Embed Size (px)
Citation preview

Tableros Lacados PerfectSense
Recomendaciones de utilización / Almancenamiento

Descripción del producto PerfectSense
PerfectSense representa una nueva categoría de tratamiento para tableros decorativos lacados. Gracias a un novedoso
tratamiento superficial con tecnología UV y a un tablero soporte MDF melaminizado, los diseños se ofrecen en coordinado
diseño/producto, con acabado PerfectSense mate « antihuellas, sin marcas de dedos » o con acabado Gloss de ultra brillo y
sensación de profundidad y efecto espejo.
Recomendaciones de utilización de PerfectSense
Las siguientes recomendaciones de utilización se basan en una serie de diversos ensayos, que han obtenido productos con
unos excelentes resultados de mecanizado, realizados en colaboración con la empresa Leitz GmbH & Co. KG
Leitz GmbH & Co. KG
www.leitz.at
Recomendaciones generales de mecanizado
En el mecanizado de los tableros lacados EGGER PerfectSense, y en función del método de mecanizado que se utilice, deben
tenerse en cuenta los valores de referencia de la tabla para elegir la velocidad de corte (vc) y el avance por diente (fz).
Método de mecanizado Velocidad de corte vc m/s
Aserrado 60 – 90
Arranque de virutas 60 – 80
Fresado 50 – 70
Taladrado 0.5 – 2.0
Método de mecanizado Avance por diente fz mm
Serrar 0.05 – 0.12
Arranque de virutas 0.12 – 0.16
Fresado 0.50 – 0.8
Taladrado 0.10 – 0.15
Estos parámetros dependen del diámetro de la herramienta (D), del número de dientes (Z), de la velocidad de giro (n) y de la
velocidad de avance (vf) de la máquina de mecanizado. La calidad del acabado dependerá de la elección correcta de dichos
parámetros.
2
Para calcular la velocidad de corte, el avance por diente y la velocidad de avance, se aplican las siguientes fórmulas:
vc – velocidad de corte [m/s] vc = D × π × n / 60 × 1000
D – diámetro de la herramienta [mm] n – velocidad de giro de la herramienta [min-1]
fz – avance por diente [mm] fz = vf × 1000 / n × zvf – velocidad de avance [m/min]
n – velocidad de giro de la herramienta [min-1] z – número de dientes
vf – velocidad de avance [m/min-1] vf = fz • n • z / 1000
fz – avance por diente [mm]
n – velocidad de giro de la herramienta [min-1] z – número de dientes
Material de corte
Generalmente, se pueden usar tanto herramientas de carburo metálico (HW) como también cuchillas de diamante (DP: dia-
mante policristalino). Para conseguir una mayor vida útil con elevada frecuencia de corte, se recomienda usar herramientas
con cuchillas de diamante (DP – Diamante Policristalino).
Normas generales sobre las herramientas
Para el mecanizado de los tableros lacados EGGER PerfectSense y obtener una óptima calidad de los cantos, se recomienda
utilizar herramientas con cuchillas nuevas o puestas a punto.
Corte de los tableros con hojas de sierra circular
GeneralidadesA tener en cuenta:
→ Cara visible (diseño con film protector) hacia arriba → Considerar la extensión de la hoja de sierra (ver tabla). → Adaptar la velocidad de giro y el número de dientes a la velocidad de avance → Se recomienda el uso de una hoja de sierra circular de ranurado para obtener un corte limpio en la contracara del tablero.
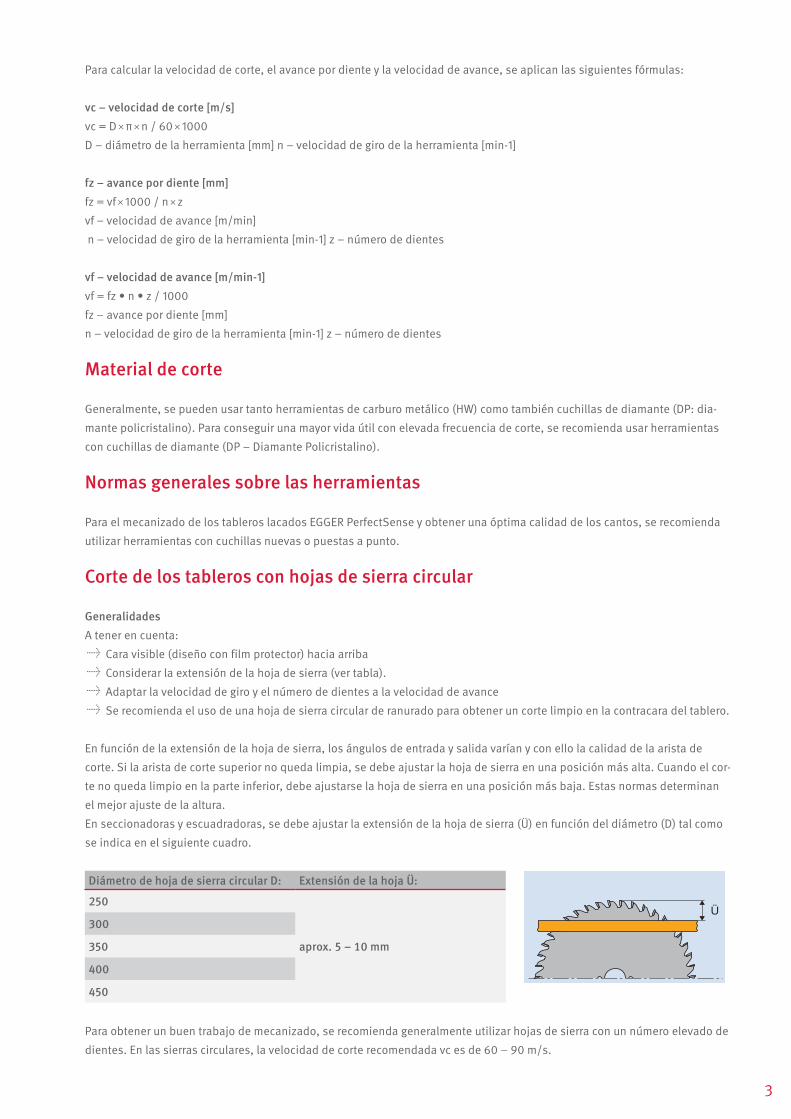
En función de la extensión de la hoja de sierra, los ángulos de entrada y salida varían y con ello la calidad de la arista de
corte. Si la arista de corte superior no queda limpia, se debe ajustar la hoja de sierra en una posición más alta. Cuando el cor-
te no queda limpio en la parte inferior, debe ajustarse la hoja de sierra en una posición más baja. Estas normas determinan
el mejor ajuste de la altura.
En seccionadoras y escuadradoras, se debe ajustar la extensión de la hoja de sierra (Ü) en función del diámetro (D) tal como
se indica en el siguiente cuadro.
Diámetro de hoja de sierra circular D: Extensión de la hoja Ü:
250
aprox. 5 – 10 mm
300
350
400
450
Para obtener un buen trabajo de mecanizado, se recomienda generalmente utilizar hojas de sierra con un número elevado de
dientes. En las sierras circulares, la velocidad de corte recomendada vc es de 60 – 90 m/s.
Ü
3
Dentados Recomendados
Escuadradoras
El escuadrado con dentado media caña/de teja (HZ/DZ) proporciona los mejores resultados de corte. El dentado plano/
trapezoidal (FZ/TR) ofrece buenos resultados de corte con una vida útil de la herramienta algo más larga en comparación
con el dentado media caña/de teja (HZ/DZ).
Seccionadoras En las seccionadoras, se recomienda utilizar dentados combinados, tales como un dentado plano/trapezoidal (FZ/TR), o un
dentado trapezoidal/trapezoidal (TR/TR). El modelo de sierra Leitz RazorCut (TR/TR) consigue aquí la mejor calidad de corte.
DimensionesD × SB × Bo
Dentado Número de dientes Z Velocidad de giro n [min-1)
Velocidad de avance vf (m/min)
300 × 3.2 × 30 FZ/TR 96 4000 Avance manual
303 × 3.2 × 30 HZ/DZ 68 4000 Avance manual
380 × 4.8 × 60 FZ/TR 72 4500 20 – 40
380 × 4.8 × 60 TR/TR 72 4500 20 – 40
Dimensiones D × SB × Bo = Diámetro (D) / Ancho de corte (SB) / Orificio (Bo)
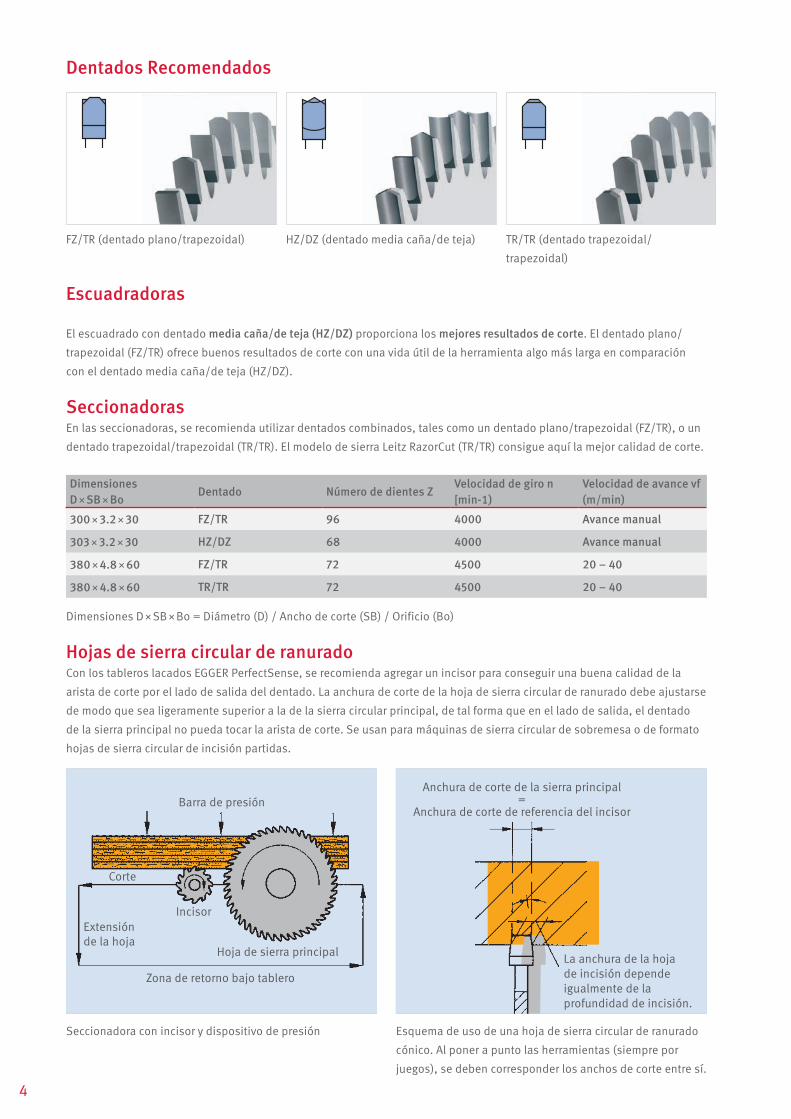
Hojas de sierra circular de ranuradoCon los tableros lacados EGGER PerfectSense, se recomienda agregar un incisor para conseguir una buena calidad de la
arista de corte por el lado de salida del dentado. La anchura de corte de la hoja de sierra circular de ranurado debe ajustarse
de modo que sea ligeramente superior a la de la sierra circular principal, de tal forma que en el lado de salida, el dentado
de la sierra principal no pueda tocar la arista de corte. Se usan para máquinas de sierra circular de sobremesa o de formato
hojas de sierra circular de incisión partidas.
FZ/TR (dentado plano/trapezoidal) HZ/DZ (dentado media caña/de teja) TR/TR (dentado trapezoidal/
trapezoidal)
Barra de presión
Incisor
Hoja de sierra principal
Zona de retorno bajo tablero
Extensiónde la hoja
Corte
Seccionadora con incisor y dispositivo de presión
Anchura de corte de la sierra principal=
Anchura de corte de referencia del incisor
La anchura de la hojade incisión depende igualmente de la profundidad de incisión.
Esquema de uso de una hoja de sierra circular de ranurado
cónico. Al poner a punto las herramientas (siempre por
juegos), se deben corresponder los anchos de corte entre sí.
4

Fresado en fresadora de sobremesa o de línea continua Para conseguir cantos sin que salte el revestimiento del tablero, se deben usar herramientas de fresado con un ángulo de
eje alternativo. Para ello se recomienda utilizar cabezales de diamante tales como el Leitz WhisperCut con un ángulo de eje
de 30° a 50°. La eliminación de virutas debería ser lo más reducida posible y no exceder los 2 mm.
Para conseguir un buen resultado de fresado, se recomienda utilizar herramientas con un alto nivel de concentricidad y
equilibrado, lo cual se consigue utilizando elementos de centrado, tales como sistemas de fijación hidráulica, conexiones
HSK o sistemas de zunchado.
Al efectuar mecanizados con avance manual en fresadoras de sobremesa, sólo se pueden utilizar herramientas con la
identificación "MAN" o "BG-Test". Además, por motivos de seguridad, es conveniente respetar la horquilla de velocidades de
giro de la herramienta. Las herramientas con avance manual sólo pueden utilizarse con una configuración de movimiento en
sentido contrario.
Es preferible utilizar herramientas diamante para garantizar una longevidad de la herramienta bastante elevada, y así
obtener una alta cualidad de los cantos para mucho tiempo. Las herramientas deben presentar un ángulo de eje de mínimo
30° a máximo 50°. La eliminación de virutas debería ser lo más reducida posible y no exceder los 2 mm.
Los parámetros de la fresadora deben ajustarse de tal manera que el avance por diente (fz) se sitúe entre 0,4 y 0,7mm:
Diámetro D [mm]
Velocidad de giro n
Número de dientes Z
Velocidad de avance
N°ID Leitz Diamaster DT Plus máchina
[min-1] vf (m/min) LL RL
85 × 43 × 30 12000 3 15 – 20 192076 192077 Ott
100 × 43 × 30 2 10 – 15 192082 192083 Stefani, Holz Her
192080 192081 Hebrock, EBM
3 15 – 20 192088 192088 Biesse
90885 90886 Brandt
100 × 32 × 30 192090 192091 IMA
125 × 32 × 30 9000 3 14 – 20 192092 192093 IMA
125 × 43 × 30 75627 75627 Homag, Biesse
192094 192095 IMA
Astilladora para máquinas de línea continua
Se recomienda utilizar astilladoras compactas de diamante, que generan inferior rozamiento y presión de corte. Resulta
especialmente adecuado el modelo Leitz Diamaster DT PLUS montado sobre un sistema hidráulico de fijación para obtener
una concentricidad y planeidad mayores, así como una calidad de mecanizado y vida útil de las herramientas extraordina-
rias. La velocidad de corte (vc) es de 80 m/s con una velocidad de giro estándar n de 6000 min-1 y un diámetro (D) de 250.
Los parámetros de ajuste y el número de dientes deben elegirse de tal manera que el avance por diente fz se sitúe entre 0,12
y 0,16 mm.
DimensionesD × SB × Bo [mm]
Velocidad de giro n [min-1]
Número dedientes Z
Velocidad de avance vf [m/min]
250 × 10 × 60 6000 24 15 – 24
250 × 10 × 60 6000 36 25 – 35
250 × 10 × 60 6000 48 35 – 45
250 × 10 × 60 6000 60 45 – 55
Dimensiones D × SB × Bo = Diámetro (D) / ancho de corte (SB) / orificio (Bo) Leitz DP Kompaktzerspaner Diamaster
DT Plus
5

Mecanizado de cantos con film de protecciónSe recomienda utilizar agentes separadores, refrigerantes y detergentes habituales para mecanizar cantos provistos de un
film de protección superficial. El agente separador se puede pulverizar sobre el primer rodillo de impresión o directamente
sobre la superficie del tablero y del canto después del acercamiento de este. Si el film de protección se despega durante
el mecanizado en las instalaciones de línea continua, se recomienda comprobar y limpiar el sensor, así como utilizar un
lubricante para minimizar la fricción entre el film de protección y el sensor. El film de protección no se debe retirar hasta el
montaje final a fin de proteger el canto el máximo tiempo posible de las influencias externas.
Los cantos de PerfectSense Gloss y PerfectSense Matt son adecuados para el mecanizado en instalaciones de línea
continua y en centros de mecanizado. Es obligatorio respetar las recomendaciones generales de aplicación de los cantos
termoplásticos ABS EGGER.
Lijadoras en chapadoras de cantosLas lijadoras de las chapadoras de cantos deben ajustarse de tal manera que no estén en contacto con el tablero soporte y
no dañen el film de protección.
Lijadoras de aplicación directaLas lijadoras de aplicación directa deben preferentemente tener una inclinación de
10º min entre canto y tableros, sin entrar en contacto con el film de protección.
Lijadoras perfiladosLas lijadoras perfiladas están provistos de una salida perfilada, y si están
correctamente ajustados, pueden usarse sin problema para el post-tratamiento de
tableros lacados EGGER PerfectSense.
Se recomiendan rascadores con una salida perfilada aumentada de 6 –15° para
evitar posibles daños en la lámina de protección.
Lijadoras de superficie Las lijadoras de superficie deben presentar una inclinación de 2º a 4º entre el can
to y el tablero, y no estar en contacto con el film de protección.
6

Mecanizado de ranurasPara mecanizar ranuras y obtener una óptima calidad de los cantos, deben utilizarse preferentemente herramientas con un
gran número de dientes. En el mecanizado con avance (GLL), el avance por diente (fz) debe estar comprendido entre 0,03 y
0,06 mm.
Diámetro D [mm]Velocidad de giro n [min-1]
Número de dientes ZVelocidad de avance vf [m/min]
180 6000 36 7 – 14
200 6000 48 8 – 16
Cajeadoras CNCLas fresadoras de eje de carburo metálico monobloque (VHW), así como las fresadoras de diamante (DP), son las más
adecuadas para mecanizar en cajeadoras CNC y centros de mecanizado.
Se debe fijar bien a la máquina la pieza a mecanizar. Si fuese necesario y como complemento de las ventosas de vacío, se
pueden utilizar tensores mecánicos suplementarios. Para conseguir una concentricidad, equilibrado y calidad de corte ópti-
mos, se recomienda utilizar mandriles de zunchado estables y rígidos, como por ejemplo el modelo Thermo-Grip® de Leitz.
Un buen resultado de mecanizado sólo se puede conseguir con la suficiente rigidez de la máquina. Lo ideal son máquinas
de pórtico rígidas.
Datos de uso recomendados:Velocidad de giro n = 20.000 – 24.000 min-1
Avance (vf) con corte completo:
Z1 = 8m/min
Z2 = 16m/min
Z3 = 24m/min
DimensionesD × NL × S [mm]
Número de dientes Z Sentido de giro Modelo Nº ID Leitz
16 × 28 × 20 2 + 2 RL Diamaster Pro 191042
20 × 28 × 20 2 + 2 RL Diamaster Quattro 91235
20 × 28 × 20 3 + 3 RL Diamaster Plus³ 191051
12 × 24 × 12 2 + 2 RL Diamaster Pro, Nesting 191060
Dimensiones D × NL × S [mm] = diámetro (D) / longitud útil (NL) / dimensión de la espiga (S)
Otras dimensiones disponibles bajo pedido
7

TaladradoPara taladrar se recomienda utilizar brocas de espiga, helicoidales, o de embutir bisagras, de carburo metálico monobloque
(VHW). En las cajeadoras CNC se recomienda utilizar la broca de embutir en el mandril principal en lugar de hacerlo en el haz
de la broca debido a su mayor estabilidad. El proceso de taladrado con broca de espiga o de embutir se realiza en la cara de
contra-balanceo.
Broca de espiga
Velocidad de giro n [min-1] 4000 – 6000
Velocidad de avance vf [m/min] 0.5 – 2
El taladrado con broca de espiga se realiza preferentemente con broca de carburo metálico monobloque, así como con he-
rramientas que generen una presión de corte reducida. El usuario debe comprobar de forma individual la viabilidad técnica
teniendo en cuenta la herramienta a utilizar y la calidad de los cantos que se obtienen.
Broca de embutir
Velocidad de giro n [min-1] 3000 – 4500
Velocidad de avance vf [m/min] 0.5 – 2
En el taladrado con broca de embutir, conviene utilizar preferentemente una broca de carburo metálico monobloque, con
una geometría de ángulo modificada a nivel de los enrasadores o cuchillas previas. Para ello recomendamos las siguientes
herramientas de Leitz:
DimensionesD × NL × GL [mm]
Número dedientes Z
ModeloLeitz IDLL
Leitz IDRL
15 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37203 37204
20 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37205 37206
25 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37207 37208
26 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37209 37210
30 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37211 37212
35 × 70 Z 2 / V2 Broca de embutir de carburo monobloque 37213 37214
Dimensiones D × NL × GL [mm] = diámetro (D) / longitud útil (NL) / longitud total (GL)
Vida útil de las herramientasLa vida útil de las herramientas depende de un gran número de factores, por lo que no se puede deducir de las presentes
indicaciones de mecanizado ningún tipo de derecho o promesa en cuanto a la vida útil de las herramientas. Las
indicaciones relativas a las herramientas y a los parámetros de mecanizado son a título orientativo. Las configuraciones
de las máquinas o las condiciones de desgaste pueden obligar a la aplicación de ajustes diferentes. Un ajuste óptimo de
la máquina, de la herramienta y del material, así como la adaptación a los requisitos específicos del cliente, sólo se puede
hacer conjuntamente in situ con un técnico de aplicaciones de Leitz. Debido a los estrictos requisitos de calidad y a las
especiales características de los acabados de los tableros lacados EGGER PerfectSense, y teniendo en cuenta los factores
de influencia anteriormente citados, se puede estimar la vida útil de las herramientas en comparación con los tableros
melaminizados clásicos EGGER.
8

AlmacenamientoAlmacenamiento horizontal/apilado
→ El apilado se debe hacer sobre un suelo plano y resistente. (foto 1) → Los soportes de almacenamiento deben tener un espesor homogéneo y su
longitud debe corresponder a la anchura de los tableros. → La separación entre las vigas de soporte depende del espesor de los tableros.
(foto 1) → Espesor del tablero ≥ 15 mm: La separación debe ser menor de
800 mm. En cualquier caso, para tableros de semiformato (l = 2800 mm)
recomendamos como mínimo 4 elementos. → Espesor del tablero < 15 mm: La distancia debe ser inferior a los 800 mm.
Se puede utilizar la fórmula siguiente: "separación = 50 × espesor del
tablero (mm)". → Para proteger la superficie de los tableros es preciso usar un tablero de protección. → En el caso de paquetes de tableros fijados con flejes, deben protegerse debidamente los cantos. Esto se puede conseguir
con cartones especiales o usando tableros de protección. → En caso de un máximo de 4 pilas almacenadas unas sobre otras, se deben usar calces y alinearlas de tal forma que
formen una línea vertical. (foto 2) → Es preciso alinear correctamente los tableros del mismo formato almacenados en pilas (foto 2)
¡Correcto! ¡Incorrecto!
1
43
Almacenamiento Vertical
→ El almacenamiento en vertical debe usarse solamente para una cantidad reducida de tableros lacados PerfectSense.
En cualquier caso es preferible el almacenamiento en horizontal. → En caso de almacenamiento en vertical se debe observar con especial atención la correcta fijación de los tableros
lacados PerfectSense. → Para esto, se pueden utilizar racks de almacenamiento cerrados, almacenes o estanterías. → La anchura de los compartimentos de almacenamiento no debe exceder 500 mm. → Cuando se usan racks de almacenamiento abiertos, la superficie de apoyo debe tener una inclinación mínima de aprox.
10°. (foto 3) → En un rack de almacenamiento abierto solamente se deben almacenar tableros PerfectSense del mismo formato.
¡Correcto! ¡Incorrecto! ¡Incorrecto! 2
9

Manipulación y transporte → Las incidencias negativas de la humedad deben evitarse, empezando ya en la fase de transporte (p. ej., sin exposición
directa a la intemperie utilizando plásticos de protección o una lona cerrada en el camión) → La carga debe protegerse durante el transporte contra un deslizamiento o una caída accidental mediante el uso de los
medios de fijación correspondientes (cinchas o cintas de fijación, etc.). → Para evitar que la carga se desplace se deberían usar alfombras antideslizantes. → El transporte manual de los tableros grandes se debe hacer en posición vertical
para evitar que se comben. Recomendamos el uso de un dispositivo adecuado.
Además, es obligatorio usar guantes de protección y zapatos de seguridad para
evitar lesiones. → Se debe evitar arrastrar los tableros sobre el suelo, salvo que exista un
revestimiento textil especial. → Si se tienen que levantar tableros apilados, es conveniente evitar frotar las
caras decorativas entre sí. (foto 5)
Recomendaciones Generales
→ Los tableros lacados PerfectSense deben guardarse y utilizarse en un almacén o taller cerrado, con unas condiciones
climáticas constantes (T≥10 °C con una humedad ambiente relativa de aprox. 50-60%). → Las condiciones ambientales de almacenamiento y de transformación deben corresponder a las de los lugares donde
los tableros vayan a ser utilizados. → Durante el transporte, el almacenamiento y el montaje, es necesario evitar las siguientes influencias negativas con el fin
de garantizar una planeidad óptima del producto: → Almacenamiento directamente cerca de dispositivos de calefacción u otras fuentes de calor. → Exposición directa a radiaciones de calor y luz solar directa → Condiciones climáticas irregulares con variaciones de humedad del aire.
→ Los tableros sueltos, así como los tableros superior e inferior de una pila, reaccionan más rápido que los otros tableros
de la pila ante las variaciones ambientales (clima) → Antes del montaje/transformación, los tableros lacados PerfectSense deben almacenarse durante un tiempo suficiente
en similares condiciones ambientales a las de su uso futuro previsto. → En los acabados PerfectSense, se debe retirar el film de protección inmediatamente después su montaje y como muy
tarde 5 meses después de la fecha de entrega para poder garantizar que no queden residuos al retirarlo. Los productos
con film no pueden exponerse a la luz solar directa (radiación UV). → Las presentes informaciones no eximen al usuario/comprador de su obligación de comprobar la compatibilidad del
material y la viabilidad de un montaje profesional y correcto adecuado a la aplicación y utilización previstas. → Debido al continuo desarrollo de los tableros lacados EGGER PerfectSense, así como a las modificaciones
experimentadas por la tecnología de herramientas y maquinaria, determinados parámetros de mecanizado pueden
variar. Por eso recomendamos que se compare el presente documento con la información de nuestra página web:
http://www.egger.com/perfect-sense
5
10

Documentación Complementaria
Ficha técnica: PerfectSense Gloss / Matt
Recomendaciones de utilización: Cantos termoplásticos ABS EGGER
Nota sobre el carácter provisional del contenido:
Las presentes recomendaciones de utilización se han elaborado con un cuidado especial, bajo reserva de errores de
impresión, errores de Norma o equivocaciones. Como consecuencia de la continua evolución de los tableros lacados EGGER
PerfectSense, así como de las modificaciones de las Normas y otros documentos legales, determinados parámetros técnicos
pueden variar. Por lo tanto, el contenido del presente documento no puede considerarse en ningún caso como instrucciones
de uso o como documento de valor jurídico.
11

ES_1
1585
13_0
3/16
Baj
o re
serv
a de
mod
ifi c
acio
nes
técn
icas
o e
rror
es ti
pogr
áfi c
os.
CHILE
EGGER Productos de Madera Limitada
San Francisco de Asís 150, Oficina 403
Vitacura, Santiago
Chile
ZIP code: 7650747
t +56 2 2243 8583
OTROS PAISES
FRITZ EGGER GmbH & Co. OG
Holzwerkstoffe
Weiberndorf 20
6380 St. Johann in Tirol
Austria
t +43 50 600-10159
f +43 50 600-90159
ESPANA
ZOOM Assistance
t +33 811 701 100
Servicio 0,06 €
+ Precio de una llamada internacional
según condiciones de su operador
Para más información, escanee el código QR siguiente
www.egger.com/zoom