus resultados serão alcan-çados? Para reduzir esse risco, utilizam--se processos de seleção de fornecedo-res. Esses processos incluem:
Publicidade — Tornar a oportuni-dade conhecida aos potenciais fornece-dores, o que pode ser realizado por meio de anúncios na mídia;
Busca de informações — Quando o objeto do projeto é desconhecido ou faltam informações, pode-se fazer uma “solicitação de informações”, em inglês, request for information (RFI). Na RFI, o tomador busca descobrir mais detalhes sobre como funciona um tipo de projeto.
Cotações — Geralmente utilizadas para compra de commodities como ma-teriais de construção e equipamentos, as ferramentas mais comuns são a tomada de preço, licitações ou cartas-convite.
Propostas — Se forem aplicadas a projetos, as cotações requerem a cons-trução de uma proposta personalizada, que explique como o projeto será reali-zado, custos envolvidos, pessoas, equipa-mentos etc.
De posse das propostas/cotações po-de-se passar para a qualificação dos for-necedores, observando os aspectos prin-cipais para o projeto a ser contratado. Nesse tópico são analisados itens como
saúde financeira da empresa, fluxo de caixa, qualificações técnicas, portfólio de clientes etc. O preço em si só é fator de decisão se houver vários fornecedores competindo em igualdade de qualidade, ou seja, não há diferenciais ou especiali-dades entre eles.
A exemplo, imagine uma empresa que deseja contratar um serviço de de-senvolvimento de software e possui um orçamento previsto de R$ 500 mil. Que critérios poderia utilizar e como poderia decidir o fornecedor?
Observe que, para facilitar o cálculo, utilizou-se uma escala de 1 a 5, sendo 1 o menor peso e 5, o maior. Para avaliar o portfólio de clientes, por exemplo, foi re-alizada uma análise qualitativa, de modo que o fornecedor que tem clientes mais relevantes recebeu a maior nota. Já no preço, pode-se dividir o orçamento em 5 partes para definir a pontuação, por exemplo: o fornecedor que cobrou R$ 100 mil recebeu 5 pontos e o que cobrou R$ 500 mil, 1 ponto. Se houvesse um fornecedor cobrando R$ 1 milhão, por exemplo, poder-se-ia apontar -5 pontos, desclassificando a empresa. O modelo de pontuação em si não é o item princi-pal, mas a definição de critérios e escalas para escolher o fornecedor.
desenvolviMento do fornecedor
Tendo sido escolhido o fornecedor, pode-se dar início ao seu desenvolvi-mento. Nessa etapa, aplicam-se testes gradativamente mais difíceis para au-mentar o grau de confiança entre as partes, por exemplo, passando um jobtest para avaliar sua competência ou um pro-jeto de menor porte para avaliar como

engeworld | julho 2014 | 37
Título - Deve permitir que um leitor entenda, de forma geral, do que se trata a prestação de serviços;
Partes - Descreve os dados das empresas compradora e prestadora. Ex:“Pelo presente instrumento, de um lado, a <RAZÃO SOCIAL DA EMPRESA>, inscrita
no CNPJ sob nº <CNPJ>, com sede na <ENDEREÇO>, doravante denominada CON-TRATANTE, neste ato representada na forma de seu contrato social, e, de outro lado,
ele reage frente às situações do dia a dia.Há empresas que adotam a estratégia
de dividir seus projetos entre vários for-necedores, o que é muito bem aceito se houver orçamento e se os fornecedores forem igualitários.
O processo de desenvolvimento de fornecedores pode considerar também a negociação de termos. Numa negocia-ção, é importante descobrir qual a “zona de possível acordo”, em inglês zone of possible agreement (Zopa). O conceito de Zopa pode ser aplicado ao preço, o que é mais comum, mas também ao prazo, à qualidade e a quaisquer outros critérios que se julguem importantes ao projeto.
É importante definir que critérios qualificam um fornecedor. É a quan-tidade de projetos bem-sucedidos? A qualidade dos serviços? Os prazos?
Deve-se ter em mente que nenhum ser-viço prestado será perfeito.
estabeleciMento do contrato
Um contrato não difere muito de um plano de projeto, pois define o escopo (objeto), quem está envolvido (as par-tes), qual o poder de decisão de cada um (obrigações das partes), custos e qualida-de (preços e condições de pagamento), o período de vigência (tempo), o con-trole integrado de mudanças (alterações contratuais) e como finalizar o projeto (término do contrato). Deve-se, no en-tanto, ter uma perspectiva civil e não téc-nica, pois, em caso de desavenças, caberá a um juiz arbitrar.
Os principais tópicos utilizados num contrato de prestação de serviços são:
critérios fornecedor a fornecedor b fornecedor cportfólio de clientes 2 5 3Fluxo de caixa 3 2 4Certificações técnicas 4 4 4preço 3 2 3Total 12 13 14
Tudo começa com uma necessidade — que se torna um projeto e que requer a alocação de recursos humanos, materiais e financeiros (custos)
38 | engeworld | julho 2014
a <RAZÃO SOCIAL DA EMPRESA>, com sede a Av. <ENDEREÇO>, inscrita no CNPJ sob o nº <CNPJ>, neste ato re-presentada por seu sócio-Administrador, <NOME>, <NACIONALIDADE>, <ESTADO CIVIL>, <PROFISSÃO>, portador da Carteira de Identidade nº <RG E ÓRGÃO EXPEDIDOR>, CPF nº <CPF>, residente e domiciliado na <ENDEREÇO>, doravante denominada CONTRATADA, neste ato representada na forma de seu contrato social,também referidas, em conjunto, como Partes e, in-dividualmente, Parte, resolvem celebrar o presente Contrato de Prestação de Serviços Complementares de caráter criativo e tecno-lógico observando as cláusulas e condições seguintes:...”;
Objeto - Descreve o escopo do ser-viço a ser prestado, referenciando docu-mentos técnicos como anexos, sempre que necessário;
Obrigações das partes - Descreve as responsabilidades a serem cumpridas pelas partes;
Preços e condições de pagamen-to - Define o valor total do contrato, o cronograma de pagamentos e as condi-ções de aprovação dos serviços;
Condições gerais - Nesse item po-dem ser incluídos critérios de sigilo, pro-priedade de resultados, responsabilidade social e limitação da responsabilidade civil;
Vigência - Qual será o período de duração do contrato e em que situações poderá ser rescindido;
Alteração contratual - Como se dará a alteração contratual, caso seja ne-cessária. Ex.: o contrato só pode ser alte-rado depois de doze meses; deve-se usar um documento formal, o termo aditivo, para fazer a alteração etc.
Término do contrato - Pode-se incluir essa seção para definir como será o término do contrato (Ex.: quem
pagará a eventual demissão de funcio-nários; quanto tempo antes deve ser informado um cancelamento ou a re-novação etc.);
Foro - Qual cidade foi eleita como fó-rum para resolução de conflitos judiciais.
Tendo descrito todos esses detalhes, as partes assinam, registram em cartório e o contrato terá valor jurídico. A bem da verdade, a Justiça tem vários artifí-cios para considerar (ou desconside-rar) um contrato válido, ainda que não esteja formalizado, se houver provas de sua execução. O mesmo acontece para acordos verbais.
adMinistração do contrato
A administração do contrato observa o cumprimento de seu objeto e condi-ções. Para medir resultados é importante estabelecer indicadores de desempenho. Esses indicadores geralmente são rela-cionados a escopo, tempo, custo e qua-lidade do serviço. Por exemplo: % de entregas realizadas dentro do
escopo; % de variação de prazo; % de variação de custo; % de atendimento aos requisitos de
qualidade; % de satisfação do cliente com as
entregas realizadas; % de mudanças de escopo; % de defeitos encontrados versus
corrigidos; etc.
Sempre que houver mudanças, deve--se alterar o contrato e seus anexos para documentar adequadamente o acordo. Se houver descumprimento do contrato, podem-se aplicar multas e até sua res-cisão. Também é considerada uma boa prática adicionar cláusulas de bônus para o caso de o fornecedor ter um desempe-nho excepcional.
Durante a execução devem-se regis-trar todos os pleitos, solicitações e recla-mações, tanto internas como externas, visando a garantir que todas as partes interessadas sejam ouvidas.
encerraMento do contrato
No término do serviço, é necessário avaliar se todas as cláusulas do contrato foram atendidas e fazer seu encerramen-to. Há contratos que continuam após o projeto — como manutenções, garan-tias e operações. Nesse caso, deve-se fa-zer a transferência formal do contrato da área de projetos para a área de operações.
Se houver pleitos, solicitações ou reclamações pendentes, devem ser ar-bitradas entre as partes. Se não houver acordo entre elas ou alguma parte se sentir prejudicada, pode-se abrir um processo na Justiça.
Com essas recomendações básicas, pode-se gerenciar, por completo, o pro-cesso de contratação de terceiros de forma clara e simplificada. Um contrato deve ser observado por ambas as partes e deve ser benéfico para todos.
Eli Rodrigues, PMP, CSM . Atual Diretor de Negócios do grupo TAP4, Eli tem dezenas de projetos entregues nas áreas de consultoria, infraestrutura e desenvolvimento de software. Vivência na coordenação de equipes em cenários globais, fábricas de software e desenvolvimento organizacional.

engeworld | julho 2014 | 39
instrumentação
tipos De VálVulas
Válvulas são dispositivos des-tinados a estabelecer, con-trolar e interromper o fluxo em uma tubulação. São acessórios muito importan-
tes nos sistemas de condução e, por isso, devem merecer o maior cuidado na sua especificação, escolha e instalação.
as vÁlvulas classificaM-se eM:• VálVulas de bloqueio: São válvulas que se destinam primordial-mente a estabelecer ou interromper o fluxo, isto é, só devem funcionar completamente abertas ou completamente fechadas.tipos: Válvulas de gaveta (gate valves) Válvulas de macho (plug , cock valves) Válvulas de esfera (ball valves) Válvulas de comporta (slide, blast valves)
• VálVulas de regulagem: São destinadas especificamente a contro-lar o fluxo, podendo, por isso, trabalhar em qualquer posição de fechamento.tipos: Válvulas globo (globe valves) Válvulas agulha (needle valves) Válvulas de controle (control valves) Válvulas borboleta (butterfly valves) Válvulas diafragma (diaphragm valves)
• VálVulas que permitem o fluxo Em um só sEntiDotipos: Válvulas de retenção (check valves) Válvulas de retenção e fechamento
(stop-check valves) Válvulas de pé (feet valves)
• VálVulas que controlam a pres-são DE montAntEtipos: Válvulas de segurança e de alívio Válvulas de excesso de vazão (excess
flow valves) Válvulas de contrapressão (back-
-pressure valves)
• VálVulas que controlam a pres-são A JusAntEtipos: Válvulas redutoras e reguladoras de pressão Válvulas de quebra vácuo (ventosas) Válvula Esfera
Esse tipo de válvula, normalmente utilizado para bloqueio em linhas de uso geral, é caracterizado pela forma esférica do elemento de vedação.
A válvula esfera é basicamente uma adaptação ou derivação da válvula ma-cho. Ao invés de ser usado um macho com formato cônico ou cilíndrico, é usada uma esfera com orifício. Esta gira entre sedes resilientes.
Caracteriza-se também pela sua rapidez na operação; é necessário apenas 1/4 de volta para se operar esse tipo de válvula.
Oferece ótima estanqueidade, mesmo em alta pressão, e perda de carga quase desprezível (quando construída em pas-sagem plena).
A válvula esfera não é recomendada para serviços de regulagem de fluxo, de-vido à geometria do seu obturador esfera. características: Abertura e fechamento rápidos; As características construtivas do
conjunto sede, bem como os materiais utilizados nesse conjunto, garantem acio-namento suave e estanqueidade total; Baixa perda de carga, quando construí-
da em passagem plena; Aplicáveis em ampla gama de pressões; A necessidade de utilização de mate-
riais resilientes nas sedes limita a gama de temperatura de utilização desse
Rio InoxSoluções em Aço Inox - [email protected]
artigo
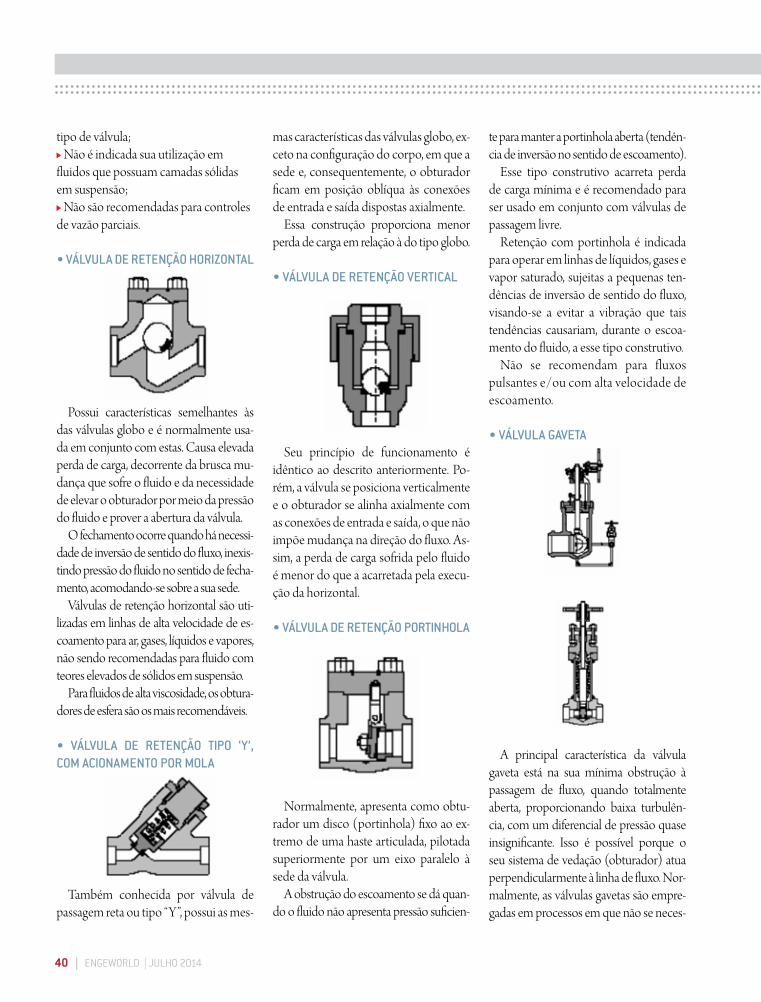
40 | engeworld | julho 2014
tipo de válvula; Não é indicada sua utilização em
fluidos que possuam camadas sólidas em suspensão; Não são recomendadas para controles
de vazão parciais.
• VálVula de retenção horizontal
Possui características semelhantes às das válvulas globo e é normalmente usa-da em conjunto com estas. Causa elevada perda de carga, decorrente da brusca mu-dança que sofre o fluido e da necessidade de elevar o obturador por meio da pressão do fluido e prover a abertura da válvula.
O fechamento ocorre quando há necessi-dade de inversão de sentido do fluxo, inexis-tindo pressão do fluido no sentido de fecha-mento, acomodando-se sobre a sua sede.
Válvulas de retenção horizontal são uti-lizadas em linhas de alta velocidade de es-coamento para ar, gases, líquidos e vapores, não sendo recomendadas para fluido com teores elevados de sólidos em suspensão.
Para fluidos de alta viscosidade, os obtura-dores de esfera são os mais recomendáveis.
• VálVula de retenção tipo ‘Y’, Com ACionAmEnto PoR molA
Também conhecida por válvula de passagem reta ou tipo “Y”, possui as mes-
mas características das válvulas globo, ex-ceto na configuração do corpo, em que a sede e, consequentemente, o obturador ficam em posição oblíqua às conexões de entrada e saída dispostas axialmente.
Essa construção proporciona menor perda de carga em relação à do tipo globo.
• VálVula de retenção Vertical
Seu princípio de funcionamento é idêntico ao descrito anteriormente. Po-rém, a válvula se posiciona verticalmente e o obturador se alinha axialmente com as conexões de entrada e saída, o que não impõe mudança na direção do fluxo. As-sim, a perda de carga sofrida pelo fluido é menor do que a acarretada pela execu-ção da horizontal.
• VálVula de retenção portinhola
Normalmente, apresenta como obtu-rador um disco (portinhola) fixo ao ex-tremo de uma haste articulada, pilotada superiormente por um eixo paralelo à sede da válvula.
A obstrução do escoamento se dá quan-do o fluido não apresenta pressão suficien-
te para manter a portinhola aberta (tendên-cia de inversão no sentido de escoamento).
Esse tipo construtivo acarreta perda de carga mínima e é recomendado para ser usado em conjunto com válvulas de passagem livre.
Retenção com portinhola é indicada para operar em linhas de líquidos, gases e vapor saturado, sujeitas a pequenas ten-dências de inversão de sentido do fluxo, visando-se a evitar a vibração que tais tendências causariam, durante o escoa-mento do fluido, a esse tipo construtivo.
Não se recomendam para fluxos pulsantes e/ou com alta velocidade de escoamento.
• VálVula gaVeta
A principal característica da válvula gaveta está na sua mínima obstrução à passagem de fluxo, quando totalmente aberta, proporcionando baixa turbulên-cia, com um diferencial de pressão quase insignificante. Isso é possível porque o seu sistema de vedação (obturador) atua perpendicularmente à linha de fluxo. Nor-malmente, as válvulas gavetas são empre-gadas em processos em que não se neces-

engeworld | julho 2014 | 41
sitam operações frequentes de abertura e fechamento, pois o seu manuseio é mais lento quando comparado ao de outros tipos de válvulas. Não são aconselháveis para uso em regulagens e estrangulamen-tos, pois os obturadores em posição inter-mediária, como também as sedes, podem sofrer desgastes por erosão, em razão do brusco aumento de velocidade do fluido nessas circunstâncias, proporcionando vibrações e ruídos indesejáveis. características: Passagem totalmente desimpedida
quando aberta; Estanque para quaisquer tipos de fluidos; Construção em ampla gama de
tamanhos; Aplicável em ampla faixa de pressão/
temperatura; Permite fluxo nos dois sentidos; Não é indicada em operações frequentes; Não se aplica à regulagem e estrangu-
lamento do fluxo; Ocupa grande volume devido ao mo-
vimento de translação do obturador.
• VálVula globo
É normalmente empregada em servi-ços que requerem operações frequentes
de abertura e fechamento, bem como controle de vazão em qualquer gradua-ção desejada.
Essas válvulas são caracterizadas em sua maioria pela forma globoidal do cor-po. Permitem uma regulagem eficiente do fluido com desgastes mínimos por erosão, tanto na sede como no obtura-dor e, em contrapartida, oferecem eleva-da perda de carga em virtude da brusca mudança da direção imposta ao fluido. características: Permite o controle parcial do fluxo; Abertura e fechamento mais rápidos
que na válvula de gaveta; As características construtivas da sede-
-obturador permitem estanqueidade total; Manutenção favorecida pelo fácil
acesso aos componentes internos, sem remover a válvula da linha; Aplicável em ampla faixa de pressão/
temperatura; Não admite fluxo nos dois sentidos; Perda de carga elevada.
• VálVula angular
Possui as mesmas características das válvulas globo, exceto na configuração do corpo, onde as conexões de entrada e saída estão dispostas a 90° entre si.
Essas válvulas oferecem vantagens so-bre a do tipo globo:
Diminuem o número de conexões nas tubulações de processo;
Propiciam perda de carga menor.
• VálVula tipo ‘Y’
Conhecida também por válvula de passagem reta ou oblíqua, possui as mes-mas características das válvulas globo, exceto na configuração do corpo onde a sede e, consequentemente, todo o sis-tema de abertura e fechamento, fica em posição oblíqua às conexões de entrada e saída dispostas axialmente.
Essas válvulas, além de ocupar um espaço menor do que as do tipo globo, proporcionam perda de carga menor do que as próprias angulares.
• VálVula agulha
De funcionamento semelhante ao das válvulas globo, difere basicamente no elemento de vedação (plug agulha), que se caracteriza pela sua forma cônica aguda e pela brusca mudança de direção que sofre o fluido, em função do posicio-namento da sede no interior do corpo, acarretando elevada perda de carga.
As válvulas agulha são frequentemen-te utilizadas para regulagem fina, em sis-tema de vácuo, linha de vapor, ar, óleo e líquidos em geral.

42 | engeworld | julho 2014
da National Instruments atuar no mer-cado por mais de 35 anos e contar atu-almente com uma base de clientes que ultrapassa 35.000 empresas no mundo proporcionou experiência e conheci-mento acumulado para a sintetização de tais tendências. Aquele que não colocar no mercado ferramentas eficientes em tempo adequado não resistirá no merca-do. Queremos processos de desenvolvi-mento mais rápidos e baseados em tec-nologias que sejam padrão de mercado. Com isso em mente, nossa experiência no mercado mostrou a importância des-sas seis tecnologias.
tecnoloGias inoVaDoRas paRa pRojeto, teste e contRole
Um dos maiores desafios atuais para gerentes e engenheiros de pro-jeto, teste e controle é manter-se atualizado
com relação às tendências tecnológi-cas. Tal constatação foi apresentada em diversas palestras da 12ª edição do NI-Days, evento organizado pela National Instruments (NI) Brasil, que buscou não apenas apresentar os lançamentos da empresa aos participantes, mas tam-bém discutir a evolução e o futuro da tecnologia para a engenharia.
Algumas dessas tendências foram apresentadas na palestra Seis tecnologias inovadoras para projeto, teste e contro-le que você deve conhecer, proferida por André Oliveira, engenheiro de Vendas da NI. Segundo o palestrante, as tecno-logias em questão são os conversores de alto desempenho, o PCI Express (usado principalmente na comunicação da CPU com seus periféricos), a Lei de Moore (segundo a qual a densidade e ca-pacidade de um chip dobram a cada de-zoito meses), a computação em nuvem (que consiste no armazenamento de ar-quivos e programas em uma rede remota de computadores, que pode ser acessada em qualquer parte do mundo), os meca-nismos de gerenciamento de sistema e a fusão ou desenvolvimento simultâneo de projeto e teste.
entrevista
Em entrevista concedida à Engeworld, Oliveira explica um pouco mais sobre algumas dessas tendências, aponta os ramos da engenharia em que elas já se encontram mais disseminadas e indica de que forma elas podem beneficiar o desenvolvimento de projetos.
engeWorld - Como se constatou que as seis tecnologias comentadas em sua palestra são tendências chave para a engenharia?oliveira - No nosso processo de traba-lho, um ponto fundamental é a agilidade no desenvolvimento de produtos. O fato

engeworld | julho 2014 | 43
• Ganho de produção devido ao precisocontrole de temperatura;
• Segurança física e de operação;• Disponibilidade da planta (não para);• Diminui custo de instalação, devido à
montagem na horizontal;• Longa vida útil.
Garantiade 3 anos
VÁLVULA BY-PASS DE TURBINA ECONDICIONADORA DE VAPOR
Mais de 50 clientes no Brasilcompletamente Satisfeitos
• Redução de pressão e temperatura em uma única válvula;• Projetada para serviço contínuo;• Tecnologia Alemã;• 90 anos de experiência;• Atomização assistida, evita excesso de água na tubulação;• Rangeabilidade até 1:100;• Baixo ruído <85 dB (A);• Para turbinas até 1000 MW.
Fabricação100% no
Brasil.
ECONOMIA DER$300.000,00POR ANO NAMANUTENÇÃO
O PRODUTO CERTO PARA A SUA APLICAÇÃO 40 anos
Fone: (11) 4447-7600e-mail: [email protected]
PETROBRAS
CRCC
BR
OUTROS PRODUTOS DE NOSSAFABRICAÇÃO PARA TERMOELÉTRICAS
VÁLVULADE PARTIDA
VÁLVULA BORBOLETATRI-EXCÊNTRICA
VISOR DE NÍVELVÁLVULA DE
EXTRAÇÃO DE TURBINAVÁLVULAS
GUILHOTINA
VÁLVULA GAVETAPRESSURE SEAL
VÁLVULA GLOBO DE BLOQUEIOE DRENO DE CALDEIRAS
VÁLVULA DERECIRCULAÇÃO
RE
VIS
ÃO
B -
09
/08
/20
12
44 | engeworld | julho 2014
engeWorld - Quais ramos da engenharia são mais beneficiados por essas novas tecnologias? E quais delas já se encontram mais disseminadas?oliveira - Eu diria que as áreas voltadas principalmente para o desenvolvimento de produtos complexos e de alto valor agregado. Como exemplo, temos as in-dústrias aeroespacial, automotiva e de geração de energia. A razão para isso é que os processos de desenvolvimento nessas indústrias requerem uma diver-sidade muito grande de recursos, as tec-nologias demonstradas dão acesso mais fácil a essa diversidade.
oliveira - Em várias indústrias, sobretu-do nas de testes automatizados, observa--se cada vez mais a tendência de que os recursos sejam dispostos com base na de-manda do cliente. Como essa demanda oscila, é cada vez mais crucial ter acesso a uma grande capacidade de processamen-to ou a um grande espaço de armazena-mento de dados que possam ser aplica-dos a necessidades pontuais.
Nesse sentido, o recurso de nuvem oferecido pode fornecer grande espaço de armazenamento de dados, com base na demanda. Há inclusive fornecedores que têm essa tecnologia como um negó-cio. A computação em nuvem também contribui muito para a área de testes.
engeWorld - Outra tendência apon-tada é a fusão entre projeto e teste — isto é, o desenvolvimento simultâneo das duas etapas em questão. Por que essa prática é listada entre aquelas com potencial para a evolução nas áreas de projeto, teste e controle eletrônico?oliveira - Quando projeto e teste são considerados ao mesmo tempo, é possí-vel antecipar cenários e comportamen-tos em estágios prematuros do projeto. Normalmente, tais comportamentos só seriam detectados mais tarde no proces-so de desenvolvimento, o que acarretaria um aumento de custo e um atraso na conclusão do projeto.
Hoje, faltam fornecedores de ferra-mentas que proporcionem ou facilitem a integração entre projeto e teste: com elas, em um único ambiente, teria-se uma função de simultaneidade tanto para sof-tware como para hardware e, no mesmo ambiente de trabalho, um leque de fun-ções de validação e teste. Em suma, uma ferramenta que agregue as funções de simulação, validação e teste.
engeWorld - O que falta para que essas tecnologias possam se popu-larizar efetivamente por todos os setores de engenharia e quando elas estarão disseminadas?
Com relação à disseminação, a Lei de Moore já vem sendo aplicada e bene-ficiando muito a engenharia como um todo. Em seguida vem o PCI Express e, depois, a fusão entre projeto e teste. Exis-tem várias indústrias e organizações que já estão se beneficiando de alguma for-ma dessas tecnologias e tendências.
engeWorld - Uma das tendências em questão é a computação em nuvem. Como ela contribui para a evolução do desenvolvimento de projetos?
oliveira - Elas já estão disseminadas em maior ou menor grau atualmente. É difícil estabelecer um prazo no qual o mercado se conscientize de todas elas, mas o fato é que as empresas e organiza-ções que buscam ser inovadoras no mer-cado já estão adiantadas nesse processo — e o sucesso delas é a prova cabal da validação dessa abordagem.
De um ponto de vista macro, o que fal-ta para uma maior popularização dessas tecnologias é uma maior reflexão, tanto técnica como de gestão, com relação à importância do aumento da eficiência e da produtividade no processo de desen-volvimento tecnológico. É importante observar, também, que a adoção dessas tendências é um processo contínuo den-tro de cada empresa.
Em várias indústrias, sobretudo nas de testes automatizados, observa-se cada vez mais a tendência de que os recursos sejam dispostos com base na demanda do cliente
Com relação à disseminação, a Lei de Moore já vem sendo aplicada e beneficiando muito a engenharia como um todo. Em seguida vem o PCI Express e, depois, a fusão entre projeto e teste

engeworld | julho 2014 | 45
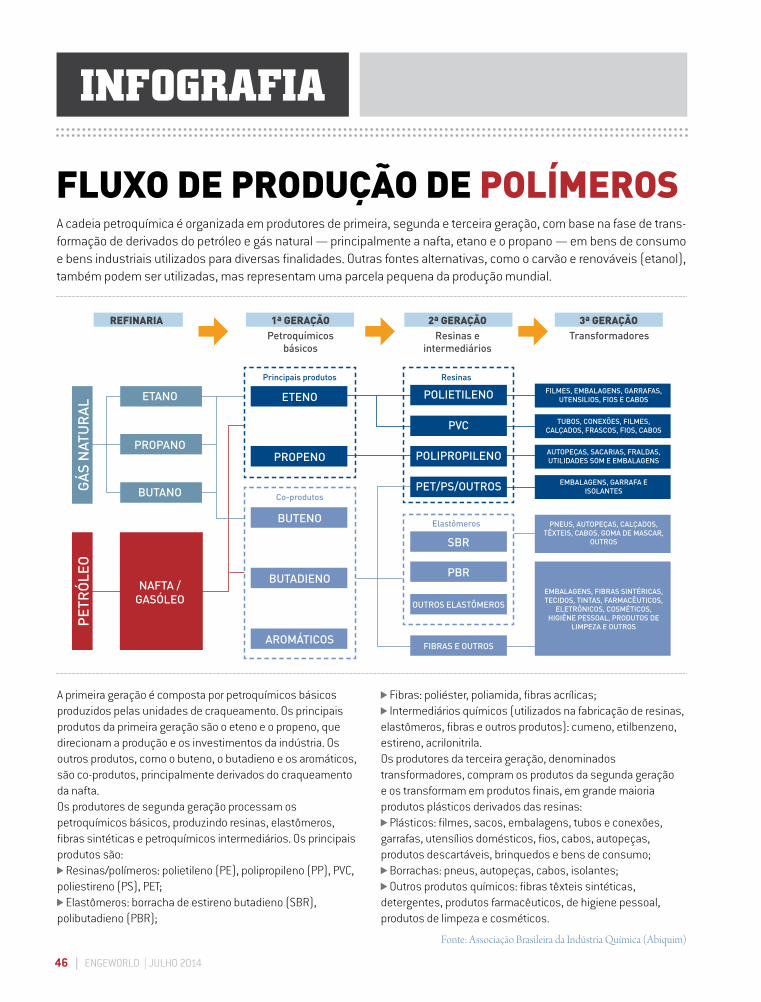
46 | engeworld | julho 2014
inFograFia
fluxo De pRoDução De polímeRosA cadeia petroquímica é organizada em produtores de primeira, segunda e terceira geração, com base na fase de trans-formação de derivados do petróleo e gás natural — principalmente a nafta, etano e o propano — em bens de consumo e bens industriais utilizados para diversas finalidades. Outras fontes alternativas, como o carvão e renováveis (etanol), também podem ser utilizadas, mas representam uma parcela pequena da produção mundial.
A primeira geração é composta por petroquímicos básicos produzidos pelas unidades de craqueamento. Os principais produtos da primeira geração são o eteno e o propeno, que direcionam a produção e os investimentos da indústria. Os outros produtos, como o buteno, o butadieno e os aromáticos, são co-produtos, principalmente derivados do craqueamento da nafta.Os produtores de segunda geração processam os petroquímicos básicos, produzindo resinas, elastômeros, fibras sintéticas e petroquímicos intermediários. Os principais produtos são:
Resinas/polímeros: polietileno (PE), polipropileno (PP), PVC, poliestireno (PS), PET;
Elastômeros: borracha de estireno butadieno (SBR), polibutadieno (PBR);
Fibras: poliéster, poliamida, fibras acrílicas; Intermediários químicos (utilizados na fabricação de resinas,
elastômeros, fibras e outros produtos): cumeno, etilbenzeno, estireno, acrilonitrila.Os produtores da terceira geração, denominados transformadores, compram os produtos da segunda geração e os transformam em produtos finais, em grande maioria produtos plásticos derivados das resinas:
Plásticos: filmes, sacos, embalagens, tubos e conexões, garrafas, utensílios domésticos, fios, cabos, autopeças, produtos descartáveis, brinquedos e bens de consumo;
Borrachas: pneus, autopeças, cabos, isolantes; Outros produtos químicos: fibras têxteis sintéticas,
detergentes, produtos farmacêuticos, de higiene pessoal, produtos de limpeza e cosméticos.
Fonte: Associação Brasileira da Indústria Química (Abiquim)
Principais produtos
Co-produtos
Resinas
Elastômeros
sbR
PbR
outRos ElastômERos
PnEus, autoPEças, Calçados, têxtEis, Cabos, goma dE masCaR,
outRos
EmbalagEns, fibRas sintéRiCas, tECidos, tintas, faRmaCêutiCos,
ElEtRôniCos, CosmétiCos, higiênE PEssoal, PRodutos dE
limPEza E outRos
butEno
butadiEno
aRomátiCos
Etano
RefinaRiaPetroquímicos
básicos
1ª GeRação 2ª GeRação 3ª GeRaçãoResinas e
intermediáriostransformadores
PRoPano
butano
nafta /gasólEo
PEt
Ró
lEo
gá
s n
atu
Ra
l PoliEtilEno
PvC
PoliPRoPilEno
PEt/Ps/outRos
EtEno
PRoPEno
fibRas E outRos
filmEs, EmbalagEns, gaRRafas, utEnsilios, fios E Cabos
tubos, ConExõEs, filmEs, Calçados, fRasCos, fios, Cabos
autoPEças, saCaRias, fRaldas, utilidadEs som E EmbalagEns
EmbalagEns, gaRRafa E isolantEs
engeworld | julho 2014 | 47

48 | engeworld | julho 2014