Embed Size (px)
Citation preview

3D Systems, Inc.
Sistema SLS Single MQCGuia do usuário Instruções originais

3D Systems, Inc. i p/n 77-D005 Rev_B
Índice
1 INTRODUÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Sobre ESTE guia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Conteúdo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 INTRODUÇÃO AO MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Sistema SLS Single MQC (MQC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Componentes do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Interface do usuário do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Condições da luz de sinalização do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Entrada de material novo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
3 DIRETRIZES E INSTRUÇÕES DE SEGURANÇA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Orientações gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Treinamento e instruções . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Manuseio da máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Manuseio do material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Alarmes e avisos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Símbolos de segurança e definições . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Seção de primeiros socorros – o que fazer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Queimaduras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Eletrocussão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Inalação de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Recursos de segurança do equipamento SLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Engates de segurança . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Acesso limitado e proteção de barreira . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Outros recursos de segurança ativos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Segurança elétrica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Emissões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Descarte de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Segurança do material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Informações de inflamação de materiais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Encontrar informações de segurança do material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Informações de segurança do material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Precauções no manuseio de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Diretrizes para o manuseio seguro de materiais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Segurança do nitrogênio/oxigênio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Efeitos e sintomas da carência de oxigênio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
4 OPERAÇÕES DO SISTEMA SLS SINGLE MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Como funciona o Sistema de uso único ProX® MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Recebimento e armazenamento de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Mistura e envio de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Operações básicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Ligar o Sistema SLS Single MQC: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
Desligar completamente o Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Limpeza do Sistema SLS Single MQC antes da separação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
3D Systems, Inc.

3D Systems, Inc. ii p/n 77-D005 Rev_B
Verificação da quantidade de material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Remover o objeto impresso da câmara de impressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Onde resfriar o objeto impresso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Descarregar do objeto impresso após uma impressão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Separação das peças . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Acabamento da peça após a liberação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Tela Modo operacional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Tela System Setup/Service (Configuração/manutenção do sistema) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Configurações da interface do usuário do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Exibir legendas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
Tela de status principal do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
Tela de controle principal do Sistema SLS Single MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Tela Operational Mode (Modo operacional) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Para carregar pó novo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Para alterar a porcentagem de Reabastecimento: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22
Tela Diagnósticos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Tela Configuração . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Tela Material Tracking (Acompanhamento do material) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
Tela de diagnósticos da caixa para novo 25 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Tela Blend-Bin Diag (Diagnósticos da caixa para mistura) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
Tela Sifter Diag (Diagnósticos do separador) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
Tela Generic I/O Diag (Diagnósticos de E/S genéricas) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26
5 MANUTENÇÃO DO SISTEMA SLS SINGLE MQC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Sistema SLS Single MQC – MANUTENÇÃO DO USUÁRIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6 AVISOS LEGAIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
7 REGULAMENTOS BÁSICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29

3D Systems, Inc. 1 p/n 77-D005 Rev_B
Obrigado por comprar o Sistema SLS Single MQC (Controle de qualidade do material), a impressora 3D, o equipamento SLS auxiliar e os materiais da 3D Systems! Antes de começar a imprimir peças em sua instalação de processamento, leia este guia com atenção para desfrutar do ótimo desempenho de processo e vida útil de serviço do equipamento mais longa.
SOBRE ESTE GUIAEste guia descreve como operar e manter o seu sistema SLS Single MQC usado para o processo de SLS . Para obter instruções da impressão de peças, consulte o Guia do material do seu material específico.
CONTEÚDO
Operações do sistema SLS Single MQCEssa seção detalha a operação do sistema MQC incluindo a separação de peças .
Diretrizes de segurança e instruçõesA seção de Segurança informa o que você precisa saber para evitar lesões ou danos ao equipamento . Leia essa seção antes de ligar qualquer equipamento de SLS ou manusear qualquer material .
1 INTRODUÇÃO

3D Systems, Inc. 2 p/n 77-D005 Rev_B
SISTEMA SLS SINGLE MQC (MQC)O sistema SLS Single MQC é projetado para ser usado como a unidade de manuseio de materiais para a linha de impressoras ProX® SLS 6100 . Ele é responsável por entregar material à impressora, armazenar e misturar materiais novos e usados e separar peças SLS do objeto impresso produzido pela impressora.
I
A
K
G
H
Sistema SLS Single MQC – Visão frontal
B
C D EF
J
Interruptor liga/desliga: esse interruptor ativa e desativa a alimentação do Sistema SLS Single MQC .
Cesto de material misturado: material cuja combinação de materiais novos e usados é armazenada para uso em produção nesta calha . O sistema processa isso automaticamente .
Entrada de material novo: o material novo é carregado nesse local . O usuário deve escanear a etiqueta RFID no contêiner usando o leitor RFID .
Leitor RFID: o leitor RFID é usado para escanear a etiqueta RFID do contêiner do material . Isso garante que o sistema acompanhe a quantidade de material e as relações de pó fresco e novo . A etiqueta deve ser escaneada para destravar as portas de entrada do material fresco e adicionar o material ao sistema .
Área de liberação: o bolo de impressão é trazido até aqui usando-se a montagem do carrinho para transferência de impressão.
Calha de rejeitos: o material gasto (conforme determinado pelo usuário) é carregado na calha de rejeitos .
Termopares: dois termômetros para o bolo de impressão são usados para determinar se o bolo de impressão esfriou suficientemente antes da liberação das peças.
Manta de nitrogênio: esta tampa é colocada sobre um cilindro de bolo de impressão cheio para controlar o resfriamento do bolo usando nitrogênio .
Área escondida: sob a área de liberação, há um espaço que pode ser usado para armazenar cilindros de extração de peças quando não estão sendo usados .
Separador: o usuário remove as peças do objeto impresso na área de separação e coloca o material para reutilização no separador .
Controles do operador do sistema SLS Single MQC: interface do usuário para operação do sistema SLS Single MQC .
A
B
C
D
E
F
G
H
I
J
K
2 INTRODUÇÃO AO MQC

3D Systems, Inc. 3 p/n 77-D005 Rev_B
Adaptador de Ethernet (3x): conexões de rede à impressora de manutenção 1 e a um laptop (somente para pessoal de manutenção) .
Adaptador USB
Conector de 4 pinos para sensor de oxigênio
Entrada de nitrogênio: entrada para suprimento de nitrogênio .
Ajuste de ar com desconexão rápida: entrada de ar comprimido vindo do Sistema SLS Single MQC
Regulador da pressão (nitrogênio)
Regulador da pressão (ar)
Regulador da pressão (ar)
Filtro de transporte: o filtro de material para o Sistema SLS Single MQC.
A
B
C
D
E
F
G
H
I
Sistema de uso único ProX® MQC – vista traseira
I
E
A
B
C
D
F
G
H

3D Systems, Inc. 4 p/n 77-D005 Rev_B
Interruptor liga/desliga: esse interruptor ativa e desativa a alimentação do Sistema SLS Single MQC.
Visor de LCD: o visor é operado usando o botão giratório de controle (veja abaixo) . Ele fornece ao usuário acesso a todas as funcionalidades da máquina.
Botão de parada de emergência: pressione o botão de parada de emergência para cortar toda a alimentação da máquina . Essa função geralmente é reservada para situações onde a máquina não pode ser parada normalmente .
Botão giratório de controle: o usuário seleciona funções no visor de LED usando esse botão giratório de controle .
A
B
C
D
Interface do usuário do Sistema SLS Single MQCA interface do usuário, localizada no painel frontal do Sistema SLS Single MQC, consiste de uma tela de menus operada por botão giratório que permite que o usuário acesse as funcionalidades do sistema . Um controle de parada de emergência está localizado à direita da tela e o interruptor liga/desliga do sistema está localizado à esquerda .
B
C
D
A
COMPONENTES DO SISTEMA SLS SINGLE MQC
Condições da luz de sinalização do Sistema SLS Single MQC
Cor da luz Sólido Piscando Desligar
Vermelho Condição de parada de emergência Falha do sistema ativa Normal
Amarelo O sistema está no modo de serviço
Aviso do sistema ativo e/ou mensagem presente na
interface do usuário
Condição de parada de emergência ou normal
VerdeO sistema está ativo .
Transportes da impressora estão habilitados
O sistema está ativo . Transportes da impressora
estão desabilitados
Condição de parada de emergência ou normal

3D Systems, Inc. 5 p/n 77-D005 Rev_B
Entrada de material novoA porta de entrada de material recebe material novo do usuário e o alimenta ao Sistema SLS Single MQC . Para destravar a porta, o usuário deve primeiro passar a etiqueta do recipiente de material no leitor de etiquetas.
Leitor de etiquetas
Entrada de material novo

3D Systems, Inc. 6 p/n 77-D005 Rev_B
ORIENTAÇÕES GERAISAntes de usar o equipamento de SLS, sua empresa deve ter um programa de segurança estabelecido . O programa de segurança deve:
• Indicar equipamentos, materiais e procedimentos perigosos.
• Explicar o que fazer em caso de emergência.
• Fornecer informações sobre os perigos do equipamento e materiais em Folhas de dados de segurança (SDS). As Folhas de dados de segurança são disponibilizadas com todos os materiais fornecidos pela 3D Systems.
Todo equipamento de SLS é projetado tendo em mente a segurança . No entanto, o uso impróprio, defeitos e exposição excessiva podem causar lesões .
TREINAMENTO E INSTRUÇÕESSiga estas orientações gerais de segurança ao operar qualquer equipamento de SLS:
• Não opere qualquer equipamento de SLS antes de receber o treinamento apropriado.
• Leia e siga todas as instruções de operação.
• Siga todas as regras de segurança desta seção e considere todos os avisos de perigo deste guia.
• Não tente realizar qualquer procedimento de manutenção no equipamento para o qual não tenha sido treinado.
• Os operadores são treinados para operar o sistema e realizar todas as tarefas necessárias para imprimir uma peça.
• Pessoal de manutenção certificado são aqueles que concluíram o pacote de treinamento de manutenção da 3D Systems e estão certificados para realizar tarefas de manutenção. A certificação pode ocorrer em vários níveis e os prestadores devem realizar somente as tarefas para as quais estão autorizados e certificados.
MANUSEIO DA MÁQUINA• Não tente acessar, realizar manutenção ou ajustar quaisquer componentes dentro do compartimento do equipamento de SLS.
• Não tente abrir qualquer painel ou porta enquanto a máquina está funcionando.
• Não acesse qualquer área da máquina próxima à câmara de impressão durante a impressão.
• Tenha cuidado especial ao manusear um objeto impresso aquecido e ao lidar com o ambiente aquecido e inerte dentro da câmara de impressão do sistema de SLS. Tome conhecimento de todas as etiquetas de aviso de perigo térmico nas máquinas.
• Proteja os cabos elétricos e mangueiras de arrefecimento para evitar tropeçar.
MANUSEIO DO MATERIAL• Não use qualquer material sem antes avaliar a sua Folha de dados de segurança (SDS).
• Para evitar lesões e danos ao equipamento, siga todas as diretrizes de manuseio detalhadas no Guia de material apropriado.
ALARMES E AVISOS• Se você vir um erro, alarme ou mensagem de aviso em qualquer tela do equipamento de SLS, observe o status da luz de
sinalização da máquina. Limpe o alarme, erro ou mensagem de aviso antes de retornar à operação.
• Erro, alarme ou mensagens de aviso exibidas podem resultar de práticas perigosas, como abrir uma porta de compartimento ou painel enquanto o equipamento está energizado e funcionando.
3 DIRETRIZES E INSTRUÇÕES DE SEGURANÇA

3D Systems, Inc. 7 p/n 77-D005 Rev_B
SÍMBOLOS DE SEGURANÇA E DEFINIÇÕESAs etiquetas de segurança a seguir são colocadas em vários pontos da máquina para indicar condições potencialmente perigosas:
PERIGO DE SUPERFÍCIES QUENTES: existem superfícies e materiais nas proximidades que podem estar quentes e causar queimaduras severas.
PERIGO DE CHOQUE ELÉTRICO: eletricidade de alta tensão está acessível nas proximidades deste sinal ou atrás do painel de acesso. A alta tensão pode causar queimaduras severas ou morte. Os painéis de acesso são apenas para manutenção e só devem ser abertos pelo pessoal de manutenção certificado.
CUIDADO: indica que algo pode acontecer para causar perda de dados, danos ao equipamento ou ferimentos pessoais.
SEÇÃO DE PRIMEIROS SOCORROS – O QUE FAZER
Em caso de um acidente enquanto usa qualquer equipamento de SLS, busque cuidados médicos imediatamente. Use as diretrizes a seguir para instâncias de segurança específicas.
QueimadurasEsse equipamento contém altas temperaturas e radiação a laser ardente que pode causar queimaduras de segundo grau . Não tente remover qualquer painel protetor. Não existem peças úteis para os usuários internamente.
Se ocorrer uma queimadura, busque os primeiros socorros e cuidados médicos . Pressionar o botão de parada de emergência desenergizará o equipamento e dispersará a situação perigosa .
EletrocussãoO sistema de SLS contém equipamentos energizados com 208 volts, trifásico delta . Não tente remover os painéis protetores . Não existem peças úteis para o usuário dentro.
Se ocorrer eletrocussão, busque os primeiros socorros e cuidados médicos imediatamente . Pressionar o botão de parada de emergência desenergizará o equipamento e dispersará a situação perigosa.
Inalação de materialO processo de limpeza da peça pode criar uma asfixia ou perigo de privação de ar. Se alguém apresentar dificuldades para respiração ou uma sensação de “perda da respiração”, transporte a pessoa para uma sala bem ventilada ou para fora da instalação . Se a condição persistir, busque cuidados médicos imediatamente .

3D Systems, Inc. 8 p/n 77-D005 Rev_B
RECURSOS DE SEGURANÇA DO EQUIPAMENTO SLSUm dos principais objetivos de projeto para todos os equipamentos de SLS é oferecer um ambiente de operação seguro . Os designs de estrutura e compartimento limitam de forma passiva o acesso ao perigo enquanto a eletrônica e o software percebem e reagem de forma ativa e automática a condições inseguras quando elas surgem . Por exemplo, se o sistema de SLS detecta condições de operação inseguras, ele interromperá a operação imediatamente e, em alguns casos, desligará completamente .
CUIDADO: se qualquer recurso de segurança do equipamento de SLS falhar, as suas ações poderão ser as únicas coisas que evitarão condições de operação potencialmente perigosas.
Engates de segurançaDispositivos de engate de segurança no equipamento de SLS ajudam a prevenir a exposição acidental ao laser, choques elétricos, lesões de esmagamento, queimaduras e incêndios . O equipamento de SLS não operará a menos que todos os engates de segurança estejam satisfeitos .
CUIDADO: nunca tente desativar ou anular qualquer dispositivo de engate de segurança em qualquer equipamento de SLS. Operar o equipamento sem todos os engates de segurança ativados pode causar danos ao equipamento, lesões ou morte. Se suspeitar que um dispositivo de engate de segurança não está funcionando de forma adequada, não opere o equipamento de SLS. Em vez disso, desconecte a alimentação do equipamento e entre em contato com o Suporte ao Cliente da 3D Systems para obter assistência.
a . Os painéis internos são apenas para acesso de serviço . Vários painéis interligados são para manutenção do cliente: limpeza de excesso, porta de limpeza de corpo negro e caixa de filtro localizada na parte traseira da máquina.
Acesso limitado e proteção de barreiraA moldura do equipamento SLS e designs de gabinete limitam o acesso ao seguinte:
• Áreas de serviço, como gabinetes e alojamentos para fonte elétrica e controles de automação previnem exposição acidental a riscos de choque elétrico.
• Áreas de material, como funis de alimentação de material, lixeira de armazenamento e tubos de transporte. Isso previne:
• riscos de queimadura ao diminuir a exposição a materiais aquecidos
• riscos de deslizamento ao prevenir a queda de material no chão
• riscos de incêndio ao diminuir a formação de nuvem de poeira atmosférica e possível faísca. Consulte SDS para obter os detalhes completos dos riscos por material
Outros recursos de segurança ativos• O Sistema SLS Single MQC, pareado com o Coletor de poeira, remove material atmosférico durante a liberação da peça
de acordo com as práticas de ventilação industrial padrão.
• Um monitor de oxigênio de ambiente opcional inicia automaticamente o desligamento do sistema SLS quando detecta muito pouco oxigênio na sala.
• O software no sistema SLS se inicia automaticamente com desligamento de equipamento imediato se determinadas condições não seguras forem detectadas durante a operação.

3D Systems, Inc. 9 p/n 77-D005 Rev_B
SEGURANÇA ELÉTRICAPara prevenir choque elétrico, o equipamento SLS não operará a menos que todos os painéis externos estejam instalados e todas as travas de segurança elétrica dos circuitos estejam fechadas.
PERIGO ELÉTRICO: Existe perigo de tensão dentro dos compartimentos de todos os equipamentos SLS. Lesões ou morte decorrente de choque elétrico pode ocorrer se você remover os painéis externos ou tentar burlar as travas de segurança. Os painéis só devem ser removidos e as travas só podem ser desbloqueadas por pessoal treinado e certificado do Suporte ao Cliente dos Sistemas 3D.
PERIGO ELÉTRICO: Verifique a classificação de serviço elétrico da instalação antes de conectar a energia a qualquer equipamento SLS. A energia só deve ser conectada por um eletricista certificado.
PERIGO ELÉTRICO: Não abra o painel atrás do interruptor de desconexão! Alta tensão presente. Ele só deve ser aberto por pessoal qualificado após a energia ser desligada do painel de circuito/disjuntor de energia do local.
Todos os equipamentos SLS foram criados para diminuir a exposição do operador a riscos elétricos durante operações normais . Todos os circuitos elétricos expostos estão dentro de um gabinete com acesso limitado . Isso foi feito para separar o operador das áreas de serviço e manutenção .
Ao operar qualquer equipamento SLS, tenha em mente os seguintes pontos de segurança elétrica:
• Apenas pessoal de serviço certificado de Sistemas 3D devem operar equipamento SLS com painéis de acesso ou portas de serviço abertas.
• Cuidado com sinais e rótulos de aviso de alta voltagem.
• Use as precauções de segurança de senso comum ao operar qualquer equipamento elétrico.
• Depois de qualquer alteração no cabeamento elétrico, certifique-se de que o equipamento está aterrado corretamente.

3D Systems, Inc. 10 p/n 77-D005 Rev_B
PROBLEMAS AMBIENTAISO sistema SLS não emite substâncias tóxicas quando materiais aprovados por Sistemas 3D são usados .
EmissõesAquecimento de material – Testes analíticos em materiais de Sistemas 3D não indicam emissões detectáveis fora dos limites aceitáveis do sistema SLS . (Consulte o SDS de materiais .)
Nitrogênio – O sistema SLS usa nitrogênio, que é passivamente ventilado na câmara de impressão .
OBS .: Não instale um ventilador na porta de exaustão . A porta de exaustão na câmara de impressão não pode estar bloqueada . A atmosfera inerte ao nitrogênio na câmara de impressão do sistema SLS está em uma pressão superior à atmosfera externa . A câmara ventilará sem um ventilador . Instalar um ventilador no coletor de escape irá puxar o ar rico em nitrogênio para fora da câmara de impressão muito rápido, aumentando a concentração de oxigênio na câmara. Isso pode impedir o sistema SLS de alcançar o status inerte ou causar a interrupção de uma impressão em processo.
Descarte de materialConsulte o SDS do material DuraForm ProX® para obter informações de descarte . Siga quaisquer regulações locais aplicáveis .
SEGURANÇA DO MATERIALTodos os materiais certificados por Sistemas 3D são seguros durante operação normal. No entanto, você deve estar ciente dos problemas a seguir:
• Qualquer material, substância semelhante a material ou nuvem atmosférica de material tem uma chance remota de combustão rápida.
• A inalação de alguns materiais pode causar uma experiência de irritação respiratória em determinadas pessoas.
• Os riscos à segurança do material são minimizados por boa gestão interna e práticas de ventilação.
• Material derramado pode deixar o chão muito escorregadio.
• O material deve ser peneirado em um ambiente bem ventilado.
Consulte os guias do SDS e de material dos Sistemas 3D para obter informações sobre materiais específicos.
CUIDADO: O uso de materiais que não foram certificados para uso no equipamento SLS pode causar danos à saúde ou segurança e pode danificar o equipamento e anular a garantia.
Informações de inflamação de materiaisMateriais em pó podem ser inflamáveis e podem soltar faíscas com eletricidade estática em um ambiente não inerte. Consulte o SDS de cada material para obter informações específicas.
CUIDADO: O operador deve usar um aspirador de pó aprovado para limpar o excesso de material. Os Sistemas 3D recomendam um ESD ou modelo à prova de explosão. Entre em contato com o Atendimento ao cliente dos Sistemas 3D para obter opções de compra.
Encontrar informações de segurança do materialUse a tabela de Informações de segurança do material para localizar referências e contatos para obter informações sobre tópicos de segurança de material importantes. Também verifique o SDS do material usado para obter os cuidados específicos a serem observados.
3D Systems, Inc. 11 p/n 77-D005 Rev_B
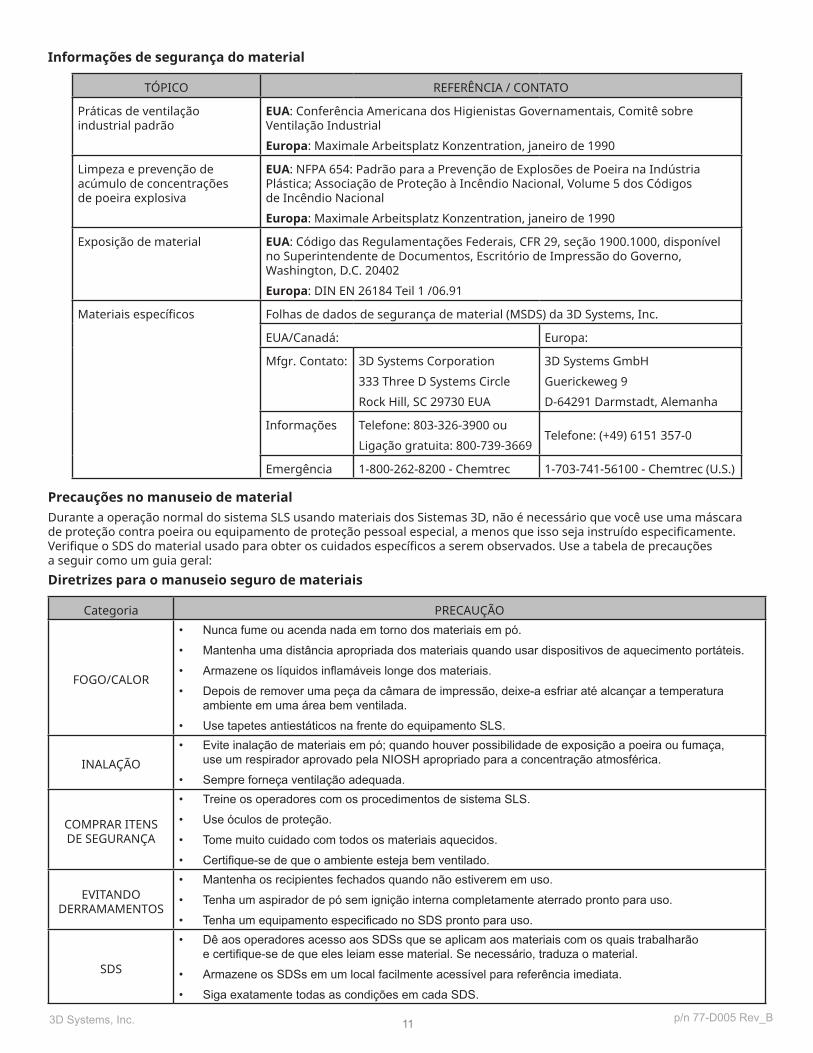
Informações de segurança do material
TÓPICO REFERÊNCIA / CONTATO
Práticas de ventilação industrial padrão
EUA: Conferência Americana dos Higienistas Governamentais, Comitê sobre Ventilação Industrial
Europa: Maximale Arbeitsplatz Konzentration, janeiro de 1990
Limpeza e prevenção de acúmulo de concentrações de poeira explosiva
EUA: NFPA 654: Padrão para a Prevenção de Explosões de Poeira na Indústria Plástica; Associação de Proteção à Incêndio Nacional, Volume 5 dos Códigos de Incêndio Nacional
Europa: Maximale Arbeitsplatz Konzentration, janeiro de 1990
Exposição de material EUA: Código das Regulamentações Federais, CFR 29, seção 1900 .1000, disponível no Superintendente de Documentos, Escritório de Impressão do Governo, Washington, D .C . 20402
Europa: DIN EN 26184 Teil 1 /06 .91
Materiais específicos Folhas de dados de segurança de material (MSDS) da 3D Systems, Inc .
EUA/Canadá: Europa:
Mfgr . Contato: 3D Systems Corporation
333 Three D Systems Circle
Rock Hill, SC 29730 EUA
3D Systems GmbH
Guerickeweg 9
D-64291 Darmstadt, Alemanha
Informações Telefone: 803-326-3900 ou
Ligação gratuita: 800-739-3669Telefone: (+49) 6151 357-0
Emergência 1-800-262-8200 - Chemtrec 1-703-741-56100 - Chemtrec (U .S .)
Precauções no manuseio de materialDurante a operação normal do sistema SLS usando materiais dos Sistemas 3D, não é necessário que você use uma máscara de proteção contra poeira ou equipamento de proteção pessoal especial, a menos que isso seja instruído especificamente. Verifique o SDS do material usado para obter os cuidados específicos a serem observados. Use a tabela de precauções a seguir como um guia geral:
Diretrizes para o manuseio seguro de materiais
Categoria PRECAUÇÃO
FOGO/CALOR
• Nunca fume ou acenda nada em torno dos materiais em pó.
• Mantenha uma distância apropriada dos materiais quando usar dispositivos de aquecimento portáteis.
• Armazene os líquidos inflamáveis longe dos materiais.
• Depois de remover uma peça da câmara de impressão, deixe-a esfriar até alcançar a temperatura ambiente em uma área bem ventilada.
• Use tapetes antiestáticos na frente do equipamento SLS.
INALAÇÃO• Evite inalação de materiais em pó; quando houver possibilidade de exposição a poeira ou fumaça,
use um respirador aprovado pela NIOSH apropriado para a concentração atmosférica.
• Sempre forneça ventilação adequada.
COMPRAR ITENS DE SEGURANÇA
• Treine os operadores com os procedimentos de sistema SLS.
• Use óculos de proteção.
• Tome muito cuidado com todos os materiais aquecidos.
• Certifique-se de que o ambiente esteja bem ventilado.
EVITANDO DERRAMAMENTOS
• Mantenha os recipientes fechados quando não estiverem em uso.
• Tenha um aspirador de pó sem ignição interna completamente aterrado pronto para uso.
• Tenha um equipamento especificado no SDS pronto para uso.
SDS
• Dê aos operadores acesso aos SDSs que se aplicam aos materiais com os quais trabalharão e certifique-se de que eles leiam esse material. Se necessário, traduza o material.
• Armazene os SDSs em um local facilmente acessível para referência imediata.
• Siga exatamente todas as condições em cada SDS.

3D Systems, Inc. 12 p/n 77-D005 Rev_B
SEGURANÇA DO NITROGÊNIO/OXIGÊNIOO sistema SLS usa nitrogênio para criar uma atmosfera inerte na câmara de impressão . O nitrogênio inibe qualquer combustão rápida em potencial de material particulado durante o processo SLS .
O conteúdo de oxigênio do ar é de aproximadamente 21%. O deslocamento da atmosfera normal com um gás inerte, como nitrogênio, pode reduzir o conteúdo de oxigênio em uma sala. Caso haja uma chance remota do nitrogênio vazar em um ambiente durante o processo de sinterização, a situação pode se tornar perigosa .
Seu local deve conter um monitor de alarme de oxigênio instalado no ambiente contendo o sistema SLS . Esse monitor alertará você se o nível de oxigênio ficar abaixo de um ponto predeterminado. Ele deve estar conectado para desencadear um desligamento imediato do sistema SLS e gerador de nitrogênio (se estiver em uso).
CUIDADO: Exposição a uma atmosfera contendo 12% ou menos de oxigênio causa perda de consciência sem qualquer sintoma de alerta. Isso acontece tão rápido que você não consegue evitar ou se proteger.
A tabela de Efeitos e sintomas da privação de oxigênio explica os possíveis efeitos e sintomas que podem ocorrer em concentrações diferentes de oxigênio na atmosfera .
Quando você trabalha em um ambiente que pode sofrer uma queda de oxigênio, certifique-se de que esteja de acordo com os seguintes itens:
• Se, a qualquer momento, você sentir que está apresentando sintomas de privação de oxigênio, saia do local imediatamente.
• Você recebeu treinamento de segurança de oxigênio/nitrogênio.
• O ambiente é bem ventilado; pelo menos 4 trocas de ar por hora.
• Aparato de respiração autônomo está disponível e facilmente acessível.
• O monitor de oxigênio do ambiente é audível e está funcionando.
• Deixe o ambiente/sala de sistema SLS imediatamente quando ouvir o alarme de oxigênio.
Efeitos e sintomas da carência de oxigênio
TEOR DE OXIGÊNIO(% POR VOLUME)
EFEITOS E SINTOMAS NA PRESSÃO ATMOSFÉRICAa
15 – 19 %Capacidade diminuída de trabalhar ativamente . Pode prejudicar sua coordenação ou induzir sintomas precoces em pessoas com problemas coronários, pulmonares ou circulatórios .
12 – 14 % Aumenta a respiração durante esforço . Frequência de pulso sobe . Pode apresentar coordenação, percepção e julgamento debilitados .
10 – 12 % A respiração continua a aumentar em frequência e profundidade. Os lábios ficam azuis . Possível perda de consciência nesse momento .
8 – 10 % Redução da capacidade mental. Desmaio e ausência de consciência. Rosto fica pálido e os lábios azuis . Náusea e vômitos podem ocorrer .
6 – 8 %
100% fatal após 8 minutos de exposição.
50% fatal dentro de 6 minutos.
Recuperação com tratamento dentro de 4 a 5 minutos .
4 – 6 % Coma dentro de 40 segundos; convulsões, a respiração cessa, ocorre a morte .
a. Do Informe de Segurança SB-2 - 1983—”1983 by the Compressed Gas Association, Inc. 1235 Jefferson Davis Highway, Arlington, VA 22202

3D Systems, Inc. 13 p/n 77-D005 Rev_B
Siga as instruções nessa seção para usar o Sistema SLS Single MQC com segurança . As instruções informam como carregar material novo, misturar material e separar as peças do objeto impresso .
COMO FUNCIONA O SISTEMA DE USO ÚNICO PROX® MQCO Sistema de uso único ProX MQC regula o uso de material para a ProX® SLS 6100. Ele armazena e mistura pó novo, misturado e reciclado e pode fornecer material para uma impressora ProX® SLS 6100 . A impressora envia uma solicitação de reabastecimento separada ao Sistema SLS Single MQC quando o funil de alimentação estiver baixo.
Recebimento e armazenamento de materialOs materiais novos e misturados são armazenados em recipientes separados no Sistema SLS Single MQC . O pó reciclado é recuperado pelo separador. Para alimentar material reciclado no sistema, o interruptor do Separador deve estar ligado durante a separação .
Caixa para novo – recebe e armazena a entrada de material novo do usuário . O material novo é carregado a partir dos contêineres de material . A etiqueta do contêiner (em cima da tampa) deve ser lida pelo leitor na interface do Sistema SLS Single MQC antes de ser alimentado ao sistema.
Caixa para mistura – recebe, mistura e armazena material do separado e da caixa para novo para o uso da impressora .
Mistura e envio de materialO Sistema SLS Single MQC inicia automaticamente o ciclo de mistura quando o separador é ativado . As quantidades de pó novo e reciclado necessárias dependem da proporção de mistura .
OBSERVAÇÃO: uma célula de carga embaixo da caixa faz a leitura do peso e do nível de material . Não coloque objetos sobre a caixa . Isso acarretará uma leitura incorreta do peso do material .
OPERAÇÕES BÁSICAS
Ligar o Sistema SLS Single MQC:A 3D Systems projetou o Sistema SLS Single MQC para se manter ligado o tempo todo . Raramente você precisará ligar a máquina. Se alguma vez você encontrá-la desligada, essa subseção descreve como ligar o sistema.
1. Verifique se a alimentação da instalação para o sistema está ligada.
2. Ligue o coletor de poeira pressionando o interruptor liga/desliga.
3. Na interface do usuário, alterne o interruptor liga/desliga para a posição LIGADO.
Interruptor liga/desliga
4 OPERAÇÕES DO SISTEMA SLS SINGLE MQC

3D Systems, Inc. 14 p/n 77-D005 Rev_B
Desligar completamente o Sistema SLS Single MQCA 3D Systems projetou o Sistema de uso único ProX® MQC para se manter ligado o tempo todo . Raramente você precisará desligar o sistema, a menos que:
• Você esteja desligando todo o sistema .
• O sistema necessite manutenção .
• O sistema perca a alimentação da instalação e não reestabeleça imediatamente .
• O sistema permanecerá inativo durante um período extenso .
Para desligar o sistema,
1 . Verifique a tela da interface do usuário do Sistema SLS Single MQC para ver em qual modo está .
2 . Se o ciclo estiver parado, pule a próxima etapa .
3 . Se o ciclo estiver nos modos Full (Total) ou Local, navegue até o menu Operation Mode (Modo de operação) e selecione “Stop Cycle (Parar o ciclo)” .
Tomada de alimentação CA
4 . Navegue até o menu Setup/Service (Configuração/manutenção) e, em seguida, até o submenu Setup (Configuração) . Selecione “System Shutdown (Desligamento do sistema)” .
5 . No painel do operador, desligue o interruptor liga/desliga .
6 . Vá até a parte traseira do Sistema SLS Single MQC e abra a porta de pó de rejeitos .
7 . Retire o plugue de alimentação da tomada CA . AVISO (para ATEX): use tampa de soquete quando estiver desconectado .
Limpeza do Sistema SLS Single MQC antes da separaçãoSiga esses procedimentos para limpar o sistema antes de imprimir peças em sua impressora ProX® SLS 6100 .
1 . Detritos e pó solto do Sistema SLS Single MQC podem ser limpos usando um aspirador de pó sem ignição .
2. Um tecido limpo e seco pode ser usado para remover o excesso de material na área da máquina em que estiver presente .
Verificação da quantidade de materialA quantidade aproximada de pó necessária para um trabalho de impressão pode ser encontrada usando o menu Estimativa do 3D Sprint.
Para verificar se há material suficiente para o trabalho de impressão, use um dos dois métodos a seguir:
1. Em Sinter, verifique a janela do Sistema SLS Single MQC na tela Man Ops. Isso exibe o status do Sistema de uso único MQC, incluindo a quantidade de pó disponível .
2. Verifique o status do Sistema SLS Single MQC na janela Status do Sinter, que também exibe a quantidade de pó disponível .
REMOVER O OBJETO IMPRESSO DA CÂMARA DE IMPRESSÃOO objeto impresso pode ser removido da câmara de impressão antes ou depois que ele terminar seu resfriamento .
CUIDADO: não comece a liberar as partes do objeto impresso antes que a etapa de resfriamento esteja concluída . A temperatura não deve ser superior a 85 °C . O objeto impresso pode permanecer extremamente quente horas após uma construção. Para evitar queimaduras, aguarde tempo suficiente para o resfriamento (até 24 horas sem a tampa de nitrogênio) antes de remover partes do objeto impresso . A temperatura do objeto impresso pode ser testada usando os termopares na área de liberação do Sistema SLS Single MQC.
Onde resfriar o objeto impressoSe você resfriar o objeto impresso dentro da câmara de impressão, aguarde até que ele atinja a temperatura final de resfriamento de não mais que 85 °C . Se optar por deixar o objeto impresso esfriar fora da câmara de impressão, você pode levá-lo ao Sistema SLS Single MQC e deixá-lo esfriar normalmente ou usar a tampa de nitrogênio na lateral do Sistema de uso único MQC.
Para usar a tampa de nitrogênio, faça o seguinte:
• Imediatamente após colocar o objeto impresso quente na área de separação do Sistema SLS Single MQC, coloque a tampa de nitrogênio no cilindro do objeto impresso . Em seguida . . .
• use a tampa para fazer um resfriamento controlado por um período programado (o padrão é três horas) ou até que uma temperatura programada seja atingida .
• Deixe que o objeto impresso se resfrie sem o fluxo de nitrogênio.

3D Systems, Inc. 15 p/n 77-D005 Rev_B
Descarregar do objeto impresso após uma impressãoDepois de uma impressão e antes da liberação da peça, você deve remover o objeto impresso da câmara de impressão e transportá-lo para o sistema ProX® MQC.
Para remover o objeto impresso:
1 . Apague as luzes da câmara .
2 . Abra a porta externa da câmara de impressão .
3 . Destrave e abra a porta interna da câmara de impressão .
4 . Aumente os aquecedores .
5 . Remova a janela de laser girando ¼ de volta no sentido anti-horário e tirando-a da parte superior da câmara . Coloque-a em um local limpo e seguro e limpe-a antes de reinstalá-la na câmara de impressão .
6 . Pressione o conector defletor da janela do laser vermelho na parte superior da câmara (consulte a imagem).
7. Com o pegador virado para você, insira o cilindro do objeto impresso na câmara de impressão, colocando-o sobre a placa de impressão.
Cilindro do objeto impresso totalmente inserido na câmara
Certifique-se de que as guias externas do cilindro se prendam à borda da porta da câmara de impressão.

3D Systems, Inc. 16 p/n 77-D005 Rev_B
Deslize a bandeja do objeto impresso embaixo do cilindro
8 . Feche e trave a porta interna da câmara de impressão .
9 . Feche a porta externa da câmara de impressão .
10. Em Configuração de construção, abra o Controle do pistão e pressione o botão Iniciar pistão para levantar o objeto impresso no cilindro .
11 . Quando o pistão terminar de levantar o objeto impresso, abra as portas externa e interna da câmara de impressão .
Alinhe o carrinho com a câmara de impressão Deslize a bandeja e o cilindro no carrinho
12 . Deslize a bandeja do objeto impresso sob o cilindro, conforme mostrado, e trave a bandeja com os pinos de tração no cilindro .
13. Se o objeto impresso for leve o suficiente, ele poderá ser movido manualmente para o Sistema SLS Single MQC. Caso contrário, use o carrinho de transferência de peça.
14 . Mova e alinhe o carrinho para a câmara de impressão .
15 . Deslize o cilindro e a bandeja para fora da câmara e sobre o carrinho .
16 . Mova o carrinho de transferência para o Sistema SLS Single MQC .

3D Systems, Inc. 17 p/n 77-D005 Rev_B
SEPARAÇÃO DAS PEÇASQuando a impressão for concluída, você precisará remover as peças sinterizadas do objeto impresso e limpá-las . A remoção de peças do objeto impresso é chamada de “liberação” . Esta seção descreve os procedimentos a serem seguidos ao liberar as peças .
OBSERVAÇÃO: você pode encontrar informações específicas sobre liberação e limpeza de peças em seu Guia de material.
Antes fazer a liberação das peças, você precisa:
• Resfriar o objeto impresso e, em seguida, remover o cilindro de transferência de peças da câmara de impressão—ou vice-versa.
• Levar o carrinho de transferência de peça até o Sistema SLS Single MQC e descarregar o cilindro de impressão na área de separação.
• Remover o cilindro de impressão.
• Remover o pó do contorno das peças com uma espátula e pincel. Verificar se a peneira está operando e, em seguida, escovar o pó não sinterizado do objeto impresso dentro da peneira.
• Quando puder segurar facilmente uma peça, levante-a com cuidado. Limpe delicadamente as peças com uma escova e coloque-as na área de separação do Sistema SLS Single MQC.
Acabamento da peça após a liberação
OBSERVAÇÃO: consulte seu Guia de material para obter informações completas sobre o acabamento das peças .
Após a liberação, remova e descarte qualquer material restante de buracos e fendas do objeto impresso .
Seu sistema SLS é fornecido com um conjunto básico de ferramentas de limpeza de peças ásperas e lisas. Talvez seja útil complementar esse conjunto com outras ferramentas, pinças e escovas delicadas como aquelas usadas para o trabalho dental e em joalheria.
A 3D Systems recomenda que você adquira também um jateador de esferas de vidro (gabinete de jateamento pneumático) . Um jateador de esferas faz com que a limpeza seja muito mais fácil e rápida . Consulte seu Guia de instalação para obter as especificações.

3D Systems, Inc. 18 p/n 77-D005 Rev_B
Tela Modo operacionalNa tela Main Control (Controle principal), use o botão giratório para destacar o item de menu, Operational Mode (Modo operacional) e pressione o botão para selecionar .
Esse menu permite que o usuário selecione o modo de manuseio do material para o Sistema SLS Single MQC .
• Full Cycle (Ciclo completo) permitirá que o Sistema SLS Single MQC e a impressora controlem todo o manuseio de material no modo totalmente automático.
• Local Cycle (Ciclo local) é igual ao Ciclo completo, exceto que todas as solicitações de pó da impressora são ignoradas pelo Sistema SLS Single MQC.
• Selecione Stop Cycle (Parar o ciclo) para desligar o manuseio de material.
Operational mode+ Run Full cycle+ Run Local Cycle+ Stop Cycle
Main Control
> Operational mode
+ Load fresh powder
+ Start/stop cool cycle
> Setup/Service/Diag
+ Activate Svc mode
- Deactivate Svc mode
Tela System Setup/Service (Configuração/manutenção do sistema)Na tela Main Control (Controle principal), use o botão giratório para destacar o item de menu Setup/Service (Configuração/manutenção), e pressione o botão para selecionar . A opção Service (Manutenção) é apenas para o pessoal certificado e não está disponível ao usuário.
Nessa tela é possível:
• Navegar até a tela Diagnostics (Diagnósticos). • Navegar até a tela Setup (Configuração) . • Navegar até a tela Service (Manutenção). Disponível apenas para o pessoal certificado.
• Exibir as Version information (Informações da versão) do software instalado no Sistema SLS Single MQC .
System setup/service> Diagnostics> Setup> Service+ Version info

3D Systems, Inc. 19 p/n 77-D005 Rev_B
CONFIGURAÇÕES DA INTERFACE DO USUÁRIO DO SISTEMA SLS SINGLE MQC
Exibir legendasAs informações a seguir se aplicam a todos os itens de menu do visor de LED:
Legenda
> Submenu – gire o botão para destacar e selecionar o submenu, pressione o botão para entrar.
+ Comando – pressione o botão para iniciar a ação ou editar o valor.
- (ou nenhum símbolo) – saída ou comando indisponível, não responde ao botão.
> VOLTAR – gire o botão para destacar e selecionar, pressione o botão para voltar ao menu anterior.
Gire o botão para alternar entre os itens.
Pressione e mantenha pressionado o botão para voltar à tela Main Status (Status principal).
Tela de status principal do Sistema SLS Single MQCA tela Main Control (Controle principal) permite que o usuário:
• Exiba o modo operacional atual e outras informações de status .
• Mostre a quantidade de pó nas caixas do Sistema SLS Single MQC (kg e litros) e a quantidade de pó necessária para começar uma mistura de pó .
• F – caixa de pó novo
• B – caixa de pó misturado
• Status do separador
• Status da tampa de resfriamento
Interruptor liga/desliga
Botão de controle

3D Systems, Inc. 20 p/n 77-D005 Rev_B
A exibição da primeira linha pode mudar com base no status atual do MQC:• F B -> B indica o modo Ciclo total e recirculação da Caixa para mistura
• Outras mensagens de status possíveis:
• B -> PA Caixa para mistura transportando para a Impressora A
OBSERVAÇÃO: para alternar entre a tela de Status e a tela Controle principal, pressione e solte rapidamente o botão de controle.
Na tela oposta:• Existem 10 litros na caixa para novo• Existem 20 litros na caixa de pó misturado• O Sistema SLS Single MQC não iniciará outro ciclo de mistura a menos que:
• O nível da caixa para novo seja maior que cinco litros• O nível da caixa para mistura seja menor que cem litros• Há mais de cinco litros de pó recuperado disponível . (recuperado pelo
separador após trabalhos de impressão concluídos)• O separador esteja inativo ou em uso, a saída seria direcionada até a caixa
para mistura• A tampa de resfriamento está inativa mas se estivesse em uso a duração
do fluxo de N2 seria controlada pelo tempo
Tela de controle principal do Sistema SLS Single MQC• A tela Main Control (Controle principal) permite ao usuário:• Navegar até a tela Operational Mode (Modo operacional) . • Load Fresh Powder (Carregar pó novo) no sistema (para fazer isso o usuário deve primeiro fazer a leitura da etiqueta
RFID do material na tampa do contêiner do material no leitor RFID no painel frontal do Sistema SLS Single MQC . Isso destravará as portas de acesso da caixa para novo . A etiqueta RFID do tipo de material deve corresponder ao tipo de material atual no Sistema de uso único MQC.
• Start Cool Cycle (Iniciar o ciclo de resfriamento) – iniciar o fluxo de N2 para a tampa de nitrogênio (duração controlada pela temperatura ou pelo tempo)
• Change Sifter Mode (Alterar o modo do separador) – permite que o usuário selecione o destino da saída do separador (caixa para recuperado, barril ou tambor externo)
• Setup/Service/Diag (Configuração/manutenção/diagnósticos) – navegar até o submenu. (Somente a tela Configuração está disponível para todos os usuários . As telas Manutenção e Diagnósticos são somente para o uso de técnicos certificados da 3D Systems.)
• Activate Service (Ativar manutenção) – etiqueta RFID de manutenção necessária• Clear Weight Error (Apagar erro de peso) – uso do operador para uma etiqueta de limpeza do peso da caixa para apagar
um erro de peso da caixa
A quantidade de pó novo e recuperado necessária para iniciar uma mistura se baseia na porcentagem de reabastecimento atual. Se 50%, então são necessárias quantidades iguais de pó. A tela acima mostra que, para uma taxa de reabastecimento e 50%, um mínimo de cinco litros de pó novo e recuperado é necessário.

3D Systems, Inc. 21 p/n 77-D005 Rev_B
Tela Operational Mode (Modo operacional)Na tela Main Control (Controle principal), gire o botão para destacar Operational Mode (Modo operacional) .
Pressione e solte rapidamente o botão para exibir a seguinte tela:
Full Cycle (Ciclo total) permite que o Sistema SLS Single MQC opere no modo totalmente automático .
• O Sistema SLS Single MQC enviará pó à impressora solicitante se houver pó misturado disponível .
• O Sistema SLS Single MQC misturará pó se houver pó adequado disponível na caixa para novo .
• O Sistema SLS Single MQC recirculará periodicamente o pó nas caixas de mistura .
Local Cycle (Ciclo local) permitirá que o Sistema SLS Single MQC opere da mesma forma que o modo Ciclo total, exceto que todas as solicitações da impressora por pó são ignoradas pelo Sistema SLS Single MQC.
Stop Cycle (Parar o ciclo) evita que o Sistema SLS Single MQC misture pó, recircule pó nas caixas para novo e recuperado ou responda às solicitações da impressora por pó.
O usuário deve selecionar Stop Cycle (Parar o ciclo) para:
• Carregar pó novo
• Entrar no submenu Configuração para:
• Alterar a porcentagem de reabastecimento para mistura
• Alterar o tempo limite do separador
Para carregar pó novo1 . Após a seleção de Stop Cycle (Parar o ciclo), pressione e solte rapidamente o botão para exibir a seguinte tela .
2 . Gire o botão para selecionar Load Fresh Powder (Carregar pó novo) .

3D Systems, Inc. 22 p/n 77-D005 Rev_B
Pressione e solte rapidamente o botão para exibir a seguinte tela:
4 . Remova a tampa do contêiner de pó . Posicione a tampa no painel RFID e mantenha-a até escutar as portas da caixa de pó novo destravarem .
5 . Ligue o gerenciador de ar do Sistema SLS Single MQC . Abra as portas da caixa para novo, esvazie o contêiner de pó na caixa e feche as portas. Você deverá escutar as portas travarem novamente.
OBSERVAÇÃO: se for carregar vários contêineres de pó, é necessário fechar e travar as portas entre cada contêiner.
6 . Ao concluir o carregamento de pó na caixa para novo, retorne o Sistema SLS Single MQC para o modo Ciclo total para misturar o pó ou continue no modo Parar se desejar alterar a porcentagem de Reabastecimento ou fazer qualquer outra alteração nos parâmetros de configuração.
Para alterar a porcentagem de Reabastecimento:1 . Pressione e solte rapidamente o botão para exibir a seguinte tela:
2 . Gire o botão de controle para selecionar Setup/Service/Diag (Configuração/manutenção/diagnósticos) e pressione e solte rapidamente o botão .
3 . Gire o botão de controle para selecionar Setup (Configuração) e pressione e solte rapidamente o botão para exibir a seguinte tela:

3D Systems, Inc. 23 p/n 77-D005 Rev_B
4 . Selecione Replenish % (% de reabastecimento) .
5 . Gire o botão para posicionar o cursor de seleção .
6 . Pressione o botão para alterar o cursor do modo Select (Selecionar) para Change (Alterar) e gire para alterar o valor .
7 . Pressione o botão novamente para voltar ao modo Select (Selecionar) .
8 . Continue a girar até que a seleção esteja adjacente a OK e pressione o botão novamente (isso salvará as alterações) .

3D Systems, Inc. 24 p/n 77-D005 Rev_B
Tela ConfiguraçãoNa tela System setup/service (Configuração/manutenção do sistema), use o botão giratório para destacar o item de menu Setup (Configuração), e pressione o botão para selecionar . Essa tela só está operante quando o sistema está no modo Stop (Parar) .
OBSERVAÇÃO: todos os tempos estão em segundos exceto o tempo de resfriamento do nitrogênio, que está em minutos.
Esse menu oferece os seguintes comandos:• Selecionar a porcentagem de fresh powder (pó novo) na blended bin
(caixa para mistura) .• Selecionar o lower level limit (limite de baixo nível) da blended bin
(caixa para mistura) em litros .• Ligar ou desligar a blending function (função de mistura) .• Ligar ou desligar a função blended bin recirculation (recirculação da caixa
para mistura) .• Definir o tempo para a blended bin recirculation (recirculação da caixa para
mistura) (em segundos) .• Definir o limite de minimum weight (peso mínimo) da caixa para novo (em kg) .• Definir o tempo limite da peneiração para desligar automaticamente .• Alternar a configuração nitrogen (nitrogênio) entre temperature (temperatura)
e time (tempo) .• Definir o time that the nitrogen will be used (tempo em que o nitrogênio será
usado) para resfriar o objeto impresso . • Definir a temperature (temperatura) do objeto impresso na qual o nitrogênio
deixará de ser distribuído.• Redefinir os dados do material.• Desligar o sistema .
Tela DiagnósticosNa tela System setup/service (Configuração/manutenção do sistema), use o botão giratório para destacar o item de menu Diagnostics (Diagnósticos), e pressione o botão para selecionar .
Nessa tela, você pode navegar até as seguintes telas de diagnósticos:
• Material tracking (Acompanhamento de material) . Permite exibir os detalhes em relação ao material que está no sistema .
• Fresh-bin diagnostics (Diagnósticos da caixa para novo) . Permite exibir os detalhes de status dos componentes que inclui o manuseio de material novo no sistema .
• Blend-bin diagnostics (Diagnósticos da caixa para mistura) . Permite exibir os detalhes de status dos componentes que inclui o manuseio de material misturado no sistema .
• Sifter diagnostics (Diagnósticos do separador) . Aqui você pode exibir os status dos componentes relacionados ao sistema de separação .
• Generic I/O diagnostics (Diagnósticos de E/S genéricas) . Detalhes relacionados às luzes de sinalização, parada de emergência, relés, nitrogênio e temperatura podem ser exibidos aqui.
Tela Material Tracking (Acompanhamento do material)Na tela Diagnósticos, use o botão giratório para destacar o item de menu Acompanhamento do material, e pressione o botão para selecionar . Essa tela exibe as seguintes informações de status:• Material Number (Número do material): o número associado ao material.• Name (Nome): o nome do material .• Material Density (Densidade do material): a densidade do material .• Minimum Fresh Blend Percentage (Porcentagem mínima de novo para mistura):
a porcentagem mínima de material novo disponível para a mistura.• Maximum Fresh Blend Percentage (Porcentagem máxima de novo para mistura):
a porcentagem máxima de material novo disponível para a mistura.• Max Recirculation Period (Período máximo de recirculação): o tempo máximo
(em segundos) em que acontecerá a recirculação .• Fresh Consumed (Novo consumido): a quantidade de material novo consumido (em kg) .• Used Consumed (Usado consumido): a quantidade de material usado consumido (em kg) .
Configuração+ Replenish %+ B lo lvl (L)+ Blending on/off+ B recirc on/off+ B recirc time+ Minimum Fresh Weight
+ Sift timeout+ Cool by temp/time+ Cool time (min)+ Cool temp+ Reset material data+ System Shutdown
Diagnósticos> Material tracking> Fresh-bin diag> Blend-bin diag> Sifter diag> Generic I/O diag
Material TrackingMatl #NomeMatl densityMin Replensish %Max Replenish %MaxRecircPeriodFresh ConsumedUsed Consumed

3D Systems, Inc. 25 p/n 77-D005 Rev_B
Tela de diagnósticos da caixa para novo 25Na tela Diagnostics (Diagnósticos), use o botão giratório para destacar o item de menu Fresh-bin diag (Diagnósticos da caixa para novo), e pressione o botão para selecionar .
Essa tela exibe as seguintes informações de status:
• Door closed/open (Porta aberta/fechada): indica se a porta esquerda para entrada de material novo está aberta ou fechada .
• Door unlocked/locked (Porta travada/destravada): indica se a porta para entrada de material novo está travada ou destravada .
• Gate valve open/closed (Válvula da porta aberta/fechada): indica se a válvula da porta de material novo está aberta ou fechada.
• Transport level full/not full (Nível de transporte cheio/não cheio): indica se o transportador de material novo está cheio ou não.
• Fluidizing air on/off (Ar fluidizador ligado/desligado): indica se o ar responsável pela fluidização do material no transportador está ligado ou desligado .
• Transporter air on/off (Ar do transportador ligado/desligado): indica se o ar responsável por transportar o material para fora do transportador está ligado ou desligado .
• Weight (Peso): fornece o peso (kg) do material na caixa para novo .
• Pressure (Pressão): fornece a pressão de ar (kPa) do transportador .
Fresh-bin diagDoor closed/openDoor unlocked/lockedGate valve open/closedTport level full/not fullFluid air on/offTport air on/offWeight KgPressure KPa
Tela Blend-Bin Diag (Diagnósticos da caixa para mistura)Na tela Diagnostics (Diagnósticos), use o botão giratório para destacar o item de menu Blend-bin diag (Diagnósticos da caixa para mistura), e pressione o botão para selecionar.
Essa tela exibe as seguintes informações de status:
• Gate valve open/closed (Válvula da porta aberta/fechada): indica se a válvula da porta de material novo está aberta ou fechada.
• Transport level full/not full (Nível de transporte cheio/não cheio): indica se o transportador de material misturado está cheio ou não .
• Fluidizing air on/off (Ar fluidizador ligado/desligado): indica se o ar responsável pela fluidização do material no transportador está ligado ou desligado.
• Transporter air on/off (Ar do transportador ligado/desligado): indica se o ar responsável por transportar o material para fora do transportador está ligado ou desligado .
• Pinch B->B closed/open: indica se a válvula de diafragma está aberta ou fechada para entregar a caixa de misturado à caixa para mistura (recirculação de material) .
• Pinch B->PA closed/open: indica se a válvula de diafragma está aberta ou fechada para entregar a caixa de misturado à caixa da impressora.
• Weight (Peso): fornece o peso (kg) do material na caixa para mistura .
• Pressure (Pressão): fornece a pressão de ar do transportador .
• Current Blend (Mistura atual): fornece a porcentagem atual de material misturado na caixa .
Blend-bin diagGate valve open/closedTport level full/not fullFluid air on/offTport air on/offPinch B->B closed/openPinch B->PA closed/openWeight KgPressure KPaCurrent Blend %

3D Systems, Inc. 26 p/n 77-D005 Rev_B
Tela Sifter Diag (Diagnósticos do separador)Na tela Diagnostics (Diagnósticos), use o botão giratório para destacar o item de menu Sifter diag (Diagnósticos do separador), e pressione o botão para selecionar .
Essa tela exibe as seguintes informações de status:
• Gate valve open/closed (Válvula da porta aberta/fechada): indica se a válvula da porta do separador está aberta ou fechada .
• Transport level full/not full (Nível de transporte cheio/não cheio): indica se o transportador do separador está cheio ou não .
• Fluidizing air on/off (Ar fluidizador ligado/desligado): indica se o ar responsável pela fluidização do material no separador está ligado ou desligado.
• Transporter air on/off (Ar do transportador ligado/desligado): indica se o ar responsável por transportar o material para fora do separador está ligado ou desligado .
• Pinch valve sifter to blended bin closed/open (Separador da válvula de mangote na caixa para mistura aberto/fechado): indica se a caixa para mistura do separador está aberta ou fechada .
• Cycle start active/inactive (Início de ciclo ativo/inativo): indica se o início de ciclo do separador está ativo ou inativo.
• Cycle stop active/inactive (Parada de ciclo ativa/inativa): indica se a parada de ciclo do separador está ativa ou inativa .
• Shaker on/off (Agitador ligado/desligado): indica se o agitador do separador está ligado/desligado .
• Pressure (Pressão): fornece a pressão de ar do transportador .
Tela Generic I/O Diag (Diagnósticos de E/S genéricas)Na tela Diagnostics (Diagnósticos), use o botão giratório para destacar o item de menu Generic I/O diag (Diagnósticos de E/S genéricas), e pressione o botão para selecionar .
Essa tela exibe as seguintes informações de status:
• E-Stop active/inactive (Parada de emergência ativa/inativa): indica se a parada de emergência da máquina foi ativada ou não.
• 24V Relay on/off (Relé de 24 V ligado/desligado): indica o status ligado/desligado do relé de 24 V .
• Red light on/off (Luz vermelha ligada/desligada): indica o status da luz de sinalização vermelha.
• Amber light on/off (Luz âmbar ligada/desligada): indica o status da luz de sinalização âmbar.
• Green light on/off (Luz verde ligada/desligada): indica o status da luz de sinalização verde .
• Logo backlight on/off (Luz de fundo do logotipo ligada/desligada): indica o status da luz de fundo do logotipo.
• Nitrogen supply valve open/closed (Válvula de alimentação do nitrogênio aberta/fechada): se a válvula de alimentação do nitrogênio estiver aberta, o nitrogênio pode ser enviado ao sistema.
• Nitrogen blanket (cooling lid) valve open/closed (Válvula da camada (tampa de resfriamento) de nitrogênio aberta/fechada): se a válvula de alimentação do nitrogênio à tampa de resfriamento estiver aberta, a tampa pode ser usada .
• Part Cake 1 (thermocouple) temperature (Temperatura do objeto parcial 1 (termopar)): fornece a temperatura do primeiro termopar usado para medir a temperatura no objeto parcial.
• Part Cake 2 (thermocouple) temperature (Temperatura do objeto parcial 2 (termopar)): fornece a temperatura do segundo termopar usado para medir a temperatura no objeto parcial.
• Digital Output temperature (Temperatura da saída digital): fornece a temperatura da saída digital na placa controladora do Sistema SLS Single MQC.
• Power Supply temperature (Temperatura da alimentação): fornece a temperatura da alimentação na placa controladora do Sistema SLS Single MQC .
Sifter diagGate valve open/closedTport level full/not fullFluid air on/offTport air on/offPinch B->B closed/openCycle start active/inactiveCycle stop active/inactiveShaker on/offPressure KPa
Generic I/O diagEstop active/inactive24V Relay on/offRed light on/offAmber light on/offGreen light on/offLogo backlight on/offN2 supply v. open/closedN2 blanket v. open/closedPC1 temp.PC2 temp.DO temp.PS temp.

3D Systems, Inc. 27 p/n 77-D005 Rev_B
5 MANUTENÇÃO DO SISTEMA SLS SINGLE MQC
SISTEMA SLS SINGLE MQC – MANUTENÇÃO DO USUÁRIO• Inspecione a retenção de condensação de ar comprimido/óleo, esvazie se necessário
• Limpe superfícies, separe, descarte o pó inutilizável, conforme necessário
• Recipiente para descarte
• Inspecione semanalmente, esvazie conforme necessário
• Tela do separador
• Aspire após cada uso
• Filtro tipo saco
• Inspecione semanalmente, limpe mensalmente, substitua a cada seis meses

3D Systems, Inc. 28 p/n 77-D005 Rev_B
6 AVISOS LEGAIS
COPYRIGHT E IDENTIDADE CORPORATIVACopyright 3D Systems, Inc . Todos os direitos reservados . Sujeito a alteração sem aviso prévio . Este documento é protegido por direitos autorais e contém informações patenteadas de propriedade da 3D Systems, Inc . O usuário licenciado, em cujo nome este documento é registrado (o “Usuário Licenciado”) não tem o direito de copiar, reproduzir ou traduzir este documento de nenhuma maneira nem por qualquer meio sem o consentimento prévio por escrito da 3D Systems, Inc . Nenhuma cópia do documento pode ser vendida ou dada a nenhuma pessoa ou outra entidade .
MELHORIASA 3D Systems pode (mas não tem a obrigação de) fazer melhorias a este documento de tempos em tempos . Porém, o Usuário Licenciado reconhece que, a qualquer momento após o vencimento da data de emissão, a 3D Systems pode instituir um encargo periódico ou tarifa a pagar pelo Usuário Licenciado em troca do recebimento contínuo de melhorias . É responsabilidade do Usuário Licenciado fornecer à 3D Systems informações atualizadas de seu nome e endereço . O Usuário Licenciado também se compromete a notificar a 3D Systems imediatamente no caso de considerar que qualquer dado contido neste documento esteja incompleto ou incorreto em qualquer sentido em conexão ao Usuário Licenciado em particular ou ao uso geral .
AVISO FCCEste equipamento foi testado e está em conformidade com os limites para um dispositivo digital classe A, de acordo com a Parte 15 das Normas da FCC. Esses limites são projetados para oferecer proteção razoável contra interferência prejudicial quando o equipamento é operado em um ambiente comercial . Este equipamento gera, usa e pode irradiar energia de radiofrequência . Se ele não for instalado e usado de acordo com essas instruções, poderá causar interferência prejudicial a radiocomunicações. A operação deste equipamento em uma área residencial pode causar interferências prejudiciais, caso em que o usuário será obrigado a corrigir tais interferências por conta própria.
Alterações ou modificações a este equipamento não aprovadas pela 3D Systems podem anular a autoridade do usuário para operar este equipamento .
TRANSMISSÃO POR RADIOFREQUÊNCIAEsse produto gera 13,56 MHz usando um Sistema de loop indutivo como um dispositivo de Identificação por radiofrequência (RFID). O dispositivo de Identificação por radiofrequência (RFID) está em conformidade com os requisitos especificados na Parte 15 da FCC, RSS-210 da Industry Canada, diretiva do conselho europeu 2014/53/EU e todas as leis e regulações locais aplicáveis .
A operação deste dispositivo está sujeita às seguintes condições: (1) este dispositivo não pode causar interferência prejudicial, e (2) este dispositivo deve aceitar qualquer interferência recebida, inclusive interferência que pode causar operação indesejada.
O dispositivo mencionado neste guia contém transmissor, ID da FCC: 2ADGF-MERCURY ID: 12666A-MERCURY
O acesso ao transmissor para técnicos de manutenção está disponível por meio de métodos de acesso a compartimentos comuns, incluindo o uso de ferramentas comuns e remoção de tampas .
OBSERVAÇÃO: alterações ou modificações a este equipamento não aprovadas especificamente pela 3D Systems podem anular a autoridade do usuário para operar este equipamento .

3D Systems, Inc. 29 p/n 77-D005 Rev_B
7 REGULAMENTOS BÁSICOS
A 3D Systems testou essa impressora conforme as normas de imunidade e emissões eletromagnéticas . Essas normas foram projetadas para minimizar a interferência causada ou recebida por essa impressora em um ambiente de escritório típico .
Estados UnidosEste dispositivo está de acordo com a Parte 15 das Normas da FCC . A operação está sujeita às seguintes condições: (1) este dispositivo não pode causar interferência prejudicial, e (2) este dispositivo deve aceitar qualquer interferência recebida, inclusive interferência que pode causar operação indesejada.
Alterações ou modificações a este equipamento não aprovadas pela 3D Systems podem anular a autoridade do usuário para operar este equipamento.
CanadáEste dispositivo está em conformidade os padrões RSS de isenção de licença da Industry Canada . A operação está sujeita às seguintes condições: (1) este dispositivo não pode causar interferência prejudicial, e (2) este dispositivo deve aceitar qualquer interferência recebida, inclusive interferência que pode causar operação indesejada .
Ce dispositif est conforme aÌ la norme CNR-210 d’Industrie Canada applicable aux appareils radio exempts de licence . Son fonctionnement est sujet aux deux conditions suivantes: (1) le dispositif ne doit pas produire de brouillage preìjudiciable, et (2) ce dispositif doit accepter tout brouillage rec?u, y compris un brouillage susceptible de provoquer un fonctionnement indeìsirable. Este equipamento digital de Classe A está em conformidade com o ICES-003 canadense.
Cet appareil numérique de la classe A est conforme à la norme NMB-003 du Canada .
União EuropeiaATENÇÃO: este é um produto de Classe A. Em um ambiente doméstico, esse produto pode causar interferência de rádio. Caso isso aconteça, o usuário poderá precisar tomar as medidas adequadas.
Para permitir que o equipamento opere perto de equipamentos industriais, científicos e médicos (ISM) a irradiação externa do equipamento ISM pode precisar ser limitada ou poderá ser necessário adotar medidas de mitigação especiais.
Alterações ou modificações a este equipamento não aprovadas pela 3D Systems podem anular a autoridade do usuário para operar este equipamento .

3D Systems, Inc. 30 p/n 77-D005 Rev_B
3D Systems, Inc. 333 Three D Systems Circle Rock Hill, SC 29730 www.3dsystems.com © 2018 3D Systems, Inc. Todos os direitos reservados. Especificações sujeitas a alterações sem aviso . 3D Systems, o logotipo da 3D Systems, ProX e Duraform são marcas comerciais registradas da 3D Systems, Inc .p/n 77-D005 Rev . B





![3750 MLS à conversão de 3850 MQC da configuração de QoS · Número máximo de filas e de tipos de fila [4 queues] 1P3Q3T Expeça a fila de prioridade do queue-> [up to 8 queues]](https://img.document.onl/doc/110x75/5be598dc09d3f2580c8c0142/3750-mls-a-conversao-de-3850-mqc-da-configuracao-de-qos-numero-maximo.jpg)




