Embed Size (px)
Citation preview
104 u :. Novembro/2007 -----
uma mostra da era da competição e da evolução industrial
D Alexandre Tadeu Simon e Fabio Venturini, de Hannover D
Sistema econômico
cada vez mais
internacionalizado,
concorrência
agressiva e níveis de exigência
que aumentam a
cada dia tornam o aperfeiçoamento das
técnicas de manufatura de uso já bastante
difundido uma opção
mais viável e coerente
do que qualquer idéia "revolucionária" para
aumentar produtividade.
Este foi o tom da edição de 2007 da Exposição Mundial de
Máquinas-Ferramenta, a EMO,
realizada no último mês de setembro na cidade de
Hannover, na Alemanha.
O evento mostrou como os equipamentos e os processos
produtivos no setor
metalmecânico voltam-se para
a consolidação de um período
de evolução tecnológica.

ntre 17 e 22 de setem
bro, a edição de 2007
da Exposição Mundial
de Máquinas -Fe rra
menta (EMO, Exposi
tion Mondiale de la Machine
Outil), realizada este ano em Hannover, na Alemanha, foi vi
sitada por aproximadamente
166 mil profissionais de 80 paí
ses, interessados em localizar
inovações na área de processa
mento de metais e fechar negó
cios. O evento contou com
2 .118 expositores vindos de 40
países, que ocuparam uma área
de quase 180 mil m 2 distribuí
dos em 16 pavilhões do maior e
mais bem equipado centro de exposições do mundo.
A EMO tradicionalmente
apresenta a mais completa gama
de tecnologias para usinagem de
metais. São máquinas, acessó
rios, sistemas de produção, fer
ramentas de precisão, dispositi
vos para promover o fluxo auto
matizado de materiais, tecnolo
gias computacionais e recursos
de eletrônica industrial que re
presentam a essência dos proces
sos de manufatura.
Nesta edição da feira, foram
montados grupos de visitação de
acordo com as técnicas pro cu -radas, em virtude da ampla va
riedade de tecnologias e buscan
do uma organização que facili
tasse o roteiro do visitante den
tro do complexo de exposições.
Os principais grupos foram for
mados por:
• Máquinas -ferramenta de usi
nagem, conformação, separa
ção e eletroerosão;
Otimismo marcou os seis dias do evento
• máquinas para processar cha
pas e arames;
• ferramentas para processamen
to térmico e eletroquímico;
• controladores eletrônicos; • sistemas de manufatura inte
grada por computador (CIM,
de computer integrated manu
facturing) e componentes para
automação flexível;
• projeto e manufatura assisti
dos por computador (CAD, de
computer aided design e
CAM, de computer aided ma
nufacturing);
• dispositivos de instalação e manuseio;
• robôs industriais;
• sistemas de movimentação e
estocagem de materiais;
• eletrônica industrial, sensores,
dispositivos para monitoração
e diagnóstico;
• ferramentas de precisão e de
medição;
t. ;f Novembro12oon 105 ------
• instrumentos de medição e
testes;
• abrasivos e lubrificantes para
refrigeração;
• soldagem, corte e tratamento
térmico; e
• sistemas e acessórios mecâ
nicos, hidráulicos, elétricos e
eletrônicos .
Por que visitar a EMO
Especialistas altamente quali
ficados de todo o mundo estão
em busca de soluções inteli
gentes para as cada vez mais
complexas atividades de ma
nufatura. As suas empresas
precisam reagir de maneira fle
xível aos requisitos do merca
do, sempre em constante mu
tação, se quiserem manter-~e competitivas dentro de um sis
tema de produção econômica
de grande diversidade de pro- ~
106 t,.,, Novembro/2007 -----
EMO'--------- --
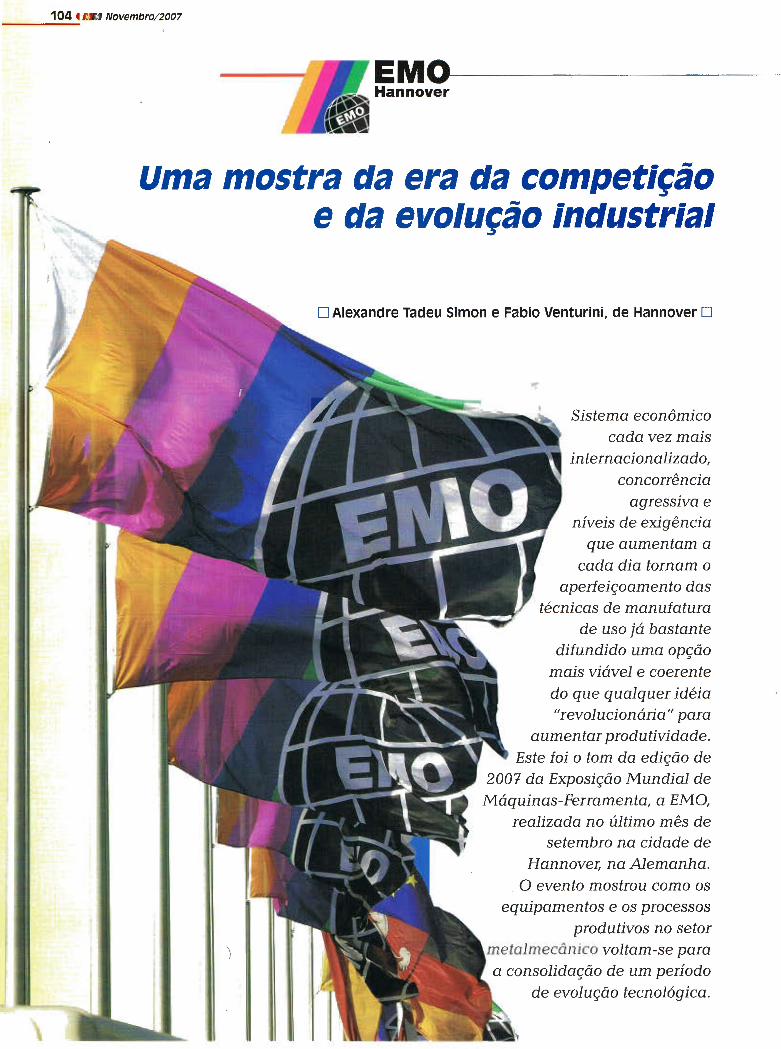
Tabela 1 - Países, número de expositores e área de exposição completa de máquinas e sistemas de usinagem, além de oferecer um amplo espaço para
tecnologias de processamento de chapas de aço e conformação de sólidos, não como processos que competem entre si, mas como parceiros complementares de engenharia e eficiência econômica.
PAIS EXPOSITORES 1 Alemanha 875 2 Itália 273 3 Taiwan 156 4 Suíça 144 5 China 86 6 Japão 79 7 Espanha 73 8 EUA 64 9 Turquia 44 10 Reino Unido 42 11 França 39 12 Áustria 34 13 Coréia do Sul 31 14 Índia 30 15 República Tcheca 28
dutos e em tamanhos de lotes variados. Há muito tempo os fornecedores de tecnologias de manufatura sincronizam os seus ciclos de inovação com o maior e mais importante evento desse segmento, que é a EMO . E é nela que os principais tomadores de decisão pro-
ÁREA DE EXPOSIÇÃO (m2l 75.834 21.765 9.581 12.068 3.332 17.523 7.081 5.038 2.840 2.173 2.310 3.964 4.362 1.330 2.117
curam, avaliam e encontram os produtos que precisam para os investimentos planejados.
A manufatura de itens complexos requer processos de produção multifuncionais, que combinem economicamente usinagem e conformação. A EMO concentra essa gama
Uma das principais razões para fazer a visitação é a certeza de encontrar o maior número de expositores, vindos de todos os cantos do mundo, com as pla
taformas ideais para comparar os produtos e serviços de que muitas empresas necessitam. Neste particular, sem dúvida, a EMO é única : é possível testemunhar a nata da oferta mundial em um único recinto.
Com relação aos visitantes brasileiros, nesta edição houve uma participação significativa ..,,..
1
108 « t. .f Novembro/2007 1-----
EMO._____ __ _
Edição 2007 da EMO
não só em quantidade, mas
também em poder de decisão. Muitos dos profissionais esta -vam seguros e decididos, par
ticipando do evento só para finalizar a compra, enquanto outros buscaram soluções tecnológicas, discutiram questões técnicas e avaliaram os seus fornecedores. A participação
dos expositores brasileiros está destacada na página 112.
Clima de otimismo
A economia global está crescendo a uma velocidade jamais alcançada. A Alemanha, por exemplo , atingiu o seu maior nível de exportação em
2006. A indústria experimenta um período de intenso crescimento, com índices de alta registrados pelo quarto ano consecutivo. Cerca de 10% só ~
11 O • ~ Novembro/2007
em 2006, com expectativas de atingir um nível ainda maior em 2007, ano em que operou com
95% da capacidade. O clima motivou previsões e
avaliações extremamente otimistas, que contagiaram organizadores e participantes . Houve até quem colocasse placas anun
ciando preços e indicando a venda da máquina, um fato até então inédito na EMO.
Mas sempre tem um mas. Nos bastidores, um rumor de insatisfação . A redução do período da feira, de oito para seis dias, gerou descontentamento entre os expositores, embora os organiza-
EMO~~~~~~~ ~ Hannover •
dores insistissem em dizer o contrário . A reclamação baseava-se em que, no cômputo geral, o cus
to relativo cresceu. Os custos mais significativos,
como preço por metro quadrado, instalação e transporte, foram mantidos. Houve redução dos custos de estadia e alimen -tação do pessoal que trabalha nos estandes, valores muito inferiores e secundários, se for considerado que o período para colocar produtos à mostra e, eventualmente, vendê-los, foi
reduzido em 25%. Apesar disso, os números oficiais sinalizaram vendas de 4 bilhões de euros
nesses seis dias e, comparativamente com o evento de 2005, verifica-se que o número de visi
tantes foi superado em 4%, o de expositores, em 5% e a área ocupada, em 12%.
Tendências
Nos últimos anos, verificou-se que a indústria de manufatura enfrenta uma série de desafios relacionados, principalmente, com a crescente diversificação dos produtos, o encurtamento
dos seus ciclos de vida, a redução dos lotes de fabricação e a intensa internacionalização ~
CONTROLE DE DIÂMETRO SEM CONTATO
E~ecutamos serviços de afiação e reafiação de ferramentas, em aço rápido e metal duro.
• Alargadores
• Fresa Circular
• Escariadores •Machos
• Brocas Escalonadas
• Embutimento de Cone
•Fresas • Fresa Caracol
• Brocas em Aço Rápido e Metal Duro
• Confecção de fresas, alargadores e broca espada
• Transformação de diâmetro, cônica e cilíndrica
- verificação de 100% da produção; - opção para controle automático e acionamento de dispositivos; - software de automação e relatórios personalizados; - spark tester AC, alta e média freqüência; - produtos nacionais.
~NAZKDM www.nazkom.com.br [email protected] (55 11) 5543 7727

da competição. Some-se a isso o perfil mais sofisticado dos consumidores, cada vez mais
exigentes, e o movimento eletrônico das informações, o que
confere ainda mais complexi
dade à manufatura. Para superar tais desafios, é necessário que a indústria se apóie no de
sen vol vimen to tecnológico nesses campos.
Considerando o estágio
avançado da tecnologia voltada à manufatura e o elevado grau de internacionalização da com
petição, vetor de pressão dos
preços de mercado para baixo, verifica-se que os recentes de-
senvolvimentos tecnológicos dos processos produtivos, ou seja, máquinas-ferramenta, fer
ramentas e sistemas de apoio, ·
restringem-se a um aspecto muito mais "evolucionário" do
que "revolucionário", que prioriza melhorias de processos e aumento de produtividade . A
EMO 2007 caracterizou muito bem essa tendência.
Visitas aos estandes dos fabricantes que ditam o rumo e o nível da evolução tecnológica, aliadas a uma análise detalhada dos
produtos em exposição, permiti
ram observar que o foco princi
pal dos expositores concentrou-
A melhor solução:
ltf Novembro/2007 t 111
se em um objetivo básico, que pode ser resumido pela expressão "fazer mais com praticamen
te o mesmo". Ou seja, melhorar
a produtividade e aumentar ava
riedade e o tamanho de peças
usando praticamente a mesma máquina, com o menor acréscimo possível do valor de investi
mento. Isso significa tomar o projeto de um modelo existente
como base, criar plataformas mo
dulares e explorar ao máximo a capacidade potencial.
Os resultados refletem-se em
ações como:
• Substituição das torres portaferramentas concebidas no ~
Ansys DesignSpace Structural 11 (Lic.Rede) + Geometry Interface p/ Autodesk
Inventor 2008 + Manutenção válida por 12 meses
Pelo melhor preço:
~ PorUS$5.750 Válido até 30/11/2007
MRPData www.mapdata.com.br
Americana - SP (19) 3406-2159 São José dos Campos -SP (12) 3949-9020 Rio de Janeiro -RJ (21) 2495-8842

112 4 ~ 'f.!I Novembro/2007 ------
projeto original de determinados tornos por torres com maior nú
mero de posições;
• aumento do número de torres;
• incorporação de ferramentas rotativas a uma máquina que
não dispunha desse recurso; • integração de mais eixos-árvore; • aumento do curso de desloca
mento de um eixo para acomodar uma peça maior, permitindo que sejam atendidos outros
segmentos além daqueles para o qual a máquina foi originalmente concebida;
• ampliação da área de trabalho
da máquina com o uso de sistemas de acionamento mais
compactos e de mesma ou maior capacidade;
• adição de magazine porta
ferramentas a uma máquina que ainda não dispunha desse recurso;
• expansão da capacidade de um magazine já existente;
• adição de eixos à máquina, in
corporando, por exemplo, uma
mesa rotativa basculante (tipo
trunnion) ou funções como
uma mesa trunnion com placa rotativa com capacidade para torneamento;
• combinação de mais operações na mesma máquina, como cor
te a laser, corte de engrena - ~
Otimismo também entre expositores brasileiros
Muito mais do que uma feira de efetivação de vendas, a EMO
é um encontro internacional de intercâmbio tecnológico. A participação de empresas de fora da
Europa, portanto, é buscada principalmente para fechar parcerias e se preparar para concorrer com mais competência no mercado internacional. Sete fa
bricantes brasileiras ganharam
esse espaço em 2007: Arthur Klink, Boneli, Ergomat, Implemac, Romi, Taurus Wotan e
Zema Zselics .
Segundo avaliou Sérgio Cruz, diretor comercial da fabricante de
retificadoras CNC centerless Boneli, este é um evento imperdível para quem quer se tornar um
player no mercado mundial de máquinas-ferramenta, e também fundamental para verificar as ten
dências de fabricação de máqui
nas. Um dos principais objetivos da empresa foi estabelecer parce
rias com companhias internacio nais, e saiu de Hannover com representantes em toda a Europa,
na Índia, na Turquia, nos Esta
dos Unidos e no México. "Tive
mos um número satisfatório de vi
sitantes . É impressionante como
os contatos são sérios e têm continuidade, ou seja, quem visita a
feira realmente é tomador de de
cisões. Foram gerados cerca de 30 orçamentos, que estão sendo con
duzidos pelos nossos novos representantes", revela.
Alfredo Ferrari, diretor de vendas da Ergomat, fabricante de tor
nos automáticos a carnes, tornos
CNC e centros de torneamento, verificou um grande desenvolvi
mento na área de automação das
máquinas-ferramenta em geral,
com destaque para o aumento de
número de eixos controlados, sis
temas de carga/descarga de pe
ças e a evolução nos sistemas de
programação. "A Ergomat obteve
um excelente resultado, tanto nas vendas realizadas, como na pro
jeção de seu nome nos mercados internacionais", avalia.
A Implemac, fabricante de
retificadoras centerless, debutou em uma feira de máquinas -ferramenta fora do Brasil com em
polgação. Cerca de 100 visitantes passaram pelo estande e dei
xaram uma impressão positiva.
"Pessoas bastante técnicas e real
mente interessadas em nossas máquinas. Além disso, foi possí
vel estreitar relação com nossos
parceiros comerciais, bem como ~

gens, retificação, fresamento e torneamento;
• aumento da capacidade do co
mando numérico;
• integração de sistemas automáticos de carga e descarga de
peças; e • sistemas de paletes.
O envolvimento dos fornecedores de peças, componentes,
módulos ou ferramentas é de
com clientes cujas matrizes encontram-se na Europa", come
mora Gustavo Azevedo , que re
presentou a empresa na feira .
Mais experiente nesses eventos, a Romi, que inclusive possui
uma subsidiária na Europa, usou
a oportunidade para apresentar o torno CNC Romi C 420 (o mesmo que no Brasil chama-se CNC
Universal Centur 30D), montado
especificamente para o mercado
fundamental importância já na fase de concepção da máquina, pois permite aperfeiçoar o pro
jeto e encurtar os ciclos. O resul
tado são custos mais baixos de projeto e fabricação.
Em linhas gerais, as novas configurações de máquinas podem ser resumidas como:
• estão cada vez mais rápidas e precisas;
• possuem recursos e software
europeu com comando Siemens.
Os profissionais da área de en
genharia de produto e produção
da empresa aproveitaram, como de costume, para verificar as ten
dências tecnológicas e conhecer
novos parceiros com o objetivo de aumentar a produtividade, redu
zir custos e ganhar conhecimento para desenvolver produtos.
Na Taurus Wotan, a impressão
também foi bastante positiva. Segundo Luís Sigot, gerente-geral de exportações da empresa, verificou
se que o mercado mundial de
máquinas-ferramenta está bastante aquecido, e a sua empresa está
reconquistando espaço no merca -do europeu de mandriladoras. A companhia teve consultas para
realização de aproximadamente
70 projetos, com possibilidades de
r. 't:f Novembro/2007 t 113 ------
que as tornam mais inteligentes e fáceis de operar;
• contam com alto nível de au
tomação e recursos de medição em processo;
• executam maior número de
operações distintas; • executam operações simultâ
neas;
• possuem estruturas mais rígidas, com maior grau de amor
tecimento de vibrações e com ~
fechar negócios da ordem de 12
milhões de euros.
A Zema Zselics, fabricante de
retificadoras, aproveitou o fácil
acesso aos países vizinhos da
Alemanha possibilitado pela fei
ra para estabelecer contatos com agentes de diversas nações do
bloco europeu, o que deve render negócios futuramente. A em
presa registrou também um bom
número de visitantes de outros países, em busca de parcerias para representação mútua.
A Arthur Klink, fabricante de
máquinas e ferramentas para
brochamento, ficou no pavilhão
2 com o grupo de máquinas para furação, tornos, fresadoras, bro
chadoras e máquinas de acaba-
mento de engrenagens. •

114 U~ :1 Novembro/2007 ------
EMO- - - ---
sistemas de compensação de dilatação térmica;
• possuem eixos-árvore mais rí
gidos e com maior capacidade de refrigeração, permitindo torques e rotações maiores;
• são projetadas para facilitar a manutenção;
• apresentam sistemas para prevenir colisão; e
• permitem tempos de posicionamento, deslocamento dos eixos, troca de ferramenta e de preparação cada vez mais curtos.
Sem dúvida, também é necessário o avanço simultâneo dos materiais, dos processos e das ferramentas para fechar o ciclo e, assim, atender às exigências
do mercado em relação a custos, qualidade ou questões ambientais. Novos ma te riais, revestimentos, geometrias e classes de
Hannover
ferramentas surgem a cada dia, assim como desenvolvimentos em sistemas de fixação, refrige
ração, troca e maneiras de utilizar as ferramentas.
Máquinas de construção modular
A construção modular permite adaptar as máquinas à sua aplicação específica, pois são concebidas para obter diversas configurações . Esse tipo de construção confere ao fabricante os be
nefícios atribuídos ao conceito de manufatura postergada (post
poned manufacturing), possibilitando atingir escala de produção e trabalhar com estoques reduzidos. Isso significa adiar o
máximo possível a finalização da máquina. Os módulos são fabricados, mas a máquina só é completamente montada depois
Simplifique com Smart 1 O. -... ~ A retificadora centerless inteligente.
Simplifique. Com projeto inovador, a retificadora centerless
Smart 10 da BONELI é insuperável em performance. Projetada
para atingir um novo padrão na indústria, simplificou operações
antes complexas. O resultado é uma máquina de precisão muito
maior, fácil operação, enxuta, de pouca e fácil manutenção e,
ainda, com um custo final muito menor. É uma máquina
inteligente. É Smart 10. Solicite o catálogo ou proposta técnica.
Maquenge Máquinas Operatrizes Ltda Fabricante das Retificadoras Centerless Boneli
Av. Prof. Benedito de Andrade, 1000 - Distrito Unileste Fone/Fax 55 (19) 3424.3231 - CEP 13422-000 Piracicaba-SP
1 DNELI 1 CENTERLESS
que o cliente define o que realmente quer.
Já é comum o uso de uma
mesma base para diferentes tipos de máquinas. A partir dessa plataforma modular, o fabricante constrói a máquina de acordo com o pedido. Por exemplo, as mesas podem ser escolhidas entre diferentes tamanhos, tipos e quantidades; o número de eixos pode ser definido no momento em que o pedido é colocado; pode-se escolher entre uma variedade de tor
res e magazines porta-ferramentas; pode-se optar por um, dois ou mais eixos-árvore com diferentes rotações e potências; pode-se incorporar sistemas de carga e descarga de peças, ca
pacidade para usinagem a seco, sistema para uso de mínima quantidade de refrigerante ou refrigeração em abundância e .,.
[!J.aNELI / ..
www.boneli.com.br - [email protected]

116 4 t:, r Novembro/2007 -----
EMO~-----
integrar diferentes tipos de operações na máquina.
Um dos exemplos práticos do
conceito de modularidade foi
apresentado pela DMG (Alemanha), com a Série CTX de má
quinas montadas sobre plataformas modulares, que abrangem
desde tornos universais até cen
tros de fresamento e torneamento. São três plataformas usadas
em 10 diferentes modelos de máquinas (das linhas alpha, beta
e gamma), que se expandem
para um total de 24 diferentes
configurações. O modelo CTX alpha 300 tem
comprimento máximo de torneamento de 310 mm, diâmetro máximo torneável de 200 mm (pode
trabalhar barras de até 51 mm), cursos X e Z de 190 e 335 mm,
Tabela 2 - Número de expositores e área de exposição por tipo de produto
respectivamente. A versão básica é equipada com torre para 12 ferramentas acionadas padrão
VDI 30. Tem velocidade de des
locamento rápido em X, Y e Z de
30 m/min, e o eixo -árvore tem
potência de 20 kW e rotação de 6.000 rpm. Pode ser fornecida com eixo Y com deslocamento de
±40 mm, ou com eixo Y e mais um eixo-árvore.
TIPO DE PRODUTO EXPOSITORES ÁREA DE EXPOSIÇÃO (m2l 1 Ferramentas de precisão 365 21.720 2 Fresadoras, centros de usinagem e sistemas flexíveis de manufatura 260 54.559 3 Retificadoras e agentes abrasivos 150 10.608 4 Tornos, centros de torneamento e máquinas para rosqueamento 146 22.042 5 Componentes mecânicos e acessórios 135 6.086 6 Sistemas de fixação de peças e ferramentas 126 5.372 7 Equipamentos para testes, medição e controle da qualidade 99 5.322 8 Máquinas para corte de chapas por cisalhamento, a laser e puncionadeiras . 64 6.239
1-9 Serras alternativas, de fita e de disco 63 5.294 10 Eletrônica industrial, sistemas de controle e acionamento 62 6.573 11 Tecnologia de descarte, segurança e meio ambiente 62 2.510 12 Sistemas de refrigeração, lubrificação, lavagem e limpeza de peças 57 1.988 13 Sistemas de processamento de dados, hardware e software 56 2.501 14 serviços, editoras, órgãos de financiamento e leasing 51 1.624 15 Brunidoras, lapidadoras, politrizes e rebarbadoras 43 2.229 16 Máquinas de eletroerosão e usinagem eletroquímica 42 2.658 17 Máquinas e equipamentos para tratamentos de superfícies 38 1.471 18 Máquinas para corte e acabamento de engrenagens 33 4.717
- 1-19 Máquinas para processamento de barras, tubos e perfis 33 3.216
1-20 Furadeiras e mandriladoras 33 1.319 21 Afiadoras de ferramentas 31 3.172 22 Equipamentos para montagem, manuseio e robôs 31 1.927 23 Prensas e máquinas de forjamento 27 1.378 24 Máquinas para marcação e gravação 21 956 25 Máquinas transfer, unidades de usinagem e máquinas especiais 17 1.559 26 Máquinas para tratamento térmico e endurecimento 17 546 27 Sistemas para automação de armazenagem, transporte e fluxo de materiais 11 742 28 Materiais 11 382 29 Máquinas para corte, corte a gás e soldagem 10 306 30 Moldes e matrizes 9 208 31 Plainas, brochadeiras e chaveteiras 7 352 32 Microusinagem 4 110 33 Máquinas para dobrar arames, fabricar parafusos, porcas e rebites 2 108 34 Prototipagem rápida 2 49
Total 2.118 179.843

118 f t. r Novembro/2007 ------
Centro de torneamento/fresamento crx gamma 2000 TC, com e sem carenagem
O modelo CTX 1250 tem comprimento máximo de torneamento de 1.250 mm, diâmetro máximo torneável de 410 mm e, também na versão básica, é equipado com ferramentas acionadas padrão VDI 40 . Pode ser forneci
do com eixo Y ou com eixo Y e mais um eixo-árvore. Adicionalmente, a máquina pode ser equipada com um eixo-árvore para fresamento e magazine com capacidade para 24 ferramentas
(CTX 1250 TC). O modelo CTX 2000 tem
comprimento máximo torneável de 2.000 mm, diâmetro má-
ximo torneável de 700 mm e é equipado com ferramentas acionadas VDI 50 (versão básica). Pode ser fornecido com eixo Y. Adicionalmente, a máquina pode ser equipada com eixo-árvore para fresamento e
magazine com capacidade para 36 ferramentas.
As máquinas da linha CTX têm CNC com tela de 482,5 mm e estrutura hierarquizada de acesso. O sistema tem uma en
trada para cartões com circuito integrado, que contêm os dados do usuário e o nível de autorização de que ele dispõe para aces-
so aos dados de operação e à programação da máquina.
Além de possibilitar que um
supervisor, por exemplo, acesse informações como tempos de operação, descrição e quantidade de peças produzidas, e transfira programas diretamente na máquina, o dispositivo res
tringe o acesso à programação somente a pessoas autorizadas, identifica os operadores responsáveis pela atividade e os usuários responsáveis pelas alterações dos parâmetros de processo.
A japonesa Mori Seiki acrescentou à série NMV de centros de usinagem verticais de cinco eixos os modelos NMV8000 DCG/40 e NMV8000 DCG/50, que utilizam a mesma plataforma e se diferenciam das versões an -teriores pela potência e rotação do eixo-árvore e pela capacidade do magazine porta-ferramentas. Ili>
Ferramentas Industriais
Tel: (11) 4584 2668- Fax: (11) 4584 5579 www.nipo-tec.com.br

A máquina possui as já conhecidas tecnologias construtivas da empresa, como a cons
trução box-in-box; o acionamento no centro de gravidade (DCG, de driven at the center oi
gravity), que permite o controle das vibrações da máquina; o motor de acionamento direto (DDM, de direct drive motor)
nos eixos rotativos B e C da mesa basculante , que garante uma velocidade mais alta e melhor precisão de indexação da mesa e apresenta menor deman
da por manutenção; e oram octogonal (ORC, de octagonal ram
construction), que possui carac-
OXICORTE corte de chapas grossas e extra-grossas
Chapas extra-grossas profiling até 450mm Chapas grossas relaminadas
Corte em chapas com espessuras de 6,30 até 450 mm.
Nas qualidades: A-36 I SAE 1045 I EN 10025 (S355 /S275 / S235) DIN 17100 (RRST52.3 / 44.3 / 37.3) ASTM-A 572 -A516/60 - A516/70 e outras sob consulta.
Corte em Fotocélula , CNC e Plasma.
Forno para recozimento.
Serra de fita em até 660 mm.
Prensa para desempeno.
Série NMV com e sem carenagem
'M Novembro/2007 t 119 ------
Acionamento no centro de gravidade do eixo Z
Construção box-in-box
Motor de acionamento direto (DOM)
EixoB--~;a
Motor de acionamento direto (DOM)
EixoC
-Ram octogonal (ORC) EixoZ
Acionamento no centro de gravidade do eixo Y
terísticas de amortecimento,
controla a dilatação térmica e permite avanços de elevada precisão e alta velocidade .
Na nova concepção de máquina, a mesa basculante é apoiada apenas no lado posterior, o que propicia livre acesso ~
] Membro do Federação CISQ
~I~A@ Sistema da Qualidade Certificado

MHM" MHM Comércio de Máquinas e Equipamentos Ltda.
Tel: 'l'I 4220-6500 [email protected] hmequipamentos.com.br
·e CASTANHAS MOLES: PADRÃO E ESPECIAL
~ CASTANHA DURA REVERSÍVEL
• CASTANHA DURA ESPECIAL
• PORCA "T"
• REFORMA DE PLACAS AUTOMÁTICAS
GRAXA ESPECIAL PARA SUA PLACA
120 « Novembro/2007
EMO~---~ Hannover •
pelo lado frontal. O ram oc togonal opera como se fosse a coluna do centro de usina
gem e responde pelo deslo
camento vertical da mesa (eixo Z). Esse conjunto des
loca-se em X apoiado sobre um travessão que, por sua vez, desloca-se em Y sobre
duas guias (no conceito de máquina gantry).
Os cursos X, Y e Z são de
1.200, 920 e 610 mm, respectivamente, com velocidade de deslocamento de 40 m/min, e
a mesa rotativa tem diâmetro
de 800 mm e capacidade de carga de 1.000 kg. Trabalha
com peças de 1.000 mm de diâmetro e 500 mm de altura.
O eixo B indexa um ângulo de
até 340º e o C, de 360°. O modelo NMV8000
DCG40 é equipado com eixoárvore com rotação de 12.000 rpm e potência de 18,5 kW,
com opção para 20.000 rpm e
potência de 15 kW O magazine porta-ferramentas tem 31
posições, com opção para 61, 91, 121ou181.
Com a adoção do conceito
enough is better than too
much, algo como "o suficiente é melhor do que o excessivo" a Heller (Alemanha)
apresentou a sua linha de centros de usinagem horizon
tais da série H, de construção
modular e compacta, fornecida em quatro modelos básicos (H 1000, H 2000, H 3000
e H 4000). Combinando os
vários módulos, é possível
obter configurações para
centro de usinagem H 2000
atender às necessidades e es
tratégias de usinagem específicas de cada aplicação.
A empresa oferece opções
de eixos-árvore, cones do eixo-árvore (SK 40, HSK 63
e BT 40), magazines porta
ferramentas (do tipo corrente com 54, 80 ou 160 posições ou do tipo rack com mais de
400 posições). Também po
dem ser fornecidas versões para usinagem a alta veloci
dade (speed pack, com rotação do eixo -árvore de 16.000 rpm e opção para 24.000 rpm)
ou usinagem pesada (power
pack, com rotação de 10 .000 rpm e potência de 38 kW), em
operações com mínima quantidade de fluido refrigerante
ou a seco.
Todos os modelos são fornecidos com acionamento duplo no eixo Z, para dar maior estabilidade ao processo, e equipados com a mes
ma cabine de controle, de con
cepção compacta. Possuem to
das as unidades e componentes periféricos totalmente in
tegrados à estrutura da máquina, e dispensam chumba
dores, o que garante flexibi- ~

122 • ~ .r Novembro/2007 ------
EMO~~~~~~~
lidade e facilidade de instalação. As opções de comando numérico são o Sinumerik 840D
ou Fanuc 310i-A.
O modelo H 2000 possui cur
sos X, Y e Z de 630 mm, com des
locamento rápido de 60 m/min (aceleração de 0,8 G). na versão
padrão, e 90 m/min (aceleração de 1 G), na versão para HSC. Pode
ser incorporado eixo-árvore com rotação de 10.000 rpm e 17 kW, 10.000 rpm e 38 kW, 16.000 rpm e 40 kW ou 24.000 rpm e 25 kW A mesa tem 400 x 500 mm.
A Perfect J et (Taiwan) enfa
tizou as várias possibilidades de configuração da máquina a par-
Hannover
Estrutura básica sem carenagem do
centro de usinagem MH 206
tir da mesma base, com a apre
sentação do centro de usinagem horizontal modelo MH
206. A sua coluna executa mo
vimentos em X, Y e Z com acio
namento por fusos de esferas .
A máquina pode ter uma mesa
~ VITOR & BUONO LTDA. Maquinas e Acessorios para Fresadoras, Retifica s, Centros d e Usinage m,
In strumentos d e Med içã o, Ele tro -Erosão, Tornos d entre outros.
A maior variedade de acessórios pairo máquinas operolrizes
Vítor & Buono Ltda. - Comércio de Máquinas e Ferramentas Rua Cruzeiro, 48/68 - Barra Funda - CEP 01137-000 - São Paulo - SP
Fone: 11 - 3376.7777 - Fax: 11 - 3392.6068
simples ou em diferentes configurações ou ainda uma divisória na área de trabalho.
Quando a primeira operação de usinagem é encerrada, por
exemplo, a coluna se recolhe, des
loca-se lateralmente e posiciona o eixo-árvore para iniciar a usina
gem da outra peça, na seção ao
lado, enquanto a que já foi trabalhada pode ser removida ou reposicionada. Também podem ser ins
taladas placas rotativas e placas rotativas basculantes, permitindo
a usinagem em quatro ou cinco
eixos, respectivamente.
A máquina é fornecida com
pelo menos 12 configurações di- ~
Não perdem o fio mesmo ao rubro. Sua dureza (60 a 63 Rc) provém da liga e não de tratamento térmico. Devem ser usados a velocidades de corte até 100% superiores às do aço rápido suportando bem cortes interrompidos impossíveis com metal duro. Fácil afiação. Alta produtividade e melhor acabamento.

ferentes de mesa, tem cursos X, Y e Z de 2.000, 550 e 600 mm, respectivamente, distância do nariz
do eixo-árvore até a mesa entre
125 e 685 mm, eixo-árvore com rotação de 6.000 rpm (8.000 opcio
nal), mesa com capacidade para 1.000 kg (duas peças de 500 kg). avanço rápido de até 12 m/min e
magazine porta-ferramentas de até 40 posições.
Mais recursos nas mesmas máquinas
A incorporação de mesas do tipo trunnion em centros de u si
nagem foi a coquelu che d a
r Novembro120on 123 -----
Mesa rotativa basculante: uma das principais tendências da feira
EMO. A maioria dos fabricantes , principalmente de centros
de usinagem verticais , passou a oferecer essa opção nas su as máquinas . O objetivo principal
da a doção é con ferir mais dois eixos aos centros de usinagem,
e levando-os à categoria de má
quina de cinco eixos.
A capacidade de usinagem com cinco eixos simultâneos é
adequ ada à fabric ação de peças complexas , u ma demanda cres cente nos segmentos automobi
lístico , aeroespacial, de en er
gia, produtos para u so médico e moldes. As mesas bascula n
tes , com elevada rigidez, permi- ~
As novas Mikron NRG 50 Multitarefa, incorporam em suas 12 estações de trabalho, operações de Torno e de Centro de Usinagem, com a tecnologia de uma nova geração de máquinas transfers.
Representante no Brasil:
TECM~" soluções eficientes em produtividade
Tel.: +55 (11 ) 4044-6365 [email protected]
~~ ~~./
/
~dMIKRON® Machining Technology
inovando sempre para quem quer produzir milhões

124 4 ~ Novembro/2007
tem que mesmo peças complexas sejam completamente usinadas em uma única máquina,
com apenas uma fixação e uma preparação. O resultado é uma peça de melhor qualidade, quando comparada com a atingida no processamento em várias máquinas.
Adicionalmente, deve-se considerar que os tempos de preparação e processamento são mais curtos, a quantidade de dispositivos de fixação necessários é reduzida, são utilizadas menos máquinas (o que, além de implicar investimento mais baixo, significa demanda menor por espaço no chão de fábrica) r necessita-se de menos operado res, o gerenciamento e o monitoramento do processo são simplificados, e diminui-se a quantidade de etapas de manuseio e movimentação de peças.
Esse recurso também ampliou a oferta de centros de tor
neamen to/fre samen to, pois pode-se incorporar placas rotativas com capacidade de torneamento às mesas basculantes. Os centros de torneamento/fresamento são projetados para a usinagem completa de peças complexas e tolerâncias apertadas, com o objetivo de aumentar a precisão, reduzir os tempos de usinagem e baixar os custos.
As peças a serem produzidas nessas máquinas podem ser rotacionais ou prismáticas,
ou ainda combinar ambas as formas. Podem ser usinadas a partir de barras, na placa ou
EMO,____ ____ _
entre centros. São máquinas adequadas para peças cujos processos de produção requerem operações pesadas de torneamento e fresamento e, segundo os fabricantes, podem reduzir o tempo de usinagem em até 70%.
A Yamazaki Mazak (Japão), por exemplo, apresentou a nova geração de centro de usinagem vertical de cinco eixos modelo Nexus 5 lOC-II 5X, uma evolução do modelo VCN 510C, de quatro eixos. A nova
versão recebeu uma mesa rotativa basculante de dois eixos e teve o comando numérico atualizado, para adquirir capacidade de usinar com cinco eixos simultâneos como característica de máquina básica. A mesa, que mede 1.300 x 1.500 mm e suporta até 1.200 kg, pode ser facilmente removida, o que aumenta o envelope da máquina e permite usinar pe
ças maiores . O modelo Nexus 510C-II 5X
possui cursos X, Y e Z de 1.050, 510 e 510 mm, respectivamente, com avanço rápido de 36 m/min nos três eixos, mesa rotativa com
centro de usinagem vertical Nexus 510C-ll 5X
diâmetro de 205 mm para cargas de até 200 kg, eixo-árvore com rotação máxima de 12.000 rpm e
magazine com 30 posições.
Centro de usinagem vertical Nexus 7000-11
Dentro da série Nexus II, a empresa lançou também o modelo 700D-II, com mesa de 1.740 x 700 mm que suporta até 2.000 kg . A máquina é adequada para usinagem pesada de desbaste, quando equipada com o eixo-árvore de elevado torque, usinagem a alta velocidade de acabamento de grandes matrizes e moldes e usinagem de múltiplas peças em uma única fixação. Possui cursos X, Y e Z de 1.530, 700 e 650 mm, respectivamente, com avanço rápido de 30 m/min nos três, eixo-árvore com rotação máxima de 8.000 rpm e magazine
com 24 posições. Desde 2002, a alemã Ixion
Auerbach fabrica os centros de usinagem de cinco eixos IA3 TLF, que também executam furação profunda. A empresa in
corporou às máquinas desta série um sistema de troca rápida de ferramenta. A troca de uma fresa para uma broca é realizada em 1 minuto, o que aumenta o tempo de operação sem super- ~

126 • UM Novembro/2007 ------
visão na usinagem de quatro lados da peça.
O novo modelo, batizado de
IA3 TLF-U, executa furos com
profundidade de até 1.200 mm em curso único, ou o fresamen
to em cinco eixos. A mesa rotativa tem dimensão de 1.500 x 1.000 mm e suporta peças de
até 7 .000 kg, com opção para 10.000 kg. O cabeçote é instalado em uma coluna móvel, o
eixo-árvore tem potência de 13 kW, rotação de 6.000 rpm (10 .000 rpm opcional) e cone
Centro de usinagem IA3 TLF-U executa furação profunda
EMO~~~~~~~ -~ Hannover
~
SK 40 (HSK 63 opcional). Tem curso X de 1.800 mm e curso Y de 1.200 mm, que também pode
ser indexado na faixa de -25° a
+15°. O curso Zé de 1.700 mm e o curso W (eixo de furação),
de 1.675 mm. Nos tornos CNC da série
NL, modelos 1500 e 2000, aja
ponesa Mori Seiki introduziu uma torre porta-ferramentas
com 20 estações praticamente
Máquina da série NL...
sem prejuízo da área de trabalho . Originalmente, essas má
quinas eram construídas com
torres de até 16 posições. Ape
nas o curso Z foi reduzido em 10 mm, passando de 590 para
580 mm . As demais características foram mantidas.
Na nova versão, a contra
ponta passa a ser acionada por servomotor, o que reduz os tempos de preparação. A par-
.. . e sua torre com 20 posições ~
~ ~f ................... .... \..) SCHEELITA
Tel.: 11 4899-4747 - Site: www.scheelita.com.br - E-mail: [email protected]

tir da combinação dos módulos de quatro modelos básicos,
é possível construir máquinas
da série NL em 36 variações.
Os tornos podem ser fornecidos com eixo C, eixo Y, eixo
árvore adicional e/ou com combinações de todos eles . O modelo NL 1500 tem diâmetro
máximo torneável de 278 mm, comprimento máximo de tor
neamento de 515 mm, cursos X e Z de 260 e 580 mm, respectivamente, com velocidade de deslocamento rápido de 30
m/min, e curso Y de ±50 mm,
com velocidade de desloca
mento de 10 m/min.
Afiadora TX7 + Xchanger
Na área de afiação de ferramentas, a australiana Anca atua
lizou a máquina CNC TX7 +. O modelo-base tem dois conjuntos com quatro rebolos cada,
enquanto a sua evolução , deno
minada TX7 + Xchanger, tem 16 conjuntos com sistema de re-
r. .r Novembro/2007t 127
trigeração e quatro rebolas em cada um, e sistema de troca automática de rebolas . O projeto
modificado resultou no aumen
to do comprimento da máquina de 2.520 para 3.523 mm, mas
elevou de oito para 64 o número de rebolas prontos para o uso, que podem ter diâmetro de
até 202 mm. A Walter (Alemanha), do
grupo Schleifring, apresentou
a nova versão da afiadora de ferramentas Helitronic Power Diamond, que combina duas
operações (retificação e eletro
erosão rotativa) em um único eixo-árvore horizontal. Em ..,.
A CADA DIA FAZENDO MAIS POR VOCÊ!
Desde 1968 a Cavour é líder no segmento de Laminação de Perfil e, com o decorrer dos anos, foi se aperfeiçoando na fabricação de ferramentas especiais, proporcionando
aos seus clientes a confiança que eles precisam.
Especializando-se na produção de Rack para Roto-Fio, a Cavour busca juntamente com seus clientes projetar
e desenvolver as ferramentas para atender os mais e evad s requisitos de produtividade e qualidade.
Invista em sua empresa. Parcele suas Má uinas em até 72X.
Rua Inglaterra, 53 - Pq. Das Nações - Santo André - SP Telefone: (11) 4479-5900 I www.cavour.com.br Ílci:avoun
~ "DE FATO, A MELHOR"

Consumíveis para ELElRO~ROSÃO
• Guias •·Contatos • Partes de Injeção
PREÇOS ESPECIAIS • Atendimento rápiao • Diversidade e
disponibilidade de peças a pronta entrega
AGIE CHARMILLES HITACHI
J/111/Vt' J,.mitsubishi Sodiek
TIGER TOOLS COMÉRCIO DE FERRAMENTAS Lida.
Tel.: (11) 4975-8199 [email protected]
www.tigertools.com.br
128 . Novembro/2007
EMO,_____ __ _
Helitronic Power Diamond, com troca automática de ferramentas
cada extremidade são insta -
lados um rebolo ou um ele
trodo rotativo.
A versão mostrada na últi
ma edição da feira foi aperfei
çoada com a incorporação de
um trocador automático de fer
ramentas (tanto para o rebolo
quanto para o eletrodo) e um
novo comando. Com os recur
sos adicionados, passou a ter
capacidade para produzir tam -
bém ferramentas de diamante
policristalino (PCD), nitreto
cúbico de boro (CBN), metal
duro e aço-rápido, que podem
ter diâmetros de 3 a 320 mm.
A configuração desta má
quina possibilita realizar
tanto a eletroerosão quanto
a retificação com uma única
preparação.
A Okuma (Japão) também
aumentou a capacidade de al
guns modelos, mantendo o
projeto básico anterior. A em
presa incorporou ao centro de
torneamento LB 300 recursos
como contraponta comandada
pelo CNC, modificou o siste
ma de transmissão para elevar
o torque das ferramentas acio
nadas e também aumentou o
número de ferramentas na tor
re de 16 para 20.
A versão aperfeiçoada foi
denominada LB 3000, que,
assim como o modelo anteces
sor, possui o barramento incli
nado construído em dois blo
cos (bed-in-bed). O bloco su
perior (que sofre influência da
temperatura) é paralelo (dila
ta-se por igual), e o bloco in
ferior é inclinado.
A máquina foi construída
dentro do conceito TFC (do
inglês thermo friendly con
cept), que consiste na combi
nação de sensores, controla
dores de temperatura e soft
ware para compensar a dila
tação das partes fundidas da
máquina, especialmente do
bloco superior do barramen
to. Assim, a dilatação causa
da na estrutura da máquina
pelo aumento da temperatu
ra no ambiente de trabalho
ocorre sem alteração das pro
porções geométricas e incli
nação da área de trabalho.
O modelo LB 3000 EX
possui avanço rápido de 20
m/min no curso X e 30 m/min
em Z, tempo de início/para
da do eixo-árvore de 3,4 s
(em rotação de 5.000 rpm) e
tempo de troca das ferra
mentas acionadas de 1 ,45 s.
Para operações de tornea
mento, possui eixo-árvore
com rotação de 5.000 rpm,
potência de até 22 kW e tor
que de 350 Nm. Nas opera
ções com ferramentas acio
nadas, a rotação é de 6 .000
rpm, a potência de até 7r1
kW e o torque máximo é de
40,4 Nm. ~

130 t :r Novembro/2007 -----
Modelo Microdrill VDM para furação profunda
Com a instalação de uma mesa opcional, a Microdrill VDM, furadeira vertical fabricada pela Mollart Microdrill (Alemanha), pode executar furos profundos de diferentes dimensões na mesma fixação. As brocas tipo canhão são posicionadas na parte inferior da máquina, e uma contraponta hi-
EMO~-----
dráulica para fixação de até quatro peças é posicionada na parte superior. Quando é adi
cionada uma mesa superior para movimentação das peças, é possível fixar brocas diferen
tes e executar furos distintos em uma mesma peça, com a mes ma fixação e preparação.
A Microdrill VDM executa furos de O, 7 a 8 mm de diâmetro e até 350 mm de profundidade, possui de um a quatro eixos-árvore com rotação de 25.000 rpm e potência de kW. cursos X, Y e Z de 280, 150 e 400 mm, respectivamente, sistema para monitoração e pro gramação do padrão dos furos. Um contador de rotação na contra ponta facilita o controle da precisão do processo.
Centro de usinagem Uniforce 7
teve o curso Z aumentado para 1.800 mm, agora pode usinar
peças maiores do que aquelas da versão original. Adicionalmente , foi incorporado à máquina um novo sistema de troca de ferramentas mais adequado às máquinas que possuem grandes cursos de deslocamen -to, o que permite obter menores tempos de troca, indepen-
A alemã SHW mostrou o centro de usinagem de grande porte modelo Uniforce 7, que dentemente do curso. ll>
MÁQUINAS DE CORTE • SERRAS AUTOMÁTICAS " ~ o: -" _,, ..:'
"''

13 2 t .r Novembro/2007
EMO- - ----
A máquina é equipada com cabeçote universal com 60 kW de potência e 64.800 posições, e tem curso X de 3.000 até 40.000 mm e curso Y de 3.100 a 5.300 mm. A velocidade de des locamento rápido em X, Y e Z é de 36 m/min com aceleração de 2 G. Trabalha com mínima quantidade de lubrificação interna ao eixo-árvore . O magazine aloja até 120 ferramentas.
Centros de torneamento/fresa menta
A Stama (Alemanha) apresentou o seu centro vertical de torneamento/fresamento modelo MC 726/MT-2C, para a usinagem completa dos seis lados da peça
em, no máximo, duas fixações. A máquina possui duas colunas que se deslocam com movimentos independentes sobre um barramento comum. Cada coluna é um sistema separado com seu próprio eixo-árvore de elevada potência, magazine porta-ferramentas de grande capacidade e unidade de torneamento formada por uma mesa basculante com eixo-árvore integrado, ope
rando como duas estações de trabalho independentes.
A parte anterior da peça é usinada por completo (cinco lados) em uma única fixação na
estação 1. Em seguida, a peça é fixada pela placa da estação 2, que se desloca até a estação 1 e retorna à sua posição original, para que a parte posterior da peça seja terminada e colocada na esteira de descarga. No momento em que a peça começa a ser transferida para a estação 2, a estação 1 já inicia a usinagem de outra peça.
Essa máquina é adequada
para a usinagem de grandes lotes (de 1 mil a 1 milhão de peças). Os eixos-árvore de fresamento têm potência de 30 kW e rotação máxima de 15.000 rpm, e os de torneamen
to, 42 kW e até 5.000 rpm. Os cursos X, Y e Z são de 500, 400 e 360 mm para cada estação, com velocidade de deslocamento rápido de 60 m/min e aceleração de até 1,2 G.
Cada magazine tem capacidade para 42 ferramentas com cone HSK A 63 e o tempo de cavaco -a-cavaco é de 2, 1 s. Ela trabalha com barras de 15 a 65 mm de diâmetro (com opção
para 102 mm) e peças de até 240 mm de comprimento, e
As duas estações de trabalho do MC 726/ MT-2C <à esquerda! e usinagem completa dos seis lados da peça <à direita!
pode ser equipada com comando numérico Siemens 840D ou Fanuc 31iMA/5.
variaxis 630-SX li T
A Yamazaki Mazak acres centou o centro vertical de torneamento/fresamento Variaxis 630-5X II T à sua série de máquinas com cinco eixos Variaxis. O modelo apresentado na feira possui uma mesa rotativa basculante com motor de acionamento direto, que permite tor
neamento (eixo A) com rotação de 1.100 rpm de peças de até 730 mm de diâmetro e comprimento de 500 mm.
A operação de torneamento pode ser executada com a mesa na posição horizontal (Oº) ou vertical (90°). A máquina é equipada com eixo-árvore dentro de um cabeçote de construção compacta com cone 40, rotação de 18.000 rpm e potência de 30 kW Possui
cursos X, Y e Z de 639, 765 e 600 mm, respectivamente, curso A de +30° a -120° e curso c de ±360°, mesa com 630 mm de diâmetro e capacidade de carga de até 500 kg, avanço rápido de 52 m/min .,.

134 4 t,• .r Novembro/2007 ------
nos eixos X, Y e Z, de 50 rpm no eixo A e de 100 rpm no eixo C. O magazine tem 30 posições.
Centros de usinagem com dois eixos-árvore
A Chiron (Alemanha) mostrou os centros de usinagem verticais de construção modular, para usinagem pesada e usinagem a alta velocidade, que podem ser fornecidos em 20 combinações diferentes incluindo: um eixo -árvore (série FZ 18),
dois eixos -árvore (série DZ 18), mesa fixa, mesa rotativa basculante, barramento estendido,
DZ 18 = 320/400/600 mm
centro de usinagem vertical DZ 18 tem três distâncias possíveis entre os eixos-árvore
magazine porta-ferramentas acoplado ao cabeçote do eixo árvore com capacidade para 20 ferramentas ou magazine do tipo corrente com capacidade para 40 e 60 ferramentas.
Em todos os modelos, o movimento do eixo vertical é realizado pelo deslocamento do cabeço -
te sobre a coluna. Podem ter refrigeração de alta pressão até 120 bar ou realizar usinagem a seco.
No modelo com mesa esten -dida, é possível usinar peças longas ou dividir a área de trabalho em duas partes. No modelo DZ 18, os eixos-árvore têm potência de 14 kW (opção para 18 kW) e rotação de 10.500 rpm (opção para 12.000 rpm). A máquina tem cursos X e Y de 400 mm e Z de 630 mm, com velocidade de deslocamento rápido de 40 m/min (opção para 60 m/min) e acele
ração de 0,5 G em X e Y, e 0,7 G em Z. O tempo de troca de ferra-mentas é de 1,0 s. .,..
FURADEIRAS DE COLUNA E BANCADA
• MODELOS PARA 25 À 50mm • MANUAL E AUTOMÁTICO • ENGRENAGEM DE AÇO
CROMO-NÍQUEL TEMPERADOS • CONE MORSE TEMPERADO
E RETIFICADO .---....
• Empresa israelense com mais de 35 anos de experiência, na fabricação de
insertos e ferramentas rotativas inteiriças em metal duro, para torneamento
e fresamento de rosca .
• Destacamos dentre seus principais produtos, a linha de fresas em metal duro
para interpolação de roscas.
• Conheça nossas ferramentas e esclareça suas dUvidas, com acompanhamento
de nossos técnicos treinados e a disposição para efetuar testes práticos,
facilitando a sua avaliação.
HANsATECNICA Stock Center
Rua Claronce , 183 · VL. Cruzeiro Cep: 04727-040 ·São Paulo. S.P . . Brasil
Tet: +65 11 6643-6000 · Fax: +55 11 5641 -4842 [email protected] - www.hensatec.com.br
• RETIFICADORAS PLANAS TIPO COPO E SEGMENTOS
• RETIFICADORA PARA CORPO DE PROVA DE CONCRETO
-g S.A YADOYA IND. DE FURADEIRAS RUA BARTOLOMEU DO CANTO, 94 - FREG. DO Ó - SÃO PAULO - SP TEL. 3931-2566 FAX. 3931-5591 E-MAIL- [email protected]
www.yadoya.com.br

l!ft.f Novembro/2007t 135 ------
A SW (Alemanha), subsidiária da Emag, apresentou também o centro de usinagem vertical modelo BA S03. A máquina é equipada com mesa giratória basculante para duas peças e opera em cinco eixos simultâneos, com dois eixos-árvore que trabalham sincronizados . Por isso, segundo a fabricante, fornece o dobro da produtividade e o tempo de preparação é reduzido pela metade, em comparação com modelos com apenas um eixo-árvore e/ou mesa convencional.
Estrutura monobloco e a área de trabalho do BA 503
O comando desse modelo possui o sistema RealNC, que faz a simulação da usinagem,
além de análise e prevenção de colisão. A base é de construção do tipo monobloco e o cabeçote se desloca na vertical (eixo Z) sobre um conjunto que se des loca em X apoiado sobre um tra-
vessão que, por sua vez, desloca-se em Y sobre duas guias, no conceito de máquina gantry. O seu deslocamento rápido em X, Y e Z é de 7 5 m/min, com acele-ração de 1 G. ~
UDDEHOLM w UDDEHDLM Fone (11) 4393 4560 - Fax (11) 4393 4561 - [email protected]

136 u: ,f Novembro/2007 ------
Área de trabalho do centro de usinagem BA 321
Na área de centros de usina
gem horizontal, a SW apresentou o modelo BA 321 com mesa rota
tiva e eixo horizontal de 850 mm
de comprimento, que permite fixação de peças nos quatro qua
drantes. Com divisórias que isolam a área de trabalho, permite que a fixação das peças possa ser
realizada pela parte frontal, ao
mesmo tempo em que outra peça
está sendo trabalhada.
Esse modelo tem avanço rá
pido de 60 m/min no eixo X e de 70 m/min em Y e Z, aceleração
de 10 m/s2 em X e Z e 8 m/s2 em Y, potência de 32 kW e torque de
72 Nm. O magazine é montado
acima dos eixos-árvore, para proteção contra cavacos, e possui alojamentos para 20 ferramentas
para cada eixo-árvore (32 posições opcionalmente).
Recursos inteligentes
As máquinas estão se tornando
mais inteligentes e têm recursos
para manutenção preditiva, que
EMO~-----
contam com sensores instalados, por exemplo, no eixo-árvore para monitorar temperatura, vibração e
dilatação. Como esses recursos for
necem informações úteis para prevenir a ocorrência de problemas,
conseqüentemente aumentam a disponibilidade da máquina.
Sensores e sistemas também
são incorporados para compensar as dilatações térmicas na es trutura da máquina, decorrentes
da variação da temperatura ambiente e da geração de calor durante o processo de usinagem.
Esse é um fantasma que assombra as operações de precisão.
Até há bem pouco tempo, podia-se dizer que existiam dois tipos de operadores de máquinas
ferramenta CNC: aqueles que já
colidiram a máquina e aqueles que ainda iriam colidir. Hoje, com a ampla utilização dos sistemas para prevenir colisões,
essa classificação sarcástica já começa a perder o sentido.
Os sistemas de simulação,
utilizados como apoio ao conjunto máquina-ferramenta-progra
ma CNC-ferramenta-fixação
peça podem propiciar uma redução significativa dos tempos mor
tos como, por exemplo, tempos de deslocamento, posicionamento, preparação e troca de ferra
mentas. Também com base nesses sistemas, alguns fabricantes
já simulam a usinagem da peça
na fase de pré-venda, com testes de programas, processos e preparações, para que o cliente tome
a decisão de compra mais acertada. Esse método é denominado "usinagem virtual".
Outros sistemas utilizam câmeras CCD na área de trabalho da máquina que, a partir das ima
gens captadas, criam um modelo
digital idêntico ao da preparação real. A partir desse modelo, são
verificadas as interferências e é feita a simulação da usinagem.
Os comandos das máquinas
começam a oferecer estrutura hierarquizada de acesso. São criadas a utorizações individualizadas
para usuários de níveis diferen -tes, eliminando o sistema tradi
cional de bloqueio do comando
com chave. Um dispositivo simi
lar a um cartão de memória con
tém os dados do usuário e o nível
de autorização que ele dispõe para acesso aos dados e à opera -
ção e programação da máquina.
A qualquer momento, por exemplo, o supervisor pode acessar, na própria máquina, informações sobre tempos de operação, descrição e quantidade de peças pro
duzidas, transferir programas etc.
A empresa alemã Spinner desenvolveu um sistema de amor
tecimento de vibrações em tornos. Denominado PSD (de passive
structure damping, ou amortecimento passivo da estrutura), ele
é formado por amortecedores instalados nas torres porta-ferramentas, de modo a evitar que as
vibrações causadas pelo processo de usinagem sejam transmitidas para a estrutura da máquina.
Ainda no primeiro semestre de 2008, a empresa pretende oferecer este recurso na maioria dos
modelos que fabrica.
Até a realização do evento, o
PSD havia sido incorporado aos ~

138 4 r. Novembro/2007 ------
Torno CNC TO 42 Triplex com sistema de amortecimento nas torres
tornos CNC da série TD, que possuem duas ou três torres porta-ferramentas (TD Duplex/Triplex) e dois eixos-árvore com acionamen -to independente. No caso das versões Triplex, as torres podem ser usadas também como contrapon
ta ou luneta para fixar peças longas . Na EMO, a empresa apresentou o modelo TD 42 Triplex, que possui eixos-árvore com rotação de 5 .000 e 7 .000 rpm, 12 posições em cada torre e cursos de 180 mm em X, ±45 mm em Y e 704 mm em Z nas torres 1 e 3. Na torre 2,
os cursos são de 180 e 620 mm em X e Z, respectivamente.
A Gleason (EUA) apresentou a máquina modelo 150 SPH, para acabamento de engrena
gens endurecidas de dentes retos ou helicoidais por brunimento rotativo. Nesta nova versão, com arquitetura otimizada e cabeçote de brunimento rotativo de acionamento direto (que atinge rotação de até 3 .000 rpm) são atingidos novos patamares de qualidade e economia.
A máquina é adequada para o acabamento de engrenagens cujas aplicações exigem qualida
de elevada e baixos níveis de ruído. Pode ser equipada com sis-
VENHA CONHECER A •
tema de carga e descarga automatizado e tem capacidade para processar engrenagens com até 150 mm de diâmetro, módulos de 0,5 a 4 mm e largura de 50 mm.
Sistema modular porta-paletes da Fastems
Para viabilizar o melhor uso dos recursos inteligentes em todo
o chão de fábrica, a Fastems (Finlândia) apresentou o sistema modular porta-paletes (FPM, de flexible pallet maga- ~
MANSFER

zine) . Ele aumenta o nível de automação de máquinas e de células de manufatura, possibi
lita a operação sem supervisão e
aumenta o índice de utilização. O menor modelo, com área
para armazenar até 12 paletes, pode atender uma máquina-fer
ramenta e uma estação de car
ga/descarga. Com a adição de módulos, a sua capa c idade pode ser aumentada para tra
balhar com até 10 estações e 100 paletes (10 por máquina) .
O FPM possui dispositivo com
interface gráfica para controle do sistema modular e seleção
de paletes.
Operações combinadas
A alemã Emag mostrou o torno
vertical modular VTC 315 DS,
para trabalho entre pontas de eixos, que exige menos área para
instalação, reduz investimentos com sistema de alimentação e combina várias operações. A má
quina utiliza princípio similar ao dos tornos de placa invertida para carga e descarga de peças e, por
isso, dispensa sistema de alimentação externo. Com isso, propi
cia redução de aproximadamen
te 15 mil euros no investimento.
Uma garra alojada na torre pega a peça bruta e a transfere para
l:llCf Novembro12oon 139
Sistema de carga e descarga de peças do VTC 315 DS
-----
a posição de trabalho, onde é fixa
da pela placa e pela contraponta. Depois de usinada, a peça é transferida para fora da máquina da mesma forma. Devido à sua con
cepção vertical, o torno necessita
de área menor para instalação do que os modelos equivalentes. Além .,..
OXICORTECORTE DE CHAPAS Confecção de peças e componentes
para a indústria em geral
ACMW, muito mais que qualidade. A ACMW é uma empresa que vem
atuando há aproximadamente 40 anos
no mercado de produtos oxicortados,
dobras de chapas, usinagem de porte
médio, conjuntos soldados e pintura. E
coloca a disposição de seus clientes, sua
experiência na confecção de peças e
componentes para a indústria em geral
e especializada em componentes de
tratores e implementas agrícolas.
ACMW Indústria e Comércio Ltda.
Tel/Fax: (11) 6165-8188 / (11) 6915-8647 www.acmw.com.br / [email protected]
Rua Cadiriri, 1013 - Pq. da Moóca - São Paulo/SP

Usinagem de Precisão e Acessórios Industriais.
Destaques: Mandriladora CUTMAX 3. Fresadora Portal Tipo Gantry 5 eixos .
Curso: 7000 * 3850 * 1100.
Usinagem de precisão peças pequenas , médias e grande porte até 20 tonem CNC e 05 eixos, projeto e contrução de dispositivos, máquinas
e equipamentos especiais sob encomenda. Completa linha de máquinas, centros ,
tomos cnc, retifica CNC, erosões AGIE, mandriladoras Wotan CUT 1,2 e 3.
'Cf.Y Giovanni Passarella & Cia Ltda Y Usinagem de Peças e Ferramentaria.
Fundada em 1967 - P ABX: (19) 3887-6155/2155
www .giovannipassarella.com. br [email protected]
NESSIN Máquina destinada ao acabamento de peças em geral, destacando o acabamento em peças cilindricas em tornos.
Tel: (19) 3834-3790 Fax: (19) 3885-5450 e-mail: [email protected]
140 tt.&7 Novembro/2007
EMO'---------
do torneamento tradicional, ele executa retificação com rebolo de CBN, torneamento de peças
endurecidas e, segundo a fabricante, pode trabalhar apenas
como retificadora ou como tor
no vertical ou, ainda, com uma combinação de ambos os processos. Portanto, dependendo do
trabalho a ser executado, é preciso analisar o processo e selecionar a técnica mais adequa -
da, considerando o ciclo e o custo com as ferramentas.
A máquina é adequada para
produção de médios a grandes lotes de componentes de alta
qualidade, como eixos de en
grenagens, rotores, eixos de bombas, eixos cardã ou eixos
para motores. É possível incor
porar à máquina módulos para
execução de operações diferentes, de acordo com o tipo de
peça, o que inclui recursos para fresamento, furação, corte de
engrenagens com fresa caracol
e retificação de peças não-cilíndricas, que podem ser utiliza
dos isoladamente ou combinados . A sua base é construída em
concreto polimérico. Para combinar operações
em máquinas que processam engrenagens, a Hõfler Maschinenbau (Alemanha) desen
volveu a retificadora modelo Rapid 1250 MFM, que executa
retificação do flanco dos den -
tes, retificação cilíndrica e de superfícies planas . Com essas características, a máquina pode
ser usada não apenas para os
flancos dos dentes da engrena -gem, mas também para o diâ-
Retificação dos flancos dos dentes, do diâmetro interno e do diâmetro externo da engrenagem
metro interno do furo, das fa ces e do diâmetro externo. Com isso, executa a retificação com
pleta da peça em uma única fi
xação. Isso reduz o ciclo e os tempos de preparação, além de
garantir melhor precisão . A máquina tem capacidade
para retificar engrenagens com
até 1.250 mm de diâmetro, módulo de 0,5 a 35 mm e ângulo
de hélice de -45a+120º. A mesa tem diâmetro de 930 mm e capacidade de carga de 8.000 kg.
No centro de usinagem ho
rizontal modelo MA-600HB, a
japonesa Okuma incorporou recursos para corte de engre
nagens (gear shapping) ou mandrilamento interno com
interpolação circular dos ei
xos, controle da rotação e dos
ângulos do eixo-árvore. A máquina, renomeada de
modelo MA-600HB Multi,
centro de usinagem com recursos para corte de engrenagens ou mandrilamento .,_

Novembro/2007
possui sistema anticolisão, cursos X e Z de 1.000 mm, curso Y de 900 mm, eixo-árvore com ro
tação de 6.000 rpm, avanço rápido de 60 m/min e sistema de troca automática para operar com até 40 ferramentas em versão padrão, ou até 400 ferramentas opcionalmente.
A empresa alemã Klingelnberg-Oerlikon apresentou a cortadora de engrenagens cônicas helicoidais modelo C50, que possui recurso para rebarbação. A máquina é de concepção verti
cal e a ferramenta fica localizada em cima da peça, o que permite que o cavaco caia direta-
, EMO'----------Hannover
Área de trabalho da cortadora de engrenagens Oerlikon e 50
mente sobre um transportador e seja rapidamente retirado da área de trabalho.
O eixo-árvore da peça pode trabalhar na posição vertical,
horizontal ou qualquer outra intermediária.
O cabeçote universal de rebarbação é montado de forma a ga -rantir elevada flexibilidade no processo . A máquina trabalha com
corte a seco e possui acionamento elétrico em todos os eixos e fixações. Só utiliza óleo para lubrifica- ~
•••••••••••• VISITE NOSSO SHOW ROOM / l!ll'Jllllll!lllm!l!llll!l!l
~.~~r:~.~!!~:·.~!;~~!~~ulo · SP - Fone: 11 3385.-8944 ~~JFDBRASA www.c alvlm~ulnn.com.br ;r

ção das guias. Corta engrenagens de até 500 mm de diâmetro, largura de 90 mm, módulo de 1,5 a 11
mm e ângulo de hélice de O a 60º. A alemã Monforts apresentou
na feira o torno modelo UniCen 504, resultado de um projeto em parceria com o Instituto Fraunhofer de Tecnologia de Produção (Alemanha) e as empresas alemãs Laserline (fabricante de fontes), Exapt (desenvolvedora de software CAD/CAM), Sempell (fornecedora de dispositivos de segurança) e Precitec (fabrican
te de cabeçotes) . Além de realizar as operações básicas de torneamento, a nova máquina exe-
O sistema Jet Clean da Sugino utiliza jatos de água com pressões de 5.000 ou 10.000 PSI para livrar as suas peças das mais resistentes rebarbas, onde quer que elas se escondam.
É aplicável em peças de alumínio, aço ou qualquer das mais modernas ligas. -;:°""'e"''"" ~
As dimensões críticas e - - - • a qualidade final são mantidas, sem criar indesejáveis alterações dimensionais ou arredondamentos.
Jet Clea n Center"
Torno UniCen 504 com laser para têmpera e revestimento
cuta revestimentos (cladding) e têmpera com cabeçotes laser.
Esses cabeçotes são posiciona -dos na torre, como uma ferramenta convencional, fixados com cone HSK 63. As vantagens dessa com
binação de processos incluem redução dos tempos de preparação, do número de máquinas necessá-
Novembro/2007t 143
rias para processamento de uma peça e da quantidade de dispositivos de fixação. A máquina pos
sui diâmetro máximo de volteio de 600 mm, diâmetro máximo torneável de 490 mm e comprimento má
ximo torneável de 900 mm. O eixoárvore tem rotação máxima de 12.000 rpm, torque de até 76 Nm,
potência de 16 kW e ângulo de indexação de +95°.
Custos menores em EDM
Nos últimos anos, a indústria
metalmecânica discute as vantagens e desvantagens dos processos de usinagem a alta velocida- ~
Antes da lavagem Depois da Lavagem
O sistema U-Jet utiliza a tecnologia da cavitação com jato de água a 1.000 PSI de pressão, que alcança até as mais complexas passagens, galerias e pequenas ~ -"-cavidades ~J:> arrastando cavacos, fluídos de corte e outros contaminantes até 0,01 miligramas ou melhor.
U-Jet Ili Center"
Contate a Sugino hoje e veja como a Jet Clean pode livrá-lo dos seus problemas com rebarbas e como a U-Jet Ili pode remover cavacos e contaminantes das suas peças.
lUJ Su Co ~li" ~no rp. Representada no Brasil pela:
ALLPEX São Paulo/SP Fone: (011) 3864.6915 Fax: (011) 3673.6531 [email protected]

144 t t, 'f.11 Novembro/2007 ------
de em comparação com a eletro erosão (EDM, de electrical dis
charge machining) na fabricação
de moldes. Existem fabricantes
que já fornecem os dois tipos de
máquinas e sugerem a aplicação desses processos de forma "complementar", e não "concorrente".
Nesse caso, as máquinas a
alta velocidade realizariam o desbaste da maior parte da peça,
enquanto os detalhes mais "fi
nos" seriam executados por eletroerosão. Esse procedimento
alia a vantagem da maior remo
ção de material em um tempo significativamente mais curto,
proporcionado pela alta veloci
dade, antes do acabamento mais preciso da EDM.
A principal desvantagem é a
necessidade de dispor de duas máquinas, além das conseqüentes movimentações de peças, fixa
ções e preparação das máquinas. Nessa área de atuação, a em
presa suíça Agie Charmilles mos
trou preocupação em baixar os
custos das máquinas, uma decorrência da pressão dos competido
res chineses. Prova disso foi o lançamento da máquina de eletroe
rosão a fio modelo CUT 20, com
interface gráfica amigável, con
ceito plug-and-play, baixos custos operacionais e alto desempenho. A máquina prioriza velocidade e
custo de aquisição, fornecendo um nível de precisão e acabamen
to superficial padrão para as si
tuações nas quais os custos de produção são mais críticos do que
a precisão extrema.
A CUT 20 é equipada comescalas de vidro de precisão em to-
EMO~-----
Máquina de eletroerosão a fio modelo CUT 20
dos os eixos, permite fácil acesso à área de trabalho, preparação rápida e programação simplifica
da e flexível. A sua operação é tão
simplificada que com apenas 2
horas de treinamento o operador
está apto a utilizar todas as funções e capacidades. Os cursos X, Y e Z são de 350, 250 e 250 mm,
respectivamente, e trabalha com fios de 0, 15 a 0,30 mm. A mesa
tem 700 x 480 mm e suporta peças de até 400 kg. O preço da máquina completa, no mercado,
europeu é de 80 mil euros. Na mesma linha de raciocínio,
a Sodick Europe (Reino Unido)
apresentou a nova "fonte de energia Zero -wear" modelo SGF, para
Máquina de eletroerosão com "fonte de energia zero wear"
equipar as suas máquinas de eletroerosão por penetração. Com esse sistema, a empresa promete taxa
de desgaste do eletrodo menor do
que 0,06% durante a operação. Com apenas um eletrodo, con
forme a divulgação do produto, pode-se executar a usinagem completa de uma peça, do desbaste ao
acabamento, reduzindo o custo de produção de eletrodos, o tempo de
preparação da máquina, avarias e
erros decorrentes de manuseio de grandes eletrodos. Também é pos
sível substituir os caros eletrodos
de cobre. O sistema foi incorpora
do à máquina de eletroerosão por penetração modelo AQ55L
Ferramentas
Maior vida As fabricantes Mori Seiki (de
máquinas) e Kennametal (EUA, de ferramentas de corte) desenvolveram uma pastilha redonda
para torneamento, a Spinning
Tool, que gira a uma velocidade
sincronizada com a rotação do eixo-árvore à medida que realiza
a usinagem. O giro contínuo da ferramenta faz com que a aresta
de corte não se sobreaqueça du
rante o processo, mesmo a seco.
Pastilha redonda para torneamento Spinning Toai

146 4 1&'1 Novembro/2007 -----
Em comparação com as pastilhas convencionais para tornea -mento, de acordo com as empre
sas, a Spinning Tool permite atingir velocidade de corte três vezes mais alta, eleva em até 20 vezes
a vida da ferramenta e favorece o aumento d.a produtividade em até cinco vezes. O sistema é adequado para materiais difíceis de usinar e ligas resistentes ao calor.
A Seco Tools (Suécia) apresentou a pastilha produzida com o revestimento Duratomic, cuja
Pastilha TP2500 com revestimento Duratomic
/\ EFIGON
I \
estrutura é controlada em nível atômico para melhorar propriedades mecânicas e, assim, aumen
tar a vida e as possibilidades de uso de ferramentas. A pastilha TP2500 foi desenvolvida para combinar altos níveis de tenacidade e dureza, devido à estabilidade estrutural dos materiais utilizados na sua fabricação incluindo aí o revestimento de óxido de alumínio (Al20 3), o que lhe confere boa resistência térmica e mecânica. Segundo a fabricante, pastilhas com esse revestimento podem ser utilizadas no torneamento de aço ISO P 15-30, aço inoxidável e ferro fundido .
A austríaca Boehlerit, do grupo LMT, apresentou as pastilhas para torneamento Steeltec, que possuem uma camada nanoestruturada de carbonitreto de titânio (TiCN) para promover a adesão entre o corpo de metal duro e o
/lustração de pastilha com a camada
nanoestruturada de TiCN
revestimento cerâmico, como mos
tra a ilustração da figura acima. A camada de adesão, cha
mada Nanolock, é aplicada por deposição química a vapor (CVD, de chemical vapour dep
osition) em temperatura de 900
a 1.1 OOº C, formando cristalitos aciculares de 50 a 25 nm. Devido à boa ligação resultante entre as diferentes camadas, li>

em testes realizados pela empresa, uma pastilha que ope
rou a uma velocidade de corte
de 300 m/min teve um aumento da vida de aproximadamen
te 50%, em comparação com
pastilhas convencionais. A japonesa Kyocera apre
sentou as pastilhas cerâmicas da série Cell Fiber, destinadas
à usinagem de ligas com alta resistência térmica. Elas têm
alta resistência ao trincamento como resultado da sua estrutura. Um componente fibroso in
cluído no substrato do corpo converte-se em um material policristalino, com células agru-
padas em forma de cascas, de alta tenacidade.
Assim, eventuais microtrincas
não se propagam além das cascas, e previnem-se conseqüentes
fraturas de maiores dimensões.
Essa estrutura possibilita alcançar bom desempenho a altas temperaturas na usinagem de mate
riais com dureza de até 50 HRC.
Corte mais eficiente A Fette (Alemanha), também
do grupo LMT. apresentou a fre sa de topo esférica Flatball, des
tinada especialmente à usinagem a alta velocidade . As duas ares
tas de corte periféricas da ferra-
Afiaçao e Fabrtcaçao de Ferramenta6 de corte para usinagem com qualidade assegurada pela ISO 9001:2000 fone: ( 55 11) 4458.2044 www.jedel.com.br
ur.r Novembro/2007t 147
Fresa de topo esférica Flatball
menta formam dois semicírculos arranjados de forma que o menor
círculo do diâmetro de corte é sempre de 2 mm. Quando a fresa gira, o círculo formado por essas
duas arestas apresenta uma geometria aparentemente plana, que alivia a tensão no centro da pon
ta da ferramenta e reduz o seu
desgaste. Elas são fornecidas com diâmetro de 6 a 12 mm. ~

• Usinagem em plaina de mesa de até 8000 mm de comprimento.
• Afiação de facas para guilhotinas até 6000 mm de comprimento.
• Reusinagem de ferramentas para dobradeiras.
Ferramentas para Dobradeiras.
·~
Lâminas para Guilhotinas.
Agilidade na entrega.
i / l lNPLAF Tel: (11) 3311-0311
[email protected] ..... www.inplaf.com.br ....
::Eroform .à Eletroerosão em Metais Ltda. ~~ffi
@30UU D l1B @l'J ~[3~
~[VJ~ @l'J~
~~
~[VJ~@l'J ~~
-----------------
148 t r. f Novembro/ 2007
EMO'------ --
Fresa caracol com duas entradas de corte
Na área de fabricação de engrenagens, a Fette desenvolveu algumas ferramentas que, ao incorporar novos recursos, aiudam a aumentar a produtividade e a qualidade do processo. Um exemplo é uma fresa caracol com duas entradas para corte de engrenagens. Comparada com as versões anteriores, co.m apenas uma entrada, o
novo modelo, além de remover maior quantidade de material com a mesma rotação, obtém peças de melhor qualidade superficial, uma vez que deixa um número menor de marcas cau
sadas pelo seu avanço, além de reduzir o tempo de ciclo .
A empresa também mostrou uma fresa para corte de engrenagens involutas com canais internos para passagem de ar ou para processos
com mínima quantidade de lubrificação (MQL). A sua configuração possibilita resfriar as arestas de corte dire
tamente na área de contato das pastilhas com a peça. O fluxo de ar ajuda a expulsar o cavaco, a obter baixo índice de aquecimento da ferramenta e a aumentar a sua vida.
Recursos eletrônicos Assim como as máquinas
tornam-se mais inteligentes, as ferramentas ganham uma cer
ta autonomia e aumento de eficiência devido à integração de recursos eletrônicos. O cabeçote laminador de rosca ES, por exemplo, desenvolvido pela Fette, foi construído com sistema de comunicação sem fio (bluetooth) para troca de dados com o comando da máquina.
Um sensor radial no interior da ferramenta detecta se a peça a ser laminada está corretamente posicionada . Em caso positivo, a informação é passada para o comando da máquina, que aciona três la
minadores para conformação da rosca. Depois, os sensores avaliam se o processo foi completado e se a rosca atende aos
Fresa com canais internos para passagem de ar refrigerante
e
(
(
(
r

150 t '' Novembro/2007
Cabeçote para laminação de rosca
com comunicação sem fio
requisitos de qualidade. Somente após a verificação, a peça é
removida. O cabeçote possui uma bateria integrada de longa
duração para alimentação dos
sensores, dos acionadores e do dispositivo de comunicação.
A alemã Mapal apresentou, em conjunto com sua compatrio
ta Aradex, fabricante de contro
ladores e servomotores eletrôni
cos, o sistema para fixação de ferramentas Clamp-by-Wire, de
senvolvido por ambas. O recurso alia dispositivos mecânicos e
controle eletrônico para fixação
de ferramentas em eixos-árvore . O sistema mecatrônico possi
bilita ao comando da máquina
monitorar o aperto e a liberação da ferramenta, a precisão de fi
xação da haste, eventuais desgas
tes da haste e identifica possíveis sujeiras neste ponto. Também ve
rifica desvios de tolerância do diâ-
.componentes padronizados para automação de usinagem .Rosqueadeiras automáticas elétricas
.Furadeiras eletro pneumáticas .Unidades de furação e
rosqueamento CNC
Módulo Tooltronic realiza interface de dados entre CNC e ferramenta
metro do cone e imprecisão das suas referências de fixação.
A Mapal mostrou ainda o módulo de transmissão de dados Tooltronic, que é instalado entre
o eixo-árvore de centros de usi
nagem e a ferramenta . O dispositivo é acionado por transmis
são indutiva e se comunica com ~
~~.~· ~~· · ·
Produto fabricado no Brasil.
Conheça também nossas linhas de máquinas de:
• Rua Bulgária, 215 • VIia Santa Luzia CEP09671-100 ·São Bernardo do Campo· SP Fone: (11) 4361-49'l7 ·Fax: (11) 4361-9004 e-mail: [email protected]ír / www.triaxisplus.com.br
Hot-stf mping t
Heat· Transfer
a WUTZL SISTEMAS DE IMPRESSÃO LTDA ~ Rua Silvestre Vasconcelos Calmon. 300 ~ CE P 07020-001 • Guarulhos • SP • Brasil ~ .. ~ Fone 55 (1 1) 6475-4233
<ml! www wutzl com br • e-mail wutzl(iilwutzl com br

o CNC, que comanda movimentos adicionais da ferramenta. Ou seja, um eixo é adicionado ao
processo, interpolado com os eixos da máquina. Desse modo, é possível usinar geometrias com -plexas em furos (inclusive nãocilíndricos) e rebaixas.
Exemplos típicos de aplicação deste recurso são mandrilamento, torneamento de perfil para desbaste ou acabamento de peças, como juntas homocinéticas e sedes de válvulas, além de rasgos. Ele pode operar com ferramentas excêntricas ou que se movimentam em guias lineares. A companhia alemã Uraca, por exemplo,
utiliza um módulo Tooltronic para produção de carcaças de aço inoxidável para bombas e válvulas.
Acessórios inteligentes A Hainbuch (Alemanha)
apresentou a placa TOPlus IQ, que possui sensores para detectar diferenças na força de fixa -ção de 1 kN em uma força radial de fixação de 120 kN. A sua aplicação é adequada para usinagem a altas rotações de peças com paredes finas. Embora a força de fixação radial nas
placas possa ser de fato calculada por um mecanismo do sistema de fixação , a condição de
ft.11 Novembro/2007 t 151 ------
fixação em si e os efeitos da força centrífuga não são conside- ~
•
KÕRBER SCHLEIFRING
HELITRONIC BASIC
- ~ 1 passam a oferecer ao mercado brasileiro soluções completas na fabricação, reafiação e medição de ferramentas de HSS, metal duro, PCD e outros materiais.
Consulte nosso departamento comercial e conheça um pouco mais sobre esta união que tra rá inúmeros benefícios para o seu negócio.
KÕRBER SCHLEIFRING-BRASIL Schleifring Brasi l Ltda. - Vendas e Assistência Técnica Av. XV de Agosto. 5.060 Sorocaba - São Paulo - Brasil - CEP 18085-290 Tel.: 11513224-5726 - Fax: 11513228-1366 [email protected] - www.schleifring.com.br
63 Grinding in Motion

152 u :, f Novembro/2007 ------
rados no cálculo. Estes dois fatores influenciam sobremaneira o resultado.
A placa TOPlus IQ determi
na a situação real da fixação e define se a sua correção é ne
cessária. O sistema regula o aumento ou a diminuição da força de fixação sem a necessidade de
soltar a peça. O sensor da pl?-ca mede o valor da força de fixa -ção e um transmissor sem fio co
munica o valor à estação de recepção do sinal ou a um computador, que, se necessário, faz
a análise e ordena a correção. O transmissor no corpo da pla -
ca gera a própria energia de
mandada pelo sistema com a ro tação da placa.
Desenvolvido e apresentado
pela suíça Tetras, o sistema óptico Sypoo é utilizado para facilitar o posicionamento de ferra
mentas em tornos. Ele consiste no uso de uma câmera de vídeo
CCD encapsulada, instalada na
contra ponta. A imagem capturada é enviada para um aparelho de monitoramento, pelo qual o
operador identifica a posição da
primeira ferramenta em função do ponto zero da máquina.
O Sypoo calcula as posições de acordo com a imagem capturada, e confronta esses valores
com a preparação do torno. Eventuais correções são enviadas para o CNC da máquina, que
altera os valores para os parâmetros de processo relacionados com a posição da ferramenta.
O processo de identificação, de correção e de posicionamento das ferramentas com
EMO------Hannover
auxílio deste recurso é iterativo (após o ajuste da primeira
ferramenta, a rotina é replica
da para as demais). Este dis
positivo evita eventuais impre
cisões decorrentes de ajustes
feitos por presetters.
..
Anel para armazenamento
de dados de operação
Também com o objetivo de
melhorar o processo com a co -
leta e o processamento eletrônico de dados, a Dittel (Alemanha) desenvolveu um dispositi
vo em forma de anel para ser
instalado em rebolas de retifica
ção e de dressagem. No anel são gravadas informações como
Caixa de engrenagens em corte .. .
geometria do rebolo, identificação da máquina, rotação máxima que o rebolo deve executar,
número de peças trabalhadas ,
distância de dressagem (dressing
distance) e tempo de vida da fer
ramenta . Caso o rebolo não alcance a sua distância total de dressagem antes de se desgas
tar, os dados armazenados pos sibilitam determinar as causas da falha e tomar as medidas cor
retivas apropriadas . O anel de armazenamento de dados é resistente à ação de líquido refri
gerante e não se desgasta du
rante a operação.
Velocidade máxima
A ZF Friedrichshafen (Ale ma -
nha) apresentou a nova geração de caixa de engrenagens para máquinas -ferramenta, o modelo ZF-Duoplan 2K 150, de duas velocidades. Nas caixas tradi
cionais, em altas rotações o óleo
é aquecido até a temperatura de 70ºC, o que prejudica as suas propriedades básicas e caracte
rísticas específicas. Esses fato
res e aumentam as vibrações e impedem que se tire o máximo
da máquina.
Operação a 18.000 rpm
Tempo (h) 1 2
--Temperatura da carcaça do motor (ºC) 1 --Temperatura da caixa d: e_ngrenagens (ºC)
.. . e gráfico temperatura versus tempo ~

154 • r• Novembro/2007 ------
EMO~~~~~~~
Com as novas caixas de velocidade, a rotação pode atingir até 20 .000 rpm sem o aquecimento
excessivo do óleo (a temperatura não passa de 37ºC) . Desse modo, tem -se níveis mais baixos de vibração, vida mais longa do conjunto como um todo e maiores torques são atingíveis . A caixa apresenta um nível de vibração abaixo de 1 mm/s a 18.000 rpm. A figura da página 152 mostra a foto da caixa em corte e o gráfico ao seu lado mostra o desenvolvimento da temperatura em função
do tempo na carcaça do motor e na caixa de engrenagens.
A italiana lemca mostrou o alimentador de barras de pequeno diâmetro (de 0,8 a 12,7 mm), modelo Elite 112, para tornos
com rotação do até 18.000 rpm. Segundo a fabricante, as versões anteriores desse tipo de equipamento operavam com máquinas
--~ Hannover ~
Sistema de avanço do alimentador de barras
de, no máximo, 8.000 rpm, o que era um problema no trabalho com peças pequenas.
Para operar a 18.000 rpm, o alimentador tem sistema de avanço
formado por canais fechados com seção circular, que sincronizam a inércia da barra com os movimentos realizados pela placa e pela torre porta-ferramentas do torno. As
sim, é garantida a precisão de usinagem e os refugos de barras gerados são relativamente pequenos. As barras são alimentadas com um avanço de até 1.000 mm/s.
IMPlEMAC l••t1 •••I
- Alta Produção - Alta Precisão
* Circularidade/resolução/diãmetro - (0.1) µmm*
- Alta Eficiência * Sei up's rápidos/fáceis/precisos*
- Componentes alta precisão * Mancais/barramentos/fusos*
IMPLEMAC IMPLEMENTOS E MÁQUINAS IND. E COM. LTDA Rua Ernesto Cardinalli, 212 - Distrito Industrial 13571-390 São Carlos - SP - Brasil
Fone/Fax: +55 16 3368-5111 implemac-bovi@implemac-bovi .com.br
www.implemac-bovi.com.br
Novos materiais
A empresa suíça Tapmatic apre
sentou os cabeçotes para ros queamento Synchroflex, utilizados em máquinas CNC, que possuem uma seção que se movimenta radial e axialmente, para compensar a vibração da ferramenta nesses sentidos. O dispositivo evita, assim, discrepâncias entre parâmetros de usinagem programados (rotação da ferramenta e avanço) e confere exatidão de passo da
rosca e na localização correta do furo.
Sistema de compensação de vibração axial e radial para cabeçote de rosqueamento ll>

Os cabeçotes são produzidos em uma liga especial que dispensa o uso de amortecedores plásticos, os quais normalmente se deformam e deixam de cumprir sua função após um determinado tempo de uso. São fornecidos para a maioria dos padrões de cone de mercado, até HSK 100 A,
com altura de 51a159 mm e diâmetro de 19 a 63 mm.
Preparação simplificada
Os tornos da série Speedline A,
fabricados pela lndex-Werke (Alemanha), têm abertura na
parte frontal para facilitar a pre-
Tornos com abertura frontal modelos A100 e A200
paração da máquina e a carga/ descarga de peças . Destinados à
usinagem em placa de peças com geometria simples ou de
média complexidade, esses tornos têm quatro dispositivos para fixação dos porta-ferramentas
um Novembro12oon 155 ------
instalados ao lado da placa, para se movimentar nos eixos X e Z.
O eixo-árvore tem rotação de 7.000, 6.000 ou 3.500 rpm, para operação com barras de 42, 65 ou 90 mm de diâmetro, respectivamente. A placa tem diâmetro de 130 ou 160 mm (95 ou 130 mm no caso de uso de eixo-árvore sincronizado). O curso do eixo X é de 62 ou 72 mm e do eixo Z, de 85 ou 120 mm (os primeiros valores são relativos ao modelo AlOO e os últimos, ao A200). Como opcional, as máquinas
podem ser equipadas com sistema automático para carga, descarga ou troca de ferramentas. •