Embed Size (px)
Citation preview
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 1/37
Alunos:Lizandra Salvador Pyter Arêas
03/06/2013Tecnologia da Soldagem II 1
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 2/37
O níquel (Ni), encontrado em algunsminerais, é um elemento químico, metálico,cuja concentração na superfície terrestre é daordem de 0,008%. Tem uma cor branco-prateado, e suas características comoductibilidade, maleabilidade, elevado pontode fusão, 1453º C, grande resistênciamecânica à corrosão e a oxidação atribuem-
lhe uma diversidade de usos. Acaba sendodifícil também de ser polido, laminado ouforjado.
03/06/2013Tecnologia da Soldagem II2
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 3/37
Encontrado em minerais sulfuretos, silicatados,arsenetos e oxidados;
Os minerais que contém níquel, como a niquelina,são empregados para colorir o vidro. Em 1751 AxelFrederik Cronstedt tentando extrair o cobre daniquelina, obteve um metal branco que chamou deníquel, já que os mineiros de Hartz atribuem ao«viejo Nick» ( o diabo ) o motivo pelo qual alguns
minerais de cobre não poderiam ser trabalhados. Principais países: Austrália, Cuba e Canadá; No Brasil: Goiás, Pará, Minas Gerais e Piauí.
03/06/2013Tecnologia da Soldagem II3
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 4/37
Apesar de possuir registros de armamentosfeitos com Níquel no século IV A.C. , autilização do níquel no processo industrialverifica-se somente após a obtenção daprimeira amostra de metal puro por Richter em 1804, e do desenvolvimento da ligasintética de ferro-níquel por Michael Faradaye associados em 1820.
Seu uso intensivo se deu com o Ferro e comoutros metais como cobre, magnésio, zinco,cromo, vanádio e molibdênio.
03/06/2013Tecnologia da Soldagem II4
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 5/37
O níquel está presente em materiais,produtos e equipamentos de transporte,bélicos, equipamentos eletrônicos,produtos químicos, equipamentos médico-hospitalares, materiais de construção,equipamentos aeroespaciais, bens de
consumo duráveis, pinturas, e cerâmicas.
03/06/2013Tecnologia da Soldagem II5

7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 6/37
03/06/2013Tecnologia da Soldagem II6
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 7/37
Aproximadamente 65% do níquelconsumido é empregado na fabricação deaço inoxidável austenico e outros 12% emsuperligas de niquel. O restante 23% érepartido na produção de outras ligasmetálicas, baterias recarregáveis, reações
de catálise, cunhagens de moedas,revestimentos metálicos e fundição.
03/06/2013Tecnologia da Soldagem II7
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 8/37
Alnico, ligas para imãs.O mu-metal se usa para proteger campos
magnéticos por sua elevada permeabilidademagnética.
As ligas níquel-cobre ( monel ) são muitoresistentes a corrosão, utilizando-se emmotores marítimos e indústria química.
A liga níquel-titânio ( nitinol-55 ) apresenta o
fenômeno memória de forma e é usado emrobótica, também existem ligas queapresentam superelasticidade.
03/06/2013Tecnologia da Soldagem II8
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 9/37
Ni: Meios AlcalinosNi-Cu: Ácidos Redutores. Ni-Mo: Ácidos Redutores. Ni-Fe-Cr: Ácidos Oxidantes. Ni-Cr-Si: Ácidos Super-Oxidantes. Ni-Cr-Mo: Meios Alcalinos e todos os
ácidos;
03/06/2013Tecnologia da Soldagem II9
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 10/37
Cromo: melhora a passivação. Cobre: melhora a nobreza. Molibdênio e Tungstênio: melhoram a
nobreza e a resistência mecânica. Ferro: influencia a passivação. Silício: forma películas pseudo-passivas. Nióbio(Colômbio) e Tântalo: aumentam a
resistência mecânica.
03/06/2013Tecnologia da Soldagem II10
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 11/37
A maior parte das ligas possui uma fase(CFC).
Muitas ligas são Superligas obtidas
através de recozimento e resfriamento,para manter a estrutura estável à altastemperaturas.
Transformação de fase são possíveis comestes materiais superligas, quandosubmetidos á altas temperaturas (por eexemplo na soldagem).
03/06/2013Tecnologia da Soldagem II11
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 12/37
Juntas de alta qualidade são facilmenteproduzidas em ligas níquel por processosde soldagem convencionais.
A escolha do processo de soldagem édependente de muitos fatores como aespessura do metal base, design do
componente, posição na qual o conjuntodeve ser feita, e a necessidade degabaritos.
03/06/2013Tecnologia da Soldagem II12
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 13/37
Procedimentos de soldagem de ligas deníquel são semelhantes aos utilizados paraaço inoxidável. A expansão térmica das ligas
de níquel assemelha-se com as do açocarbono, portanto a mesma tendência dedistorção pode ser esperada durante asoldagem.
Todos os cordões de solda devem ter contornos ligeiramente convexos, cordõescôncavos devem ser evitados.
03/06/2013Tecnologia da Soldagem II13
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 14/37
O pré-aquecimento de Ligas de níquel antesda soldagem não é normalmente necessário.No entanto, se o metal base é frio (2°C oumenos), o metal dentro de aproximadamente12 polegadas (300 mm) do local da soldadeve ser aquecido para pelo menos 10°Cacima da temperatura ambiente, para evitar aformação porosidades na solda. Tratamento
térmico normalmente não é necessário paramanter ou restabelecer a resistência àcorrosão de uma solda de liga de níquel.
03/06/2013Tecnologia da Soldagem II14
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 15/37
A limpeza é o requisito mais importante parao êxito da soldagem de ligas níquel.
A altas temperaturas, o níquel e suas ligassão suscetíveis à fragilização por substânciascomo enxofre, fósforo, chumbo e algunsoutros de baixo ponto de fusão. Essassubstâncias estão frequentemente presentesnos materiais utilizados em processos de
fabricação.Exemplos disso são as graxas, óleos, tintas,fluidos de corte, tintas, produtos químicos, elubrificantes de máquina.
03/06/2013Tecnologia da Soldagem II15

7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 16/37
Dano causado por preparaçãoinadequada.
03/06/2013Tecnologia da Soldagem II16
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 17/37
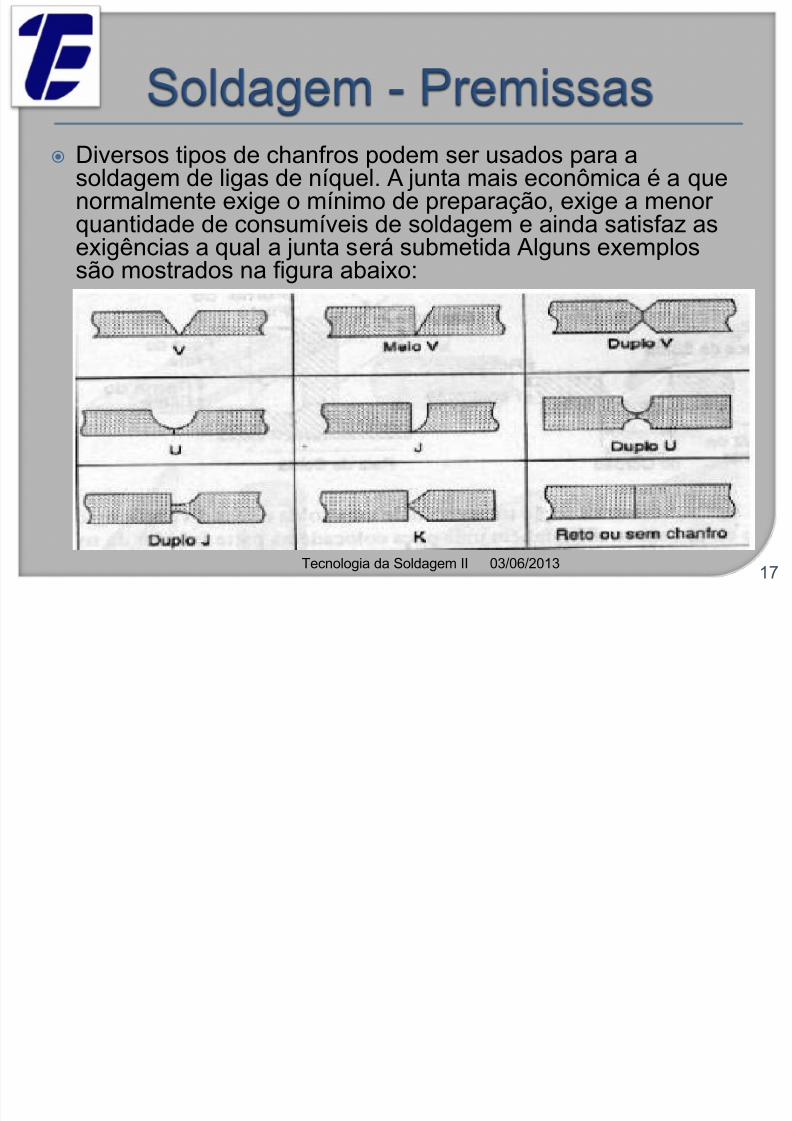
Diversos tipos de chanfros podem ser usados para asoldagem de ligas de níquel. A junta mais econômica é a quenormalmente exige o mínimo de preparação, exige a menor quantidade de consumíveis de soldagem e ainda satisfaz asexigências a qual a junta será submetida Alguns exemplos
são mostrados na figura abaixo:
a
03/06/2013Tecnologia da Soldagem II17
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 18/37
Corresponde a soldagem de matérias compropriedades diferentes
Para produzir uma junta soldada com as
propriedades exigidas, devemos considerar:O eletrodo utilizadoDiluição: Sendo afetado pela técnica do
operador, processo de soldagem e elaboração
da junta
03/06/2013Tecnologia da Soldagem II18
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 19/37
Para a maioria das aplicações desoldagem, a composição química doeletrodo se assemelha ao do metal base.
Antes da sua utilização, os eletrodosdevem permanecer lacrados em seusrecipientes à prova de umidade em uma
área de armazenagem seca.
03/06/2013Tecnologia da Soldagem II19
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 20/37
Cada diâmetro do eletrodo tem uma escala ótima deoperação. Quando utilizado dentro da gama decorrente especificada pelo fabricante os eletrodos têmarcos com boas características e fundem com omínimo de respingo.
Quando utilizado fora desse intervalo, no entanto, oarco torna-se instável, e os produtos tendem asuperaquecer antes que todo o eletrodo sejaconsumido.
Corrente excessiva pode também conduzir a
porosidade, comprometendo as propriedades, porqueos elementos de liga e os desoxidantes são destruídos(oxidado), antes de poderem ser derretidos na poça defusão.
03/06/2013Tecnologia da Soldagem II20
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 21/37
Em geral, o eletrodo revestido é usado para soldar materiaiscom espessuras acima de 1,6 mm. Materiais mais finos, noentanto, podem ser soldados por esse processo se utilizadosgabaritos e equipamentos adequados.
Níquel e suas ligas não fluem e nem se espalham como aço
carbono. O operador deve dirigir o fluxo da poça de modo queo metal de solda se espalhe e preencha a junta a ser soldada. Para isso é realizado um leve traçado. O tipo de traçado e a
quantidade dependerá de fatores tais como a concepção doconjunto, posição de soldagem, e tipo de eletrodos. O cordãodepositado sem traçado pode ser usado para o trabalho de
um único cordão, ou em superfície estreita ou em passe deraiz.
03/06/2013Tecnologia da Soldagem II21
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 22/37
Independentemente de saber se o soldador utiliza a técnicada traçagem ou do cordão reto, todos os cordões devem ter oformato ligeiramente convexo. Quando usado corretamente,os eletrodos devem apresentar um arco suave e sem gerar respingos. Quando respingos excessivos ocorrem, e
geralmente uma indicação de que o arco esta instável, é acorrente muito alta, a polaridade não é inversa, ou que oeletrodo absorveu umidade. Excesso de respingos tambémpode ser causado por arco magnético abaixo do especificado.
Quando o soldador estiver pronto para terminar o arco,primeiro deve ser aumentada a velocidade para reduzir o
tamanho da poça. Esta prática reduz a possibilidade detrincas e oxidações, elimina bordas, e prepara o caminho parao próximo passe.
03/06/2013Tecnologia da Soldagem II22
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 23/37
A escória do metal é bastante frágil a melhor maneira de remover é com martelo picador desoldador. Deve em seguida, ser limpo escovadocom um fio de aço inoxidável pincel que não tenhasido contaminado com outros metais.
Escovação pode ser manual ou usando umaesmerilhadeira removendo a escória por completo(mais recomendado).
Ao depositar um passe de soldagem múltipla, éessencial que todas as escórias devem ser removidas antes de um novo passe.
03/06/2013Tecnologia da Soldagem II23
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 24/37
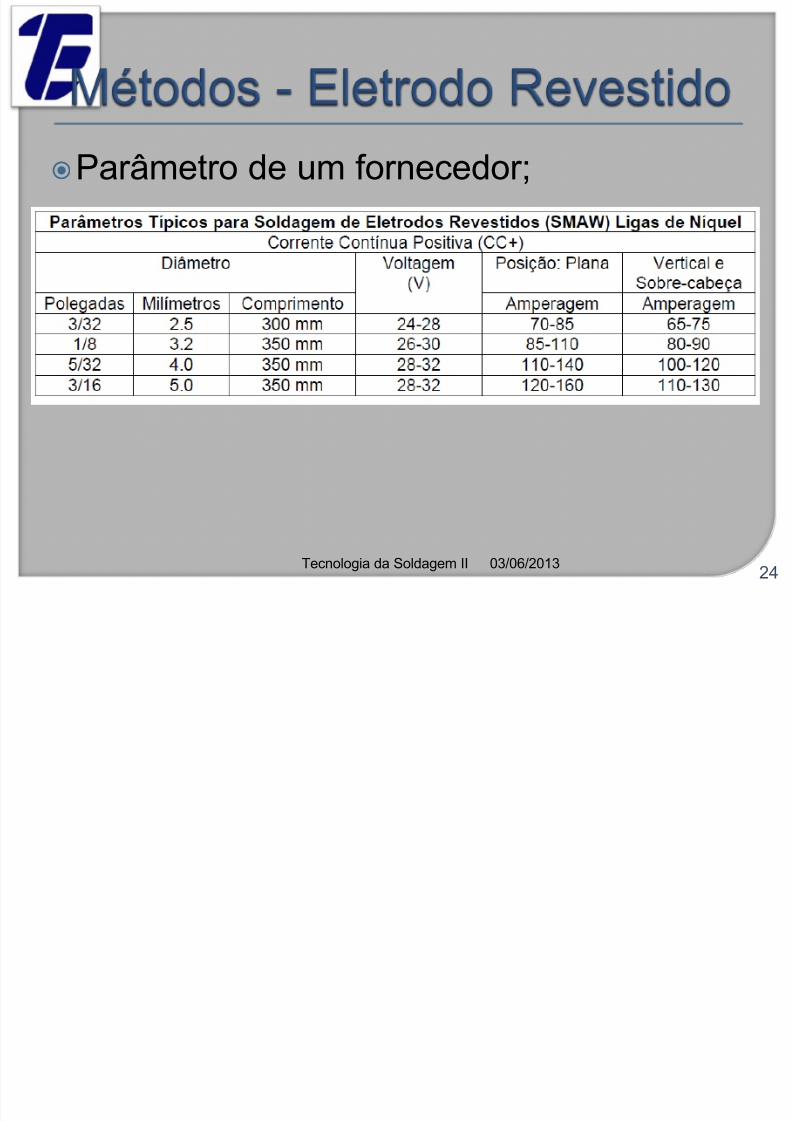
Parâmetro de um fornecedor;
03/06/2013Tecnologia da Soldagem II24
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 25/37
O TIG é amplamente utilizado para o níquel e suasligas. É especialmente útil para a soldagem deespessuras finas. A polaridade direta é recomendávelpara o processo manual e automatizado.
Os gases de proteção podem ser o hélio, argônio, ouuma mistura dos dois. Adições de oxigênio, dióxido decarbono, de nitrogênio podem causar porosidade nasolda ou erosão do eletrodo e deve ser evitada.
Pequenas quantidades (até 5%) de hidrogênio podemser adicionadas ao argônio para um passe-único de
soldagem. O hidrogênio, produz um arco mais quentee mais uniforme. A utilização de hidrogênio énormalmente limitada a soldagem automática, como aprodução de tubulação.
03/06/2013Tecnologia da Soldagem II 25

7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 26/37
Independentemente do eletrodo utilizado, éimportante evitar o superaquecimento.
A forma da ponta do eletrodo tem um grande
significado na profundidade de penetração ena largura do cordão, especialmente com acorrente de soldagem maior que 100
ampéres. A melhor estabilidade do arco e o controle dapenetração são realizados com uma pontaafinada.
03/06/2013Tecnologia da Soldagem II 26
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 27/37
O MIG/MAG é um processo popular porque possuielevada taxa de deposição. A maior parte das ligas deníquel podem ser soldadas por este processo. Osmodos de transferências recomendados são: spray,curtocircuito e pulsante
A transferência globular não é recomendada devido adificuldades na penetração.
Spray:• A transferência por spray é geralmente limitada a posição plana;• É uma transferência com alto nível de calor;• Algumas ligas não são capazes de serem soldadas por este
processo devido a problemas com solidificação a quente eposteriormente rachaduras.
03/06/2013Tecnologia da Soldagem II 27
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 28/37
Curto-circuito:• Normalmente utilizado para materiais de espessuras finas, até 3,2mm;• É uma transferência com baixo nível de calor;• Limitado a soldagem de passe único;• Quando utilizado para vários passes, resulta em falta de fusão e
penetração.
Pulsado:• Utilizado normalmente com o pulso de 60 ou 120 ciclos por segundo;• Quando utilizado altas taxas de pulso o processo se assemelha com o
modo de transferência spray, porém com menor nível de calor.
A polaridade inversa em corrente contínua é a recomendadapara todos os modos de transferência;
03/06/2013Tecnologia da Soldagem II 28
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 29/37
Recomendado para soldar materiais de grande espessura; Comparado com o MIG/MAG automático, sua taxa de deposição é de 35%
a 50% maior, o arco é mais estável; Facilmente aplicável para solda de revestimento; Normalmente utilizado com equipamentos automatizados; Devido a sua baixa penetração, exige precisão no posicionamento do
eletrodo, por isso a soldagem manual não é recomendada; O fluxo protege o cordão de solda de contaminações do ambiente, garante
estabilidade do arco e contribui com adições metálicas no cordão. O bocalde deposição do fluxo, deve ser ajustado para que este fluxo chegue antesda tocha no metal base para proteger o arco;
O arame utilizado é igual ao do processo MIG/MAG e os diâmetros variamde 1,1 a 2,4mm sendo que o de 1,6mm é o mais recomendado.
Ambas as polaridades são usadas; Direta:
• É usada para solda de revestimento, onde o consumo de fluxo e a deposição são maiores; Inversa:
• É mais utilizado para soldas de topo, produz um cordão mais plano e maior penetração.
03/06/2013Tecnologia da Soldagem II 29
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 30/37
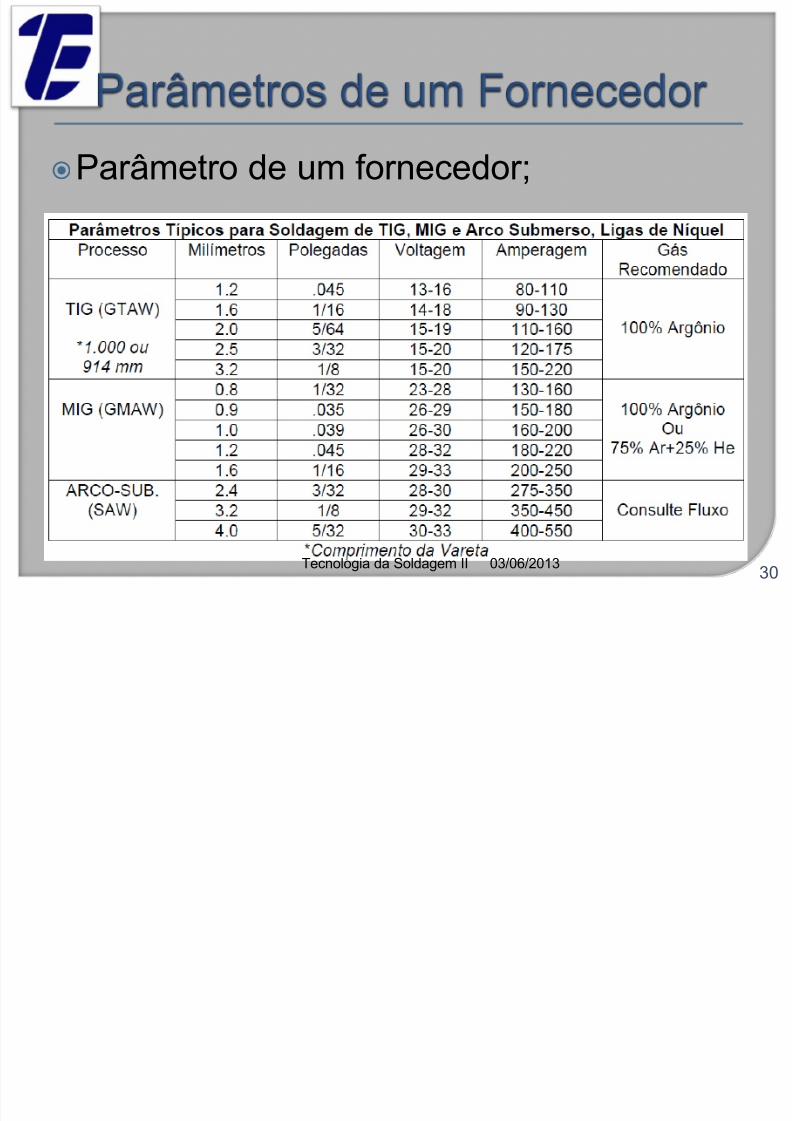
Parâmetro de um fornecedor;
03/06/2013Tecnologia da Soldagem II 30
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 31/37
O Eletrodo 141 e o arame de Níquel 625 (NiCrMo-3) possuemlimites de alta solubilidade para uma variedade de elementos,e, do ponto de vista de tolerância de diluição, são excelentepara a soldagem de materiais diferentes. A utilização de
produtos para soldagem de materiais dissimilares, no entanto,é muitas vezes limitada pela sua menor resistência, emcomparação com outras ligas de níquel
Os consumíveis têm solubilidade total para o cobre e podeaceitar diluição ilimitada por esse elemento. A diluição de
Cromo no Eletrodo 141 não deve ultrapassar 30% o eletrodo141 pode tolerar diluição de cerca de 40% de ferro. Noentanto no arame 62 não deve ser diluído com mais de 25%de ferro.
03/06/2013Tecnologia da Soldagem II 31
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 32/37
Os consumíveis de níquel-cobre e cobre-níquel(Eletrodos 190 e 187, e arames 60 e 67) pode tolerar adiluição ilimitada de cobre. Os depósitos de soldaníquel-cobre podem ser diluídos com até para cercade 8% de cromo. Depósitos de cobre-níquel (arame 67e eletrodo 187)não deve ser diluído com mais de 5%de cromo. Os limites de diluição para os depósitos deferro em Monel 60 são influenciados pelo processo desoldagem utilizado. Se o depósito for aplicado por arcosubmerso, ele pode tolerar diluição de até 22% de
ferro. Com um processo Mig/Tig, o depósito só podeser diluído em até 15% de ferro, sem perda depropriedades mecânicas.
03/06/2013Tecnologia da Soldagem II 32
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 33/37
O consumíveis INCONEL de solda são os materiais maisutilizados para a soldagem dissimilar. Os consumíveisproduzem depósitos de solda de alta resistência e osdepósitos podem ser feitos em uma variedade dediferentes materiais com nenhuma redução de
propriedades mecânicas. Incluído no grupo de níquel-cromo de soldagem o INCO-WELD um eletrodo, que temexcepcional capacidade de soldagem dissimilar.
A diluição de cobre em consumíveis de soldagem INCONEL não deve exceder 15%.O teor de cromo total máximo pode ser de até 30%. Como os produtos de soldacontêm 15-20% de cromo, a diluição de cromo deve ser mantida abaixo de 15%. Osdepósitos de níquel-cromo no eletrodo revestido pode aceitar a diluição de cerca de
50% de ferro. A diluição de silicio nos depósitos de níquel-cromodevem também ser considerados, especialmente se a articulação envolve um material fundido. Total deteor de silício no depósito de solda não deve exceder cerca de 0,75%.
03/06/2013Tecnologia da Soldagem II 33
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 34/37
03/06/2013Tecnologia da Soldagem II 34
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 35/37
Porosidade
Trincas a quente
Trincas no cordão de solda
Trincas devido a corrosão sob tensão
03/06/2013Tecnologia da Soldagem II 35
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 36/37
• Exame visual;• Radiografia;• Ensaios mecânicos• Partículas magnéticas (apenas Níquel
puro);• Líquido penetrante.
03/06/2013Tecnologia da Soldagem II 36
7/16/2019 Soldagem Slide
http://slidepdf.com/reader/full/soldagem-slide 37/37
Soldabilidade do níquel e suas ligas,
NICKEL ALLOYS
03/06/2013T l i d S ld II





























