Embed Size (px)
DESCRIPTION
Engenharia da Soldadura - Estrutura da junta soldada
Citation preview
Metalurgia da Soldadura II-VII-1
Estrutura da Junta Soldada
UNIDADE TEMÁTICA – ESTRUTURA DA JUNTA SOLDADA
ÍNDICE TEMÁTICO
1. Ciclos térmicos
2. Entrega térmica
3. Temperatura de pico
4. Taxas de arrefecimento
5. Diluição e reacções
6. Solidificação da junta soldada
7. Zonas características de uma junta soldada
8. Crescimento de grão
9. Noções de soldabilidade
10. Soldadura multipasse
11. Actividades / avaliação Objectivos Específicos No final desta unidade temática, o formando deve estar apto a: • Caracterizar soldabilidade. • Caracterizar os ciclos térmicos típicos dos processos de soldadura mais usuais. • Determinar a entrega térmica efectiva de um processo de soldadura. • Calcular a temperatura máxima atingida num dado ponto da junta soldada. • Calcular as temperaturas de pré-aquecimento para evitar eventuais problemas de
fissuração após as execução da soldadura. • Determinar a taxa de diluição de uma junta soldada. • Identificar as zonas características numa ligação soldada, definindo
inclusivamente a largura da zona termicamente afectada. • Caracterizar genericamente as estruturas micrográfica e macrográfica das juntas
soldadas.
Metalurgia da Soldadura II-VII-2
Estrutura da Junta Soldada
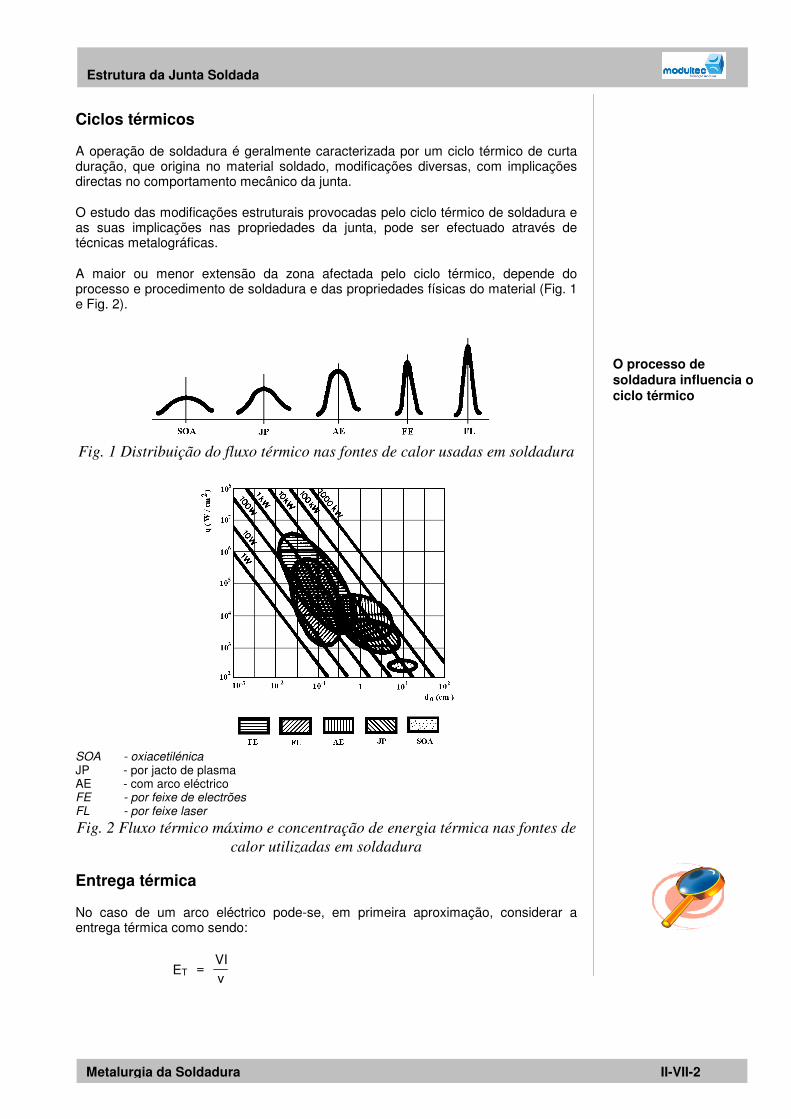
Ciclos térmicos A operação de soldadura é geralmente caracterizada por um ciclo térmico de curta duração, que origina no material soldado, modificações diversas, com implicações directas no comportamento mecânico da junta. O estudo das modificações estruturais provocadas pelo ciclo térmico de soldadura e as suas implicações nas propriedades da junta, pode ser efectuado através de técnicas metalográficas. A maior ou menor extensão da zona afectada pelo ciclo térmico, depende do processo e procedimento de soldadura e das propriedades físicas do material (Fig. 1 e Fig. 2).
Fig. 1 Distribuição do fluxo térmico nas fontes de calor usadas em soldadura
SOA - oxiacetilénica JP - por jacto de plasma AE - com arco eléctrico FE - por feixe de electrões FL - por feixe laser
Fig. 2 Fluxo térmico máximo e concentração de energia térmica nas fontes de
calor utilizadas em soldadura Entrega térmica No caso de um arco eléctrico pode-se, em primeira aproximação, considerar a entrega térmica como sendo:
TE = VIv
O processo de soldadura influencia o ciclo térmico

Metalurgia da Soldadura II-VII-3
Estrutura da Junta Soldada
em que: V - diferença de potencial [V] I - intensidade da corrente [A] v - velocidade de soldadura De um modo mais rigoroso, é necessário ter em atenção a eficiência de transferência de energia característica do processo de soldadura:
Tef 1E = VIv
η
em que: η1 - eficiência de transferência No caso de processos por arco eléctrico com eléctrodos consumíveis os valores de η1 são sempre elevados, podendo atingir 0,99 no processo de soldadura por arco submerso. No caso de eléctrodos não consumíveis o valor é mais baixo, pois uma grande parte do calor gerado dissipa-se no eléctrodo e na tocha. Na Fig. 3 podem ver-se alguns valores de η1.
Fig. 3 Eficiência de transferência
A função primária da maioria das fontes de calor é a de fundir os materiais a unir. A quantidade de material que é necessário fundir para produzir um dado comprimento de cordão de soldadura é determinada pelo tamanho e configuração da junta soldada e pelo processo de soldadura. Na grande maioria dos casos, por razões de carácter metalúrgico, é vantajoso atingir a fusão necessária com o mínimo de entrega térmica. Esta condição é atingida tanto mais facilmente, quanto mais elevada for a intensidade da fonte de calor. Temperatura de pico A distribuição de temperaturas na zona vizinha de uma soldadura, tem uma influência determinante nas transformações metalúrgicas que aí ocorrem. Para um ponto a uma distância Y [mm] da linha de fusão a temperatura máxima "Tp" (temperatura de pico) aí atingida, durante a realização do cordão, é dada por:
T - T
1 +
E
y . t . c . 4,13 =
T - T
1
ofTefop
ρ
em que:
Temperatura de pico
Metalurgia da Soldadura II-VII-4
Estrutura da Junta Soldada
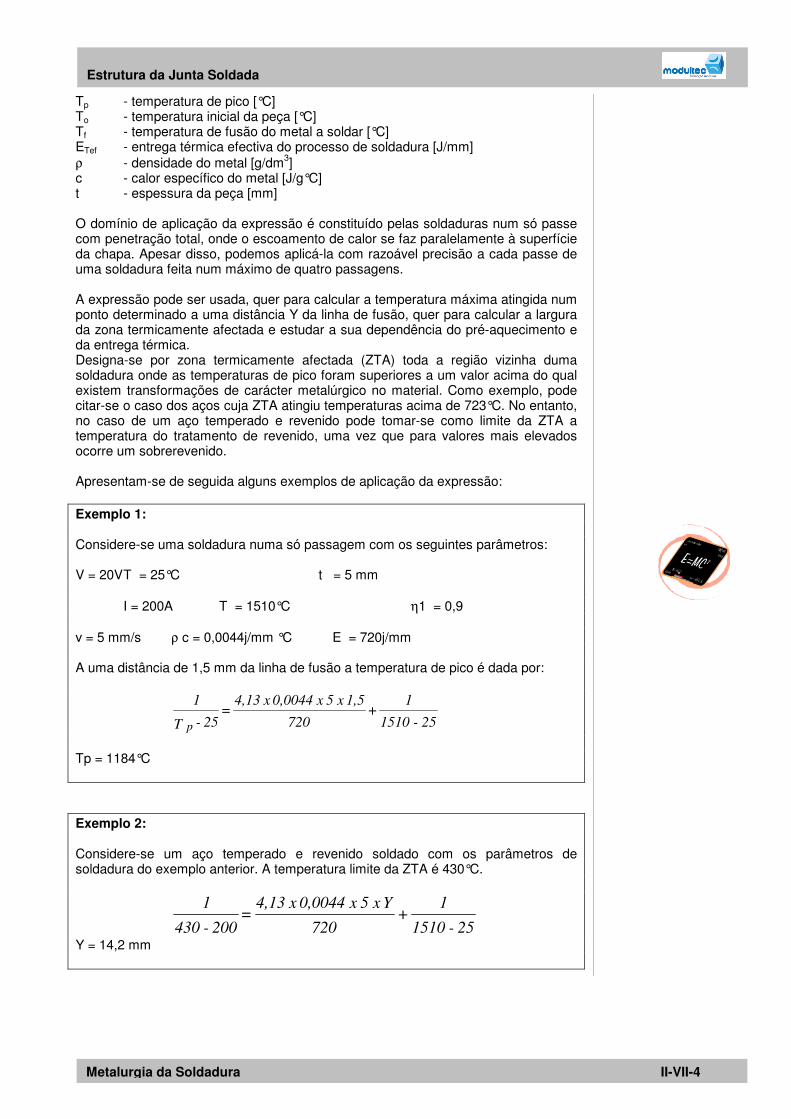
Tp - temperatura de pico [°C] To - temperatura inicial da peça [°C] Tf - temperatura de fusão do metal a soldar [°C] ETef - entrega térmica efectiva do processo de soldadura [J/mm] ρ - densidade do metal [g/dm3] c - calor específico do metal [J/g°C] t - espessura da peça [mm] O domínio de aplicação da expressão é constituído pelas soldaduras num só passe com penetração total, onde o escoamento de calor se faz paralelamente à superfície da chapa. Apesar disso, podemos aplicá-la com razoável precisão a cada passe de uma soldadura feita num máximo de quatro passagens. A expressão pode ser usada, quer para calcular a temperatura máxima atingida num ponto determinado a uma distância Y da linha de fusão, quer para calcular a largura da zona termicamente afectada e estudar a sua dependência do pré-aquecimento e da entrega térmica. Designa-se por zona termicamente afectada (ZTA) toda a região vizinha duma soldadura onde as temperaturas de pico foram superiores a um valor acima do qual existem transformações de carácter metalúrgico no material. Como exemplo, pode citar-se o caso dos aços cuja ZTA atingiu temperaturas acima de 723°C. No entanto, no caso de um aço temperado e revenido pode tomar-se como limite da ZTA a temperatura do tratamento de revenido, uma vez que para valores mais elevados ocorre um sobrerevenido. Apresentam-se de seguida alguns exemplos de aplicação da expressão: Exemplo 1: Considere-se uma soldadura numa só passagem com os seguintes parâmetros: V = 20V T = 25°C t = 5 mm I = 200A T = 1510°C η1 = 0,9 v = 5 mm/s ρ c = 0,0044j/mm °C E = 720j/mm A uma distância de 1,5 mm da linha de fusão a temperatura de pico é dada por:
25-1510
1 +
720
1,5 x 5 x 0,0044 x 4,13 =
25 - T
1
p
Tp = 1184°C Exemplo 2: Considere-se um aço temperado e revenido soldado com os parâmetros de soldadura do exemplo anterior. A temperatura limite da ZTA é 430°C.
25 - 1510
1 +
720
Y x 5 x 0,0044 x 4,13 =
200 - 430
1
Y = 14,2 mm
Metalurgia da Soldadura II-VII-5
Estrutura da Junta Soldada
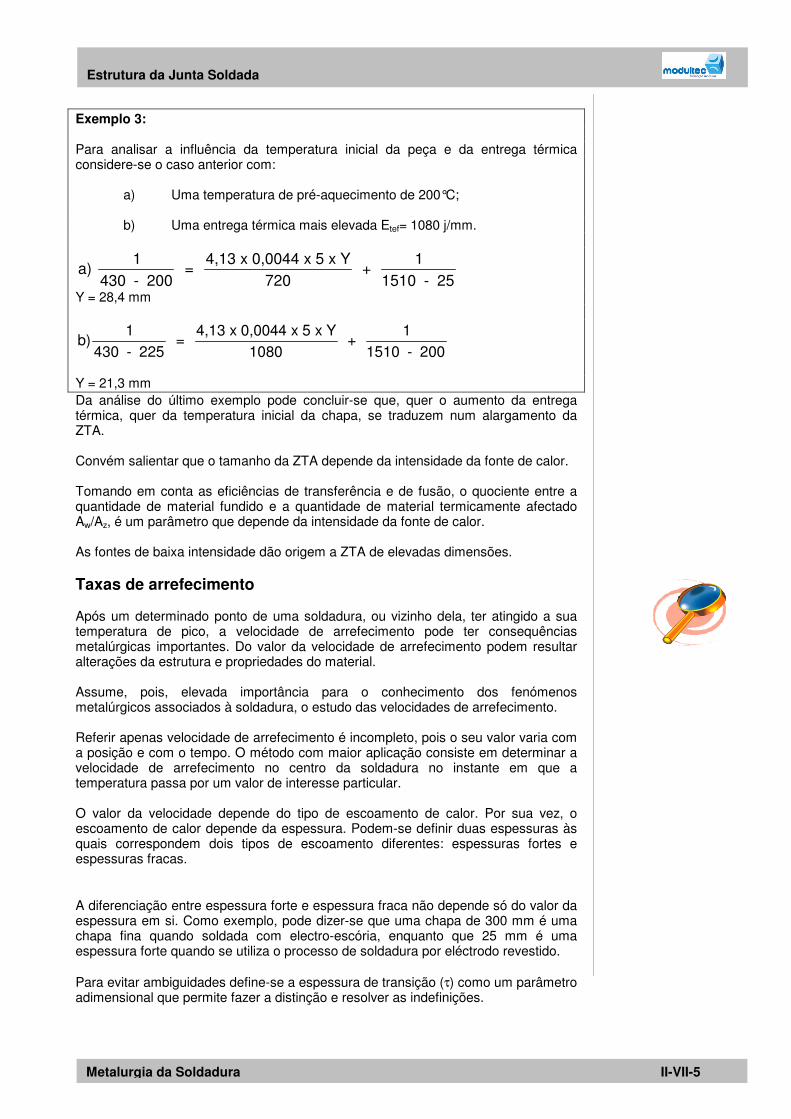
Exemplo 3: Para analisar a influência da temperatura inicial da peça e da entrega térmica considere-se o caso anterior com: a) Uma temperatura de pré-aquecimento de 200°C; b) Uma entrega térmica mais elevada Etef= 1080 j/mm.
a) 1
430 - 200 =
4,13 x 0,0044 x 5 x Y720
+ 1
1510 - 25
Y = 28,4 mm
b)1
430 - 225 =
4,13 x 0,0044 x 5 x Y1080
+ 1
1510 - 200
Y = 21,3 mm Da análise do último exemplo pode concluir-se que, quer o aumento da entrega térmica, quer da temperatura inicial da chapa, se traduzem num alargamento da ZTA. Convém salientar que o tamanho da ZTA depende da intensidade da fonte de calor. Tomando em conta as eficiências de transferência e de fusão, o quociente entre a quantidade de material fundido e a quantidade de material termicamente afectado Aw/Az, é um parâmetro que depende da intensidade da fonte de calor. As fontes de baixa intensidade dão origem a ZTA de elevadas dimensões. Taxas de arrefecimento Após um determinado ponto de uma soldadura, ou vizinho dela, ter atingido a sua temperatura de pico, a velocidade de arrefecimento pode ter consequências metalúrgicas importantes. Do valor da velocidade de arrefecimento podem resultar alterações da estrutura e propriedades do material. Assume, pois, elevada importância para o conhecimento dos fenómenos metalúrgicos associados à soldadura, o estudo das velocidades de arrefecimento. Referir apenas velocidade de arrefecimento é incompleto, pois o seu valor varia com a posição e com o tempo. O método com maior aplicação consiste em determinar a velocidade de arrefecimento no centro da soldadura no instante em que a temperatura passa por um valor de interesse particular. O valor da velocidade depende do tipo de escoamento de calor. Por sua vez, o escoamento de calor depende da espessura. Podem-se definir duas espessuras às quais correspondem dois tipos de escoamento diferentes: espessuras fortes e espessuras fracas. A diferenciação entre espessura forte e espessura fraca não depende só do valor da espessura em si. Como exemplo, pode dizer-se que uma chapa de 300 mm é uma chapa fina quando soldada com electro-escória, enquanto que 25 mm é uma espessura forte quando se utiliza o processo de soldadura por eléctrodo revestido. Para evitar ambiguidades define-se a espessura de transição (τ) como um parâmetro adimensional que permite fazer a distinção e resolver as indefinições.
Metalurgia da Soldadura II-VII-6
Estrutura da Junta Soldada
τ = t P (T - T )
Ec c o
Tef τ - espessura de transição
A espessura é forte quando τ ≥ 0,9, e é fraca quando τ ≤ 0,6. No entanto, com finalidades práticas pode-se tomar como valor de separação t = 0,75. Associados aos dois valores da espessura obtêm-se dois tipos distintos de escoamento de calor: bidimensional (chapa fina) e tridimensional (chapa grossa) aos quais correspondem duas expressões para calcular as velocidades de arrefecimento:
τ π ρ 0,75 R = 2 k c t
E x (T - T )
2
Tefc o
3≤
τπ
0,75 R = 2 k(T - T )
Ec o
Tef≥
em que: k - condutibilidade térmica do metal [J/(mm s°C)] R - velocidade de arrefecimento [°C/s] Tc - temperatura crítica [°C] As utilizações com maior interesse prático das expressões anteriores são o cálculo das temperaturas de pré-aquecimento. Analisando as equações anteriores, pode-se concluir que o aumento da temperatura inicial das peças tem, como efeito, uma redução da velocidade de arrefecimento. Em certos materiais como, por exemplo, um aço temperável, se a velocidade exceder um dado valor designado por velocidade crítica, obtém-se estruturas duras e frágeis com riscos de fissuração. Conhecida essa velocidade, pode-se calcular, para qualquer condição de soldadura, a temperatura de pré-aquecimento necessária para que não apareçam estruturas duras. Considere-se o seguinte exemplo: Exemplo 4: V = 25V Rcrit = 5,7 °C/s I = 250A k = 0,028 J/mm3.s.°C v = 7 mm/s c = 0,0044 J/mm3.°C t = 9 mm ETef = 804 J/mm Tc = 550°C Admitindo-se a hipótese de a chapa ser fina, tem-se:
5,7 = 2 x x 0,028x 0.00449
804
2
π
Calculando a espessura relativa tem-se:
τ = 9 0,044x(550 - 162)
804= 0,41
Maior temperatura inicial mais lenta é a velocidade de arrefecimento
O Pré-Aquecimento pode ser calculado a partir das velocidades críticas de arrefecimento
Metalurgia da Soldadura II-VII-7
Estrutura da Junta Soldada
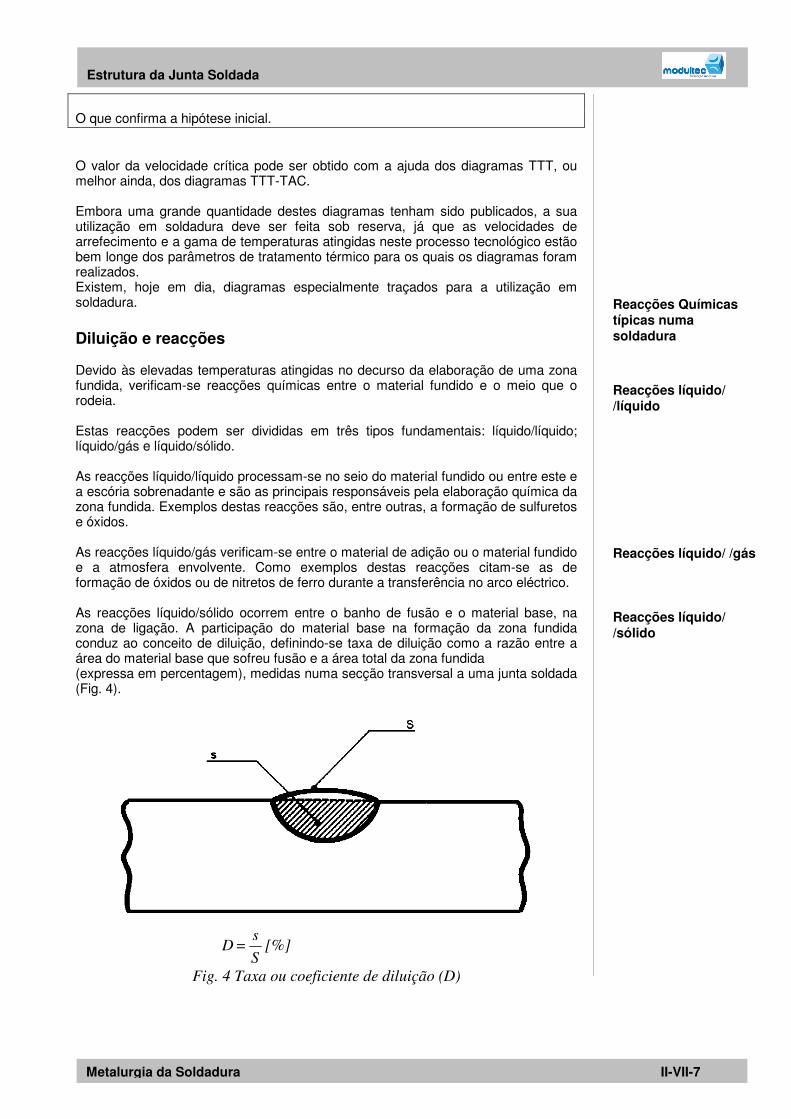
O que confirma a hipótese inicial. O valor da velocidade crítica pode ser obtido com a ajuda dos diagramas TTT, ou melhor ainda, dos diagramas TTT-TAC. Embora uma grande quantidade destes diagramas tenham sido publicados, a sua utilização em soldadura deve ser feita sob reserva, já que as velocidades de arrefecimento e a gama de temperaturas atingidas neste processo tecnológico estão bem longe dos parâmetros de tratamento térmico para os quais os diagramas foram realizados. Existem, hoje em dia, diagramas especialmente traçados para a utilização em soldadura. Diluição e reacções Devido às elevadas temperaturas atingidas no decurso da elaboração de uma zona fundida, verificam-se reacções químicas entre o material fundido e o meio que o rodeia. Estas reacções podem ser divididas em três tipos fundamentais: líquido/líquido; líquido/gás e líquido/sólido. As reacções líquido/líquido processam-se no seio do material fundido ou entre este e a escória sobrenadante e são as principais responsáveis pela elaboração química da zona fundida. Exemplos destas reacções são, entre outras, a formação de sulfuretos e óxidos. As reacções líquido/gás verificam-se entre o material de adição ou o material fundido e a atmosfera envolvente. Como exemplos destas reacções citam-se as de formação de óxidos ou de nitretos de ferro durante a transferência no arco eléctrico. As reacções líquido/sólido ocorrem entre o banho de fusão e o material base, na zona de ligação. A participação do material base na formação da zona fundida conduz ao conceito de diluição, definindo-se taxa de diluição como a razão entre a área do material base que sofreu fusão e a área total da zona fundida (expressa em percentagem), medidas numa secção transversal a uma junta soldada (Fig. 4).
[%] S
s = D
Fig. 4 Taxa ou coeficiente de diluição (D)
Reacções Químicas típicas numa soldadura
Reacções líquido/ /líquido
Reacções líquido/ /gás
Reacções líquido/ /sólido
Metalurgia da Soldadura II-VII-8
Estrutura da Junta Soldada
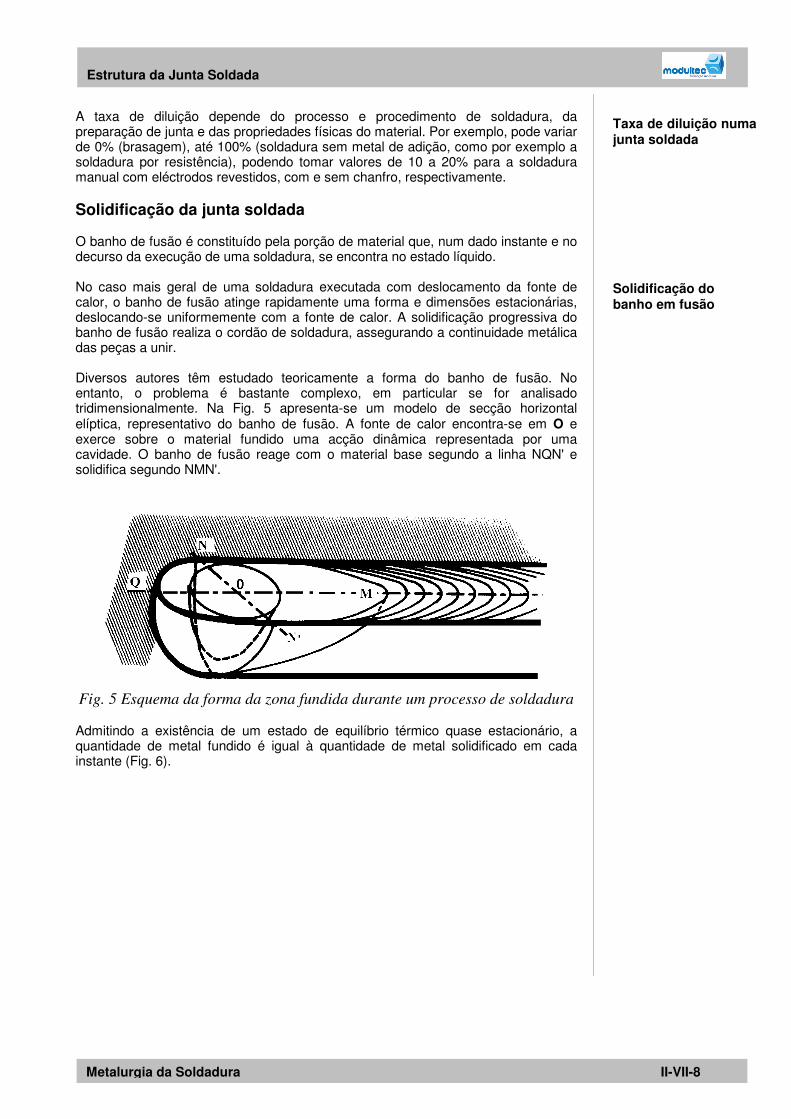
A taxa de diluição depende do processo e procedimento de soldadura, da preparação de junta e das propriedades físicas do material. Por exemplo, pode variar de 0% (brasagem), até 100% (soldadura sem metal de adição, como por exemplo a soldadura por resistência), podendo tomar valores de 10 a 20% para a soldadura manual com eléctrodos revestidos, com e sem chanfro, respectivamente. Solidificação da junta soldada O banho de fusão é constituído pela porção de material que, num dado instante e no decurso da execução de uma soldadura, se encontra no estado líquido. No caso mais geral de uma soldadura executada com deslocamento da fonte de calor, o banho de fusão atinge rapidamente uma forma e dimensões estacionárias, deslocando-se uniformemente com a fonte de calor. A solidificação progressiva do banho de fusão realiza o cordão de soldadura, assegurando a continuidade metálica das peças a unir. Diversos autores têm estudado teoricamente a forma do banho de fusão. No entanto, o problema é bastante complexo, em particular se for analisado tridimensionalmente. Na Fig. 5 apresenta-se um modelo de secção horizontal elíptica, representativo do banho de fusão. A fonte de calor encontra-se em O e exerce sobre o material fundido uma acção dinâmica representada por uma cavidade. O banho de fusão reage com o material base segundo a linha NQN' e solidifica segundo NMN'.
Fig. 5 Esquema da forma da zona fundida durante um processo de soldadura Admitindo a existência de um estado de equilíbrio térmico quase estacionário, a quantidade de metal fundido é igual à quantidade de metal solidificado em cada instante (Fig. 6).
Taxa de diluição numa junta soldada
Solidificação do banho em fusão
Metalurgia da Soldadura II-VII-9
Estrutura da Junta Soldada
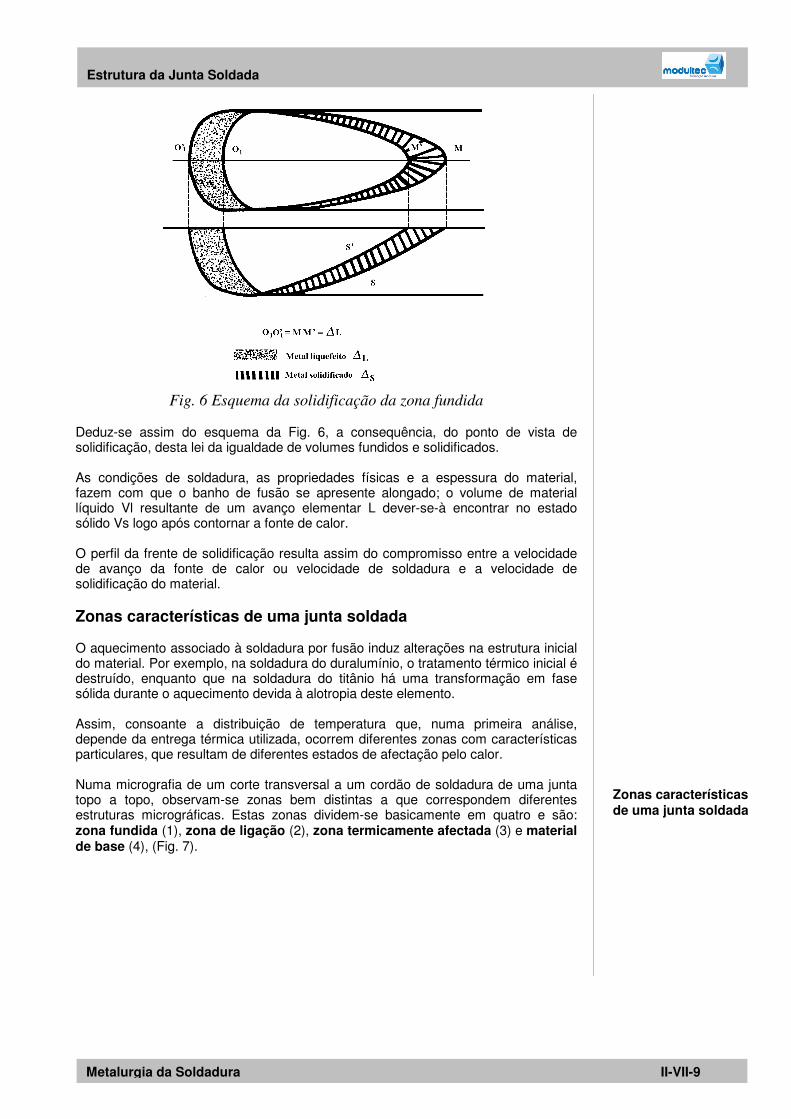
Fig. 6 Esquema da solidificação da zona fundida
Deduz-se assim do esquema da Fig. 6, a consequência, do ponto de vista de solidificação, desta lei da igualdade de volumes fundidos e solidificados. As condições de soldadura, as propriedades físicas e a espessura do material, fazem com que o banho de fusão se apresente alongado; o volume de material líquido Vl resultante de um avanço elementar L dever-se-à encontrar no estado sólido Vs logo após contornar a fonte de calor. O perfil da frente de solidificação resulta assim do compromisso entre a velocidade de avanço da fonte de calor ou velocidade de soldadura e a velocidade de solidificação do material. Zonas características de uma junta soldada O aquecimento associado à soldadura por fusão induz alterações na estrutura inicial do material. Por exemplo, na soldadura do duralumínio, o tratamento térmico inicial é destruído, enquanto que na soldadura do titânio há uma transformação em fase sólida durante o aquecimento devida à alotropia deste elemento. Assim, consoante a distribuição de temperatura que, numa primeira análise, depende da entrega térmica utilizada, ocorrem diferentes zonas com características particulares, que resultam de diferentes estados de afectação pelo calor. Numa micrografia de um corte transversal a um cordão de soldadura de uma junta topo a topo, observam-se zonas bem distintas a que correspondem diferentes estruturas micrográficas. Estas zonas dividem-se basicamente em quatro e são: zona fundida (1), zona de ligação (2), zona termicamente afectada (3) e material de base (4), (Fig. 7).
Zonas características de uma junta soldada
Metalurgia da Soldadura II-VII-10
Estrutura da Junta Soldada
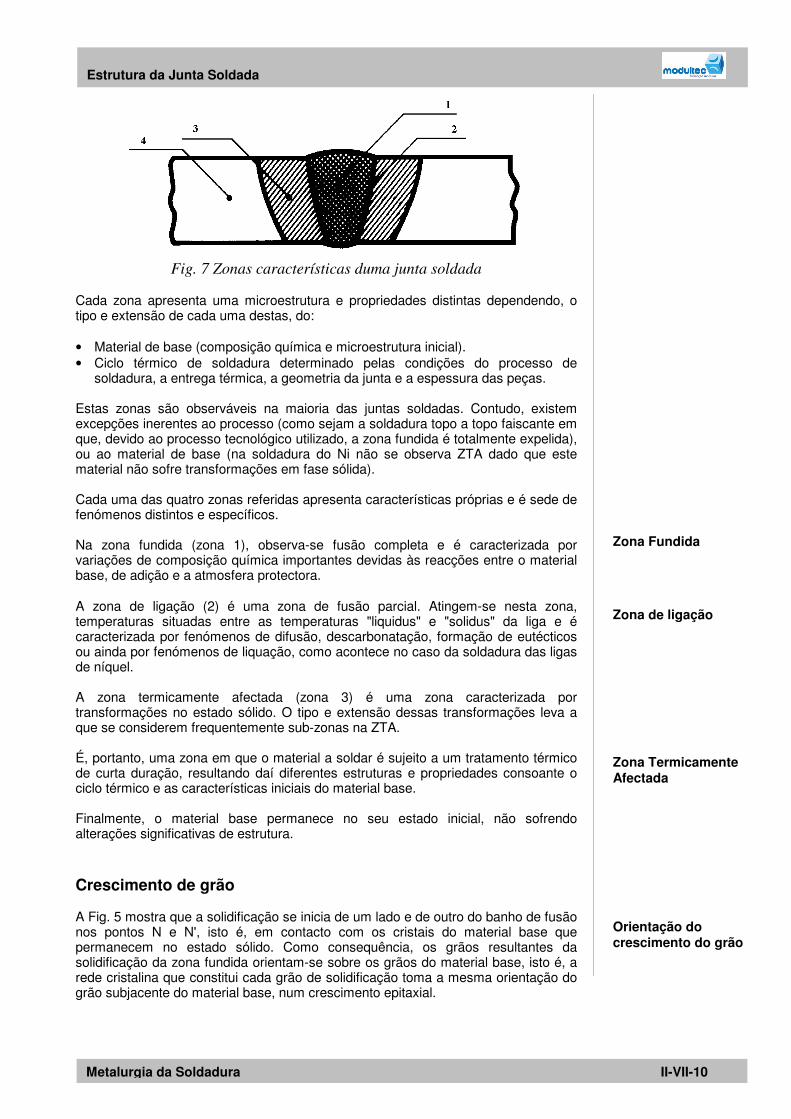
Fig. 7 Zonas características duma junta soldada
Cada zona apresenta uma microestrutura e propriedades distintas dependendo, o tipo e extensão de cada uma destas, do: • Material de base (composição química e microestrutura inicial). • Ciclo térmico de soldadura determinado pelas condições do processo de
soldadura, a entrega térmica, a geometria da junta e a espessura das peças. Estas zonas são observáveis na maioria das juntas soldadas. Contudo, existem excepções inerentes ao processo (como sejam a soldadura topo a topo faiscante em que, devido ao processo tecnológico utilizado, a zona fundida é totalmente expelida), ou ao material de base (na soldadura do Ni não se observa ZTA dado que este material não sofre transformações em fase sólida). Cada uma das quatro zonas referidas apresenta características próprias e é sede de fenómenos distintos e específicos. Na zona fundida (zona 1), observa-se fusão completa e é caracterizada por variações de composição química importantes devidas às reacções entre o material base, de adição e a atmosfera protectora. A zona de ligação (2) é uma zona de fusão parcial. Atingem-se nesta zona, temperaturas situadas entre as temperaturas "liquidus" e "solidus" da liga e é caracterizada por fenómenos de difusão, descarbonatação, formação de eutécticos ou ainda por fenómenos de liquação, como acontece no caso da soldadura das ligas de níquel. A zona termicamente afectada (zona 3) é uma zona caracterizada por transformações no estado sólido. O tipo e extensão dessas transformações leva a que se considerem frequentemente sub-zonas na ZTA. É, portanto, uma zona em que o material a soldar é sujeito a um tratamento térmico de curta duração, resultando daí diferentes estruturas e propriedades consoante o ciclo térmico e as características iniciais do material base. Finalmente, o material base permanece no seu estado inicial, não sofrendo alterações significativas de estrutura. Crescimento de grão A Fig. 5 mostra que a solidificação se inicia de um lado e de outro do banho de fusão nos pontos N e N', isto é, em contacto com os cristais do material base que permanecem no estado sólido. Como consequência, os grãos resultantes da solidificação da zona fundida orientam-se sobre os grãos do material base, isto é, a rede cristalina que constitui cada grão de solidificação toma a mesma orientação do grão subjacente do material base, num crescimento epitaxial.
Zona Fundida
Zona de ligação
Zona Termicamente Afectada
Orientação do crescimento do grão
Metalurgia da Soldadura II-VII-11
Estrutura da Junta Soldada
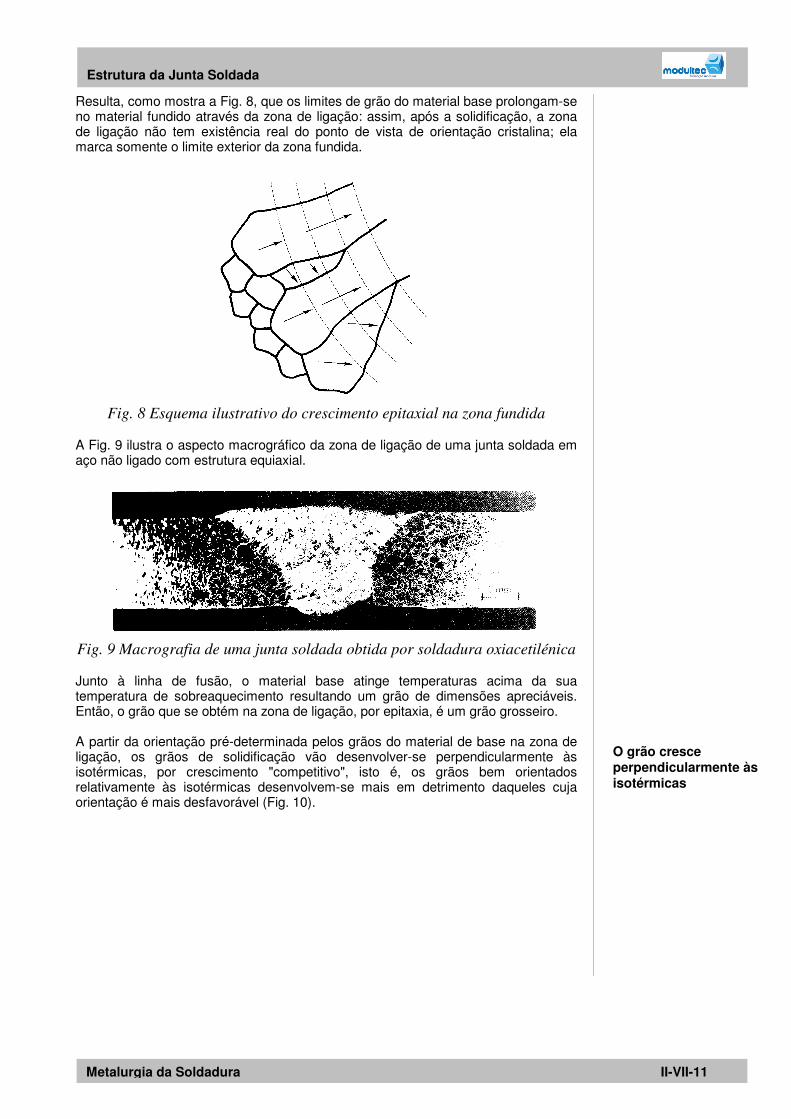
Resulta, como mostra a Fig. 8, que os limites de grão do material base prolongam-se no material fundido através da zona de ligação: assim, após a solidificação, a zona de ligação não tem existência real do ponto de vista de orientação cristalina; ela marca somente o limite exterior da zona fundida.
Fig. 8 Esquema ilustrativo do crescimento epitaxial na zona fundida
A Fig. 9 ilustra o aspecto macrográfico da zona de ligação de uma junta soldada em aço não ligado com estrutura equiaxial.
Fig. 9 Macrografia de uma junta soldada obtida por soldadura oxiacetilénica Junto à linha de fusão, o material base atinge temperaturas acima da sua temperatura de sobreaquecimento resultando um grão de dimensões apreciáveis. Então, o grão que se obtém na zona de ligação, por epitaxia, é um grão grosseiro. A partir da orientação pré-determinada pelos grãos do material de base na zona de ligação, os grãos de solidificação vão desenvolver-se perpendicularmente às isotérmicas, por crescimento "competitivo", isto é, os grãos bem orientados relativamente às isotérmicas desenvolvem-se mais em detrimento daqueles cuja orientação é mais desfavorável (Fig. 10).
O grão cresce perpendicularmente às isotérmicas
Metalurgia da Soldadura II-VII-12
Estrutura da Junta Soldada
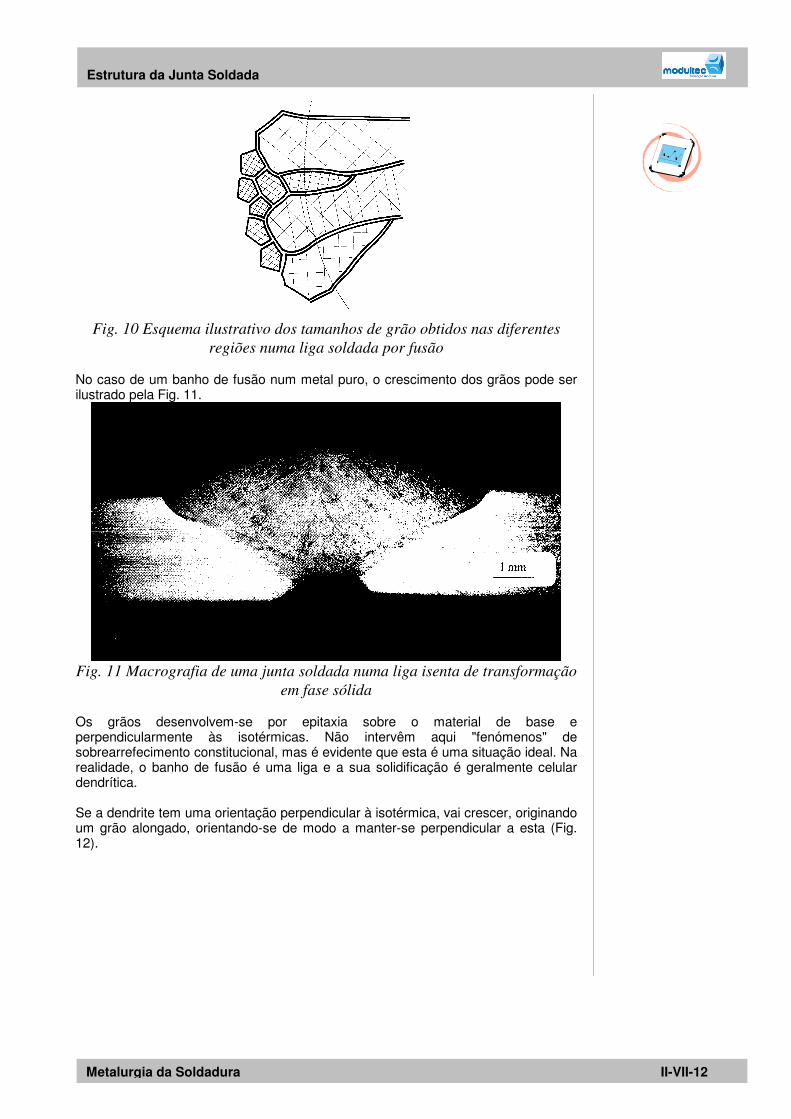
Fig. 10 Esquema ilustrativo dos tamanhos de grão obtidos nas diferentes
regiões numa liga soldada por fusão No caso de um banho de fusão num metal puro, o crescimento dos grãos pode ser ilustrado pela Fig. 11.
Fig. 11 Macrografia de uma junta soldada numa liga isenta de transformação
em fase sólida Os grãos desenvolvem-se por epitaxia sobre o material de base e perpendicularmente às isotérmicas. Não intervêm aqui "fenómenos" de sobrearrefecimento constitucional, mas é evidente que esta é uma situação ideal. Na realidade, o banho de fusão é uma liga e a sua solidificação é geralmente celular dendrítica. Se a dendrite tem uma orientação perpendicular à isotérmica, vai crescer, originando um grão alongado, orientando-se de modo a manter-se perpendicular a esta (Fig. 12).
Metalurgia da Soldadura II-VII-13
Estrutura da Junta Soldada
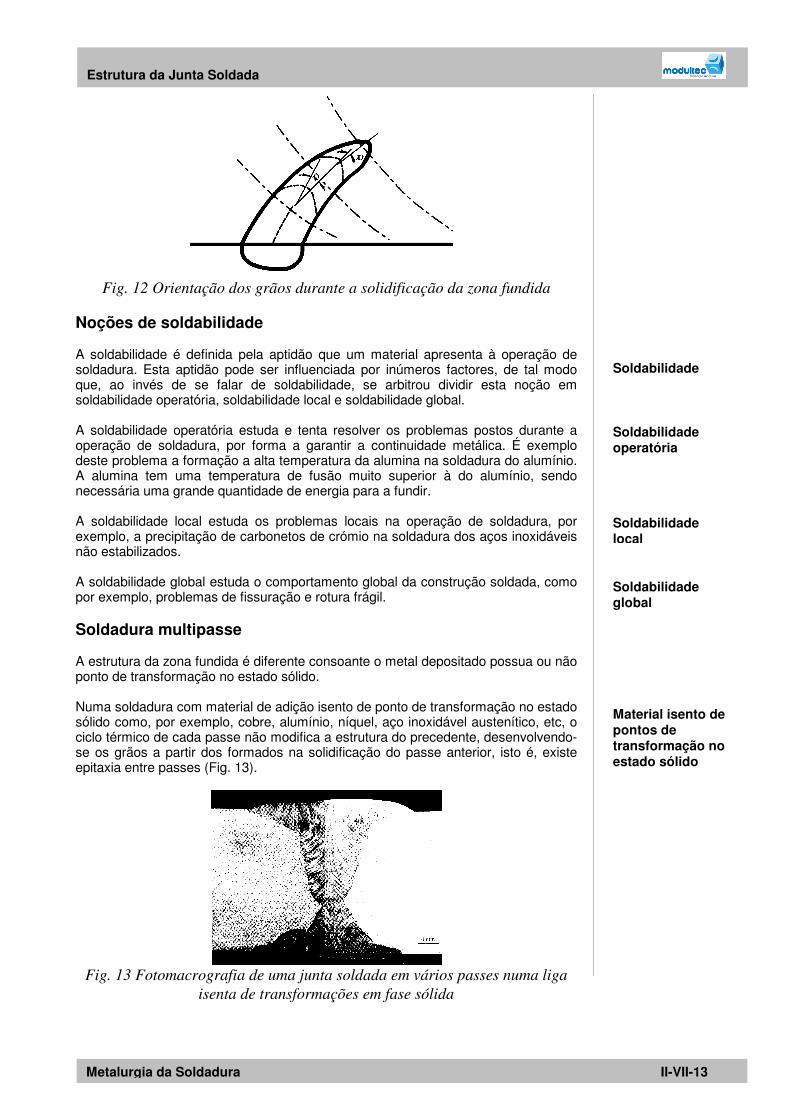
Fig. 12 Orientação dos grãos durante a solidificação da zona fundida
Noções de soldabilidade A soldabilidade é definida pela aptidão que um material apresenta à operação de soldadura. Esta aptidão pode ser influenciada por inúmeros factores, de tal modo que, ao invés de se falar de soldabilidade, se arbitrou dividir esta noção em soldabilidade operatória, soldabilidade local e soldabilidade global. A soldabilidade operatória estuda e tenta resolver os problemas postos durante a operação de soldadura, por forma a garantir a continuidade metálica. É exemplo deste problema a formação a alta temperatura da alumina na soldadura do alumínio. A alumina tem uma temperatura de fusão muito superior à do alumínio, sendo necessária uma grande quantidade de energia para a fundir. A soldabilidade local estuda os problemas locais na operação de soldadura, por exemplo, a precipitação de carbonetos de crómio na soldadura dos aços inoxidáveis não estabilizados. A soldabilidade global estuda o comportamento global da construção soldada, como por exemplo, problemas de fissuração e rotura frágil. Soldadura multipasse A estrutura da zona fundida é diferente consoante o metal depositado possua ou não ponto de transformação no estado sólido. Numa soldadura com material de adição isento de ponto de transformação no estado sólido como, por exemplo, cobre, alumínio, níquel, aço inoxidável austenítico, etc, o ciclo térmico de cada passe não modifica a estrutura do precedente, desenvolvendo-se os grãos a partir dos formados na solidificação do passe anterior, isto é, existe epitaxia entre passes (Fig. 13).
Fig. 13 Fotomacrografia de uma junta soldada em vários passes numa liga
isenta de transformações em fase sólida
Soldabilidade
Soldabilidade operatória
Soldabilidade local
Soldabilidade global
Material isento de pontos de transformação no estado sólido
Metalurgia da Soldadura II-VII-14
Estrutura da Junta Soldada
No caso de um material de adição com ponto de transformação no estado sólido (ex: aços não ligados ou de baixa liga), cada passe provoca, pelo ciclo térmico que lhe está associado, a regeneração estrutural de toda a porção de material obtido no passe anterior, que atinge uma temperatura superior à do ponto Ac3 do material. Assim, a zona fundida de uma soldadura multipasse é constituída por um conjunto de zonas estruturalmente regeneradas, onde desaparece a estrutura de solidificação, e por zonas brutas de solidificação que não sofreram transformação (Fig. 14).
Fig. 14 Fotomacrografia de uma junta soldada multipasse num aço não
ligado A regeneração estrutural de uma soldadura multipasse com material fundido sem ponto de transformação pode, no entanto, ser conseguida efectuando uma martelagem entre passes. O material fundido encruado de um passe é recristalizado pelo ciclo térmico do seguinte apresentando este procedimento vantagens, permitindo melhorar as características mecânicas da zona fundida.
Material com pontos de transformação no estado sólido
Martelagem entre passes
Metalurgia da Soldadura II-VII-15
Estrutura da Junta Soldada
ACTIVIDADES / AVALIAÇÃO Exercício 1: Calcule a temperatura de pico a uma distância de 2 mm da linha de fusão numa operação de soldadura de uma só passagem, com os seguintes parâmetros: To = 20 °C Tf = 1200 °C ETef =720 J/mm ρc = 0,0044 Jg/dm3°C t = 4,5 mm ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Exercício 2: Utilizando os parâmetros do exercício anterior, mas com um préaquecimento de 150 ºC, qual será nestas condições a temperatura de pico? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Exercício 3: Utilizando novamente os parâmetros do exercício 1, qual será o valor da temperatura de pico a uma distância de 1 mm da linha de fusão? ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________
Metalurgia da Soldadura II-VII-16
Estrutura da Junta Soldada
BIBLIOGRAFIA COTTRELL, A. H., " An Introdution to Metallurgy", Ed. Edward Arnold, 1967. EASTERLING, K. E. "Introduction to the Physical Metallurgy of W" FOLHAS DA DISCIPLINA "Soldadura e Técnicas Afins", Instituto Superior Técnico, 1989. HUME-ROTHERY, W "Atomic Theory for Students of Metallurgy", Institute of Metals Monography and Report Services, 1952. KOU, S., "Welding Metallurgy", Ed.John Wiley & Sons, 1987. PORTER, D. A. and EASTERLING, K. E. "Phase Transformations in Metals and Alloys" Ed. Van Nostrand Reinhold, 1980. SEABRA, A. V. "Metalurgia Geral - Vol. I", Ed. LNEC, 1981. SMALLMAN, R. E., "Modern Physical Metallurgy", Ed. Butterworths, 3rd ed, 1970. "Welding handbook", Vol 1, Welding Techonology, American Welding Society, 1987.





























