Embed Size (px)
Citation preview

TORNOS CERÂMICOS: MELHORIAS ERGONÔMICAS NO EQUIPAMENTO AGREGANDO VALOR A CULTURA LOCAL.
Germannya D’Garcia de Araújo Silva Erimar José Dias Cordeiro Virginia Pereira Cavalcanti
Ana Andrade Queiroz d Andrade Vinicius Simões Botelho
O Imaginário - Laboratório de Design Departamento de Design / Universidade Federal de Pernambuco
R. Benfica 157, 50.720-001 – Recife, Pernambuco Email: [email protected]
Palavras-chave: projeto de produto, produção cerâmica, desenvolvimento sustentável
O artigo apresenta uma alternativa de redesign para o torno cerâmico, posto de trabalho do oleiro, visando à melhoria das condições de uso do produto. O projeto está inserido nas ações do Laboratório O Imaginário para a comunidade produtiva do Cabo de Santo Agostinho – Pernambuco/Brazil. O método de desenvolvimento prevê as etapas de pesquisa, análise e síntese; e seus resultados apontam para a agilidade no processo produtivo e a promoção no conforto do usuário.
Keywords: product project, ceramic productions, sustainable development
This article presents an alternative of lathe ceramics redesign, ceramist workstation, aiming better use conditions of the product. The project is inserted into the actions of the Imaginário laboratory to the community of Cabo de Santo Agostinho in Pernambuco/Brazil. The method of development foresees the steps of research, analysis and synthesis and its results point to quickness on productive process and the comfort for users.
1. INTRODUÇÃO
A olaria é o local de trabalho do artesão, o oleiro, que com o uso do torno, transforma a matéria-prima - argila, em objetos utilitários e decorativos. As peças torneadas fazem parte tanto da história da cerâmica quanto da história da humanidade. Necessidades diárias de guardar água e mantimentos, por exemplo, associadas ao crescimento da população estimularam o uso do torno para ampliar a produção desses artefatos. O torno foi provavelmente uma das primeiras tecnologias desenvolvidas para a produção em grande escala (TORTORI, 2008).
Atualmente os tornos podem ser encontrados nas versões manual e elétrico. O torno manual consiste em dois discos ligados por um eixo central. Quando impulsionado pelo pé, o disco inferior transfere, por meio do eixo em rotação, o movimento para disco superior. Já os tornos elétricos transmitem a força
ao disco de modelagem pela eletricidade. Este movimento permite que o oleiro, com as mãos, transforme o bloco de argila em um produto. Para isso, a argila é colocada no centro de um prato giratório, e o oleiro modela a superfície da peça em revolução.
Figura 01 – torno manual em operação.

Pela natureza da sua superfície, as peças de revolução torneadas ganham mais resistência, com a ausência de arestas e vértices. Formas cônicas, cilíndricas, esféricas e ovais são recorrentes no universo da produção cerâmica com o uso do torno.
Figura 02 – peças torneadas.
2. CONTEXTO HISTÓRICO SOCIAL
O Cabo de Santo Agostinho é reconhecido por suas praias, litoral sinuoso e topografia acidentada, o que garante uma das mais belas paisagens do Nordeste brasileiro. Além desses atrativos, o município abriga parte do Complexo Industrial e Portuário de SUAPE, incentivo significativo para investimentos que fortalecem a economia do Estado. Os inúmeros engenhos da região, alguns ainda em funcionamento, fazem parte da identidade e da memória coletiva local. A representação dessa história pode ser observada nas diversas manifestações do município e, também, na produção cerâmica. No início, as olarias dos engenhos situados no Cabo produziam apenas tijolos e telhas para atender às demandas decorrentes do cultivo da cana-de-açúcar. Com o passar do tempo, nas olarias começaram a ser confeccionados objetos específicos como: moringas, jarras, panelas, potes, alguidares e o prato de curau. Assim, o desenvolvimento da
atividade oleira no Cabo foi se destacando como uma alternativa econômica próspera. Já nos anos 70, a partir da introdução de tintas e vernizes na cerâmica utilitária e nos objetos artesanais, a procura pela produção do Cabo aumentou, assim como o número de olarias. Desse processo de evolução, surgiu o Espaço Mauriti, bairro que se destacou por abrigar diversas olarias e envolver dezenas de famílias na atividade. A maioria dos tornos dos artesãos do Cabo é manual, método tradicional, exigindo além da habilidade, a coordenação dos movimentos entre pés e mãos na conformação da peça cerâmica. O espaço interno das olarias é composto por bancadas fixas, nas quais estão acoplados os tornos. Além do espaço de modelagem, as olarias apresentam áreas para secagem e estocagem de peças. Prateleiras, que variam de tamanho e material de acordo com as possibilidades do artesão e do espaço disponível, apóiam as peças.
Figura 3 – Área de bancadas para modelagem
Figura 4 – Área de secagem e estoque de peças acabadas No início dos anos 90 a demanda pela produção começou a decrescer. A qualidade das peças já não condizia com os padrões do mercado e a escassez de novos produtos dificultava a almejada ampliação das vendas.

Com o objetivo de reaquecer essa produção, no ano de 2003, O Imaginário - Laboratório de Design da Universidade Federal de Pernambuco, em parceria com o SEBRAE| PE iniciou as ações de intervenção junto ao grupo de oleiros situados no referido espaço. Hoje, de acordo com os dados da Associação de Ceramistas e Artesãos do Cabo de Santo Agostinho, há no município apenas 25 unidades produtivas de pequeno e médio porte e aproximadamente dez produtores individuais. A atuação do Imaginário atende cerca de 50 pessoas, entre artesãos e auxiliares que sobrevivem desta atividade produtiva. Inicialmente um diagnóstico amplo foi elaborado a partir das observações dos técnicos e artesãos envolvidos, permitindo um melhor entendimento da relação entre o fluxo da produção, o arranjo produtivo, a gestão do espaço, o desenvolvimento dos produtos e a comercialização das peças. Por meio de análise conjunta, foram identificados pontos críticos e ficou claro, para todos os envolvidos, que parte dos obstáculos poderiam ser eliminados a partir da adoção de uma nova atitude frente ao trabalho e com pequenas mudanças no ambiente das olarias. Técnicas de pesquisa como observação, entrevista, análise da tarefa e verbalização, aliadas a análise conjunta de fluxo, controle da produção e gestão do espaço de trabalho, fizeram emergir uma série de questionamentos sobre as perdas no processo, as condições de trabalho dos artesãos e a baixa produtividade percebida no trabalho, apesar do volume de produção mensal do grupo. Para tentar responder a tais indagações, foram promovidas discussões e traçadas algumas metas: [i] a racionalização do processo produtivo, com a eliminação das perdas1[ii] a organização do espaço utilizando técnicas como 5S2; [iii] o 1 As perdas são operações ou movimentos completamente desnecessários que geram custos, não agregam valor e que, portanto, devem ser eliminadas, tais como espera, transporte de material e estoque. 2 As palavras japonesas que formam o 5 S ("Seiri, Seiton, Seisou, Seiketsu e Shitsuke") foram traduzidas para o português como "senso", não só para manter o nome original do programa, mas porque refletem melhor a idéia de profunda mudança comportamental. Adotou-se senso de Utilização, para SEIRI; Senso de Ordenação, para SEITON; Senso de Limpeza, para SEISOU; Senso de Saúde, para SEIKETSU e Senso de Autodisciplina para SHITSUKE. Atualmente, tais conceitos foram incorporados no plano estratégics, compondo o programa de qualidade total.
desenvolvimento de novos produtos com maior valor agregado direcionado para novos mercados; [iv] a melhoria na qualidade da matéria prima; [v] melhorias das condições de trabalho através do redesign dos postos de trabalho – os tornos. Para o presente artigo serão apresentados os seguintes recortes: características técnicas produtivas da comunidade artesã; as ações do projeto com relação às melhorias das condições de trabalho, espaço de produção e redesign do torno cerâmico.
3. CARACTERÍSTICAS DO PROCESSO PRODUTIVO
Como primeira etapa, foi feito um diagnóstico do fluxo do processo e dos custos humanos oriundos da tarefa dos oleiros. Desse estudo ficou o indicativo de que deveriam ser eliminadas as perdas no processo de transporte, na espera entre etapas e no armazenamento das peças. Já a análise das condições de trabalho visou estabelecer soluções de compromisso que eliminassem ou diminuíssem os custos físicos durante a realização da atividade, melhorando a qualidade do trabalho e de vida de seus usuários. O processo produtivo da cerâmica consiste de três grandes etapas: beneficiamento, produção e finalização3. Nas olarias que compõe o Espaço Mauriti, duas das principais etapas do processo produtivo são compartilhadas: o beneficiamento e a finalização (apenas a etapa de queima).
3.1 Etapa do Beneficiamento
A argila retirada das jazidas é estocada em baias no setor de beneficiamento. As baias ficam em área coberta, protegidas contra intempéries, entretanto seu tamanho é insuficiente para a produção mensal. O reabastecimento atropela o processo correto de sazonamento da matéria-prima já que a argila precisa de tempo para estabilizar seu material orgânico.
3 Beneficiamento [Sazonamento e Preparação da Massa]; Produção [Conformação e Secagem]; Finalização [Queima e Estoque produto final /Distribuição].
Essa inadequação da etapa de beneficiamento prejudica a qualidade dos produtos cerâmicos produzidos pelo grupo, dentre outros, pelos seguintes motivos:
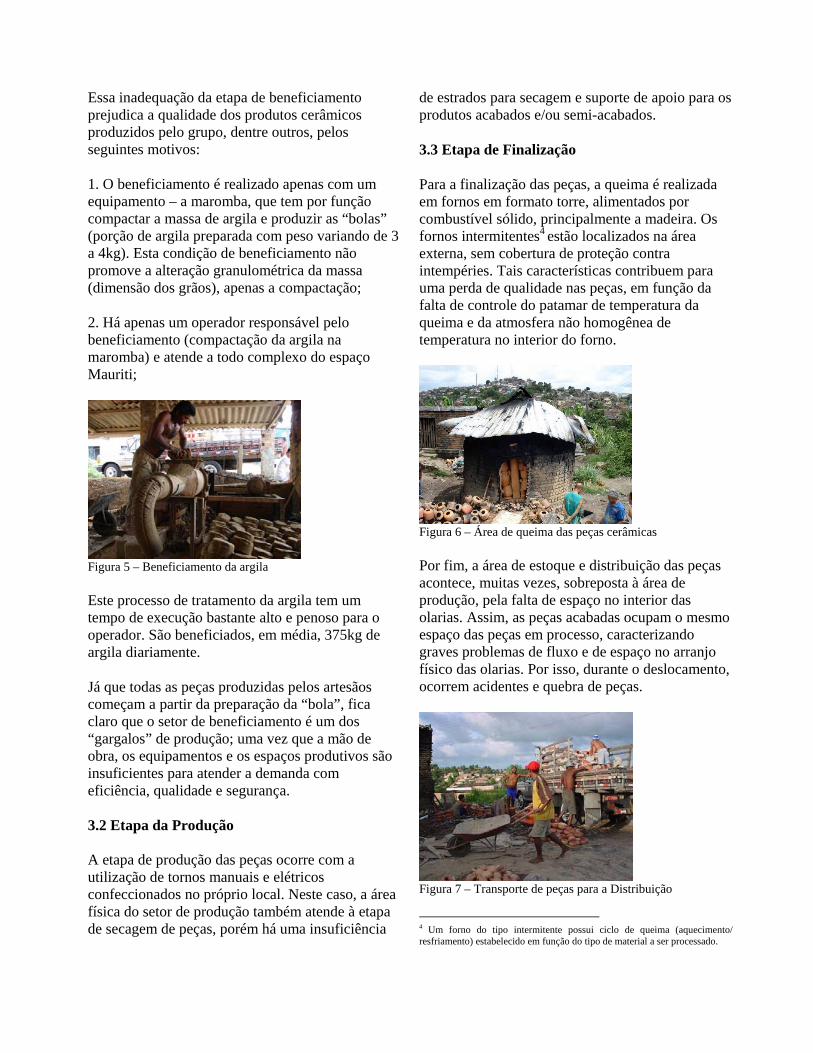
1. O beneficiamento é realizado apenas com um equipamento – a maromba, que tem por função compactar a massa de argila e produzir as “bolas” (porção de argila preparada com peso variando de 3 a 4kg). Esta condição de beneficiamento não promove a alteração granulométrica da massa (dimensão dos grãos), apenas a compactação;
2. Há apenas um operador responsável pelo beneficiamento (compactação da argila na maromba) e atende a todo complexo do espaço Mauriti;
Figura 5 – Beneficiamento da argila
Este processo de tratamento da argila tem um tempo de execução bastante alto e penoso para o operador. São beneficiados, em média, 375kg de argila diariamente.
Já que todas as peças produzidas pelos artesãos começam a partir da preparação da “bola”, fica claro que o setor de beneficiamento é um dos “gargalos” de produção; uma vez que a mão de obra, os equipamentos e os espaços produtivos são insuficientes para atender a demanda com eficiência, qualidade e segurança.
3.2 Etapa da Produção A etapa de produção das peças ocorre com a utilização de tornos manuais e elétricos confeccionados no próprio local. Neste caso, a área física do setor de produção também atende à etapa de secagem de peças, porém há uma insuficiência
de estrados para secagem e suporte de apoio para os produtos acabados e/ou semi-acabados.
3.3 Etapa de Finalização
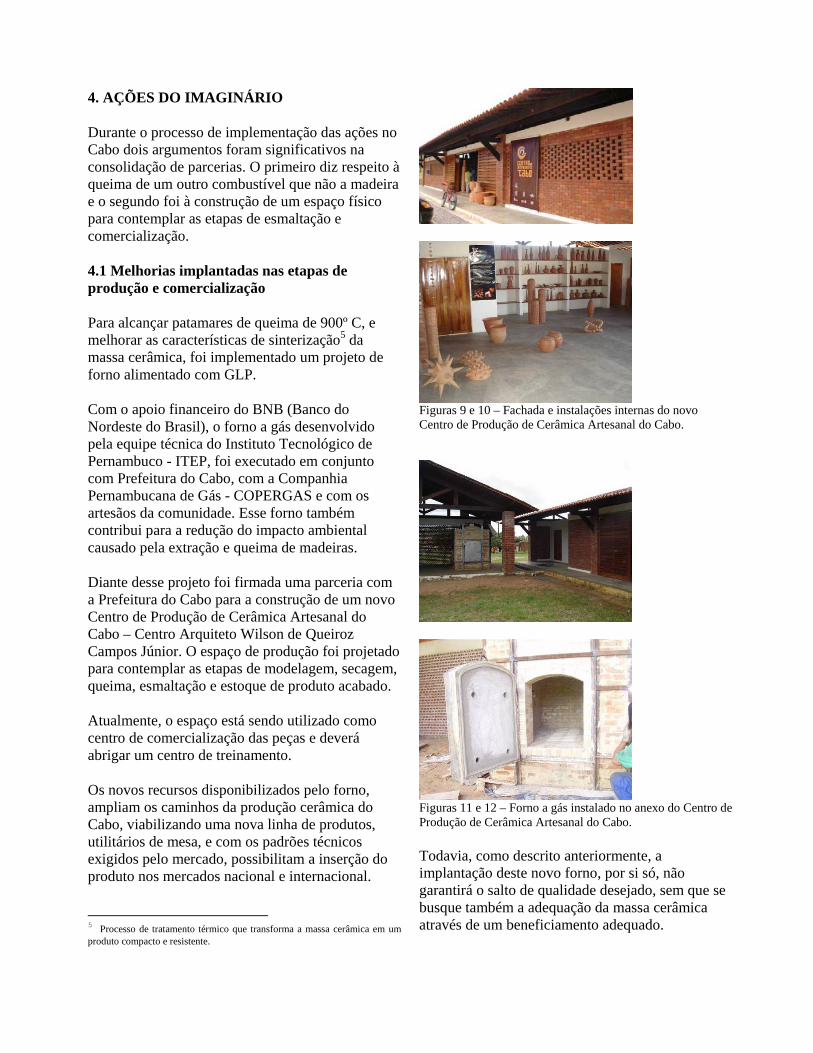
Para a finalização das peças, a queima é realizada em fornos em formato torre, alimentados por combustível sólido, principalmente a madeira. Os fornos intermitentes4 estão localizados na área externa, sem cobertura de proteção contra intempéries. Tais características contribuem para uma perda de qualidade nas peças, em função da falta de controle do patamar de temperatura da queima e da atmosfera não homogênea de temperatura no interior do forno.
Figura 6 – Área de queima das peças cerâmicas
Por fim, a área de estoque e distribuição das peças acontece, muitas vezes, sobreposta à área de produção, pela falta de espaço no interior das olarias. Assim, as peças acabadas ocupam o mesmo espaço das peças em processo, caracterizando graves problemas de fluxo e de espaço no arranjo físico das olarias. Por isso, durante o deslocamento, ocorrem acidentes e quebra de peças.
Figura 7 – Transporte de peças para a Distribuição
4 Um forno do tipo intermitente possui ciclo de queima (aquecimento/ resfriamento) estabelecido em função do tipo de material a ser processado.
4. AÇÕES DO IMAGINÁRIO
Durante o processo de implementação das ações no Cabo dois argumentos foram significativos na consolidação de parcerias. O primeiro diz respeito à queima de um outro combustível que não a madeira e o segundo foi à construção de um espaço físico para contemplar as etapas de esmaltação e comercialização.
4.1 Melhorias implantadas nas etapas de produção e comercialização
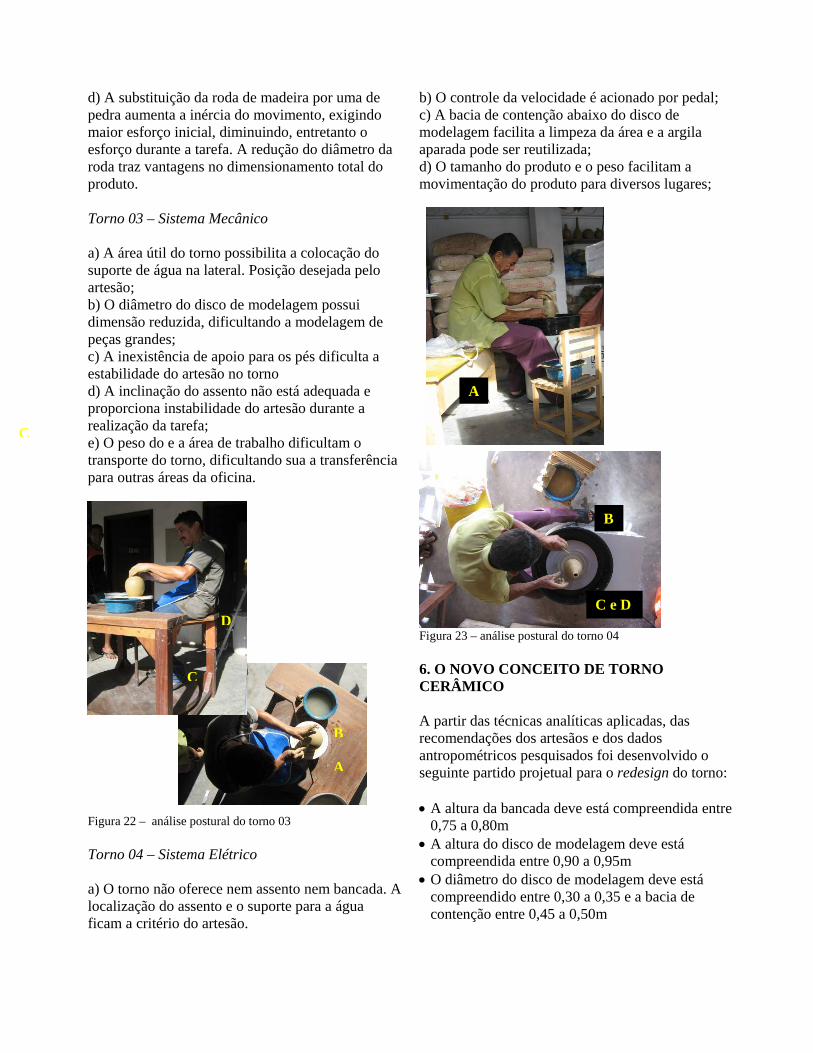
Para alcançar patamares de queima de 900º C, e melhorar as características de sinterização5 da massa cerâmica, foi implementado um projeto de forno alimentado com GLP.
Com o apoio financeiro do BNB (Banco do Nordeste do Brasil), o forno a gás desenvolvido pela equipe técnica do Instituto Tecnológico de Pernambuco - ITEP, foi executado em conjunto com Prefeitura do Cabo, com a Companhia Pernambucana de Gás - COPERGAS e com os artesãos da comunidade. Esse forno também contribui para a redução do impacto ambiental causado pela extração e queima de madeiras.
Diante desse projeto foi firmada uma parceria com a Prefeitura do Cabo para a construção de um novo Centro de Produção de Cerâmica Artesanal do Cabo – Centro Arquiteto Wilson de Queiroz Campos Júnior. O espaço de produção foi projetado para contemplar as etapas de modelagem, secagem, queima, esmaltação e estoque de produto acabado.
Atualmente, o espaço está sendo utilizado como centro de comercialização das peças e deverá abrigar um centro de treinamento.
Os novos recursos disponibilizados pelo forno, ampliam os caminhos da produção cerâmica do Cabo, viabilizando uma nova linha de produtos, utilitários de mesa, e com os padrões técnicos exigidos pelo mercado, possibilitam a inserção do produto nos mercados nacional e internacional.
5 Processo de tratamento térmico que transforma a massa cerâmica em um produto compacto e resistente.
Figuras 9 e 10 – Fachada e instalações internas do novo Centro de Produção de Cerâmica Artesanal do Cabo.
Figuras 11 e 12 – Forno a gás instalado no anexo do Centro de Produção de Cerâmica Artesanal do Cabo.
Todavia, como descrito anteriormente, a implantação deste novo forno, por si só, não garantirá o salto de qualidade desejado, sem que se busque também a adequação da massa cerâmica através de um beneficiamento adequado.

4.2 Propostas de melhorias na etapa de beneficiamento da argila
A inserção de novos equipamentos na etapa de beneficiamento, no Espaço Mauriti, implicará na adequação do espaço de produção incluindo fases como: secagem, trituração, umidificação, mistura e preparação do composto cerâmico.
O novo lay-out prevê espaços para estabilização e secagem da argila. A etapa de trituração da massa para obter a granulometria desejada, será seguida da umidificação e extrusão, conforme a figura a seguir:
Figura 13 – Proposta de layout para o espaço de beneficiamento da matéria prima
De acordo com o diagrama acima, o novo processo de beneficiamento obedecerá as seguintes fases:
A argila in natura, transportada pelo caminhão é descarregada no pátio de secagem (formando as pilhas A e B) Após um período de secagem, para obter um teor de umidade na faixa de 30 a 40%, a argila deve ser transportada por uma esteira até um laminador.
Após a laminação, a argila deve ser transportada através de uma esteira aérea a etapa de extrusão (maromba). Na maromba, o composto cerâmico será umedecido e misturado em formato de bastão (tarugos específicos por produto) – as “bolas”.
Esses tarugos serão conduzidos para modelagem e posteriormente para a área de secagem. Uma vez secas as peças cerâmicas serão encaminhadas para a etapa de queima. Toda essa mudança tem por objetivo a melhoria do processo produtivo cerâmico
e por sua vez a melhoria da qualidade de vida dos artesãos.
Diante do exposto, investir na melhoria do posto de trabalho do oleiro é outro aspecto que precisa ser considerado quando se trata de qualidade do processo.
A seguir, serão apresentados os aspectos que conduziram o redesign dos tornos cerâmicos para os oleiros do Cabo de Santo Agostinho.
5. O MÉTODO DE DESIGN PARA NOVO DESENHO DO TORNO CERÂMICO
O método de design adotado para o desenvolvimento do projeto do torno foi estruturado com base no design orientado para o usuário, no caso, o artesão-oleiro. Segundo Frisoni (2001), a usabilidade é particularmente instigante por sua aplicação na verificação de segurança e conforto dos usuários, com destaque para o design de produtos e processos de produção. Neste sentido, o método aplica ferramentas ergonômicas para inclusão de critérios de usabilidade nas especificações técnicas de design. O método foi desenvolvido em duas etapas principais: [i] pesquisa e análise e [ii] a síntese. A pesquisa e análise têm por objetivo de fundamentar conceitualmente o projeto, a partir do entendimento das questões de usabilidade do produto, do grau de aceitabilidade deste pelos artesãos, além de entender as restrições técnicas intrínsecas ao seu de trabalho. Para tal foram realizadas algumas técnicas analíticas e de pesquisa:
• pesquisa de similares de mercado; • análise sincrônica de similares, para
comparação das características funcionais, estéticas e simbólicas;
• teste de usabilidade, seguida de verbalização para identificação do desempenho dos tornos cerâmicos;

Ao final de cada fase foram gerados resultados que definiram os requisitos de projeto. Na síntese, com a definição do partido projetual, foram desenvolvidas alternativas de projeto, que selecionadas no plano bidimensional foram visualizadas em softwares 3D. Foram também confeccionados alguns modelos de estudos para analise da proporção do produto e, em paralelo, a análise antropométrica para ajustes do projeto ao usuário.
5.1 Pesquisa de similares
Para uma avaliação mais objetiva das características formais e funcionais dos tornos cerâmicos encontrados no mercado foi realizada uma análise com os similares visando à comparação entre os sistemas e subsistemas dos produtos. Foram analisados 04 tornos com diferentes sistemas de funcionamento e proporção.
Os principais elementos de construção de um torno são; a roda inferior (1), o assento (2), disco de modelagem (3), apoio para os pés (4), bancada de trabalho(5) e controle de velocidade (6).
O primeiro torno analisado é o confeccionado pelos artesãos da comunidade cujos subsistemas são indicados na figura 14.
Figura 14 – Torno 01 fabricado pelos artesãos do Cabo, com motor elétrico.
O segundo e o terceiro tornos analisados foram desenvolvidos pela AERPA |Agência de Estudos do Patrimônio, parceira do Imaginário no projeto.
Para melhorar o entendimento do produto, foram coladas na lateral da foto uma imagem ilustrativa do produto.
Figura 15 – Torno 02 desenvolvido pela AERPA Figura 16 –Torno 03 desenvolvido pela AERPA
4
2
1
5
3
6
4/6
2 3
5
1
4/6
2 3
1

Já o quarto torno analisado é fabricado pela empresa Jung e é movido a energia elétrica.
Figura 17 – Torno 04 fabricado pela Jung JT 5120
5.2. Analise Sincrônica
A avaliação foi feita comparando os itens por meio de parâmetros que identificam: dimensões, pesos, material, mecanismos etc. As principais características analisadas foram: força motriz de funcionamento; material de confecção do produto; fixação da estrutura do torno para estabilidade do artesão durante a realização do trabalho; material de confecção da roda inferior; área útil de trabalho da bancada; altura de bancada; altura e inclinação do assento; diâmetro e altura do disco de modelagem; distância entre o assento e o disco de modelagem. A seguir será apresentada a tabela com os dados dos tornos cerâmicos analisados: Tabela 01 – Análise sincrônica
Torno 1 Torno 2 Torno 3 Torno 4 Força motriz de funcionamento
Humana/ elétrica (1/2HP)
Humana Humana Elétrica(1/2HP)
Material de confecção do produto e
Madeira Metal e Madeira
Madeira Metal e plástico
Fixação da estrutura do torno
Apoiado Chumbado
Apoiado Apoiado
Material da Roda Inferior (4)
Madeira Pedra Madeira N/A
Área útil de trabalho da bancada (3),
1m2 0,25m2 0,60m2 30cm2
Altura de bancada (3);
0,70 m 0,73 m 0,80m 0,51m
Altura do assento (2);
0,70 m 0,60 a 0,82m
0,62 a 0,78m
Livre
Inclinação do assento (2);
15º 0º 0º 0º
Diâmetro do disco de modelagem;
0,25 m 0,26m 0,26m 0,50m
Altura do disco de modelagem (1);
0,75 m 0,87m 0,88m 0,61m
Distância entre o assento e o disco de modelagem (1/2),
0,42 m 0,33m 0,30m 0,0
Como resultado da tabela acima, pode-se observar que a maioria dos tornos possui sistema mecânico de movimentação acionado por força humana e são confeccionados de madeira e metal. A área útil de trabalho varia de 0,25 a 1m2 e a altura da bancada de 0,51 a 0,80m. Já o assento tem altura variando de 0,51 a 0,82. Com a relação à altura do disco de modelagem, a variação média para o assento é de 0,10m. Já à distância entre o assento e o disco variou de 0,30 a 0,40m. Por fim, o diâmetro do disco de modelagem variou de 0,25 a 0,50m.
A partir destes dados, é possível concluir que existem poucas variações dimensionais entre os torno confeccionados em madeira com acionamento mecânico, no entanto o torno elétrico possui estrutura e proporção diferenciadas dos seus similares mecânicos.
5.3. Testes de usabilidade
Para compreender o desempenho dos tornos cerâmicos foram utilizadas duas técnicas: a observação da tarefa pelo pesquisador e testes de uso, seguidos de verbalização que permitiram ao usuário externar as suas impressões do produto durante o uso. Os testes foram realizados nas instalações do Espaço Mauriti e na sede da AERPA, em Olinda. Abaixo, será apresentada a síntese destes resultados. Instalações das olarias do Cabo de Santo Agostinho – PE Torno 01 – Sistema mecânico e elétrico a) É necessário o apoio para os pés durante a atividade;
1
5/6
3

b) O suporte para água quando se encontra na frente do disco de modelagem atrapalha a atividade; c) A estrutura de madeira entre as pernas dificulta a movimentação do artesão durante a tarefa; d) É necessário aproximar o disco de modelagem ao assento para diminuir a inclinação do corpo do artesão durante a modelagem; e) É importante a inclinação do assento de 15º a 30º para apoio do copo durante a realização da tarefa. Figura 18 – análise postural do torno 01 Figura 19 – análise postural do torno 01 f) O posicionamento do disco de modelagem na lateral do torno, provoca torção de tronco e elevação de braço para realização da tarefa;
g) o uso de motor elétrico facilita a tarefa ao diminuir a exigência humana para manter a roda inferior em rotação. Os artesãos do Cabo desenvolveram um sistema mecânico para acionar a roda inferior por transmissão de movimento por contato. O sistema funciona da seguinte maneira: um sistema de molas suporta o motor, e quando pressionado para baixo faz o disco do motor entrar em contato com a roda inferior que, por sua vez, transmite, através do eixo central, o movimento para o disco de modelagem.
Figura 20 – sistema desenvolvido pelos artesãos para controle de velocidade da rotação da roda inferior do torno 01 Instalações da AERPA em Olinda - PE Torno 02 – Sistema Mecânico a) A área útil do torno é pequena. Como conseqüência algumas peças recém-modeladas podem sofrer deformações durante o transporte; b) O suporte com água utilizado para molhar a mão do artesão, posicionado na frente do disco de modelagem, dificulta o trabalho do artesão; c) A posição do apoio para os pés na lateral do torno dificulta a estabilidade do artesão; Figura 21 – análise postural do torno 02
F
C
B
C
A
E
D
A
B
C
G
d) A substituição da roda de madeira por uma de pedra aumenta a inércia do movimento, exigindo maior esforço inicial, diminuindo, entretanto o esforço durante a tarefa. A redução do diâmetro da roda traz vantagens no dimensionamento total do produto.
Torno 03 – Sistema Mecânico
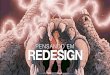
a) A área útil do torno possibilita a colocação do suporte de água na lateral. Posição desejada pelo artesão; b) O diâmetro do disco de modelagem possui dimensão reduzida, dificultando a modelagem de peças grandes; c) A inexistência de apoio para os pés dificulta a estabilidade do artesão no torno d) A inclinação do assento não está adequada e proporciona instabilidade do artesão durante a realização da tarefa; e) O peso do e a área de trabalho dificultam o transporte do torno, dificultando sua a transferência para outras áreas da oficina.
Figura 22 – análise postural do torno 03 Torno 04 – Sistema Elétrico a) O torno não oferece nem assento nem bancada. A localização do assento e o suporte para a água ficam a critério do artesão.
b) O controle da velocidade é acionado por pedal; c) A bacia de contenção abaixo do disco de modelagem facilita a limpeza da área e a argila aparada pode ser reutilizada; d) O tamanho do produto e o peso facilitam a movimentação do produto para diversos lugares;
Figura 23 – análise postural do torno 04 6. O NOVO CONCEITO DE TORNO CERÂMICO A partir das técnicas analíticas aplicadas, das recomendações dos artesãos e dos dados antropométricos pesquisados foi desenvolvido o seguinte partido projetual para o redesign do torno: • A altura da bancada deve está compreendida entre
0,75 a 0,80m • A altura do disco de modelagem deve está
compreendida entre 0,90 a 0,95m • O diâmetro do disco de modelagem deve está
compreendido entre 0,30 a 0,35 e a bacia de contenção entre 0,45 a 0,50m
C
A
C e D
B
A
B
C
D

• A distância entre o disco e o assento não pode ser superior a 0,60m
• O assento deve possibilitar ajuste de inclinação e apoio para a região lombar
• O sistema de movimentação deve permitir o apoio para os pés durante a realização da tarefa
• O produto precisa ser leve para facilitar a movimentação
O conceito encontrado pela equipe do Imaginário foi um torno de estrutura tubular de 1 ½” e bancada de trabalho em madeira com corte central para apoio do disco de modelagem e operação do artesão. O apoio para os pés possui inclinação de 15º e compreende toda a área inferior da bancada. O assento foi projetado considerando um apoio para a região lombar.
Figura 24 – redesign do torno cerâmico O sistema de movimentação do disco de modelagem é o de transmissão por correia a partir da movimentação da roda inferior do torno, acionada pelo motor elétrico respeitando o princípio de transmissão por contato já utilizado pelos artesãos. O controle de velocidade é acionado por pedal, eliminando o eixo central. O sistema libera a área inferior da bancada que pode ser ocupada com liberdade pelas pernas dos artesãos. A seguir algumas imagens do produto com a referencia humana em uso.
Figura 25 – sistema de acionamento do disco de modelagem
Figura 26 –vista sagital de operação do torno
7. CONSIDERAÇÕES FINAIS
A próxima etapa do projeto prevê a verificação da viabilidade técnica do produto, com confecção de protótipo em escala 1:1 e avaliação junto aos artesãos para validação do uso. A seguir serão realizados os detalhamentos do projeto, ajustes necessários e construção dos tornos.
Os novos tornos cerâmicos serão instalados no Centro de Artesanato Arquiteto Wilson Queiroz Campos Júnior. O espaço de produção tem a capacidade de receber 08 (oito) modelos destes tornos com dimensão projetada para 1,35 x 1,50m cada.

A implantação dos tornos no Centro de Artesanato viabilizará a realização de cursos de capacitação para jovens da comunidade, artesãos e pessoas interessadas em cerâmica artesanal.
Essa atividade complementa as estratégias de sustentabilidade do projeto, permitindo que novas gerações conheçam e valorizem as suas tradições, ao mesmo tempo em que traduz em renda as atividades desenvolvidas pelos mestres oleiros.
Considerando a simplicidade dos sistemas e sua semelhança com os tornos tradicionais, o projeto pode ser facilmente replicado para outras comunidades de oleiros, presentes em todo o Estado de Pernambuco.
Com essas ações a perspectiva do Imaginário e do poder público local é a continuidade do fazer artesanal, parte da cultura do município.
5. REFERÊNCIAS BIBLIOGRÁFICAS LIRA, F.W.P. de. O que guardam os potes? um olhar sobre a cerâmica artesanal do Cabo de Santo Agostinho. Monografia do Departamento de Design da UFPE..Recife, 2007. GRANDJEAN, E. e KROEMER, H. J. Manual de Ergonomia: adaptando o trabalho ao homem. 5 ed. Porto Alegre: Bookman, 2005. FRISONI, B.C. ; MORAES, A. de. Ergodesign: uma associação duas tecnologias complementares projetando para o uso humano. In: MORAES, A. de; FRISONI, B.C. (Org.). Ergodesign – produtos e processos. Rio de Janeiro, Ed. 2AB, 2001.
SOARES, M. M.. Antropometria. Apostila do 2º Curso de Especialização em Ergonomia. Departamento de Design da UFPE. Recife, 2001.
SOARES, M. M.. Design Participativo: uma experiência em Design Centrado no Usuário In: Anais do IV P&D, Novo Hamburgo, RGS, 2000.
BAXTER, M. Projeto do Produto - Guia prático para o desenvolvimento de novos produtos. Ed. Egdard Blücher. São Paulo, 1998.
MORAES, A. de. Aplicação de Dados Antropométrico: dimensionamento da interface
homem-máquina. Dissertação de Mestrado. Rio de Janeiro. COPPE/UFRJ, 1983
TORTORI, T.. In: (http://www.ceramicanorio.com/aprendendoourelembrando/torno/torno.html , acessado em 05/07/2008).



























![Jornal Opcão [Redesign]](https://img.document.onl/doc/110x75/568c4e001a28ab4916a63483/jornal-opcao-redesign.jpg)
