Embed Size (px)
Citation preview

TEORIA DAS RESTRIÇÕES APLICADA
A UMA LINHA DE PRODUÇÃO DE
KETCHUP
Barbara Parreira Brandao (PUC)
Gracielly Ribeiro do Nascimento (PUC)
Ludymilla Santos de Abadia (PUC)
Tatiany da Rocha Paco (PUC)
Ricardo Caetano Rezende (PUC e UEG)
O objetivo principal deste artigo é utilizar os princípios e os cinco
passos da Teoria das Restrições para a identificação e exploração
do(s) gargalo(s) em uma linha de produção de ketchup. Os cinco
passos consistem em identificar as restriições do sistema, decidir como
explorá-las, subordinar os demais recursos à estas decisões, elevar a
produção e a inércia do sistema. A classificação da pesquisa quanto ao
seu objetivo é exploratória, pautada em uma abordagem quantitativa
utilizando como método o estudo de caso. A avaliação da linha de
produção utilizando os passos da Teoria das Restrições possibilitou
encontrar o gargalo do sistema e assim buscar maneiras de aumentar
sua capacidade. A análise de viabilidade econômica completa o estudo
indicando qual caminho seguir, visando elevar a restrição do sistema.
Palavras-chaves: Teoria das Restrições, Análise de Viabilidade
Econômica, Fabricação de Ketchup
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
Devido às constantes mudanças no mercado, aos avanços tecnológicos e à crescente
competitividade entre as empresas, torna-se essencial a procura por ferramentas de gestão
adequadas que auxiliem no planejamento, controle de custos e nas tomadas de decisões. A
partir disto criaram-se vários métodos e teorias para sanar esta carência, dentre eles surgiu na
década de 70 um Sistema de Administração da Produção desenvolvido pelo físico israelense
Eliyahu M. Goldratt, que deu base ao software Optimized Production Tecnology – OPT.
Com a evolução do Sistema OPT, foram criados princípios com base na produção otimizada,
que deu origem na década de 80 à Theory of Contraints – TOC (Teoria das Restrições),
popularizada por meio da publicação do livro “A meta” de autoria de Goldratt juntamente
com Jeff Cox. Este livro foi escrito sobre a forma de romance, mostrando as dificuldades de
um administrador em gerir sua empresa, baseado em logística de produção. Segundo a
afirmação de Goldratt e Cox (2002), a meta de qualquer empresa é ganhar mais dinheiro,
portanto todos os princípios e procedimentos da TOC estão voltados para as restrições.
Com isto, utiliza-se a análise de viabilidade econômica como uma das principais ferramentas
para decidir qual a melhor forma de aumentar a capacidade da restrição. Segundo Bernstein
(1997), quando a decisão de investir está baseada apenas na análise comparativa da
quantidade de recursos entrantes e de saídas referentes ao custeio do empreendimento,
resultando em um lucro, trata-se de viabilização econômica, ou seja, busca-se inicialmente o
lucro, e alguma garantia de que ele será realmente obtido.
Goldratt e Cox (2002), afirmam que os gestores precisam ser capazes de responder a três
perguntas para lidar com as restrições: O que mudar? Ou seja, quais seriam os pontos
estratégicos da organização que necessitam de melhorias. Para quê mudar? Como fazer para
mudar?
Visando a resolução prática destas perguntas, o objetivo principal deste artigo é utilizar os
cinco passos e os princípios da Teoria das Restrições para identificar o(s) gargalo(s), decidir
como explorá-los e então buscar melhorias para o sistema da linha de produção de ketchup de
uma empresa do segmento alimentício.
2. Conceito para Teoria das restrições
Para Verma (1997), a TOC pode ser definida como uma abordagem de gestão centrada na
melhoria dos processos que restringem o fluxo da produção com vistas a melhorar
continuamente o desempenho das operações de fabricação, isto é, essa filosofia busca
melhorias para a produção, por meio da identificação das restrições de um sistema,
minimizando-as ou eliminando-as, a fim de melhorar o desempenho da organização como um
todo.
Goldratt e Cox (2002) apontam a TOC como uma filosofia de gestão que visa aumentar o
fluxo de produção (eficiência ou o desempenho do sistema medido pelas vendas),
identificando os processos que restringem a produção do sistema, isto é, os pontos de
restrições.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Em 1985, Goldratt publica o livro “A Corrida” na qual introduz o método Tambor-Pulmão-
Corda. De acordo com Walker et al. (2002), o Tambor é a programação da produção feita
para o recurso restritivo que mais limita o ganho e a possibilidade da empresa obter mais
lucro, o Pulmão é um tempo/estoque de segurança contra possíveis variações estatísticas
que poderiam interferir no ganho da empresa, a Corda é um sistema de informação que
permite a subordinação da liberação de matéria-prima ao Tambor, liberando material um
pulmão de tempo antes do momento de chegada deste na restrição.
Segundo Goldratt (1990) a TOC normalmente tende a ser aplicada nas fábricas, onde as
situações das restrições são mais óbvias, ou seja, onde as restrições são físicas. Contudo,
como o aprimoramento nessas áreas ocorre de forma muito rápida e constante, isso acaba
levando a fábrica a uma situação de produção excessiva, sem qualquer aumento no lucro.
Desta forma, a restrição muda para fora da fábrica e passa a ser identificada como uma
restrição política, pois o verdadeiro problema provavelmente será uma política que impede a
exploração agressiva das oportunidades de mercado.
Independente de uma posição interna ou externa à empresa, para a Teoria das Restrições cada
organização tem pelo menos uma restrição que impede a gestão de atingir a meta a um maior
grau. A Teoria desenvolve um conjunto de procedimentos para identificar e otimizar tais
restrições. Estes procedimentos abrangem cinco passos que serão abordados a seguir, segundo
Goldratt (1990) e Rogers et. al (2007).
O primeiro passo consiste em identificar as restrições do sistema por meio da realização de
cálculos da capacidade de cada máquina versus a capacidade solicitada para a produção. Esse
passo implica em encontrar o elemento que limita o desempenho de todo o sistema.
No segundo passo exploram-se as decisões. Nesta etapa é preciso identificar a melhor forma
de explorar as restrições. É preciso atingir a melhor taxa de rendimento possível, dentro dos
limites dos recursos atuais do sistema, atentando para o fato de que a saída do sistema é
limitada pela taxa de transferência da restrição.
No terceiro passo os demais recursos são subordinados. Nesta etapa coloca-se que os demais
recursos devem trabalhar no mesmo ritmo da restrição, não mais rápido e nem mais devagar,
pois não estariam aumentando o nível de produção da linha. Estariam apenas aumentando o
nível do estoque em processo.
No quarto passo eleva-se a produção. Deve-se aumentar a produção da restrição, assim, se a
restrição for uma máquina, outra pode ser adquirida, ou parte da produção que passaria pela
restrição pode ser enviada para fábricas externas. Melhoramentos, como redução do tempo de
preparação de máquinas, redução do tempo de parada de manutenção preventiva ou aumento
do nível de habilidade do operário podem ser realizados para melhorar o desempenho do
sistema.
O quinto passo consiste em elevar a inércia do sistema. É preciso renovar o ciclo de melhoria
para elevar a inércia do sistema. Se a restrição dos passos anteriores foi quebrada deve-se
começar de novo. Sempre buscando a melhoria contínua.
3. Conceito para análise de viabilidade econômica
Analisar a viabilidade econômico-financeira de um projeto significa estimar e analisar as
perspectivas de desempenho financeiro do produto resultante do projeto. A estimativa de

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
orçamentos para o projeto serve para trazer uma estimativa dos níveis de preço final do
produto, que o tornaria viável e cobriria os custos envolvidos.
Casarotto Filho & Kopittke (1994) explicam que a decisão da implementação de um projeto
deve altissonantemente, considerar: critérios econômicos (rentabilidade do investimento);
critérios financeiros (disponibilidade de recursos) e critérios imponderáveis, que são fatores
não conversíveis em dinheiro, como boa vontade de um fornecedor.
Segundo a NBR 14653-4 (ABNT, 2002, p.11), o resultado final das análises de viabilidade
econômica pode ser expresso sob a forma de valor presente líquido (VPL), custo anual,
períodos de recuperação (pay-back) e índices de lucratividade.
Neste estudo foi utilizado o VPL, que é considerado um método que se enquadra no conceito
de equivalência tendo a característica de trazer para o tempo presente, ou seja, esse método
leva em consideração o valor temporal dos recursos financeiros. A viabilidade econômica de
um projeto analisado pelo método do Valor Presente Líquido é indicada pela diferença
positiva entre receitas e custos, atualizados a determinada taxa de juros (REZENDE &
OLIVEIRA, 1993).
4. Aplicação de TOC à linha de produção de ketchup
A Teoria das Restrições foi aplicada a uma linha que produz seis tipos diferentes de produtos.
Estes são divididos em duas categorias, os frascos de 400g e os de 200g, sendo eles:
- Frascos de 400g: Ketchup Tradicional, Ketchup Picante e Ketchup Pizza;
- Frascos de 200g: Ketchup Tradicional, Ketchup Picante e Ketchup Pizza.
A Tabela 01 representa a formulação básica do Ketchup. Esta relação de matérias primas se
aplica ao Ketchup Tradicional, sendo que ao Ketchup Picante é adicionado pimenta em pó e
ao Ketchup Pizza orégano e aroma de queijo.
Matéria – Prima Quantidade (%)
Suco de Tomate Concentrado (14º brix) 70,70
Açúcar Cristal 7,50
Sal Refinado 1,10
Glucose de Milho 11,30
Vinagre de Vinho 10% de Acidez 8,30
Salsa em Pó 0,06
Cebola em Pó 0,06
Óleo de Noz Moscada 0,06
Alho em Pó 0,03
Condimentos 0,02
Fonte: Adaptado de
http://tecalim.vilabol.uol.com.br/molhotomate.html. Acesso em 18 de
Abril de 2012.
Tabela 01: Formulação Básica do Ketchup
Apesar de serem utilizados dois tipos de frascos, com capacidades diferentes, a formulação
dos produtos não se modifica, exceto pela quantidade de Ketchup envasada nos frascos.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
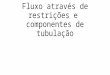
Segue abaixo o fluxograma da linha estudada, que produz todos os seis produtos já
mencionados.
Figura 01 - Fluxograma da linha de ketchup
5. Coleta de dados
Por meio do acompanhamento da linha de produção em questão, foi possível analisar e obter
dados que auxiliaram na busca pela restrição do sistema. Estes dados consistiram em: Tempos
e Demanda.
5.1. Tempos
Com o funcionamento do processo produtivo foi possível medir o tempo de cada processo
dentro da linha de produção de ketchup sendo analisados vários fatores para medir
corretamente os tempos de cada etapa, entre eles estão: cronometragem, vazão da linha,

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
diâmetro dos tubos, capacidade da máquina e capacidade dos tanques. Seguem os tempos nas
Tabelas 2 e 3.
Etapas do Processo Tempo de Produção de
9600kg de Ketchup (min)
Envase de Polpa Asséptica 82,72
Tanque de Pulmão de Polpa 29,09
Tanque de Preparação de Molho Ketchup 114,08
Análise de Qualidade 33,2
Tanque Pulmão de Ketchup 73,64
BDT 7,36
Pré Aquecimento 24,2
Desareador 70,24
Pasteurização / Homogeneização 31,3
Análise de Qualidade 33,2
Fujimec 87,67
Enchedeira / Rosqueador 109,59
Rotuladeira 73,06
Encaixotamento 112,5
Tabela 02 – Etapa do processo de produção de 9.600kg de ketchup em minutos
Etapas do Processo Tempo de Produção de
4800kg de Ketchup (min)
Envase de Polpa Asséptica 41,36
Tanque de Pulmão de Polpa 14,55
Tanque de Preparação de Molho Ketchup 57,04
Análise de Qualidade 16,60
Tanque Pulmão de Ketchup 36,82
BDT 3,68
Pré Aquecimento 12,10
Desareador 35,09
Pasteurização / Homogeneização 15,65
Análise de Qualidade 16,60
Fujimec 43,84
Enchedeira / Rosqueador 54,79
Rotuladeira 36,53
Encaixotamento 112,50
Tabela 03 – Etapa do processo de produção de 4.800kg de ketchup em minutos

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
5.2. Demanda
Obtiveram-se dados relativos às demandas dos meses de Abril de 2011 a Março de 2012 na
empresa em estudo. As demandas se referem a mil caixas, com 24 frascos cada.
Tipo de Ketchup Abr Mai Jun Jul Ago Set Out Nov Dez Jan Fev Mar
Picante 400g 8,61 8,10 13,02 9,24 14,07 9,76 12,49 15,12 21,73 10,30 12,00 14,75
Tradicional 400g 25,52 22,47 33,39 25,83 32,65 26,67 28,98 38,12 37,89 32,45 29,00 27,12
Pizza 400g 0,00 2,10 4,31 3,36 3,78 3,25 3,05 4,09 4,50 3,94 2,50 3,20
Picante 200g 0,00 1,36 2,73 1,99 2,31 1,99 1,78 2,20 2,42 1,26 1,50 2,12
Tradicional 200g 11,02 10,81 18,90 11,23 13,33 11,44 14,28 20,47 17,67 22,45 14,00 16,54
Pizza 200g 5,14 3,57 6,09 3,25 5,04 3,67 5,77 9,76 8,70 6,91 7,10 6,32
Tabela 04 – Demandas referentes ao mês de Abril de 2011 a Março de 2012, em 1.000 caixas de 24 frascos
Foram obtidos, o custo de produção e o preço de venda para mil caixas, dos produtos
analisados.
Para o cálculo dos custos de produção foram usados dois métodos: O custeio direto, incluindo
matérias primas, material de embalagem, mão de obra direta e manutenção preventiva da
linha de produção, o outro método utilizado foi o de custeio ABC, incluindo os custos de
energia, água, transporte, manutenção corretiva da linha de produção, mão de obra
administrativa, entre outros. Os valores reais foram multiplicados por um fator de correção
para manter o sigilo dos dados da empresa.
Tipo de Ketchup Custos (Mil Caixas) Preço de Venda
(Mil Caixas)
Picante 400g R$ 15.923,98 R$ 38.417,29
Tradicional 400g R$ 15.388,01 R$ 37.932,30
Pizza 400g R$ 14.373,48 R$ 37.556,92
Picante 200g R$ 10.753,69 R$ 26.615,71
Tradicional 200g R$ 10.999,68 R$ 25.972,69
Pizza 200g R$ 10.990,03 R$ 25.761,12
Tabela 05 – Custos e preço de venda, em 1.000 caixas de 24 frascos
6. Análises e resultados
Para identificar a restrição do sistema por meio da Teoria das Restrições e solucionar ou
eliminar o problema, foram utilizados os cinco passos da Teoria por meio de cálculos que
definiram o mix de produtos, através da demanda e dos preços, como sugerido por Rogers et.
al,(2007).
6.1. Primeiro passo: encontrar a restrição do sistema

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Neste estudo, os tempos disponíveis foram calculados pelos dias que a linha de Ketchup está
em funcionamento, segundo Tabela 06. Foram utilizados os mesmos tempos para todas as
etapas, pois estas possuem a mesma disponibilidade de tempo.
Dias de Produção por Mês 5,00
Quantidade de Turnos por Dia 3,00
Quantidade de Horas por Turno 7,33
Total de horas por Mês 109,95
Total de minutos por mês 6597,00
Tabela 06 – Disponibilidade de tempo da linha de ketchup
Para encontrar o gargalo da linha analisou-se cada etapa do processo separadamente. Como
existe apenas uma linha de produção para seis produtos diferentes, calculou-se primeiro o
tempo disponível de produção de cada etapa. Em seguida as médias das demandas de cada
produto foram multiplicadas pelo tempo de produção de cada um (por etapa). Somou-se então
os tempos de todos os produtos para verificar-se o tempo de produção gasto em cada etapa.
O gargalo foi identificado por meio da etapa que ultrapassou o limite de 100% de ocupação,
isto é, o tempo disponível para esta etapa é insuficiente para a produção da demanda de todos
os produtos, como mostrado na Tabela 7.
Ketchup
(Produto)
Picante
400g
Tradicional
400g
Pizza
400g
Picante
200g
Tradicional
200g
Pizza
200g
Tempo
Total
Tempo
Disponível
%
Ocupação
Demanda (1000
Caixas) 11,30 29,20 2,99 1,80 13,94 5,29 - - -
Envase de
Polpa 934,73 2415,42 247,33 74,39 576,14 218,63 4466,66 6597 67,71%
Tanque de
Polpa 328,72 849,43 86,97 26,19 202,82 76,97 1571,11 6597 23,82%
Tanque de
Preparação 644,55 1665,57 170,54 51,33 397,56 150,87 3080,44 6597 46,69%
Análise de
Qualidade 375,16 969,44 99,26 29,88 231,40 87,81 1792,96 6597 27,18%
Tanque de
Ketchup 832,13 2150,29 220,18 66,27 513,27 194,78 3976,92 6597 60,28%
BDT 83,168 214,91 22,01 6,624 51,29 19,47 397,476 6597 6,03%
Pré
Aquecimento 273,46 706,64 72,35 21,78 168,67 64,01 1306,92 6597 19,81%
Desareador 793,71 2051,01 210,01 63,16 489,15 185,62 3792,68 6597 57,49%
Pasteurização 353,69 913,96 93,58 28,17 218,16 82,78 1690,35 6597 25,62%
Análise de
Qualidade 375,16 969,44 99,268 29,88 231,40 87,81 1792,96 6597 27,18%
Fujimec 990,67 2559,96 262,13 78,91 611,13 231,91 4734,72 6597 71,77%
Enchedeira 1238,36 3200,02 327,67 98,62 763,77 289,83 5918,30 6597 89,71%
Rotuladeira 825,578 2133,35 218,45 65,75 509,22 193,24 3945,60 6597 59,81%

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Encaixotamento 1271,25 3285,00 336,37 202,50 1568,25 595,12 7258,5 6597 110,03%
Tabela 07 – Tempo necessário para a produção de ketchup (em minutos)
Observando a Tabela 07, o encaixotamento ultrapassa o limite de 100% de ocupação
configurando o gargalo do sistema.
6.2. Segundo passo: explorar a restrição do sistema
A partir da identificação do gargalo, foram realizados cálculos para decidir qual a melhor
forma de explorar a restrição, utilizando o método de classificação estratégica: “ganho por
minuto de utilização do gargalo”.
Este método consiste em verificar qual produto traz maior contribuição para o ganho da
empresa, relativamente à sua utilização da restrição. A partir da classificação estratégica dos
produtos, quanto ao ganho/minuto, calcula-se a produção referente a cada produto respeitando
o gargalo. Os cálculos da classificação estratégica “Produtos por maior Ganho/Tempo no
encaixotamento” são apresentados nas Tabelas 08 e 09.
Ketchup (Produto) Tempo Encaixotamento
por Mil Caixas (min)
Lucro por
Mil Caixas Ganho/Min
Pizza 400g 112,5 R$ 23.183,44 R$ 206,08
Tradicional 400g 112,5 R$ 22.544,29 R$ 200,39
Picante 400g 112,5 R$ 22.493,31 R$ 199,94
Picante 200g 112,5 R$ 15.862,02 R$ 141,00
Tradicional 200g 112,5 R$ 14.973,01 R$ 133,09
Pizza 200g 112,5 R$ 14.771,09 R$ 131,30
Tabela 08 – Cálculo do ganho /minuto da utilização do encaixotamento
Ketchup
(Produto)
Tempo
Necessário -
Encaixotamento
(min)
Tempo
Disponível -
Encaixotamento
(min)
Produção
respeitando o
tempo
disponível (mil
caixas)
Ganho/Min de
Utilização do
Gargalo
Lucro Tributável
por Mil Caixas
Pizza 400g 357,0 357,0 3,2 206,1 R$ 73.568,78
Tradicional 400g 3379,3 3379,3 30,0 200,4 R$ 677.192,90
Picante 400g 1400,0 1400,0 12,4 199,9 R$ 279.923,99
Picante 200g 202,8,0 202,8 1,8 141,0 R$ 28.591,29
Tradicional 200g 1706,6 1257,9 11,2 133,1 R$ 167.414,22
Pizza 200g 668,8 0,0 0,0 131,3 R$ -
Total 7714,6 6597,0 58,6 - R$ 1.226.691,19
Tabela 09 – Cálculo do lucro pela estratégia ganho/minuto
Utilizando do método de “ganho/ minuto de utilização do gargalo”, o mix de produtos seria
formado como sendo 3,2 mil caixas do ketchup Pizza 400g, 30 mil caixas do ketchup
Tradicional de 400g, 12,4 mil caixas do ketchup Picante de 400g, 1,8 mil caixas do ketchup

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Picante de 200g e 11,2 mil caixas do ketchup Tradicional de 200g e o ketchup Pizza 200g não
haveria produção. Gerando um lucro líquido de 1.226.691,19.
6.3. Terceiro passo: subordinar os demais recursos ao gargalo
Deve-se subordinar os demais recursos para trabalharem no mesmo ritmo da restrição,
não mais rápido para que não aumentem o nível do estoque em processo e nem mais devagar
para que consiga atender a demanda.
Neste estudo, após calcular como se explora o máximo da restrição encaixotamento,
deve-se fazer com que o fluxo das outras seções trabalhe balanceado com o fluxo de serviço
exigido no processo.
6.4. Quarto passo: elevar a produção
Como a restrição é o encaixotamento que consiste em um processo manual, pode-se verificar
a viabilidade da aquisição de uma máquina encaixotadeira que realize todo o processo,
produzindo toda a demanda requerida em tempo disponível. Ou ainda, parte do trabalho
requerido para fabricar o restante da demanda do Ketchup Tradicional de 200g e da demanda
total do Ketchup Pizza de 200g podem ser terceirizadas. Como apresentado anteriormente,
sendo o setor de encaixotamento intensivo em mão de obra, pode-se ainda contratar mais
funcionários.
A partir disto, foi elaborado um fluxo de caixa com o objetivo de revelar se a compra de
máquina encaixotadeira aumentará o lucro da empresa.
Para a construção do fluxo de caixa foi calculada a redução dos custos que a empresa teria
substituindo o encaixotamento manual pela máquina encaixotadeira.
Para o encaixotamento manual são necessários 8 colaboradores por turno, 3 turnos por dia,
sendo que em cada turno são trabalhadas 7,33 horas. O custo anual destes 24 colaboradores é
de R$ 328.310,95.
Para a utilização da máquina encaixotadeira seriam necessários 2 colaboradores por turno,
sendo que um deles deverá ser especializado na operação da máquina. Considerando 3 turnos
por dia de 7,33 horas, o custo anual destes 6 colaboradores é de R$ 123.840,00.
Também seria necessário contabilizar os custos de manutenção, não somente preventiva como
corretiva. O custo anual das manutenções foi aproximado em R$ 106.140,00.
Para o cálculo da redução de custos, foram utilizados os custos mencionados acima e
realizada uma projeção dos mesmos para os próximos 5 anos.
2012 2013 2014 2015 2016 2017
Custos de Mão de Obra -
Encaixotamento Manual
328.310,95
336.190,41
344.258,98
352.521,20
360.981,70
369.645,27
Custos de Mão de Obra -
Máquina de Encaixotar
123.840,00
126.440,64
127.957,93
133.716,03
137.192,65
142.405,97
Custos de Manutenção -
Máquina de Encaixotar
106.140,00
108.581,22
113.467,37
114.828,98
118.733,17
121.464,03
Redução dos Custos 98.330,95 101.168,55 102.833,68 103.976,18 105.055,88 105.775,26

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Tabela 10- Cálculo da Redução de Custos (em R$)
O fluxo de caixa foi construído para um período de 5 anos, iniciando no ano de 2012. O
investimento utilizado contabilizou a compra da máquina de encaixotar (R$ 20.000,00) e os
custos para instalação da mesma (R$ 5.000,00). A taxa requerida utilizada foi no valor de
12% ao ano.
Levou-se também em consideração a depreciação do equipamento, considerando que sua vida
útil é de 10 anos, deduzindo assim um percentual anual de 10% do valor do bem. Ao final da
avaliação do projeto o equipamento sofrerá uma depreciação de 50% do seu valor, tendo
assim como valor residual para a empresa um valor de R$10.000,00.
Para o cálculo do VPL, necessita-se do fluxo de caixa operacional (FCO) e do fluxo de caixa
do projeto (FC).
Para o cálculo do FCO multiplica-se a redução de custos por 1 menos a Alíquota, então é
somado neste valor a multiplicação da Depreciação pela a Alíquota. A Alíquota do Imposto
de Renda utilizada foi de 15%.
O FC é a diferença entre o fluxo de caixa da empresa com o do projeto, sendo calculado pelo
FCO menos o Investimento. Na existência de um valor residual do equipamento no final do
projeto, o mesmo é somado ao seu respectivo FC.
2012 2013 2014 2015 2016 2017
Investimento (R$) 25.000,00 - - - - -
Redução de Custos (R$) - 98.330,95 101.168,55 102.833,68 103.976,18 105.055,88
Depreciação (R$) - 2.000,00 2.000,00 2.000,00 2.000,00 2.000,00
FCO (R$) - 83.881,31 86.293,27 87.708,63 88.679,75 89.597,50
Valor Residual (R$) -
10.000,00
FC (R$) (25.000,00) 83.881,31 86.293,27 87.708,63 88.679,75 99.597,50
Taxa Requerida 12%
VPL (R$) 262.488,96
Tabela 11 - Fluxo de caixa de substituição de equipamentos e/ou processos
Para a análise dos fluxos de caixa, lê-se o valor do VPL. Como o mesmo é positivo torna o
projeto viável para a empresa, pois o investimento se paga, remunera o custo de oportunidade
e cria valor.
Conclui-se que a aquisição da encaixotadeira não só elevaria a restrição do sistema como
aumentaria o lucro da empresa.
6.5. Quinto passo: elevar a inércia do sistema
Como o estudo de caso foi realizado em uma empresa não fictícia, não é viável realizar a
retirada do produto “Ketchup Pizza 200g” do mercado, conforme exposto no o segundo passo.
Por meio dos resultados do estudo, obteve-se a Tabela 13 as quantidades que devem ser
produzidas de cada produto visando aumentar o lucro da empresa.
Sendo assim, foi calculado um novo mix de produção, que garantirá tanto a satisfação do
consumidor quanto um aumento do lucro da Empresa, colocando em prática a melhoria
contínua.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
De forma empírica, o novo mix consiste na produção de 100% da demanda do “Ketchup
Pizza 400g”, 100% do “Ketchup Tradicional 400g”, 100% do “Ketchup Picante 400g”, 90%
do “Ketchup Picante 200g”, 60% do “Ketchup Tradicional 200g” e 38% do “Ketchup Pizza
200g”.
O novo lucro da empresa baseado nas produções acima seria:
Ketchup (Produto)
Tempo
Necessário -
Encaixotamento
(min)
Tempo Disponível -
Encaixotamento
(min)
Ganho/Min de
Utilização do
Gargalo (R$/min)
Lucro Tributável
(mil caixas)
Pizza 400g 1400,04 1400,04 R$ 206,08 R$ 288.512,50
Tradicional 400g 3379,31 3379,31 R$ 200,39 R$ 677.192,90
Picante 400g 357 357 R$ 199,94 R$ 71.378,77
Picante 200g 202,78 182,5 R$ 141,00 R$ 25.732,16
Tradicional 200g 1706,63 1023,98 R$ 133,09 R$ 136.284,34
Pizza 200g 668,81 254,15 R$ 131,30 R$ 33.369,37
Total 7714,57 6596,98 - R$ 1.232.470,04
Tabela 12 - Novo mix estratégico mediante as alterações no sistema
Utilizando os dados apresentados na Tabela 12, calculou-se a demanda de cada produto e os
tempos necessários para a produção seguindo a restrição do sistema. As demandas referentes
ao novo mix de produção são: Ketchup Picante 400g, 3,17 mil caixas; Tradicional 400g,
30,04 mil caixas; Pizza 400g, 12,44 mil caixas; Picante 200g, 1,62 mil caixas; Tradicional
200g, 9,1 mil caixas; Pizza 200g, 2,26 mil caixas. Com base nestas demandas a porcentagem
de ocupação de cada etapa é:
Etapas do Processo % Ocupação
Envase de Polpa 65,37%
Tanque de Polpa 22,99%
Tanque de Preparação 45,08%
Análise de Qualidade 26,24%
Tanque de Ketchup 58,20%
BDT 5,82%
Pré Aquecimento 19,13%
Desareador 55,51%
Pasteurização 24,74%
Análise de Qualidade 26,24%
Fujimec 69,29%
Enchedeira 86,61%
Rotuladeira 57,74%
Encaixotamento 99,98%
Tabela 13 – Ocupação do tempo disponível referente ao novo mix de produção
A etapa de encaixotamento como visto na Tabela 13, não tem ocupação superior a 100%,
contudo, ela é um Recurso com Restrição de Capacidade (RRC).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Portanto, deve-se voltar ao primeiro passo, não deixando que a inércia seja a maior restrição
do sistema.
7. Conclusão
Por meio dos dados apresentados neste estudo, percebe-se a importância da Teoria das
Restrições para o controle dos gargalos de uma organização, visando sempre a melhoria
contínua. Considerando a real situação da empresa, a análise indicou que o gargalo, tanto na
linha de produção de 200 gramas como na de 400 gramas, é o processo de encaixotamento,
feito manualmente.
Noreen at. al (1996) afirmam que horas extras, ou até outro turno podem ser usados para
aumentar a capacidade de uma restrição, porém, a linha de produção em questão já trabalha
com os três turnos diários e como visto no fluxo de caixa a aquisição de uma máquina
encaixotadeira se torna economicamente mais viável para à empresa.
A partir dos dados obtidos por meio dos cálculos da Viabilidade Econômica foi possível
identificar o melhor caminho a seguir visando sanar a restrição que impossibilitaria uma
produção intensificada.
O caminho sugerido é a aquisição de uma máquina encaixotadeira. Contudo, em função
desta, nota-se a obsolescência de 6 colaboradores por turno. Uma solução seria realocar estes
colaboradores para outras atividades da organização que tem como restrição recursos de mão
de obra.
Nota-se que o terceiro passo da Teoria das Restrições não pode ser propriamente analisado
por dificuldades encontradas no estudo, tendo como sugestão de estudo futuro o
aprofundamento no mesmo.
Referências ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Avaliação de bens parte 4: Empreendimentos.
NBR 14653-4. Rio de Janeiro, 2002. 16 p.
BERNSTEIN, Peter L; DAMODARAN, Aswath. Administração de investimentos .Porto Alegre: Bookman,
2000. 423p
CASAROTO FILHO, N.; KOPITTKE, B. H. Análise de investimentos: matemática financeira, engenharia
econômica, tomada de decisão e estratégia empresarial. 6. ed. São Paulo: Atlas, 1994.
GOLDRATT, E. M. The Theory of Constraints, N.Y.: North River Press, Croton-on-Hudson, 1990.
GOLDRATT, E. M. & Cox, J. A Meta: um processo de melhoria contínua. São Paulo: Nobel, 2002.
NOREEN, E.; SMITH, D. & MACKEY, J. T. A Teoria das Restrições e Suas Implicações na Contabilidade
Gerencial. São Paulo: Educador, 1996.
REZENDE, J. L. P.; OLIVEIRA, A. D. Análise econômica e social de projetos florestais: matemática
financeira, formulação de projetos, avaliação de projetos, localização de projetos, análise de custo-benefício.
Viçosa: Ed. UFV, 1993.
ROGERS, P., REIS, E. A. & SECURATO, J. R. Definição do Mix de Marketing em Situações de
Variabilidade da Demanda e dos Preços Sob o Enfoque da Teoria das Restrições. RPA Brasil (Maringá), v.3,
p.63-74, 2007.
VERMA, R. Management Science, Theory of Constraints/Optimized Production Technology and Local
Optimization. Omega, v. 25, n. 2, pp. 189-200, 1997.
WALKER, W. T. Pratical Aplication of drum-buffer-rope to synchronize a two-stage supply chain. Production
and Inventory Management Journal, Alexandria, 2002. l Third/Fourth Quarter, APICS.