Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO ESCOLA POLITÉCNICA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
DEPARTAMENTO DE ENGENHARIADE TELECOMUNICAÇÃO E CONTROLE
PROJETO DE UM DINAMÔMETRO PARA MOTORES DE VEÍCULOS MINI BAJA Trabalho de formatura apresentado à Escola
Politécnica da Universidade de São Paulo para obtenção do título de Graduação em Engenharia
Edgar Yuiti Gushiken Rodrigo Motoharu Kobayashi
Orientadores: Fuad Kassab Junior(PTC) Ivan Eduardo Chabu(PTC) Raul Gonzales Lima(PME) Áreas de Concentração: Engenharia de Automação e Controle Engenharia Mecânica
São Paulo 2006

2
Ficha Catalográfica
3
Índice
1.Introdução ...................................................................................................................... 5
2.Objetivos ......................................................................................................................... 6
3.Metodologia .................................................................................................................... 7
3.1.Descrição das etapas a serem desenvolvidas ............................................................ 7
4.Viabilidade técnica....................................................................................................... 10
4.1.Alternativas de soluções ......................................................................................... 10
4.1.1.Resultados ............................................................................................................ 11
4.2.Infraestrutura........................................................................................................... 12
4.2.1.Recursos Humanos............................................................................................... 12
4.2.2.Ferramentas.......................................................................................................... 13
4.2.3.Local físico........................................................................................................... 13
4.2.4.Testes ................................................................................................................... 14
5. Viabilidade econômica................................................................................................ 14
5.1.Custos...................................................................................................................... 14
5.1.1.Matéria-prima ...................................................................................................... 14
5.1.2.Componentes........................................................................................................ 15
5.1.3.Processos de fabricação ....................................................................................... 16
5.1.4.Custo final ............................................................................................................ 17
6.Parâmetros iniciais....................................................................................................... 18
6.1.Pré projeto............................................................................................................... 18
7.Dimensionamento......................................................................................................... 19
7.1.Eixo............................................................................................................................. 19
7.1.1. Esforços Atuantes ................................................................................................... 20
7.1.2. Cálculo dos momentos............................................................................................ 21
7.1.3. Tensões Estáticas .................................................................................................... 22
7.1.4. Concentração de Tensão ......................................................................................... 24
7.1.5. Critérios de Segurança ............................................................................................ 26

4
7.1.6. Fator de Segurança.................................................................................................. 27
7.1.7. Resistência à fadiga................................................................................................. 28
7.1.8. Tolerâncias.............................................................................................................. 32
7.1. Rolamentos ................................................................................................................ 35
7.1.1 Seleção da dimensão do rolamento.......................................................................... 35
7.2. Freio eletromagnético ................................................................................................ 38
7.2. Extensômetro ou strain gage...................................................................................... 41
7.3. Circuito de condicionamento de sinal........................................................................ 44
7.5. Módulo de aquisição de dados................................................................................... 49
8.Painel de controle ......................................................................................................... 50
9.Estrutura....................................................................................................................... 51
11.Sistema de refrigeração ............................................................................................. 52
11.Resultados ................................................................................................................... 53
11.Patrocinadores............................................................................................................ 59
12.Referências bibliográficas ......................................................................................... 60
13.Cronograma................................................................................................................ 61
14.Anexos ......................................................................................................................... 62

5
1.Introdução
Criada em 1973 nos Estados Unidos pela SAE International (Society of
Automotive Engineering), a competição de Mini Baja teve como inspiração as
competições off-road realizadas no deserto de Baja Califórnia, no México e desde então
tem crescido a ponto de se tornar uma das mais importantes competições entre
universidades de Engenharia Mecânica nos EUA.
Não só com o objetivo de promover uma competição entre as universidades, esse
evento foi criado para incentivar o aprimoramento e realização concreta dos
conhecimentos acadêmicos a fim de proporcionar uma experiência real dentro do mundo
da engenharia automotiva, proporcionando aos alunos não só o desenvolvimento do
projeto, mas também de sua realização física, envolvendo busca de recursos, trabalho em
grupo e desenvolvimento de novos conhecimentos.
Com essa mesma linha de raciocínio, em 1995 a então recém criada SAE Brasil
(filiada à SAE International) criou a versão brasileira da competição, com o objetivo de
desafiar os alunos das melhores faculdades de Engenharia Mecânica do país a criarem
Mini Bajas para competirem em terrenos off-road, buscando desenvolver o ensino da
engenharia como um todo, formando profissionais mais completos e competentes para
mercados de trabalho cada vez mais exigentes.
A Equipe Poli de Mini Baja tem se destacado neste últimos três anos pela sua
grande evolução e as conquistas alcançadas. Na última competição nacional deste ano de
2006 realizada em Piracicaba – SP, a equipe representando o nome da Escola Politécnica
de São Paulo obteve a quinta colocação no geral com o carro 2006 e sendo bicampeão de
Qualidade de Execução com o carro de 2005.
Diante desta posição, os integrantes, anualmente são responsáveis a passarem por
uma melhoria continua de seus projetos. No que se refere ao sistema Powertrain o
principal objetivo é a sua redução de peso e alcançar o melhor desempenho do conjunto.
Alguns estudos atuais relacionados com experiências anteriores mostram que é possível
refinar e otimizar um projeto de caixa de transmissão desde que se saiba com precisão o
comportamento dinâmico do motor e da CVT.

6
2.Objetivos
O principal objetivo deste trabalho de formatura é o projeto e a construção de um
dinamômetro para veículos Mini Baja. Uma pesquisa de mercado foi elaborada para
descobrir os modelos existentes e quais deles preenchiam três requisitos básicos: custo,
precisão e capacidade de simulação. O modelo que mais se adequou a tais requisitos foi o
dinamômetro de correntes parasitas. Este tipo de dinamômetro se diferencia dos restantes
na forma como a carga é aplicada ao sistema a ser ensaiado.
Os objetivos são obter as curvas de Torque x RPM e Potência x RPM do motor.
Através do sistema de freio eletromagnético, será possível simular condições de carga
sobre o motor e estudar seu comportamento em diferentes faixas de rotação. O mesmo
estudo pode ser estendido à transmissão continuamente variável (CVT).

7
3.Metodologia
O trabalho será dividido em duas frentes de trabalho: parte elétrica/eletrônica e
parte mecânica. As tarefas que deverão ser executadas serão comentadas no próximo item
(3.1) e estarão mais detalhadas em um cronograma físico se encontra em anexo, ao fim
deste relatório.
3.1.Descrição das etapas a serem desenvolvidas
Neste capítulo, as tarefas citadas foram listadas e descritas para o futuro
desenvolvimento do projeto e do relatório final.
1) Apresentação dos parâmetros iniciais: Nesse item serão apresentados os usuais
parâmetros iniciais de projeto que promovem as restrições que geram as primeiras
definições do projeto.
2) Definição do modelo de dinamômetro: Através do estudo de viabilidade técnica, e
de acordo com as necessidades e objetivos definidos no início deste projeto, será
realizada uma pesquisa de mercado para avaliar os tipos de dinamômetros
existentes e qual modelo mais se aproxima de tais necessidades.
3) Dimensionamento de eixo/chaveta: O dimensionamento será realizado a partir de
estudo dos esforços atuantes dos transmissores, seguido do cálculo dos momentos
e do cálculo das tensões estáticas, incluindo conceitos de critério de segurança e
concentração de tensões. Será acompanhado por uma análise de resistência à
fadiga enquanto que haverá dimensionamento das chavetas pelos critérios de
esmagamento e cisalhamento.
4) Seleção do rolamento: Depois de escolhido o tipo, ele deve ser dimensionado,
com atenções especiais para as conseqüências construtivas do projeto.

8
5) Posicionamento das partes que irão compor o dinamômetro: De posse de um
modelo, o posicionamento das partes poderão ser definidas, como por exemplo, a
posição do motor, sistema de carga, sistema de transmissão e equipamentos de
leitura.
6) Dimensionamento da estrutura do dinamômetro: Neste tópico será escolhido o
material da estrutura, realização do cálculo estrutural e definida a sua forma
geométrica em função do posicionamento das partes.
7) Dimensionamento do sistema de refrigeração: Será escolhido e dimensionado um
sistema de refrigeração.
8) Dimensionamento do freio eletromagnético: será dimensionado um freio
eletromagnético com base no conteúdo fornecido na disciplina de Conversão
Eletromecânica, na dissertação de Álvaro Dietrich sobre correntes parasitas em
maciços ferromagnéticos e em projetos de máquinas elétricas realizados pelo
Prof. Ivan Chabu. Neste dimensionamento está incluso: o projeto das bobinas de
excitação, do disco de inércia, da armadura e dos núcleos das bobinas.
9) Seleção de strain gage: será realizado estudo sobre a precisão, limites de esforços,
custos e facilidade de obtenção dos diversos strain gages que existem no mercado
através do qual será selecionado o modelo/marca mais adequado para esta
aplicação.
10) Programação do módulo de aquisição de dados: estudo de manuais e testes com o
módulo que realizará a interface entre os sensores e o computador.
11) Criação de um programa para computador para interface homem-máquina: será
criado através de uma linguagem a ser definida por um programa que permitirá o
usuário manipular o dinamômetro, obter os valores das medições, ler gráficos,
entre outras.

9
12) Projeto de um chopper: projeto e construção de um chopper para alimentar as
bobinas de excitação do freio.
13) Montagem de um painel industrial: criação de um layout interno do painel e a sua
montagem de maneira que todas as peças elétricas/eletrônicas mais delicadas
sejam protegidas do ambiente.
14) Instalação e teste de toda a parte elétrica/eletrônica: toda a parte elétrica e
eletrônica deverá ser instalada e testada antes do início da integração com a parte
mecânica.
15) Integração com a parte mecânica: integração e testes da parte elétrica/eletrônica
com a parte mecânica de maneira a permitir o funcionamento do projeto como um
todo.

10
4.Viabilidade técnica
4.1.Alternativas de soluções
Baseado nos objetivos comentados no tópico 2, foi elaborada uma pesquisa para
saber quais são as opções de dinamômetros para motores que existem no mercado. Nesta
pesquisa, quatro modelos de dinamômetros foram escolhidos, avaliados e suas
respectivas características listadas abaixo.
Dinamômetro inercial
Possui as vantagens de um baixo custo de construção, manutenção praticamente
nula, tamanho reduzido, não necessita de calibração constante, não necessita de sistema
de refrigeração e razoavelmente preciso. Existe algumas desvantagens como de medir o
torque apenas durante a aceleração do disco de inércia e não dá a opção de simulação de
carga.
Dinamômetro de correntes parasitas
Possibilita a simulação de carga, baixa manutenção, custo relativamente baixo,
não necessita de calibração constante e boa qualidade na aquisição de dados. No entanto,
possui dimensões maiores que a dos concorrentes, eletrônica razoavelmente delicada e
necessita de um sistema de refrigeração.
Dinamômetro a gerador
Também possui a qualidade de simular carga boa precisão. Mas tem manutenção
relativamente alta, calibração periódica, custo de construção elevado, dimensões exigidas
próximas do modelo de corrente parasitas e também necessita de um sistema de
refrigeração.

11
Dinamômetro hidráulico
Sua principal característica é o custo relativamente baixo. Também exige pouca
manutenção, não necessita de sistema de refrigeração e possui tamanho reduzido. A baixa
precisão, a ausência de simulação de carga e a necessidade de calibração constante são
algumas de suas desvantagens.
4.1.1.Resultados
O resultado desta pesquisa demonstrou que o dinamômetro de correntes parasitas
é o que mais se aproxima das necessidades da Equipe.
Este dinamômetro constituído por um rotor acionado pelo motor, girando imerso
em um campo magnético. A intensidade do campo é controlada através de uma bobina
alimentada por corrente contínua, podendo-se, assim, variar a carga aplicada. Um circuito
de arrefecimento a água dissipa o calor gerado pelas correntes parasitas. Como nos
demais dinamômetros, o esforço reativo, que tende a transmitir movimento à carcaça, é
medido e a partir do qual obtêm-se os valores de potência e torque do motor.
Possui um custo relativamente baixo, item considerado mais importante, já que
todos os custos serão pagos com capital próprio e na forma de apoio/patrocínios. Ainda
permite simulação de cargas, possui ótima precisão e, além disso, parte das peças poderão
ser fabricadas na própria Escola.
Fig. 1- Exemplo de um dinamômetro de corrente parasita

12
4.2.Infraestrutura
4.2.1.Recursos Humanos
O projeto e a construção de um dinamômetro de correntes parasitas será um
desafio ainda maior que os convencionais (mecânicos), pois haverá a necessidade de uma
integração de soluções mecânicas com soluções elétrica/eletrônicas.
Para o dimensionamento e construção teria como número ótimo de componentes
dois integrantes. Há muitas atividades como pesquisas bibliográficas, construção de
planilhas, elaboração de relatórios, obtenção de orçamentos, busca de contatos de
patrocinadores, compra de peça, fabricação e montagem do protótipo que demandam um
número alto de horas de trabalho por semana durante todo o projeto.
Na tabela 1, foi estimado um cálculo aproximado do número de horas
efetivamente utilizadas durante o projeto. É interessante lembrar que as atividades podem
ocorrer simultaneamente e apenas um método de verificar a quantidade de membros para
conduzir o trabalho.
Média de horas Fase demandada pelo projeto
Pré-Projeto 4 Busca por colaboradores 20
Projeto Básico 100 Encomenda e aquisição dos
componentes 120
Tempo gasto com transporte 12 Fabricação de componentes mecânicos 24 Montagem de componentes elétricos 12
Tempo gasto com Software 60 Integração parte mecânica/elétrica 30
Montagem do dinamômetro 120 Testes 192
Total de horas 694 Tabela 1 – Cálculo estimado das horas demandadas
Obs: Pode-se observar que o tempo gasto com a encomenda e aquisição de
componentes está acima da média, pois, na estimativa considerou-se desde o momento

13
em que foi realizado o pedido até a sua retirada. Existem itens que não estão à pronta
entrega, o que demanda um tempo de espera.
4.2.2.Ferramentas
A primeira ferramenta a ser observada como necessária para o projeto é um
computador. Ele será útil para elaboração das planilhas e relatórios. Além disso, deverão
estar instalados softwares para edição de texto, elaboração de planilhas, navegação na
Internet, softwares de CAD para desenho e por último, software para programação do
módulo de aquisição de dados e software para interface com o usuário.
A segunda muito útil será uma linha telefônica, para permitir a aquisição de
patrocínios, apoio técnico, orçamentos e a logística entre as empresas colaboradoras.
Na construção e montagem do protótipo, o local físico deverá dispor de
ferramentas manuais (ferramentas pertencentes à Oficina de Mini Baja). Com relação ao
maquinário necessário, algumas serão utilizadas através de empresas que apóiam o
Projeto Mini Baja, havendo também a opção de utilizar as máquinas da própria Escola.
4.2.3.Local físico
O espaço mais adequado para o desenvolvimento deste projeto será a Oficina de
Mini Baja. Como visto no tópico anterior, o local possui os requisitos mínimos
necessários para a fabricação e montagem dos componentes. Além disso, será uma
oportunidade dos integrantes (“bajeiros”) acompanhar de perto e entender o
funcionamento do dinamômetro. No entanto, modificações físicas como alterações no
layout, quadro de luz e instalações hidráulicas terão que realizadas.

14
4.2.4.Testes
Um local temporário onde serão realizados os testes será o Laboratório de
Dinamômetro localizado no setor de Termodinâmica e Transferência de Calor do Depto.
de Engenharia Mecânica da Escola Politécnica da USP. Este local está preparado
acusticamente e possuí um eficiente sistema de ventilação, projetado para o
funcionamento de motores à combustão de maior potência. Além disso, está a alguns
metros da Oficina de Mini Baja.
5. Viabilidade econômica
5.1.Custos
O primeiro passo é definir as fontes de despesa do projeto, o que inclui matéria-
prima, componentes e processos de fabricação, que estão listados logo a seguir.
5.1.1.Matéria-prima
A tabela 2 engloba todo e qualquer material que ainda deverá sofrer alterações
físicas. Na coluna da esquerda está listada a matéria-prima e à direita, o produto em que
ela se transformará.
Matéria-prima Produto
Chapa de aço Proteção de correias e armadura para bobinas Bloco de aço Mancais de rolamento
Perfil de aço-carbono Estrutura Tarugo de aço-carbono Eixos e flanges
Tarugo de nylon Buchas e espaçadores Perfil de aço-carbono Trilho de fixação do motor
Fio de cobre esmaltado Bobina de excitação Tubo mecânico Rotor Disco de aço Armadura, disco do rotor e tampas Tabela 2 – Lista de materiais necessários para o projeto
Dados de custos destes materiais serão apresentados adiante nas tabelas 3 e 4.
Haverá também informações como especificações técnicas e a quantidade a ser usada.

15
5.1.2.Componentes
Neste tópico estão representadas duas tabelas de componentes* que serão
utilizados na construção do protótipo. Nela estão contidas especificações técnicas,
unidade, custo por unidade, quantidade necessária e custo final.
Na tabela 3, estão agrupados os elementos mecânicos como itens de fixação,
sistema de refrigeração e elementos de transmissão de movimento. Na tabela 4, estão os
componentes elétricos e eletrônicos.
Componente Unidade Custo (p/unid.) Quant. Custo total Arruela p/ M6 unidade R$0,02 20 R$0,40 Arruela p/ M8 unidade R$0,03 40 R$1,20 Barras para chaveta m R$20,00 1 R$20,00 Braçadeira unidade R$1,50 6 R$9,00 Chapa de aço-carbono 1020 (1mx1m) e=2mm kg R$ 3,10 15,7 R$48,67 Chapa de alumínio (200x100) mm e=40mm kg R$ 9,60 2,16 R$20,74 Tarugo de aço-liga 1020 D=1"; L= 200mm kg R$10,38 0,796 R$8,27 Disco de aço 1020 D = 10"; e = 19mm kg R$8,00 7,45 R$59,60 Graxa unidade R$4,80 1 R$4,80 Mangueiras m R$12,00 2 R$24,00 Parafuso M6 unidade R$0,50 10 R$5,00 Parafuso M8 unidade R$1,00 20 R$20,00 Perfil "L" 1020 1 1/4" x 1/8" x 2m e=2,5mm kg R$ 5,50 1,37 R$7,54 Perfil "�" 1020 (80x80) mm; L=5m e=2,75mm kg R$ 5,00 34,54 R$172,70 Porca M6 unidade R$0,05 10 R$0,50 Porca M8 unidade R$0,10 20 R$2,00 Radiador unidade R$80,00 1 R$80,00 Rebites (diversos) unidade R$8,00 diversos R$8,00 Disco de aço forjado 1020 D = 15"; L = 377mm kg R$60,00 168,51 R$8999,00 Roda para locomoção da estrutura unidade R$8,00 4 R$32,00 Rolamento unidade R$58,00 2 R$106,00 Tarugo de aço-liga 1020 D=70mm"; L= 1000mm kg R$10,38 22,22 R$230,64 Tarugo de nylon D=2 “; L=0,5m m R$70,00 0,5 R$35,00 Tinta 900ml R$25,00 1800ml R$50,00 Disco de aço 1020 D = 15"; e = 23mm kg R$8,00 38,6 R$308,80
Total R$10253,86

16
Tabela 3 – Custos com componentes mecânicos
Componente Unidade Custo (p/unid.) Quantidade Custo total
Bomba de água unidade R$ 150,00 1 R$ 150,00 Bornes unidade R$ 2,50 12 R$ 30,00 Botão de emergência unidade R$ 10,50 3 R$ 31,50 Cabo de 2,5 mm² m R$ 1,50 100 R$ 150,00 Caixa de plástico para botão de emerg. unidade R$ 4,00 3 R$ 12,00 Carretel unidade R$ 3,00 16 R$ 48,00 Chopper unidade R$ 100,00 1 R$ 100,00 Conversor de sinal para strain gage unidade R$ 300,00 1 R$ 300,00 Disjuntor 10A bipolar unidade R$ 10,80 1 R$ 10,80 Fio esmaltado kg R$ 20,00 10 R$ 200,00 Fonte de 24v ou 12v unidade R$ 50,00 1 R$ 50,00 Módulo de aquisição de dados unidade R$ 800,00 1 R$ 800,00 Núcleo de aço-silício unidade R$ 10,00 8 R$ 80,00 Painel industrial pequeno unidade R$ 80,00 1 R$ 80,00 Plug de tomada 2P + 1T unidade R$ 2,00 4 R$ 8,00 Prensa-cabo unidade R$ 5,00 4 R$ 20,00 Relé unidade R$ 2,50 1 R$ 2,50 Sensor de rotação unidade R$ 25,00 2 R$ 50,00 Sinalizadores unidade R$ 5,00 5 R$ 25,00 Strain gage unidade R$ 1.050,00 1 R$ 1.050,00 Terminais unidade R$ 0,05 50 R$ 2,50 Termostato unidade R$ 4,75 1 R$ 4,75
Total R$ 3.205,05 Tabela 4 – Custos com materiais elétricos e eletrônicos
* Os dados contidos nas tabelas estão sujeitos a modificações ao longo do
desenvolvimento deste projeto.
5.1.3.Processos de fabricação
Abaixo está lista de todos os processos de fabricação** necessários para a
construção do protótipo. Alguns deles, com o apoio de empresas que patrocinam o
projeto Mini Baja, serão realizados externamente, devido ao grau de precisão, dificuldade
de fabricação ou pela ausência de maquinário dentro da Escola.

17
Processo de fabricação Hora/máquina Hora/Homem Tempo total (horas) Custo Total Usinagem em torno (manual) R$9,96 R$8,30 12 R$219,12 Usinagem em fresa (manual) R$11,62 R$13,28 1 R$24,90 Usinagem em furadeira (manual) R$4,15 R$4,15 1 R$8,30 Usinagem em torno (CNC) R$33,20 R$16,20 2 R$98,80 Corte de chapas e tarugos (serra) R$4,90 R$4,15 1 R$9,05 Dobra de chapas R$8,64 R$3,32 1 R$11,96 Soldagem R$4,90 R$4,15 3 R$27,15 Eletroerosão R$11,62 R$13,28 3 R$74,70 Software R$1,00 R$60,00 60 R$3660,00 Montagem R$5,50 20 R$110,00
Total R$4243,98 Tabela 5 – Gastos com mão-de-obra
** Os dados contido na tabela estão sujeitos a modificações ao longo do desenvolvimento
deste projeto.
5.1.4.Custo final
Tabela 6 – Custo final do dinamômetro (protótipo)
O custo final está próximo de outros modelos dinamômetros oferecidos no
mercado, mas pode decair, já que grande parte destes são importados, o que encarece o
seu preço venda e o modelo que será construído se trata de um protótipo.
Portanto, considerando o apoio da Escola e principalmente dos Patrocinadores, a
sua construção é viável.
Denominação Custo Custos com componentes mecânicos R$10253,86 Custos com materiais elétricos e eletrônicos R$3.205,05
Gastos com mão-de-obra R$4243,98
Total final R$17702,89

18
6.Parâmetros iniciais
6.1.Pré projeto
Depois de realizado o estudo de viabilidade e tendo sido comprovado
prosseguimento do projeto, a próxima fase é conhecida como pré-projeto ou anteprojeto.
O objetivo do pré-projeto é chegar a uma solução prévia a respeito das definições
mais básicas do projeto como um todo. Essa é a etapa em que se deve consultar o
máximo de referências bibliográficas, as opiniões de diversos especialistas e a etapa em
que a criatividade tem grande contribuição.
Os resultados são croquis e desenhos e mesmo alguns esboços de cálculos. Na
prática, eles representam propostas para o formato do dinamômetro a ser construído. A
idéia é que o procedimento de projeto proposto nesse trabalho venha a verificar as
condições levantadas.
No entanto, mesmo sendo definições iniciais e grosseiras, elas devem ter
parâmetros restritivos. Para o dimensionamento do dinamômetro foi considerado que será
usado um motor de Briggs Stratton de 16HP a 3600 RPM e torque máximo de 30,7 N.m a
2400 RPM. O motivo da escolha deste motor deve-se a possibilidade de o dinamômetro
resistir a valores maiores de torque e potência (caso exista uma futura mudança de motor,
por exemplo) em relação ao atual motor utilizado, que é um Briggs Stratton de 10HP.

19
7.Dimensionamento
7.1.Eixo
O estudo e dimensionamento de um eixo funciona como a alma do projeto do
dinamômetro já cerca de 60% do peso total estará sob ele, além de estar sujeito a uma
variação de força magnética. Dimensionar o eixo significa avaliar cada componente e as
influências que cada um provoca ao outro. O projetista deve ter conhecimento dos tipos
de rolamento que poderá usar, e principalmente as dimensões básicas do dinamômetro,
ou pelo menos restrições que o levem a valores próximos da solução final.
Dimensionar um eixo, portanto, envolve várias fases, conforme mostra a figura 2
e não pode ser subestimado no cronograma do projeto.
Fig. 2– Fluxograma de projeto de um eixo
Esforços atuantes
Momentos fletores e torçores
Tensões estáticas Concentrações
de tensão
Critério de Segurança
Verificação de resistência à fadiga
Fator de Segurança
Seleção do material
Definição das tolerâncias geométricas

20
7.1.1. Esforços Atuantes
Primeira etapa no dimensionamento de um eixo, parte dos esforços atuantes como
a citada força magnética e a carga atuante sobre o mesmo. Além desses dois elementos, a
configuração dos motopropulsores recentes da Equipe POLI apresenta, como mencionado
anteriormente, o mecanismo CVT, composto por duas polias, sendo uma delas no eixo
movido, entrada da caixa de transmissão.
O procedimento de dimensionamento desses esforços refere-se aos esforços
usuais de polias, e é mostrado pelas equações (1) e (2).
rFFT ft *)( −= (1)
)*(/ αµeFF ft = (2)
Onde: T – torque;
Ft – Força tracionada;
Ff – força frouxa;
µ – coeficiente de atrito entre polia e correia;
α – ângulo de abraçamento.
O ângulo de abraçamento depende basicamente dos diâmetros de cada polia e da
distância entre centros. Nesse momento, usa-se a configuração de diâmetros das polias
quando o CVT proporciona maior relação de transmissão, de forma a estar a favor da
segurança. Esse ângulo é mais bem determinado por um esboço que pode ser feito em
qualquer software de CAD, ou mesmo à mão e seu valor para um CVT Comet 790, com
correia de distância entre centros de 11,5” está próximo de 210º, valor esse que deve ser
convertido para radianos para utilização na equação (2).

21
Fig. 3 – Ângulo de abraçamento da polia movida do CVT
O coeficiente de atrito, por sua vez, varia em função do material da correia e da
polia, sendo que o valor por esse procedimento utilizado vale 0,30.
7.1.2. Cálculo dos momentos
Uma vez que os esforços atuantes já tenham sido determinados, o próximo passo
será então o cálculo dos momentos fletor e torçor. Na verdade, conforme a figura 2, o
objetivo é chegar ao resultado das tensões estáticas e de fadiga, mas que para tanto, será
necessário o cálculo dos momentos atuantes.
O cálculo dos momentos em si não revela nenhum segredo e pode ser dado pelas
equações (3) e (4).
bFM *= (3)
rFT *= (4)
Onde: M – momento fletor;
F – esforço atuante;
b – braço, distância até um mancal;
T – momento torçor (torque);
r – raio da roda dentada ou engrenagem.

22
O fator realmente importante nesse processo é a organização dos cálculos uma vez
que a tensão estática é calculada para cada mudança de seção transversal e para cada
elemento que provoque uma concentração de tensão, tal como o leitor verá no item 7.1.4
Portanto, é importante calcular os momentos fletor e torçor em cada seção crítica do eixo
se não for o caso de levantar uma curva do momento ao longo do comprimento do eixo.
7.1.3. Tensões Estáticas
O primeiro critério de verificação à falha de uma peça qualquer é a verificação à
tensão estática. Dimensionar um elemento à ação das tensões estáticas equivale assegurar
que determinada condição de contorno é o limite para aquele material selecionado.
Há dois tipos de tensões que os diferentes esforços (flexão, torção, normal e
cortante) podem imprimir: tensão normal e tensão de cisalhamento.
Oriunda da ação dos esforços da flexão, em sua maior parte, e dos carregamentos
normais à seção transversal, a tensão normal constitui na maior parte dos casos o fator
limitante do projeto e pode ser encontrada por meio da equação (5).
I
yM *=σ (5)
Onde: σ – tensão normal;
M – momento fletor;
y – distância do ponto considerado à linha neutra;
I – Momento de inércia.
A tensão cisalhante, por sua vez, é resultante da atuação das forças cortante e
principalmente do torque. Para calculá-la, basta simplesmente aplicar a equação (6).
J
yT *=τ (6)
Onde: T – momento torçor
y – distância do ponto considerado à linha neutra;
J – Momento polar de inércia

23
Uma vez que os cálculos estão sendo feitos para eixos, que têm a seção
transversal circular, os momentos de inércia são dados pelas equações (7) e (8).
64
* 4dI
π= (7)
32
* 4d
Jπ
= (8)
A mesma hipótese permite garantir que a distância à linha neutra corresponde ao
raio do eixo o que promove uma simplificação das tensões estáticas para as relações (9) e
(10). Isso pode ser observado pela figura 4 que mostra a distribuição de tensões em uma
seção transversal de um eixo, e que a tensão máxima na seção aparece na superfície do
eixo.
Fig. 4 – Distribuição de tensões em uma seção transversal de eixo.
3*
*32
d
M
πσ = (9)
3*
*16
d
T
πτ = (10)
O que pode tornar o cálculo um pouco confuso é o número de direções dos
esforços atuantes. Nesse momento, é muito importante que se entenda como as tensões
vão se distribuir no eixo e não simplesmente a sua magnitude. Caso isso não aconteça,
pode haver um superdimensionamento do eixo, em função de se calcular as tensões de
diferentes esforços como sendo aplicadas ao mesmo ponto da seção transversal do eixo.
+σ
-σ

24
A melhor solução para encontrar as direções de tensão e sua distribuição ao longo
do eixo, é imaginar como seria a configuração deformada do eixo sob cada um dos
esforços.
A figura 5 ilustra como um momento fletor pode provocar a configuração
deformada do eixo. A partir de então, é só posicionar as setas de direção de tensão
positivamente no sentido da tensão de tração e no sentido oposto na face em que houver a
compressão do eixo.
Fig. 5 – Determinação da distribuição das tensões
7.1.4. Concentração de Tensão
Ao determinar a magnitude das tensões ao longo do eixo, conforme o tópico
7.1.3, supõe-se que a distribuição de tensões axial é uniforme. No entanto, os eixos
apresentam rasgos de chavetas, rebaixos, furações, chanfros e possíveis outras
descontinuidades na geometria que causam perturbações localizadas no eixo, ao que se
chama de concentração de tensão, conforme figura 6.

25
Fig. 6 – Efeito de descontinuidades geométricas na concentração de tensões
Tais concentrações de tensão não são obtidas por meio de formulações ou
equações, mas sim por um desenvolvimento laboratorial, em que corpos de prova são
submetidos a diferentes esforços e para cada teste é avaliada uma descontinuidade. Essas
experiências são registradas em forma de ábacos que relacionam o fator de concentração
de tensão em função das características geométricas da descontinuidade.
A concentração de tensão afeta não só as tensões normais como também as
tensões cisalhantes e ainda em intensidades que diferem entre si, sendo que é usual
denominar o fator de concentração de tensão normal por Kt e o fator de concentração de
tensão cisalhante por Kts ou ainda Ks. Esses gráficos podem ser encontrados na obra de
[3] e aqueles referentes a rebaixos e rasgos de chaveta estão anexados a esse relatório
(anexo A e B) por tratarem-se dos mais utilizados no projeto de um eixo para um de
transmissão.
Esses fatores devem ser multiplicados pelas tensões estáticas normal e cisalhante.
Deve-se atentar é que como todo projeto, existe uma otimização desse conceito. Projetar
as descontinuidades com pequenos raios de arredondamento, leva a formação de cantos
vivos e, portanto, concentração de tensão. Evitar tal fenômeno induz aumentar os raios
de arredondamento, o que por outro lado pode estar servindo como um fator limitante
para a

26
7.1.5. Critérios de Segurança
Até agora já foram fornecidas condições de calcular e determinar a distribuição
das tensões estáticas normal e cisalhante ao longo de todo o eixo. No entanto, há tensões
diferentes no mesmo ponto e é importante saber se o eixo vai suportas as condições de
projeto sem falhar.
Para tanto, foram desenvolvidos alguns critérios de segurança, como Tresca, Von
Mises e Rankine, que geram uma tensão equivalente entre ambas como também elaboram
relações que permitam que o projeto seja conduzido dentro das condições de segurança.
Tresca foi o primeiro a desenvolver o trabalho, que se baseava na máxima tensão de
cisalhamento.
No entanto, R. Von Mises desenvolveu uma teoria que provou chegar a resultados
mais coerentes com os ensaios realizados. Seu trabalho era baseado na consideração de
que o material poderia suportar tensões que as deformações elasticamente de tal forma a
alterar sua forma ou seu volume. A capacidade de sofrer alterações para suportar essa
tensão era na verdade a energia de deformação do material, que poderia se elevar até o
ponto em que o material escoasse. Tal teoria ficou conhecida como “Máxima Energia de
Deformação” e permite calcular uma tensão equivalente segundo a equação (11).
]}[*3])()()[(*5,0{ 222222yzxzxyzyzxyxeq τττσσσσσσσ +++−+−+−= (11)
Onde: eqσ - tensão equivalente de Von Mises
σ – tensões normais
τ – tensões cisalhantes
O resultado da equação (12) vai gerar a tensão atuante no eixo, que deve então ser
comparada com o limite de escoamento dos materiais pré-selecionados para a fabricação.

27
7.1.6. Fator de Segurança
Diferentemente do critério de segurança, o fator de segurança (F.S.) é um valor
multiplicativo que representará a margem passível de erro que o projetista estipula. O
fator de segurança está diretamente relacionado com a confiabilidade e pode ser
determinado por diversos fatores, como as condições de serviço e o material utilizado.
Por definição, o fator de segurança pode ser dado pela divisão do limite de
escoamento pela tensão atuante, conforme relação (12). Isso implica que se o projetista
partir de um coeficiente de segurança dado, como esse trabalho sugere, basta que a tensão
equivalente de Von Mises seja multiplicada pelo F.S.
....
ELSF
eqσ= (12)
Onde: L.E. – limite de escoamento.
Esse fator deve ser sempre acima do unitário, sendo que [4] apresenta uma tabela
que relaciona as condições de projeto com a faixa de fator de segurança recomendada.
Tais valores estão representados na tabela 7.
F.S.
1,5 - 2,0
2,0 - 2,5
3,0 - 4,0acima de 4,0 Perigo de vida, riscos econômicos
Condições de trabalho
Materiais menos conhecidos ou materiais frágeis sob condições médias de carregamento e ambiente
2,5 - 3,0
Materiais não conhecidos sob condições desconhecidas de carregamento e ambiente
1,25 - 1,5Materiais de alta confiança, condições de carregamento fielmente determináveis
- usado para condições em que o baixo peso é importante
Materiais medianamente conhecidos e condições razoavelmente conhecidas
Materiais bem conhecidos, condições de trabalho determinadas satisfatoriamente,condições do ambiente satisfatoriamente constantes
Tabela 7 – Valores recomendado para fator de segurança
Uma vez que o fornecedor de materiais certificava a composição do lote
comprado e que os carregamentos eram razoavelmente conhecidos, o eixo foi projetado
com coeficientes de segurança na faixa de 1,4 a 1,5.

28
7.1.7. Resistência à fadiga
O dimensionamento até aqui realizado foi feito em cima apenas de condições
estáticas. Isso significa que os diâmetros de cada seção dos eixos encontrados vão
garantir que os eixos não falhem se aplicadas as cargas de projeto em um determinado
instante.
No entanto, sabe-se que uma caixa de transmissão é um sistema mecânico
essencialmente dinâmico e que as cargas variam com o tempo. Essa aplicação cíclica dos
carregamentos pode levar o material à falha, no que se caracterizaria uma fratura por
fadiga. A fadiga é uma redução gradual da capacidade de carga do componente, pela
ruptura lenta do material, conseqüência do avanço quase infinitesimal das fissuras que se
formam no seu interior.
A verificação de resistência à fadiga segue os mesmos princípios de qualquer
dimensionamento e, portanto, deve-se calcular uma tensão admissível e uma atuante.
Trabalhos estatísticos mostrados por [5] e [6] demonstram como a tensão admissível de
fadiga, daqui pra frente tratada apenas por limite de fadiga ( fσ ), varia em função da
tensão de ruptura do material para os diferentes tipos de carregamentos, conforme
relações (13) e (14).
Flexão: rupf σσ *45,0= (13)
Torção: rupf ττ *22,0= (14)
É importante observar que essas relações são válidas para solicitações de ciclo
simétrico, típica de casos como eixos de engrenagens em que ocorre flexão simétrica, ou
seja, enquanto da aplicação do momento fletor, o eixo está rotacionando.
Outro ponto conceitualmente interessante de observar aqui é o porquê das
relações entre o limite de fadiga e o limite de ruptura. A fadiga, conforme explicado, não
é um fenômeno que provoca deformações plásticas gradativamente ou que mostra
indícios de falha. As fissuras se propagam e em um determinado número de ciclos, a peça
simplesmente fratura como se fosse um material frágil.
Dessa forma, Wöhler, considerado o “pai da fadiga”, realizou os primeiros
ensaios de fadiga submetendo corpos de prova à falha mecânica ao mesmo tempo em que

29
a vida em número de ciclos era armazenada. Esses dados são usados para construir um
dos mais comuns gráficos da análise de fadiga: a curva S-n.
A curva revolucionou a teoria da época já que a partir do número de ciclos da
peça analisada, é possível retirar a tensão limite de fadiga que deve ser maior que a
tensão alternada atuante para que não haja falha. Porém, tais curvas são obtidas em
experimentos em que a tensão média é nula, o que nem sempre retrata condições reais de
um problema de fadiga, ou ainda fixa em um valor constante, o que gera dificuldade em
encontrar uma curva obtida com a tensão média exata a qual o sistema funcionará.
Para solucionar tal problema, foram surgindo desde a metade do século XIX,
algumas teorias para o método de análise de falha por fadiga, e pesquisadores como
Soderberg, Goodman e Gerber desenvolveram estudos sobre a influência das tensões
alternada e média na vida em ciclos de um material. Essas tensões estão representadas na
figura 7 e podem ser calculadas pelas equações (16) e (17) respectivamente.
2mínmáx
m
σσσ
+= (15)
2mínmáx
a
σσσ
−= (16)
Onde: mσ - tensão média;
aσ - tensão alternada;
máxσ - tensão máxima;
mínσ - tensão mínima
Fig. 7 – Tensões de um carregamento cíclico
Entre as várias teorias, os eixos da caixa dimensionados por esse procedimento
foram feitos sob a simplificação de Goodman, que já é um critério menos conservativo

30
que o de Soderberg, uma vez que restringe a sua tensão média ao valor da tensão de
ruptura. A figura 7 ilustra o resultado desses estudos, representados por um gráfico da
tensão alternada em função da tensão média.
Fig. 8 – Curvas de Soderberg, Goodman e Gerber
As relações da simplificação vêm basicamente de uma relação de triângulos. No
entanto, é necessário salientar que não só a concentração é um fator de forte influência
como também o acabamento superficial e o diâmetro do eixo.
O acabamento superficial e o diâmetro do eixo geram respectivamente os fatores
corretivos ε1 e ε2, que podem ser determinados pelos gráficos do anexo H.
Para os diferentes tipos de aço, existe uma maior ou menor sensibilidade à
existência das descontinuidades, fato que é considerado pela existência de um parâmetro
chamado índice de sensibilidade do material (q). Esse valor também é retirado de gráficos
e se encontra no anexo C, junto com os demais diagramas.
A partir desse valor, é possível calcular o último parâmetro antes da aplicação da
simplificação de Goodman: o coeficiente de concentração efetiva (K), dado pela equação
(17).
qKK t *)1(1 −+= (17)
Onde Kt poderia ser substituído por Kts para um cálculo de fadiga à torção.
Enfim, a teoria de Goodman pode ser aplicada pelas relações (19) e (20). O que se
pode observar é que a relação é rearranjada de tal forma que tensões admissíveis e
atuantes constam na mesma equação.

31
rup
m
f
af K
σ
σ
σεε
ση σ
+
=
**
*1
21
(18)
rup
m
f
af K
τ
τ
τεε
τη τ
+
=
**
*1
21
(19)
Onde: ση f - coeficiente de segurança à fadiga de flexão;
τη f - coeficiente de segurança à fadiga de torção.
Para o caso específico dos eixos de uma transmissão, o carregamento pode ser
considerado como uma flexo-torção, em que uma torção constante e uma flexão
simétrica, conforme figura 9, atuam simultaneamente. É claro que essa é a hipótese de
que para essa verificação usa-se uma situação que represente um carregamento uniforme,
que pode ser a situação de carga máxima ou um comportamento médio de
funcionamento, de acordo com os propósitos do projetista.
Fig. 9 – Distribuição de tensões de uma flexão simétrica
No caso da flexo-torção descrito acima, podem ser tomadas algumas
simplificações. Para o caso da torção, a tensão alternada se anula e a tensão média é igual
à tensão atuante oriunda do torque. Já para o caso da flexão, o que se anula é a tensão
média, por ser uma flexão simétrica, enquanto que a tensão alternada toma o valor da
tensão atuante calculada com base no momento fletor.
Ainda devido à combinação da flexão e da torção, calcula-se um coeficiente
global de segurança, dado por (20).

32
22
*
τσ
τσ
ηη
ηηη
ff
ff
f
+= (20)
Onde: fη - coeficiente global de segurança.
Dessa forma, a verificação à resistência à fadiga passa a ter como objetivo que o
coeficiente global de segurança se encaixe em um das faixas fornecidas pela tabela 6,
para que não haja falha por fadiga. O trabalho aqui exposto é resultado da utilização de
qualquer coeficiente que estivesse acima de 1,25.
7.1.8. Tolerâncias
Todas as medidas dimensionadas, a preocupação agora é com que com que seu
projeto seja fielmente reproduzido durante a fabricação. Uma das questões a serem
avaliadas para que o protótipo funcione tal como planejado é a tolerância de fabricação.
Tolerância é a variação permissível da dimensão da peça, dada pela diferença
entre as dimensões máxima e mínima. Na verdade, o ajuste de tolerância é um fator
primordial para um produto que é produzido em série e que deve ser passível de
intercambialidade, ou seja, que deve permitir a possibilidade de várias peças resultantes
do mesmo processo funcionarem igualmente.
Eixo, rolamentos e até chavetas devem ter atenção especial para que todos os
elementos ocupem suas posições projetadas, ou seja, rolamentos encostando-se a rebaixo
e eixo sem folga ou interferências que impeçam a sua montagem com outros
componentes.
Uma primeira abordagem deve passar pela terminologia de tolerâncias, sendo que
os principais termos são a dimensão nominal, referente à dimensão indicada no desenho,
dimensão efetiva, que é a dimensão obtida da dimensão da peça, e ainda a linha zero,
linha que fixa a dimensão nominal e serve de origem aos afastamentos. Os afastamentos
são as medidas que fixam os limites superior e inferior do ajuste, e é usualmente
representado em mícrons.

33
Por convenção, as tolerâncias que estão acima da linha zero são positivas e as que
estão abaixo da mesma, são negativas. Define-se também que o ajuste entre a folga e a
interferência é denominado incerto, conforme figura 10.
Fig. 10 – Posições dos campos de tolerância
Como se pode notar na figura 10, os campos de tolerância são representados por
letras maiúsculas para os furos e por letras minúsculas para os eixos. A posição “H” para
os furos e “h” para os eixos possui a característica de ter uma posição limite coincidente
com a linha zero.
As letras que estão classificadas alfabeticamente anteriores ao “h” representam
tanto para furos como para eixo um ajuste com folga. Da mesma forma, as letras
classificadas posteriormente representam um ajuste com interferência.
Acompanhando as posições de tolerância (letras), a nomenclatura define
diferentes qualidades de trabalho, representadas por algarismos. A qualidade de trabalho
define exatamente a tolerância de uma dimensão, ou seja a diferença entre as medidas
máxima e mínima. Isso significa que uma qualidade de trabalho “06”, por exemplo, pode
ter limites (afastamentos) diferentes para uma posição “h” ou “j” mas a diferença entre os
afastamentos é exatamente a mesma.

34
A qualidade de trabalho varia apenas conforme a dimensão nominal da peça, e
quanto menor o seu valor, menor é a tolerância e mais preciso deve ser o processo de
fabricação.
A seleção do ajuste deve ser um processo cauteloso. De um lado, uma tolerância
muito baixa resulta em uma peça mais precisa, mas com um processo mais lento e
custoso. De outro, o aumento da tolerância pode implicar em um resultado fora do
projeto, apesar de ter um processo mais rápido e barato.
Para isso, já existem em literaturas como [17], tolerâncias típicas para cada
aplicação. No caso desse projeto, os principais valores de tolerância são referentes à
interface entre eixo e rolamento, eixo e engrenagem e rolamento e caixa, todas dimensões
de diâmetro.
Nos anexos J e K, encontram-se três tabelas que orientarão o projetista à escolha
do ajuste de cada uma das aplicações acima citadas. Também está disponível no fim do
trabalho uma tabela com os valores do afastamento para cada tipo de ajuste.
Menos comum, mas também importante, [7] sugere valores para a tolerância de
um rasgo de chaveta, como mostra a tabela 7.
Eixo Cubo
com folga H9 D10
normal N9 JS9
com interferência
P9 P9
largura dacanaleta
da chavetaparalela
Tolerância
Tabela 8 – Tolerância de chavetas
Por fim, a representação da tolerância deve estar acompanhada ao lado direito da
dimensão nominal. O ajuste pode ser indicado diretamente pelo símbolo que une a
posição de tolerância com a qualidade de trabalho, ou ainda pelos próprios afastamentos.

35
7.1. Rolamentos
As necessidades de aplicação que definirão o tipo de rolamento a ser selecionado
é primordialmente influenciado pela atuação das forças radial e axial no mancal. Para
tanto, os rolamentos são divididos em radiais e axiais, de acordo com a solicitação
preponderante à qual estão submetidos.
Na condição do freio do dinamômetro, os esforços gerados são provenientes da
força magnética e do peso, o que implica em esforços primariamente radiais. Como os
esforços axiais são razoavelmente menores que os radiais, o projetista se permite
convergir à seleção apenas para os rolamentos radiais.
Há vários tipos de rolamentos radiais, que são divididos também em outros dois
grupos, com relação ao corpo girante: os rolamentos de esferas e os rolamentos de rolos.
No caso deste trabalho, o que mais se adequou as condições de projeto foram os
rolamentos de esferas por suportarem cargas radiais e ainda axiais nos dois sentidos. Os
rolamentos fixos de esferas possuem fisicamente pistas de rolagem com raio ligeiramente
superior ao das esferas e são adequados para situações que requerem altas rotações. E
ainda possuem ainda baixo atrito de partida.
7.1.1 Seleção da dimensão do rolamento
Como entradas desse procedimento, deve-se ter decidido o tipo de rolamento e
calculado o diâmetro do eixo e suas respectivas cargas além da rotação máxima em cada
eixo. Selecionar um rolamento constará em impor uma vida definida, que pode ser horas
ou ciclos, e obter a capacidade de carga dinâmica, de forma a escolher um rolamento que
atenda a esse valor, ou seja tenha uma capacidade de carga maior ou igual à calculada.
O primeiro passo é calcular o coeficiente de velocidade e o coeficiente de vida,
que para rolamentos de esferas, é dado pelas equações (21) e (22).
3
1
)*03,0(−
= nf n (21)
3*500 hh fL = (22)
Onde: nf - coeficiente de velocidade;
n – rotação do eixo, em rpm;

36
hL - vida imposta, em horas;
hf - coeficiente de vida.
De posse dos dois coeficientes, basta aplicar a relação (23) e obtém-se a
capacidade de carga dinâmica.
nh fP
Cf *= (23)
Onde: C – capacidade de carga dinâmica;
P – carga dinâmica equivalente.
A carga dinâmica equivalente é, por sua vez, uma forma de se traduzir em um
valor a intensidade das cargas radial e axial, como mostra a equação (24).
ar FYFXP ** += (24)
Onde: Fr – carga radial
Fa – carga axial;
X – coeficiente de carga radial
Y – coeficiente de carga axial
Cada rolamento possui diferentes coeficientes de carga, que podem ser
encontrados em tabelas no catálogo do fabricante. Isso acontece pois tais coeficientes
dependem da capacidade de carga estática (C0r), que é diferente para cada rolamento.
Mas se esses coeficientes dependem do rolamento, e não se sabe ainda qual é,
como fazer com cargas axiais e radiais simultâneas? Sugere-se que trate o problema
como dois estágios. Em uma primeira etapa, imponha uma vida desejada de horas e
imaginando que o rolamento receba apenas a carga radial (P=Fr), calcule a capacidade de
carga dinâmica. A idéia então é pré-selecionar o rolamento que atenda a essa capacidade.
O segundo estágio é imaginar que para esse rolamento pré-selecionado, tenha sido
adicionada uma carga axial. Com base nessa carga e na capacidade de carga dinâmica
daquele rolamento, recalcule na ordem inversa as equações (22), (23) e (24), de forma a
descobrir a vida em horas nas novas condições. Caso o número de horas seja maior ou
37
igual à vida imposta na primeira etapa, esse rolamento atende ao seu problema, e caso
contrário, esse procedimento deve ser repetido.
Há de se acrescentar também que se o número de horas resultante for muito
maior, é aconselhável repetir o procedimento com a pré-seleção de um rolamento de
capacidade de carga dinâmica menor do que o calculado na primeira etapa. Dessa forma,
o número de horas da segunda etapa será inferior e será possível otimizar a seleção do
rolamento, desde que essa nova vida também atenda a vida imposta no início.
Há de se acrescentar que [8] aplica alguns fatores de correção à vida do rolamento
de tal forma que essa passa a ser representada pela equação (25).
hna LaaaL *** 321= (25)
Onde: Lna – vida corrigida
a1 – coeficiente de confiabilidade
a2 – coeficiente de material
a3 – coeficiente das condições de uso
A vida Lh é definida como a vida nominal com 90% de confiabilidade. Entretanto,
dependendo da aplicação, há casos que requerem uma vida nominal com acima de 90%
de confiabilidade. O coeficiente de material também só é tomado como diferente de 1,
para casos especiais como rolamentos desgaseificados à vácuo, segundo [8].
O último coeficiente, a3, é particularmente influenciado pelas condições de
lubrificação do sistema. Esse coeficiente também deve ser unitário a não ser que a
viscosidade do óleo lubrificante entre as pistas e os corpos rolantes seja baixo, que o
sistema trabalhe em altas temperaturas, que o lubrificante esteja contaminado ou que a
rotação seja muito baixa. Como nenhum desses casos deve ocorrer em situações normais,
esse coeficiente também passa a ser unitário, de tal forma que a equação (25) pode ser
simplesmente descartada nessas condições.

38
7.2. Freio eletromagnético
O freio eletromagnético é o principal componente deste dinamômetro, pois é ele
que aplica a carga no eixo do motor permitindo a medição do torque através de um strain
gage ou extensômetro.
Seu funcionamento baseia-se na transformação de toda a energia mecânica
fornecida ao freio em energia térmica através das correntes parasitas de Foucault que são
geradas em um maciço ferromagnético mergulhado em um campo magnético. Essa
transformação de energia é demonstrada pelas equações (26), (27) e (28).
(26)
(27)
(28)
(29)
Onde:
e – força eletromotriz induzida no rotor (maciço);
i – corrente induzida no rotor (maciço);
r – resistência do maciço ferromagnético;
B – densidade de campo magnético;
P – potência dissipada no rotor (maciço);
df – delta da força reativa do rotor;
ldr
- delta de comprimento do rotor na direção axial;
Ou seja, um maciço ferromagnético deslocando-se dentro de um campo
magnético gera dentro de si uma força eletromotriz (26), como o maciço é metálico
possui uma resistência elétrica baixa que permite a força eletromotriz produzir uma
corrente elétrica (27) e produzindo-se corrente e tensão elétrica há a dissipação de calor
(28). Com a dissipação de energia, há também uma força reativa que impede o
movimento como mostrado na equação (29).
t
Berot
∂
∂−=
rr)(
ire .=
ieP .=
)( Bidldfrr
∧⋅=

39
O freio é composto de 3 partes: rotor de material ferromagnético (maciço),
armadura com dentes e bobinas de excitação.
Para o projeto do freio eletromagnético, deve-se ter as características de torque
máximo e potência máxima com as suas respectivas rotações do motor que se deseja
testar. Com esses dados em mãos, aplica-se a equação (30) tomando-se o cuidado de
adotar fK de acordo com a geometria do dente da armadura, gB como a máxima
densidade de campo magnético no ar e p como o número de pares de pólos da armadura
ou número de eletroímãs que se deseja instalar.
(30)
Onde:
gB - densidade de campo magnético no entreferro do freio;
fK - fator de forma do eletroímã;
p - número de pares de pólos das bobinas de excitação;
ρ - resistividade do material do rotor;
µ - permeabilidade magnética do meio, neste caso o material ferromagnético;
L - comprimento do rotor;
D - diâmetro do rotor;
n - freqüência do rotor ou a rotação do rotor em rps;
C : torque contrário à rotação imposto pelo freio de correntes parasitas ao eixo
Como a equação (30) gera o D em função de L, há a necessidade de se obter um
em função do outro, ou seja, de acordo com as dimensões do material disponível ou o
espaço disponível deve-se tentar adequar D e L.
Após a obtenção das dimensões, deve-se calcular o fluxo magnético total, a força
magnetomotriz de acordo com a geometria de cada trecho e a tensão de excitação das
bobinas. Abaixo as equações (31), (32) e (33).
(31)
nLDBp
KC g
f ......
.2
..
13
9 322
µρ
ππ=
pL
KBrotormag
pfgT .2
... .τ=Φ

40
(32)
(33)
Onde:
TF - força magnetomotriz total;
nF - força magnetomotriz;
excV - tensão de excitação da bobina;
magrotorL - comprimento do rotor referente ao circuito magnético;
gB - densidade de campo magnético no entreferro do freio;
fK - fator de forma do eletroímã;
p - número de pares de pólos;
TΦ - fluxo magnético total;
pτ - passo polar;
cobreρ - resistividade do cobre;
cobreS - seção do fio das bobinas;
exci - corrente de excitação da bobina;
espN - número de espira da bobina;
cobrel - comprimento do fio da bobina;
bobr - resistência da bobina;
No caso da força magnetomotriz que depende da geometria do trecho deve-se
fazer uma estimativa ou, na disponibilidade de uma ferramenta adequada, fazer uma
análise em elementos finitos para obter a força magnetomotriz com maior precisão.
Juntamente com o cálculo ou estimativa das forças magnetomotrizes será definido as
dimensões externas do freio já que estas dimensões influenciam diretamente nas forças.
∑= nT FF
cobre
Tcobrecobre
cobre
excespcobrecobre
excbobexcS
Fl
S
iNlirV
......
ρρ===

41
7.2. Extensômetro ou strain gage
Na sua forma mais completa, extensômetro elétrico é um resistor composto de
uma finíssima camada de material condutor, depositado então sobre um composto
isolante. Este é então colado sobre a estrutura em teste com auxílio de adesivos como
epóxi ou cianoacrilatos. Pequenas variações de dimensões da estrutura são então
transmitidas mecanicamente ao strain gage, que transforma essas variações em variações
equivalentes de sua resistência elétrica.
Fig. 11 – Diagrama do extensômetro tipo folha (strain gage).
Os extensômetros tipo folha são os mais usados e são confeccionados com
técnicas de circuito impresso, normalmente sobre substratos de plástico ou papel,
principalmente, devido ao grande desenvolvimento que sofreram as técnicas de circuito
impresso o material resistivo (filme) possui alguns micro de espessura e está depositado
num material eletricamente isolado, chamado base. Na figura 11 é apresentado um
desenho de um extensômetro tipo folha.
As principais características dos extensômetros são boa precisão, boa linearidade,
excelente resposta dinâmica e estática e ampla faixa de temperatura.
A seleção do strain gage apropriado para determinada aplicação é influenciada
pelas características seguintes: objetivo (tipo) da medição, o material aonde será colado,
dimensões do strain gage, precisão, potência que o strain gage pode dissipar, material da
grade metálica e sua construção, material do suporte isolante, material do adesivo,
tratamento e proteção do medidor e configuração. Na figura 12 são apresentados alguns
corpos típicos onde os extensômetros são colados e cujo conjunto é chamado de célula de
carga.

42
Fig. 12 – Corpos de deformação para os extensômetros
Os extensômetros possuem um baixo e previsível efeito térmico, onde uma
simples compensação e métodos de correção permitem uma operação de precisão em
altas taxas de temperatura.
Para fazermos medidas com os extensômetros elétricos eles devem ser fixados,
segundo procedimento criterioso na superfície da peça em teste, de tal forma que as
deformações da peça sejam integralmente transferidas para eles. Para isso, o adesivo deve
transmitir as variações mecânicas com o mínimo de interferência possível, por isso deve
ter alta resistência mecânica, alta resistência ao cisalhamento, resistência dielétrica e
capacidade de adesão, baixa restrições de temperatura e facilidade de aplicação.
Abaixo estão descritos os passos de um processo de colagem:
1º. Passo: Lixar com uma lixa fina e limpar a superfície da peça onde será colado o
extensômetro;
2º. Passo: Limpar a superfície com álcool isopropílico, um desengraxante e solvente
orgânico, miscível em água e de alta velocidade de evaporação. É recomendado a
limpeza e remoção das gorduras de todas as ferramentas utilizadas no processo de
colagem com este mesmo álcool, isto inclui pinças, tesouras, etc;

43
3º Passo: Limpar a superfície com um condicionador adequado para a remoção de
pequenas oxidações da superfície, permitindo uma melhor aderência do extensômetro;
4º Passo: Utilizar um neutralizador com características levemente básicas para
neutralizar a acidez introduzida pelo condicionador;
5º Passo: Utilizando um riscador ou uma lapiseira fina, traçar os eixo de referência do
extensômetro;
6º Passo: Misturar o adesivo KBR-610 que é formado por dois componentes e vem em
embalagens separadas. Aplicar do adesivo KBR-610 na superfície em questão com
pincéis que acompanham o produto. Este adesivo suporta as temperaturas de cura
necessárias, além de resistir a temperaturas em torno de 200ºC a 300ºC após a colagem;
7º Passo: Colar a película de teflon nos contatos do extensômetro para que mantenha–os
isolados do adesivo;
8º Passo: Utilizando a fita adesiva FK1, posicionar e colar o extensômetro na superfície.
Esta fita é própria para temperaturas e pressões elevadas, é de fácil destaque e não reage
nem danifica o extensômetro;
9º Passo: Com o auxílio de grampo, pressionar o extensômetro contra a superfície. É
recomendado o uso de uma almofada de borracha de silicone para melhor uniformização
da pressão sobre o extensômetro;
10º Passo: Colocar o extensômetro em um forno entre 120ºC e 175ºC durante duas horas;
11º Passo: Retirar a fita adesiva e a película de teflon e soldar os fios aos terminais do
extensômetro;
12º Passo: Para criar uma proteção mecânica para o extensômetro existem três
alternativas, cada uma de acordo com o ambiente em que o extensômetro será utilizado.
A primeira alternativa é a cera de proteção, que protege da água e umidade, de fácil
aplicação e protege até 60ºC; seus inconvenientes são a reação diante de solventes em
geral e a degradação caso haja manipulação constante. A segunda alternativa é a borracha
de silicone, que possui excelente proteção mecânica e polimeriza em contato com o ar;
seu inconveniente é o tempo de cura que leva 24 horas. A terceira alternativa é resina de
silicone, que possui boa proteção mecânica e contra umidade.

44
No anexo D, segue a cotação do material descrito no procedimento de colagem do
extensômetro realizada na Excel Sensor no dia 06/10/2006. No anexo E, seguem as
cotações de dois modelos de células de carga.
Para este projeto, a idéia principal era adquirir uma célula de carga. No entanto,
antes de adquiri-la, foi recebida uma informação que um antigo dinamômetro hidráulico
de motores situado no Laboratório SISEA localizado no Depto. de Engenharia Mecânica
de Sistemas Térmicos iria ser desativado. Após conversar com o Professor José Roberto
Simões Moreira, responsável do laboratório e apresentar a proposta deste trabalho, ele
autorizou a transferência de patrimônio, permitindo assim que alguns componentes
fossem reaproveitados incluindo a célula de carga.
Ainda não se sabe o modelo e fabricante desta célula, pois não há documentação
disponível, mas se sabe que está funcionando. Mesmo assim, ela será encaminhada para
uma empresa especializada pra uma revisão e será recalibrada ser for necessária.
7.3. Circuito de condicionamento de sinal
A informação ou o dados gerado por um dispositivo de medição geralmente
necessitam de processamento ou condicionamento antes de serem entregues a um
dispositivo de visualização (indicadores ou mostradores) ou a um sistema de aquisição de
dados. Circuitos para realizar estas operações podem ser específicos para certas classes
de sensores ou de uso quase geral.
Para este projeto observou-se a necessidade de se aumentar a sensibilidade do
extensômetro na medição de torque. Uma solução clássica para sensores cuja variação se
constate na resistência é o uso de pontes de Wheatstone. A aquisição de dados neste caso
torna-se complicada, pois o sinal a ser obtido da variação do extensômetro é a diferença
de tensão entre dois pontos da ponte.
A solução é o uso de um amplificador diferencial, que além de retirar o sinal da
ponte permite que este mesmo sinal seja amplificado e tenha ajuste de off-set. A solução
encontrada para o extensômetro é apresentada na figura 13.

45
Fig. 13 – Circuito de condicionamento do extensômetro
7.4. Conversor DC/DC
Os conversores DC/DC podem ser definidos como circuitos que transformam uma
tensão em outra ou uma definição mais generalizada que se refere à conversão DC/DC
como um processamento de potência [14]. No processamento de potência, tanto o sinal
de entrada como de saída são “potência“. A potência de entrada pode ser fornecida por
uma fonte de tensão ou corrente e a potência na saída pode ser entregue como corrente ou
tensão. Para coordenar esse processo, há a necessidade de um circuito de processamento

46
de potência e um sinal de controle que fornecem a característica de funcionamento do
conversor.
Existem inúmeros circuitos que podem realizar uma conversão DC/DC, porém
todos os métodos de síntese levam a um conjunto de conversores construídos com o
menor número de componentes possível e há seis conversores que podem ser
considerados como básicos, ou seja, a maioria dos conversores usados normalmente
podem ser derivados destes circuitos. Esses conversores possuem duas chaves, uma
chave ativa (o transistor) e outra passiva (o diodo). Os seis conversores básicos são:
Buck, Boost, Buck-Boost, Cuk, Sepic e Zeta. A topologia dos três primeiros conversores
é apresentada na figura 14.
Fig. 14 – Topologias de conversores DC/DC O transistor funciona sempre ou na região de corte (sem conduzir corrente) ou na
região de saturação (transistor conduzindo com a mínima tensão de saturação).
Controlando a corrente de base (transistor bipolar) ou tensão de gate (transistor de efeito
de campo), pode-se manter o transistor conduzindo o tempo que for necessário.
O princípio de funcionamento de um conversor baseia-se na comutação de chaves
(transistores e diodos) que permitem a transferência de pulsos de tensão ou corrente de
uma parte do circuito à outra. Esses pulsos estão, na verdade, transferindo energia da
entrada para a saída, e o modo como se transfere essa energia depende tanto do circuito

47
de processamento de potência, como do circuito que controla essa transferência. O
elemento que transfere essa energia é normalmente um indutor ou um capacitor.
O conversor Buck é um conversor utilizado quando se deseja uma redução na
tensão de saída em relação à tensão de entrada e a mesma polaridade entre a entrada e a
saída. O ruído gerado para a saída é baixo devido à configuração do circuito LC que
forma um filtro passa-baixa, porém a tensão de entrada recebe pulsos do transistor
(quando conduzindo) que geram alto ruído para a alimentação de entrada. Na figura 15
constam as formas de onda do conversor Buck.
Fig. 15 – Formas de onda do conversor Buck O circuito funciona da seguinte maneira: quando o transistor 1Q satura (entra em
condução), a tensão de entrada inV é conectada diretamente ao circuito L, 0C e LR .
Durante este período, o diodo está inversamente polarizado, não influenciando o circuito.
Quando o transistor corta, o diodo passa à condução e a tensão inV se desliga do circuito.
O projeto de um conversor DC/DC muitas vezes envolve um número imenso de
contas e fórmulas. Para simplificar o projeto e evitar determinados erros devido a
particularidade de certos componentes e principalmente do controlador, existem os
application note’s dos fabricantes dos componentes. Nos application note’s há desde a

48
teoria até exemplos de projetos passando pelo método a ser seguido. Com base no
application note da ON Semiconductor [13] foi projetado um conversor DC/DC para a
energização das bobinas do freio eletromagnético, seu resultado é apresentado na figura
16.
Fig. 16 – Circuito do conversor Buck projetado

49
7.5. Módulo de aquisição de dados
A integração com os microprocessadores dos vários equipamentos já é bem
consolidado. A lógica e o poder de processamento dos processadores têm aumentado a
eficiência, a acurácia e flexibilidade de muito instrumento de medição. Em vista disso,
observa-se a necessidade de cada vez mais tornar os equipamentos interconectáveis e
conectáveis ao computador. Para isso, fora criados os módulos de aquisição de dados, que
são pequenos processadores que adquirem dados do meio externo através de sensores e
os convertem em um formato possível de ser tratado ou processado pelo computador.
Possuem entradas e saídas tanto digitais quanto analógicas e são capazes de realizar um
pré-processamento antes de enviar os dados.
Com esta finalidade, realizou-se uma pesquisa de mercado e adquiriu-se um
módulo para este projeto conforme apresentado na fig. 17, cujas características estão
descritas abaixo :
- Entrada de alimentação: de 12 a 48 Vdc - Microcontrolador: PIC16F877A ou PIC18F452 - Interface de comunicação serial: RS-232 ou RS-485, configurável por jumpers - Interface homem-máquina (opcional): LCD alfanumérico (16 caracteres x 2 linhas) e 4 teclas de ação momentânea - Sonoalarme piezoelétrico - 8 entradas digitais opto-isoladas (retirando-se os optoacopladores é possível montar uma PCI auxiliar para condicionamento de sinais analógicos) - 8 saídas digitais opto-isoladas (relé de estado sólido), onde 2 podem ser utilizadas como saídas de PWM - Conector para CIs com barramento I2C (pode-se utilizar este conector para montar uma PCI auxiliar com memória serial I2C e conversor A/D também) - Caixa em ABS
Fig. 17 – Placa do módulo de aquisição de dados
50
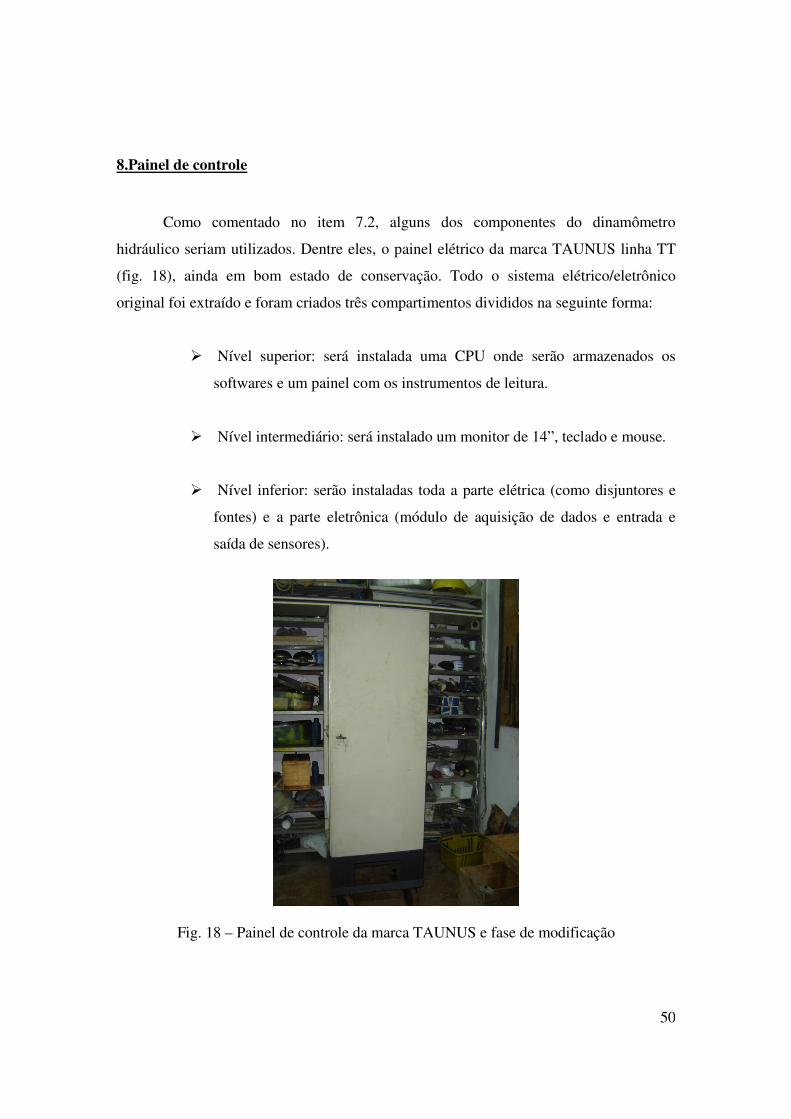
8.Painel de controle
Como comentado no item 7.2, alguns dos componentes do dinamômetro
hidráulico seriam utilizados. Dentre eles, o painel elétrico da marca TAUNUS linha TT
(fig. 18), ainda em bom estado de conservação. Todo o sistema elétrico/eletrônico
original foi extraído e foram criados três compartimentos divididos na seguinte forma:
� Nível superior: será instalada uma CPU onde serão armazenados os
softwares e um painel com os instrumentos de leitura.
� Nível intermediário: será instalado um monitor de 14”, teclado e mouse.
� Nível inferior: serão instaladas toda a parte elétrica (como disjuntores e
fontes) e a parte eletrônica (módulo de aquisição de dados e entrada e
saída de sensores).
Fig. 18 – Painel de controle da marca TAUNUS e fase de modificação

51
9.Estrutura
Inicialmente a idéia principal era construir uma estrutura nos moldes do projeto.
No entanto, ao analisar as características da estrutura do dinamômetro hidráulico e o
custo que seria gerado com a construção de uma estrutura nova, foi decido aproveitar a
estrutura do antigo dinamômetro mas fazendo as modificações necessárias para o atual.
Duas características interessantes serão preservadas são as regulagens nos três
eixos e a base de sustentação. Mas os pontos de fixação do motor terão que ser totalmente
remodelados, pois no antigo sistema usava-se um motor 1.0 L quatro cilindros da GM.
Nas imagens abaixo (fig.19) se pode observar a estrutura que sofrerá
modificações para comportar o sistema freio eletromagnético e um motor monocilíndrico
de 10HP.
Fig. 19 – Estrutura do antigo dinamômetro hidráulico a ser modificada

52
11.Sistema de refrigeração
O sistema de refrigeração será necessário para dissipar o calor gerado pelo freio
magnético. Como a variação de temperatura do sistema não ultrapassa os 40°C, um
sistema de simples de circulação de água será o suficiente.
Este sistema funcionará da seguinte forma: haverá um reservatório (caixa d`água)
no qual a água será armazenada. Uma bomba ligada ao reservatório irá bombear água até
uma entrada localizada na parte superior do freio eletromagnético. A circulação da água
dentro do freio será garantida, pois o rotor estará girando durante o funcionamento. Após
a troca de calor, na parte inferior do freio haverá uma saída por onde a água por
gravidade entrará em um radiador (modelo automotivo) será resfriada por um ventilador
(ventoinha), retornando novamente para o reservatório por gravidade. Um modelo pode
ser observado na fig. 20.
Fig. 20 – Modelo semelhante a ser aplicado no dinamômetro

53
11.Resultados
Na fig. 21 pode ser representado um conjunto de desenhos do início da fase
projeto. Dois deles estão em vista em corte onde podem ser observados os detalhes
internos do rotor e dos canais onde serão instaladas as bobinas. Na fig. 22 está a vista do
freio na forma explodida.
Fig. 21 – Vistas do freio projetado versão inicial

54
A fig. 23 representa de forma simplificada o posicionamento do motor, conjunto
CVT e o freio de correntes parasitas na estrutura. È importante salientar que esta estrutura
mostrada no desenho não será a versão final.
Fig. 22 – Vista explodida do freio versão inicial
Fig. 23 – Disposição do motor /motor com CVT e o freio eletromagnético na estrutura

55
Fig. 24 – Conjunto completo do freio em vista isométrica
Fig. 25 – Conjunto completo do freio em vista isométrica

56
Fig. 26 – Conjunto completo do freio em corte com vista isométrica e sem rotor
Fig. 27 – Conjunto completo do freio em corte e sem rotor

57
Fig. 28 – Freio separado por acessórios
Fig. 29 – Freio separado por acessórios com vista em corte
58
O projeto evoluiu satisfatoriamente como se pode observar nas fig. 24 a 29, apesar
do atraso no cronograma. Isso se deve nestas últimas semanas a problemas como o atraso
na resposta por parte dos patrocinadores e fornecedores. Mesmo assim, todos os sensores
e metade dos componentes elétricos foram adquiridos. Uma CPU, monitor e acessórios
também já estão disponíveis.
Quanto ao principal sensor do projeto, que é a célula de carga, houve a
necessidade de alteração nas soluções adotadas. Inicialmente existia a intenção de
construir a célula de carga, porém após o estudo detalhado do seu processo, concluiu-se
que do ponto de vista financeiro, a aquisição de uma célula pronta era mais viável. No
entanto, com a doação recebida há duas semanas atrás não será necessário comprá-la, mas
será necessário passá-la por uma revisão para garantir a sua confiabilidade.
Paralelamente ao estudo do processo de construção, houve uma consulta a um
especialista em célula de carga que recomendou alterações no circuito de
condicionamento que serão realizados após a revisão da célula de carga.
Outro problema está no conversor DC/DC que apesar de projetado ainda não foi
montado e testado. O risco de refazer o projeto está associado ao conversor que estará
trabalhando com altas potências.
Em relação à parte mecânica, várias peças do freio eletromagnético já estão em
fase de fabricação na IFER (Centro de Usinagem que patrocina o projeto) e as peças que
faltam chegar já estão com os desenhos de fabricação prontos. A VEDAX já enviou na
semana (06/11/2006) os anéis para a fabricação das armaduras. Paralelamente, algumas
peças estão sendo fabricadas na própria Escola como, por exemplo, as tampas que
sustentam o freio e peças para o painel de controle. A única exceção é em relação às
flanges que serão projetas após a aquisição dos mancais fornecidos pela NSK.
A adequação da Oficina com normas de instalação e utilização de um
dinamômetro atrasará a sua instalação no prédio, mas está previsto que o dinamômetro
esteja pronto no final de Fevereiro de 2007 para testes iniciais.

59
11.Patrocinadores

60
12.Referências bibliográficas
1. KAMINSKI, P.C. Desenvolvendo produtos, planejamento, criatividade e
qualidade. LTC Editora S.A., 1 ed. Rio de Janeiro, 2000. 2. SERVIÇO DE BIBLIOTACAS DA EPUSP. Diretrizes para apresentação de
trabalhos finais. São Paulo, 2006. 3. METALS HANDBOOK COMMITTEE. Metals Handbook. 8.ed. Metals Park, v.1,
1970. 4. GERE, J.M..Mecânica dos Materiais. 5.ed. São Paulo, Pioneira Thomsom Learning,
2003. 5. NSK. Catálogo NSK de Rolamentos. São Paulo, 2002. 6. SHIGLEY, J.E.; MISCHKE, C.R.; BUDYNAS, R.G. Mechanical Engineering
Design. 7. ed. Nova York, McGraw Hill, 2004. 7. METALS HANDBOOK COMMITTEE. Metals Handbook. 8.ed. Metals Park, v.3,
1970. 8. JUVINALL, R.C., MARSHEK, K. M. Fundamentals of Machine Component
Design. 3.ed. Danvers, John Wiley & Sons, Inc., 2003. 9. DOEBELIN, E. O. Measurement Systems. 4.ed. Nova York, McGraw Hill, 1990. 10. DIETRICH, Á. B. Um estudo de correntes induzidas em meios maciços
ferromagnéticos : aplicação no projeto de freios de correntes parasitas. São Paulo, 2000.
11. DIETRICH, Á. B. Projetos de formatura 1997: Projeto e construção de um dinamômetro por correntes parasitas para ensaios de motores fracionários. São Paulo, EPUSP - Departamento de Engenharia de Energia e Automação Elétricas, 1997.
12. Reggiani, L. P. Célula de carga para matriz de hidroconformação. São Paulo, EPUSP - Departamento de Engenharia Mecatrônica e Sistemas Mecânicos, 2002.
13. Alberkrack, J. Theory and applications of the MC34063 and µµµµA78S40 switching regulator control circuits. 4.rev. ON Semiconductor,2005.
14. Mello, L. F. P. de. Análise e Projeto de Fontes Chaveadas. 1. ed. São Paulo, Érica, 2000.

61
13.Cronograma
Fig. 26 – Cronograma

62
14.Anexos
ANEXO A
Gráficos de obtenção do coeficiente de concentração de tensão para
estrangulamentos de eixos. O gráfico (a) é aplicável para momento fletor, o
gráfico (b) para esforços normais e o gráfico (c) para momento torçor.

63
ANEXO B
Gráfico de obtenção dos fatores de concentração de tensão normal e cisalhante Kt e Kts para rasgos de chaveta

64
ANEXO C
Gráfico de obtenção do índice de sensibilidade (q)

65
ANEXO D
ACESSÓRIOS PARA EXTENSOMETRIA
Ítem
Descrição Preço unitário
1 Alcool isopropílico (frasco c/100 ml) R$11,20
2 Condicionador (frasco c/100 ml) R$11,20
3 Neutralizador (frasco c/100ml) R$11,20
4 Solução de limpeza (100ml) R$28,50
5 Adesivo KBR-610 (kit 1 – 10g) R$28,10
6 Fita adesiva FK1 (rolo) R$168,00
7 Almofadas de borracha silicone (envelope c/12pc) R$53,30
8 Película de teflon (rolo de 100mm x 2m) R$25,90
9 Fio de ligação 34 AWG (carretel com 30m) R$26,20
10 Cera de proteção WK (embalagem com 150g) R$55,40
11 Borracha Silicone SK R$21,90
12 Resina de silicone RK (kit 2 – 20 g) R$21,60
13 Terminal de ligação T-75 ( env. Com 30 tiras) R$28,80
Prazo de entrega: imediato Transporte: através de Sedex (por conta do cliente). Nota: Valor mínimo de faturamento R$200,00 EXCEL SENSORES IND. COM. EXP. LTDA

66
ANEXO E
Em primeiro lugar, agradecemos pela sua consulta. Como a nossa linha de células MS está sendo substituída pelo modelo RS, que ainda não consta de nosso site e cujo desenho anexamos, somente dispomos em estoque de MS-50, cotada abaixo, caso possa atendê-lo. Cotamos portanto: CÉLULA DE CARGA MODELO RS-20 Construída em aço, com capacidade nominal de 20 kgf Preço unitário R$333,00 Prazo de entrega: Imediato CÉLULA DE CARGA MODELO MS-50 Construída em alumínio, com capacidade nominal de 50 kgf Preço unitário R$425,00 Prazo de entrega: Imediato Pagamento: à vista ou 28 d.d. mediante cadastro


![ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO ...sites.poli.usp.br/d/pme2600/2008/Trabalhos finais/TCC_029_2008.pdf · [2], [8] e [9], e o estudo da acústica e outros conceitos](https://img.document.onl/doc/110x75/5f5a0bd69522a618a9087df6/escola-politcnica-da-universidade-de-sfo-paulo-sitespoliuspbrdpme26002008trabalhos.jpg)


























