Embed Size (px)
Citation preview

UNIVERSIDADE TUIUTI DO PARANÁ
FACULDADE DE CIÊNCIAS BIOLÓGICAS E DA SAÚDE
CURSO DE MEDICINA VETERINÁRIA
Bruna de Sá Lemos
TRABALHO DE CONCLUSÃO DE CURSO - TCC
10
CURITIBA
2008
TRABALHO DE CONCLUSÃO DE CURSO - TCC

11
CURITIBA
2008
Bruna de Sá Lemos
TRABALHO DE CONCLUSÃO DE CURSO - TCC
Trabalho de conclusão de curso apresentada ao curso
de Medicina Veterinária da Faculdade de Ciências
Biológicas da Universidade Tuiuti do Paraná, como
requisito parcial para a obtenção do grau de licenciado
em Medicina Veterinária.
Orientador: José Mauricio França
Orientador Profissional: Cassima Garcia L. dos Santos.

12
CURITIBA
2008
TERMO DE APROVAÇÃO
Bruna de Sá Lemos
TRABALHO DE CONCLUSÃO DE CURSO - TCC
Curitiba, 10 de Novembro de 2008.
__________________________________________
Medicina Veterinária
Universidade Tuiuti do Paraná
Prof. Dr. José Mauricio França
Esta dissertação (Trabalho de conclusão de curso) foi julgada e aprovada para a obtenção do titulo graduado em Médico Veterinário no Programa (Curso) de Medicina Veterinária da Universidade Tuiuti do Paraná.
13
UTP – Orientador
Prof. Dr. Valmir Kowalewski de Souza
UTP – Membro
Prof. Dr. Welington Hartmann
UTP – Membro
AGRADECIMENTOS
A minha querida mãe e minha querida avó por me apoiar durante todo o curso.
Aos meus amigos que me deram força no inicio, no meio e no fim do curso.
A equipe do Supermercado que fiz o estágio, pelo apoio, incentivo, e
ensinamentos dos trabalhos de campo para inspeção de alimentos.
A Dra. Cassima por me dar força, treinamento e apoio durante meu estágio.
E a todos que de alguma forma contribuíram para este trabalho.
“Agradeço a você em especial por me fazer sorrir...
Agradeço a você pelo brilho de seus olhos...
Agradeço a você pelo seu sorriso...
Por me fazer acreditar que sou capaz!
Por me fazer acreditar que existem pessoas e pessoas...
Obrigada... Simplesmente obrigada...

14
Que Deus te abençoe sempre...”.

15
EPÍGRAFE
“Na concorrência da vida, são muitos os contratempos. As bactérias, os vírus e os
fungos são apenas uma lembrança de que os erros e os descuidos estão dentro de nós
mesmos”. ENEO

16
RESUMO
O objetivo deste trabalho é demonstrar atividades realizadas na Inspeção de produtos de origem animal nos supermercados, treinamento dos manipuladores e informações a respeito de manipulação dos alimentos, bem como compreender a importância do trabalho dos médicos veterinários na área de perecíveis. As atividades foram desenvolvidas em Curitiba no período de 04 de agosto a 29 de Outubro, acompanhando o treinamento do PPO (Padronização de Procedimentos Operacionais) com encarregados do açougue; Realizando treinamento de funcionários; Fazendo inspeção da área de perecíveis do mercado. No caso dos perecíveis, é necessário manter uma fiscalização nas lojas para garantir produtos de boa qualidade e para que tenha o mínimo de quebra possível. A adequação, a conservação e a higiene das instalações e equipamentos, os responsáveis técnicos pelo setor, a origem e a qualidade das matérias-primas, e o grau de conhecimento e preparo dos manipuladores são imprescindíveis para garantir a segurança dos alimentos.
17
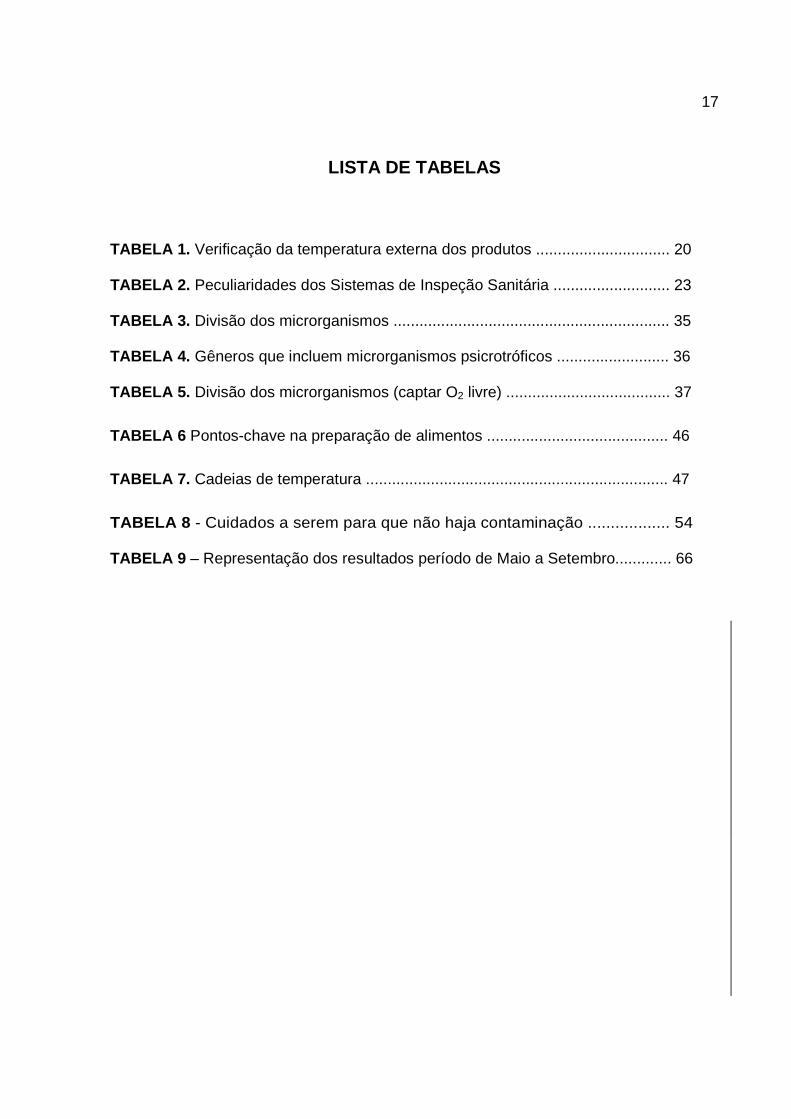
LISTA DE TABELAS
TABELA 1. Verificação da temperatura externa dos produtos ............................... 20
TABELA 2. Peculiaridades dos Sistemas de Inspeção Sanitária ........................... 23
TABELA 3. Divisão dos microrganismos ................................................................ 35
TABELA 4. Gêneros que incluem microrganismos psicrotróficos .......................... 36
TABELA 5. Divisão dos microrganismos (captar O2 livre) ...................................... 37
TABELA 6 Pontos-chave na preparação de alimentos .......................................... 46
TABELA 7. Cadeias de temperatura ...................................................................... 47
TABELA 8 - Cuidados a serem para que não haja contaminação .................. 54
TABELA 9 – Representação dos resultados período de Maio a Setembro............. 66

18
SUMÁRIO
1. INTRODUÇÃO ....................................................................................................20
2. BASE PARA PESQUISAS...................................................................................21
2.1. RESOLUÇÃO - RDC Nº 259, DE 20 DE SETEMBRO DE 2002..........................21
2.2. INSTRUÇÃO NORMATIVA Nº 22, DE 24 DE NOVEMBRO DE 2005.................21
2.3. RESOLUÇÃO - RDC N° 216, DE 15 DE SETEMBRO DE 2004. . .......................22
2.4. RIISPOA.... ........................................................................................................ 22
2.5. DEFINIÇÕES DE CARCAÇA ..............................................................................22
3. RELATÓRIO DE PROCEDIMENTOS .................................................................24
3.1. INFORMAÇÕES IMPORTANTES NO RECEBIMENTO DOS PRODUTOS........25
3.2. DESOSSA. ..........................................................................................................26
3.3. CORTES PRINCIPAIS DO TRASEIRO...............................................................27
4. CONSIDERAÇÕES NA MANIPULAÇÃO DE ALIMENTOS.................................31
4.1. A EMBALAGEM A VÁCUO .................................................................................31
4.2. CONSERVAÇÃO DA CARNE .............................................................................31
4.3. MANIPULAÇÃO DE ALIMENTOS.......................................................................31
4.4. CUIDADOS NA ARMAZENAGEM.......................................................................32
4.5. MATURAÇÃO DA CARNE ..................................................................................32
4.6. TIPOS DE SISTEMAS DE INSPEÇÃO ...............................................................33
5. QUALIDADE DAS MATÉRIAS PRIMAS..............................................................34
5.1. FATORES DE RISCO .........................................................................................34
5.2. PREVENÇÃO ......................................................................................................39
6. ASPECTOS GERAIS SOBRE ALIMENTOS .......................................................43
6.1. CONTAMINAÇÃO POR MICRORGANISMOS....................................................43
6.2. PROCEDIMENTOS QUE FAVORECEM AS TOXINFECÇÕES..........................48
7. MANUAL DE BOAS PRÁTICAS..........................................................................58
7.1. ITENS BÁSICOS PARA ELABORAÇÃO DO MANUAL DE BPF.........................58
7.2. DETALHAMENTO DAS CONDUTAS..................................................................60

19
7.3. DETALHAMENTO DOS PROCEDIMENTOS E CRITERIOS ..............................61
IX
7.4. CONDUTAS PARA AS BOAS PRATICAS E PREVENÇÃO DAS DTAs .............62
8. CHECK LIST DO SETOR PERICÍVEIS...............................................................65
9. POP – PROCEDIMENTOS OPERACIONAIS PADRONIZADOS........................67
9.1. HISTÓRICO.........................................................................................................67
9.2. RESOLUÇÃO Nº 10, DE 22 DE MAIO DE 2003 DO DIPOA. ..............................67
10. REQUISITOS PARA ELABORAÇÃO DOS POP.................................................69
10.1. REQUISITOS GERAIS ........................................................................................69
10.2. REQUISITOS ESPECÍFICOS .............................................................................70
11. MONITORAMENTO, AVALIAÇÃO E REGISTRO DOS POPs ............................73
12. RELATO DE CASOS...........................................................................................74
12.1. CASO 1 - TREINAMENTO POP..........................................................................74
12.2. CASO 2 – INSPEÇÕES REALIZADAS NAS LOJAS...........................................76
12.3. CASO 3 – RECEBIMENTO DE CARNES PELO CD PERECIVEIS ....................78
13. CONCLUSÃO......................................................................................................81
14. REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................82

20
1. INTRODUÇÃO
Este trabalho foi baseado no estagio curricular que se sucedeu em um
Supermercado da cidade de Curitiba, na área de inspeção de produtos de origem
animal, no período de 04 de Agosto a 29 de Outubro de 2008, contabilizando 368 horas
de estagio, sob orientação profissional da Médica Veterinária Cassima Garcia L. dos
Santos e orientação acadêmica do professor José Mauricio França. Durante o estágio
foram acompanhados: inspeção no setor perecível das lojas, integração (palestra de
boas praticas na manipulação de alimentos) dos novos funcionários e acompanhado o
treinamento da Padronização de Procedimentos Operacionais (PPO) de algumas lojas
no setor açougue, as quais são apresentados os tópicos: Pedidos, Recepção de
mercadorias, armazenagem, estrutura de mercadorias, ficha técnica do produto,
Higiene e Limpeza, Transformação, Codificação e Precificação, exposição,
Comunicação Visual, Atendimento, Mapas de Controle e Medição dos resultados. Os
treinamentos realizados são importantes para prevenção das doenças de origem
alimentar, orientando os funcionários na implantação de boas práticas na manipulação
de alimentos, procedimentos padrão de higiene operacional, capacitação dos
manipuladores de alimentos, como evitar perdas de rendimento.

21
2. BASE PARA PESQUISAS
2.1. RESOLUÇÃO - RDC Nº 259, DE 20 DE SETEMBRO DE 2002.
Regulamento Técnico Para Rotulagem De Alimentos Embalados (RDC Nº 259)
O presente Regulamento Técnico se aplica à rotulagem de todo alimento que
seja comercializado, qualquer que seja sua origem, embalado na ausência do cliente, e
pronto para oferta ao consumidor. (ANVISA, 2002)
Informações obrigatórias na rotulagem:
• Denominação de venda do alimento
• Lista de ingredientes
• Conteúdos líquidos
• Identificação da origem
• Nome ou razão social e endereço do importador, no caso de alimentos
importados
• Identificação do lote
• Prazo de validade
• Instruções sobre o preparo e uso do alimento, quando necessário.
(ANVISA, 2002)
2.2. INSTRUÇÃO NORMATIVA Nº 22, DE 24 DE NOVEMBRO DE 2005.
Aprova o Regulamento Técnico para Rotulagem de Produto de Origem Animal
embalado. (ANVISA, 2005)

22
2.3. RESOLUÇÃO - RDC N° 216, DE 15 DE SETEMBRO DE 2004.
O presente Regulamento Técnico se aplica na realização de Boas Práticas para
Serviços de Alimentação.
Objetivo:
Estabelecer procedimentos de Boas Práticas para serviços de alimentação a
fim de garantir as condições higiênico-sanitárias do alimento preparado. (ANVISA,
2004)
2.4. REGULAMENTO DA INSPEÇÃO INDUSTRIAL E SANITÁRIA DE PRODUTOS DE
ORIGEM ANIMAL – RIISPOA
Art. 1º - O presente Regulamento estatui as normas que regulam, em todo o
território nacional, a inspeção industrial e sanitária de produtos de origem animal.
Art. 2º - Ficam sujeitos a inspeção e reinspeção, previstos neste Regulamento,
os animais de açougue, a caça, o pescado, o leite, o ovo, o mel e a cera de abelhas e
seus subprodutos derivados.
2.5. DEFINIÇÕES DE CARCAÇA
Segundo o Ministério da Agricultura entende-se, por carcaça, o bovino abatido,
sangrado, esfolado, eviscerado, desprovido de cabeça, patas, rabada, glândula
mamária (na fêmea), verga, exceto suas raízes, e testículos (no macho). Após a sua
divisão em meias carcaças, retiram-se ainda os rins, gorduras peri-renal e inguinal,
“ferida de sangria”, medula espinhal, diafragma e seus pilares. (FEIJÓ, 1988)

23
Carcaça
Definição de Quarto:
Resulta da subdivisão da meia-carcaça em traseiro e dianteiro, por separação
entre a quinta e a sexta costelas. A incisão deverá ser feita a igual distância das
referidas costelas, alcançando as regiões esternal (peito) e da coluna vertebral, à altura
do quinto espaço intervertebral. (FEIJÓ, 1988)
Quarto dianteiro:
Resulta da subdivisão da meia-carcaça, após a retirada do quarto traseiro.
Corresponde à porção anterior (cranial) da meia-carcaça. (FEIJÓ, 1988)
Quarto traseiro:
Resulta da subdivisão da meia-carcaça, após a retirada do quarto dianteiro,
sendo também conhecido como traseiro comum. Corresponde à porção posterior
(caudal) da meia-carcaça. (FEIJÓ, 1988)
Quarto Traseiro Quarto Dianteiro

24
3. RELATÓRIO DE PROCEDIMENTOS REALIZADOS NO SETOR P ERECÍVEIS
A câmara é organizada e limpa sempre antes do recebimento da carga.
Respeitando o PVPS (primeiro que vence, primeiro que sai).
Os funcionários deixam as gancheiras e carretilhas preparadas para a chegada
da carne.
Os produtos são fiscalizados pela vigilância sanitária durante o transporte. São
abertas algumas caixas para verificar:
• Qualidade do produto;
• Temperatura (Funcionamento da refrigeração);
• Data de validade;
• Limpeza do caminhão;
• Nota fiscal (ICM, FINS, CONFINS).
Após verificação a caixa é lacrada com uma fita própria da vigilância.
O caminhão do frigorífico chega com a carga e é encostado na plataforma de
recebimento. Os funcionários já devidamente uniformizados verificam com o formulário,
a etiqueta de procedência, validade do produto, o aspecto e a temperatura interna e
externa da carne que não devem ultrapassar 7°C. Em seguida, as carnes são
descarregadas do caminhão, envolvidas em um saco plástico para evitar a
desidratação, penduradas em gancheiras ou carretilhas para que sejam pesadas e
colocadas dentro da câmara de refrigeração.
OBS: Coloca-se a tara das gancheiras e carretilhas antes de pesar a carne.

25
Gancheira + Carretilha = 4,9 Kg (15 costelas em cada)
TARA
Carretilha = 1,8Kg
Peso médio das carcaças:
Costela Ponta de agulha = de 12 a 15 Kg
• Traseiro Serrote = de 60 a 70 Kg
• Dianteiro = de 50 a 55 Kg
3.6. INFORMAÇÕES IMPORTANTES PARA VERIFICAR NO RECEBIMENTO DOS
PRODUTOS
Dados da etiqueta de procedência do fornecedor:
• Nome da peça
• Fabricação
• Validade
• Peso liquido
• Quantidade
• Entrega
• SIF/ SIP/ SIM
• Nome do frigorífico
• Informações gerais do frigorífico
• Sexo (diferenciar fêmea de macho)
Dados da guia de recebimento (guia cega):
• Código do produto
• Produto
• Peso
• Data
• Fornecedor
Etiqueta de procedência do produto:
• Endereço/ CNPJ/ Nº de inscrição
• Nome do produto
26
• Manter refrigerado até 7°C
• Data de fabricação
• Validade (30 dias a partir da data de fabricação)
• Inspecionado = SIP/ SIF/ SIM
• SIE - PR
3.7. DESOSSA
Depois de pesados, o quarto dianteiro e traseiro são cortados, na qual
separam-se a ponta de costela do dianteiro e o lombo do traseiro.
Durante o tempo de permanência na sala de desossa, a temperatura da carne
não pode exceder a 7ºC.
A desossa é realizada por funcionários devidamente treinados.
Quando durante a desossa ocorrer algum hematoma, abscesso ou material
estranho, retira-se a área prejudicada e destina-se para rejeição total.
Desossa do Dianteiro:
Um funcionário devidamente uniformizado e com equipamento de proteção (ex:
luva de aço), utiliza uma faca média para separar o dianteiro (peito, paleta e lombo) da
costela, em seguida segue a desossa da costela e do dianteiro separadamente.
Os ossos e os sebos são separados para vender ao frigorífico, onde serão
transformados em ração e farinha de osso.
As carnes seguem para o processo de desossa, onde serão feitos os cortes
principais e a retirada de excesso de gordura e sebo, as carnes são etiquetadas,

27
embaladas a vácuo e coladas em caixas plásticas brancas, nas quais seguem para
armazenagem na câmara de refrigerados.
Desossa do Traseiro:
O quarto traseiro é subdividido em:
• Traseiro-serrote
◦ Lombo (barra de filé)
� Filé mignon sem osso
� Filé com mignon (com osso)
� Contra filé sem osso
� Bananinha (Corte obtido pela separação do grupo muscular da
parede lateral do tórax em seu plano profundo).
� Carne moída de primeira
◦ Alcatra
◦ Coxão
• Ponta-de-agulha
◦ Costela do traseiro
◦ Vazio
Observação: O funcionário utiliza a faca média para separar o lombo do
traseiro.
3.8. CORTES PRINCIPAIS DO TRASEIRO:
• Posta vermelha
• Posta branca
• Picanha
• Músculo
• Filé mignon
• Fraldinha
28
• Coxão mole
• Alcatra com
maminha
• Patinho
• Carne moída de
primeira (pedaços
dos cortes
anteriores)
29
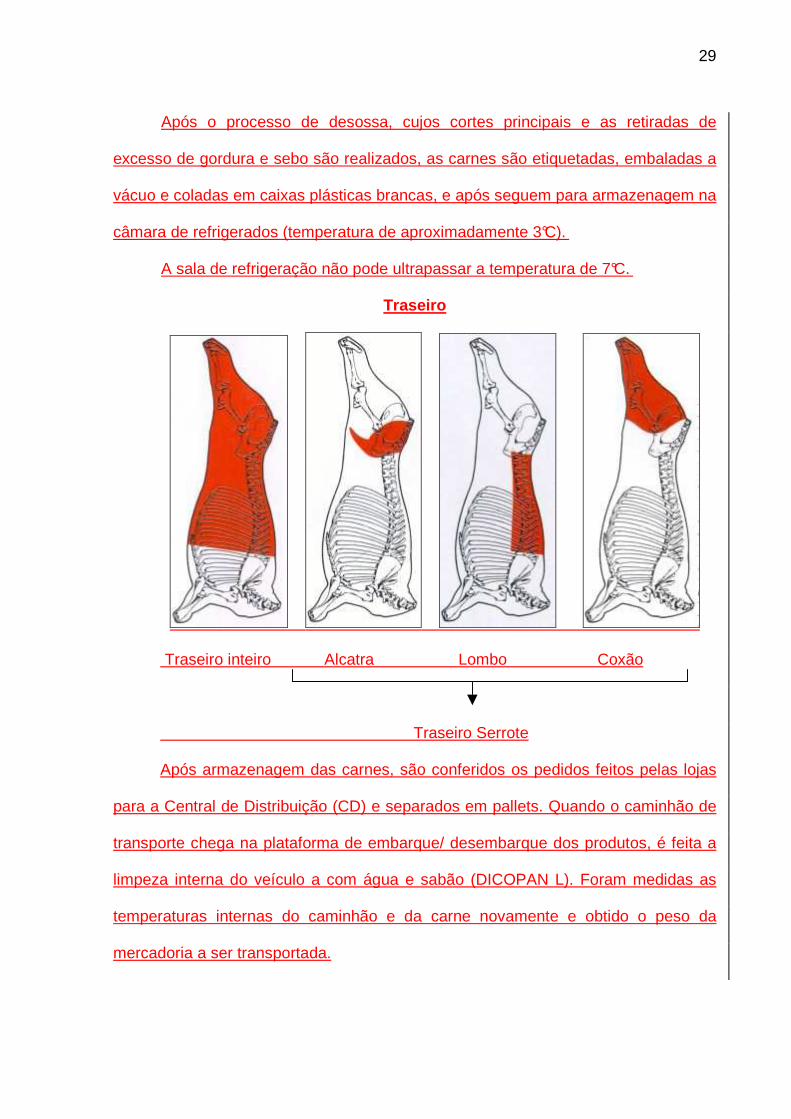
Após o processo de desossa, cujos cortes principais e as retiradas de
excesso de gordura e sebo são realizados, as carnes são etiquetadas, embaladas a
vácuo e coladas em caixas plásticas brancas, e após seguem para armazenagem na
câmara de refrigerados (temperatura de aproximadamente 3°C).
A sala de refrigeração não pode ultrapassar a temperatura de 7°C.
Traseiro
Traseiro inteiro Alcatra Lombo Coxão
Traseiro Serrote
Após armazenagem das carnes, são conferidos os pedidos feitos pelas lojas
para a Central de Distribuição (CD) e separados em pallets. Quando o caminhão de
transporte chega na plataforma de embarque/ desembarque dos produtos, é feita a
limpeza interna do veículo a com água e sabão (DICOPAN L). Foram medidas as
temperaturas internas do caminhão e da carne novamente e obtido o peso da
mercadoria a ser transportada.

30
Após o transporte foi feito o recebimento pela loja, a temperatura dos
produtos foi verificada para avaliar possíveis variações.
Durante o transporte, a temperatura interna do veiculo, bem como as carnes
não poderão exceder a 7ºC.
TABELA 1 - Verificação da temperatura de superfície dos produtos na saída da
Central de Distribuição, com destino às lojas.
Nome do produto T°C no embarque T° ideal
Temperatura do caminhão 5,8° 0° a 7°
Sala de embarque 7° 0° a 7°
Pernil suíno congelado -5° -12° a -18°
Filé de peito suíno -5° -12° a -18°
Carne resfriada 3° 0° a 4°
Costela bovina resfriada 1,5° 0° a 4°
Pallet 1 0° 0° a 4°
Pallet 2 1° 0° a 4°
Pallet 3 0,5° 0° a 4°
Pallet 5 (produtos embalados) 1,5° 0° a 4°
Dianteiro 1,8° 0° a 4°

31
4. CONSIDERAÇÕES NA MANIPULAÇÃO DE ALIMENTOS
4.9. A EMBALAGEM A VÁCUO
A embalagem a vácuo garante padrões excepcionais de conservação, pois
mantém o produto sem contato com o oxigênio, responsável pela oxidação dos
lipídios e gás necessário para o crescimento microbiano. No entanto, dentro da
embalagem a vácuo a carne fica com uma cor um pouco mais escura, o que é
natural e se deve à falta de contato com o oxigênio. Sua coloração voltará ao
vermelho-cereja natural de carnes frescas alguns minutos após a abertura da
embalagem. (FERNANDES, 2007)
4.10. CONSERVAÇÃO DA CARNE
A carne bovina é um produto propício ao desenvolvimento de
microrganismos, caso ela não seja conservada e manipulada adequadamente em
condições rígidas de limpeza do local e do próprio manipulado. (FERNANDES,
2007)
4.11. MANIPULAÇÃO DE ALIMENTOS
Todas as pessoas que trabalham com alimentação são consideradas
“Manipuladores de Alimentos”, ou seja, quem produz, vende, transporta, estoca,
recebe, prepara e serve o alimento.
Para evitar a contaminação dos alimentos, através da manipulação, um
treinamento inicial do manipulador é indispensável:
• Usar os cabelos presos ou cobertos por redes ou toucas;
• Uso obrigatório de máscaras;

32
• Fumar apenas em locais permitidos;
• Manter roupas e aventais sempre limpos, trocando-os diariamente e
sempre que necessário;
• Não manipular alimentos quando estiver doente (ex: resfriado) ou
apresentar algum tipo de lesão nas mãos e unhas;
• Manter as unhas sempre curtas e limpas, sem esmalte e anéis;
• Lavar bem as mãos com água e sabão. (FERNANDES, 2007)
4.12. CUIDADOS NA ARMAZENAGEM
As dependências onde se guardam alimentos quer sejam refrigeradas ou
não, devem ser limpas no mínimo duas vezes por semana;
As carnes a vácuo devem ser retiradas das caixas de papelão e colocadas
em caixas brancas de plástico laváveis e, de preferência de cantos arredondados
para evitar o acúmulo de resíduos. O papelão é anti-higiênico e pode molhar com o
tempo dificultando o manuseio dentro do freezer.
As caixas devem ser armazenadas no freezer sobrepostas facilitando o
manuseio das mesmas. (FERNANDES, 2007)
4.13. MATURAÇÃO DA CARNE
A maturação é um processo enzimático natural de amaciamento da carne em
condições de temperatura controlada. O tempo de maturação varia de 7 a 21 dias de
acordo com o resultado pretendido. Períodos prolongados de maturação conferem,
além da maciez, sabor e odor mais acentuados, que podem desagradar alguns
consumidores. No Brasil não é comum maturar a carne por mais de 14 dias.
(CAMPOS, 2004)

33
4.14. TIPOS DE SISTEMAS DE INSPEÇÃO
A tabela abaixo resume as características, aspectos positivos e negativos
dos Sistemas de Inspeção Sanitária. (BÁNKUTI; AZEVEDO)
TABELA 2 - Peculiaridades dos Sistemas de Inspeção Sanitária para carnes no
Brasil.
Sistema de Inspeção
Características Aspectos positivos Aspectos negativos
SIF
Autoriza a
comercialização de
carnes para o mercado
externo e todo o
território nacional.
Maior credibilidade no
mercado interno (grandes
redes varejistas dão
preferência ao SIF em
relação aos Sistemas
Estaduais).
Maiores custos de
implantação e
burocracia.
SIE
Permite a
comercialização de
carnes apenas dentro
dos limites de cada
Estado.
Menores custos de
implantação se
comparados ao SIF e
crescentemente ganha
credibilidade – no caso do
SIE.
Impossibilidade de
exploração do mercado
externo e de outros
Estados. Descrédito
frente a alguns
segmentos de
mercado.
SIM
Contempla a
comercialização de
carnes somente dentro
dos limites do município
sede do abatedouro.
Alternativa para pequenos
e/ou produtores locais.
Vínculo aos poderes
políticos locais e
associação com
práticas clandestinas
de abate.
Fonte: BÁNKUTI;AZEVEDO.
34
5. QUALIDADE DAS MATÉRIAS PRIMAS
5.15. FATORES DE RISCO
A produção de alimentos, o transporte, o tratamento industrial, a estocagem
e as embalagens constituem importantes fatores de risco para a higiene das
matérias-primas, podendo causar sérios prejuízos à indústria alimentícia como um
todo. (GERMANO, 2003)
5.1.1. Produção
A higiene dos alimentos de origem animal inicia-se nas propriedades de
exploração zootécnica. Nesses locais, os rebanhos ou lotes de animais devem ser
submetidos a condições de nutrição e manejo que possibilitem um nível de saúde
elevado, contribuindo para a produção de matéria-prima de boa qualidade.
Muitas das doenças passíveis de serem transmitidas pelos alimentos são
adquiridas ainda durante a fase de criação, como no caso da cisticercose e da
tuberculose. Portanto, a profilaxia das doenças infecciosas e parasitárias ao nível
das criações é o elo inicial na grande cadeia de prevenção a que os alimentos de
origem animal devem ser submetidos, desde sua origem até o consumo final.
De grande importância, também, são os antibióticos e hormônios, utilizados
como fator de engorda de animais, e cujos resíduos podem ser eliminados no leite
ou nos ovos, ou ainda estar presentes nos produtos cárneos.
Resíduos de pesticidas, utilizados para o controle de ectoparasitas dos
animais ou para o controle de pragas das lavouras, podem do mesmo modo ser
veiculados através dos alimentos de origem animal. (GERMANO, 2003)
35
5.1.2. Transporte
Os meios de transporte participam ativamente nas diferentes fases de
destinação dos produtos de origem animal, podendo constituir-se em fatores
predisponentes ou determinantes de deterioração e contaminação dos alimentos.
A primeira etapa de transporte inicia-se com o deslocamento dos animais
das propriedades para os matadouros, ou dos produtos derivados para as usinas ou
entrepostos. O transporte por si próprio constituiu um fator de agressão aos animais,
agravado pela distância a ser percorrida, pelas condições climáticas e pelo tipo de
veículo. Os problemas mais sérios dizem respeito, sobretudo, às contusões e
fraturas, porta de entrada para uma variedade enorme de agentes bacterianos,
secundados por asfixia e morte. Perda de peso e desidratação são outras
conseqüências passíveis de registro.
A segunda etapa de transporte corresponde à transferência dos produtos
brutos para o consumo direto, tal como sucede com as carcaças de carne
transportadas dos frigoríficos para os açougues ou supermercados, ou como
matéria-prima para a indústria alimentícia. Em ambas as fases há sempre o risco da
deterioração e contaminação não só às expensas dos veículos, mas também, em
função dos manipuladores, sobretudo se os mesmos forem portadores de
enterobactérias patogênicas.
A terceira etapa de transporte refere-se à transferência dos alimentos
industrializados para os armazéns de estocagem ou para os locais de venda. Nessa
etapa, a contaminação é mais difícil, a não ser que haja violação das embalagens
por manipulação imprópria ou por sobrecarga das caixas. Todavia, continua o risco
de deterioração, devido às más condições técnicas dos veículos de transportes, tais
como, má refrigeração, calor e umidade excessivos.

36
Outras etapas de transporte podem ser realizadas até o produto chegar ao
consumidor, estando o mesmo sujeito aos riscos já comentados. Desse modo, deve-
se dar uma grande parcela de atenção aos meios utilizados para o transporte dos
produtos de origem animal, qualquer que seja a fase de sua destinação.
(GERMANO, 2003)
5.1.3. Tratamento Industrial
Os alimentos de origem animal, uma vez transformados em produto bruto,
são submetidos à inspeção sanitária e parte deles é selecionada para a indústria
alimentícia.
Ao nível industrial, essa matéria-prima deve chegar em boas condições
sanitárias, embora, possa ter sido contaminada, ou ter-se deteriorado no trajeto
entre o matadouro, entreposto ou lacticínio e a indústria propriamente dita. A seguir
é submetida a diferentes tipos de tratamento, alguns deles esterilizantes, mas,
incapazes de remover ou destruir substâncias tóxicas, geralmente termo resistentes,
bem como, resíduos indesejáveis. O próprio tratamento industrial, se
deficientemente empregado, como por exemplo, pasteurização de leite mal
conduzida ou esterilização incompleta de produtos cáneos enlatados, pode
constituir-se em fator de deterioração ou de contaminação.
Máquinas em mau estado de conservação, higiene deficiente, manipulação e
manipuladores de baixo nível técnico, utensílios contaminados, água de procedência
suspeita ou não tratada, de acordo com os padrões de potabilidade, e substâncias
de uso industrial como aditivos, conservadores, corantes entre outros, em
concentrações indesejáveis, constituem as causas mais freqüentes responsáveis por

37
alimentos industrializados de má qualidade e, sobretudo, oferecem um potencial de
risco à saúde pública e à saúde animal.
Assim, os alimentos devem ser tratados de forma a que possam manter
suas propriedades por tempo superior aos dos produtos in natura. As técnicas
utilizadas buscam reduzir as oportunidades de contaminação e deterioração, seja
através de agentes físicos, tais como calor, frio, radioisótopos e radiações ou de
agentes químicos, entre eles: cloreto de sódio, nitrato de sódio, nitrato de potássio,
nitrito de sódio, nitrito de potássio, nitrogênio, ácido ascórbico, açúcares, formol e
salicilato. Podem ainda ser utilizados agentes biológicos como: antibióticos
(tetraciclinas), bactérias (lactobacillus) e enzimas (leite geleificado). (GERMANO,
2003)
5.1.4. Estocagem
Os alimentos in natura ou industrializados passam períodos variáveis de
tempo estocados em câmaras frigoríficas, depósitos, armazéns, lojas e até mesmo
nas residências dos consumidores. O tempo máximo de estocagem varia de acordo
com o grau de perecibilidade do produto e com o tipo de armazenagem, devendo
este período estar, rigorosamente, de acordo com as especificações dos alimentos
estocados.
Nesta fase, os alimentos podem se deteriorar ou sofrer contaminação, em
função da inadequação do ambiente destinado à estocagem. Dentre os principais
fatores, responsáveis por esses inconvenientes, incluem-se: a não obediência à
temperatura e umidade exigidas para a conservação dos produtos; a conservação
precária das instalações, possibilitando infiltrações de água de chuva, a presença de
artrópodes e de roedores; a sobreposição das embalagens, não obedecendo às
38
normas estabelecidas pela indústria; o empilhamento ou o amontoamento,
impedindo o resfriamento dos produtos localizados no centro dessas pilhas; o
acesso de animais domésticos, notadamente gatos, portadores em potencial do
Toxoplasma gondii, a esses locais; e o desconhecimento por parte dos
manipuladores e responsáveis dos preceitos mais elementares de higiene.
Assim, produtos rigorosamente inspecionados sob o aspecto sanitário,
industrializados de acordo com as técnicas mais modernas, podem perder todo o
valor em razão de estocagem, como por exemplo, no supermercado ou até na
residência do próprio consumidor, acarretando direta ou indiretamente prejuízos à
saúde e à economia como um todo.
Deve-se ressaltar a tríade de elementos que devem merecer toda a atenção
possível, durante o processo de estocagem: proteína, água e temperatura. Para os
alimentos de origem animal é restrita a ação do higienista quanto aos dois primeiros,
pois os mesmos são inerentes às características do próprio alimento, portanto a
atenção fundamental deve ser dispensada à temperatura, através da qual pode-se
protegê-lo; caso não seja convenientemente utilizada haverá multiplicação
microbiana saprófita ou patogênica. (GERMANO, 2003)
5.1.5. Embalagens
Os alimentos, de um modo geral, em qualquer fase da destinação ao
consumo, têm de ser embalados. É o exemplo típico da carne no açougue no
momento da venda ao consumidor. Outros produtos, principalmente os
industrializados, têm de ser embalados como parte obrigatória de um processo de
conservação.
As embalagens utilizadas variam, de acordo com o tipo de alimento, suas
características e perecibilidade. Vidro, metais, madeira, plástico e papel são os

39
materiais comumente empregados para esse fim. A indústria de embalagens
representa, na atualidade, uma atividade das mais importantes no campo da
preservação dos produtos alimentícios.
É importante destacar que os alimentos embalados incorretamente podem
deteriorar-se e contaminar-se, bem como incorporar aos produtos elementos nocivos
à saúde principalmente de natureza química, como por exemplo, pela ação de
substâncias acidulantes ou pela acidez natural do próprio alimento. Em qualquer
destes casos, o risco à saúde é eminente e uma matéria-prima de elevada qualidade
pode ter sua destinação, irremediavelmente, condenada para o consumo.
(GERMANO, 2003)
5.16. PREVENÇÃO
O controle sanitário dos alimentos de origem animal tem início muito antes
dos animais estarem aptos a produzir.
A sanidade dos rebanhos, no sentido lato da palavra, é de suma importância
para que se possam obter alimentos de boa qualidade e em quantidades
aproveitáveis ao máximo. As perdas de carne, leite, ovos e pescado representam
prejuízos à economia e à saúde, principalmente, nos países em desenvolvimento.
Todavia, deve-se levar em consideração que a saúde animal não depende
exclusivamente do criador e sim, faz parte de um contexto geral de saúde, de
responsabilidade, em grande parte, dos governos.
Os órgãos da administração pública têm de investir tanto na saúde pública
quanto na saúde animal, além de destinar recursos adequados para o saneamento.
É fundamental que se incentive a produção animal e que se forneça assistência
técnica aos produtores de forma a introduzir procedimentos de criação capazes de

40
reduzir a ocorrência de doenças nas populações animais, principalmente as de
caráter zoonótico. Quanto maior a produtividade dos rebanhos maior poderá ser o
reinvestimento na propriedade.
Portanto, pode-se afirmar que o controle higiênico-sanitário dos alimentos
permite prevenir as enfermidades que podem atingir o homem através do seu
consumo, além de assegurar sua qualidade e reduzir o desperdício dos mesmos,
particularmente, nas áreas em desenvolvimento.
A partir das propriedades, passando pela transformação em matéria-prima,
os alimentos cumprem diversas etapas até atingirem a mesa do consumidor,
estando sujeitos, em todas elas, aos riscos de deterioração e contaminação.
Dos estabelecimentos onde foi procedida a inspeção, os alimentos próprios
para consumo são expostos a inúmeras oportunidades de deterioração e
contaminação em razão do transporte a que são submetidos para atingirem a
indústria alimentícia ou o consumidor.
Os meios de transporte devem, desse modo, obedecer rigorosamente aos
prazos de entrega e propiciarem ambiente térmico de acordo com as exigências dos
produtos transportados. A higiene dos veículos deve ser esmerada, utilizando-se
produtos que não afetem a qualidade dos alimentos.
O controle sanitário, ao nível industrial, deve ter por objetivo, inicialmente, a
manutenção e a higiene das instalações, equipamentos e utensílios, e, em seguida,
o pessoal técnico com acesso à linha de produção; finalmente, os processos de
industrialização, propriamente ditos, sobretudo, os ingredientes e substâncias
químicas adicionadas durante a preparação dos alimentos. Em relação a esses
aspectos, é de fundamental importância à participação do pessoal técnico em
programas educativos, que esclareçam os riscos que a manipulação pode acarretar

41
aos alimentos e como a qualidade desses pode ser afetada pela má conservação
dos equipamentos. Inclui-se nesse contexto a necessidade dos manipuladores
adotarem padrões de higiene pessoal rigorosos, para não serem eles os
responsáveis pela contaminação dos alimentos na indústria.
A estocagem dos alimentos seja, in natura ou industrializados, deve ser
rigorosamente fiscalizada, principalmente no que concerne às temperaturas de
conservação. As instalações devem ser adequadamente higienizadas com produtos
que não sejam deletérios aos alimentos estocados, e suficientemente protegidas a
fim de impedir o acesso de insetos, roedores e até de outros animais. O
empilhamento de caixas e sacarias deve obedecer às especificações dos fabricantes
ou produtores, evitando-se que as mesmas fiquem apoiadas diretamente contra
paredes e sobre o solo. O afastamento das paredes evita umidade e permite
ventilação, o mesmo se aplicando quando da colocação de embalagens sobre
estrados.
Outro aspecto importante da prevenção diz respeito às embalagens
utilizadas para conservar ou transportar os alimentos. Estas devem ser resistentes,
não devem modificar as características dos alimentos e devem permitir a
conservação adequada dos mesmos pelo tempo especificado para o produto. Nas
linhas de embalagem industrial é importante que sejam observados os mesmos
rigores aplicados às linhas de produção.
Assim, pelo exposto pode-se concluir que a prevenção de doenças de
origem alimentar depende de uma série de elementos, componentes da cadeia de
destinação dos alimentos desde sua origem até o consumidor. Cada elo desta
cadeia deve ser tratado, cuidadosamente, pois não adianta, por exemplo, fazer o
abate em condições de esterilidade máxima e após destinar o produto bruto para o

42
consumo em veículos sem refrigeração adequada ou em péssimas condições de
higiene.
Todas as medidas adotadas, no sentido de que os alimentos cheguem em
condições sanitárias adequadas ao consumidor, são de suma importância em saúde
pública e saúde animal, contribuindo para a prevenção e controle de zoonoses, bem
como para a vigilância sanitária dos rebanhos. (GERMANO, 2003)

43
6. ASPECTOS GERAIS SOBRE ALIMENTOS
As doenças transmissíveis por alimentos podem ter, basicamente, duas
origens: química e microbiológica ou parasitária.
As substâncias químicas podem ocorrer de modo natural nos alimentos ou
resultar da incorporação intencional ou acidental, em qualquer etapa da cadeia
alimentar, de substâncias nocivas à saúde. Constituem exemplos mais freqüentes:
pesticidas como os organoclorados ou organofosforados, fármacos como os
antibióticos, hormônios como os anabolizantes, metais pesados e aditivos.
Componentes encontrados nos alimentos capazes de provocar intoxicações:
Inseticidas, Radioatividade, Metais, Microorganismos, Agrotóxicos,
Hormônios, Antibióticos, Corantes, Aditivos, Nitratos, Nitritos, Aminas, Nitrosaminas,
Álcool e outros. (GERMANO, 2003)
6.17. CONTAMINAÇÃO POR MICRORGANISMOS
Todos os alimentos, de origem animal ou vegetal, apresentam-se, desde a
origem, contaminados pelos mais diversos tipos de microrganismos, os quais fazem
parte de suas floras habituais. Para manter o processo de multiplicação, também
referido como crescimento, esses microrganismos necessitam de condições
favoráveis, representadas por múltiplos fatores. O desenvolvimento dá-se em dois
níveis: num deles a célula revigora o protoplasma e aumenta seu tamanho; noutro
nível, o número de células da população aumenta. Assim, a grande preocupação é
impedir que os microorganismos se multipliquem e que outros tipos sejam
acrescentados às matérias-primas, como conseqüência de contaminação ambiental
ou por manipulação inadequada.

44
Como os alimentos são de origem vegetal e animal, faz-se necessário
considerar aquelas características dos tecidos vegetais e animais que afetam o
desenvolvimento de microrganismos. Tanto as plantas quanto os animais
apresentam mecanismos evoluídos de defesa contra a invasão e proliferação de
microrganismos, sendo que alguns deles permanecem eficientes quando
transformados em alimentos frescos. O conhecimento e o uso efetivo de cada um
destes fenômenos naturais pode auxiliar a prevenir ou retardar o processo de
deterioração dos alimentos mediado por microrganismos. (GERMANO, 2003)
Parâmetros Intrínsecos
Cada uma das particularidades inerentes aos tecidos vegetais ou animais e
referida como parâmetro intrínseco. São eles: pH, conteúdo em umidade, potencial
de óxido-redução (Eh), conteúdo em nutrientes, constituintes antimicrobianos e
estrutura biológica. (GERMANO, 2003)
Parâmetros Extrínsecos
Dentre os inúmeros parâmetros extrínsecos que favorecem a multiplicação
ou crescimento de microrganismos, a temperatura ocupa lugar de destaque. Assim,
é de grande valor o conhecimento das faixas de temperatura de desenvolvimento
dos vários microrganismos.
O conhecimento do fator temperatura é imprescindível para a avaliação dos
riscos que os alimentos podem oferecer à saúde. Os microrganismos podem se
desenvolver em temperaturas que variam de 2° C a 70 ° C, contudo já se constatou
multiplicação a temperaturas extremas como -35° C e próximo a 100° C. De acordo
com suas exigências de temperatura os microrganismos são classificados como:
psicrófilos, psicrotrófilos, mesófilos e termófilos (Tabela 3).

45
O termo psicrófilo é reservado para os microrganismos que se desenvolvem
entre 0° C e 20° C, com um intervalo ótimo de 10° C a 15° C. As bactérias dos
gêneros Achromobacter e Pseudomonas constituem exemplos de psicrófilos
desenvolvendo-se abaixo dos 20° C. Os autênticos ps icrófilos são, em geral, de
origem marinha ou de regiões climáticas extremamente frias.
Os psicrófilos, encontrados com maior freqüência nos alimentos, além dos já
mencionados, são: Salmonella, Clostridium, Corynebacterium, Micrococcus, Proteus,
Streptococcus, Vibrio, algumas cepas de Escherichia, muitas espécies de
Aspergillus, Cladosporidium e outros mofos. As leveduras geralmente são termófilas,
mas podem comportar-se como psicrófilas, desenvolvendo-se a menos de 0° C, ou
como mesófilas. (GERMANO, 2003)
No Tabela 4 são apresentados 27 gêneros de bactérias, 4 de leveduras e 4
de bolores pertencentes aos psicrotróficos.
TABELA 3 - Divisão dos microrganismos segundo as faixas de temperatura de
desenvolvimento.
Grupo Temperatura (°C) Mínima Ótima Máxima
Mesófilos 5 a 15 30 a 45 35 a 47 Psicrófilos -5 a +5 12 a 15 15 a 20
Psicrotróficos -5 a +5 25 a 30 30 a 35 Termófilos 40 a 45 55 a 75 60 a 90
Fonte: ICMSF, 1983.
TABELA 4 - Gêneros que incluem microrganismos psicrotróficos.
Bactérias
Acinetobacter Clostridium Lactobacillus Pseudomonas
Aeromonas Corynebacterium Leuconostoc Serra tia

46
Alcaligenes Enterobacter Listeria Streptomyces
Arthrobacter Erwinia Micrococcus Streptococcus
Bacillus Escherichia Moraxella Vibrio
Chromobacterium Flavobacterium Mycobacterium Yersinia
Citrobacter Klebsiella Proteus -
Leveduras
Candida Cryptococcus Rhodotorula Torulopsis
Bolores
Aspergillus Cladosporidium Penicillium Trichothecium
Fonte: ICMSF, 1983.
Os psicrotróficos, embora se desenvolvam entre 0° C e 7° C, não reúnem os
requisitos de temperaturas ótima e máxima dos psicrófilos, aproximando-se dos
limites mínimos dos mesófilos, 20° C a 45° C. São o s psicrotróficos que causam a
deterioração de produtos cámeos e vegetais entre 0° C e 5° C. Os psicrotróficos
podem ser divididos em: euripsicrotróficos quando não formam colônias visíveis num
período de 6 a 10 dias a 7° C, ou em 24 horas a 43° C (Enterobacter cloacae,
Yersinia enterocolitica e Hafnia alvei); e, estenopsicrotróficos, quando formam
colônias visíveis em aproximadamente 3 a 5 dias a 7° C e não em 24 horas a 40° C
(Pseudomonas fragi e Aeromonas hydrophyla).
A maior parte dos microrganismos patogênicos é mesófila, que constitui o
grupo maior, sendo formado pela maioria das bactérias e dos mofos. Os mesófilos,
coliformes e Streptococcus lactis, são capazes de se multiplicar à temperatura
ambiente. Deve-se destacar que todos os microrganismos que constituem risco para
a segurança dos alimentos, multiplicam-se idealmente na faixa de temperatura dos
mesófilos, intervalo médio de 30° C a 45° C.
Os termófilos, Lactobacillus thermophyllus, L. thermosaccharolyticum e
algumas espécies do gênero Clostridium e Bacillus crescem entre 55° C e 60° C.

47
A maior parte dos microrganismos eucarióticos são aeróbios, mas as
bactérias variam largamente em suas exigências em oxigênio, desde facultativas a
anaeróbias. A tensão ou pressão parcial do oxigênio, assim como o potencial de
oxigênio dos alimentos, determina os tipos de microrganismos que poderão neles se
desenvolver. Na Tabela 5 são apresentadas as classificações dos microrganismos
segundo sua aptidão em captar oxigênio para desenvolvimento.
TABELA 5 - Divisão dos microrganismos segundo a faculdade de captar oxigênio
livre.
Microorganismos Necessidades
Aeróbios
Necessitam oxigênio livre
Bolores e a maioria das leveduras
Estritos: Pseudomonas, Acetobacter, Micrococcus e outras.
Anaeróbios
Não necessitam oxigênio livre
Leveduras fermentativas: Saccharomyces Estritos:
Clostridium botulinum e C, petiringens.
Facultativos
Necessitam ou não do oxigênio livre:
Anaeróbios facultativos: Enterobactérias, Staphylococcus,
Bacillus.
Microaerófilos Crescem melhor com teor de 02' porém em quantidade
determinada Campylobacter e Listeria
Fonte: Adaptado de EVANGELlSTA, 1994 - adaptado de FRANCO & LANDGRAF, 1996
O antagonismo microbiano em que a biota normal do alimento impede o
desenvolvimento de outros microrganismos constitui fenômeno comum e bem
estudado. Podem ser apontados como exemplo: o Clostridium botulinum sofrendo
interferência da biota bacteriana aeróbica, quando presente em grande quantidade
nas carnes frescas; e, do mesmo modo, a supressão de leveduras e bolores em
carnes frescas cominuídas. Entre os mecanismos para que ocorra antagonismo

48
referem-se: competição por nutrientes, competição por sítios fixação ou adesão,
ambiente desfavorável e combinações destas variáveis entre si. O fenômeno mais
conhecido de antagonismo é o do ácido láctico, embora o mecanismo permaneça
impreciso. (GERMANO, 2003)
6.18. PROCEDIMENTOS QUE FAVORECEM AS TOXINFECÇÕES
Neste contexto enquadram-se todos os procedimentos em que há risco de
contaminação dos alimentos, os processos que permitem a sobrevivência de
microrganismos patogênicos e as práticas de armazenamento que possibilitam a
multiplicação microbiana. (GERMANO, 2003)
Origem do Alimento
Os alimentos crus, tal como são recebidos nas cozinhas, podem albergar
grande variedade de microrganismos patogênicos. Carnes cruas de bovinos e de
aves apresentam-se com freqüência contaminadas por C. perjringens, S. aureus e
Salmonella spp. Este último agente pode ser encontrado também em ovos,
principalmente naqueles com casca rachada. Peixes, moluscos e crustáceos,
algumas vezes, apresentam-se contaminados com Vibrio parahaemolyticus.
Freqüentemente, legumes e verduras cruas apresentam elevados níveis de
contaminação por enteroparasitas e determinados tipos de condimentos estão
contaminados por C. perjringens e Bacillus cereus.
Como regra básica, a excelência de qualquer produto industrializado está
condicionada à qualidade da matéria-prima utilizada, portanto é imprescindível que
tenha as qualidades indispensáveis à especificidade do produto e à finalidade a que
ele se destina. (GERMANO, 2003)
Reconstituição de Alimentos Secos
49
A contaminação de alimentos secos pode ocorrer durante o processo de
reconstituição, através da água, dos recipientes e utensílios contaminados e dos
próprios manipuladores. (GERMANO, 2003)
Descongelamento de Alimentos Congelados
De maneira geral, o descongelamento não favorece o crescimento
microbiano, todavia, quando os alimentos descongelados permanecem à
temperatura ambiente durante várias horas ou em refrigerador vários dias podem
multiplicar-se bactérias psicrófilas e mesófilas patogênicas. As instalações e
utensílios de uma cozinha podem ser contaminados pela água resultante do
descongelamento de carnes bovinas e de aves contaminadas por Salmonella spp ou
outros microrganismos patogênicos. (GERMANO, 2003)
Manipulação e Processamento
Microrganismos presentes em alimentos crus podem disseminar-se para
outros produtos durante a fase de preparação. A contaminação ocorre
preferencialmente, através das mãos dos manipuladores e dos utensílios de cozinha.
Assim, tábuas para corte, facas, cortadores, moedores, recipientes e panos de
limpeza constituem veículos comuns para a transmissão de agentes de toxinfecções
alimentares.
Segundo a OMS, o termo "manipuladores de alimentos", em seu sentido
mais amplo, corresponde a todas as pessoas que podem entrar em contato com um
produto comestível, em qualquer etapa da cadeia alimentar, desde a sua fonte até o
consumidor.
Para que um manipulador contamine um alimento, de forma a causar uma
enfermidade de origem alimentar, é necessário que uma seqüência de condições
seja atendida:

50
• Que os microrganismos sejam excretados em quantidade suficiente
(fezes, esputo, supurações de: ouvido, nariz, garganta, boca, olhos e
pele);
• Que os microrganismos passem para as mãos ou partes expostas
do corpo e que entrem em contato direto ou indireto com o alimento;
• Que os microrganismos sobrevivam o suficiente para contaminar o
alimento;
• Que o alimento contaminado não seja submetido a tratamento capaz
de destruir os microrganismos antes de ser consumido;
• Que o número de microrganismo presente constitua dose infectiva,
ou que o tipo de alimento ou a sua condição de armazenamento
permitam que os microrganismos se multipliquem até a dose
infectiva, ou produzam toxinas.
É importante ressaltar que certas condições de saúde podem determinar que
pessoas se tornem desqualificadas, permanentemente, para exercerem o trabalho
de manipuladores. É o caso da febre tifóide (Salmonella typhi) onde o indivíduo
recupera-se, porém, toma-se portador assintomático. Outras condições podem
acarretar suspensão temporária das atividades de manipulação de alimentos, até
que sejam satisfatoriamente corrigidas. (GERMANO, 2003)
Cocção
O risco de toxinfecções através de alimentos está diretamente relacionado
ao intervalo decorrido entre a cocção e o consumo. Tempo e temperatura são
imprescindíveis para a segurança microbiológica dos produtos processados, tanto no
que concerne a garantia frente à microbiota deteriorante, originalmente presente na
matéria-prima, quanto em relação à saúde dos consumidores.

51
A contaminação de um alimento, como por exemplo, carnes de suíno e de
aves, em especial quando volumosas, pode ocorrer caso a temperatura ou o tempo
de cocção não sejam suficientes para afetar os microrganismos contaminantes.
Vale ressaltar que, qualquer que seja a técnica de aquecimento, a
composição do produto influi decisivamente no nível de redução microbiana.
(GERMANO, 2003)
Aspectos Ligados à Higiene
A limpeza e desinfecção dos utensílios, equipamentos e superfícies de
cozinha que entram em contato com os alimentos in natura, constitui ponto
importante para a veiculação de microrganismos patogênicos. A "promiscuidade" de
utensílios e recipientes propicia a disseminação de agentes das toxinfecções, bem
como a contaminação dos próprios manipuladores. Por outro lado, os manipuladores
podem contaminar os alimentos ao servi-los ou embalá-los.
O estado de saúde das pessoas que trabalham em estabelecimentos de
produtos alimentícios, assim como suas práticas higiênicas, influenciam diretamente
a qualidade final dos alimentos. Entretanto, nos alimentos consumidos
imediatamente após serem servidos, os riscos de contaminação é pequeno, exceto
no caso de Shigella spp e do vírus A da hepatite. O problema maior diz respeito à
contaminação das embalagens de rotisserias e serviços de bufê, que podem causar
sérios transtornos à saúde. (GERMANO, 2003)
As Regras da OMS
No que diz respeito à preparação higiênica dos alimentos a OMS enumera
diferentes itens, considerados fundamentais para a proteção e preservação dos
produtos alimentícios, denominando-os de regras de ouro. (GERMANO, 2003)
• Escolher alimentos tratados de forma higiênica.

52
• Cozinhar bem os alimentos.
• Consumir imediatamente os alimentos cozidos.
• Armazenar cuidadosamente os alimentos cozidos.
• Reaquecer bem os alimentos cozidos.
• Evitar o contato entre os alimentos crus e os cozidos.
• Lavar as mãos constantemente.
• Manter escrupulosamente limpas todas as superfícies da cozinha.
• Manter os alimentos fora do alcance de insetos, roedores e outros
amimais.
• Utilizar água pura.
Medidas Preventivas
A contaminação de um alimento pronto para consumo pode advir da
matéria-prima que lhe deu origem ou das inúmeras e sucessivas fases de preparo.
Todavia, um alimento mesmo adequadamente preparado, apresenta sempre um
risco potencial de contaminação. Portanto, faz-se necessária a adoção de medidas
capazes de diminuir ao máximo estes riscos, proporcionando ao consumidor um
alimento saudável.
As fontes fornecedoras de alimentos ou matérias-primas para os
estabelecimentos de alimentação coletiva devem ser idôneas e trabalhar de acordo
com a legislação vigente. A recepção destes produtos deve incluir o exame de suas
qualidades organolépticas, quando possível, e a integridade das embalagens.
Em relação aos produtos congelados deve ser dada atenção especial ao
possível descongelamento ainda durante a fase de transporte. Qualquer alteração

53
nestes itens deve provocar a recusa do alimento ou matéria-prima por parte do
estabelecimento.
Ao serem recebidos, os alimentos devem ser classificados em categorias:
com risco potencial, perecíveis ou com vida útil estável. Os produtos com risco
potencial, ou seja, os que contêm nutrientes capazes de favorecer a multiplicação
microbiana, pH superior a 4,5 e uma atividade de água maior que 0,85, e aqueles
considerados como perecíveis devem ser mantidos congelados ou refrigerados. As
áreas de estocagem seca devem ser livres de goteiras, vazamentos, vetores e
roedores. Os produtos tóxicos devem ser armazenados em setor especial, separado
dos alimentos. Produtos alimentícios ácidos não devem ser armazenados em
recipientes metálicos, ou escoados através de tubulações metálicas.
A higiene das instalações de trabalho, das salas de preparação, das pias e
mesas, das câmaras frigoríficas, dos refrigeradores e despensas é indispensável
para impedir a contaminação dos alimentos. Por outro lado, devem ser bem
iluminadas, ventiladas, com exaustores e rigorosamente limpas, proporcionando
conforto aos funcionários. As janelas e portas devem ser protegidas com telas para
evitar a entrada de vetores. Os pisos e paredes devem ser de material impermeável
fáceis de higienizar.
A manipulação é uma importante forma de contaminação ou de transferência
de microrganismos de um alimento a outro. O manipulador com sinais de diarréia,
febre, icterícia, faringite, resfriado ou sinusite deve ser afastado do ambiente de
trabalho até a sua recuperação. Lesões cutâneas, principalmente nas mãos, devem
também determinar o afastamento do funcionário. A educação do manipulador deve
abordar, fundamentalmente, os princípios de higiene pessoal. As pias e lavatórios
das cozinhas devem sempre ter água quente, sabonete ou detergente e papel toalha

54
(branca virgem) para facilitar a higienização de mãos e utensílios. O treinamento dos
manipuladores deve incluir também as técnicas de preparo dos alimentos e os riscos
que estes oferecem à Saúde Pública. (GERMANO, 2003)
As medidas aplicáveis na prevenção de doenças transmitidas por alimentos
podem ser resumidas em:
a) Vigilância de casos esporádicos e de surtos:
• Determinar quais as doenças de transmissão alimentar prevalentes na
comunidade;
• Identificar as principais vias de transmissão;
• Identificar os principais fatores que contribuem para o aparecimento de
surtos (manipulação).
b) Utilização, nos estabelecimentos de alimentos, do sistema HACCP (Análise
de Perigos e Pontos Críticos de Controle):
• Envolvimento e participação de todo o pessoal dos estabelecimentos,
qualquer que seja o nível, desde a administração, passando pelos
técnicos e manipuladores, até os encarregados do apoio.
c) Educação e formação em higiene dos alimentos:
• Do Pessoal de direção;
• Dos 11anipuladores de alimentos.
d) Educação e informação em higiene dos alimentos:
• Das Autoridades que fixam as políticas e adotam decisões; Do Público
(consumidores).
e) Instalações e serviços de higiene e manutenção dos mesmos:
• Imprescindível a supervisão constante, por pessoal pré-treinado, e com
a participação consciente dos demais funcionários do estabelecimento.

55
Ainda em relação a estes aspectos, no Tabela 6 são apresentados os
pontos-chave que devem ser considerados na preservação e conservação de
alimentos in natura ou preparados.
Assim, higiene, técnica, temperatura e tempo são quatro fatores de
importância capital na prevenção das toxinfecções de origem alimentar. Já no
Tabela 7, faz-se uma síntese das cadeias de frio e de calor preconizadas para
diferentes tipos de alimentos. Deve-se ressaltar que, embora a qualidade da matéria-
prima deva ser a melhor possível, sem condições adequadas de temperatura, nas
diferentes etapas de preparação dos alimentos, desde o momento inicial de preparo
até sua distribuição, os riscos de multiplicação microbiológica são elevados.
(GERMANO, 2003)
TABELA 6 - Prevenção de toxinfecções alimentares: pontos-chave na preparação
de alimentos.
Ambiental - inseto e roedores
Água
Alimentos
Mãos
Utensílios e equipamentos.
Higiene
Instalações propriamente ditas
Adequação de cardápio
Pré-preparo
Preparo final Técnica
Temperatura e tempo
Refrigeração
Manipulação
Temperatura
Cocção
56
Distribuição
Armazenamento
Manipulação (pré-preparo)
Manipulação (preparo final) Tempo
Distribuição
Fonte: adaptado de SILVA JR, 1994.

57
TABELA 7 - Cadeias de temperatura para conservação e preservação de alimentos
in natura e preparados
Congelamento -15° C a -18° C
Carnes até 4° C
Peixes até 0° C
Laticínios 8° C
Hortifrutigranjeiros 10° C
Cadeia do Frio
Refrigeração
Distribuição 8° C
Água do banho-maria: 85° C a 95° C
Pass-through: 60° C
Alimentos: 60° C
Cadeia do Calor e Espera
Marmitas - montagem: 85° C
Fonte: Adaptado de SILVA JR, 1994.

58
7. MANUAL DE BOAS PRÁTICAS
São normas de procedimentos para atingir um determinado padrão de
identidade e qualidade de um produto e/ou um serviço na área de alimentos, cuja
eficácia e efetividade deve ser avaliada através de inspeção e/ou investigação.
(SILVA, 2005)
ITENS BÁSICOS PARA ELABORAÇÃO DO MANUAL DE BOAS PRATICAS DE
MANIPULAÇÃO E PROCESSAMENTO DE ALIMENTOS E PARA DIRETRIZES
DA INSPEÇÃO SANITARIA
• Responsabilidade Técnica
• Controle de saúde dos funcionários
• Controle da água para consumo
• Controle das matérias-primas
• Controle integrado de pragas
• Visitantes
• Estrutura dos estabelecimentos
• Higiene
• Manipulação
• Transporte (SILVA, 2005)
MANUAL DE BOAS PRÁTICAS

59
Descrever as condutas em relação a:
• Funcionários
• Matérias-primas
• Controle integrado de pragas
• Água de abastecimento
• Visitantes
• Condições estruturais
Descrever os procedimentos e critérios em relação a :
• Higiene:
- Pessoal
- Ambiental
- Alimentos
• Manipulação:
- Recepção de mercadorias
- Armazenamento de produtos
- Reconstituição
- Descongelamento
- Pré-preparo/ preparação
- Refrigeração
- Cocção
- Reaquecimento
- Porcionamento
- Espera para distribuição
- Distribuição
- Alimentos transportados
• Transporte:
- Veículos
- Higiene
- Condições de tempo/ temperatura
Fonte: (SILVA, 2005)

60
7.19. DETALHAMENTO DAS CONDUTAS EM RELAÇÃO A:
• Funcionários:
Controle de saúde - Exames médicos, laboratoriais, admissionais,
revisionais, demissionais, retorno ao trabalho e mudança de função. (SILVA, 2005)
Programa de treinamento e monitoramento.
• Matérias-primas:
Controle das matérias-primas - análise, sensorial, H2S e amônia.
PIano de rastreamento dos produtos.
Visita técnica aos fornecedores.
Cadastramento dos fornecedores.
• Controle integrado de pragas:
Programa de controle de pragas.
Conhecimento e controle dos produtos e métodos utilizados pelas empresas
desinsetizadoras.
• Água e abastecimento:
Plano de controle microbiológico da água.
Higiene periódica da caixa de água.
Higiene e controle dos bebedouros. (SILVA, 2005)
• Higiene em cozinhas:
Produtos e processos de lavagem e desinfecção ambiental.
Produtos e processos de lavagem e anti-sepsia das mãos.
Produtos e processos de lavagem e desinfecção dos vegetais.
• Relatório de avaliação estrutural:
Auditoria para avaliação das condições estruturais e operacionais da cozinha
(planta baixa).

61
Detalhamento de todas as condições em desacordo com a Portaria nº 1428
e com a Portaria CVS-30 SP. (SILVA, 2005)
Sugestões para adequação das falhas estruturais observadas e
encaminhamento para os responsáveis (contratantes).
7.20. DETALHAMENTO DOS PROCEDIMENTOS E CRITERIOS EM RELAÇÃO A:
• Recepção de mercadorias:
Procedimento para os produtos perecíveis e não perecíveis. Pré-higiene dos
vegetais. Controle do horário das entregas. Observação dos prazos de validade e
etiquetamento para rastreamento dos produtos. (SILVA, 2005)
• Armazenamento de perecíveis crus:
Procedimentos para a divisão e colocação na refrigeração dos diversos
grupos de produtos cárneos e horti-frutigrangeiros. Determinação dos critérios de
refrigeração e congelamento para os produtos perecíveis e tempos de
armazenamento.
• Estoque (armazenamento de não perecíveis):
Procedimentos para a organização do estoque dos diversos gêneros de
alimentos. Observação dos prazos de validade. Separação dos produtos de limpeza.
(SILVA, 2005)
• Pré-preparo:
Produtos animais (carnes, pescados, ovos, laticínios e frios).
Produtos vegetais (hortifruti) e outros produtos.
• Armazenamento de produtos processados:
Manutenção da cadeia fria. Registro das medições de temperatura das
câmaras, geladeiras e freezers. Avaliação dos tempos de queda das temperaturas.

62
• Preparo final de alimentos:
Manutenção da cadeia quente. Registro das medições das temperaturas de
cocção e reaquecimento e os respectivos tempos. (SILVA, 2005)
• Espera para distribuição:
Observação dos tempos de espera e controle das temperaturas de
manutenção (banho-maria, estufa, "pass through”, etc).
• Distribuição:
Observação do tempo de distribuição para cada porção terminada.
Manutenção das temperaturas dos alimentos e dos equipamentos.
• Alimentos transportados:
Detalhamento das operações específicas para alimentos transportados,
seguindo a elaboração de um manual complementar para avaliação e registro dos
critérios adota dos. (SILVA, 2005)
7.21. CONDUTAS PARA AS BOAS PRATICAS E PREVENÇÃO DAS DTAs
Atuando no funcionário
• Exames laboratoriais necessários
Coprocultura - VDRL
Hemograma
Caproparasitológico
• Treinamento e Capacitação
Regras de trabalho geral
Regras de higienização
Regras de prevenção da contaminação Medidas disciplinares
• Técnicas culinárias mais adequadas
63
(adequar as técnicas dietéticas à prevenção microbiológica)
Atuando no ambiente de trabalho
• Nos equipamentos e utensílios:
Higienização adequada
Armazenamento correto
Fiscalização diária
Fiscalização completa
Uso adequado (SILVA, 2005)
• No ambiente de trabalho
Higienização adequada
Desinsetização periódica
Desratização periódica
Fiscalização diária e completa
Fluxo planejado de atividades (SILVA, 2005)
Atuando nos alimentos
• Análise microbiológica de triagem
• Análise microbiológica de controle
• Higienização para descontaminação
Armazenar corretamente
Refrigeração
Conservação
Distribuição
TABELA 8 - Cuidados a serem seguidos para que não haja contaminação dos
alimentos:

64
NO HOMEM DURANTE A: CUIDADOS COM:
Recepção e armazenagem
Pré-preparo
Preparo
Cocção
Conservação
Distribuição
Mãos (mal lavadas, unhas, cortes)
Nariz (espirros, sujeira)
Boca (tosse, saliva, falar, cantar)
Fezes (contaminam as mãos)
Cabelos (sem touca, bibico ou rede)
Corpo (banho diário, cuidados médicos)
Genitália (corrimento, coceira)
Fonte: SILVA, 2005.

65
8. CHECK LIST DO AÇOUGUE, FRIAMBERIA, PADARIA E CON FEITARIA EM
SUPERMERCADOS.
• Limpeza do balcão de auto-serviço;
• Data de fabricação, validade e diretrizes de rotulagem nos produtos do
auto-serviço (obrigatório para produtos do SIM e não pode ter nos produtos
com etiqueta do fabricante);
• Balcão de atendimento do açougue, friamberia, padaria e confeitaria
limpos;
• Todas as carnes expostas à venda com etiqueta de procedência;
• Lingüiças expostas à venda dentro do seu respectivo pacote;
• Funcionamento do lava-botas;
• Saboneteiras e toalheiros limpos e abastecidos (saboneteiras com saboex
e toalheiros com papel toalha branco virgem);
• Inexistência de objetos estranhos dentro das pias de lavagem de mãos e
lava-botas;
• Portas do balcão de atendimento limpas e íntegras;
• Lixeiras de pedal limpas, funcionando e com saco de lixo;
• Presença dos 2 produtos da Johnson - JP 2 em 1 (detergente) e JP 512
(desinfetante);
• Limpeza de piso, paredes e teto;
• Proteção anti-estilhaçamento nas luminárias;
• Limpeza interna das luminárias;
• Presença de lâmpadas queimadas;

66
• Limpeza de serra-fita, moedor de carnes, fatiadores, cryovac, fornos,
divisora, batedeiras, laminadora, embaladeiras e balanças;
• Limpeza e organização de mesas, armário de embalagens e armário de
material de limpeza;
• Borracha de vedação das câmaras frias;
• Temperatura dos produtos;
• Produtos identificados (com etiqueta) nas câmaras frias;
• Aventais pendurados nos locais específicos para este fim;
• Objetos de uso pessoal nos armários;
• Uso de adornos e maquiagem;

67
9. POP – PROCEDIMENTOS OPERACIONAIS PADRONIZADOS
O POP tem como objetivo, buscar continuamente maximizar os resultados
da Empresa, seja via aumento de vendas e lucratividade, seja via diminuição de
custos, perdas e desperdícios.
E para realizar esta tarefa temos que contar com colaboradores altamente
treinados e comprometidos de forma a garantir o crescimento e o desenvolvimento
contínuo e sustentado da empresa, pois, entendemos que o sucesso só é alcançado
através do trabalho em equipe. (LOPES, 2004)
9.22. HISTÓRICO
Os Estados Unidos passaram a exigir, a partir de 1996, que as empresas
produtoras de alimentos de origem animal estabelecessem Procedimentos Padrão
de Higiene Operacional - PPHO, em inglês SSOP - Sanitation Standard Operating
Procedures; procedimentos exigidos também para empresas de outros países que
queiram exportar produtos de origem animal para aquele país. (LOPES, 2004)
Seguindo esta tendência, a ANVISA - Agência Nacional de Vigilância
Sanitária - publicou, em 2002, a exigência de oito Procedimentos Operacionais
Padronizados, chamados de POPs, de conceito similar aos SSOP exigidos pelos
Estados Unidos.
9.23. RESOLUÇÃO Nº 10, DE 22 DE MAIO DE 2003 DO DIPOA.
Em 22 de maio de 2003, o Ministério da Agricultura Pecuária e
Abastecimento - MAPA, publicou a Resolução DIPOA/ SDA nº 10, que institui o
Programa Genérico de "Procedimentos - Padrão de Higiene Operacional PPHO" a

68
ser utilizado nos Estabelecimentos de Leite e Derivados que funcionam sob o regime
de Inspeção Federal, como etapa preliminar e essencial dos Programas de
Segurança de Alimentos, do tipo APPCC (Análise de Perigos e Pontos Críticos de
Controle). Foi estabelecido o prazo de 1º de janeiro de 2004 para a implantação
compulsória deste programa, nos moldes apresentados no anexo desta Resolução.
(LOPES, 2004)
O Plano PPHO, segundo esta Resolução, deve conter nove Procedimentos
Padrão de Higiene Operacional - PPHO:
• Segurança da água
• Condições e higiene das superfícies em contato com o alimento
• Prevenção contra contaminação cruzada
• Higiene dos empregados
• Proteção contra contaminantes e adulterantes do alimento
• Identificação e estocagem adequadas de substâncias químicas e
agentes tóxicos
• Saúde dos empregados
• Controle integrado de pragas
• Registros

69
10. REQUISITOS PARA ELABORAÇÃO DOS PROCEDIMENTOS
OPERACIONAIS PADRONIZADOS
10.24. REQUISITOS GERAIS
10.1.1 - Os estabelecimentos produtores/ industrializadores de alimentos
devem desenvolver, implementar e manter, para cada item relacionado abaixo,
Procedimentos Operacionais Padronizados - POPs. (LOPES, 2004)
• Higienização das instalações, equipamentos, móveis e utensílios.
• Controle da potabilidade da água.
• Higiene e saúde dos manipuladores.
• Manejo dos resíduos.
• Manutenção preventiva e calibração de equipamentos.
• Controle integrado de vetores e pragas urbanas.
• Seleção das matérias-primas, ingredientes e embalagens.
• Programa de recolhimento de alimentos.
10.1.2 - Os POPs devem ser aprovados, datados e assinados pelo
responsável técnico, responsável pela operação, responsável legal e/ou proprietário
do estabelecimento, firmando o compromisso de implementação, monitoramento,
avaliação, registro e manutenção dos mesmos. (LOPES, 2004)
10.1.3 - A freqüência das operações e nome, cargo e/ou função dos
responsáveis por sua execução devem estar especificados em cada POP.
10.1.4 - Os funcionários devem estar devidamente capacitados para
execução dos POPs. (LOPES, 2004)

70
10.1.5 - Quando aplicável, os POPs devem relacionar os materiais
necessários para a realização das operações, assim como os Equipamentos de
Proteção Individual.
10.1.6 - Os POPs devem estar acessíveis aos responsáveis pela execução
das operações e às autoridades sanitárias.
10.1.7 - Os POPs podem ser apresentados como anexo do Manual de Boas
Práticas de Fabricação do estabelecimento. (LOPES, 2004)
10.25. REQUISITOS ESPECÍFICOS
10.2.1. - Os POPs referentes às operações de higienização de instalações,
equipamentos, móveis e utensílios devem conter informações sobre: natureza da
superfície a ser higienizada, método de higienização, princípio ativo selecionado e
sua concentração, tempo de contato dos agentes químicos e ou físicos utilizados na
operação de higienização, temperatura e outras informações que se fizerem
necessárias. Quando aplicável o desmonte dos equipamentos, os POPs devem
contemplar esta operação.
10.2.2 - Os Procedimentos Operacionais Padronizados devem abordar as
operações relativas ao controle da potabilidade da água, incluindo as etapas em que
a mesma é crítica para o processo produtivo, especificando os locais de coleta das
amostras, a freqüência de sua execução, as determinações analíticas, a metodologia
aplicada e os responsáveis. (LOPES, 2004)
Quando a higienização do reservatório for realizada pelo próprio
estabelecimento, os procedimentos devem contemplar os tópicos especificados no
item 10.2.1. Nos casos em que as determinações analíticas e ou a higienização do
reservatório forem realizadas por empresas terceirizadas, o estabelecimento deve

71
apresentar, para o primeiro caso, o laudo de análise e, para o segundo, o certificado
de execução do serviço contendo todas as informações constantes no item 10.2.1.
10.2.3 - As etapas, a freqüência e os princípios ativos, usados para a
lavagem e anti-sepsia das mãos dos manipuladores, devem estar documentados em
procedimentos operacionais, assim como as medidas adotadas nos casos em que
os manipuladores apresentem lesão nas mãos, sintomas de enfermidade ou
suspeita de problema de saúde que possam comprometer a segurança do alimento.
Deve-se especificar os exames aos quais os manipuladores de alimentos
são submetidos, bem como a periodicidade de sua execução. O programa de
capacitação dos manipuladores em higiene deve ser descrito, sendo determinada a
carga horária, o conteúdo programático e a freqüência de sua realização, mantendo-
se em arquivo os registros da participação nominal dos funcionários.
10.2.4 - Os Procedimentos Operacionais Padronizados devem estabelecer a
freqüência e o responsável pelo manejo dos resíduos. Da mesma forma, os
procedimentos de higienização dos coletores de resíduos e da área de
armazenamento devem ser discriminados atendendo, no mínimo, aos tópicos
especificados no item 10.2.1.
10.2.5 - Os estabelecimentos devem dispor dos Procedimentos
Operacionais Padronizados que especifiquem a periodicidade e responsáveis pela
manutenção dos equipamentos envolvidos no processo produtivo do alimento.
Esses POPs devem também contemplar a operação de higienização adotada após a
manutenção dos equipamentos. Devem ser apresentados os POPs relativos à
calibração dos instrumentos e equipamentos de medição ou comprovante da
execução do serviço quando a calibração for realizada por empresas terceirizadas.

72
10.2.6 - Os POPs referentes ao Controle integrado de vetores e pragas
urbanas devem contemplar as medidas preventivas e corretivas destinadas a
impedir a atração, o abrigo, o acesso e ou a proliferação de vetores e pragas
urbanas. No caso da adoção de controle químico, o estabelecimento deve
apresentar comprovante de execução de serviço fornecido pela empresa
especializada contratada, contendo as informações estabelecidas em legislação
sanitária específica. (LOPES, 2004)
10.2.7 - O estabelecimento deve dispor de procedimentos operacionais
especificando os critérios utilizados para a seleção e recebimento da matéria-prima,
embalagens e ingredientes, e, quando aplicável, o tempo de quarentena necessário.
Esses procedimentos devem prever o destino dado às matérias-primas, embalagens
e ingredientes reprovados no controle efetuado.
10.2.8 - O programa de recolhimento de produtos deve ser documentado na
forma de procedimentos operacionais, estabelecendo-se as situações de adoção do
programa, os procedimentos a serem seguidos para o rápido e efetivo recolhimento
do produto, a forma de segregação dos produtos recolhidos e seu destino final, além
dos responsáveis pela atividade.

73
11. MONITORAMENTO, AVALIAÇÃO E REGISTRO DOS PROCEDI MENTOS
OPERACIONAIS PADRONIZADOS
A implementação dos POPs deve ser monitorada periodicamente de forma a
garantir a finalidade pretendida, sendo adotadas medidas corretivas em casos de
desvios destes procedimentos. As ações corretivas devem contemplar o destino do
produto, a restauração das condições sanitárias e a reavaliação dos Procedimentos
Operacionais Padronizados. (LOPES, 2004)
Deve-se prever registros periódicos suficientes para documentar a execução
e o monitoramento dos Procedimentos Operacionais Padronizados, bem como a
adoção de medidas corretivas. Esses registros consistem de anotação em planilhas
e/ou documentos e devem ser datados, assinados pelo responsável pela execução
da operação e mantidos por um período superior ao tempo de vida de prateleira do
produto.
Deve-se avaliar, regularmente, a efetividade dos POPs implementados pelo
estabelecimento e, de acordo com os resultados, deve-se fazer os ajustes
necessários.
Os Procedimentos Operacionais Padronizados devem ser revistos em caso
de modificação que implique em alterações nas operações documentadas. (LOPES,
2004)
74
12. RELATO DE CASOS
12.26. CASO 1 - TREINAMENTO POP
Manual de Procedimentos é a sistematização de todos os Procedimentos
Operacionais Padrão (POPs) de uma organização, que no caso é o açougue. As
organizações, numa visão mais ampla de atividade, tornaram a padronização de
seus serviços e produtos como ponto primordial para conquista de novos clientes e
sua perpetuação no mercado. O Procedimento Operacional Padrão (POP), seja
técnico ou gerencial, é a base para garantia da padronização de suas tarefas e
assim garantirem a seus usuários um serviço ou produto livre de variações
indesejáveis na sua qualidade final.
Padrão refere-se a tudo que unifica e simplifica para o benefício das
pessoas. Nisto se incluem procedimentos, conceitos e métodos de medida. Um
padrão é objeto de consenso e pode ser alterado sempre que necessário.
As lojas foram divididas em 7 grupos, sendo 4 lojas em cada um. Foram
acompanhados a realização do treinamento com os encarregados do setor açougue
em 2 grupos. São geralmente 10 reuniões por grupo. O treinamento foi realizado 1
vez por semana das 8:30 as 18:00hs no período de agosto a outubro de 2008.
Foram abordados os seguintes tópicos:
Pedidos, Recepção de mercadorias, armazenagem, estrutura de
mercadorias, ficha técnica do produto, Higiene e Limpeza, Transformação,
Codificação e Precificação, exposição, Comunicação Visual, Atendimento, Mapas de
Controle e Medição dos resultados.
As lojas têm atividades durante o decorrer do treinamento, como: Fazer
layouts do setor (Câmaras, Laboratório, Área de atendimento); Gráficos para

75
demonstrar os resultados; Aplicação do treinamento com os funcionários; Colocar
placas de procedimentos padronizados no setor; Desenvolver uma estrutura de
mercadorias.
Após 5 reuniões são feitas visitas no setor açougue, onde são avaliados: os
procedimentos, o treinamento com os funcionários, a limpeza do setor, a qualidade
do produto, a padronização do produtos (ex: cortes).
Objetivos do POP:
O treinamento tem como objetivos principais, a padronização de processos
realizados no setor açougue, a minimização da ocorrência de desvios na execução
de tarefas fundamentais para que se tenha um produto de qualidade, independente
de quem as faça, melhorar resultados e satisfazer os clientes.
Otimizar e racionalizar os métodos de trabalho tornando o desenho da
estrutura organizacional mais simples, transparente e objetivo.
A importância do treinamento é dar aos funcionários, conhecimentos prático-
teórico necessários ao desenvolvimento de habilidades e atividades para capacitá-
los ao trabalho.
Resultados:
As lojas obtiveram ótimos resultados, mesmo com a falta de funcionários.
Houve aumento de vendas e redução de desperdícios, isso devido à melhoria na
apresentação do setor e também pelos funcionários estarem devidamente treinados,
contribuindo para um melhor aproveitamento.
TABELA 9 – Representação dos resultados de quebras (Q) em porcentagem e
Vendas (V) em R$ antes e depois do POP de um grupo no período de Maio a
Setembro de 2008.

76
ANTES DEPOIS
Maio Junho Julho Agosto Setembro LOJAS
Q (%) V (mil) Q V Q V Q V Q V
1 1,33 193 1,45 172 1,61 195 0,98 234 1,12 228
2 4,26 163 5,06 157 4,53 180 3,80 198 3,90 192
3 5,32 360 6,54 342 5,64 375 4,90 402 4,63 394
Obs: As lojas têm tamanhos e localizações diferentes por isso a variação de valores
é grande. Há uma variação também devido à época do ano.
Conclusão e discussão:
Os resultados obtidos permitem concluir que o treinamento foi essencial na
capacitação dos funcionários, para que estes colocassem em prática o que
aprenderam na teoria, já que o estabelecimento fornece rotineiramente alimentos
para a população, garantindo assim condições absolutas de segurança higiênico-
sanitária na manipulação dos alimentos. A falta de esclarecimento entre os
manipuladores de alimentos contribui de forma significativa para sua contaminação,
ficando clara a necessidade de treinamento periódico dos manipuladores, durante
todas as etapas do processamento.
12.27. CASO 2 – INSPEÇÕES REALIZADAS NAS LOJAS
Os funcionários ao ingressarem na empresa passam por uma integração,
onde na parte de perecíveis são apresentadas às boas praticas para serviço e

77
manipulação de alimentos. Com isso os funcionários já ficam informados de como
devem agir dentro do setor e de como manipular o alimento corretamente.
São ao todo 28 lojas, onde são realizadas inspeções mensais. As médicas
veterinárias fazem o check list na loja para verificar os pontos que não estão de
acordo, a gerência recebe a devida orientação e assina uma comunicação interna
(CI) com os pontos a serem resolvidos dentro do setor perecíveis.
Dentro desse Check list os pontos principais a serem vistoriados no
açougue, friamberia, confeitaria e padaria são: Higiene e limpeza do setor e
manipuladores; Datas de fabricação, etiquetas de procedência, temperatura e
validade dos produtos; Abastecimento de saboneteiras e toalheiros; Inexistência de
objetos de uso pessoal no setor (ex: celular); Integridade das lixeiras; Uso de
adornos.
Em um check list realizado em uma das lojas, no dia 24 de Julho foram
observados:
Açougue
o Presença de carne oxidada no balcão de atendimento;
o Presença de produtos sem etiqueta de procedência dentro da
câmara de congelados;
o Lixeiras sem saco plástico no laboratório;
o Saboneteira vazia na pia de lavagem de mãos;
o Luminária na câmara de refrigerados sem espelhamento;
o Facas em locais inapropriados.
Padaria/ Confeitaria
o Lixeiras sem saco plástico no laboratório;
o Saboneteira vazia na pia de lavagem de mãos;

78
o Objetos de uso pessoal na área de atendimento
Importância da inspeção:
De cada 10 pessoas que ficam doentes após a ingestão de um alimento
contaminado, em 4 delas, a contaminação aconteceu na hora do preparo do
alimento. Vale destacar que, as doenças transmitidas por alimentos podem ser
evitadas conhecendo-se dois pontos:
� Em que etapa da produção ela chega ao alimento?
� De que maneira ocorre?
Conclusão:
Com a realização das inspeções torna-se mais simples descobrir e adotar
medidas corretivas a serem tomadas para evitá-las e eliminá-las.
12.28. CASO 3 – RECEBIMENTO DE CARNES PELA CENTRAL DE
DISTRIBUIÇÃO
Recebimento é a etapa onde se recebe a mercadoria entregue por um
fornecedor, avaliando a quantidade enviada e a qualidade do material, segundo
critérios pré-definidos para cada produto.
O setor deve estar limpo e higienizado para o recebimento da carga.
Etapas importantes para recebimento:

79
o Observar as condições higiênicas dos veículos dos
fornecedores;
o A higiene pessoal e a adequação do uniforme do entregador;
o A integridade e a higiene da embalagem;
o A correta identificação do produto no rótulo (nome, composição
do produto e lote, número do registro, CNPJ, endereço do
distribuidor, temperatura recomendada pelo fabricante e
condições de armazenamento, quantidade e peso, data de
fabricação e validade).
As carcaças devem ser entregues acondicionados e devidamente
identificadas.
Durante o recebimento destes produtos, deve-se atentar para a observação
das seguintes características e procedimentos:
o Não formação de cristais de gelo;
o Ausência de água dentro da embalagem;
o Inexistência de sinais de recongelamento;
o Registro e controle de temperatura (não ultrapassar 8° C);
Os quartos dianteiro e traseiro são cortados, na qual separam-se a ponta de
costela do dianteiro e o lombo do traseiro.
Durante a permanência na sala de desossa, a temperatura da sala não pode
exceder a 7ºC.
Quando durante a desossa ocorrer algum hematoma, abscesso ou material
estranho, condena-se a porção.
80
Cortes do Dianteiro - Separação do dianteiro em peito, paleta, lombo e
costela, em seguida segue a desossa da costela e das demais peças do dianteiro
separadamente.
Cortes do Traseiro - Separação do traseiro-serrote da ponta de agulha.
Os ossos e os sebos são separados para vender ao frigorífico, onde serão
transformados em ração e farinha de osso.
As carnes seguem para o processo de desossa, onde serão feitos os cortes
principais e a retirada de excesso de gordura e sebo, as carnes são etiquetadas,
embaladas a vácuo e coladas em caixas plásticas brancas, nas quais seguem para
armazenagem na câmara de refrigerados (temperatura de aproximadamente 3°C).
A sala de refrigeração não pode ultrapassar a temperatura de 7°C.
Após armazenagem das carnes, são conferidos os pedidos feitos pelas lojas
para a Central de Distribuição (CD) e separados em pallets. Quando o caminhão de
transporte chega na plataforma de embarque/ desembarque dos produtos, é feita a
limpeza interna do veículo com água e com o detergente da Johnson. Foram
medidas as temperaturas internas do caminhão e da carne novamente e medido o
peso da mercadoria a ser transportada.
Após o transporte foi feito o recebimento pela loja, a temperatura dos
produtos foi verificada para avaliar possíveis variações.
Durante o transporte, a temperatura do veiculo transportador, que contém a
carne não poderá exceder a 7ºC.

81
13. CONCLUSÃO
A empresa vem investindo bastante na padronização do setor e no
treinamento dos funcionários, buscando continuamente maximizar os resultados da
Empresa, seja via aumento de vendas e lucratividade, seja via diminuição de custos,
perdas e desperdícios. Tem que se ter colaboradores altamente treinados e
comprometidos de forma a garantir o crescimento e o desenvolvimento contínuo e
sustentado da empresa, pois, entende-se que o sucesso só é alcançado através do
trabalho em equipe.
Através da padronização, pode-se reproduzir os acertos e identificar e
corrigir nossos erros, com mais rapidez e eficiência.
É importante ressaltar que nenhum material ou treinamento pode ser
eficiente se não puder contar com a vontade e disciplina de quem os recebe, pois
esses elementos são fundamentais aos profissionais que participam de uma
empresa.
Com um bom trabalho pode-se: Oferecer produtos com alto padrão de
qualidade; Manter o setor sempre limpo, higienizado e organizado; Profissionalizar
os colaboradores do setor; Inspecionar as lojas.
Conclui-se que é muito importante a realização do treinamento dos
funcionários.

82
14. REFERÊNCIAS
BÁNKUTI, Ferenc; AZEVEDO, Paulo. Tipos de sistemas de inspeção.
Disponível em:
http://www.pensa.org.br/anexos/biblioteca/1332007143619_.pdf
Obtido em: 20/ 09/ 2008.
BRASIL. Anvisa. Resolução nº 216, de 15 de setembro de 2004. Dispõe
sobre Regulamento Técnico de Boas Práticas para Serviços de Alimentação.
Disponível em: http://e-
legis.anvisa.gov.br/leisref/public/showAct.php?id=12546
Obtido em: 20/ 09/ 2008.
BRASIL. Anvisa. Resolução nº 259, de 20 de setembro de 2002. Regulamento
Técnico para Rotulagem de Alimentos Embalados. Disponível em:
http://www.anvisa.gov.br/legis/resol/2002/259_02rdc.htm
Obtido em: 20/ 09/ 2008.
CAMPOS, Shirley. Como se dá a Maturação da carne. 2004. Disponível em:
http://www.drashirleydecampos.com.br/noticias.php?noticiaid=9414&assunto
=Dicas+da+Dra.+Shirley
Obtido em: 12/ 09/ 2008.
FEIJÓ, Gelson. Padronização dos Cortes de Carne Bovina. Disponível em:
http://www.cnpgc.embrapa.br/publicacoes/naoseriadas/cortes/

83
Obtido em: 09/ 09/ 2008.
FERNANDES, Luciana. Armazenamento de carnes a vácuo. Disponivel em:
http://sbrtv1.ibict.br/upload/sbrt6698.pdf?PHPSESSID=6aa56910df57f5c60f1
bee9de0deeaf0
Obtido em: 15/ 10/ 2008.
GERMANO, Pedro; GERMANO, Maria. Higiene e Vigilância Sanitária de
Alimentos. 2. ed. São Paulo: VARELA, 2003.
LOPES, Ellen. Guia para elaboração dos procedimentos operacionais
padronizados exigidos pela RDC 275 ANVISA “POP”. 1. ed. São Paulo:
VARELA, 2004.
SILVA, Eneo. Manual de Controle Higiênico-Sanitário em Serviços de
Alimentação. 6. ed. São Paulo: VARELA, 2005.


























![[7940 - 24804][5116]Trabalho de Conclusao de Curso Em Administracao II Completo](https://img.document.onl/doc/110x75/55cf9476550346f57ba23214/7940-248045116trabalho-de-conclusao-de-curso-em-administracao-ii-completo.jpg)


