Embed Size (px)
Citation preview

UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA QUÍMICA
ÁREA DE CONCENTRAÇÃO
SISTEMAS DE PROCESSOS QUÍMICOS E INFORMÁTICA
MODELAGEM E ANÁLISE DO PROCESSO DE OBTENÇÃO DO
ÓLEODESOJA
PAULO ROBERTO PARAÍSO
Engenheiro Quúnico (UFMG)
Msc. Engenharia de Produção (UFSC)
Prof. Dr. ROGER JOSEF ZEMP
Orientador
Tese de doutorado apresentada à Faculdade de Engenharia
Quúnica da Universidade Estadual de Campinas como parte
dos requisitos para obtenção do título de DOUTOR EM
ENGENHARIA QUÍMICA.
Campinas - São Paulo
Setembro/2001

:;FlEÇO
lATA i'CPD
FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA DA ÁREA DE ENGENHARIA - BAE - UNICAMP
P212m Paraíso, Paulo Roberto
Modelagem e análise do processo de obtenção do óleo de soja I Paulo Roberto Paraíso. --Campinas, SP: [s.n.], 2001.
Orientador: Roger Josef Zemp. Tese (doutorado)- Universidade Estadual de Campinas,
Faculdade de Engenharia Química.
1. Óleo de soja. 2. Modelos matemáticos. 3. Extração -Equipamento. 4. Evaporação. 5. Análise témúca. L Zemp, Roger Josef. li. Universidade Estadual de Campinas. Faculdade de Engenharia Química. III. Título.

Tese de Doutorado defendida por Paulo Roberto Paraíso e aprovada em 10 de
setembro de 2001 pela banca examinadora constituída pelos doutores:
Prof. Dr. Roger Josef Zemp
Prof Dr. Cid Marcos Gonçalves Andrade
J Prol" Dr" Kátia Tannous
Prof. Dr. Sergio Persio Ravagnani
UNI E

Este exemplar corresponde à versão final da Tese de Doutorado em Engenharia
Química defendida por Paulo Roberto Paraíso e aprovada em I O de setembro de 200 I
pela banca examinador.
Prof. Dr. Roger Josef Zemp (Orientador)
p

à minha esposa, Marilza, pelo amor e compreensão;
aos meus filhos, Gabriel e Eduardo, pelo amor e motivação.
v

VIl
Dedico
aos meus pais pelo apoio e carinho,
aos meus irmãos pelo incentivo.

Agradecimentos
Agradeço a todos aqueles que, de forma direta ou indireta, colaboraram para a
realização deste trabalho, e em especial:
Ao prof. Dr. Roger Josef Zemp, pela orientação fornecida no decorrer da
realização deste trabalho.
Ao prof Dr. Cid Marcos Gonçalves Andrade, pelos comentários e sugestões
que propiciaram o enriquecimento deste trabalho.
Aos demais professores, funcionários e colegas do Departamento de Engenharia
Química da UEM e da Faculdade de Engenharia Química da UNICAMP pelo apoio e
colaboração que prestaram.
IX

Sumário
Nomenclatura .••.••..•.•.....•.••......••••......•••••...•..•....••••••••••..•......•.••••••••••••••...•....•....•.••....•...••. xvii
Lista de Abreviaturas .....••.••••••••••........•••••••.........•.••....•••....•....•..••.••••••.••••••.•.••••••..••••..... xxvii
Resumo ..•.••..•.....•.........••••.•....••...........•.••••......•..•................•..•••••.•............••.•....•......•••....... xxix
Abstract .•.•..•..........••••..••••••......••••..••.....••••.•........•...•..•..••.••.......••••••.••..•.........•.••••..••....•..•.. xxxi
1. Introdução •.•••....••.•.....••.••.••••••..•.•.••••.•.•...••••..••••.•....••.•••....•••.••..........••••••..•.........••..••...•.. !
1.1 Colocação do Problema •.•.....••.•.••.....•...•..••.•..••........•.•••..•.•.•.....•••••....••.•..•.•...••....... !
1.2 Objetivos do Trabalho ••••..••...••••••.••••..••.•..••.•••......••••••.•••••••..••...•....••••..•.•••.•.••...••.... 5
1.3 Metodologia do Tra.balho ........................................................................................ 6
1.4 Estrutura do Trabalho ••......•••••••••..•....••.......••••.....•..•••••••.•..•.......•....•••••.•.•.....••..••..•. 7
1.5 Principais Contribuições do Trabalho •.•••••••..•••.••••.....•...••.••••.••.••......•.••••...•...•••.•. 8
2. Revisão Bibliográfica ..•..•.•.......••..•••.••......••..••••••......•...••........•.•••••.•..•.••.••......•...•.••.•....• ll
2.1 lntrodução .......•.••••.........•..••.....•....••............••.•.••...••....•••.••.•••••.....•••••..•.•..•.....•....•..• 11
2.2 Processo Industrial de Obtenção do Óleo Bruto de Soja. .•..•.....••..••••••..••••....••... 12
2.2.1 Operação de Extração com Solvente ........•..•••......•.....•••••..........•....••....••..••.. 13
2.2.1.1 A Extração Industrial de Óleo de Soja com Hexano ..•..•..•..•..•.•...•. 18
2.2.1.2 Análise da Extração do Óleo de Soja. •.••.••••••••...•..•••••...•.••.•..••••..••.• 22
2.2.2 Operação de Destilação da Miscela ••••.....••..••••....•.•••.•••.••..•...••.•.•.....•....••...•. 25
2.2.2.1 Evolução Operacional da Destilação da Miscela .••.••..••..•••••••.••..••.. 25
2.2.2.2 A Evaporação do Hexano .••.••..........•••..•.•...••••••••••......••.•...••••....•...••. 29
2.2.2.3 O Stripping do Hexano ...•••.••••••......••..•••••••••.••.•••••..••••....••.....•...•..•••.. 30
2.2.3 Operação de Dessolventização-Tostagem .......••.•.••.•.•.......••....•••••...•.•......•..• 33
2.3 Integração Energética ...•..••.......•.•••••..•.........•••...•...•............•.•...•••...........•....••..••... 37
XI

2.3.1 Síntese de Processos Químicos .•...•...•.•..••••••••....•.••.••........•..•••..•..••..•.•.•..•.•. 37
2.3.2 Análise Pinch ............................................................................................... 39
2.3.2.1 Consumo Mínimo de Utilidades •.•.••••..•••.••••..•.•.•..••••.••••••••••••••.•.... 39
2.3.2.1.1 Método Gráfico ................................................................ 40
2.3.2.1.2 Algoritmo Tabular ...•..••..•••..•..•••••.••...•..••..••..•............•.•... 41
2.3.2.2 Estimativas da Área Míníma de Troca Térmica e CapitaL. ....••. 44
2.3.2.2.1Estimativa da Área Mínima por Meio da Curvas
Compostas ••••.•.•..•••..•.•..••••..••.•..•••..•.•..••..•.•••••..•.•.•..•••..•••... 44
2.3.2.2.2 Representação da Curva Composta através de
Trocadores de Calor .••••••••••..•.•••••..•••....•••.•••..•..••••••••••.••• 48
2.3.2.3 Síntese da Rede ............................................................................... 49
2.3.2.3.1 Regras heurísticas para Síntetizar a Rede .•.••••••••••.••••.• 49
2.3.2.3.2 Representação da Rede .•.•.•..••........•••......•.•...•.•.•.•••.•.....•. 51
2.3.2.4 Otimização do d T min············ .. ·•••••••••····••••••···•••·····•·•·••··••·•····•··•••••• 51
2.4 Caracterização do Materiais de Processo ..........•••.........•.•...•••............••••..••••...... 53
2.4.1 O Óleo de Soja •••.....•.....••••.•..........••..••.•.....••••...••••.....•..••..•.••.•......••••••••••..•.• 53
2.4.2 O Hexano ••••••••••••••••.•••.•.•••••••••••.••••.•••••••••••.••••••..••••••••••.••...•••••.••...••..•••.••••.•• 55
2.4.3 A Miscela ..................................................................................................... 56
2.4.4 O Farelo de Soja ••.•..••..•.••.•••...•.••.•.••.......•..••••.•.......•••••......•..••••.•.•.••.....••••••. 58
2.4.5 A Água .....•••..•••..•.•.••..•.••.•..••••.••...••..•..•............•............•..........••.......•.•......••. 59
2.4.6 A Torta •.••.•.•••.•.••••...••...•.••••••.•.•....•••........••••••......••••••••.........•••...•.•..•.•.••••.•.•. 59
2.6 Conclusões sobre o Capítulo 2 .••.•••••••••••..••.......••••••.•....•.•••..••••.....••..••.••••.....•.••..•. 60
3. Operação de Extração de Óleo com Solvente ...............••.••.•••..........•..•••...•..........•.•••.. 61
3.1 Introdução ................................................................................................................ 61
XII

3.2 Modelo Matemático do Extrator ............................................................................ 64
3.3 Simulação da Operação de Extração ..................................................................... 73
3.3.1 Introdução •..•.••••...•.••..•......•..•.•.••....•...••..••...•..........••..•.••••....•••...•...•.....•.•.•.••.• 73
3.3.2 Desenvolvimento do Algoritmo ...•...•••...••••••.•.••••••••..•••••.••.••..••.•.••.••••••••••..•.•. 73
3.3.3 Dados Operacionais e Físicos do Extrato r ...•.........••.....•.......•......••.•.•.......... 76
3.3.4 Resultados Obtidos e Discussões ..••.••••............•.••••••.••.••.•..••....•...••....•••••...... 77
3.4 Conclusões sobre a Extração •.••••••••.••••.•......•••..•.••••.•.•..••..••..........••••..•••.••.•..•.•..••••• 80
4. Destilação da Miscela ••••..•.•...••..•.•.•.••••...•.•...••..•...................•.••....•••...•.••............•.••••••.• 83
4.1 Introdução .•.•••.••••••••••••••.•.•..•.••••••••••••..••..••..••..•.••••••••••.•.•..•••.•.•.•••.•.••..••..••••.•..••••••• 83
4.1.1 O Evaporador •••...••.......••....•...•........•...............•.•.•.••...•••....•.••..•....•....•.•.•.••.• 84
4.1.2 O Stripper ..................................................................................................... 89
4.2 Modelo Matemático do Evaporador ....•...•...••....•••..........•.............••......•.............• 91
4.3 Símulação da Evaporação da Miscela............................................................... 97
4.3.1 Introdução .................................................................................................. 97
4.3.2 Desenvolvimento do Algoritmo................................................................ 97
4.3.3 Dados Operacionais dos Evaporadores ..•..........•.....••.........•..•......•........•. l 00
4.3.4 Resultados e Discussões •••••••..•..........•...•..•.•••..•....•.••..•••••••...••.........•.•.•..•.• 103
4.3.4.1 Comparação entre Resultados do Modelo e os Resultados
Operacionais •••.••.......•..•••.••••........•...••..•••.••..•.......•••.•.••.••..•.••...•.•• ! 03
4.3.4.2 Intluência da Temperatura do Vapor de Aquecimento na
Concentração da Miscela na Saída do Evaporador .•.•••...•...•... 105
4.3.4.3 Influência da Vazão de Alimentação na Concentração de Saída
do Evaporador ............................................................................. 106
4.3.4.4 Intluência da Temperatura da Alimentação nos Resultados
Operacionais dos Evaporadores ...•.•.•............•.••....•...•...•.........•. 1 07
Xlll

4.3.4.5 Influência da Concentração da Alimentação nos Resultados
Operacionais dos Evaporadores ••....••••.•...•••...•.....•••••...•.••.•••••••• 108
4.3.4.6 Influência da Pressão de Operação nos Resultados Operacionais
dos Evaporadores ..•••••••...••.•••••••.•.•••••••..••••.••••....••••••.•••..•.••.•..••••. 109
4.3.4.7 Comparação entre os Resultados Obtidos Considerando a
Miscela como Solução Real e Ideal. •.•••.....••...•...•••••.....••..••...••.•• llO
4.4 Conclusões sobre a Evaporação da Miscela .•.•••..•....•••••....••..•••..••••••••.•••.•.•••••... 112
4.5 Modelo Matemático do Stripper ..••.•........•...••••....•.••.•.•...••....•.....•••.....•....•.••....... 113
4.6 Simulação da Operação de Stripping •••••..••••••.•••••••.•.•.••••••••....••••••••••.••.•.•..••..•.•• 123
4.6.1 Introdução .................................................................................................. 123
4.6.2 Desenvolvimento do Algorítmo ................................................................ 123
4.6.3 Dados Operacionais do Stripper ..•......•...•..••.....•..•.•.•...••.....••.......•...•......•.. 125
4.6.4 Resultados e Discussões ............................................................................ 128
4.6.4.1 Comparação dos Resultados do Modelo com os Resultados
Operacionais do Stripper •..••••••••..•.•.••••..•••••••••...•••.•••.•.••...•...•••••• 128
4.6.4.2 Influência da Concentração da Alimentação nos Resultados
Operacionais do Stripper ............................................................ 129
4.6.4.3 Influência do Modo de Injeção de Vapor Direto nos Resultados
Operacionais do Stripper ••••...••••••......•••....•••••.••....••••••••••....•••••.•• 131
4. 7 Conclusões sobre o Stripping ••.....•••••......••.•....••••..•...••••••......•.••.•...•••••....•....•••••. 132
4.8 Conclusões sobre a Destilação da Miscela •••••••••..••••••••••••••••••...•..•••.••••...•..•.•••.• 133
5. Dessolventização-Tostagem .•....•..•.....••••••.•..........••••.•...•.•..•••....•.•....•••..••••••••..•..•.•.•.•. 135
5.1 Introdução •...•••.....•..•••••••.•..•..•.•..•.••••.•...•.•••....••..•••...•..••••..•.••..•••••..•••••••..••.....•••••• 135
5.2 O Dessolventizador-Tostador (DT) .•.•••............•..•............•.•.•........•.......•..•......••• 135
5.3 Modelo Matemático do DT ...••....•..•••....•..•.....••••••...........•.....•.•..•••.......•.•.••.•.•...•. 140
5.4 Simulação da Operação de Dessolventização-Tostagem ••.....•••...•.•......•.......... 149 XIV

5.4.1 Introdução .................................................................................................. 149
5.4.2 Desenvolvimento do Algoritmo ................................................................ 149
5.4.3 Dados Operacionais do DT .•..•......•....................•..•................••........••.•.•.•• 152
5.4.4 Resultados e Discussões .••••.••..............•...•••••••••..•...••••.•....•....•..•••••••••........ 154
5.4.4.1 Comparação entre os Resultados do Modelo e os Resultados
Operacionais do DT •••..•••••.•.•.....•••.•..•.••..••.•..••••.•.......••.•••••••••••••. 154
5.4.4.2 Influência da Concentração do Hexano na Torta sobre a
Umidade do Farelo e o Consumo de Vapor .••••..•......•.•.••••.......• 156
5.4.4.3 Influência da Temperatnra de Entrada no DT sobre o Consumo
de Vapor Direto •.••.•••••••.••••.•.••...•••.•...•••..•....••••..•••••.•.••..••.•••••.•.••• 158
5.5 Conclusões sobre a Dessolventização-Tostagem ..•..•....•.••••••.••.•..•...•..••••••.•.....•. 158
6. Análise Energética do Processo ••••••...•.•••••••••.•...........•.•.•••••.••....••••••••••.•.•.....••.•.••.•.•.. 161
6.1 Introdução .•...•.•.••..•..•.•..••......•.•.•......•.•••.•..••..••........••.•...•..••••.••••••.•.....•••..•.•••....•.• 161
6.2 Fluxograma do Processo •...•••••••••••.•.••••.....••..•••••••••••••••.••..••...••.•••••••••••••••••..•••.•.• 162
6.3 Determinação das Correntes do Processo ........••••••••...••..••••••..........••••.••••••.••.... 163
6.3.1 Caracterização das Correntes do DT .•.•.•••.•••.....•..••••••••••..•••...•.•••.•..•••••.. 164
6.3.2 Caracterização das Correntes do Primeiro Evaporador .•.•.•..•.•.•..•••..... 166
6.3.3 Caracterização das Correntes do Segundo Evaporador .•••••••..••••••.....•• 169
6.3.4 Caracterização das Correntes do Stripper •••••••.•••••••••••••••.••••.••••••••••••••.•• 171
6.3.5 Caracterização da Corrente do Hexano Recuperado •..••••..•••••.•••...••••••• 173
6.4 Aplicação da Análise Pinch .•.•.••••..•.•••.••.....•.•.....••••.••••..•.....•••...•••.........•....••••••.. 175
6.5 Conclusões sobre a Análise Energética •.....••.•••••••......•..•••••••••••..........•••••••.••...••• 179
7. Discussões, Conclusões e Sugestões para Trabalhos Futuros •..............••••.•..•.•....... 181
7.1 Discussões ....•.....••...•........•..........•..•.......•..•.•.•.•••••..•......•.................••...•••.••••.•....•.. 181
XV

7.2 Conclusões •.•••••..•••.••••••••...•••..•••••••.•.••.•.•••••••••••••••••...•..•••••...••.••.••.....•.•••••....••••••.•• 182
7.3 Sugestões para Trabalhos Futuros ••••••••••••..••••••.•.• ·-··-······································182
Referências Bibliográficas •.•...••••..••....•.••.•...••••.•....•••••.•••••••.•••.........•..•••••••••••.••••.....•••••••. 185
Anexo1. O MÉTODO UNIFAC .••••••..••.•••...•.••.••••••.•..•••••.•••••••...••.•••••••• ·-······-··············· 193
Anexo2. Aplicação do Método dos Volumes Finitos na Resolução das Equações (3.27)
e (3. 28) •••.••.••••.•....••...••.••••••••••..••••.•.•••.....•.••••••••..••••....•..•.....•••••••...••......•..•••......••••..•••.••••. 197

Nomenclatura
A
A o Cp
Amin
a, b, c
a,
B
c
C c
CT
Cn
área de troca térmica
coeficiente de Cp
coeficiente de
área de troca térmica rninima
coeficiente de ap
coeficientes de custo
atividade do hexano na miscela
parâmetros de interação do UNIF AC entre os grupos n e m
área interfacial
largura do extrator
coeficientes da matriz tridiagonal
coeficiente de Cp
coeficiente de ap
coeficiente de m ~
concentração da fase líquida em valor adimensional
parte combinatorial
conjunto de matrizes tridiagonais
custo do trocador
concentração adimensional de óleo na fuse líquida no ponto N'
concentração adimensional de óleo na fuse líquida na face norte do
volume de controle
xvu

' Co
c~
c~
c~
c
Cpa
Cpc
Cpj
Cph
Cpo
Cpq
Cpay
Cphy
concentração adimensional de óleo na fase líquida no ponto P •
concentração adimensional de óleo na fase líquida na fàce sul do
volume de controle
concentração adimensional inicial de óleo na fase líquida
concentração inicial de óleo na fase líquida em valor dimensional
concentração adimensional de óleo na fase líquida do ponto N' no
tempo anterior ao que se busca a solução
concentração adimensional de óleo na fase líquida do ponto N', no
início ou no fim do intervalo de tempo
concentração adimensional de óleo na fase líquida do ponto p' no
tempo anterior ao que se busca a solução
concentração adimensional de óleo na fase líquida do ponto p', no
início ou no fim do intervalo de tempo
concentração dimensional do óleo na fase líquida na entrada do sistema
concentração dimensional de equilíbrio do óleo na fase líquida
número de componentes i da mistura
calor específico da corrente
calor específico da água líquida
calor específico da corrente fria
calor específico do farelo de soja
calor específico do hexano líquido
calor específico do óleo de soja
calor específico da corrente quente
calor específico da água no estado de vapor
calor específico do hexano no estado de vapor
xviii

D
f
Gs
G"Ij
H
Hs
H v
h
coeficiente de distribuição
difusividade molecular
diâmetro da partícula
propriedade auxiliar do componente i dada pela relação entre a fração superficial e a fração mo lar
vazão molar de alimentação no estágio j
vazão molar de alimentação do estágio 1 até o j
fator escalar de atenuação
vazão do vapor saturado no evaporador
fluxo de massa superficial
vazão molar de vapor direto superaquecido no estágio j
vazão molar de vapor direto superaquecido do estágio 1 ao j
vazão molar de vapor indireto no estágio j do DT
entalpia do corrente
comprimento da esteira do extrator na direção y
entalpia molar entrada no evaporador
entalpia mo lar da alimentação do estágio j
entalpia molar do vapor direto no estágio j
entalpia molar da corrente líquida no estágio j
entalpia da corrente líquida que sai do evaporador
entalpia da corrente de vapor que sai do evaporador
entalpia da corrente de vapor no estágio j
calor de vaporização do hexano no ponto de saturação
coeficiente de película
coeficiente de película da corrente quente i
xix

Jo
k
Koc
L
L,
M
Mv
m
ms
N
Nsc
n
coeficiente de película da corrente fria j
fração de vazios
fator de transferência de massa
número de iterações
coeficiente de transferência de massa na fase líquida
coeficiente de transferência de massa na fase só lida
coeficiente global de transferência de massa
constante de equilíbrio do hexano no estágio j
dimensão do extrator na direção x
vazão molar da corrente líquida do estágio j
número de laços de troca térmica na rede
vazão mássica da corrente
vazão molar da miscela que entra no evaporador
vazão molar da miscela que sai do evaporador
vazão molar do vapor de hexano que sai do evaporador
constante de equilíbrio do óleo na fase sólida em relação à fase líquida
vazão mássica da miscela na entrada do evaporador
vazão mássica da miscela na saída do evaporador
número de estágios
número de unidades de transferência
número de Reynolds
número de Schmidt
identificação da face norte do volume de controle na discretização
XX

p
Pv
pOh. J
O' _k
R
R
RAH
r,
s
s
número de correntes do processo
pressão de operação do evaporador
pressão do estágio j
pressão da iàse líquida
pressão da fase de vapor
pressão da alimentação no estágio j
pressão do vapor direto superaquecido no estágio j
pressão de vapor do hexano no estágio j
fluxo de calor no evaporador
carga térmica no intervalo de entalpia
carga térmica no intervalo k de entalpia
área relativa de van der Waals do subgrupo k
fluxo de calor indireto no DT
carga térmica da corrente quente i
carga térmica da corrente fria j
área superficial relativa de van der Walls do componente i
constate universal dos gases
taxa de retenção do hexano na torta
volume relativo de van der Walls do subgrupo k
parte residual
razão entre a massa do vapor d'água e hexano
volume relativo de van der Walls do componente i
área da seção transversal do leito perpendicular ao fluxo de sólidos
identificação da face sul do v o lume de contro !e na discretização
XXI

T,
Tv
Tw
Tm
TABs
~
'F;
t
u
Ux
Uy
v
número de problemas independentes na rede
temperatura da solução no evaporador
temperatura da alimentação no evaporador
temperatura do vapor saturado no evaporador
temperatura do estágio j
temperatura da miscela na saída do evaporador
número de unidades de troca térmica na rede
temperatura de referência
temperatura do hexano na saída do evaporador
temperatura de saturação
temperatura no intervalo
temperatura absoluta
temperatura alimentação no estágio j
temperatura do vapor direto superaquecido no estágio j
tempo de residência
coeficiente global de transferência de calor
velocidade da esteira do extrator
velocidade superficial do fluido
velocidade na direção x
velocidade na direção y
volume da seção empacotada do extrator
relação entre a fração volumétrica e a fração molar do componente i
valor de v; modificado empiricamente
fração molar do grupo m na fase liquida
xxn

XoE
X os
X
X;
Xhj
XiJ
XQE
xas
y
Zt.j
Vk (i)
üJ Vk
f.JL
f.JV
t!JE
e
e
fração mássica do óleo na alimentação do evaporador
fração mássica do óleo na corrente líquida de saída do evaporador
distância da entrada da corrente líquida no extrator
fração molar do componente i na fase líquida
fração mássica do hexano na corrente líquida do estágio j
fração molar do hexano na corrente líquida do estágio j
fração molar do componente i na corrente líquida do estágio j
fração molar do óleo na alimentação do evaporador
fração molar do óleo na corrente líquida que sai do evaporador
fração mássica do hexano na corrente de vapor no estágio j
distância da entrada do sólido no extrator
fração molar do componente i na fase de vapor no estágio j
fração molar do hexano na alimentação do estágio j
fração molar componente i na alimentação do estágio j
número de grupos estruturais do tipo k na molécula i
número de grupos estruturais do tipo k na molécula j
viscosidade absoluta do fluido
potencial químico do componente na fàse líquida
potencial químico do componente na fase de vapor
vazão na entrada do estágio de extração
tempo de residência adimensional
fração superficial do grupo m na fase líquida
indicação do fluxo no início, em qualquer posição, ou no lim do
intervalo de tempo
coeficiente de atividade do grupo k na mistura
XX! li

p
r
YhJ
coeficiente de atividade do grupo k na substância pura
densidade do fluido
concentração do óleo na fase sólida, em valor adimensional
concentração de óleo na fase sólida num ponto p' qualquer, em
valor adimensional
concentração inicial de óleo na fase sólida, em valor adimensional
concentração adimensional de óleo na fase sólida do ponto p* no
tempo anterior ao que se busca a solução
concentração adimensional de óleo na fase sólida no início, numa
posição qualquer, ou no fim do intervalo de tempo
concentração adimensional de óleo na fase sólida no ponto P', no
início ou no fim do intervalo de tempo
concentração de óleo na fase sólida, em valor dimensional
concentração inicial do óleo na fase sólida, em valor dimensional
propriedade em excesso
coeficiente de atividade
coeficiente de atividade do hexano no estágio j
coeficiente de atividade do componente i na solução
parcela combinatorial do coeficiente de atividade
parcela residual do coeficiente de atividade
coeficiente de atividade em diluição infinita
calor latente de vaporização fluido de aquecimento
calor latente de vaporização da água
calor latente de vaporização do hexano
distância adimensional a partir da entrada da corrente líquida na
XXIV
'1/nm
&f
L1T
L1Tun:D,k
IN
direção x
parâmetro de interação entre os grupos k e m
parâmetro de interação entre os grupo n e m
diferença de entalpia
variação de temperatura
diferença mínima de temperatura
média logarítmica das temperaturas no intervalo de entalpia
intervalo
variação de entalpia no intervalo
somatório da capacidade calorífica da corrente
variação de x
variação de y
variação de z
XXV

Lista de abreviaturas
AOCS American Oi! Chemists Society
COAMO Cooperativa Agrícola Mourãoense
DT Dessolventizador/Tostador
GCC Grande Curva Composta
ITAL Instituto de Tecnologia de Alimentos
JAOCS Journal ofthe American Oi! Chemists Society
PEE Ponto de Estrangulamento Energético
UNIFAC UNlquac Functional-group Activity Coefficient
xxvii

RESUMO
A indústria de obtenção de óleo e farelo de soja é um importante ramo da agroindústria da região noroeste do estado do Paraná. Os produtos gerados atendem tanto o mercado interno como o mercado externo. A concorrência é elevada, e para serem competitivos, a redução de custos e de desperdício é fundamental; além disso, como as indústrias da região utilizam o hexano como solvente na extração do óleo, a preocupação com a saúde do trabalhador e com o meio ambiente é de fundamental importância. Estas preocupações podem ser avaliadas tanto no projeto de novas unidades como no funcionamento das atuais unidades em melhores condições. Tais avaliações do processo podem propiciar uma redução no consumo de energia, bem como no consumo e no nível de perdas do hexano para o meio ambiente.
O objetivo geral deste trabalho é desenvolver modelos para análise das operações existentes na obtenção do óleo bruto de soja visando a recuperação máxima de hexano e o consumo minimo de energia. Os modelos são desenvolvidos, em regime estacionário, para analisar as condições de operação do extrator, do evaporador, do stripper e do dessolventizador-tostador (DT); na seqüência, os dados obtidos pelos modelos serão utilizados na análise energética do sistema.
O modelo do extrator se compõe de balanços de massa, relações de equilíbrio, equações empíricas e de um algoritmo de solução. O modelo do evaporador é baseado em balanços de massa, balanços de energia, relações de equilíbrio e num algoritmo de solução. Os modelos do stripper e do DT se compõem de balanços de massa, balanços de energia, relações de equilíbrio e do algoritmo de Bumingham-Otto para a solução.
Desenvolvidos os modelos, as aplicações foram realizadas com dados de uma indústria local e os resultados obtidos foram bastante satisfatórios. Com isso, verifica-se que os modelos apresentados no trabalho são coerentes e poderão ser utilizados na melhoria do desempenho de uma planta de obtenção de óleo e farelo de soja.
Urna utilização importante desses modelos é no que se refere à integração energética da planta. Esta integração foi realizada com dados gerados pelos modelos e os resultados obtidos mostraram que o sistema atual da empresa já está razoavelmente integrado, mas que pequenas melhorias no consumo de energia ainda poderão ser obtidas.
Palavras-Chave: Óleo de soja, modelagem, extração, evaporação, dessolventização-tostagem e integração energética.
XXIX
ABSTRACT
The industry of oi! production and soy meal is an important branch of the agroindustry o f the northwest area o f the Paraná State. The generated products assist both the internai market and the externai market. The competition is intense, and to be competitive, the reduction of costs and ofwaste is fundamental; besides, as the industries o f the area use hexane as solvent in the extraction of the oil, the concem with the worker's health and with the environment is of fundamental importance. These concerns can be so much appraised in the project o f new units as in the operation o f the current units in better conditions. Such evaluations ofthe process can propitiate a reduction in the consumption of energy, as well as in the consumption and in the levei of losses of hexane to the environment.
The general objective o f this work is to present a methodology for analysis o f the existent operations in the obtaining of the crude oi! of soybean seeking the maximum recovery ofhexane and the minimum consumption of energy. The models are developed, in stationary regime, to analyze the conditions of operation ofthe extractor, ofthe evaporator, of the stripper and of the desolventizer-toaster (DT); in the sequence, the results obtained with these models will be used in the analysis energy o f the system.
The model of the extractor is composed of mass balance, balance relationships, empirical equations and of a solution algorithm. The model of the evaporator is based on mass balances, balances of energy, equilibrium relationships and on a solution algorithm. The models ofthe stripper and ofDT are composed ofmass balances, balances ofenergy, equilibrium relationships and of Burrningham-Otto's algorithm for the solution.
Once the models were developed, the applications were accomplished with data from a local industry and the obtained results were quite satisfactory. Whereupon , it is verified that the models presented in the work are coherent and they can be used in the improvement o f the performance o f a plant o f oi! production and soy meaL
An important use o f those models is in what it refers to the energy integration o f the plant. This integration was accomplished with data from these models and the obtained results showed that the current system o f the company is already quite integrated, but a small improvement in the consumption of energy can still be obtained.
Key words: Soybean Oi!, Modeling, Extraction, Evaporation and Heat analysis
XXXI

1 INTRODUÇÃO
1.1 Colocação do Problema
A industrialização de oleaginosas constitui-se num dos mais importantes setores
do sistema agroindustrial, pela importãncia de seus produtos nas indústrias siderúrgicas, de
cosméticos e como matéria-prima no processamento de alimentos para o consumo animal e
humano, segundo Barbosa (1998).
Ainda segundo esse autor, a soja respondeu por 94,2% da produção e por 90,8%
do consumo de óleos vegetais no Brasil em 1995/96, sendo, portanto, a mais importante
matéria-prima da cadeia de produção de óleos vegetais. Além disso, o Brasil se destacou no
período 1997/98 no comércio internacional do complexo soja, por liderar as exportações
mundiais de farelo, com aproximadamente 30% do volume comercializado no mundo, bem
como a segunda colocação nas exportações mundiais de óleo de soja com aproximadamente
21% do totaL De tal forma que o complexo soja gerou em divisas para o país, em 1997, o
valor de aproximadamente US$ 5,5 bilhões incluindo, neste caso, grãos, óleo e farelo.
O cultivo da soja no Brasil se deu a partir da década de 60. No entanto, o grande
avanço da produção ocorreu na década de 70, alavancada pela forte demanda internacional
por soja em grãos e seus derivados, e também pelo forte apoio governamental, em forma de
subsídios.
A industrialização da soja no Brasil coincidiu com a expansão da produção de
grãos na década de 70. Ela iniciou-se nas pequenas empresas que se dedicavam ao
processamento de outras oleaginosas tradicionais como o algodão e o amendoim. Este
sistema industrial inicial se caracterizava, em primeiro lugar, pela existência de poucas
empresas de grande porte, que operavam com um alto grau de integração e pequena
ociosidade, ao lado de número expressivo de empresas de pequeno e médio porte. O
segundo aspecto a ser ressaltado refere-se a este último grupo de empresas que, de modo
geral, apresentavam usinas ineficientes, equipamentos desatualizados, administração
centralizada e familiar, além da pouca disponibilidade de capital de giro. Por esta falta de
capital de giro, essas empresas não conseguiam fazer estoques e ficavam até seis meses
paradas na entressafra por falta de matéria-prima. Tal ociosidade não ocorria em nenhuma

empresa grande, que, em geral interrompia as operações no máximo trinta dias no ano para
manutenção e reparos dos equipamentos, conforme Savasini (1981).
O crescimento da demanda por produtos com maior valor agregado e a
oportunidade de obtenção de maior volume de divisas com a exportação desses produtos,
exigiu grandes modificações na estrutura, no tamanho e nos processos de produção das
empresas de processamento de soja no Brasil. Essas modificações visaram atender à
demanda crescente, a melhoria de rendimento e, principalmente, a redução do consumo de
energia, a qual está ligada diretamente à redução de custos.
O parque industrial brasileiro de derivados de oleaginosas caracteriza-se por
apresentar urna grande dispersão espacial, um número muito representativo de empresas e
urna concentração em termos regionais bem marcantes.
O estado do Paraná, em especia~ a região noroeste destaca-se nacionalmente pela
grande produção de soja e seus derivados. Com o grande avanço da produção de grãos nas
décadas de 70/80, instalaram-se nesta região grandes unidades industriais que contribuem
significativamente ao atendimento da demanda tanto no mercado interno quanto no
mercado externo, sendo o óleo e o farelo os principais produtos que compõem a receita
destas empresas. Cabe ressaltar que estas empresas foram instaladas naquela época com
processos bem integrados energeticamente, e com tecnologias avançadas que as permitiram
operar com altos rendimentos, com economia de energia e solvente, com segurança e
qualidade de seus produtos. Entretanto, a realidade dos tempos atuais é outra. A
concorrência tanto no mercado externo quanto no mercado interno, principalmente, de
óleos vegetais está cada vez mais acirrada, os preços do petróleo no mercado internacional
estão se elevando; de modo que para ser competitivo, este ramo industrial tem que procurar
sempre reduzir seus custos de produção. Além disso, preocupação que deve ser constante
nessas indústrias é com relação ao meio ambiente e à segurança tanto interna quanto do
consumidor, pois o solvente hexano utilizado para extrair o óleo é bastante tóxico e
explosivo.
Na questão do meio ambiente, Kemper (1998) é enfático. Para o autor, um dos
impactos negativos da indústria processadora de oleaginosas é o solvente não recuperado,
proveniente do processo de extração do óleo vegetal; o hexano é o solvente que
normalmente se utiliza, o qual foi identificado como um perigoso poluidor do ar, segundo
2

recentes normas. A indústria processadora de óleos tem que lutar continuamente para
melhorar a recuperação do solvente melhorar, assim, a qualidade do meio ambiente.
Durante os primeiro anos da extração de óleo de soja por solvente, se considerava
como "boa" uma recuperação de 99,27% do solvente bombeado para o extrator de óleo de
soja. Essa percentagem era tida como razoáveL bem como economicamente praticável. Em
outras palavras, aproximadamente, 4 litros se perdiam por cada tonelada de soja
processada. Nos anos 70, com o surgimento de indústrias maiores e a nova tecnologia para
a recuperação de solvente proveniente do ar processado, o que passou a ser considerado
como uma "boa" recuperação cresceu para 99,86% do solvente bombeado para o extrator.
Isto significa que a perda de solvente foi reduzida para aproximadamente 2 litros por
tonelada de soja processada. Este residual foi considerado como uma "boa" recuperação de
solvente até os anos 80, quando as indústrias instalaram modernos dessolventizadores
tostadores utilizando destilação completa por arraste de vapor a contracorrente. Atualmente,
muitos processadores consideram que uma recuperação de solvente é considerada "boa"
quando esta atinge 99,92% do solvente bombeado para o extrator, resultando numa perda
de aproximadamente 1 litro de solvente por tonelada de soja processada.
Uma estratégia importante visando a redução de custos e a proteção do meiO
ambiente e do consumidor, nas indústrias já instaladas, é procurar sempre estabelecer as
melhores condições de operação do seu processo produtivo. Tais condições podem
propiciar um consumo menor de energia e um nivel mais elevado de recuperação de hexano
que podem ser importantes tanto na redução de custos quanto na proteção do meio
ambiente e do consumidor. As indústrias instaladas na região utilizam o processo contínuo
de extração por solvente, sendo o solvente utilizado o hexano. As operações fundamentais
deste processo e que deverão ser principais numa estratégia de redução de custos
operacionais são: a extração do óleo por solvente, a destilação da miscela e a
dessolventização-tostagem do farelo uma vez que elas consomem muita energia e a
manipulação com o hexano é intensa.
A extração de óleo com solvente é feita num extrator de forma contínua, do qual
saem duas correntes importantes bem distintas. Uma é denominada de miscela e a outra é
denomínada de torta. A miscela é uma mistura líquida composta de óleolhexano cujo teor
de óleo está na fàixa 24-30%, em massa; por sua vez a torta é uma mistura de farelo,
solvente, água e uma pequena quantidade de óleo.
3

A destilação da miscela é um conjunto de operações que visam separar a hexano
do óleo bruto de soja. As operações principais que realizam a destilação são a evaporação e
a desorção (stripping) com vapor d'água direto e superaquecido.
A dessolventização-tostagem é uma operação cujo objetivo é separar o hexano do
farelo de soja num equipamento denominado dessolventizador-tostador, que utiliza vapor
direto e indireto para realizar a separação.
A recuperação do hexano, em conjunto com a obtenção do óleo e do farelo de soja
está intimamente ligada ao consumo de energia nas operações de aquecimento. Segundo
Johnson (1983), a indústria de extração de óleo de soja é intensiva em energia, e os custos
desta energia são em tomo de dois terços do seu custo operacional; e grande parte da
energia consumida é nas operações de separação do solvente hexano.
A preocupação dos estudiosos com a economia de energia na planta de
recuperação de solvente (hexano) surgiu desde a década de 50, mas ganhou um impulso
efetivo com as crises energéticas da década de 70. Mais recentemente, esta preocupação se
manifesta devido à necessidade premente de redução dos custos operacionais devido à forte
concorrência internacionaL entre os países produtores, bem como de óleos de outras
espécies, como por exemplo, o óleo de palma bastante produzido nos países do oriente.
Neste sentido, trabalhos importantes na área têm sido desenvolvidos.
Em seu trabalho, Gavin (1983) faz urna série de considerações sobre economia de
energia nas várias operações de obtenção do óleo de soja e ressalta as condições de
operação necessárias, bem como as medidas de conservação de energia em uso ou
propostas por indústrias americanas. Na mesma época, Schurnacher (1983), apresentou o
estado da arte em relação ao consumo de energia para o processo completo de obtenção do
óleo e farelo de soja, que incluía a secagem de sementes e sua preparação para a extração, a
destilação da miscela, a dessolventização e secagem do farelo e a degomagem. Ele constrói
três situações para o consumo de vapor por tonelada de semente processada. A primeira é
situação histórica advinda da década de 50. A segunda se refere ao estado da arte até a
época, cuja principal contribuição foi a utilização dos vapores provenientes da separação do
farelo!hexano no aquecimento do primeiro evaporador utilizado na separação do
óleolhexano. A terceira situação se refere à proposição de alterações no processo, como a
utilização do vapor flash no segundo evaporador utilizado na separação do óleolhexano;
4

além disso, o autor descreve ainda possibilidades de economia de energia nos processos de
dessolventização e secagem do farelo. Mais recentemente, Kemper (2000), propõe
alterações no projeto mecânico original do dessolventizador-tostador (DT) que propiciam
melhorias na recuperação do hexano sem afetar o consumo de energia e a qualidade do
farelo.
No Brasil, especialmente no noroeste do estado Paraná, Ravagnani e Cardoso
(1998) preocupados com o processo de redução de custos das indústrias de obtenção de
óleo de soja da região apresentaram um trabalho em que mostra uma metodologia para se
realizar a integração energética de uma planta industrial de obtenção de óleo de soja. Nesta
metodologia eles usaram os conceitos da Análise Pinch e fizeram uma aplicação utilizando
-se de dados reais coletados na indústria do cooperativa COAMO (Cooperativa Agrícola
Mouraoense) situada na cidade de Campo Mourão.
Como bem sugeriu Gavin (1983), um estudo mais aprofundado das condições de
operação das operações envolvidas na obtenção do óleo e fàrelo de soja pode possibilitar à
indústria estabelecer as melhores condições de operação resultando na economia de energia
e melhorias na recuperação de hexano. Assim, uma metodologia deve ser desenvolvida no
sentido de fornecer às indústrias interessadas ferramentas adequadas para que as mesmas
possam facilmente estabelecer a qualquer momento as melhores condições de operação dos
equipamentos envolvidos, bem como outras situações que prevejam a recuperação máxima
de hexano e o consumo mínimo de energia. Para que esta análise possa ser rápida e
eficiente deve-se utilizar a simulação computacional, a qual se baseará em modelos
provenientes de balanços de massa , de energia e equações de equilíbrio relacionados aos
sistemas envolvidos. Aliada a esta parte anteriormente descrita, seria fundamental a
introdução no estudo de um método simples e eficiente.
1.2 Objetivos do Trabalho
O objetivo geral deste trabalho é desenvolver modelos para análise das operações
existentes na extração de óleo bruto de soja visando a recuperação máxima de solvente e o
consumo mínimo de energia.
Como objetivos específicos, tem-se:
5

• desenvolvimento de modelos, em regime estacionário, para o extrator, o
evaporador, o stripper e o dessolventizador-tostador (DT); e
• utilização desses modelos para realizar a análise energética do sistema em
estudo.
Para cumprir os objetivos acima propostos, pretende-se encaminhar a solução do
problema como segue. Inicialmente serão estudados os modelos matemáticos de interesse
que serão utilizados no trabalho. Em seguida, pretende-se adaptar a modelagem estudada às
operações específicas da indústria de extração do óleo bruto de soja e, complementarmente,
desenvolver algoritmos e implementar programas de solução, em linguagem FORTRAN.
Após isso, é intenção deste trabalho simular as condições de operação do sistema e
comparar os resultados com dados coletados na região. Finalmente, planeja-se realizar a
análise energética do sistema em estudo utilizando-se os dados simulados.
1.3 Metodologia do Trabalho
A metodologia que será apresentada para cumprir os objetivos propostos é
composta dos seguintes tópicos:
• Modelagem matemática das operações envolvidas no processo - nesta etapa
primeiro descreve-se um conjunto de hipóteses para o processo envolvido e, a
seguir, desenvolve-se um modelo matemático baseado em balanços de massa,
balanços de energia, relações de equilíbrio e equações empíricas.
• Desenvolvimento de algoritmos - nesta etapa são analisados os algoritmos
existentes na literatura e sua adaptação à solução do problema envolvido,
bem como o desenvolvimento de programas computacionais.
• Simulação das condições reais de cada operação - esta etapa se refere à
obtenção de diversos dados de correntes na saída do processo manipulando-se
os dados reais de entrada, com isso alcançando diversas situações de operação.
• Comparação de resultados - esta etapa visa comparar os resultados simulados
com os dados reais coletados na indústria e, dessa forma, validar os modelos
dos processos.
6

• Análise energética do sistema esta etapa visa essencialmente analisar
energeticamente as correntes quentes e frias que foram obtidas através dos
modelos desenvolvidos na etapa anterior.
1.4 Estrutura do Trabalho
O presente trabalho foi dividido em sete capítulos. Este primeiro capítulo visa
colocar o problema, definír os objetivos a serem atingidos, delinear a metodologia a ser
empregada para atingir os objetivos, bem como a sua contribuição científica.
O segundo capítulo refere-se à revisão bibliográfica a respeito de conceitos básicos
de materiais, de propriedades e de processos que devem embasar teoricamente o
desenvolvimento dos modelos. Assim, serão caracterizados, de urna forma geral, os
materiais envolvidos, o processo produtivo de extração de óleo de soja com destaque para
as operações de interesse no trabalho, bem como as condições de equilíbrio líquido-vapor
aliadas aos balanços de massa, de energia e equações de equilíbrio pertinentes a cada tipo
de operação.
O terceiro capítulo apresenta a modelagem matemática e simulação da extração do
óleo presente nos flocos, formados da semente da soja, através do solvente hexano. A
modelagem é baseada em balanços de massa e relações de equilíbrio e as simulações são
realizadas utilizando-se dados operacionais de uma indústria da região.
O quarto capítulo apresenta a modelagem matemática e simulação da etapa
denominada destilação da miscela usada na separação da hexano do óleo de soja. Ele
especificamente se refere ao desenvolvimento de modelos matemáticos para as operações
de evaporação e de stripping, ás simulações destas operações, bem como a análise
comparativa dos resultados simulados com os coletados numa indústria da região.
O quinto capítulo apresenta a modelagem matemática e simulação da etapa
denominada dessolventização-tostagem utilizada para separar a hexano do farelo de soja. O
capítulo se refere, especificamente, ao desenvolvimento de modelos apropriados para essas
operações a fim de simular as suas condições de operação, bem como comparar os
resultados simulados com dados coletados na indústria.
7

O sexto capítulo trata da análise energética do processo, vm aplicação da
tecnologia pinch, desde a extração de óleo propriamente dita até a obtenção do óleo bruto e
do furelo, utilizando-se dados obtidos nas simulações.
Finalmente, o último capítulo apresenta as discussões e conclusões obtidas a partir
da aplicação dos modelos desenvolvidos, apresentando também recomendações para
futuros trabalhos.
1.5 Principais Contribuições do Trabalho
O presente trabalho visa essencialmente contribuir cientificamente com o
desenvolvimento de modelos para simulação e análise de operações unitárias, de um modo
geral, pouco convencionais na indústria química, porém importantes na indústria de
obtenção de óleo de soja com solvente.
Esses modelos, da forma como estão sistematizados poderão ser úteis na melhoria
do desempenho de uma parte importante da indústria de extração de óleo de soja, bem
como auxiliar na obtenção de informações rápidas sobre o processo, quando estas forem
necessárias na elaboração de seus projetos.
Poder-se-ia questionar, neste trabalho, o fàto de não se optar pelo uso de
simuladores de processos já consagrados no ramo da Engenlmria Química como o ASPEN
PLUS®, PROVISION® e outros. Sem dúvida, símuladores como estes podem ser utilizados
para simular um grande número de processos para a indústria química. Porém, alguns
processos, e junto com eles determinados tipos de materiais, são muito específicos e, dessa
forma, podem inviabilizar a utilização desses simuladores comerciais. Nesta linha de
raciocínio, convém citar o exemplo da simulação do dessolventizador-tostador (DT), do
próprio extrator (Rotocel), além dos materiais de processo que são misturas complexas
como a miscela e a torta. Além disso, o investimento relativamente alto que se teria que
disponibilizar ao adquirir esta categoria de software.
Observando estas dificuldades técnicas e econômicas deste ramo da indústria é que
se decidiu incluir na proposta de trabalho o desenvolvimento de simuladores específicos.
Entende-se que o conjunto de simuladores juntamente com as técnicas da integração
8

energética contribuirão de forma significativa com as indústrias da região no sentido de
analisar e otimizar os seus processos produtivos.
A seguir, no próximo capítulo, será feita uma revisão bibliográfica com o intuito
de situar alguns processos no contexto da indústria de obtenção de óleo de soja, bem como
colocar alguns conceitos e técnicas importantes no que se refere à integração energética e
aos materiais envolvidos no processo.
9

2 REVISÃO BffiLIOGRÁFICA
2.1 Introdução
Este capítulo tem como objetivo geral apresentar uma breve revisão dos aspectos
básicos do processo índustrial típico de obtenção do óleo bruto de soja, e um método que
possibilite realizar íntegração energética das operações envolvidas, bem como dos materiais
envolvidos neste processo.
A leitura deste capítulo mostrará que a revisão bibliográfica a respeito das
operações envolvidas com o processo de produção do óleo e farelo de soja é restrita. Como
se verificará, os trabalhos científicos, analisados e referenciados sobre as operações
envolvidas no processo, carecem de atualidade pelo menos na literatura aberta. Estes se
situam entre as décadas de 50 e 80. A partir de então até os dias atuais, uma revisão
bibliográfica acurada mostrou que, durante a década de 90, houve uma estagnação no que
se refere ao desenvolvimento científico do processo produtivo em si; porém, houve uma
percepção de que os esforços do desenvolvimento científico, nestes últimos anos, se
voltaram no sentido de agregar valor ao óleo e ao farelo de soja.
No que se refere ao processo índustrial, procura-se contextualizar as operações
príncipais do processo e os equipamentos envolvidos. Neste caso, a revisão se ínicia
descrevendo o processo como um todo onde, na forma de um fluxograma, estão
ínterligadas todas as operações em estudo. Na seqüência, as seções do capítulo mostram em
destaque cada operação em particular e seus equipamentos. As operações discutidas são as
seguíntes: extração de óleo com solvente, destilação da miscela e a
dessolventização/tostagem.
No que se refere à operação de extração, procura-se mostrar o mecamsmo de
extração de óleo por um solvente, as formas de extração, os principais tipos de
equipamentos utilizados e, em especial, o equipamento mais utilizado pelas índústrias da
região na extração de óleo de soja pelo hexano. No que se refere à destilação da miscela,
procura-se mostrar a sua evolução no contexto da índústria de obtenção de óleo de soja com
hexano, as características das operações: a evaporação e o stripping e os tipos de
equipamentos envolvidos. No que se refere
11
, ,,=1"'"'""""'/'"r...f"':'._~ UN p I
smuorr:cA c 1

mostrar suas principais características operacionais e o tipo de equipamento envolvido;
deve-se salientar que este equipamento é bastante singular e com detalhes operacionais
muito específicos no contexto da Engenharia Química.
Com relação à revisão da integração energética, aborda-se conceitos relativos à
síntese de processos e demais aspectos relevantes da Análise Pinch.
Finalmente, conceituam-se e caracterizam-se os principais materiais envolvidos no
processo. Estes materiais são: o óleo, o hexano, a miscela, a torta e a água.
2.2 Processo Industrial de Obtenção do Óleo Bruto de Soja
O processo de obtenção do óleo está originalmente relacionado com a extração de
lipídios das sementes vegetais. Os métodos comumente empregados nesta obtenção são: a
prensagem, a extração por solvente ou a combinação destes também chamado de misto. O
primeiro tipo usa, normalmente, prensas de alta pressão, que são bastante flexíveis para
operar com diferentes tipos de oleaginosas. Entretanto, este processo está totalmente
ultrapassado, pois além de deixar um residual de óleo na torta muito alto ( 4 a 5%) ele
consome muita energia, em média 65,0 kWh de energia para cada tonelada de soja
processada.
O processo denominado misto se refere à combinação do sistema de prensagem
com o sistema de extração por solvente, ele pode ser utilizado em larga escala e também ser
adaptado para vários tipos de oleaginosas. O consumo de energia desse tipo de processo
está em tomo de 46,0 kWh de energia por tonelada de soja processada e o residual de óleo
na torta é de 1,1 a 1,4%.
O processo de extração por solvente é o mais amplamente utilizado e o mais
eficiente em termos de consumo de energia e residual de óleo na torta Este consome
energia em tomo de 20 a 25 kWh de energia por tonelada de soja e gera um residual de óleo
na torta em tomo de 0,8%, segundo Savasini ( 1981 ).
Sempre houve no sistema industrial esforços visando melhorar o rendimento do
processo de obtenção de óleo de soja, bem como otimizar o consumo de energia. Neste
sentido, o processo de extração por solvente é o mais relevante e será objeto de estudo deste
trabalho.
12

O processo de obtenção de óleo de soja bruto é uma parte importante na indústria
de óleo de soja comestível e constitui-se das seguintes grandes etapas: preparação das
sementes na forma de flocos, extração com solvente e a recuperação do solvente. A
preparação das sementes consiste em um conjunto de operações apropriadas até que os
flocos de sementes sejam formados para um melhor rendimento na operação de extração.
Estes flocos são colocados, no extrator, juntos com o solvente, que normalmente é a
hexano, a fim de que ocorra a extração do óleo através do solvente; daí resultam duas
correntes importantes no processo. Urna corrente é denominada de torta, que é a mistura
formada de farelo de soja, hexano, água e óleo residual; e a outra corrente é denominada de
miscela, que é a mistura do óleo de soja com hexano. Este solvente precisa ser recuperado
para tornar o óleo e o farelo de soja apropriados para o consumo, bem como reutilizá-lo na
extração. A recuperação do hexano é efetuada em duas etapas paralelas. Uma é a separação
do hexano da torta (farelo), chamada de dessolventização-tostagem; a outra é a separação
do hexano do óleo de soja denominada de destilação da miscela. A figura 2.1 mostra o
esquema geral deste processo.
\lf preparação destilação da miscela
flocos .I xt - 1 miscela -das sementes .
1 e raçao I
"llt h
? e torta evaporadores
X \ -vapores de \1; a
dessolventização hexano/água I r n farelo ~ e
stripper o úmido tostagem 'tleo bruto -
Figura 2.1 Esquema geral da obtenção de óleo bruto de soja
A seguir, a operação de extração será estudada com mais detalhes.
2.2.1 Operação de Extração do Óleo com Solvente
A extração com solvente é uma operação de transferência de massa amplamente
utilizada na indústria de alimentos para retirar o óleo de sementes oleaginosas. Estas
sementes, após serem preparadas em flocos, são colocadas num ambiente adequado junto 13

com o solvente de forma a ocorrer transferência do óleo da fase sólida para a fuse líquida. O
mecanismo do processo de extração com solvente pode ser visto através da figura 2.2,
conforme Milligan (1984).
solvente ················-~(} ... J
miscela
/""---floco
...................... solvente
---miscela
Figura 2.2 Mecanismo da extração de óleo por solvente
A figura 2.2 mostra quatro etapas distintas que devem ocorrer ao se extrair o óleo
presente no floco. Estas etapas são as seguintes:
• Etapa 1- refere-se ao contato do solvente com a superficie do floco;
• Etapa 2- refere-se ao fenômeno de difusão do solvente da superficie do floco
até o óleo a fim de dissolvê-lo;
• Etapa 3- refere-se ao fenômeno de difusão da mistura do solvente e óleo
(miscela) através do floco até atingir a sua superficie; e,
• Etapa 4- refere-se à drenagem da miscela para outra posição distante do floco
extraído.
O objetivo da extração é reduzir o teor de óleo no floco ao valor mais baixo
possível com o uso mínimo de solvente. O alcance deste objetivo depende de dois fatores.
O primeiro, se refere à quantidade do "óleo não-extraído", ou seja, aquele óleo que não foi
extraído pelo solvente nas etapas 1 e 2 mostradas na figura 2.2; e o segundo se rerere ao
"óleo de superficie", ou seja, aquela quantidade de óleo que não completou a etapa 4
mostrada na figura 2.2 devido à ineficiência no processo de drenagem da miscela. Para
reduzir a quantidade de "óleo não-extraído" ao mínimo, o floco deve ser preparado de
maneira que haja a ruptura das células que contém o óleo, fornecendo assim, a máxima área
de contato entre o óleo e o solvente; enquanto que para reduzir a quantidade do "óleo de
14

superficie" ao mínimo, o floco deve ser preparado para formar um leito que não empacote
durante o processo de drenagem.
Durante o tempo de contato entre os flocos e o solvente, pode-se observar, na
realidade, dois tipos de extrações que ocorrem simultaneamente, sendo urna mais rápida do
que a outra, conforme relata o trabalho de Bemardini (1976). Uma é chamada de "extração
por solução" e a outra é chamada de "extração por difusão". A primeira acontece quando a
grande quantidade de óleo disponível em células obstruídas, em conseqüência dos
processos de preparação dos flocos, é dissolvido rapidamente pelo solvente; enquanto que a
segunda ocorre através da difusão do solvente até urna pequena quantidade de óleo ainda
dentro de células intactas e que, portanto, a sua extração é mais dificil e demorada. Estas
formas diferentes do solvente extrair o óleo influenciam o tempo de residência e o projeto
do equipamento de extração. O projeto industrial do sistema de extração de óleo por
solvente pode ser do tipo batelada ou do tipo contínuo. O tipo contínuo pode ser de duas
maneiras: por imersão e por percolação, as quais influenciam na configuração do sistema
que realiza a extração.
A operação de extração é considerada a mais importante operação de todo
processo de obtenção de óleo bruto por solvente. Nas indústrias típicas ela ocorre num
único equipamento denomínado de extrator.
Os extratores do tipo batelada são usados em pequenas unídades principalmente
para recuperar o óleo de tortas que já passaram por extração ou com baixo teor de óleo e
materiais lignosos, tais como sementes de uva e de oliva, segundo Bemardini (1976). O
material para ser extraído deve ter o mínimo de finos. O maior problema nestes extratores é
a descarga do resíduo extraído uma vez que algumas oleaginosas aglomeram-se durante a
recuperação do solvente, que é geralmente efetuado por meio de vapor vivo, injetado
diretamente no seio da massa extraída. Para resolver este problema, alguns extratores são
equipados com agitadores internos, mas o alto consumo de energia e problemas mecânicos
têm tomado este sistema não competitivo economicamente. A figura 2.3 mostra o esquema
de um extrator do tipo batelada.
15

Figura 2.3 Esquema de um extrator do tipo batelada
A figura 2.3 mostra que o extrator consiste de um cilindro com um prato no fundo.
Na sua parte superior há uma abertura para o carregamento do material e na parte inferior
as aberturas para a saída da miscela e para a saída da massa exaurida (torta).
Nos últimos tempos, devido ao crescimento da demanda por óleos vegetais e a
impossibilidade de manusear grandes quantidades de materiais, os extratores em batelada
estão sendo trocados por sistemas contínuos, que possibilitam economia de energia, de
mão-de-obra e de solvente.
Como mencionou-se, a extração contínua pode ocorrer por imersão ou por
percolação. O extrator por imersão, onde predomina a difusão, está apresentado através do
esquema da figura 2.4. Este opera de maneira contracorrente e é utilizado para operar
especialmente com materiais dificeis de preparar e de extrair e, principalmente, materiais
que estão na forma de pedaços muito irregulares.
16

saída da torta
saída da miscela alimentação
de flocos
Figura 2.4 Esquema de um extrator por imersão
A figura 2.4 mostra que o extrator consiste de duas torres verticais, ligadas
embaixo por uma peça horizontal, dentro das quais as roscas perfuradas arrastam
lentamente o material através do solvente. Este solvente se movimenta no sentido contrário
ao do material a extrair e é retirado abaixo da entrada do material, através de sistema
composto de uma tela perfurada. Extratores deste tipo têm construção simples, e
normalmente requerem pouca manutenção. Estas são suas principais vantagens
operacionais; entretanto, a grande desvantagem operacional deste sistema é o fato do
material sólido estar em constante movimentação através das roscas. Com isso, as partes
fmas são mantidas em suspensão e são arrastadas junto com a miscela e, desta forma,
exigem uma dispendiosa e complexa instalação de filtração. Devido a este problema, surgiu
o sistema de extração por percolação, cuja forma de extração predominante é aquela
denominada de extração por solução. O extrator com esta caracteristica é o mais utilizado
no mundo e se apresenta em diversos modelos com princípio de operação similar, segundo
Milligan (1976). Um modelo típico de extrator por percolação pode ser visto na figura 2.5.
17

alimentação de flocos . 1
r-----'- ... : r---:,-, solvente puro
torta
Figura 2.5 Esquema de um extrator por percolação
A figura 2.5 mostra que o solvente fresco é lançado sobre o leito antes da descarga
do flocos extraídos (torta); estes seguem para a drenagem antes de serem lançados num
tubo receptor. A miscela é bombeada de forma contracorrente ao fluxo dos flocos,
tornando-se cada vez mais concentrada a medida que o óleo é extraído e, finalmente, ela é
bombeada sobre um leito de flocos frescos. Ao passar por este leito a miscela se torna livre
de fmos, concentra-se, podendo ser encaminhada para o sistema de destilação. Com este
mesmo princípio de funcionamento, existe o extrator do tipo giratório, o Rotocel, muito
empregado nos sistema de extração das plantas típicas, e será analisado posteriormente. As
características específicas da extração de óleo de soja com o hexano serão descritas com
mais detalhes, a seguir.
2.2.1.1 A Extração Industrial do Óleo de Soja com Hexano
A extração industrial do óleo de soja é normalmente realizada em extratores do
tipo percolação. Estes têm como meta reduzir o teor de óleo dos flocos da semente de soja
de um valor em tomo de 19%, em massa, para um valor inferior a 1% utilizando o hexano
como solvente.
Devido à superioridade operacional observada nos extratores por percolação, uma
variedade significativa de projetos e modelos é encontrada no mercado. Estes modelos são
geralmente similares no princípio de operação, diferindo apenas no projeto mecânico para
efetuar a percolação, conforme Girnenes (1989).
18

O modelo típico de extrator do óleo de soja com hexano que se pretende analisar
neste trabalho é do tipo giratório, o Rotocel. Este extrator é muito utilizado nas indústrias
da região e, segundo Ritter (1981), ele é adequado para grandes capacidades, econômico
em termos de consumo de energia, de solvente e na utilização de mão de obra. A figura 2.6
mostra o esquema deste extrator.
Solvll!lle Spray
Estágio de dtsearga de sólidos
Figura 2.6 O extrator Rotocel (fonte : Schwartzberg, 1980)
A figura 2.6 mostra o Rotocel, que possui uma carcaça estacionária e um co~unto
de compartimentos (células) que giram em tomo de um eixo vertical. O diâmetro do
extrator está na faixa de 3,4 ma 11,3 me altura de 6,4 ma 7,3 m. As células giram sob urna
trajetória circular dentro do casco, possuindo no fundo urna porta articulada e perfurada, a
qual é suportada por rolos sobre um trilho. Ainda na sua parte inferior, o extrator possui um
conjunto de compartimentos cuja função é coletar o material líquido gerado no processo. A
partir desta estrutura, o extrator é capaz de receber os flocos preparados da semente de soja,
que formam um leito dentro de cada célula; este leito, por sua vez, recebe o hexano e,
através do contato entre eles, é extraído o óleo. Desta forma, duas correntes de saída são
geradas no extrator: a sólida que é formada pela torta e a líquida que é formada pela
miscela.
19

Uma outra forma de apresentar o Rotocel é através da figura 2.7, que permite
ilustrar com mais detalhes a operação e a formação das correntes no extrator.
Tanque de: miscela
Compartimenlu numen:tdns I -6
Bomba No. 3
BombaNo.4
Bomba No. 5
Figura 2. 7 Diagrama esquemático do extrator Rotocel (fonte: Erickso~ 1995)
O diagrama da figura 2. 7 mostra os detalhes e as instalações auxiliares importantes
para a operação do Rotocel. Eles são os seguintes:
• um sistema de roscas faz a alimentação (carga) dos flocos ao extrato r;
• na posição oposta à alimentação dos flocos está instalado o sistema de
alimentação de hexano puro ao extrator;
• um conjunto de compartimentos que funcionam como coletores da miscela que
vai se formando nos leitos, durante o giro do extrator;
• um conjunto de bombas instaladas aos compartimentos e que têm como função
retomar a miscela sobre os leitos de sólidos, em posições anteriores ao
compartimento na qual está instalada, a fim de garantir o caráter contracorrente
da operação;
20
• um conjunto de jatos estacionários posicionados para lançar a miscela ou o
hexano puro sobre o leito;
• solvente puro é lançado sobre o leito exaurido no último compartimento, que é
bem maior que os demais compartimentos, esta característica garante que o
hexano puro fique mais tempo junto com a massa de sólidos e possibilite a sua
difusão até à pequena parte do óleo que ainda està presente no interior do
sólido;
• após o último compartimento, tem-se o setor de descarga do sólido exaurido
(torta); e,
• fmahnente, a miscela concentrada nos dois primeiros compartimentos se junta
e é encaminhada para o tanque de miscela.
A configuração do Rotocel e suas instalações auxiliares formam um sistema que
possibilita urna extração contínua e contracorrente no que se refere às correntes sólida e
líquida. Continuamente, as células recebem flocos que formam leitos, os quais giram sob
ação de jatos estacionários de hexano (miscela) até atingir a posição de descarga. O líquido
lançado sobre a parte superior do leito percola este, e no final da percolação, é coletado
pelos compartimentos instalados no extrator; em seguida, a bomba conectada ao
compartimento conduz o líquido coletado (miscela) na direção oposta à rotação das células
com a finalidade de ser jorrado novamente sobre o material sólido. Este retomo da miscela
é feito em posições fixas; se inicia com a miscela pobre em óleo coletada no último
compartimento e continua, na ordem progressiva da sua concentração em óleo, até atingir a
posição inicial do extrator onde será coletada e encaminhada ao tanque de miscela. O
material sólido, por sua vez, ao entrar na célula permanece na célula até ser descarregado;
ele é colocado em contato, primeiro, com a miscela mais concentrada em óleo, e de forma
consecutiva é colocado em contato com miscela com concentração decrescente até receber
a carga de hexano puro. Após esta etapa, o material sólido passa pelo processo de drenagem
para em seguida ser descarregado.
É importante salientar que o tempo de retenção do Rotocel depende da velocidade
de rotação e da capacidade de cada célula.
Como já mencionado anteriormente, a extração do óleo de soja é uma operação
que coloca a corrente rica em óleo em contato contracorrente com a corrente rica em 21

hexano, propiciando a transferência do óleo presente na semente de soja para a corrente rica
em hexano. Esta transferência irá ocorrer até que um estado de equilíbrio seja atingido.
A análise de desempenho do extrator deverá levar em consideração um modelo
baseando-se em balanços de massa e nas relações de equilíbrio. A seguir, procura-se
mostrar urna breve revisão de trabalhos já desenvolvidos com o intuito de analisar a
operação de extração.
2.2.1.2 Análise da Extração do Óleo de Soja
Como já foi mencionado, a operação de extração é o coração da planta de
obtenção de óleo e farelo de soja. Este aspecto do processo despertou o interesse de muitos
pesquisadores sobre o tema. Neste sentido, esta seção tem como objetivo apresentar urna
sintese cronológica dos trabalhos já desenvolvidos a fim de que se possa verificar os
diversos aspectos abordados sobre o tema.
Othmer e Agarwal (1955) apresentaram um trabalho p10nerro no sentido de
estabelecer uma metodologia, com base teórica e experimental, para a análise e projeto da
operação de extração de óleos vegetais com solvente. Assim, os autores tentaram
determinar a teoria e o mecanismo da extração; formular urna técnica rápida e eficiente para
obtenção de dados do processo; e métodos para propiciar a estimativa das especificações do
processo. No estudo do mecanismo, a conclusão mais importante foi que a difusão
molecular não é importante na extração e sim o escoamento capilar ao longo do leito
formado pelos flocos. A técnica experimental foi desenvolvida e a quantidade extraída foi
determinada, bem como a quantidade de óleo e solvente retida na parte sólida. Estas
informações obtidas do processo correlacionadas com as propriedades inerentes ao
escoamento capilar como densidade, viscosidade e tensão superficial. Finalmente, esses
autores afirmam que a extração de óleo com solvente é um problema apenas de dinâmica
dos fluidos e a taxa de extração é fisica e matematicamente definida pela lei de Hagen
Poiseulli, a qual governa o fluxo de fluidos nos capilares formados no leito. Como pode
observar, Othmer e Agarwal simplificam o modelo proposto desprezando-se os efeitos da
difusão molecular na operação de extração; mas, conforme o estudo do mecanismo da
extração já apresentado na seção 2.2.1, a etapa da difusão é importante no processo de
22

extração por percolação e desprezar os seus efeitos pode comprometer os resultados na
análise e no projeto dessa operação.
Treybal (1968) apresentou uma metodologia para calcular a concentração de saída
e o número de estágios do extrator de esteira usado na extração de óleo de soja. O método
usa balanços de massa combinado com dados práticos de equilíbrio, os quais devem ser
obtidos em laboratório em condições de operação semelhantes às do extrator industriaL O
tempo de residência total no extrator pode ser estimado supondo que o tempo de residência
em cada estágio está relacionado aos dados da drenagem.
Na prática industrial atual, os extratores operam de maneira que a fase sólida
forma leitos e através dos quais percola a fuse líquida a fim de extrair o óleo. O modelo de
Treybal não considera esta movimentação da fase líquida através da fase sólida; com isso,
esse desconsidera a transferência de massa no local onde esta ocorre e sim, a transferência
apenas na sua fonna globaL Esta característica do modelo pode gerar dificuldades nas
atividades de projeto, como por exemplo a determinação da profundidade do leito, do
comprimento da esteira etc., bem como uma análise mais detalhada de desempenho do
extrator.
Spaninks e Bruin (1979) apresentaram um modelo matemático para extrator tipo
esteira baseado na analogia entre o contato que ocorre num fluxo cruzado e o contato que
ocorre num leito fixo. As equações diferenciais parciais que descrevem a transferência de
massa no leito fixo são usadas para descrever a extração num estágio do extrator. A
concentração de saída para todos os estágios são calculadas num ciclo e a convergência é
alcançada quando nenhuma variação for encontrada entre dois ciclos subsequentes. O
número de unidades de transferência em cada estágio e também a constante de equilíbrio
são usados nos cálculos. As variáveis de projeto tais como, fluxo de sólidos perpendicular
ao fluxo de solvente, a velocidade do extrator e outras variáveis relacionadas às dimensões
do extrato r estão envo !vidas. A análise mais detalhada desse modelo permite destacar
algumas vantagens e desvantagens.
As vantagens são as seguintes:
• modelo pode ser aplicado à maioria dos extratores comerciais em operação,
tanto aqueles com esteiras planas como aqueles com esteiras circulares;
23

• balanço de massa do soluto (óleo) pode ser ao longo do leito de sólidos
formado dentro do extrator;
• a relativa independência de dados experimentais em comparação a outros
modelos disponíveis; e,
• a possibilidade que o modelo apresenta para estimar dimensões importantes do
extrator, tais como a profundidade e o comprimento.
As desvantagens são as seguintes:
• não contempla a taxa de retenção de líquido na torta;
• o fluxo de líquido através do leito é do tipo plug jlow, com isso a variação da
concentração é somente na direção vertical do escoamento do líquido e do
movimento do extrator; e,
• despreza o calor de solução proveníente da mistura entre o óleo e o hexano.
Karnofsky (1986, 1987) apresentou um método de cálculo que prevê, através de
dados de laboratório, o tempo de retenção da miscela em extratores comerciais. O método é
baseado na observação empirica de que a taxa de dissolução do óleo determina o tempo de
retenção e que a resistência à difusão do óleo nos contornos dos flocos é relativamente
pequeno. O autor comenta que os valores calculados foram de acordo com os dados obtidos
de um extrator comercial porque o tempo de extração na indústria e o no laboratório são
muito próximos, particularmente quando o teor de óleo residual desejado é muito baixo.
Uma análise desse modelo de Karnovsky indica que o mesmo pode ser utilizado
para determinar as concentrações de saída do extrator, bem como determinar o tempo de
extração relacionado com os extratores industriais que operam por percolação, como por
exemplo o Rotocel. Entretanto, a sua aplicação, nas atividades de projeto ou avaliação de
desempenho, exige a utilização de dados experimentais de extração em escala semelhante
ao extrator comercial. Este aspecto devido ao seu alto custo tem inviabilizado a aplicação
desse modelo.
Como pode ser observado, esta revisão apresenta os modelos que podem ser
aplicados para a avaliação de um extrator contínuo e contracorrente, cada um deles com
suas possibilidades e restrições.
24
Polon (1997) desenvolveu um trabalho de análise de um extrator industrial do tipo
Rotocel utilizando nas simulações o modelo matemático desenvolvido por Spaninks e
Bruin (1979). O argumento do autor para a escolha de tal modelo foi, principalmente, a sua
relativa independência de dados experimentais em relação aos outros tipos de modelos,
além disso o modelo leva em consideração na sua formulação as características fisicas do
equipamento e dos materiais envolvidos. Porém, nesse trabalho o autor não considerara a
taxa de retenção de hexano na torta e os resultados obtidos com o modelo foram diferentes
dos dados coletados na prática industrial. A comparação foi realizada utilizando os dados
coletados na planta industrial da COAMO (Cooperativa Agrícola Mouraoense) situada na
cidade de Campo Mourão, região noroeste do Estado do Paraná.
2.2.2 Operação de Destilação da Miscela
A miscela é uma mistura líquida de óleo de soja e hexano que sai do extrator a
concentração de 20 a 30% em massa de óleo, segundo Zanetti (1981).
A destilação da miscela é um conjunto de operações que visa a separação do
solvente do óleo com o aquecimento da mistura. Este sistema foi desenvolvido e
aprimorado ao longo dos anos sempre buscando a economia de energia, recuperação
máxima de hexano e aumento da capacidade de processamento. O desenvolvimento passou
por três projetos básicos, conforme Gimenes (1989). A seguir, apresenta-se esta evolução.
2.2.2.1 Evolução Operacional na Destilação da Miscela
Esta seção procura mostrar as alterações importantes pelas quais passou o processo
de separação do óleo de soja do hexano desde a sua concepção original. Primeiro será
mostrado o fluxograma do projeto original e, posteriormente, mais dois fluxogramas
contendo as mudanças importantes que ocorreram neste processo.
O projeto original de destilação da miscela foi concebido sem grande preocupação
com a economia de energia. Ele foi instalado nas primeiras indústrias de processamento do
óleo de soja cuja preocupação principal era com a qualidade do óleo produzido sem grande
25

preocupação com os custos de produção. A figura 2.8 mostra o fluxograma básico deste
processo.
hex virg
l ,.....-
ano em
h ex ano
hexano/á2Ua condensador j-J ___, DT vapor -direto
floco_s de __I
f'orJ SOJa
torta
extrato r
~ r-I c ondens11dor I gu
destilaçl.o da miscela
hexâno J hexa:no/água
_ 'Vapor --. :miscela -· ··- f--concentrada_, .conde:nJS.ado
evap~rador stripper
-·· -~.apor direto
miscela i L óleo b ruto . . .. . . .. ..... . . . . .. . . -· . . . . . . . .. . . .. . . . . . .. .... ..... . .......
I condensado I
Figura 2.8 Esquema do projeto original de destilação da miscela
O fluxograma da figura 2.8 mostra as seqüências e interligações do projeto
original de obtenção do óleo bruto e farelo de soja. Ele mostra a soja preparada em flocos e
o solvente hexano entrando no extrator de onde saem a miscela e a torta. A torta é
encaminhada ao desso!ventizador-tostador (DT) com o objetivo de separar o hexano do
farelo através de um stripping com vapor direto; o farelo úmido sai no fundo e os vapores
que saem no topo seguem para a condensação e depois para a decantação onde a água se
separa do hexano que retoma ao processo. Por sua vez, a miscela passa por um conjunto de
operações denominado de destilação da miscela como pode ser visto na parte pontilhada da
figura 2.8. Nesta etapa, a miscela passa primeiro por um evaporador onde sofre
aquecimento de vapor condensado afim de evaporar o máximo possível hexano e se
concentrar. A miscela concentrada vai para urna coluna onde sofre um stripping de vapor
direto e daí se obtém o óleo bruto no fundo e os vapores de hexano/água no topo, os quais
26

se juntam ao vapor de hexano que sai do evaporador e seguem para um condensador e
depois para um decantador onde a água separa do hexano que retoma ao processo.
Este sistema de destilação da miscela, como mostra a figura 2.8, foi usado em
pequenas indústrias, cuja capacidade era na faixa de I 00 a 200 toneladas de processamento
de soja por dia.
O segundo sistema de destilação é uma evolução do primeiro, cujas modificações
foram concebidas na perspectiva de economizar energia. Essa economia se manifesta na
utilização dos vapores quentes provenientes do DT como fonte de calor no evaporador ao
se promover a concentração da miscela em 90% ou mais. Desta forma eliminou-se a
necessidade de se utilizar quantidades expressivas de vapor indireto no evaporador. A
figura 2.9 mostra o esquema de destilação da miscela
hexano Vlrgem
hexano
L T FPor-
..., condensador elo •
61, ~ ri condensador ' o ~ " • !mano "exanol água
lt:1 .c:
...... ..ct ......... ..... ....... "' . ~ DestiJa!:ão da-o li' > 1- miscela
conce:ntrada -t água ...
eva:pQ:rador stripper
- ~ar-·
cela r L-.. óleo broto;
·········· . . . . . . . . . - . . . . . . . . . . . . . . . . . .
[ condensador condensador !--
Figura 2.9 Esquema do segundo sistema de destilação da miscela
O fluxograma da figura 2.9 apresenta algumas alterações em relação ao
fluxograma da figura 2.8. A primeira, e mais importante, é a passagem dos gases de topo do
DT através do evaporador, afim de aquecer a miscela e evaporar o hexano. Com isso, o
evaporador funciona também como um condensador; porém, muitas vezes os vapores não
27

se condensam totalmente e necessitam de passar por wna condensação antes de chegar ao
decantador. A outra alteração é que os vapores que saem do evaporador e da coluna
stripper passam cada uma por um condensador específico até chegar ao decantador.
O terceiro sistema de destilação é wna evolução do segundo sistema e difere deste
pela introdução na linha de mais um evaporador. A figura 2.10 mostra esta alteração e as
etapas nas quais ocorrem a separação do óleo do solvente. São três etapas, e para cada wna
delas existe um aparelho especial: o pré-evaporador ou evaporador principal, o evaporador
posterior e a coluna de stripping.
hexano virgem
hexano
OI ,., DT ~vapor-
' condensador I ~
&'o flocos de
t soja
"' ' o o orta o ~ ll !i X " " r1 condensador. f----' • • •
-" -" -" m
··~ • ....... . . . . . . "' . . . . . . . " ..... " .. ..... .... ............ .... . .. " o
De~ãa lia Miscela ~ vapores de >
hexano/água
mi>cela -· -COn:!enb'ada
: agua
exttator
pri:rreim segundo ~r ~cela
evapomil:lr smpper .- "Yãpor
vapor· -·· - r- - - -----'>- ~to
cela r J lóleo bruto .. . .. . ........ . ... . .....
I condensador condensador I
Figura 2.1 O Esquema do terceiro sistema de destilação da miscela
A figura 2.1 O mostra o sistema básico de destilação da miscela utilizado
atualmente no meio industrial. Ele permite maior produção, economia de energia com o
aproveitamento dos vapores quentes da dessolventização do fàrelo e melhor qualidade do
óleo bruto com a operação a vácuo dos equipamentos. Este vácuo propicia uma temperatura
de operação mais baixa, condição esta que favorece a qualidade do óleo bruto produzido. 28

2.2.2.2 A Evaporação do Hexano
Esta operação tem a função de receber a separar parte do hexano do óleo de soja.
Para tanto, ela recebe a miscela e através do aquecimento, o hexano puro é vaporizado,
concentrando, assim, a miscela.
A miscela entra no primeiro evaporador com uma concentração na faixa de 20 a
30% e recebe o aquecimento de vapores condensados do DT; com isso, o hexano puro é
recuperado na forma de vapor e a miscela sai com urna concentração na faixa de 65 a 67%
em massa de óleo. Com essa concentração, ela entra no segundo evaporador e sofre um
aquecimento de vapor d'água condensado; este aquecimento provoca a separação de mais
urna parte do hexano na forma de vapor e a miscela sai com uma concentração na fuixa de
95 a 98% em massa de óleo. Nesta faixa de concentração, a taxa de evaporação do hexano é
muito pequena mesmo com um aumento grande de temperatura e, portanto, um outro tipo
de operação mais apropriada deve ser empregada para efetuar a separação. A figura 2.11
mostra o esquema do tipo de evaporador empregado no processo.
vapor e-quec
r -'- A
de imento
miscela
I
Á
T
hexano
-'-
-, Á
c-'
mise: ela centrada con
condensado
Figura 2.11 Esquema do um evaporador vertical de tubos verticais longos
O evaporador típico utilizado na indústria de extração de óleo de soja é como o
esquema mostrado na figura 2.11. Em geral, ele é um evaporador do tipo vertical com tubo
29

longo e fluxo ascendente, que constitui-se de uma parte inferior estreita e uma parte
superior mais alargada. A parte inferior é formada por tubos longos, na qual ocorre o
aquecimento da miscela que entra por baixo, sobe através dos tubos de tal forma que grande
parte do hexano é evaporada; a parte superior, mais larga, possui dispositivos para impedir
o arraste do óleo junto com o hexano e para permitir a saída da miscela para a etapa
seguinte do processo. O vapor de aquecimento ao entrar no evaporador depara-se com
chicanas instaladas no feixe de tubos cuja função é provocar um movimento livre do vapor,
do condensado e do não-condensado para baixo.
Além do já descrito acima, convém destacar que estes evaporadores típicos
permitem operar com vazões em tomo de 40 m3/h de solução, graças ao fenômeno da
convecção natural gerado no interior dos tubos. Com isso, esses evaporadores são aptos a
operar em instalações de grande capacidade. Os tubos que conduzem a solução medem, em
geral, de 4,0 a 6,0 m de comprimento e as velocidades em tomo de 0,20 rn!s, são suficientes
para que a chicana atue como um eficiente eliminador de espuma, para que o processo de
transferência de calor seja eficiente, bem como gerar o óleo com a qualidade adequada para
o consumo.
2.2.2.3 O Stripping do Hexano
Como mostra o fluxograma da figura 2.10, a outra etapa de extrema importância
na destilação da miscela é a operação de stripping do óleo. Esta tem a função de finalizar a
destilação da miscela, ou seja, deve haver a separação do baixo teor de hexano que ainda
permanece no óleo após a operação de evaporação. É uma operação que realiza a separação
do hexano do óleo, em estágios, utilizando para tanto o vapor d"água superaquecido. Este
vapor entra em contato com a miscela em contracorrente provocando, assim, a eficiente
separação do hexano. Essa separação ocorre normalmente a uma pressão abaixo da pressão
atmosférica a fim de manter uma temperatura de operação compatível com a qualidade do
óleo. O equipamento utilizado neste tipo de operação é denominado de stripper e mostrado
no esquema da figura 2.12
30

hexano/água miscela concentrada
F;;;;;=;;.;;;;;;;;f";--t--vapor direto scela
Figura 2.12 Esquema do stripper
O esquema da figura 2.12 mostra o esquema de um stripper típico utilizado numa
planta de obtenção de óleo bruto de soja. Este se apresenta como uma coluna dividida em
compartimentos denominados de estágios e com estruturas específicas para propiciar o
fluxo e o contato dos materiais no seu interior. A miscela concentrada em óleo forma a
corrente líquida que entra na parte superior e passa por uma estrutura que facilita sua
distribuição dentro do equipamento. Esta corrente ao atingir o estágio forma um pequeno
reservatório de líquido, o qual possibilita um contato eficiente entre o vapor direto e a
miscela. Este vapor entra no fundo do estágio, que é dotado de uma estrutura capaz de
distribuir o vapor no seio do líquido de modo a ocorrer o stripping do hexano presente no
óleo. Após o reservatório atingir um determinado nível, o líquido flui automaticamente para
o estágio inferior através de uma tubulação instalada externamente ao equipamento,
conforme mostra a figura 2.12. Este fluxo da corrente líquida ocorre até que o óleo bruto
saia no fundo do stripper. A corrente de vapor que se forma no processo é composta por
vapor d'água e hexano. Esta corrente flui de maneira contracorrente em relação à corrente
líquida e passa de um estágio inferior para o superior através de tubulações também
instaladas na parte externa do equipamento, conforme também mostra a figura 2.12. Assim,
pode-se observar que o fluxo de líquido e de vapor, de estágio a estágio, neste equipamento
se diferencia um pouco da forma tradicional. Ele se diferencia na medida em que a corrente
31

de vapor que sobe e a corrente de líquido que desce não se cruzam no fundo do estágio uma
vez que este é fechado, como mostra o esquema da figura 2.12.
O stripper é um equipamento bem específico e extremamente importante na planta
de obtenção do óleo bruto de soja. A forma e o cuidado como ele é operado irá determinar
o grau de recuperação do hexano e a qualidade do óleo. Para maximizar esta recuperação,
Kemper (1998) recomenda que a miscela na entrada do stripper deva ter uma concentração
em massa de óleo de 97% ou mais e a uma temperatura superior a 107 °C; a operação
contracorrente deve ser completa, com fluxo de vapor direto distribuído uniformemente; o
vapor deve ser superaquecido com temperatura em torno de 177 oc e uma pressão de
aproximadamente de 4 kgficm2; e a pressão de operação deve situar-se em torno de 610
mmHg.
O óleo destilado no stripper é encaminhado para os depósitos de óleo bruto, para
posterior refino, ou para tratamento na instalação de lecitina. Se após o stripper o óleo
ainda conter urna quantidade de solvente acima dos padrões, ele retoma ao tanque de
miscela. O teste do óleo, quanto a vestígios de solvente, é feito durante o processo, pelo seu
cheiro, em amostra coletada em local determinado. Nos últimos anos, o teste tem sido feito
pelo "ponto de fulgor". Este é definido como o ponto mais baixo da temperatura em que os
vapores saídos do líquido, misturados com o ar, e em contato com uma chama, queimam
explosivamente na superficie desse líquido. A tabela 2.1 mostra o ponto de fulgor (0C) do
hexano no óleo de soja e a sua respectiva concentração (ppm).
Tabela 2.1 Ponto de fulgor versus hexano residual
ponto de fulgor (0C) hexano residual (ppm)
82 3500
99 1600
121
160
1000
550
A operação de destilação da miscela se encerra com a recuperação de parte do
hexano usado na operação de extração e na produção do óleo bruto. Em todas etapas de sua
realização quantidades expressivas de energia são utilizadas. Assim, a análise destas
32

operações no sentido de recuperar hexano com o consumo mínimo de energia e óleo de boa
qualidade é um aspecto fundamental na estratégia competitiva deste ramo industrial.
Além das características gerais da destilação da miscela já mencionadas, cabe
ressaltar que este conjunto de operações é um grande consumidor de energia, na forma de
vapor. O valor estimado por Jongeneelen (1976) é de 40 kg de vapor por tonelada de soja
processada.
A seguir, apresentar-se-á a revisão da operação de dessolventização/tostagem, com
o objetivo de mostrar como se processa a separação da outra parte do hexano usada no
extrator que ficou retida no farelo da soja.
2.2.3 Operação de Dessolventização-Tostagem
No meio industrial, "dessolventizar" significa retirar o solvente e "tostar" significa
que, além da retirada do solvente residual, o farelo de soja recebe um tratamento de calor e
de umidade visando a melhoria da sua qualidade nutricional.
A figura 2.13, a seguir, mostra o esquema da operação de
dessolventização/tostagem e suas interfaces.
i extração L torta ~
vapores de hexano/água _, _ : I /: evaporaçao .
.-------'----. dessolventização
e tostagem
\ farelo úmido . : '------..0,.: / secagem
Figura 2.13 Esquema geral da operação de dessolventização-tostagem
A figura 2.13 mostra que a torta proveniente da operação de extração é
encaminhada para a operação de dessolventização/tostagem. Nesta operação são geradas
duas correntes: urna é o farelo úmido e a outra os vapores formados por hexano e água que
irão posteriormente ser utilizados como fluido de aquecimento na destilação da miscela, em
especial, no primeiro evaporador.
33

A dessolventização-tostagem é uma operação em estágios onde a torta entra em
contato direto com vapor d'água propiciando um stripping do hexano, o aumento da
umidade e tostagem do farelo. O equipamento para fàzer esta operação é denominado no
meio industrial de dessolventizador-tostador (DT). A figura 2.14 mostra o esquema geral de
umDT.
torta
vapor diret
. •. !_;::vapores de hexano/água
r::.=:::::( - L. >---\.I I
\ l
---~----·--dessolvéntização
\•- -I
vapor direto
farelo úmido
Figura 2.14 Esquema geral do DT
O DT é um equipamento que opera continuamente e realiza a sua tarefa em duas
etapas. A primeira etapa é a dessolventização e logo em seguida a tostagem. Para tanto, este
recebe a torta proveniente do extrator composta de uma mistura de farelo, de hexano, de
água e de uma pequena quantidade de óleo residual e, através de aquecimento com vapor
direto e indireto, obtém-se o farelo dessolventizado e tostado, bem como uma corrente de
vapores que será utilizada na evaporação da miscela no primeiro evaporador.
A etapa da dessolventização visa separar a maior parte do hexano que ficou retido
na torta durante a operação de extração. O material, normalmente, sai do extrator com um
teor de hexano na faixa de 25 a 35%, em massa, a uma temperatura em tomo de 50 oc e,
em seguida, entra na parte superior do DT fluindo de cima para baixo através de
compartimentos denominados de estágios ou pisos. O DT típico tem de 5 a 8 estágios sendo
que, normalmente, nos dois primeiros ocorre a dessolventização. Em cada estágio, uma
lâmina movimenta o material, que propicia o seu fluxo através do equipamento. A
34

passagem contínua de material de estágio para estágio é regulada por meio de índicadores
de níve~ que o mantém, permitíndo que os estágios, de cima para baixo, estejam
constantemente recebendo material. A separação do solvente deste material se processa, na
etapa de dessolventização, por meio do arraste feito pelo vapor direto superaquecido que
entra em contato com a torta através de furos existentes no piso de cada estágio. Os furos
são cuidadosamente instalados para permitir uma distribuição homogênea do vapor. Do
vapor ínjetado diretamente nos estágios condensa-se uma parte, e fornece o calor de
condensação para a evaporação do hexano e a outra parte se mantém e arrasta o hexano
para o topo do DT. A condensação do vapor é necessária para aumentar a umídade da torta
e, assim, propiciar um farelo tostado de boa qualidade nutricional. Uma vez que o hexano
presente na torta evapora numa temperatura mais baixa que a temperatura de condensação
do vapor, ao ser injetado, o vapor condensa sobre as lâmínas do farelo, já no primeiro
estágio, fornecendo o calor necessário para vaporizar o solvente. Na prática, é
recomendável utilizar uma quantidade suficiente de vapor vivo para vaporizar todo solvente
no primeiro estágio de tal forma que o farelo passe para o segundo numa temperatura na
faixa de 82 a 93 °C, segundo Sipos (1961). No segundo estágio ocorre mais uma
evaporação do hexano e a torta bastante úrrúda passa para os estágios seguintes para ocorrer
a segunda etapa da operação, a tostagem do farelo.
A etapa denominada de tostagem tem por objetivo evaporar mais alguma
quantidade de hexano que não foi evaporada na etapa da dessolventização, bem como fazer
um tratamento térmico do farelo a fim de destruir enzimas presentes, prejudiciais à sua
digestibilidade. O tratamento térmico é feito com vapor saturado indireto, o qual entra
saturado numa camisa em volta do estágio fornecendo, assim, o calor latente necessário
para a operação. O calor latente do vapor é conduzido através das paredes metálicas da
bandeja e atinge o farelo que está sendo continuamente agitado e em contato direto com a
superfície da bandeja.
O farelo não pode ser tostado em excesso pois desta forma o seu valor nutritivo
será reduzido. A tostagem correta está relacionada a três fatores que devem estar
perfeitamente sincronizados: tempo de residência, temperatura e umídade. O tempo de
residência situa-se em torno de 30 minutos, a umídade em tomo de 20% em massa, a
temperatura em torno de 11 O oc na descarga do tostador. As variáveis, tempo de residência
e temperatura são garantidas pelas dimensões do aparelho, porém modificáveis pelo nível
35

de carga e pela pressão do vapor, enquanto que o teor de umidade depende do teor de
hexano que entra no DT, conforme Mustakas (1981), bem como da quantidade de vapor
direto injetada pelos operadores na etapa da dessolventização. Além disso, a tostagem deve
ser avaliada em termos de sua capacidade ureática e a solubilidade das proteínas em água.
A atividade ureática deve ser bem neutralizada, pois o seu teor no farelo vai determinar a
atividade de fermentos que dificultam a digestão. No farelo bem tostado, a atividade
ureática deve situar-se na faixa de 0,02 a 0,5. Um valor mais baixo significa excesso de
tostagem. No farelo de soja cru, 80% das proteínas são solúveis em água; no farelo bem
tostado o teor de proteínas deve situar na faixa de 20 a 40%. Valores mais baixos
significam também excesso de tostagem, segundo Zanetti ( 1981 ).
Finalmente, segundo Kemper (1998), para que a operação de dessolventização
tostagem no DT tenha o máximo desempenho as seguintes condições devem ocorrer:
• operação contra-corrente completa, com o fluxo de vapor direto distribuído
uniformemente;
• fornecimento de vapor superaquecido a 177 oc e uma pressão aproximada de
1,5 kgfl'cm2;
• a temperatura de descarga adequada após a tostagem deve ser igual ou superior
a 104°C;e
• o tempo de residência adequado deve ser igual ou superior a 20 minutos.
Como foi visto, o DT consome vapor tanto na dessolventização como na tostagem
do farelo. Este consumo depende das condições de operação do equipamento, as quais
devem ser as melhores possíveis a fim de que ocorra economia de energia e, como
conseqüência, a redução dos custos operacionais.
Nas seções anteriores deste capítulo, apresentou-se urna revisão das principais
operações envolvidas no processo de obtenção do óleo e farelo de soja. Nesta revisão,
procurou-se mostrar a essência da operação destacando-se, principalmente, as correntes de
entrada e de saída de cada equipamento envolvido na operação. Pode-se observar que
existem correntes líquidas e gasosas, quentes e frias, as quais podem e devem ser integradas
energeticamente utilizando-se, no estudo da integração, de técnicas simples e eficientes.
Assim, a próxima seção apresenta urna revisão dos conceitos de integração energética,
36

destacando-se o método que será utilizado neste trabalho, a Análise Pinch. A seguir, serão
descritos os princípios básicos desta metodologia a fim de que, posteriormente, se possa
aplicá-la na integração das correntes quentes e frias geradas no processo de obtenção do
óleo bruto de soja.
2.3 Integração Energética
Integrar energeticamente um sistema de produção consiste basicamente em utilizar
primeiro o calor disponível na correntes quentes para aquecer as correntes frias, para daí
fazer uso de utilidades se houver necessidade para aquecimento ou resfriamento das
correntes para que estas atinjam as temperaturas exigidas no processo. Para tanto, existem
na área de engenharia de processo algumas metodologias que podem ser aplicadas, porém
pela simplicidade, aliada à sua eficiência, optou-se neste trabalho pela Análise Pinch, a qual
será descrita a seguir.
2.3.1 Síntese de Processos Químicos
A síntese de processos se destaca como importante área de estudo da Engenharia
Química. A busca constante de processos químicos mais eficientes em termos energéticos,
bem como a necessidade de satisfazer critérios cada vez mais rigorosos do controle
ambiental, contribuíram para o desenvolvimento de novos conceitos e tecnologias que
possibilitam a análise e a melhoria desses processos.
Na síntese de processos, entretanto, um dos grandes problemas que aparece na sua
aplicação se refere à grande quantidade de configurações para o processo a ser sintetizado.
Este problema pode ser minimizado dividindo-o em diferentes níveis de decisão. O
diagrama de Smith (1995) esquematizado na figura 2.15 (Onion diagram - diagrama da
cebola) mostra esta divisão.
37

Sistema de controle
Figura 2.15 Onion Diagram (diagrama da cebola)
O diagrama representado na figura 2.15 mostra o relação hierárquica entre os
diversos sistemas que compõem um processo químico. Ele mostra que a escolha do sistema
de separação depende do sistema de reação ou de extração adotado. Na seqüência, a
definição do sistema de troca térmica e de utilidades só poderá ser realizada, caso o sistema
de separação já tenha sido definido. O sistema de controle é definido por último, uma vez
que todos os outros sistemas já foram definidos.
Entretanto, a forma hierárquica apresentada no diagrama não é rigorosamente
verdadeira. O fluxo de informações não ocorre somente de dentro para fora, mas também
de fora para dentro. Por exemplo, a escolha de um determinado tipo de reator ou extrator
pode comprometer a eficiência do sistema de separação e dificultar o desempenho do
sistema de controle, levando urna reanálise do sistema de reatores ou de extratores.
Além das etapas hierárquicas que compõem o projeto de um processo químico, o
desenvolvimento da Análise Pinch foi urna grande contribuição para a síntese de um
processo, conforme Linnhoff et al. (1982). Esta contribuição se deu através do
desenvolvimento de um método para a síntese de sistemas de recuperação de energia,
utilizando redes de trocadores de calor e a integração energética das diferentes partes do
processo. Utilizando a Análise Pinch é possível prever o consumo mínimo de utilidades e
as configurações necessárias para tal condição. Assim é possível fazer um balanço
econõmico do consumo energético sem a necessidade de realizar o projeto completo do
sistema de recuperação de energia.
38

2.3.2 Análise Pinch
Os processos químicos industriais, em sua grande maioria, apresentam correntes
que precisam ser aquecidas e correntes que necessitam ser resfriadas, sendo estas correntes
denominadas frias e quentes, respectivamente. Para satisfazer as temperaturas de entrada e
de saída dessas correntes de forma a aproveitar a própria energia disponível no processo
utiliza-se a síntese de uma rede de trocadores de calor, a qual proporcionará a integração
energética entre as várias correntes do processo.
Os processos químicos, no entanto, são constituídos, em geral, por diversas
correntes de processo e isto dificulta a previsão antecipada de quais correntes devem ser
cruzadas, bem como o sequenciamento dos trocadores de calor. Na busca da solução deste
problema, a síntese da rede de trocadores de calor com consumo mínimo de energia e
número mínimo de trocadores de calor, dois métodos foram desenvolvidos: o matemático e
o baseado em conceitos termodinâmicos, conhecido como Análise Pinch.
O uso da metodologia Pinch para obter a integração entre um conjunto de
correntes de processo pode ser dividida em duas partes: urna que envolve o consumo
mínimo de utilidades, estímativas de área miníma e custos, e a outra que envolve a
defmição dos cruzamentos entre as correntes e o sequenciamento entre os trocadores.
3.3.2.1 Consumo Mínimo de Utilidades
O consumo mínimo de utilidades para um conjunto de correntes de processo pode
ser determinado por dois métodos: um gráfico e outro matemático. O método gráfico
resulta da construção da Curva Composta para as correntes de processo e o matemático da
aplicação de um algoritmo conhecido Algoritmo Tabular (Problem Table) proposto por
Linnhoffe Flower (1978).
Para aplicação de ambos os métodos necessita-se do conhecimento das
temperaturas de entrada e saída, da capacidade calorífica e das vazões das correntes de
processos, bem como da fixação de uma diferença mínima de temperatura entre as
correntes, conhecida como iJT mtn·
39
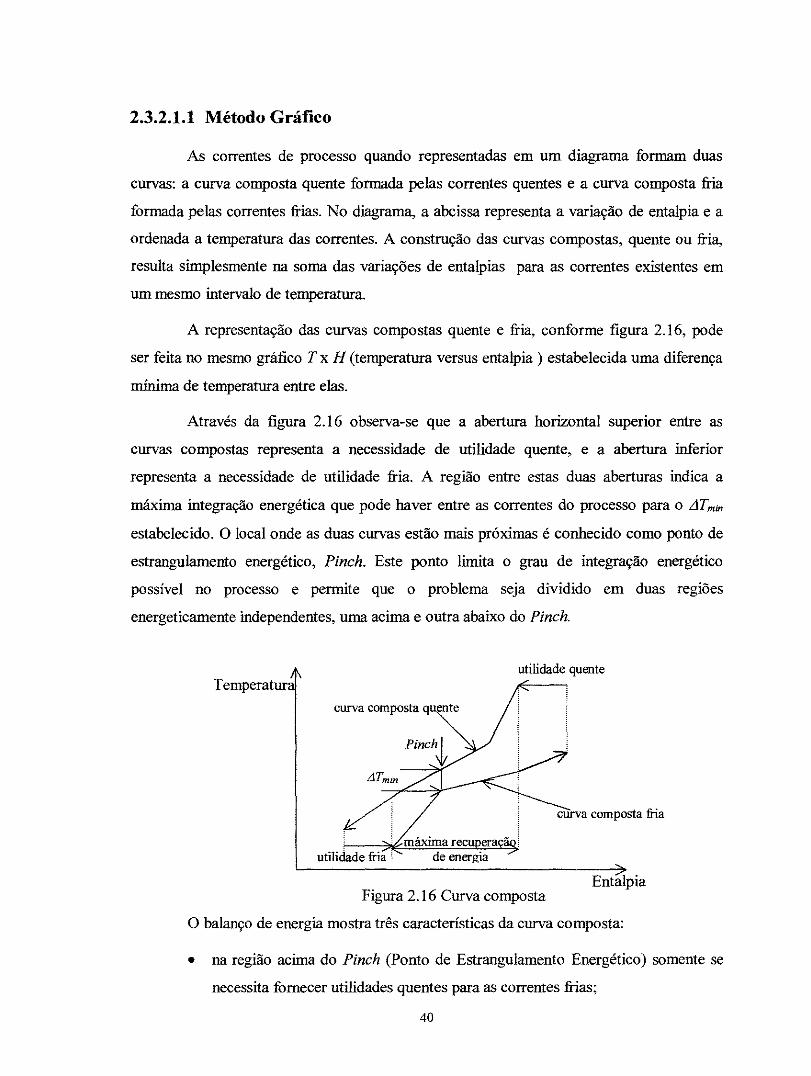
2.3.2.1.1 Método Gráfico
As correntes de processo quando representadas em um diagrama formam duas
curvas: a curva composta quente formada pelas correntes quentes e a curva composta fria
formada pelas correntes frias. No diagrama, a abcissa representa a variação de entalpia e a
ordenada a temperatura das correntes. A construção das curvas compostas, quente ou fria,
resulta simplesmente na soma das variações de entalpias para as correntes existentes em
um mesmo intervalo de temperatura.
A representação das curvas compostas quente e fria, conforme figura 2.16, pode
ser feita no mesmo gráfico Tx H (temperatura versus entalpia) estabelecida uma diferença
minirna de temperatura entre elas.
Através da figura 2.16 observa-se que a abertura horizontal superior entre as
curvas compostas representa a necessidade de utilidade quente, e a abertura inferior
representa a necessidade de utilidade fria. A região entre estas duas aberturas indica a
máxima integração energética que pode haver entre as correntes do processo para o LJ.Tmin
estabelecido. O local onde as duas curvas estão mais próximas é conhecido como ponto de
estrangulamento energético, Pinch. Este ponto limita o grau de integração energético
possível no processo e permite que o problema seja dividido em duas regiões
energeticamente independentes, urna acima e outra abaixo do Pinch.
utilidade quente Temperatur
curva composta q ente
utilidade fria i
Figura 2.16 Curva composta Entalpia
O balanço de energia mostra três características da curva composta:
• na região acima do Pinch (Ponto de Estrangulamento Energético) somente se
necessita fornecer utilidades quentes para as correntes frias;
40

• na região abaixo do Pinch existe somente a necessidade de fornecer utilidades
frias para as correntes quentes; e
• não existe transferência de energia das correntes acima do Pinch para as
correntes abaixo do Pinch.
A violação de qualquer urna destas três características leva a um aumento no
consumo de utilidades.
2.3.2.1.2 Algoritmo Tabular
Este algoritmo foi proposto Linnhoff e Flower (1978) e é urna maneira alternativa
para se obter o ponto pinch e as quantidades mínimas de utilidades quentes e frias
necessárias para um LJTmtn fixado. É um método que facilita a implementação
computacional, para a qual as seguintes etapas devem ser seguidas:
• fazer distribuição das correntes do processo em intervalos de temperatura. Isto
é feito utilizando-se duas escalas distintas, urna para as correntes quentes e
outra para as correntes frias. O valor utilizado para esta escala é LJT mtn/2, sendo
este valor subtraído das correntes quentes e acrescido para as correntes frias;
• com a nova escala é construída uma tabela, onde os valores para as
temperaturas são escritos em ordem decrescente. Para cada intervalo de
temperatura realiza-se um balanço de energia, ou seja, calcula-se o calor
disponível ou requerido para o intervalo;
• o balanço energético possibilita observar as regiões com energia disponível,
assim como as que necessitam de energia. Ass~ para aproveitar a energia, é
construída uma cascata fazendo com que o calor disponível em cada intervalo
de temperatura seja transferido ao intervalo imediatamente inferior. A partir da
cascata é possível encontrar os valores das utilidades (quente ou fria) e o
PEE. A temperatura do PEE será identificada no intervalo de temperatura onde
não houver calor sendo transferido. A esta temperatura é somado e subtraído o
valor LJTmtn12, já que para a aplicação do algoritmo modificou-se os dados de
41

temperaturas das correntes, encontrando-se assim as temperaturas quente e
frias no PEE.
Um exemplo com quatro correntes de processo será, a seguir, apresentado com o
intuito de uma melhor compreensão do método proposto. A tabela 2.2 mostra o conjunto de
dados necessário para a aplicação do método
Tabela 2.2 Dados de correntes de processo
Corrente Mcp(kWfOC) Ten ("C) Tsai ("C) h (kW.m-"K')
fria(!) 2 20 135 0,5
quente (2) 3 170 60 0,5
fria (3) 4 80 140 0,5
quente (4) 1,5 !50 30 0,5
De posse dos dados das correntes do processo fixa-se o valor de L1Tmm, que neste
exemplo, será igual a I O °C. Aplicando-se o método já descrito anteriormente e utilizando
se os dados da tabela 2.2 é possível construir a tabela 2.3.
Tabela 2.3 Aplicação do Algoritmo Tabular
TIN Correntes Intervalo TIN- TIN+l l:Mcpq - l:Mcpc &f/N
(O C) 3 I 4 2 IN (OC) (kW/°C) (kW)
165 I 20 3 60 145
I 2 5 0,5 2,5 140 I' 3 55 -1,5 -82,5 85
4 30 2,5 75 55 lt
'V 5 25
30 -0,5 -15
A primeira coluna possui os dados de temperaturas das correntes de processo que
foram convertidas para a nova escala e dispostas em ordem decrescente. A segunda coluna
representa os intervalos de temperatura, nos quais as correntes estão disponíveis. Na
terceira coluna tem-se a enumeração dos intervalos de temperatura, e as demais colunas
constituem o balanço de energia. Como pode ser observado pela sexta coluna, tem-se
intervalos onde a energia está disponível, os intervalos I, 2 e 4, e intervalos que necessitam 42

de energia, os intervalos 3 e 5. Assim, para atender as necessidades dos intervalos gera-se
uma cascata de energia, mostrada na figura 2.17. Nesta cascata a energia é transferida de
um nível de temperatura elevado para os intervalos mais frios.
Observando-se o primeiro fluxo de energia da figura 2.17 percebe-se que as
correntes do processo não apresentam energia suficiente para satisfazer suas necessidades
térrnícas, uma vez que mesmo realizando a transferência de energia tem-se um intervalo
onde o saldo de energia é negativo mostrando-se que ele necessita de calor. Assim, a única
alternativa é fornecer utilidade quente. Desta forma determina-se o consumo mínimo de
utilidade quente e um novo fluxo (nova cascata) de energia é construído, porém agora com
um consumo de 20 kW para a utilidade quente. Três informações importantes podem ser
obtidas do segundo fluxo: o consumo mínimo de utilidade quente (início do fluxo), o PEE,
e o consumo mínimo de utilidade fria (fim do fluxo). O PEE é deterrnínado no intervalo de
temperatura onde não há transferência de calor; para o exemplo analisado este ocorre a 85
°C. Uma vez que as temperaturas reais foram deslocadas do valor ATm;n/2, para as correntes
quentes e frias, o valor da temperatura no PEE para as correntes quentes toma-se 90 oc e
para as correntes frias 80 °C, onde a diferença entre estas duas temperaturas corresponde
exatamente ao valor de ATmin fixado.
Utilidad quente 20kW
Utilidaüe fria
Figura 2.17 Cascata ou fluxo de energia
43

2.3.2.2 Estimativas da Área Mínima de Troca Térmica e Capital
2.3.2.2.1 Estimativa da Área Mínima por Meio das Curvas Compostas
A construção das curvas compostas, além de fornecer o consumo mínimo de
utilidades, também possibilita a estimativa da área mínima de troca térmica. Ambos os
dados, o consumo de utilidades e a estimativa de área mínima, estão associados ao L1T min
fixado. Então, variando-se o valor de L1Tmin tem-se o consumo de energia e a estimativa de
área mínima diferentes. O cálculo da área da rede através da curva composta, utilidades
também devem ser incluídas neste tipo de gráfico, urna vez que aquecedores e resfriadores
trocam calor com as correntes, e portanto, tem urna área de troca térmica que deve ser
computada. A inclusão das utilidades é feita analisando-se a sua posição no processo
através da construção de um diagrama conhecido como grande curva composta (GCC).
Para se construir a GCC é necessário apenas plotar os dados de temperatura na ordenada e
entalpia na abcissa encontrados na cascata de energia. Para o caso apresentado
anteriormente, a GCC é construída com dados da tabela 2.4 e representada na figura 2.18.
Tabela 2.4 Dados da GCC
Temperatura ("C) Entalpia (kW)
165 20
145 80
140 82,5
85 o 55 75
25 60
O diagrama representado na figura 2.18 possibilita a obtenção de um dado muito
importante: a magnitude da temperatura para as utilidades que pode ser utilizada para o
processo em estudo. Assim, o projetista evita desperdícios, deixando de utilizar utilidades
com temperatura muito acima da necessária, e como conseqüência reduz os custos do
processo.
44

~ 200 u o '-" 150 ro !3 s 100 <U g 50
~ o o 20 40 60 80 100
Enta1pia(kW)
Figura 2.18 Grande curva composta
A análise de diagrama da GCC indica que os dois bicos fechados mostrados na
figura 2.18 delimitam regiões sob integração energética, ou seja, se está ocorrendo troca de
energia entre as correntes de processo, enquanto as demais regiões atendidas por utilidades.
O gráfico mostra na sua parte superior um consumo de utilidade quente de 20 kW e na
parte inferior um consumo de 60 kW de utilidade fria. Se o analista tiver disponível vapor
saturado em duas condições, um a 200 oc e outro a 150 °C, através do diagrama da GCC ele
teria a informação de que o vapor na temperatura mais baixa poderia ser utilizado, urna vez
que as correntes que não estão sob integração energética estão disponíveis numa faixa de
temperatura que poderia ser atendida por essa utilidade, conforme mostra a figura 2.18. Já a
utilidade fria necessária poderia ser água à temperatura ambiente, já que as correntes
quentes, que não estão sob integração energética, estão disponíveis numa faixa de
temperatura mais elevada.
Conhecendo-se a magnítude das utilidades necessárias, a sua localização na curva
composta poderá ser feita e com isso calcular a área mínima de troca térmica. A utilidade
quente será representada por urna linha horizontal no diagrama da curva composta, visto
que se trata de vapor saturado e não ocorre troca de calor sensível entre ela e as correntes de
processo. A área mínima de troca térmica é obtida dividindo-se o diagrama da curva
composta em intervalos de entalpia Os intervalos são obtidos para cada mudança de
inclinação nas curvas compostas, conforme mostra a figura 2.19.
45

Temperatur
Intervalos de entalpia
Correntes quentes
q;,h;
utilidade fria
utilidade quente
q- carga térmica h - coeficiente de película i - correntes quentes j - correntes frias
Entalpia Figura 2.19 Curva composta em intervalos de entalpia
Para cada intervalo da figura 2.19, considera-se que a transferência de calor
ocorra de forma vertical. Isso significa que as correntes quentes de cada intervalo só
poderão trocar calor com as correntes frias do mesmo intervalo, não sendo permitida a troca
de energia entre os intervalos de entalpia. Para o exemplo ilustrativo que foi mostrado, a
curva composta está ilustrada conforme a figura 2.20.
200,------.------r------.------~----~------,
180
160
140
ô 120 '-' 1l ~ 100 0 a. E 80 ~
60
40
20 máxima recuperação de energia
0~-----L------L-----~------~----~~----~ o 100 200 300 400 500 600
Entalpia(kW)
Figura 2.20 curva composta para o exemplo estudado
Como pode ser observado através da figura 2.20, o processo analisado apresentou
seis intervalos de entalpia. A utilidade quente é representada pela linha horizontal no
46
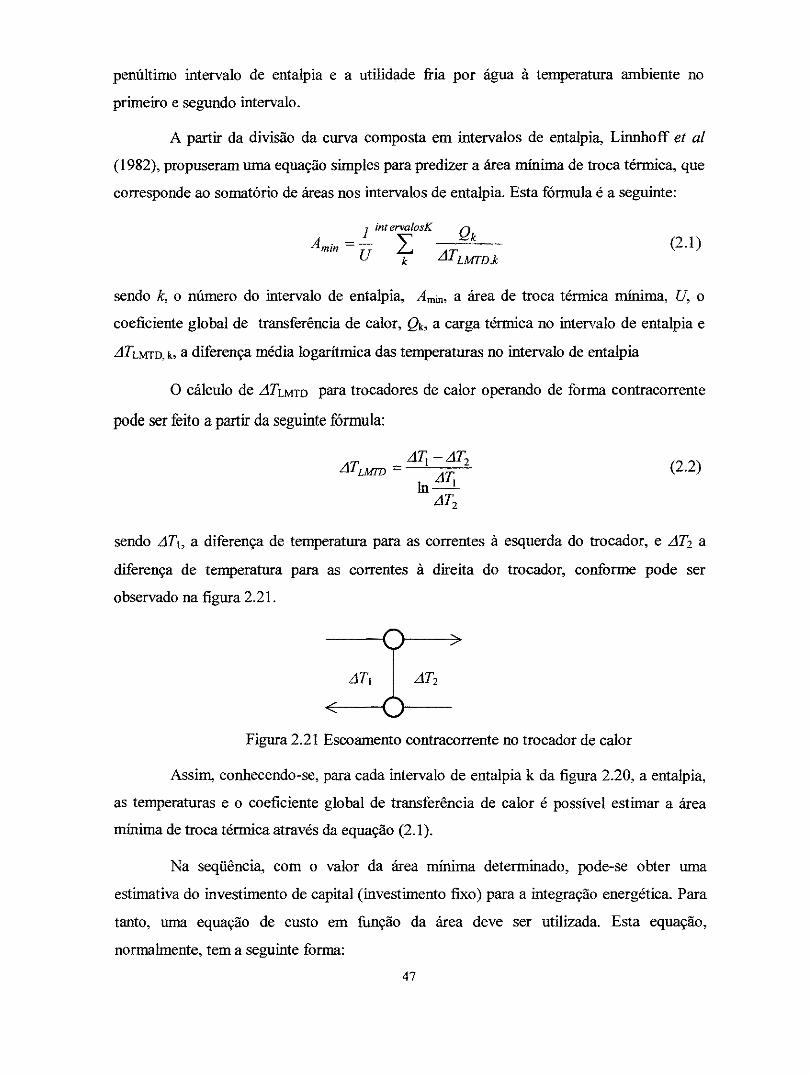
penúltimo intervalo de entalpia e a utilidade fria por água à temperatura ambiente no
primeiro e segundo intervalo.
A partir da divisão da curva composta em intervalos de entalpia, Linnhoff et al
(1982), propuseram uma equação simples para predizer a área minirna de troca térmica, que
corresponde ao somatório de áreas nos intervalos de entalpia. Esta fórmula é a seguinte:
] int ervalosK Qk
Amin =- L -T-""-''---U k A LMI'D.k
(2.1)
sendo k, o número do intervalo de entalpia, Am1n, a área de troca térmica minima, U, o
coeficiente global de transferência de calor, Qk, a carga térmica no intervalo de entalpia e
LlhMro, k, a diferença média logarítmica das temperaturas no intervalo de entalpia
O cálculo de LlhMro para trocadores de calor operando de forma contracorrente
pode ser feito a partir da seguinte fórmula:
LIT - L11J - LITz LMID - JT,
Jn--1 L1T2
(2.2)
sendo LIT~, a diferença de temperatura para as correntes à esquerda do trocador, e AT2 a
diferença de temperatura para as correntes à direita do trocador, conforme pode ser
observado na figura 2.21.
Figura 2.21 Escoamento contracorrente no trocador de calor
Assim, conhecendo-se, para cada intervalo de entalpia k da figura 2.20, a entalpia,
as temperaturas e o coeficiente global de transferência de calor é possível estimar a área
minima de troca térmica através da equação (2.1).
Na seqüência, com o valor da área mínima determinado, pode-se obter urna
estimativa do investimento de capital (investimento fixo) para a integração energética. Para
tanto, uma equação de custo em função da área deve ser utilizada. Esta equação,
normalmente, tem a seguinte forma:
47

CT=a + bAc (2.3)
sendo CT, o custo do trocador e a, b e c os coeficientes de custo que variam de acordo com
o material de construção e o tipo de trocador de calor utilizado.
2.3.2.2.2 Representação da Curva Composta através de Trocadores de
Calor
A curva composta quando representada através de trocadores de calor forma uma
estrutura em forma de rede, chamada de Estrutura Spaghetti por Linnhoff et a!. (1982), que
pode ser construída conforme mostra a figura 2.22. A rede é composta de seções de troca
térmica e a cada uma delas corresponde a um determinado intervalo de entalpia no
diagrama da curva composta. As temperaturas entre as seções de troca da rede
correspondem às temperaturas entre os intervalos de entalpia
Pode ocorrer que as correntes tenham que ser divididas nas seções da rede, neste
caso os trocadores de calor são alocados em paralelo nos ramos de quebra das correntes.
Nestes locais, a carga térmica de cada trocador e a capacidade calorífica são escolhidas de
forma a manter a místura na mesma temperatura.
170° 150° 90° 63 3°,.-.. 60::
\ I \ I {Ío)
150° 90° 63 3° 60° J< \ J (5) (45)
140° 135° 125° 80
(20) (40) \ I .J,35° 125°
(60 80° 20
(20) \ ,(60)1 ~ (30) (80)
Figura 2.22 Estrutura Spaghetti do problema proposto
Conforme pode ser visto na figura 2.22, os números sob os círculos e entre
parênteses representam a carga térmica e são expressos em kW e as temperaturas em °C.
48

2.3.2.3 Síntese da Rede
A síntese da rede de troca térmica com a máxima recuperação de energia é a
segunda fase da Análise Pinch, também conhecida como Pinch Design Method, segundo
Línnhoff e Híndmarsh (1983). Esta fase íncorpora o ponto de estrangulamento energético
(PEE), o qual já foi determinado anteriormente através do Algoritmo Tabular, e em função
dele divide-se o problema da íntegração energética em duas regiões independentes: uma
acima e outra abaixo do PEE. A síntese da rede para cada uma das regiões é feita
começando-se pelo PEE e caminhando-se no sentido contrário a ele. A escolha das
correntes que vão trocar calor devem obedecer a três regras simples:
• número de correntes que saem do PEE deve ser maior ou igual que chega ao
PEE;
• os valores das capacidades caloríficas das correntes que saem do PEE devem
ser maior ou igual aos das que chegam ao PEE; e
• a diferença entre o somatório das capacidades caloríficas que deixam o PEE e
o somatório das correntes que chegam ao PEE não pode ser menor que o
somatório da diferença entre as capacidades caloríficas das correntes que
trocam calor no PEE.
Caso alguma dessas três regras sejam violadas, há a necessidade de se dividir as
correntes para que não haja a violação do .dTmín fixado.
Observando-se esse conjunto de regras, faz-se os cruzamentos que são possíveis e
desta forma síntetiza as duas subredes, uma acima e outra abaixo do PEE. Estas subredes
são acopladas em uma só rede de forma que garanta a máxima recuperação de energia.
Alguns refinamentos posteriores poderão ser feitos com o objetivo de minimizar o seu
custo global.
2.3.2.3.1 Regras Heurísticas para a Síntese da Rede
O projeto de uma rede de trocadores de calor deve ter um custo global mínimo, ou
seja, deve-se reduzir tanto o custo de energia como o custo de capital. Este último é
fortemente influenciado pelo número de trocadores existentes no processo, além disso cada
49

trocador tem relacionado a si a instalação, tubulações, válvulas, manutenção, mão-de-obra
entre outros fatores de custo. A redução do custos de uma rede de trocadores de calor está
diretamente ligada à obtenção do menor número possível de unidades de troca térmica.
A utilização de regras heuríticas propostas por Linnhoff et al. (1979) possibilita
encontrar esse número mínimo possível de trocadores de calor. Este pode ser encontrado
através da equação (2.4).
TR =nc +L-S (2.4)
sendo TR, o número de unidades de troca térmica na rede, inclusive aquecedores e
resfriadores; nc, o número de correntes, inclusive as utilidades; L, o número de laços de
troca térmica na rede (loops); e S, o número de problemas (sistemas) independentes na rede.
O laço numa rede de trocadores de calor pode ser definido como trocadores que
realizam trocas térmicas entre as mesmas correntes do processo. Estes laços podem ser
eliminados, diminuindo o número de unidades de troca térmica. Entretanto, esta eliminação
pode significar um aumento no consumo de utilidades ou a violação do LITmin estabelecido,
neste caso é o projetista que deve tomar a decisão mais conveniente: reduzir os custos
eliminando os trocadores ou aumentar o consumo de utilidades.
O cálculo do número mínimo de trocadores pode ser simplificado modificando- -
se a equação 2.4. Esta equação pode ser modificada, fazendo-se o número de laços
independentes nulo e o número de sistemas igual a um. Assim, a equação 2.4 torna-se:
TR = nc-1 (2.5)
Conforme mostra a equação 2.5, o número de trocadores pode ser determinado
conhecendo-se apenas o número de correntes. Esta equação simplificada pode ser aplicada
desde que a rede seja assumida como sendo livre de laços independentes e havendo apenas
um sistema. Além disso, se o problema não apresenta um PEE ela fornece o número
mínimo de unidades, porém se existe o Pinch ela deve ser aplicada separadamente em cada
lado do Pinch, da seguinte forma:
TR = (nc acima do Pinch - 1) + ( nc abaixo do Pinch - 1} (2.6)
50

2.3.2.3.2 Representação da Rede
Dentre as diversas alternativas para a representação de uma rede de troca térmica
há o diagrama de grade introduzida por Linnhoff et a!. ( 1982), no qual as correntes quentes,
localizadas na parte superior, são representadas por setas que partem da esquerda para a
direita, e as correntes frias, por setas que partem da direita para a esquerda. Cada trocador
existente na rede é identificado por uma linha vertical unindo dois círculos localizados nas
correntes que trocam calor entre si. Os aquecedores e os resfriadores são representados por
círculos na corrente onde ocorre o aquecimento ou o resfriamento.
Um exemplo de diagrama de grade é apresentado pela figura 2.23, onde a linha
vertical tracejada indica o PEE. Especificamente, este diagrama é uma síntese da rede para
o caso mostrado anteriormente com a aplicação das regras heurísticas.
170° 150°
140°
(30)
)---t------i'soo (240)
125°
(90)
:soo
(30)
Figura 2.23 Diagrama de grade
80° (60)
60° oo
20°
A figura 2.23 mostra a rede sintetizada e, com isso, é possível calcular a área de
trocadores, inclusive resfriadores e aquecedores, a partir de suas cargas térmicas,
coeficientes de película e temperaturas. Com o valor da área determinado, calculam-se os
custos dos trocadores de calor.
2.3.2.4 Otimização do L1T min
O LlTmin é um valor pré-fixado para a construção da curva composta ou para a
aplicação do algoritmo tabular a fim de se obter as quantidades mínimas de utilidades e o
Ponto de Estrangulamento Energético (Pinch). Entretanto, por mais experiente que seja o
projetista, dificuldades se apresentam no momento de escolha do valor para o LlTmin ótimo,
51

pois este valor leva a um custo global mínimo, considerando tanto o custo de energia como
o custo de capital. Para facilitar a escolha, uma análise na variação do ATmtn e suas
consequências deve ser considerada A variação no valor ATmin gera dois comportamentos:
• A dimínuição no valor de ATmin leva a um menor consumo de utilidades, uma
vez que as curvas compostas no diagrama T versus H se aproximam uma da
outra, no entanto a área de troca térmica tende a aumentar visto que ATrMFD
dimínui.
• O aumento no valor de ATmin provoca um aumento no consumo de utilidades
uma vez que as compostas no diagrama T versus H se distanciam, no entanto a
área de troca térmica tende a dimínuir visto que ATrMFD aumenta.
Desta forma, para se obter um valor de ATmin ótimo necessita-se fazer um balanço
entre a energia, a área e o número mínimo de utilidades, ou seja, deve-se plotar a função
custo global anual, obtida pela sorna do custo de energia com o custo de capital, sendo este
último a combinação do custo referente à área de troca térmica e à variação do número
mínimo de unidades, para diversos valores de ATmin· A partir daí determínar qual valor de
ATmin fornece o custo global mínimo, conforme mostra a figura 2.24.
Cust
Custo total
capital
Tmin
Figura2.24 Diagrama de custo versus ATmin
A seguir, serão apresentados os principais materiais envolvidos no processo em
estudo com a finalidade de facilitar a manipulação de suas propriedades no decorrer do
trabalho.
52
2.4 Caracterização dos Materiais de Processo
Na indústria de processamento de soja, os principais materiais envolvidos no
processo e que são os principais objetos de estudo neste trabalho são: o óleo, o solvente
hexano, o farelo e a água. A seguir será feita uma breve descrição destes materiais.
2.4.1 O Óleo de Soja
O óleo representa em torno de 20%,em massa, da semente de soja. Este é uma
substância insolúvel em água formado predominantemente de glicerídeos, segundo Moretto
(1986). O óleo bruto de soja apresenta na sua composição substâncias que podem ser
classificadas em dois grandes grupos: os glicerídeos e os não glicerídeos. A seguir mostra
-se a composição do óleo cru de soja:
• glicerídeos;
• fosfatídeos;
• matéria insaponificável ( esteróis, tocoferóis, esqualenos );
• ácidos graxos livres; e
• traços de metais (ferro, cobre)
Os glicerídeos compõem a maior parte do óleo bruto, cujo valor percentual está na
faixa de 95 a 97% em peso do óleo. Eles são formados de ácidos graxos saturados e
insaturados, os quais são mostrados na tabela 2.5 com os respectivos valores percentuais
médios de suas composições em peso no óleo cru.
53
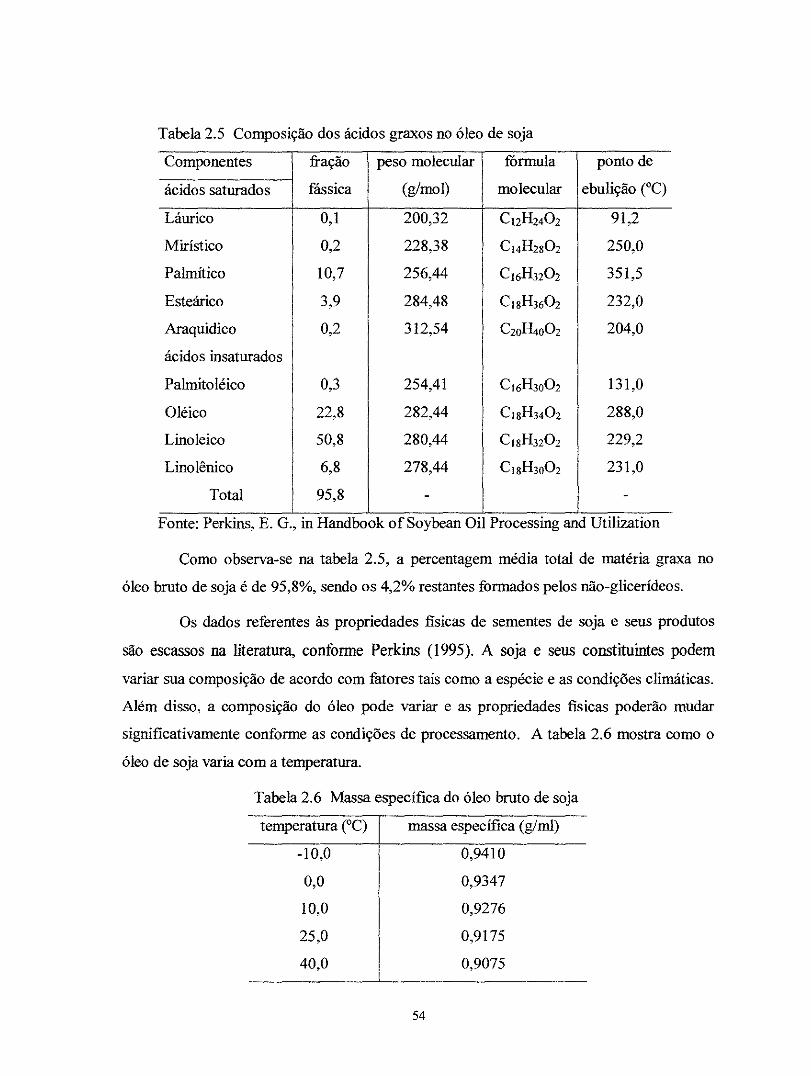
Tabela 2.5 Composição dos ácidos graxos no óleo de soja
Componentes fração peso molecular fórmula ponto de
ácidos saturados fássica (g/mol) molecular ebulição ("C)
Láurico 0,1 200,32 C12H24Ü2 91,2
Mirístico 0,2 228,38 C14H2s02 250,0
Palmítico I 0,7 256,44 c16H3202 351,5
Esteárico 3,9 284,48 C1sH36Ü2 232,0
Araquidico 0,2 312,54 C2o~o02 204,0
ácidos ínsaturados
Palmito léico 0,3 254,41 C16H3o02 131,0
Oléico 22,8 282,44 C1sH34Ü2 288,0
Línoleico 50,8 280,44 C1sH32Ü2 229,2
Línolênico 6,8 278,44 C1sH3oÜz 231,0
Total 95,8 - -..
Fonte: Perkíns, E. G., m Handbook ofSoybean 0!1 Processmg and Ut!hzat!on
Como observa-se na tabela 2.5, a percentagem média total de matéria graxa no
óleo bruto de soja é de 95,8%, sendo os 4,2% restantes formados pelos não-glicerídeos.
Os dados referentes ás propriedades físicas de sementes de soja e seus produtos
são escassos na literatura, conforme Perkins (1995). A soja e seus constituintes podem
variar sua composição de acordo com fatores tais como a espécie e as condições climáticas.
Além disso, a composição do óleo pode variar e as propriedades físicas poderão mudar
significativamente conforme as condições de processamento. A tabela 2.6 mostra como o
óleo de soja varia com a temperatura.
Tabela 2.6 Massa específica do óleo bruto de soja
temperatura ("C)
-I 0,0
0,0
10,0
25,0
40,0
massa específica (g/ml)
54
0,9410
0,9347
0,9276
0,9175
0,9075

O calor específico do óleo bruto de soja vana com temperatura e pode ser
calculado pela seguinte expressão:
Cpo= 0,0007 + 0,4402T (2.7)
sendo cpo o calor específico em cal/g°C e Ta temperatura em °C. Esta equação é válida para
valores de T seguinte intervalo: 1,2 ::> T ::> 250,5, conforme Perkins (1995).
O óleo de soja é solúvel em solventes apoiares. Vários solventes já foram testados
para a extração do óleo de soja, mas o solvente mais utilizado nas indústrias brasileiras é o
hexano.
2.4.2 O Hexano
Hexano é o nome do solvente usado comercialmente para extrair o óleo da soja
floculada que entra no extrator. Este solvente não é composto pelo n-hexano puro, mas por
uma fração de petróleo que consiste principalmente de urna mistura de hidrocarbonetos
saturados de seis átomos de carbono. A composição do hexano para extração varia de
fornecedor para fornecedor. Normalmente, o componente em maior quantidade é o
n-hexano, cuja concentração pode variar de menos que 50% a mais que 90% em volume. O
isohexano e o metilciclopentano podem estar presentes em quantidades apreciáveis. As
temperaturas normais de ebulição da mistura hexano devem variar do valor minimo de
65 oc a um valor máximo de 70 °C.
O fornecedor normalmente apresenta as especificações do produto e o consumidor
de hexano deve avaliar, no recebimento, se as características estão de acordo com as suas
necessidades; pois, o hexano fora das especificações compromete o desempenho da
extração, bem como a qualidade do óleo. Por exemplo, a presença de enxofre no solvente
pode criar problemas de odor, bem como no refino e na hidrogenação.
O solvente com características desejáveis é aquele que tem uma oferta suficiente e
constante, urna baixa toxidade, urna não-inflamabilidade, urna alta capacidade de solvência,
uma fácil separação do material extraído, um ponto de ebulição desejável, um baixo calor
específico, um baixo calor latente de vaporização e urna alta estabilidade. Com base nesta
características, as principais desvantagens do hexano são alta capacidade inflamável, a sua
toxidez e a sua dependência dos fornecedores de petróleo. Estes problemas têm desafiado
55

continuamente os projetistas e os engenheiros operacionais. As preocupações em promover
a segurança e as medidas para reduzir as perdas de hexano têm sido muito efetivas na
indústria de processamento de soja nas últimas duas décadas.
O hexano deve ser recuperado e reciclado com um mínimo de perdas. As
principais operações e as condições nas quais devem ocorrer a recuperação máxima deste
solvente serão descritas posteriormente.
Neste trabalho, o hexano será considerado composto apenas com o n-hexano,
pois como já foi relatado, este é o hidrocarboneto com a maior concentração no solvente. O
n-hexano, segundo Johnson (1983), tem um peso molecular de 86,17 g/mol, uma massa
específica de 0,659 g/cm3, uma temperatura normal de ebulição de 69 °C, um calor latente
de vaporização de 79,9 callg, uma viscosidade a 20 oc de 0,312 cp, uma solubilidade em
água a 25 °C de 0,05 g/L, uma capacidade calorífica no estado líquido de 0,533cal/g°C; e
uma capacidade calorífica no estado gasoso, conforme Van Ness (1980), que pode ser
calculada pela seguinte expressão:
Cphy = 6,011 + 106,746 X J0'3TABs- 33,363 X J0'6TABs2 (2.8)
sendo que a temperatura T ABS está em K e a capacidade calorífica Cphy está em callmol°C.
Nesta equação a temperatura T ABS pode varíar de 298 a 1500 K.
O hexano é um solvente levemente solúvel em água e forma com o óleo de soja
uma mistura denominada de miscela.
2.4.3 A Miscela
A míscela é uma solução líquida formada pela dissolução completa do óleo de soja
no solvente. O processo de dissolução provoca alterações moleculares na estrutura dos
componentes que formam a solução, que por sua vez, provocam mudanças energéticas do
sistema envolvido.
Segundo Johnson (1983), a dissolução envolve dois processos endotérmícos e um
exotérmico. Primeiro, as moléculas do óleo se separam em moléculas isoladas através de
um processo endotérmíco. A energia envolvida é pequena para as moléculas do óleo de soja
que são apoiares. As moléculas do óleo separadas podem se dispersar no seio do solvente.
Para tanto, é necessária a dissociação das moléculas do solvente visando a acomodação das
56

moléculas do óleo; este etapa do processo é também endotérmica e a magnitude da energia
envolvida depende do grau de polaridade do solvente e do tamanho das moléculas do óleo.
A terceira etapa do processo é exotérmica e se refere à interação das moléculas do óleo com
as moléculas do solvente.
A mudança global de entalpia é tanto mais negativa quanto as perdas de energia
das interações moleculares, de óleo com óleo e de hexano com hexano, são maiores que a
energia ganha na interação molecular do óleo com hexano. Essa variação global de energia
é denominada de calor de solução da miscela
Os calores de solução, muitas vezes, devem ser levados em consideração no
balanço de energia quando se trata de problemas de mistura e separação. Caso isso não seja
possível, por falta de dados, pequenos erros poderão ocorrer nos resultados obtidos com a
resolução do problema.
Nos processos que operam com a miscela ocorrem fenômenos de transportes, tais
como escoamentos e transferências de calor, os quaís necessitam do conhecimento da
viscosidade para proceder os cálculos tanto no projeto como na análise das operações.
Na extração do óleo pelo solvente existem vários fenômenos envolvidos. O
mecanismo de transferência é governada pelo fluxo capilar e a taxa do óleo transferido é
parcialmente dependente dos valores das viscosidades do solvente e da miscela, segundo
Jonhson (1983).
Uma etapa utilizada na separação do óleo do solvente é a evaporação onde ocorre
a transferência de calor de um fluido de aquecimento para a miscela. A taxa de
transferência de calor depende do coeficiente global de transferência de calor que por sua
vez é influenciado pela viscosidade dos fluídos envolvidos. A tabela 2. 7 mostra os dados da
viscosidade em função da temperatura e da concentração do óleo no solvente.
57
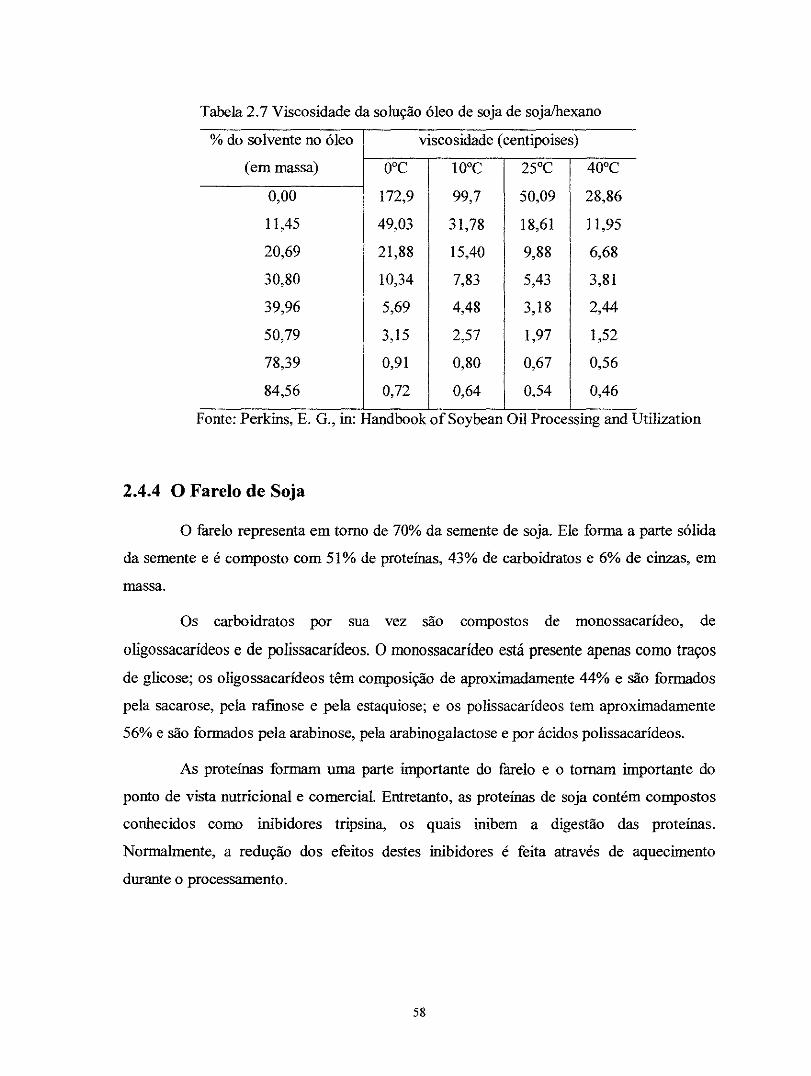
Tabela 2. 7 Viscosidade da solução óleo de soja de soja!hexano
%do solvente no óleo viscosidade ( centipoises)
(em massa) 0°C l0°C 25°C 40°C
0,00 172,9 99,7 50,09 28,86
11,45 49,03 31,78 18,61 11,95
20,69 21,88 15,40 9,88 6,68
30,80 10,34 7,83 5,43 3,81
39,96 5,69 4,48 3,18 2,44
50,79 3,15 2,57 I ,97 1,52
78,39 0,91 0,80 0,67 0,56
84,56 0,72 0,64 0,54 0,46
Fonte: Perkins, E. G., m: Handbook ofSoybean OI! Processmg and Utilization
2.4.4 O Farelo de Soja
O farelo representa em torno de 70% da semente de soja. Ele forma a parte sólida
da semente e é composto com 51% de proteínas, 43% de carboidratos e 6% de cinzas, em
massa.
Os carboidratos por sua vez são compostos de monossacarídeo, de
oligossacarídeos e de polissacarídeos. O monossacarídeo está presente apenas como traços
de glicose; os oligossacarídeos têm composição de aproximadamente 44% e são formados
pela sacarose, pela rafinose e pela estaquiose; e os polissacarídeos tem aproximadamente
56% e são formados pela arabinose, pela arabinogalactose e por ácidos polissacarídeos.
As proteínas formam uma parte importante do farelo e o tornam importante do
ponto de vista nutricional e comercial. Entretanto, as proteinas de soja contém compostos
conhecidos como inibidores tripsina, os quais inibem a digestão das proteinas.
Normalmente, a redução dos efeitos destes inibidores é feita através de aquecimento
durante o processamento.
58
2.4.5 A Água
A semente de soja quando vem do campo e chega à fábrica, esta apresenta um teor
médio de umidade em tomo de 18% em massa. Após a descarga, as sementes são
armazenadas e passam por uma preparação adequada até alcançarem a granulometria e teor
de umidade necessários para a extração com o solvente.
A semente de soja preparada em flocos entra no extrator com umidade na faixa de
9 a 12% em massa. Essa fuixa de concentração é normalmente utilizada porque valores da
umidade abaixo de 9% dificultam o movimento do solvente no seio do leito e valores acima
de 12% dificultam a atuação do hexano na so lubilização do óleo.
Como já foi mencionado anteriormente, o óleo não se solubiliza na água e o
hexano se solubiliza levemente. O solvente tem grande afmidade com o óleo, portanto água
presente no extrator sai totalmente na torta e a miscela, por sua vez, sai completamente
livre de água.
Finalmente, a umidade é fundamental no tratamento do farelo em termos
nutricionais e de qualidade.
2.4.6 A Torta
A torta é a outra corrente de material que sai do extrator. Esta é formada pelo
fu.relo, pelo hexano retido, pela água e pelo óleo residual. Após o extrator, a torta vai para
uma seção onde deve ocorrer vaporização do hexano e o tratamento do farelo, afim de que
se obtenha um produto praticamente livre do solvente e com a qualidade necessária para ser
comercializado.
A composição da torta que sai do extrator varia com as condições de operação,
mas o aspecto mais relevante na operação em relação a esta composição é o teor de óleo
residual que deve ser menor que 1,0% e o teor de hexano que deve estar na faixa de 25 a
30%.
59

2.6 Conclusões sobre o Capítulo 2
A revisão apresentada neste capítulo permite obter as seguintes conclusões:
• a falta de trabalhos mais abrangentes sobre alguns assuntos, principalmente no
que se refere à destilação da miscela e à dessolventização/tostagem do farelo;
• as operações envolvidas no processo de obtenção do óleo e do farelo não
podem ser analisadas como as típicas da indústria química;
• nas operações envolvidas, principalmente as de separação, o consumo de
energia é elevado justificando estudos mais aprofundados para minimizar este
consumo;
• o número de correntes quentes e frias presentes no processo é significativo, as
quais devem ser bem integradas energeticamente a fim de reduzir o consumo
de utilidades; e
• os materiais envolvidos no processo formam misturas complexas e de
composição muito variada.
Nos próximos capítulos as operações de extração, de destilação da miscela e de
dessolventização/tostagem serão mais detalhadas com a finalidade de estabelecer os
modelos que serão utilizados no desenvolvimento dos simuladores do sistema.

3 OPERAÇÃO DE EXTRAÇÃO DO ÓLEO COM SOL VENTE
3.1 Introdução
A operação de extração é considerada a mais importante operação de todo
processo de obtenção de óleo bruto de soja através do solvente hexano. Esta operação
ocorre num único aparelho denominado de extrator, onde ocorre o contato do solvente
hexano com flocos provenientes da preparação das sementes. Estes flocos entram no
extrator com um teor de óleo em tomo de 19%, em massa, e normahnente, saem do extrator
com um teor de óleo abaixo de 1%, segundo Gimenes (1989).
A análise da operação em estudo pressupõe o cálculo, entre outras grandezas, das
concentrações e quantidades de determinados componentes nas correntes que saem dos
equipamentos. Este cálculo normalmente é feito mediante a utilização de balanços de massa
e de relações de equilíbrio.
A extração do óleo de soja é uma operação que coloca a corrente rica em óleo em
contato contra-corrente com a corrente rica em hexano, propiciando a transferência do óleo
presente na semente de soja para a corrente rica em hexano. A transferência do óleo pode
ocorrer devido à convecção, à difusão molecular ou à difusão turbulenta, Schwartzberg
(1982). A transferência pela convecção e difusão turbulenta são mais rápidas quando
comparadas com a difusão molecular; e, assim, a difusão no sólido é a etapa que controla o
processo de transferência do óleo para o hexano.
A transferência do óleo presente no sólido para a corrente rica em hexano irá
ocorrer até que um estado de equilibrio seja atingido. Abraham (1988) publicou um artigo
sobre o equilíbrio que pode ocorrer na operação de extração de óleo com solvente. Segundo
o autor, para entender este equilíbrio é necessário avaliar o que ocorre quando o solvente
entra em contato com os flocos preparados da semente. O trabalho destaca iniciahnente, a
necessidade de se conhecer a quantidade de solvente mais óleo retida na parte sólida à
medida que a miscela vai sendo drenada durante o tempo entre a carga e a descarga do
leito. A relação entre a quantidade retida e o tempo pode ser visto na figura 3.1.
61

A figura 3.1 mostra que inicialmente a miscela drena rapidamente e à medida que
o tempo passa a drenagem reduz sensivelmente, podendo a quantidade retida atingir um
valor constante. O óleo e o solvente retidos podem estar dentro das células ou ligadas à
superficie das lâminas. O tempo para a quantidade retida alcançar um valor constante pode
ser considerado um tempo de residência para urna extração num dado estágio. Isto porque
ele é o tempo gasto pela miscela para perco lar do topo até o fundo do leito, onde ocorre a
drenagem. A obtenção da quantidade de hexano e óleo (miscela) retida nas lâminas
extraídas é de fundamental importância para o cálculo das concentrações de saída do
extrator conhecendo-se o número de estágios do extrator.
tempo d• dr•naq•m
Figura 3. I Curva do fluido retido na torta em relação ao tempo de drenagem
(fonte: Abraham, I 988)
O segundo destaque neste trabalho, diz respeito à informação sobre a constante de
equilíbrio do óleo retido na torta e o óleo na miscela. Segundo esse autor, o valor da
constante é praticamente igual à unidade.
Outros autores, tais como Treybal (1981) e Geankoplis (1993) apresentam
resultados de equilíbrio para a extração do óleo de soja com hexano semelhantes aos
resultados obtidos no trabalho de Abraharn.
Como já foi citado, o balanço de massa acoplado às relações de equilíbrio no
extrator geram modelos que permitem a determinação dos valores das quantidades de
correntes que saem do extrator.
62

Polon (1997) desenvolveu um trabalho de análise de um extrator industrial do tipo
Rotocel utilizando-se nas simulações o modelo matemático desenvolvido por Spaninks e
Bruin ( 1979). O argwnento desses autores para a escolha de tal modelo foi, principalmente,
a sua relativa independência de dados experimentais em relação aos outros tipos de
modelos, além disso o modelo leva em consideração, na sua formulação, as características
físicas do equipamento e dos materiais envolvidos. Naquele trabalho, os valores obtidos das
correntes de saída do extrator, a partir de simulações foram conforme a tabela 3.1 e estão
comparados com os resultados operacionais coletados na COAMO.
Tabela 3.1 Comparação dos Dados da COAMO e os Resultados obtidos por Polon (1997)
seção COAMO simulação
de Concentração do óleo em massa(%) concentração do óleo em massa(%)
extração fase líquida fase sólida fase líquida fase sólida
entrada 0,00 - 0,00 -1 0,91 1,00 1,27 1,97
2 1,55 - 5,11 5,79
3 3,5 - 10,72 11,22
4 20,66 - 15,57 15,95
5 24,13 - 18,11 18,39
entrada - 19,00 - 19,00
Os dados da tabela 3.1 mostram urna diferença significativa nas concentrações do
óleo nas correntes de saída do extrator, entre os dados industriais e os dados simulados.
Segundo os autores, esta diferença resulta do fato do modelo utilizado na simulação não
considerar a retenção do solvente na torta que sai do extrator.
O modelo matemático que se pretende apresentar, a seguir, é baseado no modelo
desenvolvido por Spaninks e Bruin (1979a e b) e utilizado por Polon (1997) diferenciando
se deste pela introdução da equação que avalia a taxa de retenção de hexano na torta
63

3.2 Modelo Matemático do Extrator
O objetivo desta seção é apresentar um modelo matemático para o Rotocel. Como
já mencionado, este ex:trator é do tipo rotatório, o qual se "aberto" poderá ser representado
por uma esteira horizontal plana, assim usou-se geometria retangular como proposto por
Spaninks e Bruin (1979 a e b).
O modelo que se propõe nesta seção considera a maioria das hipóteses e todas as
equações estabelecidas nos trabalhos de Spaninks e Bruin ( 1979 a e b) e utilizadas na
modelagem para extração de óleo de soja no trabalho de Polon (1997). Porém, o
modelagem que será proposta diferencia-se daquela pela introdução de mais uma equação
ao modelo do extrator. A equação que será introduzida pennitirá o cálculo da quantidade de
hexano retida na torta possibilitando, assim, a obtenção de valores mais reais para as
correntes de saída do ex:trator.
A seguir será exposto esse modelo que se baseou nas seguintes hipóteses:
• escoamento é em corrente cruzada e em regime permanente;
• a transferência de massa do soluto para o solvente ocorrerá somente na direção
vertical do escoamento do solvente no leito e na direção do movimento do
extrato r;
• calor de solução é desprezível, portanto, a temperatura do extrator permanece
constante durante a extração;
• solvente denominado de hexano é composto apenas pelo hidrocarboneto n
hexano;
• equilíbrio entre o óleo nos flocos e o óleo da miscela é atingido;
• a drenagem é perfeita; e
• extrator é completamente vedado, assim não existem perdas de solvente para a
atmosfera.
A figura 3.2 representa o escoamento em corrente cruzada em regime permanente
numa seção do extrator que se procura analisar. Nela, o material sólido (flocos de soja) é
colocado formando-se um leito que se movimenta na direção y. Ao se movimentar nesta
direção, o material sólido vai recebendo quantidades de líquido (miscela) a fim de
64

promover a extração desejada do soluto (óleo); o líquido movimenta junto com o leito na
direção y e através dele na direção x até sair no fundo do leito com um teor maior de soluto.
Neste processo de extração, a concentração do soluto na fase líquida varia tanto na direção
x como na direção y. Ao mesmo tempo, a concentração do soluto na fase sólida varia
somente na direção y, pois o material sólido, desde a sua entrada no leito até o seu
descarregamento, se movimenta apenas nesta direção.
(/)E -=B "
y=H* / //
+Liz Y-~ x,Ç / / Lt
y +Lly yx
/ X+ Llx v Uy
X L
Figura 3.2 Esquema do contato entre as fases líquida e sólida em corrente cruzada
Na figura 3.2, (/)E é vazão volumétrica de líquido na entrada, x é a distância da
entrada do líquido, Ç é distância adimensional da corrente líquida a partir da entrada, y é a
distância da corrente sólido a partir da entrada, B tempo de residência adimensional do
sólido, L é a dimensão do extrator na direção do fluxo de líquido, H' é o comprimento da
esteira, B é a largura do extrator, Ub é a velocidade da esteira.
Definidas algumas grandezas envolvidas no problema, o balanço de massa do
soluto na fase líquida e na fase sólida, em regime permanente é da seguinte forma:
Balanço de massa do óleo na fase líquida.
O balanço de massa do óleo na fase líquida, no volume de controle formado pelo
produto LlxLiyLiz, é realizado da seguinte forma:
(taxa de variação de massa do óleo na direção y )+ +(taxa de variação de massa do óleo na direçãox )= (3.1)
= (taxa de transferência de massa do óleo da fase sólida para a fase líquida)
Assim, pode-se escrever:
65

uxLiyLizC'J x- Ux LI yLI zC'I x+Lix + u yLIZ LlxJ y- UyLizLI xC'I y+Liy =
K0 caLizLixL1y(c*' -C') (3.2)
sendo Koc, o coeficiente de transferência de massa, a a área interfacial, C · a concentração
do óleo na fase líquida em massa por volume e c*' a concentração de equilíbrio do óleo na
fase líquida em massa por volume.
Dividindo-se todos os termos da equação (3.2) por LlxLiyLiz, tem-se a seguinte
equação:
(3.3)
fazendo-se Llx e Lly tender para zero na equação (3.3), tem-se:
a equação (3.4) resulta em:
(3.5)
para o volume total formado pelo produto BH' L e fração de vazios do leito h', o balanço de
massa será:
* àC' • * àC' * { •• ) BH Lux +BH Lh uy-=K0caBH L\C -C' ô.x ày
(3.6)
sendo S a área da seção transversal do leito perpendicular ao fluxo de sólidos obtida através
seguinte produto:
S=BL (3.7)
Considerando <PE a vazão volumétrica da corrente líquida (miscela) sobre o
extrator e Uy igual a velocidade da esteira, Ub, tem-se:
• <PE = BH Ux (3.8)
substituindo-se as equações (3.7), (3.8) no primeiro membro da equação (3.6), tem-se:
66

(3.9)
dividindo-se todos os termos da equação (3.9) por H'L, tem-se a seguinte equação:
(3.10)
Balanço de massa do óleo na fase sólida
O balanço de massa do óleo na fase sólida, no volume de controle formado pelo
produto LlxLlyLlz, é realizado da seguinte forma:
(taxa de variação de massa do óleo na direção y) = -(taxa de transferência de massa do óleo da fase sólida para a fase líquida)
(3.11)
A equação literal (3 .11) pode ser expressa da seguinte forma:
(3.12)
sendo ai a concentração em massa por volume do óleo na fase sólida.
dividindo-se todos os termos da equação (3.12) por L1xLlyLlz, tem-se:
(3.13)
fazendo-se Lly tender para zero na equação (3 .13), tem-se:
[ lim(cl Uy Lly->0 LJy y
(3.14)
A equação (3.14) resulta em:
(3.15)
para o volume total formado pelo produto BH'L e fração de (1-h \ o balanço de massa será:
(3.16)
Substituindo-se a equação (3.7) no primeiro membro da equação (3.16), tem-se:
67

(3.17)
dividindo-se todos os termos da equação (3.17) por H* L, tem-se:
(3.18)
Em resumo, o balanço de massa do óleo no extrator pode ser representado pelo
sistema formado pelas equações (3.10) e (3.18), mostrado a seguir:
As condições de contorno adotadas para o sistema formado pelas equações (3.10)
e (3 .18) são as seguintes:
paray=O; ro'=m'0 (x); C'=C'0 (x) (3.19)
parax =O; C'= C';n ( y) (3.20)
sendo C';n é a concentração da fase líquida na entrada, C'o(x) é o valor inicial da
concentração da fase líquida, ofo(x) é valor inicial da concentração na fase sólida.
Como pode ser observado no conjunto de equações (3.1 0), (3.18), (3.19) e (3.20),
estas apresentam na sua estrutura diversos parâmetros geométricos e de transporte. A fim
de facilitar a obtenção do máximo de informações através da utilização do número mínimo
de dados bem como a despreocupação com a natureza das unidades utilizadas, resolve-se
agrupar estes parâmetros com o objetivo de reduzí-los a números adirnensionais. Com esse
agrupamento, os seguintes parâmetros adirnensionais foram assim obtidos:
• Concentração adirnensional na fase líquida (C)
C'-C'o C=--
mm' -C' o o
sendo ma constante de equilíbrio do óleo.
68
(3.21)

• Concentração adimensional do óleo na fase sólida de equilíbrio num ponto
qualquer ( w)
mw'-C' ú)= o
mw'o -C'0
(3.22)
• Número de unidades de transferência (N~:,c)
(3.23)
sendo V, o volume da seção empacotada do extrator.
• Coeficiente de distribuição (D)
• D= mh
• (1-h ) (3.24)
• Distância adimensional a partir da entrada do líquido (,;)
(3.25)
• Tempo de residência adimensional a partir da entrada do sólido
(3.26)
A partir destes parâmetros adimensionais, as equações (3.10) e (3.18) são
rearranjadas da seguinte forma:
(3.27)
(3.28)
com as seguintes condições de contorno e iniciais:
B = O; w = úb(9; C= Co@ (3.29)
!; =O; C= Ctn(B) (3.30)
69

O fator N1,c pode ser estimado da seguinte forma: calcula-se o valor de Nt,c, pela
equação (323). Nesta equação tem o coeficiente de transferência de massa Koc que se
relaciona com os coeficientes k:rJ e kc através da seguinte relação, os quais segundo Dwivedi
e Upadhyay ( 1977), podem ser calculados assim:
(3,31)
Na equação (3.31 ), k<I é coeficiente de transferência de massa na fase sólida cujo valor
médio sugerido por Spaninks e Bruin (1979 a e b) para o tipo de leito em questão é de 7,0 x
10'7 rn/s e kc é o coeficiente de transferência de massa na fase líquida e pode ser calculado
pela seguinte equação:
JD kc=us 213
Nsc (3,32)
sendo u, a velocidade superficial do fluido, J0 o fator de transferência de massa e Nsc o
número de SchmidL
O valor do número de Schmidt pode ser calculado por:
(3.33)
sendo p a densidade e Dfé a difusividade molecular.
O valor de Jo pode ser calculado pela seguinte expressão, conforme Dwivedi e
Upadhyay (1977):
J - 0,765 h.-1 0,365 h.-1
D- N RE0,82 + N RE0,386 (3.34)
sendo h* a fração de vazios e NRE o número de Reynolds que pode ser calculado pela
seguinte equação:
(3,35)
sendo Dp o diâmetro equivalente da partícula, Gs o fluxo de massa superficial e J1 a
viscosidade.
O valor de Gs pode ser calculado da seguinte forma:
70

Gs = UsP (3.36)
A estas equações acopla-se a equação que calcula a quantidade de hexano retida na
torta O ajuste aos dados experimentais publicados por Ritter ( 1981) e mostrados na figura
3.3 gerou a seguinte equação:
R=I,7I8879-o,22I2972 t + o,o2o744I t-o,ooio1956 r+ o,oooo245 t-o,oooooo2 r (3.37)
sendo R a taxa de retenção de hexano na torta e to tempo de drenagem, em minutos.
- 2,---------------------------~--------------, 0 o :;, ~ 1.8
"' ""' ~ 1.6 ·s g Q) 1.4
"C
0 e 5 1.2 o "C
~ Q
"C
,g 0.8 "" c " ~ 0.6
*dados experimentais
-polinômio ajustado
0.4L_ _____ _c ______ ~------~----···~-~----~------~ o 5 10 15 20 25 30
Tempo de drenagem (minutos)
Figura 3.3 Curva de retenção de líquido na torta
Assim como o gráfico ilustrativo da figura 3.1, o gráfico da figura 3.3 mostra a
curva da retenção de fluido (litros de líquidolkg de sólidos) em função do tempo de
drenagem. Esta curva também mostra que inicialmente a miscela drena rapidamente e à
medida que o tempo passa a drenagem reduz consideravelmente, podendo a quantidade
retida atingir um valor constante; o óleo e o solvente retidos podem estar dentro das células
ou na superficie dos flocos. O tempo para a quantidade retida alcançar um valor constante
pode ser considerado um tempo de residência para urna extração num leito formado. Isto
porque ele é o tempo gasto pela miscela para percolar do topo até o fundo do leito, onde
ocorre a drenagem. A obtenção da quantidade de hexano e óleo (miscela) retidas nos flocos
extraídos é de fundamental importância para o cálculo das concentrações de saída,
conhecendo-se o número de leitos que se formam no extrator.
71

A resolução das equações diferenciais pelo método numérico dos volumes finitos
em que se obtém valores parciais para as concentrações de saída do extrator; e a segunda
etapa será o cálculo da taxa de retenção para, em seguida, utilizá-lo na correção dos valores
obtidos pelo uso do método numérico.
Para resolver numericamente as equações diferenciais presentes no modelo
proposto pode-se utilizar diversos métodos numéricos existentes na literatura, tais como:
método das diferenças finitas, método de elementos finitos, método dos volumes finitos e
método das características, entre outros. Neste trabalho, optou-se pelo uso do método dos
volumes finitos, uma vez que este método, ao gerar equações aproximadas, realiza um
balanço da propriedade em volumes elementares, conforme mostra o ANEX02. Se o que
se busca com o método numérico é a solução da equação diferencial que representa a
conservação da propriedade no ponto (infinitesimal), parece lógico que as equações
aproximadas (que formam o sistema linear) representem a conservação em volumes
elementares (discreto). A depuração de um programa computacional também fica mais fácil
quando o analista tem etapas a serem conferidas. Como no método dos volumes finitos os
balanços de conservação devem ser satisfeitos em volumes elementares, para qualquer
tamanho de malha, todos os princípios de conservação podem ser checados em uma malha
bastante grosseira. Ou seja, quase tudo pode ser feito manuseando-se poucos resultados em
execuções rápidas no computador. Em outros métodos, pode-se apenas conferir a solução
com uma malha refinada, segundo Maliska (1995).
A partir da definição modelagem matemática do extrator e da forma de resolução
do sistema de equações envolvidas, passa-se ao processo de simulação do extrator.

3.3 Simulação da Operação de Extração
3.3.1 Introdução
O objetivo principal desta seção é apresentar um procedimento para analisar
adequadamente o desempenho da operação de extração do óleo de soja com hexano. Para
tanto, será aplicado o modelo desenvolvido, em condições objetivas, a fim de determinar
os valores referentes às correntes de saída da (miscela e torta) no que se refere às suas
vazões e concentrações. A aplicação do modelo depende das seguintes etapas:
• a fixação dos dados de entrada do processo;
• desenvolvimento do algoritmo para o cálculo das quantidades na saída do
extrator; e
• a comparação dos dados calculados com os dados reais de uma indústria da
região.
As variáveis que são fixadas na análise do extrator são: o número de leitos dentro
do extrator, n, a temperatura de operação, a vazão de entrada de flocos, a vazão do solvente,
as dimensões dos flocos, o tempo entre a carga e a descarga de sólidos, as dimensões do
extrato r, a fração de vazios no leito.
O algoritmo tem a finalidade de obter as concentrações das correntes de saída do
extrator a partir de um conjunto de dados de entrada. O diagrama de blocos representativo
do algoritmo é conforme a figura 3.4
Os dados reais para a aplicação e comparação do modelo foram coletados na
indústria da cooperativa COAMO.
3.3.2 Desenvolvimento do Algoritmo
O algoritmo tem a finalidade de obter as concentrações das correntes de saída do
extrator a partir de um conjunto de dados de entrada. O diagrama de blocos representativo
do algoritmo está conforme a figura 3.4.
73

Início
w I entrada de dados I
w I cálculo de Koc I
w I cálculo de Nt,c, D I
w l desenvolvimento do sistema de equações I
w I resolução do sistema de equações pela biblioteca IMSL I
-.v conversão dos resultados adimensionais em dimensionais
I cálculo da retenção de líquido na torta I w
I cálculo das concentrações de saída do extrator I w
\.___s_a_ída_d_e_rre_su_lta_d_os _ __.\
i ( fim
Figura 3 .4 Algoritmo geral para simulação do extrato r
O esquema da figura 3.4 mostra as etapas gerais para o cálculo dos valores
relativos às correntes que saem do extrator e possibilitar a análise da operação de extração.
O algoritmo se inicia com a leitura dos dados de entrada, os quais se referem
basicamente àqueles valores considerados fixos na condição de funcionamento do extrator.
Esses dados são:
• dados fisicos referentes ao equipamento, os quais compreendem: a área da
seção transversal ao compartimento que forma o leito de extração e o volume
desse compartimento;
• dados fisicos dos materiais envolvidos, os quais compreendem: a massa
específica e a viscosidade do hexano; a espessura e o diâmetro equivalente dos
flocos da semente de soja;
74

• dados fisicos da extração, os quais compreendem: a difusividade molecular, a
inclinação da curva de equilíbrio e a fração de vazios do leito.
• dados operacionais, os quais compreendem: o número de estágios de extração,
a vazão de hexano, o tempo de extração, a concentração inicial de óleo na fàse
sólida, a concentração inicial de óleo na fase líquida.
Além desses dados fisicos e operacionais é necessário fornecer como entrada ao
programa o número de discretizações em cada estágio.
A realização dos cálculos foi através do programa computacional. A partir dos
dados de entrada, esse programa estima o valor do coeficiente de transferência de massa,
Koc através das equações (3 .31) a (3 .36); na seqüência, calcula-se o número de unidades de
transferência, N~c, e o coeficiente de distribuição, D, através das equações (3.23) e (3.24).
Em seguida, utilizando-se desses coeficientes calculados, dos números de discretizações em
relação ao tempo e ao espaço e as condições de contorno, o programa gera um sistema de
equações lineares em forma de matriz do tipo A'X = s', onde A' é a matriz dos
coeficientes do sistema linear, X é o vetor do sistema e s· o vetor que contém o lado direito
do sistema linear, para a extração em contracorrente. A resolução do sistema é feita através
de rotina específica para a solução de problemas lineares presente na biblioteca IMSL da
Microsoft®. Os resultados obtidos para as concentrações de saída do extrator, nas fases
sólida e líquida, são valores adimensionais.
A partir desses valores, das condições de contorno dimensionais e utilizando-se as
equações (3.21) e (3.22), determina-se as concentrações em valores dimensionais expressos
em fração mássica. Estes valores são, em seguida, ajustados utilizando-se a taxa de retenção
calculada pela equação (3.37). Finalmente, o programa fornece os resultados das
concentrações de saída em termos de percentagem mássica.
75

3.3.3 Dados Operacionais e Físicos da Extração
Esta seção mostra os dados fisicos e operacionais da extração coletados na
indústria da COAMO para o processo de simulação do extrator.
O extrator da COAMO é do tipo Rotocel®, com esquema semelhante ao já
mostrado na figura 2.7. Este opera continuamente em fluxo de contato cruzado e em
contracorrente. A sua estrutura é composta de 18 células que recebem os flocos de semente
e de 5 estágios de extração definidos pelo número de distribuidores de solvente/miscela;
além desses distribuidores, o extrator possui 5 coletores de líquido e, acopladas a estes, as
bombas de recirculação de solvente (miscela) que retornam a miscela aos distribuidores.
Com isso é possível processar 40 toneladas de soja por hora utilizando 1 ,2 litros de hexano
para cada kg de soja. Esse extrator opera hermeticamente fechado para evitar perdas de
hexano e riscos de explosões, dessa forma é possível saber apenas as concentrações da fase
sólida no início e no final do seu ciclo operacional; já na fase líquida é possível conhecer as
concentrações da miscela por amostras retiradas das 5 bombas de recirculação, bem como a
do solvente puro na entrada do extrator.
O extrator opera em escoamento contracorrente, sendo que o solvente puro e a soja
em flocos com 19% em massa de óleo são alimentados nas extremidades opostas do
equipamento. A corrente líquida rica em solvente (miscela) é distribuída de uma seção para
outra através de bombas de recirculação e as lâminas de soja, por sua vez, são transportadas
por urna esteira giratória. Com essa maneira de operar do extrator, tem-se o solvente puro
extraindo o óleo das lâminas com menor teor de óleo e as lâminas com maior teor de óleo
recebendo a miscela com maior teor de óleo. Além das considerações feitas acima sobre a
operação do extrator, tem-se que levar em consideração na sua análise, o seu tempo
operacional.
No extrator da COAMO, a miscela sai com uma concentração mássica de óleo no
valor de 24, 13% e a torta sai com um teor residual de óleo no valor de 1% em massa. Para
atingir estas concentrações de saída, o equipamento gastou um tempo de 45 minutos para
realizar um ciclo, que corresponde ao tempo decorrído entre a carga e a descarga dos flocos
de soja. Devido à dificuldade prática de medir o tempo de drenagem em cada um dos 5
estágios de extração, considerou que esse tempo seja igual em cada estágio. Assim, a
obtenção do tempo de drenagem foi da seguinte maneira: dividiu-se o tempo total de ciclo
76
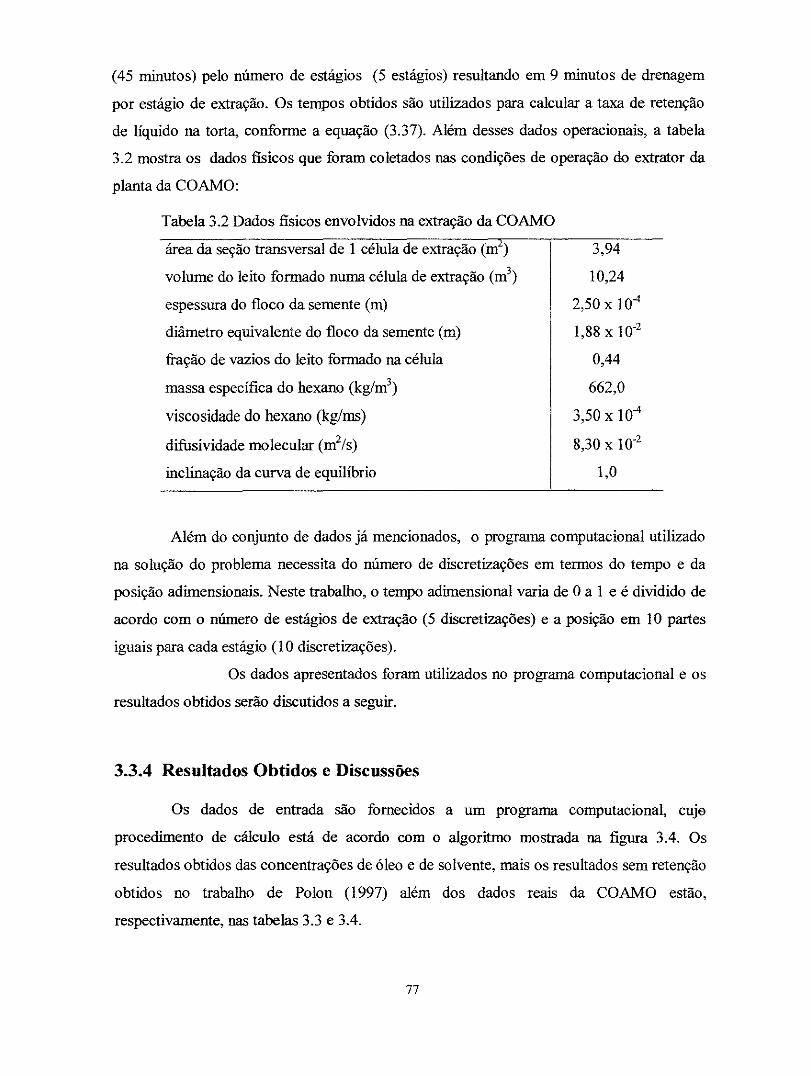
(45 minutos) pelo número de estágios (5 estágios) resultando em 9 minutos de drenagem
por estágio de extração. Os tempos obtidos são utilizados para calcular a taxa de retenção
de líquido na torta, conforme a equação (3.37). Além desses dados operacionais, a tabela
3.2 mostra os dados físicos que foram coletados nas condições de operação do extrator da
planta da COAMO:
Tabela 3.2 Dados físicos envolvidos na extração da COAMO
área da seção transversal de 1 célula de extração ( m )
volume do leito formado numa célula de extração (m3)
espessura do floco da semente (m)
diâmetro equivalente do floco da semente (m)
fração de vazios do leito formado na célula
massa específica do hexano (kg/m3)
viscosidade do hexano (kg/ms)
difusividade molecular (m2/s)
inclinação da curva de equilíbrio
3,94
10,24
2,50 X 104
1,88 x w·2
0,44
662,0
3,50 X 104
8,3o x w·2
1,0
Além do conjunto de dados já mencionados, o programa computacional utilizado
na solução do problema necessita do número de discretizações em termos do tempo e da
posição adimensionais. Neste trabalho, o tempo adimensional varia de O a I e é dividido de
acordo com o número de estágios de extração ( 5 discretizações) e a posição em I O partes
iguais para cada estágio (I O discretizações).
Os dados apresentados foram utilizados no programa computacional e os
resultados obtidos serão discutidos a seguir.
3.3.4 Resultados Obtidos e Discussões
Os dados de entrada são fornecidos a um programa computacional, cuje
procedimento de cálculo está de acordo com o algoritmo mostrada na figura 3.4. Os
resultados obtidos das concentrações de óleo e de solvente, mais os resultados sem retenção
obtidos no trabalho de Polon (1997) além dos dados reais da COAMO estão,
respectivamente, nas tabelas 3.3 e 3.4.
77

Observando a tabela 3.3, verifica-se que as diferenças de concentração na fase
líquida e sólida entre o real (COAMO) e os resultados da simulação sem retenção, devem
-se ao fato de que o modelo não considerava a retenção de solvente na torta e também não
levava em conta o fato do óleo, na superficie das lâminas, ser extraído com mais facilidade
do que aquele que se encontra nas regiões mais internas dos flocos.
Comparando os resultados obtidos da extração através do modelo com retenção
em relação aos dados obtidos do modelo sem retenção e os dados reais, observa-se que as
concentrações fmais de óleo nas fases líquida e sólida são mais condizentes com os dados
coletados na indústria. Na fase líquida, a concentração de óleo em massa obtida com este
trabalho é de 28,61% e na COAMO é de 24,13%, portanto um erro de 18,6%; enquanto que
comparando-se o mesmo resultado obtido com a simulação sem a retenção e o valor da
COAMO, observa-se um erro de 25%. Pode-se notar também que o teor de óleo residual na
torta reduzíu passando de 1,97% na simulação sem a retenção para 1,40% na simulação
considerando a retenção. Portanto, a retenção de solvente na torta não deve ser
desconsiderada. Verifica-se que, com a inclusão da variável retenção no modelo, este gera
valores de concentração de óleo na saída do extrator mais próximos do real.
Tabela 3.3 Comparação dos resultados de concentração de óleo (simulados e real)
COAMO simulação sem retenção simulação com retenção
estágio concentração de óleo concentração de óleo concentração de óleo
de (%massa) (%massa) (%massa)
extração fase sólida fase líquida fase sólida fase líquida fase sólida fuse líquida
entrada 19,00 19,00 19,00
1 24,13 18,39 18,11 13,53 28,61
2 20,66 15,95 15,57 11,46 25,98
3 3,50 11,22 10,72 7,71 20,07
4 1,55 5,79 5,11 3,79 11,13
5 1,00 0,91 1,97 1,27 1,40 2,17
entrada 0,00 0,00 0,00
78

Na tabela 3.4, verifica-se que em relação à concentração de hexano na torta, os
resultados obtidos pela nova proposta foi de 28,75% em massa e o da COAMO foi de
25,40%. Estes se valores situam na faixa entre 25 e 30% em massa previsto pela literatura,
conforme Zanetti (1981).
Tabela 3.4 Comparação dos resultados de concentração de solvente (simulados e real)
COAMO simulação sem retenção simulação com retenção
estágio de concentração de hexano concentração de hexano concentração de hexano
extração (massa)% (%massa) (%massa)
fase sólida fase líquida fase sólida fase líquida fase sólida fase líquida
entrada 0,00 - 0,00 - 0,00 -
1 - 75,87 0,00 81,89 26,42 71,39
2 - 79,34 0,00 84,43 28,14 74,02
3 - 96,50 0,00 85,28 31,26 79,93
4 - 98,45 0,00 94,89 34,52 88,87
5 25,40 99,09 0,00 98,73 28,75 97,83
entrada - 0,00 - 0,00 - 0,00
Além da análise dos resultados apresentados nas tabelas 3.3 e 3.4, a figura 3.5
mostra que as curvas do perfil de concentração na fase líquida obtida de dados reais e da
simulação da nova proposta seguem urna tendência semelhante. Este futo observado
demonstra que o modelo aplicado com a inclusão da retenção é mais coerente para simular
as condições da operação de extração de óleo de soja. O comportamento destas curvas pode
ser explicado, urna vez que na extração real, entre as seções I e 2, tem-se urna miscela
muito concentrada em óleo extraindo uma soja em flocos com urna alta porcentagem de
óleo, ocorrendo, neste caso, urna extração do óleo através do hexano bastante suave. Entre
os estágios de extração 2 e 3 tem-se urna miscela pouco concentrada ainda em contato com
urna soja laminada com alto conteúdo de óleo, isto é, um óleo que se encontra mais na
superfície das lâminas e de fácil acesso para a miscela, que, por estar pouco concentrada,
tem um grande potencial de extração, ocorrendo-se uma extração muito favorável.
Observa-se também uma extração suave entre os 3 últimos estágios, isto se dá porque tem
se urna miscela pouco concentrada em contato com a soja em flocos com pouco conteúdo
79
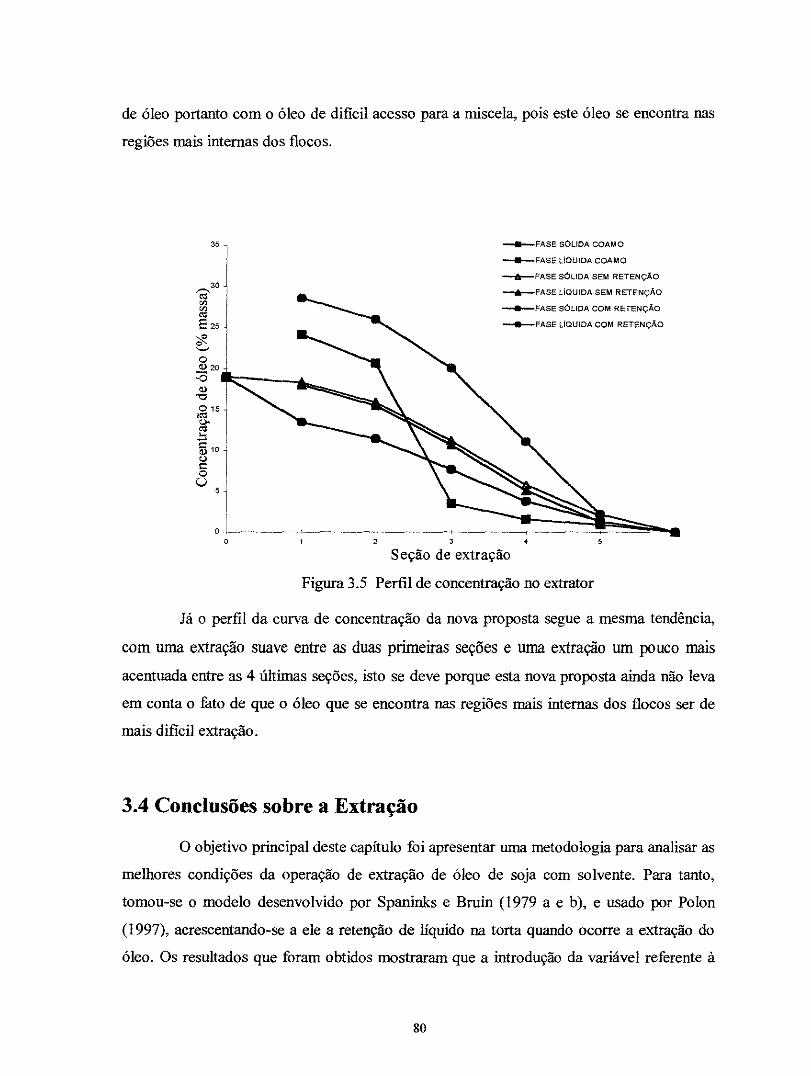
de óleo portanto com o óleo de dificil acesso para a miscela, pois este óleo se encontra nas
regiões mais internas dos flocos.
35 --11-FASE SÓLIDA COAMO
--li-FASE LlOU!DA COAMO
-A-FASE SÓLIDA SEM RETENÇÃO 30 ..,. ---.-FASE LIQUIDA SEM RETENÇÃO
"' [q --tt-FASE SÓLIDA COM RETENÇÃO
E 25 ----FASE LIOUJDA COM RETENÇÃO
'/?-~
o ..2 20 ·O O)
""' 015
""' (.)o
g ai 10 u c o u
5
o o ' ' 5
Seção de extração
Figura 3.5 Perfil de concentração no extrator
Já o perfil da curva de concentração da nova proposta segue a mesma tendência,
com urna extração suave entre as duas primeiras seções e uma extração um pouco mais
acentuada entre as 4 últimas seções, isto se deve porque esta nova proposta ainda não leva
em conta o fato de que o óleo que se encontra nas regiões mais internas dos flocos ser de
mais dificil extração.
3.4 Conclusões sobre a Extração
O objetivo principal deste capítulo foi apresentar uma metodologia para analisar as
melhores condições da operação de extração de óleo de soja com solvente. Para tanto,
tomou-se o modelo desenvolvido por Spaninks e Bruin (1979 a e b), e usado por Polon
(1997), acrescentando-se a ele a retenção de líquido na torta quando ocorre a extração do
óleo. Os resultados que foram obtidos mostraram que a introdução da variável referente à
80

retenção gerou um perfil de concentração diferente em relação ao obtido na proposta
apresentada por Polon (1997).
Quando comparado com dados reais, verifica-se que os resultados obtidos neste
trabalho aproxima-se mais dos resultados esperados na indústria
Finalmente, os resultados obtidos com o modelo apresentado neste capítulo
mostram que o modelo é coerente e pode ser aplicada na análise da extração do óleo de soja
com o solvente hexano.
81

4 DESTILAÇÃO DA MISCELA
4.1 Introdução
A destilação da miscela tem como objetivo separar o óleo bruto do solvente
hexano. Como foi visto anteriormente, utiliza-se como operações unitárias básicas nesta
separação: a evaporação e o stripping. O fluxograma apresentado na figura 4.1 mostra o
arranjo dessas operações.
hexano virgem
flocos de soja
extrator
hexano
for elo! ,...... DT !f-vapor-
condensador I ~
6'n ·~
t ..._
o o orta o
~ ~ ~ X X X r'! condensador f---t ~ ~ ~
.a .a .a ~
··~ ~
·-~-<·· .... ..... ..... -- . .... ... .. . .. o
Destilação à. Mist:ela g. vapores de >
hexanolágua
mlscela -- -· con:entrada. : agua
prirri>im segunlo ~r miscela evapoll!Wr ~tripper
- . .. fo--vipor vapor: . ··- - - ~to• . - r---:.. · cela r T i óleo bruto ..... ....... --- ......... .................. -·- --- . ......... " .. " .
I condensador condensador I
Figura 4.1 Obtenção industrial de óleo bruto de soja destacando a destilação da miscela
A figura 4.1 mostra em destaque a destilação da miscela dentro do conjunto de
operações que compõem o processo de obtenção do óleo bruto e farelo de soja. Como já
mencionado, a destilação da miscela tem a função de recuperar o hexano presente na
83

corrente liquida (miscela) e obter o óleo bruto. Os equipamentos utilizados nesta operação
serão descritos, a seguir.
4.1.1 O Evaporador
A evaporação na indústria de obtenção de óleo de soja é normalmente usada para
evaporar o hexano puro e concentrar a miscela. Os equipamentos normalmente utilizados
são evaporadores verticais, instalados em série, que utilizam vapores saturados como fontes
de calor para o aquecimento da miscela até seu ponto de ebulição. Numa indústria típica,
parte deste aquecimento é feita aproveitando os vapores saturados que saem da operação de
dessolventização/tostagem e a outra parte é feita utilizando-se o vapor d'água saturado
proveniente do sistema de utilidades. O evaporador utilizado na indústria para a evaporação
da miscela é semelhante ao mostrado na figura 4.2.
Vapor de aqucci1ncnto
espaÇO de arraste e
de
chicana de impacto
Figura 4.2 Evaporador típico da miscela
84

Esse evaporador basicamente exerce a função de um trocador de calor, no qual o
vapor de aquecimento flui na parte externa dos tubos, no sentido de cima para baixo, e a
miscela escoa na parte interna dos tubos, no sentido de baixo para cima. A operação é de
forma continua e à medida que a miscela vai subindo nos tubos esta se aquece até seu ponto
de ebulição vaporizando grandes quantidades de hexano. Porém, alguns aspectos
operacionais inerentes ao processo podem influenciar no rendimento do processo de
evaporação e devem ser mencionados quando se pretende fazer urna análise rigorosa de um
sistema de evaporação. Estes aspectos são os seguintes:
• A concentração da miscela: a miscela normalmente chega no evaporador
diluída e, portanto, sua viscosidade é baixa conforme tabela 2. 7; desta forma,
os coeficientes de transferência de calor são elevados. Mas à medida que
ocorre o fluxo da mistura nos tubos do evaporador, o solvente vai se
evaporando e a solução vai se concentrando tornando-se mais viscosa; esse
aumento de viscosidade da solução pode reduzir drasticamente o coeficiente de
transferência de calor. Neste caso, turbulência deve ser provocada para manter
o coeficiente de transferência de calor em níveis elevados.
• Sensibilidade do óleo a altas temperaturas: como já foi dito, óleo de SOJa
degrada a temperatura elevadas ou com aquecimento prolongado prejudicando,
assim, a qualidade do produto para o consumo humano. Para evitar esse
problema, os evaporadores na indústria de óleo de soja operam normalmente
sob uma pressão abaixo da pressão atmosférica.
• A formação de espumas: O óleo de soja possui alguns ácidos graxos na sua
composição que podem formar espuma durante a evaporação. As bolhas
formadas na espmna podem acompanhar o vapor e provocar perdas de óleo.
• Pressão e temperatura de operação: O ponto de ebulição da miscela depende da
pressão do sistema, como já foi mencionado. Quanto mais elevada a pressão de
operação do evaporador mais elevada a temperatura de ebulição. Além disso,
quando a concentração da solução aumenta pela evaporação a temperatura de
ebulição também aumenta. Este fenômeno denomina-se elevação do ponto de
ebulição e será melhor detalhado na seção posteriormente, na seção 4.1.1.
85

• Incrustações: são depósitos de materiais sobre a superfície de troca térmica. O
resultado é que o coeficiente global de transferência de calor diminui e o
evaporador deverá ser limpo eventualmente.
• Pressão Hidrostática: a coluna de mistura líquida provoca um efeito no
evaporador denominado de carga hidrostática. Este efeito pode gerar um
aumento na pressão na interface líquido-vapor. A pressão acrescentada ao
líquido fuz aumentar a temperatura de ebulição acima do valor necessário para
produzir vapores na temperatura de saturação correspondente à pressão da
interface líquido-vapor. Com isso, pode ocorrer uma redução no gradiente de
temperatura e, consequentemente, gerando ineficiências no processo de troca
de calor.
Segundo Kem (1980), no evaporador que opera com circulação natural não se
pode evitar uma certa perda de eficiência em virtude da carga hidrostática, mas esta perda
pode ser minimizada com um bom projeto operacional. Isto facilita o controle da operação
pela escolha correta do diãmetro e do comprimento do tubo.
Na análise da operação no evaporador deve-se levar em conta a taxa de
transferência de calor do fluido de aquecimento para a solução a ser concentrada. Essa taxa
de transferência pode ser calculada pela seguinte expressão:
Q=UA.dT (4.1)
sendo Q a taxa de calor transferida do fluido quente para a solução fria; U o coeficiente
global de transferência de calor; A a área de troca de troca térmica e AT a diferença de
temperatura entre o fluido e a solução.
O coeficiente global de transferência de calor, U, é um termo que normalmente se
compõe de várias parcelas. Num evaporador, segundo Geankoplis (1993), Ué composto de
uma parcela relativa ao coeficiente de condensação do lado do vapor; de uma parcela
relativa à parede cuja resistência é praticamente desprezível devido à alta condutividade do
metal; de uma parcela devida à resistência provocada pela incrustação do lado do líquido; e
à parcela relativa ao filme do líquido dentro dos tubos.
86

A determinação do coeficiente global é feita determinando-se cada uma das
parcelas através de modelos específicos e que, muitas vezes, geram resultados imprecisos.
Isto porque dependem das propriedades da solução, do meio aquecedor e da geometria e
tipo da superficie. As propriedades da solução, por sua vez, estão fixadas apenas pela
especificação dos respectivos componentes e pelas concentrações, pela pressão local e
pelos detalhes do movimento do fluido. Especificação semelhante é necessária para
determinar as condições do meio de aquecimento. As condições da superficie de troca
térmica incluem a limpeza, a regularidade superficial, e a espessura do metal.
Efetivada as condições para a transferência de calor, a solução entra em ebulição e
o solvente puro se vaporiza saindo pelo topo do evaporador. Conforme afirma Blackadder e
Nedderman (1982), uma vez que a solução está em ebulição, ela deve estar em contato com
o vapor de solvente puro e, assim, não há resistência à transferência de vapor pela interface.
Portanto, a transferência de calor no interior do sistema controla o processo de evaporação
completamente. Essa transferência de calor é efetuada através de uma superfície que separa
o meio aquecedor, em geral vapor condensado, e a solução em ebulição no evaporador. O
lado da solução normalmente é construído de maneira que haja uma boa mistura no interior
da solução, e assim a composição da solução no interior do evaporador é a mesma da
corrente de saída. Um grande espaço para o vapor juntamente com alguns dispositivos são
instalados no evaporado r para evitar o arraste da solução pelo vapor do solvente.
A quantidade de calor transferida para evaporar uma determinada quantidade de
solvente da solução depende da diferença de temperatura entre o meio aquecedor e a
temperatura de ebulição da solução. Esta temperatura, por sua vez, depende da quantidade
de moléculas do soluto na solução, a qual tem a sua pressão de vapor alterada afetando,
assim, o seu ponto de ebulição no equilíbrio. O efeito dessa alteração é a elevação do ponto
de ebulição da solução que pode afetar significativamente a operação do evaporador.
Assim, é pertinente na análise de um processo de evaporação correlacionar a temperatura
de ebulição e a concentração do soluto na solução.
No processo de evaporação, a solução é aquecida numa determinada pressão até
entrar em ebulição vaporizando-se o solvente no estado puro e, consequentemente,
concentrando a solução. Nesse processo estabelece-se o equilíbrio entre a fase líquida e a
87

fase de vapor. Uma vez que as fases estão em equilíbrio, as seguintes condições devem
ocorrer:
• a temperatura da fuse de vapor, T v, é igual a temperatura da fase líquida, TL;
• a pressão total na fuse de vapor, Pv, é igual a pressão total na fase líquida, Pr; e
• o potencial químico do solvente na fuse de vapor, J.lv, é exatamente igual ao
potencial químico do solvente na fase líquida, JiL·
Além das três hipóteses propostas acima, a fase de vapor é formada pelo solvente
puro e o valor da pressão do sistema é tal que o vapor de hexano que sai do evaporador
pode ser considerado um gás ideal. Baseando-se nessas hipóteses existe na literatura a
descrição matemática do equilíbrio que se estabelece entre o vapor do solvente formado e a
solução líquida.
Diversos autores, tais como Castellan (1983) e Sandler (1989) apresentam
modelos que descrevem esse equihbrio que cuhnina na relação entre a temperatura de
ebulição da solução, T, e a concentração do solvente Xh. Neste trabalho, será utilizado o
modelo apresentado por Sandler por considerá-lo mais abrangente. Esse modelo é
representado pela seguinte equação:
(4.2)
sendo Yh o coeficiente de atividade do solvente hexano presente na miscela, &v w o calor de
vaporização do solvente puro na temperatura de saturação, Tw, e na pressão, P do sistema,
Cph a capacidade calorífica do hexano e R a constante universal dos gases. O valor de T w
pode ser estimado através da equação de Antoine, conforme Himmelblau (1982). Esta
equação é seguinte:
T - 2697,55 224 52 w -15,8366-lnP '
(4.3)
sendo T w expressa em oc e P expressa em mmHg.
88
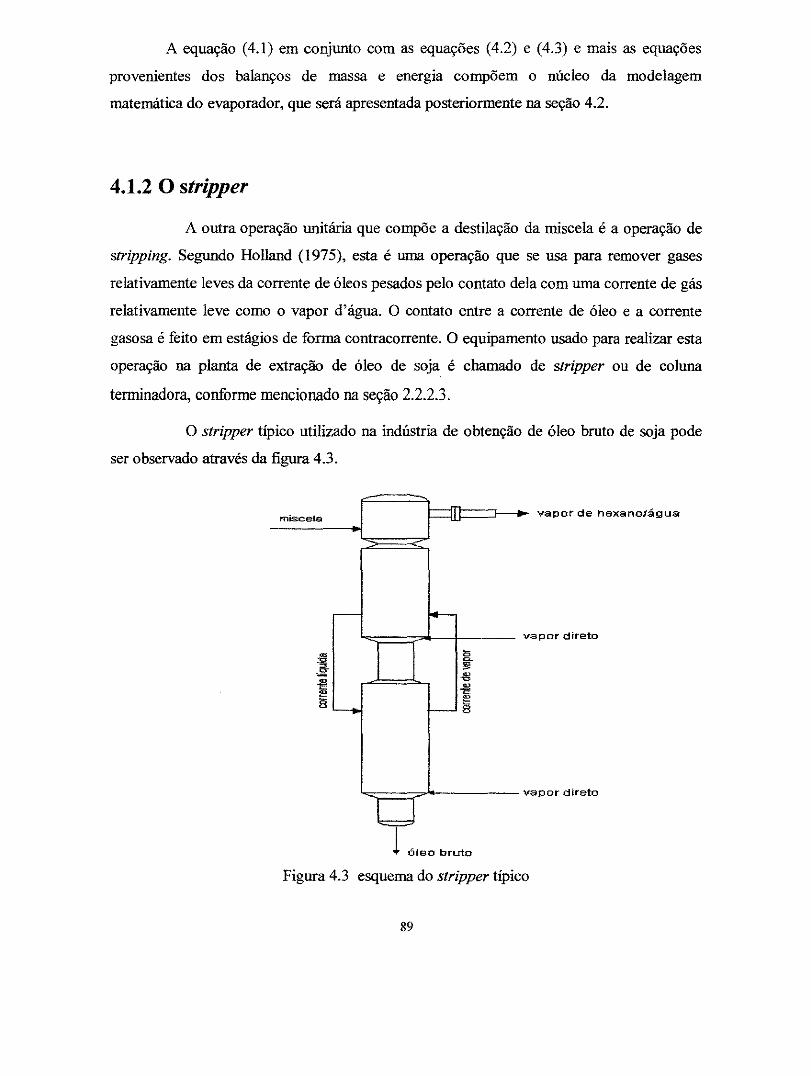
A equação (4.1) em conjunto com as equações (4.2) e (4.3) e mais as equações
provenientes dos balanços de massa e energia compõem o núcleo da modelagem
matemática do evaporador, que será apresentada posteriormente na seção 4.2.
4.1.2 O stripper
A outra operação unitária que compõe a destilação da rniscela é a operação de
stripping. Segundo Holland (1975), esta é uma operação que se usa para remover gases
relativamente leves da corrente de óleos pesados pelo contato dela com uma corrente de gás
relativamente leve como o vapor d'água. O contato entre a corrente de óleo e a corrente
gasosa é feito em estágios de forma contracorrente. O equipamento usado para realizar esta
operação na planta de extração de óleo de soja é chamado de stripper ou de coluna
terrninadora, conforme mencionado na seção 2.2.2.3.
O stripper típico utilizado na indústria de obtenção de óleo bruto de soja pode
ser observado através da figura 4.3.
miscela =111 vapor de hexanoJágua
r-- ~ v apor direto
I l5 ~
!!! = -1!l ~
!! ~ .,., ~
!'!'-to '= c-- 8
v apor direto
T.leo bruto Figura 4.3 esquema do stripper típico
89

O stripper utilizado na indústria de obtenção de óleo de soja é uma coluna alta,
que tem como objetivo propiciar a separação do óleo de soja do hexano. Para tanto, miscela
concentrada em óleo vinda do segundo evaporador entra no topo da coluna, numa
temperatura adequada, e faz o contato em contra corrente com o vapor d'água que entra
superaquecido em cada estágio da coluna.
O contato da miscela com o vapor no estágio provoca a transferência do hexano da
corrente liquida para a corrente de vapor. Essa transferência depende das condições de
operação da coluna em termos de temperatura e pressão e das condições de equilíbrio
líquido-vapor entre os componentes dentro equipamento.
A temperatura da coluna deve ter um valor alto para contribuir na transferência do
hexano da fuse líquida para a fuse gasosa, bem como evitar ao máximo a condensação do
vapor d'água, pois a corrente que sai no fundo da coluna deve ser praticamente isenta de
água. Entretanto, a temperatura não deve ser muito elevada (abaixo de 120 °C) para não
degradar o óleo, razão pela qual este equipamento opera na indústria de obtenção de óleo de
soja sempre com pressões abaixo da pressão atmosférica (300 a 600 mmHg).
O equihbrio a ser considerado é somente em relação ao hexano presente na fase
líquida e na fase vapor, urna vez que se considera que o vapor não se condensa dentro da
coluna. E como esta coluna opera sob vácuo, a relação de equilíbrio mais apropriada,
segundo Henley ( 1981 ), é a seguinte:
(4.4)
sendo Yh a fração molar do hexano na fase de vapor, Yh o coeficiente de atividade do
hexano, r h a pressão de vapor do hexano puro na temperatura do sistema, Pé a pressão
total do sistema e Xb é a fração molar do hexano na fase líquida.
As equações (4.2) e (4.4) mostram que para se avaliar o equilíbrio líquido-vapor
entre os componentes de urna solução com as características da miscela, há a necessidade
de se ter disponível o coeficiente de atividade do componente na solução. O ideal seria
utilizar este parâmetro a partir de dados experimentais, entretanto, não há esta
disponibilidade de informação na literatura para toda a faixa de operação do sistema em
estudo. Assim, optou-se por sua previsão, a partir de um modelo teórico bastante utilizado
denominado de UNIF AC, o qual está descrito de forma sucinta no Anexo 1.
90

A seguir será apresentada a modelagem matemática do evaporador.
4.2 Modelo Matemático do Evaporador
Como já foi dito, a miscela é uma mistura do óleo de soja e hexano; sendo que o
óleo é considerado o soluto não-volátil e o hexano o solvente volátil.
A operação de evaporação, inserida no processo de obtenção do óleo de soja, tem a
função de separar o óleo bruto do hexano. Para ocorrer esta separação a corrente de miscela
passa por um evaporador onde recebe calor de urna corrente de fluido de aquecimento; ao
receber este calor, a solução entra em ebulição vaporizando o hexano e se concentrando.
Entretanto, o hexano é retirado do óleo até um certo valor limite de concentração, a partir
do qual a temperatura de ebulição aumenta significativamente e toma-se bastante
dispendioso continuar retirando todo hexano da miscela Além disso, urna temperatura de
operação muito elevada pode alterar as características físicas do óleo de soja, tornando-o
impróprio para o consumo. A seguir, a figura 4.4, mostra esquema geral das correntes de
entrada e saída do evaporador.
r--1
....:/:;,.vapor de hexano
vapor de
aquecimento
miscela1\
...................... _!---~ /miscela concentrada
1--:~;:.condensado
Figura 4.4 Esquema das correntes de entrada e saída do evaporador
A figura 4.4 é urna representação esquemática de um evaporador típico
vaporizando o hexano e concentrando a miscela. O fluido de aquecimento entra no
evaporador onde se condensa, fornecendo seu calor latente para a miscela em ebulição. A
mistura no evaporador deve estar bem homogênea de forma que sua temperatura e
composição sejam iguais às da mistura de saída, que se supõe estejam em equilíbrio com o
vapor. A pressão de operação do evaporador normalmente é fixada, neste caso, num 91

determinado valor abaixo da pressão atmosférica, de maneira a se ter um determinado valor
baixo para a temperatura de ebulição. Essa condição, conforme Zanetti (1981), é
estabelecida a fim de evitar a degradação térmica do óleo bruto de soja. Uma vez que essa
degradação influi na qualidade do óleo e, posteriormente, dificulta o seu refino.
A fim de analisar as condições de operação do sistema de evaporação utilizado no
processamento do óleo de soja, será proposto, a seguir, um modelo matemático baseado em
balanços materiais. Além disso, deverão constar do modelo relações provenientes dos
conceitos de equilíbrio e de troca térmica apresentados no capítulo anterior. Cabe ressaltar
ainda que o modelo levará em conta as equações para a determinação do coeficiente de
atividade do solvente.
A seguir, será apresentado um modelo matemático que tem como objetivo
sistematizar os conhecimentos de modo a fornecer a~ ferramentas básicas para se prever o
comportamento de um evaporador em condições diversas, porém não muito distantes dos
pontos normais de operação, permitindo simular o efeito dos principais parâmetros da
miscela a concentrar e das próprias condições de operação. Além disso, os programas que
serão desenvolvidos poderão ser utilizados para determinar as condições mais favoráveis de
operação dado um determinado objetivo, por exemplo, a operação de maior separação com
menor consumo de energia; simular condições anormais de operação e diagnosticar
possíveis problemas nos evaporadores; e auxiliar em projetos mais eficientes de sistemas de
evaporação.
É importante ressaltar que a literatura sobre modelagem de evaporação é
relativamente extensa. Existe um grande número de textos sobre a modelagem em regime
permanente, principalmente para a síntese. Na análise destacam-se o trabalho de Holland
(1975), de Chiapetta (1986) e de Heldman (1992). Nesses trabalhos, os equacionarnentos
no que se refere aos balanços de massa e de energia são semelhantes, o que os diferem é a
forma de estimar a temperatura de equilíbrio na ebulição. Para tanto, Holland sugere a
utilização de dados experimentais de equilíbrio apresentados na forma de gráficos de
Duhring e Chiapetta utiliza equações empíricas o que torna as aplicações destes modelos
bastante limitadas; porém mais precisos; já Heldman usa os princípios que envolvem o
equilíbrio termodinâmico para prever essa temperatura, embora considerando que os efeitos
provenientes da interação entre os componentes da mistura sejam desprezíveis.
92
O modelo que será desenvolvido, a seguir, leva em consideração os balanços de
massa e energia no evaporador, bem como os princípios que envolvem o equilíbrio
termodinâmico para prever a temperatura de ebulição da solução, considerando na
modelagem os efeitos de interação entre os componentes da mistura (miscela). Neste
sentido, como já foi dito na seção 4.1, será introduzido no modelo o coeficiente de
atividade, o qual será avaliado utilizando-se o método de contribuição de grupo, o
UNIFAC.
A modelagem utilizada neste trabalho está relacionada a evaporadores de efeito
simples operando em regime permanente. As relações matemáticas utilizadas na proposição
do modelo são aquelas resultantes de balanços materiais e térmicos, dos dados de
transmissão de calor e de relações de equilíbrio. Além disso, as seguintes hipóteses serão
consideradas:
• as contribuições dos outros processos de transferência têm pequena
importância sobre a operação no processo de evaporação, que é completamente
controlado pelas taxas de transferência de calor;
• a temperatura e a pressão total da fase vapor são consideradas iguais à
temperatura e à pressão total da fase líquida. Esta consideração despreza o
efeito da pressão hidrostática, pois devido ao movimento turbulento do líquido
dentro do evaporador, não existe método quantitativo preciso para
determinação do efeito hidrostático nas análises operacionais do evaporador,
conforme Holland (1975);
• o solvente denominado de hexano é composto apenas do hidrocarboneto
n-hexano;
• o vapor do hexano que sai do evaporador é puro, na temperatura da solução e
na pressão de operação do evaporador;
• as perdas de calor do sistema para as vizinhanças são consideradas
inexistentes; e,
• as variações das energias cinética e potencial são desprezíveis.
93

A Figura 4.5 mostra as correntes e especificações de entrada e de saída do
evaporado r.
vapores do hexano ( Mv, Tv)
miscela (ME, xoE, TE) t miscela concentrada ( M s, xos, Ts) 1'- '
Q
vapor saturado (ih, Te) líquido saturado ( Gs, Te) --··--- ................
'
Figura 4.5 Correntes que entram e saem do evaporador e suas especificações
sendo:
Me: a vazão molar da miscela que entra no evaporador (moles/h)
XoE: a fração molar do óleo que entra no evaporador (moles de óleo/moles de miscela)
Te: a temperatura da miscela que entra no evaporador CO C)
G E: a vazão molar do fluido de aquecimento na entrada do evaporador (moles/h )
Te: a temperatura do fluido de aquecimento na entrada do evaporador (°C)
Ms: a vazão molar da miscela que sai do evaporador (moles/h)
xos: a fração molar do óleo que sai do evaporador (moles de óleo/moles de miscela)
Ts : a temperatura da miscela na saída do evaporador ("C)
Mv: a vazão molar do hexano que sai do evaporado r (moles/h)
Tv : a temperatura do vapor de hexano que sai do evaporador ("C)
Gs: a vazão molar de saída do fluido de aquecimento (moles/h)
Q: o calor trocado através da superficie de transferência (kcallh)
94

Os balanços materiais para os fluxos de hexano e de óleo ou para o fluxo total de
massa fornecem duas equações a partir das quais as vazões relativas correspondentes às três
correntes pelo lado da miscela podem ser calculadas com o conhecimento das
concentrações. Por outro lado, essas equações podem ser utilizadas para calcular as
composições se as vazões forem conhecidas.
Balanço de massa global:
(4.5)
Balanço de massa para o óleo:
(4.6)
e
Xo + Xh =] (4.7)
sendo Xo e Xh as frações molares do óleo e o hexano em qualquer ponto do sistema de
evaporação.
O balanço de energia deverá relacionar a variação da entalpia no lado da solução à
do fluido aquecedor. Essa variação de entalpia é igual ao fluxo térmico através da
superfície de transferência de calor. Assim, desprezando-se as perdas de calor, a equação do
balanço de energia será a seguinte:
(4.8)
sendo HE e Hs as entalpias da miscela na entrada e na saída do evaporador e Hv a entalpia
do vapor do hexano. Elas podem ser calculadas pelas seguintes expressões:
(4.9)
sendo Tr a temperatura de referência, Cpo a capacidade calorífica do óleo de soja e Cph e do
hexano no estado líquido.
O fluido de aquecimento ao se condensar, parte dele ou integralmente, libera o
calor necessário para a evaporação do hexano; este calor pode ser determinado pela
seguinte equação:
(4.10)
95

sendo  é o calor latente de vaporização do fluido de aquecimento e G a quantidade
condensada deste fluido.
A entalpia da solução na saída do evaporador é dada por:
Hs =xoscpo(Ts-Tr)+ (1-xos) Cph(Ts- T,) ( 4.11)
A entalpia do vapor de hexano que sai do evaporador é dada por:
Hv=l1lfvw + Cp1ry (Tv-Tw) (4.12)
sendo 11lfvw a entalpia de vaporização do hexano puro na pressão do sistema.
Uma vez que, neste trabalho, está-se supondo que as temperaturas Ts e Tv são
iguais, ou seja, Ts = Tv =Tas equações (4.11) e (4.12) ficam da seguinte forma:
Hs = xos Cpo (T -T,) + (1-xos) Cph (T- T,) (4.13)
e
H v =!1Hvw + Cphy ( T- Tw) (4.14)
sendo Ta temperatura de ebulição da solução na pressão P do evaporador. Como foi visto,
esta temperatura depende da concentração da solução e da pressão de operação do
evaporador; ela pode ser determinada de várias maneiras, embora a mais exata seja a
experimental, conforme Heldman (1992). Quando os dados experimentais não estão
disponíveis pode-se utilizar o método estimativo baseado nos princípios do equilíbrio
termodinârníco. Portanto, as equações ( 4.2) e ( 4.3) serão incorporadas nesta modelagem
para o cálculo do valor de r.
Como já foi abordado ínícialmente, a velocidade do processo de evaporação é
determinada integralmente pela taxa de transferência de calor. O único dado de velocidade
necessário envolve a dependência do coeficiente de transferência de calor das condições do
sistema; já que o coeficiente é uma função do modelo de evaporador, do grau de deposição
e das características fisicas dos materiais quentes e frios envolvidos recorre-se a resultados
experimentais para determinar o coeficiente de troca térmica obtido em sistemas sirnílares
ao invés da sua previsão teórica. Assim, neste trabalho, o valor deste coeficiente será obtido
a partir da bibliografia tomando-se como base sistemas similares. Assim, com o valor do
coeficiente de troca térrníca, obtido desta forma, o fluxo de calor através dos tubos de área,
96

A, é calculado através da equação ( 4.1 ). A diferença de temperatura, LJT, entre o vapor
condensado e a solução em ebulição é calculada da seguinte forma:
LJT=To-T (4.15)
sendo T 0 a temperatura do vapor de aquecimento e Ta temperatura da solução.
Após a apresentação da modelagem referente a operação do evaporador, passa-se à
tarefa de simular as condições de operação de um evaporador utilizando-se de dados reais
coletados na COAMO.
4.3 Simulação da evaporação da miscela
4.3.1 Introdução
Esta seção visa apresentar um procedimento para analisar adequadamente o
desempenho da operação de evaporação da miscela. Evidentemente, nesse procedimento
ocorrerá a fixação de algumas variáveis do processo para a determinação de outras
variáveis. A meta principal que se deseja é a determinação do nível de separação do óleo
que se pretende obter, ou seja, o valor concentração do óleo, xos, que pode ser alcançado a
partir de um conjunto de condições de operação especificado. Neste caso, especifica-se
ME, XoE, TE, U e A ; e determina-se Ms, xos, Mv e T.
4.3.2 Desenvolvimento do algoritmo
Como Ms e Xos são incógnítas, o valor de Xos pode ser determinado a partir da
equação (4.2) em conjunto com as equações (4.7) e (4.6). Ocorre que a temperatura da
solução, T, também é desconhecida, logo um processo iterativo é necessário para resolver o
problema. Este processo é proposto em oito etapas conforme apresentado a seguir:
I. inicializar a temperatura e a fração molar da solução;
II. calcular o coeficiente de atividade pelo UNIF AC;
97

III. calcular as concentrações na saída através das equações ( 4.2) e ( 4. 7);
IV. fazer o balanço de massa para obter as vazões pelas equações (4.5) e (4.6);
V. fazer o balanço térmico para determinar o fluxo de calor através da
equação(4.8) em conjunto com as equações (4.9), (4.13) e (4.14);
VI. a temperatura da solução, T, é calculada a partir do fluxo de calor e dos
dados de transferência de calor pela equação (4.15) e (4.1); e
VII. calcular o consumo de vapor, G, através da equação ( 4.1 O)
VIII. se necessário, fuzer a iteração.
Esta seqüência de procedimentos está representada no algoritmo da figura 4.5.
inicializar Te X os
calcular Yh pelo UNIF AC
calcular Xhs e xos
calcular Ms, Mv, HE, Hse Hv
calcular Te Ó não
calcular G nn saída
Figura 4.5 Algoritmo para simular a evaporação da miscela
O esquema da figura 4.5 mostra as etapas gerais para o cálculo dos valores
relativos às correntes que saem do evaporador e possibilitar a análise de diversas situações
de operação do evaporador. Para a realização dos cálculos, um programa computacional em
linguagem FORTRAN foi desenvolvido conforme a estrutura apresentada a seguir:
98

O programa inicia com a leitura dos dados de entrada, os quais se referem
basicamente àqueles valores considerados fixos na condição de funcionamento do
evaporador. Esses dados são:
• a pressão de operação do sistema, P em mmHg;
• a vazão molar da miscela que entra no evaporador, ME em moles/h;
• a fração molar do óleo na entrada do evaporador, XoE;
• a temperatura da miscela na entrada do evaporador, TE em oc;
• a temperatura do fluido de aquecimento no evaporador, Te em oc;
• a área de troca térmica do evaporador, A em m2; e
• o coeficiente global de transferência de calor, U em kcaVh.m2.°C.
Após a entrada de dados o programa realiza uma série de cálculos cujo objetivo é a
determinação do grau de separação do hexano do óleo de soja no evaporador. O processo
de cálculo se inicia com a suposição de um valor inicial para a temperatura de ebulição, T, e
para a concentração da miscela, os quais possibilitam o cálculo do coeficiente de atividade
do hexano, y;,. A partir do coeficiente de atividade, da temperatura e da pressão de
operação, o programa realiza o cálculo da concentração molar do hexano na miscela na
saída do evaporador. Com este valor determinado, faz-se os balanços de massa e energia e
o processo iterativo se for necessário. A convergência do valor de T no processo iterativo
apresentado no algoritmo da figura 4.5 é efetuado, no programa, pela sub-rotina CONV.
Esta sub-rotina é baseada no método de convergência algébrica de Wegstein, segundo
Franks (1972), e tem a função de, quando chamada, comparar o valor de T inicialmente
suposto com o valor calculado no programa principal. Se a diferença entre os dois valores
for maior do que 0,0001 considera-se que a convergência não foi alcançada e o valor de T
calculado retoma ao inicio do processo de cálculos para se obter um novo valor de Te o
processo se repete até atingir a diferença desejada entre valor anterior e o novo valor
calculado de T. Caso a diferença entre os dois valores de T seja menor do que 0,0001,
considera-se que a convergência foi atingida e este valor de T é o verdadeiro valor para a
temperatura de saída da solução. Além disso, para cada par de valores composto pela
temperatura e concentração molar da miscela determinados, o programa determina um novo
99
valor para coeficiente de atividade do hexano, o qual participa do processo de cálculo da
concentração da miscela. Encerrado o processo iterativo, o programa principal emite os
resultados obtidos.
A saída de resultados compõe-se dos seguintes dados:
• concentração do óleo na saída do evaporador, xos;
• temperatura da solução na saída do evaporador, T;
• o consumo do fluido de aquecimento, G ; e
• as vazões do hexano e da miscela na saída do evaporador, Mv e Ms .
A partír do programa computacional desenvolvido, passa-se ao levantamento de
dados reaís de uma planta de obtenção de óleo bruto de soja da região, bem como de
parâmetros físicos. Esses parâmetros são basicamente o coeficiente global de transferência
de calor e o calor latente dos fluidos de aquecimento, os quais dependem, de certa forma,
do sistema de fabricação. Os dados operacionais foram levantados da fábrica pertencente à
COAMO e os parâmetros físicos da literatura conforme citado anteriormente.
4.3.3 Dados Operacionais dos Evaporadores
O sistema de evaporação de solvente da indústria de óleo da cooperativa COAMO
tem uma configuração geral semelhante àquela apresentada na figura 4.1. Ela opera com
dois evaporadores em série denominados respectivamente de primeíro evaporador e de
segundo evaporador, cuja característica que os diferenciam é a capacidade em termos de
área de troca térmica; o primeíro tem 315 m2 de e segundo tem 95 m2. A miscela com uma
concentração em torno de 26% em óleo entra no primeíro evaporador a uma temperatura de
49 °C e recebe calor dos vapores de hexano/água provenientes do dessolventizador
tostador, os quaís entram no evaporador a uma temperatura de 71 °C; com isso o hexano
evapora-se indo, em seguida, para o condensador e a miscela concentrada em torno de
65%,em massa, de óleo sai a uma temperatura em torno de 50 °C. Em seguida, essa
miscela é transportada ao segundo evaporador e, antes de entrar neste, ela recebe uma carga
de calor e atinge uma temperatura de aproximadamente 59 °C. Nesse evaporador, a miscela
100

recebe mais calor proveniente da condensação do vapor d'água saturado a 127 °C; com isso
mais uma quantidade de hexano é evaporada e a miscela atinge uma concentração em torno
de 98% em massa de óleo.
Um dos parâmetros de grande importãncia na análise dos evaporadores é o
coeficiente global de transferência de calor, U. Neste trabalho, as estimativas dos valores de
U para os dois evaporadores são conforme os dados apresentados por Perry e Chilton
(1975). Estes autores mostram que o coeficiente global de transferência de calor, para
evaporadores verticais de tubos longos, aumenta com o aumento da temperatura para
fluidos considerados viscosos; além disso, a tabela 2.6 mostra que a viscosidade da miscela
diminui com o aumento da temperatura e esta tendência de queda da viscosidade é mais
acentuada nas concentrações mais elevadas em termos de óleo.
Além da observação já mencionada, Perry e Chilton apresentam valores de U em
gráficos e tabelas considerando o tipo de evaporador, as faixas de temperatura de operação
e, em alguns casos, os tipos de materiais que atuam no processo: como fluido quente e
como fluido frio. Levando em consideração, os dados apresentados por estes autores e as
características do processo em estudo, tais como tipo de evaporador, as faixas de
temperatura e os materiais envolvidos estimou-se os valores do coeficiente global de
transferência de calor. O valor estimado de U é igual a 35 Btu/hft2°F (171 kcal/hm20C) para
o primeiro evaporador que opera numa temperatura em tomo de 50 oc e igual a 200
Btu/h:ft2°F (977 kcallh.m20C) para o segundo evaporador que opera numa temperatura em
torno de 120 °C. Observa-se que o valor de U é bastante influenciado pela temperatura de
operação do evaporador, a qual por sua vez influencia a viscosidade, principalmente nas
faixas de concentrações mais elevadas, em termos de óleo, como mostra a tabela 2.6.
Além do coeficiente global de transferência de calor, o calor latente dos fluidos
quentes ou dos seus componentes devem ser estimados para serem utilizados no cálculo do
consumo desses fluidos. Para o primeiro evaporador, deve-se considerar o calor latente
liberado como formado de duas parcelas: uma pela condensação de parte do hexano e a
outra formada pela condensação de parte do vapor d'água. O valor do calor latente do
hexano nas condições que ele sai do DT pode ser considerado como 80 kcal/kg e o calor
latente da água como 540 kcallkg; ponderando estes valores em relação às quantidades de
cada um dos componentes, chega-se a um valor estimado para o calor latente da mistura
101

condensada na ordem de 124 kcallkg. Para o segundo evaporador, o fluido utilizado é vapor
d'água saturado à temperatura de 127 °C, assim o calor latente é de 521 kcallkg.
A tabela 4.1 apresenta um resumo dos dados operacionais obtidos da indústria de
obtenção de óleo de soja da COAMO. Esses dados foram coletados através de visitas à
unidade industrial, bem como através de consultas aos boletins de produção num
determinado período.
Esses dados da tabela 4.1 serão aplicados ao modelo e, também, serão utilizados
na comparação dos resultados obtidos nas simulações.
Tabela 4.1 Dados Operacionais da COAMO
Dados operacionais
discriminação simbolo I o evaporador 2° evaporador
vazão mássica da rniscela na entrada fflE 28240 kglh 11290 kglh
vazão mássica da rniscela na saída ms 11290 kglh 7490 kglh
vazão mássica do hexano na saída mv !6950,0 3800,0
fração mássica do óleo na entrada XoE 26% 65%
fração mássica do óleo na saída X os 65% 98%
temperatura da rniscela na entrada TE 49°C 59°C
temperatura da rniscela na saída T 50°C 119,8 oc temperatura do fluido de aquecimento To 71 oc 127 oc pressão de operação p 300mmHg 300mmHg
área de troca térmica A 315m2 95m2
vazão vapor do DT na entrada do evaporador GE 12083 kglh -
Os dados de vazão e de concentração presentes na tabela 4.1 estão expressos em
unidades de massa, ou seja, da mesma forma como eles são avaliados na indústria da
COAMO. No entanto, eles necessitam ser transformados em unidades molares para se
tornarem coerentes com as unidades de massa que foram definidas, anteriormente, na
modelagem. Para tanto, utiliza-se o peso molecular do solvente como sendo do hexano
102

puro, que é igual a 86,17 g/mol e o peso molecular do óleo como sendo a média dos pesos
moleculares dos ácidos graxos componentes do óleo, ou seja, 265,2 g/mol.
4.3.4 Resultados e Discussões
Os resultados obtidos pelas simulações são apresentados de duas maneiras. A
primeira delas apresenta como mais relevante a comparação entre os valores das
concentrações e das temperaturas obtidos através do modelo e aqueles coletados na
indústria da cooperativa COAMO. A segunda maneira, por sua vez, apresenta os resultados
sobre o comportamento de determinadas variáveis proveniente de alterações impostas nas
condições de operação do processo em estudo.
4.3.4.1 Comparação entre os Resultados do Modelo e os Operacionais
A tabela 4.2 apresenta os resultados obtidos da concentração, em massa, do óleo
na rniscela que sai dos evaporadores, da temperatura das correntes na saída dos
evaporadores, bem como os consumos do fluido de aquecimento nos dois evaporadores.
Além disso, os valores das vazões da rniscela e do vapor de hexano que saem dos
evaporadores.
Tabela 4.2 Resultados obtidos através do modelo proposto
variáveis símbolo 1 o evaporador desvio 2° evaporador desvio
fração mássica do óleo na saída X os 64,1% 1,4% 98,8% 0,8%
temperatura da rniscela na saída T 50,1°C 0,2% 119,4°C 0,3%
vazão da rniscela na saída ms ll459,4 kg!h 1,5% 7424,6 kg!h 0,9%
vazão do hexano na saída mv 16780,6 kg!h 1,0% 3865,4 kg!h 1,7%
consumo de vapor 6 10428,8 kg!h - 1357,3 kg!h -
Os resultados mostrados na tabela 4.2 foram obtidos através do modelo
desenvolvido após a inserção dos dados de entrada conforme especificado no algorítmo da
figura 4.5. A comparação destes resultados com os dados da tabela 4.1 permite observar 103

alguns aspectos importantes. O primeiro aspecto é que os resultados das concentrações da
miscela em óleo obtidos pelo modelo são próximos daqueles coletados na indústria, sendo
que a concentração em massa do óleo na miscela foi 1,4% menor no primeiro evaporador e
0,8% maior no segundo evaporador. O segundo aspecto se refere ao fàto que a recuperação
do hexano foi 1,0% menor no primeiro evaporador e de 1,7% superior no segundo
evaporador. O terceiro aspecto diz respeito ao fato de que a temperatura do ponto de
ebulição da miscela calculada a partir do modelo apresenta um valor de apenas 0,2%
superior ao real no primeiro evaporador e, no segundo evaporador, o valor da temperatura
simulada foi de apenas 0,3% inferior ao valor real; portanto, a qualidade do óleo será
mantida. Finalmente, os dados simulados mostram que o primeiro evaporador conseguiu
condensar 10428,8 kglh dos vapores provenientes do DI e a parte não condensada de
1654,2 kglh foi enviada para os condensadores; no segundo evaporador, a quantidade de
vapor d'água saturado consumido foi de 34 kg/tonelada de soja processada, valor coerente
com os dados industriais como será visto posteriormente.
Como pode-se observar, as comparações entre os dados apresentados nas tabelas
4.1 e 4.2 mostram que, apesar de pequenas, diferenças ocorreram entre as concentrações, as
quantidades de hexano recuperadas e as temperaturas de ebulição. Essas diferenças podem
ter ocorrido pelos seguintes motivos:
• dificuldades encontradas na estimativa de parâmetros;
• a desconsideração no modelo das perdas de calor do equipamento para o meio
ambiente;
• a desconsideração no modelo da carga hidrostática exercida pela solução no
evaporador; e
• o calor de solução.
A seguir, apresentar-se-ão simulações, nas quais um determinado número de
variáveis do processo, em estudo, permanece constante e outras são alteradas de forma
sistemática a fim de verificar o efeito destas alterações no processo de evaporação, bem
como a consistência do modelo utilizado.
104

4.3.4.2 Influência da Temperatura do Vapor de Aquecimento na
Concentração de Saída do Evaporador
O objetivo desta seção é verificar os efeitos da temperatura do vapor de
aquecimento na concentração de saída do evaporador. Para tanto, incrementos sucessivos
foram aplicados na temperatura do vapor saturado que aquece a urna quantidade fixa de
miscela no evaporador. Com isto, foi possível verificar o comportamento da concentração,
em massa, de óleo na miscela com a temperatura do fluido. Os resultados obtidos estão na
figura 4.6.
{9 !0.8
:! o0.7 'O o
•m e co.e g 8
0.5
0.4
60
1"' Evaporador
80 100 120 Temperatura (°C)
2"' Evaporador
140 160
Figura 4.6 Influência da temperatura do vapor de aquecimento na concentração de saída
A figura 4.6 mostra a relação entre a concentração do óleo na saída do evaporador
e a temperatura do fluido de aquecimento. O gráfico mostra que a concentração aumenta
com a temperatura, porém a variação fmita dessa concentração diminui e pode ser
observado que é atingido um valor assintótico à medida que a solução vai ficando cada vez
mais concentrada. Esta característica da curva demonstra que existe um certo valor da
concentração a partir do qual não se recomenda aumentar o valor da temperatura a fim de
aumentar o valor da concentração. Ou seja, o caràter assintótico da curva, como já observou
105
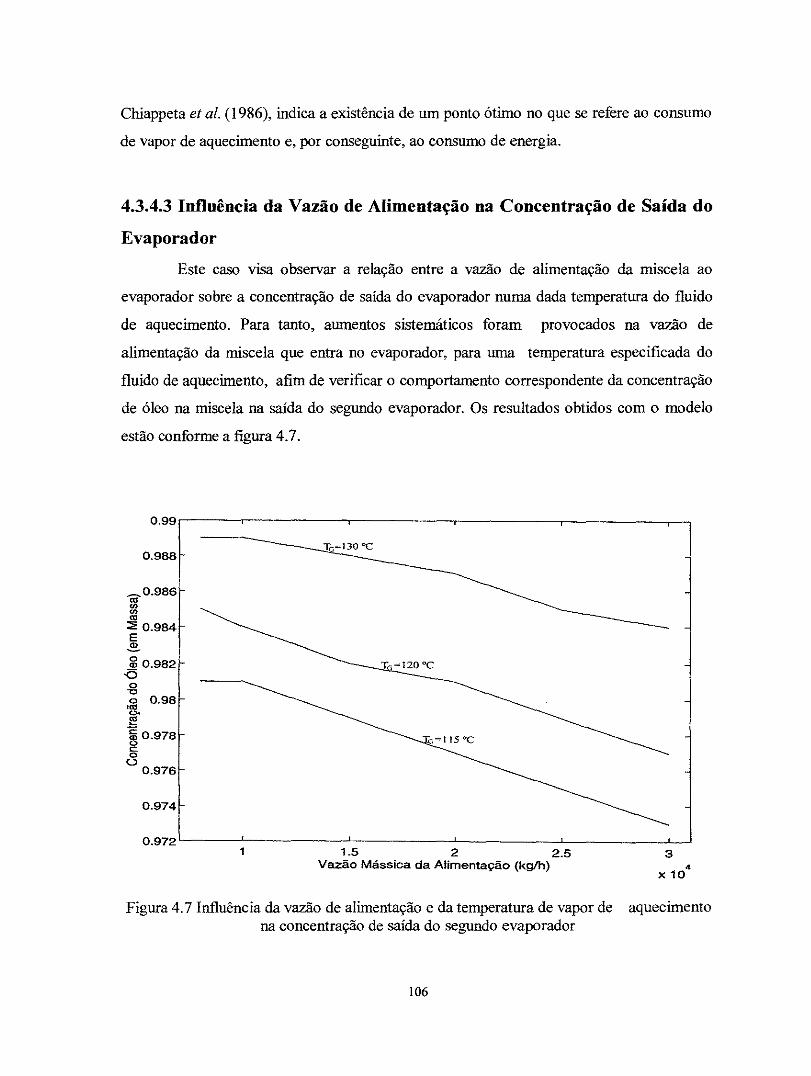
Chiappeta et ai. (1986), indica a existência de um ponto ótimo no que se refere ao consumo
de vapor de aquecimento e, por conseguinte, ao consumo de energia.
4.3.4.3 Influência da Vazão de Alimentação na Concentração de Saída do
Evaporador
Este caso visa observar a relação entre a vazão de alimentação da miscela ao
evaporador sobre a concentração de saída do evaporador numa dada temperatura do fluido
de aquecimento. Para tanto, aumentos sistemáticos foram provocados na vazão de
alimentação da miscela que entra no evaporador, para urna temperatura especificada do
fluido de aquecimento, afim de verificar o comportamento correspondente da concentração
de óleo na miscela na saída do segundo evaporador. Os resultados obtidos com o modelo
estão conforme a figura 4.7.
0.99
0.988
_0.986 as "' "' as
:::;: 0.984 E ~
g 0.982 -o o -c o "''
0.98 ..,. ~ l5 0.978 o ,=Jl5°C c o
ü 0.976
0.974
0.972 1 1.5 2 2.5
Vazão Mássica da Alimentação (kg!h)
Figura 4. 7 Influência da vazão de alimentação e da temperatura de vapor de na concentração de saída do segundo evaporador
106
3 4
x10
aquecimento

Como já era de se esperar, observa-se através dos dados plotados na figura 4. 7
urna diminuição nos valores da concentração de óleo à medida que se aumenta a vazão de
alimentação no evaporador; além disso, o gráfico também mostra os efeitos opostos das
alterações efetuadas na vazão de alimentação e na temperatura do fluido de aquecimento
sobre a concentração da miscela na saída do segundo evaporador. Assim, o controle dessas
duas variáveis é fundamental para que se tenha urna boa recuperação de solvente com
economia de energia nos evaporadores.
4.3.4.4 Influência da Temperatura da Alimentação nos Resultados
Operacionais dos Evaporadores
Este caso tem como objetivo verificar como se comporta as variáveis de saída dos
evaporadores quando se implementa wna variação apenas na temperatura da alimentação
de miscela A tabela 4.3 mostra os resultados obtidos com o modelo.
Tabela 4.3 Influência da temperatura de alimentação na operação dos evaporadores
dados obtidos no primeiro evaporador
TE ("C) 40 45 50 55 60 65 70
xos (em massa) 0,614 0,629 0,644 0,658 0.672 0,685 0,698
T("C) 48,84 49,50 50,19 50,90 51,68 52,37 53,13
6 (kglh) 11035,6 10702,5 10359,4 10007,0 9645,9 9276,4 8899,3
dados obtidos no segundo evaporador
TE ("C) 45 50 55 60 65 70 75
xos (em massa) 0,988 0,988 0,988 0,988 0,989 0,989 0,989
T("C) 118,32 118,60 118,88 119,16 119,72 120,00 120,28
6 (kglh) 1546,5 1496,7 1446,9 1397,1 1297,6 1247,8 1198,0
Como observa-se pela tabela 4.3, o efeito do aumento de TE na alimentação se
mostra mais significativo na redução do consumo de vapores do que na recuperação do
solvente. No primeiro evaporador, para urna variação positiva de 30 °C, obteve-se apenas
13,7% de aumento na concentração da miscela em termos de óleo. No entanto, os vapores 107

do DT reduziram a sua condensação em 24,0%. Esta redução pode não ser benéfica, pois
pode sobrecarregar os condensadores da unidade; a temperatura de saída sofreu uma
pequena variação, em tomo de 4 °C, a qual não altera a qualidade do óleo. No segundo
evaporador, o aumento da temperatura de alimentação em 30 oc praticamente não alterou o
nível concentração da miscela em termos de óleo; a temperatura de saída aumentou por
volta de 2 °C, portanto não ínfluencia na qualidade do óleo; no entanto, houve urna
economia em tomo de 30% no consumo de vapor d'água nesse evaporador, ou seja, para
cada grau de aumento na temperatura de alimentação ocorreu urna economia de 1% no
consumo de vapor.
4.3.4.5 Influência da Concentração da Alimentação nos Resultados
Operacionais dos Evaporadores
Esta seção tem como objetivo verificar como se comporta o teor de recuperação
do hexano, a temperatura da miscela e o consumo de vapor quando ocorrem apenas
variações na concentração da misce1a que alimenta o evaporador. Os dados foram aplicados
ao modelo proposto e os resultados obtidos estão conforme a tabela 4.4.
Tabela 4.4 Influência da concentração de alimentação na operação do evaporador
primeiro evaporador
XoE (em massa) 0,20 0,22 0,24 0,26 0,28 0,30
xos (em massa) 0,596 0,612 0,627 0,641 0,654 0,667
T("C) 48,06 48,74 49,40 50,05 50,70 51,28
G (kg!h) 11420,8 11084,0 10753,7 10428,8 10108,9 9817,8
segundo evaporador
xoE (em massa) 0,54 0,58 0,62 0,66 0,70 0,75
X os (em massa) 0,988 0,988 0,988 0,988 0,989 0,989
T("C) 118,22 118,63 119,06 119,49 119,42 120,45
G (kg!h) 1564,6 1491,2 1414,7 1338,2 1261,7 1166, I
108

Os resultados apresentados na tabela 4.4 mostram os efeitos das variações da
concentração da alimentação de miscela nas saídas dos evaporadores. Em ambos
evaporadores, o efeito mais significativo foi em relação à condensação dos vapores do DT
no primeiro evaporador e o consumo de vapor d'água saturado no segundo evaporador;
uma variação na concentração de alimentação de 50% no primeiro evaporador promove
uma redução na condensação dos vapores do DT de apenas 17,3% e uma variação em tomo
de 40% na concentração da alimentação no segundo evaporador promove urna economia de
vapor da ordem de 28%. O efeito sobre a concentração de óleo na saída do evaporador e,
portanto, na recuperação de hexano foi em tomo de 11% no primeiro evaporador e
praticamente insignificante no segundo evaporador. Nos dois casos houve urna ligeira
elevação das temperaturas da miscela, cujos valores não comprometem a qualidade do óleo.
4.3.4.6 Influência da Pressão de Operação nos Resultados Operacionais
dos Evaporadores
Esta seção tem como objetivo verificar o efeito da pressão de operação dos
evaporadores nos seus resultados operacionais. Para tal, pequenas alterações são efetuadas
na pressão de operação (vácuo) dos evaporadores a fim de verificar as mudanças que
podem ocorrer na concentração da miscela em termos de óleo, na temperatura da solução e
no consumo de vapor. A tabela 4.5 mostra os resultados com o modelo proposto.
Tabela 4.5 Influência da pressão de operação (vácuo) na operação dos evaporadores
primeiro evaporador
P(rnmHg) 200 225 250 275 325 350 375 400
Xos (em massa) 0,784 0,763 0,714 0,680 0,606 0,572 0,539 0,510
T("C) 48,08 48,30 48,93 49,45 50,67 51,38 52,15 52,93
6 (kg/h) 11411 11304 10990 10731 10123 9768 9383 8998
segundo evaporador
P(mmHg) 200 225 250 275 325 350 375 400
Xos (em massa) 0,994 0,993 0,991 0,990 0,987 0,985 0,984 0,982
T("C) 119,3 119,4 119,4 119,4 119,4 119,4 119,4 119,4
6 (kg/h) 1364 1363 1360 1359 1356 1354 1352 1350
109

A tabela 4.5 mostra uma variação de 200 mmHg na pressão dos evaporadores.
Estas alterações significativas na pressão de operação (vácuo) provocam mudanças
significativas nas variáveis analisadas apenas no primeiro evaporador onde a concentração
do hexano ainda é elevada No segundo evaporador onde o teor de hexano é baixo, as
alterações na pressão provocam mudanças praticamente insignificantes na concentração,
em massa, de óleo da miscela, na temperatura da solução e no consumo de vapor.
4.3.4. 7 Comparação entre os Resultados Obtidos Considerando a Miscela
como Solução Real e Ideal
Esta seção tem como objetivo mostrar a comparação entre os resultados obtidos na
saída dos evaporadores quando se considera a solução da miscela, a ser concentrada em
óleo, como urna solução real e como uma solução ideal. Os resultados obtidos no dois
casos, através do modelo, estão conforme a tabela 4.6.
Tabela 4.6 Comparação entre os resultados de saída da miscela como solução real e ideal
Resultados obtidos
Evaporadores I o evaporador 2° evaporador
simulado simulado simulado simulado
variáveis de saída real ideal desvio real ideal desvio
fração mássica de óleo(%) 64,1 55,6 13,3% 98,8 98,7 0,1%
temperatura da miscela ("C) 50,1 51,8 1,4% ll9,4 119,4 0,0%
vazão da miscela (kg/h) 11459 13215 15,3% 7424 7446 0,3%
vazão do hexano (kglh) 16781 15025 10,5% 3865 3843 0,6%
consumo de vapor (kg/h) 10429 9573 8,2% 1357 1353 0,3%
A comparação entre os resultados simulados, para a solução real e ideal, da tabela
4.6 possibilita verificar urna significativa alteração nos valores das variáveis de saída no
primeiro evaporador, principalmente, no que se refere à concentração de saída da miscela, à
vazão de miscela, a vazão de hexano e consumo de vapor. Isto pode ser observado através
dos desvios apresentados com exceção da temperatura de saída que apresenta resultados
muito próximos. Já urna análise comparativa nos resultados obtidos para o segundo 110

evaporador mostra que praticamente não se observa diferença nos resultados quando se
considera urna solução real e urna solução ideal. Especificamente, pode-se observar, nesta
análise, que a diferença nos valores da concentração da miscela, em óleo, foi bem superior
no primeiro evaporador relativamente ao segundo evaporador. Essa diferença está coerente
urna vez que a tendência de evaporação é mais acentuada, em situações onde as
concentrações do hexano na solução são mais elevadas.
Além dos dados apresentados na tabela 4.6, foi construída, através de dados
simulados, urna curva que mostra o desvio da idealidade do hexano na solução formada
com o óleo de soja. A figura 4.8 mostra a curva na diagonal representando a condição
considerada ideal de equilíbrio e a outra representa a condição real de equilíbrio, entre o
hexano e o óleo de soja. Esta configuração é fundamental na escolha da operação de
stripping que deverá separar o restante do hexano presente no óleo, conforme apresentado
no trabalho de Cusack (1998).
0.9
0.8
0.7 o
i ~0.6
.go.s {!l
~0.4 <(
0.3
0.2
0.2 0.3 0.4 0.5 0.6 0.7 0.8 Concentração Molar do N-Hexano
0.9
Figura 4.8- Desvio da idealidade da solução de óleo de soja /hexano
111
1

4.4 Conclusões sobre a Evaporação da Miscela
O objetivo desta parte do capítulo foi apresentar um modelo capaz de analisar as
condições de operação dos evaporadores na tarefa de separar o óleo de soja do hexano. As
melhores condições se referem, principalmente, à economia de energia e à melhoria na
recuperação de hexano.
Assim, desenvolveu-se um modelo matemático baseado em balanço material,
balanço de energia e equilíbrio termodinâmico. A partir desse modelo matemático
proposto, um programa computacional foi desenvolvido, em linguagem FORTRAN, afim
de que facilitasse a simulação de várias situações requeridas pela análise do processo.
Com o esboço teórico do sistema de análise pronto, passou-se à sua aplicação
prática com dados industriais visando obter a confirmação da sua viabilidade como
ferramenta para a otimização operacional dos evaporadores, assim como permitir melhor
visualização de suas limitações.
Os resultados obtidos na aplicação foram analisados, e mostraram que o modelo
proposto é bastante coerente e pode ser perfeitamente utilizado como ferramenta no
processo de análise e otimização da operação de evaporação do hexano presente na miscela.
Essa constatação pode ser confirmada uma vez que o nível de recuperação de óleo previsto
pelo modelo se equipara àquele obtido na prática industrial; além disso, outros resultados
obtidos por simulações, nas quais determinadas variáveis foram mantidas constantes e
outras foram alteradas, se mostraram bastante coerentes com a realidade. No entanto,
alguns pequenos desvios foram observados em relação, principalmente, à concentração de
saída da miscela prevista pelo modelo e à concentração real; isto pode ser devido a fatores
não previsto no modelo como o calor de solução e as perdas de calor para o meio ambiente.
Finalmente, pode-se destacar que o objetivo desta seção foi alcançado pois o
modelo mostrou, através das simulações, que é possível encontrar o ponto onde se deve
operar os evaporadores, para se ter uma recuperação máxima de hexano com o consumo
mínimo de energia Além disso, os seguintes aspectos puderam ser confirmados através dos
resultados obtidos:
• a miscela não pode ser considerada como solução ideal e, sim real, nas suas
relações de equilíbrio; e I 12

• através da figura 4.8 foi possível detectar o acerto dos projetistas na escolha da
operação de stripping para prosseguir a separação da pequena parte de hexano
que ainda restou após a evaporação.
O modelo para a separação do hexano do óleo de soja através do stripper será
apresentada a seguir.
4.5 Modelo Matemático do Stripper
Esta seção tem como objetivo propor um modelo matemático que possibilite
simular a operação de stripping visando estabelecer as condições de operação ótimas ou
mais favoráveis em termos da recuperação do solvente e da economia de energia.
Como já foi mencionado na seção anterior, não é viável separar todo hexano do
óleo de soja no processo de vaporização. Com isso, a mistura de óleo de soja/hexano sai
dos evaporadores com uma pequena quantidade de hexano que necessita ser separada afim
de recuperar ao máximo este solvente e obter um óleo bruto de boa qualidade. A operação
típica para realizar esta tarefa é o stripping. Nesta operação ocorre o contato permanente e
direto entre a miscela concentrada e o vapor d'água que, sob determinadas condições,
propicia a transferência do hexano para o vapor. A figura 4.9 mostra o esquema do stripper
que se pretende modelar com as correntes de entrada e de saída.
mistur d a e apor/hexano v
vapord'~
' ' ' ! ' ' ' ' ' ' vapor d'água
I
\1
miscela entrada cone
estágio estágio estágio estágio estagio estágio estágio
I 2 j-1
J j+l N-1 N
óleo bruto /
Figura 4.9 Esquema geral do stripper na separação óleo de soja/hexano
113

A figura 4.9 mostra o stripper como uma coluna dividida em estágios onde o
vapor entra em contato direto com a miscela concentrada, arrastando, assim, o hexano
formando-se uma corrente de gases que sai no topo e vai diretamente para um condensador;
no fundo da coluna sai a corrente de óleo bruto praticamente livre do solvente que é
bombeada para o secador de óleo. O vapor direto é injetado de maneira uniforme na parte
inferior, normalmente em cada estágio, fluindo desta forma em contracorrente com a
miscela. Este tipo de arranjo operacional possibilita que a miscela sempre encontre vapor
fresco no seu trajeto, contribuindo para que o óleo bruto saia no fundo da coluna apenas
com traços de hexano.
Os modelos matemáticos que representam o stripper são baseados em balanços de
massa e de energia, equações de equihbrio e relações empíricas.
Existem na literatura, vários algorítmos para a solução do sistema de equações
resultante da modelagem prato a prato de processos de separação. Neste trabalho, pretende
-se utilizar o algorítmo do método SR (Sum-Rates) de Burningham-Otto, segundo Henley e
Seader (1981). A escolha se justifica urna vez que ele é um método de solução rigoroso e se
adequa muito bem ao sistema, pois existe urna diferença significativa de volatilidade entre
os componentes do sistema proposto.
O equipamento a ser modelado se refere a um extrator tipo stripper que é dividido
em estágios e que opera continuamente com as correntes de líquido e vapor fluindo, no seu
interior, de forma contracorrente. As seguintes hipóteses são assumidas:
• contato entre a fase líquida e a fase de vapor dentro da coluna é perfeito;
• o vapor que sai de cada prato está em equilíbrio com o líquido de saída;
• o vapor d'água é considerado o inerte no processo;
• o vapor d'água usado dentro da coluna não se condensa; e
• não existem perdas de calor para o meio ambiente.
A modelagem matemática que será utilizada na análise desse extrator é baseada na
modelagem geral teórica para separações, em estágio de equilíbrio, já apresentada na
literatura por vários autores Holland (1975), Henley e Seader (1981). Evidentemente que
114

no decorrer do desenvolvimento do modelo matemático específico para o caso em estudo
serão necessárias algumas adaptações e elas serão feitas.
A fim de facilitar a explicitação das equações dos balanços de massa e de energia,
e das condições de equilíbrio de fases, uma representação esquemática de um estágio de
equilíbrio j para o separador líquido-vapor utilizado na separação hexano/óleo de soja é
mostrada na figura 4 .I O.
YhJ+l lfj+!
TJ+t pj+1
estágio j
Xh,j-!
llj-!
7J-I PJ-t
Vj+1 Lj
vapor d'á ua direto
Gj, !Pio T"j. pGj
Figura 4.1 O Esquema do estágio de equilíbrio j
Como se observa pela Figura 4.1 O, entrando no estágio j tem-se quatro correntes
especificadas de corrente Fj, de corrente L1.1, de corrente Vi+1 e de corrente Gj- A corrente Fj
é a vazão molar de alimentação da mistura com fração molar ZhJ do hexano, com
temperatura J"j, com pressão ~ e a correspondente entalpia molar li;, a pressão de
alimentação é assumida ser maior ou igual à pressão do estágio P1. A corrente L1.1 é a vazão
molar do líquido que sai do estágio situado acima do estágio j com fração molar X!tJ-I do
n-hexano, com temperatura 7J-h com pressão P1.1 e a correspondente entalpia molar Hj.1•
Assumido-se que a pressão P1.1 é menor ou igual à pressão do estágio j. A corrente VJ+1 é a
vazão molar dos gases que saem do estágio situado imediatamente abaixo do estágio j com
fração molar YhJ+h com temperatura TJ+h com pressão PJ+1 e com a correspondente entalpia
lfJ+1· A corrente G1 é a vazão do vapor d'água injetado direto no estágio, com temperatura
T"J e com pressão r 1. Saindo do estágio j têm-se duas correntes especificadas como
corrente L1 e como corrente Vj. A corrente L1 é a vazão molar de líquido com composição
XhJ, com temperatura 7), com pressão P1 e com a correspondente entalpia molar lf1; a
ll5

corrente V; é a vazão molar do gás com fração molar YhJ de hexano, com temperatura T.h
com entalpia molar lfj e pressão Pj a qual está em equilíbrio com a pressão do líquido.
As equações que relacionam todas as variáveis associadas com o estágio teórico j
são explicitadas a seguir. Estas equações representam o balanço de massa, balanço de
energia e relações de equilíbrio.
Equação do balanço de massa para o hexano por estágio:
Lj-1 Xhj-1 + V;+ I YhJ+l + FjZhJ- Lj Xhj- V; YhJ =0
Equação do balanço de energia por estágio:
Lj-I ffj-1 + V;+Ilfj+I + Fj ~ + Gj Wr Lj ffr V; Hj =O
Equação de equilíbrio para o hexano por estágio:
YhJ = Khj Xhj
sendo KhJ a constante de equilíbrio.
O somatório das frações molares dos componentes em cada estágio
c
"'Y· . = 1 L...J l,j
i=l c
"'x· · =1 L. l,j
i= i sendo c o número de componentes da mistura.
(4.16)
(4.17)
(4.18)
(4.19)
(4.20)
A equação do balanço material total pode ser usada no lugar das equações ( 4.19) e
c ( 4.20). Ela pode ser resultante da combinação destas duas equações e a "' z . = 1 com a
Lt 1,)
equação ( 4.16), somando-se para todos c componentes a partir do estágio I até o estágio j.
Assim,
j
Lj= TJ+I + LFm +Gm VI m=l
(4.21)
A figura 4.11 esquematiza um modelo fisico de N estágios de configuração
semelhante ao stripper, a fim de aplicar das equações de balanço de massa, de energia e de
116

equilíbrio para obter uma solução para o problema da separação do hexano do óleo de soja,
conforme o algoritmo de Burningham-Otto.
FI , .................. --.. --
G2
Fj
Gi
FN-1
Chl-1
LN Figura 4.11 Esquema de um extrator contracorrente de N estágios
Uma coluna de N estágios, contracorrente, como mostrado na figura 4.11 é
representada matematicamente por N(2c + 3) equações, as quais relacionam N(3c + 9)
variáveis. Se N e todos Fj, Zhj , ~ , Y;, Pj, Gj, 'f'J> Pcj são especificados, o modelo é
representado por N(2c + 1) equações algébricas simultâneas com N(2c + I) incógnitas, as
quais são todos XhJ , YhJ, Lj, f} e 1j onde as equações do balanço de massa , de energia e as
equações de equilíbrio são equações não lineares. Evidentemente, outras variáveis podem
ser especificadas substituindo as incógnitas mencionadas acima. Independentemente das
variáveis especificadas, forma-se um conjunto de equações não lineares que deve ser
resolvido mediante técnicas de caráter iterativo.
Existe na literatura uma grande variedade de procedimentos constituídos de
métodos diferentes que podem ser empregados na solução de balanços de massa por
componente, relações de equilíbrio e balanços de energia que ocorre na análise do 117
comportamento operacional dos extratores tipo stripper. Em geral, estes procedimentos
fazem uso do particionamento de equações em conjunto com a equação de iteração e/ou
técnicas de linearização de Newton-Raphson. Entretanto, a escolha do método a ser
aplicado depende muito da diferença de volatilidade entre os componentes quimicos
presentes na mistura a ser separada. Então, uma vez que a volatilidade entre os
componentes da mistura em estudo é grande, opta-se pela utilização do método SR (Sum
Rates) para a análise do stripper, em estudo.
Este método foi proposto inicialmente por Sujata (1975). Como já foi mencionado
anteriormente, ele é composto de procedimentos para resolver as equações de balanço de
massa, de energia e relações de equilíbrio em strippers onde exista uma diferença
significativa entre as volatilidades dos componentes presentes na mistura Posteriormente,
este método foi melhorado por Burningham e Otto, segundo Henley e Seader (1981)
mediante a introdução no método do algoritmo da matriz tridiagonal empregado na solução
das equações do balanço de massa.
A matriz tridiagonal resulta da forma modificada das equações ( 4.16) e ( 4.17)
quando estas são transformadas em outras equações utilizando-se de 'Fj e Vj como variáveis
de iteração. As equações modificadas são lineares em relação às frações molares das
correntes líquidas. Este conjunto de equações, para cada componente, pode ser resolvido
por diversos técnicas, sendo o algoritmo de Thomas o mais empregado, segundo Henley e
Seader (1981).
A obtenção das equações modificadas resulta da substituição da equação ( 4.17) na
equação ( 4.16) com o objetivo de eliminar y, assim como substituindo a equação ( 4.21) na
equação ( 4.16) para eliminar L. O resultado destas substituições é o conjunto de equações
para o hexano e para cada estágio como está escrito a seguir.
(4.22)
sendo:
j-1 Aj=Vj+_L:(Fm+Gm)-V1 com 2:5j:5N (4.23)
m=l
118

Bj = -[vj+l +±r Fm + GmJ- V1 + Kh,J.vj] com 1::;, j 5o N m=l
(4.24)
(4.25)
(4.26)
com Xi,o = O e VN+I = O como indicado em figura 4.11. O valor de Khj, para sistemas que
operam a baixa pressão, pode ser estimado pela seguinte equação:
pO . K - h,J
h,j- Yh,j ~ (4.27) 1
sendo }'hj o coeficiente de atividade do hexano na solução líquida no estágio j e pOhJ a
pressão de vapor do hexano puro no estágio j. O valor desta pressão de vapor pode ser
estimado através da equação ( 4.3 ).
Se as equações do balanço de massa forem agrupadas por componente, elas podem
ser particionadas e colocadas como uma série de Cm matrizes tridiagonais onde a variável
de saída para cada matriz equação é Xh,j em todos os N estágios do stripper. Esta matriz é
representada da seguinte forma:
Bl c] o o o o Xh,J Di
A2 B2 c2 o o o xh.2 D2
o AJ BJ c3 o o xh,J DJ
= (4.28)
o o AN-2 BN-2 CN-2 o xh,N-2 DN-2
o o o AN-1 BN-1 CN-1 xh,N-1 DN-1
o o o o AN BN xh,N DN
As constantes Bi e q para cada componente depende somente das variáveis de
iteração Te V uma vez que se considera que o valor da constante de equilíbrio, K, não varie
significativamente com a composição ao longo da coluna.
119

A resolução da matriz tridiagonal gera os valores das composições do componente
em cada estágio j, ou seja, os valores de XhJ· Porém, os valores obtidos não são
normalizados nesta etapa, mas utilizados diretamente para gerar novos valores de Lj através
da aplicação da seguinte equação
c L(k ~ i) = L(k) "X .
1 1 L.. h.; (4.29) i=]
sendo que a equação ( 4.29) recebe a denominação de equação sum-rates e k é o número de
iterações realizadas.
Os valores de Ljk) são obtidos a partir dos valores de Vj(k) calculados através da
equação (4.21). Os correspondentes valores de v;<k+I) são obtidos do balanço material
global, o qual é derivado do somatório da equação ( 4.16) sobre os c componentes,
combinando o resultado com as equações (4.18) e (4.19) e somando aquele resultado sobre
todos estágios j até N para se obter a seguinte equação:
N
vj = Lj -LN + L(Fm +GmJ m=j (4.30)
Os valores de XiJ necessitam ser normalizados uma vez que eles deverão ser
utilizados posteriormente durante a iteração. Isto é feito através da seguinte equação:
(4.31)
Os correspondentes valores de YhJ são calculados através da equação ( 4.18)
Neste ponto encerra-se o cálculo das composições de saída de cada estágio para o
hexano tanto na fase líquida como na fase de vapor, XhJ e YhJ na iteração k, passando-se,
então, para o cálculo do novos valores das temperaturas dos estágios, Tj.
Os valores de Tj são obtidos pela solução simultânea do conjunto de equações do
balanço de energia para os N estágios. As temperaturas estão embutidas nas
correspondentes entalpias específicas das correspondentes correntes de líquido e vapor. Em
geral, estas entalpias são não-lineares em relação à temperatura. Portanto, um procedimento
de solução iterativa é necessário. Neste caso, o método de Newton-Raphson, segundo
Henley e Seader (1981), pode ser aplicado com sucesso.
120

A aplicação desse método para determinar os novos valores de Tj é baseado na
equação ( 4.17), cuja equação recursiva para o método de Newton-Raphson é a seguinte:
(
aH J(k) (aH J(k) ( aH J(k) __ 1_· LJr._ (k) + __ j Llr_(k) + __ 1_· LJr. (k) =-H _(k) ar. 1 i ar. 1 ar. }+i 1
j-i 1 }+i
sendo:
aHvj V·--
1 ar. 1
(4.32)
(4.33)
(4.34)
(4.35)
aHj aHvj+i --= vj+i (4.36) arj+i arj+i
As derivadas parciais dependem das correlações de entalpia que são utilizadas.
Neste trabalho considera-se que a entalpia é independente da composição, portanto, usar
se-á para os cálculos de lfi de Hj e suas respectivas derivadas, as seguintes equações:
(4.37)
sendo Cph e Cpo os calores específicos do hexano líquido e do óleo de soja, respectivamente,
e r, a temperatura de referência.
(4.38)
sendo íl;, o calor latente de vaporização do hexano na temperatura de referência r,, e Cphy e
Cpya os calores específicos do hexano e da água no estado de vapor.
As N equações formadas a partír da equação (4.32) formam uma equação matriz
tridiagonal que é linear em relação a LITj. A forma da equação matriz é idêntica à equação
(4.28) onde, por exemplo, A2 = (ôfh!ôl'J/"J, B2 = (8H:Iôl'2), C2 = (ôH:IôFs/"J. xh.2 = Llr/k)
121

e D2 = - H/''!. A solução da equação matriz gera o conjunto de correções LJ.1j(k) Novos
supostos valores de 1j são determinados da seguinte forma:
T(k+ I) = T(k) + +.tJ.T(k) J J J' J (4.39)
sendo f um fator escalar de atenuação que é útil quando os valores supostos inicialmente
não estão razoavelmente próximos dos valores verdadeiros. Geralmente, f é tomado como
unitário. Quando todas correções LJ.1j(k! estão próximas de zero, deve-se procurar um
critério para determinar se a convergência foi alcançada. Neste caso, uma maneira de
verificar tal convergência é através do seguinte critério:
-r= f[r/k) -T/k-J)t sO,OJN j=l
(4.40)
Substituição sucessiva é geralmente usada no processo de iteração, ou seja, valores
de Vi e de 1j gerados a partir das equações ( 4.30) e ( 4.39), respectivamente, durante uma
iteração são usados diretamente para iniciar a próxima iteração. Porém, a experiência indica
que é desejável freqüentemente ajustar os valores dessas variáveis antes de iniciar uma
nova iteração.
A partir da modelagem desenvolvida, passa-se à simulação do stripper utilizando
se os dados operacionais coletados na indústria da COAMO.
122

4.6 Simulação da operação de stripping
4.6.1 Introdução
Esta seção visa apresentar os procedimentos adequados para análise de
desempenho da operação de stripping da miscela objetivando a melhoria econômica da
operação. A meta principal que se deseja é a determinação do nível máximo de separação
de óleo de soja!hexano com o mínimo de consumo de energia Isto será feito utilizando as
equações do modelo matemático apresentado anteriormente, para diversas situações de
operação do stripper.
4.6.2 Desenvolvimento do Algoritmo
Como já foi abordado anteriormente, fixando-se todas as vazões de alimentação Fj
ao lado de sua concentração ZhJ e condições termodinâmicas de pressão pFj e temperatura
I';, as vazões de vapor direto G1 e suas condições termodinâmicas ?j e Fi, a pressão de
estágio P1 e o número de estágios N; determina-se os valores de Xh.f YhJ, L1, Vj e Tj. Para
tanto, as seguintes etapas são necessárias:
I. supõe-se um valor iniciai para Tj e Vj;
II. calcula-se a pressão de vapor do hexano e a constante de equilíbrio;
III. calcula-se os valores das concentrações do hexano, Xhj, resolvendo-se
equação matriz (4.28);
IV. calcula-se novos valores de Lj a partir da equação sum-rates ( 4.29) e dos
novos valores de Vj utilizando a equação ( 4.30);
V. normaliza-se os valores de x para cada estágio através da equação ( 4.31) e
calcula-se os valores de y correspondentes;
VI. calcula-se os novos valores de Tj a partir da equação ( 4.17) em conjunto
com as equações do método de Newton-Raphson; e
VII. se necessário, faz-se a iteração.
123

A figura 4.12 apresenta um fluxograma que hierarquiza as equações do modelo
utilizadas na simulação das condições de operação do stripper.
I I" Iteração I w
admissão das variáveis
iniciar nova iteração de iteração, Tj e J;j
k =k+l 1t I
calcular a pressão de vapor do hexano pela eq. 4.3
t calcular a constante de equilíbrio do hexano pela eq. 4.27
w calcular a composição de equilíbrio do hexano em cada estágio j através da eq.4.28
i-calcular os novos valores de Li e J;j através das eq. 4.29 e 4.30
w normalizar o valor de x para cada estágio através da eq. 4.31 e calcular o correspondente valor através da eq. 4.30
ajuste de Tj e J;j i-
calcular Ti através da eq. 4.17 simultaneamente com as equações 4.32, 4.33, 4.43, 4.35 e 4.36
t calcular o fator de convergência r através da equação 4.40
não~ sim .._ saída ~
Figura 4.12 Estrutura do algoritmo para a simulação do stripper
124

Como o processo de determinação de saídas do algoritmo apresentado na figura
4.12 pode envolver urna quantidade muito grande de operações repetitivas, um programa
computacional é necessário para a resolução do problema.
O programa que será utilizado neste trabalho é composto de três elementos:
entrada de dados, programa principal e saída de dados.
A entrada de dados se compõe basicamente do coeficiente de atividade do hexano
na solução e daqueles valores considerados fixos na condição de funcionamento do
stripper. Esses dados são:
• vazão de aíimentação do estágio, Fj em moles/hora;
• fração molar do hexano na alimentação, Zhj em moles de hexano/moles de
miscela;
• pressão do estágio, Pj em mmHg.
O programa principal é o elemento que realiza seqüencialmente os cálculos e as
iterações necessárias.
A saída de dados compõe-se essencialmente dos resultados obtidos do processo
iterativo. Esses dados são:
• as composições molares do hexano no topo e no fundo do stripper, Yh e Xh
respectivamente, em moles de hexano/moles de miscela;
• a temperatura de cada estágio, Tj em °C; e
• a vazão de vapor, Vj em moles/hora.
4.6.3 Dados Operacionais do Stripper
A fim de cumprir o objetivo proposto inicialmente nesta seção, fez-se um
levantamento de dados práticos na indústria da cooperativa COAMO, bem como de alguns
dados obtidos na simulação do sistema de evaporação. Utilizando-se ora somente os dados
práticos ora em conjunto com os dados simulados, em diferentes situações, foi possível
125

obter vários resultados que podem servir de base para um programa de redução de custos
numa indústria de obtenção de óleo de soja.
A fim de realizar a simulação do sistema em estudo levanta-se um conjunto de
dados operacionais da operação de stripping de urna planta de extração de óleo de soja
pertencente à COAMO. Inicialmente, foram analisadas a configuração e características de
funcionamento do equipamento e posteriormente a coleta de dados.
O stripper da COAMO apresenta urna configuração geral semelhante à da figura
4.13 mostrada a seguir.
F, Zhl estágio!
GJ I' '
V2, Yh2 LJ, Xhl I!
estágio 2 G2
-----····-·······---·······---·-\I!
L2, Xh2
Figura 4.13 Esquema geral do stripper da COAMO
Conforme mostra a figura 4.13, o stripper da COAMO é composto de dois
estágios nos quais a miscela entra em contato direto com vapor d'água de forma
contracorrente. Este opera sob pressão absoluta na faixa de 450 a 600 mmHg. Este
equipamento recebe a miscela, que vem do sistema de evaporação com urna concentração,
em termos de fração rnássica, em tomo de 98% de óleo e temperatura em tomo de 120 °C,
com a função de tomar o óleo de soja praticamente livre de hexano. Para tanto, a rniscela
entra no seu topo de forma pulverizada e flui para baixo entrando em contato direto com o
vapor d'água. Este contato possibilita a desorção do hexano de tal forma que o óleo sai no
fundo apenas com urna quantidade mínima desse solvente, ou seja, com uma concentração
mássica de hexano em tomo de 1300 ppm. Para se urna separação eficiente, o vapor d'água
entra, em cada estágio, superaquecido a urna pressão e a urna temperatura de
aproximadamente 4,0 kg:flcnr e de 180 °C, respectivamente.
126

É importante também ressaltar, como já foi mostrado acima, que o stripper da
fábrica da COAMO possui dois estágios cada qual com sua entrada de vapor d'água. No
entanto, na atualidade a entrada de vapor está sendo feita apenas no primeiro estágio. O
argumento dos operadores da :fiibrica é que a injeção de vapor no segundo estágio
possibilita a saída de água juntamente com o óleo no fundo do extrator; ainda segundo os
operadores isto deve ser evitado uma vez que vai prejudicar o desempenho da operação
seguinte pela qual passa o óleo, denominada de secagem de óleo. Entretanto, a não injeção
de vapor nesse segundo estágio aumenta signíficativamente o consumo de vapor e diminui
a recuperação do solvente como será mostrado, a seguir, através dos resultados simulados.
A tabela 4. 7 apresenta os operacionais obtidos na indústria da cooperativa
COAMO, os quais serão comparados com os resultados obtidos através do processo de
simulação a ser realizado.
Tabela 4. 7 Dados operacionais do stripper da COAMO
Dados operacionais simbolos valores
vazão da miscela na entrada do stripper FJ 7490,0 kglh
fração mássica do hexano na entrada do stripper zh 2,0%
temperatura da miscela na entrada r~ 119,7°C
pressão no 1 o estágio PJ 470mmHg
pressão no 2° estágio p2 560mmHg
vazão mássica do óleo bruto no fundo do stripper L2 7.345,0 kglh
fração mássica do hexano no fundo do stripper xh2 1360 ppm
temperatura da miscela no fundo do stripper T2 l14°C
temperatura do vapor direto r 180°C
pressão do vapor direto pG 4,0 kgf7cm2
Os dados de vazão e de concentração presentes na tabela 4.7 estão expressos em
unidades de massa, ou seja, da mesma forma como eles são avaliados na indústria da
COAMO. No entanto, eles necessitam ser transformados em unidades molares para se
tornarem coerentes com as unidades de massa que foram defmidas, anteriormente, no
modelo matemático. Para tal, utiliza-se o peso molecular do solvente como sendo do
127

hexano puro, que é igual a 86,17 g/mol e o peso molecular do óleo como sendo a média dos
pesos moleculares dos ácidos graxos componentes do óleo, ou seja, 265,2 g/mol.
4.6.4 Resultados e Discussões
Da mesma maneira que se fez, anteriormente, na evaporação, os resultados obtidos
com as simulações do stripper serão apresentados de duas maneiras. A primeira delas se
apresenta como a mais relevante: a comparação entre os valores de saída das vazões, das
concentrações e das temperaturas obtidos através do modelo e aqueles coletados na
indústria da cooperativa COAMO. A segunda maneira, por sua vez, de apresentar os
resultados se refere à verificação do comportamento de determinadas variáveis proveniente
de alterações impostas nas condições de operação do processo em estudo.
4.6.2.1 Comparação dos Resultados do Modelo com os Resultados
Operacionais do Stripper.
O objetivo principal desta seção é apresentar urna análise comparativa entre os
resultados obtidos através do modelo desenvolvido para o stripper e os resultados
operacionais de saída obtidos na indústria. A fim de realizar esta análise da forma mais fiel
possível, a simulação foi realizada introduzindo vapor direto apenas no primeiro estágio e
utilizando-se os dados de entrada conforme é especificado no algoritmo da figura 4.12. A
tabela 4.8 mostra esses dados.
Tabela 4.8 Resultados obtidos com o modelo e suas comparações com os dados reais
resultados obtidos simbolo valor real valor simulado
vazão mássica de vapor no topo VI - 1100,0 kg!h
vazão mássica de líquido no fundo L2 7345,0 kg!h 7358,0 kg!h
fração mássica do hexano no líquido do fundo xh2 1360 ppm 1413 ppm
fração mássica do hexano no vapor do topo Yhi - 0,126
temperatura do líquido na saída do stripper T2 114,0°C 113,6 oc consumo de vapor d'água G1 - 960,0 kg!h
128

A tabela 4.8 mostra que embora, a COAMO não efetua medidas da vazão de
vapores que sai no topo do stripper e nem do consumo de vapor d'água direto utilizado, a
empresa avalia o desempenho de seu processo somente através da vazão mássica de óleo
bruto, do teor de hexano que sai junto com o óleo e da temperatura do óleo, que saem no
fundo do stripper. Assim, somente estes puderam ser comparados diretamente com aqueles
obtidos pelo modelo. A comparação mostra uma boa aproximação entre os dados que
foram coletados na indústria da cooperativa COAMO e os valores obtidos através do
modelo aplicado. Pode-se observar que o valor da fração mássica do hexano presente no
óleo bruto é de 0,00136 ou 1360 ppm na indústria e de 0,001413 ou 1413 ppm através da
simulação, ou seja, a diferença entre o valor real e o valor simulado apresenta um erro
relativo de apenas 3,9%; além disso, esses valores estão de acordo com os padrões aceitos
para o hexano residual, confOrme mostra a tabela 4.8. Com relação à temperatura do óleo
na saída, pode-se observar que o seu valor real na indústria é de 114,0 °C na indústria, e de
113,6 oc através da simulação, portanto, com um erro de apenas 0,4%. Com relação ao
dado de consumo de vapor d'água direto no stripper, apesar de não existir o dado real da
indústria, alguns comentários podem ser ditos. O consumo obtido através do modelo foi de
24 kg de vapor por tonelada de soja esmagada; este valor somado a aquele valor de vapor
gasto na evaporação (34 kg de vapor por tonelada de soja esmagada) totaliza 58 kg de
vapor por tonelada de soja esmagada em todo o processo de separação do óleo e solvente.
Este valor total mostra que a COAMO está gastando mais vapor que o recomendado, que é
40 kg de vapor por tonelada de soja esmagada, como foi visto anteriormente. Cabe ressaltar
ainda que a simulação foi efetuada conforme está operando atualmente a coluna da
indústria da COAMO com a introdução de vapor somente no primeiro estágio; como será
visto posteriormente, na seção 4.6.4.3, esta forma de operar traz ineficiência para o sistema
tanto na recuperação de hexano como no consumo de vapor.
4.6.4.2 Influência da Concentração da Alimentação nos Resultados
Operacionais do Stripper
Esta seção tem por objetivo principal o efeito que a concentração de hexano na
entrada afeta os resultados de saída do equipamento.
129
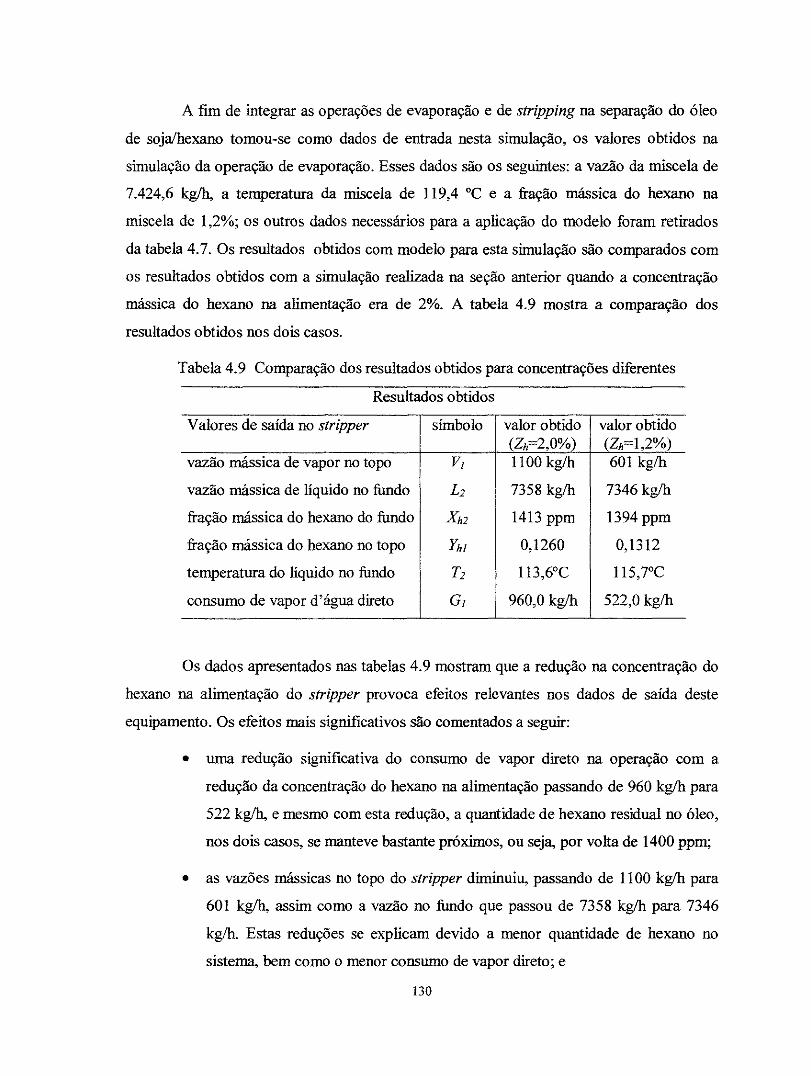
A fim de integrar as operações de evaporação e de stripping na separação do óleo
de soja!hexano tornou-se corno dados de entrada nesta simulação, os valores obtidos na
simulação da operação de evaporação. Esses dados são os seguintes: a vazão da rniscela de
7.424,6 kg/h, a temperatura da rniscela de 119,4 oc e a fração rnássica do hexano na
rniscela de 1 ,2%; os outros dados necessários para a aplicação do modelo foram retirados
da tabela 4. 7. Os resultados obtidos com modelo para esta simulação são comparados com
os resultados obtidos com a simulação realizada na seção anterior quando a concentração
rnássica do hexano na alimentação era de 2%. A tabela 4.9 mostra a comparação dos
resultados obtidos nos dois casos.
Tabela 4.9 Comparação dos resultados obtidos para concentrações diferentes
Resultados obtidos
Valores de saída no stripper sim bolo valor obtido valor obtido (Zh=2,0%) (Zh=1,2%)
vazão rnássica de vapor no topo VI llOOkg/h 601 kg!h
vazão rnássica de líquido no fundo L2 7358 kg/h 7346kg/h
fração rnássica do hexano do fundo xh2 1413 pprn 1394 pprn
fração rnássica do hexano no topo yhl 0,1260 0,1312
temperatura do líquido no fundo T2 113,6°C l15,7"C
consumo de vapor d'água direto G1 960,0 kg/h 522,0 kg/h
Os dados apresentados nas tabelas 4.9 mostram que a redução na concentração do
hexano na alimentação do stripper provoca efeitos relevantes nos dados de saída deste
equipamento. Os efeitos mais significativos são comentados a seguir:
• urna redução significativa do consumo de vapor direto na operação com a
redução da concentração do hexano na alimentação passando de 960 kg/h para
522 kg/h, e mesmo com esta redução, a quantidade de hexano residual no óleo,
nos dois casos, se manteve bastante próximos, ou seja, por volta de 1400 pprn;
• as vazões rnássicas no topo do stripper diminuiu, passando de 1100 kg/h para
601 kg/h, assim corno a vazão no fundo que passou de 7358 kg/h para 7346
kg/h. Estas reduções se explicam devido a menor quantidade de hexano no
sistema, bem corno o menor consumo de vapor direto; e
130

• a temperatura no stripper aumentou, passando de 113,6 oc para 115,7 °C. Este
aumento pode ser justificado, levando-se em conta que a quantidade de hexano
evaporada no segundo caso foi inferior ao primeiro caso, com isso o
resfriamento do sistema foi menor.
4.6.4.3 Influência do Modo de Injeção de Vapor Direto nos Resultados
Operacionais do Stripper
Nas simulações realizadas para o stripper foram feitas com a injeção de vapor
apenas no primeiro estágio. Nesta seção, pretende-se verificar os efeitos produzidos nos
resultados operacionais desse equipamento quando se introduz o vapor direto nos dois
estágios. Para tal, introduz-se vapor direto nos dois estágios sendo que as vazões G1 e G2
variam cada uma de O a 960,0 kg/h, os demais dados solicitados pelo modelo são como
aqueles da tabela 4. 7. Os resultados obtidos através das simulações são mostrados na tabela
4.10.
Tabela 4.1 O Influência da injeção de vapor nos resultados operacionais do stripper
Resultados obtidos
G1 G2 L2 xh2 TI T2 hexano não recuperado
(kg/h) (kg/h) (kg/h) (ppm) CO C) CO C) (kg/h)
960,0 0,0 7358,0 1413 113,5 113,5 10,4
780,0 180,0 7350,4 479 114,0 113,2 3,5
720,0 240,0 7349,8 393 114,1 113,2 2,9
670,0 290,0 7349,4 342 114,2 113,1 2,5
580,0 380,0 7348,9 276 114,5 113,1 2,0
220,0 740,0 7348,0 156 115,4 113,0 1,2
0,0 960,0 7347,7 120 115,9 112,9 0,9
Uma análise dos resultados apresentados na tabela 4.10 mostra que a melhor
condição operacional do stripper é a introdução integral do vapor necessário apenas no
último estágio desse equipamento. A recuperação do hexano foi superior à todas as outras
situações simuladas, especialmente àquela em que se introduz o vapor apenas no primeiro
131

estágio. Além disso, a temperatura no segundo estágio manteve-se com um valor próximo
ao valor real de 113 °C, e até apresentou um certo declínio para o valor de 112,9 °C, o que é
benéfico para a qualidade do óleo produzido. Esses aspectos vantajosos mencionados
podem ter ocorrido devido ao maior contato e a melhor transferência de massa entre a fase
de vapor e a fase líquida que fluem em contracorrente dentro do equipamento.
4. 7 Conclusões sobre o Stripping
O objetivo desta seção foi apresentar um modelo para analisar as condições de
operação do stripper utilizado na separação do hexano do óleo de soja, o avaliar os aspectos
mais significativos em termos da otimização da recuperação do hexano e do consumo de
energia, bem como da qualidade do óleo.
Assim, levando-se em conta as características peculiares de um stripper típico,
desenvolveu-se um processo metodológico composto de um modelo matemático, do
algoritmo de Burningham-Otto, de um programa computacional em linguagem FORTRAN
e da comparação dos resultados simulados com os dados operacionais obtidos na indústria
da COAMO.
Com o esboço teórico do sistema de análise pronto, passou-se à sua aplícação
prática com dados reais coletados numa indústria da região visando obter a confirmação da
sua viabilidade como ferramenta para a otimização da operação de stripping, assim como
permitir melhor visualização de suas limitações.
Os resultados obtidos na aplicação foram analisados, e mostraram que o modelo
proposto é coerente e pode ser perfeitamente utilizado como ferramenta num sistema de
otimização da operação de stripping do hexano presente no óleo de soja. Esta constatação
pode ser confirmada, urna vez que o nivel de recuperação de hexano previsto pelo modelo,
bem como temperatura de saída do óleo bruto no fundo da coluna são bastante próximos
dos valores obtidos na prática industrial. No entanto, pequenos desvios foram observados
em relação às variáveis citadas acima; isto pode ser devido a fatores não previstos no
modelo como as perdas de calor para o ambiente, às dificuldades de contato entre a fase
líquida e a fase de vapor, bem como a condensação de pequenas quantidades de vapor
d'água dentro do stripper. 132

Finalmente, pode-se destacar que o objetivo principal foi atingido, pois através do
modelo proposto nesta seção foi possível estabelecer a maneira como o stripper deve
operar para se ter uma recuperação boa de hexano com o menor consumo de energia.
4.8 Conclusões sobre a Destilação da Miscela
O objetivo deste capítulo foi apresentar modelos que pudessem ser utilizados
como ferramentas num processo de otimização na etapa de separação do hexano do óleo de
SOJa.
Na busca deste objetivo, dificuldades específicas foram encontradas, como a falta
de dados de equihbrio experimentais e as características especiais dos materiais e
equipamentos envolvidos na evaporação e stríppíng do hexano. No entanto, os modelos
previstos no objetivo foram propostos, os quais se compõem das seguintes partes
fundamentais: o modelo matemático, o algoritmo de solução, a coleta de dados
operacionais e a aplicação do sistema desenvolvido com os dados coletados na indústria
local.
Na destilação da miscela dois tipos de modelos foram propostos: um para a
operação de evaporação e outro para a operação de stripping, os quais se diferenciam no
tipo de modelagem matemática aplicada e no tipo de algoritmo de resolução. As principais
dificuldades encontradas no desenvolvimento dos modelos foram a falta de dados de
equilíbrio adequados para a faixa de operação do sistema, as características especificas dos
materiais envolvidos, bem como o tipo bem específico de stripper utilizado na separação do
hexano do óleo de soja. A estratégia para as soluções destes problemas encontrados foi a
utilização de modelo teórico para prever dados de equilíbrio, o UNIFAC, e adaptar a
modelagem tradicional dos processos de separação, em estágios, para o caso especial do
stripper.
A coleta dos dados operacionais foi realizada na indústria da COAMO que
disponibilizou praticamente todos os dados necessários. Porém, o dado direto de consumo
de vapor tanto no segundo evaporador como no strípper não estão disponíveis por ausência
de instalação de instrumentos de medida nas linhas de vapor. Este dado é importante nas
comparações de resultados, mas a sua falta não descaracteriza a validação dos modelos 133

empregados, uma vez que as medidas de outras grandezas de comparação importantes, tais
como temperatura, vazão e concentração estavam disponíveis e foram utilizadas.
A partir dos modelos teóricos e dos dados operacionais disponíveis, passou-se às
aplicações práticas visando obter a confirmação da viabilidade desses modelos como
ferramentas para auxiliar em processos de otimização da destilação da miscela, assim como
perrnítir melhor visualização de suas limitações.
As aplicações foram realizadas e os resultados obtidos foram analisados tanto para
a operação de evaporação como para a operação de stripping. Estes mostraram que os
modelos propostos são coerentes e podem ser perfeitamente utilizados como ferramentas
num sistema de otimização das operações que fazem parte da destilação da miscela. Esta
constatação pode ser confirmada, uma vez que os níveis de separação de hexano/óleo
previstos pelos modelos, bem como temperaturas de saída dos equípamentos estão bastante
próximos dos valores obtidos na prática industrial. No entanto, pequenos erros foram
observados em relação às variáveis citadas acima; isto pode ser devido a fatores não
previstos nos modelos, tais como as perdas de calor para o ambiente, as dificuldades na
previsão de parâmetros de troca térrníca e de equilíbrio, as dificuldades de contato entre a
fase líquida e a fase vapor e a condensação de pequenas quantidades de vapor d'água
dentro do stripper.
Por último, pode-se destacar que o objetivo principal do capítulo foi atingido uma
vez que os resultados obtidos, com as simulações, mostraram que os modelos propostos são
coerentes e possíveis de serem utilizados como ferramentas num processo de otimização
das operações que fazem parte da separação do hexano e o óleo de soja.
No próximo capítulo, pretende-se apresentar um modelo adequado para a análise
da operação de separação do hexano do farelo de soja.
134

5 DESSOLVENTIZAÇÃO-TOSTAGEM
5.1 Introdução
Como já mencionado anteriormente na seção 2.2.3, a desolventização-tostagem é
urna operação que visa principalmente separar o hexano do farelo a partir da torta
proveniente do extrator. Para cumprir este objetivo, esta operação usa vapor d'água na
forma direta e indireta gerando duas correntes: o farelo tostado e os vapores (água e
hexano) que serão utilizados na evaporação da rniscela. O equipamento utilizado para
realizar essa operação é conhecido no setor industrial do complexo soja como
dessolventizador-tostador (DT), cujo princípio de funcionamento será descrito a seguir.
5.2 O Dessolventizador-Tostador (DT)
Esta seção tem o objetivo de apresentar um estudo mais detalhado do DT. Este é
um equipamento complexo, como afirma Witte (1995), e que é utilizado universalmente na
separação hexano/farelo de soja. Vários autores, tais como Sipos (1961), Zanetti (1981) e o
próprio Witte (1995) apresentaram descrições detalhadas sobre o DT. A descrição deste
equipamento, a seguir, é baseada no trabalho destes autores.
Nas primeiras plantas de obtenção de óleo de soja com solvente, em operação
contínua, a dessolventização da torta (farelo) era feita utilizando roscas de aquecimento e
secagem. Eram canos compridos, de 500 mm de diâmetro ou mais, com camisa de
aquecimento e transportadores de palheta, sobrepostos horizontalmente em número de 4 a 6
unidades, e ligados entre si por suportes, formando assim um sistema próprio. Esses
transportadores movimentavam o material lentamente através dos tubos e, assim,
provocavam uma movimentação intensa do farelo. Urna comporta na saída isolava o
sistema e urna moderada injeção de vapor direto no fim do sistema arrastava os vapores
através de aparadores de farelo para o condensador. Dessas roscas de aquecimento o farelo
dessolventizado saia quase branco, muito seco e frágil. Subsequente manuseio resultava em
consideráveis quebras e problemas com poeiras.
135

Os nutricionistas descobriram que o farelo de cor branco não era bom para o uso
em alimentação animal por causa da presença dos fatores antinutricionais já mencionados.
Em 1939, a firma Central Soya patenteia nos Estados Unidos um método para tostagem do
farelo, sob condições de alta umidade, feita em compartimentos dispostos verticalmente,
gerando um produto mais escuro com melhores propriedades nutricionais e de manuseio. A
partir de então o processo de tostagem tornou-se parte integrante do processo quando o
farelo é destinado à alimentação animal.
A firma americana, Blaw Knox, introduziu, por volta de 1949, um sistema de
tostagem efetuada num tostador que usava pressões de vapor na faixa de O, 1 a 0,3 atm. Este
sistema operava sob condições relativamente secas e haviam indicações de que o furelo era
nutricionalmente inferior ao furelo tostado sob condições de alta umidade e na pressão
atmosférica.
Urna parte essencial do processo de tostagem patenteado pela Central Soya
umidificava o furelo com água até um teor de umidade que variava de 16 a 23% em massa.
Então, foi reconhecido que a umidade desempenha um papel importante na preservação de
características nutricionais e, ao mesmo tempo, contribui para a redução dos fatores
antinutricionais.
A firma Central Soya em parceria com a firma French Oi! Mill Machinery Co, em
1949, testaram em escala piloto um aparelho que efetuava tanto a dessolventização como a
tostagem, o dessolventizador-tostador. Neste aparelho o calor fornecido para a evaporação
do hexano era obtido pela condensação do vapor vivo injetado diretamente no farelo úmido
de hexano no primeiro estágio, pelo calor fornecido pelo vapor pelo tubo central, bem como
pelo vapor injetado nas jaquetas instaladas no aparelho. O farelo, molhado pela
condensação do vapor direto, fluía para as bandejas inferiores para ser tostado com o calor
fornecido pelo tubo central e através das camisas. Os testes promovidos com este aparelho
foram promissores em termos de recuperação de solvente, economia de energia, segurança
e qualidade do farelo. A partir de então, surgiu o primeiro dessolventizador-tostador
comercial, conhecido no mundo inteiro pela abreviação DT. A figura 5.1 mostra o esquema
do primeiro DT comercial que surgiu na indústria de obtenção de óleo e farelo de soja.
136

vapores ae hexano/água
purificador ~~---+~de vapores
'~,;o;;=~ F~~,..L_.jdescarga com velocidade variável
Figura 5.1 Esquema do projeto original do DT (1950)
A figura 5.1 mostra que o DT possuía uma única bandeja no topo, onde o vapor
vivo era injetado diretamente, seguido por um ou mais bandejas inferiores com jaquetas
onde ocorria a tostagem. Os níveis do farelo eram mantidos ou por meio de rosca de
velocidade variável localizada na saída do DT ou por meio de aberturas colocadas em cada
bandeja; além disso, em cada bandeja intermediária foi fixado uma ou mais grades para
perrnítir que o vapor gerado na tostagem subissem e entrassem na seção de
dessolventização, onde alguma energia seria recuperada. O vapor do solvente junto com
uma quantidade de água, a uma temperatura na faixa de 74 a 84 °C, saia no topo levando
fmos de farelo; os finos eram separados e retornavam ao DT e, ao mesmo tempo, os
vapores eram encaminhados para a condensação.
A figura 5.2 mostra o esquema de um DT típico utilizada na maioria das indústrías
de obtenção de óleo de soja. Como pode ser observado, este projeto difere do original,
principalmente, pelas introduções de uma seção transversal maior e de mais de um estágio
no topo para executar a função de dessolventização. Estas modificações tem duas vantagens
principais. O aumento da seção transversal reduz a velocidade na superficie superior do
leito de farelo formado nos estágios, assim evita o arraste do leito, propiciando o
equipamento operar com altas capacidades. A segunda vantagem deste projeto é que ele
reduz a quantidade de vapor vivo exigido para a dessolventização; este vapor atravessa um
leito mais profundo até sair na superficie superior da unídade, propiciando, assnn, um
!37

melhor contato entre o vapor vivo e a torta. Esta característica também possibilitou reduzir
a temperatura dos vapores no topo do DT para valores em torno de 70 °C.
jaquetas (vapor indireto)
Figura 5.2 Esquema do projeto melhorado do DT
O DT é o maior usuário de vapor vivo numa planta de obtenção de óleo bruto de
soja, cujo valor normalmente está na faixa de 35 a 55% do consumo de toda a planta O
vapor exigido pelo DT depende principalmente de três fatores:
1. do teor de hexano na torta que sai do extrator;
2. da temperatura do vapor no topo do DT; e
3. em menor grau, da temperatura da torta que entra no DT.
A quantidade de vapor vivo injetado é diretamente proporcional ao teor de hexano
e nem todo vapor vivo condensa na torta. A corrente de vapor que sai do DT contém vapor
d'água em equilíbrio, numa concentração, tal que a pressão parcial da água é igual à
pressão de vapor da água pura na temperatura dos vapores do DT. Assim, quando a
temperatura do vapor aumenta, a corrente de vapor no topo conterá urna quantidade mais
elevada de água. A figura 5.3 obtida dos dados apresentados por Witte (1995), mostra a
relação entre a massa de água e a massa de solvente na corrente de vapor em função da
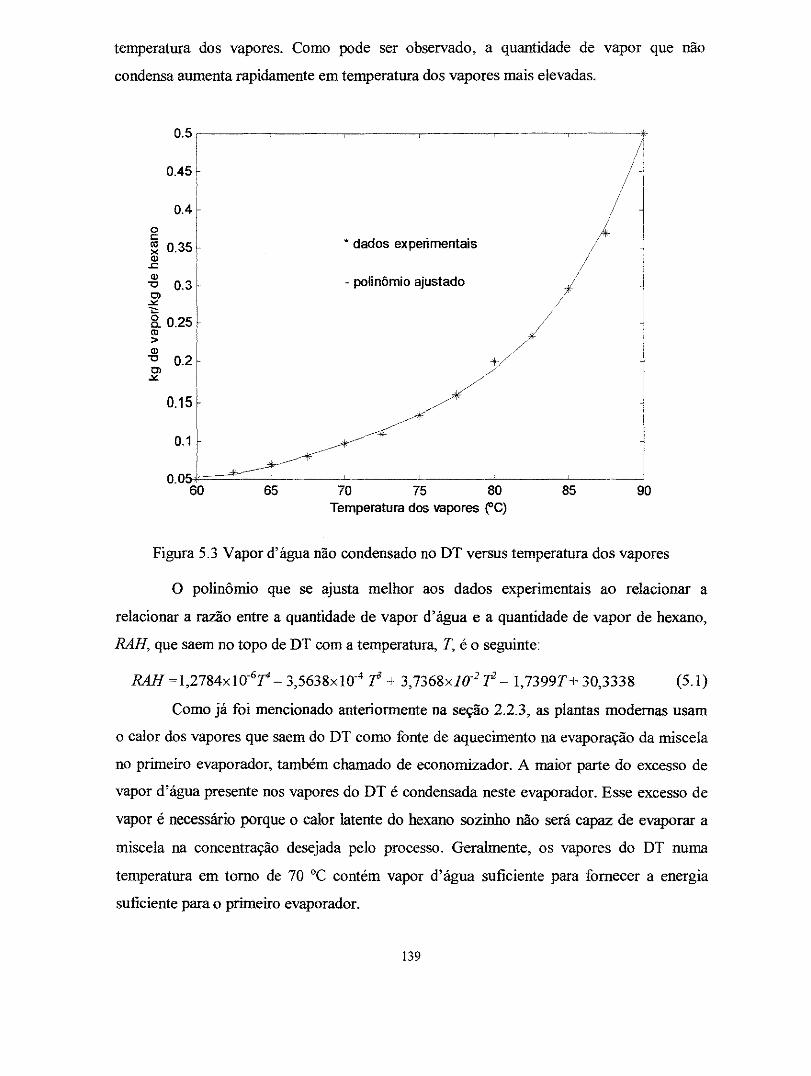
temperatura dos vapores. Como pode ser observado, a quantidade de vapor que não
condensa aumenta rapidamente em temperatura dos vapores mais elevadas.
~ ;,
O.<Sf /
0.4l1
I 1 ~ 0.35, I t, •u *dados experimentais c ~ I , i 0.31' -polinômio ajustado j I
"'25 / • i 0.2f / jl
'"l ./ ,:' ~--~-~·-• -</v ~
60 65 70 75 80 85 90 Temperatura dos vapores ("C)
.Figura 5.3 Vapor d'água não condensado no DT versus temperatura dos vapores
O polinômio que se ajusta melhor aos dados experimentais ao relacionar a
relacionar a razão entre a quantidade de vapor d'água e a quantidade de vapor de hexano,
RAH, que saem no topo de DT com a temperatura, T, é o seguinte:
RAH ~I,2784xl0·6r- 3,5638xl0'4 T + 3,7368xlo·2 Y- 1,7399T+ 30,3338 (5.1)
Como já foi mencionado anteriormente na seção 2.2.3, as plantas modernas usam
o calor dos vapores que saem do DT como fonte de aquecimento na evaporação da miscela
no primeiro evaporador, também chamado de economizador. A maior parte do excesso de
vapor d'água presente nos vapores do DT é condensada neste evaporador. Esse excesso de
vapor é necessário porque o calor latente do hexano sozinho não será capaz de evaporar a
miscela na concentração desejada pelo processo. Geralmente, os vapores do DT numa
temperatura em tomo de 70 oc contém vapor d'água suficiente para fornecer a energia
suficiente para o primeiro evaporador.
139

Após a torta ser dessolventizada e tostada, ela sai do DT contendo um residual de
hexano menor que 500 ppm, com uma temperatura na faixa de 108 a 115 oc e com um teor
de umidade em torno de 20%.
Conforme já discutido anteriormente na seção 2.3.3, a operação dessolventização
-tostagem se processa de forma a ocorrer mudanças de fase tanto do solvente como da água
que entram no DT. O solvente sofre a evaporação em quase sua totalidade e grande parte do
vapor d'água é condensada. Assim, duas situações de equilíbrio líquido-vapor se
estabelecem dentro do equipamento. Uma entre o solvente na torta e na fase de vapor e a
outra é entre a água líquida na torta e na fase de vapor.
Nesta seção foram caracterizadas as correntes que entram e saem do DT e de uma
maneira geral os fenômenos fisicos que ocorrem neste equipamento ao recuperar o hexano
e produzir um farelo de boa qualidade. A seguir, pretende-se apresentar um modelo
matemático que possibilite simular situações operacionais de interesse no sistema de
desso lventização/tostagem.
5.3 Modelo matemático do DT
O objetivo desta seção é propor um modelo matemático que possibilite simular a
operação no DT visando estabelecer as condições ótimas ou mais favoráveis em termos de
recuperação do hexano e da economia de energia.
O DT, como já mencionado anteriormente na seção 5.2, é um equipamento
dividido em duas grandes partes: uma onde ocorre a dessolventização e a outra onde
acontece a tostagem. Em cada uma destas partes ocorrem subdivisões denominadas de
estágios. Nos estágios, a torta entra em contato com o vapor d'água a fim de ocorrer o
stripping do hexano. Esse fenômeno ocorre com maior amplitude na zona de
dessolventização urna vez que nela é introduzido o vapor direto superaquecido. Este vapor
ao fornecer energia para a evaporação do solvente se resfria e parte dele é condensada
dentro do equipamento. Em seguida, a torta praticamente livre de hexano, entra na área de
tostagem onde sofre o aquecimento de vapor saturado indireto. O calor latente liberado pelo
vapor vai aquecer o farelo e evaporar uma parte da umidade e do hexano residual presentes
na torta. Dessa forma, tem-se uma corrente continua de farelo úmido com água e hexano
que desce e uma corrente contínua formada de vapor d'água e de hexano que sobem ao

longo do equipamento passando de estágio a estágio. Estes estágios, na realidade, são
pequenos leitos onde a torta entra em contato com a fase de vapor. Esses leitos, para se
adaptarem à modelagem que se pretende adotar, são subdivididos (discretizados) de forma
que o esquema geral do DT que será utilizado neste trabalho é semelhante ao da figura 5.4.
vapores de tort hexano/água
I \
a
estágio I
apor direto v estágio estágio
2 j-1
vap
\ ............ / estágio J j+! N-1 N
o r indireto\
'>L
estagio estágio
' estágio
I ' / farelo úmido Figura 5.4 Esquema geral do DT
A figura 5.5 mostra o DT como urna coluna dividida em estágios de forma
semelhante àquela apresentada para o stripper. Neste esquema, a corrente de vapor entra
em contato direto com a torta, em cada estágio, provocando o stripping do hexano e, ao
mesmo tempo, gerando o farelo úmido praticamente livre de hexano.
A modelagem do DT pressupõe as seguintes hipóteses:
• DT opera em regime permanente e em contracorrente;
• há uma condição de equilíbrio líquido-vapor no interior do DT;
• cada estágio é perfeito, ou seja, o vapor que sai de cada estágio está em
equilíbrio com o líquido de saída;
• o caJor de solução é desprezível; e
• as variações da energia cinética e potencial são desconsideradas.
O modelo matemático que será proposto para o DT, similar a aquele proposto para
o stripper no capítulo 4, se baseia na teoria geral de processos de separação em estágios de
equilíbrio. A figura 5.5 mostra as correntes e as propriedades que entram e saem do estágio
J.
141

YhJ I' ;t·l H'j j-1
'Fj 0-1
alimentacão pj
\ Pi-1
Fj, Zhj, lfi, T"i,Pi
vapor indireto estágio j
···-·····" vapor d'água direto ····················rr Glj, 1: i
YhJ+I XiJ Gi, Wi, ri, pGJ
H'i+l !fi 0+1 0 pi+l pi
T'i+! L J
Figura 5.5 Esquema geral das correntes do estágio de equilíbrio j no DT
As correntes que entram no estágio j, mostrado na figura 5.5, são em número de
quatro especificadas de corrente Fj, de corrente Li.1, de corrente YJ+I e de corrente Gi. A
corrente Fj é a vazão molar de alimentação da mistura com fração molar ZtJ do componente
i, com temperatura r"j, com pressão ~ e a correspondente entalpia molar~; a pressão de
alimentação é assumida ser maior ou igual à pressão do estágio Pi. A corrente L1.1 é a vazão
molar do líquido que sai do estágio situado acima do estágio j com fração molar XtJ-1 do
componente i, com temperatura 0-1, com pressão P1.1 e a correspondente entalpia molar Hi-
1. É assumido que a pressão P1.1 é menor ou igual à pressão do estágio j. A corrente YJ+I é a
vazão molar dos gases que saem do estágio situado imediatamente abaixo do estágio j com
fração molar YtJ+1 do componente i, com temperatura 0+1, com pressão Pi+1 e com a
correspondente entalpia H'i+l· A corrente Gi é a vazão do vapor d'água injetado direto no
estágio, com temperatura ri e com pressão pGi· Saindo do estágio j tem-se duas correntes
especificadas como corrente L1 e como corrente Yj. A corrente Li é a vazão molar de líquido
com composição XtJ do componente i, com temperatura 0, com pressão Pi e com a
correspondente entalpia molar !fi; a corrente Yj é a vazão molar do gás com fração molar
YtJ do componente i, com temperatura 0, com entalpia molar H'i e pressão P1 a qual está em
equilíbrio com a pressão do líquido.
Deve-se notar que o esquema mostrado na figura 5.5 é genérico e que o valor das
correntes em alguns estágios do DT é nulo; por exemplo, na área de tostagem não entra
vapor direto, portanto, o valor de Gi = O. Além disso, existe também na área de tostagem o
142

calor fornecido pelo vapor indireto que se condensa numa camisa instalada ao redor de cada
estágio do tostador.
As equações que relacionam todas as variáveis associadas com o estágio teórico j
são explicitada a seguir. Estas equações representam o balanço de massa, balanço de
energia e relações de equilíbrio.
Equação do balanço de massa para o componente:
(5.2)
Equação do balanço de energia por estágio
L1.JlfJ-I + I'J+IH'J+I + Fj~ + GjWJ + Qlj- L1lf1 -I'Jl!j = O (5.3)
sendo Qf; o calor latente fornecido pelo vapor indireto.
Equação de equilíbrio para o componente i:
Yi.j = Ki.j Xh.j (5.4)
sendo K;,j a constante de equilíbrio do componente i no estágio j.
Somatório das frações molares dos componentes das misturas em cada estágio
sendo c o número de componentes.
c
"Y· . =I L,; l,j
i=l
c
"X· . =I L,; l,j
i= i
(5.5)
(5.6)
A equação do balanço material total pode ser usada no lugar das equações (5.5) e
(5.6). Ela pode ser resultante da combinação destas duas equações e a f z,J ~ 1 com a i=l
equação (5.2) somado para todos c componentes a partir do estágio I até o estágio j. Assim,
j
L1=~+l+ LFm+Gm-Vl (5.7) m=l
A figura 5.6 esquematiza um modelo fisico de N estágios, de configuração
adaptada à situação do dessolventizador-tostador. Essa figura servirá de modelo para o
desenvolvimento das equações de balanço de massa, de energia e de equilíbrio, as quais 143

irão compor o modelo para se realizar a análise da operação da separação entre o hexano e
o farelo de soja. É importante salientar que este modelo, em muitos aspectos, é semelhante
aquele apresentado no capítulo 4 quando se modelou o stripper, a partir algoritmo de
Burningham-Otto.
F 1 ;---------~------, ' <
lt : "' Q ' '
F 2 ' :, '/
' Q 'h:/ ' ' ' ' ' ' j ' :-
lj :-'
Q ' ' ' ' ' 1 ' ::
I :-' '
QlN
F N' '-'---l--7. ',
QI N :/ '
estágio ' ' ' 1 / :G1
v2í' ~L1 ': '
estágio ' ' ' 2 '(h V3 1' L2 ' ' ' Vj Li-1 '
I ' ' ' estágio ' ' i _,: G j
fJ+l'l' -.J.tLj '• '
-.ltLN-2 estágio
N-1 G N-1
VN~ ~LN-1'
estágio N G N
~----------~1---------'LN
Figura 5.6 Esquema de um extrator contracorrente de N estágios
Como foi visto, o algoritmo de Bumingham-Otto é dividido em duas partes: uma
parte que realiza o balanço de massa em cada estágio para determinar as vazões e
concentrações de saída e outra realiza o balanço de energia para determinar a temperatura
de saída. Esses balanços formam sístemas de equações que para serem resolvidos utilizam
-se iterações, sendo as variáveis de iteração a temperatura e a vazão de vapor, 1j e Vj.
As concentrações de saída do estágio são obtidas pelo método da matriz
tridiagonal, cuja equação básica é a seguinte:
Ax .f+ B·r· · + C.r +I= D :rl,J ~rl,J _rl,J '} (5.8)
144

sendo:
j-1
Aj =Vj + L/Fm +Gm)-VJ com 2-s,j-s,N (5.9) m=l
Bj =-[vj+J+ ±rFm+Gm)-V1 +KiJvj] com l$j$N m=l
(5.10)
Cj KtJ+lVj+l com l$j$N-J (5.11)
(5.12)
com x;. 0 =O e V:~V+l =O como indicado em figura 5.6. Os valorres de K,J é determinado a
partir de dados operacionais reais.
Os valores de KtJ necessários para a aplicação do modelo desenvolvido são
aqueles referentes ao equihbrio líquido-vapor formado no interior do DT entre a água no
estado líquido e no estado de vapor, bem como entre o hexano líquido e o hexano no estado
de vapor. Os demais componentes da torta, como os flocos e o óleo residual são
considerados inertes no processo de separação. Esses dados de equilíbrio para o tipo de
mistura em estudo, assim como para as condições de operação do DT não estão disponíveis
na literatura, provavelmente, devido às características e peculiaridades específicas deste
equipamento na indústris química de forma geral. Assim, na tentativa de resolver o
problema da simulação deste equipamento utilizou-se os dados operacionais do DT
mostrados no gráfico da figura 5.3. Conforme dito, anteriormente, na seção 5.2, esta figura
mostra o gráfico que relaciona a razão entre a massa de água e a massa de hexano na
corrente de vapor em função da temperatura dos vapores que saem no topo do
equipamento. A partir desse gráfico foi obtido a equação (5.1) que possibilitou determinar
composição da corrente gasosa em cada estágio para cada temperatura. A composição do
componente na corrente gasosa está relacionado com a composição do mesmo no estado
líquido através da constante de equilíbrio no estágio, a qual foi estimada utilizando-se os
dados operacionais de massa do DT da COAMO. Assim, a modelagem estabelecida para
este equipamento será validada a partir dos resultados do balanço de energia realizado em
cada um dos estágios definido no sistema.
Se as equações do balanço de massa forem agrupadas por componente, elas podem
ser particionadas e colocadas como uma série de Cm matrizes tridiagonais onde a variável 145

de saída para cada matriz equação é X;, em todos os N estágios do DT. Esta matriz é
semelhante àquela representada pela equação ( 4.28).
A resolução da matriz tridiagonal gera os valores das composições do componente
em cada estágio j, ou seja, os valores de x;, j· Porém, os valores obtidos não são
normalizados nesta etapa, mas utilizados diretamente para gerar novos valores de Lj através
da aplicação da seguinte equação
c
L (k + I) - L {k)" 1 - 1 L...xh,j (5.14)
i= I
sendo que a equação (5.14) recebe a denominação de equação sum-rates e k é o número de
iterações realizadas.
Os valores de L/l são obtidos a partir dos valores de vr calculados através da
equação (5.7). Os correspondentes valores de ~(k+IJ são obtidos do balanço material global,
o qual é derivado do somatório da equação (5.2) sobre os c componentes, combinando o
resultado com as equações (5.4) e (5.5) e somando aquele resultado sobre todos estágios j
até N para se obter a seguinte equação:
N
vj =Lj-LN+ L(Fm+GmJ =j
(5.15)
Os valores de X;J necessitam ser normalizados urna vez que estes deverão ser
utilizados posteriormente durante a iteração. Essa normalização é feita pela seguinte
equação:
X·. ( )
1,)
xi,j normalizado = c (5.16)
"x·. L... l,j
i= i
Os correspondentes valores de Yh,i são calculados através da equação (5.4).
Neste ponto encerra-se o cálculo das composições de saída de cada estágio para o
componente i tanto na fase líquida como na fàse de vapor, Xij e Yi,i na iteração k, passando
se, então, para o cálculo do novos valores das temperaturas dos estágios, Ij.
Os valores de Ij são obtidos pela solução simultânea do conjunto de equações do
balanço de energia para os N estágios. As temperaturas estão embutidas nas

correspondentes entalpias específicas das correspondentes correntes de líquido e vapor. Em
geral, estas entalpias são não-líneares em relação à temperatura. Portanto, um procedimento
de solução iterativa é necessário. Neste caso o método de Newton-Raphson pode ser
aplicado com grande sucesso.
A aplicação desse método para determinar os novos valores de Tj é baseado na
equação (5.3), cuja equação recursiva para o método de Newton-Raphson é a seguinte
sendo:
- 1-· L1T·_ (kJ + __ j L1T_(kJ + - 1-· L1T· (kJ =-HfkJ (5.17) (
8H J(kJ . (8H J(kJ ( 8H J(kJ
8T · 1 1 8T · 1 8T. 1+1 1
j-1 J ]+1
àHj àHL j-1 --=L· 1--"--8T.
1 ]- ar.
1 ]- ]-
V. 8Hvj 1 8T· J
(5.18)
(5.19)
(5.20)
(5.21)
As derivadas parciais dependem das correlações de entalpia que são utilizadas.
Neste trabalho considera-se que a entalpia é independente da composição, portanto, usar
se-á as para os cálculos de Fi"j de Ji'lj e suas respectivas derivadas as seguintes equações:
(5.22)
sendo Cph, Cpa, Cpr e Cpo os calores específicos do hexano, da água, do farelo e do óleo de soja
respectivamente, T, a temperatura de referência.
(5.23)
sendo Âh o calor latente de vaporização do hexano, Âa o calor de vaporização da água na
temperatura de referência T,, e Cphy e Cpya os calores específicos do hexano e da água no
estado de vapor.
147

As N equações formadas a partir da equação ( 5 .17) forma uma equação matriz
tridiagonal que é linear em relação a Ll7j. A forma da equação matriz é idêntica à equação
(4.28) onde, por exemplo, A2 = (élfUOTI)(kJ, B2 = (O!UOT2), C2 = (élHJ!OTJ)(kJ, xh.2 = LIT2(kJ
e D2 = - H2(k). A solução da equação matriz gera o conjunto de correções L11j(k). Novos
supostos valores de 1j são determinados através seguinte equação
y(k+IJ = y(kJ + .f'LJT(kJ 1 1 J' 1 (5.24)
sendo f um fator escalar de atenuação que é útil quando os valores supostos inicialmente
não estão razoavelmente próximos dos valores verdadeiros. Geralmente, f é tomado como
unitário. Quando todas correções L11j(kJ estão próximas de zero, deve-se procurar um
critério para determinar se a convergência foi alcançada. Neste caso, uma maneira de
verificar tal convergência é através da seguinte equação critério
·= i:[r/k) -T/k-l)t <;,O,OJN j=l
(5.25)
Substituição sucessiva é geralmente usada no processo de iteração, ou seja, valores
de Vj e de 1j gerados a partir das equações (5.15) e (5.3), respectivamente, durante uma
iteração são usados diretamente para iniciar a próxima iteração. Porém, a experiência indica
que é desejável freqüentemente ajustar os valores dessas variáveis antes de iniciar uma
nova iteração.
A partir da modelagem desenvolvida, passa-se à simulação do DT utilizando-se os
dados operacionais coletados na indústria da COAMO.

5.4 Simulação da Dessolventização-Tostagem
5.4.1 Introdução
Esta seção tem por objetivo apresentar a seqüência de procedimentos estabelecida
para a análise de desempenho do dessolventizador/tostador. As metas principais que se
desejam neste equipamento são as seguintes:
• obter um farelo de soja praticamente livre de hexano, ou seja, o teor de hexano
presente no farelo deve ser inferior a 300 ppm;
• conduzir a operação de forma a que o nível de umidade seja adequado para a
tostagem do fàrelo no equipamento;
• obter um vapor no topo do equipamento com a quantidade de energia
suficiente para cumprir o objetivo de vaporizar a miscela no sistema de
evaporação; e
• cumprir os objetivos anteriores com o menor consumo de vapor possível.
5.4.2 Desenvolvimento do Algoritmo
O algoritmo tem uma seqüência de etapas que se inicia a partir da fixação de um
conjunto de variáveis e se desenvolvem relacionando um conjunto de equações e dados até
determinar, em cada estágio, os valores relativos à temperatura e às vazões das correntes de
vapor e de líquido com suas respectivas concentrações.
A seqüência de etapas é a seguinte:
I. fixa-se: o número de estágios N, as vazões de alimentação Fj juntamente
com sua concentração ZtJ e suas condições termodinâmicas de pressão pFj e
de temperatura T"j, as vazões de vapor direto G1 e suas condições
termodinâmicas de temperatura f3j e de pressão pGj e a quantidade de
calor indireto fornecida QJ.i;
II. supõe-se um valor inicial para 1j e Tj;
149

III. calcula-se os valores das concentrações na fàse líquida dos componentes
que estão em equilíbrio líquido-vapor, XhJ e Xa.J, a partir da equação matriz
(5.8);
IV. calcula-se novos valores de L1 a partir da equação (5.14) e dos novos
valores de r} utilizando-se a equação (5.15);
V. normaliza-se os valores das concentrações na fase líquida, XiJ, e calcula--se
o valor de Yij correspondente;
VI. calcula-se os novos valores de Tj a partir da equação ( 5 .3) em conjunto as
equações obtidas através do método de Newton-Raphson; e
VII. se necessário, fazer a iteração.
Essa seqüência é mostrada no diagrama de blocos da figura 5.7.
Especifica-se N, Fj. z;,p ~. F~, GJ> Qlj I t
j primeira iteração, k= 1 I iniciar nova ~I
iteração k=k+ 1 ~
I admitir das variáveis de iteração: T; e V; I t
I calcular a comoosicão x;; através da ea. 5.8 I w
calcular os novos valores de Li e Vj através das eq. 5.14 e 5.15
\11
normalizar o valor de Xij através da eq.5.16 e calcular
o correspondente valor de Yi.i através da eq. 5.4 \jf
calcular Tj através da eq.5.3 simultaneamente com as
ajustar eauacões 5.17. 6.18. 5.19. 5.20 e 5.21
TjeVj \jf
I calcular o fàtor de convergência r através da equação 5.25 I não ~ sun_.., saída
Figura 5.7 Estrutura do algoritmo para a simulação do DT

A resolução das etapas propostas no algoritmo apresentado na figura 4.12 pode
envolver urna quantidade muito grande de operações repetitivas, neste sentido um programa
computacional é necessário para auxiliar na solução do problema.
O programa que será utilizado neste trabalho é composto de entrada de dados, do
programa principal e da saída de dados.
A entrada de dados se compõe basicamente dos valores considerados fixos na
condição de funcionamento do equipamento e dos valores das variáveis iterativas. Esses
dados são os seguintes:
• número de estágios, N;
• vazão de alimentação, Fj;
• concentrações dos componentes da alimentação, z;,j;
• temperatura da alimentação, TEJ;
• vazão de vapor direto, Gj;
• vazão do vapor indireto, G~; e
• variáveis iterativas, Tj e Vj.
O programa principal é o elemento que realiza seqüencialmente os cálculos e as
iterações necessárias.
A saída de dados compõe-se essencialmente dos resultados obtidos do processo
iterativo. Esses dados são os seguintes:
• as composições dos componentes da mistura na fase de vapor, Yi,j e as
composições dos componentes presentes na torta, x;j;
• as temperaturas dos estágios, Tj; e
• as vazões Lj e Vj.
A fim de aplicar o modelo proposto para o DT, fez-se um levantamento de dados
práticos na indústria da cooperativa COAMO, os quais serão utilizados em conjunto com os
dados apresentados na figura 5.3 para a simulação das condições de operação desse
equipamento. A seguir, estes dados serão apresentados.
!51

5.4.3 Dados Operacionais do DT
As simulações do sistema em estudo pressupõe a utilização de dois conjuntos de
dados importantes: um conjunto são os dados práticos coletados na indústria e o outro
conjunto são os dados referentes às situações de equilíbrio líquido-vapor.
Os dados industriais para aplicação do modelo em relação ao DT também foram
coletados da planta de extração de óleo de soja da COAMO. Inicialmente, foram analisadas
a configuração e características de funcionamento do equipamento e posteriormente a
coleta de dados. O DT desta planta tem uma configuração semelhante à da figura 5.8.
QI estágio 3
QI
•......................
Figura 5.8 Esquema geral do DT da COAMO

A figura 5.8 mostra esquema geral do DT da COAMO, o qual se apresenta na
forma vertical, com sete estágios, sendo os dois primeiros utilizados na dessolventização do
hexano e os cinco últimos utilizados na tostagem, bem como para evaporar urna pequena
parte do hexano que não foi evaporada nos dois primeiros estágios.
O DT recebe a torta proveniente do extrator a urna temperatura de 49 °C, a qual se
compõe em termos mássicos de 0,6548 de flocos, de 0,0825 de água, de 0,254 de hexano e
de 0,0087 de óleo residual totalizando 43230,0 kg!h de material. Este material ao entrar no
DT se movimenta do topo para o fundo e entra em contato no primeiro estágio com 930,0
kg!h de vapor direto a urna temperatura de 180 oc e 1,0 kgf7cm2 de pressão e no segundo
estágio com 3700,0 kg!h de vapor direto a urna temperatura de 180 oc e 2,5 kgf7cm2 de
pressão; em seguida, esse material passará pela seção de tostagem. Nesta seção composta
de cinco estágios, a torta recebe calor latente proveniente de 380,0 kg de vapor de vapor
saturado a urna temperatura de 180,5 oc; com isso, o hexano ainda presente na torta é
praticamente eliminado e o farelo é tostado, saindo do último estágio a urna temperatura de
118 °C, numa quantidade de 35530,0 kg/h e composto de 79,9"/o de flocos, 19,0% de
umidade, 1,1% de óleo de soja e 280 ppm de hexano. Após esse estágio, o fàrelo sofre um
resfriamento natural ao ser encaminhado, através de um sistema de roscas, à saída do DT
onde descarregado a urna temperatura em torno de 11 O oc. Além do farelo, a outra corrente
que sai do DT é o vapor de topo a urna temperatura de 71 °C, numa quantidade de 12087,0
kg/h e composta de 91% de hexano e 9% de água, em massa.
O número de estágios de equilíbrio, N, foi definido de acordo com a utilização do
algoritmo de Bumingham-Otto. A base utilizada, para esta definição, é a variação total da
temperatura do topo em relação ao último estágio do DT. Assim, o número de estágios
utilizado na aplicação do modelo será definido como sendo igual ao número de graus
Celsius referente ao intervalo de temperatura estabelecido pela diferença entre a
temperatura no topo e a temperatura na saída do último estágio; por exemplo, se esta
diferença for de 50 °C, o número de estágio estabelecido será igual a 50.
A partir da definição do número de estágios de equilíbrio é possível estimar, para
cada estágio de equilíbrio, a constante de equilíbrio líquido-vapor através das seguintes
etapas:
I. toma-se a temperatura de cada estágio de equilíbrio;
153
II. calcula-se as concentrações na fase de vapor do hexano e da água, em cada
estágio de equilíbrio, através da equação (5.1);
III. toma-se a concentração na fuse líquida da torta que entra no equipamento;
IV. a partir dos dados obtidos nas etapas I e II, realiza-se um balanço de massa
em cada estágio de equilíbrio e detennina-se as concentrações da corrente,
formada pela torta, que sai dos estágios de equilíbrio; e,
V. a partir das concentrações de hexano e água nas correntes obtidas nas
etapas II e IV, calcula-se a constante de equilíbrio para cada estágio,
através da equação 5.4.
5.4.4 Resultados e Discussões
Da mesma maneira que se procedeu, anteriormente, no caso do stripper, os
resultados obtidos com as simulações do DT serão apresentados de duas maneiras. A
primeira delas se apresenta como a mais relevante: a comparação entre os valores de saída
das vazões, das concentrações e das temperaturas obtidos através do modelo e aqueles
coletados na indústria da cooperativa COAMO. A segunda maneira, por sua vez, de
apresentar os resultados se refere à verificação do comportamento de detenninadas
variáveis proveniente de alterações impostas nas condições de operação do processo em
estudo.
5.4.4.1 Comparação entre os Resultados do Modelo e os Resultados
Operacionais do DT
O objetivo desta seção é apresentar urna análise comparativa entre os resultados
obtidos através do modelo desenvolvido para o DT e os resultados operacionais de saída
deste equipamento obtidos na indústria. As comparações deverão mostrar o grau de
proximidade de variáveis operacionais importantes no DT como vazões, concentrações e
temperaturas. Os resultados obtidos serão apresentados em duas tabelas: a tabela 5.1 onde
consta os dados de massa e a tabela 5.2, os dados de temperaturas referentes ao topo do DT
e mais os sete estágios do equipamento.

Tabela 5.1 Comparação dos resultados do modelo e resultados operacionais
resultados de saída dados reaís dados símulados
concentrações (em massa) fundo topo fundo topo
farelo 79,9% - 80,0% -hexano 280ppm 90,0% 262ppm 90,1%
água 19,0% 10,0% 18,9% 9,9%
óleo 1,15% - 1,07% -vazão (kglh) 35530,0 12083,0 35394,5 12085,5
Os resultados obtidos a partrr dos dados rems coletados na mdustna e mostrados
na tabela 5.1 da COAMO revelam apenas pequenas diferenças entre os dados reais e os
dados símulados. Pode-se destacar como diferença mais significativa o caso do hexano,
cujo valor símulado está em tomo de 12% abaixo do valor real.
Tabela 5.2 Temperaturas nos estágios do DT
Temperatura ("C) real símulado
Topo 71,0 71,5
Estágio 1 90,0 87,3
Estágio 2 100,0 98,4
Estágio 3 101,0 100,2
Estágio 4 108,0 112,0
Estágio 5 110,0 113,9
Estágio 6 115,0 118,7
Estágio 7 118,0 116,7
Os resultados apresentados na tabela 5.2 mostram que os valores das temperaturas
obtidos com o modelo proposto para o DT estão relativamente próxímos dos valores reais
da COAMO. As diferenças mais significativas ocorrem no Estágio I e no Estágio 5, cujas
valores relativos são de 5,5% e 4,9%, respectivamente.
Além dos dados apresentados nas tabelas 5.1 e 5.2, o consumo de vapor direto é
um dado significativo que deve ser apresentado, uma vez que este vapor faz parte das
correntes de processo do DT. O valor determinado, a partir do modelo, é igual a
4630,0 kg/h, o qual representa aproximadamente 12% do valor da qumJtidade de soja
!55

processada no período, e está abaixo do valor limite de 15%, conforme afrrma Zanetti
(1981).
Em resumo, os resultados obtidos pelo modelo podem ser considerados
satisfatórios se comparados com os dados reais obtidos na COAMO. A seguir, serão
apresentadas outras situações que buscam verificar o comportamento do modelo com
alterações em determinadas variáveis importantes do processo.
5.4.4.2 Influência da Concentração do Hexano na Torta sobre a Umidade
do Farelo e o Consumo de Vapor no DT
O objetivo desta seção é analisar os efeitos da variação da concentração do
hexano na entrada do DT e outras variáveis operacionais importantes tais como a umidade
do farelo e o consumo de vapor. Esta análise se justifica uma vez que a operação do
extrator pode em determinados momentos de seu funcionamento reter uma quantidade
maior ou menor de hexano na torta. Ao mesmo tempo, esta condição altera as
concentrações do hexano tanto na torta como na miscela, a qual deve ser analisada a fim de
não comprometer o desempenho do equipamento. Os resultados destas variações estão
conforme a tabela 5.3.
Tabela 5.3 Efeito do teor de hexano da torta sobre a umidade do farelo e consumo de vapor
vazão da torta (kg!h) 43230,0 44277,4 45248,6 46151,4 46966,6
fração mássica do hexano 0,2540 0,2713 0,2873 0,3013 0,3138
umidade do farelo (fração mássica) 0,1894 0,1935 0,1978 0,2014 0,2036
consumo de vapor direto (kg!h) 4250,0 4550,0 4825,0 5080,0 5265,0
consumo de vapor indireto (kg!h) 510,0 476,0 425,0 391,0 374,0
Na seção 5.1 deste capítulo afirmou-se que o consumo de vapor direto é
diretamente proporcional ao teor de hexano presente na torta quando esta entra no DT. A
partir do modelo proposto para a simulação do DT, essa afirmativa foi testada lançando os
dados presentes na tabela 5.3 num gráfico onde o consumo de vapor direto está nas
ordenadas e o teor de hexano está nas abcissas. O resultado foi urna reta com coeficiente de

correlação igual a 0,9997, ou seja, praticamente igual a l e que realmente a afirmação está
correta de acordo com os resultados obtidos com o modelo.
5200
.<: õ, 6 o 5000 ~ ., ~
o Q.
~ 4800
'" ., o E
4600 " "' c: o o
4400
concentração de hexano (% em massa)
Figura 5.9 Relação entre o consumo de vapor direto e o teor de hexano na torta
Os dados da tabela 5.3 também mostram que teor de umidade do farelo que sai
tostado do DT aumenta com o aumento do teor de hexano na torta. Este aumento do teor do
farelo obtido pelo modelo ocorre na prática conforme o trabalho de Mustakas et a! ( 1981) e
deve ocorrer em função do equilíbrio termodinâmico que se estabelece dentro do sistema.
Outro aspecto que deve ser observado através dos dados da tabela 5.3 é a redução no
consumo do vapor indireto com o aumento do teor de hexano na torta. Esta redução pode
ser explicada considerando-se que o aumento do teor de hexano na torta implica no
aumento do consumo de vapor direto e isto propicia que a zona de tostagem do farelo
necessite de menor energia para gerar um farelo dentro das especificações recomendadas.
157

5.4.4.3 Influência da Temperatura de Entrada no DT sobre o Consumo
de Vapor Direto
O objetivo desta seção é verificar o efeito da temperatura de entrada do DT sobre o
consumo de vapor direto. Para tanto, fez-se variações sistemáticas na temperatura da torta
que entra no DT e os resultados obtidos com o modelo consumo de vapor direto estão
mostrados na tabela 5 .4.
Tabela 5.4 Efeito da temperatura na entrada do DT sobre o consumo de vapor vivo
temperatura (0 C) 49 50 52 54 56 58 60
consumo de vapor vivo (kg/h) 4250 4180 4150 4075 4000 3900 3830
A tabela 5.4 mostra os resultados, obtidos através do modelo, sobre o consumo de
vapor vivo quando se altera a temperatura da torta que sai do extrator e entra no DT. Esses
resultados mostram que, em média, para cada grau de aumento na temperatura ocorre uma
redução de consumo de 35 kg/h de vapor direto.
5.5 Conclusões sobre a Dessolventização-Tostagem
O objetivo deste capítulo foi apresentar um modelo que possa ser utilizado como
ferramenta num processo de otimização na etapa de separação do hexano do furelo de soja
noDT.
Na busca deste objetivo, dificuldades específicas foram encontradas uma vez o DT
é um equipamento muito específico dentro do panorama da indústria química, bem como a
mistura de materiais presente na sua operação. Esta especificidade se traduz na falta dos
dados de equilíbrio experimentais e nas características especiais dos materiais e
equipamentos envolvidos na dessolventização/tostagem. No entanto, o modelo previsto no
objetivo foi proposto, o qual se compõe das seguintes partes fundamentais: o modelo
matemático, o algoritmo de solução, a coleta de dados operacionais e a aplicação do
sistema desenvolvido com os dados coletados na indústria local.
A modelagem matemática desenvolvida para o DT foi baseada em balanços de
massa, de energia e relações de equilíbrio, em estágios. O algoritmo de resolução utilizado
teve como o algoritmo já apresentado na simulação do stripper. A coleta de dados
operacionais para aplicação foi realizada na indústria da cooperativa COAMO.
A partir dos modelo teórico e dos dados operacionais disponíveis, passou-se à
aplicação prática visando obter a confirmação da sua viabilidade como ferramenta para
auxiliar em processos de otimização da dessolventização/tostagem, assim como permitir
melhor visualização de suas limitações.
A aplicação foi realizada e os resultados obtidos foram analisados. Estes
mostraram que o modelo proposto para o DT é coerente e pode ser perfeitamente utilizado
como ferramenta num sistema de otimização da operação de dessolventização/tostagem.
Esta constatação pode ser confirmada, uma vez que os níveis de separação de hexano do
farelo de soja, bem como temperaturas dos estágios do equipamento estão bastante
próximos dos valores obtidos na prática industrial. No entanto, erros foram observados em
relação às variáveis citadas acima; isto pode ser devido a fatores não previstos no modelo
como as perdas de calor para o ambiente, as dificuldades na previsão de parâmetros de
troca térmica e de equilíbrio, dificuldades de contato entre a fase líquida e a fase de vapor
dentro do DT.
Por último, pode-se destacar que o objetivo do capítulo foi atingido uma vez que
os resultados obtidos, com as simulações, mostraram que o modelo proposto é coerente e
possível de ser utilizado como ferramenta num processo de otimização das operações que
fazem parte da separação do hexano e o farelo de soja
No próximo capítulo, pretende-se apresentar uma modelo adequado para a análise
energética do sistema de separação do hexano tanto do óleo como do farelo de soja. Este
modelo é baseada na Análise Pinch.
!59
6 ANÁLISE ENERGÉTICA DO PROCESSO
6.1 Introdução
Nos capítulos anteriores foram realizadas a modelagem, a simulação e a análise
das principais operações envolvidas na obtenção do óleo bruto de soja procurando obter os
valores das correntes nas melhores condições de operação. Estes modelos podem agora ser
utilizados para analisar e otimizar o processo de forma global. Neste capítulo, os modelos
serão utilizadas como ferramentas para detectar possíveis subprocessos ou operações que
possam contribuir para uma redução do consumo de energia e para a melhoria na
recuperação do hexano na obtenção do óleo de soja. Existem métodos disponíveis para
realizar a análise energética do processo, tais como a otimização matemática e a análise
termodinâmica. A Análise Pinch é uma metodologia enquadrada dentro do ramo da análise
termodinãmica, que exige poucos dados experimentais na sua utilização e é de fiícil
aplicação. Por isso, esta será utilizada, neste trabalho, para realizar a análise energética da
planta de obtenção de óleo de soja.
A Análise Pinch possibilita o cumprimento desses objetivos, pois a partir desta
tecnologia é possível identificar mudanças apropriadas nas condições do processo que
possam ter impacto na economia de energia. Especificamente, isto será feito iniciando-se
com os balanços material e térmico do processo; em seguida, estabelece-se as metas de
consumo mínimo de energia e, finalmente, a identificação das possibilidades que possam
levar a uma redução no consumo de energia. A seguir, as correntes e o fluxograma do
processo de obtenção de óleo e farelo serão organizados de forma a aplicação da
metodologia Pinch.
No capítulo li, a figura 2.1 O mostra o fluxograma típico de uma planta de obtenção
de óleo bruto e farelo de soja sem entrar nos detalhes referentes à rede de trocadores de
calor presente no processo, a qual é formada de aquecedores e de condensadores. A figura
6.1 mostra o fluxograma de uma planta típica de obtenção de óleo e farelo procurando
destacar os processos de aquecimento e resfriamento das correntes envolvidas.
161

6.2 Fluxograma do Processo
farelo
,--------- ------------ vapor de hexano·-------------------- -, 'f'lPOr 40 DT ----- ___ -----i-----+- -vapor de hexano ------------------- ---· : : : I :
' ' hexanolágua
·~--------,
condensado
vapa <tágua
EquipM~enlos
1 -exlralor
7
água
2- dessolvenli:mdor-loslador 3- primeiro evaporador 4- rondensedor parcial 5 - segmdo evaporador 6 - d:tipper 7 - decartador 8, 9,1 O -condensadores 11 - acp.~ecedor
Figura 6.1 Correntes presentes no processo de obtenção do óleo bruto de soja
O fluxograma apresentado pela figura 6.1 mostra que do extrator sai a miscela,
que é transportada ao primeiro evaporador, e a torta que é enviada ao
dessolventizador/tostador; e como pode ser observado nenhuma das correntes sofre
qualquer processo de aquecimento ou resfriamento no trajeto. O dessolventizador/tostador
gera o furelo e uma corrente de vapores saturada, formada de hexano e água, a qual irá

passar pelo primeiro evaporador onde irá se condensar parcialmente fornecendo o calor da
condensação para a evaporação do hexano presente na miscela; a parte condensada é
enviada a um decantador e a parte não condensada, neste processo, recebe em seguida urna
dosagem de água fria na tentativa de condensar ao máximo o vapor de hexano restante
antes de encaminhá-lo a um condensador total. O primeiro evaporador gera a corrente
formada de vapor de hexano puro, o qual será condensado num condensador total e a
corrente formada de miscela concentrada que é encaminhada ao segundo evaporador; antes
de entrar neste evaporador, esta corrente recebe um aquecimento, quando passa por um
trocador de calor, do óleo de soja proveniente do stripper. O segundo evaporador produz
urna corrente de hexano puro que será condensada num condensador total e a corrente de
miscela que é encaminhada ao stripper. Este equipamento recebe vapor direto que faz o
stripping de praticamente todo o hexano ainda presente no óleo gerando desta forma duas
correntes: uma é o óleo bruto de soja que ainda aquecerá a corrente de miscela, proveniente
do primeiro evaporador, antes de continuar no processo para ser refinado e a outra corrente
são os vapores que saem no topo do stripper formados de água e de hexano que serão
condensados num condensador total. Deve-se salientar que todas correntes de vapores
contendo hexano, após passarem através dos condensadores, são encaminhadas para a
operação de decantação onde o hexano é separado da água. Após a decantação, a corrente
de hexano líquido é encaminhada de volta à extração, porém antes de entrar no extrator esta
passa por um trocador onde sofre um aquecimento com vapor.
6.3 Determinação das Correntes do Processo
O fluxograma da figura 6.1 mostra as correntes envolvidas no processo de
obtenção de óleo de soja típico. Urna análise preliminar das correntes do processo mostra a
presença de correntes quentes e de correntes frias, algumas já integradas como é o caso dos
vapores do DT com a miscela no primeiro evaporador e do óleo bruto do stripper com a
miscela concentrada; e outras não estão ainda integradas e, neste sentido, um estudo mais
criterioso deve ser feito na tentativa de verificar a viabilidade energética desta integração. A
determinação e caracterização correta daquelas correntes do processo que atuam como
consumidoras de energia e daquelas que atuam como fornecedoras de energia é de
fundamental importância nesta análise.
163

Deve-se salientar, que para contribuir no alcance dos objetivos deste trabalho, a
forma de caracterizar as correntes do processo, em algumas situações, é diferente da
maneira tradicional aplicada na Tecnologia Pinch. Esta caracterização leva em
consideração que, ao longo do processo, ocorrem algumas operações de mudança de fuse
(condensação e vaporização) que consomem e liberam energia. Sabe-se que a variação de
temperatura, A T, nestas operações é nula e que o calor envolvido é igual ao calor latente de
vaporização da corrente. A fim de incluir essas transformações energéticas, nesta análise,
necessita-se de um valor da variação da temperatura diferente de zero. Neste sentido,
considera-se o valor de A T igual a 1 na transformação e a variação de entalpia, AH, toma-se
igual ao produto do peso específico pela vazão do material envolvido no processo. Estas
considerações serão percebidas, posteriormente, nas seções 6.3.2, 6.3.3 e 6.3.4.
Os equipamentos de separação tais como o DT, o primeiro evaporador, o segundo
evaporador e o stripper provocam alterações no estado das correntes que os atravessam,
bem como nos seus patamares energéticos. Além disso, deve-se salientar que serão
utilizados dados das correntes que mais se aproximam dos dados operacionais, pois isto irá
permitir uma comparação e identificação do potencial de integração energética da planta. A
seguir, a caracterização dessas correntes ocorrerá com maiores detalhes.
6.3.1 Caracterização das Correntes do DT
No processo industrial da COAMO, a torta sai do extrator a uma temperatura em
tomo de 49 oc e imediatamente entra no topo do DT à mesma temperatura; ao passar pelo
DT, a torta sofre um aquecimento e atinge o fundo do equipamento a urna temperatura em
tomo de 118 °C. Esse aquecimento é provocado pela introdução de vapor direto na seção de
dessolventização e pelo vapor indireto na seção de tostagem. Urna parte do vapor direto se
condensa e se incorpora na corrente da torta, a outra parte se incorpora à corrente de vapor
que sai no topo, portanto, este vapor não deve ser considerado como urna utilidade para fins
de integração energética O vapor indireto entra nas camisas instaladas na seção de
tostagem no estado saturado numa temperatura de !85,2 °C e cede calor latente para
auxiliar no processo de tostagem da torta; este vapor por estar encamisado não torna parte
diretamente no processo e, portanto, deve ser considerado como urna utilidade para fins de
integração energética. A figura 6.2 mostra um esquema de aquecimento da torta, na

tostagem, através do calor do vapor indireto.
,----.;,.ll'exano/água
tort
va or direto
calor indireto
farelo úmido
Figura 6.2 Esquema das correntes no DT
O vapor que sai no topo do DT, no processos originais de obtenção de óleo de soja
era encaminhado diretamente a um condensador como mostra a figura 2.8. Posteriormente,
esse vapor foi encaminbado para o primeiro evaporador para fornecer o seu calor
disponível para evaporar a miscela. Esta integração continua nos processos atuais conforme
mostra a figura 2.1 O. Inicialmente, nesta análise, pretende-se manter esta forma de
integração.
O vapor indireto, conforme mostra a figura 6.2, atua como a utilidade que fornece
o calor para o aquecimento da torta na seção de tostagem do DT, isto é, a torta atua na
seção de tostagem como receptora de energia. O calor indireto faz com que a torta passe de
uma temperatura de 108 oc a 118 °C.
Um gráfico esquemático de temperatura versus entalpia é mostrado na figura 6.3
para representar a troca térmica entre o vapor indireto e a torta na seção de tostagem.
T ...................... JJ8~Ç
108 oc
AH
Figura 6.3 Esquema de aquecimento da torta no DT
165
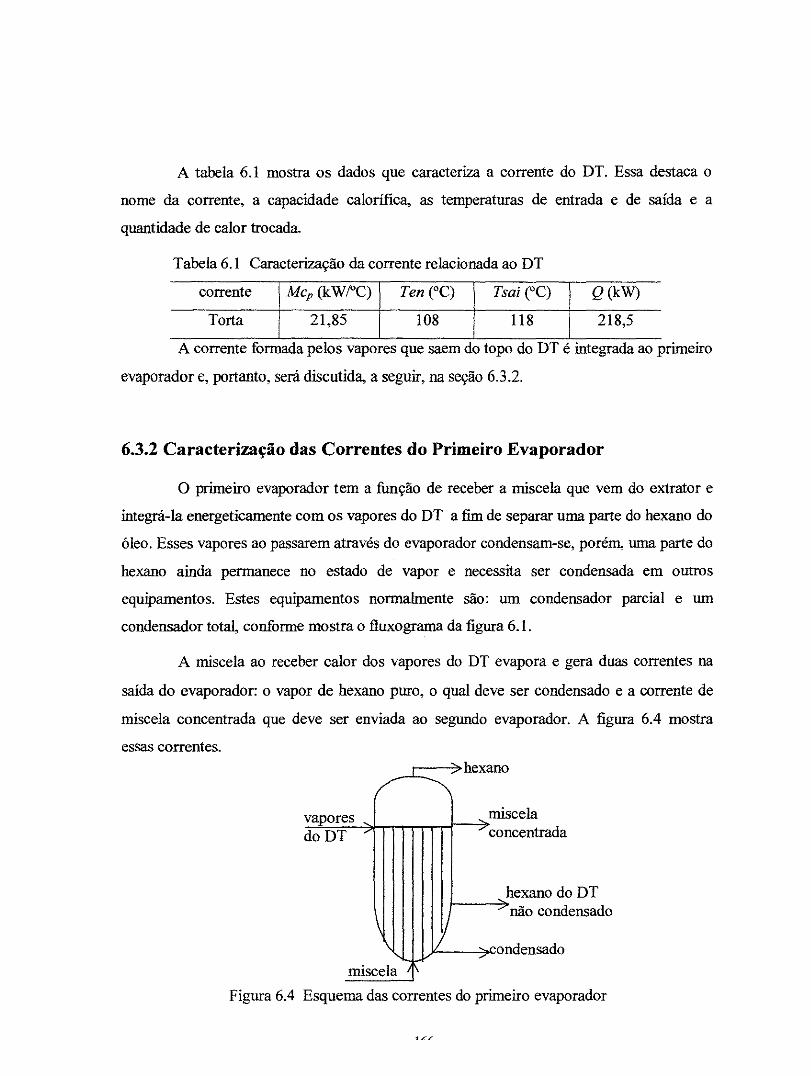
A tabela 6.1 mostra os dados que caracteriza a corrente do DT. Essa destaca o
no me da corrente, a capacidade calorífica, as temperaturas de entrada e de saída e a
quantidade de calor trocada.
Tabela 6.1 Caracterização da corrente relacionada ao DT
corrente Mcp(kWI"C) Ten ("C) Tsai ("C) Q(kW)
Torta 21,85 108 118 218,5 ' . A corrente formada pelos vapores que saem do topo do DT e mtegrada ao primeiro
evaporador e, portanto, será discutida, a seguir, na seção 6.3.2.
6.3.2 Caracterização das Correntes do Primeiro Evaporador
O primeiro evaporador tem a função de receber a miscela que vem do extrator e
integrá-la energeticamente com os vapores do DT a fim de separar urna parte do hexano do
óleo. Esses vapores ao passarem através do evaporador condensam-se, porém, uma parte do
hexano ainda permanece no estado de vapor e necessita ser condensada em outros
equipamentos. Estes equipamentos normalmente são: um condensador parcial e um
condensador total, conforme mostra o fluxograma da figura 6.1.
A miscela ao receber calor dos vapores do DT evapora e gera duas correntes na
saída do evaporador: o vapor de hexano puro, o qual deve ser condensado e a corrente de
miscela concentrada que deve ser enviada ao segundo evaporador. A figura 6.4 mostra
essas correntes. ..Lr--·-3>-~hexano
vapores miscela d~o~D~T~..:;.I-,"M:-n,-,-.,,..,-1--~'·concentrada
miscela I'
, hexano do DT 1---,:;..não condensado
1 y.V---:;,.c: ,· <-ondensado
Figura 6.4 Esquema das correntes do primeiro evaporador

Os vapores do DT entram no primeiro evaporador a urna temperatura de saturação
de 71 oc e se integram energeticamente com a corrente de miscela, a quem fornece calor
latente condensando, dessa forma, toda água, bem como parte do hexano. Como já
afirmado anteriormente, inicialmente esta parte não será considerada na análise energética
do processo.
O hexano do DT não condensado na integração sai do primeiro evaporador a urna
temperatura de 71 oc e sofre um resfriamento até atingir urna temperatura de 52 °C. Em
seguida, passa por urna condensação parcial onde mais uma parcela dele se condensa e a
outra parte, a urna temperatura de saturação de 52 oc é encaminhada a um condensador
total de onde sai a urna temperatura de 40 °C.
A miscela concentrada sai do primeiro evaporador numa temperatura de 50 oc e
sofre um aquecimento até atingir a temperatura de 59 oc antes de entrar no segundo
evaporador. Já o hexano que é evaporado da miscela sai do evaporador a urna temperatura
de 50 oc é enviado a um condensador total de onde sai a uma temperatura de 40 °C.
Como pode ser observado, as correntes que saem do primeiro passam por urna
série de transformações até atingir seu resfriamento e ao aquecimento. Assim, para facilitar
a compreensão e a aplicação da Análise Pinch, a figura 6.5 mostra estas transformações em
termos apenas dos valores das temperaturas.
T t··································································································'+··~c
40°C
Ll
Figura 6.5 Transformações energéticas das correntes do primeiro evaporador
167

Um resumo das transformações das correntes do primeiro evaporador a partir dos
intervalos de temperatura será apresentado a seguir:
• Intervalo de 71 a 52 oc representa a etapa em que ocorre um resfriamento da
parte do hexano, já puro, não condensada no primeiro evaporador e será
denominada de Vapor do DTI.
• O intervalo 52 a 51 °C representa a etapa de condensação de parte do hexano
no condensador parcial na pressão do sistema; esta corrente será denominada
de Vapor do DT2.
• O intervalo de 51 a 41 oc representa a etapa de resfriamento do hexano
proveniente do condensador parcial e será denominada de Vapor do DT3.
• O intervalo de 41 a 40 oc representa a etapa de condensação do hexano na
pressão de operação do sistema a fim de ser encaminhado ao decantador e será
denominada de Vapor do DT4.
Além disso, tem-se:
• O intervalo de 50 a 41 oc que representa o resfriamento do hexano puro
evaporado da miscela e que será denominada de Vapor da Miscelal.
• O intervalo de 41 a 40 oc que representa a condensação total do hexano
evaporado na pressão do sistema e que será denominada de Vapor da
Miscela2.
• O intervalo de 50 a 59 oc que representa o aquecimento da corrente da rniscela
que sai do primeiro evaporador e que será denominada de Miscela
Concentrada!.
A tabela 6.2 apresenta a caracterização das correntes do primeiro evaporador
definidas anteriormente, destacando-se o nome da corrente, a capacidade calorífica, as
temperaturas de entrada e de saída e a quantidade de calor trocada.
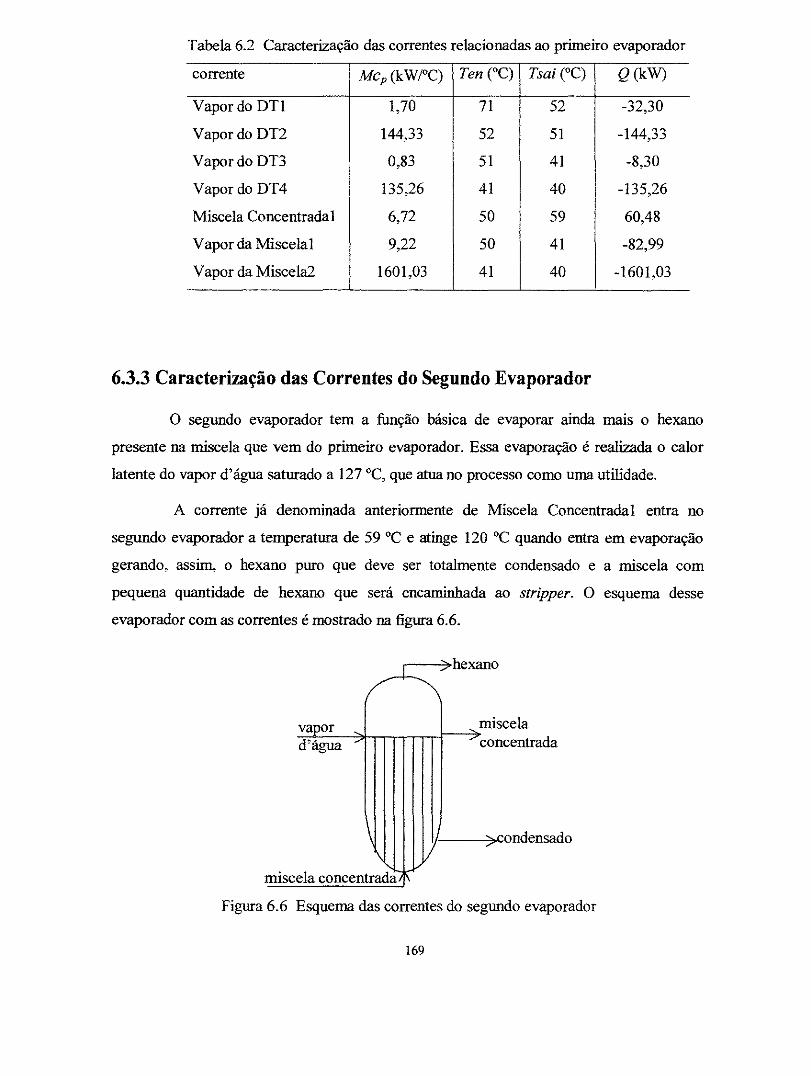
Tabela 6.2 Caracterização das correntes relacionadas ao primeiro evaporador
corrente Mcp(kWI0 C) Ten (0C) Tsai CC) Q(kW)
Vapor do DTI 1,70 71 52 -32,30
VapordoDT2 144,33 52 51 -144,33
VapordoDT3 0,83 51 41 -8,30
Vapor do DT4 135,26 41 40 -135,26
Miscela Concentrada! 6,72 50 59 60,48
Vapor da Miscelal 9,22 50 41 -82,99
Vapor da Miscela2 1601,03 41 40 -1601,03
6.3.3 Caracterização das Correntes do Segundo Evaporador
O segundo evaporador tem a função básica de evaporar ainda mais o hexano
presente na miscela que vem do primeiro evaporador. Essa evaporação é realizada o calor
latente do vapor d'água saturado a 127 °C, que atua no processo como uma utilidade.
A corrente já denominada anteriormente de Miscela Concentrada! entra no
segundo evaporador a temperatura de 59 oc e atinge 120 oc quando entra em evaporação
gerando, assim, o hexano puro que deve ser totalmente condensado e a miscela com
pequena quantidade de hexano que será encaminhada ao stripper. O esquema desse
evaporador com as correntes é mostrado na figura 6.6.
vapor miscela ~d~'água~--~~ .. ,.-rlr-~c·oncentrada
IJ----',_condensado
miscela concentrada
Figura 6.6 Esquema das correntes do segundo evaporador
169

A figura 6. 7 mostra as transformações energéticas das correntes relacionadas ao
segundo evaporador.
T 121 oc
20°C 120 oc
41 oc .................... :··z·······;::;·······;;;::;·······::::::::;;:::==:::::: ·····························
40°C
L'.H Figura 6. 7 Transformações energéticas das correntes do segundo evaporador
Um resumo das transformações das correntes do segundo evaporador a partir dos
intervalos de temperatura será apresentado a seguir.
• O intervalo de 59 a 120 oc representa o aquecimento da miscela concentrada
que entra no segundo evaporador e a corrente será denominada de Miscela
Concentrada2.
• O intervalo de 120 a 121 oc representa a vaporização do hexano no segundo
evaporador e a corrente será denominada de Vapor da Miscela3.
• O intervalo de 120 a 41 oc representa o resfriamento do hexano puro e a
corrente será denominada de Vapor da Miscela4.
• O intervalo de 41 a 40 oc representa a condensação do hexano na pressão do
sistema e a corrente será denominado de Vapor da Miscela5
A tabela 6.3 apresenta a caracterização das correntes do segundo evaporador
definidas anteriormente, destacando-se o nome da corrente, a capacidade calorífica, as
temperaturas de entrada e de saída e a quantidade de calor trocada

Tabela 6.3 Caracterização das correntes relacionadas ao segundo evaporador
corrente Mcp(kWfOC) Ten ("C) Tsai ("C) Q(kW)
Miscela concentrada2 6,72 59 120 409,9
Vapor da Miscela3 413,60 120 121 413,60
Vapor da Miscela4 2,23 121 41 -178,4
Vapor da Miscela5 357,74 41 40 -357,7
6.3.4 Caracterização das Correntes do Stripper
O stripper recebe a miscela concentrada que vem do segundo evaporador, que
entra em contato com vapor direto nos estágios do equipamento provocando a separação da
pequena quantidade de hexano presente no óleo de soja. Para efetivar a operação stripping
o vapor superaquecido é injetado a temperatura de 180 oc e 4,0 kgL'cm2 de pressão no
extrator. Nestas condições, o hexano se evapora e juntamente com o vapor d'água sai no
topo do stripper a urna temperatura de 120 oc; assim, este vapor não deve ser considerado
como uma utilidade, mas uma corrente de processo que possibilita a transferência de massa
misce1a para o vapor. A figura 6.8 mostra o esquema do stripper as correntes relacionadas.
miscela concentrad
vapor direto
vapor direto
óleo bruto
Figura 6.8 Esquema das correntes do stripper
O vapor de topo formado pelo hexano e o vapor d'água passa por um
resfriamento antes de se condensar na pressão do sistema a urna temperatura de 71 °C, e
171
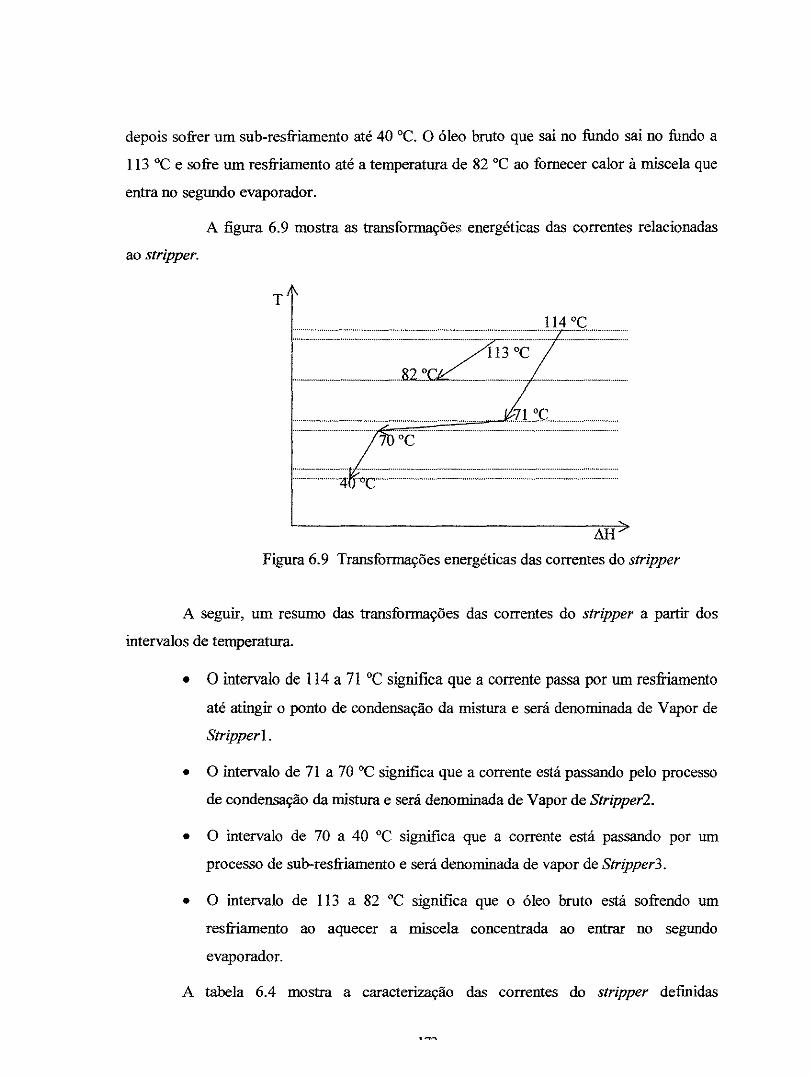
depois sofrer um sub-resfriamento até 40 °C. O óleo bruto que sai no fundo sai no fundo a
I 13 oc e sofre um resfriamento até a temperatura de 82 oc ao fornecer calor à rniscela que
entra no segundo evaporador.
A figura 6.9 mostra as transformaçõe$ energéticas das correntes relacionadas
ao stripper.
T
...........................:;;:······::;:;·····;;:;·····;;:;·····::::· :::::·:::::·····::·····::·····=····::··· :::: .. .'Z.L.".C.. ... o c
······················4 ··oc·····
t.H
Figura 6. 9 Transformações energéticas das correntes do stripper
A seguir, um resumo das transformações das correntes do stripper a partir dos
intervalos de temperatura.
• O intervalo de 114 a 71 °C significa que a corrente passa por um resfriamento
até atingir o ponto de condensação da mistura e será denominada de Vapor de
Stripperl.
• O intervalo de 71 a 70 oc significa que a corrente está passando pelo processo
de condensação da mistura e será denominada de Vapor de Stripper2.
• O intervalo de 70 a 40 oc significa que a corrente está passando por um
processo de sub-resfriamento e será denominada de vapor de Stripper3.
• O intervalo de 113 a 82 oc significa que o óleo bruto está sofrendo um
resfriamento ao aquecer a miscela concentrada ao entrar no segundo
evaporador.
A tabela 6.4 mostra a caracterização das correntes do stripper definidas

anteriormente, destacando-se o nome da corrente, a capacidade calorífica, as temperaturas
de entrada e de saída e a quantidade de calor trocada.
Tabela 6.4 Caracterização correntes relacionadas ao stripper
corrente Mcp(kW/0 C) Ten ec) Tsai (0 C) Q(kW)
V apor de Stripper 1 0,59 l!4 71 -25,4
Vapor de Stripper2 621,07 71 70 -621,1
Vapor de Strípper3 1,18 70 40 -35,4
Óleo Bruto 4,27 113 82 -132,4
6.3.5 - Caracterização da Corrente do Hexano Recuperado
Conforme o fluxograma da figura 6.1, o hexano recuperado através das operações
no DT, nos evaporadores, no stripper é condensado e encaminhado aos decantadores onde
é separado da água O hexano puro sai dos decantadores à temperatura de 40 oc e, no
trajeto até o extrator, esse sofre um aquecimento até atingir a temperatura de 53 °C.
hexano
decantador extrato r
Figura 6.10 Esquema da corrente do hexano recuperado
O gráfico apresentado na figura 6.11 mostra a transformação energética da
corrente relacionada ao hexano recuperado desde o decantador até o extrator.
173

T
.-z~ 40°C
Llli Figura 6.11 Transformação energética da corrente do hexano recuperado
A tabela 6.5 mostra a caracterização da corrente do hexano recuperado definida
anteriormente, destacando-se o nome da corrente, a capacidade calorífica, as temperaturas
de entrada e de saída e a quantidade de calor trocada.
Tabela 6.5 Caracterização corrente relacionada ao hexano recuperado
corrente Mcp (k:W/0 C) Ten("C) Tsai ("C) Q(kW)
hexano recuperado 22,23 40 53 289,0
Finalizada a caracterização das correntes doadoras e receptoras de energia do
processo, passa-se à aplicação da Anàlise Pinch visando a análise energética do sistema em
estudo.

6.4 Aplicação da Análise Pinch
Nas seções anteriores procurou-se identificar as correntes do processo de obtenção
do óleo de soja que são passíveis de serem integradas energeticamente. A seguir, as
correntes apresentadas nas tabelas 6.1, 6.2, 6.3, 6.4 e 6.5 serão mostradas na tabela 6.6 com
o objetivo de facilitar a aplicação da Análise Pinch. Esta tabela possui seis colunas onde
consta o número, o nome, a capacidade térmica, a temperatura de entrada, a temperatura de
saída e o calor trocado de cada corrente.
Tabela 6.6 Caracterização das correntes do processo
No corrente Mcp (kW/°C) Ten ("C) Tsai ("C) Q(kW)
1 Torta 21,85 108 118 218,5
2 Vapor do DTI 1,70 71 52 -32,3
3 Vapor do DT2 144,33 52 51 -144,3
4 VapordoDT3 0,83 51 41 -8,3
5 VapordoDT4 135,26 41 40 -135,3
6 Miscela Concentrada! 6,72 50 59 60,5
7 V apor da Miscelal 9,22 50 41 -83,0
8 Vapor da Miscela2 1601,03 41 40 -1601,0
9 Miscela Concentrada2 6,72 59 120 409,9
10 Vapor da Miscela3 413,60 120 121 413,6
11 Vapor da Miscela4 2,23 121 41 -178,4
12 V apor da Miscela5 357,74 41 40 -357,7
13 Vapor do Stripper1 0,59 114 71 -25,4
14 Vapor do Stripper2 621,07 71 70 -621,1
15 Vapor do Stripper3 1,18 70 40 -35,4
16 Óleo Bruto 4,27 113 82 -132,4
17 Hexano Recuperado 22,23 40 53 289,0
A tabela 6.6 mostra 17 correntes que foram caracterizadas no processo, sendo que
13 são correntes quentes e 4 são correntes frias.
A aplicação da análise se dará utilizando-se os dados da tabela 6.6 no programa
WinPinch LO desenvolvido por Zemp (2000). Este programa exige os seguintes valores de
175

entrada:
• o produto da vazão pelo calor específico da corrente, Mcp;
• a temperatura de entrada da corrente, Ten; e
• a temperatura de saída da corrente, Tsai.
Urna vez fornecido o 4Tmtn, o programa retoma com os seguintes resultados:
• as metas de consumo mínimo de energia;
• os pontos de estrangulamento energético (pinch ); e
• os gráficos com as curvas compostas do processo.
Este programa utilizado permite também estimar a área de troca térmica, o
número de trocadores de calor e o valor dos investimentos necessários. Entretanto, como o
objetivo proposto no trabalho é a estimativa do consumo de energia, estas facilidades
adicionais não serão utilizadas.
Inicialmente será estabelecida a meta termodinárnica mínima para o consumo de
energia. Esta ocorre quando as forças motrizes para transferência de calor são nulas
(4Tmtn = O 0C). Apesar desta condição levar a uma área infinita de transferência de calor,
permite estabelecer o limite inferior absoluto para o consumo de energia
• Para o LJ.Tmm = O oc, os resultados obtidos são os seguintes:
demanda de energia: 689,6 kW
o ponto de estrangulamento energético: 71 oc
Esta estratégia, apesar de levar a urna área de troca térmica infmita, define que o
consumo inferior de energia da planta é de 689,6 kW.
O gráfico da figura 6.12 mostra as curvas compostas do processo para a diferença
mínima de temperatura, 4Tmm =O °C.

(-.1 curvas H K T Ei
r difelonça mlnima de_ .... I I····· 0.0 200
cw:va h x t
no .--~-~--~-~.~-~-~-~--~.-~-~-~-~-r.-~-~-~-~-r.-~-~-~-~-~.-~-~-~-~-.~--=-~-~-~.~--=-~-~-~.~-~--~-~-~.~-~--=-~- r BCC
' ' ' ' ' ' ' ' ' ' ' ____ -:------:---- _,_----f-- __ -t-- ---:- _--u:--.-----r-----• I I I I I I I I I I I I I I I I
I I I I I I I I I
-----r----~-----,-----,-----r-----r-- ~-----,-----r-----
llO
110
r GCC
(' MGCC
' ' ' ' ' ' I I I I I
-----~----~-----1-----~-----~-----~- -~-----1-----~-----1 I I I I I I I I I I I I
m el-:porJ.ar J
I I I I I I I
-----~----~-----~-----~-----~------- --~-----~-----~-----1 I I I I I I I I I I I I t I t I
-----L----J-----J-----~-----L-- --L ___ J _____ J-----L-----1 I I t I I I I
I I I I I I I I I t I
" ~ = ~ .. • i!' -----L ____ J _____ J _____ l____ _ ______ J _____ J _____ ! ____ _
I t I O I I f I • " ~
O I I I I I I I I I
I I I I I I 1 I -----r----,-----,-----1---- r----- ----;-----,-----r-- --61 ' I I I I I I I I I I I
I I I I I I I I I -----r----,-----,-----,-----r- - -r----,-----,-----T-----51 1 I I I I I I
' ' ' ' ' ' .. ---- -----~-----~- --------~-----~-----·-----' ' ' ' I I I
' ' ' ' ' ' ' ' ' ' gravar
" 500 1ue uo• leoo lso• Jtn• Jsto energia
lil'
Figura 6.12 Curvas compostas do processo (L1Tmm =O 0 C)
Para estabelecer uma meta fàctível para o consumo de energia da planta, é
necessário determinar a força motriz mínima para transferência calor que ocorre no
processo. O principal ponto de integração energética da planta em estudo é o trocador que
utiliza a corrente de óleo bruto para aquecer a miscela concentrada. Este trocador opera
com uma diferença mínima de temperatura de 9 °C. Linnhoff (1998) recomenda uma
diferença mínima de 1 O °C para processos químicos com evaporação e condensação de
vapor. Para este estudo optou-se por 1 O °C.
• Para o L1Tmm = 10 °C
demanda de energia: 756,8 kW
ponto de estrangulamento energético: 66 °C, sendo o pinch quente igual a 71
oc e o pinch frio igual a 61 °C.
Esta estratégia mostra que a demanda de energia da planta é de 756,8 kW.
177

Utilizando-se os dados calculados através dos modelos apresentados nos capítulos
anteriores, verifica-se que a demanda de energia para aquecimento na planta é de 1102,4
kW. Fazendo-se uso do procedimento de estabelecimento de metas de consumo de energia,
é possível identificar para qual diferença de temperatura o consumo da planta
corresponderia a 1102,4 kW. Esta diferença de temperatura é identificada como sendo
aproximadamente 30 oc
Assim, a comparação entre estes dois resultados mostra que existe um potencial
para reduzir o consumo de energia, próximo de 46%.
A figura 6.13 mostra a curva composta do processo para o valor da diferença
mínima de temperatura, LJTmín = 1 O °C.
a curvas H K T E3'
I iiW [
diferença mínima de--· --r'--------------------------------~--------
0.0
C'!Uva h x t
130 -----, -----.-----,----- -----,-----,----- ,-----,-----,-----
' ' ' ' ---- -!------:-----i----- f----- t---- -:---li-:-- , -----r-----O I I I I I I I I I I I I I I I I I
-----r---- -1-----1----- t-- ---r--- --1--- -:-----1---- -r-----I I I I I I I I I
-----i----~-----~-----~-----~-----~-1- ~-----~-----:-----
uo
110
110
-__ --~ ____ j ____ _ 1 _____ ; ____ -~ _____ L(;' _ J ____ _ 1 _____ l ____ _ I I I I I I I I I
I I I I I I I I I
-----~----~-----l _____ ! _____ ~-----~ __ J _____ ~-----~-----1 I I I I f I I I
: : : : : :r : : : --- --·--- -- _, ___ - -.!- --- _.! __ -- --- --- -·- ---- ,!_-- --.!.--- --
' I I I I I I I
~ " " ~ " • t
11 ~
I I I I I I . ' . ' ' ' I I I O I I I I I -----r--- ~-----,-----,---- r-----~----~--- ,-----r-----" ' I I I I
' ' I I I I -----r----,-----,-----T-----r---- r----o-----,- ---T-- --5I ' I I O I I I I I
' ' ' ' " - ----- - ---+--- ---~----~-----~-- --~-----
' ' I I I
li
110. J.508 ZIOO l:SOl 3801 3510 if88 4500 Slltl energia
iciiwl 6J Exoiorando. u.....,. lrov Microsoft W«d I 4- winanch: - •- ...... 11-<. ~~- H • T
Figura 6.13 Curvas compostas do processo para L\. T min = 1 O °C.
r. a:
(" BCC
r GCC
r MGCC
e:·:nartat I
"""gia {-izll
án•alt!ocad....j
gravar
..... I
As curvas compostas da figura 6.13 mostram que uma parte do potencial de
integração energética do processo está abaixo do pinch (T = 71 oq até 40 °C. A outra parte

com potencial de integração se situa na região delimitada pelo intervalo de 11 O oc a 121 °C.
6.5 Conclusões sobre a Análise Energética do Processo
O objetivo deste capítulo foi fazer urna estimativa da demanda de energia
requerida pelo processo de obtenção de óleo de soja. Para tal, utilizou-se a Análise Pinch e
dois valores para LITm;n: O °C e 10 °C. Para LITmin = O °C, o consumo de energia inferior foi
de 689,6 kW e para LITmm = 10 °C, o consumo de energia determinado foi de 756,8 kW.
Este valor foi comparado à demanda de energia determinada através dos modelos.
O resultado da comparação mostra que, apesar da planta de obtenção de óleo de
soja da COAMO ser bem integrada energeticamente, ainda existe um potencial para
redução do consumo de energia na planta. Urna redução adicional só será possível através
de modificações na estrutura e condições operacionais da planta. O procedimento de
simulação desenvolvido neste trabalho pode auxiliar nesta tarefa, permitindo a avaliação do
impacto de modificações no processo sobre o consumo de energia.
Finalmente, a conjugação dos modelos desenvolvidos com a técnica de análise
energética utilizada, neste capítulo, tornam-se ferramentas importantes no processo de
otimização global de uma planta de obtenção de óleo de soja.
179
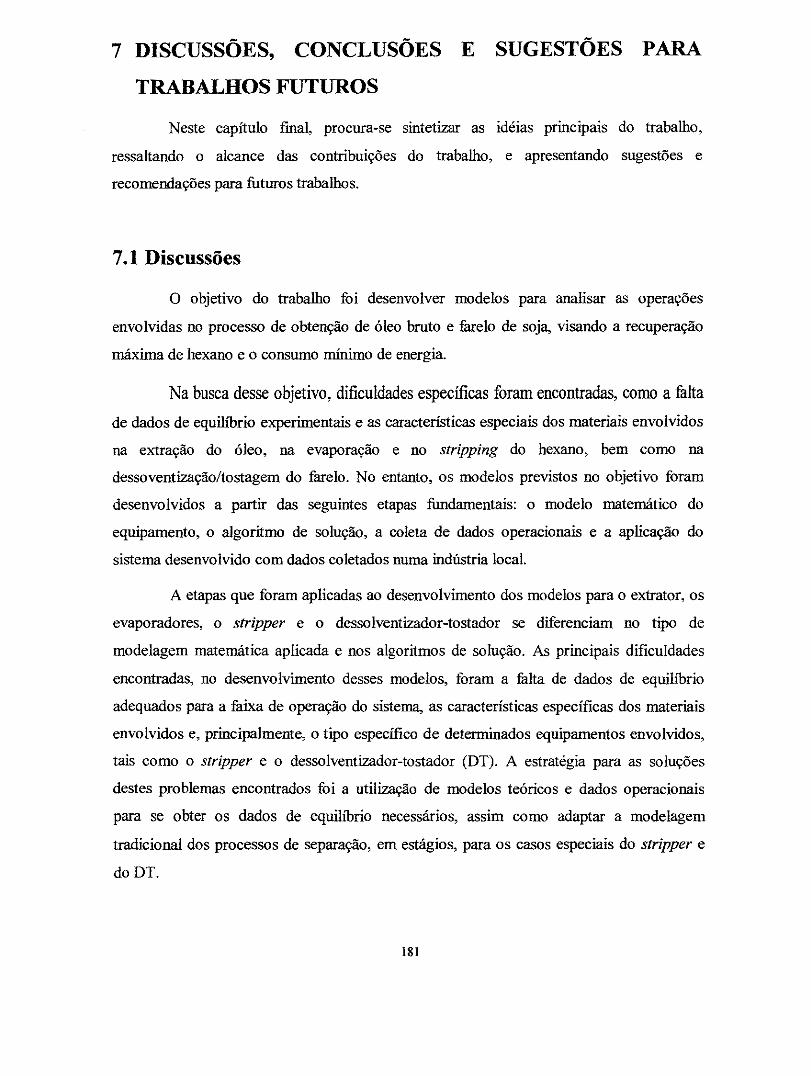
7 DISCUSSÕES, CONCLUSÕES E SUGESTÕES PARA
TRABALHOS FUTUROS
Neste capítulo final, procura-se sintetizar as idéias principais do trabalho,
ressaltando o alcance das contribuições do trabalho, e apresentando sugestões e
recomendações para futuros trabalhos.
7.1 Discussões
O objetivo do trabalbo foi desenvolver modelos para analisar as operações
envolvidas no processo de obtenção de óleo bruto e farelo de soja, visando a recuperação
máxima de hexano e o consumo minimo de energia.
Na busca desse objetivo, dificuldades específicas foram encontradas, como a falta
de dados de equilibrio experimentais e as características especiais dos materiais envolvidos
na extração do óleo, na evaporação e no stripping do hexano, bem como na
dessoventização/tostagem do furelo. No entanto, os modelos previstos no objetivo foram
desenvolvidos a partir das seguintes etapas fundamentais: o modelo matemático do
equipamento, o algoritmo de solução, a coleta de dados operacionais e a aplicação do
sistema desenvolvido com dados coletados numa indústria local.
A etapas que foram aplicadas ao desenvolvimento dos modelos para o extrator, os
evaporadores, o stripper e o dessolventizador-tostador se diferenciam no tipo de
modelagem matemática aplicada e nos algoritmos de solução. As principais dificuldades
encontradas, no desenvolvimento desses modelos, foram a falta de dados de equilíbrio
adequados para a faixa de operação do sistema, as características especificas dos materiais
envolvidos e, principalmente, o tipo especifico de determinados equipamentos envolvidos,
tais como o stripper e o dessolventizador-tostador (DT). A estratégia para as soluções
destes problemas encontrados foi a utilização de modelos teóricos e dados operacionais
para se obter os dados de equilíbrio necessários, assim como adaptar a modelagem
tradicional dos processos de separação, em estágios, para os casos especiais do stripper e
doDT.
181

Com o esboço teórico do modelo de cada operação defmido, passou-se à sua
aplicação prática visando obter a confirmação da sua viabilidade como ferramenta na
análise do consumo energético e de hexano do sistema, assim como permitir uma melhor
visualização de suas limitações.
7.2 Conclusões
A análise dos resultados obtidos, a partir da aplicação dos modelos com dados
operacionais coletados numa indústria local, possibilitou a obtenção das seguintes
conclusões finais a respeito deste trabalho:
• O modelo proposto para a operação de extração de óleo gerou resultados que
são próximos aos dados operacionais da indústria Assim, esse modelo é
coerente e pode ser utilizado como ferramenta no processo de análise das
melhores condições de operação da extração do óleo de soja com solvente.
Entretanto, algumas diferenças foram observadas entre os resultados do
modelo e industriais; isto pode ser devido a fatores no modelo tais como, o
calor de solução, as imperfeições na drenagem da miscela e os erros
experimentais nos dados de retenção do hexano na torta.
• No que se refere ao modelo proposto para a evaporação, este apresentou
resultados bastante coerentes com os dados operacionais da indústria e, com
isso, pode perfeitamente ser utilizado como ferramenta no processo de análise
e otimização da operação de evaporação do hexano presente na miscela. No
entanto, alguns pequenos erros foram observados em relação, principalmente, à
concentração de salda da miscela prevista através do modelo e a concentração
real; isto pode ser devido a futores não previstos no modelo tais como, o calor
de solução, as perdas de calor para o ambiente e os erros relacionados à
previsão de dados de equilíbrio.
• O modelo proposto para o stripping do hexano mostrou ser coerente uma vez
que gerou resultados bastante próximos dos dados industriais coletados,
principalmente, no que se refere à recuperação de hexano e à temperatura de
saída do óleo bruto. Com isso, esse modelo pode ser utilizado como ferramenta
10~

num processo de análise e otimização da operação de stripping do hexano
presente no óleo. No entanto, pequenos erros foram observados em relação às
variáveis citadas acima; isto pode ser devido a fatores não previstos no modelo
tais como, perdas de calor para o meio ambiente, as dificuldades de contato
entre a fase líquida e a fase de vapor e a condensação de pequenas quantidades
de vapor d'água dentro do stripper.
• Para a operação de dessolventização-tostagern, o modelo desenvolvido se
mostrou coerente e pode ser perfeitamente utilizado como ferramenta num
processo de análise e otimização desta operação. Esta constatação pode ser
confirmada, uma vez que os níveis de separação de hexano do farelo de soja,
bem como as temperaturas dos estágios do equipamento estão bastante
próximos dos dados operacionais coletados na indústria Porém, pequenos
erros foram observados em relação às variáveis citadas acima; isto pode ser
devido a fatores não previstos no modelo tais como, as perdas de calor para o
meio ambiente, as dificuldades na previsão de troca térrníca e de equilíbrio, as
dificuldades de contato entre a fuse líquida e a fase de vapor dentro do DT.
• Estes modelos desenvolvidos e testados foram aplicados como ferramenta na
integração energética da planta para a obtenção do óleo e do furelo de soja.
Essa integração baseou-se na Análise Pinch, sendo que a maior dificuldade
encontrada foi na identificação e caracterização das correntes quentes e frias
envolvidas no processo como um todo. Entretanto, a partir de algumas
adaptações as correntes foram levantadas e caracterizadas para a devida
aplicação. Os resultados obtidos mostraram que a planta de obtenção de óleo e
farelo de soja da COAMO já está bem integrada energeticamente, mas
economias poderão ainda ser obtidas se o sistema estiver operando nas
melhores condições.
• Para finalizar, conclui-se que a assunto pesquisado pode auxiliar a realízação
de futuros trabalhos na área de otimização do processo de do óleo e farelo de
SOJa.
183
7.3 Sugestões para Futuros Trabalhos
O assunto desenvolvido não esgota as possibilidades de futuros trabalhos que
busquem o aperfeiçoamento de urna planta de obtenção de óleo e farelo de soja, em termos
de economia no consumo de energia e de hexano.
As sugestões mais imediatas visando a otimização do processo são as seguintes:
• pesquisar o efeito da temperatura no desempenho do extrator;
• pesquisar as relações de equilíbrio líquido-vapor para o hexano na miscela,
assim como na torta;
• analisar as condições de operação do processo de obtenção de óleo de soja para
outras condições e outras plantas; e
• utilizar os modelos desenvolvidos juntamente com a metodologia da
integração energética a fim de determinar o consumo ótimo de energia, através
de modificações na estrutura e condições operacionais da planta.

Referências Bibliográficas
ABRAHAM, G., HIRON SR., J. e KOLTUN, S. P. Modeling the Solvent Extraction of
oilseeds, JAOCS Journal of the American Oi! Chemists Society, vol. 65, p. 129,
January, 1988.
BARBOSA, M. Z., de FREITAS, S. M. e FRANCA, T. J. F. Considerações sobre os
desafios da cadeia de produção de óleo de soja no Brasil, Óleos & Grãos, p. 44,
Setembro/Outubro, 1998.
BERNARDINI, E. Bath and Continuous Solvent Extration, JAOCS Journal of the
American Oi! Chemists Society, vol. 53, p. 275, June, 1976.
BLACKADDER, D. A. & NEDDERMAN, R. M. Manual de Operações Unitárias, Trad.
Luiz Roberto de Godoi Vida!, Hemus Editora Limitada, São Paulo, 1982.
CASTELLAN. G. Physical-Chemistry, Addison Wesley Publishing Company, Inc, 1986.
CHIAPPETTA, A. GIUDICI, R. e do NASCIMENTO, C. A. O. Modelagem Matemática e
Simulação das Operações da Indústria de Açúcar e Álcool: II- Evaporação, Revista
Brasileira de Engenharia Quimica, vol.9, n. 5, p. 17, 1986.
CUSAK, R. W. Designing a Separation Process, Chemical Engineering, p. 128, may, 1998.
DWIVEDI, P. N. e UPADHYAY, S. N. Particle-Fluid Mass Transfer in Fixed and
Fluidized Beds, Ind. Eng. Chem., Process Des. Dev., vol. 16, n. 2, p. 157, 1977.
185

ERICKSON, D. R. Practical Handbook of Soybean Processing and Utilization, AOCS
American Oils Chemists Socity, Press and the United Soybean Board, 1995.
FRANKS, R.G.E. Modeling and Simulation in Chirnical Engineering, John Wiley & Sons,
NewYork, 1972.
GAVIN, A. M. Energy Conservation in Edible Uses, JAOCS Journal of the American Oi!
Chemists Society, n. 3, vol. 60, February, 1983.
GEANKOPLIS, C. 1. Transport processes and unit operations, Printice Hall, New Jersey,
1993.
GIMENES, M.L. Assessement Report for PhD. Course. University of Leeds. Leeds UK,
1989.
GMEHLING, J. et. al. Modified UNIF AC Model. 2. Present Parameter Matrix and Results
for Different Thermodynamic Properties, Industrial Engineering Chemistry Research,
vol. 32, n. 01, 1993, p. 178.
HELDMAN, D. R. & LUND, D. B. ed. Handbook of Food Engineering, Mareei Dekker,
New Y ork, 1992.
HENLEY, 1. E. & SEADER, D. 1. Equilibrium-Stage Separation Operations in Chemical
Engineering, John Wiley & Sons, New Y ork, 1981.
HIMMELBLAU, D. M. Engenharia Química: Princípios e Cálculos. Trad. Jossyl de Souza
Peixoto, Sindicato Nacional dos Editores de Livros, Rio de Janeiro, 1984.
, ..

HOLLAND, C. D. Fundamentais and Modeling of Separation Processes, Prentice-Hall,
New Jersey, 1975.
JOHNSON, L. A. e LUSAS, E. W. Comparison o f Alternative solvents for Oils Extraction,
JAOCS Journal ofthe American Oil Chemists Society, vol. 60, n. 2, p. 229, February,
1983.
JONGENEELEN, H. P. J. Energy Conservation in Solvent Extration Plants, JAOCS
Journal ofthe American Oi! Chemists Society, vol.53, p. 291, June, 1976.
KARNOFSKY, G. Design of Oilseed Extractor I. Oil Extraction, JAOCS Journal o f the
American Oi! Chemists Society, vol. 63, p. 1011, August, 1986.
KARNOFSKY, G. Design of Oi1seed Extractor I. Oi! Extraction (Supplement), JAOCS
Journal ofthe American Oi! Chemists Society, vol. 64, p. 1533, November, 1987.
KEMPER, G. T. Minimização da perda de solvente, Grãos & Óleos, p. 22,
Setembro/Outubro, 1998.
KEMPER, G. T. lnnovations in Meal Desolventizing, In: AMERICAN OILS CHEMISTS
SOCIETY, 91, San Diego, 2000. Proceedings. AOCS, 2000.
KERN, D. R. Processos de Transmissão de Calor, Trad. Adir M. Luiz, Guanabara Dois, Rio
de Janeiro, 1980.
KING, J. W. & LIST G. R. Solution Thermodynamic Study of Soybean Oi! I Solvent
Systems by Inverse Gas Chromatography, JAOCS Journal of the American Oi!
Chemists Society, V oi. 67, n. 7, July, 1990.
187

LINNHOFF, B., FLOWER, J., Synthesis of Heat Exchanger Networks: I. Systernatic
Generation ofEnergy Optirnal Networks, AICHE Journal, vol. 24, n. 4, p. 633, 1978.
LINNHOFF, B., et al. A User Guide on Process Integrationfor the Ejjicient Use of Energy,
The Institute ofChemical Engineers, U.K., 1982.
LINNHOFF, B. e HINDMARSH, E., The Pinch Design Method for Heat Exchanger
Networks, Chemical Engineering Science, vol. 38, p. 745, 1983.
LINNHOFF, B., Introduction to Pinch Technology, England, 1998.
MALISKA, C. R. Transferência de Calor e Mecânica de Fluidos Computacional, L TC -
Livros Técnicos e Científicos Editora S. A., Rio de Janeiro, 1995.
MILLIGAN, E. D. Survey ofCurrent Solvent Extration Equipament, JAOCS Journal ofthe
American Oi! Chemists Society, vol. 53, p. 286, June, 1976.
MILLIGAN, E.D. & TANDY, D.C. Field Evoluation of Extration Performance, JAOCS
Journal ofthe American Oi! Chemists Society, n. 8, vol. 61, p. 1383, August, 1984.
MUSTAKAS, G. C. et al., Criticai Processing Factors in Desolventizing-Toasting Soybean
Meal for Feed, JAOCS Journal ofthe American Oi! Chemists Society, p. 300, March,
1981.
MORETTO, E. e ALVES, R. Óleos e Gorduras Vegetais: processamento e análises,
Florianópolis: Ed. da UFSC, 1986.
100

OTHMER, D. F. and AGARWAL, J. C. Extraction of Soybean, theory and mechnism,
Chem. Eng. Progress, vol. 51, p. 372, August, 1955.
PERKINS, E. G. in: Praticai Handbook of Soybean Processing and Utilization, AOCS
Press and the United Soybean Board, 1995.
PERRY, R. H. e CHILTON, C. H. Chemical Engineers' Handbook, 5a ed., McGraw-Hill
Kogakusha Ltd, Tokyo, 1973.
POLON, P. E., Simulação de um Extrator Industrial de Óleo de Soja, Dissertação de
Mestrado- DEQIUEM (!997).
RA V AGNANI, M. A. S. S. e CARDOSO, R., Integração Energética de uma Planta
Industrial de Extração de Óleo de Soja. In: 7° Congresso Latinoamericano de
transferencia de Calor y Materia - LATCYM 98, vol.l, outubro, p. 11, Salta,
Argentina, 1998.
RITTER, H. Industrialização da Soja. In: MIY ASAKA, S. & MEDINA, C. , ed. A Soja no
Brasil. Campinas, Impressão e Divulgação do IT AL, 1981.
RUD, D. F. & WATSON, C. C. Strategy ofProcess Engineering, John Wiley & Sons, New
Yor~ 1968.
SA V ASINI, J. A. A. et a!. Industrialização da Soja. In: MIYASAKA, S. & MEDINA, C. ,
ed. A Soja no Brasil. Campinas, IT AL, 1981, p. 916.
SANDLER, S. I. Chemical and Engineering Thermodynamics, 2a ed. , John Wiley & Sons,
NewYor~ 1989.
189
SCHUMACHER, H., Ultimate Energy Possibilities in Conventional Solvent Extration,
JAOCS Journal ofthe American Oi! Chemists Society, vol. 60, n.2, p. 369, February,
1983.
SCHW ARTZBERG, H. G. Continuous Counter-Current Extraction In the Food Industry,
Chemical Engineering Progress, vol. 76, p. 67, april, 1980.
SCHW ARTZBERG, H. G. Solute Diffusivities in Leaching Processes, Food Technology,
p. 73, February, 1982.
SIPOS, E. e WITTE, N. H. The Desolventizer-Toaster Process for Soybean Oi! Meal,
JAOCS Journal ofthe American Oi! Chemists Society, vol. 38, p. 11, March, 1961.
SMITH, R Chemical Process Design, McGraw Hill, 1995.
SPANINKS, J. A. M. e BRUIN, S. Mathematical Simulation of the Performance of the
Solid Liquid Extractors- I, Chem. Eng. Science, vol. 34, p. 199, 1979.
SPANINKS, J. A. M. e BRUIN, S. Mathematical Simulation of the Performance of the
Solid Liquid Extractors- II, Chem. Eng. Science, vol. 34, p. 207, 1979.
SMITH, J. M. , V AN NESS, H. C. & ABOTT, M. M. Introduction to Chimical Engineering
Thermodynamics, 5" ed., McGraw-Hill Companies, New York, 1996.
SUJATA, A. D. Fundamentais and Modeling ofSeparation Processes in: HOLLAND, C.
D. Prentice-Hall, New Jersey, 1975.

TREYBAL, R. E. Mass Transfer Operations, 2• ed., McGraw-Hill Book Co, 1968.
WITTE, N. H. in: Praticai Handbook of Soybean Processing and Utilization, AOCS Press
and the United Soybean Board, 1995.
ZANETTI, E. L. S. Industrialização da Soja. In: MIYASAKA, S. & MEDINA, C. , ed. A
Soja no Brasil. Campinas, IT AL, 1981.
ZEMP, R. J. Programa de Integração Energética- WinPinch versão 2.0, UNICAMP, 2000.
191

ANEXO 1. O MÉTODO UNIFAC
Nos últimos décadas, o grande objetivo dos estudiosos da teoria das soluções tem
sido desenvo !ver métodos para prever numericamente valores do coeficiente de atividade
em termos de propriedades que tenham significância molecular e que possam ser calculados
a partir das propriedades dos componentes puros. A fim de cumprir esse objetivo vários
modelos foram desenvolvidos. Conforme consta no trabalho de Gmehling (1993), para a
descrição de sistemas não-eletrolíticos, modelos gE ou equações de estado podem ser
aplicados usando somente dados binários. Dados experimentais são normalmente escassos.
Neste sentido, o métodos de contnbuição como o UNIFAC podem ser aplicados com muito
sucesso. Estes métodos foram desenvolvidos para prever o equilíbrio líquido-vapor de
maneira que os parâmetros de interação de grupos foram ajustados, principalmente, a partir
de dados experimentais do equilíbrio líquido-vapor armazenados no Dortmund Data Bank.
Com ajuda destes métodos é possível obter resultados confiáveis para o equilíbrio líquido
vapor, inclusive para pontos azeotrópicos. Entretanto, resultados ruins são geralmente
obtidos quando estes métodos são usados na predição do coeficiente de atividade em
diluição infmita, y"', calores de mistura, ou sistemas com componentes muito diferentes em
tamanho. Isto não é surpresa urna vez que os dados de equilíbrio líquido-vapor
normalmente cobrem somente a faixa de concentração de 5 - 95% em moles. A
modelagem matemática usada na estimativa do coeficiente yé apresentada a seguir.
O método UNIFAC admite que o logaritmo do coeficiente de atividade do
componente da solução é igual à soma dos logaritmos de duas contribuições. A primeira,
denominada de combinatorial (Cc), é devido às diferenças no tamanho e forma das
moléculas na mistura; e a segunda, denominada de residual (RR), é devido às interações
energéticas entre os pares de grupos estruturais não-eletrolíticos. Neste sentido, a relação
matemática entre o coeficiente de atividade e as contribuições é da seguinte forma
(A. I)
Como se observa pela equação (A. I), o coeficiente genérico, Yi. representa o
coeficiente de atividade para cada um dos componentes presentes na solução denominada
de miscela. Como já abordado anteriormente, esses componentes são os ácidos graxos e o
n-hexano. A parte combinatorial é detenninada através da seguinte equação:
193
(A.2)
sendo:
1 o subscrito que representa o componente da solução, o qual se transforma em h
quando se trata do n-hexano;
V; a propriedade auxiliar do componente i dada pela relação fração volumétrica!
fração mola
v', o valor de vi modificado empiricamente
a propriedade auxiliar do componente dada pela relação fração
superficial/fração molar;
q · 1 a área superficial relativa de van der Waals do componente i.
O parâmetro v·i pode ser calculado usando os volumes relativos R.c de van der
Waals dos diferentes grupos de contribuição. O valor de v'i é determinado pela seguinte
equação:
(A.3)
sendo r1 o volume relativo de van der Waals do componente i e x1 a fração molar do
componente i na fase líquida.
Os valores de V;, r1, F1, q1 são determinados como segue:
(A.4)
(A.S)
(A.6)
(A.7)
sendo v/'! o número de grupos estruturais do tipo k na molécula i e Q 'k a área superficial
relativa de van der Waals do subgrupo k.
A parte residual pode ser obtida usando-se as seguintes equações:
194

In r/ = L:Vk (i) (In rk -In rk (i)) k
(A.8)
sendo 1k o coeficiente de atividade do grupo k na mistura e Ikr V é coeficiente de atividade
do grupo k na substância pura. São determinados pela seguinte equação:
(A.9)
sendo a fração de área do grupo m na fase líquida,9m, e a fração molar do grupo m na fase
líquida, Xm são dados pelas seguintes equações:
B - QmXm m- _L;QnXn
n
'Vv (jJx. L. m J
X = _.::_1 _ __,.-,-,---n L;L;vP)x
1 j n
(A. !O)
(A. I!)
A fim de permitir uma melhor descrição do comportamento real do coeficiente de
atividade o parâmetro 'Fnm é colocado como função da temperatura através da seguinte
equação:
'lfnm =exp(
sendo:
? anrn + bnmTABS + CnrnTABS-)
TABS
Gnm o parâmetro de interação UNIF AC entre os grupos n e m, em K;
bnm o parâmetro de interação UNIF AC entre os grupos n e m;
Cnm o parâmetro de interação UNIFAC entre os grupos nem, em K-1; e
TABS a temperatura absoluta do sistema em K.
(A.l2)
A introdução do UNIF AC modificado ao modelo requer que se leve em
consideração os compostos que compõe o óleo de soja bruto. Conforme no capítulo
anterior, o óleo de soja é composto por diversos componentes, sendo que em torno de 95%
do total é formada de ácidos orgânicos saturados e insaturados, denominados de ácidos
graxos. A parte restante é formada por traços de metais e componentes de estrutura
complexa como os esteróis, tocoferóis, esqualenos e ácidos graxos livres. Todas estas
estruturas obviamente interferem, individualmente, nas propriedades físico-químicas da
solução (miscela). Assim, ao estabelecer a relação de equilíbrio entre o hexano no estado de !95

vapor e o hexano na solução líquida é necessário avaliar os coeficientes de atividade de
todos os componentes da mistura, calculados com o coeficiente de atividade do hexano.
Mas, devido à quantidade relativamente pequena e também às estruturas
complexas dos outros componentes presentes no óleo, neste trabalho considerar-se-á, para
efeito de cálculo dos coeficientes de atividade, apenas os ácidos graxos.
Dos ácidos considerados, percebe-se pelas fórmulas moleculares apresentadas na
Tabela A. I que existem quatro grupos estruturais bem definidos em cada um deles, o CH3,
o CHz, o CHz= CH e o COOH. Estes grupos são considerados a base para a utilização no
método UNIFAC.
A determinação dos coeficientes de atividade do hexano e dos ácidos graxos,
envolvidos na mistura, requer um conjunto de parâmetros que serão usados pelo método
UNIF AC modificado conforme visto anteriormente. A seguir, esses parâmetros são
apresentados nas tabelas AI e A2
Tabela AI Parâmetros RK e QK do método UNIFAC modificado
Grupo Principal Subgrupo Número RK QK
1 "CHz" CH3 1 0,6325 1,0608
CHz 2 0,6325 0,7081
2 "C=C" CH=CH 3 1,2832 1,2489
20 "COOH" COOH 4 0,8000 0,9215
T bela A2 P -a arametros e mteraçao d . - d e grupos o meto o mo 11ca o d . d UNIFAC d"fi d N m Gnm(K) Bnm Cnm (K1
) Gmn (K) bmn Cmn(K"1
)
1 2 189,66 -0,2723 0,0 -95,418 0,06171 0,0
1 20 1182,2 -3,2647 0,009198 2017,7 -9,0933 -0,01024
2 20 -2026,1 8,1549 0,0 -347,50 1,2160 0,0

ANEX02 Aplicação do Método dos Volumes Finitos na
Resolução das Equações (3.27) e (3.28)
Na aplicação do Método dos Volumes Finitos, parte-se das equações (3.27) e
(3.28) que estão como segue:
a::' a::' ) +-=N1 c(w-C ôB a,; . (3.27)
(3.28)
Nesta aplicação, emprega-se uma malha com a configuração mostrada na figura A2.1.
fronteira
volume elementar p.:,. para integração--?• -,1-Pe--+--41-TI-+---er
. .
< )i( >; . ó.e . ile . Figura A2.1 Malha para o problema de transferência de massa.
Essa configuração mostra que a malha empregada é bidimensional: uma dimensão
é em relação ao tempo adimensiona!, e, e a outra dimensão é em relação à distância
adimensional a partir da entrada da corrente líquida na direção x, é,.
A integração da equação (3.27), em relação ao tempo, e, à distância, é, fornece:
e
197

(A2.2)
(A2.3)
e da equação (3.28) obtém-se:
(A2.4)
e
(A2.5)
(A2.6)
Agora, deve-se escolher uma função de interpolação espacial para a concentração,
uma vez que a mesma precisa ser avaliada nas interfaces do volume de controle. Para este
problema o esquema escolhido é o upwind, aproximação de um lado só. Neste esquema, o
valor da função na interface é igual ao valor da função no volume a montante, onde as
funções de interpolação tem as seguintes expressões:
(A2.7)
(A2.8)
substituindo as expressões (A2. 7 ) e (A2.8 ) na equação (A2.3), obtém-se:
(A2.9)
dividindo-se a equação (A2.9) por L19 obtém-se:
(A2.10)
Nesta etapa, deve-se decidir também como é o comportamento do fluxo de massa
nas duas faces do volume elementar ao longo do intervalo de tempo ilS para que a
integração possa ser realizada. Escolhe-se a função de interpolação totalmente implícita, na
qual a concentração é tomada como uma média aritmética entre as concentrações.
198

c~· =B'Cp +(l-B')c~ (A2.11)
(A2.12)
(A2.13)
' Fazendo B = 1, tem-se as seguintes expressões:
e' Cp =Cp (A2.14)
(A2.15)
(A2.16)
que aplicadas à equação (A2.1 O) fornece:
(A2.17)
e na equação (A2.6) obtém-se:
(A2.18)
dividindo-se a equação (A2.18) por 86:
(A2.19)
Rearranjando as equações ( A2.17) e ( A2.19) obtém-se as seguintes equações:
(A2.20)
(A2.21)
A equação (A2.21) apresenta coeficientes que serão colocados da seguinte forma:
Ac = -( L1Ç + 1 + Nt cL14') " L1B ,
199

A partir desses coeficientes obtém-se as seguintes expressões:
(A2.22)
(A2.23)
As equações (A2.22) e (A2.23) são a base para gerar o sistema de equações
algébricas que possibilitará obter as concentrações das correntes na saída do extrator.