Embed Size (px)
Citation preview
Ricardo Alexandre Batista
Obtenção do polietileno a partir de fontes renováveis
Lorena 2013
Ricardo Alexandre Batista
Obtenção do polietileno a partir de fontes renováveis
Monografia apresentada à Escola de
Engenharia de Lorena da Universidade
de São Paulo para obtenção da
Graduação em Engenharia Industrial
Química.
Área de concentração: Engenharia
Química
Orientadora: Profa. Dra. Jayne Carlos de
Souza Barboza
Lorena 2013
AGRADECIMENTOS
À minha família, por sempre me apoiar e estar sempre ao meu lado, tanto nos
momentos tristes, como nos momentos felizes.
À Profa. Dra. Jayne Barboza, pela atenção, paciência e apoio durante o processo de
realização da monografia.
À Patrícia Verzeloni, por sempre estar ao meu lado e me ajudando nos momentos
difíceis.
À Escola de Engenharia de Lorena – EEL/USP, pela oportunidade de realização do
curso superior de Engenharia Industrial Química.
Ao Prof. Dr. Marco Antônio Pereira, por estar ao meu lado durante a graduação
tornando-se um grande amigo e conselheiro.
Ao Prof. Gerônimo Tagliaferro por participar do meu desenvolvimento acadêmico
durante os anos da faculdade.
Ao Guilherme Barbosa, que me deu a primeira oportunidade no mercado de trabalho.
A todos os professores da Escola de Engenharia de Lorena – EEL/USP, que
participaram da minha caminhada ao longo dos anos na faculdade, me desenvolvendo
academicamente e pessoalmente.

“A vitória está reservada para aqueles que estão dispostos a pagar o preço.”
Sun Tzu
Resumo
BATISTA, A. R. Obtenção do Polietileno a partir de Fontes Renováveis. 2013. 84p.
Monografia – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena.
Atualmente observa-se um crescimento da preocupação da população mundial com questões
que envolvem o meio ambiente. Juntamente com esse crescimento ocorre também um
aumento da necessidade das pessoas buscarem conforto gerando um aumento do consumo
de bens fabricados. O problema deste aumento de consumo de bens fabricados é para onde
eles vão após serem utilizados. Uns dos principais resíduos descartados são os plásticos.
Quase todo produto adquirido possui embalagens plásticas, a sacola de mercado que é
utilizada para carregar as compras até a casa do consumidor, a embalagem de refrigerante,
etc. A preocupação ambiental faz com que as pessoas busquem mais informações sobre o
tema aumentando assim o rigor em relação às empresas que produzem os bens fabricados.
Inicia-se assim, a busca das empresas por esse mercado de pessoas preocupadas com
questões ambientais, os consumidores “verdes” e para conquistar esses consumidores é
necessário que as empresas se tornem “verdes” também. As indústrias produtoras de plásticos
começaram a procurar tecnologias inovadoras para substituir a atual. A maneira convencional
de produção do polietileno (PE) é feita através da obtenção do etileno vindo do nafta, um
subproduto do petróleo. A Dow Química e a Braskem inovaram e estudaram uma nova
tecnologia para substituir a matéria prima não renovável, o petróleo, e para isso criaram o
polietileno “verde”. Esse novo tipo de polietileno continua sendo feito pelos mesmos métodos
convencionais, mas com uma diferença, seu monômero, o etileno, vem do etanol uma fonte
renovável de matéria prima. Este trabalho visa mostrar a diferença na obtenção do polietileno
convencional vindo do nafta e o polietileno “verde” a partir do etanol. Serão apresentadas
também técnicas de produção do polietileno (PE), técnicas de reciclagem, como funciona o
marketing “verde” de uma empresa multinacional.
Palavras chave: Polietileno verde. Etanol. Reciclagem. Sustentabilidade.

Abstract
BATISTA, A. R. Obtaining the polyethylene from renewable sources. 2013. 84p.
Monograph – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2013.
Currently there is an increasing concern of the world population with issues involving the
environment. Along with this growth, there is also an increasing need for people to seek comfort
generating an increased consumption of manufactured goods. The problem of this increase in
consumption of goods manufactured is where they go after they are used. A major waste plastic
are discarded. Almost every product purchased has plastic packaging, the bag market that is
used to charge purchases to the consumer's home, the packaging of soda, etc. Environmental
concern causes people to seek more information about the topic, therefore increasing the
criticality of people for enterprises that produce goods manufactured. As soon began the search
for companies that market of people concerned about environmental issues, consumers 'green'
and to win these consumers is necessary for companies to become "green" too. The industries
producing plastic began to seek innovative technology to replace the current one. The
conventional way of producing polyethylene (PE) is obtained by means of the ethylene coming
from naphtha, an oil product. Dow Chemical and Braskem studied and innovated new
technology to replace non-renewable raw materials, oil, and it created the "green" polyethylene.
This new type of polyethylene is still done by the same conventional methods, but with a
difference, its monomer, ethylene, ethanol is a renewable source of raw material. This work
aims to show the difference in getting the conventional polyethylene coming from naphtha and
"green" polyethylene from ethanol. It is also presented technical production of the polyethylene
(PE), recycling techniques, how the "green" marketing for a multinational company.
Keywords: Polyethylene green. Ethanol. Recycling. Sustainability.
SUMÁRIO 1. Introdução ........................................................................................... 12
2. Revisão Bibliográfica ......................................................................... 13
2.1 Macromoléculas ................................................................................................................... 13
2.2 Polímeros .............................................................................................................................. 14
2.3 Classificação dos Polímeros por Método de Obtenção ................................................ 15
2.3.1 Polímeros Sintéticos ................................................................................................... 15
2.3.2 Polímeros Naturais ...................................................................................................... 16
2.4 Classificação dos Polímeros por Características Tecnológicas .................................. 16
2.4.1 Polímeros Termoplásticos .......................................................................................... 16
2.4.2 Polímeros Termofixos ................................................................................................. 18
2.5 Classificação de Polímeros por método de Preparação ............................................... 19
2.5.1 Poliadição ..................................................................................................................... 19
2.5.2 Policondensação ......................................................................................................... 21
2.6 Polietileno ............................................................................................................................. 23
2.7 Tipos de Polietileno ............................................................................................................. 25
2.7.1 Polietileno de baixa densidade (PEBD ou LDPE) .................................................. 25
2.7.2 Polietileno linear de baixa densidade (PELBD ou LLDPE) ................................... 27
2.7.3 Polietileno de alta densidade (PEAD ou HDPE) .................................................... 28
2.7.4 Polietileno de ultra-alto peso molecular (PEUAPM ou UHMWPE) ...................... 29
2.7.5 Polietileno de ultra baixa densidade (PEUBD ou ULDPE) ................................... 30
2.8 Sustentabilidade .................................................................................................................. 30
2.8.1 Desenvolvimento Sustentável ................................................................................... 31
2.8.2 Marketing Verde .......................................................................................................... 33
2.9 Petróleo ................................................................................................................................. 34
2.9.1 Exploração e Perfuração ............................................................................................ 37
2.9.2 Produção ....................................................................................................................... 39
2.9.3 Principais processos na Refinaria ............................................................................ 40
2.10 Processo de refino do petróleo ......................................................................................... 45
2.11 Impactos Ambientais de uma Refinaria ........................................................................... 54
2.11.1 Emissões Atmosféricas .............................................................................................. 54
2.11.2 Descargas líquidas ...................................................................................................... 54
2.12 Obtenção do Eteno a partir de derivados do petróleo ................................................... 55
2.13 Indústria Alcooleira .............................................................................................................. 58
2.14 Produção do Etanol ............................................................................................................. 59
2.14.1 Colheita da cana-de-açúcar ....................................................................................... 61
2.14.2 Lavagem da cana-de-açúcar ..................................................................................... 61
2.14.3 Moagem e preparação do mosto fermentativo ....................................................... 62
2.14.4 Processo de fermentação .......................................................................................... 63
2.14.5 Processo de destilação fracionada ........................................................................... 64
2.14.6 Aspectos ambientais na obtenção do Etanol .......................................................... 65
2.15 Obtenção do Etileno a partir do Etanol ............................................................................ 66
2.15.1 Aspectos Ambientais .................................................................................................. 68
2.16 Produção do Polietileno Verde .......................................................................................... 69
3. Objetivo ............................................................................................... 70
4.1 Método .................................................................................................................................. 71
5 Resultados e Discussões .................................................................. 72
6 Conclusão ........................................................................................... 78
REFERÊNCIAS .............................................................................................. 80
SITES VISITADOS ......................................................................................... 82
LISTA DE FIGURAS
Figura 1(a) - Polímero de Kevlar....................................................................................................... 14
Figura 1(b) - Hormônio Oxitocina. .................................................................................................... 14
Figura 2 - Representação da molécula de polímero em forma de anel. .................................... 15
Figura 3(a) - Nylon 6 e Nylon 6.6. ..................................................................................................... 16
Figura 3(b) - Poliestireno. ................................................................................................................... 16
Figura 4 - Fios de polímeros lineares que se mantêm isolados uns dos outros. ...................... 17
Figura 5(a) - Polietileno (PE). ............................................................................................................ 18
Figura 5(b) - Polipropileno (PP). ....................................................................................................... 18
Figura 5(c) - Poli (cloreto de vinila) (PVC) ....................................................................................... 18
Figura 5(d) - Policarbonato (PC) ....................................................................................................... 18
Figura 6 - Fios de polímeros que formam ligações cruzadas, retículos. .................................... 19
Figura 7(a) - Fenol-formaldeído (baquelite). ................................................................................... 19
Figura 7(b) - Epóxi (araldite). ............................................................................................................. 19
Figura 8 - Exemplo de reação em cadeia (poliadição). ................................................................. 21
Figura 9(a) - Etileno glicol .................................................................................................................. 22
Figura 9(b) - Representação de Hidroxiácido. ................................................................................ 22
Figura 10 - Reação de Policondensação. ....................................................................................... 23
Figura 11 - Reação de obtenção do polietileno (PE). .................................................................... 23
Figura 12 - Cadeia ramificada do PEBD. ........................................................................................ 26
Figura 13 - Cadeia ramificada do PELBD. ...................................................................................... 27
Figura 14 - Cadeia não ramificada do PEAD . ................................................................................ 28
Figura 15 - Intersecção de formação do desenvolvimento sustentável...................................... 33
Figura 16 - Acumulo de petróleo cru em bacias sedimentares .................................................... 35
Figura 17 - Sistema de perfuração de poços de petróleo. ............................................................ 39
Figura 18 - Torre de destilação atmosférica . ................................................................................. 48
Figura 19 - Torre de destilação a vácuo .......................................................................................... 49
Figura 20 - Coqueamento Retardado .............................................................................................. 51
Figura 21 - Processo de hidrocraqueamento catalítico (HCC) .................................................... 52
Figura 22 - Fluxograma de produção do etanol a partir da cana-de-açúcar.............................. 60
Figura 23 - Sistema de Moagem ....................................................................................................... 62
Figura 24(a) - Formação de Piruvato ............................................................................................... 64
Figura 24(b) - Formação de Etanol .................................................................................................. 64
Figura 25 - Obtenção do Etileno ....................................................................................................... 67
Figura 26 - Obtenção do Polietileno Verde ..................................................................................... 69
Figura 27 - Consumo Verde .............................................................................................................. 73
Figura 28 - Principais emissões atmosféricas liberadas no plantio de cana-de-açúcar .......... 77
LISTA DE TABELAS
Tabela 1 - Características dos hidrocarbonetos. ............................................................................ 36
Tabela 2 - Estudos para perfuração de poços de petróleo........................................................... 38
Tabela 3 - Frações e produtos obtidos nas refinarias ................................................................... 41
Tabela 4 - Rendimento de obtenção do eteno de acordo com a matéria prima utilizada ...... 56
Tabela 5 - Top 10 produtores mundiais de etileno. ....................................................................... 56
Tabela 6 - Top 10 consumidores mundiais de etileno. .................................................................. 57
Tabela 7 - Principais impactos ambientais causados pelos processos de refino. .................... 75
Tabela 8 - Impactos causados no solo e atmosfera pela plantação de cana-de-açúcar ........ 76
12
1. Introdução
O crescimento populacional e suas necessidades vêm aumentando
consideravelmente nos últimos anos, e o consumo de meios fabricados cresce de
maneira mais intensa ainda. Esses fatores demandam para um maior consumo de
bens de consumo, meios fabricados e matérias primas para sustentar essas
necessidades crescentes. Com esse aumento de consumo vem à necessidade de
buscar novos meios produtivos e tecnologias para sustentar a demanda crescente das
pessoas. Esses fatores fazem com que empresas busquem meios sustentáveis de
produção e fontes de matérias primas renováveis para que não ocorra impacto no meio
ambiente e não falte matéria prima em um curto espaço de tempo. Essa
conscientização ambiental vem desde a empresa buscando métodos sustentáveis
para não impactar o meio ambiente como vem também do consumidor final que, a
cada dia, com uma quantidade maior de informação e conhecimento, busca produtos
que em seus rótulos possuem o selo verde, que mostra que aquela determinada
empresa tem uma preocupação ambiental para fabricar aquele produto. O consumidor
tem percebido a sua importância nas mudanças que tem acontecido, pois a partir de
suas exigências em relação a um produto que seja produzido ecologicamente correto,
as empresas buscam o marketing “verde” ou o marketing ambiental através de
métodos mais interessantes de produção.
Uma das novidades no setor de produtos sustentáveis é o surgimento de uma
nova tecnologia de produção do Polietileno (PE). O Polietileno (PE) e seus derivados
são gerados comumente a partir de fontes não renováveis de material prima, no caso
do Polietileno o petróleo, o etileno para produção do polietileno vem do nafta um dos
produtos do craqueamento do petróleo por destilação.
O PE tem uma grande importância econômica, pois é um polímero barato e é
utilizado em várias embalagens de produtos, sacolas plásticas, tubulações e etc.
Duas empresas líderes na produção do PE no Brasil detêm uma nova
tecnologia para obter o PE a partir do etanol. Este PE é conhecido popularmente por
“plástico verde”, ou seja, essas empresas obtém um PE de alta performance e
qualidade sem alterar suas propriedades naturais. O “plástico verde” a longo prazo
13
vem para substituir o PE convencional vindo do nafta. Isso porque além dele ser
ecologicamente produzido tem um valor mais baixo e aproveita a grande
disponibilidade de etanol que o Brasil possui.
O Brasil é o maior produtor mundial de etanol e conta com projeções
animadoras para o futuro. A produção projetada para 2019 é de 58,8 bilhões de litros,
mais que o dobro da registrada em 2008. O consumo interno está projetado em 50
bilhões de litros e as exportações em 8,8 bilhões.
A importância crescente, nos últimos anos, com as questões ambientais fez
com que essas empresas obtivessem meios sustentáveis para obtenção do PE a partir
do etanol.
O processo será mostrado detalhadamente por pesquisas realizadas
previamente antes do início do projeto da fábrica de PE “verde”. Comparado com
métodos convencionais que existem na literatura e são feitos pela própria empresa
atualmente. Dados ambientais, sociais e financeiros serão usados para justificar a
iniciativa de trazer essa nova tecnologia.
2. Revisão Bibliográfica
2.1 Macromoléculas
Macromoléculas são compostos orgânicos ou inorgânicos de massa molar
elevada e constituídos, em sua maioria, por átomos com baixo peso molecular, tais
como, hidrogênio, nitrogênio, oxigênio, enxofre, silício e carbono (MARINHO, 2005).
Segundo Meysenbug (1963) a formação de macromoléculas através de
combinações de moléculas com pequena massa molecular é um dos principais
objetivos da química orgânica. As moléculas orgânicas são compostas por cadeias
que variam de 10 a 100 átomos. As pequenas moléculas se ligam através de reações
entre algumas moléculas pequenas e são dispostas ao redor do átomo de carbono,
formando assim as macromoléculas, contendo de 103 a 106 átomos de carbono.
14
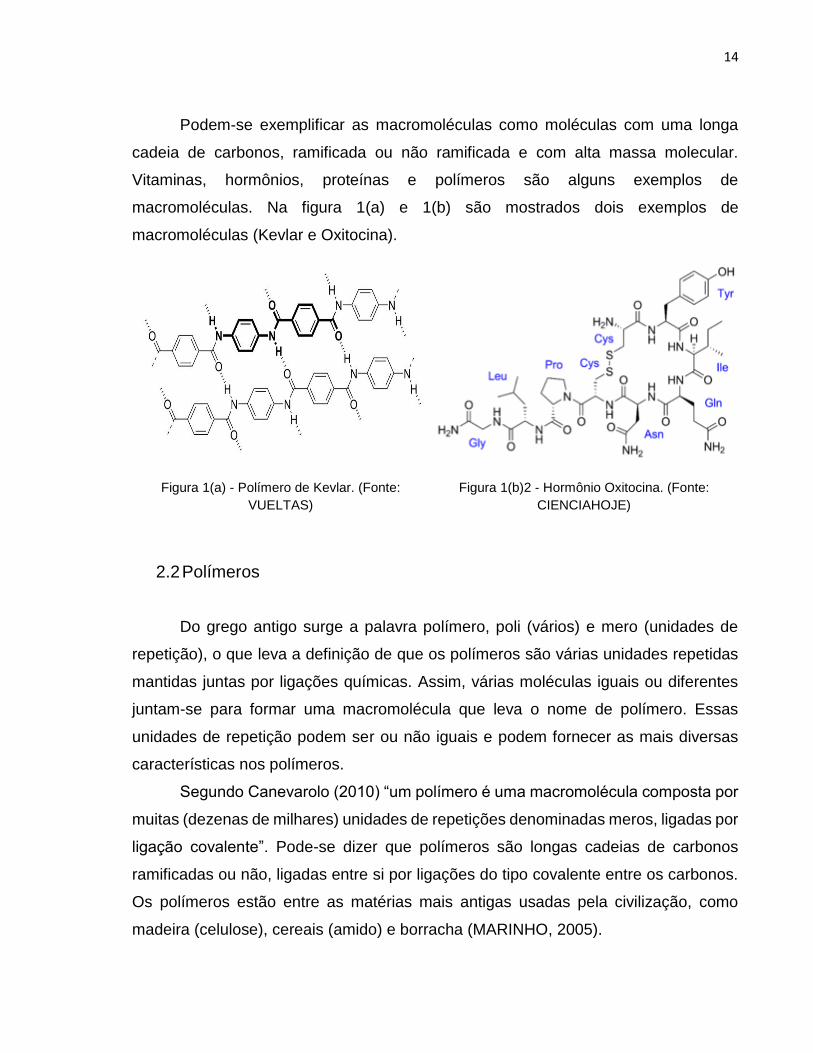
Podem-se exemplificar as macromoléculas como moléculas com uma longa
cadeia de carbonos, ramificada ou não ramificada e com alta massa molecular.
Vitaminas, hormônios, proteínas e polímeros são alguns exemplos de
macromoléculas. Na figura 1(a) e 1(b) são mostrados dois exemplos de
macromoléculas (Kevlar e Oxitocina).
Figura 1(a) - Polímero de Kevlar. (Fonte:
VUELTAS)
Figura 1(b)2 - Hormônio Oxitocina. (Fonte:
CIENCIAHOJE)
2.2 Polímeros
Do grego antigo surge a palavra polímero, poli (vários) e mero (unidades de
repetição), o que leva a definição de que os polímeros são várias unidades repetidas
mantidas juntas por ligações químicas. Assim, várias moléculas iguais ou diferentes
juntam-se para formar uma macromolécula que leva o nome de polímero. Essas
unidades de repetição podem ser ou não iguais e podem fornecer as mais diversas
características nos polímeros.
Segundo Canevarolo (2010) “um polímero é uma macromolécula composta por
muitas (dezenas de milhares) unidades de repetições denominadas meros, ligadas por
ligação covalente”. Pode-se dizer que polímeros são longas cadeias de carbonos
ramificadas ou não, ligadas entre si por ligações do tipo covalente entre os carbonos.
Os polímeros estão entre as matérias mais antigas usadas pela civilização, como
madeira (celulose), cereais (amido) e borracha (MARINHO, 2005).
15
Qualquer material orgânico ou inorgânico, sintético ou natural, com diversas
estruturas e pesos moleculares, que são formados por várias unidades de peso
molecular geralmente menor, que se repetem e que possuem as mais diversas
características são classificados como polímeros (MANRICH, 2005). Segundo Manrich
(2005) “se imaginarmos um anel como sendo um mero, a formação de um polímero se
dá quando muito deles (mil a cinco mil) são unidos sequencialmente”. A figura 2
representa uma molécula de polímero em forma de anel.
Figura 2 - Representação da molécula de polímero em forma de
anel (MANRICH, 2005).
Os materiais compostos por polímeros têm uma grande aplicação na indústria
em geral. A diversificação dos materiais poliméricos, devido às suas diversas
combinações de formações das mais diferentes cadeias poliméricas, trazem ótimas
aplicações na indústria de tintas, plástico, borracha, automobilística e etc.
2.3 Classificação dos Polímeros por Método de Obtenção
2.3.1 Polímeros Sintéticos
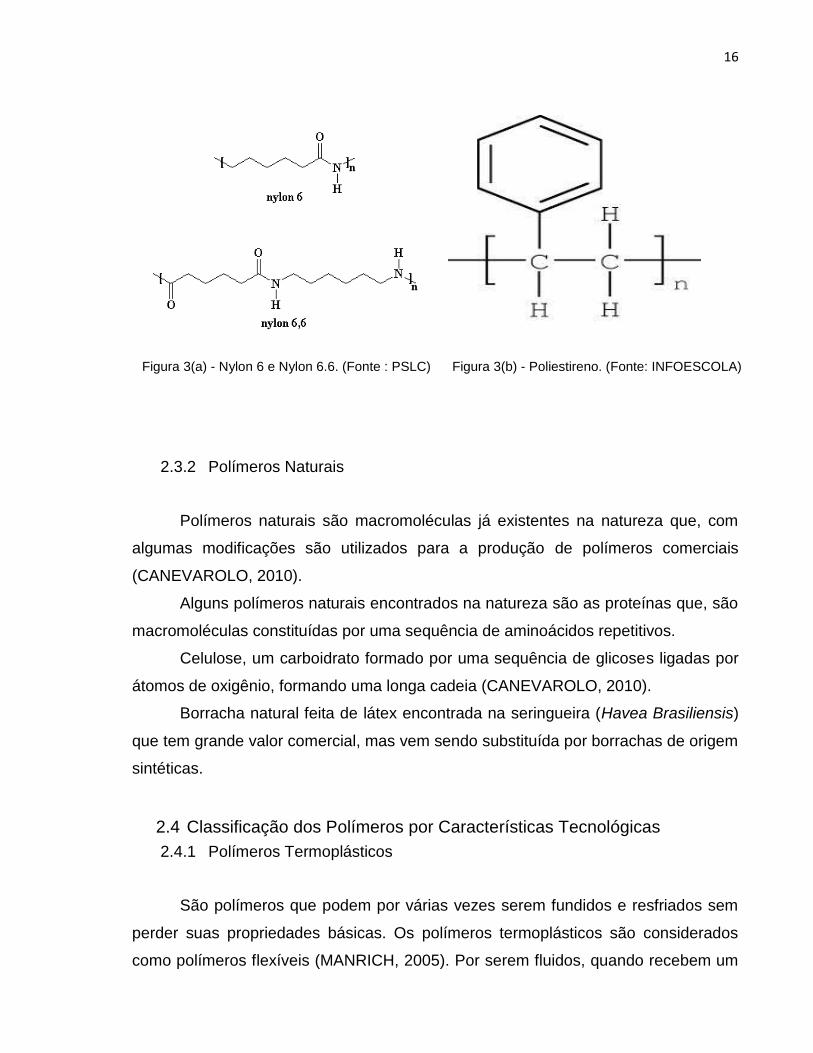
Os polímeros obtidos artificialmente em laboratório e passados para produção
industrial são chamados de polímeros sintéticos. Os materiais poliméricos sintéticos
são os polímeros mais usados nos dias atuais, devido a sua fácil obtenção. Eles têm
origem das mais variadas matérias primas como: petróleo, hulha ou carvão mineral,
etanol, etc. alguns exemplos de polímeros obtidos industrialmente estão nas figuras
3(a) e 3(b).
16
Figura 3(a) - Nylon 6 e Nylon 6.6. (Fonte : PSLC) Figura 3(b) - Poliestireno. (Fonte: INFOESCOLA)
2.3.2 Polímeros Naturais
Polímeros naturais são macromoléculas já existentes na natureza que, com
algumas modificações são utilizados para a produção de polímeros comerciais
(CANEVAROLO, 2010).
Alguns polímeros naturais encontrados na natureza são as proteínas que, são
macromoléculas constituídas por uma sequência de aminoácidos repetitivos.
Celulose, um carboidrato formado por uma sequência de glicoses ligadas por
átomos de oxigênio, formando uma longa cadeia (CANEVAROLO, 2010).
Borracha natural feita de látex encontrada na seringueira (Havea Brasiliensis)
que tem grande valor comercial, mas vem sendo substituída por borrachas de origem
sintéticas.
2.4 Classificação dos Polímeros por Características Tecnológicas
2.4.1 Polímeros Termoplásticos
São polímeros que podem por várias vezes serem fundidos e resfriados sem
perder suas propriedades básicas. Os polímeros termoplásticos são considerados
como polímeros flexíveis (MANRICH, 2005). Por serem fluidos, quando recebem um
17
acréscimo de temperatura podem ser moldados por diversas vezes e retornarem as
características anteriores sem perder as características principais quando ocorrer um
decréscimo de temperatura.
Esse tipo de polímero possui suas macromoléculas lineares contendo ou não
ramificações (Figura 4). O Polímero termoplástico é linear devido à formação de fios
que se mantêm isolados uns dos outros. São solúveis e fusíveis em solventes comuns
(FOGAÇA, 2012).
Figura 4 - Fios de polímeros lineares que se mantêm isolados uns dos outros. (Fonte:
ALUNOSONLINE)
Segundo Canevarolo (2010) polímeros termoplásticos são polímeros que,
quando sob um aumento substancial de temperatura e marginal de pressão, são
flexíveis e adquirem característica de fluido, podendo ser moldados quantas vezes
forem necessárias sem perder suas características principais, assim não sofrendo
degradação de suas propriedades. Quando são retirados os fatores temperatura e
pressão eles retornam a sua forma inicial, ou a nova forma que ele foi moldado com
as mesmas características iniciais. Eles podem ser moldados novamente se
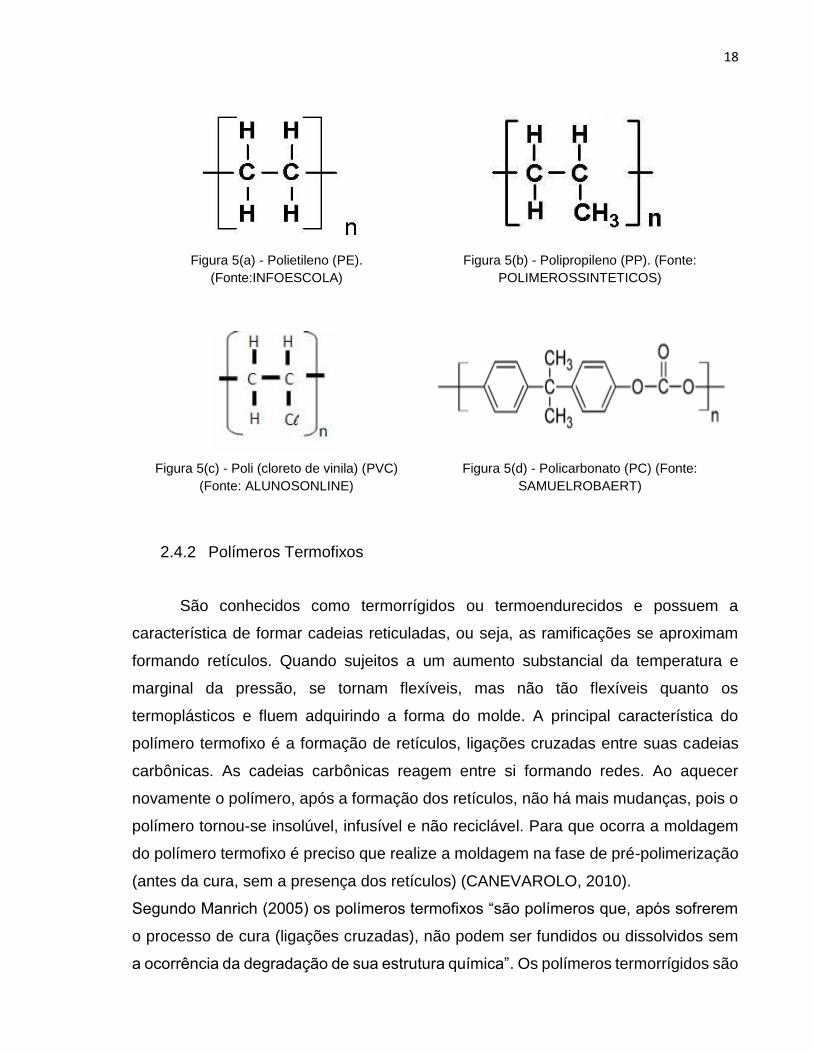
aumentarem a temperatura e pressão, portanto são polímeros recicláveis. Alguns
exemplos de polímeros termoplásticos são: Polietileno (PE) (Figura 5(a)), Polipropileno
(PP) (Figura 5(b)), Poli (cloreto de vinila) (PVC) (Figura 5(c)), Policarbonato (PC)
(Figura 5(d)), etc.
18
Figura 5(a) - Polietileno (PE).
(Fonte:INFOESCOLA)
Figura 5(b) - Polipropileno (PP). (Fonte:
POLIMEROSSINTETICOS)
Figura 5(c) - Poli (cloreto de vinila) (PVC)
(Fonte: ALUNOSONLINE)
Figura 5(d) - Policarbonato (PC) (Fonte:
SAMUELROBAERT)
2.4.2 Polímeros Termofixos
São conhecidos como termorrígidos ou termoendurecidos e possuem a
característica de formar cadeias reticuladas, ou seja, as ramificações se aproximam
formando retículos. Quando sujeitos a um aumento substancial da temperatura e
marginal da pressão, se tornam flexíveis, mas não tão flexíveis quanto os
termoplásticos e fluem adquirindo a forma do molde. A principal característica do
polímero termofixo é a formação de retículos, ligações cruzadas entre suas cadeias
carbônicas. As cadeias carbônicas reagem entre si formando redes. Ao aquecer
novamente o polímero, após a formação dos retículos, não há mais mudanças, pois o
polímero tornou-se insolúvel, infusível e não reciclável. Para que ocorra a moldagem
do polímero termofixo é preciso que realize a moldagem na fase de pré-polimerização
(antes da cura, sem a presença dos retículos) (CANEVAROLO, 2010).
Segundo Manrich (2005) os polímeros termofixos “são polímeros que, após sofrerem
o processo de cura (ligações cruzadas), não podem ser fundidos ou dissolvidos sem
a ocorrência da degradação de sua estrutura química”. Os polímeros termorrígidos são
19
maleáveis e possíveis de moldar apenas no momento de sua fabricação, se ocorrer
um aumento de temperatura e pressão começam a degradar. Isto ocorre devido à
formação de ligações em todas as direções do espaço, formando uma rede
tridimensional chamada de reticulo (FOGAÇA, 2012) (Figura 6).
Figura 6 - Fios de polímeros que formam ligações cruzadas, retículos. (Fonte: ALUNOSONLINE)
Alguns exemplos de polímeros termorrígidos são: fenol-formaldeído (Figura 7(a)),
epóxi (Figura 7(b)), etc.
Figura 7(a) - Fenol-formaldeído (baquelite). Fonte:
MUNDOVESTIBULAR)
Figura 7(b) - Epóxi (araldite). (Fonte:
GOOGLEPATENTS)
2.5 Classificação de Polímeros por método de Preparação
2.5.1 Poliadição
Os polímeros feitos por reação de poliadição ou polimerização por reação em
cadeia são aqueles que, durante a reação dos monômeros, quase não ocorre perdas
de massa devido à formação de subprodutos de baixo peso molecular. Assume-se que
20
ocorre praticamente uma conversão total, ou seja, o peso da quantidade de monômero
usado é igual ao peso do polímero formado (CANEVAROLO, 2010).
Na polimerização em cadeia (poliadição) emprega monômero com dupla
ligação que se instabiliza formando duas ligações simples com liberação de energia,
assim pode-se classificar a reação de poliadição como uma reação exotérmica. Ao
ocorrer essa abertura da dupla ligação do monômero, a reação em cadeia (poliadição)
inicia-se quebrando as outras duplas ligações, como se fosse um “efeito dominó” e
formando um polímero de alto peso molecular (CANEVAROLO, 2010). Para que
ocorra a reação de poliadição é necessário que exista, pelo menos, uma insaturação
reativa e a presença de um iniciador no meio reacional, que irá abrir a dupla ligação
do monômero formando o centro ativo (CANEVAROLO, 2010).
Segundo Canevarolo (2010) “essa reação pode gerar polímeros de cadeia
carbônica homogênea quando o monômero possui uma dupla ligação C=C. Quando a
dupla ligação envolve outros átomos que não somente o carbono (isto é, C=O, C=N,
etc.) haverá o surgimento de um polímero de cadeia heterogênea.” A reação em cadeia
pode ser dividida em três partes:
Iniciação: é adicionado ao meio reacional um iniciador de baixo peso molecular
e termicamente instável que, ao sofrer um aquecimento substancial, irá se
decompor formando dois radicais livres. O iniciador irá como o próprio nome diz
iniciar a reação em cadeia, ao romper a dupla ligação do monômero criando um
centro ativo. Após a abertura da dupla ligação e formação do centro ativo a
reação começa até que acabe os monômeros ou que o centro ativo seja inibido
(CANAVAROLO, 2010).
Propagação: após a criação do centro ativo a reação ocorre rapidamente, o
centro ativo abre a dupla ligação do monômero e forma outro centro ativo e
assim por diante. Ocorrendo assim a transferência do centro ativo de monômero
para monômero (MANRICH, 2005).
Término: onde ocorre o desaparecimento do centro ativo e término da reação
(CANEVAROLO, 2010).
21
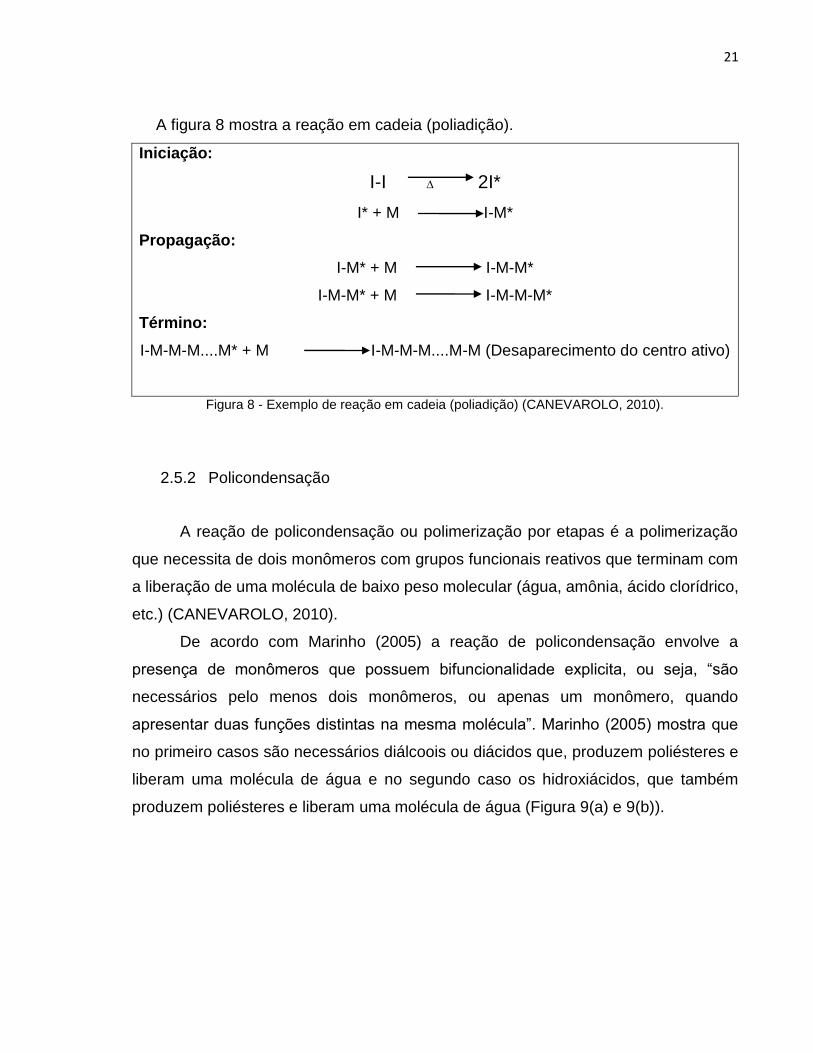
A figura 8 mostra a reação em cadeia (poliadição).
Iniciação:
I-I ∆ 2I*
I* + M I-M*
Propagação:
I-M* + M I-M-M*
I-M-M* + M I-M-M-M*
Término:
I-M-M-M....M* + M I-M-M-M....M-M (Desaparecimento do centro ativo)
Figura 8 - Exemplo de reação em cadeia (poliadição) (CANEVAROLO, 2010).
2.5.2 Policondensação
A reação de policondensação ou polimerização por etapas é a polimerização
que necessita de dois monômeros com grupos funcionais reativos que terminam com
a liberação de uma molécula de baixo peso molecular (água, amônia, ácido clorídrico,
etc.) (CANEVAROLO, 2010).
De acordo com Marinho (2005) a reação de policondensação envolve a
presença de monômeros que possuem bifuncionalidade explicita, ou seja, “são
necessários pelo menos dois monômeros, ou apenas um monômero, quando
apresentar duas funções distintas na mesma molécula”. Marinho (2005) mostra que
no primeiro casos são necessários diálcoois ou diácidos que, produzem poliésteres e
liberam uma molécula de água e no segundo caso os hidroxiácidos, que também
produzem poliésteres e liberam uma molécula de água (Figura 9(a) e 9(b)).
22
Figura 9(a) - Etileno glicol (Fonte:
ENSINOONLINE)
Figura 9(b) - Representação de Hidroxiácido.
(Fonte: PATENTADOS)
A polimerização por etapas consiste na sucessiva condensação dos grupos
funcionais reativos existentes nos monômeros, até que a macromolécula formada
alcance o tamanho e peso de uma cadeia polimérica (CANEVAROLO, 2010).
As principais características de uma reação em etapas são:
Ocorre a condensação sucessiva de monômeros que possuem grupos
funcionais reativos e ocorre a liberação de moléculas simples com baixo
peso molecular (exemplo: água e HCl) (CANEVAROLO, 2010).
As moléculas formadas e os monômeros existentes no meio reacional vão
reagindo entre si. Isso ocorre desde o início da reação e sem a presença de
um iniciador. A reação de polimerização por etapas não precisa de
iniciadores, como acontece na reação de polimerização em cadeia, devido
à presença de grupos funcionais nos monômeros (CANEVAROLO, 2010).
A massa molecular do polímero cresce com o tempo, devido à
reação entre monômeros e reação entre moléculas já formadas. Enquanto
houver grupos funcionais reativos nas moléculas, ainda ocorrerá a reação
de polimerização e consequentemente aumento da massa molecular
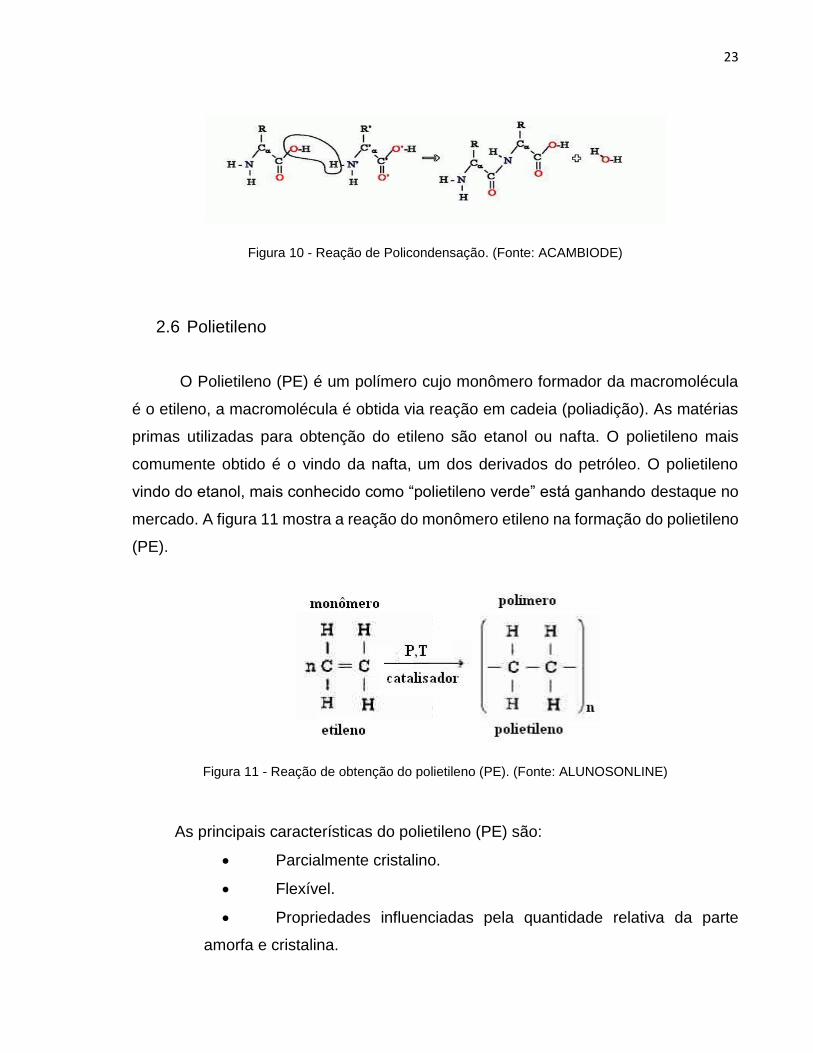
(CANEVAROLO, 2010). A figura 10 mostra a reação por etapas
(policondensação).
23
Figura 10 - Reação de Policondensação. (Fonte: ACAMBIODE)
2.6 Polietileno
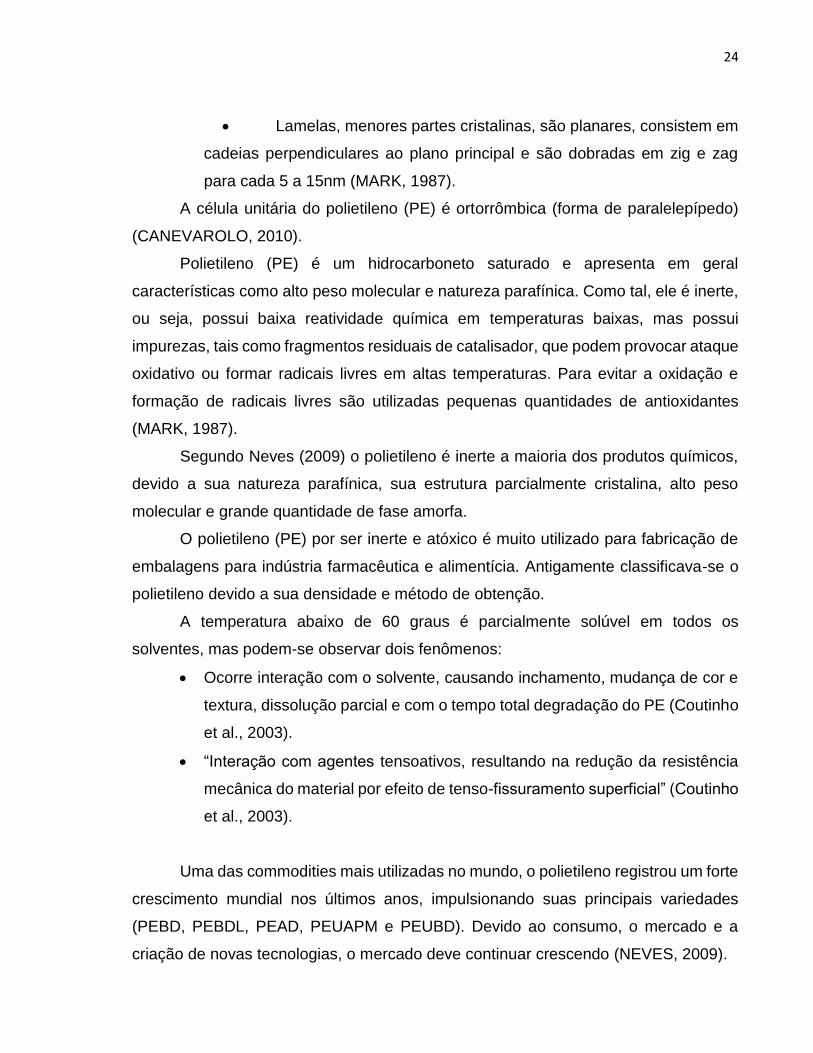
O Polietileno (PE) é um polímero cujo monômero formador da macromolécula
é o etileno, a macromolécula é obtida via reação em cadeia (poliadição). As matérias
primas utilizadas para obtenção do etileno são etanol ou nafta. O polietileno mais
comumente obtido é o vindo da nafta, um dos derivados do petróleo. O polietileno
vindo do etanol, mais conhecido como “polietileno verde” está ganhando destaque no
mercado. A figura 11 mostra a reação do monômero etileno na formação do polietileno
(PE).
Figura 11 - Reação de obtenção do polietileno (PE). (Fonte: ALUNOSONLINE)
As principais características do polietileno (PE) são:
Parcialmente cristalino.
Flexível.
Propriedades influenciadas pela quantidade relativa da parte
amorfa e cristalina.
24
Lamelas, menores partes cristalinas, são planares, consistem em
cadeias perpendiculares ao plano principal e são dobradas em zig e zag
para cada 5 a 15nm (MARK, 1987).
A célula unitária do polietileno (PE) é ortorrômbica (forma de paralelepípedo)
(CANEVAROLO, 2010).
Polietileno (PE) é um hidrocarboneto saturado e apresenta em geral
características como alto peso molecular e natureza parafínica. Como tal, ele é inerte,
ou seja, possui baixa reatividade química em temperaturas baixas, mas possui
impurezas, tais como fragmentos residuais de catalisador, que podem provocar ataque
oxidativo ou formar radicais livres em altas temperaturas. Para evitar a oxidação e
formação de radicais livres são utilizadas pequenas quantidades de antioxidantes
(MARK, 1987).
Segundo Neves (2009) o polietileno é inerte a maioria dos produtos químicos,
devido a sua natureza parafínica, sua estrutura parcialmente cristalina, alto peso
molecular e grande quantidade de fase amorfa.
O polietileno (PE) por ser inerte e atóxico é muito utilizado para fabricação de
embalagens para indústria farmacêutica e alimentícia. Antigamente classificava-se o
polietileno devido a sua densidade e método de obtenção.
A temperatura abaixo de 60 graus é parcialmente solúvel em todos os
solventes, mas podem-se observar dois fenômenos:
Ocorre interação com o solvente, causando inchamento, mudança de cor e
textura, dissolução parcial e com o tempo total degradação do PE (Coutinho
et al., 2003).
“Interação com agentes tensoativos, resultando na redução da resistência
mecânica do material por efeito de tenso-fissuramento superficial” (Coutinho
et al., 2003).
Uma das commodities mais utilizadas no mundo, o polietileno registrou um forte
crescimento mundial nos últimos anos, impulsionando suas principais variedades
(PEBD, PEBDL, PEAD, PEUAPM e PEUBD). Devido ao consumo, o mercado e a
criação de novas tecnologias, o mercado deve continuar crescendo (NEVES, 2009).
25
A Dow Química é a líder de mercado de resinas de polietileno seguida da
Braskem. Ambas as empresas estão investindo em novas tecnologias que permitem
ganhar espaço no mercado de resinas de PE (Fonte: PLÁSTICOS).
2.7 Tipos de Polietileno
Antigamente classificava-se o polietileno devido a sua densidade e pelo tipo de
processo. Atualmente, além de classificação do polietileno devido a sua densidade,
classifica-se também pelo tipo de catalisador utilizado na reação de polimerização,
existência ou não de ramificações, pelo tipo de cadeia e pelas condições reacionais
(MARK, 1987).
Hoje podem ser produzidos cinco tipos de polietileno:
Polietileno de baixa densidade (PEBD ou LDPE);
Polietileno linear de baixa densidade (PELBD ou LLDPE);
Polietileno de alta densidade (PEAD ou HDPE);
Polietileno de ultra alto peso molecular (PEUAPM ou UHMWPE);
Polietileno de ultra baixa densidade (PEUBD ou ULDPE).
2.7.1 Polietileno de baixa densidade (PEBD ou LDPE)
O Polietileno de baixa densidade (PEBD) foi o primeiro termoplástico utilizado
comercialmente. Ele foi descoberto por acaso em 1933 e foi rapidamente utilizado em
revestimento de cabos para radares durante a segunda guerra mundial. Depois da
guerra devido a ser quimicamente inerte, ter baixo custo de fabricação, fácil
processamento e boas propriedades física e química, foi utilizado em diversas
aplicações. O PEBD juntamente ao PEAD e PELBD oferecem diversas combinações
de baixo custo e de fácil fabricação, grande variedade de utilização e excelente
equilíbrio de propriedades físicas (MARK, 1987).
Etileno é o monômero utilizado para produção do PEBD e o principal método
utilizado para obtenção do etileno é o craqueamento do gás natural ou óleo bruto em
altas temperaturas. Pequenas quantidades de monômeros são utilizadas para
26
modificar as propriedades do polietileno (PE), tais como: acetato de vinila, acrilato de
metila e acrilato de etila (MARK, 1987).
A obtenção do polietileno (PE) é feita em pressões elevadas entre 1000 a 3000
atm. e temperaturas entre 100 e 300 °C. Em temperaturas acima de 300 °C o
polietileno (PE) tende a degradar-se (MARK, 1987).
A polimerização do polietileno (PE) é do tipo reação em cadeia, essa reação
necessita de um iniciador. Os iniciadores utilizados na obtenção do PE são da família
dos peróxidos orgânicos, porem o oxigênio é o mais utilizado (Coutinho et al., 2003).
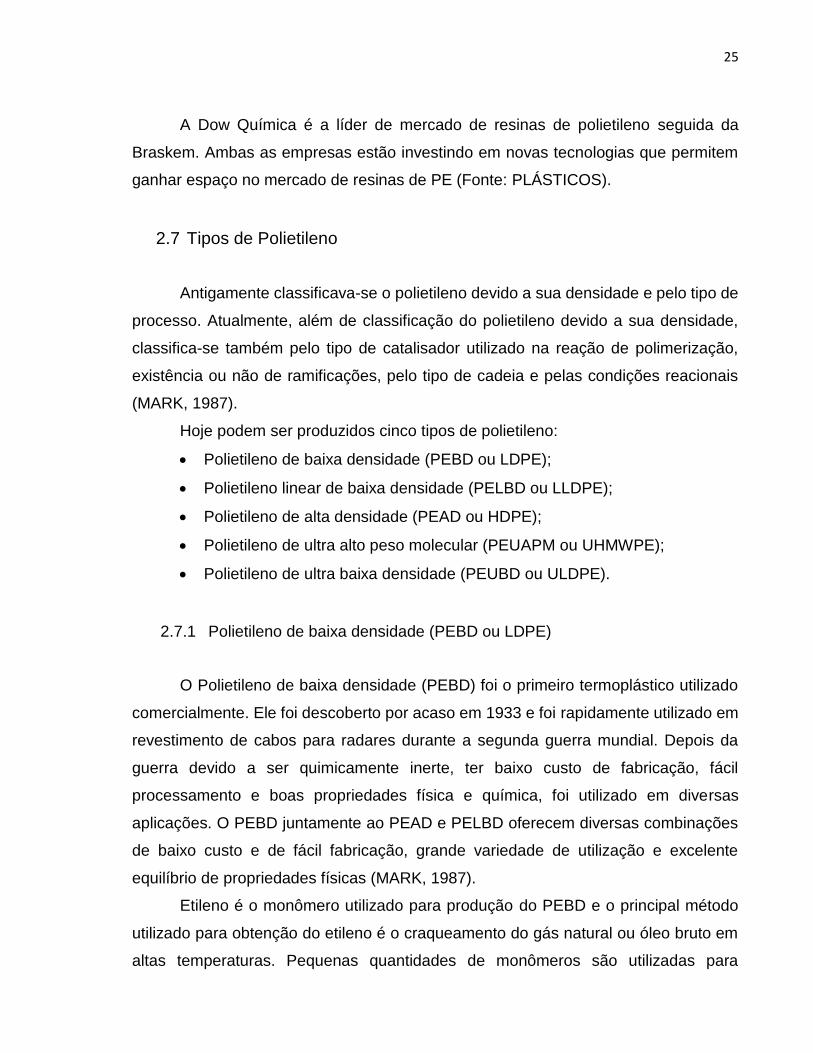
A reação de obtenção do PEBD é altamente exotérmica e assim uma das
principais dificuldades do processo é a retirada do excesso de calor do meio reacional.
A alta temperatura, natureza exotérmica e alta pressão fazem com que surjam
ramificações na cadeia do polímero. Essas ramificações irão ter forte influência nas
propriedades do polímero (Coutinho et al., 2003). A figura 12 mostra a cadeia
ramificada do PEDB.
Figura 12 - Cadeia ramificada do PEBD (MARK, 1987).
O PEBD é um polímero parcialmente cristalino e possui uma temperatura de
fusão (Tm) de 110 °C. Devido à temperatura de fusão (Tm) de 110 °C e por ser atóxico
esse polímero é muito utilizado para produção de embalagens, pois ele começa a
degradar-se acima de 110 °C, abaixo dessa temperatura ele encontra-se no estado
solido (Coutinho et al., 2003).
27
2.7.2 Polietileno linear de baixa densidade (PELBD ou LLDPE)
O polietileno linear de baixa densidade (PELBD) foi comercializado pela
primeira vez no final da década de 70 pela Union Carbide e Dow Chemical. Desde
então, sua taxa de crescimento de utilização passou a ser maior em relação aos outros
polietilenos (PEBD e PEAD). Atualmente, é o principal tipo de polietileno produzido
comercialmente (MARK, 1987).
Segundo Mark (1987) “PELBD convencional difere de PEBD por ter uma
distribuição de peso molecular estreita e por não conter ramificações de cadeia longa.
O PELBD é feito por copolimerização de etileno e α-olefinas”. A figura 13 mostra a
cadeia do PELBD.
Figura 13 - Cadeia ramificada do PELBD (MARK, 1987).
O monômero utilizado para obtenção do PELBD é o etileno e qualquer α-
olefinas de C3 até C20 pode ser utilizada como comonômeros. Apesar dessa grande
variedade de comonômeros, os quatro comumente utilizados são: 1-Buteno, 1-
Hexeno, 4-Metil-1-Penteno e 1-Octeno (MARK, 1987).
A reação de obtenção do PELBD é feita na presença de catalisadores do tipo
metal de transição, sob pressão de 145 MPa, temperatura de 200 °C e solventes do
tipo carboneto (MARK, 1987).
Segundo Coutinho (2003), o peso molecular do PELBD pode ser controlado
pela temperatura do meio reacional e pela concentração de agente de transferência
de cadeia. “Hidrogênio tem sido o mais empregado por ser um agente de transferência
de cadeia altamente efetivo com uma grande variedade de catalisadores”.
28
Quando comparados o PELBD e o PEBD verifica-se que, o PELBD é mais
cristalino devido ao menor número de ramificações de cadeia longa e a baixa
quantidade de cadeias curtas (ATTALA, BERTINOTTI, 1983).
O PELBD é um termoplástico com elevada eficiência em selagem a quente, isso
permite que ele seja utilizado em embalagens ou filmes para alimentos e remédios
(Coutinho et al., 2003).
2.7.3 Polietileno de alta densidade (PEAD ou HDPE)
O polietileno (PE) é o plástico mais utilizado no mundo e o polietileno de alta
densidade (PEAD) é o tipo mais utilizado de polietileno. É o produto da polimerização
do polietileno com densidades entre 0.91g/cm³ e 0,94g/cm³ (MARK, 1987).
O PEAD surgiu na década de 1890, com a síntese do “polimetileno” resultante
da decomposição do diazometano. O “polimetileno” assim obtido era um polímero
linear de peso molecular elevado, tendo ponto de fusão de 137° C e densidade de
0,970 g/cm3. Pode afirmar-se que, apesar da não utilização comercial do PEAD, ele
foi inicialmente descoberto muito antes do PEBD (MARK, 1987).
A utilização do PEAD depende do método de produção. O PEAD abrange vários
segmentos da indústria do plástico e pode ser obtido por moldagem por sopro,
extrusão, e moldagem por injeção (Coutinho et al., 2003).
O PEAD e PEBD possuem muitas aplicações em comum, mas se comparados
o PEAD é mais resistente e duro que o PEBD. O PEBD é mais flexível e maleável
(Coutinho et al., 2003). A figura 14 mostra a cadeia não ramificada do PEAD.
Figura 14 - Cadeia não ramificada do PEAD (MARK, 1987).
29
2.7.4 Polietileno de ultra-alto peso molecular (PEUAPM ou UHMWPE)
O polietileno é uma cadeia longa de átomos de carbono, podendo ou não ter
ramificações. Quando a cadeia de carbonos do polietileno possui muitas ramificações
é chamada de PEBD. Se ela não possui ramificações é chamada de PEAD (WIBECK,
HARADA, 2005).
O polietileno linear possui peso molecular na faixa de 200.000 a 500.000g/mol,
podendo ser maior. Os polietilenos com peso molecular de três a seis milhões de
grama por mol são chamamos de polietileno de ultra alto peso molecular (PEUAPM).
Esse polímero pode ser utilizado para confecção de fibras tão fortes quanto o Kevlar
(WIBECK, HARADA, 2005).
O polietileno de ultra alto peso molecular (PEUAPM) quando adquiri a forma de
plástico possui características impressionantes, que o torna um polímero de
engenharia. Suas características o fazem superior aos outros termoplásticos em
relação à resistência a abrasão, resistência à fratura por impacto, inércia química,
baixo coeficiente de atrito, autolubrificação e não absorção de água (WIBECK,
HARADA, 2005).
O alto peso molecular do PEUAPM proporciona uma viscosidade muito elevada
que, no estado fundido seu índice de fluidez se aproxima de zero. Isso torna impossível
processa-lo por métodos convencionais de extrusão, moldagem a sopro e injeção. É
processado por extrusão por pistão ou compressão por termoprensagem (WIBECK,
HARADA, 2005).
A aplicabilidade do PEUAPM em:
Indústria do papel e celulose: Transportadores de correntes empregados para
movimentação de toras de madeira;
Portos: Defensas marítimas;
Indústrias alimentícias: roscas e estrelas nas áreas de envasamento, buchas,
cortadores, etc.;
Mineração: revestimentos de silos, calhas, bicas, etc.
30
2.7.5 Polietileno de ultra baixa densidade (PEUBD ou ULDPE)
O polietileno de ultra baixa densidade (PEUBD) é a resina de polietileno mais
nova. É um polietileno com baixa densidade 0.825g/cm³. Este oferece maior
resistência, flexibilidade e melhores propriedades ópticas em relação ao polietileno
linear de baixa densidade (PELBD).
A principal aplicabilidade do PEUBD é como resina modificadora para polímeros
de maior densidade como: PEAD, PEBD, PP, etc. Quando adicionado a esses
polímeros o PEUBD fornece maior flexibilidade e resistência (COUTINHO et al., 2003).
2.8 Sustentabilidade
Pode-se definir sustentabilidade como a habilidade de sustentar ou suportar
uma ou mais condições, exibida por algo ou alguém ou, uma característica de
processo ou de um sistema que permita sua permanência em certo nível, por um
determinado período de tempo. Outro conceito de sustentabilidade vem ganhando
espaço na vida das pessoas nos últimos anos, o conceito de sustentabilidade
ambiental, isso ocorre devido à crescente preocupação com a qualidade de vida.
Sustentabilidade vai muito além do significado do dicionário e da preocupação
ambiental. “A percepção da maioria das pessoas é que a sustentabilidade está
relacionada apenas às emissões de gases para a atmosfera como, por exemplo, o gás
carbônico, e que este é o único risco a que o planeta está exposto”. O planeta vem
passando por mudanças radicais em seu clima, e é crescente a preocupação com
meio ambiente, mas esse não é o único problema que temos, é o principal, mas não o
único (TORRESI, PARDINI, FERREIRA, 2010).
Da sustentabilidade criou-se o termo desenvolvimento sustentável, em 1987.
No Relatório de Brundtland da ONU, definiu-se o termo de desenvolvimento
sustentável como, “satisfaz as necessidades do presente sem comprometer a
capacidade das gerações futuras satisfazerem as suas próprias necessidades”. O
termo de desenvolvimento sustentável vai além do que a simples preocupação com o
meio ambiente, mas também tem o cunho de preocupar-se com a questão política e
31
social, sem a preocupação ambiental, de nada adianta a preocupação social e política
(TORRESI, PARDINI, FERREIRA, 2010).
A palavra sustentabilidade tem duas origens, a primeira ecológica, que se refere
à capacidade que um sistema tem de recuperar-se das ações antrópicas e naturais. E
a segunda vem do termo da economia “adjetivo do desenvolvimento, em face da
percepção crescente ao longo do século XX de que o padrão de produção e consumo
em expansão no mundo, sobretudo no último quarto desse século, não tem
possibilidade de perdurar. Ergue-se, assim, a noção de sustentabilidade sobre a
percepção da finitude dos recursos naturais e sua gradativa e perigosa depleção”
(NASCIMENTO, 2010).
Segundo Romeiro (2012) para um negócio ou atividade ser sustentável, ela se
apoia em três pilares, o primeiro pilar é que o desenvolvimento tem que ser
sustentável, ou seja, ser eficiente, o segundo pilar é ser socialmente desejável, assim
incluindo todas as pessoas sem restrições e o terceiro pilar é o ser ecologicamente
prudente.
2.8.1 Desenvolvimento Sustentável
Nos dias atuais o problema envolvendo sustentabilidade vem ganhando
espaço, devido a grande preocupação e conhecimento da população. Essa
preocupação leva as pessoas a uma reflexão sobre crescimento econômico e
cuidados com o meio ambiente. A pergunta que surge na reflexão das pessoas é de
como podem caminhar juntos o crescimento econômico, desenvolvimento da indústria
e os cuidados com o meio ambiente (JACOBI, 1997). O conceito de desenvolvimento
sustentável surgiu nos anos 70, com nome diferente do que é conhecido na atualidade,
o conceito de desenvolvimento sustentável surgiu com o nome de
ecodesenvolvimento. (ROMEIRO, 2012).
Para Dias (2006), o conceito de desenvolvimento sustentável é amplamente
utilizado e possui diversas visões sobre seu significado, para alguns estudiosos o
conceito de desenvolvimento sustentável é o de obter crescimento econômico
continuamente, utilizando melhor os recursos naturais e tecnologia disponível, assim,
32
diminuindo os gastos de energia e poluindo menos o meio ambiente. Para outros
estudiosos, o desenvolvimento sustentável tem uma orientação político-social,
destinada para acabar com a desigualdade entre as pessoas e desenvolver um
crescimento harmônico entre a apropriação de terras e a utilização de recursos
naturais.
Mesmo possuindo diversas definições sobre o conceito de desenvolvimento
sustentável, todas as definições sempre possuem os seguintes tópicos:
Todas as gerações, presentes ou futuras, devem possui acesso à possibilidade
de melhorar seu bem estar;
Os processos produtivos e financeiros devem ser responsáveis por suas ações
e buscar causar o menor impacto ambiental;
O desenvolvimento deve possuir limites, tanto dos recursos naturais não
renováveis (Ex: Petróleo), quanto da intervenção das pessoas ao meio
ambiente;
Não há fronteiras nacionais ou geográficas para impactos ambientais. Somente
a união entre países possibilita a reparação ambiental já causada pelo homem
e desenvolve um lugar melhor para o futuro;
As atividades dos ecossistemas naturais e humanas devem estar interligadas
para que o desenvolvimento sustentável aconteça (SEIFFERT, 2006).
A definição de desenvolvimento sustentável apareceu no relatório de Brundtland,
que foi feito pela comissão Mundial sobre Meio Ambiente e Desenvolvimento e
abordou a utilização de recursos naturais sem comprometer as próximas gerações de
atenderem suas necessidades (SEIFFERT, 2006).
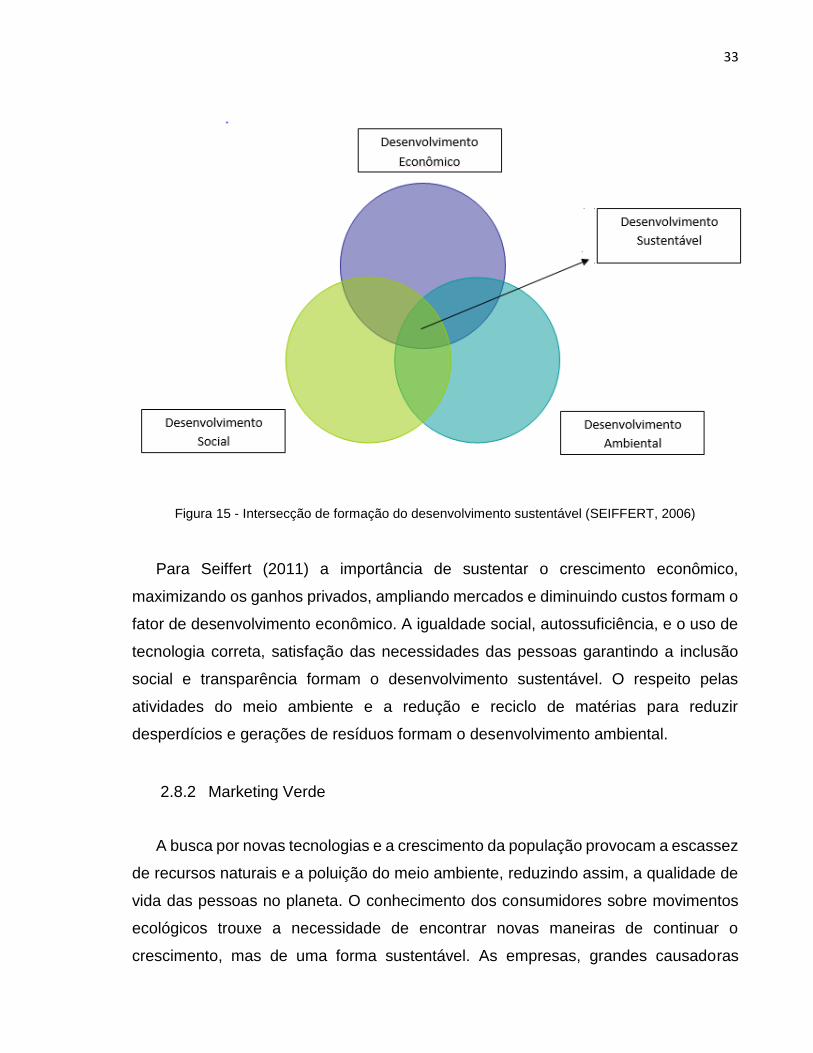
A intersecção dos três fatores, desenvolvimento econômico, desenvolvimento
social e desenvolvimento ambiental dão origem ao desenvolvimento sustentável. A
figura 15 mostra a interseção de formação do desenvolvimento sustentável.
33
Figura 15 - Intersecção de formação do desenvolvimento sustentável (SEIFFERT, 2006)
Para Seiffert (2011) a importância de sustentar o crescimento econômico,
maximizando os ganhos privados, ampliando mercados e diminuindo custos formam o
fator de desenvolvimento econômico. A igualdade social, autossuficiência, e o uso de
tecnologia correta, satisfação das necessidades das pessoas garantindo a inclusão
social e transparência formam o desenvolvimento sustentável. O respeito pelas
atividades do meio ambiente e a redução e reciclo de matérias para reduzir
desperdícios e gerações de resíduos formam o desenvolvimento ambiental.
2.8.2 Marketing Verde
A busca por novas tecnologias e a crescimento da população provocam a escassez
de recursos naturais e a poluição do meio ambiente, reduzindo assim, a qualidade de
vida das pessoas no planeta. O conhecimento dos consumidores sobre movimentos
ecológicos trouxe a necessidade de encontrar novas maneiras de continuar o
crescimento, mas de uma forma sustentável. As empresas, grandes causadoras
34
dessas novas tecnologias e produtos sentiram a necessidade de buscar uma maneira
de divulgar sua preocupação com o meio ambiente, trazendo novas tecnologias em
tratamento de resíduos, embalagens biodegradáveis e recicladas. Essa maneira
encontrada pelas empresas, para divulgar suas iniciativas ambientais, é chamada de
marketing verde (SEIFFERT, 2006).
O marketing verde é muito mais do que apenas uma simples divulgação, mas
também visa educar o consumidor sobre suas iniciativas e os impactos que elas
podem causar no produto final (SEIFFERT, 2006).
Para Jaquelyne A, Ottman (Seiffert apud Abreu, 1994) “o marketing verde é mais
complexo que o marketing convencional e requer novas estratégias que, efetivamente,
abordem os desafios chave relacionados com a maneira de definirmos o verde, de
desenvolvermos produtos verdes que os consumidores apreciarão e de comunicarmos
com credibilidade e impacto nosso empenho e nossas iniciativas.”.
2.9 Petróleo
Petróleo é um composto complexo, formado em sua maioria por hidrocarbonetos
coexistentes nos estados sólidos, liquido e gasoso. Este composto é formado por duas
partes, hidrocarbonetos insolúveis em água, que são formados por átomos de carbono
e hidrogênio e por pequenas quantidades de nitrogênio, enxofre, oxigênio e alguns
metais. O petróleo tem origem fóssil, ou seja, é um composto formado pela ação de
transformação da matéria orgânica, originada de animais e plantas, depositados em
grande quantidade no mar, abaixo de pesadas camadas de sedimentos. As camadas
de matéria orgânica sofrem transformação pela ação de bactérias anaeróbias, sem
presença de oxigênio, e a altas temperaturas, formando assim o petróleo. O petróleo
é encontrado em bacias sedimentares e em solos que um dia houve mar (CRUZ,
CULLÉRES, 2011).
As bacias sedimentares são depressões no solo, cobertos por sedimentos, que
sofreram transformações, em milhões de anos. A existência de uma bacia sedimentar
não garante a presença do petróleo cru. Para que haja presença de petróleo, é
necessária uma união de fatores para a formação e acumulo do mesmo. Para que
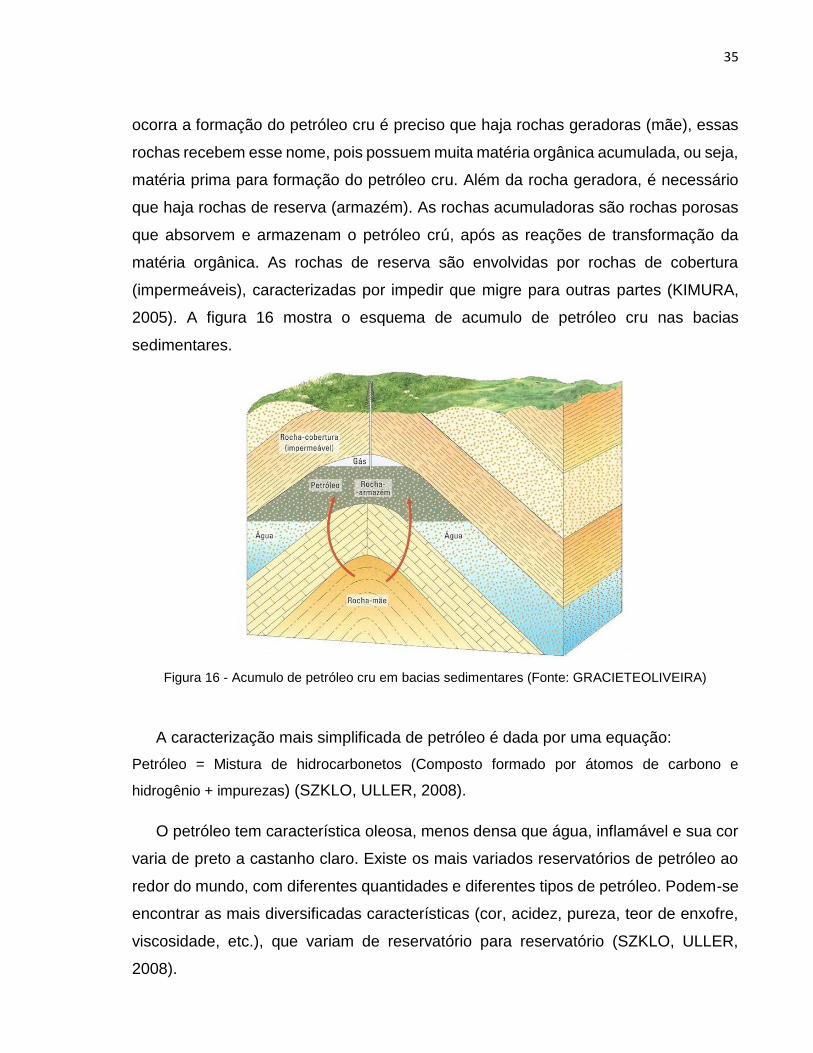
35
ocorra a formação do petróleo cru é preciso que haja rochas geradoras (mãe), essas
rochas recebem esse nome, pois possuem muita matéria orgânica acumulada, ou seja,
matéria prima para formação do petróleo cru. Além da rocha geradora, é necessário
que haja rochas de reserva (armazém). As rochas acumuladoras são rochas porosas
que absorvem e armazenam o petróleo crú, após as reações de transformação da
matéria orgânica. As rochas de reserva são envolvidas por rochas de cobertura
(impermeáveis), caracterizadas por impedir que migre para outras partes (KIMURA,
2005). A figura 16 mostra o esquema de acumulo de petróleo cru nas bacias
sedimentares.
Figura 16 - Acumulo de petróleo cru em bacias sedimentares (Fonte: GRACIETEOLIVEIRA)
A caracterização mais simplificada de petróleo é dada por uma equação:
Petróleo = Mistura de hidrocarbonetos (Composto formado por átomos de carbono e
hidrogênio + impurezas) (SZKLO, ULLER, 2008).
O petróleo tem característica oleosa, menos densa que água, inflamável e sua cor
varia de preto a castanho claro. Existe os mais variados reservatórios de petróleo ao
redor do mundo, com diferentes quantidades e diferentes tipos de petróleo. Podem-se
encontrar as mais diversificadas características (cor, acidez, pureza, teor de enxofre,
viscosidade, etc.), que variam de reservatório para reservatório (SZKLO, ULLER,
2008).
36
A característica especial do petróleo em relação a outros compostos energéticos é
ser uma fonte de energia não renovável, ou seja, não pode ser produzido
sinteticamente, o que o torna um produto valioso no mercado, por ser a fonte de
energia mais utilizada no mundo (KIMURA, 2005).
Os hidrocarbonetos presentes no petróleo cru são em sua grande maioria
saturados, do tipo parafínico (CnH2n+2), Naftênicos (CnH2n) e aromáticos. Não é comum
encontrar hidrocarbonetos insaturados no petróleo cru, devido a sua alta reatividade,
dificilmente se preservam. No petróleo cru são encontrados os mesmos
hidrocarbonetos, que variam em sua quantidade dependendo do reservatório que foi
extraído, assim, afetando suas propriedades físico-químicas (SZKLO, ULLER, 2008).
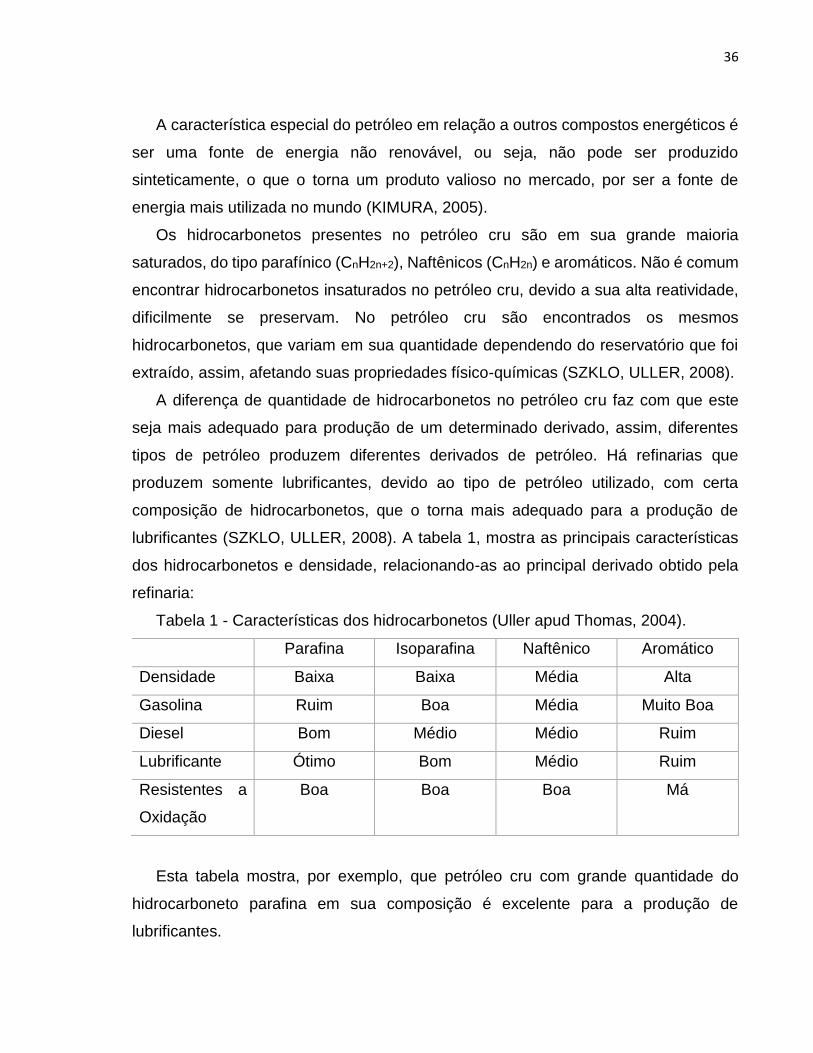
A diferença de quantidade de hidrocarbonetos no petróleo cru faz com que este
seja mais adequado para produção de um determinado derivado, assim, diferentes
tipos de petróleo produzem diferentes derivados de petróleo. Há refinarias que
produzem somente lubrificantes, devido ao tipo de petróleo utilizado, com certa
composição de hidrocarbonetos, que o torna mais adequado para a produção de
lubrificantes (SZKLO, ULLER, 2008). A tabela 1, mostra as principais características
dos hidrocarbonetos e densidade, relacionando-as ao principal derivado obtido pela
refinaria:
Tabela 1 - Características dos hidrocarbonetos (Uller apud Thomas, 2004).
Parafina Isoparafina Naftênico Aromático
Densidade Baixa Baixa Média Alta
Gasolina Ruim Boa Média Muito Boa
Diesel Bom Médio Médio Ruim
Lubrificante Ótimo Bom Médio Ruim
Resistentes a
Oxidação
Boa Boa Boa Má
Esta tabela mostra, por exemplo, que petróleo cru com grande quantidade do
hidrocarboneto parafina em sua composição é excelente para a produção de
lubrificantes.
37
Além de hidrocarbonetos, o petróleo possui algumas impurezas (compostos
sulfurados, nitrogenados, oxigenados, organometálicos, resinas e asfaltenos). Os
compostos sulfonados são o teor de enxofre no petróleo cru e possui uma grande
importância na classificação do petróleo. A legislação brasileira classifica o petróleo
em quatro tipos de acordo com o teor de enxofre no petróleo cru: petróleo com teor
acima de 2.5% é classificado de petróleo azedo (sour), e petróleos com teor abaixo de
0.5% são classificados como doce (sweet). A faixa entre 0.5% a 2.5% compreende
óleos semidoces e semi-ácidos (SZKLO, ULLER, 2008).
2.9.1 Exploração e Perfuração
A exploração de petróleo é uma atividade extremamente complexa que envolve
diversos conhecimentos técnicos como, estudos geológicos de viabilidade para
exploração. Após este estudo é necessário obter uma licença de perfuração, antes de
realizar a perfuração (KIMURA, 2005).
Há dois tipos de exploração de petróleo atualmente, onshore, que é realizada em
terra, ou seja, são reservatórios de petróleo encontrados em terra. Para reservatórios
encontrados no mar, é chamado de exploração offshore (KIMURA, 2005).
A exploração offshore é a mais perigosa e com maiores custos, devido à
complexidade que a envolve, pois as reservas geralmente se encontram longe da
costa e necessita de muita tecnologia para realizar a perfuração e exploração, além
da tecnologia para evitar vazamentos no mar, que ocasionaria altas multas de órgãos
ambientais para empresa que está realizando a exploração (KIMURA, 2005).
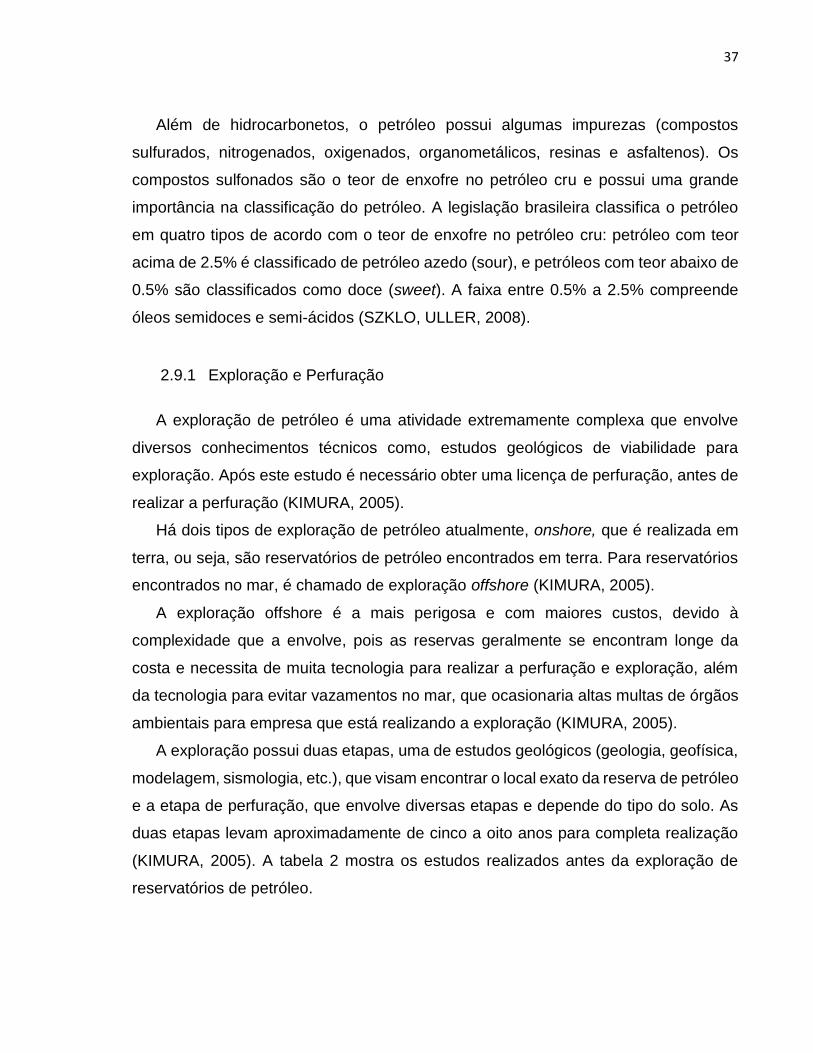
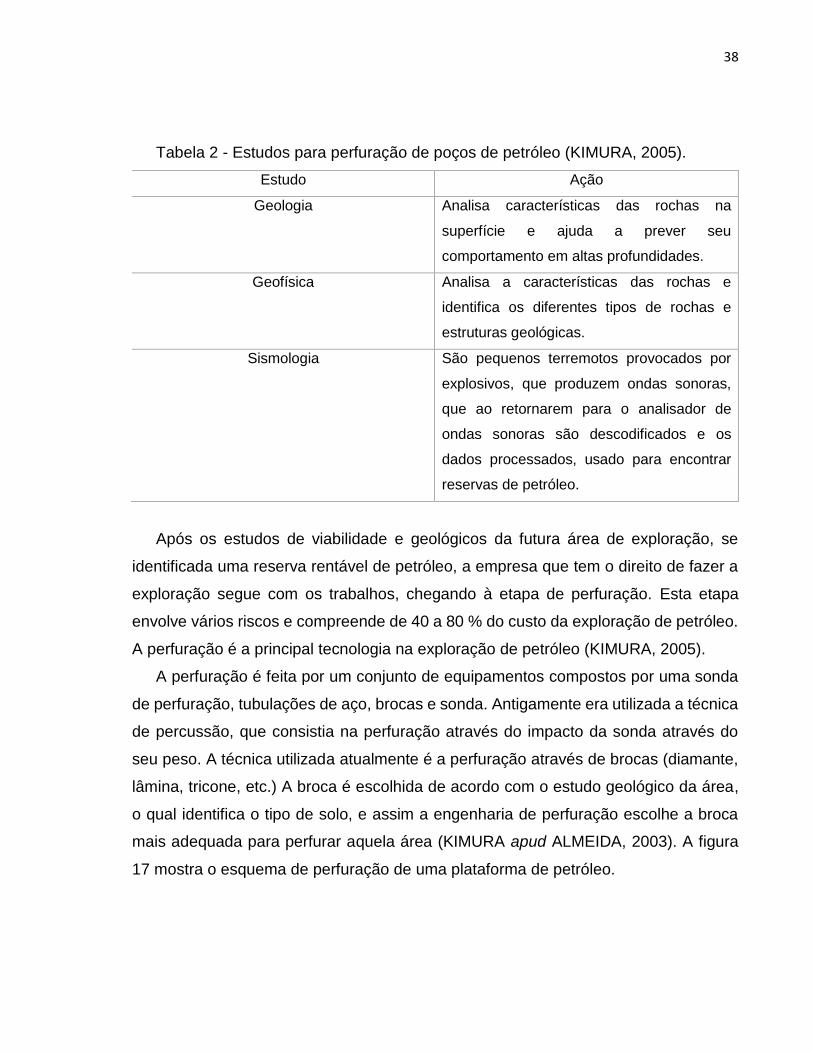
A exploração possui duas etapas, uma de estudos geológicos (geologia, geofísica,
modelagem, sismologia, etc.), que visam encontrar o local exato da reserva de petróleo
e a etapa de perfuração, que envolve diversas etapas e depende do tipo do solo. As
duas etapas levam aproximadamente de cinco a oito anos para completa realização
(KIMURA, 2005). A tabela 2 mostra os estudos realizados antes da exploração de
reservatórios de petróleo.
38
Tabela 2 - Estudos para perfuração de poços de petróleo (KIMURA, 2005).
Estudo Ação
Geologia Analisa características das rochas na
superfície e ajuda a prever seu
comportamento em altas profundidades.
Geofísica Analisa a características das rochas e
identifica os diferentes tipos de rochas e
estruturas geológicas.
Sismologia São pequenos terremotos provocados por
explosivos, que produzem ondas sonoras,
que ao retornarem para o analisador de
ondas sonoras são descodificados e os
dados processados, usado para encontrar
reservas de petróleo.
Após os estudos de viabilidade e geológicos da futura área de exploração, se
identificada uma reserva rentável de petróleo, a empresa que tem o direito de fazer a
exploração segue com os trabalhos, chegando à etapa de perfuração. Esta etapa
envolve vários riscos e compreende de 40 a 80 % do custo da exploração de petróleo.
A perfuração é a principal tecnologia na exploração de petróleo (KIMURA, 2005).
A perfuração é feita por um conjunto de equipamentos compostos por uma sonda
de perfuração, tubulações de aço, brocas e sonda. Antigamente era utilizada a técnica
de percussão, que consistia na perfuração através do impacto da sonda através do
seu peso. A técnica utilizada atualmente é a perfuração através de brocas (diamante,
lâmina, tricone, etc.) A broca é escolhida de acordo com o estudo geológico da área,
o qual identifica o tipo de solo, e assim a engenharia de perfuração escolhe a broca
mais adequada para perfurar aquela área (KIMURA apud ALMEIDA, 2003). A figura
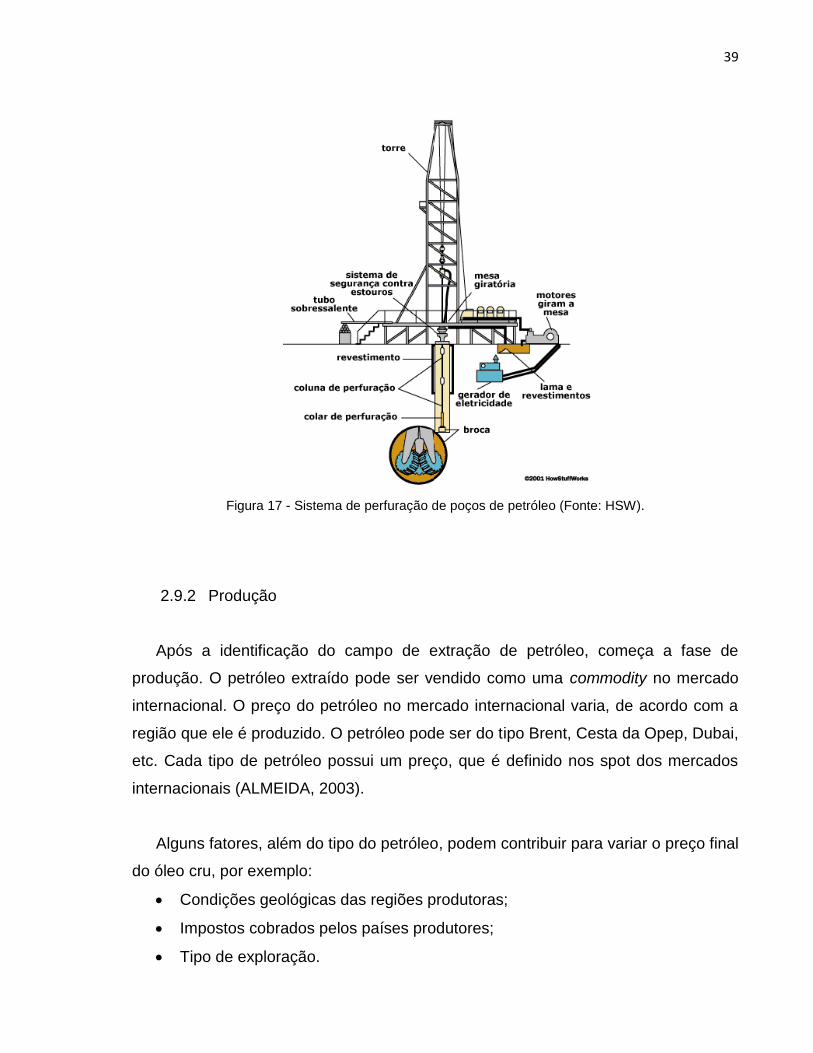
17 mostra o esquema de perfuração de uma plataforma de petróleo.
39
Figura 17 - Sistema de perfuração de poços de petróleo (Fonte: HSW).
2.9.2 Produção
Após a identificação do campo de extração de petróleo, começa a fase de
produção. O petróleo extraído pode ser vendido como uma commodity no mercado
internacional. O preço do petróleo no mercado internacional varia, de acordo com a
região que ele é produzido. O petróleo pode ser do tipo Brent, Cesta da Opep, Dubai,
etc. Cada tipo de petróleo possui um preço, que é definido nos spot dos mercados
internacionais (ALMEIDA, 2003).
Alguns fatores, além do tipo do petróleo, podem contribuir para variar o preço final
do óleo cru, por exemplo:
Condições geológicas das regiões produtoras;
Impostos cobrados pelos países produtores;
Tipo de exploração.
40
Em relação aos impostos cobrados pelos países produtores. Os países que
possuem grandes reservas de petróleo estabelecem impostos altos sobre o petróleo
extraído, visando faturar uma parte do lucro obtido com a venda (ALMEIDA, 2003).
Do início dos estudos geológicos e pesquisa, sobre a viabilidade da reserva de
petróleo, até a extração do óleo cru, ocorre à mobilização de milhares de funcionários
e o investimento de bilhões de reais. Esse investimento visa em realizar as pesquisas,
construção de torres de perfuração, plataformas marítimas, brocas de perfuração,
gasodutos, oleodutos, estações coletoras e de tratamento de petróleo e terminais de
recebimento e distribuição (ALMEIDA. 2003).
O gasto técnico para produção do petróleo envolve custos na exploração,
desenvolvimento, produção e transporte do óleo cru (ALMEIDA, 2003).
2.9.3 Principais processos na Refinaria
O refino de petróleo é a separação desse insumo, via processos físicos e químicos,
em frações menores (derivados), que são processados em unidades de separação até
atingir os produtos finais (SZKLO, ULLER, 2008).
Segundo Szklo e Uller (2008) os produtos finais obtidos pela separação do petróleo
em frações menores, podem ser divididos em três categorias:
“Combustíveis (Gasolina, diesel, óleo combustível, GLP, QAV, querosene,
coque de petróleo, óleos residuais) – cerca de 90% dos produtos de refino do
mundo.
Produtos acabados não combustíveis (solventes, lubrificantes, graxas, asfalto e
coque).
“Intermediários da indústria química (nafta, etano, propano, butano, etileno,
propileno, butilenos, butadieno, benzeno, tolueno e xileno).”
As refinarias podem variar muito uma para outra, devido ao tipo de petróleo que
elas processam. Assim, as refinarias para refino de petróleo são unidades complexas
com múltiplas operações que dependem do tipo, qualidade do petróleo e dos tipos de
derivados desejados. Por esse motivo, não existe duas refinarias iguais no mundo
41
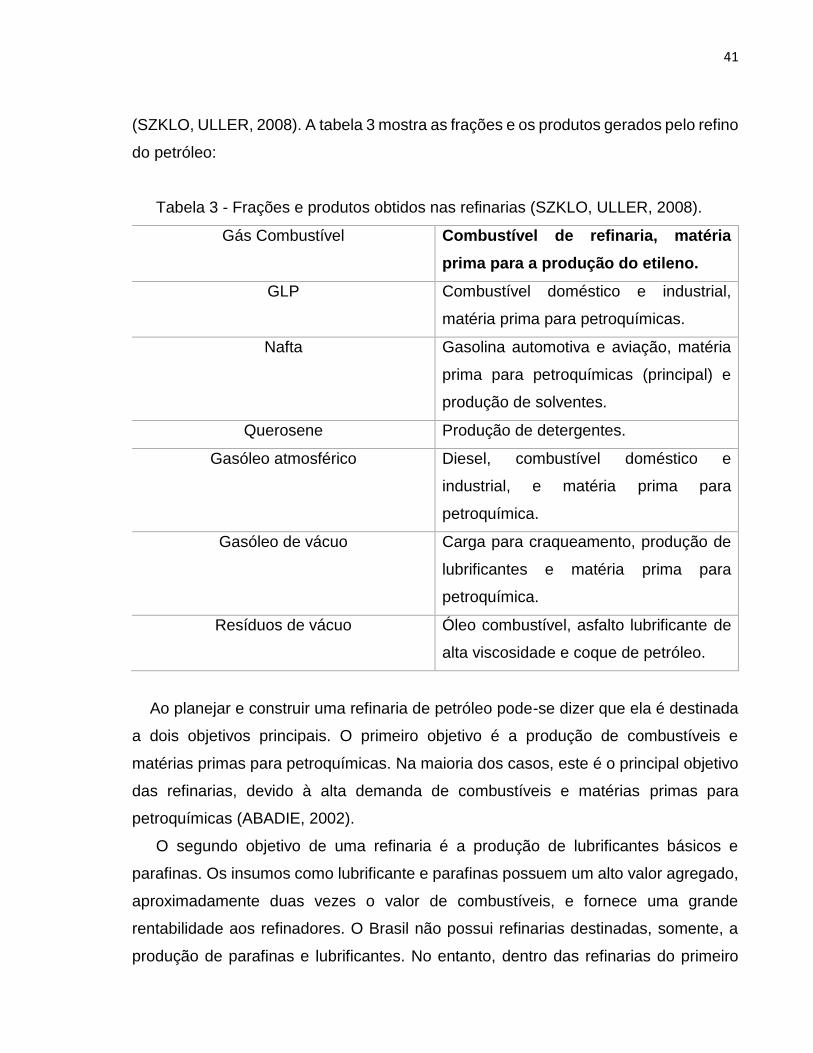
(SZKLO, ULLER, 2008). A tabela 3 mostra as frações e os produtos gerados pelo refino
do petróleo:
Tabela 3 - Frações e produtos obtidos nas refinarias (SZKLO, ULLER, 2008).
Gás Combustível Combustível de refinaria, matéria
prima para a produção do etileno.
GLP Combustível doméstico e industrial,
matéria prima para petroquímicas.
Nafta Gasolina automotiva e aviação, matéria
prima para petroquímicas (principal) e
produção de solventes.
Querosene Produção de detergentes.
Gasóleo atmosférico Diesel, combustível doméstico e
industrial, e matéria prima para
petroquímica.
Gasóleo de vácuo Carga para craqueamento, produção de
lubrificantes e matéria prima para
petroquímica.
Resíduos de vácuo Óleo combustível, asfalto lubrificante de
alta viscosidade e coque de petróleo.
Ao planejar e construir uma refinaria de petróleo pode-se dizer que ela é destinada
a dois objetivos principais. O primeiro objetivo é a produção de combustíveis e
matérias primas para petroquímicas. Na maioria dos casos, este é o principal objetivo
das refinarias, devido à alta demanda de combustíveis e matérias primas para
petroquímicas (ABADIE, 2002).
O segundo objetivo de uma refinaria é a produção de lubrificantes básicos e
parafinas. Os insumos como lubrificante e parafinas possuem um alto valor agregado,
aproximadamente duas vezes o valor de combustíveis, e fornece uma grande
rentabilidade aos refinadores. O Brasil não possui refinarias destinadas, somente, a
produção de parafinas e lubrificantes. No entanto, dentro das refinarias do primeiro
42
objetivo, existem refinarias que funcionam, praticamente independentemente para a
produção de lubrificantes e parafinas. As refinarias brasileiras são todas destinadas,
para produção de combustíveis e produção de matérias primas para petroquímicas
(ABADIE, 2002).
Os processos realizados em uma refinaria podem ser divididos em quatro grandes
grupos:
Processos de separação;
Processos de conversão;
Processos de tratamento;
Processos auxiliares.
O objetivo dos processos de separação é de quebrar o petróleo em duas frações,
ou processar uma fração previamente produzida. As mudanças realizadas nesses
processos são de natureza física (operações unitárias) e se não ocorrer nenhuma
mudança na estrutura da molécula, contaminação ou perdas durante o processo, no
final do processo de separação pode-se juntar as frações separadas e formar o insumo
original (ABADIE, 2002).
O processo mais conhecido de separação é a destilação, que consiste em separar
componentes de uma mistura miscível baseado nos diferentes pontos de ebulição de
cada componente. É um dos processos mais importantes para uma refinaria, pois
consiste do primeiro processo de uma refinaria, onde irá separar diferentes frações do
petróleo e encaminhar para os demais processos (ABADIE, 2002).
A destilação pode ser feita em diferentes etapas e com diferentes pressões,
conforme a fração que a refinaria pretende obter. Nas refinarias do Brasil são utilizadas
a destilação atmosférica e destilação a vácuo (ABADIE, 2002).
Em uma refinaria de petróleo ocorrem outros tipos de processos de conversão,
visando separar diferentes frações do petróleo. Essa separação é feita utilizando
agentes separadores, que por afinidade irão retirar a parte de interesse. Pode-se citar
como processos de separação em uma refinaria (ABADIE, 2002):
Desasfaltação a propano;
Desaromatização a furfural;
43
Desparafinação a MIBC (Metil-Isobutil-Cetona);
Desoleificação a MIBC (Metil-Isobutil-Cetona);
Extração de Aromáticos;
Adsorção de n-parafinas.
Diferentemente dos processos de separação, o processo de conversão visa
transformar uma fração separada na fase de separação em outra fração diferente. Os
processos de conversão são de natureza química e não é possível, no final dos
processos, juntar todas as frações e formar o insumo original. Os processos de
conversão não têm essa característica, pois durante o processo ocorrem mudanças
na estrutura das moléculas (ABADIE, 2002).
A reação individual e especifica de cada processo é obtida utilizando diferentes
temperaturas, pressões e agentes aceleradores de reação, denominados
catalisadores. A presença de catalisadores ou não, irá classificar os processos de
conversão (ABADIE, 2002).
O processo de conversão mais conhecido e o primeiro a ser utilizado em uma
refinaria é o processo de craqueamento. A palavra craqueamento vem do inglês
“crack” que significa quebrar. O processo de craqueamento é a quebra de frações
vindas dos processos de separação, utilizando catalisadores ou não e temperatura,
transformando as frações maiores com menor valor de mercado (gasóleo de vácuo)
em frações menores, com maior valor no mercado (nafta) (ABADIE, 2002).
Os processos de conversão possuem grande rentabilidade, devido à
transformação de produtos com menor valor agregado em produtos com maior valor
agregado (ABADIE, 2002).
Pode-se citar como exemplos de processo de conversão:
Craqueamento térmico (utilização de temperatura para quebra das frações);
Craqueamento catalítico (utilização de temperatura e catalisadores para
quebra das frações);
Hidrocraqueamento catalítico;
Hidrocraqueamento catalítico brando;
Alcoilação catalítica;
44
Reforma catalítica;
Viscorredução;
Coqueamento retardado.
Os processos de tratamento têm por finalidade melhorar a qualidade das frações
obtidas pelos processos de separação e conversão, eliminando impurezas, que
comprometa m a qualidade do produto final, assim estabilizando o produto (ABADIE,
2002).
As impurezas retiradas pelos processos de tratamento podem gerar características
indesejáveis aos produtos, tais como, cor, corrosividade, acidez, odor desagradável,
formação de compostos poluentes após a queima, etc. Dentre essas impurezas
retiradas, tem-se o nitrogênio e o enxofre (ABADIE, 2002).
A quantidade e o tipo de impureza encontrados no petróleo variam de acordo com
o tipo de petróleo extraído e das frações mais leves ou pesadas, obtidas pelos métodos
de separação e conversão. Ao decorrer do processo de separação e conversão, as
partes mais pesadas tendem a ter maior quantidade de impurezas (ABADIE, 2002).
Podem-se separar os processos de tratamento em dois tipos, processos de
tratamento convencionais (utilizados para tratamento de frações mais leves) e
hidrotratamentos (utilizado para frações mais pesadas). Os processos de tratamento
mais encontrados em refinarias são:
Tratamento cáustico (utilização de KOH ou NaOH);
Tratamento Merox de GLP;
Tratamento Merox de naftas e querosene;
Tratamento Bender;
Hidrotratamento;
Tratamento DEA.
Os processos auxiliares possuem a finalidade de fornecer insumos para os
processos de separação, conversão e tratamento, ou recuperar resíduos dos
processos anteriores (ABADIE,2002).
Dentre os processos auxiliares mais conhecidos, tem-se:
45
Geração de hidrogênio;
Recuperação de enxofre;
Utilidades (vapor, água, energia elétrica, ar comprimido, etc.).
2.10 Processo de refino do petróleo
O etano é obtido a partir de uma refinaria de petróleo, que visa fracionar o petróleo
e obter insumos utilizados nas indústrias de primeira geração. As frações dos
derivados passam por processos de separação, conversão e tratamentos na refinaria
até obtenção do produto final (SZKLO, ULLER, 2008).
As operações que ocorrem em uma refinaria são divididas em cinco categorias:
Operações de topping, que visam separar os hidrocarbonetos em diferentes
frações. A unidade de topping mais comum é a destilação (atmosférica e
vácuo), mas a desasfaltação a propano tem sido muito utilizada, devido a
sua grande eficiência na separação do petróleo (óleo crú) em diferentes
frações de hidrocarbonetos (SZKLO, ULLER, 2008).
Craqueamento térmico ou catalítico que visam quebrar as frações maiores
obtidas pela operação topping em frações menores. O craqueamento é
realizado com elevada temperatura, onde o fornecimento de calor ira
ocasionar a quebra das frações maiores em frações menores. Pode-se
também utilizar catalisadores para acelerar a reação e aperfeiçoar a reação
de craqueamento (SZKLO, ULLER, 2008).
Combinação de hidrocarbonetos visa unir duas ou mais frações de petróleo,
para obter uma fração de maior valor de mercado, por exemplo, a conversão
de combustível gasoso em combustível liquido (SZKLO, ULLER, 2008).
Rearranjo de hidrocarbonetos visa alterar a estrutura original da fração de
petróleo, obtendo características físico-químicas diferentes, com o mesmo
número de átomos de carbono (SZKLO, ULLER, 2008).
Operações de tratamento e blending visam retirar impurezas das frações de
petróleo obtidas pelos processos acima, evitando assim, a ocorrências de
características indesejáveis nos produtos finais (SZKLO, ULLER, 2008).
46
O primeiro processo a ser realizado, após a chegada do petróleo a refinaria é o
processo de dessalgação. O petróleo ao chegar à refinaria, possui diferentes
quantidades de resíduos inorgânicos, areia, sedimentos e óxidos ferrosos. O sal no
petróleo encontra-se dissolvido ou na forma de pequenos cristais. O problema causado
por esse sal e resíduos no petróleo são incrustações nos equipamentos da refinaria,
características indesejáveis aos produtos finais e corrosão de tubulações e
equipamentos. Além de incrustações e corrosão em equipamentos, pode também
afetar o desempenho dos catalisadores utilizados no processo de conversão (SZKLO,
ULLER, 2008). Logo, antes de ocorrer à separação das frações do petróleo é
necessário a dessalgação.
O processo de dessalgação é simplificadamente explicado pela mistura de água
no petróleo, para dissolução dos sais na água. Essa água é retirada por processos
químicos, ou por utilização de processos elétricos (SZKLO, ULLER, 2008).
Ao realizar o processo de dessalgação, pode ocorrer a geração de resíduo líquido
de alta temperatura e contaminado com sais e metais pesados. A dessalgação do
petróleo produz 7,95 litros de resíduo contaminado por cada barril de petróleo
produzido. Entre os principais resíduos retirados pela dessalgação são: H2S, amônia,
fenol, etc. (SZKLO, ULLER, 2008).
Após a dessalgação, ocorre o primeiro processo de separação, chamado
destilação. Esse processo irá separar o petróleo em diferentes frações, que
posteriormente irão formar diferentes derivados. O processo de destilação é também
conhecido como operação topping.
No processo apresentado será feito primeiramente a destilação atmosférica, aonde
grande parte da carga irá se vaporizar e formar diferentes frações do petróleo, devido
aos diferentes cortes que possui uma torre de destilação, através de diferentes
estágios (cerca de 50 estágios). Cada estágio corresponde a uma diferente
temperatura de ebulição. Na torre de destilação, as frações mais leves são retiradas
pelo topo e as mais pesadas irão ser coletadas pelo fundo e encaminhadas para o
segundo tipo de destilação, a destilação a vácuo (SZKLO, ULLER, 2008).
47
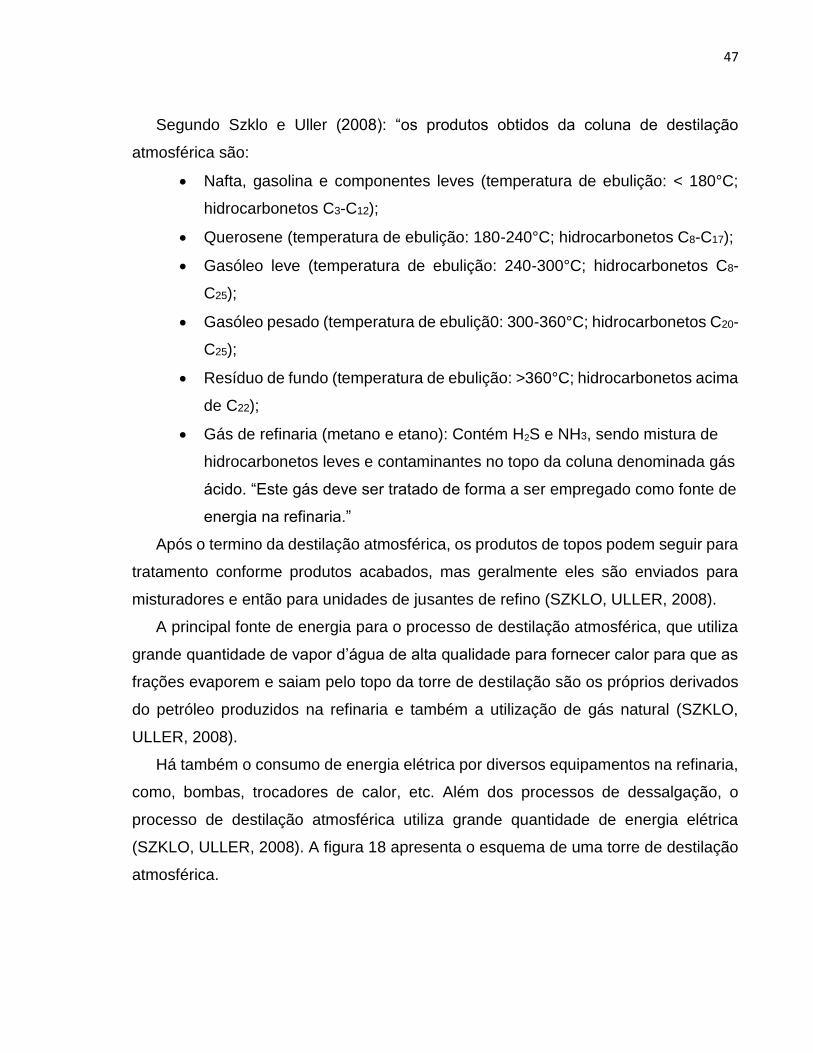
Segundo Szklo e Uller (2008): “os produtos obtidos da coluna de destilação
atmosférica são:
Nafta, gasolina e componentes leves (temperatura de ebulição: < 180°C;
hidrocarbonetos C3-C12);
Querosene (temperatura de ebulição: 180-240°C; hidrocarbonetos C8-C17);
Gasóleo leve (temperatura de ebulição: 240-300°C; hidrocarbonetos C8-
C25);
Gasóleo pesado (temperatura de ebuliçã0: 300-360°C; hidrocarbonetos C20-
C25);
Resíduo de fundo (temperatura de ebulição: >360°C; hidrocarbonetos acima
de C22);
Gás de refinaria (metano e etano): Contém H2S e NH3, sendo mistura de
hidrocarbonetos leves e contaminantes no topo da coluna denominada gás
ácido. “Este gás deve ser tratado de forma a ser empregado como fonte de
energia na refinaria.”
Após o termino da destilação atmosférica, os produtos de topos podem seguir para
tratamento conforme produtos acabados, mas geralmente eles são enviados para
misturadores e então para unidades de jusantes de refino (SZKLO, ULLER, 2008).
A principal fonte de energia para o processo de destilação atmosférica, que utiliza
grande quantidade de vapor d’água de alta qualidade para fornecer calor para que as
frações evaporem e saiam pelo topo da torre de destilação são os próprios derivados
do petróleo produzidos na refinaria e também a utilização de gás natural (SZKLO,
ULLER, 2008).
Há também o consumo de energia elétrica por diversos equipamentos na refinaria,
como, bombas, trocadores de calor, etc. Além dos processos de dessalgação, o
processo de destilação atmosférica utiliza grande quantidade de energia elétrica
(SZKLO, ULLER, 2008). A figura 18 apresenta o esquema de uma torre de destilação
atmosférica.
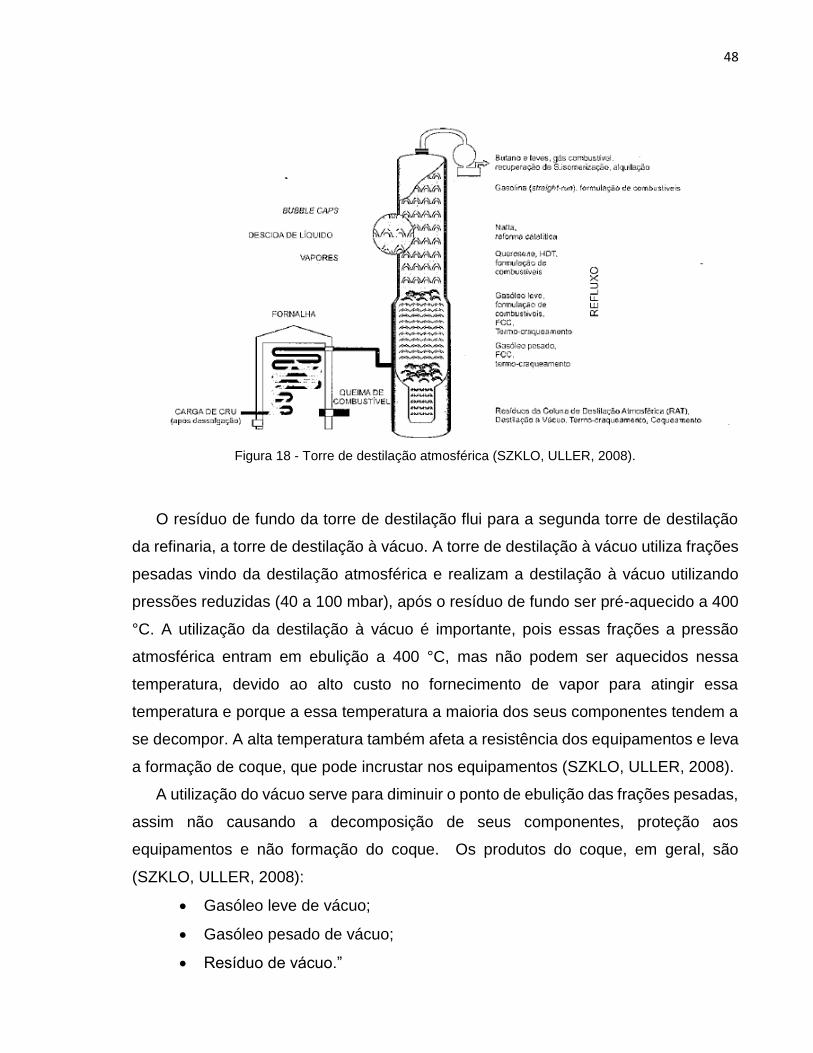
48
Figura 18 - Torre de destilação atmosférica (SZKLO, ULLER, 2008).
O resíduo de fundo da torre de destilação flui para a segunda torre de destilação
da refinaria, a torre de destilação à vácuo. A torre de destilação à vácuo utiliza frações
pesadas vindo da destilação atmosférica e realizam a destilação à vácuo utilizando
pressões reduzidas (40 a 100 mbar), após o resíduo de fundo ser pré-aquecido a 400
°C. A utilização da destilação à vácuo é importante, pois essas frações a pressão
atmosférica entram em ebulição a 400 °C, mas não podem ser aquecidos nessa
temperatura, devido ao alto custo no fornecimento de vapor para atingir essa
temperatura e porque a essa temperatura a maioria dos seus componentes tendem a
se decompor. A alta temperatura também afeta a resistência dos equipamentos e leva
a formação de coque, que pode incrustar nos equipamentos (SZKLO, ULLER, 2008).
A utilização do vácuo serve para diminuir o ponto de ebulição das frações pesadas,
assim não causando a decomposição de seus componentes, proteção aos
equipamentos e não formação do coque. Os produtos do coque, em geral, são
(SZKLO, ULLER, 2008):
Gasóleo leve de vácuo;
Gasóleo pesado de vácuo;
Resíduo de vácuo.”
49
As frações que saem da torre de destilação à vácuo fluem para as unidades de
craqueamento e de coqueamento, para transformar as frações de menor valor de
mercado em frações com maior valor de mercado (SZKLO, ULLER, 2008).
Ambos os processos, destilação atmosférica e destilação à vácuo consomem uma
grande quantidade de energia (cerca de 40% da energia da refinaria) e geram grandes
resíduos de água, em quantidade, não em termos de qualidade ou deterioração,
totalizando aproximadamente 100 litros de resíduos por barril processado (SZKLO,
ULLER, 2008). A figura 19 esquematiza o processo de destilação à vácuo.
Figura 19 - Torre de destilação a vácuo (SZKLO, ULLER, 2008).
As frações saídas da torre de destilação à vácuo entram na parte do
processamento downstream. A área de processamento downstream, visa fazer
alterações nas moléculas das frações do petróleo, assim alterando a estrutura do
hidrocarboneto, isso ocorre via craqueamento (quebra de moléculas maiores em
menores), combinação de duas frações formando uma terceira de maior valor de
mercado ou através de rearranjos moleculares. A área de processamento downstream
traz a complexidade à refinaria, e são as unidades mais caras do processo de refino
do petróleo (SZKLO, ULLER, 2008).
50
Nessa área da refinaria, podem-se ter basicamente processos térmicos
(craqueamento térmico, coqueamento e viscorredução) e processos catalíticos
(craqueamento catalítico, hidrocraqueamento catalítico e hidrocraqueamento brando).
Os craqueamentos utilizando catalisadores fornecem frações com maior qualidade e
possui maior eficiência no processo de refino (SZKLO, ULLER, 2008).
O resíduo da torre de destilação à vácuo flui até a unidade de coqueamento
retardado. O processo de coqueamento retardado é um processo térmico, não
catalítico. Esse processo visa quebrar as frações mais pesadas, assim, reduzindo a
produção de óleos residuais da refinaria, que possuem baixo valor de mercado,
transformando-os em diesel e gasolina (SZKLO, ULLER, 2008).
Os resíduos de vácuo ao entrar na torre de fracionamento, por um tempo adequado
visando adquirir um produto com qualidade e eficiência do processo, onde o resíduo
após o tempo determinado ira ser fracionado em frações leves residuais, são
removidos e enviados para outras unidades e as frações pesadas se condensam
sendo removidas e direcionadas para uma fornalha a cerca de 500 °C (SZKLO,
ULLER, 2008).
Após a fornalha a mistura flui para um reator termicamente isolado, conhecido
como coqueador, onde ocorre a formação do coque. O coque é um produto comercial,
sendo principalmente utilizado para geração de energia em indústrias e na própria
refinaria (SZKLO, ULLER, 2008).
As frações leves do coqueador são direcionadas para unidades de hidrotratamento
e em seguida para processamento (SZKLO, ULLER, 2008). A figura 20 esquematiza
o processo de coqueamento retardado.
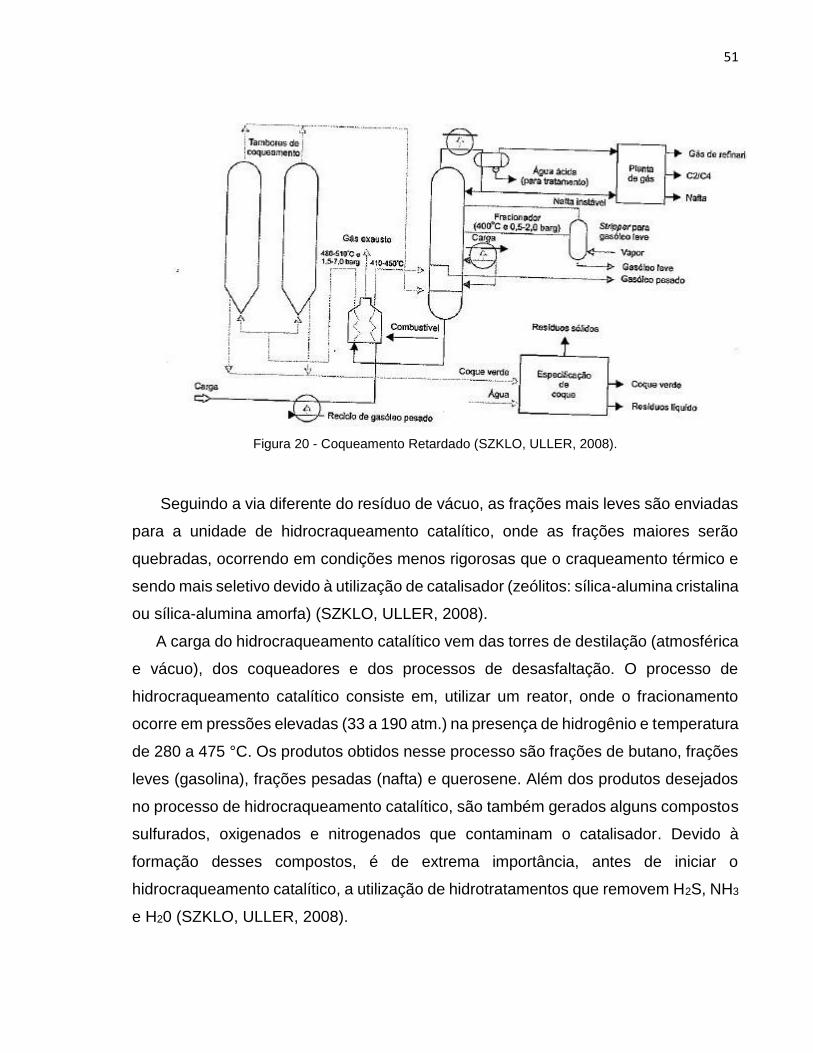
51
Figura 20 - Coqueamento Retardado (SZKLO, ULLER, 2008).
Seguindo a via diferente do resíduo de vácuo, as frações mais leves são enviadas
para a unidade de hidrocraqueamento catalítico, onde as frações maiores serão
quebradas, ocorrendo em condições menos rigorosas que o craqueamento térmico e
sendo mais seletivo devido à utilização de catalisador (zeólitos: sílica-alumina cristalina
ou sílica-alumina amorfa) (SZKLO, ULLER, 2008).
A carga do hidrocraqueamento catalítico vem das torres de destilação (atmosférica
e vácuo), dos coqueadores e dos processos de desasfaltação. O processo de
hidrocraqueamento catalítico consiste em, utilizar um reator, onde o fracionamento
ocorre em pressões elevadas (33 a 190 atm.) na presença de hidrogênio e temperatura
de 280 a 475 °C. Os produtos obtidos nesse processo são frações de butano, frações
leves (gasolina), frações pesadas (nafta) e querosene. Além dos produtos desejados
no processo de hidrocraqueamento catalítico, são também gerados alguns compostos
sulfurados, oxigenados e nitrogenados que contaminam o catalisador. Devido à
formação desses compostos, é de extrema importância, antes de iniciar o
hidrocraqueamento catalítico, a utilização de hidrotratamentos que removem H2S, NH3
e H20 (SZKLO, ULLER, 2008).
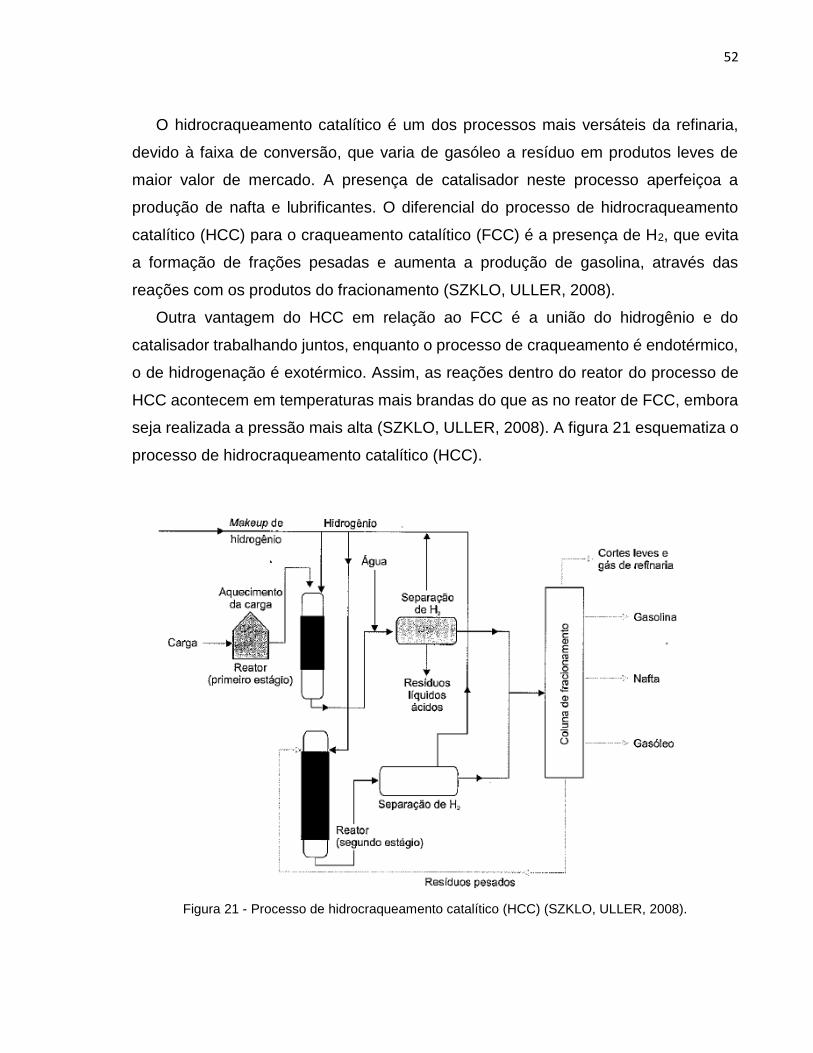
52
O hidrocraqueamento catalítico é um dos processos mais versáteis da refinaria,
devido à faixa de conversão, que varia de gasóleo a resíduo em produtos leves de
maior valor de mercado. A presença de catalisador neste processo aperfeiçoa a
produção de nafta e lubrificantes. O diferencial do processo de hidrocraqueamento
catalítico (HCC) para o craqueamento catalítico (FCC) é a presença de H2, que evita
a formação de frações pesadas e aumenta a produção de gasolina, através das
reações com os produtos do fracionamento (SZKLO, ULLER, 2008).
Outra vantagem do HCC em relação ao FCC é a união do hidrogênio e do
catalisador trabalhando juntos, enquanto o processo de craqueamento é endotérmico,
o de hidrogenação é exotérmico. Assim, as reações dentro do reator do processo de
HCC acontecem em temperaturas mais brandas do que as no reator de FCC, embora
seja realizada a pressão mais alta (SZKLO, ULLER, 2008). A figura 21 esquematiza o
processo de hidrocraqueamento catalítico (HCC).
Figura 21 - Processo de hidrocraqueamento catalítico (HCC) (SZKLO, ULLER, 2008).
53
Após o hidrocraqueamento catalítico (HCC) ocorre hidrotratamentos que visam
retirar impurezas como compostos sulfurados, oxigenados, nitrogenados e
organometálicos. O hidrotratamento aumenta a qualidade das frações obtidas,
reduzindo a formação de gomas na gasolina. Há dois tipos de hidrotratamento, o
hidrotratamento brando, visando à remoção de enxofre e olefinas e o hidrotratamento
severo, visando remover adicionalmente compostos nitrogenados, maiores teores de
compostos sulfurados e anéis aromáticos (SZKLO, ULLER, 2008).
O hidrotratamento é dividido em tipos de processos e que tipo de impureza ele irá
retirar. Dentro dos processos de hidrotratamentos existem diversos processos:
hidrodessulfurização (HDS), saturação de olefinas, saturação de aromáticos,
hidrodesaromatização (HDA) e hidrodesnitrogenação (HDN). Os processos de
hidrotratamento vêm sendo muito utilizados nas refinarias que atendem mercados de
combustíveis com muita rigorosidade (SZKLO, ULLER, 2008).
Após a realização do hidrocraqueamento e dos hidrotratamentos encontram-se no
parque de refino alguns processos de conversão, visando obter produtos de maior
valor de mercado, a partir de frações com menor valor agregado. Para obter-se
gasolina com alto índice de octanagem é utilizado o processo de alquilação (SZKLO,
ULLER, 2008).
A alquilação consiste na combinação de olefinas leves (C3-C5) para produzir
gasolina de alto valor agregado, ou seja, alto nível de octanagem e baixo nível de
impurezas (SZKLO, ULLER, 2008).
Outro processo utilizado para obtenção de frações com alto valor agregado é a
isomerização, empregada para rearranjo molecular sem adição de átomos na molécula
original. A isomerização ocorre na temperatura de 100 – 200°C na presença de
catalisadores (platina e cloretos) que necessitam serem trocados na periodicidade de
três anos, juntamente com uma atmosfera rica em hidrogênio, visando minimizar o
deposito de coque. O processo de isomerização visa melhorar a octanagem da
gasolina (SZKLO, ULLER, 2008).
O processo de polimerização visa transformar gases do GLP (propeno ou buteno)
em frações de gasolina de alta octanagem, sendo uma unidade muito parecida com a
de alquilação (SZKLO, ULLER, 2008).
54
2.11 Impactos Ambientais de uma Refinaria
Uma refinaria de petróleo utiliza vários processos para obter as frações desejadas
pelo mercado e viabilizar os grandes investimentos nas unidades de processos. Os
principais impactos ambientais de uma refinaria são: emissão atmosférica, efluente
líquido, consome de energia, etc. (SZKLO, ULLER, 2008).
2.11.1 Emissões Atmosféricas
Entre os poluentes associados a emissões atmosféricas nas refinarias estão:
amônia (NH3), dióxido de carbono (CO2), monóxido de carbono (CO), ácido sulfídrico
(H2S), metais, óxidos de nitrogênio (NOx), particulados ácidos, óxidos de enxofre
(SOx), compostos orgânicos voláteis (COVs) e outros compostos orgânicos tóxicos.
Segundo Szklo e Uller (2008) “os principais causadores dessas emissões
poluidoras são:
Combustão: emissões associadas à queima de combustíveis;
Emissões fugitivas no transporte e movimentação de produtos;
Emissões evaporativas associadas ao processo;
Emissões evaporativas associadas ao estoque de produtos voláteis;
“Emissões evaporativas associadas à estação de tratamento de água da
refinaria.”
2.11.2 Descargas líquidas
Os processamentos dos derivados do petróleo requerem uma grande quantidade
de água para sua realização, do total de água utilizado uma fração pode ser
recuperada e outra grande parte, contaminada precisa ser tratada (SZKLO, ULLER,
2008).
O consumo de água por barril processado está entre 250 e 350 litros de água por
barril de petróleo processado (cerca de 2.2 barris de água por barril de petróleo).
55
Para Szklo e Uller (2008) “em linhas gerais, são quatro as fontes de descargas
líquida de refinarias:
Vazamentos intermitentes de água;
Água de refrigeração;
Água para uso sanitário;
Água de processo.”
2.12 Obtenção do Eteno a partir de derivados do petróleo
A indústria petroquímica passa por vários estágios e após o refino são obtidos os
petroquímicos básicos, que irão passar por diversos processos até chegar ao
consumidor como produto final (ANTUNES, 2007).
Os petroquímicos básicos consistem em três categorias com diversos
componentes:
Olefinas: Eteno, propeno, buteno e butadieno;
Aromáticos: Benzeno, tolueno e xileno;
Metano: gás de síntese.
O principal produto da indústria petroquímica básica é o eteno, pois é a matéria
prima mais importante em relação a volume, número de derivados e valor de venda.
O eteno atualmente é utilizado como matéria prima para diversos tipos de plásticos
elastômeros e fibras (ANTUNES, 2007).
A produção do eteno é feito a partir da pirolise de hidrocarbonetos saturados e
utiliza diversas matérias primas para a produção do mesmo, tais como, nafta, etano
(gás natural), GLP, condensados, gasóleos e etanol (ANTUNES, 2007).
O rendimento para produção do eteno a partir da pirolise de hidrocarbonetos
saturados varia, de acordo com o tipo de matéria prima empregada no processo
(ANTUNES, 2007).
O eteno é produzido pelo craqueamento do hidrocarboneto a uma temperatura que
varia de 815 a 900°C e 2 atm. de pressão. Após o craqueamento, o gás de
craqueamento é comprimido a 35 atm. para remover gases ácidos e condensados por
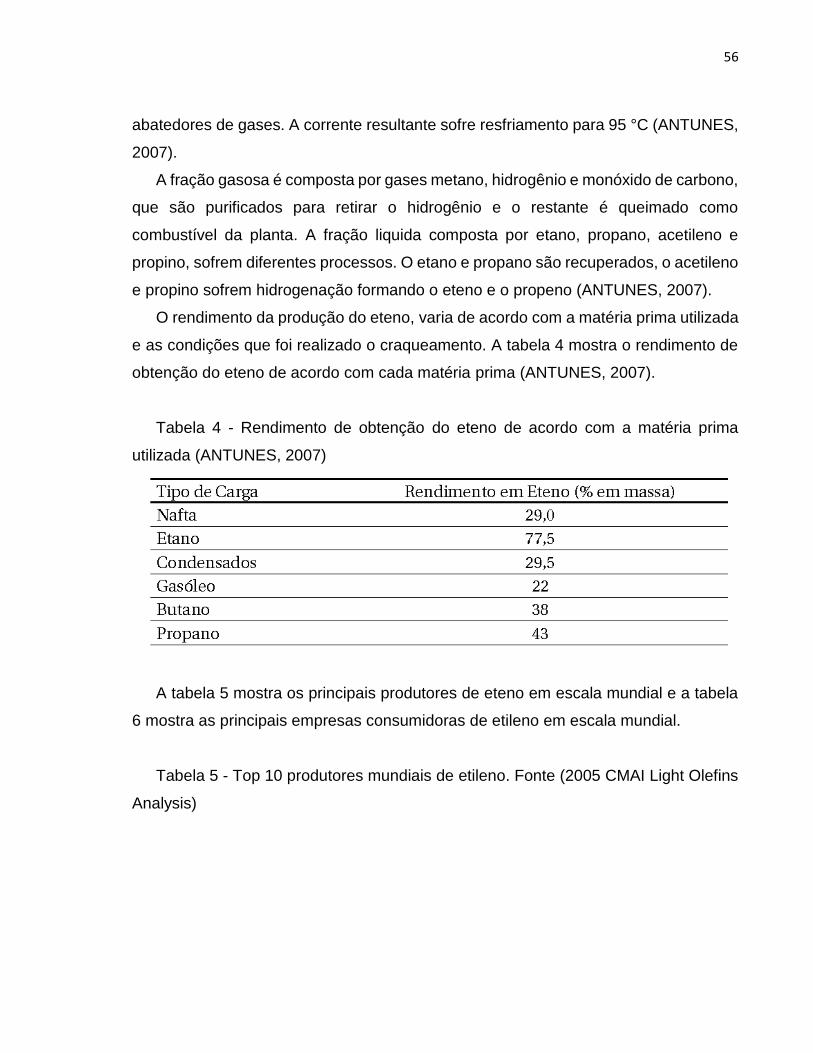
56
abatedores de gases. A corrente resultante sofre resfriamento para 95 °C (ANTUNES,
2007).
A fração gasosa é composta por gases metano, hidrogênio e monóxido de carbono,
que são purificados para retirar o hidrogênio e o restante é queimado como
combustível da planta. A fração liquida composta por etano, propano, acetileno e
propino, sofrem diferentes processos. O etano e propano são recuperados, o acetileno
e propino sofrem hidrogenação formando o eteno e o propeno (ANTUNES, 2007).
O rendimento da produção do eteno, varia de acordo com a matéria prima utilizada
e as condições que foi realizado o craqueamento. A tabela 4 mostra o rendimento de
obtenção do eteno de acordo com cada matéria prima (ANTUNES, 2007).
Tabela 4 - Rendimento de obtenção do eteno de acordo com a matéria prima
utilizada (ANTUNES, 2007)
A tabela 5 mostra os principais produtores de eteno em escala mundial e a tabela
6 mostra as principais empresas consumidoras de etileno em escala mundial.
Tabela 5 - Top 10 produtores mundiais de etileno. Fonte (2005 CMAI Light Olefins
Analysis)
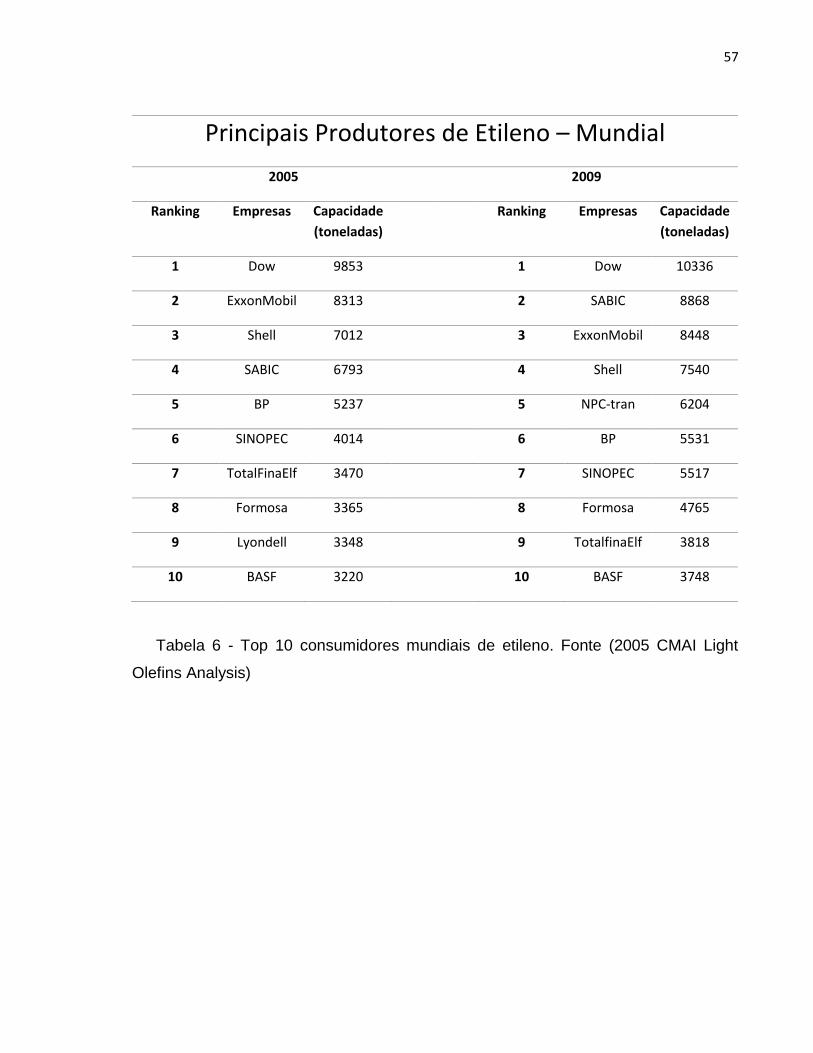
57
Principais Produtores de Etileno – Mundial
2005 2009
Ranking Empresas Capacidade
(toneladas)
Ranking Empresas Capacidade
(toneladas)
1 Dow 9853 1 Dow 10336
2 ExxonMobil 8313 2 SABIC 8868
3 Shell 7012 3 ExxonMobil 8448
4 SABIC 6793 4 Shell 7540
5 BP 5237 5 NPC-tran 6204
6 SINOPEC 4014 6 BP 5531
7 TotalFinaElf 3470 7 SINOPEC 5517
8 Formosa 3365 8 Formosa 4765
9 Lyondell 3348 9 TotalfinaElf 3818
10 BASF 3220 10 BASF 3748
Tabela 6 - Top 10 consumidores mundiais de etileno. Fonte (2005 CMAI Light
Olefins Analysis)
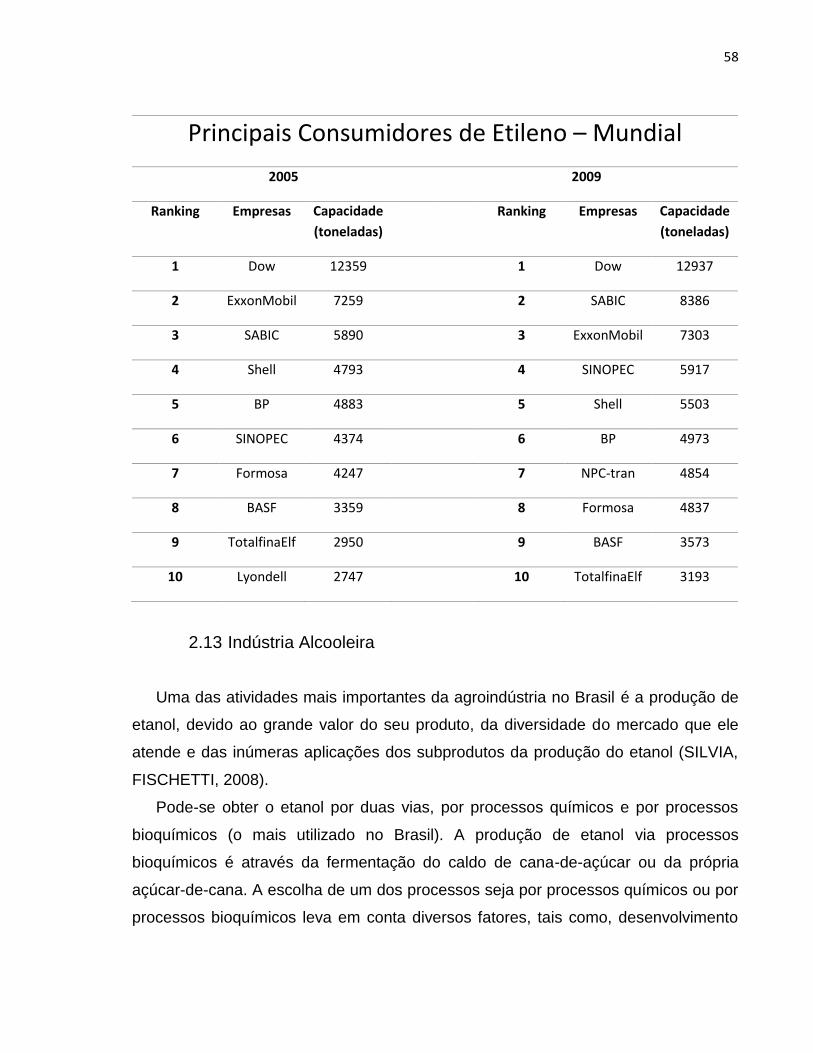
58
Principais Consumidores de Etileno – Mundial
2005 2009
Ranking Empresas Capacidade
(toneladas)
Ranking Empresas Capacidade
(toneladas)
1 Dow 12359 1 Dow 12937
2 ExxonMobil 7259 2 SABIC 8386
3 SABIC 5890 3 ExxonMobil 7303
4 Shell 4793 4 SINOPEC 5917
5 BP 4883 5 Shell 5503
6 SINOPEC 4374 6 BP 4973
7 Formosa 4247 7 NPC-tran 4854
8 BASF 3359 8 Formosa 4837
9 TotalfinaElf 2950 9 BASF 3573
10 Lyondell 2747 10 TotalfinaElf 3193
2.13 Indústria Alcooleira
Uma das atividades mais importantes da agroindústria no Brasil é a produção de
etanol, devido ao grande valor do seu produto, da diversidade do mercado que ele
atende e das inúmeras aplicações dos subprodutos da produção do etanol (SILVIA,
FISCHETTI, 2008).
Pode-se obter o etanol por duas vias, por processos químicos e por processos
bioquímicos (o mais utilizado no Brasil). A produção de etanol via processos
bioquímicos é através da fermentação do caldo de cana-de-açúcar ou da própria
açúcar-de-cana. A escolha de um dos processos seja por processos químicos ou por
processos bioquímicos leva em conta diversos fatores, tais como, desenvolvimento
59
técnico econômico, clima e disponibilidade de fornecedores para fornecer a matéria
prima necessária (SILVIA, FISCHETTI, 2008).
O etanol pode ser considerado um dos produtos mais importantes da produção de
energia a partir de biomassa, e um dos principais produtos para substituição de fontes
não renováveis de energia (SILVIA, FISCHETTI, 2008).
Para a obtenção do etanol, teoricamente, pode-se usar todo composto que possui
hidratos de carbonos possíveis de serem metabolizados por um agente fermentativo.
Pode-se usar, como matéria prima para produção do etanol via processo fermentativo,
três grupos passiveis de fermentação: matérias primas sacaríneas, amiláceas e
celulósicas. Na produção de etanol brasileira é utilizado o grupo sacaríneas, que é
composto por açúcares diretamente fermentativos ou não, esse grupo tem como
exemplo: melaços, caldo de cana, caldo de frutas, etc. (SILVIA, FISCHETTI, 2008).
2.14 Produção do Etanol
A obtenção do etanol via processos fermentativos envolve várias operações
unitárias e possui duas etapas complexas para obtenção do produto: destilação e
fermentação, esses dois processos irão definir a qualidade do produto final e a
eficiência do processo de obtenção do etanol.
A figura 22 mostra o fluxograma simplificado de obtenção do etanol:
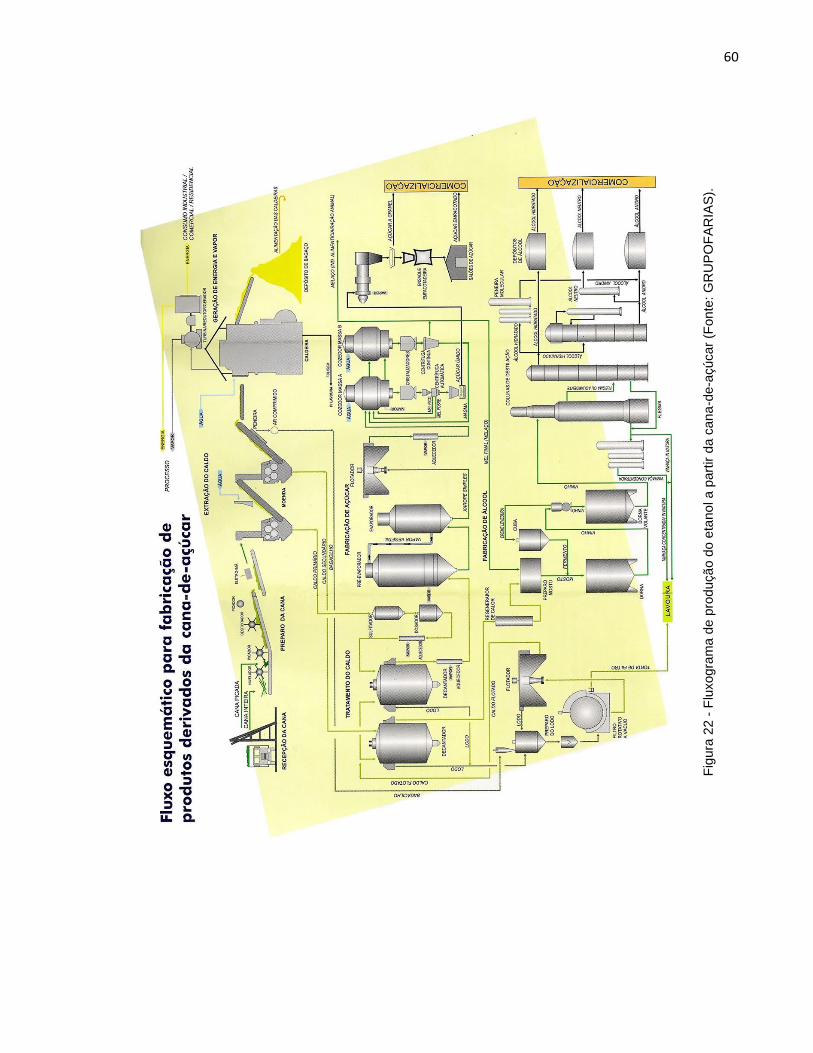
60
Fig
ura
22 -
Flu
xogra
ma d
e p
roduçã
o d
o e
tano
l a p
art
ir d
a c
an
a-d
e-a
çúcar
(Fon
te:
GR
UP
OF
AR
IAS
).
61
2.14.1 Colheita da cana-de-açúcar
A colheita da cana-de-açúcar pode ser realizada de duas maneiras, manual e
mecanizada. A colheita manual é feita através de trabalhadores com a utilização de
facões. Até 2009 essa era a principal forma de colheita, mas devido a baixas condições
do alojamento, a morte por exaustão de alguns trabalhadores e a utilização de
queimadas antes da colheita visando retirar a palha e facilitar o corte mas gerando
resíduos para os centros urbanos, a fuligem, este te sido substituído por processo
mecanizado, que utiliza maquinas diferenciadas para colheita, desenvolvimento de
cana-de-açúcar com despalha natural, muito útil para áreas com topografia imprópria
para colheita com máquinas.
Após a colheita da cana-de-açúcar, esta deve ser processada rapidamente, devido
ao ressecamento e modificações na composição da matéria prima. A demora em
processar a cana-de-açúcar pode ocasionar a perda de sacarose.
2.14.2 Lavagem da cana-de-açúcar
A cana-de-açúcar inicialmente é lavada para retirar detritos e terra. A operação é
feita através de chuveiros verticais, a cana-de-açúcar é transportada por esteiras
horizontais, a água escoa do chuveiro a uma temperatura de aproximadamente 30 °C.
Após a lavagem a água é reciclada e passa por um tratamento de neutralização, até
atingir pH 7.0 com cal. A renovação e reciclagem da água de lavagem são atividades
comuns em uma usina alcooleira.
Após a lavagem, a cana-de-açúcar segue para etapa de preparação para moagem
que consiste em aumentar a densidade da cana e quebrar sua estrutura, assim,
facilitando a retirada do caldo pelas moendas. Na preparação para moagem são
utilizados dois equipamentos: picador e desfibrador.
O picador uniformiza e padroniza a carga de cana-de-açúcar e o desfibrador é
utilizado para quebrar a estrutura da cana e facilitar a retira do caldo pelo sistema de
moendas.
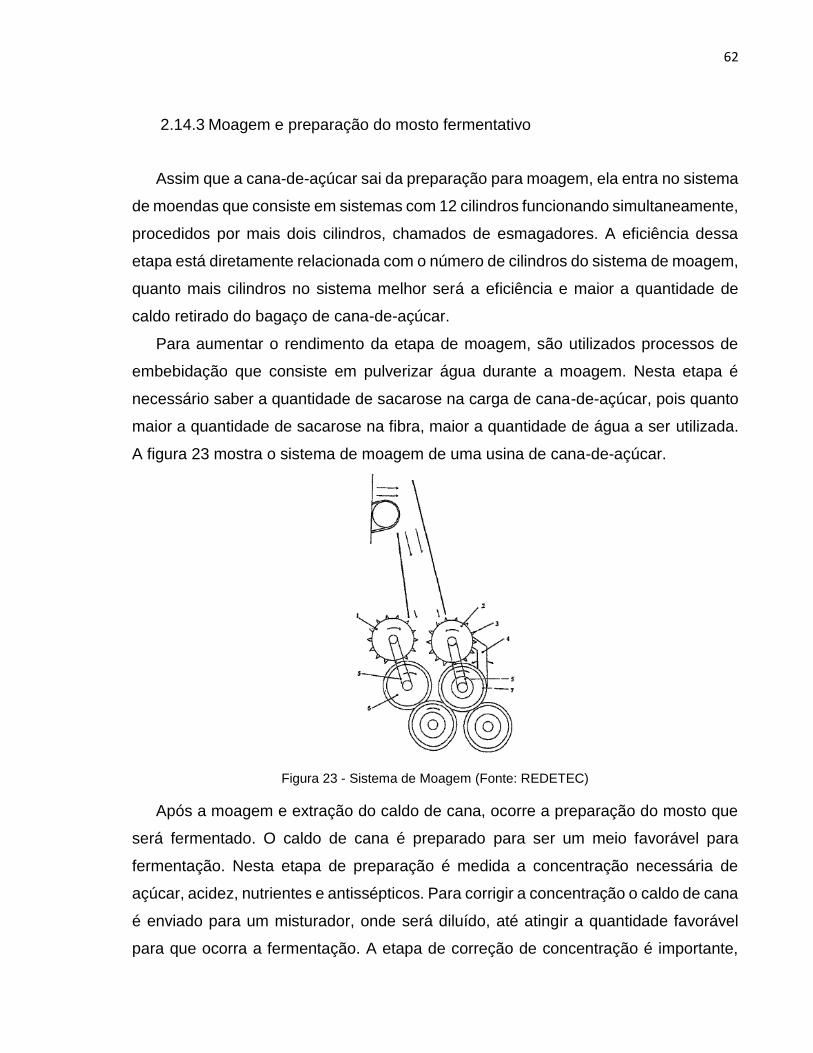
62
2.14.3 Moagem e preparação do mosto fermentativo
Assim que a cana-de-açúcar sai da preparação para moagem, ela entra no sistema
de moendas que consiste em sistemas com 12 cilindros funcionando simultaneamente,
procedidos por mais dois cilindros, chamados de esmagadores. A eficiência dessa
etapa está diretamente relacionada com o número de cilindros do sistema de moagem,
quanto mais cilindros no sistema melhor será a eficiência e maior a quantidade de
caldo retirado do bagaço de cana-de-açúcar.
Para aumentar o rendimento da etapa de moagem, são utilizados processos de
embebidação que consiste em pulverizar água durante a moagem. Nesta etapa é
necessário saber a quantidade de sacarose na carga de cana-de-açúcar, pois quanto
maior a quantidade de sacarose na fibra, maior a quantidade de água a ser utilizada.
A figura 23 mostra o sistema de moagem de uma usina de cana-de-açúcar.
Figura 23 - Sistema de Moagem (Fonte: REDETEC)
Após a moagem e extração do caldo de cana, ocorre a preparação do mosto que
será fermentado. O caldo de cana é preparado para ser um meio favorável para
fermentação. Nesta etapa de preparação é medida a concentração necessária de
açúcar, acidez, nutrientes e antissépticos. Para corrigir a concentração o caldo de cana
é enviado para um misturador, onde será diluído, até atingir a quantidade favorável
para que ocorra a fermentação. A etapa de correção de concentração é importante,
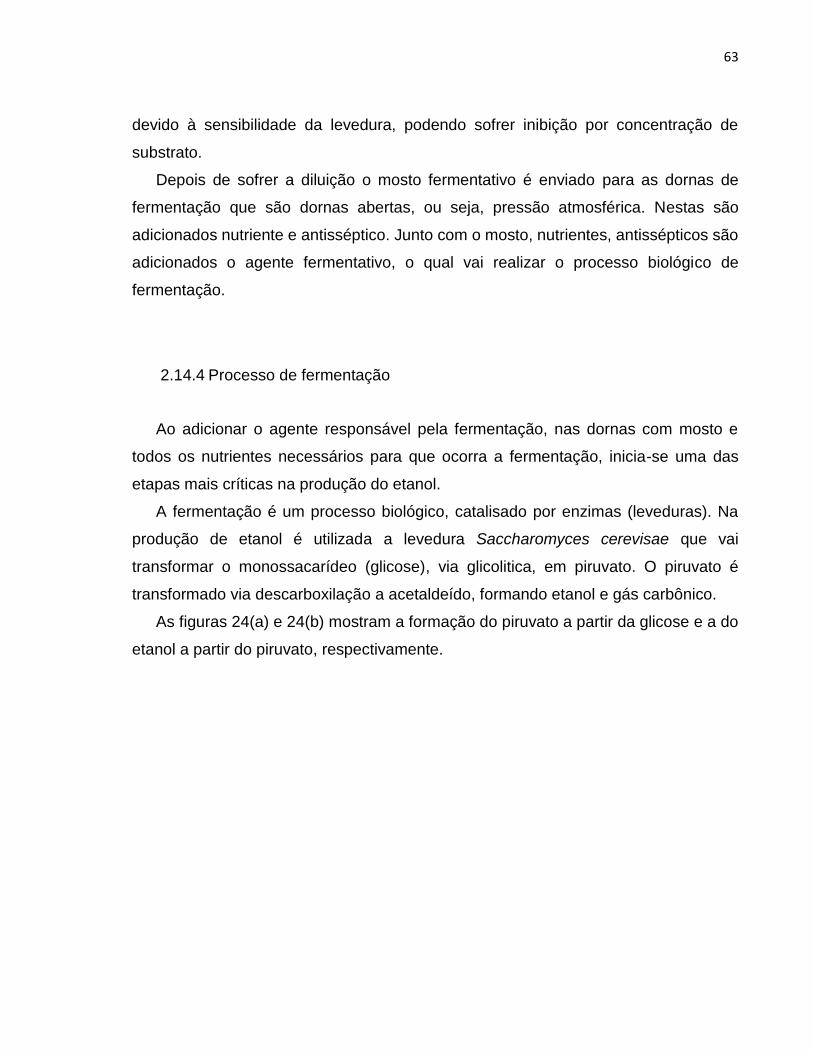
63
devido à sensibilidade da levedura, podendo sofrer inibição por concentração de
substrato.
Depois de sofrer a diluição o mosto fermentativo é enviado para as dornas de
fermentação que são dornas abertas, ou seja, pressão atmosférica. Nestas são
adicionados nutriente e antisséptico. Junto com o mosto, nutrientes, antissépticos são
adicionados o agente fermentativo, o qual vai realizar o processo biológico de
fermentação.
2.14.4 Processo de fermentação
Ao adicionar o agente responsável pela fermentação, nas dornas com mosto e
todos os nutrientes necessários para que ocorra a fermentação, inicia-se uma das
etapas mais críticas na produção do etanol.
A fermentação é um processo biológico, catalisado por enzimas (leveduras). Na
produção de etanol é utilizada a levedura Saccharomyces cerevisae que vai
transformar o monossacarídeo (glicose), via glicolitica, em piruvato. O piruvato é
transformado via descarboxilação a acetaldeído, formando etanol e gás carbônico.
As figuras 24(a) e 24(b) mostram a formação do piruvato a partir da glicose e a do
etanol a partir do piruvato, respectivamente.
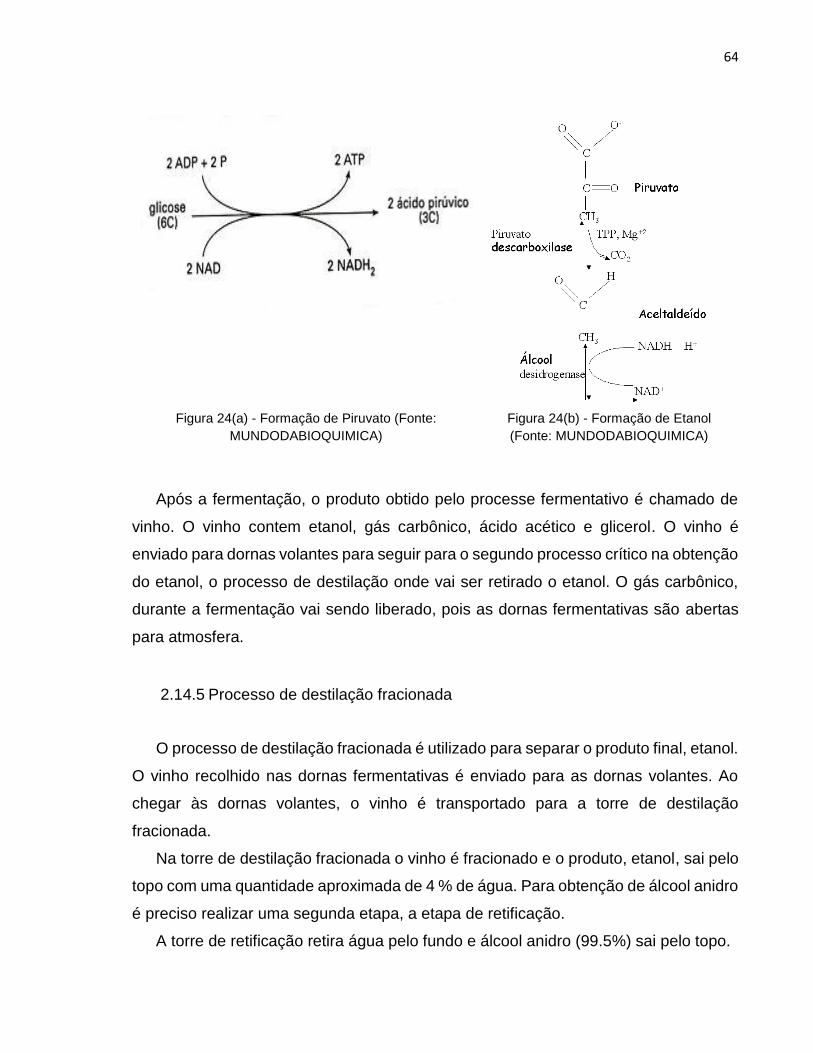
64
Figura 24(a) - Formação de Piruvato (Fonte:
MUNDODABIOQUIMICA)
Figura 24(b) - Formação de Etanol
(Fonte: MUNDODABIOQUIMICA)
Após a fermentação, o produto obtido pelo processe fermentativo é chamado de
vinho. O vinho contem etanol, gás carbônico, ácido acético e glicerol. O vinho é
enviado para dornas volantes para seguir para o segundo processo crítico na obtenção
do etanol, o processo de destilação onde vai ser retirado o etanol. O gás carbônico,
durante a fermentação vai sendo liberado, pois as dornas fermentativas são abertas
para atmosfera.
2.14.5 Processo de destilação fracionada
O processo de destilação fracionada é utilizado para separar o produto final, etanol.
O vinho recolhido nas dornas fermentativas é enviado para as dornas volantes. Ao
chegar às dornas volantes, o vinho é transportado para a torre de destilação
fracionada.
Na torre de destilação fracionada o vinho é fracionado e o produto, etanol, sai pelo
topo com uma quantidade aproximada de 4 % de água. Para obtenção de álcool anidro
é preciso realizar uma segunda etapa, a etapa de retificação.
A torre de retificação retira água pelo fundo e álcool anidro (99.5%) sai pelo topo.
65
2.14.6 Aspectos ambientais na obtenção do Etanol
O principal problema ambiental na produção de etanol a partir da cana-de-açúcar
está na produção do subproduto vinhoto. O vinhoto, chamado também de vinhaça é
um resíduo da destilação fracionada no processo de obtenção do etanol, rico em
potássio, alto teor de matéria orgânica, água, nitrogênio, cálcio, magnésio e sódio. O
vinhoto tem sido utilizado na produção de biogás e utilizado como fertilizante em
alguns cultivos (FREIRE; CORTEZ, 2000).
Atualmente, são gerados 27 bilhões de litros de álcool anidro durante o ano e 270
milhões de litros de vinhoto. Para cada litro de álcool obtido pelo processo de
destilação, são obtidos 10 litros de vinhoto (FREIRE; CORTEZ, 2000).
A preocupação dos órgãos ambientais vem crescendo com os anos, pois o vinhoto
tem alta demanda bioquímica (DBO), ou seja ele captura o oxigênio, se descartado em
rios e lagos (FREIRE; CORTEZ, 2000).
Outra preocupação dos órgãos ambientais é a contaminação do solo e dos lençóis
freáticos pelo vinhoto. Em determinados solos arenosos, o vinhoto vai sendo absorvido
até atingir o lençol freático, assim poluindo-o (FREIRE; CORTEZ, 2000).
Um das aplicações do vinhoto, pelas usinas, é no cultivo da cana-de-açúcar. O
vinhoto é irrigado nas plantações, fornecendo diversos nutrientes para o solo e
melhorando a eficiência da lavoura (RODRIGUES, 1995).
O processo de irrigação utilizando o vinhoto é conhecido como fertirrigação,
podendo ser usado concentrado ou diluído em água. O vinhoto é fonte de potássio,
importante nutriente no crescimento da cana-de-açúcar e na formação de sacarose. A
falta de potássio na cana pode ocasionar diminuição na concentração de sacarose e
aumento de colmos e fibras (RODRIGUES, 1995)
O vinhoto é irrigado utilizando o próprio sistema de irrigação da lavoura, assim não
necessitando de novos investimentos e gasto de capital. O único cuidado para realizar
a fertirrigação é a alta dosagem de potássio, o excesso de potássio também prejudica
a qualidade da cana, pois aumenta o teor de cinzas e diminui a capacidade de
cristalização do açúcar. (PAULINO et al., 2002).
66
O segundo principal problema ambiental na produção de cana-de-açúcar são as
queimadas que consistem no ato de atear fogo no plantio de cana-de-açúcar, com o
propósito de queimar a palha e folhas verdes da cana, que são matérias primas
descartáveis e facilitar a colheita (GRUPOCULTIVAR).
O principal problema da queima da cana é a emissão de gases estufas na
atmosfera. Ao queimar a cana os gases liberados na atmosfera são: gás carbônico
(CO2), monóxido de carbono (CO), óxido nitroso (N2O), metano (CH4), além de fuligem
que é liberada nos centros urbanos (GRUPOCULTIVAR).
Um hectare de cana-de-açúcar plantada absorve aproximadamente 15 kg de CO2
da atmosfera e a queima de um hectare plantado libera aproximadamente 9 kg de CO2,
assim, apresentando um balanço positivo, absorvendo mais gás carbônico do que é
liberado (GRUPOCULTIVAR).
O estado de São Paulo possui uma lei e um cronograma a ser seguido para que
até o ano de 2014 as plantações de cana-de-açúcar não sejam mais queimadas, para
evitar a liberação dos gases estufas na atmosfera. Está lei n° 11.242 de 2002 é
amplamente seguida atualmente (GRUPOCULTIVAR).
2.15 Obtenção do Etileno a partir do Etanol
A planta para obtenção do etileno consiste em duas seções primárias.
Seção quente: Calefatores, reatores de desidratação e lavadores de gases,
e compressão do gás cru. O Etanol está sendo desidratado na presença de
vapor em alta temperatura (DOW QUÍMICA).
Seção fria: Recuperação / Separação. O processo de recuperação /
separação remove as impurezas e separa os produtos. Estas impurezas são
típicas, encontradas na especificação do Etileno (ex: CO2, CO, Álcool,) que
podem afetar a qualidade do PE (DOW QUÍMICA).
O processo total é relativamente simples e similar a uma planta convencional de
etileno, requerendo menos unidades de operações. Muito calor integrado para
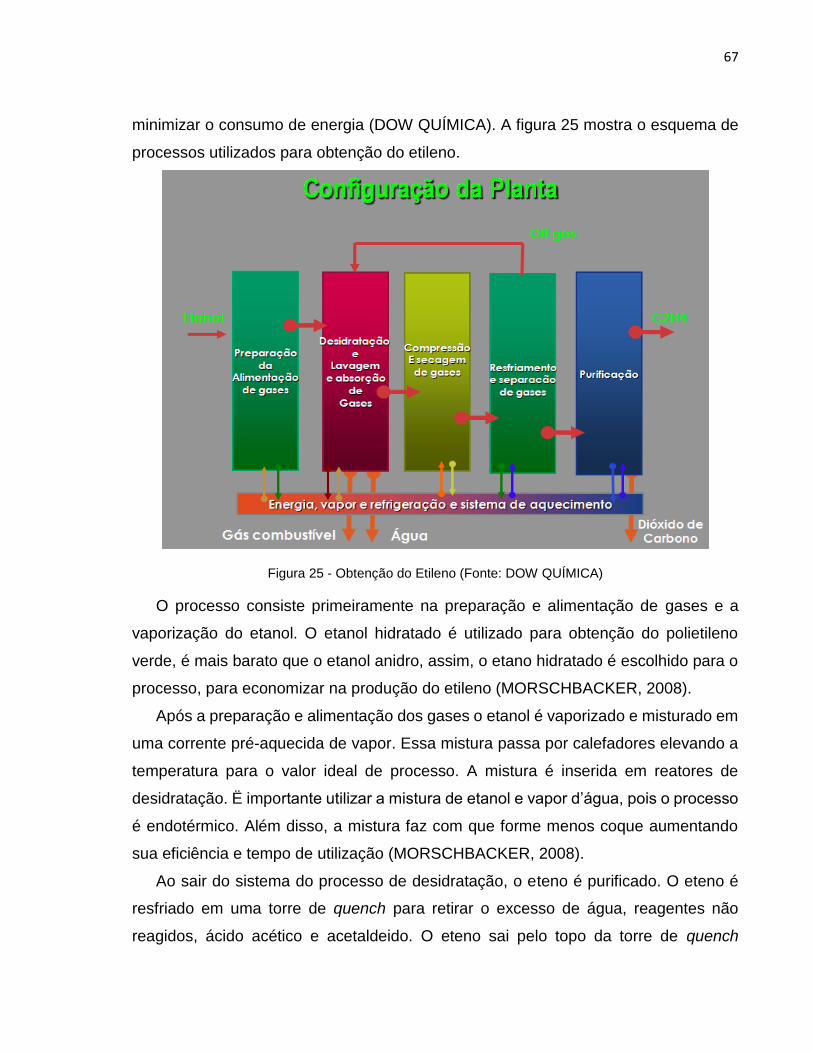
67
minimizar o consumo de energia (DOW QUÍMICA). A figura 25 mostra o esquema de
processos utilizados para obtenção do etileno.
Figura 25 - Obtenção do Etileno (Fonte: DOW QUÍMICA)
O processo consiste primeiramente na preparação e alimentação de gases e a
vaporização do etanol. O etanol hidratado é utilizado para obtenção do polietileno
verde, é mais barato que o etanol anidro, assim, o etano hidratado é escolhido para o
processo, para economizar na produção do etileno (MORSCHBACKER, 2008).
Após a preparação e alimentação dos gases o etanol é vaporizado e misturado em
uma corrente pré-aquecida de vapor. Essa mistura passa por calefadores elevando a
temperatura para o valor ideal de processo. A mistura é inserida em reatores de
desidratação. Ë importante utilizar a mistura de etanol e vapor d’água, pois o processo
é endotérmico. Além disso, a mistura faz com que forme menos coque aumentando
sua eficiência e tempo de utilização (MORSCHBACKER, 2008).
Ao sair do sistema do processo de desidratação, o eteno é purificado. O eteno é
resfriado em uma torre de quench para retirar o excesso de água, reagentes não
reagidos, ácido acético e acetaldeido. O eteno sai pelo topo da torre de quench
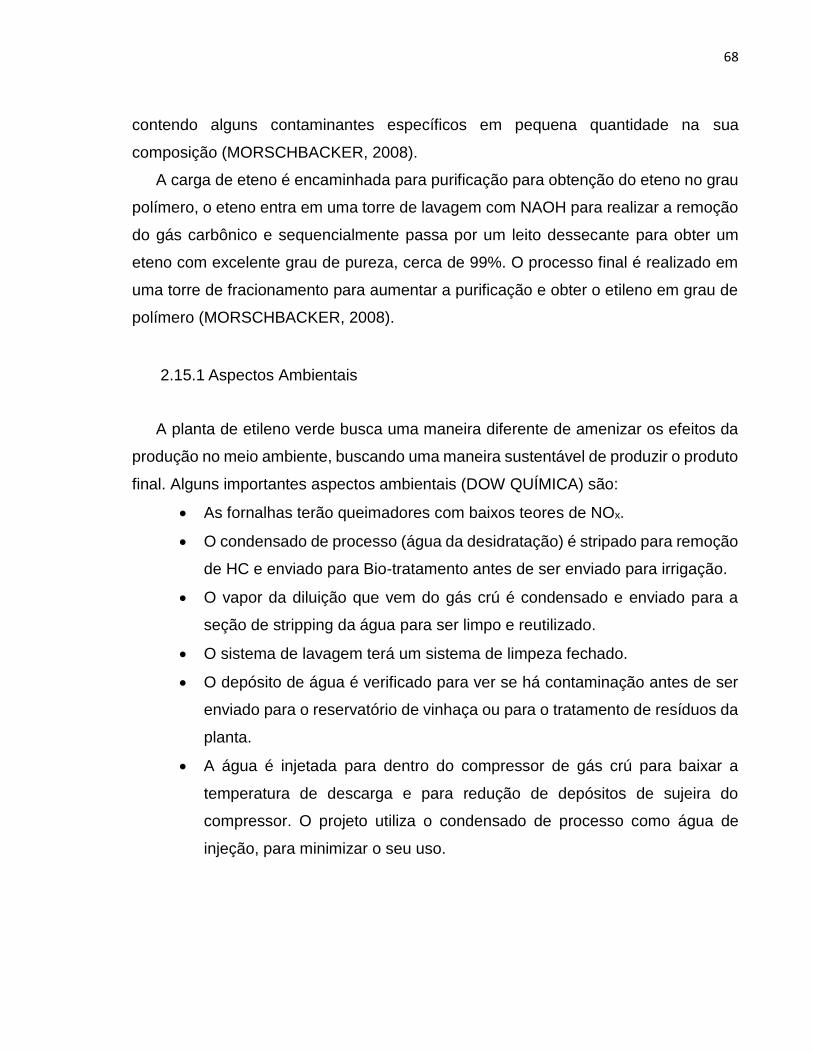
68
contendo alguns contaminantes específicos em pequena quantidade na sua
composição (MORSCHBACKER, 2008).
A carga de eteno é encaminhada para purificação para obtenção do eteno no grau
polímero, o eteno entra em uma torre de lavagem com NAOH para realizar a remoção
do gás carbônico e sequencialmente passa por um leito dessecante para obter um
eteno com excelente grau de pureza, cerca de 99%. O processo final é realizado em
uma torre de fracionamento para aumentar a purificação e obter o etileno em grau de
polímero (MORSCHBACKER, 2008).
2.15.1 Aspectos Ambientais
A planta de etileno verde busca uma maneira diferente de amenizar os efeitos da
produção no meio ambiente, buscando uma maneira sustentável de produzir o produto
final. Alguns importantes aspectos ambientais (DOW QUÍMICA) são:
As fornalhas terão queimadores com baixos teores de NOx.
O condensado de processo (água da desidratação) é stripado para remoção
de HC e enviado para Bio-tratamento antes de ser enviado para irrigação.
O vapor da diluição que vem do gás crú é condensado e enviado para a
seção de stripping da água para ser limpo e reutilizado.
O sistema de lavagem terá um sistema de limpeza fechado.
O depósito de água é verificado para ver se há contaminação antes de ser
enviado para o reservatório de vinhaça ou para o tratamento de resíduos da
planta.
A água é injetada para dentro do compressor de gás crú para baixar a
temperatura de descarga e para redução de depósitos de sujeira do
compressor. O projeto utiliza o condensado de processo como água de
injeção, para minimizar o seu uso.
69
2.16 Produção do Polietileno Verde
O sistema de reação é não adiabático com um catalisador. O hidrogênio é usado
para controlar peso molecular e a reação do produto é conduzida a um processo de
desvolatilização de forma contínua (DOW QUÍMICA).
O Solvente desvolatilizado e etileno não reagido são recuperados e reciclados. O
polímero fundido é paletizado e enviado para armazenagem e as emissões de
hidrocarbonetos são queimadas. A figura 26 mostra o fluxograma de um processo de
obtenção do Polietileno verde simplificado (Dow Chemical).
Figura 26 - Obtenção do Polietileno Verde (Fonte: DOW QUÍMICA)
A produção de polietileno é de custo baixo por tonelada de cana-de-açúcar. A
planta é sustentável e praticamente todos os resíduos são recuperados e
reaproveitados no processo (DOW QUÍMICA).
70
3. Objetivo
Está monografia visa mostrar o surgimento de uma nova tecnologia no campo das
resinas de PE a partir do etanol, mostrando os cuidados desde a plantação e colheita
da cana-de-açúcar, a produção do etanol e obtenção do etileno, o tratamento do
chorume, as leis ambientais que estão ligadas a essa produção. Em contrapartida será
também analisada a produção convencional do PE a partir do nafta, as leis ambientais
e será feita uma comparação entre os dois métodos de produção fazendo uma análise
de onde a empresa ganha produzindo o PE a partir do etanol, os novos mercados que
ela pode buscar e os benefícios da certificação verde desse produto. Serão abordados
também métodos de reciclagem do PE e a importância ambiental e social desta
reciclagem.
71
4. Metodologia
4.1 Método
O método utilizado neste trabalho foi o de revisão bibliográfica. Foi apresentada
uma nova tecnologia de obtenção do polietileno (PE) à partir do etanol da cana-de-
açúcar. Através da literatura, foram coletados dados para comparar a nova tecnologia
de produção do polietileno (PE), as vantagens e desvantagens. Os dados obtidos
foram comparados com os dados da produção convencional de obtenção do polietileno
vindo do nafta, um subproduto do petróleo.
Na etapa final do projeto foram feitas pesquisas em documentos internos e feito
entrevistas com os responsáveis pela instalação de uma nova fábrica de polietileno
“verde” - o polietileno vindo do etanol, onde foi apresentado o que se espera para os
próximos anos e as vantagens e desvantagens da nova fábrica. O marketing do novo
material também foi abordado, devido à grande importância, atualmente, que os
consumidores estão dando ao meio ambiente, buscando produtos com o selo de
produto sustentável.
A importância com o meio ambiente também foi abordada no tópico
sustentabilidade, onde foram mostrados o conceito de sustentabilidade e os benefícios
no âmbito social e ecológico.
As informações obtidas pela literatura e por entrevistas com os profissionais
responsáveis pelo produto polietileno (PE) na empresa Dow Química darão uma
completa visão da importância de um polietileno “verde” atualmente.
72
5 Resultados e Discussões
Foi apresentado através de pesquisas bibliográficas a importância dos produtos
verdes nos dias atuais. Através de artigos, revistas e trabalhos científicos, foi mostrado
a importância que as pessoas tem dado para o meio ambiente e o conhecimento de
sustentabilidade, tanto do âmbito ambiental, quanto do âmbito social.
No trabalho fica claro o crescimento do mercado de produtos verdes, e a busca das
empresas por certificações verdes para atender esse mercado em crescimento. Esse
mercado cresceu proporcionalmente ao crescimento da internet e do aumento de
informação facilmente disponível para as pessoas.
Recentemente o ministério do meio ambiente fez uma pesquisa sobre a motivação
dos brasileiros em comprar produtos verdes (sustentáveis). Na pesquisa foram feitas
várias perguntas e obteve-se dados importantes, como, 85% das pessoas perguntadas
disseram que preferem comprar produtos feitos por empresas que não agridem o meio
ambiente. Outra pergunta feita foi sobre produtos orgânicos e 81% das pessoas
responderam que preferem comprar produtos orgânicos sem a utilização de
agroquímicos.
A pesquisa foi feita pela agencia CP2 pesquisas que ouviu 2.201 pessoas em cinco
regiões do pais e traz números sobre o que a população brasileira acha sobre a
preocupação com o meio ambiente. 76.5 % discordam que a preocupação com o meio
ambiente atualmente seja exagerada e discordam com 86% que é preferível o avanço
tecnológico e o conforto do que a proteção do meio ambiente.
No entanto a pesquisa demonstrou um dado contrário às outras perguntas. No
Brasil, quando os brasileiros vão ao mercado, sempre é oferecido sacolas plásticas
não biodegradável, que demoram anos para se decompor, mesmo assim, como é uma
cultura da população brasileira, a pesquisa mostrou que 58% nunca levaram sua
própria sacola retornável ao mercado, e que 59% da população nunca evitou de utilizar
as sacolas plásticas.
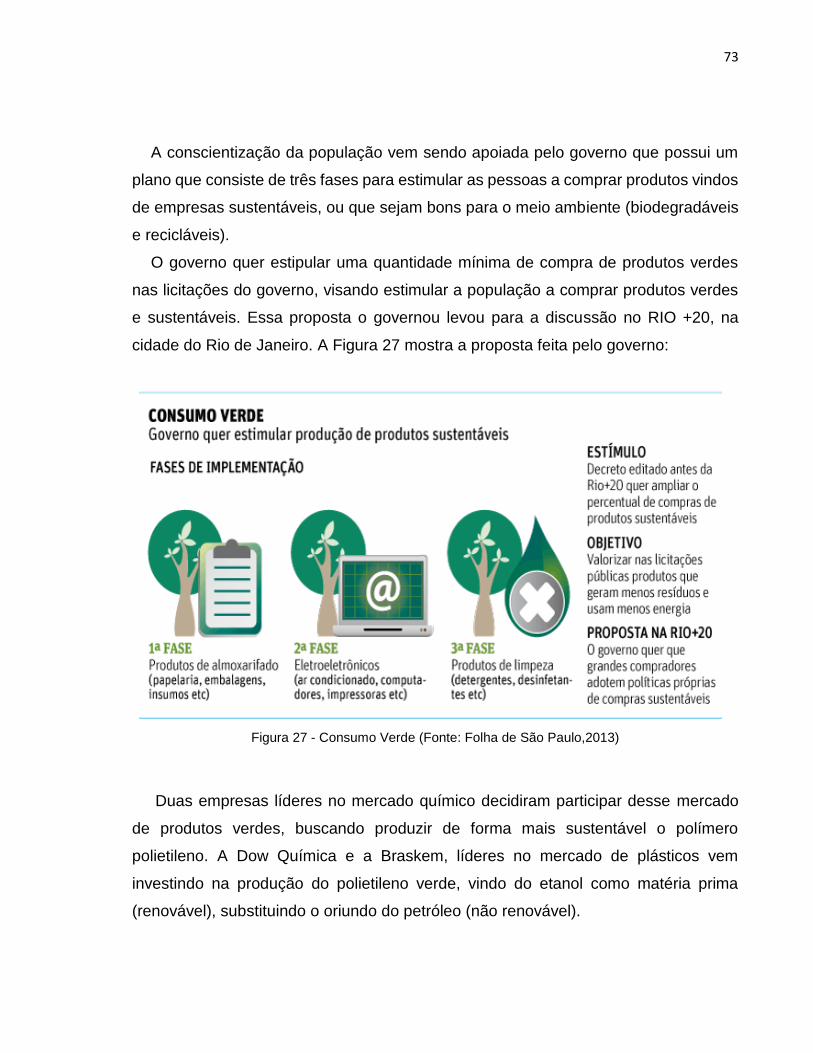
73
A conscientização da população vem sendo apoiada pelo governo que possui um
plano que consiste de três fases para estimular as pessoas a comprar produtos vindos
de empresas sustentáveis, ou que sejam bons para o meio ambiente (biodegradáveis
e recicláveis).
O governo quer estipular uma quantidade mínima de compra de produtos verdes
nas licitações do governo, visando estimular a população a comprar produtos verdes
e sustentáveis. Essa proposta o governou levou para a discussão no RIO +20, na
cidade do Rio de Janeiro. A Figura 27 mostra a proposta feita pelo governo:
Figura 27 - Consumo Verde (Fonte: Folha de São Paulo,2013)
Duas empresas líderes no mercado químico decidiram participar desse mercado
de produtos verdes, buscando produzir de forma mais sustentável o polímero
polietileno. A Dow Química e a Braskem, líderes no mercado de plásticos vem
investindo na produção do polietileno verde, vindo do etanol como matéria prima
(renovável), substituindo o oriundo do petróleo (não renovável).
74
A troca dessa matéria prima pode trazer uma grande economia de recursos e
também diminuir muito a liberação de gases que prejudicam o meio ambiente e
resíduos líquidos contaminados.
Em contrapartida ao aumentar o consumo de etanol, que já é muito utilizado no
Brasil como combustível, substituindo a gasolina vinda do petróleo, seria necessário
aumentar a produção de cana-de-açúcar, utilizando uma maior área de plantio, assim
diminuindo o plantio de culturas de alimentos e desmatando florestas nativas para essa
produção.
Outro ponto negativo apresentado é a produção do vinhoto, um subproduto da
produção da cana-de-açúcar, no caso da planta que a Dow está instalando o vinhoto
será usado como fertilizante para aumentar a qualidade da colheita, mas dependendo
do tipo do solo esse vinhoto não pode ser utilizado. Foi mostrado que a utilização do
vinhoto como adubo orgânico tem que ser com muita cautela, pois em solos arenosos,
ou próximos a lençóis freáticos, pode-se contaminar esses lençóis se adicionados a
terra.
Em relação à colheita, que anos atrás era feita de maneira manual e utilizando
queimadas para retirar a palha seca da cana-de-açúcar e a utilização de mão de obra
barata, em baixas condições de sobrevivência, vem sendo eliminado gradativamente.
Atualmente a colheita vem sendo feita de forma mecânica, com o auxílio de maquinas.
O polietileno vindo do petróleo é mais barato, pois além do nafta (matéria prima para
o polietileno) são obtidos outros derivados com maior valor agregado, que torna a
produção de nafta mais barata do que a vinda do etanol.
O ponto positivo da utilização de derivados de petróleo é a sua extração no mar,
não ocupando grande extensões de terra e prejudicando a plantação de culturas
alimentícias. Em contrapartida o petróleo é um produto não renovável e sua indústria
(refino) produz muitos poluentes para o meio ambiente.
A tabela 7, mostra os principais impactos ambientais por processos do refino.
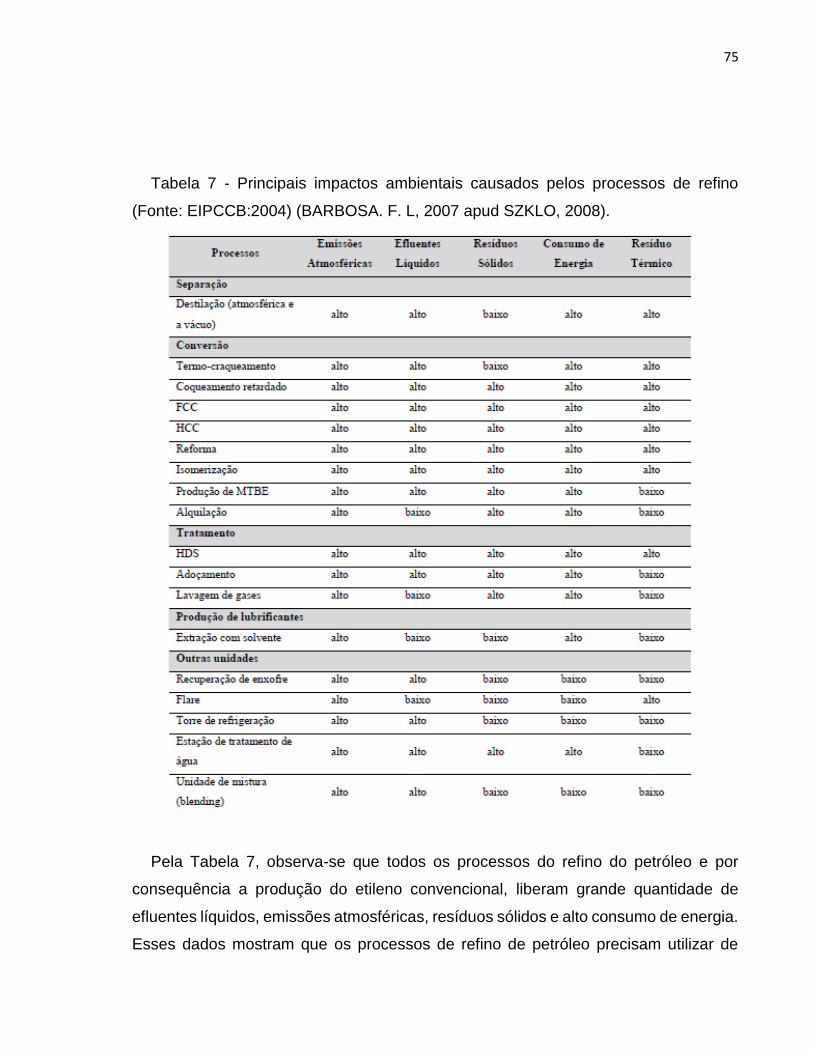
75
Tabela 7 - Principais impactos ambientais causados pelos processos de refino
(Fonte: EIPCCB:2004) (BARBOSA. F. L, 2007 apud SZKLO, 2008).
Pela Tabela 7, observa-se que todos os processos do refino do petróleo e por
consequência a produção do etileno convencional, liberam grande quantidade de
efluentes líquidos, emissões atmosféricas, resíduos sólidos e alto consumo de energia.
Esses dados mostram que os processos de refino de petróleo precisam utilizar de
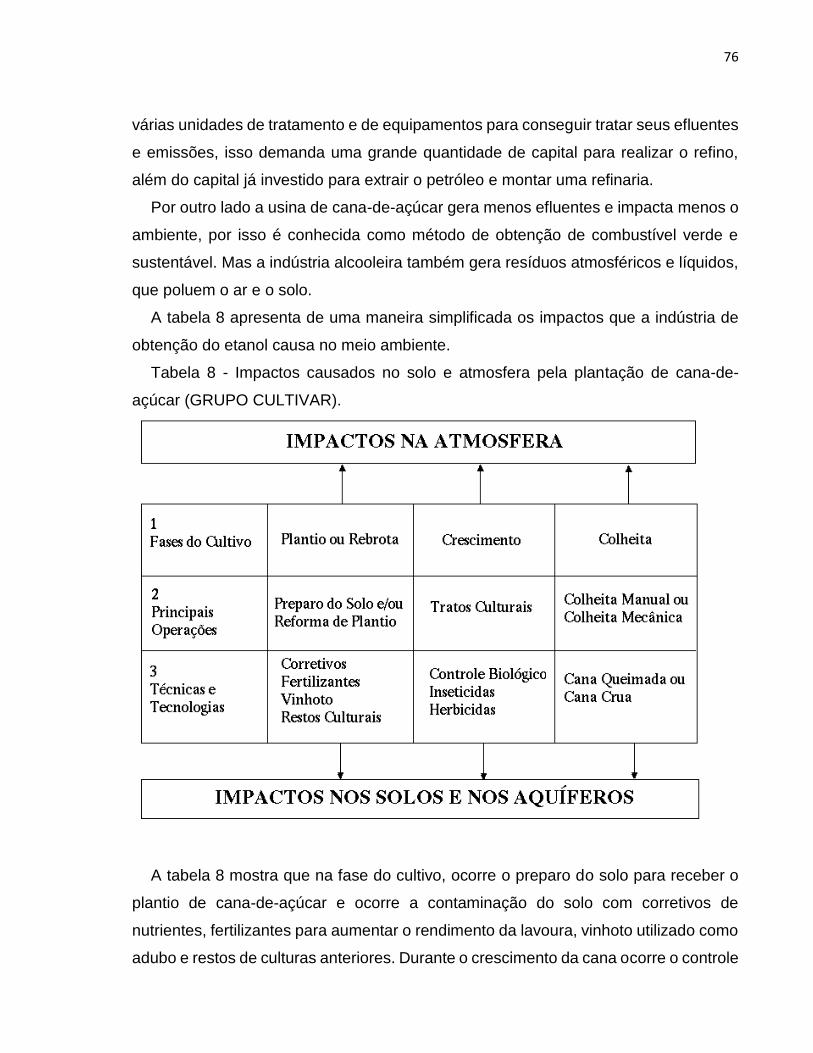
76
várias unidades de tratamento e de equipamentos para conseguir tratar seus efluentes
e emissões, isso demanda uma grande quantidade de capital para realizar o refino,
além do capital já investido para extrair o petróleo e montar uma refinaria.
Por outro lado a usina de cana-de-açúcar gera menos efluentes e impacta menos o
ambiente, por isso é conhecida como método de obtenção de combustível verde e
sustentável. Mas a indústria alcooleira também gera resíduos atmosféricos e líquidos,
que poluem o ar e o solo.
A tabela 8 apresenta de uma maneira simplificada os impactos que a indústria de
obtenção do etanol causa no meio ambiente.
Tabela 8 - Impactos causados no solo e atmosfera pela plantação de cana-de-
açúcar (GRUPO CULTIVAR).
A tabela 8 mostra que na fase do cultivo, ocorre o preparo do solo para receber o
plantio de cana-de-açúcar e ocorre a contaminação do solo com corretivos de
nutrientes, fertilizantes para aumentar o rendimento da lavoura, vinhoto utilizado como
adubo e restos de culturas anteriores. Durante o crescimento da cana ocorre o controle
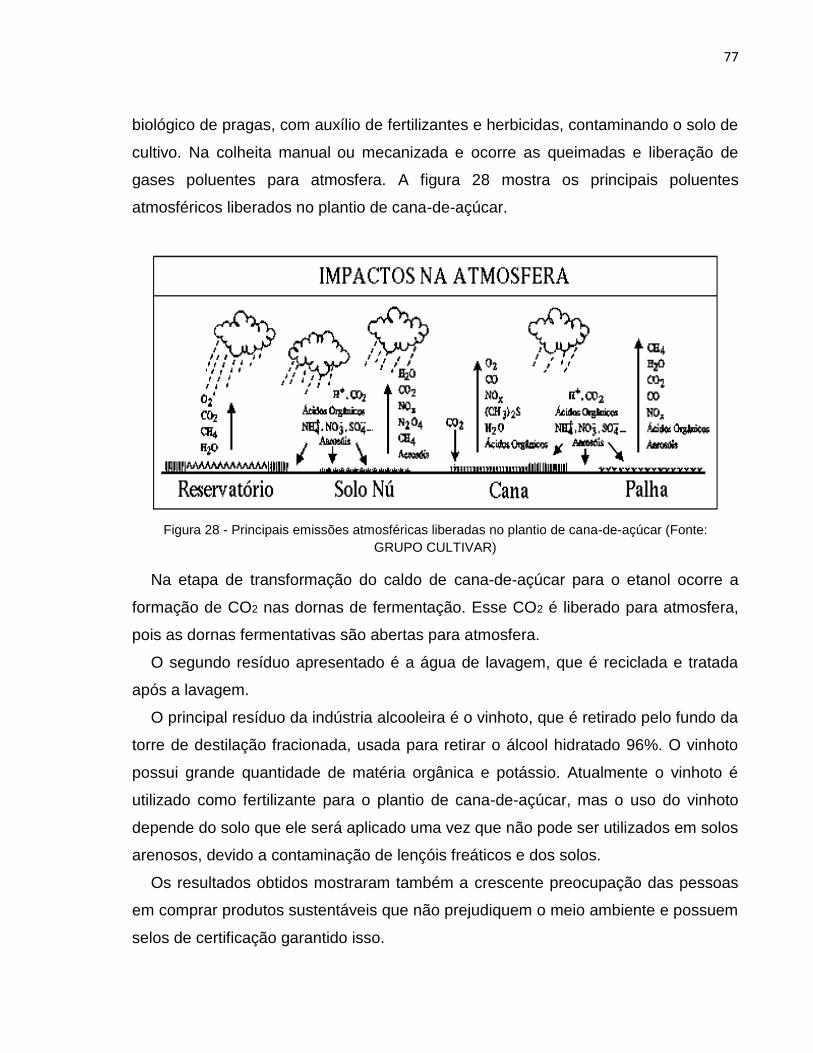
77
biológico de pragas, com auxílio de fertilizantes e herbicidas, contaminando o solo de
cultivo. Na colheita manual ou mecanizada e ocorre as queimadas e liberação de
gases poluentes para atmosfera. A figura 28 mostra os principais poluentes
atmosféricos liberados no plantio de cana-de-açúcar.
Figura 28 - Principais emissões atmosféricas liberadas no plantio de cana-de-açúcar (Fonte:
GRUPO CULTIVAR)
Na etapa de transformação do caldo de cana-de-açúcar para o etanol ocorre a
formação de CO2 nas dornas de fermentação. Esse CO2 é liberado para atmosfera,
pois as dornas fermentativas são abertas para atmosfera.
O segundo resíduo apresentado é a água de lavagem, que é reciclada e tratada
após a lavagem.
O principal resíduo da indústria alcooleira é o vinhoto, que é retirado pelo fundo da
torre de destilação fracionada, usada para retirar o álcool hidratado 96%. O vinhoto
possui grande quantidade de matéria orgânica e potássio. Atualmente o vinhoto é
utilizado como fertilizante para o plantio de cana-de-açúcar, mas o uso do vinhoto
depende do solo que ele será aplicado uma vez que não pode ser utilizados em solos
arenosos, devido a contaminação de lençóis freáticos e dos solos.
Os resultados obtidos mostraram também a crescente preocupação das pessoas
em comprar produtos sustentáveis que não prejudiquem o meio ambiente e possuem
selos de certificação garantido isso.
78
Na etapa de produção do polietileno verde e do polietileno convencional, foi
observado que a obtenção de ambos gera os mesmos resíduos e que a grande
diferença no método de fabricação de ambos vem da matéria prima, etanol e nafta
(petróleo).
O polietileno obtido pelo método convencional e pelo método sustentável possui as
mesmas características físico-químicas.
6 Conclusão
É possível concluir que, atualmente o Brasil e o mundo passam por uma mudança
de comportamento, visando buscar métodos inovadores e sustentáveis para produzir
os bens fabricados e mantendo sua comodidade e conforto.
O mercado consumidor atual, mais atualizado e integrado aos acontecimentos
envolvendo o meio ambiente, vem buscando comprar produtos que não agridam o
meio ambiente e empresas que utilizam métodos sustentáveis para produzir seus
produtos.
A Braskem visando atingir essa nova classe de consumidores verdes inovou e criou
a tecnologia de obtenção do polietileno verde, vindo do etanol como matéria prima. O
polietileno verde é um biopolimero, sustentável, que utiliza o etanol para produção do
monômero etileno, diferentemente do método convencional que utiliza o nafta,
derivado de petróleo para a produção do monômero etileno.
A Dow Química, líder de mercado na produção do polietileno convencional, visando
entrar no mercado sustentável, criou um projeto para instalar uma planta de
transformação do etanol em polietileno. A planta vai obter diretamente a cana-de-
açúcar de produtores locais e acoplada a planta de polietileno será instalado a usina
de produção de etanol e a planta para obtenção do etileno. Com esse projeto a Dow
Química elimina gastos com transporte de matérias primas de uma planta para outra
e entra no mercado que a Braskem é líder.
O polietileno vindo do etanol, possui a mesa qualidade e características físico-
químicas, do polietileno vindo do nafta, a grande diferença dos dois polietileno vem
79
das etapas anteriores. A obtenção do etanol é mais barata e menos poluente, emitindo
menos gases e resíduos no meio ambiente. Em contrapartida a indústria do etanol
gera resíduos que necessitam de cuidados especiais, mas que possuem utilidades
como fertilizantes. Em relação a emissões atmosféricas de gases estufas, o plantio de
cana possui um saldo positivo de CO2, ou seja, o plantio de um hectare capta mais
CO2 do que libera na queima para colheita.
A vantagem do polietileno vindo do nafta, vem também das etapas anteriores, pois
a refinaria produz um número diferenciados de derivados, que possuem alto valor de
mercado, gerando lucros e sendo viáveis a sua produção. Em contrapartida a indústria
de petróleo precisa de altos investimentos em sua instalação e tratamentos para os
resíduos gerados.
Com a preocupação das pessoas crescendo, em relação ao meio ambiente, e os
gastos menores na instalação de uma indústria alcooleira, o polietileno verde torna-se
uma boa escolha de investimento e aposta para o futuro.
80
REFERÊNCIAS
ABADIE, E. Processo de Refino. Equipe Petrobras. Curitiba, PR: 2002
ABREU, C. B..Marketing Verde.Rev. adm. empres. [online]. 1994, vol.34, n.5, pp. 94-
95. ISSN 0034-7590.
ALMEIDA, E. “Fundamentos de Economia da Energia – Petróleo”. Rio de
Janeiro,COPPEAD / UFRJ. IE, 2003.
ANTUNES, A.. Setores da Indústria Química Orgânica. E-Papers, 2007.
AKCELRUD, L. Fundamentos da Ciência dos Polímeros. Barueri, SP: Manole, 2007.
ATTALA, G.; BERTINOTTI, F. J. Appl. Polym. Sci. (1983).
BARBOSA, F. L. Regulamentação do Reuso da Água em Refinarias – Análise do
Modelo Americano e Perspectivas para o Cenário Nacional [Rio de Janeiro] 2007.
CANEVALORO, JR ; SEBASTIÃO, V. Ciência dos polímeros: um texto básico para
tecnólogos e engenheiros. 3. ed. São Paulo: Artliber Editora, 2010.
COUTINHO, F. M. B. et al. Polietileno: Principais tipos, propriedades e aplicações.
Rio de Janeiro: UFRJ, 2003
CRUZ, A, G.; CULLÉRES, E. V. Mercado de Petróleo: Análisis económico y
perspectivas futuras. 2011
DOW QUÍMICA. Relatório de Impactos Ambientais. 2010
FREIRE, W. J.; CORTEZ, L. A. B. Vinhaça de cana-de-açúcar. Ed. Agropecuária,
Guaíba. 2000. 203p. JACOBI, Pedro Roberto. Meio Ambiente e Sustentabilidade.
In: Não informado. (Org.). Meio ambiente, desenvolvimento sustentável e politicas
públicas. 1 ed. São Paulo: Cortez, 1997.
KIMURA, R. M. Indústria brasileira de petróleo: uma análise da cadeia de valor
agregado. Monografia de Bacharelado em Economia. Universidade Federal do Rio de
Janeiro, 2005.
81
MANRICH, S. Processamento de Termoplásticos: Rosca única Extrusão &
Matrizes Injeção & Moldes. São Paulo: Artliber, 2005
MARINHO, J. R. D. Macromoléculas e Polímeros. Barueri, SP: Manole, 2005.
MARK et al. Encyclopedia of Polimer Science and Engineering. 2.ed. New York: J.
Willey and Sons, 1987
MEYSEMBUG, C. M. Tecnologia de Plasticos para Ingenieros. V. IV. Bilbao,
España: Urmo, 1967.
MICHAELI, W. e outros. Tecnologia dos Plásticos. Editora Edgard Blücher Ltda., São
Paulo, 2010.
MORSCHBACKER, A. Bio-Ethanol Based Ethylene. Centro de tecnologia e
Inovação. Braskem S.A. Porto Alegre.
NASCIMENTO, E. P. The trajectory of sustainability: from environmental to
social, from social to economic.Estud. av [online]. 2012, vol.26, n.74, pp. 51-64.
ISSN 0103-4014.
NEVES, C. J. A. Resistência Química de PE’s a Vários Reagentes Químicos.
Boletim Técnico nº13 – OPP Petroquímica S.A. – Agosto (1999).
PAULINO, A. F.; MEDINA, C. C.; ROBAINA, C. R. P.; LAURANI, R. A. Produções
Agrícola e industrial de cana-de-açúcar submetidas a doses de vinhaça.
Seminário: Ciências Agrárias, Londrina, 2007.
PLÁSTICOS. Disponível em: http://www.plastico.com.br. Acesso em: 26 abril 2013.
RODRIGUES, J. D. Fisiologia da cana-de-açúcar. Universidade Estadual Paulista,
Botucatu. 1995.
ROMEIRO, A. R. Desenvolvimento sustentável: uma perspectiva econômico-
ecológica. Estud. Av [online]. 2012, vol.26, n.74, pp. 65-92. ISSN 0103-4014.
82
SEIFFERT, M. E. B. Gestão Ambiental. Instrumentos, esferas de ação e educação
Ambiental. 2 ed. São Paulo: Atlas, 2011.
TORRESI, S. I. C.; PARDINI, V. L.; FERREIRA, V. F..O que é
sustentabilidade?.Quím. Nova [online]. 2010, vol.33, n.1, pp. 1-1. ISSN 0100-4042.
WIEBECK, H.; HARADA, J. Plásticos de Engenharia: Tecnologia e Aplicações. 1.
ed. São Paulo: Artliber, 2005.
SZKLO, A; ULLER, V. C. Fundamentos do Refino de Petróleo Tecnologia e
Economia. 2. ed. Rio de Janeiro: Interciência, 2008
SITES VISITADOS
MUNDODABIOQUIMICA. Disponível em:
<http://mundodabioquimica.blogspot.com.br/> Acesso em: 29 Outubro 2013.
VUELTAS. Disponível em: <http://8000vueltas.com/2008/08/11/sistema-de-
embrague-de-friccion-parte-4> Acesso em 24 de Abril 2013.
CIENCIAHOJE. Disponível em:
<http://www.cienciahoje.pt/index.php?oid=40930&op=all> Acesso em: 22 Abril 2013.
PSLC. Disponível em: <http://www.pslc.ws/macrog/nysix.htm> Acesso em: 21 Abril
2013.
POLIMEROSSINTETICOS. Disponível em:
<http://polimerossinteticos.blogspot.com.br/2010/10/classificacao-dos-polimeros.html
> Acesso em: 21 Abril 2013.
SAMUELROBAERT. Disponível em: <
http://samuelrobaert.blogspot.com.br/2010/11/bisfenol-e-capaz-de-atravessar-
pele.html > Acesso em: 21 Abril 2013.
83
MUNDOVESTIBULAR. Disponível em:
<http://www.mundovestibular.com.br/articles/777/1/POLIMEROS-DE-
CONDENSACAO/Paacutegina1.html> Acesso em: 23 Abril 2013.
GOOGLEPATENTS. Disponível em:
<http://www.google.com/patents/EP2522509A2?cl=en> Acesso em: 23 Abril 2013.
ENSINOONLINE. Disponível em: <http://www.ensinoonline.com.br/provas/Unifesp-
EPM/2008/Prova%20-%20Especificas%20-%20Gabarito.htm> Acesso em: 23 Abril
2013.
PATENTADOS. Disponível em: <http://patentados.com/invento/metodo-para-la-
purificacion-de-un-alfa-hidroxiacido-a-escala-industria.html > Acesso em: 23 Abril
2013.
ACAMBIODE. Disponível em:
<http://brasil.acambiode.com/produto_55547545256696665507106001141346.html >
Acesso em: 23 Abril 2013.
ALUNOS ONLINE. Disponível em:
<http://www.alunosonline.com.br/quimica/polimeros-termofixos-termoplasticos.html>.
Acesso em: 28 abril 2013.
GRACIETEOLIVEIRA. Disponível em: <gracieteoliveira.pbworks.com> Acesso em: 17
Outubro 2013.
HSW. Disponível em: <http://ciencia.hsw.uol.com.br/perfuracao-de-petroleo4.htm>
Acesso em: 20 Outubro 2013.
GRUPOFARIAS. Disponível em: <www.grupofarias.com.br> Acesso em: 22 Outubro
2013.
REDETEC. Disponível em: <www.redetec.org.br> Acesso em: 22 Outubro 2013.
84
Grupo Cultivar Disponível em
<http://www.grupocultivar.com.br/sistema/uploads/artigos/27-01_gc_cana.pdf>
Acesso em: 29 de Outubro de 2013
Folha de São Paulo Disponível em <http://www1.folha.uol.com.br/mercado/1138467-
brasileiros-estao-motivados-a-comprar-produtos-verdes-diz-pesquisa.shtml>
Acesso em: 1 de novembro de 2013





























