Embed Size (px)
Citation preview

Módulo 5SMED - Troca rápida de ferramentas
RCM – Manutenção centrada na confiabilidade
SMED - Definições
� SMED (Single minute exchange of die) = Troca rápida deferramenta, método revolucionário de redução de tempos depreparação de máquinas, iniciado em 1950 na Mazda, Japão, comShigeo Shingo.
� Consiste em avaliar as atividades de uma operação de troca damáquina, identificando quais operações podem ser feitas com amáquina em operação (como transporte e preparação doferramental) e quais necessitam de paralisação (como colocação doferramental), e separar essas atividades, com o objetivo de reduziro setup.
� Tempo de troca: É o tempo necessário, na preparação de umamáquina, para a troca de modelos, sendo contado desde a últimapeça do modelo A, até a primeira peça do modelo B, comqualidade.
� Troca rápida: Redução do tempo de troca de ferramenta, paramenos de 10 minutos, por meio da análise e otimização dasatividades internas e externas.
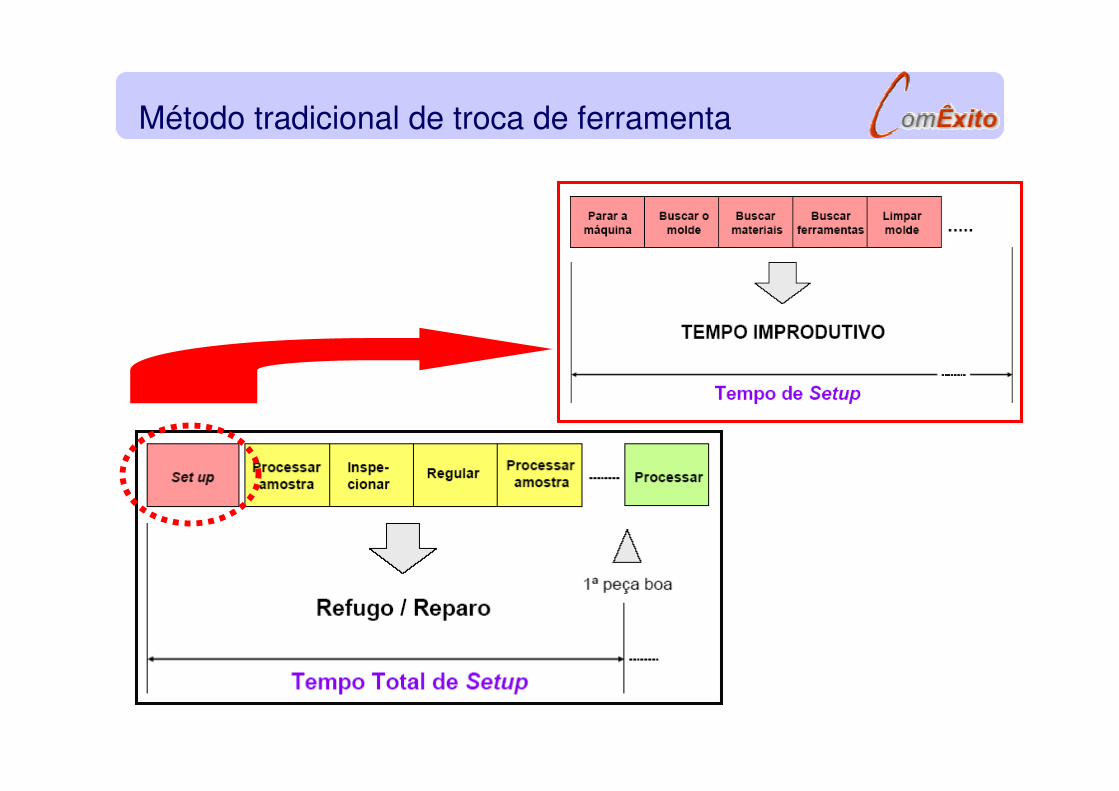
Método tradicional de troca de ferramenta
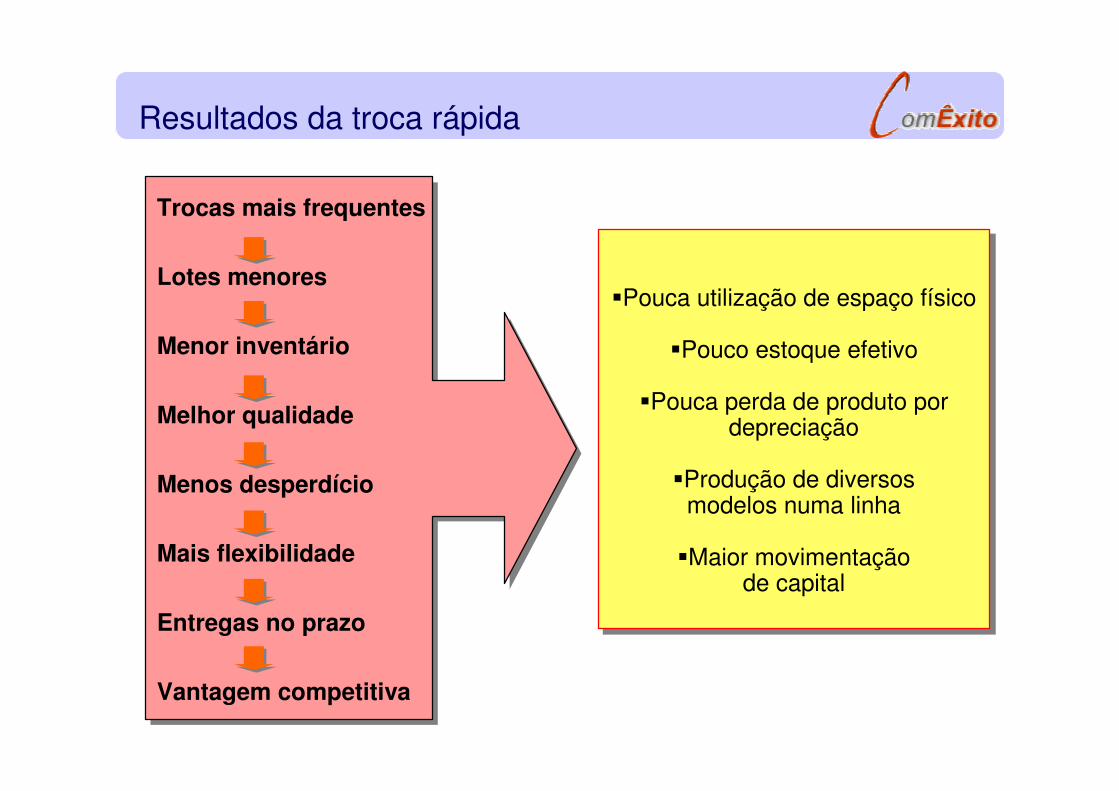
Resultados da troca rápida
Trocas mais frequentes
Lotes menores
Menor inventário
Melhor qualidade
Menos desperdício
Mais flexibilidade
Entregas no prazo
Vantagem competitiva
�Pouca utilização de espaço físico
�Pouco estoque efetivo
�Pouca perda de produto pordepreciação
�Produção de diversosmodelos numa linha
�Maior movimentaçãode capital
�Pouca utilização de espaço físico
�Pouco estoque efetivo
�Pouca perda de produto pordepreciação
�Produção de diversosmodelos numa linha
�Maior movimentaçãode capital
Etapas do SMED
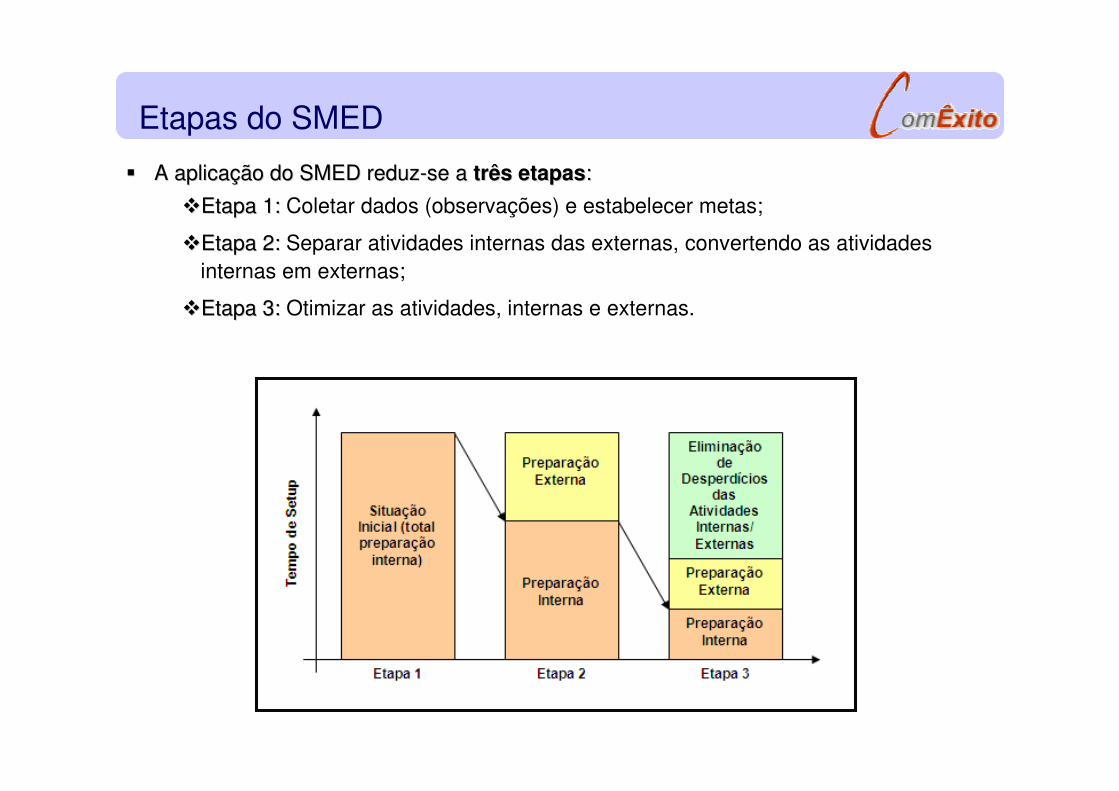
�� AA aplicaaplicaçãçãoo dodo SMEDSMED reduzreduz--sese aa trtrêêss etapasetapas::
��EtapaEtapa 1:1: Coletar dados (observações) e estabelecer metas;
��EtapaEtapa 2:2: Separar atividades internas das externas, convertendo as atividadesinternas em externas;
��EtapaEtapa 3:3: Otimizar as atividades, internas e externas.
SMED – Evidências e priorização
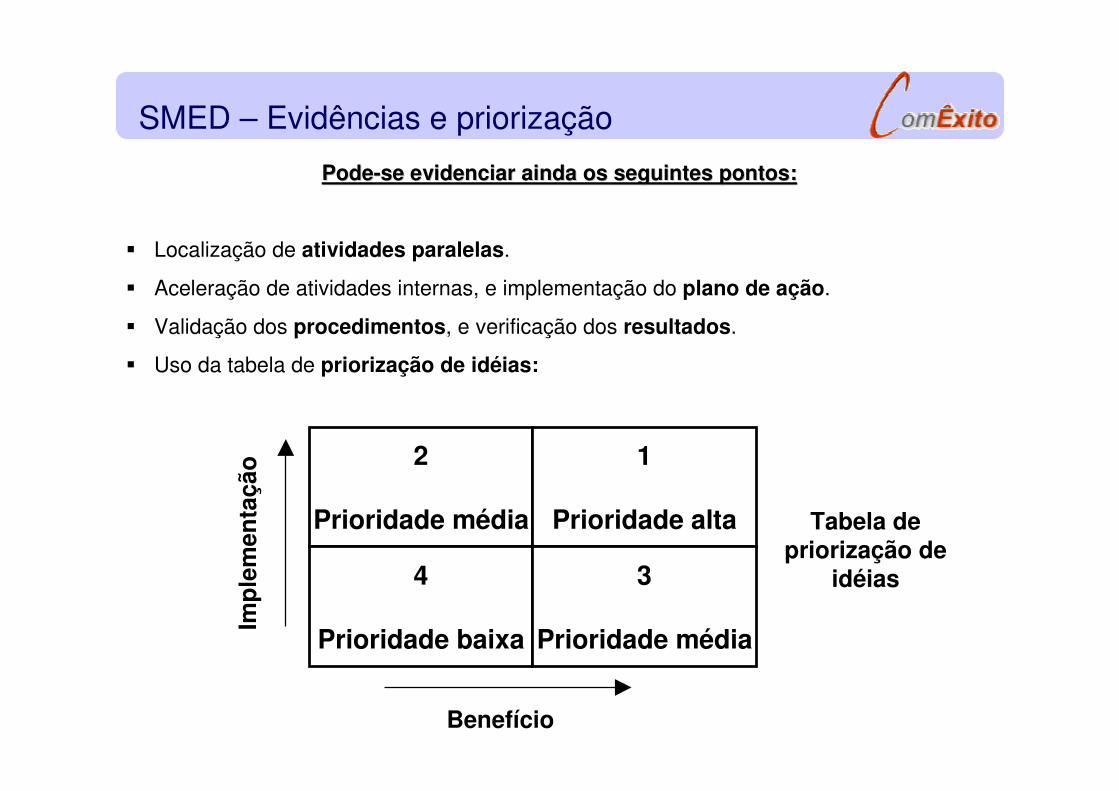
PodePode--se evidenciar ainda os seguintes pontos: se evidenciar ainda os seguintes pontos:
� Localização de atividades paralelas.
� Aceleração de atividades internas, e implementação do plano de ação.
� Validação dos procedimentos, e verificação dos resultados.
� Uso da tabela de priorização de idéias:
2
Prioridade média
4
Prioridade baixa
1
Prioridade alta
3
Prioridade média
Benefício
Imp
lem
en
taçã
o
Tabela de priorização de
idéias
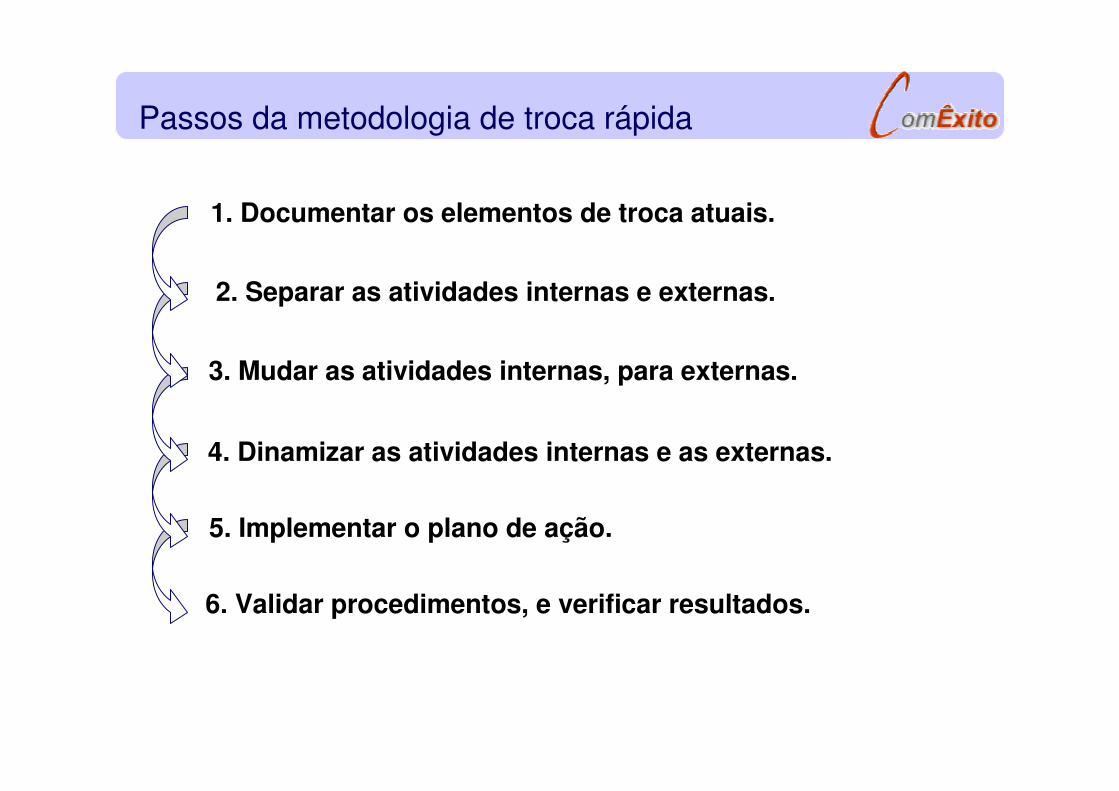
Passos da metodologia de troca rápida
1. Documentar os elementos de troca atuais.
2. Separar as atividades internas e externas.
3. Mudar as atividades internas, para externas.
4. Dinamizar as atividades internas e as externas.
5. Implementar o plano de ação.
6. Validar procedimentos, e verificar resultados.
Passo 1: Documentar os elementos de trocaatuais e definir processos prioritários
� Dúvidas que podem ocorrer:
�É uma operação de restrição?
�Existe alta perda de produção, devido à troca?
�Existe um tempo longo de troca?
�Como estão os indicadores de custo?
� Documentar os elementos de troca atuais
�Observe a troca e anote todas as etapas
�Anote os tempos de cada etapa
�Anote o percurso percorrido pelo operador
�Determine os processos prioritários
�Estabeleça os objetivos de melhoria
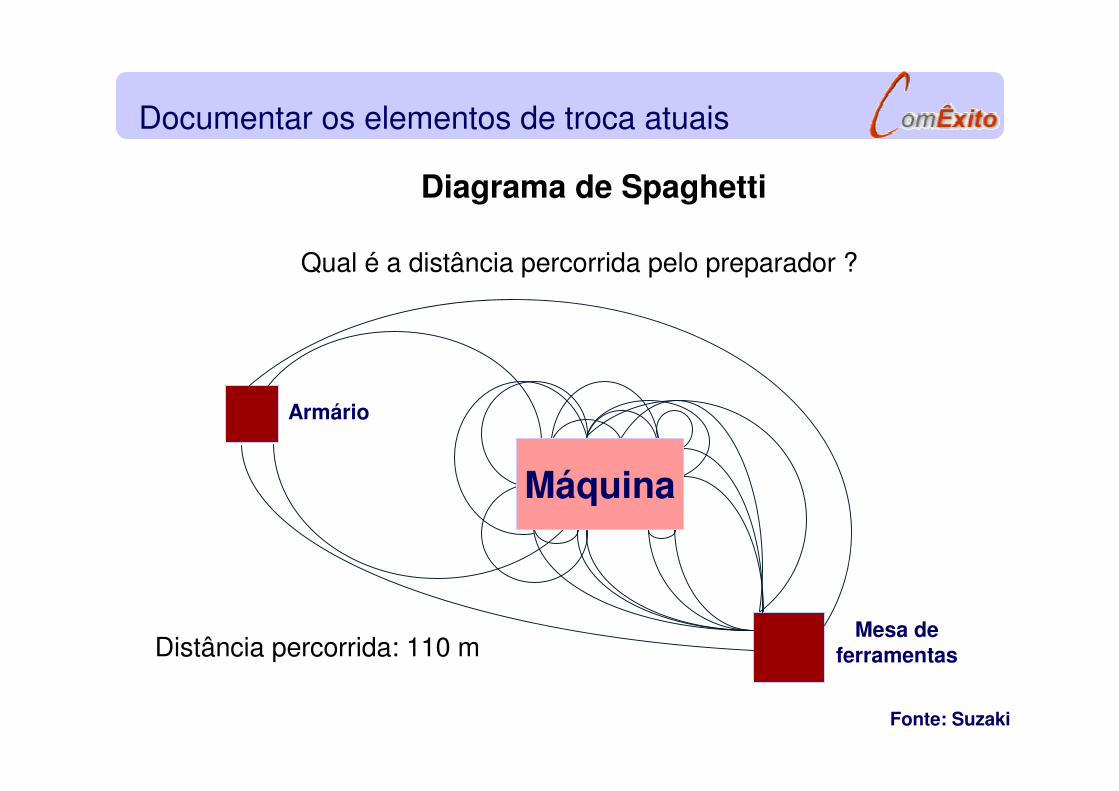
Documentar os elementos de troca atuais
Mesa deferramentas
Armário
Máquina
Distância percorrida: 110 m
Diagrama de Spaghetti
Fonte: Suzaki
Qual é a distância percorrida pelo preparador ?
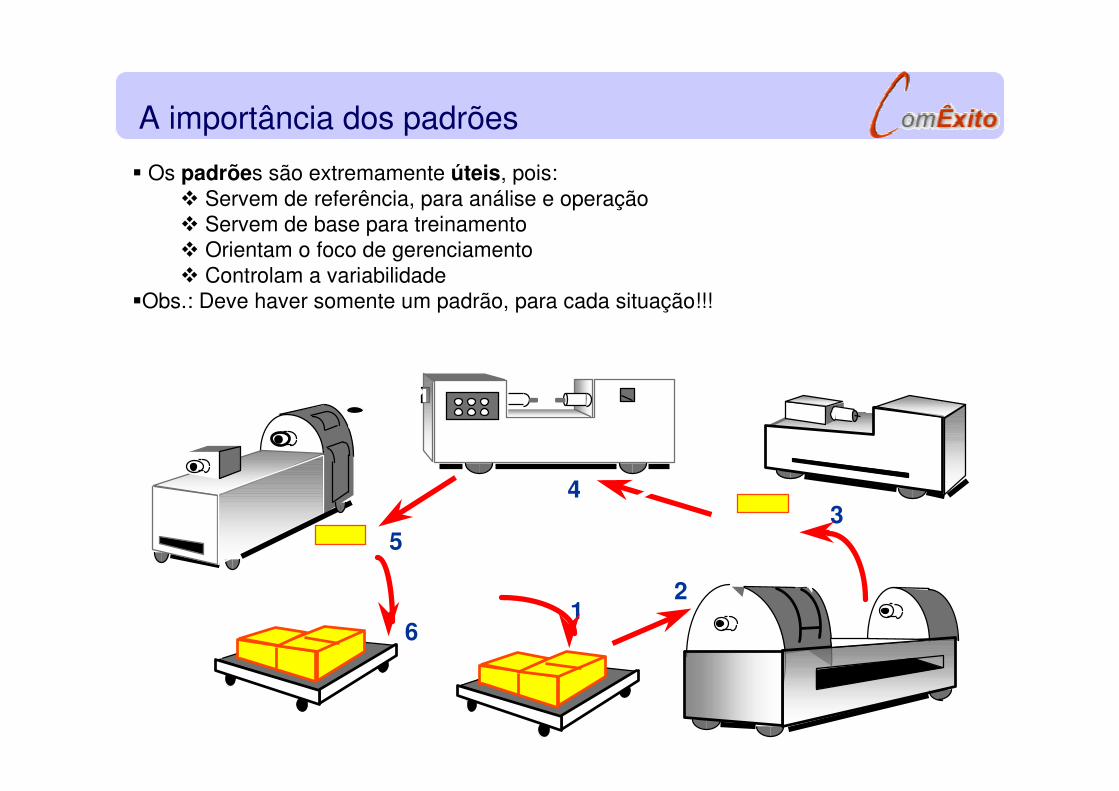
A importância dos padrões
12
4
5
6
3
� Os padrões são extremamente úteis, pois:� Servem de referência, para análise e operação� Servem de base para treinamento� Orientam o foco de gerenciamento� Controlam a variabilidade
�Obs.: Deve haver somente um padrão, para cada situação!!!
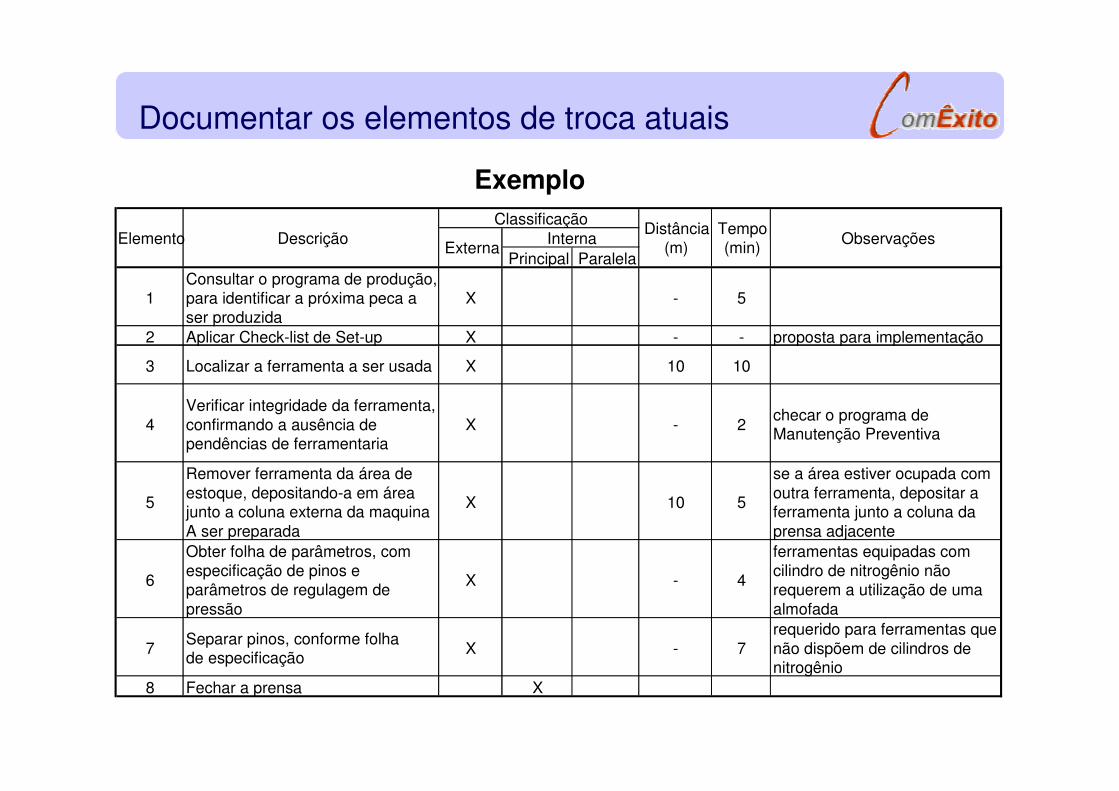
Documentar os elementos de troca atuais
Exemplo
Principal Paralela
1Consultar o programa de produção, para identificar a próxima peca a ser produzida
X - 5
2 Aplicar Check-list de Set-up X - - proposta para implementação
3 Localizar a ferramenta a ser usada X 10 10
4Verificar integridade da ferramenta, confirmando a ausência de pendências de ferramentaria
X - 2checar o programa de Manutenção Preventiva
5
Remover ferramenta da área de estoque, depositando-a em área junto a coluna externa da maquina A ser preparada
X 10 5
se a área estiver ocupada com outra ferramenta, depositar a ferramenta junto a coluna da prensa adjacente
6
Obter folha de parâmetros, com especificação de pinos e parâmetros de regulagem de pressão
X - 4
ferramentas equipadas com cilindro de nitrogênio não requerem a utilização de uma almofada
7Separar pinos, conforme folha de especificação
X - 7requerido para ferramentas que não dispõem de cilindros de nitrogênio
8 Fechar a prensa X
Tempo(min)
Distância(m)
ObservaçõesClassificação
InternaElemento DescriçãoExterna
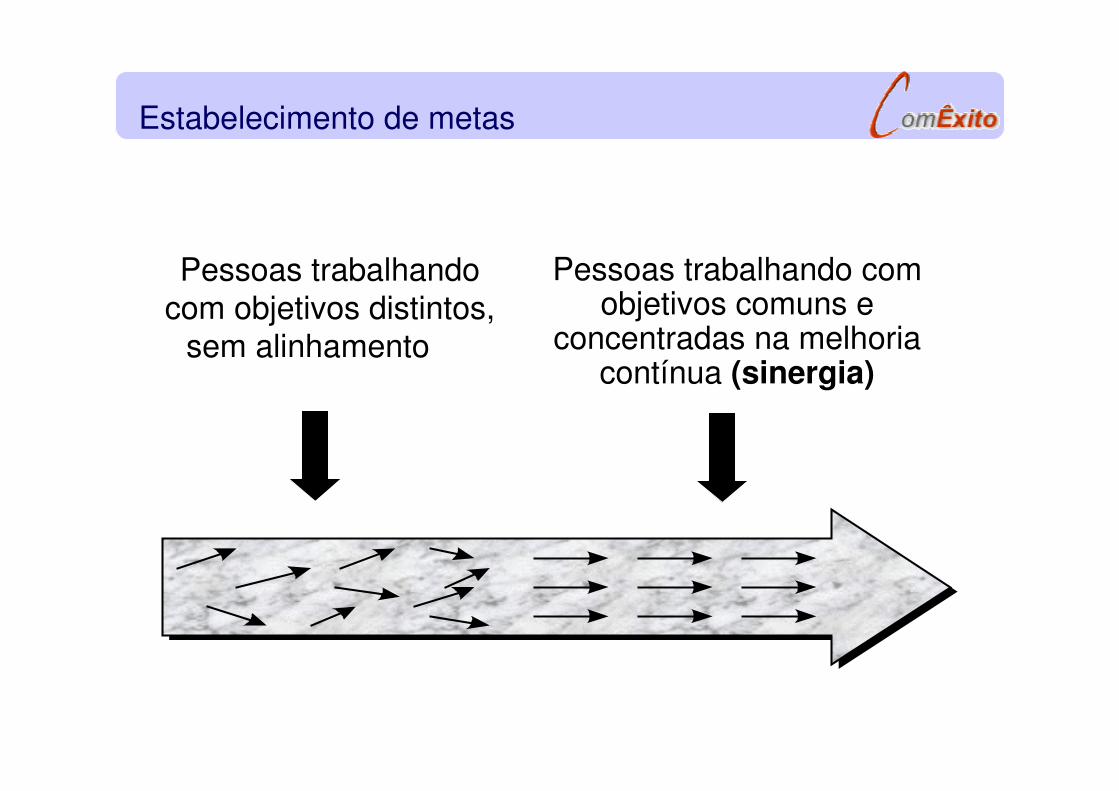
Estabelecimento de metas
Pessoas trabalhando com objetivos distintos,
sem alinhamento
Pessoas trabalhando comobjetivos comuns e
concentradas na melhoriacontínua (sinergia)
Passo 2 - Separar atividades internas e externas
� Atividades Internas:
� São aquelas atividades que, para serem realizadas,requerem que a máquina esteja parada.
� Exemplos: instalação de um ferramental, ajustes,testes, etc.
� Atividades Externas:
�São aquelas atividades realizadas, com a máquina emoperação.
�Exemplos: preparação de ferramental, localização depeças, transporte de ferramental, etc.
� Separação:
�Usar um checklist;�Verificar as condições de funcionamento;
�Melhorar o transporte de ferramentas, de matrizes, de materiais e de outros componentes.
Passo 3 – Mudar as atividades internas para atividades externas
� Verificar se existem atividades que possam ser eliminadas.
� Verificar se existem atividades que possam ser combinadase/ou aproximadas.
� Reorganizar a seqüência de atividades.
� Efetuar a padronização das funções.
� Fazer uma preparação, antecipadamente, das condiçõesoperacionais.
� Efetuar as mudanças, e analisar seus resultados.
Passo 4 – Dinamizar atividades internas
� Identificar todos e quaisquer tipos de desperdícios e priorizá-los.
� Planejar as atividades a serem dinamizadas, usando, também, de um mecanismo depriorização.
� Implementar as atividades e operações paralelas, quando viáveis.
� Procurar utilizar fixadores funcionais (exemplos a seguir).
� Eliminar os ajustes desnecessários (não agregadores de valor).
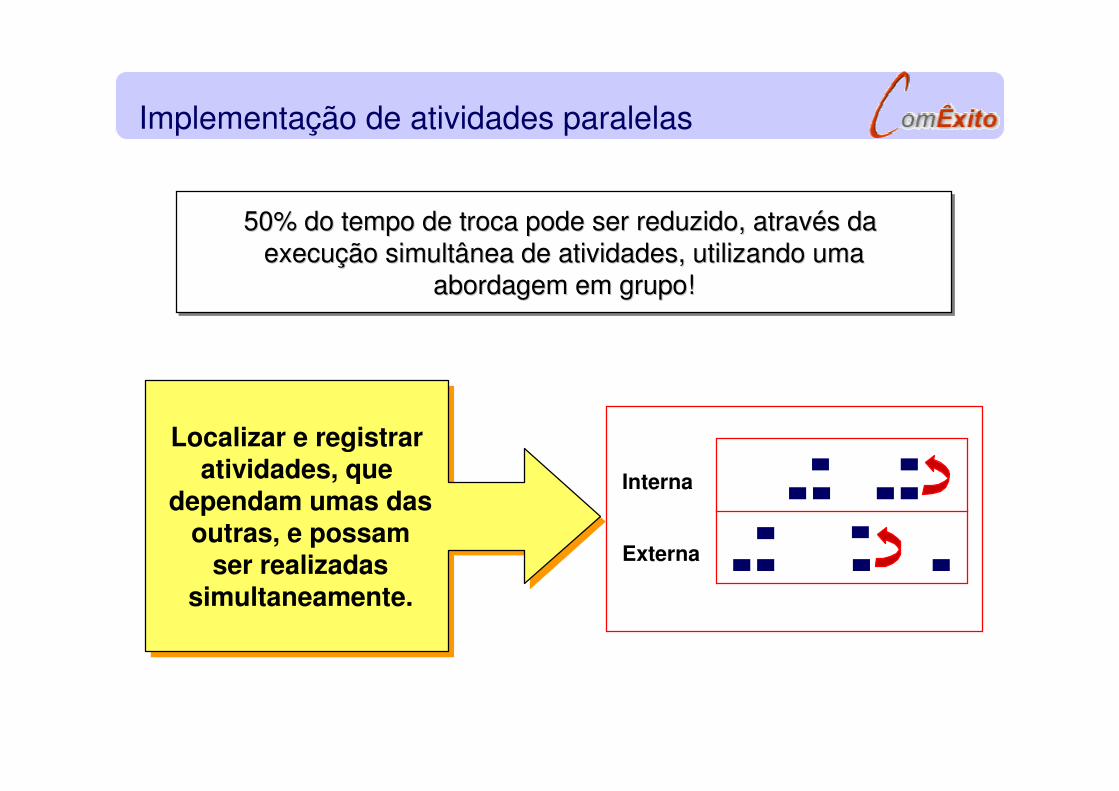
Implementação de atividades paralelas
50% do tempo de troca pode ser reduzido, através da execução simultânea de atividades, utilizando uma
abordagem em grupo!
50% do tempo de 50% do tempo de trocatroca podepode ser ser reduzidoreduzido, , atravatravééss da da execuexecuçãçãoo simultsimultââneanea de de atividadesatividades, , utilizandoutilizando umauma
abordagemabordagem emem grupogrupo!!
Interna
Externa
Localizar e registrar atividades, que
dependam umas dasoutras, e possam
ser realizadassimultaneamente.
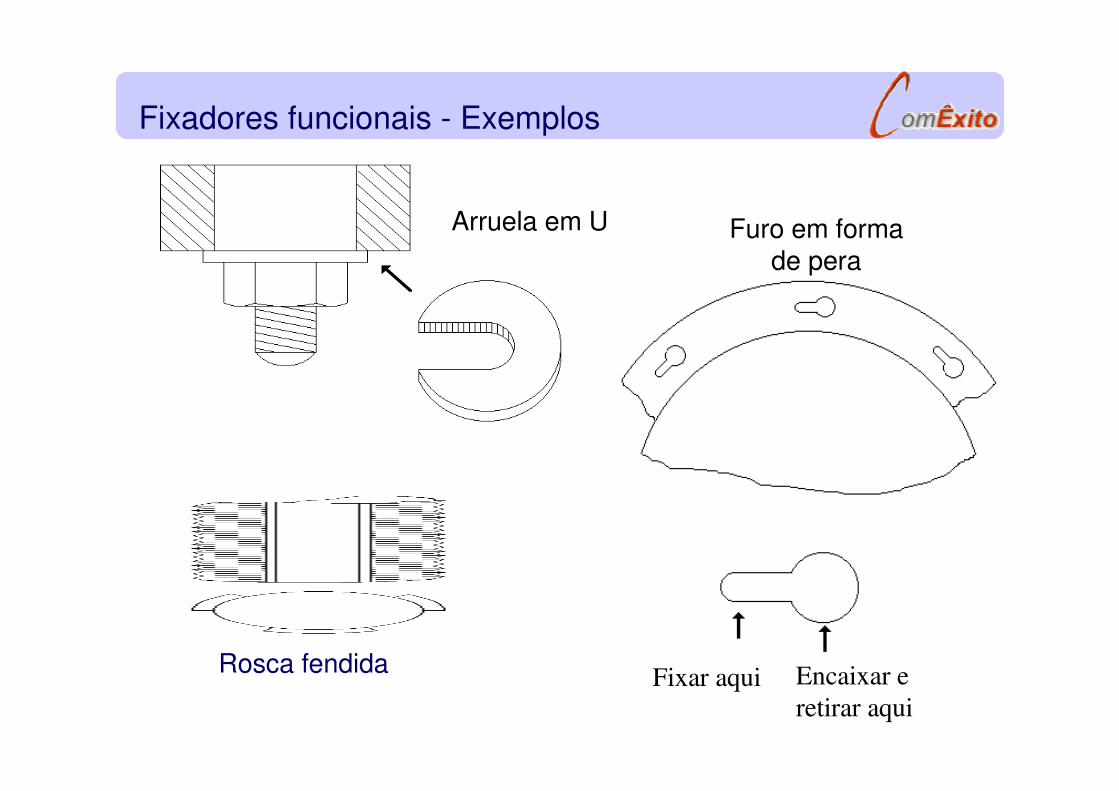
Fixadores funcionais - Exemplos
Arruela em U
Rosca fendidaFixar aqui Encaixar e
retirar aqui
Furo em forma de pera
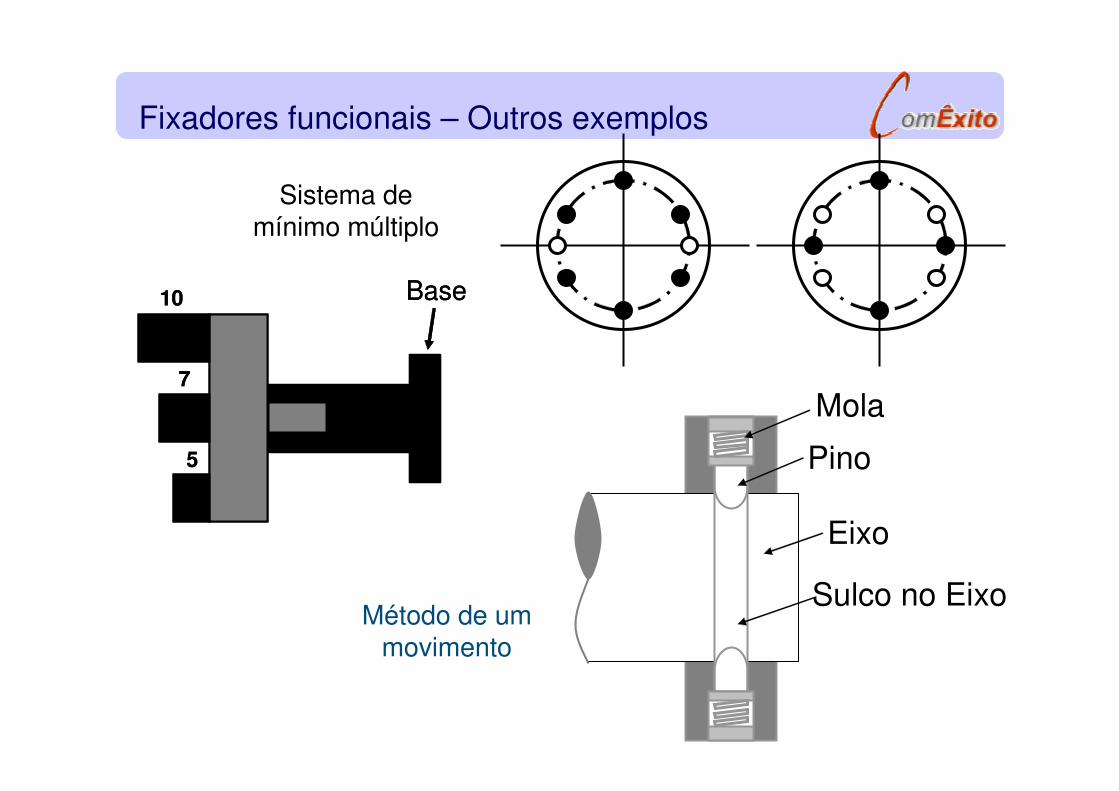
Fixadores funcionais – Outros exemplos
Mola
Pino
Sulco no Eixo
Eixo
Método de um movimento
5
7
10 Base
5
7
10 Base
Sistema demínimo múltiplo
Dinamizar atividades externas� O que precisa ser controlado?
� Como os itens utilizados na troca podem ser melhorcontrolados (5S)?
� Onde podem ser melhor colocados?
� Como podemos controlar sua utilização e/ou falta?
� Como serão mantidos em perfeitas condições?
� Quantos precisam ser mantidos em estoque?
� Quem é o responsável pelos Itens?
� Como podemos fazer melhor?
� Por que não estamos fazendo melhor?
� Como podemos melhorar o tempo?
� Como podemos garantir um processo à prova deerros?
� Onde o gerenciamento visual pode ser aplicado?
Passo 5 - Implementar o plano
� O plano de ação deverá incluir:
�Data e horário para o teste
�Quem deve ser notificado
�Dados a serem coletados
�Revisão de procedimentos e treinamento deoperadores
�Definição de papéis e responsabilidades durante oteste
� Verificar se todas as guias, ferramentas, etc, estão à mão,antes do início do teste.
� Conduzir o teste no chão de fábrica.
� Observar o comportamento do novo processo.
� Coletar e registrar os dados.

Plano - Exemplo
Exemplo
PrincipalParalela
1Consultar programa de produção para identificar a próxima peca A ser produzida
X - 5
2 Aplicar check list de setup X - - proposta para implementação
3 Localizar ferramenta a ser usada X 10 10Colocar em local próximo
Marcelo
4Verificar integridade da ferramenta, confirmando a ausência de pendências de ferramentaria
X - 2checar o programa de Manutenção Preventiva
Obter garantia da ferramentaria
Marcelo
5
Remover ferramenta do estoque, depositando-a junto a coluna externa da maquinaA ser preparada
X 10 5
se a área estiver ocupada com outra ferramenta, depositar a ferramenta junto a coluna de prensa adjacente
Unir com elemento 3Marcelo
6
Obter folha de parâmetros, com especificação de pinos e parâmetros de regulagem de pressão
X - 4
ferramentas equipadas com cilindro de nitrogênio não requerem a utilização da almofada
Separar todas as folhas em local confiável e organizado
Marcelo
7Separar pinos, conforme a folha de especificação
X - 7requerido para ferramentas que não dispõe de cilindros de nitrogênio
Organizar e padronizar localis de pinos
Marcelo
8 Fechar a prensa X
ResponsávelAçãoTempo
(min)Dist.(m)
ObservaçõesClassificação
InternaElemento DescriçãoExterna
Passo 6 - Validar procedimentos everificar resultados
� Analisar as informações coletadas.
� Validar os procedimentos, em função dos resultados.
� Registrar o novo tempo obtido.
� Preparar-se para atualizar os procedimentos, com os novos resultados e suasinformações.
Data
Te
mp
o
Objetivo estimado
Tempo atual
Tempo de Tempo de trocatroca
((atualatual versus versus objetivoobjetivo))
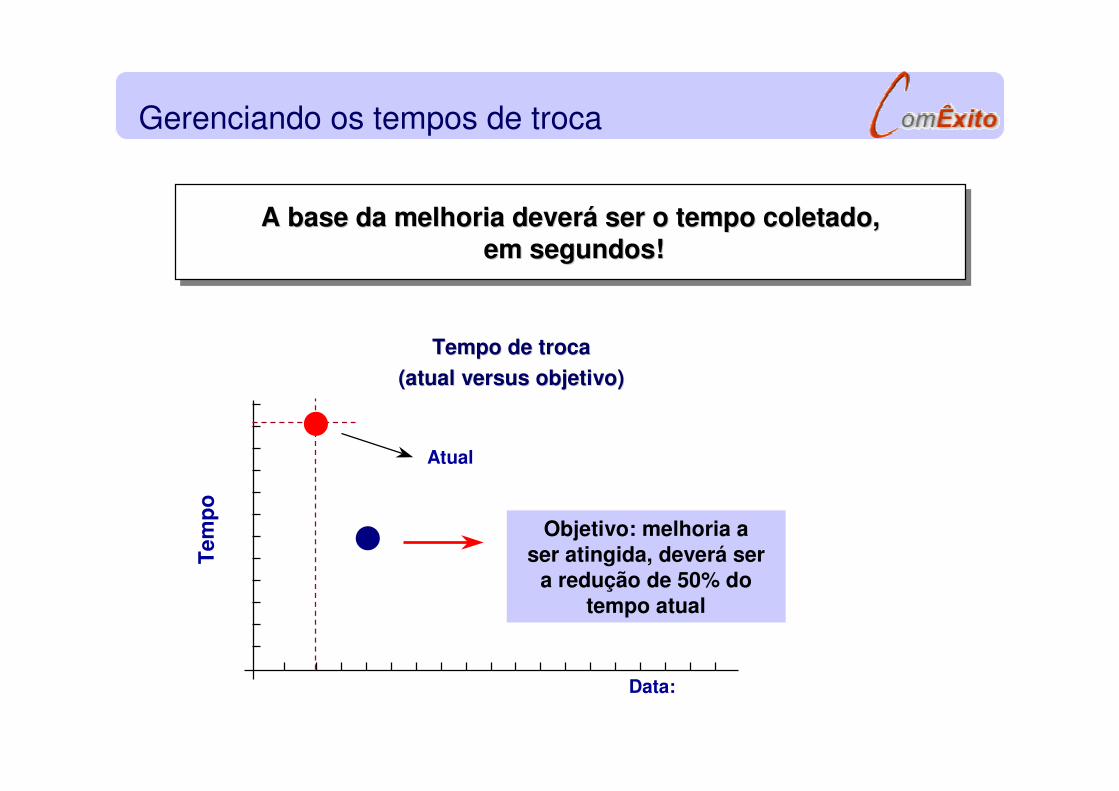
Gerenciando os tempos de troca
A base da melhoria deverá ser o tempo coletado,em segundos!
A base A base dada melhoriamelhoria deverdeveráá ser o tempo ser o tempo coletadocoletado,,
emem segundossegundos!!
Tempo de Tempo de trocatroca
((atualatual versus versus objetivoobjetivo))
Data:
Te
mp
o
Atual
Objetivo: melhoria a ser atingida, deverá ser
a redução de 50% dotempo atual
RCM - Definições
� RCM = Manutenção centrada na confiabilidade (Reliabilitycentered maintenance): É uma metodologia usada paradeterminar as tarefas certas de manutenção, para garantir quequalquer componente, ou sistema fixo, continue trabalhando,independentemente do que seus usuários queiram que elefaça, no presente contexto operacional.
� Confiabilidade: É a probabilidade de que o equipamento nãofalhe, dentro de um determinado período do tempo. É um tipode medida da freqüência de ociosidade.
� Manutenção: É qualquer atividade realizada num componente,para garantir que este continue a desempenhar suas funções,ou para consertá-lo.
RCM - Histórico
� Anos 60: A RCM desenvolveu-se na indústria aeronáutica.
� Anos 70: A RCM foi usada no exército e na marinhaamericana.
� 1978: Primeiro uso do termo “Reliability CenteredMaintenance”, no livro de Nowlan e Heap, que mostrou quenão existia uma forte correlação entre a vida útil e a taxade falhas.
� Anos 80 e 90: Transferência da metodologia RCM paraoutros setores industriais (indústria ferroviária e química).
RCM - Objetivos
� Determinar o programa ideal de manutenção.
� Otimizar os esforços de manutenção, para focar nas funções maisimportantes dos sistemas e evitar a manutenção de ações que nãosejam estritamente necessárias.
� Empenhar-se para obter a desejada confiabilidade, ao mais baixocusto, sem prejudicar a segurança e sem prejudicar o ambiente.
� Estabelecer práticas de manutenção que estejam mais focadas naimportância funcional de uma peça do equipamento, e de seuhistórico de falhas/consertos, e, menos, nas recomendações dovendedor de manutenção produtiva (tarefas de inspeção tradicionaiscom tempo direcionado).
RCM - Princípios
� Orientada pelos negócios.
� Orientada pela função.
� Focada no sistema
� Investiga como os equipamentos falham.
� Define melhor a estratégia de manutenção, com basenas conseqüências das falhas.
� Conhecimento das limitações, na elaboração damanutenção.
� Deve ser uma tarefa contínua.
RCM - Ferramentas
� Ferramenta de seleção e priorização
�Análise de Pareto
� Ferramenta de análise de falha
�FMEA (Analise dos modos de falha e seus efeitos)
� Ferramentas de modelagem da confiabilidade
�Diagrama de blocos da confiabilidade
�Árvore de defeito (busca de causas)
� Ferramenta de decisão
�Análise da árvore de decisão
RCM - Análises
� Preparação do estudo
� Seleção e definição do sistema
� Definição da função do sistema
� Definição das falhas funcionais
� Análise dos modos de falha
� Avaliação das conseqüências da falha
� Seleção das ações de manutenção
� Coleta e documentação de dados
RCM – Oito fases da implementação
1. Definir o escopo e os objetivos do projeto.
2. Estabelecer os grupos de revisão:
�facilitador
�gerente do projeto
�equipe de operações
�funções e padrões de desempenho
�equipe de manutenção
�tipos de falhas
�condição mais apropriada de monitoração das técnicas
�equipe de manutenção e de operações
�conseqüências das falhas identificadas
3. Treinar o grupo de revisão.
4. Estimar a quantidade de tempo para revisar o equipamentoselecionado.
RCM – Oito fases da implementação
5. Planejar as reuniões
�data
�hora
�local
6. Planejar as auditorias de gestão sênior
Os gerentes Sênior devem concordar quanto:
�à definição das funções e dos padrões de desempenho
�à identificação dos modos de falha
�à avaliação das conseqüências da falha
�à seleção das tarefas
7. Implementar as tarefas selecionadas.
8. Documentar as tarefas e procedimentos.
RCM - Benefícios
� Economia de custos:
�Mudança da manutenção baseada no tempo, para abaseada no trabalho:
�Redução da carga de trabalho
�Redução da produção de refugos
�Desempenho de operação melhorado.
� Segurança aprimorada.
� Integridade ambiental aprimorada.
� Racionalização: o trabalho preventivo desnecessário éeliminado.
� Uma base de dados de manutenção, mais precisa e maiscompreensível, pois, durante a análise, as informações sãoreunidas de forma coerente.
� Educação: Melhoria do nível geral de habilidades econhecimentos técnicos.
� Equipe aprimorada.
� Maior motivação das pessoas.

Fim do Módulo 5





























