Embed Size (px)
Citation preview
CENTRO UNIVERSITÁRIO MONTE SERRAT
Diogo Luiz Bonini Guilherme Bonachela Alves
Guilherme Leonardo do Nascimento Matheus Fernandes da Silva
Michelle Schaffer Pereira
REESTRUTURAÇÃO DO ARRANJO FÍSICO DE
UMA FÁBRICA DE PARAFUSOS
Santos
2012
Diogo Luiz Bonini Guilherme Bonachela Alves
Guilherme Leonardo do Nascimento Matheus Fernandes da Silva
Michelle Schaffer Pereira
REESTRUTURAÇÃO DO ARRANJO FÍSICO DE
UMA FÁBRICA DE PARAFUSOS
Trabalho de Conclusão de Curso
apresentado ao Centro Universitário Monte Serrat
como exigência parcial para a obtenção do Título
de Bacharel em Engenheiro de Produção.
Orientador: Profº. Ms. Evaldo de Sousa Vieira
Santos
2012
Alves, Guilherme Bonachela,
Bonini, Diogo Luiz,
da Silva, Matheus Fernandes,
do Nascimento, Guilherme Leonardo,
Pereira, Michele Schaffer,
Nº B715r Reestruturação Do Arranjo Físico De Uma Fábrica De Parafusos / Diogo Luiz Bonini,
Guilherme Bonachela Alves, Guilherme Leonardo do Nascimento, Matheus Fernandes da
Silva, Michelle Schaffer Pereira – 2012.
74f.
Orientador: Profº. Ms. Evaldo de Sousa Vieira
Trabalho de conclusão de curso de Graduação - Centro Universitário Monte Serrat, Curso de
Engenharia de Produção, 2012.
1.Introdução - Fundamentação Histórica. 2.Desenvolvimento – Layout Da Fábrica De
Parafuso “Rodafuso” – Estudo De Caso. 3. Projeto De Layout Modificado Para Fábrica De
Parafusos “Rodafuso”. Vieira, Evaldo de Souza.
Diogo Luiz Bonini Guilherme Bonachela Alves
Guilherme Leonardo do Nascimento Matheus Fernandes da Silva
Michelle Schaffer Pereira
REESTRUTURAÇÃO DO ARRANJO FÍSICO DE
UMA FÁBRICA DE PARAFUSOS
Trabalho de Conclusão de Curso
apresentado ao Centro Universitário Monte Serrat
como exigência parcial para a obtenção do Título
de Bacharel em Engenheiro de Produção.
Orientador: Profº. Ms. Evaldo de Sousa Vieira
BANCA EXAMINADORA:
______________________________________________________________
Nome do examinador:
Titulação:
Instituição:
______________________________________________________________
Nome do examinador:
Titulação:
Instituição:
Local: Centro Universitário Monte Serrat – UNIMONTE
Data da aprovação: 14/06/2012

Dedicamos este trabalho a nossos
pais, que sempre nos fizeram acreditar na
realização dos nossos sonhos e contribuíram
muito para este momento.
E a todos que sempre nos apoiaram
nas horas difíceis e compartilharam conosco
as nossas alegrias.
AGRADECIMENTOS
É incansável buscar o conhecimento, pois interminável é sua procura. Aos
mestres, que nos abreviam esta procura, que com paciência, antes de ensinarem
fizeram-nos aprender, o reconhecimento sempre.
A todos os colegas da faculdade que sempre de alguma forma, passaram
suas experiências profissionais e acadêmicas no intuito de agregar conteúdo à
nossa formação.
Ao nosso grande amigo e coordenador do curso Rodrigo Zauberas, que nos
incentivou na busca de uma visão sistêmica para a elaboração deste trabalho. Ao
professor Evaldo Vieira pela ajuda, interesse, dedicação e companheirismo na
orientação deste trabalho.
Aos gestores da empresa “Rodafuso”, que nos proporcionaram uma visita
técnica, na qual fomos cordialmente atendidos pelo Gerente César Kimio
Nagashima, que nos detalhou todo o processo, desde a chegada do projeto da peça,
a parte de estoque e posteriormente a entrega final do produto ao seu cliente.

“A competitividade de
um país não começa nas
indústrias ou nos laboratórios
de engenharia. Ela começa na
sala de aula.”
(Lee Iacocca)
RESUMO
A fabricação de forjados é uma atividade socioeconômica que envolve
diretamente alta tecnologia e inovação com o forjamento a morno, a frio e usinadas
de precisão. O objetivo deste trabalho é o de viabilizar um novo layout que possa
atender a demanda de produção de parafusos com qualidade e precisão, sem deixar
de lado os aspectos ergonômicos, normas técnicas e regulamentadoras.
Uma implantação industrial exige usualmente um encadeamento lógico para
se obter bons resultados. Este deve englobar todas as atividades e decisões
necessárias à sua plena materialização, desde os estudos iniciais, visando seu
dimensionamento e sua localização, até a fase de operação, enfocando regimes de
trabalho, bem como suas instalações. De acordo com a literatura, para uma
implantação industrial que promova resultados positivos, são necessários estudos
de viabilidade de implantação, analisando e justificando os aspectos técnicos
(dimensões, materiais, tráfego...); econômicos (valor de materiais compra de
máquinas, retorno sobre investimentos, custos...); financeiros (financiamentos,
empréstimos, parcelamento...) do empreendimento; e das principais
responsabilidades sobre a produção. Um processo desses de importância
estratégica, tem a participação desde a alta gerência, responsáveis sobre a
implantação, sejam consultores ou engenheiros, até os colaboradores, com a
identificação das reais necessidades observadas no chão de fábrica.
A metodologia deste trabalho fundamenta-se numa pesquisa bibliográfica
baseada no processo fabril para produção de parafusos, forjados rigorosamente
dentro das especificações nacionais e internacionais. E, para atender a essa
metodologia usamos como fonte de estudos a empresa “RODAFUSO”, localizada
em São Bernardo do Campo – São Paulo – Brasil, onde realizamos visita técnica e
uma pesquisa de campo através de um questionário, objetivando o aumento de
conhecimento e informações sobre o tema.
Palavras-chaves: Layout. Parafusos.
ABSTRACT
The manufacture of forgings is a socioeconomic activity that directly involves
high technology and innovation with the warm forging, cold and precision machined.
The objective of this work is to enable a new layout that can meet the demand for
production of screws with quality and precision, without forgetting ergonomics,
technical and regulatory standards.
An industrial development usually requires a logical sequence to achieve good
results. This should include all activities and decisions necessary for fulfilling them,
since the initial studies, aiming at its design and its location until the operation phase,
focusing on working arrangements, as well as its facilities. According to the literature
for an industrial development that promotes positive results, feasibility studies are
needed for implementation, analyzing and explaining the technical aspects
(dimensions, materials, traffic...), economic (value of materials purchased machinery,
return on investments, costs...), financial (financing, loans, installment...) of the
enterprise, and the main responsibilities of the production. A process of strategic
importance, has participation from senior management, responsible on the
deployment, whether consultants or engineers, to the employees, identifying the real
needs observed on the plant floor.
The study methodology is based on a literature-based manufacturing process
for the production of bolts, forged strictly within national and international
specifications. And to meet this methodology we use as a source of the company
studies "RODAFUSO", located in São Bernardo do Campo - São Paulo - Brazil,
where we conduct technical visits and a field survey by questionnaire, aiming to
increase knowledge and information on the subject.
Keywords: Layout. Screws.
LISTA DE FIGURAS
Figura 01: Modelos de Layout ................................................................. 29
Figura 02: Arranjo Físico Linear ou por Produto ..................................... 38
Figura 03: Fluxograma do Processo ....................................................... 39
Figura 04: Fluxo do Processo Atual ........................................................ 41
Figura 05: Organograma Setorial ............................................................ 42
Figura 06: Organograma Funcional (65 Funcionários) ........................... 42
Figura 07: Matéria Prima ......................................................................... 43
Figura 08: Matéria Prima ......................................................................... 44
Figura 09: Ilustração da Ponte Rolante ................................................... 45
Figura 10: Foto Real da Ponte Rolante ................................................... 45
Figura 11: Foto da Talha ou Moitão da Ponte Rolante ........................... 46
Figura 12: Máquina de Corte ................................................................... 47
Figura 13: Prensa .................................................................................... 48
Figura 14: Forno ...................................................................................... 49
Figura 15: Máquina de Fazer Rosca ....................................................... 50
Figura 16: Área de Triagem ..................................................................... 51
Figura 17: Estoque de Componentes ...................................................... 52
Figura 18: Estoque de Componentes ...................................................... 52
Figura 19: Área de Montagem ................................................................. 53
Figura 20: Estoque Final .......................................................................... 54
Figura 21: Telhado Recoberto por Vegetação e Telha Reciclada .......... 62
Figura 22: Foto Térmica do Telhado ....................................................... 63
Figura 23: Cálculo para energia potencial de pressão ............................ 64
Figura 24: Materiais Renováveis para Diminuição do Impacto Ambiental
................................................................................................................. 64
Figura 25: Modelo do Local com Iluminação Solar ................................. 65
Figura 26: Layout Remodelado ............................................................... 66
Figura 27: Planta da Proposta do Novo Layout ...................................... 70
LISTA DE TABELAS
Tabela 01: Administração Cientifica: Os Atores e Seus Papéis ............. 18
Tabela 02: Comparação entre Processo / Arranjo Físico ....................... 32
Tabela 03: Especificações da Ponte Rolante .......................................... 44
Tabela 04: Especificações da Máquina de Corte .................................... 46
Tabela 05: Especificações da Máquina de Conformação-Prensa .......... 47
Tabela 06: Especificações do Equipamento de Tratamento Térmico .... 48
Tabela 06: Especificações do Máquina de Acabamento-Rosca ............. 49
Tabela 08: Produção anual da fábrica de parafuso “RODAFUSO” ........ 67
Tabela 09: Custos totais do layout da fábrica “RODAFUSO” ................. 67
Tabela 10: Produção anual da fábrica de parafuso “RODAFUSO” ........ 68
Tabela 11: Custos totais do layout da fábrica “RODAFUSO” ................. 68
SUMÁRIO
INTRODUÇÃO ......................................................................................... 15
1 FUNDAMENTAÇÃO HISTÓRICA ........................................................ 16
1.1 Histórico e evolução dos Sistemas de Produção .............................. 16
1.2 Arranjo Físico .................................................................................... 26
1.2.1 Processos produtivos ........................................................................ 31
1.2.2 Tipos de processos ........................................................................... 32
1.2.2.1 Processo por tarefa (JOB SHOP) .................................................. 32
1.2.2.2 Processo em lotes (Batch) ............................................................. 33
1.2.2.3 Processo em linha ........................................................................... 33
1.2.2.4 Processo em fluxo contínuo ............................................................ 33
1.2.2.5 Processo híbrido ............................................................................. 34
1.2.3 Tipos de arranjos físicos (layout) ...................................................... 34
1.2.3.1 Posição Fixa ................................................................................... 35
1.2.3.2 Layout orientado ao produto ou flow-shop .................................... 35
1.2.3.3 Layout orientado ao processo ou job-shop ................................... 35
1.2.3.4 Layout orientado para agrupamento tecnológico ou células ........ 36
2 LAYOUT DA FÁBRICA DE PARAFUSO “RODAFUSO” – ESTUDO DE
CASO ....................................................................................................... 37
2.1 Funcionamento do Layout da “RODAFUSO” .................................... 37
2.2 Tipo de Processo da Fábrica de Parafuso “RODAFUSO” ................ 37
2.3 Fluxograma do Processo ................................................................... 38
2.4 Etapas do Processo de Fabricação de Parafuso .............................. 41
2.4.1 Fluxo atual da fábrica ......................................................................... 41
2.4.2 Organograma setorial ......................................................................... 42
2.4.3 Organograma Funcional ..................................................................... 42
2.5 Detalhe do Layout da “RODAFUSO” ................................................. 43
2.5.1 Matéria prima ..................................................................................... 43
2.5.2 Transporte interno – ponte rolante ..................................................... 44
2.5.3 Máquinas de corte .............................................................................. 46
2.5.4 Máquina de conformação – prensa .................................................... 47
2.4.5 Tratamento térmico ............................................................................ 48
2.5.6 Máquina de acabamento – rosca ....................................................... 49
2.5.7 Área de triagem .................................................................................. 50
2.5.8 Estoque de componentes ................................................................... 51
2.5.9 Área de montagem ............................................................................. 53
2.5.10 Estoque final..................................................................................... 53
3 PROJETO DE LAYOUT MODIFICADO PARA FÁBRICA DE
PARAFUSOS “RODAFUSO” ................................................................... 55
3.1 Fundamentos ..................................................................................... 55
3.2 Consulta de Normas .......................................................................... 55
3.2.1 Normas ABNT que são importantes em uma fábrica de parafusos. ... 56
3.2.2 Normas Regulamentadoras Enfatizadas ............................................ 57
3.3 Possíveis melhorias e sustentabilidade ambiental ............................ 62
3.3.1 Envoltória ........................................................................................... 62
3.3.2 Refrigeração/Água ............................................................................. 63
3.3.3 Aquecimento, Energia, Refrigeração e Água. .................................... 64
3.4 Nova Proposta de Layout da Fábrica “RODAFUSO” ........................ 65
3.5 Custo Totais do Layout Atual da Fábrica “Rodafuso” ....................... 67
3.6 Desenvolvimento de Cálculos de Custo da Proposta do Novo Layout
da Fábrica “Rodafuso” ............................................................................. 68
3.7 Layout Geral de Fábrica, Proposta de Melhoria em software
especializado (AutoCAD 2007)................................................................ 69
CONSIDERAÇÕES FINAIS ..................................................................... 71
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................ 73
15
INTRODUÇÃO
O estudo do arranjo físico (layout) de linhas produtivas teve início com a
revolução industrial e está em evolução até os dias de hoje, buscando sempre a
otimizar as linhas de produção e os sistemas de gestão.
Segundo SLACK, CHAMBERS e HARRISON (2002), o arranjo físico (layout)
de uma operação produtiva preocupa-se com o posicionamento físico dos recursos
de transformação. Ainda reforça que um arranjo físico é frequentemente uma
atividade difícil e de longa duração por causa das dimensões físicas dos recursos de
transformação movidos. Um erro pode produzir padrões de fluxo longos e confusos,
estoque de materiais, filas de clientes formando-se ao longo da operação,
inconveniência para os clientes, tempos de processamento longos, operações
inflexíveis, fluxo imprevisíveis e altos custos.
Por isso empresas hoje investem muito em estudos na busca do aumento da
competitividade frente ao mercado.
Tendo em vista está necessidade de aperfeiçoamento do arranjo físico,
decidimos elaborar um estudo de caso tendo como base a empresa “Rodafuso”,
pode-se afirmar que o objetivo deste trabalho trata-se de uma comparação de
desenvolvimento de layout conforme fontes literárias de gestão da produção e os
procedimentos de gestão, aplicados pela empresa.
Baseando-se os estudos no layout da empresa e suas características do
seu processo, visando às necessidades de melhoria do setor produtivo.
Com isso o trabalho está dividido em três capítulos. No primeiro
apresentaremos um resumo histórico da evolução do arranjo físico e conceitos para
estudos de processo e layout. No segundo capítulo apresentaremos a empresa
“Rodafuso” com sua configuração, fluxos e processos atuais. No terceiro capítulo,
com base nas informações dos dois primeiros capítulos, realizaremos o estudo de
caso da empresa e apresentaremos uma proposta de melhoria para os processos da
empresa.
16
1 FUNDAMENTAÇÃO HISTÓRICA
1.1 Histórico e evolução dos Sistemas de Produção
As organizações vêm se preocupando cada vez mais com novas técnicas
administrativas apresentadas por pesquisadores, isso mostra a notável preocupação
que os gestores vêm demonstrando diante das novas exigências do mercado. Para
contribuir nesse processo de desenvolvimento, todos os setores das organizações
utilizam-se de ferramentas para alcançar seus objetivos. Na área de produção,
considerada por Maximiano (2004), como o “coração da organização”, os arranjos
físicos são umas das estratégias utilizadas nas empresas para se atingir a eficiência
e eficácia tão desejadas pelas mesmas.
Mas, para que adentremos melhor no assunto, é importante que
apresentemos os conceitos e um histórico sobre arranjos físicos e sua aplicação na
gestão da produção. A Revolução Industrial foi o marco para que se iniciassem as
primeiras discussões sobre as técnicas de produção, através dela é que surgiram
novas posturas referentes à economia, sociedade, política e cultura, de acordo com
o autor Gaither (2002) na Revolução Industrial, sempre existiram sistemas de
produção. As pirâmides egípcias, o Partenon grego, a Grande Muralha da China e
os aquedutos e estradas do Império egípcio atestam a indústria dos povos da
Antiguidade. Mas as maneiras pelas quais esses povos antigos produziam produtos
eram bem diferentes dos métodos de produção atuais.
Na Inglaterra de 1700 ocorreu um desenvolvimento ao qual nos referimos
como Revolução Industrial. Esse avanço envolveu dois elementos principais: a
difundida substituição da força humana e da água pela força mecanizada e o
estabelecimento do sistema fabril (Gaither 2002). O motor a vapor, inventado por
James Watt em 1764, forneceu a força motriz para as fábricas e estimulou outras
invenções da época. A disponibilidade do motor a vapor e de máquinas de produção
tornou possível reunir trabalhadores em fábricas distantes dos rios. E o grande
número de trabalhadores congregados em fabricas criou a necessidade de organizá-
los diferimos lógica com a finalidade de produzir diferentes produtos. Na publicação
“A riqueza das Nações”, de Adam Smith, em 1776, avaliavam-se os benefícios da
divisão do trabalho, também chamada especialização de mão-de-obra, que dividia a
17
produção em tarefas menores, especializadas, que eram atribuídos aos
trabalhadores ao longo das linhas de produção. Dessa forma, as fábricas do final
dos anos 1700 desenvolveram não somente maquinaria de produção, mas também
maneiras de planejar e controlar o trabalho.
Para Gaither (2002), a Revolução Industrial se espalhou da Inglaterra para
outros países europeus e para os Estados Unidos. Em 1790, Eli Whitney, inventor
americano, desenvolveu o conceito de peças intercambiáveis. Whitney projetou rifles
para serem fabricados pelo governo americano numa linha de montagem de tal
forma que as peças fossem produzidas com uma tolerância que permitisse que cada
peça se encaixasse corretamente desde a primeira vez. Esse método de produção
substituiu o antigo método de ou classificar as peças para encontrar uma que se
encaixasse, ou modificar com o mesmo propósito de encaixe.
Segundo Gaither (2002), as primeiras indústrias dos Estados Unidos foram da
área têxtil, que durante a Revolução Industrial desenvolveuram-se sobremaneira
com o avanço do desenvolvimento do motor a gasolina e da eletricidade nos anos
1800. Em meados do século XIX, o antigo sistema caseiro de produção foi
substituído pelo sistema fabril, mas as enormes melhorias para as fábricas ainda
estavam por acontecer.
O período Pós- Guerra Civil houve uma grande expansão da capacidade de
produção nos Estados Unidos, o que leva J.P Morgan, Jay Gould, Cornelius
Vanderbilt e outros construíram verdadeiros impérios industriais. Segundo Gaither
(2002) esses empresários e a enorme acumulação de capital nesse período criaram
uma grande capacidade de produção nos Estados Unidos, que se espalhou
rapidamente na virada do século, ainda neste período houve uma rápida exploração
e colonização do Oeste, criando numerosos produtos e meios de levá-los aos
colonos, o que fez surgirem grandes ferrovias, a segunda grande indústria dos
Estados Unidos.
De acordo com Gaither (2002) todo esse processo de desenvolvimento –
expansão do capital, capacidade de produção, ampliação da força de trabalho
urbana, criação de novos mercados ocidentais e de uma implantação eficiente do
sistema de transporte nacional – prepararam o cenário para a grande expansão de
produção que ocorreria inicio do século XX, começando assim uma nova era de
implantação de indústrias nos Estados Unidos.
18
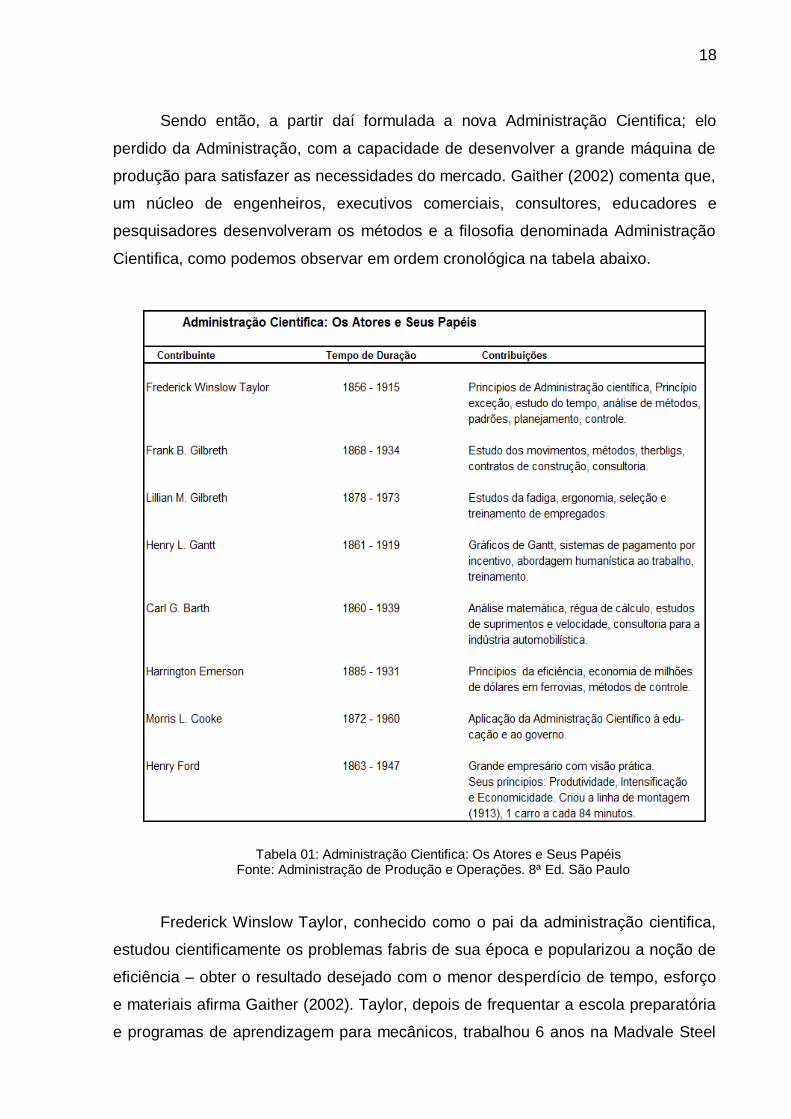
Sendo então, a partir daí formulada a nova Administração Cientifica; elo
perdido da Administração, com a capacidade de desenvolver a grande máquina de
produção para satisfazer as necessidades do mercado. Gaither (2002) comenta que,
um núcleo de engenheiros, executivos comerciais, consultores, educadores e
pesquisadores desenvolveram os métodos e a filosofia denominada Administração
Cientifica, como podemos observar em ordem cronológica na tabela abaixo.
Tabela 01: Administração Cientifica: Os Atores e Seus Papéis Fonte: Administração de Produção e Operações. 8ª Ed. São Paulo
Frederick Winslow Taylor, conhecido como o pai da administração cientifica,
estudou cientificamente os problemas fabris de sua época e popularizou a noção de
eficiência – obter o resultado desejado com o menor desperdício de tempo, esforço
e materiais afirma Gaither (2002). Taylor, depois de frequentar a escola preparatória
e programas de aprendizagem para mecânicos, trabalhou 6 anos na Madvale Steel
19
Company, na Pensilvânia, onde permaneceu por anos, como operário mecânico,
encarregado, mecânico de manutenção, chefe e depois para engenheiro chefe. Com
isso ele descobriu seus interesses em usar a investigação como base da
experimentação científica para melhorar as operações de manufatura.
De acordo com Gaither (2002), o Sistema de Produção de Taylor, criou-se
uma sistemática para melhorar a eficiência do trabalhador, dividida nas seguintes
etapas:
1º Etapa - A habilidade, a força e a capacidade de aprender em
determinadas funções para que as pessoas pudessem se adaptar;
2º Etapa – Cronometragens que eram usadas para definir com precisão
a produção padrão por trabalhador em cada tarefa.
3º Etapa - Cartões de instrução, roteiros e especificações de maneira
que eram usadas para coordenar e organizar a fabrica, a fim de que os
métodos e o fluxo de trabalho pudessem ser padronizados, e os
padrões de produção da mão-de-obra pudessem ser satisfeitos.
4º Etapa - Taylor falava que era negligente em executar funções de
seleção e treinamento. Ele acreditava que a administração tinha
responsabilidades de planejamento, organização, controle e
determinação de métodos, e que devia não deixar essas funções para
trabalhadores.
5º Etapa - Sistemas de pagamento foram iniciados para aumentar a
eficiência e melhorar a responsabilidade dos encarregados com os
trabalhadores.
Taylor tinha seguidores analistas que foram chamados de especialistas em
eficiência, engenheiros de eficiência, ou engenheiros de produção. Taylor com seu
titulo de pai da administração cientifica, ficou conhecido como pai da engenharia de
produção.
Conforme citado anteriormente, esses grandes analistas e inventores,
desenvolveram técnicas e abordagens valiosas que deram inicio a administração
cientifica, visando facilitar a produção em massa.
Segundo Gaither (2002) o grande marco da administração cientifica ocorreu
na Ford Motor Company no inicio do século XX. Henry Ford (1863-1947) projetou o
Ford Modelo T para ser construído em linhas de montagem. As linhas de montagem
da Ford incorporavam os elementos principais da administração cientifica –
20
desenhos de produto padronizados, produção em massa, baixos custos de
manufatura, linhas de montagem mecanizadas, especialização de mão-de-obra e
peças intercambiáveis.
Em 1908, Ford contratou Walter Flanders, para reorganizar sua fábrica para
estar produzindo os carros Modelo T. As peças do Modelo T passavam numa
produção em linha reta, com peças pequenas que se tornavam maiores
continuamente. Conforme Gaither (2002) iniciava-se pelo departamento de
montagem de bobinas de indução espalhando-se pela fábrica inteira, até o
departamento de montagem final, as peças e as montagens eram transportadas por
correias transportadoras automáticas, e toda tarefa de trabalho era divididas em
partes menores e agilizadas. A Fábrica Rouge da Ford tinha sua própria siderurgia e
uma fábrica de vidro local.
Na década de 1920, a Rouge Ford obteve com o avanço na tecnologia em
linha de montagem um crescimento de capacidade de produção, Ford preocupava-
se em produzir grandes volumes de produtos a baixo custo, mas não somente em
produção, mas na satisfação de seus trabalhadores, com promoções na compra de
veículos e recebimentos de seus salários.
Os trabalhadores das fábricas da Revolução Industrial, eram despreparados,
inábeis e indisciplinados. Apartir dos anos 1800 até o inicio dos anos 1900, os
gerentes das fábrica passaram a ser muito rígidos com os trabalhadores, para que
trabalhassem árdua e eficientemente. Ford em seu livro Today and Tomorrow,
escrito em 1926 descreve a sua opinião a respeito de como a abordagem à
produção em massa teve impacto na sociedade.
“Peguemos apenas uma idéia, uma idéia - pequena em si mesma – a idéia
que qualquer um poderia ter tido, mas que ocorreu a mim desenvolver: a de fazer
um automóvel pequeno, forte, simples, fazê-lo barato e pagar altos salários em sua
fabricação. Em 1º de outubro de 1908 fiz o 1º de nossos pequenos carros. Em 4 de
junho de 1924, fizemos o 10.000.000º. Agora, em 1926, estamos em nosso
13.000.000º”.
Ainda em seu livro descreve: “Isso é interessante, mas talvez não seja o mais
importante. O importante é que, a partir de um simples punhado de homens
empregados numa fábrica, desenvolvemo-nos para uma grande indústria que
emprega diretamente mais de 200 mil homens, sendo que nenhum deles recebe
menos de seis dólares por dia. Nossos distribuidores e postos de serviço empregam
21
outros 200 mil homens. Mas de forma alguma manufaturamos tudo o que usamos.
Compramos aproximadamente o dobro do que manufaturamos, e afirmamos com
segurança que 200 mil homens estão empregados em nosso trabalho em fabricas
no exterior. Isso dá um total aproximadamente de 600 mil empregados, direta ou
indiretamente, o que significa que cerca de 3 milhões de homens, mulheres e
crianças ganham a vida em função de um ideia simples posta em prática somente
18 anos atrás. E isso sem levarmos em conta o grande numero de pessoas que, de
uma forma ou de outra, ajudam na distribuição ou manutenção desses carros. E esta
é uma ideia que está apenas no inicio”. (Henry Ford, Today and Tomorrow, Londres,
William Heinemann, 1926, p. 1-2).
Segundo Gaither (2002) entre as duas grandes guerras, surgiu uma filosofia
de que os trabalhadores eram seres humanos e tinham que ser tratados com
dignidade no trabalho, segundo os gerentes nos Estados Unidos. O movimento das
relações humanas iniciou-se em Illinois com o trabalho de Elton Mayo, F.J.
Roethlisberger, T.N. Whitehead e W.J. Dickson na instalação do Western Electric
Company, em Hawthorne, Illinois, no período de 1927 - 1932. Os Estudos de
Hawthorne foram iniciados a principio por engenheiros de produção e tinham como
meta determinar o nível ótimo de iluminação para obter o máximo de produção dos
trabalhadores. Quando esses estudos produziam resultados confusos sobre a
relação entre o ambiente físico e a eficiência dos trabalhadores, os pesquisadores
deram-se conta de que fatores humanos deviam estar afetando a produção. Os
administradores e pesquisadores reconheceram que os fatores humanos afetavam
não somente a motivação, mas também a atitude das pessoas e consequentemente
a produção.
Segundo Gaither (2002), obter sucesso no ambiente comercial global de hoje
depende mais do que nunca em dar vazão as capacidades subutilizadas dos
empregados. Os gerentes de operações devem, portanto, tentar criar um clima
organizacional que encoraje os empregados a dedicar sua energia, engenho e
habilidade à consecução dos objetivos organizacionais.
Na Segunda Guerra Mundial houve grande quantidade de força de trabalho,
suprimentos, aviões, materiais e outros recursos que tiveram que ser desenvolvidos
num ambiente agitado. Naquele período surgiu a Pesquisa Operacional para tomada
de decisão e solução de problemas, o que vai de certa forma otimizar os processos
de produção.
22
As equipes militares utilizaram muitas disciplinas acadêmicas da época.
Segundo Gaither (2002), os conceitos foram de abordagem por sistemas totais e de
equipes interdisciplinares com a utilização de técnicas matemáticas complexas. Isto
teve como consequência a redução das condições caóticas existentes nas imensas
organizações militares envolvidas na Segunda Guerra Mundial. A pesquisa
operacional e a administração científica procuraram substituir a tomada de decisão
intuitiva para grandes e complexos problemas por uma abordagem que identificasse
a alteração ótima, por meio de analises matemáticas. Os gerentes de operações e
outros da administração têm abordado muitas técnicas da pesquisa operacional em
suas decisões.
Ao mesmo tempo deu-se inicio o sistema Toyota de produção, base para o
sistema atual de produção. Este sistema por ele não tinha atraído a atenção da
indústria japonesa até a primeira crise do petróleo no outono de 1973. Nesse
período os gerentes japoneses, acostumados com a inflação e com as altas taxas de
crescimento, se viram subitamente confrontados com o crescimento zero e forçados
a lidar com decréscimos de produção. Foi durante esta emergência econômica que
eles notaram, pela primeira vez, o resultado que a TOYOTA estava conseguindo
com a sua implacável perseguição à eliminação do desperdício foi concebido sua
implementação começou logo após a Segunda Guerra Mundial. Abaixo segue um
breve resumo em ordem cronológica das fases que a indústria sofreu com base na
precursora Toyota (Taiichi Ohno,1997):
1948 – Retirada pelo processo subsequente (transporte “contra a
corrente”);
1949 – Abolidos os depósitos intermediários;
1950 – Linhas de montagem e usinagem sincronizadas;
1953 – Sistema de supermercado na fábrica, sistema de pedido para
a fábrica;
1955 – Plantas de montagem e do corpo ligadas, adotado o sistema
de quantidades necessárias para peças supridas, sistema aquoso
circunscrito (pequena carga/transporte misto);
(de 1945 – 1955 Troca de ferramentas entre duas a três horas)
1957 – Adotado o painel de procedimento (andon)
1961 – Terminaram em fracasso (Kanban de caixa);
23
Em 1959 Sistema de transferência (entra - entra ou entra – sai), em
1961 sistemas de cartões azuis e vermelhos para comandar peças
de fora,
Em 1962 troca de ferramentas na fábrica em (15 minutos)
1966 – Primeira linha automatizada;
1971 – Troca de ferramentas na fábrica em (3 minutos), sistema de
indicação do corpo e de parada de posição fixa na montagem.
O problema da Toyota era cortar custos e, ao mesmo tempo, produzir
pequenas quantidades de muitos tipos de carros. Segundo Taiichi Ohno (1997) a
indústria japonesa acostumou-se a uma era em que “se você produzir, você
poderá vender”, e a indústria automotiva não é exceção. Temo que por causa
disto, muitos gerentes objetivem quantidade. Hoje, um sistema de produção
busque aumento do tamanho dos lotes (por exemplo, operar uma prensa de
matriz para prensar tantas unidades quantas for possível num dado período de
tempo) não é pratico. Alem de produzir todo tipo de desperdício, um sistema de
produção assim não é mais adequado às nossas necessidades. Foi em 15 de
agosto de 1945 que o Japão perdeu a guerra; essa data marcou também um novo
começo para Toyota. Toyoda Kiichiro (1894-1952), então presidente da Toyota
Motor Company, disse, “Alcancemos os Estados Unidos em três anos. Caso
contrário, indústria automobilística do Japão não sobreviverá.” Para realizar essa
missão, temos que conhecer os Estados Unidos e aprender os métodos
americanos.
Segundo Taiichi Ohno (1997), havia escassez de tudo, desde a matéria-
prima até peças. Não podiam conseguir as coisas na quantidade ou no momento
necessário. Os fornecedores de peças também estavam mal de equipamentos e
de mão de obra. Estavam tendo atraso em peças ou em quantidades, trabalho de
montagem estava atrasada. Como a velha canção dekansho que fala em dormir
meio ano, esta era uma produção dekansho.
Durante o pós-guerra a indústria automotiva japonesa viveu momentos
difíceis. A produção doméstica em 1949 foi de 25622 caminhões e apenas 1008
carros de passeio. Apesar de a produção ser insignificante, a fábrica da Toyota
estava cheia de pessoas ansiosas tentando fazer algo. O primeiro passo foi
estabelecer um sistema sincronizado de fluxo de fábrica, pois pensava-se que um
24
operador tinha que cuidar de muitas máquinas e também de tipos diferentes de
máquinas.
Para Taiichi Ohno (1997), para se obter a razão de 1000 por mês,
deveríamos fazer 40 peças por dia durante 25 dias. Além disso, deveríamos
distribuir a produção de forma homogênea ao longo da jornada de trabalho. Se a
jornada é de 480 minutos, deveríamos ter, na média, uma peça a cada 12
minutos. Esta ideia, mais tarde evoluiu para o nivelamento da produção.
Estabelecer um fluxo de produção e uma forma de manter um constante
suprimento externo de matérias-primas para as peças a serem usinadas era o
modo pelo qual o Sistema Toyota, ou japonês, de produção deveria ser operado.
Estavam a fim de evitar esse problema potencial, buscando formas de nivelar toda
a produção.
Após a Segunda Guerra Mundial, a principal preocupação da Toyota era
como produzir mercadorias com alta qualidade e ajudar as empresas cooperantes
nesse sentido. Depois 1955, a questão veio a ser como produzir a exata
quantidade necessária. Depois da crise do petróleo, começaram a ensinar as
empresa externa a como produzir mercadorias utilizando o sistema Kanban.
Durante o período de quinze anos iniciado em 1959-1960, o Japão
vivenciou um crescimento econômico com rapidez incomum. Com a produção em
massa, ligado a um estilo americano que era usado com sucesso em muitas
áreas. O principal objetivo do Sistema Toyota de Produção era produzir muitos
modelos em pequenas quantidades.
A Toyota passou a ensinar métodos de produção até a crise de petróleo,
enfatizando como produzir mercadorias, em um fluxo contínuo. Com esse
trabalho, foi muito fácil orientar as empresas cooperantes da Toyota sobre o
Kanban.
Segundo Taiichi Ohno (1997), o Grupo Toyota foi capaz de adota-lo e, de
certa forma, dirigi-lo, porque a fábrica já compreendia e praticava a ideia de
estabelecer a sincronização, o que é fatos preponderantes para que a produção
possa dar conta do sistema Kanban voltando processo por processo.
Para Taiichi Ohno (1997), na fábrica principal da Toyota, a sincronização
entre linha de montagem final e a linha de usinagem foi estabelecido em 1950 e a
sincronização começou em pequena escala. Daí em diante continuou indo para
trás, na direção dos processos iniciais. Gradualmente, lançaram a base para a
25
adoção do Kanban em toda a empresa, de forma que o trabalho e a transferência
de peças pudessem ser feitos sob o sistema Kanban. Isso aconteceu aos poucos,
ganhando a compreensão de todas as pessoas envolvidas.
Segundo Taiichi Ohno (1997), a produção é nivelada em duas linhas de
montagem que faziam carros de passeio: corona, carina e célica. Em uma linha,
corona e o carina fluem alternadamente. Eles não fazem coronas pela manhã e
nem carinas à tarde. Isso serve para manter uma carga nivelada. O tamanho do
lote para peças é mantido tão pequeno quanto possível. Muito cuidado é tomado
para evitar gerar flutuação indesejada nos processos iniciais.
Para Taiichi Ohno (1997), no começo, a ideia de nivelar para reduzir o
tamanho do lote e minimizar a produção em massa de itens isolados colocava
uma demanda muito pesada na seção de prensa de matriz. Um fato longamente
aceito pela produção era que produzir continuamente com uma matriz na prensa
diminui os custos. Produzir lotes os maiores possíveis, prensar continuamente
sem parar a prensa, era considerado como senso comum. O Sistema Toyota de
Produção, porem, exige produção nivelada e os menores lotes possíveis, mesmo
que isso pareça contrário à sabedoria convencional.
A Toyota acredita que produzir em pequenos lotes significa que não podem
operar com uma prensa por muito tempo, pois a matriz deve ser mudada com
frequência. Consequentemente, os procedimentos de troca de ferramentas devem
ser executados rapidamente.
Segundo Taiichi Ohno (1997), o mesmo é verdadeiro para outras seções de
maquinas, ao longo de todo o percurso até os processos iniciais. Mesmo as
empresas cooperadas fornecedoras de peças estão usando palavras de alerta
como “reduza o tamanho do lote” e “reduza o tempo de troca de ferramentas” –
idéias que completamente contrariam as práticas do passado.
Na década de 40, a troca de matrizes na Toyota levava de duas a três
horas. Segundo Taiichi Ohno (1997), conforme o nivelamento da produção se
espalhava pela empresa nos anos 50, os tempos de troca de ferramentas
diminuíram para menos de uma hora, no final da década de 50 e inicio da década
de 60 para 15 minutos. No final da década de 60, havia baixado para menos de
três minutos. A necessidade das trocas rápidas de matrizes foram criadas e foram
tomadas medidas para eliminar os ajustes – algo nunca discutido nos manuais de
operações anteriores. Para fazer isto, todos contribuíam com ideias enquanto os
26
operários eram treinados para reduzir os tempos de troca de ferramentas e
matrizes. Dentro da Toyota Motor Company e suas firmas cooperadoras, o desejo
das pessoas em atingir o novo sistema se intensificou incrivelmente. O sistema se
tornou o produto dos seus esforços.
A crise do Petróleo no outono de 1973 afetou governos, empresas e
sociedades no mundo. Em 1974, a economia japonesa apresentou uma queda,
passando para um nível de crescimento zero e muitas empresas estavam com
problemas.
Segundo Taiichi Ohno (1997), o mais importante não é o sistema mas a
criatividade dos seres humanos que selecionam e interpretam a informação.
Felizmente, o Sistema Toyota de Produção ainda esta sendo aperfeiçoado. Tais
aperfeiçoamentos são feitos diariamente graças ao vasto numero de sugestões
recebidas dos seus funcionários.
1.2 Arranjo Físico
Arranjo Físico ou Layout é a disposição física de equipamentos que leva em
consideração as dimensões dos equipamentos e os espaços necessários para sua
operação e manutenção, bem como espaços reservados para corredores utilizados
no abastecimento de matérias primas e escoamento dos produtos processados.
Além das necessidades de movimentação de produtos, deve ser previsto o acesso a
planta e serviços de apoio para a produção e para os colaboradores que operam a
fábrica (Correa 2006).
Segundo Correa (2006), o arranjo físico de uma operação é a maneira
segundo a qual se encontram dispostos fisicamente os recursos que ocupam espaço
dentro da instalação de uma operação.
Os recursos podem ser diversos desde uma máquina, uma escrivaninha, um
trabalhador (recurso humano), matéria prima, entre outros, necessários a produção
de forma direta ou indireta. O arranjo físico (Layout) não deve ser avaliado somente
em caso de estudo de implantação de uma nova linha de produção. Este deve ser
avaliado em diversas situações mais rotineiras, devido ao grande impacto que este
pode causar no desempenho da produção. Segue abaixo alguns exemplos de
situações nas quais o arranjo físico deve ser reavaliado e eventualmente revisto:
27
Um equipamento é acrescentado ou retirado da linha de produção;
Alteração da localização de um recurso na busca de maior eficiência ou
para aumentar espaço livre para movimentação;
Expansão ou redução da área de instalação;
Mudança na estratégia da operação (por exemplo, enfatizando menos
a customização de produtos e enfatizando a produção de produtos de
menor custo e maior volume).
Conforme Correa (2006), o principal objetivo nas decisões relacionadas ao
arranjo físico é apoiar a estratégia competitiva da operação, esta deve estar sempre
alinhada com a estratégia competitiva da empresa, seja na área de produção de
bens de consumo ou na comercialização de produtos ou serviços.
Para que a estratégia competitiva da operação ocorra eficientemente, Martins
(2006) diz que: a elaboração do arranjo físico deve ser estabelecida. Segundo um
estudo planejado no qual, são necessárias informações sobre especificações e
características do produto, quantidades de produtos e de materiais, sequências de
operações e de montagem, espaço necessário para cada equipamento, incluindo
espaço para movimentação do operador, estoques e manutenção e informação
sobre o recebimento, expedição, estocagem de matérias primas e produtos
acabados e transportes.
Segundo Araújo (2001), o estudo do arranjo físico pode trazer consequências
desastrosas se não forem observadas algumas recomendações. A melhor
justificativa para todo o cuidado em estudos desta natureza é o fato de que a
mudança de uma mesa ou uma cadeira de um ponto da sala para outro pode causar
um conflito maior do que a transformação estrutural de uma empresa. Há alguns
fatores pelos quais as decisões de arranjo físico necessitam de estudos, que
geralmente consomem muitas horas e por consequência despendem custos
consideráveis. Dentre elas:
a atividade de alteração do arranjo físico propriamente dito,
frequentemente é uma atividade difícil e de longa duração, devido às
dimensões físicas dos recursos a serem movidos;
se o novo arranjo físico estiver errado, pode resultar em padrões de
fluxos longos ou confusos, estoques de materiais, filas de clientes,
tempos de processamento longos, operações inflexíveis e custos
elevados;
28
durante a atividade de modificação de arranjo físico de uma linha de
produção ativa, ocorre à paralisação desta linha, em consequência
temos custos elevados para a empresa devido a mão de obra ociosa e
a produção que não esta ocorrendo.
Entretanto, com o arranjo físico adequado, é possível obter maior
produtividade e qualidade, aumentar a eficiência e a eficácia das operações, eliminar
atividades que não agreguem valor, enfatizar atividades que agreguem. Por
consequência consegue-se aumentar a competitividade da empresa e
possivelmente seus lucros. Seguem abaixo alguns exemplos de resultados positivos
possíveis de se obter com um bom projeto de arranjo físico:
Redução dos custos e tempo gasto com manuseio e movimentação de
materiais na área interna da empresa.
Maior aproveitamento do espaço físico.
Obtenção de maior eficiência no uso da mão de obra, com menor
desgaste desta, evitando que se movimente desnecessariamente.
Melhoria na comunicação entre as pessoas envolvidas na operação,
quando adequado.
Melhoria na entrada, saída e movimentação dos fluxos de pessoas e
materiais.
Redução dos tempos de ciclos dentro da operação garantindo fluxos
mais linearizados, sempre que possível e coerente com a estratégia.
Melhoria na manutenção dos recursos.
Quando adequado facilitar o acesso visual as operações.
Segundo Correa (2006), o maior desafio da determinação do arranjo físico é
estabelecer os critérios de produção, se esta terá foco maior na flexibilidade ou na
eficiência. Cada tipo de arranjo físico tende a favorecer um dos dois, ou seja,
nenhum arranjo físico atende plenamente a flexibilidade e a eficiência.
Objetivando a definição de um layout fabril, Correa (2006) aponta como
parâmetro importante à quantidade anual produzida de cada produto definidos para
a planta, seguindo a classificação dos volumes de produção conforme descrito
abaixo, podendo haver variações arbitrárias:
Baixa produção, de 1 a 100 unidades anuais: estes layouts apresentam
grande variedade de produtos.
Média produção, de 100 a 10.000 unidades anuais;
29
Alta produção, acima de 10.000: estes layouts apresentam pequena ou
nenhuma variação de produtos.
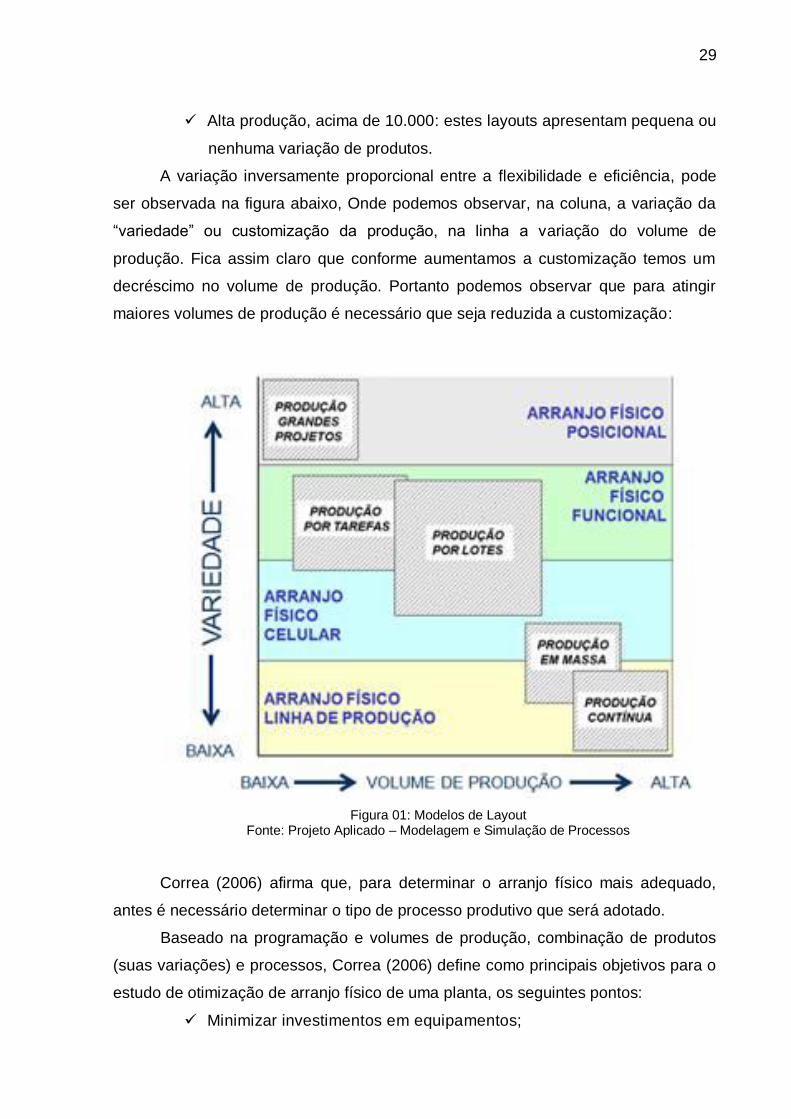
A variação inversamente proporcional entre a flexibilidade e eficiência, pode
ser observada na figura abaixo, Onde podemos observar, na coluna, a variação da
“variedade” ou customização da produção, na linha a variação do volume de
produção. Fica assim claro que conforme aumentamos a customização temos um
decréscimo no volume de produção. Portanto podemos observar que para atingir
maiores volumes de produção é necessário que seja reduzida a customização:
Figura 01: Modelos de Layout Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
Correa (2006) afirma que, para determinar o arranjo físico mais adequado,
antes é necessário determinar o tipo de processo produtivo que será adotado.
Baseado na programação e volumes de produção, combinação de produtos
(suas variações) e processos, Correa (2006) define como principais objetivos para o
estudo de otimização de arranjo físico de uma planta, os seguintes pontos:
Minimizar investimentos em equipamentos;
30
Minimizar o tempo total de produção;
Melhorar o aproveitamento de espaço;
Melhorar a segurança e conforto dos colaboradores;
Manter a flexibilidade do arranjo dos equipamentos e operações;
Minimizar o custo de manuseio de materiais;
Minimizar a variação de tipos de equipamentos de manuseio de
materiais;
Otimizar o processo de manufatura;
Otimizar a estrutura organizacional.
Tompkins (2003) aponta os objetivos de estudo de layout abrangendo a
interface com o cliente e interação da cadeia de fornecedores como:
Promover a satisfação dos clientes através da facilidade de
negociação e atendendo as suas necessidades;
Maximizar o retorno sobre investimentos em equipamentos
maximizando aproveitamento, minimizando obsolescência,
maximizando participação dos colaboradores e maximizando
melhorias contínuas;
Maximizar a velocidade para responder rapidamente ao cliente;
Reduzir custos e aumentar a lucratividade da cadeia produtiva;
Integrar a cadeia produtiva através de parcerias e comunicação;
Atender a missão da organização através do manuseio, controle e
armazenamento de materiais;
Utilização efetiva de pessoas, equipamentos, espaço e energia;
Maximizar o retorno sobre investimento;
Ser adaptável e facilitar manutenção;
Promover a segurança e satisfação dos colaboradores.
A definição de layout leva em consideração os produtos a serem produzidos,
o processo de produção e os volumes programados de produção, (TOMPKINS,
2003). Estas considerações fazem com que os objetivos do layout se alterem de
acordo com:
Produto: o layout desenhado para atender o produto leva em
consideração os equipamentos e elementos necessários para
atender a produção dos produtos especificados. Este tipo de layout é
aplicado a produtos com grande volume de produção e a planta é
31
dedicada a este produto permitindo pequenas ou nenhuma alteração
no processo produtivo;
Processo: o layout desenhado para atender o processo leva em
consideração a estrutura necessária para produzir uma gama de
produtos que permitem ser processados pelos recursos
disponibilizados nos processos. Este tipo de layout atende a uma
variedade moderada de produtos e pode ser utilizado com
quantidades anuais pequenas, médias ou altas.
1.2.1 Processos produtivos
Há diversos tipos de processos produtivos, cada qual atende as necessidades
da produção ou do serviço a ser prestado. Estes variam basicamente de acordo
com a relação entre volume e variedade de produtos.
De acordo com Correa (2006) alguns dos critérios utilizados são os citados
abaixo:
Volume de fluxo processado, ou seja, volume a ser processado, se alto
ou baixo de acordo com o produto.
Variedade de fluxo processado, diz respeito a variedade de fluxos que
ocorreram na produção, que dependendo do processo há somente um
fluxo em outros pode haver diversos.
Recurso dominante, que são os recursos que serão utilizados, estes
podem ser em sua maioria máquinas ou recursos humanos.
Incrementos de capacidade, que nada mais é do que a a variabilidade
do aumento da capacidade produtiva, se esta pode ser gradual ou se
esta só pode ocorrer em degraus.
Critério competitivo de vocação, que é a tendência do projeto de ser
voltado a atender uma maior diversidade de produtos ou ser mais
eficiente na produção.
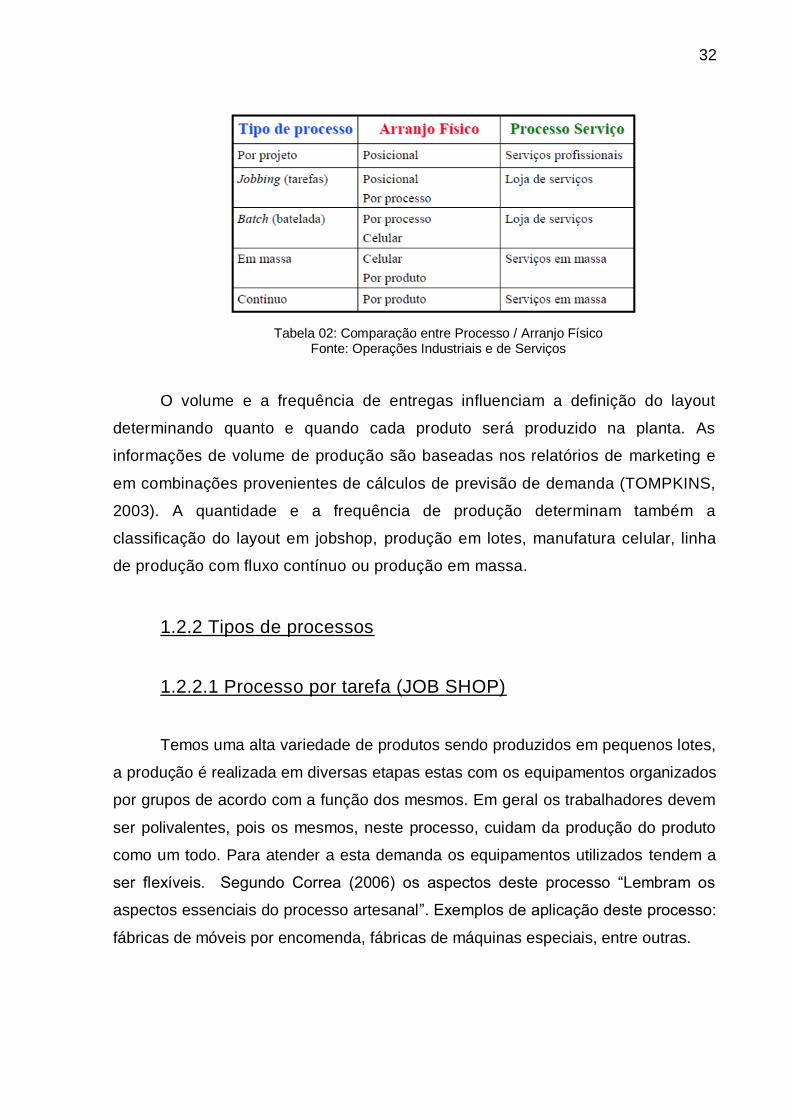
Na tabela 02 temos a relação de processos versus tipos de arranjos físicos.
32
Tabela 02: Comparação entre Processo / Arranjo Físico Fonte: Operações Industriais e de Serviços
O volume e a frequência de entregas influenciam a definição do layout
determinando quanto e quando cada produto será produzido na planta. As
informações de volume de produção são baseadas nos relatórios de marketing e
em combinações provenientes de cálculos de previsão de demanda (TOMPKINS,
2003). A quantidade e a frequência de produção determinam também a
classificação do layout em jobshop, produção em lotes, manufatura celular, linha
de produção com fluxo contínuo ou produção em massa.
1.2.2 Tipos de processos
1.2.2.1 Processo por tarefa (JOB SHOP)
Temos uma alta variedade de produtos sendo produzidos em pequenos lotes,
a produção é realizada em diversas etapas estas com os equipamentos organizados
por grupos de acordo com a função dos mesmos. Em geral os trabalhadores devem
ser polivalentes, pois os mesmos, neste processo, cuidam da produção do produto
como um todo. Para atender a esta demanda os equipamentos utilizados tendem a
ser flexíveis. Segundo Correa (2006) os aspectos deste processo “Lembram os
aspectos essenciais do processo artesanal”. Exemplos de aplicação deste processo:
fábricas de móveis por encomenda, fábricas de máquinas especiais, entre outras.
33
1.2.2.2 Processo em lotes (Batch)
Similar ao processo por tarefa principalmente por este ainda ter uma alta
variedade de produtos o que demanda uma alta flexibilidade dos equipamentos,
porem neste ocorre uma especialização dos trabalhadores em equipamentos
específicos, diferentemente do processo por tarefa, o produto não é produzido por
um grupo de trabalhadores do inicio ao fim, apenas etapas. Os equipamentos são
preparados para atender 1 (um) lote, ou batelada, por vez, após esta etapa o lote
passa para o próximo processo, sob responsabilidade de um outro grupo de
funcionários. Empresas que utilizam este processo atendem há uma alta variedade
de produtos porem mais estabilizadas. Exemplos de aplicação deste processo:
Indústrias de embalagens, indústrias alimentícias, estamparias de montadoras de
veículos, entre outras.
1.2.2.3 Processo em linha
Visa atender um alto fluxo de produtos, em relação aos processos
apresentados anteriormente temos um decréscimo na variedade de produtos a
serem atendidos por este processo. Neste processo os equipamentos são
organizados de forma a atender a seqüência de processos definida do inicio ao fim
da manufatura do produto priorizando a velocidade na produção, comumente há pré
estabelecimento do tempo a ser gasto em cada estação de trabalho. Exemplos de
aplicação deste processo: as linhas de montagem de veículos, as linhas de
montagem de impressoras, as linha de montagem de brinquedos, as linhas de
montagem de eletrodomésticos, entre outros.
1.2.2.4 Processo em fluxo contínuo
Assemelha-se com o processo em linha atendendo a um fluxo maior de
produtos com variedade menor. Os equipamentos são organizados de forma a
atender a sequência de etapas do processo de produção, requeridas por um
produto, geralmente conectados uns aos outros através de tubulações ou correias
transportadoras. Os equipamentos conectados praticamente constituem um
34
equipamento único e automatizado. Neste processo vemos grande quantidade de
equipamentos funcionando com poucos operadores, estes equipamentos tendem a
trabalhar ininterruptamente para atingir o máximo de produtividade e tornar-se o
mais competitivo possível no mercado. Exemplos de aplicação deste processo:
refinarias petroquímicas, siderúrgicas, entre outros.
1.2.2.5 Processo híbrido
O Híbrido, como é chamado este processo, mescla os conceitos dos
processos apresentados anteriormente, também chamados de clássicos, visando
otimizar a produção. Um exemplo é o processo chamado celular, este mescla o
processo em lotes com o processo em linha. Do processo em lotes utilizou o
conceito de famílias para agrupar produtos que utilizam processos semelhantes
assim criando, segundo Correa (2006), “Uma pequena fábrica dentro de uma fábrica
dedica a produção de uma família escolhida.”, desta maneira um grupo de
funcionários se torna responsável pelo produto do início ao fim da produção do
mesmo. Tendo assim aumento no fluxo produtivo, com vantagens em tempo e
qualidade.
1.2.3 Tipos de arranjos físicos (layout)
Adequado à produção da empresa, podemos escolher o arranjo físico mais
eficiente para a mesma.
Temos basicamente 3 tipos de arranjo físico, também conhecidos como
clássicos, são eles:
Por processo (Job-shop)
Por produto (Flow-shop)
Posicional (Posição fixa)
Assim como nos processos, temos arranjos físicos híbridos, nestes também
ocorre a mescla de conceitos e características de mais de um arranjo físico
buscando otimizar a produção, reduzindo custos, tempo de produção e
aumentando a qualidade.
35
Considerando o fluxo de produtos na planta, Tompkins (2003) classificam
layout do seguinte modo:
1.2.3.1 Posição Fixa
Utilizado em processos de manufatura em que o produto é muito grande
para transitar entre as diversas etapas do processo ou postos de transformação
(recursos) para ser processado. Normalmente em processos como o de
construção civil, fabricação de aeronaves e navios, os materiais, equipamentos e
trabalhadores são deslocados até os produtos para proceder às operações
necessárias para conclusão de cada etapa do processo.
1.2.3.2 Layout orientado ao produto ou flow-shop
Sistemas de produção que utilizam o posicionamento orientado ao produto
possuem a característica de produzirem produtos com pequenas variações,
porém que apresentam o mesmo processo produtivo ou pelo menos parecido.
Esta característica afeta a variedade de produtos que a planta pode produzir.
Neste sistema os produtos visitam os postos de trabalho que normalmente são
arranjados em linha de produção contínua.
1.2.3.3 Layout orientado ao processo ou job-shop
Enquanto a orientação ao produto limita a variedade de produtos, o
posicionamento orientado ao processo promove maior variedade de produtos que
possam ser produzidos na planta. Na orientação ao produto, o projeto da planta
fabril deve promover a maior flexibilidade possível. Diversos casos seguem a
tendência de agrupar os recursos por similaridade fazendo com que os lotes
visitem diversos setores para ser processados, podendo ser utilizado um único
recurso do setor visitado. Devido ao fato da grande variedade de roteiros que os
produtos apresentam nesta estrutura, existe o desafio de tornar o sistema
produtivo diminuindo o tempo de transporte entre os setores e o tempo de espera
em filas para o processamento no recurso programado. Nestes sistemas é comum
36
existirem altas quantidades de produtos em processo, aumentado o tempo total de
produção dos lotes. Os lotes são divisões das quantidades programadas para
serem produzidas com prazos definidos que normalmente espelham pedidos de
clientes.
1.2.3.4 Layout orientado para agrupamento tecnológico ou
células
Em um ambiente de produção de diversos produtos diferentes, existe a
tendência de se criar células para atender ao posicionamento orientado ao
processo e assim reunindo os equipamentos em setores com similaridade de
recursos.
A seguir no próximo capítulo, avaliaremos o layout atual da fábrica de
parafusos “Rodafuso”, dando início ao nosso estudo de caso.
37
2 LAYOUT DA FÁBRICA DE PARAFUSO “RODAFUSO” –
ESTUDO DE CASO
2.1 Funcionamento do Layout da “RODAFUSO”
A análise deste funcionamento se fará a partir de um estudo de caso numa
empresa que dedica suas atividades à produção de parafusos. Para isso, foram
realizadas visitas à empresa e entrevistas com os responsáveis pelos setores
estudados. Em todas as visitas e entrevistas, os dados obtidos foram
criteriosamente anotados e a partir daí foram feitos levantamentos para se verificar
os possíveis problemas bem como buscar soluções para tais problemas.
Uma fábrica de parafusos possui um sistema complexo de produção, trata-se
de uma área fábril de alto desempenho com a proposta de atender a demanda
específica de parafusos de alta resistência e peças especiais. O Parafuso é usado
como um prendedor que consiste em um eixo cilíndrico ou cônico com uma cabeça.
O eixo tem um cume em uma linha helicoidal dando sua forma. O material é forjado
de forma a definir sua cabeça. Está é feita de forma especial para permitir que as
chaves utilizadas prendessem o parafuso ao dirigi-lo para dentro do material. O
parafuso é um produto que tem uma grande gama de variedades usadas nas
fixações de vários materiais.
2.2 Tipo de Processo da Fábrica de Parafuso “RODAFUSO”
O arranjo físico empregado na empresa RODAFUSO é do tipo Misto, definido
pelo processo em lotes ou batelada que consiste em alguns pontos do processo que
necessitam de um tempo maior para serem realizados. Por exemplo: O tratamento
térmico, que é realizado por batelada.
Em outras fábricas de parafusos também é comum encontrarmos arranjos por
produtos ou linha. Neste tipo de arranjo, as máquinas, os equipamentos ou as
estações de trabalho são colocados de acordo com a seqüência de montagem, sem
caminhos alternativos para o fluxo produtivo. O material percorre um caminho
previamente determinado dentro do processo. Este arranjo permite obter um fluxo
rápido na fabricação de produtos padronizados, que exigem operações de
38
montagem ou produção sempre iguais. Neste tipo de arranjo, o custo fixo da
organização costuma ser alto, mas o custo variável por produto produzido é
geralmente baixo e caracteriza-se como um arranjo físico de elevado grau de
alavancagem operacional. Quando se fala em arranjo em linha, não se trata
necessariamente de uma disposição em linha reta. Uma linha de produção retilínea
tende a ficar muito longa exigindo áreas de longo comprimento, o que nem sempre é
possível. Para contornar este problema é comum que os engenheiros projetem
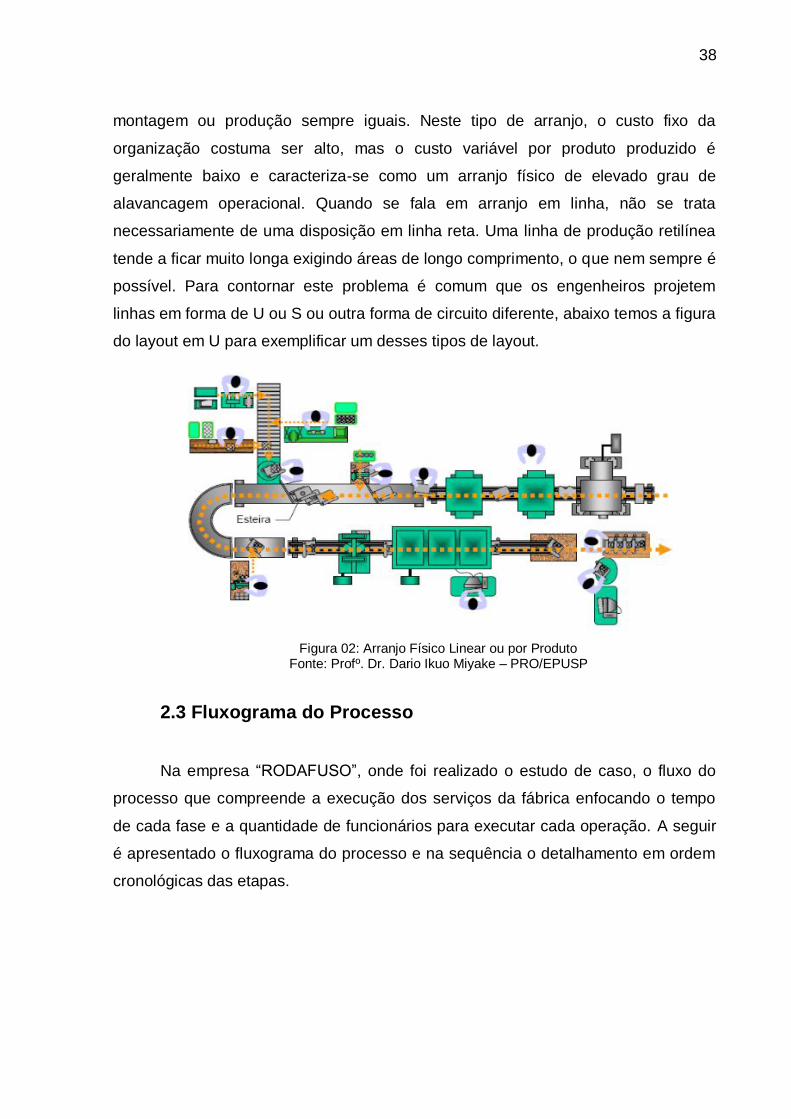
linhas em forma de U ou S ou outra forma de circuito diferente, abaixo temos a figura
do layout em U para exemplificar um desses tipos de layout.
Figura 02: Arranjo Físico Linear ou por Produto Fonte: Profº. Dr. Dario Ikuo Miyake – PRO/EPUSP
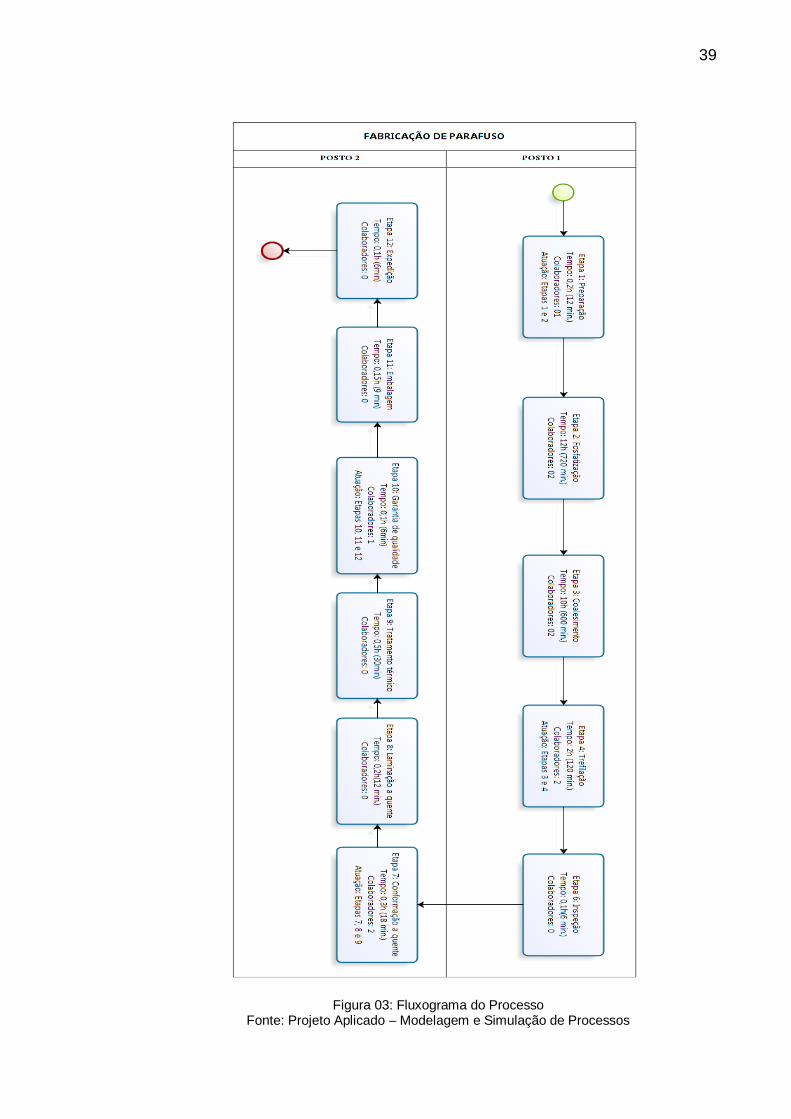
2.3 Fluxograma do Processo
Na empresa “RODAFUSO”, onde foi realizado o estudo de caso, o fluxo do
processo que compreende a execução dos serviços da fábrica enfocando o tempo
de cada fase e a quantidade de funcionários para executar cada operação. A seguir
é apresentado o fluxograma do processo e na sequência o detalhamento em ordem
cronológicas das etapas.
39
Figura 03: Fluxograma do Processo Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
40
Preparação: Separação da matéria prima;
Fosfatização: Consiste na aplicação de uma fina camada de zinco,
proporcionando proteção contra corrosão, agindo como agente lubrificante
nos processos de fabricação;
Coalesimento: Processo eventual, realizado somente quando há necessidade;
e consiste na modificação estrutural da matéria-prima facilitando a
conformação dos produtos;
Trefilação: Consiste na redução do diâmetro da matéria-prima, adequando as
necessidades e as dimensões a serem utilizadas na bitola final do tirefão;
Cisalhamento: Corte do blank em maquinas conformadoras, possibilitando as
formações dos chamfers;
Inspeção: Verificação de conformidade das especificações do projeto;
Conformação à quente: O blank é aquecido a temperatura entre 1180 e
1200ºC para posterior conformação da cabeça em até 3 estágios;
Laminação à quente: Após conformação da cabeça, o corpo do fixador é
aquecido entre 1240 a 1270ºC para rolagem da rosca;
Tratamento térmico: Processo eventual, realizado somente quando há a
necessidade, utiliza-se de fornos contínuos com atmosfera controlada,
usando nitrogênio, GLP e etanol, proporcionando a modificação estrutural
para atendimento as propriedades mecânicas do material;
Garantia de qualidade: Inspeção em laboratório interno equipado com
instrumentos de inspeção e calibração, com ensaios verificando defeitos de
fabricação, material e propriedades mecânicas, como ensaio de tração,
dureza e resistência ao dobramento;
Embalagem: Produto embalado por máquinas automatizadas, com sistema de
pesagem através de células de carga e totalização do peso;
Expedição: As caixas individuais das peças são embaladas com sistema de
plastificação a quente.
41
2.4 Etapas do Processo de Fabricação de Parafuso
As etapas apresentadas são baseadas em dados materiais, normas e
equipamentos/sistemas relacionados no presente layout da fábrica, de modo a
permitir a compreensão clara da ação de cada equipamento e uma perfeita
comparação entre eles.
As alterações em relação ao layout serão relatadas no próximo capitulo onde
estaremos abordando as formas de cálculos e desenhos, indicando inicialmente à
forma que se apresenta o layout e como resultado a proposta de melhoria com a
justificativa para que a melhoria seja atendida.
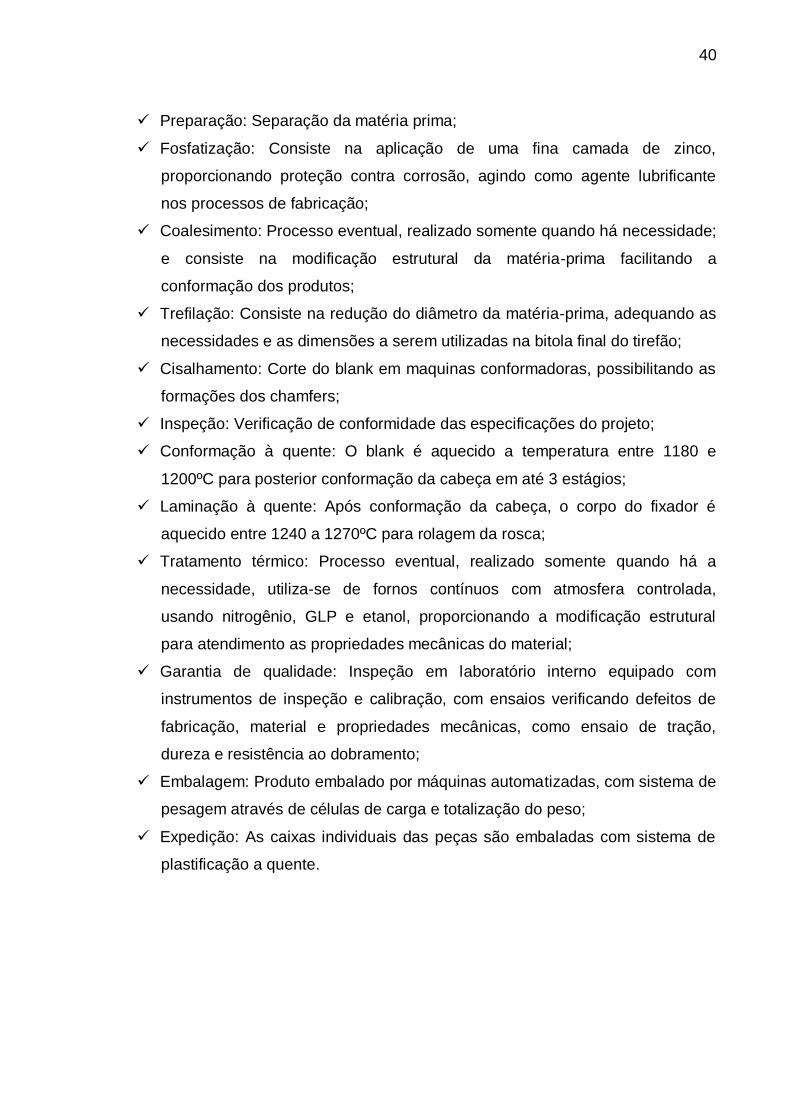
2.4.1 Fluxo atual da fábrica
Podemos observar na figura 04 o fluxo da fábrica está desorganizado. Com
pontos em que os materiais e pessoas se cruzam entre uma atividade e outra. Neste
layout existe pouca área administrativa onde em um pequeno espaço compreende a
recepção, o administrativo e os sanitários.
Figura 04: Fluxo do Processo Atual Fonte: Elaborado pelo Grupo
42
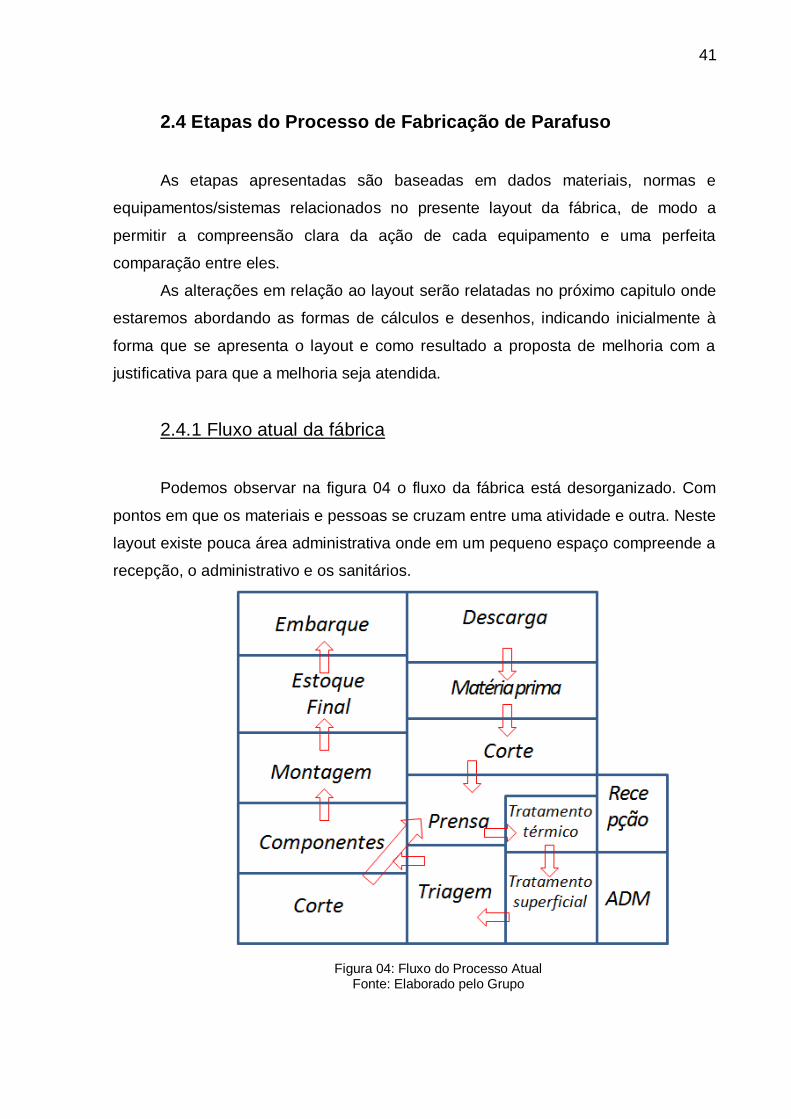
2.4.2 Organograma setorial
O Organograma Setorial está elaborado segundo modelo abaixo, os quais
representam os diversos níveis de autoridade a partir do topo de onde se localiza a
autoridade maior da empresa.
Figura 05: Organograma Setorial Fonte: Elaborado pelo Grupo
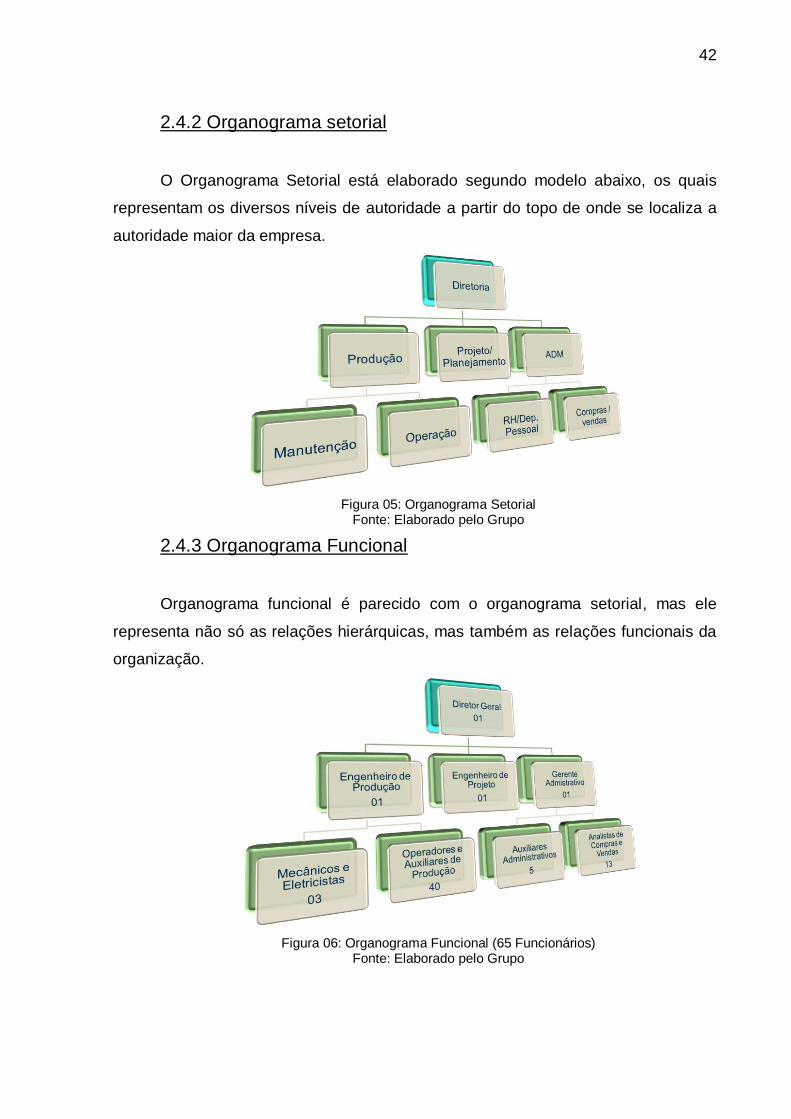
2.4.3 Organograma Funcional
Organograma funcional é parecido com o organograma setorial, mas ele
representa não só as relações hierárquicas, mas também as relações funcionais da
organização.
Figura 06: Organograma Funcional (65 Funcionários) Fonte: Elaborado pelo Grupo

43
2.5 Detalhe do Layout da “RODAFUSO”
2.5.1 Matéria prima
São utilizadas para produção de parafusos, vergalhões de aço de 6m à 12m
de comprimento, e de diâmetros variados. Estes são fabricados em aço laminado a
frio, com superfície lisa, fornecida em barras retas em feixes de 1t. Estes vergalhões
após o recebimento ficam depositados em estruturas metálicas que suportam até 5t.
por vão destinado para os feixes, que ali aguardam para se tornaram parte do
processo produtivo. Considerando a movimentação da matéria prima e transporte
para atender a demanda dos equipamentos que irão utilizar está matéria prima, a
área reservada pra este setor é de 36m². Conforme as figuras a seguir, que
apresentam foto lateral e frontal do local que exemplificam este processo.
Figura 07: Matéria Prima Fonte: Empresa Rodafuso
44
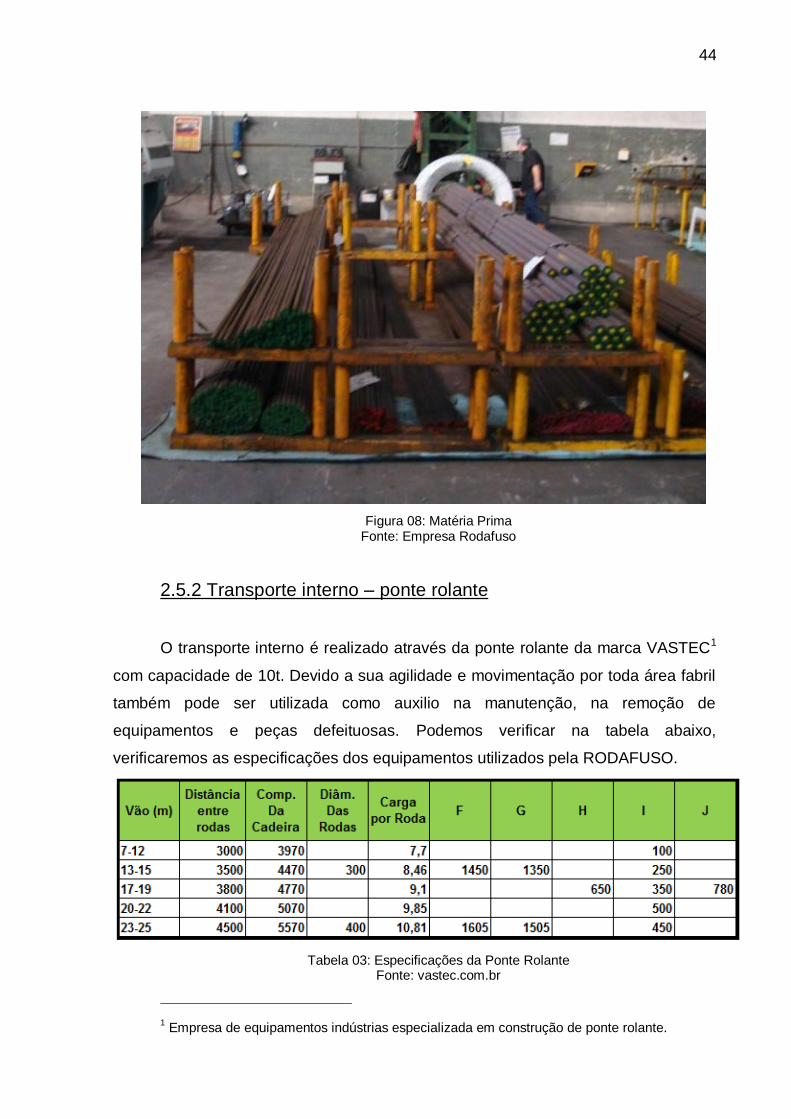
Figura 08: Matéria Prima Fonte: Empresa Rodafuso
2.5.2 Transporte interno – ponte rolante
O transporte interno é realizado através da ponte rolante da marca VASTEC1
com capacidade de 10t. Devido a sua agilidade e movimentação por toda área fabril
também pode ser utilizada como auxilio na manutenção, na remoção de
equipamentos e peças defeituosas. Podemos verificar na tabela abaixo,
verificaremos as especificações dos equipamentos utilizados pela RODAFUSO.
Tabela 03: Especificações da Ponte Rolante Fonte: vastec.com.br
1 Empresa de equipamentos indústrias especializada em construção de ponte rolante.
45
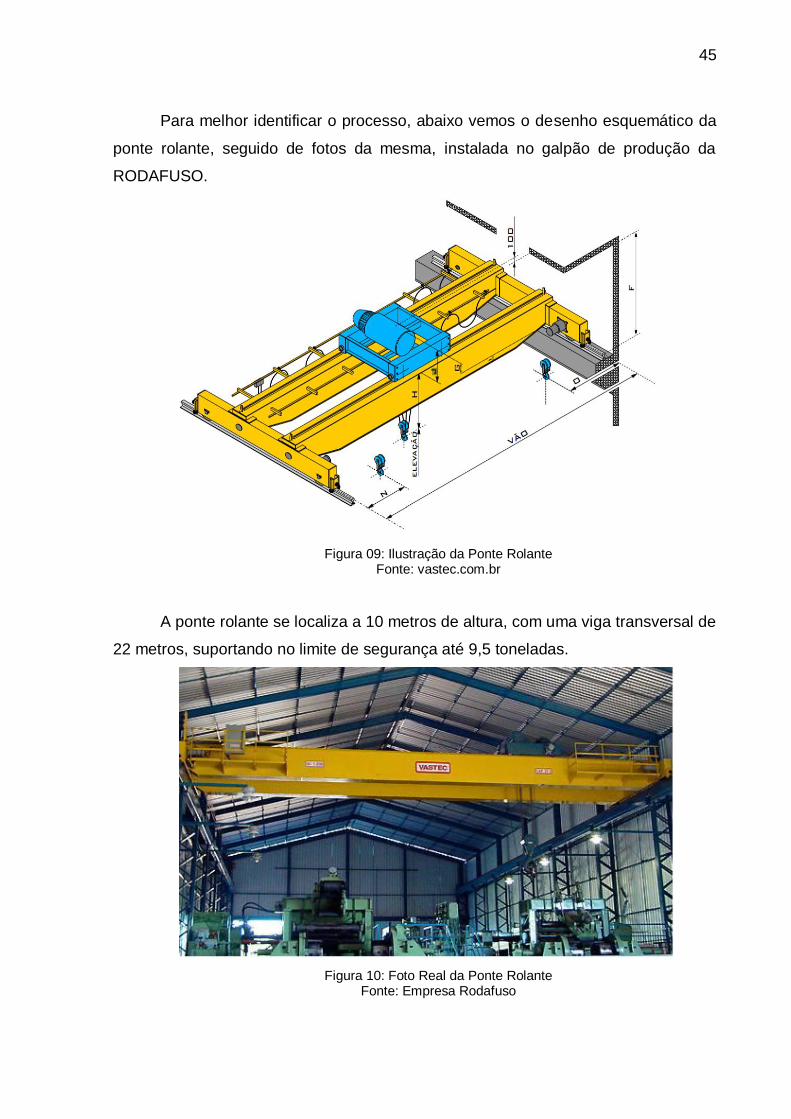
Para melhor identificar o processo, abaixo vemos o desenho esquemático da
ponte rolante, seguido de fotos da mesma, instalada no galpão de produção da
RODAFUSO.
Figura 09: Ilustração da Ponte Rolante Fonte: vastec.com.br
A ponte rolante se localiza a 10 metros de altura, com uma viga transversal de
22 metros, suportando no limite de segurança até 9,5 toneladas.
Figura 10: Foto Real da Ponte Rolante Fonte: Empresa Rodafuso
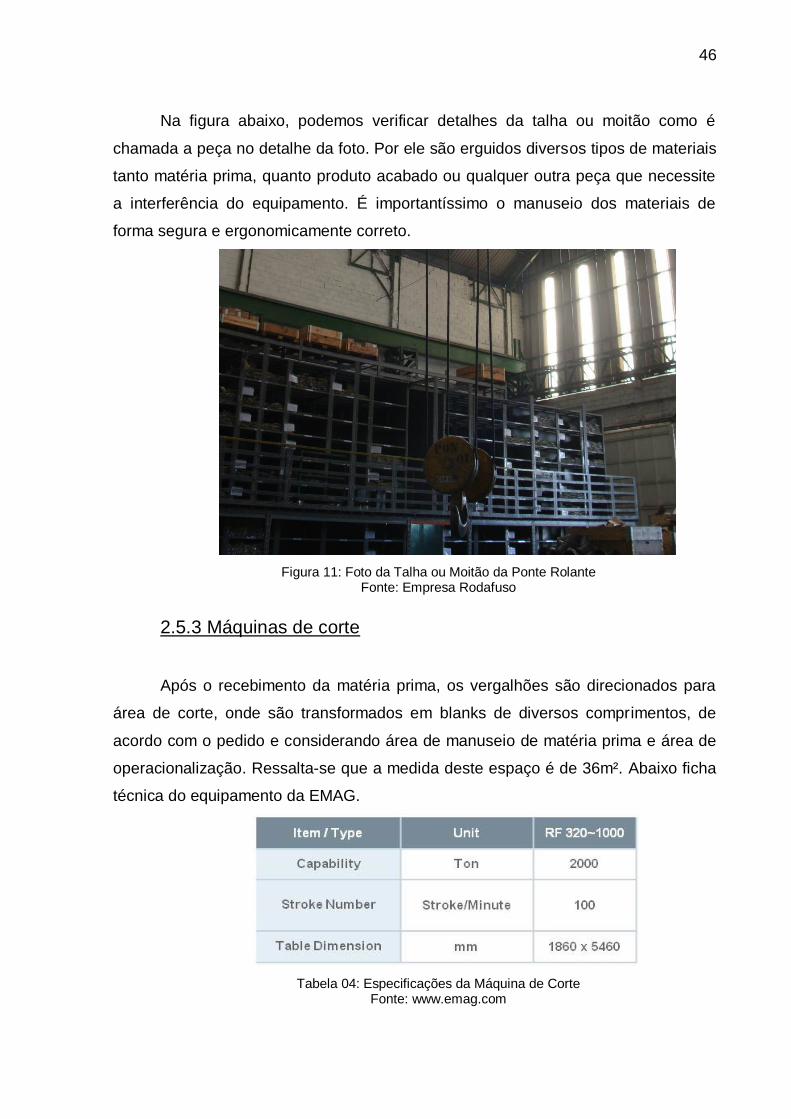
46
Na figura abaixo, podemos verificar detalhes da talha ou moitão como é
chamada a peça no detalhe da foto. Por ele são erguidos diversos tipos de materiais
tanto matéria prima, quanto produto acabado ou qualquer outra peça que necessite
a interferência do equipamento. É importantíssimo o manuseio dos materiais de
forma segura e ergonomicamente correto.
Figura 11: Foto da Talha ou Moitão da Ponte Rolante Fonte: Empresa Rodafuso
2.5.3 Máquinas de corte
Após o recebimento da matéria prima, os vergalhões são direcionados para
área de corte, onde são transformados em blanks de diversos comprimentos, de
acordo com o pedido e considerando área de manuseio de matéria prima e área de
operacionalização. Ressalta-se que a medida deste espaço é de 36m². Abaixo ficha
técnica do equipamento da EMAG.
Tabela 04: Especificações da Máquina de Corte Fonte: www.emag.com

47
Foto meramente ilustrativa do equipamento utilizado pela RODAFUSO para
realizar o corte dos vergalhões.
Figura 12: Máquina de Corte Fonte: www.emag.com
2.5.4 Máquina de conformação – prensa
Recebendo os blanks nas medidas determinada pelo pedido, o material se
dirige para prensas horizontais de até quatro estágios e verticais. Estas máquinas
fabricam peças diversas que podem ir de 14 mm de diâmetro a 50 mm, com pesos
de 150 gramas a 2,9 Kg por conformação de precisão. A localização da a área de
corte é estratégica, pois assim o material é facilmente conduzido para área de
prensa. Considerando área de manuseio de material e operacional a área do local é
de 36m². Abaixo é apresentada a ficha técnica do equipamento.
Tabela 05: Especificações da Máquina de Conformação-Prensa Fonte: www.jdmcl.com.tw

48
Foto ilustrativa do equipamento utilizado pela RODAFUSO para realizar a
prensa da matéria prima de acordo com o pedido.
Figura 13: Prensa Fonte: www.jdmcl.com.tw
2.4.5 Tratamento térmico
Utilizado para alterar as propriedades da maça do aço, a fim de se obter o
ganho de resistência do produto final. Considerando o manuseio de material e
operacional a área do setor é 36m². Abaixo veremos a ficha técnica do equipamento.
Tabela 06: Especificações do Equipamento de Tratamento Térmico Fonte: www.jdmcl.com.tw
Na sequência a foto retirada do site de uns dos fabricantes desse modelo de
forno utilizado pela RODAFUSO para realizar a alteração da composição química do
aço.

49
Figura 14: Forno Fonte: www.jdmcl.com.tw
2.5.6 Máquina de acabamento – rosca
Os parafusos semi prontos já com cabeça, ainda são chamados de blanks e
são submetidos à fase de conformação final, onde são feitas as roscas. Para isso
temos um equipamento especifico para este trabalho. Abaixo vemos a ficha técnica
do equipamento utilizado.
Tabela 06: Especificações do Máquina de Acabamento-Rosca Fonte: www.machinery.com.tw
Foto meramente ilustrativa do equipamento utilizado pela RODAFUSO para
realizar as roscas nos blanks, na página a seguir.

50
Figura 15: Máquina de Fazer Rosca Fonte: www.machinery.com.tw
Após os quatro processos descritos anteriormente, o material já está pronto
para uma nova etapa do processo onde manualmente os funcionários segregam o
material. Este local é chamado de “triagem”, como descrito a seguir.
2.5.7 Área de triagem
Com o espaço físico de 40m², a área de triagem agrupa funcionários que
realizam a separação de peças defeituosas das boas as com defeitos viram sucata
que depois são vendidas como tal, para empresas de reciclagem. Os parafusos que
se encontram em condições são armazenados para serem montados
posteriormente. São utilizados prateleiras para estocar os parafusos, assim
otimizando o local e consequentemente tendo uma fluidez melhor da produção. Para
exemplificar melhor, a seguir temos a foto do local de armazenagem da RODAFUSO
com seus funcionários em atividade na mesa de triagem.
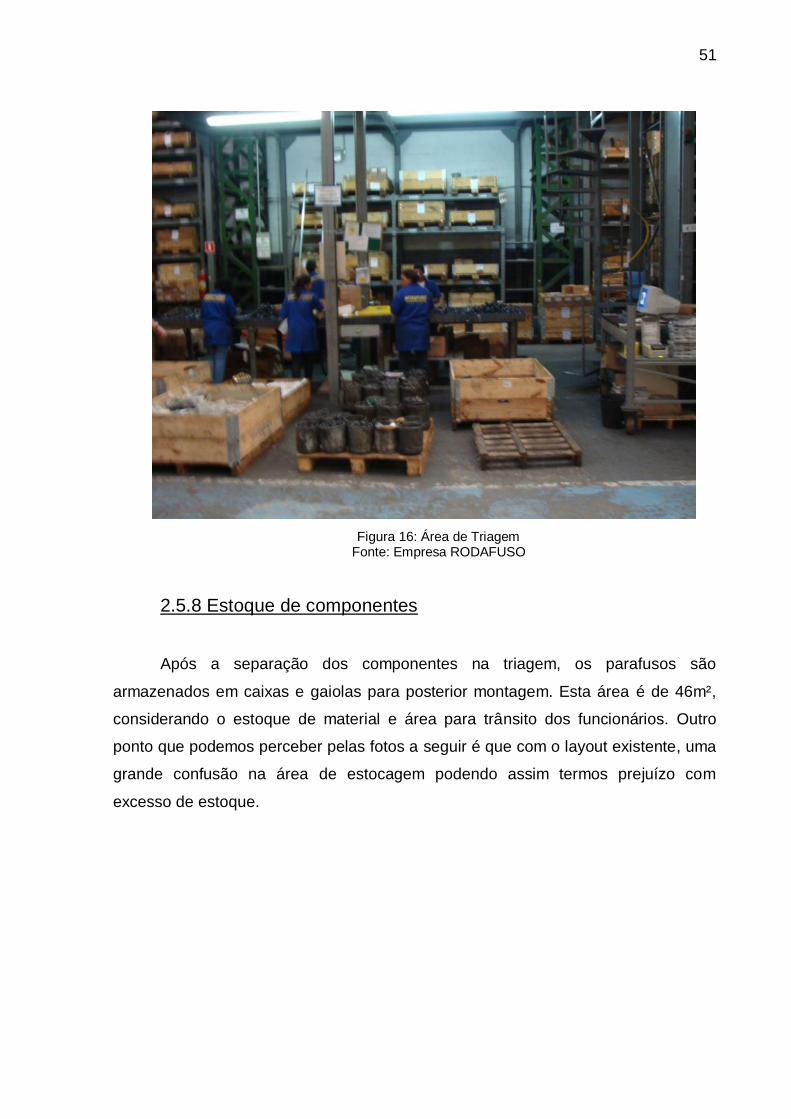
51
Figura 16: Área de Triagem Fonte: Empresa RODAFUSO
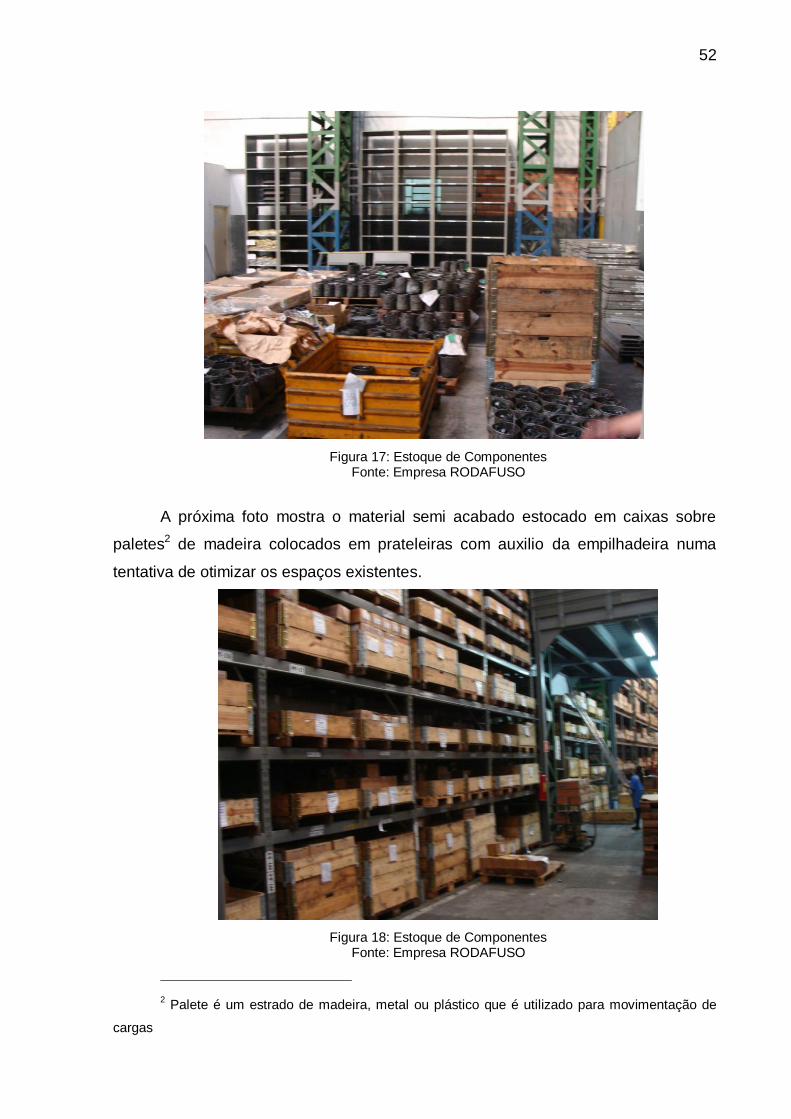
2.5.8 Estoque de componentes
Após a separação dos componentes na triagem, os parafusos são
armazenados em caixas e gaiolas para posterior montagem. Esta área é de 46m²,
considerando o estoque de material e área para trânsito dos funcionários. Outro
ponto que podemos perceber pelas fotos a seguir é que com o layout existente, uma
grande confusão na área de estocagem podendo assim termos prejuízo com
excesso de estoque.
52
Figura 17: Estoque de Componentes Fonte: Empresa RODAFUSO
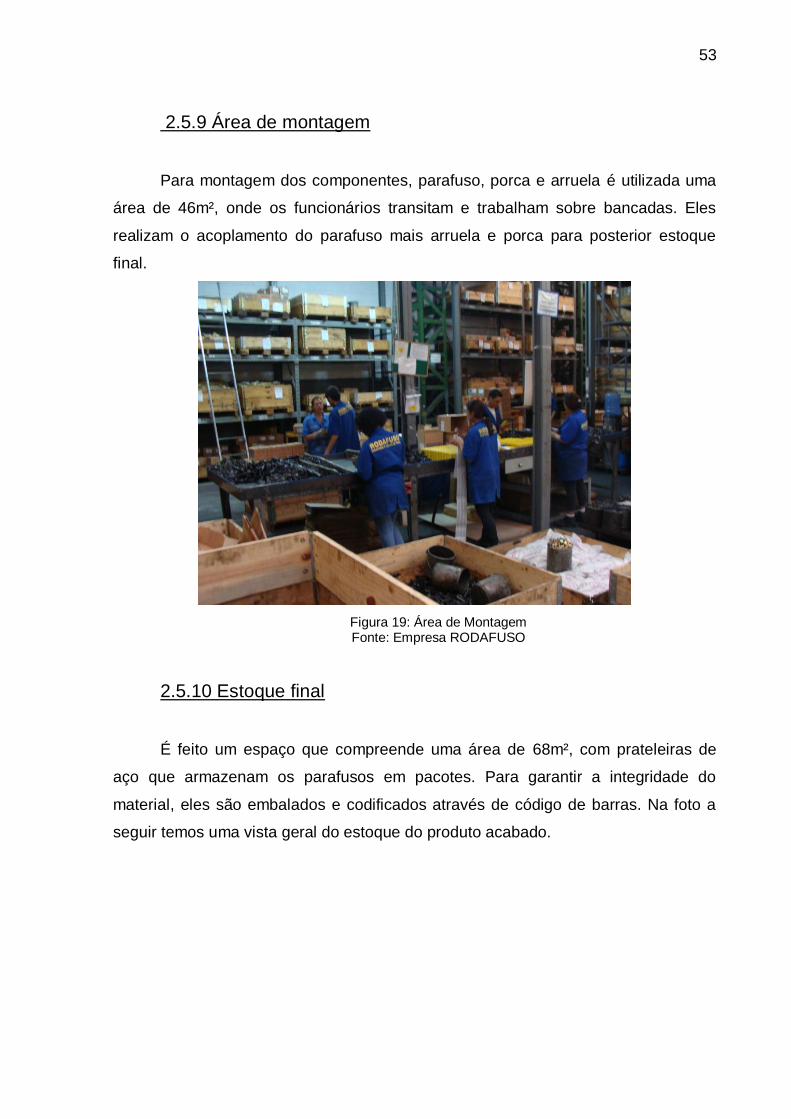
A próxima foto mostra o material semi acabado estocado em caixas sobre
paletes2 de madeira colocados em prateleiras com auxilio da empilhadeira numa
tentativa de otimizar os espaços existentes.
Figura 18: Estoque de Componentes Fonte: Empresa RODAFUSO
2 Palete é um estrado de madeira, metal ou plástico que é utilizado para movimentação de
cargas
53
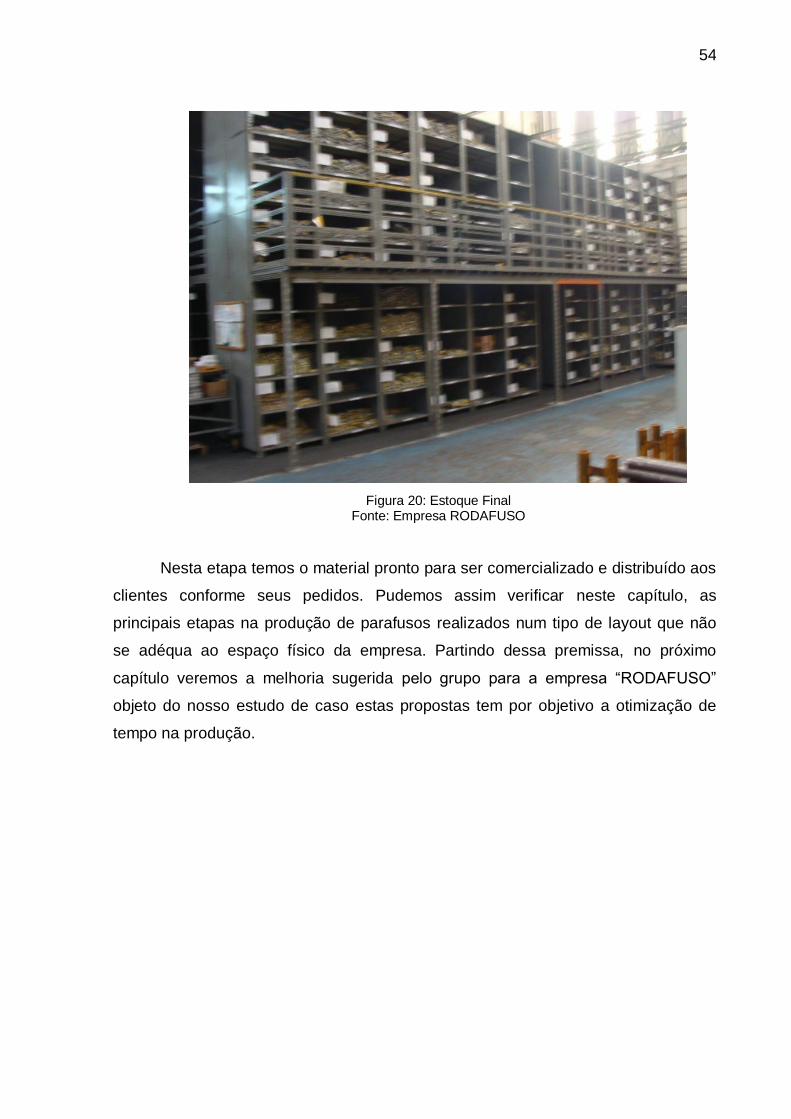
2.5.9 Área de montagem
Para montagem dos componentes, parafuso, porca e arruela é utilizada uma
área de 46m², onde os funcionários transitam e trabalham sobre bancadas. Eles
realizam o acoplamento do parafuso mais arruela e porca para posterior estoque
final.
Figura 19: Área de Montagem Fonte: Empresa RODAFUSO
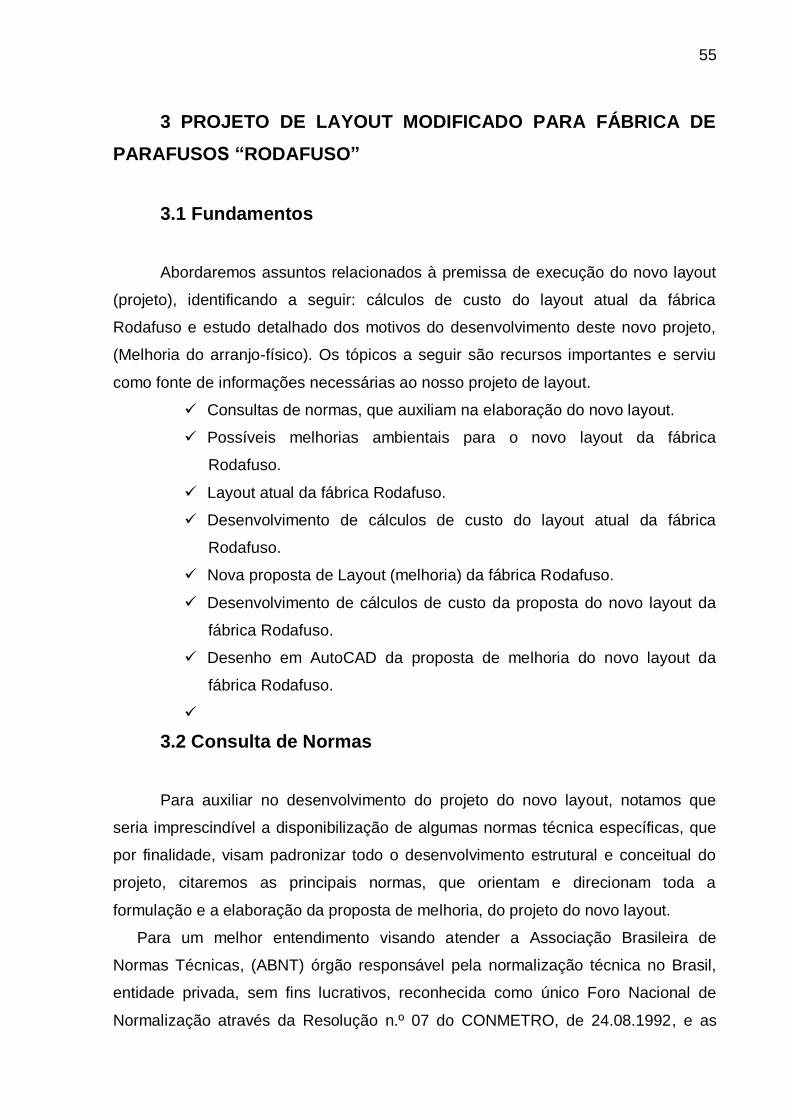
2.5.10 Estoque final
É feito um espaço que compreende uma área de 68m², com prateleiras de
aço que armazenam os parafusos em pacotes. Para garantir a integridade do
material, eles são embalados e codificados através de código de barras. Na foto a
seguir temos uma vista geral do estoque do produto acabado.
54
Figura 20: Estoque Final Fonte: Empresa RODAFUSO
Nesta etapa temos o material pronto para ser comercializado e distribuído aos
clientes conforme seus pedidos. Pudemos assim verificar neste capítulo, as
principais etapas na produção de parafusos realizados num tipo de layout que não
se adéqua ao espaço físico da empresa. Partindo dessa premissa, no próximo
capítulo veremos a melhoria sugerida pelo grupo para a empresa “RODAFUSO”
objeto do nosso estudo de caso estas propostas tem por objetivo a otimização de
tempo na produção.
55
3 PROJETO DE LAYOUT MODIFICADO PARA FÁBRICA DE
PARAFUSOS “RODAFUSO”
3.1 Fundamentos
Abordaremos assuntos relacionados à premissa de execução do novo layout
(projeto), identificando a seguir: cálculos de custo do layout atual da fábrica
Rodafuso e estudo detalhado dos motivos do desenvolvimento deste novo projeto,
(Melhoria do arranjo-físico). Os tópicos a seguir são recursos importantes e serviu
como fonte de informações necessárias ao nosso projeto de layout.
Consultas de normas, que auxiliam na elaboração do novo layout.
Possíveis melhorias ambientais para o novo layout da fábrica
Rodafuso.
Layout atual da fábrica Rodafuso.
Desenvolvimento de cálculos de custo do layout atual da fábrica
Rodafuso.
Nova proposta de Layout (melhoria) da fábrica Rodafuso.
Desenvolvimento de cálculos de custo da proposta do novo layout da
fábrica Rodafuso.
Desenho em AutoCAD da proposta de melhoria do novo layout da
fábrica Rodafuso.
3.2 Consulta de Normas
Para auxiliar no desenvolvimento do projeto do novo layout, notamos que
seria imprescindível a disponibilização de algumas normas técnica específicas, que
por finalidade, visam padronizar todo o desenvolvimento estrutural e conceitual do
projeto, citaremos as principais normas, que orientam e direcionam toda a
formulação e a elaboração da proposta de melhoria, do projeto do novo layout.
Para um melhor entendimento visando atender a Associação Brasileira de
Normas Técnicas, (ABNT) órgão responsável pela normalização técnica no Brasil,
entidade privada, sem fins lucrativos, reconhecida como único Foro Nacional de
Normalização através da Resolução n.º 07 do CONMETRO, de 24.08.1992, e as
56
Normas Regulamentadoras (NR), que se estabelece como base ou medida para a
realização ou avaliação de algo, que é ou que age conforme regulamentado por lei.
As Normas Regulamentadoras - NR, relativas à segurança e medicina do trabalho,
são de observância obrigatória pelas empresas privadas e públicas e pelos órgãos
públicos da administração direta e indireta, bem como pelos órgãos dos Poderes
Legislativo e Judiciário, que possuam empregados regidos pela Consolidação das
Leis do Trabalho - CLT, associando melhor fluxo no processo e armazenagem
adequada, atendo as especificações técnicas e necessidade dos clientes.
3.2.1 Normas ABNT que são importantes em uma fábrica de
parafusos.
ABNT NBR 10041:2010 - Elementos de fixação – Parafusos auto
atarraxante com cabeça escareada e fenda cruzada – Dimensões;
ABNT NBR 10042:2010 - Elementos de fixação — Parafusos auto-
atarraxantes com cabeça escareada abaulada e fenda cruzada —
Dimensões;
ABNT NBR 10089:2010 - Parafusos — Comprimento do corpo e da
parte roscada;
ABNT NBR 10107:2010 - Parafusos com cabeça sextavada e rosca
total – Grau de produto C – Dimensões e tolerâncias;
ABNT NBR 10113:2010 - Parafuso de cabeça cilíndrica com fenda –
Grau de produto A – Requisitos e designação;
ABNT NBR 10115:2010 - Parafuso de cabeça escareada com fenda –
Grau de produto A – Requisitos e designação;
ABNT NBR 10116:2010 - Parafuso com cabeça escareada abaulada e
fenda — Grau de produto A — Requisitos e designação;
ABNT NBR 5869:2010 - Pontas de rosca e partes sobressalentes de
parafusos – Formas e dimensões;
ABNT NBR 5870:2010 - Saídas de rosca – Formas e dimensões;
ABNT NBR 5926:2010 - Arruelas de pressão pré-montadas em
parafusos — Requisitos;
57
ABNT NBR 8133:2010 - Rosca para tubos onde a vedação não é feita
pela rosca – Designação, dimensões e tolerâncias;
ABNT NBR 9583:2010 - Parafusos auto atarraxantes com cabeça
cilíndrica e fenda — Dimensões;
ABNT NBR 9586:2010 - Parafusos auto-atarraxante com cabeça
escareada abaulada e fenda — Dimensões;
ABNT NBR 9595:2010 - Elementos de fixação – Parafusos auto-
atarraxantes Aplicação, escolha de diâmetros de furo básico e de
passagem;
ABNT NBR 9980:2010 - Parafuso de cabeça redonda, para uso como
escada de torres de linha de transmissão de energia elétrico –
Requisitos e designação;
ABNT NBR 9981:2010 - Parafuso sextavado de alta resistência para
uso estrutural – Dimensões;
ABNT NBR 9983:2010 - Arruela de uso em parafuso sextavado
estrutural de alta resistência - Dimensões e material – Padronização.
3.2.2 Normas Regulamentadoras Enfatizadas
NR-2 - Inspeção Prévia.
Todo estabelecimento novo, antes de iniciar suas atividades, deverá solicitar
aprovação de suas instalações ao órgão do Ministério do Trabalho.
NR-8 – Edificações.
Esta NR estabelece requisitos técnicos mínimos que devam ser observados
nas edificações para garantir segurança e conforto aos que nelas trabalham.
NR-10 - Serviços em Eletricidade.
Esta NR fixa as condições mínimas exigidas para garantir a segurança dos
empregados que trabalham em instalações elétricas, em suas etapas, incluindo
projeto, execução, operação, manutenção, reforma e ampliação e ainda, a
segurança de usuários e terceiros.
NR-11 - Transporte, Movimentação, Armazenagem e Manuseio de
Materiais.
58
Esta NR estabelece normas de segurança para operação de elevadores,
guindastes, transportadores industriais e máquinas transportadoras. O
armazenamento de materiais deverá obedecer aos requisitos de segurança para
cada tipo de material.
NR-12 - Segurança no Trabalho em Máquinas e Equipamentos.
Esta NR estabelece os procedimentos obrigatórios nos locais destinados a
máquinas e equipamentos, como piso, áreas de circulação, dispositivos de partida e
parada, normas sobre proteção de máquinas e equipamentos, bem como
manutenção e operação.
NR-17 – Ergonomia.
Esta NR visa estabelecer parâmetros que permitam a adaptação das
condições de trabalho às características psicofisiológicas dos trabalhadores, de
modo a proporcionar um máximo de conforto, segurança e desempenho eficiente.
NR-18 - Condições e Meio Ambiente de Trabalho na Indústria da
Construção.
Esta NR estabelece diretrizes de ordem administrativa, de planejamento e de
organização, que objetivam a implementação de medidas de controle e sistemas
preventivos de segurança nos processos, nas condições e no meio ambiente de
trabalho na indústria da construção.
NR-23 - Proteção contra incêndios.
Esta NR estabelece os procedimentos que todas as empresas devam possuir,
no tocante à proteção contra incêndio, saídas de emergência para os trabalhadores,
equipamentos suficiente para combater o fogo e pessoal treinado no uso correto.
NR-24 - Condições Sanitárias e de Conforto nos Locais de Trabalho.
Esta NR estabelece critérios mínimos, para fins de aplicação de aparelhos
sanitários, gabinete sanitário, banheiro, cujas instalações deverão ser separadas por
sexo, vestiários, refeitórios, cozinhas e alojamentos.
NR-25 - Resíduos Industriais.
Esta NR estabelece os critérios que deverão ser eliminados dos locais de
trabalho, através de métodos, equipamentos ou medidas adequadas, de forma a
evitar riscos à saúde e à segurança do trabalhador.
Para construção de uma nova área física para fábrica de parafusos, foram
levados em conta as especificações das normas regulamentadoras e ABNT, sendo
destacadas as seguintes.
59
NR-8 – Edificações.
Principal capítulo estudado é Instalação de telhas transparentes.
As edificações dos locais de trabalho devem ser projetadas e construídas de
modo a evitar insolação excessiva ou falta de insolação.
NR-11- Transporte, movimentação, armazenagem e manuseio de materiais
Principal capítulo estudado é sobre Ponte rolante.
Os equipamentos utilizados na movimentação de materiais, tais como
ascensores elevadores de carga, guindastes, monta-carga, pontes-rolantes, talhas,
empilhadeiras, guinchos, esteiras-rolantes, transportadores de diferentes tipos,
serão calculados e construídos de maneira que ofereçam as necessárias garantias
de resistência e segurança e conservados em perfeitas condições de trabalho.
NR-12 - Segurança no trabalho em máquinas e equipamentos.
Nos locais de instalação de máquinas e equipamentos, as áreas de circulação
devem ser devidamente demarcadas e em conformidade com as normas técnicas
oficiais. As vias principais de circulação nos locais de trabalho e as que conduzem à
saídas devem ter, no mínimo, 1,20m (um metro e vinte centímetros) de largura.
A distância mínima entre máquinas, em conformidade com suas
características e aplicações, deve garantir a segurança dos trabalhadores durante
sua operação, manutenção, ajuste, limpeza e inspeção, e permitir a movimentação
dos segmentos corporais, em face da natureza da tarefa.
NR-24 - Condições sanitárias e de conforto nos locais de trabalho.
Principal capítulo estudado é referentes Instalações sanitárias, vestiários,
refeitórios e disposições gerais.
Instalação Sanitária.
As áreas destinadas aos sanitários deverão atender às dimensões mínimas
essenciais. O órgão regional competente em Segurança e Medicina do Trabalho
poderá, à vista de perícia local, exigir alterações de metragem que atendam ao
mínimo de conforto exigível. É considerada satisfatória a metragem de 1 metro
quadrado, para cada sanitário, por 20 operários em atividade.
As instalações sanitárias deverão ser separadas por sexo.
No mictório do tipo calha, de uso coletivo, cada segmento, no mínimo de
0,60m, corresponderá a um mictório do tipo cuba.
Os lavatórios poderão ser formados por calhas revestidas com materiais
impermeáveis e laváveis, possuindo torneiras de metal, tipo comum, espaçadas de
60
0,60m, devendo haver disposição de 1 (uma) torneira para cada grupo de 20 (vinte)
trabalhadores.
Será exigido, no conjunto de instalações sanitárias, um lavatório para cada 10
(dez) trabalhadores nas atividades ou operações insalubres, ou nos trabalhos com
exposição a substâncias tóxicas, irritantes, infectantes, alergizantes, poeiras ou
substâncias que provoquem sujidade.
Será exigido 1 (um) chuveiro para cada 10 (dez) trabalhadores nas atividades
ou operações insalubres, ou nos trabalhos com exposição a substâncias tóxicas,
irritantes, infectantes, alergizantes, poeiras ou substâncias que provoquem sujidade,
e nos casos em que estejam expostos a calor intenso.
Deverão ser colocadas telhas translúcidas, para melhorar a iluminação
natural, e telhas de ventilação de 4 em 4 metros.
Com o objetivo de manter um iluminamento mínimo de 100 lux, deverão ser
instaladas lâmpadas incandescentes de 100 W/8,00 m² de área com pé-direito de
3,00m máximo, ou outro tipo de luminária que produza o mesmo efeito.
Serão previstos 60 litros diários de água por trabalhador para o consumo nas
instalações sanitárias.
Os gabinetes sanitários deverão:
Ser instalados em compartimentos individuais, separados;
Ser ventilados para o exterior;
Ter paredes divisórias com altura mínima de 2,10m e seu bordo inferior
não poderá situar-se a mais de 0,15 m acima do pavimento;
Ser dotados de portas independentes, providas de fecho que impeçam
o devassamento;
Ser mantidos em estado de asseio e higiene;
Possuir recipientes com tampa, para guarda de papéis servidos,
quando não ligados diretamente à rede ou quando sejam destinados às
mulheres.
Vestiários.
A área de um vestiário será dimensionada em função de um mínimo de 1,50
m² para cada trabalhador.
As janelas dos vestiários deverão ter caixilhos fixos inclinados de 45º, com
vidros incolores e translúcidos, totalizando uma área correspondente a 1/8 da área
61
do piso. A parte inferior do caixilho deverá se situar, no mínimo, à altura de 1,50 a
partir do piso.
Com objetivo de manter um iluminamento mínimo de 100 lux, deverão ser
instaladas lâmpadas incandescentes de 100 W/ 8,00 m² de área com pé-direito de
3.00 m, ou outro tipo de luminária que produza o mesmo efeito.
Os armários de compartimentos duplos terão as seguintes dimensões
mínimas: 1,20m (um metro e vinte centímetros) de altura por 0,30m (trinta
centímetros) de largura e 0,40m (quarenta centímetros) de profundidade, com
separação ou prateleira, de modo que um compartimento, com a altura de 0,80m
(oitenta centímetros), se destine a abrigar a roupa de uso comum e o outro
compartimento, com altura de 0,40m (quarenta centímetros) a guardar a roupa de
trabalho; Ou 0,80m (oitenta centímetros) de altura por 0,50m (cinquenta centímetros)
de largura e 0,40m (quarenta centímetros) de profundidade, com divisão no sentido
vertical, de forma que os compartimentos, com largura de 0,25m (vinte e cinco
centímetros), estabeleçam, rigorosamente, o isolamento das roupas de uso comum
e de trabalho. Os armários de um só compartimento terão as dimensões mínimas de
0,80m (oitenta centímetros) de altura por 0,30m (trinta centímetros) de largura e
0,40m (quarenta centímetros) de profundidade.
Refeitórios.
Nos estabelecimentos em que trabalhem mais de 300 (trezentos) operários, é
obrigatória a existência de refeitório, não sendo permitido aos trabalhadores
tomarem suas refeições em outro local do estabelecimento.
Disposições gerais.
Em todos os locais de trabalho deverá ser fornecida aos trabalhadores água
potável, em condições higiênicas, sendo proibido o uso de recipientes coletivos.
Onde houver rede de abastecimento de água, deverão existir bebedouros de jato
inclinado e guarda protetora, proibida sua instalação em pias ou lavatórios, e na
proporção de 1 (um) bebedouro para cada 50 (cinquenta) empregados.
As empresas devem garantir, nos locais de trabalho, suprimento de água
potável e fresca em quantidade superior a 1/4 (um quarto) de litro (250ml) por
hora/homem trabalho.
NR-25 - Resíduos Industriais.
62
Os resíduos líquidos e sólidos produzidos por processos e operações
industriais devem ser adequadamente coletados, acondicionados, armazenados,
transportados, tratados e encaminhados à adequada disposição final pela empresa.
3.3 Possíveis melhorias e sustentabilidade ambiental
Após desenvolvimento do projeto (novo layout), o grupo de trabalho consentiu
e desenvolveu algumas melhorias que poderiam ser empregadas e adotadas neste
novo layout, melhorias, nas quais representam uma nova metodologia aplicada pela
fábrica Rodafuso e seus colaboradores, onde conscientizam as pessoas e
contribuem para melhor convívio sócio ambiental dentro da fábrica Rodafuso.
A seguir, citaremos alguns métodos empregados pelo grupo de trabalho,
agregando valor e evidenciando diferenciais nos processo fabril.
3.3.1 Envoltória
Para o melhor entendimento, o grupo de trabalho utilizou uma das técnicas
ambientais mais empregadas nos dias de hoje, a envoltória. Técnica de
implementação de coberturas reflexivas que reduzem a temperatura do meio
ambiente, combatem o excesso de CO2 e retardam os efeitos do aquecimento
global. Na figura 21 temos imagem deste processo onde o teto do empreendimento
é envolvido por uma camada de grama, plantada para diminuir a temperatura do
ambiente, combatendo o excesso de CO2 e ao lado a telha feita de material
reciclado.
Figura 21: Telhado Recoberto por Vegetação e Telha Reciclada Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
63
A seguir temos uma ilustração mostrando com um pouco mais de detalhe este
tipo de procedimento funcional para resfriar o ambiente.
Figura 22: Foto Térmica do Telhado Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
3.3.2 Refrigeração/Água
Sendo a altura manométrica, (Altura manométrica é a energia por unidade de
peso que o sistema solicita para transportar o fluido do reservatório de sucção para
o reservatório de descarga, com uma determinada vazão. Essa energia será
fornecida por uma bomba, que será o parâmetro fundamental para o selecionamento
da mesma. É importante notar que em um sistema de bombeamento, a condição
requerida é a vazão, enquanto que a altura manométrica total é uma consequência
da instalação), uma grandeza que impacta de forma diretamente proporcional na
potência demandada pelo sistema (assim como a vazão), sua manutenção nos
menores patamares possíveis deve ser convenientemente estudada.
Boa parte dos bombeamentos existentes nos sistemas de saneamento no
Brasil foi projetada e construída sem que os gastos com energia constituíssem uma
preocupação fundamental, uma vez que este custo era subsidiado e a energia mais
barata e abundante que atualmente.
Nos casos em que a tubulação de recalque passa por uma cota superior à
cota do ponto de destino da água bombeada, a construção de um caminho
alternativo que possa reduzir a altura geométrica de recalque deve ser considerada
em termos de viabilidade técnica e econômica. Os estudos devem ser apoiados por
medições topográficas e análise das dificuldades e possíveis interferências no novo
percurso, a fim de reduzir a altura manométrica do sistema de bombeamento, reduzir
as perdas de cargas em todo o sistema de bombeamento da fábrica Rodafuso,
64
proporcionando uma redução de energia de consumo de água nos horários de pico
da produção. Para auxiliar neste caso podemos utilizar o conceito abaixo.
Energia Potencial de Pressão (EPPr)
Onde:
Energia (trabalho) = Força x Deslocamento EPPr = G . h
Figura 23: Cálculo para energia potencial de pressão Fonte: Apostila de Fenômenos de Transporte, pg. 49, autor: Eduardo Cunha.
3.3.3 Aquecimento, Energia, Refrigeração e Água.
Arquivos brancos, paredes pintadas que ajudam a refletir toda luz natural
disponível. Unidades de absorção de luz natural com vidro triplo em conjunto com
lâmpadas fluorescentes T5 e sensores de luz e movimento, que desligam a
iluminação automaticamente, diminuindo assim o custo total de energia. Ilustrado na
figura 23.
Figura 24: Materiais Renováveis para Diminuição do Impacto Ambiental Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
Na ilustração abaixo, temos exemplos de como ficaria o local fabril com as
implantações desses sistemas de iluminação, tornando assim o ambiente mais
ventilado e iluminado. Melhorando visualmente todos os aspectos da área de
produção da fábrica Rodafuso.
65
Figura 25: Modelo do Local com Iluminação Solar Fonte: Projeto Aplicado – Modelagem e Simulação de Processos
3.4 Nova Proposta de Layout da Fábrica “RODAFUSO”
Para o desenvolvimento deste projeto, o grupo de trabalho realizou visitas
técnicas na fábrica de parafuso Rodafuso, onde o engenheiro de produção
responsável (César Kimio Nagashima) nos apresentou e forneceu dados do
processo de produção. Fator fundamental para que fosse possível visualizar e
apresentar o layout da fábrica Rodafuso, se contrapondo ao atual layout já
apresentado anteriormente e a partir da identificação do problema atual da fábrica
Rodafuso, demonstrado no item 3.5, que cita os custos de layout atual da fábrica
Rodafuso, desenvolvemos e demonstraremos a seguir, uma nova proposta de
arranjo físico industrial, que privilegia o setor de engenharia, locado dentro do
processo, dando assim uma atenção específica para a parte técnica fabril.
Aperfeiçoamos os espaços, de forma a cortar toda a parte de produção,
ajustando as medidas necessárias, para a utilização do maquinário, área de
manutenção do equipamento e área necessária para operação dos mesmos, junto
aos colaboradores da empresa.
Desenvolvemos também, uma passagem, pavimentação, para entrada de
caminhões na empresa, melhorando o fluxo viário e diminuindo os gargalos
logísticos, possibilitando assim uma melhor retirada do material acabado e entrada
de insumos na fábrica Rodafuso. Lembrando que não houve alteração em metragem
quadrada na área total da fábrica Rodafuso, e sim uma reorganização e
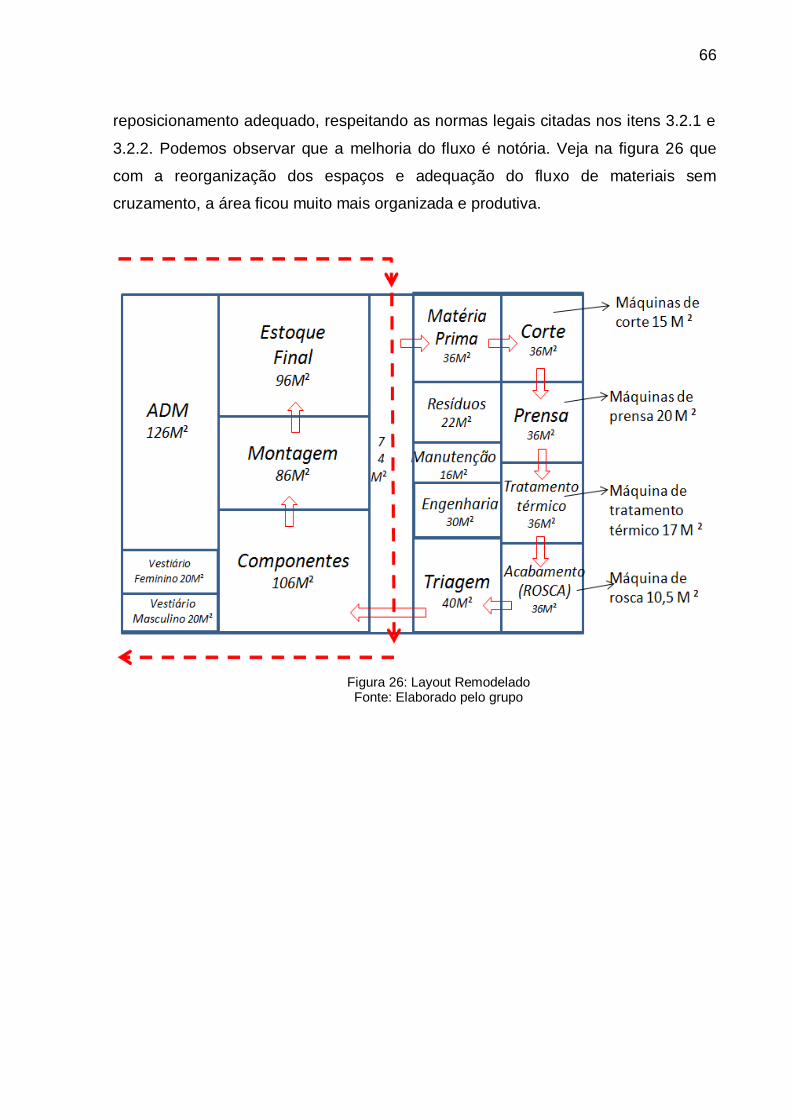
66
reposicionamento adequado, respeitando as normas legais citadas nos itens 3.2.1 e
3.2.2. Podemos observar que a melhoria do fluxo é notória. Veja na figura 26 que
com a reorganização dos espaços e adequação do fluxo de materiais sem
cruzamento, a área ficou muito mais organizada e produtiva.
Figura 26: Layout Remodelado Fonte: Elaborado pelo grupo
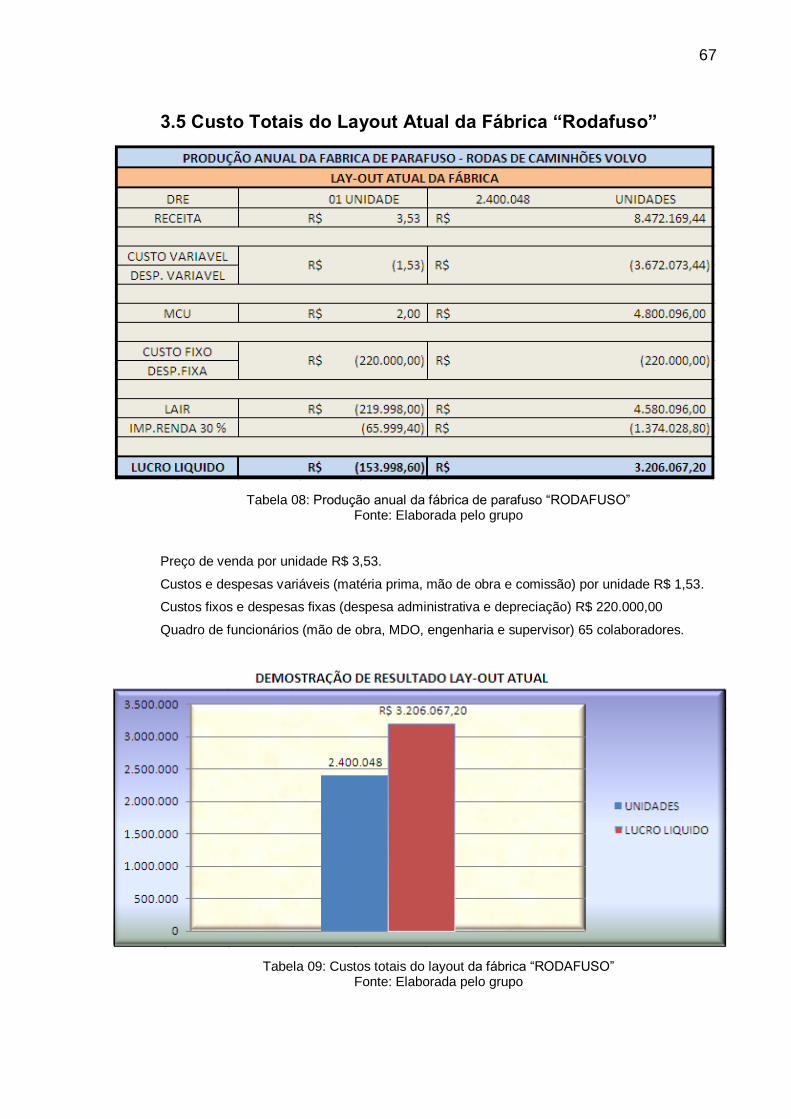
67
3.5 Custo Totais do Layout Atual da Fábrica “Rodafuso”
Tabela 08: Produção anual da fábrica de parafuso “RODAFUSO” Fonte: Elaborada pelo grupo
Preço de venda por unidade R$ 3,53.
Custos e despesas variáveis (matéria prima, mão de obra e comissão) por unidade R$ 1,53.
Custos fixos e despesas fixas (despesa administrativa e depreciação) R$ 220.000,00
Quadro de funcionários (mão de obra, MDO, engenharia e supervisor) 65 colaboradores.
Tabela 09: Custos totais do layout da fábrica “RODAFUSO” Fonte: Elaborada pelo grupo
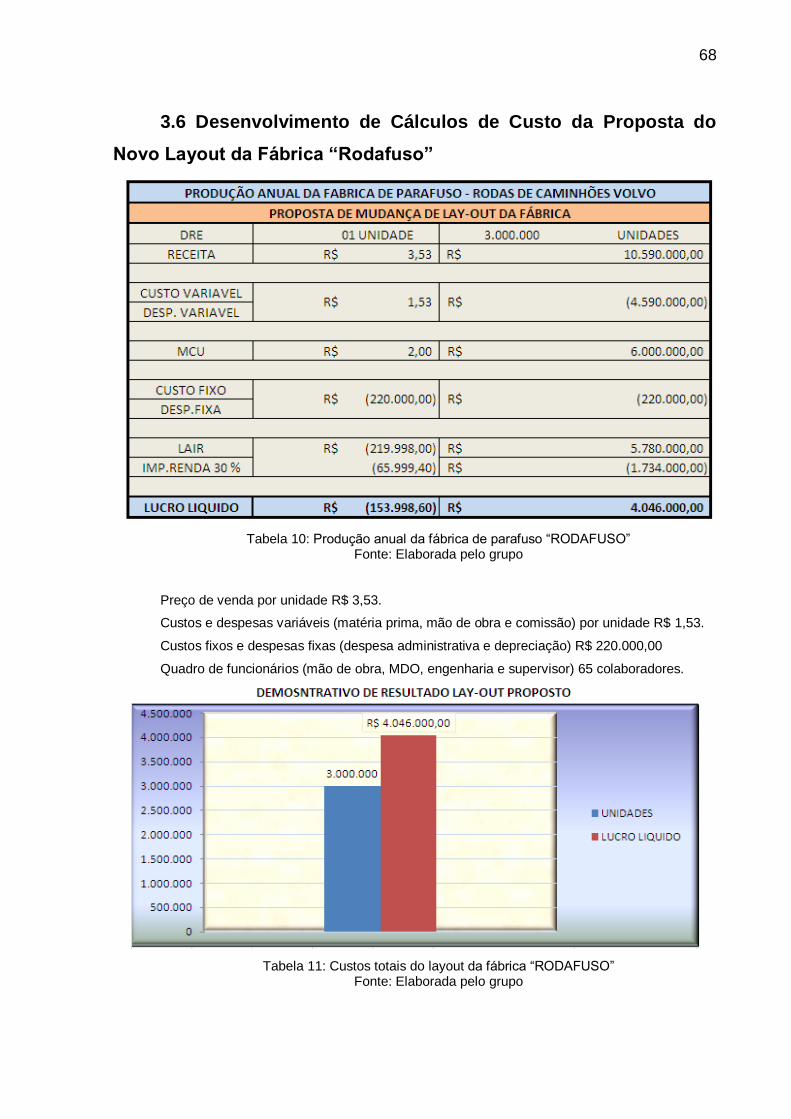
68
3.6 Desenvolvimento de Cálculos de Custo da Proposta do
Novo Layout da Fábrica “Rodafuso”
Tabela 10: Produção anual da fábrica de parafuso “RODAFUSO” Fonte: Elaborada pelo grupo
Preço de venda por unidade R$ 3,53.
Custos e despesas variáveis (matéria prima, mão de obra e comissão) por unidade R$ 1,53.
Custos fixos e despesas fixas (despesa administrativa e depreciação) R$ 220.000,00
Quadro de funcionários (mão de obra, MDO, engenharia e supervisor) 65 colaboradores.
Tabela 11: Custos totais do layout da fábrica “RODAFUSO” Fonte: Elaborada pelo grupo
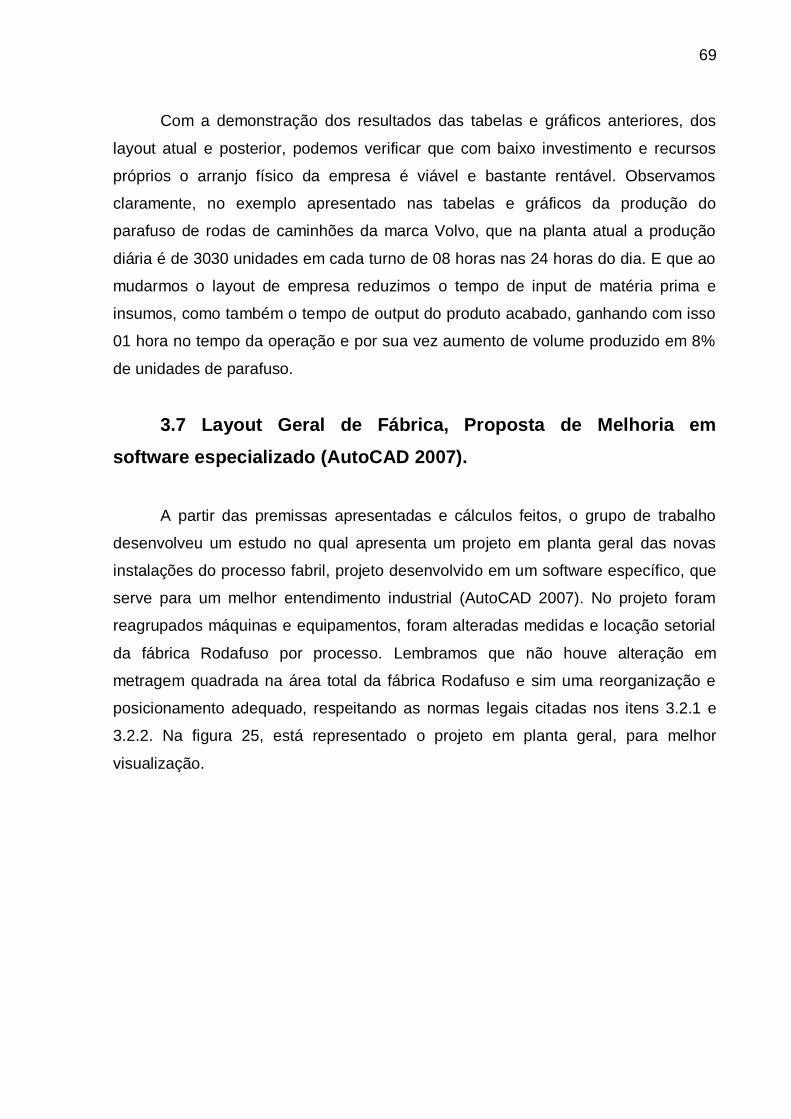
69
Com a demonstração dos resultados das tabelas e gráficos anteriores, dos
layout atual e posterior, podemos verificar que com baixo investimento e recursos
próprios o arranjo físico da empresa é viável e bastante rentável. Observamos
claramente, no exemplo apresentado nas tabelas e gráficos da produção do
parafuso de rodas de caminhões da marca Volvo, que na planta atual a produção
diária é de 3030 unidades em cada turno de 08 horas nas 24 horas do dia. E que ao
mudarmos o layout de empresa reduzimos o tempo de input de matéria prima e
insumos, como também o tempo de output do produto acabado, ganhando com isso
01 hora no tempo da operação e por sua vez aumento de volume produzido em 8%
de unidades de parafuso.
3.7 Layout Geral de Fábrica, Proposta de Melhoria em
software especializado (AutoCAD 2007).
A partir das premissas apresentadas e cálculos feitos, o grupo de trabalho
desenvolveu um estudo no qual apresenta um projeto em planta geral das novas
instalações do processo fabril, projeto desenvolvido em um software específico, que
serve para um melhor entendimento industrial (AutoCAD 2007). No projeto foram
reagrupados máquinas e equipamentos, foram alteradas medidas e locação setorial
da fábrica Rodafuso por processo. Lembramos que não houve alteração em
metragem quadrada na área total da fábrica Rodafuso e sim uma reorganização e
posicionamento adequado, respeitando as normas legais citadas nos itens 3.2.1 e
3.2.2. Na figura 25, está representado o projeto em planta geral, para melhor
visualização.
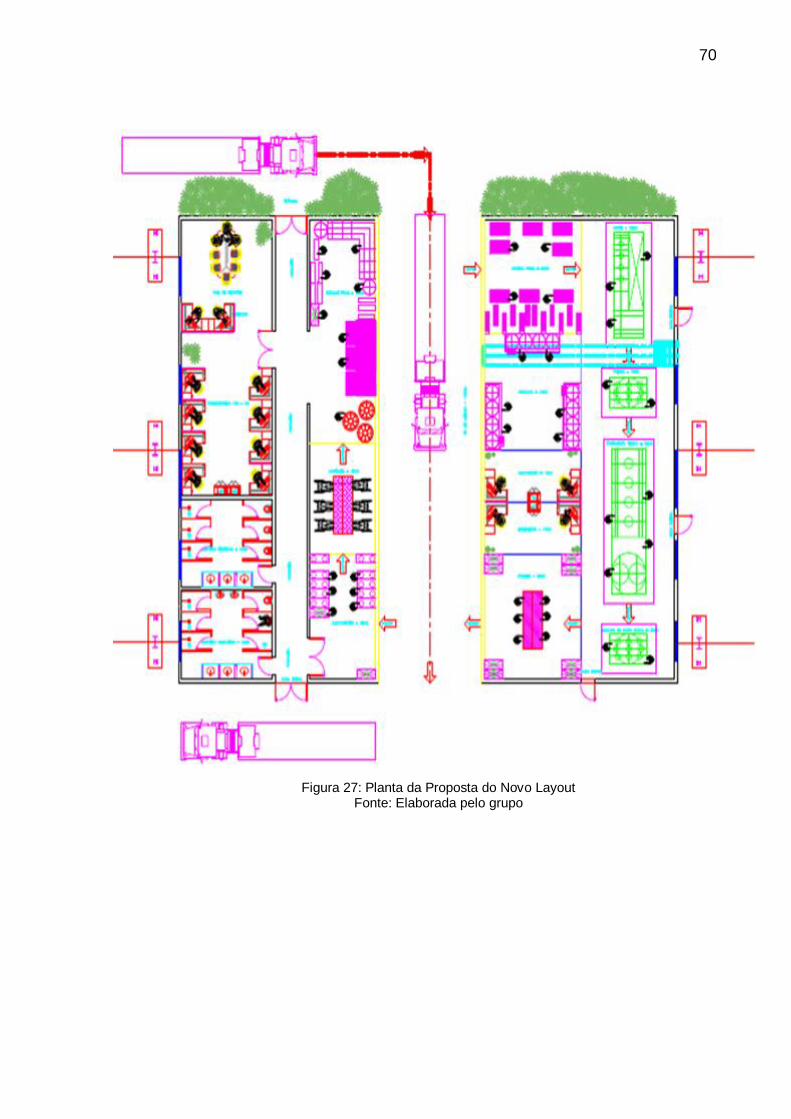
70
Figura 27: Planta da Proposta do Novo Layout Fonte: Elaborada pelo grupo
71
CONSIDERAÇÕES FINAIS
Após relevante revisão literária acompanhada do questionário/entrevista que
teve como objetivo principal conhecer a real situação da empresa em relação ao
layout estabelecido atualmente pode-se afirmar que os dados coletados, fornecidos
pela empresa no que se refere às estratégias de mercado e seu planejamento de
longo prazo foram satisfatórios em termos teóricos e operacionais, mas limitam o
trabalho em algumas fases.
Todas as informações coletadas foram baseadas nas necessidades
apresentadas pela empresa, que busca em sua gestão da qualidade, uma
melhoria contínua de processos e que tem como objetivo certificações da ISO
(International Organization for Standardization).
Ficou claro que, a situação problemática da empresa RODAFUSO, apresenta-
se com seu layout muito mal planejado, fator esse que contribui negativamente para
qualquer empresa. Desta forma é fator primordial a “necessidade de um novo layout
para a empresa RODAFUSO”. Num sentido geral em relação ao seu layout, é
evidente que existe a necessidade de modernização no seu ambiente interno. A
desorganização e falta de espaço, não atendem aos requisitos para um layout
eficaz.
Com a mudança do layout na empresa RODAFUSO será possível uma
melhor organização do espaço físico, com isso se evitariam situações
constrangedoras que coloque em risco a segurança de seus funcionários.
A elaboração deste estudo proporcionou a assimilação de diversos conceitos
relacionados à temática abordada, bem como, maior conhecimento a respeito do
processo e das ferramentas utilizadas.
Seguindo o pensamento que norteia esse trabalho, sugere-se a continuidade
dos estudos, visando analisar outros fatores relacionados à problemática, que
colaborem ainda mais no desenvolvimento dos objetivos propostos.
Neste sentido, considera-se de grande importância a realização da simulação
da dinâmica de produção através de modelagem computacional. Tal proposta se
mostra interessante, uma vez que apesar de tentar se nivelar o fluxo nas propostas
realizadas, sempre existirá uma pequena parcela de estoque, em decorrência da
existência de gargalos no fluxo e de variações no ritmo de produção.
72
Destaca-se também a importância da realização de uma analise de
movimentação do setor em estudo, visando encontrar possíveis desperdícios no
deslocamento proposto, bem como um estudo de troca rápida de ferramentas,
visando reduzir os tempos de setup existentes.
Por fim, sugere-se a realização da análise de viabilidade econômica de cada
uma das propostas apresentadas, comparando os investimentos necessários para
sua implantação com os benefícios obtidos, verificando assim o retorno financeiro
alcançado.
A observância dos resultados obtidos com estes estudos possibilitará a
realização de uma análise melhor embasada, reduzindo assim os riscos na tomada
de decisão, quanto à aplicabilidade do estudo realizado.
73
REFERÊNCIAS BIBLIOGRÁFICAS
ARAÚJO, L. C. Tecnologias de gestão organizacional. São Paulo: Atlas: 2001.
CARVALHO, DANNÚBIA S.. RESENDE, DAYANNE PINHEIRO. SOUZA, NAYARA
SUELY H. DE. LIMA, ROSENIR FEITOSA. Implantação de um Arranjo Físico
(Layout) e sua relevância para dinamicidade organizacional do processo de
produção: Revisão Bibliográfica. Universidade Estadual do Piauí – UESPI, 2010.
CORREA, L; CORREA, C. Administração da Produção e Operações. 2º Ed. São
Paulo. Atlas, 2006.
CURY, A., Organização e Métodos. São Paulo: Atlas, 2000.
GAITHER, NORMAM. FRAZIER, GREG. Administração de Produção e
Operações. 8ª Ed. São Paulo: Thonson Pioneira Learning, 2002.
KRAJEWSKI, L. J.; RITZMAN L. P., Administração da Produção e Operações.
São Paulo: Pearson Prentice Hall, 2004.
LIKER, Jeffrey K.. O Modelo Toyota: 14 princípios de gestão do maior. Editora:
Bookman, 2005.
MARTINS, P. G.; Laugeni, F. P. Administração da produção. São Paulo: Saraiva:
2005.
MATOS, Antonio Carlos de, Layout – Passos. 1999, São Paulo.
MAXIMIANO, ANTONIO CESAR AMARU. Introdução à administração. 6ª Ed. São
Paulo: Atlas, 2004.
MIYAKE, Dario Ikuo. Arranjo Físico de Sistemas de Produção, Escola Politécnica
da USP, 2005.
MOREIRA, Daniel A. Administração da produção e Operações. 2 ed. São Paulo:
Pioneira, 1996.
74
OHNO, Taiichi. Os sistemas Toyota de produção alem da produção em larga
escala. Editora: Bookman, Porto Alegre. Pagina: 23, 24, 25, 31, 32, 33, 49, 51, 55,
56. 1997.
Segurança e Medicina do Trabalho - Normas Regulamentadoras. N. 1 a 34 - 2ª Ed.
2011.
SLACK, N.; CHAMBERS, S.; HARLAND, C.; HARRISON, A. e JOHNSTON, R.
Administração da Produção. São Paulo, Editora Atlas S.A., 2008.
SLACK, Nigel. ET al. Administração da Produção. São Paulo: Atlas, 1997.
TEZORI, Fábio; CALDEIRA, Clovis Barbosa, O arranjo físico do processo
produtivo de uma indústria de Confecções em Ji-paraná, Centro Universitário
Luterano de Ji-Paraná CEULJI/ULBRA, 2005.
TOMPKINS, J. A.; WHITE, J. A.; BOZER, Y. A. Et al. Instalações de Planejamento.
2ed. Brasil, 1996.





























