Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE MINAS GERAIS
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
FRESAMENTO DO AÇO VHSUPER NOS ESTADOS RECOZIDO E TEMPERADO
COM METAL DURO E CERMET
JOSÉ LUIZ SILVA RIBEIRO
BELO HORIZONTE, 27 DE AGOSTO DE 2007

ii
JOSÉ LUIZ SILVA RIBEIRO
FRESAMENTO DO AÇO VHSUPER NOS ESTADOS RECOZIDO E TEMPERADO
COM METAL DURO E CERMET
Tese apresentada ao Programa de Pós-graduação em Engenharia
Mecânica da Universidade Federal de Minas Gerais, como requisito
parcial à obtenção do título de Doutor em Engenharia Mecânica.
Área de concentração: Processos de fabricação
Orientador: Prof. Dr. Alexandre Mendes Abrão
Universidade Federal de Minas Gerais
Belo Horizonte Escola de Engenharia da UFMG
2007

iii
UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Av. Antônio Carlos, 6627 - Pampulha - 31.270-901 - Belo Horizonte – MG Tel.: +55 31 3499-5145 - Fax.: +55 31 3443-3783 www.demec.ufmg.br - E-mail: [email protected]
FRESAMENTO DO AÇO VHSUPER NOS ESTADOS RECOZIDO E TEMPERADO
COM METAL DURO E CERMET
JOSÉ LUIZ SILVA RIBEIRO Tese defendida e aprovada em 27 de agosto de 2007, pela Banca Examinadora designada pelo Colegiado do Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de Minas Gerais, como parte dos requisitos necessários à obtenção do título de “Doutor em Engenharia Mecânica”, na área de concentração de “Processos de Fabricação”.
Prof. Dr. Alexandre Mendes Abrão – Universidade Federal de Minas Gerais Orientador
Prof. Dr. Álisson Rocha Machado – Universidade Federal de Uberlândia Examinador Externo
Prof. Dr. Wisley Falco Sales – Pontifícia Universidade Católica de Minas Gerais Examinador Externo
Prof. Dr. Juan Carlos Campos Rúbio – Universidade Federal de Minas Gerais Examinador
Prof. Dr. Paulo César Matos Rodrigues – Universidade Federal de Minas Gerais Examinador
Prof. Dr. Antônio Eustáquio de Melo Pertence – Universidade Federal de Minas Gerais Examinador

iv
Dedico este trabalho a Cristina Nogueira Vieira

v
AGRADECIMENTOS
A
Universidade Federal de Minas Gerais, seu corpo docente e em especial ao meu orientador o
Prof. Dr. Alexandre Mendes Abrão.
A Pontifícia Universidade Católica de Minas Gerais pela cessão do laboratório de processos
de fabricação, pela concessão do auxílio financeiro sob a forma de carga horária, ao Prof. Dr.
Wisley Falco Sales, a Valéria Aparecida Gomes e aos técnicos do Laboratório de Processos
de Fabricação, em especial ao técnico Carlos Eduardo dos Santos.
A Rede de Materiais para Usinabilidade Melhorada – REMAUSME, do Conselho Nacional
de Pesquisa Científica e Tecnológica – CNPQ.
A Villares Metals, Eng. Celso Antônio Barbosa e Eng. Rafael Agnelli Mesquita.
A Sandvik Coromant, Sr. Aldeci Santos.
A Traterminas Tratamento Térmico Ltda., Sr. Daniel de Miranda Cota.
A Cemig, Sr. Herbert Geovane de Carvalho.
Ao Centro de Desenvolvimento da Tecnologia Nuclear – CDTN, Sr. Eduardo Antônio de
Carvalho.
Aos alunos de graduação da UFMG, Nilton Cláudio da Silva Santos, Leonardo Passos
Brandão e Steve Balbino Diniz e o colega de pós-graduação Dr. Paulo Eustáquio de Faria.
A todos aqueles que colaboraram na execução deste trabalho.
Meus sinceros agradecimentos.

vi
“Que belo tema de disputa sofística tu nos trazes, Menon; é a teoria segundo a qual não se
pode procurar nem o que se conhece, nem o que não se conhece”.
“O que se conhece porque, conhecendo-o, não se tem necessidade de procurá-lo; o que não se
conhece, porque não se sabe o que se deve procurar.”
Platão
vii
SUMÁRIO
LISTA DE FIGURAS x
LISTA DE TABELAS xxiii
LISTA DE ABREVIATURAS E SIGLAS xxv
LISTA DE ABREVIATURAS DE COMPOSTOS QUÍMICOS xxvii
NOMENCLATURA xxix
RESUMO xxxii
ABSTRACT xxxiii
1 INTRODUÇÃO 1
2 OBJETIVOS 3
2.1 Objetivos Específicos 3
3 REVISÃO BIBLIOGRÁFICA 5
3.1 Aços-ferramenta 5
3.1.1 Aços-rápidos 6
3.1.2 Aços para moldes e matrizes 7
3.2 Tratamentos térmicos 13
3.3 Materiais para ferramenta de corte 17
3.3.1 Ferramentas de aço-rápido 19
3.3.2 Ferramentas de metal duro 25
3.3.3 Ferramentas cerâmicas 31
3.3.4 Ferramentas cermet 34
3.3.5 Ferramentas de diamante 36
3.3.6 Ferramentas de nitreto cúbico de boro 37
3.4 Fresamento de moldes e matrizes 40
3.4.1 Usinagem à alta velocidade 44

viii
3.5 Vida e desgaste de ferramentas no fresamento 48
3.5.1 Medição do desgaste de ferramentas 52
3.5.2 Mecanismos de desgaste 53
3.6 Qualidade de superfícies fresadas 55
3.6.1 Sistemas de medição da rugosidade 57
3.6.2 Relação entre parâmetros de usinagem e acabamento superficial 60
3.7 Forças de usinagem 62
3.7.1 Forças de fresamento 62
3.8 Temperatura de usinagem 66
3.8.1 Método de medição pelo método calorimétrico 70
3.8.2 Método do termopar peça-ferramenta 70
3.8.3 Método do termopar embutido 71
3.8.4 Método do termopar monofilar 72
3.8.5 Método do retículo de difração de Bragg 72
3.8.6 Método do filme obtido por deposição física de vapor 73
3.8.7 Método da aplicação de pós-químicos 74
3.8.8 Método de captação de radiação infravermelha 74
3.8.9 Método dos vernizes termosensíveis e lápis indicadores de
temperatura 75
3.8.10 Método da alteração de dureza e microestrutura em aços
ferramenta 76
4 PROCEDIMENTO EXPERIMENTAL 79
4.1 Materiais e equipamentos 79
4.1.1 Material dos corpos de prova 79
4.1.2 Ferramentas de corte 80
4.1.3 Equipamentos utilizados 83
ix
4.2 Metodologia 88
4.2.1 Aço VHSUPER recozido 88
4.2.2 Aço VHSUPER temperado 94
5 RESULTADOS E DISCUSSÃO 96
5.1 Aço VHSUPER recozido 96
5.1.1 Vida de ferramentas 97
5.1.2 Mecanismos de desgaste 107
5.1.3 Rugosidade da superfície fresada 114
5.1.4 Forças de usinagem 123
5.1.5 Desvios dimensionais e geométricos 130
5.1.6 Discussão dos resultados 134
5.2 Aço VHSUPER temperado 138
5.2.1 Vida de ferramentas 138
5.2.2 Mecanismos de desgaste 150
5.2.3 Rugosidade da superfície fresada 157
5.2.4 Forças de usinagem 161
5.2.5 Temperatura de fresamento 171
5.2.6 Otimização dos parâmetros de corte 182
5.2.7 Desvios dimensionais e geométricos 186
5.2.8 Discussão dos resultados 189
6 CONCLUSÃO 194
7 PROPOSTA DE CONTINUIDADE 199
8 REFERÊNCIAS BIBLIOGRÁFICAS 200

x
LISTA DE FIGURAS
Figura 3.1 – Curva de revenido do aço VHSUPER. 17
Figura 3.2 – Principais tipos percursos de usinagem. (a) compensação em hélice,
(b) varredura de direção alternada e (c) varredura unidirecional. 42
Figura 3.3 – Posição relativa entre a ferramenta e a peça no contato inicial.
a) ae = 1/4 Dc b) ae = 1/2 Dc c) ae = 3/4 Dc d) ae = 3/4 Dc em detalhe. 50
Figura 3.4 – Desgaste uniforme de flanco, conforme ISO 8688-1 (1989). 52
Figura 3.5 – Rugosidade Rt – distância entre pico mais elevado e vale mais profundo. 59
Figura 3.6 – Rugosidade Rz – média entre as rugosidades parciais – Zi de cada
comprimento de amostragem – le. 60
Figura 3.7 – Componentes das forças de usinagem nos processos de fresamento. 63
Figura 3.8 – Regiões de geração de calor em usinagem. 68
Figura 3.9 – Método do termopar peça-ferramenta. 70
Figura 4.1 – Centro de Usinagem Romi Discovery 560 com comando Siemens 810D. 83
Figura 4.2 – Microscópio óptico Askania GSZ 2T, com micrômetro de resolução
centesimal. 84
Figura 4.3 – Corpo de prova montado sobre o dinamômetro Kistler, modelo 9257 BA. 85
Figura 4.4 – Computador AMD K6 com placa de aquisição e software Dynoware. 85
Figura 4.5 – Microscópio eletrônico de varredura JEOL JSM-5310. 86
Figura 4.6 – Câmara termográfica ThermaCAMTM P20 – Flir Systems. 86
Figura 4.7 – Câmara termográfica Agema. 87
Figura 4.8 – Máquina de medição por coordenadas, Tesa Micro–Hite 3D. 88
Figura 4.9 – Geometria da ferramenta em relação à peça. 90
Figura 4.10 – Modelo com cavidade retangular, circular e ressalto externo. 92

xi
Figura 4.11 – Desenho do modelo utilizado no fresamento de cavidades. 93
Figura 5.1 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC1025. 98
Figura 5.2 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC1025. 98
Figura 5.3 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe CT530. 99
Figura 5.4 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC4040. 99
Figura 5.5 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe GC1025. 101
Figura 5.6 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe CT530. 102
Figura 5.7 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe GC4040. 102
Figura 5.8 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,15 mm.rev-1). 103
Figura 5.9 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,20 mm.rev-1). 103
Figura 5.10 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,25 mm.rev-1). 104
Figura 5.11 – Comprimento linear fresado em função da velocidade de corte para as
três classes de pastilhas testadas (fz = 0,15 mm.rev-1). 104
Figura 5.12 – Comprimento linear fresado em função do avanço por aresta para as
três classes de pastilhas testadas (vc = 370 m.min-1). 105
Figura 5.13 – Tempo total de contato em função da velocidade de corte para as três

xii
classes de pastilhas testadas (fz = 0,15 mm.rev-1). 106
Figura 5.14 – Tempo total de contato em função do avanço por aresta para as três
classes de pastilhas testadas (vc = 370 m.min-1). 106
Figura 5.15 – Fotografia da pastilha GC1025 (vc = 440 m.min-1 , fz = 0,10 mm.rev-1,
L = 21,5 m). 107
Figura 5.16 – Fotografia da pastilha GC1025 (vc = 440 m.min-1 , fz = 0,10 mm.rev-1,
L = 21,5 m). 108
Figura 5.17 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,20 mm.rev-1,
L = 40,9 m). 108
Figura 5.18 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,20 mm.rev-1,
L = 40,9 m). 109
Figura 5.19 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,10 mm.rev-1,
L = 28,0 m). 109
Figura 5.20 – Fotografia da pastilha CT530 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1,
L = 43,0 m). 110
Figura 5.21 – Fotografia da pastilha CT530 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1,
L = 102,5 m). 110
Figura 5.22 – Fotografia da pastilha CT530 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1,
L = 102,5 m). 111
Figura 5.23 – Fotografia da pastilha GC4040 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1,
L = 47,2 m). 111
Figura 5.24 – Fotografia da pastilha GC4040 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1,
L = 47,2 m). 112
Figura 5.25 – Fotografia da pastilha GC4040 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1,
L = 114,7 m). 112
Figura 5.26 – Fotografia da pastilha GC4040 (vc = 370 m.min-1 , fz = 0,15 mm.rev-1,

xiii
L = 75,3 m). 113
Figura 5.27 – Evolução da rugosidade Rt, Rz e Ra (µm) com uso de pastilhas da classe
GC4040 em função de L (m) para vc = 370 m.min-1 e fz = 0,20 mm.rev-1. 114
Figura 5.28 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe GC1025 com fz = 0,15 mm.rev-1. 115
Figura 5.29 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe CT530 com fz = 0,15 mm.rev-1. 115
Figura 5.30 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe GC4040 com fz = 0,15 mm.rev-1. 116
Figura 5.31 – Rugosidade obtida no início e no fim de vida de ferramenta para
as três velocidades de corte (m.min-1) avaliadas.para a classe GC4040
com fz = 0,15 mm.rev-1. 116
Figura 5.32 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC1025 e vc = 370 m.min-1. 117
Figura 5.33 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe CT530 e vc = 370 m.min-1. 117
Figura 5.34 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC4040 e vc = 370 m.min-1. 118
Figura 5.35 – Rugosidade obtida no início e no fim de vida de ferramenta para cada
avanço (mm.rev-1) avaliado para a classe CT530 com vc = 370 m.min-1. 118
Figura 5.36 – Rugosidade obtida no início e no fim de vida de ferramenta para cada
avanço (mm.rev-1) avaliado para a classe GC4040 com vc = 370 m.min-1. 119
Figura 5.37 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta
em função de L (m), empregando fz = 0,15 mm.rev-1 e vc = 370 m.min-1. 119
Figura 5.38 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta

xiv
em função de L (m), empregando fz = 0,20 mm.rev-1 e vc = 370 m.min-1. 120
Figura 5.39 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta
em função de L (m), empregando fz = 0,25 mm.rev-1 e vc = 370 m.min-1. 120
Figura 5.40 – Rugosidade obtida no início e no fim de vida de ferramenta para as três
classes de pastilhas avaliadas com vc = 370 m.min-1 e fz = 0,15 mm.rev-1. 121
Figura 5.41 – Rugosidade obtida no início e no fim de vida de ferramenta para as três
classes de pastilhas avaliadas com vc = 370 m.min-1 e fz = 0,20 mm.rev-1. 121
Figura 5.42 – Rugosidade obtida no início e no fim de vida de ferramenta para as
classes CT530 e GC4040 avaliadas com vc = 370 m.min-1 e fz = 0,25 mm.rev-1. 121
Figura 5.43 – Comparação da rugosidade obtida ao longo da vida das ferramentas das
classes CT530, GC4040 e GC1025, avaliadas com vc = 370 m.min-1 ,
variando-se o avanço por aresta (mm.rev-1). 122
Figura 5.44 – Forças de usinagem (N) em função do tempo (s). Pastilha da classe
GC4040 (vc = 370 m.min-1 e fz = 0,25 mm.rev-1). 123
Figura 5.45 – Decomposição das forças de fresamento nos eixos cartesianos. 124
Figura 5.46 – Força de usinagem Fx em função da velocidade de corte para as três
classes de pastilhas testadas (CT530 e GC4040 - fz = 0,15 mm.rev-1 e
GC1025 – fz = 0,10 mm.rev-1). 125
Figura 5.47 – Força de usinagem Fy em função da velocidade de corte para as três
classes de pastilhas testadas (CT530 e GC4040 – fz = 0,15 mm.rev-1 e
GC1025 – fz = 0,10 mm.rev-1). 125
Figura 5.48 – Força de usinagem Fz em função da velocidade de corte para as três
classes de pastilhas testadas (CT530 e GC4040 – fz = 0,15 mm.rev-1 e
GC1025 – fz = 0,10 mm.rev-1). 126
Figura 5.49 – Força de usinagem Fx em função do avanço por aresta para as três
classes de pastilha testadas (vc = 370 m.min-1). 127
xv
Figura 5.50 – Força de usinagem Fy em função do avanço por aresta para as três
classes de pastilha testadas (vc = 370 m.min-1). 127
Figura 5.51 – Força de usinagem Fz em função do avanço por aresta para as três
classes de pastilha testadas (vc = 370 m.min-1). 128
Figura 5.52 – Força de usinagem Fx em função da classe de pastilha avaliada, para os
avanços por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1). 128
Figura 5.53 – Força de usinagem Fy em função da classe de pastilha avaliada, para os
avanços por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1). 129
Figura 5.54 – Força de usinagem Fz em função da classe de pastilha avaliada, para os
avanços por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1). 129
Figura 5.55 – Corpo de prova em polipropileno utilizado no teste de fresamento de
cavidades sobre a base da máquina de medição por coordenadas. 130
Figura 5.56 – Variação dimensional dos planos verticais B x B’ e C x C’
(vc = 370 m.min-1). 131
Figura 5.57 – Variação dimensional no diâmetro da cavidade circular e na maior
dimensão da cavidade retangular (vc = 370 m.min-1). 132
Figura 5.58 – Variação de circularidade nos arcos de raio 30 mm (vc = 370 m.min-1). 133
Figura 5.59 – Variação de cilindricidade na cavidade circular ∅ 70 mm
(vc = 370 m.min-1). 133
Figura 5.60 – Variação de paralelismo das faces BB’, CC’, DD’ e EE’
(vc = 370 m.min-1). 134
Figura 5.61 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe GC1025. 140
Figura 5.62 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe GC1025. 140
Figura 5.63 – Desgaste uniforme de flanco em função do comprimento linear fresado,

xvi
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe GC1025. 140
Figura 5.64 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC1025. 141
Figura 5.65 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC1025. 141
Figura 5.66 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe GC1025. 141
Figura 5.67 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe CT530. 142
Figura 5.68 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe CT530. 142
Figura 5.69 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe CT530. 142
Figura 5.70 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe CT530. 143
Figura 5.71 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe CT530. 143
Figura 5.72 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe CT530. 144
Figura 5.73– Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe GC4040. 144
Figura 5.74 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe GC4040. 145
Figura 5.75 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe GC4040. 145
Figura 5.76 – Desgaste uniforme de flanco em função do comprimento linear fresado,

xvii
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC4040. 146
Figura 5.77 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC4040. 146
Figura 5.78 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe GC4040. 146
Figura 5.79 – Comprimento linear fresado em função da velocidade de corte
para as três classes de pastilhas testadas (fz = 0,15 mm.rev-1). 147
Figura 5.80 – Comprimento linear fresado em função do avanço por aresta
para as três classes de pastilhas testadas (vc = 200 m.min-1). 147
Figura 5.81 – Tempo total de contato em função da velocidade de corte
para as três classes de pastilhas testadas (fz = 0,15 mm.rev-1). 148
Figura 5.82 – Tempo total de contato em função do avanço por aresta
para as três classes de pastilhas testadas (vc = 200 m.min-1). 149
Figura 5.83 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1,
L = 73,9 m). 150
Figura 5.84 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1,
L = 73,9 m). 151
Figura 5.85 – Fotografia da pastilha CT530 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1,
L = 42,7 m). 151
Figura 5.86 – Fotografia da pastilha GC4040 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1,
L = 13,4 m). 152
Figura 5.87 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1,
L = 85,7 m). 153
Figura 5.88 – Fotografia da pastilha CT530 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1,
L = 44,8 m). 153
Figura 5.89 – Fotografia da pastilha GC4040 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1,

xviii
L = 14,1 m). 154
Figura 5.90 – Fotografia da pastilha GC1025 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1,
L = 13,4 m). 155
Figura 5.91 – Fotografia da pastilha GC1025 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1,
L = 13,4 m). 155
Figura 5.92 – Fotografia da pastilha CT530 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1,
L = 5,8 m). 156
Figura 5.93 – Fotografia da pastilha GC4040 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1,
L = 4,2 m). 156
Figura 5.94 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC1025 e vc = 120 m.min-1. 157
Figura 5.95 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe CT530 e vc = 120 m.min-1. 157
Figura 5.96 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC4040 e vc = 120 m.min-1. 158
Figura 5.97 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC1025 e vc = 200 m.min-1. 158
Figura 5.98 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe CT530 e vc = 200 m.min-1. 159
Figura 5.99 – Evolução da rugosidade Rz (µm) para diferentes avanços em função de
L (m) utilizando a classe GC4040 e vc = 200 m.min-1. 159
Figura 5.100 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (GC1025) 160
Figura 5.101 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (CT530) 160
Figura 5.102 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (GC4040) 160
Figura 5.103 – Força de usinagem Fx em função do avanço por aresta para as três

xix
velocidades de corte empregadas (GC1025). 163
Figura 5.104 – Força de usinagem Fx em função do avanço por aresta para as três
velocidades de corte empregadas (CT530). 163
Figura 5.105 – Força de usinagem Fx em função do avanço por aresta para as três
velocidades de corte empregadas (GC4040). 163
Figura 5.106 – Força de usinagem Fy em função do avanço por aresta para as três
velocidades de corte empregadas (GC1025). 164
Figura 5.107 – Força de usinagem Fy em função do avanço por aresta para as três
velocidades de corte empregadas (CT530). 164
Figura 5.108 – Força de usinagem Fy em função do avanço por aresta para as três
velocidades de corte empregadas (GC4040). 164
Figura 5.109 – Força de usinagem Fz em função do avanço por aresta para as três
velocidades de corte empregadas (GC1025). 165
Figura 5.110 – Força de usinagem Fz em função do avanço por aresta para as três
velocidades de corte empregadas (CT530). 165
Figura 5.111 – Força de usinagem Fz em função do avanço por aresta para as três
velocidades de corte empregadas (GC4040). 166
Figura 5.112 – Força de usinagem Fx em função da velocidade de corte para os três
avanços por aresta empregados (GC1025). 166
Figura 5.113 – Força de usinagem Fx em função da velocidade de corte para os três
avanços por aresta empregados (CT530). 167
Figura 5.114 – Força de usinagem Fx em função da velocidade de corte para os três
avanços por aresta empregados (GC4040). 167
Figura 5.115 – Força de usinagem Fy em função da velocidade de corte para os três
avanços por aresta empregados (GC1025). 167
Figura 5.116 – Força de usinagem Fy em função da velocidade de corte para os três
xx
avanços por aresta empregados (CT530). 168
Figura 5.117 – Força de usinagem Fy em função da velocidade de corte para os três
avanços por aresta empregados (GC4040). 168
Figura 5.118 – Força de usinagem Fz em função da velocidade de corte para os três
avanços por aresta empregados (GC1025). 169
Figura 5.119 – Força de usinagem Fz em função da velocidade de corte para os três
avanços por aresta empregados (CT530). 169
Figura 5.120 – Força de usinagem Fz em função da velocidade de corte para os três
avanços por aresta empregados (GC4040). 170
Figura 5.121 – Vista superior do sistema de medição de temperatura. 171
Figura 5.122 – Termografia obtida com a câmara Agema Flir Systems. 172
Figura 5.123 – Termografia obtida com a câmara ThermaCAMTM P20. 172
Figura 5.124 – Temperatura em função do avanço por aresta
(GC1025 – vc = 120 m.min-1). 174
Figura 5.125 – Temperatura em função do avanço por aresta
(GC1025 – vc = 200 m.min-1). 174
Figura 5.126 – Temperatura em função do avanço por aresta
(GC1025 – vc = 280 m.min-1). 175
Figura 5.127 – Temperatura em função do avanço por aresta
(CT530 – vc = 120 m.min-1). 175
Figura 5.128 – Temperatura em função do avanço por aresta
(CT530 – vc = 200 m.min-1). 176
Figura 5.129 – Temperatura em função do avanço por aresta
(CT530 – vc = 280 m.min-1). 176
Figura 5.130 – Temperatura em função do avanço por aresta
(CT530 – vc = 120 m.min-1). Ferramenta em final de vida – VB1 > 0,50 mm. 176

xxi
Figura 5.131 – Temperatura em função do avanço por aresta
(GC4040 – vc = 120 m.min-1). 177
Figura 5.132 – Temperatura em função do avanço por aresta
(GC4040 – vc = 200 m.min-1). 177
Figura 5.133 – Temperatura em função do avanço por aresta
(GC4040 – vc = 280 m.min-1). 177
Figura 5.134 – Temperatura em função da velocidade de corte
(GC1025 – fz = 0,10 mm.rev-1). 178
Figura 5.135 – Temperatura em função da velocidade de corte
(GC1025 – fz = 0,15 mm.rev-1). 178
Figura 5.136 – Temperatura em função da velocidade de corte
(GC1025 – fz = 0,20 mm.rev-1). 178
Figura 5.137 – Temperatura em função da velocidade de corte
(CT530 – fz = 0,10 mm.rev-1). 179
Figura 5.138 – Temperatura em função da velocidade de corte
(CT530 – fz = 0,15 mm.rev-1). 179
Figura 5.139 – Temperatura em função da velocidade de corte
(CT530 – fz = 0,20 mm.rev-1). 179
Figura 5.140 – Temperatura em função da velocidade de corte
(CT530 – fz = 0,15 mm.rev-1). Ferramenta em final de vida – VB1 > 0,50 mm. 180
Figura 5.141 – Temperatura em função da velocidade de corte
(GC4040 – fz = 0,10 mm.rev-1). 180
Figura 5.142 – Temperatura em função da velocidade de corte
(GC4040 – fz = 0,15 mm.rev-1). 181
Figura 5.143 – Temperatura em função da velocidade de corte
(GC4040 – fz = 0,20 mm.rev-1). 181

xxii
Figura 5.144 – Otimização da vc e fz para a ferramenta da classe GC1025. 184
Figura 5.145 – Otimização da vc e fz para a ferramenta da classe CT530. 185
Figura 5.146 – Variação dimensional dos planos verticais B x B’ e C x C’
(fz = 0,10 mm.rev-1). 186
Figura 5.147 – Variação dimensional no diâmetro da cavidade circular, no
comprimento e na largura da cavidade retangular
(fz = 0,10 mm.rev-1). 187
Figura 5.148 – Variação de circularidade nos arcos de raio 30 mm
(fz = 0,10 mm.rev-1). 188
Figura 5.149 – Variação de cilindricidade na cavidade circular ∅ 70 mm
(fz = 0,10 mm.rev-1). 188
Figura 5.150 – Variação de paralelismo das faces BB’, CC’, DD’ e EE’
(fz = 0,10 mm.rev-1). 189
xxiii
LISTA DE TABELAS
Tabela 3.1 Faixa de composição química do aço ligado ASTM A 681 - AISI H13. 9
Tabela 3.2 Propriedades mecânicas típicas do aço AISI H13 à temperatura
ambiente. 9
Tabela 3.3 Propriedades de impacto longitudinal de barras de aço AISI H13,
revenidas a diferentes temperaturas. 10
Tabela 3.4 Ductilidade à fratura longitudinal do aço AISI H13. 10
Tabela 3.5 Composição química do aço Ligado ASTM A 681 – D2. 12
Tabela 3.6 Principais propriedades dos revestimentos TiN, TiCN e TiAlN. 24
Tabela 3.7 Propriedades físicas de revestimentos de ferramentas de usinagem. 30
Tabela 3.8 Comparação de propriedades físicas do cermet (TiC) com o metal
duro (WC). 35
Tabela 3.9 Comparação de propriedades físicas e características mecânicas de
materiais utilizados em ferramentas de usinagem. 39
Tabela 3.10 Pontos de fusão e pureza de materiais utilizados em filmes PVD. 74
Tabela 4.1 Principais elementos químicos do aço VHSUPER –
Similar DIN 1.2367. 79
Tabela 4.2 Ferramentas SANDVIK COROMANT utilizadas nos testes. 82
Tabela 4.3 Condições de corte recomendadas pelo catálogo do fabricante
para aços recozidos. 82
Tabela 4.4 Condições de corte recomendadas pelo catálogo do fabricante
para aços temperados. 83
Tabela 4.5 Condições de corte utilizadas no teste de vida do material recozido. 89
Tabela 4.6 Parâmetros de corte utilizados no fresamento do aço recozido. 93
Tabela 4.7 Condições de corte utilizadas no teste de vida do material temperado. 94
xxiv
Tabela 4.8 Parâmetros de corte utilizados no fresamento do aço temperado. 95
Tabela 5.1 Comprimento linear fresado obtido para cada parâmetro de usinagem
e cada classe de pastilha. 97
Tabela 5.2 Forças de usinagem no fresamento do aço VHSUPER recozido. 124
Tabela 5.3 Comprimento linear fresado obtido para cada parâmetro de usinagem
e cada classe de pastilha. 139
Tabela 5.4 Forças de usinagem no fresamento do aço VHSUPER temperado. 162
Tabela 5.5 Temperatura de fresamento do aço VHSUPER temperado. 173
Tabela 5.6 Parâmetros de corte e tempo de usinagem dos corpos de prova. 182

xxv
LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
AISI American Iron and Steel Institute
APC Aresta Postiça de Corte
ASM American Society for Metals
ASTM American Society for Testing and Materials
CAD Computer Aided Design
CAM Computer Aided Manufacturing
CEFET MG Centro Federal de Educação Tecnológica de Minas Gerais
CEMIG Companhia Energética de Minas Gerais
CDTN Centro de Desenvolvimento da Energia Nuclear
CNC Controle Numérico Computadorizado
CNPQ Conselho Nacional de Pesquisa Científica e Tecnológica
CVD Chemical Vapour Deposition
DIN Deutsches Institut für Normung
HB Dureza Brinell
HK Dureza Knoop
HRC Dureza Rockwell – Escala C
HSC High Speed Cutting
HSM High Speed Machining

xxvi
HSS High Speed Steel
HSS – PM High Speed Steel – Powder Metallurgy
HV Dureza Vickers
INDA Instituto Nacional dos Distribuidores de Aço
ISO International Organization for Standardization
MEV Microscopia eletrônica de varredura
MQL Mínima quantidade de lubrificante
MT – CVD Medium Temperature Chemical Vapour Deposition
PA – CVD Plasma Assisted Chemical Vapour Deposition
PTW Institut für Produktionsmanagement, Technologie und
Werkzeugmaschinen
PUC MINAS Pontifícia Universidade Católica de Minas Gerais
PVD Physical Vapour Deposition
REMAUSME Rede de Materiais Avançados com Usinabilidade Melhorada
UFMG Universidade Federal de Minas Gerais
UFSC Universidade Federal de Santa Catarina
UFU Universidade Federal de Uberlândia
USP Universidade de São Paulo

xxvii
LISTA DE ABREVIATURAS DE COMPOSTOS QUÍMICOS
AlN Nitreto de alumínio
AlCrN Nitreto de cromo alumínio
Al2O3 Óxido de alumínio
CBN Cubic boron nitride
CH3CN Acetonitrila
CrN Nitreto de cromo
Cr2O3 Óxido de cromo
MgO Óxido de magnésio
MoS2 Bissulfeto de molibdênio
Mo2C Carboneto de molibdênio
NbC Carboneto de nióbio
NbN Nitreto de nióbio
PCBN Polycrystalline cubic boron nitride
PCD Polycrystalline compact diamond
SiC Carboneto de silício
SiO2 Óxido de silício
Si3N4 Nitreto de silício
TaC Carboneto de tântalo

xxviii
TaN Nitreto de tântalo
TiAlN Nitreto de titânio alumínio
TiC Carboneto de titânio
TiCN Carbonitreto de titânio
TiN Nitreto de titânio
TiO2 Óxido de titânio
VN Nitreto de vanádio
WC Carboneto de tungstênio
Y2O3 Óxido de ítrio
ZrO2 Óxido de zircônio

xxix
NOMENCLATURA
Letras Latinas A zona primária de cisalhamento [adimensional] Am média aritmética das áreas acima e abaixo
da linha média [µm2] B zona secundária de cisalhamento [adimensional] C zona terciária de cisalhamento [adimensional] ae penetração de trabalho [mm] ap profundidade ou largura de usinagem [mm] Dc diâmetro nominal de corte [mm] De diâmetro efetivo de corte [mm] f avanço de corte [mm.rev-1] fz avanço por aresta [mm.rev-1] Fap força de apoio [N] Fc força de corte [N] Ff força de avanço [N] Fp força passiva ou de profundidade [N] Ft força ativa [N] Fu força de usinagem [N] Fx força aplicada no eixo X [N] Fy força aplicada no eixo Y [N] Fz força aplicada no eixo Z [N] hex espessura máxima de cavaco [mm] iC diâmetro de pastilha [mm]
xxx
KT profundidade de cratera [mm] KB largura de cratera [mm] KM distância do centro da cratera à aresta de corte [mm] le comprimento de amostragem ou “cut off” [mm] lm comprimento de medição [mm] L comprimento linear fresado [m] n revoluções por minuto [rev.min-1] rn raio de ponta da ferramenta [mm] Ra rugosidade média aritmética [µm] Rt rugosidade total [µm] Rz rugosidade média [µm] T temperatura [ºC] t tempo [min] VB desgaste de flanco [mm] VB1 desgaste uniforme de flanco [mm] VBmax largura máxima do desgaste de flanco [mm] VBN desgaste de entalhe máximo [mm] VBC desgaste de entalhe [mm] vc velocidade de corte [m.min-1] ve velocidade efetiva de corte [m.min-1] vf velocidade de avanço [mm.min-1] Zi valor de rugosidade parcial [µm] Zn número de arestas da ferramenta [adimensional]
xxxi
Letras Gregas α forma estável da alumina [adimensional] α0 ângulo de folga [graus] ϕ ângulo de direção de avanço [graus] γ0 ângulo de saída [graus] η rendimento [adimensional] σ desvio padrão [ºC] χr ângulo de posição [graus] χ’r ângulo de posição da aresta secundária [graus]

xxxii
RESUMO
O conceito de redução de custos em processos industriais tem sido continuamente
desenvolvido para tornar as empresas cada vez mais competitivas. Na cadeia produtiva de
matrizes e moldes esta preocupação não é diferente, uma vez que estes produtos necessitam
de longos tempos de usinagem e polimento, consumindo de 60 a 80% dos custos finais de
fabricação. Este trabalho tem como objetivo o estudo da influência de parâmetros de corte
durante o fresamento frontal a seco do aço ferramenta VHSUPER nos estados recozido e
temperado. Durante os testes foi avaliada a influência do substrato e revestimento das
ferramentas, sendo uma de cermet e duas de metal duro revestido com TiCN + TiN e TiCN +
TiN + Al2O3, além da velocidade de corte (vc) e avanço por aresta (fz) sobre vida das
ferramentas, mecanismos de desgaste, rugosidade da peça, forças de usinagem e desvios
dimensionais e geométricos. No caso específico do aço temperado também foi investigada a
temperatura de usinagem. Os resultados obtidos durante a usinagem do aço recozido
indicaram que, dentro da faixa de parâmetros utilizada, a vida das ferramentas caiu com a
elevação da velocidade de corte, porém aumentou com o avanço. Vida mais longa de
ferramenta foi obtida com o metal duro revestido com TiCN + TiN + Al2O3. No caso do aço
temperado, tanto o aumento da velocidade de corte quanto o aumento do avanço resultaram
em diminuição da vida das ferramentas, sendo que o metal duro revestido com TiCN + TiN
foi o que apresentou melhores resultados. Os principais mecanismos de desgaste observados
foram: desgaste abrasivo, adesão e perda do revestimento para o aço recozido. Para o aço
temperado ocorreu perda do revestimento por desgaste e lascamento nas ferramentas de metal
duro e lascamento na ferramenta cermet. Nas duas condições de dureza do aço, as superfícies
com melhor acabamento foram obtidas com valores de avanço mais baixos, sem influência
expressiva da velocidade de corte ou do material da ferramenta. Na análise dos fatores que
influenciam as forças de usinagem, o avanço foi o fator mais expressivo, entretanto, a
velocidade de corte foi o fator de maior influência sobre a temperatura de fresamento.
Finalmente, tolerâncias dimensionais e geométricas mais estreitas foram obtidas após o
fresamento discordante do aço no estado temperado.
Palavras Chaves: fresamento, aços ferramenta, metal duro revestido, cermet, forças de
usinagem.

xxxiii
ABSTRACT
The concept of costs reduction in all the industrial processes has been continually developed
aiming to make companies more competitive. In the dies and moulds production chain this
concern is not different. Usually, dies and moulds require long machining and polishing
times, which represent from 60 to 80% of the production cost. This work aims to investigate
the influence of the cutting parameters when dry face milling VHSUPER tool steel in both
annealed and hardened conditions. Cutting tools based on cermet and cemented carbide
coated by TiCN + TiN and TiCN + TiN + Al2O3 were evaluated. Moreover, the influence of
tool material cutting speed (vc) and feed rate per tooth (fz) on tool life, wear mechanisms,
machined surface roughness, three component milling forces and dimensional and geometric
tolerances was assessed. Additionally, the cutting temperature was evaluated for the hardened
steel only. In the case of the annealed tool steel, the results indicated that, within the cutting
range tested, tool life decreased with an increase in cutting speed and reduction in feed rate.
Best results were obtained with the TiCN + TiN + Al2O3 coated carbide. When milling the
hardened steel, the elevation of both cutting speed and feed rate resulted in shorter tool lives
and the TiCN + TiN coated carbide gave best results. When machining the annealed steel, the
principal wear mechanisms observed were abrasive wear, adhesion and coating delamination,
whereas for the hardened tool steel, coating delamination in coated carbides and chipping in
cermet, were the predominant wear mechanisms. Best surface finish was obtained using lower
feed rates, irrespectively of the cutting speed and tool material grade employed. In addition to
that, feed rate was the principal parameter affecting milling forces, however, cutting speed
was the principal parameter affecting the milling temperature of the hardened tool steel.
Finally, tighter dimensional and geometric tolerances were obtained after up milling the
hardened tool steel.
Keywords: milling, tool steel, coated carbide, cermet, milling forces.

INTRODUÇÃO
1 INTRODUÇÃO
Os grandes complexos industriais têm empenhado muitos esforços, por meio de seus
especialistas, técnicos e engenheiros para a redução dos custos de fabricação de componentes.
Após a Segunda Guerra Mundial o Japão, completamente arrasado, recebeu benefícios do
Plano Marshall, um plano desenvolvimentista de reestruturação, promovido pelos norte-
americanos, que também beneficiou os países da Europa, destruída pela guerra. Com as idéias
gerenciais e administrativas deste plano, os japoneses puderam se reerguer economicamente e,
a partir daí, iniciaram um processo continuado de implantação de técnicas gerenciais que
foram depois copiadas ou incrementadas em todo o mundo. Dentre as inúmeras ferramentas
gerenciais desenvolvidas está o “Kaisen” ou melhoria contínua de métodos, processos e
aspectos técnicos dos produtos manufaturados. A partir de então, o conceito de redução de
custos em todos os processos industriais tem sido continuamente desenvolvido, com o
objetivo de tornar as empresas cada vez mais competitivas.
Na cadeia produtiva de moldes, estampos e matrizes esta preocupação não é diferente, uma
vez que, para atender à crescente demanda por produtos cada vez mais sofisticados, com
“design” arrojado e em consonância com os anseios do mercado, estes componentes têm que
ser, muitas das vezes, desenvolvidos com agilidade e de forma a se lançar, rapidamente, o
produto final para venda ao mercado consumidor. Para atender a esta presteza as empresas
lançam mão de ferramentas de software e hardware cada vez mais poderosas, como Projeto
Assistido por Computador “Computer Aided Design” – CAD e Manufatura Assistida por
Computador “Computer Aided Manufacturing” – CAM, e tantas outras, entre elas as de
usinagem em máquinas com Controle Numérico Computadorizado – CNC, com a utilização
de modernos conceitos de ferramental, de ferramentas com revestimentos tribológicos e nas
metodologias de usinagem, específicas para cada objetivo. Estes moldes, estampos e matrizes,
embora apresentem vida relativamente pequena, necessitam de grande tempo de usinagem e
polimento, o que se estima entre 60 a 80% dos custos finais.
Também devem ser considerados os custos da matéria prima e dos tratamentos térmicos
necessários, estimados em torno de 10 % cada um. O processo de agregação de custos na
fabricação destes moldes para injeção de plástico, de estampos para corte ou estampagem de
chapas metálicas e de matrizes para forjamento é muito grande.
INTRODUÇÃO 2
Estima-se que um molde para fabricação de um pára-choque de um automóvel médio custe
em torno de US$ 1.000.000,00 e um estampo para corte de chapas aproximadamente US$
100.000,00. Assim, a usinagem e o polimento representam a mais importante das etapas de
fabricação, tornando maior a importância de se estudar a usinabilidade dos materiais para
aumento da produtividade.
A integração entre as indústrias, os fornecedores de ferramentas e de matéria prima com os
centros de pesquisa e universidades é importante para que os fabricantes de moldes e
matrizes, habituais fornecedores das montadoras de veículos, tratores e implementos
agrícolas, possam ter custos otimizados para torná-los competitivos neste mercado. O mesmo
ocorre com as forjarias, a indústria metal mecânica, as produtoras de plásticos e demais
produtoras de componentes em geral.
Estes fornecedores têm encontrado problemas de qualidade do componente usinado, em parte
oriundos de vibrações, quando da usinagem por meio de fresamento de topo. Tal fato ocorre
devido à formação de ondulações nas superfícies obtidas, que exigem um trabalho
suplementar de acabamento superficial, aumentando os custos de produção.
Se por um lado, problemas oriundos dos processos que envolvem a remoção de material estão
relacionados tanto com a qualidade do acabamento, a geração de desvios geométricos e
dimensionais, por outro lado a constante busca pela solução das principais fontes destes
problemas é incessante, passando pela melhoria de máquinas-ferramenta, melhoria do
ferramental e desenhos mais elaborados das próprias peças que se pretende usinar, além de
constantes melhorias nas metodologias a se empregar, utilizando-se para tal dos recursos de
CAD e CAM em constante evolução.
Nos próximos capítulos serão apresentados os objetivos do presente trabalho e, na seqüência,
a revisão dos principais temas abordados no trabalho, como: aços-ferramenta, tratamentos
térmicos, materiais para ferramentas de corte, métodos de fresamento de matrizes e moldes,
vida e desgaste de ferramentas, qualidade de superfícies fresadas, forças e temperatura de
usinagem.
Posteriormente serão descritos os procedimentos experimentais empregados, os resultados
encontrados e a discussão da importância destes. Para finalizar serão apresentadas as
conclusões obtidas e a apresentação de uma proposta de continuidade, com a relação dos
trabalhos e obras consultadas ao final.

OBJETIVOS 3
2 OBJETIVOS
O objetivo geral deste trabalho é o de identificar os principais parâmetros que afetam a
usinabilidade de aços para matrizes e moldes, utilizando conceitos técnicos e estatísticos.
No desenvolvimento do trabalho, buscou-se estudar a usinabilidade do aço-ferramenta
VHSUPER nos estados recozido e temperado, durante a operação de fresamento frontal com
ferramentas intercambiáveis de metal duro e cermet, para encontrar as correlações entre os
parâmetros de usinagem visando a melhoria da qualidade da superfície das peças produzidas.
Foram avaliados, em diferentes etapas do processo da pesquisa, diversos fatores relevantes
para o desempenho e custos do processo, dentre eles o desgaste e a vida das ferramentas, os
parâmetros de topografia (amplitude) da superfície, as forças atuantes no processo, a
temperatura na região de corte, os tempos de execução de corpos de prova contendo cavidades
circulares e retangulares e os desvios de forma, posição e orientação, a saber: circularidade,
cilindricidade, paralelismo, inclinação e posição de um elemento.
De posse destes parâmetros, buscou-se estudar a viabilidade de se reduzir o tempo e os custos
de usinagem para estabelecer correlações entre todos os parâmetros analisados utilizando-se
ferramentas estatísticas como o planejamento de experimentos e otimização.
A caracterização da usinabilidade dos aços na operação de fresamento, a comparação do
desempenho de usinabilidade entre alguns tipos de aços empregados na fabricação dos
componentes citados, a investigação das estratégias de corte para desbaste e acabamento,
atendendo aos requisitos funcionais dos produtos e a análise da resistência e dos mecanismos
de desgaste das superfícies das peças usinadas são os principais objetivos deste trabalho.
2.1 Objetivos Específicos
De maneira mais específica, pretende-se avaliar a influência de parâmetros empregados a
saber: a velocidade de corte, o avanço por aresta e o material das ferramentas em função do
material dos corpos de prova utilizados, destacando-se os pontos a seguir descritos.
Para o aço VHSUPER no estado recozido, serão estudados os efeitos destes parâmetros na
vida das ferramentas (na forma de comprimento fresado), até que o desgaste atinja um valor
pré-determinado. Por meio de análise de fotografias, obtidas por microscopia eletrônica de
varredura – MEV, serão estudados os mecanismos de desgaste atuantes. Buscar-se-á a análise

OBJETIVOS 4
da evolução dos valores da rugosidade da superfície. Também serão estudados os efeitos dos
parâmetros e sua correlação com as forças de fresamento. Finalmente, empregando-se os
valores que permitiram a maior vida das ferramentas e menores forças de fresamento, serão
analisados os desvios dimensionais e geométricos na confecção de corpos de prova contendo
ressalto e cavidades (bolsões) retangulares e circular, com posterior medição em máquina de
medição por coordenadas.
Para o aço VHSUPER no estado temperado, serão estudados os mesmos efeitos descritos para
o aço recozido, com alguns acréscimos. Além destes estudos, serão medidas as temperaturas
na região de usinagem, por meio do uso de câmaras de captação de radiação infravermelha.
Para o estudo dos desvios dimensionais e geométricos, será desenvolvida uma análise de
experimentos por meio de um aplicativo estatístico, que auxiliará na escolha dos parâmetros
de usinagem dos corpos de prova contendo ressalto e bolsões. Finalmente serão comparados
os resultados obtidos entre o material recozido e o temperado.

REVISÃO BIBLIOGRÁFICA 5
3 REVISÃO BIBLIOGRÁFICA
Este capítulo está subdividido nos seguintes tópicos: aços-ferramenta, com a descrição de
alguns dos principais aços disponíveis no mercado, suas aplicações e seus principais
elementos de liga; a importância dos tratamentos térmicos e um exemplo de aplicação; os
principais materiais para ferramentas de corte, as formas de obtenção, a evolução destes
materiais e os principais componentes químicos destas ligas; a descrição das principais
metodologias de usinagem de moldes e matrizes; avaliação de vida e desgaste de ferramentas
nos processos de fresamento e integridade superficial de peças fresadas; forças atuantes no
fresamento e temperatura de usinagem.
3.1 Aços-ferramenta
Os aços estão presentes em praticamente todos os campos da indústria e das atividades
humanas, ocupando posição de destaque em inúmeras aplicações onde se necessitam dos
metais. Seja pelo seu custo relativamente mais baixo em relação aos outros metais, seja pela
possibilidade de ser utilizado onde outros metais não o conseguem substituir, é sem dúvida
um material indispensável. Todos os setores da indústria, desde a alimentícia, têxtil, etc., que
necessitam dispor de peças manufaturadas em aço, ao ramo metal mecânico onde exerce
posição primordial como nas forjarias, fábricas de móveis metálicos, indústrias de bens de
consumo, indústria automobilística e sua cadeia de suprimentos e ainda em outros campos
como construção civil, agricultura, pecuária, medicina, transportes e logística, seu grande uso
não tem comparação com outros metais.
O aço é uma liga de ferro e carbono com adição de elementos de liga. Dentre os elementos de
liga mais usuais encontram-se: cromo (Cr), vanádio (V), molibdênio (Mo), níquel (Ni),
tungstênio (W), cobalto (Co), manganês (Mn), silício (Si), alumínio (Al), fósforo (P) e
enxofre (S). Variando-se percentualmente estes elementos químicos é possível compor uma
variada gama de propriedades (VAN VLACK, 1979; CALLISTER, 2002).
São denominados aços-ferramenta aqueles aços indicados para as operações de corte,
conformação e outras operações relacionadas à modificação de materiais para sua
transformação. Caracterizam-se pelas suas elevadas dureza e resistência à abrasão, além da
manutenção das propriedades de resistência mecânica em elevadas temperaturas, sendo que,
geralmente, estas características são associadas à boa tenacidade.

REVISÃO BIBLIOGRÁFICA 6
Estas características normalmente são obtidas com a adição de elevados teores de carbono e
elementos de liga, como tungstênio, molibdênio, vanádio, manganês e cromo.
A fusão dos aços-ferramenta é feita em quantidades relativamente pequenas em fornos
elétricos, sendo tomados inúmeros cuidados com as concentrações de componentes químicos
e a homogeneidade das misturas, para obtenção de um produto final aceitável. Devido a estes
cuidados e pelos equipamentos utilizados na sua fabricação, os aços-ferramenta se tornam
produtos de valor agregado mais elevado do que os demais aços comumente produzidos.
Na fabricação de moldes para a indústria de plásticos, matrizes para forjamento e estampos a
presença destes aços-ferramenta é de elevada importância. Cada um deles tem suas
características, e a escolha do mais adequado se dá em função de fatores como custo,
usinabilidade, dureza, resistência ao desgaste, resistência mecânica, tenacidade, resistência à
fadiga, etc. A indústria apresenta estes aços divididos em classes, como descrito a seguir:
3.1.1 Aços-rápidos
O surgimento dos aços-rápidos (“High Speed Steel” – HSS) se deu no final do século XIX e
revolucionou os processos de fabricação por usinagem naquela época. O aumento na
produtividade foi significativo, causando grande impacto pela sua capacidade de usinar metais
com velocidades de corte muito maiores do que as possíveis com os aços-ferramenta ao
carbono ou de baixa e média-liga, usuais à época. Atualmente, ao contrário de seu nome, os
aços-rápidos são os materiais de ferramentas para usinagem que utilizam as mais baixas
velocidades de corte, significativamente inferiores aos materiais de ferramenta de última
geração (MACHADO E DA SILVA, 1999).
Os aços-rápidos geralmente são classificados em dois grupos, a saber: os que têm
predominância do molibdênio (grupo M) e os que apresentam maiores proporções de
tungstênio em sua composição química (grupo T). Os dois possuem um desempenho similar,
uma vez que o molibdênio é quimicamente equivalente ao tungstênio, mas possui a metade de
sua massa atômica. Os aços-rápidos do grupo M têm um custo menor por este motivo.
Dentre suas propriedades, destaca-se que sua dureza não se altera significativamente com o
aumento da temperatura durante o trabalho, podendo se aquecer até valores em torno de
550ºC por períodos de tempo relativamente longos.

REVISÃO BIBLIOGRÁFICA 7
3.1.2 Aços para moldes e matrizes
As características mais importantes destes tipos de aço são a de possuir boa usinabilidade em
função das usinagens profundas que são necessárias nestes componentes; devem também
possuir uniformidade de resistência, de tal forma que as deformações ocorridas durante o
processo de injeção e fechamentos dos moldes resistam a essas forças de maneira uniforme; a
capacidade de permitir a obtenção de superfícies extremamente lisas, para se produzir
superfícies transparentes durante o processo de injeção, principalmente na manufatura de
componentes de iluminação veicular, como lanternas e faróis e componentes de
eletrodomésticos, além de boa soldabilidade, para permitir a modificação dos desenhos dos
moldes sem prejudicar o produto final.
3.1.2.1 Aços para trabalho a quente
No campo da engenharia mecânica e metalúrgica, dá-se comumente o nome de aços para
trabalho a quente aos aços que são destinados ao trabalho, em situações normais, a
temperaturas superiores a 200º C.
Os aços para trabalho a quente devem apresentar determinadas características, em condições
operacionais, de: elevada dureza, elevada resistência ao desgaste, elevada resistência
mecânica, elevada tenacidade, elevada resistência à fadiga e elevada resistência à formação de
trincas oriundas de variações térmicas bruscas.
Esses aços são usados em matrizes de forjamento de peças em variados tipos de materiais
como: aço, bronze, latão, etc. São aplicados também na fabricação de moldes para injeção e
extrusão de alumínio e outras ligas, moldes para injeção de plásticos, forjamento de válvulas
automotivas, etc. São ainda recomendados na fabricação de ferramentas utilizadas no
processamento de aços, ferros fundidos e ligas não-ferrosas.
No sistema de classificação da “American Iron and Steel Institute” – AISI, são identificados
como aços H, sendo divididos em três subgrupos:
• Ao cromo (Cr) - H10 ao H19;
• Ao tungstênio (W) - H21 ao H26;
• Ao molibdênio (Mo) - H42 e H43.

REVISÃO BIBLIOGRÁFICA 8
Dentre os aços para trabalho a quente, destaca-se o aço ABNT H13, equivalente ao aço AISI
H13, que é um aço ferramenta utilizado na fabricação de matrizes para forjamento a quente.
Este aço é também utilizado na fabricação de moldes para a injeção de plásticos; ferramentas
para corte a quente, tais como punções, matrizes para a fundição de ligas de alumínio,
chumbo, zinco ou estanho e ferramentas para extrusão de ligas leves, entre outras aplicações.
Tem como principais características elevada resistência à formação de trincas por fadiga
térmica, excelentes propriedades mecânicas, boa tenacidade, boa polibilidade e boa
usinabilidade. Tem ainda boa estabilidade dimensional durante os tratamentos térmicos, é um
aço pouco sensível a choques térmicos, quando refrigerado por água e tem excelente
resistência ao desgaste. Apresenta boa temperabilidade e mantém alta dureza e resistência a
elevadas temperaturas. Possibilita têmpera profunda, o que permite que grandes seções sejam
endurecidas por resfriamento com ar, permitindo resistência em torno de até 2070 MPa.
(METALS HANDBOOK, 1978).
O aço AISI H13 é indicado para fabricação de moldes para injeção de termoplásticos; facas
para tesouras a quente; matrizes e punções para forjamento; moldes de fundição ou injeção de
ligas de zinco, estanho, chumbo e alumínio; matrizes de extrusão de latão, alumínio e
magnésio; mandris e outros componentes.
Dentre seus elementos de liga contém cromo (Cr), vanádio (V) e molibdênio (Mo), e é
endurecível por têmpera em óleo ou ar.
Na Tab. 3.1 pode-se verificar a composição química segundo as Normas da AISI. Estes dados
foram extraídos da norma ASTM A 681, que relaciona aços-ferramenta ligados (GERDAU,
2003), onde é possível verificar os demais elementos presentes e respectivos percentuais em
sua composição química. Na aplicação em matrizes é normalmente utilizado no estado
temperado para 50/52 HRC (YOSHIDA, 2004).
As principais propriedades mecânicas do aço H13 são expressas na Tab. 3.2, em função da
temperatura de revenido.

REVISÃO BIBLIOGRÁFICA 9
Tabela 3.1
Faixa de composição química do aço ligado AISI H13.
Elemento %
C 0,32 – 0,45
Mn 0,20 – 0,60
P máx 0,030
S máx 0,030
Si 0,80 – 1,25
Cr 4,75 – 5,50
Mo 1,10 – 1,75
V 0,80 – 1,20
Fonte: GERDAU – Aços Finos Piratini, 2003, p. 39.
Tabela 3.2
Propriedades mecânicas típicas do aço AISI H13 à temperatura ambiente (a).
Temperatura
de revenido
Limite de resistência à
tração
Limite de escoamento Alongamento Redução
em área Teste de impacto
Charpy, entalhe V Dureza
(ºC) (MPa) (MPa) (%) (%) (J) (HRC)
527 1960 1570 13,0 46,2 16 52
555 1835 1530 13,1 50,1 24 50
575 1730 1470 13,5 52,4 27 48
593 1580 1365 14,4 53,7 28,5 46
605 1495 1290 15,4 54,0 30 44
(a) Barra redonda, resfriamento brusco em óleo a partir de 1010 ºC, revenido duplo, 2 + 2 h à temperatura indicada.
Fonte: METALS HANDBOOK, 1978, p. 438.

REVISÃO BIBLIOGRÁFICA 10
Na Tab. 3.3 estão expressos os resultados de testes de impacto Charpy para diferentes
temperaturas de revenido. Outra propriedade importante na escolha de materiais para matrizes
é a ductilidade à fratura, expressa em função da temperatura de revenido, na Tab. 3.4.
Tabela 3.3
Propriedades de impacto longitudinal de barras de aço AISI H13, revenidas a diferentes temperaturas (a).
Temperatura de revenido Dureza (b) Teste de impacto Charpy, entalhe V, na temperatura de teste de: (J)
(ºC) (HRC) - 78 ºC 21 ºC 260 ºC 540 ºC 595 ºC
524 54 7 14 27 31 -
565 52 7 14 30 34 34 (c)
607 47 8 24 41 45 43
615 43 9,5 24 52 60 57
(a) Resfriamento em ar a partir de 1010 ºC, revenido duplo, 2 + 2 h à temperatura indicada.
(b) a temperatura ambiente. (c) a 565 ºC.
Fonte: METALS HANDBOOK, 1978, p. 438.
Tabela 3.4
Ductilidade à fratura longitudinal do aço AISI H13 (a).
Temperatura de Revenido (ºC) Ductilidade à fratura no plano de deformação (MPa.m0,5) (b)
400 47,7
475 33,0
500 27,4
530 24,3
550 23,1
600 33,2
625 52,4
650 77,7
(a) Resfriado a ar a partir de 1050 ºC e revenido por 2 h. (b) valores não devem ser usados em projetos pois representam materiais que não foram tratados termicamente de forma usual, mas resfriados a partir de temperatura de austenitização maior que o normal.
Fonte: METALS HANDBOOK, 1978, p. 439.

REVISÃO BIBLIOGRÁFICA 11
3.1.2.2 Aços para trabalho a frio
Os aços para trabalho a frio são destinados ao processamento de outros aços, ao
processamento dos ferros fundidos, ao processamento de metais não-ferrosos e materiais não-
metálicos, em operações como dobramento, corte, estampagem, extrusão. Além destes, são
utilizados para trabalhos em madeira, corte de papel e tecidos, perfurações de rocha, etc. São
divididos em três grupos, segundo o Instituto Nacional dos Distribuidores de Aço (INDA,
2006):
• Aços temperáveis ao ar - grupo A;
• Aços alto-carbono e alto-cromo - grupo D;
• Aços temperáveis em óleo - grupo O.
Por não possuírem os elementos de liga necessários para garantir resistência a altas
temperaturas, estes aços se restringem a aplicações que não envolvam aquecimentos cíclicos
ou prolongados. Estes aços apresentam mínimas alterações dimensionais após os tratamentos
térmicos.
Uma série de aços para trabalho a frio é produzida nas siderúrgicas brasileiras, dentre eles
tem-se o aço ABNT D2, equivalente ao aço AISI D2, que é um aço ferramenta de alta
resistência à abrasão, com características de baixa deformação na têmpera, que pode ser
obtida por resfriamento ao ar ou em óleo. Este aço também possui alta tenacidade, alta
temperabilidade, alta resistência mecânica e alta resistência ao desgaste.
Normalmente é fornecido em estado recozido, com dureza máxima de 255 HB. Como sua
denominação explicita, é um aço do grupo D, com alto teor de carbono (C – 1,4 a 1,6 %) e
alto teor de cromo (Cr – 11,00 a 13,00 %), como apresentado na Tab. 3.5. Nesta pode-se
verificar a composição química segundo as normas da AISI. Estes dados foram extraídos da
norma ASTM A 681 (GERDAU, 2003), onde é possível verificar os demais elementos
presentes e respectivos percentuais em sua composição química. O alto teor de molibdênio
(Mo – 0,70 a 1,20 %) confere a este aço uma boa resistência ao amolecimento pelo calor. Em
função desta composição química, este aço apresenta um ótimo balanceamento entre a
resistência ao desgaste e a tenacidade. A dureza superficial, na condição temperada, pode
alcançar 65 HRC.

REVISÃO BIBLIOGRÁFICA 12
Tabela 3.5
Composição química do aço Ligado AISI D2.
Elemento %
C 1,4 – 1,6
Mn 0,10 – 0,60
P máx 0,030
S máx 0,030
Si 0,10 – 0,60
Cr 11,00 – 13,00
Mo 0,70 – 1,20
V 0,50 – 1,10
Fonte: GERDAU – Aços Finos Piratini, 2003, p. 40.
Este aço é destinado à fabricação de estampos de grande porte, matrizes para extrusão a frio,
ferramentas de furação, matrizes para cunhagem, ferramentas de corte, punções, rolos
laminadores de rosca, calibradores, entrepontos para tornos, moldes para cerâmica, etc. Estas
ferramentas exigem alta resistência à abrasão, assim como peças para rolar roscas e para
repuxo.
No que se refere a usinabilidade, COLDWELL et al. (2003) citam que, no fresamento e
furação do aço AISI D2 (58-60 HRC) a vida das ferramentas são consideravelmente menores
do que na usinagem do aço AISI H13 (48-55 HRC), não apenas em função das diferenças de
dureza mas, principalmente, devido à microestrutura das peças usinadas. No aço AISI D2,
citam, a sua microestrutura incorpora elevado número de partículas de carboneto de cromo
não dissolvidas e o aço AISI H13 tem, tipicamente, menos teor de carbono e cromo,
resultando em maior uniformidade devido à formação de menores partículas de carbonetos,
que neste aço se encontram mais bem distribuídas.
Caso seja desejada a melhoria de características de punções, a tecnologia de recobrimentos
pode ser utilizada. VENCOVSKY e YUHARA (2004) citam que quatro diferentes
mecanismos de desgaste atuam nas operações de conformação sobre a superfície das
ferramentas e matrizes descritas: abrasão, adesão combinada com delaminação, delaminação
associada à fadiga de contato e oxidação. Os autores citam que é possível inibir estes efeitos

REVISÃO BIBLIOGRÁFICA 13
nas ferramentas e matrizes com utilização da deposição física de vapor (PVD). Estes também
demonstraram que a utilização de revestimentos tanto de carbonitreto de titânio (TiCN) como
de nitreto de cromo (CrN) aumentam a vida das ferramentas entre sete e dez vezes em
comparação com as ferramentas sem revestimento.
Segundo ÁVILA (2003b) e VENCOVSKY e YUHARA (2004), o revestimento mais
promissor para os aços para trabalhos a frio, dentre os sugeridos, é o TiCN, uma vez que
apresenta: elevada microdureza e elevada nanodureza, baixo coeficiente atrito, elevada
condução térmica e baixa resistência à oxidação. Como desvantagem pode-se citar a elevada
tensão residual.
ÁVILA (2003a) ainda cita que a temperatura de oxidação para o nitreto de titânio alumínio
(TiAlN) se situa em torno dos 800 ºC, em especial em filmes bifásicos, com teores de
alumínio entre 0,6 e 0,7% que têm maior estabilidade química em temperaturas de até 950 ºC.
Portanto, este seria o revestimento recomendado. É importante que as ferramentas tenham um
ótimo acabamento superficial, para o caso de se optar pelos revestimentos citados.
3.2 Tratamentos térmicos
Quase todos os tipos de aços devem passar por alguns processos térmicos de extrema
importância. São denominados tratamentos térmicos e podem ser definidos como uma
seqüência de operações envolvendo variáveis térmicas no material que se deseja tratar. De
maneira simplificada é possível enumerar três etapas principais: o aquecimento controlado do
material; a manutenção deste material em determinadas temperaturas por um certo tempo,
para que o calor seja distribuído de maneira uniforme em toda a sua seção, denominado tempo
de saturação ou encharque e o posterior resfriamento, também de maneira controlada, uma
vez que efetivamente é o que vai determinar a estrutura e as propriedades finais desejadas. A
atmosfera em que o material é mantido em todo o processo também é primordial para
obtenção dos resultados pretendidos.
No caso dos aços, os tratamentos térmicos são bastante utilizados quando estes possuem alto
teor de carbono ou quando contêm elementos de liga. Estes tratamentos possuem objetivos
variados como: o aumento ou a diminuição da dureza; o aumento da resistência mecânica; a
melhoria da resistência ao desgaste e à corrosão; a remoção de tensões internas, que podem
ser provenientes de resfriamento desigual; a melhoria da ductilidade, da usinabilidade, etc.
REVISÃO BIBLIOGRÁFICA 14
Dentre os tratamentos térmicos mais utilizados, encontram-se o recozimento, a normalização,
a têmpera e o revenido (VAN VLACK, 1979; CHIAVERINI, 1987; CALLISTER, 2002).
No recozimento o material é mantido a uma temperatura elevada por um período prolongado
sendo então submetido a um resfriamento lento. É utilizado quando se deseja: remover
tensões devido a processos mecânicos a frio ou a quente, como na laminação ou no
forjamento; diminuir a dureza para melhorar a usinabilidade; alterar propriedades mecânicas
como ductilidade e tenacidade e ainda ajustar o tamanho do grão.
A normalização também se assemelha ao tratamento de recozimento quanto aos objetivos.
Entretanto se diferencia do primeiro por submeter o material tratado a um resfriamento de
maneira mais rápida que no recozimento. O objetivo é o refino da granulação grosseira de
peças de aço fundido, ou de materiais ou peças após laminação ou forjamento. A
normalização também é empregada como tratamento preliminar a tempera e ao revenido, para
possibilitar a obtenção de uma estrutura granular mais uniforme e diminuir os riscos de
empenamentos.
A têmpera de um material é obtida com o resfriamento rápido, do material a tratar, a partir de
uma temperatura superior à crítica, com o objetivo de se conseguir uma estrutura com elevada
dureza. Esta estrutura obtida produz um aumento do limite de resistência à tração do aço, mas
também resulta numa redução da maleabilidade e no aparecimento de tensões internas.
Para atenuação dos inconvenientes da têmpera, efetua-se o revenido, que normalmente é
efetuado após a mesma. Além de aliviar as tensões internas, podem ser feitos ajustes na
dureza e diminuição da fragilidade do material, aumentando a maleabilidade e a resistência ao
choque. A temperatura de aquecimento é inferior à temperatura crítica, e os constituintes
obtidos dependem da temperatura e do tempo em que se mantém a peça aquecida.
As recomendações da METALS HANDBOOK (1978) sobre tratamento térmico do aço AISI
H13 são:
• “Normalização: em lugar do processo convencional de normalização, não
recomendada para este aço, sugere-se que melhorias na homogeneidade podem ser
obtidas pelo pré-aquecimento em torno de 790 ºC, aquecimento lento e uniforme de
1040 a 1065 ºC e manutenção nesta faixa por uma hora para cada 25 mm de
espessura, procedendo-se então o resfriamento com ar. Um pouco antes de a peça
atingir a temperatura ambiente a mesma pode retornar ao forno e ser submetida a
um recozimento.

REVISÃO BIBLIOGRÁFICA 15
• Recozimento: deve-se aquecer uniformemente entre 860 e 900 ºC em forno de
atmosfera controlada, ou com a peça em um composto neutro que evite a
descarbonetação. O resfriamento deve ser bastante lento, no forno, até em torno de
480 ºC, e daí mais rapidamente até a temperatura ambiente. Este tratamento
resulta em uma microestrutura plenamente esferoidizada.
• Têmpera: recomenda-se aquecer lenta e uniformemente até uma faixa entre 995 e
1025 ºC e saturar por 20 min, acrescentando-se mais 5 min para cada 25 mm de
espessura; recomenda-se pré-aquecer entre 790 e 815 ºC quando se tratar de
peças com espessura de paredes finas. Resfria-se no ambiente com ar sem
ventilação. Para algumas aplicações o aço H13 pode ser temperado e revenido em
óleo a partir da temperatura inferior da faixa recomendada para têmpera, mas
com o risco de deformação ou formação de trincas.
• Revenido: para obtenção de máxima dureza e resistência pode-se revenir à
temperatura em torno de 510 ºC. Para obtenção da mínima dureza e resistência
utiliza-se à máxima temperatura indicada para o revenido, em torno de 700 ºC.
Para revenido duplo, deve-se manter por 2 h na temperatura escolhida, resfriar
com ar e retornar por mais 2 h na mesma temperatura. Ocasionalmente pode ser
recomendado revenido triplo.
• Alívio de tensões: deve-se aquecer entre 650 e 675 ºC e saturar por 1 h ou mais e
resfriar lentamente em temperatura ambiente. Este procedimento é usado
freqüentemente para conferir maior exatidão dimensional em componentes com
tensões residuais devido a usinagem de desbaste pesada. Só então passam por
usinagem de acabamento e o tratamento térmico para a dureza desejada.
• Nitretação: componentes acabados e já tratados termicamente podem ser
nitretados para produzir uma superfície de alta resistência ao desgaste. A
nitretação pode se transformar ainda numa segunda têmpera, como um duplo
tratamento, devido ao fato de se descarregar a peça do forno à temperatura de
têmpera. A profundidade da camada nitretada depende do tempo e temperatura
submetidos. Por exemplo: numa nitretação a gás a 510 ºC por 10 a 12 h, resulta
numa camada de 0,10 a 0,13 mm de espessura. Se a peça for deixada por um
período de 40 a 50 h, a espessura passa para valores entre 0,30 e 0,40 mm.
Componentes que passam por nitretação profunda são usualmente polidos ou

REVISÃO BIBLIOGRÁFICA 16
suavemente retificados para remoção da camada fina e esbranquiçada resultante.
Eventualmente é feita a nitretação seletiva para produzir camadas nitretadas em
locais específicos da peça. O recobrimento por eletrodeposição com cobre é o mais
usado para proteção das áreas onde não se deseja os efeitos da nitretação;
limitadores contendo chumbo devem ser evitados, uma vez que este material
fragiliza o aço H13”.
De maneira resumida, as principais recomendações da VILLARES METALS (2005b) sobre
tratamento térmico do aço VHSUPER são:
• Alívio de tensões: deve ser realizado depois da usinagem e deve preceder o processo
de têmpera. Este processo se faz necessário em peças que tenham gravuras e perfis,
nas quais a remoção de material tenha superado 30% do volume inicial, com a
finalidade de minimizar as distorções durante a têmpera. Este procedimento de alívio
de tensões deve envolver um aquecimento lento até que sejam atingidas temperaturas
entre 500 e 600 ºC e, posteriormente, passem por um resfriamento em forno até a
temperatura de 200 ºC.
• Têmpera: para a têmpera, o aquecimento deve ser realizado entre 1010 e 1030 °C. É
recomendável pré-aquecer o material a temperar. O resfriamento pode ser feito em
óleo apropriado, com agitação, e mantido aquecido entre 40 e 70 °C. O aço
VHSUPER pode ser temperado em forno a vácuo.
• Revenido: é recomendado que as ferramentas sejam revenidas imediatamente após a
têmpera, quando atingirem a temperatura de 60 ºC. No mínimo dois revenidos devem
ser feitos e entre cada um deles as peças devem resfriar lentamente até a temperatura
ambiente. O tempo mínimo de cada revenido deve ser de duas horas. Para peças
maiores que 70 mm, deve-se calcular o tempo em função de sua dimensão,
considerando uma hora para cada 25 mm de espessura.
A curva de revenido do aço VHSUPER pode ser verificada na Fig. 3.1.

REVISÃO BIBLIOGRÁFICA 17
Figura 3.1 – Curva de revenido do aço VHSUPER.
Fonte: VILLARES METALS, 2005b, p. 2.
3.3 Materiais para ferramenta de corte
Baseado na dureza relativa entre os materiais, o desenvolvimento de materiais para fabricação
de ferramentas de corte se tornou um processo evolutivo em que propriedades foram sendo
agregadas, em função das características necessárias às ferramentas.
Dentre as exigências fundamentais para se produzir ferramentas de corte, STEMMER (1995a)
sugere que estes materiais devem possuir:
• Elevada dureza a frio e a quente, sempre superior à da peça usinada;
• Boa tenacidade, para resistir aos esforços elevados de corte e impactos e evitar
falhas por ruptura;
• Elevada resistência à abrasão;
• Estabilidade e inércia química;
• Baixo índice de expansão volumétrica;
• Elevada resistência à compressão e ao cisalhamento;

REVISÃO BIBLIOGRÁFICA 18
• Manutenção de boas qualidades mecânicas e térmicas a elevadas temperaturas;
• Alta resistência a choques térmicos;
• Custos competitivos.
Segundo MACHADO e DA SILVA (1999), a dureza e a tenacidade dos materiais são
propriedades opostas e encontrar materiais para as ferramentas que possam adequar estas
características é um desafio contínuo dos fabricantes. Entretanto, os elevados investimentos
em pesquisa têm apresentado resultados, uma vez que já é possível encontrar um número
elevado de ferramentas com composições químicas diferentes, tamanho de grãos menores,
controles de processos de fabricação muito acurados e tratamentos térmicos muito bem
controlados, que permitem conferir excelentes graus de pureza para a produção de
ferramentas de excepcional qualidade.
ÁVILA (2003a) cita os principais materiais para ferramentas de corte e a época em que
surgiram:
• Aços-carbono e aços liga – séc. XIX;
• Aços-rápidos – 1899;
• Ligas fundidas – 1915;
• Metal duro – 1928;
• Cermet – 1950;
• Cerâmicas
o Al2O3 – 1950;
o Si3N4 – 1980;
• Ultraduros (PCD/PCBN) – 1970.

REVISÃO BIBLIOGRÁFICA 19
3.3.1 Ferramentas de aço-rápido
As primeiras ferramentas de aço-carbono, apresentavam teores que variavam de 0,8 a 1,5 %
de carbono (C), sem a presença de outros elementos em porcentagens significativas.
Atualmente, a composição química destes aços é levemente modificada com a adição de
quantidades pequenas de cromo (Cr), vanádio (V) e tungstênio (W) e seu emprego atualmente
só é justificado se, numa análise de custo / benefício, for comprovado que os custos de sua
utilização são muito baixos, se houver a necessidade de arestas muito vivas, se forem
necessários tratamentos térmicos muito simples e se sua boa tenacidade for útil ao processo,
fatores que restringem bastante o seu emprego. Estes aços-carbono eram os únicos aços que
podiam ser utilizados para ferramentas de corte até o surgimento dos aços-rápidos, quando
então passaram a ser utilizados somente para ferramentas de pequenas oficinas de reparo, usos
domésticos e de lazer, ferramentas de uso esporádico ou descartável e ferramentas de forma,
para a usinagem de latão e ligas de alumínio (FERRARESI, 1977 e STEMMER, 1995a).
Como descrito anteriormente, os aços-rápidos surgiram no final do século XIX, desenvolvidos
inicialmente pelo norte-americano F. W. Taylor (STEMMER, 1995a). À época, causou
verdadeira revolução, pois as qualidades deste aço causaram grande surpresa na sua primeira
exibição pública, ocorrida na Exposição Mundial de Paris, em 1900. Com seu uso, foi
possível racionalizar o trabalho industrial, permitindo uma administração mais eficiente e de
um planejamento de produção mais efetivo. Segundo STEMMER (1995a), Taylor já citara
estes benefícios em “On The Art of Cutting Metals” (1907) e “Shop Management”.
A primeira das ligas desenvolvidas por Taylor e White continham a seguinte composição
química: C – 0.67 %; Cr – 5,47 %; W – 18,91%; V – 0.29 % e Mn – 0,11 %, (TRENT e
WRIGHT, 2000) sendo positivo que o teor de manganês (Mn) se situasse na menor
concentração possível, para evitar a fragilização da liga. Era necessário ainda um tratamento
térmico controlado (SANTOS e SALES, 2004). Estes aços são comumente representados pela
sigla HSS. Hoje, em função dos materiais mais recentes, a denominação “aços-rápidos” não
faz mais jus ao material.
Ao longo dos anos, inúmeros procedimentos foram adotados para conferir aos aços-rápidos
melhorias nas suas características, desde os processos de seleção e pureza de seus
componentes aos processos de fabricação cada vez mais bem controlados. Foram ainda
surgindo várias configurações baseadas nos percentuais de seus componentes e na adição de
cobalto (Co). Os carbonetos obtidos conferem ao aço bons níveis de resistência ao

REVISÃO BIBLIOGRÁFICA 20
escoamento e à tração, devido ao fato de serem extremamente duros, além de permitir boa
dureza a quente.
Normalmente são fornecidos pelas indústrias alguns tipos de aços-rápidos como os
denominados: ao tungstênio (W); ao tungstênio / molibdênio (W-Mo) classe 650; tungstênio /
cobalto (W-Co); ao molibdênio (Mo); ao molibdênio / cobalto (Mo-Co) e ao tungstênio /
molibdênio / cobalto (W-Mo-Co). Estes fornecedores comercializam aços com teor de cobalto
(Co) entre 8 e 12%, denominando-os como aços de alta dureza a quente. Segundo SANTOS e
SALES (2004), este efeito também pode ser obtido com a adição de tungstênio (W) ou
vanádio (V).
Nos catálogos dos principais fabricantes de ferramentas para usinagem pode-se encontrar uma
enorme gama de aplicações para os diversos tipos de aços-rápidos, com destaque para fresas
de vários tipos, brocas, cossinetes, brochas, matrizes, ferramentas em barras para
torneamentos de pequenas dimensões, barras para afiação em pequenas oficinas, etc
(STEMMER, 1995b).
Dessa forma é possível comprovar que, embora seja normal se dizer que estes aços não
podem mais serem considerados “rápidos”, na prática estes estão presentes em um sem
números de aplicações, competindo com outros tipos de materiais para ferramentas,
considerados mais avançados, e prestando-se para aplicações de usinagem há mais de um
século.
A partir de década de 1970 os principais fabricantes de ferramenta começaram a
disponibilizar para o mercado consumidor o resultado dos primeiros avanços obtidos em
pesquisas na área de ferramentas, com destaque para a fabricação de ferramentas utilizando os
materiais obtidos por metalurgia do pó. Outro campo que tomou impulso foi a da utilização de
tecnologias de recobrimentos, conhecidos como revestimentos tribológicos.
Embora estas ferramentas não tenham sido utilizadas nos ensaios do presente trabalho, sua
abordagem é relevante, devido ao fato de ainda serem largamente empregadas nas operações
de fresamento.
3.3.1.1 Ferramentas de aço-rápido obtidas por metalurgia do pó
Dentre as principais vantagens dos processos de fabricação de aços-rápidos por metalurgia do
pó estão as relacionadas à possibilidade de obtenção de um controle sistemático do tamanho
dos grãos e a adição muito bem controlada e homogênea dos elementos de liga. Assim é

REVISÃO BIBLIOGRÁFICA 21
possível obter partículas de carbonetos muito menores e mais dispersas, permitindo incorporar
um número maior de elementos de ligas do que os processos convencionais. Como resultado
as estruturas obtidas são muito mais uniformes e mais finas do que as obtidas pelos processos
convencionais, na seção transversal das ferramentas. Os fabricantes de ferramentas as
denominam como “High Speed Steel – Powder Metallurgy” – HSS–PM.
Outras denominações são encontradas como os aços semi-rápidos, com menores teores de
tungstênio (W) ou os super-rápidos com elevados teores de vanádio (V).
Os procedimentos de obtenção de aços-rápidos por metalurgia do pó permitem a obtenção de
aços com: menor deformação durante os tratamentos térmicos de têmpera e revenido; menor
tendência à formação de trincas e de tensões internas; maior tenacidade; maior vida útil e
melhores condições superficiais, permitindo maior aderência nos revestimentos tribológicos,
se estes forem empregados (STEMMER, 1995a).
3.3.1.2 Ferramentas de aço-rápido com revestimentos tribológicos
Os primeiros estudos sobre os revestimentos tribológicos surgiram na década de 1930, quando
fabricantes suíços aplicaram revestimentos em peças de pequeno tamanho, para aumentar a
vida de componentes de relojoaria. O conceito é garantir uma peça ou ferramenta que possua
características de tenacidade em seu núcleo e, na superfície apresente elevada dureza,
estabilidade, inércia química e resistência ao desgaste. No caso das ferramentas de corte, as
primeiras a serem revestidas na década de 1960 foram as de metal duro, que serão discutidas
posteriormente. Tal se deve ao fato de que os processos de aplicação dos recobrimentos
exigiam temperaturas em torno de 1000 ºC, com a utilização do processo denominado
deposição química de vapor (“Chemical Vapour Deposition” – CVD). Em torno desta
temperatura os aços-rápidos têm sua estrutura metalúrgica significativamente alterada,
impedindo sua aplicação sem danos estruturais. Na década de 1970 surgiu o processo
denominado deposição física de vapor (“Physical Vapour Deposition” – PVD), que permitiu a
deposição de nitreto de titânio (TiN) sobre aço-rápido em temperaturas em torno de 500 ºC.
Os principais revestimentos tribológicos que podem ser aplicados com a técnica PVD nos
aços-rápidos, são: nitreto de titânio (TiN), nitreto de titânio alumínio (TiAlN), carbonitreto de
titânio (TiCN), carboneto de tungstênio/carbono (WC/C), nitreto de cromo (CrN), bissulfeto
de molibdênio (MoS2), a alumina (Al2O3) e o nitreto de cromo alumínio (AlCrN).
REVISÃO BIBLIOGRÁFICA 22
Dentre as melhorias esperadas na aplicação de revestimentos estão: o baixo desgaste
superficial; a extensão de vida da ferramenta; a redução de custos por peça manufaturada; a
diminuição do atrito peça-ferramenta, com conseqüente melhoria de produtividade por ser
possível o incremento de velocidade de corte; a redução do calor transmitido à ferramenta; a
redução dos custos por máquina parada para troca de ferramentas; a redução do consumo de
energia por redução das forças de corte; o aumento de dureza na superfície de contato; melhor
estabilidade química superficial; diminuição das forças de adesão; melhoria da qualidade
superficial das peças devido à melhoria da lubricidade e exatidão dimensional das ferramentas
(SANTOS e SALES, 2004).
É imprescindível que um revestimento bem executado possua as seguintes características:
uma boa estabilidade química; elevada dureza a quente e uma excelente adesividade do
revestimento ao substrato. São desejáveis também que a sua espessura seja otimizada, sem
excessos ou falhas; que possua tensões residuais de compressão; baixa condutividade térmica
e baixa adesividade com o material da peça.
A falta de inércia química indica a propensão de ocorrer difusão entre o material da peça e do
revestimento na faixa de temperatura atingida na usinagem. A difusão é o transporte de massa
através do movimento dos átomos (CALLISTER, 2002), sendo considerada um mecanismo
de desgaste a altas temperaturas nos processos de usinagem. O parâmetro de avaliação deste
efeito é denominado energia livre de formação. Nos processos de recobrimento por PVD, o
TiAlN apresenta maior estabilidade em relação ao TiN e ao TiCN, justificando o melhor
desempenho no corte em altas velocidades (SANTOS e SALES, 2004).
Os revestimentos que mantêm a dureza elevada em altas temperaturas contribuem para o
aumento da resistência ao desgaste, reduzem a tendência ao surgimento de desgaste abrasivo e
à formação de desgaste de cratera.
Quanto à microestrutura e à morfologia, os processos de deposição são determinantes para a
formação da microestrutura dos revestimentos (tamanho, estrutura e contorno do grão). O TiN
de granulometria fina, por PVD, tem desempenho comparado ao TiN, por CVD, que possui
maior dureza. As ferramentas submetidas ao processo de deposição por PVD apresentam
maior densidade de discordâncias em sua estrutura cristalina, o que, associado às tensões
residuais de compressão, podem contribuir para a elevação da dureza do revestimento
(STEMMER, 1995a).
REVISÃO BIBLIOGRÁFICA 23
A baixa condutividade térmica é uma propriedade crucial para o bom desempenho dos
revestimentos. As propriedades termo-isolantes são determinantes para o sucesso da usinagem
a seco e a altas velocidades. Ferramentas com menor condutividade térmica tendem a receber
uma quantidade menor do calor gerado na zona de cisalhamento secundária, fazendo com que
uma maior porção do calor gerado seja transferido ao cavaco.
As principais características destes revestimentos, aplicados pelo processo PVD, segundo
HOLMBERG e MATTHEWS (1994), VAN STAPPEN et al. (1995) e SANTOS e SALES
(2004), são:
• TiN – apresenta boa relação custo-benefício como principal aspecto positivo. É
indicado em casos em que peças de diferentes materiais são usinadas pela mesma
ferramenta. Apresenta dureza entre 2200 – 2500 kg.mm-2 ;
• TiAlN – indicado para usinagem de materiais abrasivos, como o ferro fundido e as
ligas Al-Si. Sua elevada resistência ao calor torna-o adequado para a usinagem a
seco. A sua resistência ao desgaste se deve ao fato de que, durante a usinagem,
ocorre uma reação de oxidação na superfície do revestimento, dando origem à
alumina; possui dureza entre 2500 – 3000 kg.mm-2;
• TiCN – apresenta bons resultados na usinagem de aços. Desempenho satisfatório
em substratos HSS e carboneto de tungstênio/ cobalto – WC/Co. Os revestimentos
de TiCN possuem a característica de não propagar trincas em direção ao substrato,
desenvolvendo-as ao longo de suas multicamadas, sua dureza varia entre 2800 –
3200 kg.mm-2;
• CrN – apresenta bons resultados na usinagem de cobre e nas operações de
torneamento, fresamento, rosqueamento, alargamento e furação. Possui dureza
entre 2000 – 2500 kg.mm-2;
• WC/C – apresenta características lubrificantes, sendo indicado especialmente para a
furação e o rosqueamento de materiais que formam cavacos longos. É aplicado
sobre uma camada de TiAlN. Sua aplicação em brocas torna menor o torque
necessário à execução dos furos;
• MoS2 – aplicado sobre revestimentos com boa resistência ao desgaste. Suas
propriedades lubrificantes facilitam a remoção dos cavacos e contribuem para
evitar a formação de aresta postiça de corte – APC.

REVISÃO BIBLIOGRÁFICA 24
ÁVILA (2003a) levantou as principais propriedades dos três revestimentos tribológicos que
mais tem se destacado atualmente no revestimento de ferramentas, encontrando faixas de
valores que se encontram expressas na Tab. 3.6.
Tabela 3.6
Principais propriedades dos revestimentos TiN, TiCN e TiAlN.
Descrição Unid. TiN Ti(CxN1-x) (Ti1-x Alx)N
Microdureza GPa 19,6-25,0 18,0-32,0 > 60% Al => 19,6-31,4
a 90% Al => 13,7
Microdureza HK0,25
GPa
23,0-29,3 - 34,6
Nanodureza GPa 8,8-33,3 H25mN(TiC0,56N0,44)
=> 46,0
25,1-40,0
Microdureza (800 º) HK0,25
GPa
- 11,0 14,0
Módulo de
Elasticidade E
GPa 411-640 610 até x = 0,6
570 para x = 0,3
> 50% mol Al
=> 360-650
Coeficiente de Atrito - 0,25 0,21 -
Coeficiente de Atrito Corundum
- 0,8-1,2 0,1-0,2 1,0-1,2
Condutividade Térmica Wm-1K-1 30 43 22
Coeficiente de Dilatação x10-6K-1 9,4 - 7,5
Resistência à Oxidação ºC 500-600 400-800 800
Tensões Residuais GPa -2,1 -5,8 para x ≈ 0,4-0,7 -5
Fonte: ÁVILA, 2003a, p. 51.
As perspectivas para melhorias futuras nos revestimentos tribológicos podem ser resumidas a
seguir (HOGMARK e JACOBSON, 2000; SANTOS e SALES, 2004): estima-se que ocorrerá
um incremento na utilização do nitreto de boro cúbico monocristalino (“Cubic Boron Nitride”
– CBN), em função do desenvolvimento de novas técnicas tribológicas; sendo que este
material tem a segunda maior dureza entre os materiais conhecidos, alcançando valores de
aproximadamente 3500 HV em temperatura ambiente e valores em torno de 1800 HV a 1000

REVISÃO BIBLIOGRÁFICA 25
ºC (ABRÃO, 2005); os compostos CxNy têm a característica de apresentar dureza
relativamente elevada associada à elevada elasticidade, sendo estáveis até 600 ºC, acima disto
perdem nitrogênio (N), sendo outro recobrimento que apresenta boas perspectivas de
desenvolvimento; os revestimentos multicamadas apresentam estruturas periodicamente
repetidas, formadas por dois ou mais materiais e resultam em dureza superior à dos
componentes isolados. A sua estrutura lamelar obstrui a propagação de trincas. Como
exemplo podemos citar os primeiros revestimentos denominados supermulticamadas: nitreto
de titânio/nitreto de vanádio (TiN-VN) e nitreto de titânio/nitreto de nióbio (TiN-NbN).
3.3.2 Ferramentas de metal duro
O metal duro foi desenvolvido a partir de 1923 na Alemanha, contendo apenas carboneto de
tungstênio e cobalto – WC/Co (MITSUBISHI, 2001). Desde então foi sendo aperfeiçoado,
tornando-se, desde então, um dos mais notáveis materiais para a construção de ferramentas de
usinagem mecânica. As velocidades de corte que até então se situavam em torno de 35
m.min-1 com o uso dos aços-rápidos, atingiram um incremento em torno de quase oito vezes,
passando para valores entre 250 e 300 m.min-1 (MACHADO e DA SILVA, 1999).
Ao final da década de 1920, Schröter conseguiu produzir em laboratório o carboneto de
tungstênio (WC) em pó pela primeira vez e este, misturado com o cobalto (Co) também sob a
forma de pó de granulometria bastante fina, permitiu que fosse lançado comercialmente pela
empresa Krupp (que desenvolveu estudos iniciados pela fabricante de lâmpadas Osram para a
fabricação de filamentos), a conhecida “WidiaTM”, contração das palavras alemãs “Wie
Diamond” ou “Como o Diamante”, devido à sua extrema dureza. A composição original do
metal duro continha somente 81% WC, 6% C e 13% Co, como ligante, o que foi sendo
aperfeiçoado com o desenvolvimento de pesquisas (STEMMER, 1995a).
Assim como descrito para os aços-rápidos, o metal duro recebeu ainda na década de 1930,
aditivos para melhoria de suas qualidades superficiais. Os primeiros estudos sugeriram a
adição de carboneto de titânio (TiC), carboneto de tântalo (TaC) e carboneto de nióbio (NbC)
ao WC/Co para reduzir efeitos de desgaste de cratera durante a usinagem de aços.
Sua excelente resistência ao desgaste, elevada resistência mecânica e altos níveis de
tenacidade fez com que rapidamente seu uso se propagasse, principalmente para a usinagem
de ferros fundidos e materiais não ferrosos, apresentando resultados medíocres na usinagem

REVISÃO BIBLIOGRÁFICA 26
de aço, devido ao acelerado desgaste de cratera. Outra de suas características é a manutenção
da dureza a quente, em torno de 400 HV a 1000 ºC, segundo ABRÃO (2005).
Atualmente pode-se definir o metal duro como uma liga composta fundamentalmente pelo
carboneto de tungstênio (WC) e cobalto (Co). TRENT e WRIGHT (2000) citam que este
material contém também a adição de carbonetos de tântalo (TaC), de nióbio (NbC) e de
titânio (TiC). Entretanto o carboneto de tungstênio é o principal constituinte e influencia
diretamente a dureza do composto, sendo o cobalto o elemento aglomerante que influencia
diretamente a tenacidade. Os carbonetos são adicionados para melhorar propriedades como a
dureza a quente, a resistência ao desgaste químico e a resistência à deformação (SECO, 2004).
3.3.2.1 Classes e principais aplicações do metal duro
As classes de metal duro foram normalizadas pela “International Organization for
Standardization” (Norma ISO 513, 2004), definindo-se, inicialmente, três principais grupos
denominados pelas letras (P, M e K) em função de suas aplicações básicas (FERRARESI,
1977; DINIZ et al., 1999). Atualmente mais três grupos (N, S e H) englobam, além do metal
duro, outros materiais para ferramenta e definem outras aplicações (WALTER, 2000, 2004;
SANDVIK COROMANT, 2002a), conforme descrito a seguir:
• Classe P – compreendem os metais duros com elevado teor de TiC e TaC, o que
confere elevada dureza a quente e resistência ao desgaste. São aplicados na
usinagem de metais e ligas ferrosas que apresentam cavacos contínuos (ou longos)
e dúteis. As ferramentas desta classe são empregadas na usinagem de aços não
ligados; aços de alta liga; aços fundidos e ferros maleáveis de cavacos longos. Por
formarem uma grande área de atrito entre o cavaco e a superfície de saída da
ferramenta desenvolvem temperaturas elevadas e grande desgaste de cratera. Não
são indicadas para aços inoxidáveis com estrutura austenítica.
• Classe M – neste grupo encontram-se os metais duros com propriedades
intermediárias, destinados a ferramentas que tenham múltiplas aplicações. São
aplicados na usinagem de metais e ligas ferrosas que apresentam tanto cavacos
contínuos como cavacos curtos. São empregados na usinagem de aços inoxidáveis
austeníticos, ferríticos e martensíticos; aços fundidos; aços-manganês; ferros
fundidos e ferros fundidos maleáveis.
REVISÃO BIBLIOGRÁFICA 27
• Classe K – este grupo foi o primeiro a ser desenvolvido, e é composto
principalmente por carboneto de tungstênio aglomerado por cobalto. Como este
metal duro não é resistente ao desgaste de cratera, são aplicados na usinagem de
metais frágeis e ligas ferrosas que apresentam cavacos curtos e ainda em materiais
não-metálicos.
• Classe N – os metais duros e PCD, deste grupo, são aplicados em vários tipos de
alumínio e outros metais não-ferrosos; plásticos e madeira.
• Classe S – neste grupo se encontram os metais duros e cerâmicas (Al2O3 + SiC),
indicados para a usinagem de ligas resistentes ao calor; ligas especiais à base de
níquel ou cobalto; titânio e suas ligas; aços de alta liga e demais materiais de difícil
remoção de cavacos.
• Classe H – metais duros e cerâmicas (Al2O3 + TiC e PCBN), para aplicações que
incluem os materiais endurecidos como aço temperado; ferro fundido temperado;
ferro fundido coquilhado e aço manganês.
3.3.2.2 Ferramentas de metal duro revestidas
Na década de 1960 foram desenvolvidos os revestimentos de dióxido de alumínio (Al2O3),
nitreto de titânio (TiN), camadas duplas de carboneto de titânio (TiC) e nitreto de titânio
(TiN) e oxicarboneto de titânio (DINIZ et al., 1999).
A SANDVIK COROMANT lançou as primeiras ferramentas com revestimento de TiC em
1969, com produtividade de duas a três vezes maior que as não revestidas. Entretanto, no
fresamento os resultados não foram bons, resultado da formação de uma camada de Co3W3C,
denominada fase ETA, entre revestimento e substrato (DINIZ et al., 1999).
A princípio as ferramentas eram revestidas por CVD, na faixa de temperatura compreendida
entre 900 e 1100 ºC. Atualmente, no processo de Deposição Química de Vapor a Média
Temperatura (“Medium Temperature Chemical Vapour Deposition” – MT CVD) esta
deposição é feita a partir da acetonitrila (CH3CN) entre 750 e 900 ºC e na Deposição Química
de Vapor por Plasma Assistido (“Plasma Assisted Chemical Vapour Deposition” – PA CVD)
entre 600 e 900 ºC com descarga pulsada para catalisar a reação (SADAHIRO, em SANTOS
e SALES, 2004).
Na década de 1980 o processo PVD foi adaptado para ferramentas de metal duro, uma vez
que as temperaturas de deposição dos PVD se situam na faixa de 500 ºC, o que também
REVISÃO BIBLIOGRÁFICA 28
previne a formação da fase “ETA”. Como este processo torna possível obter revestimentos
com granulometria mais fina foi possível, a partir daí, o revestimento de cantos vivos.
Na década de 1980 surgiram os revestimentos multicamadas, formados por combinações de
TiC, TiCN, TiN e Al2O3 com espessura total até 10 µm. Durante esta década as espessuras de
cada camada foram reduzidas com elevação de dureza, devido à redução do tamanho dos
grãos dos revestimentos. A maior resistência do Al2O3 a todos os mecanismos de desgaste
está relacionada com a sua inércia química e a menor condutividade térmica entre os
revestimentos citados.
No processo CVD a nucleação do revestimento se dá pelo processo de interdifusão. Os
elétrons bombardeados por plasma geram defeitos na estrutura cristalina do substrato,
favorecendo a difusão do material do revestimento e, por conseqüência, melhoram a
adesividade. Para aplicar os revestimentos de diamante, procura-se remover o cobalto da
superfície por meio de um ataque e um tratamento térmico superficial antes da deposição.
Segundo SANTOS E SALES (2004), além dos revestimentos descritos, têm sido estudados os
revestimentos contendo carboneto de silício (SiC) pela técnica CVD.
As principais características de alguns dos revestimentos citados, segundo HOLMBERG e
MATTHEWS (1994); DINIZ et al. (1999), ABELE e DORR (2002) e SANTOS e SALES
(2004), são:
• TiC – o carboneto de titânio tem pouca tendência à difusão e também está entre os
revestimentos mais duros atualmente em uso. Sua dureza se situa em torno de 3000
HV (STEMMER, 1995a), por este motivo, são muito utilizados como primeira
camada de contato com o substrato, quando utilizado em revestimentos
multicamadas, pois garante uma ótima coesão com o mesmo. Este material tem
ainda menor coeficiente de atrito que os metais duros convencionais;
• TiN –indicado em casos em que peças de diferentes materiais são usinadas pela
mesma ferramenta, apresentando boa relação custo-benefício como principal
aspecto positivo. Proporciona baixos coeficientes de atrito entre cavaco e a
ferramenta quando utilizado na usinagem de materiais ferrosos, com geração de
cavacos de menores comprimentos. Tal se deve ao fato de ser quimicamente estável
e ter menor tendência a fenômenos de difusão com estes. Na usinagem de alumínio
(Al), cobre (Cu) e suas ligas ocorre o inverso, devido à elevada afinidade química
do titânio (Ti) com estes materiais, predominando a adesão e a difusão;

REVISÃO BIBLIOGRÁFICA 29
• Al2O3 – também conhecida como alumina é um componente que, quando usado nos
revestimentos, confere aos mesmos resistência ao desgaste, alta dureza a quente e
inércia química, mesmo em altas temperaturas. Ao agir como uma barreira térmica
para a superfície da ferramenta faz com que o calor gerado seja conduzido mais
para o cavaco e menos para o conjunto ferramenta/dispositivos de fixação. Tem
ótima resistência contra a craterização;
• TaC – material de boa tenacidade e que confere boa resistência aos cantos vivos.
A escolha do método de revestimento leva em conta não apenas os fatores tecnológicos. Os
fabricantes consideram a produtividade e os custos de fabricação na escolha da metodologia
de fabricação mais adequada, para cada tipo de revestimento, seja ele de camada única ou
multicamada.
LÖFFLER (1999) cita que o número de diferentes processos e sistemas de recobrimento tem
aumentado continuamente e, para atender a este crescimento, são necessários vários métodos
para investigar as propriedades mecânicas dos novos filmes. Cita que os métodos mais
utilizados não são baseados apenas nos métodos tradicionais de desgaste como pino sobre
disco mas também incluem testes de corrosão, adesão, reações térmicas, erosão, cavitação por
meio de um gerador de ultra-som e testes de impacto e dureza. WESTERGARD et al. (2000)
também destacam a importância dos testes de erosão por partículas secas e testes de
dobramento.
A Tab. 3.7 apresenta uma relação de propriedades físicas de alguns dos revestimentos mais
usualmente empregados em ferramentas de usinagem, permitindo a avaliação das principais
potencialidades de cada um (SHARMAN em URBANSKI et al., 2000; BALZERS, 2007).
Novos revestimentos têm sido continuamente desenvolvidos, agregando propriedades úteis
aos processos de usinagem. Pode-se citar como exemplo o nitreto de cromo alumínio – AlCrN
– “AlcronaTM”, com alta resistência à oxidação e dureza a quente, que proporciona elevada
resistência ao desgaste, e é indicado para o torneamento e o fresamento de aços. Proposto pela
BALZERS (2007) para substituir os recobrimentos à base de titânio, em especial onde as
velocidades de corte elevadas e médias são utilizadas (ENDRINO e DERFLINGER, 2005).
Segundo MO et al. (2007) a aplicação do AlCrN é obtida pelo processo PVD. Após testes
como desgaste sobre disco e desgaste por meio de movimentos alternados, entre outros,
concluíram que as suas propriedades superam de maneira significativa as propriedades dos

REVISÃO BIBLIOGRÁFICA 30
recobrimentos de TiAlN. O AlCrN apresenta menores coeficientes de atrito e menores taxas
de desgaste que o TiAlN, apresentado também melhores características de antioxidação,
menor lascamento e descamação e maior facilidade de remoção de partículas resultantes do
processo de corte.
Por apresentarem excelentes resultados na usinagem em velocidades de corte muito elevadas,
avaliadas entre 210 e 410 m.min-1 (LIN e al., 2007), este recobrimento permite maior vida de
ferramenta mesmo em condições extremamente severas. Embora apresente ótimos resultados
na usinagem a seco, citam que a aplicação de fluidos de corte aumentou proporcionalmente a
vida da ferramenta em função do aumento da velocidade de corte, reduzindo a evolução do
desgaste consideravelmente.
Tabela 3.7
Propriedades físicas de revestimentos de ferramentas de usinagem.
Revestimento Dureza a Temperatura Ambiente (HV)
Resistência à
Oxidação (ºC)
Coeficiente de Atrito
Contra o Aço a Seco
a b a b a b
TiN 1930-2200 2300 600 - 0,4-0,5 0,4
CrN 1650-2150 1750 700 - 0,5 0,5
TiCN 2700-3000 3000 400 - 0,3 0,4
TiAlN 3000-3500 3300 800 - 0,7 0,25 – 0,4
TiAlCrYN 2700 950 0,8
TiN/AlN 4000 950 -
TiAlCN 3200 600 -
AlTiN 2700 3000 840 - 0,42 0,4
AlCr - 3000-3200 - - - 0,25-0,35
AlCrN - 3200 - - - 0,35
Fonte: (a) SHARMAN em URBANSKI et al., 2000, p. 396 (b) BALZERS, 2007.
Segundo WILLMANN et al. (2006), o AlCrN, além de possuir elevada resistência ao desgaste
e dureza, tem como características a capacidade de resistir às condições extremas de corte e
bom comportamento tribológico, ou seja, por possuir excelente estabilidade térmica possui
REVISÃO BIBLIOGRÁFICA 31
elevada resistência à oxidação e excelente desempenho em testes de usinagem à elevadas
temperaturas. Outro revestimento que se destaca é o alumínio-cromo – AlCr, da BALZERS
(2007), com a denominação “HelicaTM”, indicado para o revestimento de pontas de brocas,
que atinge a dureza de 3000 HV. É indicado para processos de furação de ferros fundidos e
aços pela sua elevada resistência à abrasão e baixa adesão. ENDRINO et al. (2007) citam que
revestimentos com AlCr e AlCrN podem ser aplicados, com sucesso, em ferramentas de
forjamento e estampagem, devido à capacidade de redirecionarem o calor gerado na interface
peça / ferramenta.
3.3.3 Ferramentas cerâmicas
As cerâmicas empregadas em usinagem se encontram divididas em dois grandes grupos sendo
o primeiro formado pelas cerâmicas óxidas, a base de alumina (Al2O3) e o segundo formado
pelas cerâmicas, a base de nitreto de silício (Si3N4). As cerâmicas são compostas de elementos
metálicos e não metálicos na forma de óxidos, carbonetos e nitretos, em variadas composições
e formatos.
Sob adequadas condições, as velocidades de corte das cerâmicas podem superar as
velocidades de corte dos metais duros entre quatro e cinco vezes, com benefícios em
economia de tempos de usinagem e redução de custos.
Dentre as principais propriedades das cerâmicas destacam-se (MACHADO e DA SILVA,
1999):
• Capacidade de suportar elevadas temperaturas;
• Elevada dureza e resistência ao desgaste;
• Baixa condutividade térmica;
• Boa estabilidade química e térmica;
• Boa resistência à fluência;
• Alta resistência à compressão;
• Baixa resistência à tração;
• Elevada fragilidade.
REVISÃO BIBLIOGRÁFICA 32
3.3.3.1 Cerâmicas à base de alumina
A obtenção das cerâmicas à base de alumina, também conhecida como coríndon, é a obtenção
de uma forma estável “α” da alumina. Os materiais necessários à fabricação são moídos até a
obtenção de finíssimos pós, cujas partículas têm dimensões abaixo de 5 µm. A composição do
pó será determinante para o resultado obtido, podendo conter Al2O3 a 99,98% de pureza,
denominadas cerâmicas puras, que podem atingir valores de dureza entre 1550 e 1700 HV
(TRENT e WRIGHT, 2000), entretanto atualmente não tem sido usadas em processos
industriais. De maneira geral podem conter uma composição de 89 a 99% de Al2O3 e o
restante de outros elementos como o óxido de silício (SiO2), o óxido de magnésio (MgO –
para inibir o crescimento dos grãos), o óxido de cromo (Cr2O3), o óxido de níquel e o óxido
de titânio (TiO2), para aumentar a resistência mecânica, ou ainda outras misturas. Uma vez
definida a mistura ideal, estas são então fortemente prensadas e aquecidas a temperaturas em
torno de 1700 ºC quando, então, ocorre a sinterização e estas passam por uma contração
progressiva, fechando a estrutura entre os componentes e reduzindo a porosidade da mistura
(FERRARESI, 1977; STEMMER, 1995a).
O surgimento dos primeiros aditivos ocorreu na década de 1970, com percentuais bastante
elevados de carboneto de titânio (TiC), podendo conter ainda a presença de nitreto de titânio
(TiN), de carboneto de tungstênio (WC) ou de óxido de zircônio (ZrO2), para conferir
tenacidade à cerâmica, que mesmo assim deixam a desejar neste quesito.
A adição do carboneto de titânio resulta no que se denomina cerâmica mista ou cerâmica
preta, o que melhora de maneira significativa a dureza e a resistência ao desgaste, permitindo
excelentes resultados no desbaste e no acabamento de aços laminados, com incremento de três
a seis vezes os resultados que o metal duro apresenta (MACHADO e DA SILVA, 1999).
3.3.3.2 Cerâmicas à base de alumina reforçada com carboneto de silício
Esta composição surgida na década de 1980, foi bem aceita pelo mercado, pois à base
cerâmica de Al2O3 foram acrescentados em torno de 20 % de carboneto de silício (SiC) sob
forma de longos cilindros com dimensões aproximadas de 10 a 80 µm de comprimento e 0,5 a
1 µm de diâmetro (KOMANDURI, 1988). Devido à forma lamelar destes cilindros de
carboneto de silício, estas cerâmicas receberam a denominação de “whiskers”. De elevada
resistência, esta estrutura lamelar age como inibidora da propagação de trincas na alumina,
elevando assim a tenacidade do material.

REVISÃO BIBLIOGRÁFICA 33
Além de maior resistência ao choque térmico, propriedade obtida pela maior condutividade
térmica do carboneto de silício em comparação com a alumina, as propriedades, consideradas
excepcionais, permitem a aplicação na usinagem de aços duros, aços inoxidáveis e superligas
de níquel (SMITH, 1986 em MACHADO e DA SILVA, 1999).
3.3.3.3 Cerâmicas à base de nitreto de silício
O nitreto de silício (Si3N4) surgiu na década de 1980 e, segundo MACHADO e DA SILVA
(1999), é obtido por meio de cristais de nitreto de silício com uma fase intergranular de
cristais de vidro (SiO2) que são sinterizados na presença da alumina, do óxido de ítrio (Y2O3),
óxido de magnésio (MgO) e outros componentes. Este material permite excelentes resultados
ao se usinar ferros fundidos e ligas de níquel. Não é recomendado, entretanto, para a
usinagem de aços devido à interação química com o ferro (Fe) quando o processo de
usinagem atinge elevadas temperaturas.
No grupo de cerâmicas à base de nitreto de silício encontra-se também uma cerâmica com a
adição óxido de alumínio, o que confere à mesma elevada densidade. Esta é também
conhecida por meio de sua marca registrada como “SialonTM" apresentando bons resultados
na usinagem de aços e excelente desempenho quando da usinagem de superligas de níquel
(MACHADO e DA SILVA, 1999). Como estas cerâmicas possuem boa resistência ao
desgaste e bom comportamento quanto à tenacidade, superando as cerâmicas a base de
alumina, podem ser usadas nos processos de fresamento.
Alguns procedimentos são sugeridos para o melhor aproveitamento das cerâmicas em geral:
deve-se evitar o uso do fluido de corte ou, se imprescindível, deve-se usá-lo em abundância,
ou seja, na maior vazão que o sistema de bombeamento de fluidos de corte do equipamento
permite, para minimizar os efeitos do processo de aquecimento e resfriamento cíclico
inerentes ao fresamento; as condições de corte devem ser otimizadas, ou seja, devem ser
utilizadas as condições máximas de velocidade de corte, avanço e profundidade ou largura de
usinagem recomendadas pelo fabricante das ferramentas; os sistemas de fixação devem estar
em ótimo estado e devem apresentar robustez de construção; as máquinas devem estar em
condições ótimas, sem folgas ou vibrações. A resistência das cerâmicas, baseada em sua
geometria de construção, segue a seguinte ordem, começando pela forma mais rígida: circular,
quadrada, losangular e triangular. Nesta ordem, as primeiras formas possuem menos pontos
de concentrações de tensão e, por conseqüência, possuem maior resistência estrutural.

REVISÃO BIBLIOGRÁFICA 34
3.3.4 Ferramentas cermet
Os cermets são materiais compósitos cerâmica-metal nos quais um determinado carboneto, de
elevada dureza, é envolvido em uma matriz de um metal que exerce a função aglutinadora das
partículas (CALLISTER, 2002). Os cermets podem ser definidos como compostos de fase
cerâmica e fase metálica numa microestrutura heterogênea. Segundo SCHNEIDER (1989), a
fase cerâmica, selecionada a partir de materiais com elevada dureza a quente e resistência à
oxidação, é sinterizada em metal ou liga metálica a alta temperatura, o que lhe confere
ductilidade e tenacidade. Os componentes metálicos do compósito conferem tenacidade ao
material e agem isolando as partículas de carbonetos umas das outras, prevenindo a
propagação de trincas de partícula para partícula, uma vez que estas, embora proporcionem
uma superfície de corte de elevada dureza, são extremamente frágeis e não suportam, por si
só, as tensões de corte. A palavra cermet deriva exatamente das expressões cerâmica mais
metal.
Os cermets são obtidos pela metalurgia do pó e podem ser constituídos principalmente de
carbonetos e nitretos de titânio (TiC; TiN) utilizando, quase sempre, o níquel (Ni) como
elemento ligante. D’ERRICO et al. (1997) citam que uma combinação balanceada de dureza e
tenacidade é obtida com compostos à base de carbonitreto de titânio (TiCN), carboneto de
tungstênio (WC) e carboneto de molibdênio (Mo2C), sinterizados com o níquel (Ni) e o
cobalto (Co). Durante o processo de sinterização a presença de carbonetos de titânio e demais
óxidos presentes na mistura inibem o crescimento dos grãos, conferindo elevada dureza.
O cermet possui bons níveis de tenacidade e resistência a impactos; elevada resistência ao
desgaste nas arestas de corte e elevada resistência a craterização, por possuir alta dureza a
elevadas temperaturas e grande estabilidade química, com pouca tendência à difusão. É
possível encontrar também outros elementos, presentes na sua composição, como: o alumínio
(Al) e o molibdênio (Mo) e ainda alguns compostos como: carboneto de tântalo (TaC),
carboneto de nióbio (NbC), carboneto de vanádio (VC), nitreto de alumínio (AlN), nitreto de
tântalo (TaN), entre outros (SCHNEIDER, 1989; STEMMER, 1995a; D’ERRICO et al.,
1997; MACHADO e DA SILVA, 1999).
Como os cermets têm baixa condutividade térmica e grande coeficiente de expansão
volumétrica, elevadas temperaturas são geradas no contato entre a ferramenta e o cavaco, com
grande expansão de material nesta região, o que prejudica o desempenho do processo de
usinagem (MACHADO e DA SILVA, 1999). Estes fatores fazem com que os cermets tenham
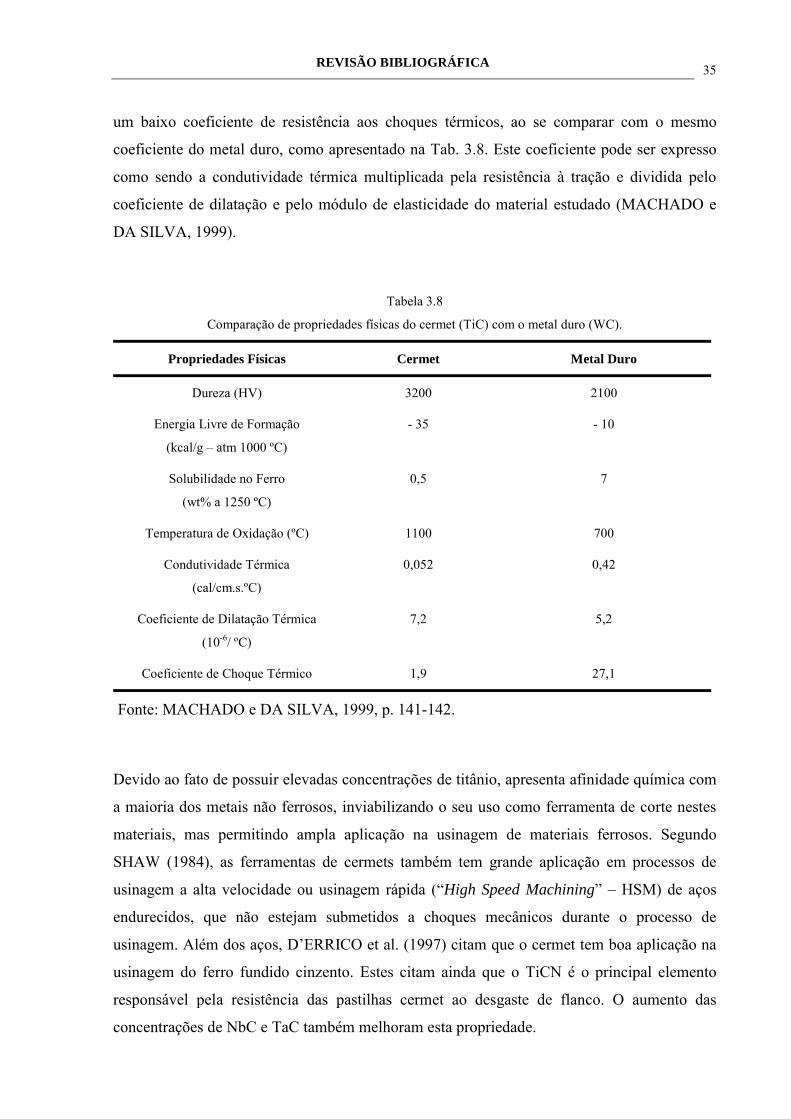
REVISÃO BIBLIOGRÁFICA 35
um baixo coeficiente de resistência aos choques térmicos, ao se comparar com o mesmo
coeficiente do metal duro, como apresentado na Tab. 3.8. Este coeficiente pode ser expresso
como sendo a condutividade térmica multiplicada pela resistência à tração e dividida pelo
coeficiente de dilatação e pelo módulo de elasticidade do material estudado (MACHADO e
DA SILVA, 1999).
Tabela 3.8
Comparação de propriedades físicas do cermet (TiC) com o metal duro (WC).
Propriedades Físicas Cermet Metal Duro
Dureza (HV) 3200 2100
Energia Livre de Formação
(kcal/g – atm 1000 ºC)
- 35 - 10
Solubilidade no Ferro
(wt% a 1250 ºC)
0,5 7
Temperatura de Oxidação (ºC) 1100 700
Condutividade Térmica
(cal/cm.s.ºC)
0,052 0,42
Coeficiente de Dilatação Térmica
(10-6/ ºC)
7,2 5,2
Coeficiente de Choque Térmico 1,9 27,1
Fonte: MACHADO e DA SILVA, 1999, p. 141-142.
Devido ao fato de possuir elevadas concentrações de titânio, apresenta afinidade química com
a maioria dos metais não ferrosos, inviabilizando o seu uso como ferramenta de corte nestes
materiais, mas permitindo ampla aplicação na usinagem de materiais ferrosos. Segundo
SHAW (1984), as ferramentas de cermets também tem grande aplicação em processos de
usinagem a alta velocidade ou usinagem rápida (“High Speed Machining” – HSM) de aços
endurecidos, que não estejam submetidos a choques mecânicos durante o processo de
usinagem. Além dos aços, D’ERRICO et al. (1997) citam que o cermet tem boa aplicação na
usinagem do ferro fundido cinzento. Estes citam ainda que o TiCN é o principal elemento
responsável pela resistência das pastilhas cermet ao desgaste de flanco. O aumento das
concentrações de NbC e TaC também melhoram esta propriedade.
REVISÃO BIBLIOGRÁFICA 36
A alternância de temperaturas altas e baixas também são fatores para criar falhas por trincas
nas ferramentas, devido à variação volumétrica cíclica. Assim, dá-se preferência aos cermets
para usinagem de acabamento e superacabamento de ferrosos, em especial os ferros fundidos
e os aços endurecidos, devido às pequenas áreas de contato entre o cavaco e a ferramenta,
podendo trabalhar com altas velocidades de corte mas, necessariamente, devem ser utilizados
com pequenos avanços e pequenas profundidades de usinagem.
Segundo MACHADO e DA SILVA (1999), os cermets fazem parte de um grupo de materiais
utilizados na fabricação de ferramentas com características intermediárias entre as
características dos metais duros e das cerâmicas.
3.3.5 Ferramentas de diamante
A obtenção do diamante sintético se dá pela sujeição do carbono, sob a forma de grafite, a
elevados valores de pressão (em torno de 7 GPa) e temperatura (em torno de 2000 ºC). Os
átomos de carbono que possuem um arranjo de forma hexagonal, passam a possuir uma
estrutura cristalina cúbica de face centrada após a compressão.
A principal característica destes diamantes sintéticos é a sua anisotropia, ou seja, suas
propriedades mecânicas como dureza, resistência e módulo de elasticidade variam com a
direção de solicitação. Assim sua preparação deve levar em conta que a lapidação deve se dar
na direção de mínima dureza e a montagem no porta-ferramenta deve ser feita de forma que
as forças de usinagem sejam direcionadas na direção de máxima dureza. São indicados na
usinagem de metais como bronze, cobre, ligas de estanho e ainda borrachas duras e macias,
vidro, plásticos e pedras (STEMMER, 1995a). A usinagem de ferros e aços é inviável, em
função da afinidade com o carbono.
As primeiras ferramentas de diamante sintético policristalino (“Polycrystalline Compact
Diamond” – PCD) a serem comercializadas surgiram no início da década de 1970. São
obtidas por sinterização de partículas sintéticas de diamante, obtidas com pós de granulação
muito fina, para obtenção de resultado de máxima densidade e homogeneidade. A sinterização
destas partículas se dá com pós de cobalto, que age como solvente para conferir adesão, em
processos de alta pressão (em torno de 7000 MPa) e altas temperaturas (entre 1400 e 2000
ºC). Normalmente são depositadas em substratos de metal duro em camadas em torno de 0,5
mm de espessura, denominadas plaquetas, ou afixadas, por meio de brasagem, a porta-
ferramentas (STEMMER, 1995a).
REVISÃO BIBLIOGRÁFICA 37
Dentre suas propriedades destacam-se: o elevado valor de condutividade térmica (um a cinco
vezes o valor do metal duro classe K), dificultando a formação de pontos quentes nas
ferramentas; a altíssima dureza (aproximadamente quatro vezes a do metal duro classe K e
três vezes a da alumina); elevada resistência ao desgaste por abrasão e tenacidade elevada, se
comparada aos materiais cerâmicos, mas menor que a tenacidade dos metais duros.
Podem ser utilizadas na usinagem de metais leves como cobre e suas ligas, latão, bronze,
estanho, etc, ou diversos tipos de plásticos, asbesto, fibras de carbono, carvão, grafite e metal
duro pré-sinterizado. Podem ser utilizadas tanto para desbaste quanto para acabamento. Entre
suas aplicações se destaca a usinagem de alumínio e alumínio-silício (STEMMER, 1995a).
3.3.6 Ferramentas de nitreto cúbico de boro
Os cristais de nitreto cúbico de boro, sintetizados pela primeira vez em 1957 (ABRÃO, 2005),
estão entre os mais duros materiais existentes, sendo superados apenas pelos diamantes.
Segundo STEMMER (1995a), este material sintético é obtido pela reação de halogenietos de
boro com amoníaco. Assim como ocorre na caso do carbono/diamante, existe uma forma de
menor dureza, com estrutura hexagonal cristalina igual à do grafite e uma forma mais dura,
cúbica, de estrutura idêntica à do diamante.
Assim como o carbono, a estrutura do nitreto de boro pode apresentar-se na forma hexagonal;
na forma de grafite e na forma cúbica, também conhecida como wurtzite ou hexagonal duro.
O CBN é quimicamente mais estável que o diamante pois, enquanto os CBN é estável até
temperaturas em torno de 1200 ºC, o diamante inicia um processo de grafitização a 750 ºC. O
processo de fabricação do CBN é muito semelhante ao processo de obtenção do diamante
policristalino: as partículas de nitreto de boro cúbico são sinterizadas a altas pressões e altas
temperaturas, na presença de um ligante, fixando-se numa base de metal duro em espessuras
em torno de 0,5 mm. Também podem ser obtidas pastilhas que são fixadas por brasagem em
portas-ferramenta.
Sua aplicação é direcionada aos aços duros, entre 45 e 65 HRC; aços-rápidos; ligas resistentes
a temperaturas elevadas à base de níquel e cobalto e usinagem de revestimentos duros, com
elevadas porcentagens de carbonetos de tungstênio ou cromo/níquel.
Podem ser usados em cortes interrompidos, cortes pesados e na remoção de superfícies de
peças que foram obtidas por forjamento, peças fundidas em geral ou ferro fundido obtido por
coquilhamento.

REVISÃO BIBLIOGRÁFICA 38
O processo de obtenção do nitreto cúbico de boro policristalino (“Polycrystalline Cubic
Boron Nitride” – PCBN) tem certa semelhança com o processo de obtenção do PCD, ou seja,
o pó de CBN é submetido a extremas pressões e elevadas temperaturas, com a adição de
solventes para a sinterização e de catalisadores para a transformação da forma hexagonal para
a forma cúbica. Isto é possível por meio de dispositivos, entre eles o denominado
pressurizador cúbico, que emprega seis punções, de forma a aplicar a pressão nos seis lados
do cubo, de forma simultânea, sendo que pelo menos um deles se encontra com elevadas
temperaturas, fazendo com que o pó se sinterize e se transforme em PCBN (ABRÃO et al.,
1993).
Dessa forma, a constituição do nitreto de boro cúbico policristalino pode ser descrita como
sendo formada por partículas de CBN e partículas de aglomerante que são aderidas a um
substrato, geralmente metal duro.
Dentre as propriedades que se destacam estão: a elevada dureza, superada apenas pela dureza
do diamante; a tenacidade elevada, que é similar à dos materiais cerâmicos com base em
nitretos e duas vezes a tenacidade da alumina; estabilidade termoquímica até temperaturas em
torno de 1200 ºC, bem maiores que as temperaturas admissíveis com o uso do diamante,
podendo assim usinar as ligas ferrosas sem a intensidade do desgaste por difusão que ocorrem
com o diamante (STEMMER, 1995a).
Na Tab. 3.9 estão consolidadas as principais características mecânicas e propriedades físicas
dos materiais mais comumente utilizados na confecção de ferramentas de usinagem mecânica.

REVISÃO BIBLIOGRÁFICA 39
Tabela 3.9
Comparação de propriedades físicas e características mecânicas
de materiais utilizados em ferramentas de usinagem.
Propriedades Metal
Duro
Cerâmica
Branca
Cerâmica
Mista
Whisker
Reforçada
Nitreto de
Silício
PCBN PCD
Composição
Típica
94wt%
WC
6wt%
Co
90-95%
Al2O3
5-10%
ZrO2
Al2O3
30%
TiC
5-10%
ZrO2
75%
Al2O3
25%
SiC
77%
Si3N4
13%
Al2O3
10%
Y2O3
98%
CBN
2%
AlB2/AlN
PCD
0-18%
Co
Densidade
(g.cm-3)
14,8 3,8 - 4,0 4,3 3,7 3,2 3,1 3,4
Dureza a RT
(HV)
1700 1700 1900 2000 1600 4000 8.000 –
10.000
Dureza a 1000 ºC (HV)
400 650 800 - 900 ≈ 1800 -
Tenacidade
(MPa.m1/2)
10 1,9 2 8 6 10 7,9
Condutividade Térmica
(W.m-1. ºC-1)
100 8 – 10 12 - 18 32 23 100 120
Módulo de Young
(kN.mm-2)
630 380 420 390 300 680 925
Coeficiente de Expansão Térmica
(x 10-6.K-1)
5 - 6 8,5 8 6,4 3,2 4,9 3,8
Fonte: ABRÃO et al.,1993, p. 2.

REVISÃO BIBLIOGRÁFICA 40
3.4 Fresamento de moldes e matrizes
Dentre as técnicas de usinagem empregadas para a geração das cavidades, destaca-se,
atualmente, o fresamento em centros de usinagem pelo método do contorno (SANDVIK
COROMANT, 2002a), em contraposição ao método convencional de fresamento em cópia. O
fresamento em contorno utiliza um valor da dimensão Z constante, com deslocamentos nos
eixos X e Y com transições suaves e que permitam o contato constante das arestas da
ferramenta. O fresamento em contorno também permite deslocamentos no eixo Z, com
aplicação de técnicas baseadas nos modernos sistemas CAD/CAM. Esta metodologia permite
que a velocidade efetiva de corte seja controlada de modo mais fácil, permitindo o uso de
faixas de avanço mais elevadas e usinagem em fresamento concordante. Como resultado tem-
se o aumento da segurança na usinagem, vida útil maior para as ferramentas, qualidade
superior e produtividade mais elevada, uma vez que as ferramentas e a máquina são utilizadas
em seu desempenho pleno. Este fabricante sugere que o fresamento deve permanecer em corte
contínuo o tanto quanto for possível para menor desgaste da ferramenta melhorando a
qualidade da geometria da matriz ou molde usinado resultando, também, num menor tempo
de polimento manual.
O sentido de corte das ferramentas deve ser minuciosamente avaliado. Ao serem efetuados
trabalhos no sentido concordante, a ferramenta inicia o corte com maior remoção de material
e, portanto maior espessura de cavaco, mas se beneficia de uma saída com menor espessura e
menores esforços de tração. Na utilização do sentido discordante tem-se basicamente o
contrário e ferramentas de metal duro, CBN, cerâmicas e diamante tendem a apresentar
microlascas ao se submeterem a estes esforços por não possuírem elevada resistência às
tensões de tração (DINIZ et al., 1999).
No fresamento concordante a ferramenta inicia o corte gerando um cavaco de grande
espessura, o que evita o efeito de brunimento, gerando menos calor e menor encruamento por
deformação plástica, segundo o catálogo do fabricante (SANDVIK COROMANT, 2005),
dessa forma, a escolha do sentido de fresamento, se discordante ou concordante, também é
muito importante no efeito da geração de calor. De uma maneira geral, o fresamento
discordante produz maior quantidade de calor, com conseqüente redução na vida útil da
ferramenta, uma vez que a ferramenta trabalha sob forças de tração. Assim são geradas forças
radiais maiores, que têm efeito negativo nos rolamentos do fuso da máquina (SANDVIK
COROMANT, 2002a).

REVISÃO BIBLIOGRÁFICA 41
OLIVEIRA et al. (2004) apresentam um estudo de caso de utilização de integração
CAD/CAM para fresamento de cavidade de molde de injeção para a geração do programa
CNC. Neste trabalho os autores expõem a necessidade de manutenção de movimentos de
transição suave para que as ferramentas estejam sempre em contato com a superfície a ser
usinada, o que exige, várias vezes, alguns acertos para evitar transições bruscas, não previstas
nos manuais dos fabricantes de softwares, tais como criação de arcos para aproximação e
saída de ferramentas, suavização de trajetórias e outras medidas que aliam a prática e as
técnicas propostas pelos softwares. A escolha de estratégias adequadas de fresamento, para a
programação CNC, exerce influência tanto qualitativa quanto econômica no resultado do
fresamento segundo ARNTZ (2007), que afirma ainda que existe uma tendência de aumento
do fresamento de aços endurecidos, para produção de moldes e matrizes, em até 20% nos
próximos anos.
HELLENO e SCHÜTZER (2003) efetuaram estudos sobre as diversas programações e
linguagens de comando numérico existentes, compreendendo os sistemas de transmissão de
dados entre os sistemas CAD/CAM e as máquinas. Os métodos mais conhecidos de
interpolação de trajetórias são: interpolação linear, interpolação circular, “spline”, Bézier, “B-
spline” e NURBS. Concluíram, entretanto, que nem sempre os diversos tipos de curvas de
movimentação das ferramentas sobre o corpo de prova a fresar, por meio da interpolação de
trajetórias, possuem facilidade de interpretação pelos comandos disponíveis.
A definição de melhores estratégias de usinagem, especialmente para os casos de fresamento
de cavidades, tem se tornado de grande importância, tanto pela possibilidade de melhoria no
acabamento das superfícies fresadas como no aumento de vida das ferramentas (OLIVEIRA
et al., 2003). TOH (2004a, 2004b) classifica em três principais grupos os possíveis percursos
de fresamento, conforme apresentado na Fig. 3.2. O primeiro deles, denominado
compensação em hélice (“offset”) e apresentado esquematicamente na Fig.3.2a, propõe que a
ferramenta percorra um caminho, a partir de uma das bordas, em forma de hélice, afastando-
se de um dado valor em relação ao último passe, menor que o diâmetro da ferramenta, até o
alcance do centro da peça a usinar, com a vantagem de sempre manter contato entre
ferramenta e peça. Na segunda proposta à qual denominou de varredura de direção alternada
(Fig. 3.2b), o percurso se inicia em uma das bordas e, por meio de passes alternados percorre
toda a superfície a fresar, também em constante contato com a peça. Esta proposta, entretanto,
alterna as condições de corte concordante para discordante a cada passe. No último grupo
(Fig. 3.2c) tem-se a estratégia de varredura unidirecional, que se assemelha ao processo
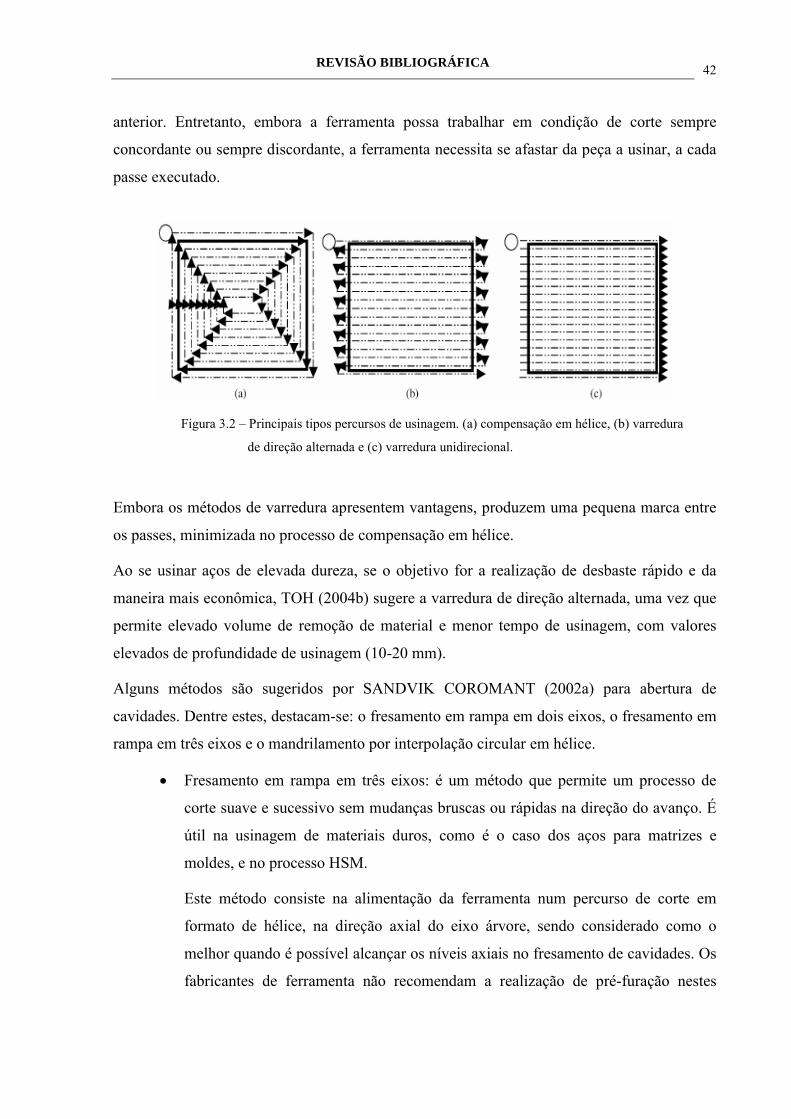
REVISÃO BIBLIOGRÁFICA 42
anterior. Entretanto, embora a ferramenta possa trabalhar em condição de corte sempre
concordante ou sempre discordante, a ferramenta necessita se afastar da peça a usinar, a cada
passe executado.
Figura 3.2 – Principais tipos percursos de usinagem. (a) compensação em hélice, (b) varredura
de direção alternada e (c) varredura unidirecional.
Embora os métodos de varredura apresentem vantagens, produzem uma pequena marca entre
os passes, minimizada no processo de compensação em hélice.
Ao se usinar aços de elevada dureza, se o objetivo for a realização de desbaste rápido e da
maneira mais econômica, TOH (2004b) sugere a varredura de direção alternada, uma vez que
permite elevado volume de remoção de material e menor tempo de usinagem, com valores
elevados de profundidade de usinagem (10-20 mm).
Alguns métodos são sugeridos por SANDVIK COROMANT (2002a) para abertura de
cavidades. Dentre estes, destacam-se: o fresamento em rampa em dois eixos, o fresamento em
rampa em três eixos e o mandrilamento por interpolação circular em hélice.
• Fresamento em rampa em três eixos: é um método que permite um processo de
corte suave e sucessivo sem mudanças bruscas ou rápidas na direção do avanço. É
útil na usinagem de materiais duros, como é o caso dos aços para matrizes e
moldes, e no processo HSM.
Este método consiste na alimentação da ferramenta num percurso de corte em
formato de hélice, na direção axial do eixo árvore, sendo considerado como o
melhor quando é possível alcançar os níveis axiais no fresamento de cavidades. Os
fabricantes de ferramenta não recomendam a realização de pré-furação nestes

REVISÃO BIBLIOGRÁFICA 43
processos devido ao tempo gasto na troca das ferramentas e devido à entrada de
cavacos nestes furos, o que leva a quebra das ferramentas.
• Fresamento em rampa em dois eixos: para se alcançar uma profundidade axial total
de corte, é possível utilizar um dos melhores métodos, que é o fresamento em
rampa linear nos eixos X, Y e Z. Este método permite iniciar o processo de retirada
de material de fora para dentro ou vice-versa, em função das formas da matriz,
sendo importante verificar a retirada dos cavacos da melhor forma. Por exemplo,
quando o corte é concordante deve ser realizado em corte contínuo.
• Mandrilamento por interpolação circular em hélice: este comando de
mandrilamento por interpolação circular em hélice é obtido diretamente por
programação, conforme o Manual de Programação e Operação do Centro de
Usinagem com o comando Siemens 810D (INDÚSTRIAS ROMI S.A., 2003).
TOH (2005) conclui que existem três principais estágios no fresamento de matrizes e moldes.
O primeiro é o desbaste, onde a retirada de material deve ser feita da maneira mais rápida
possível, por razões econômicas. E segundo deve ser feito um semi-acabamento de forma a
garantir uma taxa de remoção consistente para preparar a peça para, finalmente no terceiro e
último estágio, passar pelo acabamento, onde a ênfase é a exatidão de medição (INMETRO,
2000), prevenção quanto a desvios de forma e cuidados com a qualidade do acabamento
superficial. Conclui também que à medida que o processo de fresamento vai dando forma à
peça que se quer usinar, os mapas de contorno da ferramenta vão se alterando para se obter o
melhor rendimento a cada novo passe, com significativos resultados.
PASINI e ZEILMANN (2004) compararam as metodologias de fresamento à alta velocidade
(HSM) com fresamento convencional associado à eletroerosão por penetração, de matrizes de
forjamento, analisando a durabilidade das matrizes, seu acabamento e, principalmente, os
custos por peça de boa qualidade produzida. A eletroerosão é um processo térmico que usa
descargas elétricas para remoção de material e, assim, gerar superfícies em peças feitas com
materiais condutores, tendo aplicação na fabricação de matrizes e moldes (BENEDICT,
1987). PASINI e ZEILMANN (2004) concluíram que o HSM apresentou melhores resultados
devido às evoluções tecnológicas obtidas em máquinas ferramenta, aplicação de ferramentas
de corte de melhor desempenho (a maioria delas com revestimentos tribológicos) e aplicação
de técnicas mais atuais para emprego na manufatura das citadas matrizes.

REVISÃO BIBLIOGRÁFICA 44
Uma preocupação presente nos processo de usinagem é a influência do calor tanto nas
ferramentas de usinagem como na superfície da peça que se pretende usinar. Nos materiais
duros, como é o caso dos aços para matrizes e moldes, esta preocupação é ainda maior.
SKOPECEK et al. (2004) estudaram estes fenômenos no fresamento de materiais endurecidos
e propuseram medidas para minimizar ou evitar estas influências uma vez que, se forem
escolhidos valores não otimizados, poderão ser atingidos níveis de calor na faixa de
recozimento na superfície das peças. Como grande parte do calor gerado é retirado pelo
cavaco quando se utilizam altas velocidades de corte, este fator é minimizado. Os autores
propuseram fórmulas para se calcular a temperatura superficial das peças em função dos
vários parâmetros de corte.
WANG e ZHENG (2003) estudaram a influência da dureza do aço AISI H13 no fresamento,
com utilização de fresas de metal duro revestido do tipo ponta esférica. Avaliaram, entre
outras, a força de usinagem e a rugosidade obtida. Utilizaram dois tipos de peças cujo
tratamento térmico resultou em dureza de 20 HRC e 41 HRC, respectivamente, e concluíram
que a superfície obtida no material com maior dureza foi significativamente melhor do que a
fresada com o material com menor dureza, independente da velocidade de corte empregada.
Na usinagem do material de menor dureza, em velocidades de corte mais baixas, provocou a
formação de aresta postiça de corte, fazendo com que apresentasse pior acabamento do que o
material mais duro. Na usinagem do material com dureza 20 HRC, se constatou que o
aumento da velocidade de corte resultou numa superfície com menor rugosidade. As forças de
usinagem obtidas nos testes efetuados invariavelmente resultaram em maiores valores quando
da usinagem do material mais macio. Tal se deve ao fato de que o material de menor dureza
sofre maior deformação no processo de arrancamento.
3.4.1 Usinagem à alta velocidade
Produzir peças no menor tempo possível sempre foi um dos objetivos primordiais das
empresas. Nos últimos anos, a industria metal-mecânica tem se empenhado ainda mais neste
objetivo e, no que se relaciona à área de usinagem mecânica, a denominada usinagem em
elevadas ou altíssimas velocidades, também conhecida como “High Speed Machining” –
HSM, ou “High Speed Cutting” – HSC, tem sido muito divulgada e utilizada em
determinados segmentos manufatureiros.
Embora o desenvolvimento destas técnicas tenha tomado corpo à partir da década de 1970, as
pesquisas e aplicações nesta área remontam ao início da década de 1930, quando a empresa
REVISÃO BIBLIOGRÁFICA 45
Friedrich Krupp AG, da Alemanha, obteve uma patente de um processo de usinagem de
metais ou outros materiais, ao serem usinados com ferramentas de corte. Esta patente alemã, à
qual foi consignado o número 523594, se apoiou nos estudos do Dr. Carl Salomon para
usinagem de aços, metais não-ferrosos e metais leves, com velocidades de corte da ordem de
440 m.min-1 para aços; 1.600 m.min-1 para bronze; 2.840 m.min-1 para cobre e 16.500 m.min-1
para alumínio (SCHÜTZER e SCHULZ, 2003).
Entretanto, definir os limites que separam os processos de usinagem convencional e os
processos HSM/HSC é um trabalho com certo grau de complexidade, uma vez que não é
suficiente a análise simplista da rotação do eixo-árvore ou a velocidade de corte no contato
peça-ferramenta. Para tal é necessário avaliar vários parâmetros. OLIVEIRA (2003) esclarece
que as definições para esta tecnologia ainda não estão claras, não obstante as pesquisas e
aplicações terem se intensificado a partir da década de 1970.
Pode-se partir do princípio de que é possível obter, com equipamentos adequados, elevadas
velocidades de corte, elevadas rotações no eixo-árvore da máquina, grandes velocidades de
avanço e outros fatores. Entretanto, o conceito mais importante possivelmente será definido
como a possibilidade de conjugar estes fatores e, utilizando ferramentas adequadas, obter
elevados índices de produtividade para cada tipo de material e forma que se deseja usinar,
seguindo um processo pré-determinado. Como exemplo podem ser citados os processos de
usinagem de cavidades descritos anteriormente.
Segundo SCHÜTZER e SCHULZ (2003), dentre as vantagens enumeradas da HSM estão a
possibilidade de utilizar velocidades de corte entre cinco e dez vezes superiores às que
normalmente se utilizam nos processos convencionais, conforme conclusões do “Institut für
Produktionsmanagement, Technologie und Werkzeugmaschinen” – PTW (Instituto de
Gerenciamento da Produção, Tecnologia e Máquinas-Ferramenta) da “Technische Universität
Darmstadt” (Universidade Técnica de Darmstadt) da Alemanha, mas com profundidades de
corte e avanços bem menores. O PTW reavaliou as pesquisas de Salomon e pôde comprovar
que, acima de certas velocidades de corte, as temperaturas de corte diminuem, em valores que
variam em função dos materiais estudados, sendo que estes valores de temperatura de corte se
situam em valores bem menores em bronze, alumínio e outros metais não-ferrosos e sofrem
menores variações, portanto permanecendo em valores mais elevados que nestes materiais,
quando na usinagem dos aços e ferros fundidos.
SCHÜTZER e SCHULZ (2003) demonstram ainda que, na usinagem em altíssimas
velocidades, o aumento das velocidades de corte produz: aumento da quantidade de material

REVISÃO BIBLIOGRÁFICA 46
removido, melhoria da qualidade superficial das peças usinadas e diminuição das forças de
corte. Entretanto, há uma substancial diminuição da vida das ferramentas, fazendo-se
necessária uma avaliação do custo destas ferramentas por peça produzida ou um balanço de
custos em que se justifique compensar o custo das ferramentas com os ganhos em termos de
produtividade e qualidade.
Nos processos de corte sob altas velocidades a formação do cavaco se dá de forma mais
segmentada do que nos processos convencionais. Isto pode explicar, em parte, a menor
transmissão do calor para a peça e ferramenta. Estima-se que aproximadamente 80 % do calor
gerado neste processo de usinagem seja removido pelos cavacos e o restante distribuído entre
peça e ferramenta (OLIVEIRA, 2003).
Uma vez que a caracterização de velocidade de corte para HSM se dá em função do material a
ser usinado, OLIVEIRA (2003) também propõe para usinagem de aços uma zona de transição
entre 200 e 600 m.min-1 e, para se considerar usinagem em altas velocidades, de 600 m.min-1
até 3.000 m.min-1. Para alumínio os valores propostos são entre 700 e 2.000 m.min-1 para
zona de transição e deste até um valor máximo de 8.000 m.min-1; os ferros fundidos entre 400
e 900 m.min-1 para zona de transição e deste até um valor máximo de 4.000 m.min-1.
Na usinagem em altas velocidades a ferramenta se movimenta muito mais rapidamente que
nos processos convencionais, entretanto efetua uma remoção de materiais bem menor a cada
passe. Estes elevados valores de velocidade de corte (vc) e elevados valores de avanço (f) têm
que ser compensados com pequenos valores de profundidade ou largura de usinagem (ap) e
pequena penetração de trabalho (ae), gerando cavacos com pequenas espessuras.
OLIVEIRA (2003) sugere alguns valores típicos de condições de usinagem utilizados em
HSM:
• Profundidade ou largura de usinagem (ap): 0,01 – 0,50 mm
• Penetração de trabalho (ae): 0,05 – 4,00 mm
• Avanço por aresta (fz): 0,25 mm.rev-1
Embora estes valores pareçam pequenos, como as velocidades de corte necessitam ser
elevadas, a velocidade final de avanço pode atingir até trinta metros por minuto.
Assim, se por um lado as altas velocidades de corte tendem ao aumento do calor gerado na
região de contato peça-ferramenta, as baixas penetrações de trabalho e pequenos valores de
REVISÃO BIBLIOGRÁFICA 47
profundidade ou largura de usinagem não permitem que as temperaturas nestes pontos atinjam
valores inaceitáveis. OLIVEIRA (2003) avalia esta hipótese como a mais aceitável para que
até mesmo certas ferramentas de corte, indicadas para usinagem em processos convencionais,
possam ser aplicadas na usinagem de alta velocidade com significativos resultados.
A tecnologia aplicada nos comandos numéricos é uma das principais razões de se poder
aplicar estas variáveis e estas novas técnicas de usinagem, mantendo sobre controle todo o
processo e permitindo que a aresta de corte esteja constantemente em contato com a peça a ser
usinada, evitando golpes, diminuindo vibrações e, por conseguinte, permitindo a suave
transição entre os elementos do desenho da peça, com conseqüente resultado na vida da
ferramenta.
Embora existam várias aplicações para HSM, a sua aplicação tem encontrado mais sucesso na
indústria aeroespacial, principalmente pela necessidade de peças com perfis esbeltos e
pequenas espessuras de parede e na fabricação de moldes, matrizes e estampos,
principalmente se o emprego destes componentes for voltado para elevadas produções como a
indústria automobilística e na fabricação de plásticos de qualidade, como lentes de faróis e
lanternas (SCHÜTZER e SCHULZ, 2003).
Ao se comparar o emprego dos processos convencionais com os processos HSM, este se
sobressai por apresentar menores tempos de usinagem; apresentar excelente qualidade
superficial imprescindível, por exemplo, para a fabricação de moldes para lentes de faróis e
lanternas automobilísticas, componentes transparentes de eletrodomésticos como copos de
liquidificadores, batedeiras, espremedores de frutas, etc., aparelhos celulares e demais bens de
consumo que exigem elevados padrões de acabamento. O processo HSM ainda apresenta
baixas forças de corte, o que permite que matrizes, estampos e moldes tenham menores riscos
de formação de trincas, com conseqüente aumento de sua vida útil.
Outras características da HSM, que podem ser importantes na justificativa de seu emprego
são: a possibilidade de usinar pequenos cantos e pequenos detalhes, o que na usinagem
convencional tem que ser feito por operações complementares; e ainda a possibilidade de
usinar moldes e matrizes já tratadas termicamente para endurecimento superficial e a
eliminação de processos de eletroerosão, quando este processo era usualmente empregado.
Com o processo de usinagem HSM, no qual as tensões de usinagem são bem menores que no
fresamento convencional, a fabricação de matrizes e moldes pode ser substancialmente mais
rápida, partindo-se do bloco de aço já temperado, eliminando-se assim a etapa de têmpera e
REVISÃO BIBLIOGRÁFICA 48
revenido na peça usinada, momento de grande preocupação dos ferramenteiros, pela
possibilidade de deformação durante esse tratamento.
3.5 Vida e desgaste de ferramentas no fresamento
Dentre as principais avarias que podem ocorrer com as ferramentas no fresamento, podem ser
citadas as quebras, as trincas e os sulcos em forma de pente. DINIZ e CALDEIRANI FILHO
(1999) citam que essas são mais freqüentes causas para acelerar o fim da vida das ferramentas
utilizadas no fresamento. Segundo os mesmos autores, no corte interrompido, os intensos
impactos mecânicos e choques térmicos, aliados ao ângulo de ponta ou ângulo de cunha
pequeno, são os principais fatores que provocam a quebra da ponta ou da aresta cortante.
Outra importante conclusão de DINIZ e CALDEIRANI FILHO (1999) e DINIZ et al. (1999)
foi a de que a distância relativa entre a borda de corte da ferramenta utilizada e a face da peça
a usinar tem significativa influência na vida da ferramenta. O desgaste das ferramentas de
metal duro é muito sensível às condições do início do corte, ou seja, o modo com que a
ferramenta toca a superfície da peça neste momento.
Um parâmetro que desperta interesse é o que relaciona o número de pastilhas numa fresa e
sua relação com o desgaste e vida. RICHETTI et al. (2004) estudaram esta relação na
usinagem dos aços AISI 1045 (∼229 HB) e AISI 8640 (∼299 HB) e concluíram que o volume
de material fresado pode ser aumentado ao se aumentar também o número de pastilhas
montadas na fresa para os mesmos parâmetros de avanço por aresta. Entretanto o desgaste de
flanco, tem a tendência a crescer ao se fresar com número maior de pastilhas na fresa, devido
ao aumento da temperatura gerada no processo de usinagem.
GHANI et al. (2004) testaram ferramentas de metal duro revestido com TiN, da classe P10,
no fresamento do aço AISI H13, variando alguns parâmetros de usinagem, mas mantendo-os
sempre nos mais elevados valores sugeridos pelos fabricantes. Concluíram que a vida das
ferramentas era afetada de maneira significativa pelo incremento do avanço empregado e pela
profundidade de usinagem. A velocidade de corte, embora influísse na vida das ferramentas
testadas, não era tão significativa, em comparação com os outros parâmetros citados, e nem
tão intensa quanto o esperado, dentro dos parâmetros sugeridos pelos fabricantes (parâmetros
que denominaram de regime). Os elevados impactos mecânicos pelos elevados avanços e
profundidade de usinagem empregados produziram fissuras precoces na aresta de corte e
aceleraram a taxa de desgaste mais rapidamente que as elevadas temperaturas causadas pelas
altas velocidades de corte.

REVISÃO BIBLIOGRÁFICA 49
KOSHY et al. (2002) afirmam que, no fresamento de aços AISI D2 e AISI H13, com a
utilização de ferramentas de metal duro revestido e PCBN, ao serem avaliados os mecanismos
de desgaste, os que apresentaram maior significância no flanco das ferramentas do primeiro
material foram o lascamento e o desgaste por aderência e arrastamento e nas ferramentas de
PCBN as principais causas foram relacionadas à fratura da aresta de corte.
Na Fig. 3.3 é possível distinguir a posição relativa de algumas formas de contato peça-
ferramenta em função da penetração de trabalho (ae) e o diâmetro nominal de corte (Dc). Pode
ser observada na Fig. 3.3a (ae = 1/4 Dc), que o primeiro contato entre a ferramenta e a peça se
dá na aresta primária de corte, a parte mais extrema da pastilha. Neste ponto a área que resiste
ao impacto é muito pequena, concentrando todas as tensões e com isto, aumentado a
possibilidade de lascamentos nessa aresta, com conseqüente diminuição de vida da
ferramenta. Na Fig. 3.3b (ae = 1/2 Dc), percebe-se que o contato começa de tal forma que a
espessura do cavaco gerado será máxima. O impacto entre a ferramenta e a seção transversal
do cavaco é imediato, num tempo denominado "tempo de choque", que nessa situação é nulo,
o que também cria esforços de grande monta. Ao se utilizar ae = 3/4 Dc tem-se o contato
inicial em regiões mais centrais da ferramenta, com conseqüente melhoria na distribuição dos
esforços gerados no corte, como se pode verificar nas Fig. 3.3c e em detalhe na Fig. 3.3d.
Em testes efetuados por DE PAULA (2005), com ferramentas de metal duro revestido, na
usinagem de aço AISI H13, esta configuração apresentou melhores resultados relacionados à
vida de ferramentas que as outras possibilidades citadas, incluindo a utilização de ae = Dc que,
segundo DINIZ et al. (1999) resultaria em maior vida de ferramenta, uma vez que a formação
do cavaco tinha como início e término o valor zero. No entanto espessuras muito pequenas
promovem o aparecimento de pressões específicas de corte muito elevadas, responsáveis por
uma vida de ferramenta menor que a esperada.
Os principais tipos de deterioração que podem ocorrer numa ferramenta de corte podem ser
classificados de várias maneiras. Entretanto a ISO (“International Organization for
Standardization”) normatiza estes eventos em três classes: desgaste, avarias e deformação
plástica. As ferramentas utilizadas em torneamento seguem a norma ISO 3685 (1993), as
ferramentas com insertos, utilizadas em fresamento frontal (ou faceamento), seguem a norma
ISO 8688-1 (1989) e as ferramentas utilizadas em fresamento de topo, com ferramentas
inteiriças, são regidas pela norma ISO 8688-2 (1989).

REVISÃO BIBLIOGRÁFICA 50
Figura 3.3 – Posição relativa entre a ferramenta e a peça no contato inicial.
a) ae = 1/4 Dc b) ae = 1/2 Dc c) ae = 3/4 Dc d) ae = 3/4 Dc em detalhe.
Os seguintes tipos de deterioração mais comumente identificados, segundo DINIZ et al.
(1999) e MACHADO e DA SILVA (1999) são:
• Desgaste frontal ou de flanco: é o desgaste mais comum encontrado nas
ferramentas. Ocorre na superfície de folga e é causado pelo contato com a peça.
Este desgaste deteriora o acabamento superficial da peça usinada devido ao fato de
produzir alterações na forma da aresta de corte, causando também alterações
dimensionais. O aumento deste desgaste é proporcional ao aumento da velocidade
de corte;
• Desgaste de cratera: ocorre na superfície de saída da ferramenta e é causado não só
pelo atrito da ferramenta com o cavaco mas está, também, associado às elevadas
temperaturas geradas na interface cavaco ferramenta, ocorrendo devido à
combinação de mecanismos de desgaste denominados difusão e adesão. Na
utilização de ferramentas cerâmicas ou ferramentas de metal duro com
recobrimento, este desgaste é minimizado, em especial quando se utiliza
revestimento à base de Al2O3;
• Deformação plástica da aresta de corte: estas deformações ocorrem devido às
elevadas pressões e temperaturas geradas na ponta das ferramentas, levando-as a se
romper ou a deteriorar o acabamento da peça que está sendo usinada. A utilização

REVISÃO BIBLIOGRÁFICA 51
de ferramentas confeccionadas com materiais com maior resistência a quente e
maior resistência à deformação plástica, aliadas a mudanças de condições de corte
ou geometria de ferramenta podem evitar estas deformações;
• Lascamento: denomina-se lascamento a ocorrência de arrancamento de partículas
de razoável tamanho de forma crítica. Comuns em ferramentas com metal frágil ou
com arestas de corte pouco reforçadas;
• Trincas: estas ocorrências são provocadas pela variação de esforços mecânicos
alternados e/ou variações bruscas e alternadas de temperatura, levando à rápida
propagação e ruptura.
É possível detectar o tipo de trinca por meio de sua forma de propagar sobre a
superfície da ferramenta. Quando ocorrem perpendiculares à aresta de corte são
geralmente oriundas de fadiga térmica, como ocorre nos processos de fresamento,
onde a ferramenta está submetida a variações cíclicas de temperatura. Neste caso a
flutuação cíclica da temperatura na interface cavaco-ferramenta resulta numa
modificação igualmente cíclica da distribuição de tensões na região afetada pelo
calor, facilitando a iniciação das trincas. Quando têm a propagação paralela a aresta
de corte têm como causa a alternância de esforços mecânicos perpendiculares à
superfície da ferramenta;
• Quebras: podem ocorrer por inúmeros fatores como má operação, tipo de raio ou
ângulos de ponta muito pequenos, carga excessiva sobre a ferramenta, parada
instantânea da operação, dificuldade de expulsão de cavacos, etc.
Ainda segundo DINIZ et al. (1999), quantificar o desgaste e avaliar a contribuição de cada
uma das possibilidades listadas é praticamente impossível. Ao se avaliar qualitativamente a
importância de cada componente de desgaste, pode-se estimar os fatores que mais influenciam
e estudar medidas que podem vir a aumentar a vida das ferramentas. Fatores como velocidade
de corte mais elevadas podem interferir na maior temperatura de corte e, por conseqüência,
aumentar a abrasão mecânica, a difusão e a oxidação. Com as velocidades de corte mais
baixas, vem, quase sempre, a formação de aresta postiça de corte e aderência.
Como se pode esperar de processos que estão sujeitos a elevadas cargas, tem-se como
resultante a grande intensidade na elevação da temperatura. Nos processos de fresamento
estes valores ainda são agravados por serem processos de corte interrompido, nos quais a
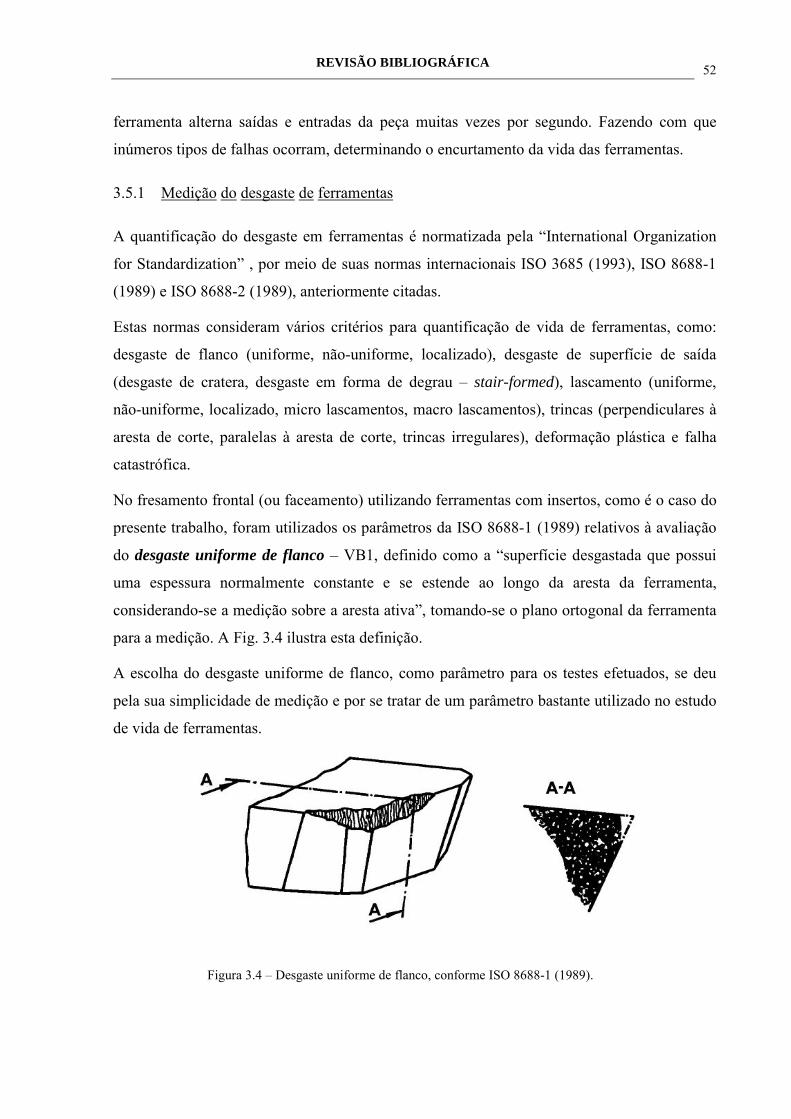
REVISÃO BIBLIOGRÁFICA 52
ferramenta alterna saídas e entradas da peça muitas vezes por segundo. Fazendo com que
inúmeros tipos de falhas ocorram, determinando o encurtamento da vida das ferramentas.
3.5.1 Medição do desgaste de ferramentas
A quantificação do desgaste em ferramentas é normatizada pela “International Organization
for Standardization” , por meio de suas normas internacionais ISO 3685 (1993), ISO 8688-1
(1989) e ISO 8688-2 (1989), anteriormente citadas.
Estas normas consideram vários critérios para quantificação de vida de ferramentas, como:
desgaste de flanco (uniforme, não-uniforme, localizado), desgaste de superfície de saída
(desgaste de cratera, desgaste em forma de degrau – stair-formed), lascamento (uniforme,
não-uniforme, localizado, micro lascamentos, macro lascamentos), trincas (perpendiculares à
aresta de corte, paralelas à aresta de corte, trincas irregulares), deformação plástica e falha
catastrófica.
No fresamento frontal (ou faceamento) utilizando ferramentas com insertos, como é o caso do
presente trabalho, foram utilizados os parâmetros da ISO 8688-1 (1989) relativos à avaliação
do desgaste uniforme de flanco – VB1, definido como a “superfície desgastada que possui
uma espessura normalmente constante e se estende ao longo da aresta da ferramenta,
considerando-se a medição sobre a aresta ativa”, tomando-se o plano ortogonal da ferramenta
para a medição. A Fig. 3.4 ilustra esta definição.
A escolha do desgaste uniforme de flanco, como parâmetro para os testes efetuados, se deu
pela sua simplicidade de medição e por se tratar de um parâmetro bastante utilizado no estudo
de vida de ferramentas.
Figura 3.4 – Desgaste uniforme de flanco, conforme ISO 8688-1 (1989).
REVISÃO BIBLIOGRÁFICA 53
Como critério de fim de vida, também expresso na citada norma, foi utilizado o valor
numérico mais severo, ou seja, VB1 = 0,50 mm, considerado como desgaste uniforme de
flanco grande (ou L de “large”) numa escala que considera ainda o valor VB1 = 0,35 mm
para desgaste normal (ou N de “normal”) e o valor VB1 = 0,20 mm para desgaste pequeno
(ou S de “small”). Estes valores são escolhidos em função de fatores envolvidos nos testes
como custos dos corpos de prova, custos de ferramentas e ferramental, custos relativos aos
tempos despendidos com a utilização de máquinas, equipamentos, mão de obra e insumos.
3.5.2 Mecanismos de desgaste
Os principais fenômenos causadores de desgastes de ferramentas são, segundo MACHADO e
DA SILVA (1999), DINIZ et al. (1999) e TRENT e WRIGHT (2000):
• Deformação plástica superficial: devido ao cisalhamento a altas temperaturas,
definido como um processo de desgaste, mais comum em ferramentas de aço-
rápido, em função das elevadas temperaturas na interface cavaco-ferramenta;
• Deformação plástica da aresta de corte: este processo de desgaste se dá sob altas
tensões de compressão e ocorre na usinagem de materiais de alta dureza.
Normalmente estas deformações ocorrem em aços-rápidos e metais duros quando
ocorre combinação de altas tensões de compressão, aliadas a elevadas temperaturas
na superfície de saída;
• Desgaste por difusão: mecanismo que está relacionado com transferência de
átomos de um material para outro e depende da temperatura e da solubilidade entre
os elementos que se encontram na zona de cisalhamento secundário. Embora a
velocidade relativa entre a peça e a ferramenta e entre a ferramenta e o cavaco faça
com que o tempo de contato entre estes materiais seja muito pequeno, a chamada
zona de aderência (zona morta ou zona de fluxo) na interface cavaco-ferramenta
permite que o mecanismo de difusão seja significativo no desgaste de cratera.
Como exemplo pode-se citar a usinagem de ligas ferrosas com diamante. A partir
de 600 ºC a afinidade entre o carbono contido no diamante e o ferro do cavaco
acelera o desgaste de forma expressiva.
• Desgaste por aderência e arrastamento: ocorre em baixas velocidades de corte e
pode-se descrever que a parte inferior do cavaco, em contato com a ferramenta e
REVISÃO BIBLIOGRÁFICA 54
submetido às elevadas pressões de corte, mantém este contato sem movimento
relativo, permitindo num pequeno intervalo de tempo a soldagem do cavaco à
ferramenta. A continuidade desta formação é denominada aresta postiça de corte
(APC) e o seu desprendimento brusco pode causar uma perturbação dinâmica e
prejudica o acabamento superficial devido ao desprendimento irregular de
pequenas partículas de material;
• Desgaste por abrasão: é devido à perda de material que ocorre por micro
sulcamento, micro corte e micro lascamento produzidos pela abrasão das partículas
de elevada dureza relativa, que tanto podem ser componentes do material das peças
usinadas, tais como os carbonetos e carbonitretos, como das próprias ferramentas. É
um tipo de desgaste importante na usinagem com ferramentas de aço-rápido,
ferramentas revestidas e ferramentas cerâmicas;
• Oxidação: as altas temperaturas e a presença de ar e/ou água aceleram os processos
de oxidação. Alguns materiais como tungstênio e cobalto formam filmes de óxidos
porosos durante o corte e estes, devido ao atrito, logo são arrancados e geram
desgaste. DINIZ et al. (1999) citam que o desgaste gerado pela oxidação tende a se
formar nas extremidades do contato cavaco-ferramenta devido ao excesso de ar
nesta região, sendo uma das explicações para o desgaste de entalhe.
No fresamento de aços para moldes e matrizes a preocupação com a integridade das
ferramentas deve considerar que o seu desgaste poderá causar variações dimensionais e de
forma, aumentando os custos devido a correções posteriores. Algumas das causas de
desgastes de ferramenta, citados por CHILDS et al. (2000), como os mecanismos de desgaste
abrasivo, desgaste por adesão e desgaste químico, possuem relação com a temperatura de
corte. Segundo os autores, três principais causas de desgastes podem estar relacionadas de
forma qualitativa com os danos mecânicos das ferramentas, danos térmicos e adesão.
Na primeira, danos mecânicos como: abrasão, lascamento, fratura e fadiga, possuem uma
relação inversamente proporcional ao aumento da temperatura de usinagem, uma vez que à
medida que a temperatura aumenta estes têm a tendência a diminuir. A classificação do dano
mecânico, segundo CHILDS et al. (2000), ainda se subdivide em função de seu tamanho,
iniciando-se em desgaste por abrasão, em torno de 0,1 a 1 µm; desgaste por atrito (attrition

REVISÃO BIBLIOGRÁFICA 55
wear), entre 1 e 5 µm; micro-lascamento, entre 5 e 10 µm; lascamento, entre 6 e 50 µm e
fratura, com danos entre aproximadamente 8 µm até 100 µm.
Os danos térmicos como: deformação plástica, difusão térmica e reações químicas possuem
uma relação exponencial com o aumento da temperatura de usinagem. CHILDS et al. (2000)
ainda citam a força eletromotriz criada entre ferramenta e peça como fonte de desgaste
térmico.
3.6 Qualidade de superfícies fresadas
A definição para o conjunto de alterações que ocorrem na superfície de peças, devido à ação
de ferramentas de corte ou outros processos de fabricação, é denominado integridade
superficial. Várias são as propostas para a avaliação destas condições superficiais e, além das
avaliações dimensionais e das medições de desvios de forma e de posição das peças usinadas,
denominados desvios macrogeométricos, deve-se efetuar a medição dos desvios denominados
microgeométricos, normalmente feita por meio de rugosímetros ou de perfilômetros. A
medição microgeométrica mais usual é a da rugosidade, que é a medição das marcas
resultantes do processo de fabricação, tais como ranhuras, sulcos, estrias, escamas e crateras e
estas, por sua vez, são resultado de marcas de ferramenta durante o avanço ou posicionamento
da peça no processo de usinagem. Existe também a formação de estrias ou escamas na
usinagem durante a retirada do cavaco.
Todas estas irregularidades na superfície podem produzir microtrincas, que são nucleadas na
superfície do material e podem ser formadoras de trincas que tenderão a se expandir. A fadiga
dos metais pode levar à fratura, que ocorre nos materiais metálicos submetidos a esforço
cíclico ou intermitente em tensões muito abaixo da tensão de escoamento.
Assim, a existência de irregularidades na superfície favorece a nucleação de um número
maior de microtrincas, aumentando a possibilidade de uma delas propagar-se e provocar o
rompimento da peça. Estima-se que a fadiga seja responsável por cerca de 90% das falhas
mecânicas catastróficas em componentes observadas na indústria (GUIMARÃES, 1999).
Peças sujeitas a esforços intermitentes ou cíclicos, desgaste por atrito ou corrosão superficial
necessitam de maior controle sobre sua condição superficial, bem como peças destinadas à
transmissão de calor, escoamento de fluidos, vedação ou deslizamento, uma vez que melhor
desempenham as suas funções quando submetidas ao controle de rugosidade. Para um mesmo
esforço, quanto melhor for o acabamento superficial, maior será a resistência à fadiga.
REVISÃO BIBLIOGRÁFICA 56
Mesmo a adequada lubrificação, que permite uma facilidade maior para o movimento entre
elementos em contato, depende do grau de acabamento superficial, que provoca grandes
alterações nos efeitos da lubrificação se as irregularidades superficiais forem maiores que a
película, pois o lubrificante tende a penetrar nas saliências, havendo contato direto entre os
metais e, conseqüentemente, aumento do calor.
Há também a influência do acabamento superficial sobre a vida e a carga de mancais de
deslizamento. Observa-se o grande aumento de capacidade de carga e vida do mancal à
medida que o acabamento superficial vai sendo melhorado. A transmissão de calor entre
superfícies é favorecida pela diminuição da rugosidade pois a diminuição de irregularidades
aumenta o número de pontos de contato melhorando o fluxo de calor. É importante salientar
que em algumas situações a boa aparência é outro fator a se considerar na fabricação de
alguns componentes.
DONG et al. (1993) relacionam os principais fatores que influenciam no resultado de
superfícies usinadas e a sua caracterização. Segundo eles, é possível classificar primariamente
as causas como relacionadas aos processos de manufatura aplicados e ao processo de medição
e processamento dos dados levantados. No primeiro caso se encontram os efeitos físicos e
mecânicos como desgaste de ferramentas, detritos resultantes do arrancamento de metais,
fadiga do material usinado e o próprio processo de manufatura. Estão incluídos também os
efeitos geométricos devidos à não homogeneidade e não uniformidade da peça a se usinar. No
segundo citam fatores como vibrações, temperatura resultante do processo, desvios nos sinais
eletro-eletrônicos dos equipamentos de medição, plano de referência da medição e a
orientação da medição em relação às marcas de usinagem.
Em alguns processos de usinagem, incluídas as diversas formas de fresamento, até mesmo a
forma como se define o percurso de usinagem pode fornecer resultados diferentes na
avaliação da rugosidade. DONG et al. (1993) citam exemplos que permitem concluir que as
superfícies resultantes de fresamento são completamente diferentes se forem comparadas as
áreas em que ocorrem somente um passe e as áreas em que ocorrem sobre-passes.
BECZE et al. (2000) analisaram a influência da superfície gerada no fresamento de cavidades,
tomando para tal um padrão tridimensional em forma de concha para os experimentos, e
concluíram que, mesmo utilizando os mesmos parâmetros de corte e com a utilização de uma
fresa de ponta esférica de metal duro revestido, ao se usinar o aço AISI D2, os valores de
rugosidade variavam entre Ra = 0,25 µm, para regiões mais planas do corpo de prova, até Ra =

REVISÃO BIBLIOGRÁFICA 57
1,25 µm para as partes mais inclinadas. Tal efeito se deve à vibração presente no processo, em
função dos efeitos dinâmicos da máquina. Curiosamente, as ferramentas com as arestas de
corte mais gastas, produziram superfícies com valores ligeiramente menores que as
ferramentas novas. Outra explicação para o aumento da rugosidade na usinagem das
superfícies inclinadas, utilizando-se ferramentas com ponta esférica, se dá pela formação de
protuberâncias entre os passes da ferramenta, que aumentam à medida que o ângulo de
inclinação cresce (TOH, 2005).
3.6.1 Sistemas de medição da rugosidade
No Brasil, assim como na maioria dos países, o sistema para avaliação da rugosidade adotado
é o da linha média, chamado de sistema M. Neste sistema todas as grandezas da medição da
rugosidade são definidas a partir do seguinte conceito de linha média:
“Linha média é a linha paralela à direção geral do perfil, no comprimento da
amostragem, de tal modo que a soma das áreas superiores, compreendidas entre ela e
o perfil efetivo, seja igual à soma das áreas inferiores, no comprimento da
amostragem” (AGOSTINHO et al., 1977; GUIMARÃES, 1999).
Para análise dos parâmetros de topografia (amplitude) da superfície foram selecionados os
três, descritos a seguir (MUMMERY, 1992; TAYLOR HOBSON, 1998; GUIMARÃES,
1999):
• Rugosidade média aritmética (Ra): este parâmetro de rugosidade é o mais utilizado
e baseia-se nas medidas de profundidade da rugosidade. O Ra é a média aritmética dos
valores absolutos das ordenadas do perfil efetivo em relação à linha média num
comprimento de amostragem (AGOSTINHO et al., 1977). É o parâmetro mais utilizado de
uma forma geral e quando for necessário o controle contínuo da rugosidade em linhas de
produção. Também na avaliação de superfícies em que o acabamento apresenta sulcos de
usinagem bem orientados como no torneamento e no fresamento e em superfícies de pouca
responsabilidade, como no caso de acabamentos com fins apenas estéticos.
A expressão matemática é representada pela EQ. (3.1):
∫=L
ma dxy
lR
0
1
(µm) (3.1)
O parâmetro Ra pode ser simplificado e calculado através da EQ. (3.2):
REVISÃO BIBLIOGRÁFICA 58
m
ma l
AR.1000
= (µm) (3.2)
onde:
Am = média aritmética das áreas acima e abaixo da linha média [µm2];
lm = comprimento de medição [mm]
Algumas desvantagens são inerentes a este método, tais como: o valor de Ra em um
comprimento de amostragem indica a média da rugosidade, por este motivo, se um pico ou
vale atípico aparecer na superfície, o valor da média não terá alteração significativa,
ocultando o defeito; o valor de Ra não define a forma das irregularidades do perfil, dessa
forma poderemos ter um valor de Ra para superfícies originadas de diferentes processos de
usinagem; nenhuma distinção é feita entre picos e vales; para alguns processos de
fabricação com freqüência muito alta de vales ou picos, como é o caso dos sinterizados, o
parâmetro não é adequado, já que a distorção provocada pelo filtro eleva o erro a altos
níveis.
Como vantagens do parâmetro Ra pode-se citar que é o parâmetro de medição mais
utilizado em todo o mundo e aplicável à maioria dos processos de fabricação. Devido a sua
grande utilização, quase todos os equipamentos apresentam esse parâmetro de forma
analógica ou digital.
• Rugosidade total (Rt): a rugosidade total – Rt [µm] corresponde à distância vertical
entre o pico mais alto e o vale mais profundo no comprimento de medição – lm,
independentemente dos valores de rugosidade parcial. Na Fig. 3.5 pode-se visualizar este
parâmetro.

REVISÃO BIBLIOGRÁFICA 59
Figura 3.5 – Rugosidade Rt – distância entre pico mais elevado e vale mais profundo.
Este parâmetro informa sobre a máxima deteriorização da superfície vertical da peça e é de
fácil obtenção quando o equipamento de medição fornece o gráfico da superfície. Tem
grande aplicação em vários países e fornece informações complementares ao parâmetro Ra.
É considerado um parâmetro rígido, pois considera todo o comprimento de medição – lm e
não apenas um comprimento de amostragem – le (também denominado “cut off”).
• Rugosidade média de cinco valores de rugosidade parcial (Rz): corresponde à
média aritmética dos cinco valores de rugosidade parcial – Zi, conforme expresso na EQ.
(3.3). É a soma dos valores absolutos das ordenadas dos pontos de maior afastamento,
acima e abaixo da linha média, existentes em cada comprimento de amostragem – le ,
também conhecido pelas palavras inglesas “cut off”. Na representação gráfica (Fig. 3.6),
esse valor corresponde à média da altura entre os pontos máximo e mínimo de cada perfil,
em seu respectivo comprimento de amostragem- le.
5
54321 ZZZZZRz++++
= (µm) (3.3)
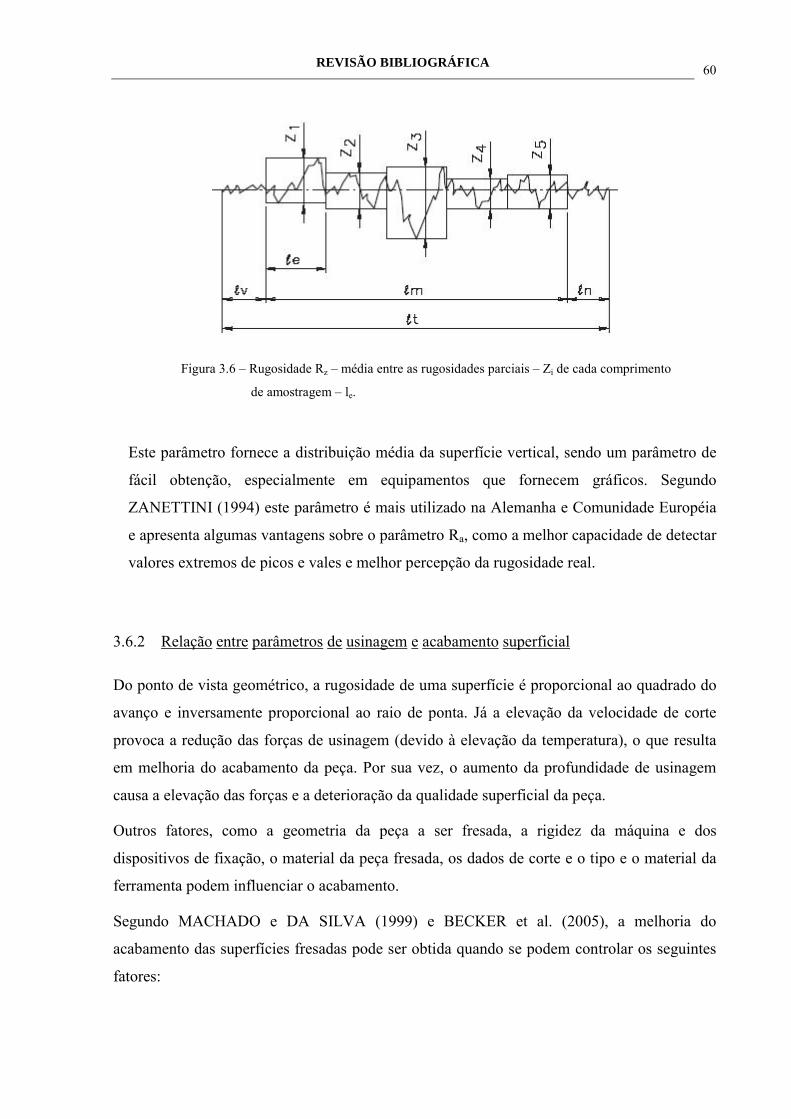
REVISÃO BIBLIOGRÁFICA 60
Figura 3.6 – Rugosidade Rz – média entre as rugosidades parciais – Zi de cada comprimento
de amostragem – le.
Este parâmetro fornece a distribuição média da superfície vertical, sendo um parâmetro de
fácil obtenção, especialmente em equipamentos que fornecem gráficos. Segundo
ZANETTINI (1994) este parâmetro é mais utilizado na Alemanha e Comunidade Européia
e apresenta algumas vantagens sobre o parâmetro Ra, como a melhor capacidade de detectar
valores extremos de picos e vales e melhor percepção da rugosidade real.
3.6.2 Relação entre parâmetros de usinagem e acabamento superficial
Do ponto de vista geométrico, a rugosidade de uma superfície é proporcional ao quadrado do
avanço e inversamente proporcional ao raio de ponta. Já a elevação da velocidade de corte
provoca a redução das forças de usinagem (devido à elevação da temperatura), o que resulta
em melhoria do acabamento da peça. Por sua vez, o aumento da profundidade de usinagem
causa a elevação das forças e a deterioração da qualidade superficial da peça.
Outros fatores, como a geometria da peça a ser fresada, a rigidez da máquina e dos
dispositivos de fixação, o material da peça fresada, os dados de corte e o tipo e o material da
ferramenta podem influenciar o acabamento.
Segundo MACHADO e DA SILVA (1999) e BECKER et al. (2005), a melhoria do
acabamento das superfícies fresadas pode ser obtida quando se podem controlar os seguintes
fatores:

REVISÃO BIBLIOGRÁFICA 61
• diminuir as deflexões geradas por esforços de usinagem;
• diminuir as vibrações em todo o conjunto peça / ferramenta / porta-ferramenta /
máquina;
• utilização de ferramentas com arestas de corte sem pontas agudas, com desgaste
excessivo ou quebras;
• posicionamento de peças e ferramentas centradas e sem desvios;
• utilização de material da peça usinada livre de defeitos como trincas, bolhas e
inclusões;
• alinhamento adequado de guias, barramentos e eixos das máquinas;
• não permitir a formação de aresta postiça de corte.
MACHADO e DA SILVA (1999) citam alguns aspectos relativos à geometria da ferramenta
de corte que podem ser considerados na melhoria do acabamento superficial na usinagem de
metais:
• Ângulo de saída (γ0): sua elevação diminuirá a força de usinagem e, portanto, serão
menores as alturas das ondulações e deflexões;
• Ângulo de folga (α0): deve ser dimensionado para evitar atrito entre a ferramenta e
a superfície usinada, uma vez que este atrito gera forças adicionais causadoras de
deflexões. O contato com atrito tende a marcar o perfil do desgaste da ferramenta
na superfície usinada. Deve possuir valores adequados para facilitar a saída de
fragmentos de APC, se estes ocorrerem, evitando que fiquem aderidos às
superfícies usinadas.
• Ângulo de posição e ângulo de posição da aresta secundária (χr e χ’r): apresentam
pouca influência, entretanto uma redução nos mesmos diminui as marcas de
avanço e melhora o escoamento do cavaco e acabamento. Por outro lado, um
ângulo χ’r muito pequeno, pode causar vibrações e o seu aumento aumenta a altura
das marcas de avanço e prejudica o acabamento.
• Raio de ponta da ferramenta (rε): deve ser suficientemente grande para diminuir o
efeito dos “dentes de serra” das marcas de avanço, com apreciável melhoria no
acabamento. Um raio de ponta excessivo, entretanto, pode gerar vibrações.
REVISÃO BIBLIOGRÁFICA 62
Outros cuidados que podem ser tomados para a minimização dos efeitos descritos são: a
utilização de porta-ferramentas rígidos e bem dimensionados; escolha dos materiais a serem
usinados de fornecedores que garantam a fina granulação, homogeneidade e consistência dos
componentes ao longo da seção transversal do material a usinar; análise e adequação das
condições de corte, evitando-se vibrações e a formação de aresta postiça de corte; escolha
adequada das ferramentas de corte e escolha do fluido de corte adequado, se o processo assim
o exigir.
3.7 Forças de usinagem
A potência necessária ao correto funcionamento das máquinas operatrizes deve levar em
conta inúmeros fatores. Entre eles estão os diversos acessórios que compõem o conjunto
operatriz como o sistema de lubrificação e o sistema de fluidos de corte e a potência
necessária às condições mais severas que podem ser impostas ao próprio processo de
usinagem.
Assim, o estudo da força de usinagem na cunha cortante, e suas respectivas componentes, é
primordial para que o projeto não seja superdimensionado, elevando desnecessariamente os
custos do equipamento e nem possua potencia insuficiente para o processo a que se destina.
3.7.1 Forças de fresamento
A forças resultantes nos processos de usinagem são observadas na movimentação que ocorre
entre peça e ferramenta. A força total resultante é chamada de força de usinagem (Fu). Como é
difícil determinar adequadamente a direção desta força, são primeiramente avaliadas as suas
componentes e as direções conhecidas e, assim, calculados os esforços que daí resultam.
Fatores como a geometria e material da ferramenta, material da peça usinada e condições de
operação afetarão os valores dos esforços necessários à correta usinagem.
Segundo FERRARESI (1977) e DINIZ et al. (1999), a norma “Deutsches Institut für
Normung” – DIN 6584 – “Begriffe der Zerspantechnik; Kräfte, Energie, Arbeit, Leistungen”
(1982), descreve os termos técnicos de usinagem como força, energia, trabalho e potência.
Nesta norma, além de apresentada a decomposição da força de usinagem, Fu (N) é descrita a
decomposição no plano de trabalho, que é denominada força ativa (Ft) e em uma componente
perpendicular a este plano, denominada força passiva (Fp).

REVISÃO BIBLIOGRÁFICA 63
A força ativa contribui para o cálculo da potência de usinagem pelo fato de se posicionar no
plano onde os movimentos de usinagem são realizados. Ela se decompõe, por sua vez, em
força de corte (Fap), que é a projeção da força de usinagem sobre a direção perpendicular à
direção de avanço, situada no plano de trabalho. Na Fig. 3.7 são apresentadas as disposições
destas componentes de força para os processos de fresamento. São também representadas as
componentes da velocidade de corte (vc), velocidade de avanço (vf) e sua resultante, a
velocidade efetiva de corte (ve).
Figura 3.7 – Componentes das forças de usinagem nos processos de fresamento.
Como nos processos de fresamento o ângulo de direção de avanço ϕ se encontra em constante
variação (diferentemente dos processos de torneamento, onde este valor é sempre uma
constante ϕ = 90º, fazendo com que a força Fap se confunda com Fc), a força ativa resultante
será expressa como a resultante das componentes Fap e Ff, por meio da EQ. (3.4):
fapt FFF += (N) (3.4)
A força passiva ou de profundidade (Fp) é a projeção da força de usinagem em um plano
perpendicular ao plano de trabalho e não contribui para a potência de usinagem, uma vez que
é perpendicular aos movimentos exercidos neste plano, onde ocorrem os movimentos de corte
REVISÃO BIBLIOGRÁFICA 64
e de avanço. Entretanto, deve ser estudada pois é responsável pela deflexão elástica da peça e
da ferramenta durante o corte e, dessa forma, responsável pelas variações de tolerâncias de
forma e tolerâncias dimensionais quando estas são muito rígidas.
Em resumo, a força de usinagem será a resultante da força ativa (Ft) e da força passiva (Fp),
sendo expressa pela EQ. (3.5) como:
22tpu FFF += (N) (3.5)
À exceção da força passiva ou de profundidade (Fp), que coincide com a força exercida no
eixo Z (Fz), as forças Fap, Ff e Fc são de difícil mensuração. Segundo MACHADO e DA
SILVA (1999), a força de usinagem pode ser determinada com facilidade com utilização de
um dinamômetro que possa medir os esforços nos planos cartesianos, uma vez que mede as
resultantes das forças geradas no processo e as representa como distribuídas nos eixos X, Y e
Z.
Como a resultante Ft, obtida pela EQ. (3.4), também pode ser obtida pela análise vetorial das
forças Fx e Fy, estas componentes da força ativa podem ser determinadas com facilidade,
utilizando-se um dinamômetro capaz de medir os esforços distribuídos nos planos cartesianos.
Estes equipamentos medem as forças resultantes geradas no processo e as representam
distribuídas nos eixos X, Y e Z.
Como as forças de usinagem variam periodicamente de acordo com a rotação do eixo, cada
aresta da fresa exerce uma força para cisalhar o material, que se repete periodicamente a cada
rotação. Em um processo ideal de fresamento, o gráfico de força em função da posição
angular seria uma senóide. Entretanto, os resultados experimentais apresentam variações
substanciais entre as forças Fx e Fy não somente referentes à sua intensidade, mas também em
sua forma em relação ao ângulo de rotação da fresa, devido à complexidade da dinâmica de
corte (KO et al., 2002).
Estudos mostram ainda que no fresamento de cavidades a deflexão das ferramentas varia
durante todo o ciclo de usinagem, incluindo não somente os segmentos retos como também os
cantos (LAW et al., 1999). A exatidão da usinagem dos cantos é influenciada pela deflexão da
haste e da fresa, causada pela variação das forças cortantes. A forma de melhorar a usinagem
dos cantos consiste em diminuir as profundidades radiais de corte para reduzir os esforços e
assim minimizar os erros da deflexão das ferramentas. Através de um efetivo planejamento de
processo é possível alcançar uma redução gradual nas larguras radiais dos cortes durante a

REVISÃO BIBLIOGRÁFICA 65
usinagem dos cantos. Assim, há necessidade de identificação das condições de usinagem para
controlar o processo e permitir que a ferramenta sofra os mínimos erros de deflexão.
Um estudo para o prognóstico da distribuição das componentes das forças de usinagem nos
eixos X e Y, de forma a prever a deflexão das ferramentas, com o objetivo de facilitar a
análise do comportamento da força, apresenta gráficos de força em função de avanço.
A conclusão destes estudos revela uma tendência de crescimento praticamente linear das
forças Fx e Fy com o aumento do avanço (LIU et al., 2002). Comportamento semelhante
ocorre com a força em relação a penetração de trabalho. Ainda segundo as pesquisas, a
distribuição ideal de forças de corte permite evitar ou minimizar os processos de acabamento
uma vez que em muitos casos basta uma usinagem de semi-acabamento para se obter a
exatidão exigida nas peças fresadas.
Dentre os erros que podem ser causados pelas variações das forças de usinagem, o que exerce
maior influência no acabamento e na tolerância dimensional é a deflexão da ferramenta. No
fresamento de topo a deflexão varia durante todo o processo, tanto na usinagem de segmentos
retos quanto de cantos. A exatidão no acabamento e na tolerância dimensional é, portanto,
fortemente influenciada pela deflexão da ferramenta, que é causada pela variação das forças
de corte, pelo diâmetro e pelo comprimento da fresa. Deve-se buscar a melhor relação entre o
comprimento e o diâmetro da fresa, a diminuição da penetração de trabalho (ae), permitindo
reduzir as forças de corte e, desta forma, os erros devidos a deflexão da ferramenta e, se
possível, a diminuição da largura usinada (ap) no fresamento de cantos, principalmente na
usinagem de cavidades.
Modelos matemáticos e algoritmos numéricos têm sido desenvolvidos para se ter uma
previsão das deflexões estática e dinâmica de ferramentas (KIM et al., 2003; XU et al., 2003).
Sob circunstâncias estáveis do corte, a deflexão estática da ferramenta é mais significativa do
que a dinâmica (XU et al., 2003). Os efeitos da deflexão dinâmica da ferramenta podem ser
desconsiderados, uma vez que seu cálculo exigirá a elaboração de outro modelo matemático e
o que se busca é conhecer os parâmetros que tornam o corte estável. Os efeitos da deflexão
dinâmica serão somados à vibração da máquina e podem ser medidos com o auxílio de um
acelerômetro.
Vibrações em máquinas-ferramenta produzem instabilidade no processo de usinagem, o que
sempre é seguido de ruído característico e deixa marcas sobre a peça usinada. A análise dos
gráficos de força pode oferecer informações sobre vibrações excessivas ou inadequadas em

REVISÃO BIBLIOGRÁFICA 66
processos de usinagem. Se as forças de corte apresentarem flutuações dinâmicas, estas podem
estar representando instabilidade no processo (FOFANA, 2003). Dentre os fatores que
influenciam a força de usinagem se destacam: a velocidade de corte; o avanço e a
profundidade de usinagem; o material a ser usinado; o tratamento térmico; o material da
ferramenta; o material de recobrimento; a geometria da ferramenta escolhida e o uso ou não
de fluido de corte.
3.8 Temperatura de usinagem
O estudo dos métodos utilizados para a avaliação de temperatura nos processo de usinagem é
bastante antigo. TRENT e WRIGHT (2000) e LONGBOTTOM e LANHAM (2005) citam
que F. W. Taylor foi um dos primeiros a se preocupar com os efeitos térmicos nos resultados
de processos de usinagem, citando-os em seu artigo “On The Art of Cutting Metals” em 1907.
Desde aquela época era sabido que, se as temperaturas de usinagem se elevam muito
rapidamente, o desgaste das ferramentas aumenta e pode causar danos na peça, pois o
aumento dos esforços pode influenciar no acabamento. Também se concluiu que a integridade
da superfície de trabalho e a precisão de usinagem são diretamente afetadas pela temperatura
de corte.
A evolução da exatidão das técnicas de medição durante todo este período foi muito lenta e a
determinação de temperatura ou a sua distribuição na área de contato peça-ferramenta ainda
continua tecnicamente difícil. SHAW (1984) afirma que não existe nenhum método simples e
confiável para medição de temperatura na interface cavaco-ferramenta e na peça que está
sendo usinada. TRENT e WRIGHT (2000) concordam que determinar a temperatura ou a sua
distribuição próxima à aresta de corte é difícil e as metodologias até agora empregadas são
apenas os fundamentos dos estudos que ainda terão que ser desenvolvidos. Vários métodos
têm sido utilizados para a determinação da temperatura dos processos de usinagem mas todos,
sem exceção, tem suas limitações individuais (SALES et al., 2002). A busca pela técnica que
melhor se adapte a cada situação deve ser cuidadosamente estudada e desenvolvida.
Nos processos de fresamento a avaliação da temperatura na interface cavaco-ferramenta é
prejudicada tanto pelo contato cíclico das arestas de corte quanto pela existência de corte
interrompido, devido à utilização de ferramentas multi-arestas. A definição do ponto onde a
temperatura deve ser medida também necessita ser adequadamente avaliado, uma vez que se
pode optar por avaliar: a temperatura da ferramenta; a temperatura da peça usinada; a
temperatura do cavaco ou até mesmo a temperatura da região onde ocorre o processo de corte.

REVISÃO BIBLIOGRÁFICA 67
Embora se pesquise muito sobre a avaliação das influências da temperatura nos processos de
usinagem e as formas de se reduzir os efeitos negativos do calor nos processos de fresamento,
a medição de temperatura continua tarefa difícil, principalmente pelos processos serem
dinâmicos e as arestas de corte e interfaces cavaco-ferramenta também serem praticamente
inacessíveis.
Nas operações de usinagem, a maior parte da energia despendida com o processo é
transformada em calor devido à deformação plástica da superfície da peça e devido à fricção
da ferramenta tanto com a peça quanto desta com o cavaco. Somente 1 a 3% desta energia é
convertida em outros meios (como energia elástica), não sendo transformados em calor. Este
calor, gerado no processo de usinagem, é dissipado para a peça que está sendo usinada, para o
meio ambiente, para a ferramenta de corte e, a maior parte, transferida para o cavaco
(MACHADO e DA SILVA, 1999; TRENT e WRIGHT, 2000).
O aquecimento da zona de corte traz, como resultado, a redução da resistência ao
cisalhamento do material, facilitando o corte. Entretanto é costumeiro que ocorram problemas
dimensionais devido à dilatação térmica e a promoção de transformações de fase nas regiões
subsuperficiais, alterando suas propriedades mecânicas.
O calor transmitido à ferramenta é, dentre os citados, o mais preocupante, uma vez que,
embora se estime que este represente somente um percentual estimado em no mínimo 5 e no
máximo 20% do total do calor gerado, o aumento de temperatura na ferramenta é
considerável, podendo comprometer significativamente a resistência da mesma (YOUNG,
1996; LONGBOTTOM e LANHAM, 2005). Estes citam ainda que o calor transferido para o
cavaco varia entre 75 a 90 % do calor gerado e o restante é absorvido pela peça. Como o calor
é um fator primordial no resultado da vida da ferramenta as faixas de velocidade de corte e de
avanço devem ser cuidadosamente definidas.
Três principais regiões de geração de calor são representadas na Fig. 3.8, sendo definidas
como (FERRARESI, 1977; TRENT e WRIGHT, 2000; LONGBOTTOM e LANHAM,
2005):
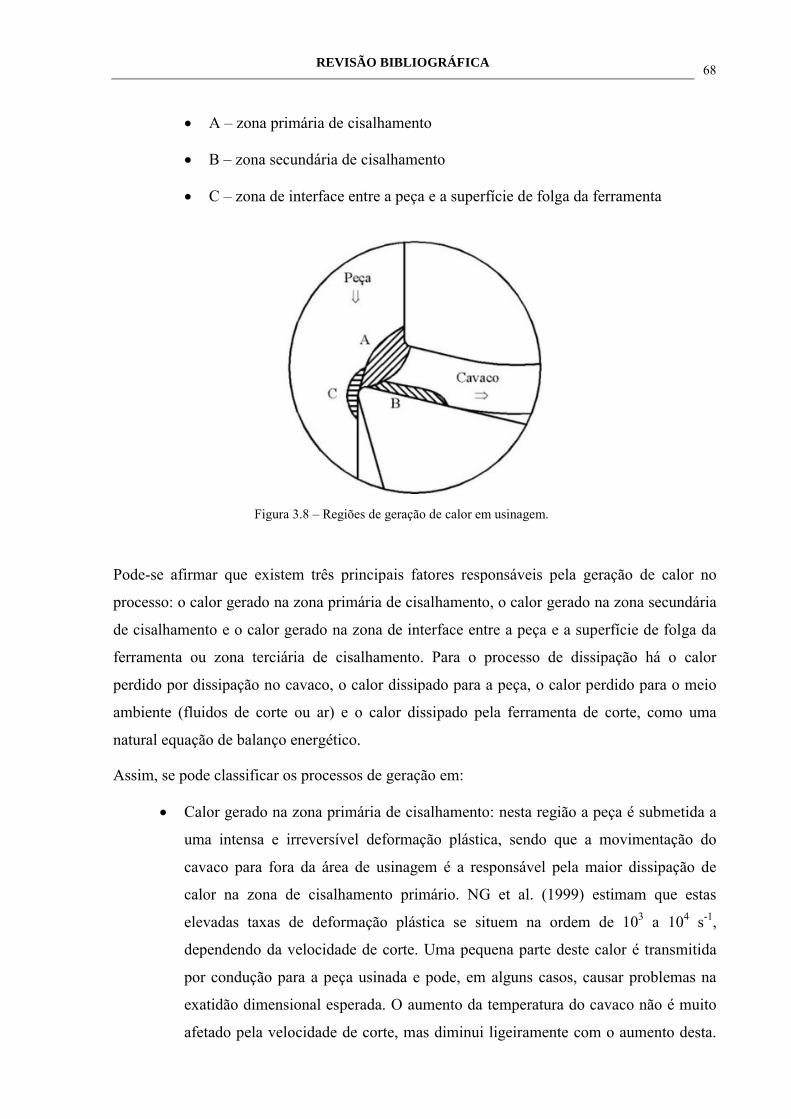
REVISÃO BIBLIOGRÁFICA 68
• A – zona primária de cisalhamento
• B – zona secundária de cisalhamento
• C – zona de interface entre a peça e a superfície de folga da ferramenta
Figura 3.8 – Regiões de geração de calor em usinagem.
Pode-se afirmar que existem três principais fatores responsáveis pela geração de calor no
processo: o calor gerado na zona primária de cisalhamento, o calor gerado na zona secundária
de cisalhamento e o calor gerado na zona de interface entre a peça e a superfície de folga da
ferramenta ou zona terciária de cisalhamento. Para o processo de dissipação há o calor
perdido por dissipação no cavaco, o calor dissipado para a peça, o calor perdido para o meio
ambiente (fluidos de corte ou ar) e o calor dissipado pela ferramenta de corte, como uma
natural equação de balanço energético.
Assim, se pode classificar os processos de geração em:
• Calor gerado na zona primária de cisalhamento: nesta região a peça é submetida a
uma intensa e irreversível deformação plástica, sendo que a movimentação do
cavaco para fora da área de usinagem é a responsável pela maior dissipação de
calor na zona de cisalhamento primário. NG et al. (1999) estimam que estas
elevadas taxas de deformação plástica se situem na ordem de 103 a 104 s-1,
dependendo da velocidade de corte. Uma pequena parte deste calor é transmitida
por condução para a peça usinada e pode, em alguns casos, causar problemas na
exatidão dimensional esperada. O aumento da temperatura do cavaco não é muito
afetado pela velocidade de corte, mas diminui ligeiramente com o aumento desta.

REVISÃO BIBLIOGRÁFICA 69
Como o tempo de permanência do cavaco sobre a superfície de saída da ferramenta
é muito pequeno (na razão de poucos milisegundos), exerce pouca influência na
temperatura da ferramenta.
• Calor gerado na zona secundária de cisalhamento: nesta região o calor é produzido
pela fricção e pelo cisalhamento na superfície de saída. O cavaco é posteriormente
deformado e pode ocorrer a aderência na superfície da ferramenta. Nesta região a
última camada de átomos do cavaco é considerada como estacionária. A
velocidade nas camadas adjacentes gradualmente aumenta até atingir a velocidade
do cavaco. Assim ocorre tanto adesão quanto deslizamento por fricção e esta
combinação com o cisalhamento se torna uma fonte apreciável de calor, segundo
NG et al. (1999) e TRENT e WRIGHT (2000).
Por este motivo, esta se torna a região mais importante na geração do calor que se
transmite para a ferramenta de corte. Nos processos de usinagem de materiais
duros e com ponto de fusão elevado, como no caso dos ferros fundidos, aços
ferramenta, aços ligados e ligas de titânio, entre outros, as taxas de remoção são
severamente influenciadas, o que se torna menos significativo nos materiais
macios como magnésio e alguns tipos de alumínio. O aumento da velocidade de
corte é uma das causas do aumento da temperatura da interface cavaco-ferramenta.
Além deste fator, MACHADO e DA SILVA (1999) citam que outras condições
desta interface cavaco-ferramenta como: aderência, escorregamento ou a formação
da aresta postiça de corte influenciam a temperatura da ferramenta.
• Calor gerado na zona de interface entre a peça e a superfície de folga da
ferramenta: nesta região o calor é gerado principalmente por fricção. Em condições
normais de usinagem uma fina camada de material da peça é extrudada abaixo da
aresta de corte, criando um contato muito fino com a superfície de folga
(LONGBOTTOM e LANHAM, 2005). Esta fonte de calor pode se tornar a terceira
importante fonte de geração de calor se a usinagem ocorrer com pequenos ângulos
de folga (α0 menores que 1º) ou se o desgaste de flanco chegar a valores
consideráveis.
Os métodos mais comumente utilizados na avaliação de temperatura se baseiam nas
propriedades de condução ou de radiação do calor.

REVISÃO BIBLIOGRÁFICA 70
3.8.1 Método de medição pelo método calorimétrico
Neste método os cavacos são coletados em um recipiente contendo água e, por meio de
termometria, é feita a avaliação da temperatura anterior e posterior ao processo de corte.
Também é medida a massa do cavaco gerado e da água contida no recipiente, sabendo-se o
calor específico de cada um dos dois elementos, faz-se o cálculo com a equação que
FERRARESI (1977) chama de “equação do calorímetro”.
3.8.2 Método do termopar peça-ferramenta
Este é um dos métodos mais conhecidos para medição de temperatura. Baseia-se no princípio
da força eletromotriz induzida produzida pelo calor gerado no contato peça-ferramenta
durante o processo de usinagem. Tem aplicação restrita a testes de laboratório, pela
necessidade de cuidadosa preparação do experimento, conforme esquema de montagem
apresentado na Fig. 3.9 (LONGBOTTOM e LANHAM, 2005).
É necessário que a peça a ser testada seja adequadamente isolada do torno e seja instalado um
anel de contato elétrico que deslize numa das pontas do corpo de prova de forma que não
ocorra a perda da corrente gerada no circuito durante o teste. É possível substituir este anel
por um disco acoplado à ponta do corpo de prova, de forma que gire dentro de uma cuba
contendo mercúrio, garantindo mais confiabilidade ao procedimento (MACHADO e DA
SILVA, 1999).
Figura 3.9 – Método do termopar peça-ferramenta (LONGBOTTOM e LANHAM, 2005).
REVISÃO BIBLIOGRÁFICA 71
Segundo STEPHENSON, citado em LONGBOTTOM e LANHAM (2005), embora o método
citado tenha grande aplicação, o autor garante que o valor encontrado se situa abaixo do valor
real. Cita que existem dúvidas se a temperatura medida é o valor mínimo ou a média na região
de contato peça-ferramenta. DEWES et al. (1999) citam que este método só mede a média da
temperatura na interface e não o valor máximo.
Ferramentas de PCBN, sinterizadas e revestidas podem ser empregadas no procedimento,
entretanto o contato elétrico é pobre e deve ser cuidadosamente avaliado para minimizar erros
de medição. Quando são empregadas ferramentas rotativas, com várias arestas de corte, como
no caso do fresamento, o contato elétrico também não é constante, gerando dúvidas na
interpretação da temperatura.
3.8.3 Método do termopar embutido
O termopar embutido utiliza o mesmo princípio da força eletromotriz induzida anteriormente
descrito, mas é inserido num orifício na ferramenta ou na peça a ser usinada, geralmente de
diâmetro muito reduzido. Este furo é normalmente produzido por eletroerosão ou ultra-som
(NG et al., 1999; KOMANDURI e HOU, 2001) e deve permitir que a ponta do termopar se
situe o mais próximo possível da região onde ocorrerá o processo de usinagem, onde se deseja
medir o calor gerado. Caso contrário, o termopar medirá a temperatura no interior da peça ou
da ferramenta e não o calor gerado na região de contato. PEREIRA et al. (2007) efetuaram
experimentos com três termopares, posicionados a 0,1 mm da superfície de corte, em testes
para avaliação da variação de temperatura na furação de material endurecido (ABNT H13).
LONGBOTTOM e LANHAM (2005) descrevem que é possível desenvolver um
modelamento matemático dos fluxos térmicos e avaliar teoricamente a temperatura no ponto
de geração do calor.
NG et al. (1999) citam que, a metodologia de medição com o termopar embutido, não
apresenta resultados totalmente confiáveis, uma vez que tanto os fios do termopar como o
furo para a passagem dos mesmos, por menores que sejam, serão sempre um elemento
estranho ao material que se deseja medir. DEWES et al. (1999) citam que a presença dos
furos na ferramenta podem alterar a distribuição do calor e, assim, não é possível medir
diretamente a temperatura na interface cavaco-ferramenta. KATO e FUJII (1997) em
LONGBOTTOM e LANHAM (2005) citam que a própria presença do termopar no corpo de
prova produz erros que podem chegar a 50% do valor verdadeiro, devido a pequenos espaços
entre o furo e os fios do termopar com presença de ar e à própria transiencia da condução do
REVISÃO BIBLIOGRÁFICA 72
calor do termopar no corpo de prova. Para finalizar, a calibração é considerada difícil a altas
temperaturas e a resposta à variação das temperaturas é considerada lenta.
3.8.4 Método do termopar monofilar
Esta técnica é uma variação do método do termopar embutido, desenvolvida inicialmente para
medir temperatura em processos de retificação, na Liverpool John Moores University. Utiliza
um sistema de termopar monofilar onde o corpo de prova é dividido em dois, ao longo da
linha de usinagem ou retificação, e um fino condutor de 5 µm de espessura isolado com mica
ou TeflonTM é colado entre estas metades da amostra que é, então, recomposta. Nesta
remontagem, este condutor completa o termopar com a própria amostra que será usinada.
DEWES et al. (1999) efetuaram medições de temperatura na usinagem de aços ferramenta
para matrizes e moldes e, entre outros métodos, utilizaram o termopar monofilar de
constantan (55% cobre e 45% níquel) isolado com TeflonTM. Citam que no momento em que
a ferramenta atinge o termopar, ocorre o seu cisalhamento e uma junção à quente se forma
entre este e a peça usinada. Esta junção instantânea produz uma força eletromotriz induzida,
que pode ser avaliada e interpretada, caso o sistema tenha sido devidamente calibrado. As
vantagens desse método, segundo os autores, é a sua facilidade de calibração e uso. Entretanto
a máxima temperatura entre o cavaco e a ferramenta às vezes não é gravada e alguns erros são
causados pela variação da posição de detecção longitudinalmente à aresta de corte. Não
obstante, estes problemas podem ser superados com a repetição do experimento.
3.8.5 Método do retículo de difração de Bragg
MORGAN, citado por LONGBOTTOM e LANHAM (2005), descreve um método
desenvolvido pela Liverpool John Moores University para medição de temperatura durante
processos de retífica denominado “Fibre Bragg Grating” ou retículo de difração de Bragg.
Neste método uma fibra óptica é posicionada sob a peça a ser testada de forma que uma
pequena alteração no comprimento de onda induzida na mesma pode ser detectada. Este
retículo pode ser obtido pela iluminação do núcleo da fibra óptica com um padrão variável de
luz ultravioleta de elevada intensidade. Os fótons da luz ultravioleta, com pequenos
comprimentos de onda, têm energia suficiente para quebrar as ligações químicas entre os
átomos de óxido de silício, alterando a estrutura da fibra e aumentando ligeiramente o seu
índice de refração. Esta fibra, ao ser modificada, age como um modelo seletivo do
comprimento de onda. O comprimento de onda é afetado por qualquer variação nas
REVISÃO BIBLIOGRÁFICA 73
propriedades físicas ou mecânicas da região do retículo. Assim, mudanças na temperatura
também provocam mudanças no índice de refração efetivo devido ao efeito termo-óptico.
Segundo LONGBOTTOM e LANHAM (2005) este parece ser um novo método para medição
de temperatura durante a usinagem, sendo considerado um “termopar óptico”, em que as
fibras ópticas têm que ser posicionadas de forma imprensada entre a parte que será usinada e a
parte inferior da peça. Apesar disso, se esta técnica interferir com o corpo de prova, não será
uma metodologia eficiente para aplicação prática, restringindo-se aos testes em laboratório.
3.8.6 Método do filme obtido por deposição física de vapor
MACHADO e DA SILVA (1999) citam que este método foi publicado inicialmente por
KATO e FUJII e vem sendo desenvolvido desde então para variadas técnicas de usinagem
mecânica e outros empregos onde se faz necessária a medição de temperaturas no interior de
corpos sólidos. Esta técnica consiste no secionamento do corpo de prova na região onde se
deseja avaliar a temperatura e a aplicação em uma das partes de um filme, por meio de
deposição física de vapor (PVD), para que aja como sensor térmico, determinando a
distribuição da temperatura na região que se deseja medir o calor.
Após polimento e espelhamento da superfície de uma das partes secionadas o filme PVD,
contendo o material com ponto de fusão conhecido, é aplicado um sobre a mesma usando um
equipamento de deposição a vácuo. As partes são remontadas por meio de um tornilho ou
outro dispositivo que as mantenha unidas e submetidas ao processo de trabalho que gera o
calor que se deseja avaliar, como no caso de ferramentas de corte. Segundo estes, o processo
já demonstrou sucesso e aplicabilidade na avaliação da distribuição de temperatura em
ferramentas de metal duro e cerâmica.
Após os testes, o conjunto é desmontado e analisado num microscópio, onde se consegue
visualizar a zona que delimita o material fundido. A repetição dos testes com outros materiais,
com ponto de fusão conhecidos, permite a composição de linhas isotérmicas e, dessa forma,
se pode avaliar o comportamento do fluxo de calor no corpo de prova.
Embora trabalhoso é um dos métodos mais confiáveis para avaliação de temperatura no
interior de peças ou ferramentas submetidas ao calor. A Tab. 3.10 apresenta o ponto de fusão
de alguns materiais utilizados nos filmes PVD.
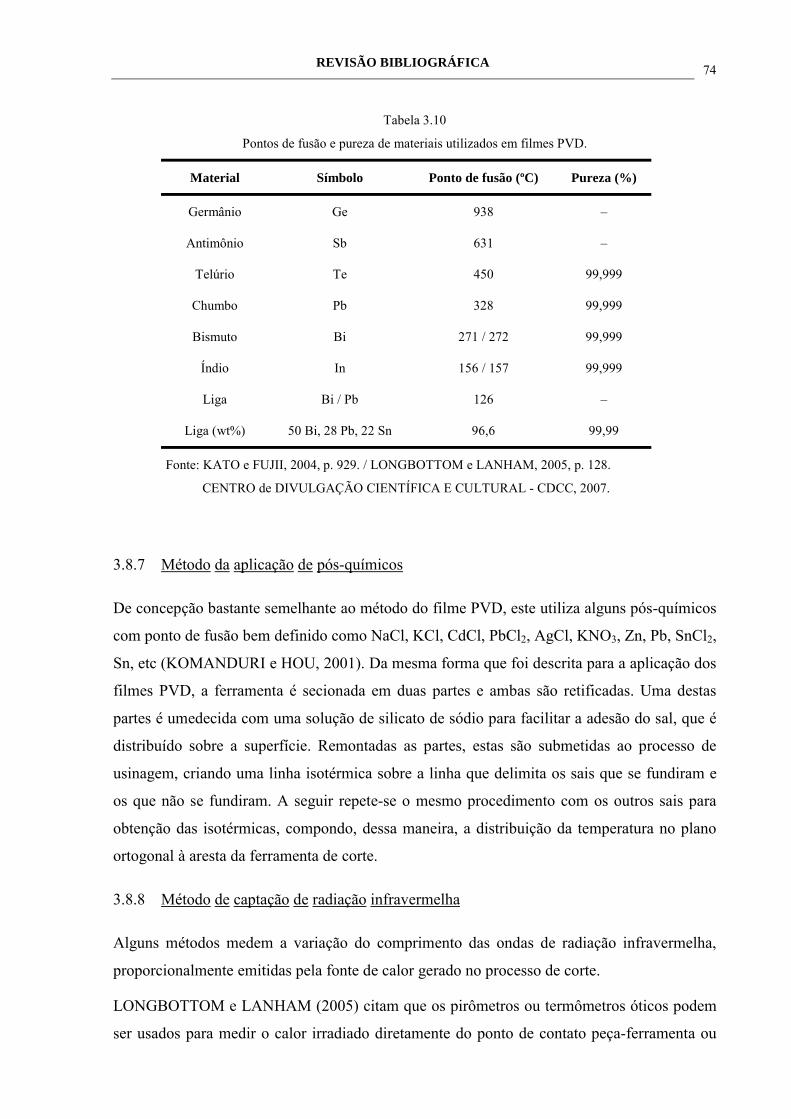
REVISÃO BIBLIOGRÁFICA 74
Tabela 3.10
Pontos de fusão e pureza de materiais utilizados em filmes PVD.
Material Símbolo Ponto de fusão (ºC) Pureza (%)
Germânio Ge 938 –
Antimônio Sb 631 –
Telúrio Te 450 99,999
Chumbo Pb 328 99,999
Bismuto Bi 271 / 272 99,999
Índio In 156 / 157 99,999
Liga Bi / Pb 126 –
Liga (wt%) 50 Bi, 28 Pb, 22 Sn 96,6 99,99
Fonte: KATO e FUJII, 2004, p. 929. / LONGBOTTOM e LANHAM, 2005, p. 128.
CENTRO de DIVULGAÇÃO CIENTÍFICA E CULTURAL - CDCC, 2007.
3.8.7 Método da aplicação de pós-químicos
De concepção bastante semelhante ao método do filme PVD, este utiliza alguns pós-químicos
com ponto de fusão bem definido como NaCl, KCl, CdCl, PbCl2, AgCl, KNO3, Zn, Pb, SnCl2,
Sn, etc (KOMANDURI e HOU, 2001). Da mesma forma que foi descrita para a aplicação dos
filmes PVD, a ferramenta é secionada em duas partes e ambas são retificadas. Uma destas
partes é umedecida com uma solução de silicato de sódio para facilitar a adesão do sal, que é
distribuído sobre a superfície. Remontadas as partes, estas são submetidas ao processo de
usinagem, criando uma linha isotérmica sobre a linha que delimita os sais que se fundiram e
os que não se fundiram. A seguir repete-se o mesmo procedimento com os outros sais para
obtenção das isotérmicas, compondo, dessa maneira, a distribuição da temperatura no plano
ortogonal à aresta da ferramenta de corte.
3.8.8 Método de captação de radiação infravermelha
Alguns métodos medem a variação do comprimento das ondas de radiação infravermelha,
proporcionalmente emitidas pela fonte de calor gerado no processo de corte.
LONGBOTTOM e LANHAM (2005) citam que os pirômetros ou termômetros óticos podem
ser usados para medir o calor irradiado diretamente do ponto de contato peça-ferramenta ou

REVISÃO BIBLIOGRÁFICA 75
por meio da utilização de cabos de fibra óptica que passem ou pela ferramenta ou pelo corpo
de prova cuja temperatura se deseja medir.
Dentre as vantagens no uso de sensores infravermelhos pode-se citar que eles não mantêm
contato com o objeto cuja temperatura se deseja medir, têm respostas rápidas nas variações
bruscas de temperatura e apresentam facilmente a medição efetuada sem interferir na
distribuição de calor. Como o espaço ao redor do ponto de contato peça-ferramenta é restrito e
os gradientes térmicos sofrem variações bruscas, este se torna um dos métodos mais precisos
de medição de temperatura. A calibração do nível de emissividade correto é relativamente
simples.
Quando há formação de cavacos e fumos, oriundos do processo de corte, estes interferem no
processo de medição, mas é possível utilizar um pirômetro de duas faixas de comprimento de
onda diferentes, com freqüências próximas da luz infravermelha, o que soluciona este
problema. A utilização de fluido de corte, entretanto, impede a utilização deste método.
As câmaras de captação de radiação infravermelha e os escâneres de linha são equipamentos
que ganharam importância com a possibilidade do tratamento das imagens geradas, podendo
produzir mapas das linhas isotérmicas da área estudada. Por meio da utilização de programas
computacionais pode-se visualizar, captar, gravar e imprimir as zonas de transiência de
temperatura da região medida, com utilização de diferentes cores para melhor ilustrar o
comportamento dos fluxos térmicos.
Uma câmara de infravermelho também pode fornecer bons resultados realçando a variação de
calor durante o processo de corte. É importante que seja feita uma adequada calibração da
emissividade da câmara pois, uma calibração incorreta pode fazer com que a temperatura lida
seja muito mais alta ou muito mais baixa do que a temperatura real. Usa-se pintar de preto o
objeto a ser avaliado de forma que este padrão de emissividade conhecido possa permitir os
ajustes iniciais necessários.
3.8.9 Método dos vernizes termosensíveis e lápis indicadores de temperatura
Os vernizes termosensíveis possuem em sua composição elementos químicos que produzem
alterações em sua cor original ao atingirem determinadas temperaturas, este ponto é
denominado gatilho. Os fabricantes podem fornecer estes vernizes em estojos, contendo uma
variada gama de frascos, sendo que cada um deles corresponde a uma determinada
temperatura a se medir.

REVISÃO BIBLIOGRÁFICA 76
Dependendo da composição química do verniz, este pode alterar a sua cor original de forma
imediata, tão logo a temperatura de gatilho seja atingida. Outras composições químicas
exigem que o verniz, ao atingir uma dada temperatura, se mantenha na mesma durante um
certo tempo, até que a mudança de cor ocorra. Neste último tipo de verniz outros valores de
temperatura ainda mais elevada podem vir a ser medidos com a mesma aplicação de verniz,
caso a cor, já alterada ao atingir o primeiro gatilho, venha a passar por uma segunda mudança
de tonalidade ou de cor (TMC, 2007).
O uso de vernizes térmicos é um dos métodos mais simples e mais baratos para a estimativa
de temperatura em processos de usinagem, segundo KOMANDURI e HOU (2001).
Entretanto, citam, esta técnica deve ser utilizada preferencialmente para a estimativa
preliminar da temperatura do processo que se deseja avaliar, facilitando a escolha do método
de medição definitivo.
De forma semelhante ao descrito para os vernizes termosensíveis, são fabricados lápis que,
aplicados sobre a superfície que se deseja medir, mudam de cor assim que a temperatura de
gatilho é atingida. FERRARESI (1977) cita que estes lápis são úteis para o controle de vida de
ferramentas multi-arestas como fresas, alargadores, brocas, etc. Segundo o mesmo, se uma
aresta estiver sendo submetida a esforços maiores que as demais ela também terá, como
conseqüência, um maior aquecimento do que as outras, o que será demonstrado pela mudança
de cor ou tonalidade do tipo de lápis empregado.
3.8.10 Método da alteração de dureza e microestrutura em aços ferramenta
TRENT e WRIGHT (2000) citam que pode ser obtida muita informação sobre a distribuição
de temperaturas nas proximidades das arestas de corte das ferramentas pela análise
metalográfica e pela medição da microdureza da própria ferramenta em teste.
Segundo os mesmos, a dureza que o aço carbono endurecido e o aço-rápido possuem, à
temperatura ambiente, passam a ser menores a partir de seu reaquecimento. A redução da
dureza irá depender do tempo e da temperatura de aquecimento. No caso das ferramentas de
aço carbono endurecido, esta perda começa a ocorrer a partir de 250 ºC, sendo mais severa a
partir de 600 ºC. As ferramentas de aço-rápido não apresentam perda significativa de dureza
até 600 ºC mas entre 600 e 850 ºC esta perda se apresenta de forma mais pronunciada,
podendo voltar a subir para temperaturas de reaquecimento maiores, se forem resfriadas
rapidamente.
REVISÃO BIBLIOGRÁFICA 77
Dessa forma o método, proposto por TRENT e WRIGHT (2000), consiste em submeter as
ferramentas a testes de usinagem e, posteriormente, a uma análise metalográfica, com o
objetivo de correlacionar as alterações da microestrutura do material com a temperatura
necessária para que ocorram as transformações observadas e, dessa forma, construir as linhas
isotérmicas indicando o comportamento do calor na região avaliada.
Em princípio esta metodologia pode ser empregada com vantagens, pelo fato de serem os
testes realizados com as ferramenta em condições normais de utilização, permitindo boa
confiabilidade nos resultados. Embora sua aplicação original tenha sido estudada para os
aços-rápidos, DEARNLEY, em MACHADO e DA SILVA (1999), desenvolveu uma técnica
para avaliação de insertos de metal duro, que consiste na substituição elemento ligante cobalto
por ferro e ferro-silício, com teores variáveis. Cada elemento ligante utilizado possui, assim,
uma determinada temperatura de transformação de fase, permitindo determinar as isotérmicas
nas ferramentas.
A escolha do método de medição mais conveniente depende de vários fatores entretanto, é
importante que a escolha recaia sobre o método que permita maior facilidade de acesso ao
ponto a ser medido, o que por sua vez depende da dinâmica da situação de corte. Também os
custos relativos à instrumentação necessária e o constante acompanhamento dos avanços que
ocorrem no campo destas tecnologias de medição também devem ser observados.
DEWES et al. (1999) estudaram algumas das metodologias de medição de temperatura
anteriormente citadas na usinagem do aço AISI H13, com dureza em torno de 52 HRC.
Utilizaram fresas de metal duro revestido com TiCN de topo esférico, com 6 mm de diâmetro,
e concluíram que, na usinagem de superfície plana, a temperatura medida com termopares, na
interface peça-ferramenta varia entre 198 e 301 ºC, enquanto a velocidade de corte varia de
zero (no centro da ferramenta) até 200 m.min-1, na altura equivalente à penetração de trabalho.
Ao se posicionar a peça a ser usinada num ângulo de 60º, deslocando-se a ferramenta também
no sentido vertical para usinagem da mesma superfície plana, a temperatura sofria um
acréscimo, passando para valores entre 247 e 385 ºC devido às velocidades de corte que
também variavam para valores entre 173 e 200 m.min-1.
Concluíram ainda que o avanço por aresta não apresenta efeito importante na temperatura, ao
contrário da velocidade de corte, que produz maior temperatura na interface peça-ferramenta
com o seu incremento. O método de medição de temperatura por emissão infravermelha
sempre indica temperaturas inferiores aos métodos de pirometria por termopar em valores
variáveis entre 68-390 ºC. Confirmaram o senso comum de que ferramentas novas produzem

REVISÃO BIBLIOGRÁFICA 78
temperaturas mais baixas que as ferramentas já desgastadas e, finalmente, que as ferramentas
de metal duro produzem bons resultados na usinagem de aços duros devido às temperaturas
de usinagem relativamente baixas com que trabalham.
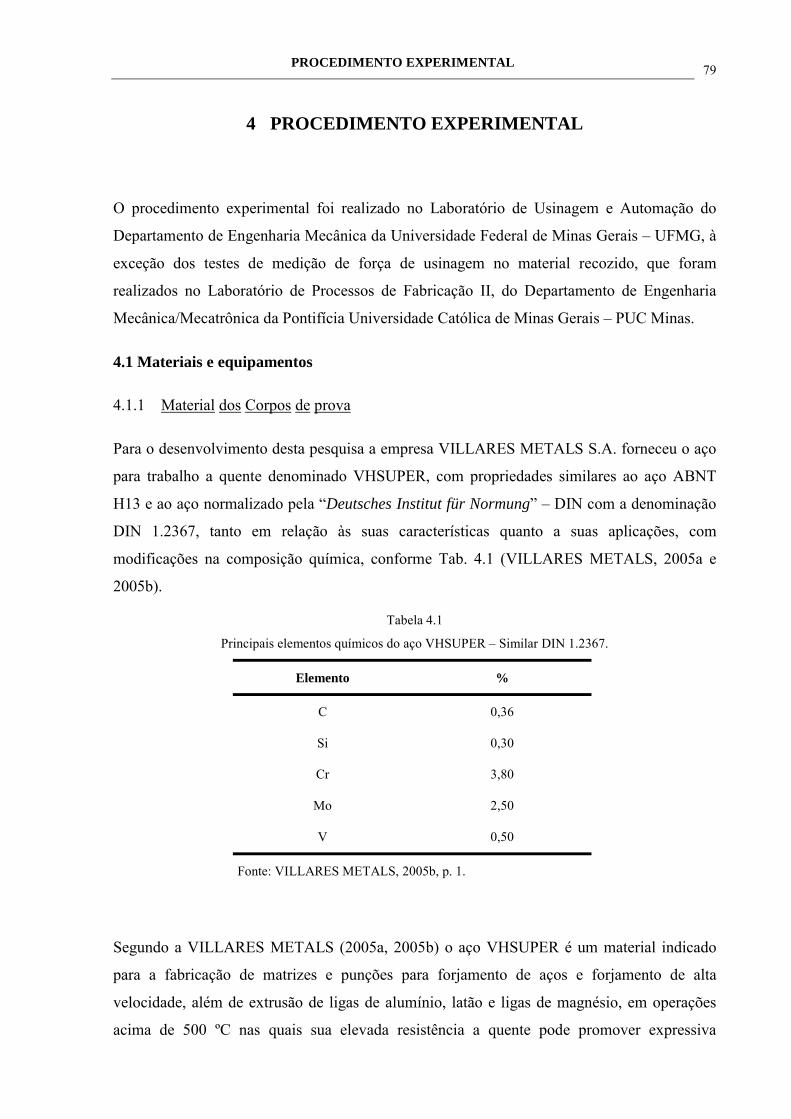
PROCEDIMENTO EXPERIMENTAL 79
4 PROCEDIMENTO EXPERIMENTAL
O procedimento experimental foi realizado no Laboratório de Usinagem e Automação do
Departamento de Engenharia Mecânica da Universidade Federal de Minas Gerais – UFMG, à
exceção dos testes de medição de força de usinagem no material recozido, que foram
realizados no Laboratório de Processos de Fabricação II, do Departamento de Engenharia
Mecânica/Mecatrônica da Pontifícia Universidade Católica de Minas Gerais – PUC Minas.
4.1 Materiais e equipamentos
4.1.1 Material dos Corpos de prova
Para o desenvolvimento desta pesquisa a empresa VILLARES METALS S.A. forneceu o aço
para trabalho a quente denominado VHSUPER, com propriedades similares ao aço ABNT
H13 e ao aço normalizado pela “Deutsches Institut für Normung” – DIN com a denominação
DIN 1.2367, tanto em relação às suas características quanto a suas aplicações, com
modificações na composição química, conforme Tab. 4.1 (VILLARES METALS, 2005a e
2005b).
Tabela 4.1
Principais elementos químicos do aço VHSUPER – Similar DIN 1.2367.
Elemento %
C 0,36
Si 0,30
Cr 3,80
Mo 2,50
V 0,50
Fonte: VILLARES METALS, 2005b, p. 1.
Segundo a VILLARES METALS (2005a, 2005b) o aço VHSUPER é um material indicado
para a fabricação de matrizes e punções para forjamento de aços e forjamento de alta
velocidade, além de extrusão de ligas de alumínio, latão e ligas de magnésio, em operações
acima de 500 ºC nas quais sua elevada resistência a quente pode promover expressiva

PROCEDIMENTO EXPERIMENTAL 80
melhoria de desempenho. Pode ainda ser indicado para matrizes destinadas à fundição sob
pressão. É fornecido em estado recozido, com dureza máxima de 230 HB.
Três tarugos foram utilizados para os trabalhos de usinagem do material no estado recozido,
com dimensões brutas iniciais de 270 x 205 x 100 mm, 242 x 200 x 140 mm e 270 x 210 x
140 mm, com dureza média de 174 HB.
Para os testes de vida com o material temperado foi utilizado um tarugo, com dimensões
brutas de 262 x 242 x 86 mm, com dureza média de 46,6 HRC. O mesmo tarugo utilizado no
teste de força do aço recozido, passou por um processo de têmpera e foi utilizado para o teste
de força de usinagem com o material temperado. Com dimensões de 270 x 210 x 85 mm
atingiu a dureza média de 41,7 HRC.
Os corpos de prova utilizados nos testes de usinagem de cavidades, foram fornecidos nas
dimensões 160 x 160 x 150 mm, com dureza média de 170 HB no estado recozido e 40,9
HRC no estado temperado. Os tratamentos térmicos foram efetuados na Traterminas
Tratamento Térmico Ltda., em Contagem, Minas Gerais.
4.1.2 Ferramentas de corte
A haste e a fresa utilizadas, listadas na Tab. 4.2, foram fornecidas pela SANDVIK
COROMANT . Para os trabalhos foram escolhidas três classes de pastilhas aplicáveis aos
trabalhos de fresamento de aços alta-liga, classificadas pela Norma ISO 513 (2004). Dentre
estas três ferramentas, duas delas são de metal duro revestido e a terceira de cermet. As
principais características das pastilhas são relacionadas a seguir, conforme catálogos do
fabricante (SANDVIK COROMANT, 2001 e 2005) e DINIZ et al. (2004):
• CT530 (HT) : classe de cermet, baseada em carbonetos e nitretos de titânio. O
elevado grau de partículas duras de titânio confere à classe uma boa dureza ao
calor e uma baixa tendência para reagir com o material abrasivo. Os grãos finos
conferem à classe a capacidade de manter arestas vivas por longo tempo. Possui
dureza em torno de 1490 HV, da classe ISO P20 / H25, indicada para operações de
fresamento leve, principalmente quando se deseja usinagem sem refrigeração. A
elevada resistência desse material à deformação plástica, à abrasão e à formação de
aresta postiça de corte permite que as operações possam utilizar variadas gamas de
velocidade de corte.

PROCEDIMENTO EXPERIMENTAL 81
• GC1025 (HC) : classe de metal duro com tamanho de grãos finos, inferiores a 1
µm, com dureza média de 1650 HV, combinando dureza e tenacidade. Com
revestimento PVD de TiCN + TiN, com espessura de 3 µm, cuja dureza se situa
em torno de 3000 HV, melhorando sua resistência ao desgaste. Esta pastilha é da
classe ISO P10 / H15, indicada para fresamento leve e médio de aços, onde a
elevada resistência ao desgaste se faz necessária.
O revestimento PVD de TiN proporciona baixos coeficientes de atrito entre cavaco
e a ferramenta na usinagem de ferrosos. O TiCN, tem a característica de não deixar
que se propaguem trincas em direção ao substrato, com elevada resistência ao
desgaste.
• GC4040 (HC) : também é uma classe de metal duro porém com tamanho de grão
em torno de 5 µm, com elevada tenacidade e com dureza em torno de 1250 HV.
Possui revestimento multicamada MT-CVD, da classe ISO P40, contendo TiN +
TiCN + Al2O3, com dureza média de 2500 HV.O TiCN confere excelente
resistência ao desgaste por abrasão e o Al2O3 uma proteção contra as altas
temperaturas resultantes do processo de corte, conferindo elevada resistência ao
desgaste, inércia química e elevada dureza a quente. A espessura total da
multicamada é de 6 µm. Indicada para operações que exigem tenacidade no
fresamento de aços. Pode ser utilizada em velocidades médias a baixas e com ou
sem utilização de fluido de corte e ser aplicada na usinagem de uma variada gama
de materiais pela presença do TiN.

PROCEDIMENTO EXPERIMENTAL 82
Tabela 4.2
Ferramentas SANDVIK COROMANT utilizadas nos testes.
Código Descrição Dc (mm)
iC (mm)
(Conjunto de corte modular Coromill® 300 para fresa Ø 25 mm)
392.55T-40 12 098 Haste com acoplamento com rosca – MAS BT (JIS B 6339) -
R300-25T12-10M Fresa de topo toroidal Coromill® 300 25
R300-1032E-PM 530 Pastilhas para a fresa de topo toroidal Coromill® 300 10
R300-1032E-PM 1025 Pastilhas para a fresa de topo toroidal Coromill® 300 10
R300-1032E-PM 4040 Pastilhas para a fresa de topo toroidal Coromill® 300 10
Fonte: SANDVIK COROMANT, 2002a, p. 41 – 107 e 2002b, p. 36 – 63.
Os principais dados de corte recomendados pelo fabricante das ferramentas, para aços alta-
liga recozidos com dureza média de 200 HB, são apresentadas na Tab. 4.3., com base na
espessura máxima de cavacos, para as três classes de pastilhas utilizadas.
Tabela 4.3
Condições de corte recomendadas pelo catálogo do fabricante para aços recozidos.
CT530 GC1025 GC4040
Espessura máxima de cavacos, hex (mm)
0,10 0,15 0,20 0,05 0,10 0,20 0,10 0,20 0,30
Velocidade de corte, vc (m.min-1)
265 260 255 195 190 185 190 185 175
Fonte: SANDVIK COROMANT, 2002a, p. 130.
Da mesma forma, os dados de corte para fresamento, recomendados para aços endurecidos e
temperados, com dureza média até 59 HRC, são apresentadas na Tab. 4.4., com base na
espessura máxima de cavacos, para as três classes de pastilhas.
PROCEDIMENTO EXPERIMENTAL 83
Tabela 4.4
Condições de corte recomendadas pelo catálogo do fabricante para aços temperados.
CT530 GC1025 GC4020 (a)
Espessura máxima de cavacos, hex (mm)
0,07 0,12 0,20 0,07 0,12 0,20 0,10 0,20 0,25
Velocidade de corte, vc (m.min-1)
95 90 85 47 46 43 65 60 60
(a) A tabela original não possui recomendações para a Classe de pastilhas GC4040, os dados apresentados para a classe GC4020 são apenas comparativos.
Fonte: SANDVIK COROMANT, 2002a, p. 132.
4.1.3 Equipamentos utilizados
Os testes de vida de ferramentas foram executados no centro de usinagem Romi, modelo
Discovery 560, com potência de 9,0 kW (12,5 CV) e rotação máxima de 7.500 rpm, equipado
com comando numérico Siemens 810D (Fig. 4.1).
Figura 4.1 – Centro de Usinagem Romi Discovery 560 com comando Siemens 810D.
A medição do desgaste das ferramentas foi feita com o microscópio óptico Askania GSZ 2T,
equipado com micrômetro de resolução centesimal, conforme Fig. 4.2. A rugosidade foi
medida com o rugosímetro Mitutoyo, modelo Surftest 301 em três pontos distintos, ao final de

PROCEDIMENTO EXPERIMENTAL 84
cada conjunto de passes. A dureza dos corpos de prova foi monitorada durante o
procedimento experimental com um durômetro portátil Time, modelo TH130.
Figura 4.2 – Microscópio óptico Askania GSZ 2T, com micrômetro de resolução centesimal.
Para os testes de força de usinagem do aço no estado recozido, foi utilizado um centro de
usinagem Romi, modelo Discovery 560, com potência de 9,0 kW (12,5 cv) e rotação máxima
de 10.000 rpm, equipado com comando numérico Siemens 810D, pertencente à PUC Minas.
Este apresenta apenas uma diferença em relação ao equipamento da UFMG, que é a rotação
máxima admissível, devido a alterações nas relações de número de dentes das engrenagens da
correia dentada do eixo árvore. Para medição das forças de usinagem foi utilizado o
dinamômetro Kistler, modelo 9257 BA com acessórios e placa de aquisição instalada em um
computador AMD K6 e software Dynoware, montados conforme mostram as Fig. 4.3 e 4.4.

PROCEDIMENTO EXPERIMENTAL 85
Figura 4.3 – Corpo de prova montado sobre o dinamômetro Kistler, modelo 9257 BA.
Figura 4.4 – Computador AMD K6 com placa de aquisição e software Dynoware.
A utilização do microscópio eletrônico de varredura JEOL JSM-5310, apresentado na Fig.
4.5, instalado no Centro de Desenvolvimento da Energia Nuclear – CDTN, permitiu a análise
do desgaste das ferramentas utilizadas nos testes de usinagem.
PROCEDIMENTO EXPERIMENTAL 86
Figura 4.5 – Microscópio eletrônico de varredura JEOL JSM-5310.
Para as medições de temperatura foram utilizados equipamentos pertencentes à Companhia
Energética de Minas Gerais – CEMIG, compostos por uma câmara termográfica
ThermaCAMTM P20 – Flir Systems (Fig. 4.6); uma câmara termográfica Agema (Fig. 4.7);
um gravador de vídeo Sony Video Walkman GV-S50 NTSC e um termo-higrômetro Minipa
MT-241.
Figura 4.6 – Câmara termográfica ThermaCAMTM P20 – Flir Systems.
PROCEDIMENTO EXPERIMENTAL 87
Figura 4.7 – Câmara termográfica Agema.
As medições de desvios de forma e posição, além de variações dimensionais foram efetuadas
em máquina de medição por coordenadas Tesa Micro–Hite 3D, de operação manual,
apresentada na Fig. 4.8. Este equipamento possui três eixos deslizantes sobre guias
pneumáticas, com resolução de 1 µm, possuindo uma base em granito de 460 x 510 mm e
altura de medição de 420 mm a partir desta base. O catálogo do fabricante informa que a
exatidão da medição, que é a “aptidão de um instrumento de medição para dar respostas
próximas a um valor verdadeiro” é de 3 µm, possuindo igual valor de repetibilidade, que é a
“aptidão de um instrumento de medição em fornecer indicações muito próximas, em repetidas
aplicações do mesmo mensurando, sob as mesmas condições de medição” (LINK, 1999;
INMETRO, 2000; CAMARANO, 2003). O conjunto foi devidamente calibrado, e possui
declarações de conformidade do equipamento e da sonda de contato.
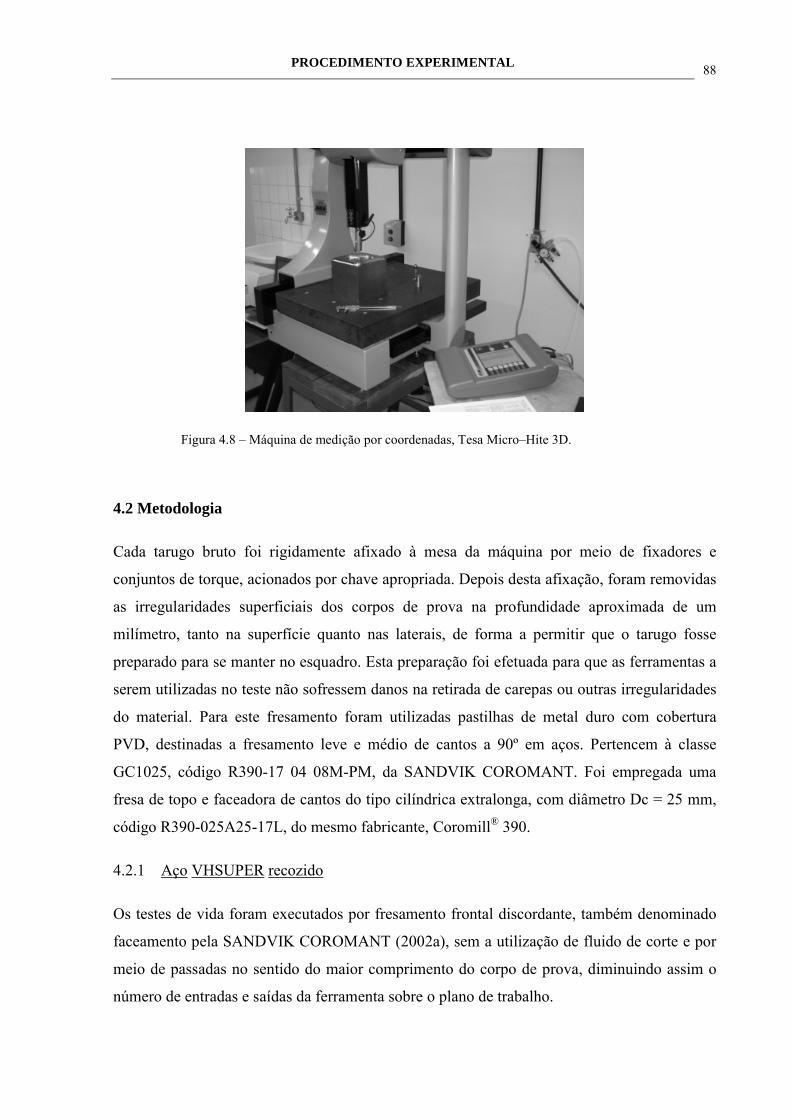
PROCEDIMENTO EXPERIMENTAL 88
Figura 4.8 – Máquina de medição por coordenadas, Tesa Micro–Hite 3D.
4.2 Metodologia
Cada tarugo bruto foi rigidamente afixado à mesa da máquina por meio de fixadores e
conjuntos de torque, acionados por chave apropriada. Depois desta afixação, foram removidas
as irregularidades superficiais dos corpos de prova na profundidade aproximada de um
milímetro, tanto na superfície quanto nas laterais, de forma a permitir que o tarugo fosse
preparado para se manter no esquadro. Esta preparação foi efetuada para que as ferramentas a
serem utilizadas no teste não sofressem danos na retirada de carepas ou outras irregularidades
do material. Para este fresamento foram utilizadas pastilhas de metal duro com cobertura
PVD, destinadas a fresamento leve e médio de cantos a 90º em aços. Pertencem à classe
GC1025, código R390-17 04 08M-PM, da SANDVIK COROMANT. Foi empregada uma
fresa de topo e faceadora de cantos do tipo cilíndrica extralonga, com diâmetro Dc = 25 mm,
código R390-025A25-17L, do mesmo fabricante, Coromill® 390.
4.2.1 Aço VHSUPER recozido
Os testes de vida foram executados por fresamento frontal discordante, também denominado
faceamento pela SANDVIK COROMANT (2002a), sem a utilização de fluido de corte e por
meio de passadas no sentido do maior comprimento do corpo de prova, diminuindo assim o
número de entradas e saídas da ferramenta sobre o plano de trabalho.

PROCEDIMENTO EXPERIMENTAL 89
Para avaliar a influência da velocidade de corte e do avanço por aresta, os parâmetros
profundidade de usinagem e penetração de trabalho foram mantidos constantes em ap = 0,50
mm e ae = 12,5 mm, respectivamente.
Os dados de corte para usinagem do material recozido, apresentados na Tab. 4.5, foram
calculados segundo as instruções do catálogo do fabricante (SANDVIK COROMANT,
2002a) no que se refere aos cuidados com a forma das ferramentas, a profundidade ou largura
de usinagem e o cálculo do diâmetro efetivo de corte (De), levando-se em conta as
características da fresa e das pastilhas utilizadas, conforme apresentado de forma esquemática
no desenho da geometria da ferramenta em relação à peça na Fig. 4.9.
Tabela 4.5
Condições de corte utilizadas no teste de vida do material recozido.
vc
(m.min-1)
ae
(mm)
ap
(mm)
fz
(mm.rev-1)
n
(rev.min-1)
vf
(mm.min-1)
300 12,50 0,50 0,10 4933 1480
370 12,50 0,50 0,10 6084 1825
440 12,50 0,50 0,10 7235 2170
300 12,50 0,50 0,15 4933 2220
370 12,50 0,50 0,15 6084 2738
440 12,50 0,50 0,15 7235 3256
370 12,50 0,50 0,20 6084 3650
370 12,50 0,50 0,25 6084 4563
Para analisar o comportamento das ferramentas em relação ao material a ser usinado, antes da
escolha dos parâmetros definitivos de corte, para as três classes de ferramentas a testar, optou-
se pela utilização da pastilha da classe GC1025. Esta foi escolhida devido às recomendações
do fabricante, que a indicam para fresamento leve e médio de aços. Assim, os testes foram
iniciados com a fixação do avanço em fz = 0,10 mm.rev-1 e a velocidade de corte nos valores
de 300, 370 e 440 m.min-1.
Em função dos resultados preliminares encontrados, concluiu-se que o avanço poderia ser
aumentado para fz = 0,15 mm.rev-1, mantendo-se a velocidade corte nos valores de 300, 370 e
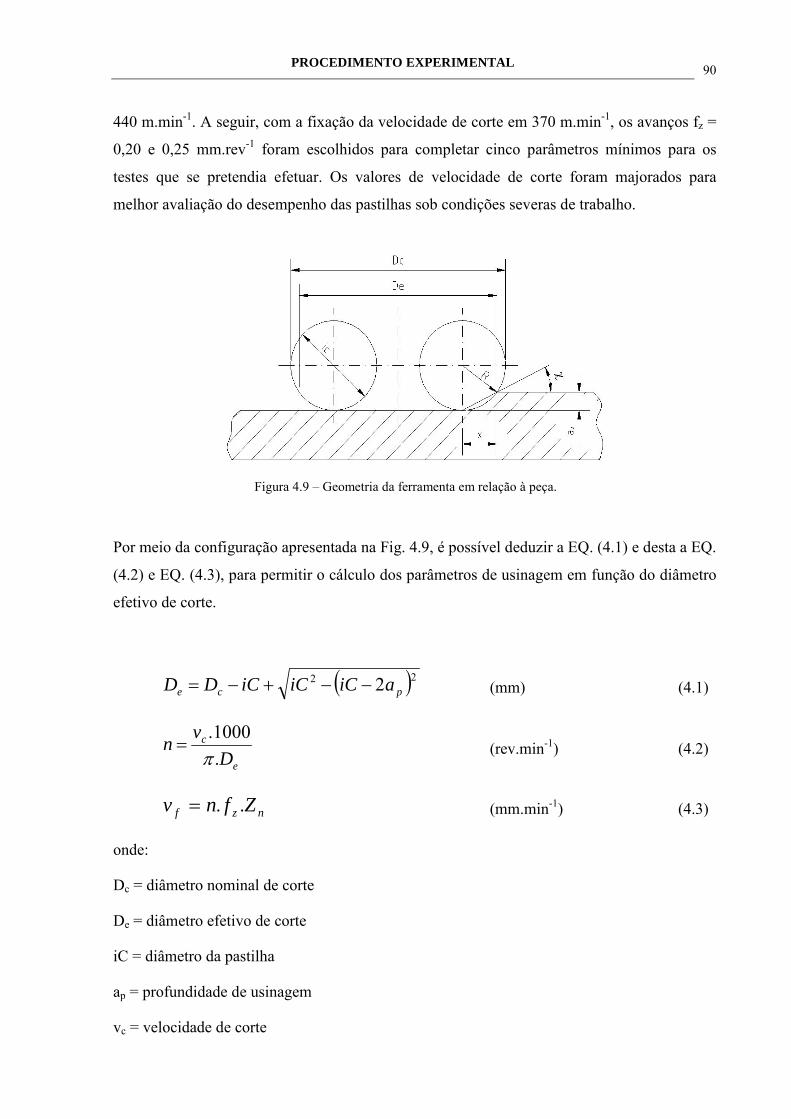
PROCEDIMENTO EXPERIMENTAL 90
440 m.min-1. A seguir, com a fixação da velocidade de corte em 370 m.min-1, os avanços fz =
0,20 e 0,25 mm.rev-1 foram escolhidos para completar cinco parâmetros mínimos para os
testes que se pretendia efetuar. Os valores de velocidade de corte foram majorados para
melhor avaliação do desempenho das pastilhas sob condições severas de trabalho.
Figura 4.9 – Geometria da ferramenta em relação à peça.
Por meio da configuração apresentada na Fig. 4.9, é possível deduzir a EQ. (4.1) e desta a EQ.
(4.2) e EQ. (4.3), para permitir o cálculo dos parâmetros de usinagem em função do diâmetro
efetivo de corte.
( )22 2 pce aiCiCiCDD −−+−= (mm) (4.1)
e
c
Dvn
.1000.
π= (rev.min-1) (4.2)
nzf Zfnv ..= (mm.min-1) (4.3)
onde:
Dc = diâmetro nominal de corte
De = diâmetro efetivo de corte
iC = diâmetro da pastilha
ap = profundidade de usinagem
vc = velocidade de corte

PROCEDIMENTO EXPERIMENTAL 91
vf = velocidade de avanço
fz = avanço por aresta
Zn = número de arestas da ferramenta
n = revoluções por minuto
Ao término do rebaixamento de cada plano era efetuada a medição da rugosidade em três
pontos sobre o trajeto da penúltima passada, com o rugosímetro descrito. Em função do maior
ou menor desgaste constatado nas arestas, o número de passes fresados a cada medição podia
ser estipulado em metade do plano de rebaixamento ou a dois planos consecutivos, de forma a
permitir um controle mais homogêneo do desgaste.
Foram utilizados os parâmetros Ra, Rt e Rz, com o comprimento de amostragem igual a 0,80
mm, recomendado para valores de rugosidade Ra entre 0,1 e 2,0 µm. Entre as medições o
rugosímetro era ajustado por meio de um parafuso de regulagem, após medição em um padrão
de rugosidade que acompanha o aparelho.
Após a medição de rugosidade, num tempo suficiente para o resfriamento da fresa e das
pastilhas, a mesma era posicionada sobre a base de apoio do microscópio onde se efetuava a
medição de desgaste uniforme de flanco VB1, nos moldes da Norma ISO 8688 de 1989 (Fig.
3.4). A medição, nas arestas das três pastilhas que compõem o conjunto, se dava em seqüência
previamente estabelecida. Quando a primeira das arestas atingia um desgaste igual ou maior
que 0,50 mm, o teste era interrompido e as pastilhas eram giradas no sentido horário num
ângulo de 60º. Outros parâmetros de corte eram selecionados e iniciavam-se novos
procedimentos para cada nova aresta, quando então estas pastilhas eram trocadas pelas de
outra classe, recomeçando-se os trabalhos. Todos estes dados eram transcritos para uma tabela
previamente impressa, com campos para preenchimento dos dados levantados, tabulando-os
para posterior análise. Após estes testes, as ferramentas foram avaliadas quanto aos
mecanismos de desgaste por meio de fotografias com microscopia eletrônica de varredura.
Os testes de força de usinagem do material recozido foram efetuados com os mesmos
parâmetros citados na Tab. 4.5. Inicialmente foram feitos quatro furos de diâmetro de 8 mm
no corpo de prova, para fixação por meio de parafusos sextavados, no dinamômetro já fixado
à mesa da máquina. Após configuração adequada do software Dynoware, na freqüência de
aquisição de 400 Hz, foi feita a verificação das leituras por meio de padrões e iniciados os

PROCEDIMENTO EXPERIMENTAL 92
processos de obtenção dos dados de forças de corte nos eixos X, Y e Z. O tempo de aquisição
depende dos parâmetros de corte empregados e compreende sempre um valor superior ao
tempo de permanência da ferramenta sobre a peça, medido durante um único passe. Os testes
foram repetidos com os parâmetros de corte estabelecidos até a obtenção de curvas que
captassem os valores de força durante toda a presença da ferramenta sobre a peça usinada.
De posse dos resultados obtidos nos testes de fresamento do aço no estado recozido, buscou-
se verificar o comportamento das ferramentas na usinagem de um corpo de prova contendo
ressalto e cavidades (bolsões) retangular e circular (Fig.4.10). Para o aço neste estado o corpo
de prova foi usinado com os parâmetros que resultaram na maior vida de ferramenta e na
menor força de usinagem, para as duas classes de ferramentas que apresentaram os melhores
resultados nos testes anteriormente descritos.
Figura 4.10 – Corpo de prova com cavidades e ressalto externo.
No desenho apresentado na Fig. 4.11 é possível distinguir os detalhes do corpo de prova
proposto e os principais parâmetros medidos na máquina de medição por coordenadas. Foram
efetuados cinco testes na usinagem dos corpos de prova, levando-se em consideração os dados
de corte obtidos nos experimentos anteriores. Foram priorizados os parâmetros que
proporcionaram maior vida de ferramenta e os que resultaram na menor força de usinagem
para as ferramentas das classes CT530 e GC4040. Na Tab. 4.6 estão relacionados estes
parâmetros para fresamento discordante e um teste com a pastilha da classe GC4040 em
fresamento concordante.

PROCEDIMENTO EXPERIMENTAL 93
Figura 4.11 – Desenho do corpo de prova utilizado no fresamento de cavidades.
Tabela 4.6
Parâmetros de corte utilizados no fresamento do aço recozido.
Teste Classe vc (m.min-1) fz (mm.rev-1) Fresamento
1 CT530 370 0,25 Discordante
2 CT530 370 0,15 Discordante
3 GC4040 370 0,25 Discordante
4 GC4040 370 0,15 Discordante
5 GC4040 370 0,15 Concordante
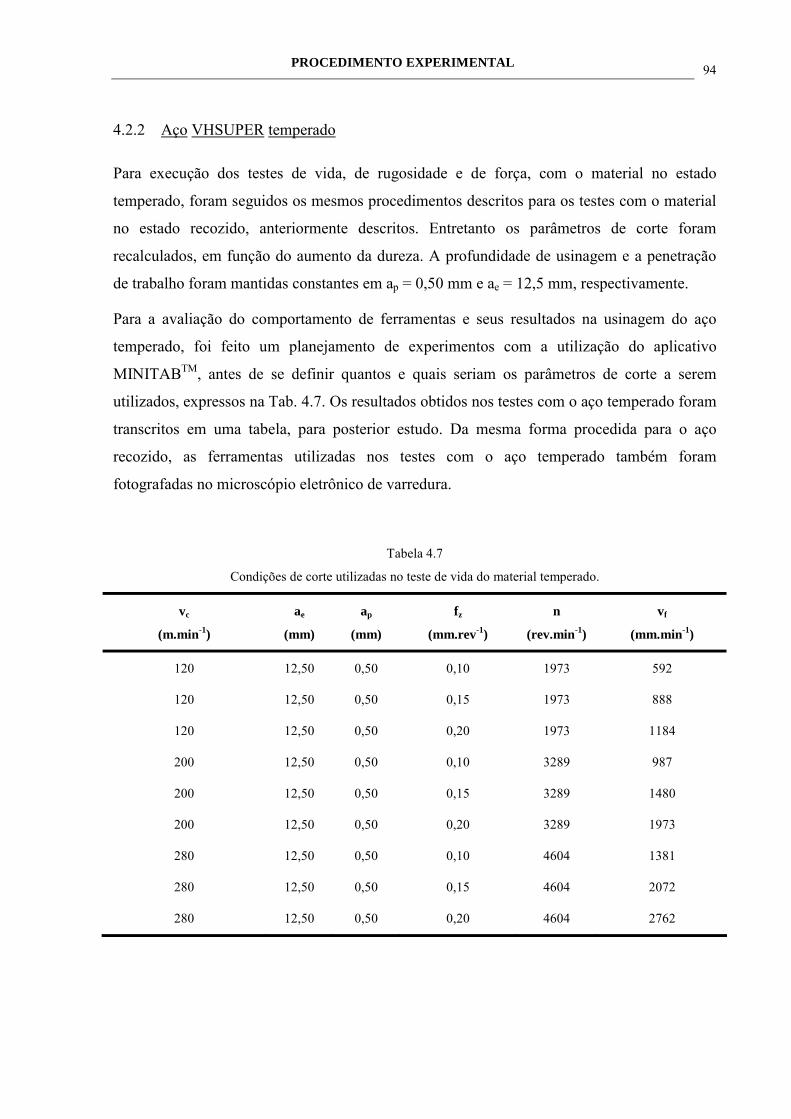
PROCEDIMENTO EXPERIMENTAL 94
4.2.2 Aço VHSUPER temperado
Para execução dos testes de vida, de rugosidade e de força, com o material no estado
temperado, foram seguidos os mesmos procedimentos descritos para os testes com o material
no estado recozido, anteriormente descritos. Entretanto os parâmetros de corte foram
recalculados, em função do aumento da dureza. A profundidade de usinagem e a penetração
de trabalho foram mantidas constantes em ap = 0,50 mm e ae = 12,5 mm, respectivamente.
Para a avaliação do comportamento de ferramentas e seus resultados na usinagem do aço
temperado, foi feito um planejamento de experimentos com a utilização do aplicativo
MINITABTM, antes de se definir quantos e quais seriam os parâmetros de corte a serem
utilizados, expressos na Tab. 4.7. Os resultados obtidos nos testes com o aço temperado foram
transcritos em uma tabela, para posterior estudo. Da mesma forma procedida para o aço
recozido, as ferramentas utilizadas nos testes com o aço temperado também foram
fotografadas no microscópio eletrônico de varredura.
Tabela 4.7
Condições de corte utilizadas no teste de vida do material temperado.
vc
(m.min-1)
ae
(mm)
ap
(mm)
fz
(mm.rev-1)
n
(rev.min-1)
vf
(mm.min-1)
120 12,50 0,50 0,10 1973 592
120 12,50 0,50 0,15 1973 888
120 12,50 0,50 0,20 1973 1184
200 12,50 0,50 0,10 3289 987
200 12,50 0,50 0,15 3289 1480
200 12,50 0,50 0,20 3289 1973
280 12,50 0,50 0,10 4604 1381
280 12,50 0,50 0,15 4604 2072
280 12,50 0,50 0,20 4604 2762

PROCEDIMENTO EXPERIMENTAL 95
Segundo CAMPOS (2003), o planejamento de experimentos é a constituição de um conjunto
de técnicas estatísticas para a estruturação de uma metodologia que vise planejar, executar e
analisar experimentos. Este planejamento permite determinar a melhor combinação das
variáveis para a obtenção da resposta desejada.
O aplicativo MINITABTM foi desenvolvido por professores da Universidade Estadual da
Pensilvânia (EUA) em 1972 e, desde então, vem sendo aprimorado e tem se tornado uma
poderosa ferramenta para pesquisadores, engenheiros, analistas financeiros e outros, que
utilizam as várias ferramentas da estatística para melhorar a confiabilidade na análise de
dados de seus trabalhos.
A utilização de técnicas estatísticas somadas à metodologia de pesquisa proporciona
resultados com elevados níveis de confiabilidade e redução dos custos envolvidos no
processo. Segundo POULACHON et al. (2001), um cuidadoso planejamento experimental
permite uma análise estatística dos resultados com elevado grau de confiabilidade, sendo
possível considerar as variabilidades do material.
Nesta etapa o aplicativo foi utilizado como ferramenta no planejamento fatorial 3K, para o
qual foram escolhidas duas variáveis de entrada, velocidade de corte vc e avanço por aresta fz.
Com a utilização de três níveis de velocidade e três de avanço, foram totalizados nove
ensaios, para cada uma das três ferramentas testadas. Nos testes que se seguem foram
empregados os parâmetros definidos no planejamento do experimento. Os resultados obtidos
foram agregados aos estudos estatísticos como variáveis de saída ou de resposta, conforme
Tab. 4.8, permitindo estimar resultados otimizados, para usinagem de um corpo de prova
contendo cavidades, apresentado adiante.
Tabela 4.8
Parâmetros de corte utilizados no fresamento do aço temperado.
Teste Classe vc (m.min-1) fz (mm.rev-1) Fresamento
6 GC1025 170 0,10 Discordante
7 GC1025 120 0,10 Discordante
8 CT530 167 0,10 Discordante
9 CT530 120 0,10 Discordante
10 CT530 120 0,10 Concordante

RESULTADOS E DISCUSSÃO 96
5 RESULTADOS E DISCUSSÃO
A seguir serão apresentados os resultados, iniciando-se pelos dados obtidos no fresamento do
aço recozido. Na seqüência serão estudados os resultados para o aço temperado. A geração de
gráficos e tabelas permitirá a análise de todos os fatores de influência.
5.1 Aço VHSUPER recozido
Inicialmente serão apresentadas as curvas de desgaste de ferramentas, traçadas em função do
comprimento linear fresado, até a ferramenta atingir ou superar um desgaste uniforme de
flanco VB1 = 0,50 mm, conforme a norma ISO 8688-1 (1989). A influência da velocidade de
corte, avanço por aresta e material da ferramenta, será avaliada durante o fresamento frontal
discordante mantendo-se constantes ap = 0,50 mm e ae = 12,5 mm.
Por meio de fotografias das arestas de corte das ferramentas, obtidas por microscopia
eletrônica de varredura, apresentando os desgastes resultantes para as condições mais
representativas, será possível a análise dos principais mecanismos de desgaste atuantes.
Também será feita a análise da evolução dos valores da rugosidade da superfície, obtidos para
verificação do acabamento da superfície fresada, também em função do comprimento linear
fresado. Na seqüência serão apresentadas as componentes da força de usinagem para cada
condição de corte.
Utilizando os valores que representaram vida das ferramentas mais longas e menores forças
de fresamento, serão analisados os desvios dimensionais e geométricos durante a usinagem de
um corpo de prova contendo ressalto e cavidades retangular e circular.
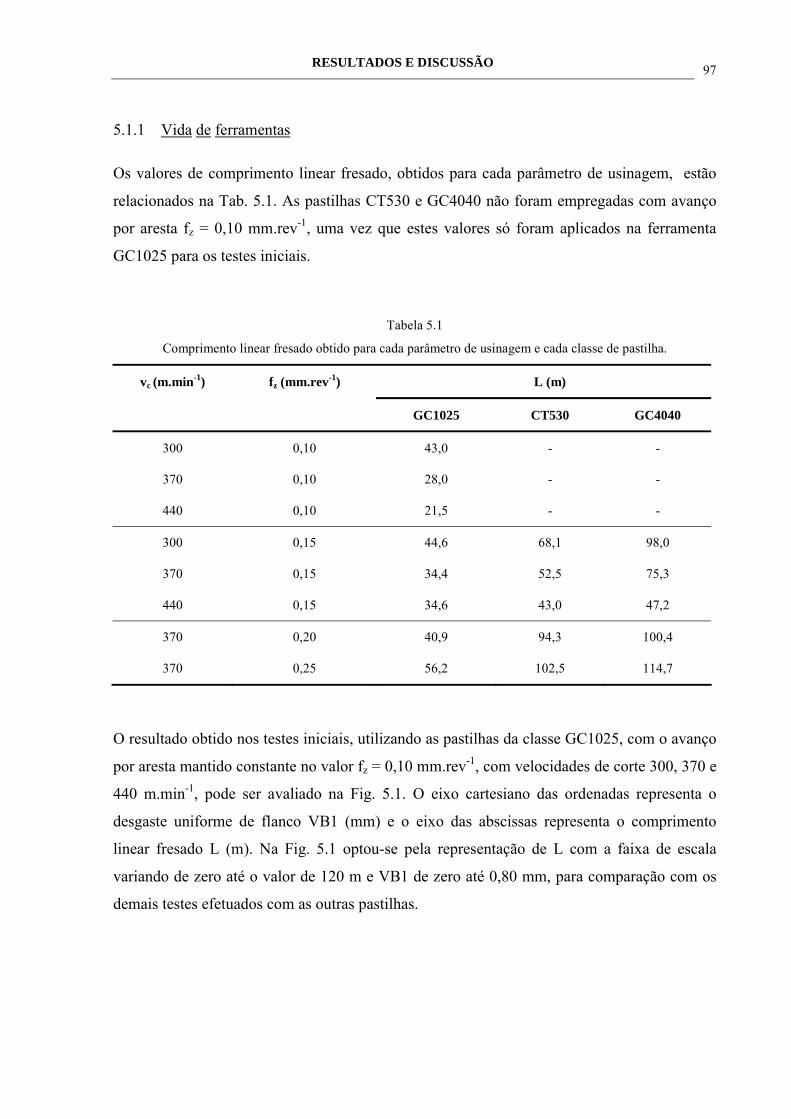
RESULTADOS E DISCUSSÃO 97
5.1.1 Vida de ferramentas
Os valores de comprimento linear fresado, obtidos para cada parâmetro de usinagem, estão
relacionados na Tab. 5.1. As pastilhas CT530 e GC4040 não foram empregadas com avanço
por aresta fz = 0,10 mm.rev-1, uma vez que estes valores só foram aplicados na ferramenta
GC1025 para os testes iniciais.
Tabela 5.1
Comprimento linear fresado obtido para cada parâmetro de usinagem e cada classe de pastilha.
vc (m.min-1) fz (mm.rev-1) L (m)
GC1025 CT530 GC4040
300 0,10 43,0 - -
370 0,10 28,0 - -
440 0,10 21,5 - -
300 0,15 44,6 68,1 98,0
370 0,15 34,4 52,5 75,3
440 0,15 34,6 43,0 47,2
370 0,20 40,9 94,3 100,4
370 0,25 56,2 102,5 114,7
O resultado obtido nos testes iniciais, utilizando as pastilhas da classe GC1025, com o avanço
por aresta mantido constante no valor fz = 0,10 mm.rev-1, com velocidades de corte 300, 370 e
440 m.min-1, pode ser avaliado na Fig. 5.1. O eixo cartesiano das ordenadas representa o
desgaste uniforme de flanco VB1 (mm) e o eixo das abscissas representa o comprimento
linear fresado L (m). Na Fig. 5.1 optou-se pela representação de L com a faixa de escala
variando de zero até o valor de 120 m e VB1 de zero até 0,80 mm, para comparação com os
demais testes efetuados com as outras pastilhas.

RESULTADOS E DISCUSSÃO 98
Figura 5.1 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC1025.
Pode-se observar na Fig. 5.1 que o aumento da velocidade de corte resulta na esperada
redução da vida da ferramenta, devido ao aumento da temperatura. A elevação da temperatura
da ferramenta tem como conseqüência a redução da resistência à deformação plástica do
material da ferramenta e a criação de condições favoráveis para os mecanismos de desgaste
termicamente ativados (SANTOS e SALES, 2004), além da elevação do gradiente térmico.
Como anteriormente citado, após este primeiro teste, foi proposta uma nova definição de
parâmetros de corte. Assim, para a avaliação do efeito do aumento da velocidade de corte, foi
mantido constante o avanço por aresta no valor fz = 0,15 mm.rev-1 e, com a mesma classe de
pastilha anterior, verificou-se que o comportamento também se repete com o aumento da
velocidade de corte. Pode ser observado na Fig. 5.2 que ocorre um pequeno aumento na vida
das ferramentas em relação ao avanço fz = 0,10 mm.rev-1, o que será discutido adiante.
Figura 5.2 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC1025.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
vc = 300 m/min
vc = 370 m/min
vc = 440 m/min
-
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
- 20 40 60 80 100 120L (m)
VB1
(mm
)
vc = 300 m/minvc = 370 m/minvc = 440 m/min

RESULTADOS E DISCUSSÃO 99
Ao se empregar as pastilhas da classe CT530 com os mesmos parâmetros, é possível observar
que o aumento da velocidade de corte também se traduz na redução da vida das ferramentas
(Fig. 5.3). Entretanto a evolução do desgaste é mais uniforme e a vida dessas é visivelmente
mais longa do que as da classe GC1025.
Figura 5.3 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe CT530.
Na Fig. 5.4, obtida com a utilização de pastilhas da classe GC4040, prevalece a relação de
diminuição de vida com aumento de velocidade de corte, mas percebe-se que a vida da
ferramenta é significativamente menor ao se trabalhar com vc = 440 m.min-1. Não obstante,
dos três tipos de classes de pastilhas analisadas esta classe foi a que proporcionou vida mais
longa para esta condição e a da classe GC1025 foi a que apresentou a menor durabilidade.
Figura 5.4 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC4040.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
vc = 300 m/min
vc = 370 m/min
vc = 440 m/min
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
vc = 300 m/min
vc = 370 m/min
vc = 440 m/min

RESULTADOS E DISCUSSÃO 100
A menor durabilidade da pastilha GC1025 em relação às demais pode ser avaliada pelo tipo
de revestimento que esta possui. Conforme anteriormente citado, esta é uma pastilha de metal
duro com revestimento PVD de TiCN, que tem a característica de não deixar que se
propaguem trincas em direção ao substrato e com elevada resistência ao desgaste devido à sua
elevada dureza, em torno de 1650 HV. Entretanto, se ocorrer o arrancamento do revestimento,
pode ocorrer a exposição do substrato de metal duro e a redução significativa da vida da
ferramenta.
Também foi discutido anteriormente que a pastilha da classe CT530 é de cermet e embora
possua elevada resistência à deformação plástica e à abrasão, tem baixa condutividade térmica
e possui elevado coeficiente de expansão volumétrica. Assim, a alternância de temperaturas
altas e baixas facilita a nucleação de trincas neste material. Por este motivo os cermets são
preferencialmente indicados para usinagem contínua de acabamento e superacabamento de
aços, uma vez que nestas operações suporta maiores velocidades de corte devido a sua
elevada resistência ao desgaste, atribuída à elevada dureza devido à presença do TiCN.
A pastilha GC4040 possui revestimento multicamada contendo TiN + TiCN + Al2O3
produzido por MT-CVD. Além das características citadas para o TiCN e o pelo fato de que o
TiN pode ser aplicado na usinagem de uma gama variada de materiais, a alumina presente em
uma das camadas propicia elevada resistência ao desgaste, baixa solubilidade e elevada
dureza a quente, conferindo à pastilha uma durabilidade superior às demais.
Tomando-se como referência o custo da pastilha mais barata, que é a da classe CT530, as
outras duas a superam em 25%. Embora os custos unitários sejam relativamente baixos, em
processos industriais de elevada produção estes fatores são determinantes na escolha final
junto com um outro fator importante, que é o tempo de troca de ferramental, conhecido pelo
termo “set up”, uma vez que a industria manufatureira deve se preocupar muito os custos
associados à máquina parada.
Para avaliação do comportamento das ferramentas quando se altera o avanço por aresta, foi
definida e mantida constante a velocidade de corte vc = 370 m.min-1. Na avaliação dos
resultados obtidos com as ferramentas da classe GC1025 (Fig. 5.5), é possível verificar que o
aumento do avanço resulta no aumento da vida das ferramentas. Neste caso foram efetuados
testes com quatro níveis de avanço (de fz = 0,10 até 0,25 mm.rev-1) mas a evolução do
desgaste para cada um dos avanços não tem comportamento similar.

RESULTADOS E DISCUSSÃO 101
Figura 5.5 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe GC1025.
Com a utilização das pastilhas da classe CT530, observa-se que o comportamento do desgaste
para cada avanço empregado mantém uma forma levemente semelhante (Fig. 5.6), sendo que
o maior avanço (fz = 0,25 mm.rev-1) foi o que promoveu vida mais longa. A justificativa para
este resultado está relacionada ao fato de que o percurso de corte com avanços mais baixos
resulta em um contato efetivo da ferramenta com a peça muito maior do que o obtido com os
avanços mais elevados. Além desse entendimento, tal comportamento pode ser explicado pelo
aumento de dureza sofrido na superfície da peça, por encruamento, no momento do contato da
ferramenta. O encruamento ocorre quando o aço sofre deformação abaixo da temperatura
crítica fazendo com que os grãos se deformem. Esta deformação altera as propriedades do
material, aumentando os valores de resistência, limite de escoamento, dureza e fragilizando o
material. Segundo o catálogo do fabricante (SANDVIK COROMANT, 2005), no fresamento
discordante, devido à pastilha iniciar seu corte com uma espessura de cavaco zero, são
geradas elevadas forças de usinagem. A pastilha tem que penetrar, criando um atrito com altas
temperaturas e, geralmente, entra em contato com uma superfície com encruamento causado
pela pastilha anterior por deformação plástica.
Com a utilização de avanços mais baixos, a ferramenta passa a fresar as camadas de material
encruadas durante o passe anterior tendo, como conseqüência, a promoção de um desgaste
prematuro da aresta de corte. Nos avanços maiores, esta camada encruada é ultrapassada e a
ferramenta toca a peça com sua dureza normal. O aumento do avanço também produz
aumento das forças de fresamento, com conseqüente aumento da temperatura do cavaco,
facilitando assim o seu arrancamento e permitindo maior vida da ferramenta.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
fz = 0,25 mm/rev

RESULTADOS E DISCUSSÃO 102
Além disso, com o aumento do avanço por aresta, o percurso de corte efetivo diminui para o
mesmo comprimento fresado.
Figura 5.6 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe CT530.
Na Fig. 5.7, referente às pastilhas da classe GC4040, observa-se mais uma vez que o maior
avanço (fz = 0,25 mm.rev-1) também propiciou vida mais longa. Este aumento da vida da
ferramenta também foi maior que o obtido com as pastilhas das classes GC1025 e CT530 nas
mesmas condições, como se pode avaliar na comparação da Fig. 5.5 com a Fig. 5.6.
Figura 5.7 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 370 m.min-1). Pastilhas classe GC4040.
Na comparação de vida de ferramenta para as três classes de pastilhas, ao se utilizar a
velocidade de corte vc = 370 m.min-1 e avanço por aresta fz = 0,15 mm.rev-1 obteve-se o
gráfico da Fig. 5.8. Sob esta condição, a pastilha GC4040 superou de forma significativa as
demais.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)fz = 0,15 mm/rev
fz = 0,20 mm/rev
fz = 0,25 mm/rev
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
fz = 0,15 mm/rev
fz = 0,20 mm/rev
fz = 0,25 mm/rev

RESULTADOS E DISCUSSÃO 103
Figura 5.8 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,15 mm.rev-1).
Na Fig. 5.9, onde se apresentam os resultados para vc = 370 m.min-1 e fz = 0,20 mm.rev-1, é
possível observar que, embora a pastilha da classe CT530 tenha apresentado uma taxa de
desgaste mais homogênea, foi a pastilha da classe GC4040 que apresentou a vida mais longa.
Figura 5.9 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,20 mm.rev-1).
Finalmente, com o emprego do maior valor de avanço (Fig. 5.10), a ferramenta de metal duro
revestido GC4040 novamente se destaca, apresentando vida mais longa e taxa de desgaste
mais homogênea, ou seja, em todas as situações a ferramenta GC4040 se destacou como a que
apresentou maior vida.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
Classe GC1025Classe CT530
Classe GC4040
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
Classe GC1025Classe CT530
Classe GC4040

RESULTADOS E DISCUSSÃO 104
Figura 5.10 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes classes de pastilha. (vc = 370 m.min-1 e fz = 0,25 mm.rev-1).
Baseado nos levantamentos e nas figuras anteriormente apresentadas, é possível elaborar
curvas de vida considerando o comprimento fresado em função de vc, fz e do material da
ferramenta. Na avaliação da influencia da velocidade de corte, as ferramentas são testadas
com a manutenção de avanço por aresta constante (fz = 0,15 mm.rev-1) e a vida encontrada
para as três velocidades de corte empregadas. Da mesma forma que foi apresentada nas
análises anteriores, as pastilhas da classe GC4040 apresentam vida mais longa do que as das
outras classes e a da classe GC1025 a menor, com as pastilhas cermet mantendo posição
intermediária. Como era de se esperar, o aumento da velocidade de corte resultou na
diminuição da vida das ferramentas (Fig. 5.11).
Figura 5.11 – Comprimento linear fresado em função da velocidade de corte para as três
classes de pastilhas testadas (fz = 0,15 mm.rev-1).
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 20 40 60 80 100 120L (m)
VB1
(mm
)
Classe GC1025
Classe CT530
Classe GC4040
0
20
40
60
80
100
120
280 300 320 340 360 380 400 420 440 460vc (m/min)
L (m
)
GC1025
CT530
GC4040
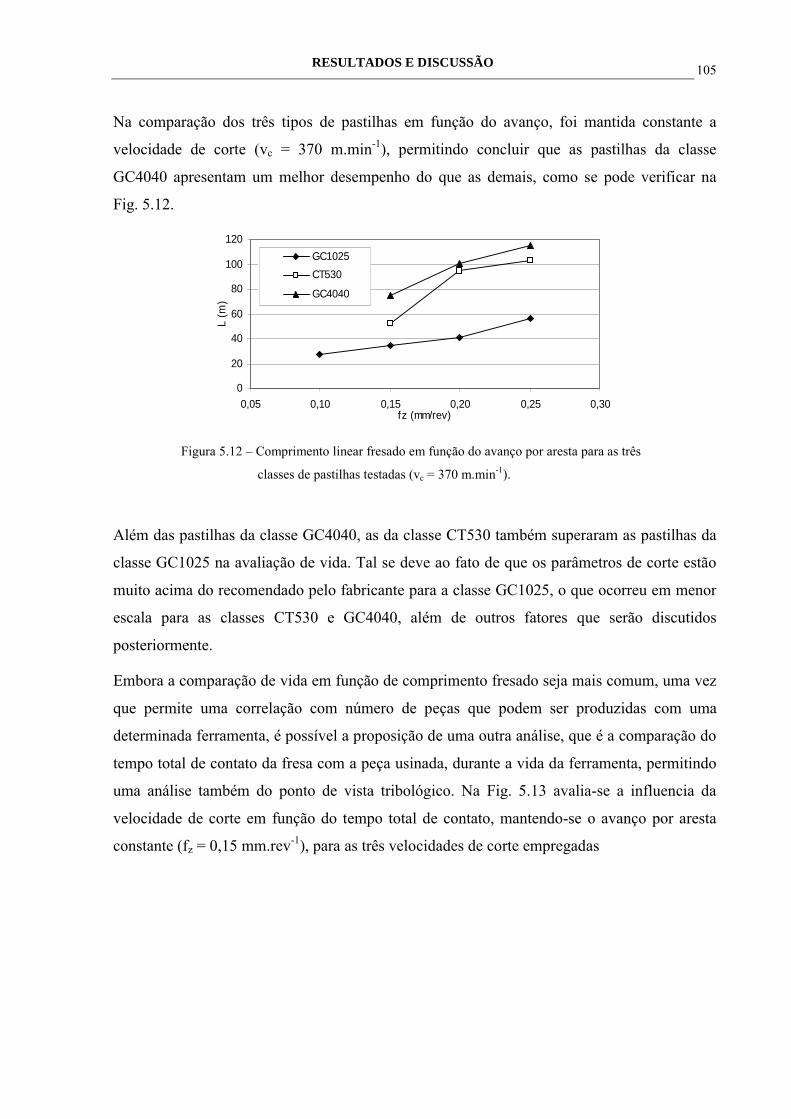
RESULTADOS E DISCUSSÃO 105
Na comparação dos três tipos de pastilhas em função do avanço, foi mantida constante a
velocidade de corte (vc = 370 m.min-1), permitindo concluir que as pastilhas da classe
GC4040 apresentam um melhor desempenho do que as demais, como se pode verificar na
Fig. 5.12.
Figura 5.12 – Comprimento linear fresado em função do avanço por aresta para as três
classes de pastilhas testadas (vc = 370 m.min-1).
Além das pastilhas da classe GC4040, as da classe CT530 também superaram as pastilhas da
classe GC1025 na avaliação de vida. Tal se deve ao fato de que os parâmetros de corte estão
muito acima do recomendado pelo fabricante para a classe GC1025, o que ocorreu em menor
escala para as classes CT530 e GC4040, além de outros fatores que serão discutidos
posteriormente.
Embora a comparação de vida em função de comprimento fresado seja mais comum, uma vez
que permite uma correlação com número de peças que podem ser produzidas com uma
determinada ferramenta, é possível a proposição de uma outra análise, que é a comparação do
tempo total de contato da fresa com a peça usinada, durante a vida da ferramenta, permitindo
uma análise também do ponto de vista tribológico. Na Fig. 5.13 avalia-se a influencia da
velocidade de corte em função do tempo total de contato, mantendo-se o avanço por aresta
constante (fz = 0,15 mm.rev-1), para as três velocidades de corte empregadas
0
20
40
60
80
100
120
0,05 0,10 0,15 0,20 0,25 0,30fz (mm/rev)
L (m
)
GC1025CT530
GC4040

RESULTADOS E DISCUSSÃO 106
Figura 5.13 – Tempo total de contato em função da velocidade de corte para as três
classes de pastilhas testadas (fz = 0,15 mm.rev-1).
Observa-se que as curvas se apresentam de forma bastante semelhante às obtidas na análise de
comprimento fresado (Fig. 5.11). Entretanto, na análise do tempo de contato em função do
avanço (Fig. 5.14), as pastilhas de metal duro revestido apresentam uma tendência à ligeira
diminuição do tempo de contato obtido até o alcance do fim de vida, e a pastilha cermet um
ligeiro aumento. Esta análise permite sugerir que o emprego de mais de um parâmetro de
comparação permite a compreensão do fenômeno sob outros pontos de vista.
Figura 5.14 – Tempo total de contato em função do avanço por aresta para as três
classes de pastilhas testadas (vc = 370 m.min-1).
-
10
20
30
40
50
280 300 320 340 360 380 400 420 440 460vc(m/min)
t (m
in)
GC1025
CT530
GC4040
-
5
10
15
20
25
30
0,05 0,10 0,15 0,20 0,25 0,30fz(mm/rev)
t (m
in)
GC1025
CT530
GC4040

RESULTADOS E DISCUSSÃO 107
5.1.2 Mecanismos de desgaste
Para a minuciosa avaliação dos mecanismos de desgaste atuantes durante os testes realizados,
foi utilizado o microscópio eletrônico de varredura para fotografar as arestas ao final dos
testes de vida.
Em todas as fotografias registradas, as pastilhas foram posicionadas de forma que a superfície
de saída pudesse ser visualizada na parte superior da imagem e a superfície de folga na parte
inferior, facilitando a compreensão do processo de desgaste sofrido. A ampliação variou de 35
a 3500 vezes para melhor detalhamento.
As Fig. 5.15 e 5.16 são referentes à pastilha da classe GC1025, utilizada com os parâmetros vc
= 440 m.min-1 e fz = 0,10 mm.rev-1. Ao se comparar esta condição com outras a que foram
impostas à mesma ferramenta, esta foi a mais severa e que resultou, também, na menor vida.
Figura 5.15 – Fotografia da pastilha GC1025 (vc = 440 m.min-1 , fz = 0,10 mm.rev-1, L = 21,5 m).
A Fig. 5.16 apresenta um detalhe ampliado da Fig. 5.15, onde se percebe um desgaste de
flanco acentuado. É possível, ainda, verificar o desgaste do revestimento aplicado, com a
exposição do substrato.
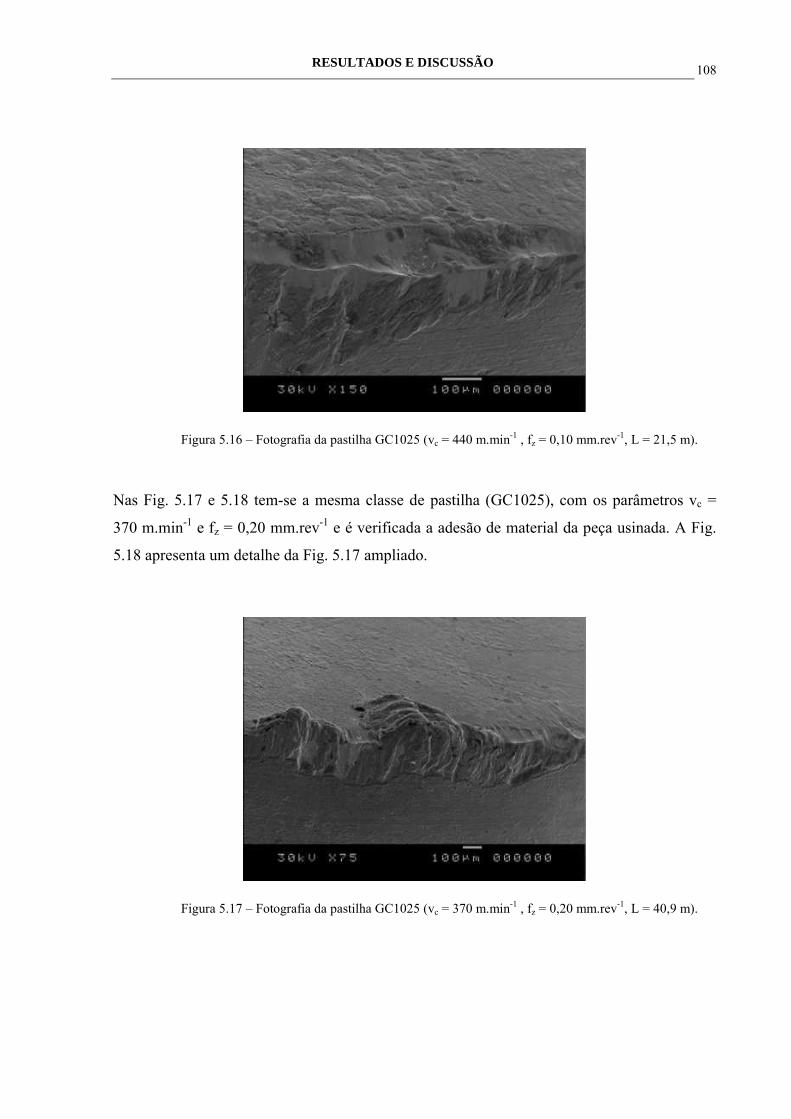
RESULTADOS E DISCUSSÃO 108
Figura 5.16 – Fotografia da pastilha GC1025 (vc = 440 m.min-1 , fz = 0,10 mm.rev-1, L = 21,5 m).
Nas Fig. 5.17 e 5.18 tem-se a mesma classe de pastilha (GC1025), com os parâmetros vc =
370 m.min-1 e fz = 0,20 mm.rev-1 e é verificada a adesão de material da peça usinada. A Fig.
5.18 apresenta um detalhe da Fig. 5.17 ampliado.
Figura 5.17 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,20 mm.rev-1, L = 40,9 m).

RESULTADOS E DISCUSSÃO 109
Figura 5.18 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,20 mm.rev-1, L = 40,9 m).
Na Fig. 5.19 é possível verificar o resultado produzido na aresta da pastilha da classe GC1025
pelos parâmetros vc = 370 m.min-1 e fz = 0,10 mm.rev-1. Sob esta condição a ferramenta
apresenta uma vida intermediária entre as pastilhas de mesma categoria.
Figura 5.19 – Fotografia da pastilha GC1025 (vc = 370 m.min-1 , fz = 0,10 mm.rev-1, L = 28,0 m).
As pastilhas da classe CT530 são indicadas para operações que envolvem usinagem sem
refrigeração. Ela têm elevada resistência à deformação plástica, à abrasão e à formação de
aresta postiça de corte. Pode ser verificado na Fig. 5.20 que, embora esta aresta tenha sido a

RESULTADOS E DISCUSSÃO 110
mais solicitada e tenha resultado na menor vida, não apresenta deformações mas apenas o
desgaste de flanco. Em pelo menos dois pontos, entretanto, percebe-se a presença de trincas
de origem térmica, devido ao menor índice de choque térmico do cermet.
Figura 5.20 – Fotografia da pastilha CT530 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1, L = 43,0 m).
De maneira bastante parecida com o descrito anteriormente para a aresta apresentada na Fig.
5.20, a alteração das condições para vc = 370 m.min-1 e fz = 0,25 mm.rev-1 produziram um
perfil semelhante, conforme se percebe na Fig. 5.21, mas com acentuação da formação de
trincas, percebidas no detalhe da Fig. 5.22, com ampliação de 3.500 vezes. Esta apresentou a
maior vida de sua classe.
Figura 5.21 – Fotografia da pastilha CT530 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1, L = 102,5 m).

RESULTADOS E DISCUSSÃO 111
Figura 5.22 – Fotografia da pastilha CT530 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1, L = 102,5 m).
Na comparação dos parâmetros de usinagem da pastilha GC4040, fixando-se fz = 0,15
mm.rev-1 e variando-se a velocidade de corte, a menor vida foi obtida para vc = 440 m.min-1.
Nas Fig. 5.23 e 5.24 pode ser percebido que, embora o desgaste VB1 tenha evoluído mais
rapidamente que nos demais, não se percebe deformações na aresta de corte ou trincas.
Alguns indícios de adesão de material podem ser percebidos na superfície de saída. Nota-se a
retirada do recobrimento e o aparecimento do substrato.
Figura 5.23 – Fotografia da pastilha GC4040 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1, L = 47,2 m).

RESULTADOS E DISCUSSÃO 112
Na ampliação (Fig. 5.24) é possível notar a formação das estrias tanto na superfície de folga
quanto na superfície de saída, além de sulcos devido à abrasão, promovidos pelos carbonetos
duros de Cr e V, presentes no aço VHSUPER.
Figura 5.24 – Fotografia da pastilha GC4040 (vc = 440 m.min-1 , fz = 0,15 mm.rev-1, L = 47,2 m).
De todas as pastilhas avaliadas, a pastilha GC4040 com vc = 370 m.min-1 e fz = 0,25 mm.rev-1
foi a que apresentou vida mais longa, entretanto, pode ser notado na Fig. 5.25 que embora o
desgaste VB1 tenha ultrapassado o valor definido de 0,50 mm, a aresta não apresenta
deformações ou incrustações. É possível notar o desgaste do recobrimento e as estrias
formadas no processo de retirada do material.
Figura 5.25 – Fotografia da pastilha GC4040 (vc = 370 m.min-1 , fz = 0,25 mm.rev-1, L = 114,7 m).

RESULTADOS E DISCUSSÃO 113
Com a mesma pastilha GC4040, mas utilizando-se os parâmetros vc = 370 m.min-1 e fz = 0,15
mm.rev-1, a vida apresentada também foi elevada. Pode ser perceber na Fig. 5.26 que ocorreu
ligeira adesão de material usinado na superfície de saída e na superfície de folga, mas sem
deformações apreciáveis. Percebe-se também a formação de trincas na superfície de folga.
Figura 5.26 – Fotografia da pastilha GC4040 (vc = 370 m.min-1 , fz = 0,15 mm.rev-1, L = 75,3 m).
Pode-se concluir que as pastilhas da classe GC1025 sofreram mais com o desgaste abrasivo,
com adesão de material e deterioração da aresta. A adesão de material favorece o
arrancamento da camada de revestimento, expondo o substrato de metal duro ao contato com
a peça usinada, reduzindo significativamente a vida da ferramenta. As pastilhas da classe
CT530 também sofreram com o desgaste abrasivo mas apresentaram também trincas devido
aos choques térmicos inerentes ao fresamento.
As pastilhas da classe GC4040 mantiveram, tanto quanto possível, a integridade da aresta e
sofreram adesão em menor intensidade que as pastilhas da classe GC1025. O desgaste de
cratera, das pastilhas da classe GC4040, foram quase imperceptíveis. Podem-se atribuir essas
duas características à presença do revestimento de Al2O3.

RESULTADOS E DISCUSSÃO 114
5.1.3 Rugosidade da superfície fresada
As medições de rugosidade na operação de fresamento nem sempre apresentam resultados
coerentes com o citado na literatura específica sobre usinagem. Em certos casos ocorrem
resultados que intrigam os que estudam esse fenômeno. Há que se avaliar que ao se iniciar um
processo de fresamento, mesmo com ferramentas novas (no caso em estudo com pastilhas de
forma circular e, portanto, sem aresta alisadora), o desgaste da aresta de corte tem a tendência
a evoluir e atingir certas dimensões e formas que aceleram o seu próprio processo de desgaste,
prejudicando a qualidade da superfície que se está usinando. Entretanto, em certos momentos,
o desgaste pode produzir uma forma na aresta de corte que se assemelha à aresta alisadora,
gerando assim, superfícies com melhor acabamento. Entretanto, com a continuidade do
desgaste da aresta o acabamento tem a tendência, novamente, a se deteriorar.
Na Fig. 5.27 é apresentada a comparação da evolução da rugosidade Rt, Rz e Ra (µm) em
função do comprimento linear fresado, para vc = 370 m.min-1 e fz = 0,20 mm.rev-1, com o uso
das pastilhas da classe GC4040.
Figura 5.27 – Evolução da rugosidade Rt, Rz e Ra (µm) com uso de pastilhas da classe
GC4040 em função de L (m) para vc = 370 m.min-1 e fz = 0,20 mm.rev-1.
É possível observar que, embora utilizando escalas diferentes para os valores de rugosidade, o
comportamento das curvas geradas é bastante semelhante, o mesmo se repetindo nas outras
classes de pastilha.
Embora tenham sido levantados os parâmetros de rugosidade Rt, Rz e Ra (µm), em virtude do
comportamento descrito anteriormente, optou-se por analisar a rugosidade apenas em termos
do parâmetro Rz, uma vez que este parâmetro leva em conta a média dos cinco valores de
rugosidade parcial e apresentou maior consistência que os demais.
-
5
10
15
20
25
7 14 22 29 43 57 65 79 93 100L (m)
Rt
Rz
(µm
)
-
0,5
1,0
1,5
2,0
2,5
3,0
3,5
Ra
(µm
)
Rt
Rz
Ra

RESULTADOS E DISCUSSÃO 115
Entretanto, se estas figuras têm um comportamento similar para cada conjunto de valores
estudado, o mesmo não se pode afirmar quando se faz a comparação entre as variações nas
velocidades de corte, entre as variações nos avanços e entre as classes de pastilhas testadas,
como foi analisado com as curvas de desgaste de ferramenta apresentadas a seguir.
Na primeira série de figuras (Fig. 5.28, 5.29 e 5.30) são apresentados os valores de rugosidade
Rz medidos em função do comprimento linear fresado, fixando-se o avanço por aresta e
variando-se os valores da velocidade de corte, para cada classe de ferramenta analisada
(GC1025, CT530 e GC4040, respectivamente).
Figura 5.28 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe GC1025 com fz = 0,15 mm.rev-1.
Figura 5.29 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe CT530 com fz = 0,15 mm.rev-1.
0
2
4
6
8
10
12
14
0 20 40 60 80 100L (m)
Rz
(µm
)
vc = 300 m/minvc = 370 m/min
vc = 440 m/min
0
2
4
6
8
10
12
14
0 20 40 60 80 100L (m)
Rz
(µm
)
vc = 300 m/minvc = 370 m/min
vc = 440 m/min

RESULTADOS E DISCUSSÃO 116
Figura 5.30 – Evolução da rugosidade Rz (µm) para diferentes velocidade de corte
em função de L (m) utilizando a classe GC4040 com fz = 0,15 mm.rev-1.
Percebe-se que as figuras não apresentam uma tendência ou comportamento que permitam
afirmações sobre quais parâmetros têm maior ou menor influência no acabamento superficial.
Em alguns casos se percebe que o valor da rugosidade tende a aumentar à medida que o teste
se desenvolve, depois este valor diminui ligeiramente, voltando a subir quando a vida da
pastilha se aproxima do fim.
A Fig. 5.31 apresenta a rugosidade obtida no início e no fim de vida de ferramenta para as três
velocidades de corte avaliadas, com a utilização da pastilha da classe GC4040. Ao se utilizar
vc = 440 m.min-1 a vida não atingiu o valor de referência de comprimento linear fresado,
equivalente a 80 m. Observa-se que nas demais velocidade de corte ocorre um esperado
aumento na rugosidade, ao final da vida das ferramentas testadas.
Figura 5.31 – Rugosidade obtida no início e no fim de vida de ferramenta para as três velocidades
de corte (m.min-1) avaliadas.para a classe GC4040 com fz = 0,15 mm.rev-1.
0
2
4
6
8
10
12
14
0 20 40 60 80 100L (m)
Rz
(µm
)
vc = 300 m/minvc = 370 m/minvc = 440 m/min
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
vc = 300 m/min
vc = 370 m/min
vc = 440 m/min

RESULTADOS E DISCUSSÃO 117
Assim, ao se utilizar vc = 370 m.min-1, obtém-se um melhor acabamento nas superfícies
fresadas, para estas condições. Como a utilização de velocidade de corte mais elevada (vc =
440 m.min-1) exige uma elevada rotação do eixo-árvore (7235 rev.min-1), esta imprime maior
vibração no conjunto da fresa, trazendo como conseqüência maior instabilidade do sistema
máquina / ferramenta, com agravo na qualidade do acabamento.
Nas Fig. 5.32, 5.33 e 5.34, foi mantida uma velocidade de corte constante (vc = 370 m.min-1)
variando-se o avanço por aresta para as classes GC1025, CT530 e GC4040, respectivamente.
Figura 5.32 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC1025 e vc = 370 m.min-1.
Figura 5.33 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe CT530 e vc = 370 m.min-1.
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
fz = 0,25 mm/rev
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
fz = 0,15 mm/revfz = 0,20 mm/rev
fz = 0,25 mm/rev

RESULTADOS E DISCUSSÃO 118
Figura 5.34 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC4040 e vc = 370 m.min-1.
Repete-se neste caso a percepção de que o valor da rugosidade tende a aumentar à medida que
o teste se desenvolve, diminui ligeiramente e volta a aumentar no fim de vida da pastilha.
Assim as Fig. 5.35 e 5.36 apresentam a rugosidade obtida no início e no fim de vida de
ferramenta para cada avanço por aresta avaliado, mantendo-se constante a velocidade de corte
de 370 m.min-1. A classe GC1025 não está representada por não atingir um comprimento
linear fresado de 80 m. Nestes dois exemplos também é possível perceber que o aumento dos
valores de rugosidade, com a elevação de fz e do desgaste das ferramentas, coincide com o
esperado, devido ao desgaste das mesmas. Uma possível inversão de comportamento para o
maior avanço pode estar relacionada com o maior efeito deste no desgaste das ferramentas.
Figura 5.35 – Rugosidade obtida no início e no fim de vida de ferramenta para cada
avanço (mm.rev-1) avaliado para a classe CT530 com vc = 370 m.min-1.
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
fz = 0,15 mm/revfz = 0,20 mm/rev
fz = 0,25 mm/rev
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
fz = 0,15 mm/rev
fz = 0,20 mm/rev
fz = 0,25 mm/rev
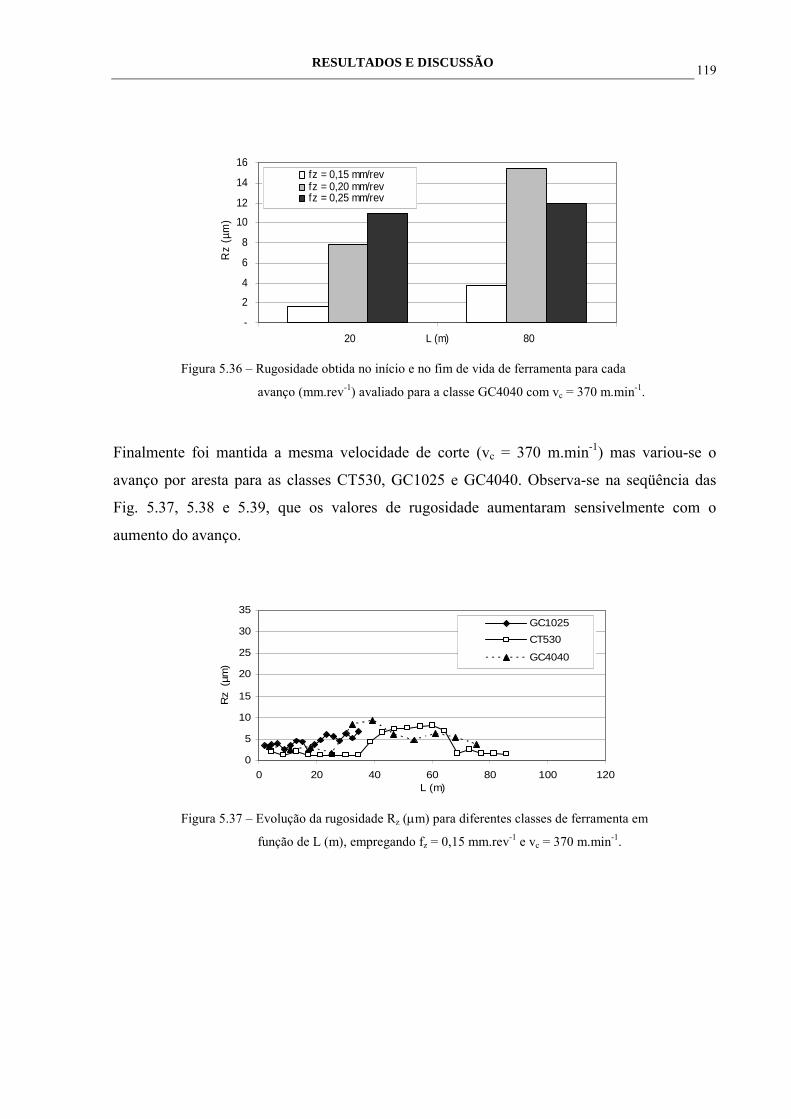
RESULTADOS E DISCUSSÃO 119
Figura 5.36 – Rugosidade obtida no início e no fim de vida de ferramenta para cada
avanço (mm.rev-1) avaliado para a classe GC4040 com vc = 370 m.min-1.
Finalmente foi mantida a mesma velocidade de corte (vc = 370 m.min-1) mas variou-se o
avanço por aresta para as classes CT530, GC1025 e GC4040. Observa-se na seqüência das
Fig. 5.37, 5.38 e 5.39, que os valores de rugosidade aumentaram sensivelmente com o
aumento do avanço.
Figura 5.37 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta em
função de L (m), empregando fz = 0,15 mm.rev-1 e vc = 370 m.min-1.
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
fz = 0,15 mm/revfz = 0,20 mm/revfz = 0,25 mm/rev
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
GC1025CT530
GC4040

RESULTADOS E DISCUSSÃO 120
Figura 5.38 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta em
função de L (m), empregando fz = 0,20 mm.rev-1 e vc = 370 m.min-1.
Figura 5.39 – Evolução da rugosidade Rz (µm) para diferentes classes de ferramenta em
função de L (m), empregando fz = 0,25 mm.rev-1 e vc = 370 m.min-1.
A rugosidade obtida no início e no fim de vida de ferramenta para cada classe de pastilha
testada, fixando-se os valores de velocidade de corte em 370 m.min-1 e os avanços respectivos
de 0,15 mm.rev-1 e 0,20 mm.rev-1 (para as três classes de pastilhas testadas) e avanço de 0,25
mm.rev-1 (para as classes CT530 e GC4040) são apresentados nas Fig. 5.40 , 5.41 e 5.42. Nas
três situações apresentadas, confirma-se o aumento da rugosidade com o aumento de fz e do
desgaste de ferramenta. Percebe-se ainda que, variando-se os parâmetros citados, os menores
valores de rugosidade são sempre obtidos com a utilização da classe CT530. Deve-se observar
que as pastilhas da classe GC1025 não atingiram o comprimento linear fresado de 80 m.
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
GC1025CT530
GC4040
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120L (m)
Rz
(µm
)
GC1025CT530GC4040

RESULTADOS E DISCUSSÃO 121
Figura 5.40 – Rugosidade obtida no início e no fim de vida de ferramenta para as três
classes de pastilhas avaliadas com vc = 370 m.min-1 e fz = 0,15 mm.rev-1.
Figura 5.41 – Rugosidade obtida no início e no fim de vida de ferramenta para as três
classes de pastilhas avaliadas com vc = 370 m.min-1 e fz = 0,20 mm.rev-1.
Figura 5.42 – Rugosidade obtida no início e no fim de vida de ferramenta para as classes
CT530 e GC4040 avaliadas com vc = 370 m.min-1 e fz = 0,25 mm.rev-1.
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
530
4040
1025
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
530
4040
1025
-
2
4
6
8
10
12
14
16
20 80L (m)
Rz
(µm
)
530
4040

RESULTADOS E DISCUSSÃO 122
Embora o resultado dos testes realizados não tenha conferido ao parâmetro rugosidade uma
tendência clara de comportamento que permita a previsão de fim de vida destas ferramentas
ou ainda elemento de comparação junto a outros parâmetros para assegurar a melhoria do
acabamento superficial das superfícies fresadas, são úteis para avaliar comparativamente as
condições que proporcionam melhor acabamento.
A Fig. 5.43 confirma o fato de que, na maioria dos casos, a pastilha da classe CT530 superou
a da classe GC4040 no quesito rugosidade, ao proporcionar um melhor acabamento na
maioria dos experimentos realizados. Os resultados da pastilha da classe GC1025 estão
incompletos não só devido aos resultados de vida serem aquém das demais como por não ter
sido avaliada a rugosidade nos testes com fz = 0,25 mm.rev-1.
Na comparação da evolução do desgaste na superfície de folga para as ferramentas da classe
GC4040 e CT530, verificou-se que a primeira apresentou vida mais longa do que a segunda.
Entretanto e evolução deste desgaste não afetou de forma significativa a evolução da
rugosidade. A menor condutibilidade térmica do cermet produz forças de corte mais baixas,
resultando em menor rugosidade na peça fresada, em comparação com as outras ferramentas.
Figura 5.43 – Comparação da rugosidade obtida ao longo da vida das ferramentas das classes
CT530, GC4040 e GC1025, avaliadas com vc = 370 m.min-1 , variando-se o
avanço por aresta (mm.rev-1).
-
5
10
15
20
25
30
35
20 40 60 80L (m)
Rz
(µm
)
530 fz = 0,15 mm/rev530 fz = 0,20 mm/rev530 fz = 0,25 mm/rev
4040 fz = 0,15 mm/rev4040 fz = 0,20 mm/rev4040 fz = 0,25 mm/rev
1025 fz = 0,15 mm/rev1025 fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 123
5.1.4 Forças de usinagem
As curvas de distribuição das forças de fresamento nos eixos cartesianos, obtidas com o
dinamômetro piezoelétrico, têm o aspecto mostrado na Fig. 5.44. Pode-se verificar que, na
configuração e na captura dos dados com a utilização do software Dynoware, é possível obter
os valores médios, máximos e mínimos das forças medidas, após seleção da faixa de tempo
relativa ao percurso da ferramenta sobre a peça em teste. Como citado, a freqüência de
aquisição empregada foi de 400 Hz e o tempo de aquisição foi suficiente para que a
ferramenta efetuasse um passe sobre o corpo de prova variando, dessa forma, com a
velocidade de avanço empregada.
Figura 5.44 – Forças de usinagem (N) em função do tempo (s). Pastilha da classe GC4040
(vc = 370 m.min-1 e fz = 0,25 mm.rev-1).
Foram analisadas as forças resultantes nos eixos X, Y e Z (Fig. 5.45), sendo que a força
aplicada no eixo Y (Fy), foi representada com o sinal negativo em função do posicionamento
do dinamômetro sobre a base da máquina. Este sinal foi corrigido ao serem lançados os dados
da Tab. 5.2 e na construção dos gráficos para o estudo da relação entre estas forças e os
parâmetros de usinagem estabelecidos para os testes. As forças Fx e Fy estão associadas aos
respectivos movimentos da mesa do centro de usinagem, ao passo que a força atuante no eixo
Z (Fz) é coincidente com a força passiva Fp, descrita anteriormente.

RESULTADOS E DISCUSSÃO 124
Figura 5.45 – Decomposição das forças de fresamento nos eixos cartesianos.
Tabela 5.2
Forças de usinagem no fresamento do aço VHSUPER recozido.
Classe vc (m.min-1) fz (mm.rev-1) Fx (N) Fy (N) Fz (N)
300 0,15 80,34 126,70 140,67
370 0,15 111,72 116,57 162,59
CT530 370 0,20 95,22 155,03 155,79
370 0,25 110,92 180,67 174,26
440 0,15 81,87 120,42 140,20
300 0,10 68,21 90,47 120,17
370 0,10 67,76 87,69 130,17
GC1025 370 0,15 104,09 117,93 225,12
370 0,20 123,48 149,01 260,51
440 0,10 79,77 87,84 197,70
300 0,15 108,79 127,41 259,31
370 0,15 108,88 124,21 264,27
GC4040 370 0,20 121,73 153,52 292,59
370 0,25 136,54 177,92 316,09
440 0,15 114,40 125,96 300,19
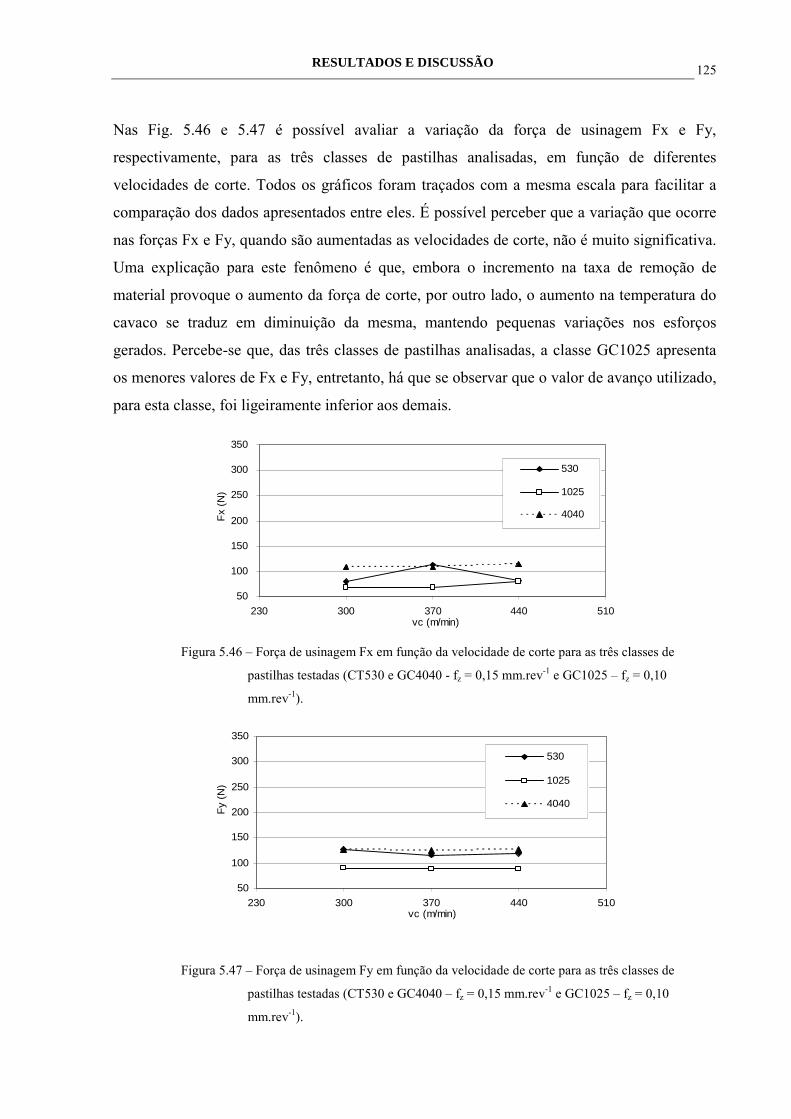
RESULTADOS E DISCUSSÃO 125
Nas Fig. 5.46 e 5.47 é possível avaliar a variação da força de usinagem Fx e Fy,
respectivamente, para as três classes de pastilhas analisadas, em função de diferentes
velocidades de corte. Todos os gráficos foram traçados com a mesma escala para facilitar a
comparação dos dados apresentados entre eles. É possível perceber que a variação que ocorre
nas forças Fx e Fy, quando são aumentadas as velocidades de corte, não é muito significativa.
Uma explicação para este fenômeno é que, embora o incremento na taxa de remoção de
material provoque o aumento da força de corte, por outro lado, o aumento na temperatura do
cavaco se traduz em diminuição da mesma, mantendo pequenas variações nos esforços
gerados. Percebe-se que, das três classes de pastilhas analisadas, a classe GC1025 apresenta
os menores valores de Fx e Fy, entretanto, há que se observar que o valor de avanço utilizado,
para esta classe, foi ligeiramente inferior aos demais.
Figura 5.46 – Força de usinagem Fx em função da velocidade de corte para as três classes de
pastilhas testadas (CT530 e GC4040 - fz = 0,15 mm.rev-1 e GC1025 – fz = 0,10
mm.rev-1).
Figura 5.47 – Força de usinagem Fy em função da velocidade de corte para as três classes de
pastilhas testadas (CT530 e GC4040 – fz = 0,15 mm.rev-1 e GC1025 – fz = 0,10
mm.rev-1).
50
100
150
200
250
300
350
230 300 370 440 510vc (m/min)
Fx (N
)
530
1025
4040
50
100
150
200
250
300
350
230 300 370 440 510vc (m/min)
Fy (N
)
530
1025
4040

RESULTADOS E DISCUSSÃO 126
Na Fig. 5.48 é apresentada a variação da força passiva (Fz) para as três classes de pastilhas
analisadas, em função de diferentes velocidades de corte. Neste caso, percebe-se que existe
um substancial incremento de Fz, para as pastilhas da classe GC4040. Entretanto, a
ferramenta CT530 manteve variação mais moderada e a GC1025 apresentou um incremento
substancial apenas com vc = 440 m.min-1, possivelmente devido à presença de zona de
aderência, causada pela ausência de Al2O3 no revestimento. Comparando as ferramentas
GC4040 e CT530, utilizadas sob condições de corte idênticas, observa-se que o cermet
propicia valores de força passiva inferiores ao metal duro. Este fato pode ser explicado pela
diferença entre os valores de condutividade térmica das duas ferramentas, ou seja, por possuir
condutividade térmica mais baixa, a ferramenta cermet retém calor na zona de corte, o que
reduz a resistência ao cisalhamento da peça e, conseqüentemente, a força de usinagem.
Figura 5.48 – Força de usinagem Fz em função da velocidade de corte para as três classes de
pastilhas testadas (CT530 e GC4040 – fz = 0,15 mm.rev-1 e GC1025 – fz = 0,10
mm.rev-1).
Na comparação da evolução das forças de usinagem Fx e Fy geradas no plano de trabalho em
função dos avanços estudados observa-se, respectivamente, nas Fig. 5.49 e 5.50 a evolução
quase linear da força em função do avanço. Nota-se a proximidade desta tendência ao se
comparar as três classes de pastilhas avaliadas. O aumento do avanço produz um aumento do
volume de material arrancado em função do tempo, resultando em maiores esforços gerados.
50
100
150
200
250
300
350
230 300 370 440 510vc (m/min)
Fz (N
)
530
1025
4040

RESULTADOS E DISCUSSÃO 127
Figura 5.49 – Força de usinagem Fx em função do avanço por aresta para as três classes
de pastilha testadas (vc = 370 m.min-1).
Figura 5.50 – Força de usinagem Fy em função do avanço por aresta para as três classes
de pastilha testadas (vc = 370 m.min-1).
O aumento da força passiva (Fz) em função do avanço por aresta, mantendo-se a velocidade
de corte constante, é percebido na Fig. 5.51 principalmente para as classes GC4040 e
GC1025. A classe CT530 apresenta variação mínima na força de usinagem neste eixo. Mais
uma vez, sua baixa condutividade térmica implica em força menor.
50
100
150
200
250
300
350
0,05 0,10 0,15 0,20 0,25 0,30fz (mm/rev)
Fx (N
)
530
1025
4040
50
100
150
200
250
300
350
0,05 0,10 0,15 0,20 0,25 0,30fz (mm/rev)
Fy (N
)
530
1025
4040
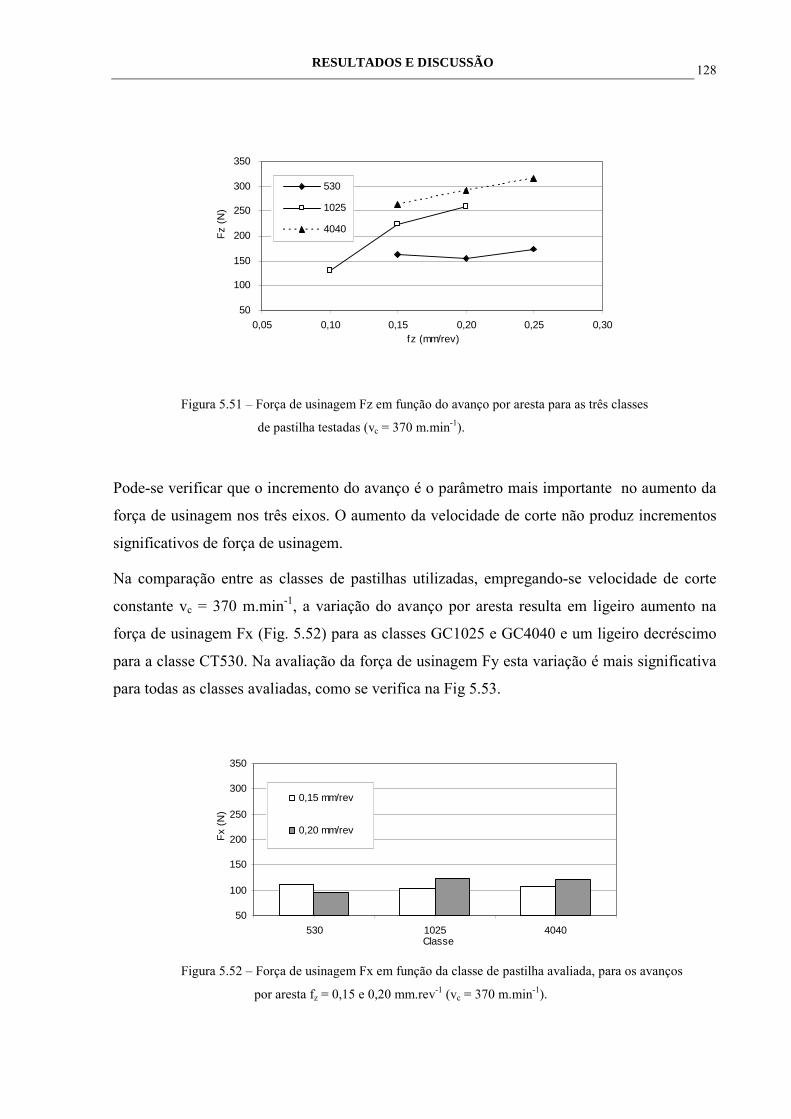
RESULTADOS E DISCUSSÃO 128
Figura 5.51 – Força de usinagem Fz em função do avanço por aresta para as três classes
de pastilha testadas (vc = 370 m.min-1).
Pode-se verificar que o incremento do avanço é o parâmetro mais importante no aumento da
força de usinagem nos três eixos. O aumento da velocidade de corte não produz incrementos
significativos de força de usinagem.
Na comparação entre as classes de pastilhas utilizadas, empregando-se velocidade de corte
constante vc = 370 m.min-1, a variação do avanço por aresta resulta em ligeiro aumento na
força de usinagem Fx (Fig. 5.52) para as classes GC1025 e GC4040 e um ligeiro decréscimo
para a classe CT530. Na avaliação da força de usinagem Fy esta variação é mais significativa
para todas as classes avaliadas, como se verifica na Fig 5.53.
Figura 5.52 – Força de usinagem Fx em função da classe de pastilha avaliada, para os avanços
por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1).
50
100
150
200
250
300
350
0,05 0,10 0,15 0,20 0,25 0,30fz (mm/rev)
Fz (N
)
530
1025
4040
50
100
150
200
250
300
350
530 1025 4040Classe
Fx (N
)
0,15 mm/rev
0,20 mm/rev
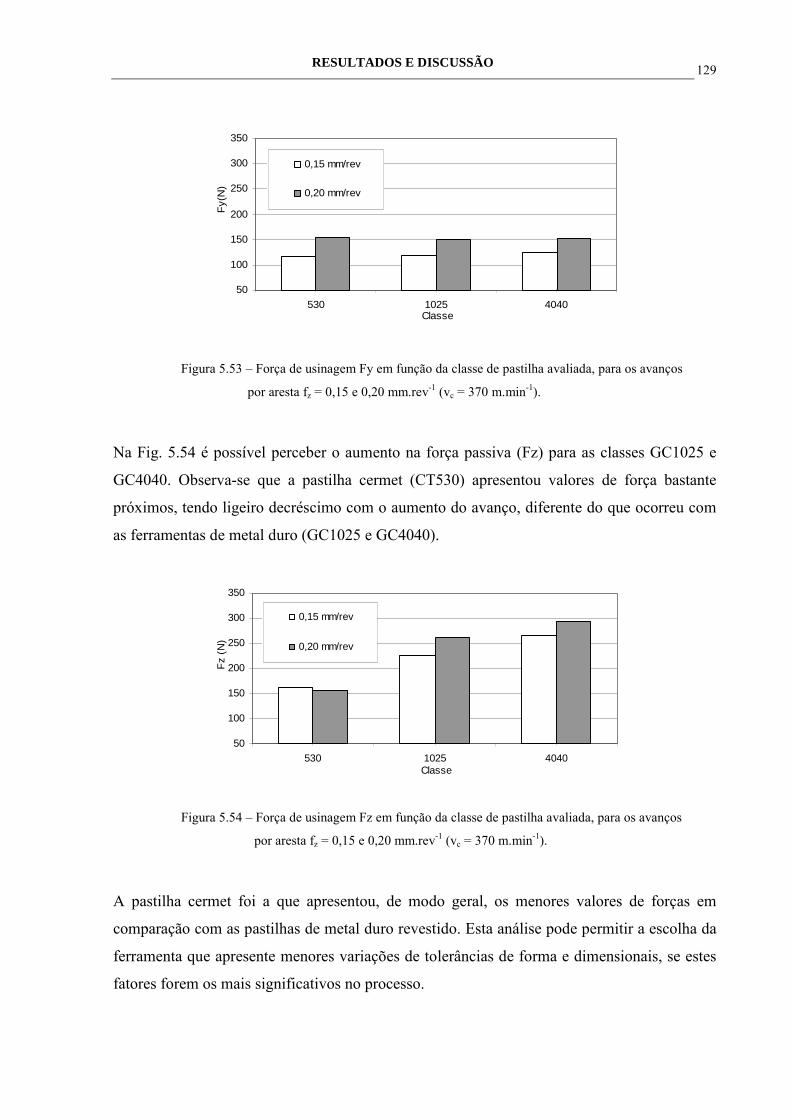
RESULTADOS E DISCUSSÃO 129
Figura 5.53 – Força de usinagem Fy em função da classe de pastilha avaliada, para os avanços
por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1).
Na Fig. 5.54 é possível perceber o aumento na força passiva (Fz) para as classes GC1025 e
GC4040. Observa-se que a pastilha cermet (CT530) apresentou valores de força bastante
próximos, tendo ligeiro decréscimo com o aumento do avanço, diferente do que ocorreu com
as ferramentas de metal duro (GC1025 e GC4040).
Figura 5.54 – Força de usinagem Fz em função da classe de pastilha avaliada, para os avanços
por aresta fz = 0,15 e 0,20 mm.rev-1 (vc = 370 m.min-1).
A pastilha cermet foi a que apresentou, de modo geral, os menores valores de forças em
comparação com as pastilhas de metal duro revestido. Esta análise pode permitir a escolha da
ferramenta que apresente menores variações de tolerâncias de forma e dimensionais, se estes
fatores forem os mais significativos no processo.
50
100
150
200
250
300
350
530 1025 4040Classe
Fy(N
)
0,15 mm/rev
0,20 mm/rev
50
100
150
200
250
300
350
530 1025 4040Classe
Fz (N
)
0,15 mm/rev
0,20 mm/rev

RESULTADOS E DISCUSSÃO 130
5.1.5 Desvios dimensionais e geométricos
Para avaliação dos desvios dimensionais e geométricos devido, principalmente, à deflexão do
conjunto ferramenta – fresa – haste, resultantes da operação de fresamento, foi desenvolvido
um corpo de prova fictício, para simulação de usinagem de uma cavidade circular e uma
retangular, comumente denominadas bolsões. Além destas cavidades foi efetuada a usinagem
do contorno externo da peça contendo dois arcos de mesmo raio e um chanfro. Na Fig. 5.55
um protótipo em polipropileno é medido na máquina de medição por coordenadas, depois de
concluída sua usinagem. Na usinagem dos bolsões foi utilizado o fresamento em rampa
anteriormente descrito.
Figura 5.55 – Corpo de prova em polipropileno utilizado no teste de fresamento de cavidades
sobre a base da máquina de medição por coordenadas.
Após a usinagem do corpo de prova, utilizando-se os parâmetros de corte apresentados na
Tab. 4.6, para o aço recozido, foram efetuadas as medições, obtendo-se as variações
dimensionais a seguir descritas. Foram efetuados testes apenas com as ferramentas GC4040 e
CT530, por apresentarem resultados relativos à vida bem superiores aos obtidos com a
ferramenta GC1025
Entre os planos verticais gerados na usinagem do contorno, denominados B x B’ e C x C’,
apresentados na Fig. 4.11, é possível observar que a variação dimensional obtida entre os
planos C x C’ (150 mm), resultante do movimento da ferramenta paralelo ao eixo X do centro
de usinagem, é sempre menor que a variação obtida entre os planos B x B’ (150 mm),

RESULTADOS E DISCUSSÃO 131
resultantes do movimento da ferramenta paralelamente ao eixo Y (Fig. 5.56), para todas as
condições de corte empregadas.
Na análise dos testes 1 e 2 com a ferramenta cermet (utilizando-se vc = 370 m.min-1 com fz =
0,25 e 0,15 mm.rev-1, respectivamente), verifica-se que os menores desvios coincidem com o
menor avanço empregado. No emprego da ferramenta de metal duro, com as mesmas
condições (testes 3 e 4) ocorre o inverso.
Figura 5.56 – Variação dimensional dos planos verticais B x B’ e C x C’ (vc = 370 m.min-1).
Outra comparação que se destaca é o resultado obtido com a ferramenta de metal duro
GC4040, com a mudança de fresamento discordante (teste 4) para concordante (teste 5),
utilizando-se vc = 370 m.min-1 e fz = 0,15 mm.rev-1, onde a variação dimensional aumenta
mais do que o dobro ao se mudar o sentido de corte.
Na comparação entre os testes 1 e 3, entre ferramenta de cermet e de metal duro, com a
utilização de vc = 370 m.min-1 com fz = 0,25 mm.rev-1, percebe-se ligeira diminuição da
variação com o emprego da ferramenta de metal duro, ocorrendo o inverso com a mudança do
avanço para fz = 0,15 mm.rev-1, testes 2 e 4, respectivamente.
Na avaliação da usinagem das cavidades retangular e circular, os resultados referentes à
variação dimensional, foram executados com os mesmos parâmetros apresentados na Tab.
4.6. Foram feitas medições do diâmetro da cavidade circular e do maior comprimento da
cavidade retangular, apresentados na Fig. 5.57. Observa-se que na utilização da ferramenta
cermet para usinagem da cavidade circular (testes 1 e 2), o maior avanço empregado gerou
um desvio dimensional quase duas vezes maior que o obtido com o menor avanço. Com a
0 50 100 150 200 250Variação (µm)
Variação dimensional C x C' (150 mm)
Variação dimensional B x B' (150 mm)
1 – CT530 – fz = 0,25 mm.rev-1 – discordante
2 – CT530 – fz = 0,15 mm.rev-1 – discordante
3 – GC4040 – fz = 0,25 mm.rev-1 – discordante
4 – GC4040 – fz = 0,15 mm.rev-1 – discordante
5 – GC4040 – fz = 0,15 mm.rev-1 – concordante

RESULTADOS E DISCUSSÃO 132
mesma classe de ferramenta, o resultado foi semelhante na usinagem da cota de 130 mm da
cavidade retangular.
Figura 5.57 – Variação dimensional no diâmetro da cavidade circular e na maior dimensão
da cavidade retangular (vc = 370 m.min-1).
A mesma variação devido ao aumento do avanço se repete com a ferramenta GC4040 (testes
3 e 4) para a cavidade circular mas teve pouca influência na cota de 130 mm. Ao se analisar
os testes 4 e 5, onde os parâmetros são iguais, à exceção do sentido de corte, percebe-se mais
uma vez que o sentido concordante provoca maior variação dimensional na usinagem da
cavidade cilíndrica do que o discordante, como no exemplo anterior.
Na comparação entre os testes 1 e 3, entre ferramenta cermet e metal duro, com a utilização
de vc = 370 m.min-1 com fz = 0,25 mm.rev-1, percebe-se um aumento da variação com o
emprego da ferramenta de metal duro, o mesmo ocorrendo com a mudança do avanço para fz
= 0,15 mm.rev-1, testes 2 e 4, respectivamente.
Na utilização da máquina de medição por coordenadas, além das medições de distância entre
planos que foram anteriormente citadas, foram avaliados também os seguintes desvios de
forma, posição e orientação: circularidade, cilindricidade, paralelismo, inclinação e posição de
um elemento. Quatro arcos de raio 30 mm foram avaliados quanto a circularidade. Apenas
duas medições apresentaram valores acima de 15 µm (23 e 28 µm, respectivamente),
conforme Fig. 5.58, o que indica que a programação da máquina foi adequada e a mesma
correspondeu aos comandos utilizados, gerando arcos com pequenos erros de forma.
0 50 100 150 200 250 300Variação (µm)
Var. diâmetro da cavidade circular (70 mm)
Var. comprimento da cavidade retangular (130 mm)
1 – CT530 – fz = 0,25 mm.rev-1 – discordante
2 – CT530 – fz = 0,15 mm.rev-1 – discordante
3 – GC4040 – fz = 0,25 mm.rev-1 – discordante
4 – GC4040 – fz = 0,15 mm.rev-1 – discordante
5 – GC4040 – fz = 0,15 mm.rev-1 – concordante

RESULTADOS E DISCUSSÃO 133
Figura 5.58 – Variação de circularidade nos arcos de raio 30 mm (vc = 370 m.min-1).
A medição da cilindricidade da cavidade circular atingiu o máximo de 32 µm, o que também
indica um bom acerto na programação da usinagem em rampa. Na Fig. 5.59 verifica-se que a
ferramenta cermet apresentou os menores valores de variação de cilindricidade na usinagem
dos corpos de prova.
Figura 5.59 – Variação de cilindricidade na cavidade circular ∅ 70 mm (vc = 370 m.min-1).
O mesmo pode-se dizer das avaliações de paralelismo. As quatro medições efetuadas em cada
peça apresentaram valores inferiores a 84 µm, conforme Fig. 5.60, à exceção de um único
valor igual a 354 µm (excluído do gráfico), possivelmente devido a erro grosseiro de medição.
As variações nas medições de inclinação apresentaram valores menores que 1’.
0 5 10 15 20 25 30 35Variação (µm)
Cilindricidade
0 5 10 15 20 25 30Variação (µm)
Arco Inf. Interno
Arco Sup. InternoArco Inf. Externo
Arco Sup. Externo
1 – CT530 – fz = 0,25 mm.rev-1 – discordante
2 – CT530 – fz = 0,15 mm.rev-1 – discordante
3 – GC4040 – fz = 0,25 mm.rev-1 – discordante
4 – GC4040 – fz = 0,15 mm.rev-1 – discordante
5 – GC4040 – fz = 0,15 mm.rev-1 – concordante
1 – CT530 – fz = 0,25 mm.rev-1 – discordante
2 – CT530 – fz = 0,15 mm.rev-1 – discordante
3 – GC4040 – fz = 0,25 mm.rev-1 – discordante
4 – GC4040 – fz = 0,15 mm.rev-1 – discordante
5 – GC4040 – fz = 0,15 mm.rev-1 – concordante
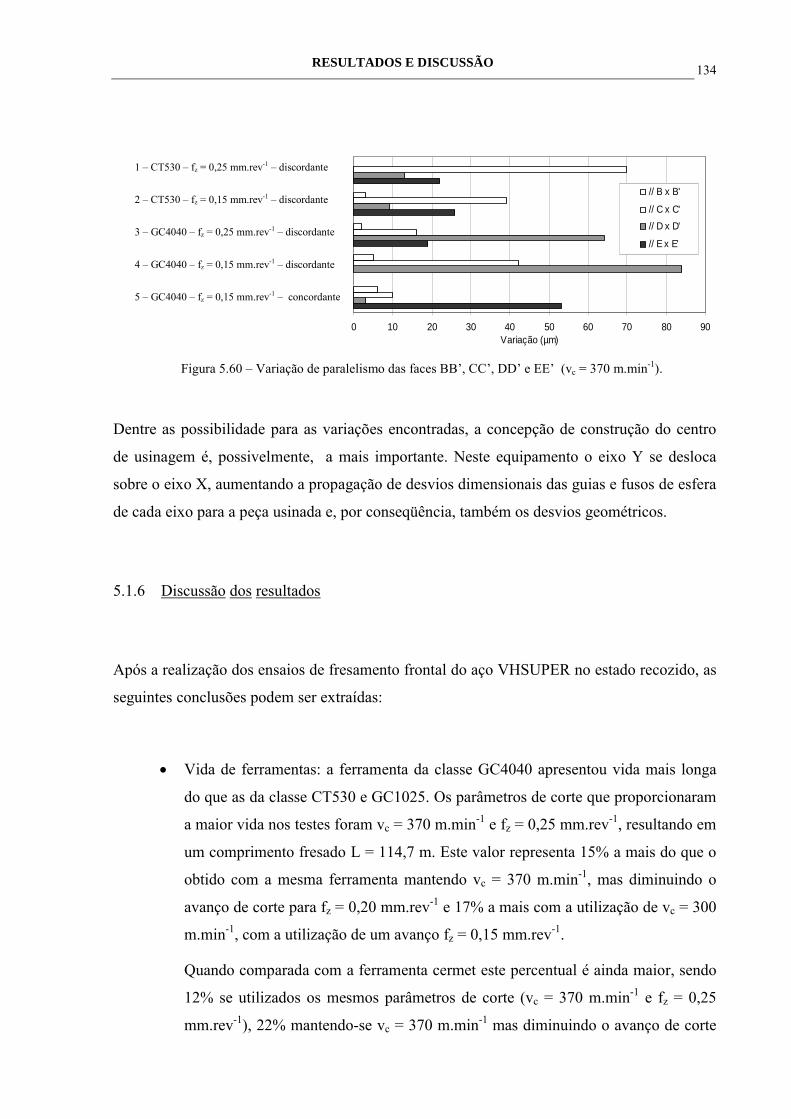
RESULTADOS E DISCUSSÃO 134
Figura 5.60 – Variação de paralelismo das faces BB’, CC’, DD’ e EE’ (vc = 370 m.min-1).
Dentre as possibilidade para as variações encontradas, a concepção de construção do centro
de usinagem é, possivelmente, a mais importante. Neste equipamento o eixo Y se desloca
sobre o eixo X, aumentando a propagação de desvios dimensionais das guias e fusos de esfera
de cada eixo para a peça usinada e, por conseqüência, também os desvios geométricos.
5.1.6 Discussão dos resultados
Após a realização dos ensaios de fresamento frontal do aço VHSUPER no estado recozido, as
seguintes conclusões podem ser extraídas:
• Vida de ferramentas: a ferramenta da classe GC4040 apresentou vida mais longa
do que as da classe CT530 e GC1025. Os parâmetros de corte que proporcionaram
a maior vida nos testes foram vc = 370 m.min-1 e fz = 0,25 mm.rev-1, resultando em
um comprimento fresado L = 114,7 m. Este valor representa 15% a mais do que o
obtido com a mesma ferramenta mantendo vc = 370 m.min-1, mas diminuindo o
avanço de corte para fz = 0,20 mm.rev-1 e 17% a mais com a utilização de vc = 300
m.min-1, com a utilização de um avanço fz = 0,15 mm.rev-1.
Quando comparada com a ferramenta cermet este percentual é ainda maior, sendo
12% se utilizados os mesmos parâmetros de corte (vc = 370 m.min-1 e fz = 0,25
mm.rev-1), 22% mantendo-se vc = 370 m.min-1 mas diminuindo o avanço de corte
0 10 20 30 40 50 60 70 80 90Variação (µm)
// B x B'
// C x C'// D x D'
// E x E'
1 – CT530 – fz = 0,25 mm.rev-1 – discordante
2 – CT530 – fz = 0,15 mm.rev-1 – discordante
3 – GC4040 – fz = 0,25 mm.rev-1 – discordante
4 – GC4040 – fz = 0,15 mm.rev-1 – discordante
5 – GC4040 – fz = 0,15 mm.rev-1 – concordante

RESULTADOS E DISCUSSÃO 135
para fz = 0,20 mm.rev-1 e 68% a mais com a utilização de vc = 300 m.min-1 e fz =
0,15 mm.rev-1.
Na comparação com a ferramenta GC1025, que apresentou os piores resultados
relativos à vida, a ferramenta GC4040 atingiu 104% a mais do que o melhor
resultado que aquela obteve, com vc = 370 m.min-1 e fz = 0,25 mm.rev-1.
Percebe-se ainda que os melhores resultados obtidos com as três classes testadas
foram com os maiores avanços de corte. Observou-se que a vida da ferramenta
aumentou proporcionalmente ao aumento do avanço na faixa de testes empregada.
A causa para este resultado tem relação com o fato de que o percurso de corte da
fresa sobre a peça, utilizando os menores avanços, traz como conseqüência um
contato efetivo da ferramenta com a peça muito maior do que o obtido com os
maiores avanços. Além desse entendimento, empregando-se os menores avanços, a
ferramenta atinge uma região previamente encruada pela aresta anterior, que
aumenta a dureza da superfície, exigindo mais da ferramenta. Com o aumento do
avanço, esta camada encruada é ultrapassada pela ferramenta, atingindo o material
em seu estado natural.
• Mecanismos de desgaste: as ferramentas da classe GC1025 foram as que mais
sofreram tanto com desgaste abrasivo e com adesão de material como deterioração
da aresta de corte. Como a adesão de material favorece o arrancamento da camada
de revestimento e expõe o substrato de metal duro ao contato com a peça usinada,
a vida da ferramenta é reduzida de forma significativa. As ferramentas da classe
CT530 não apenas foram submetidas a um elevado desgaste abrasivo mas
apresentaram também trincas devido aos choques térmicos inerentes ao
fresamento. As ferramentas da classe GC4040 mantiveram, em maior grau, a
integridade da aresta e sofreram menor adesão que as pastilhas da classe GC1025,
com desgastes de cratera quase imperceptíveis, devido à presença do revestimento
de Al2O3.
• Rugosidade da superfície fresada: o valor da rugosidade apresentou tendência a
aumentar à medida que os testes se desenvolviam. Na maioria dos casos, a pastilha
da classe CT530 superou a da classe GC4040 quanto à rugosidade, proporcionando
melhor acabamento na maioria dos experimentos realizados. As pastilhas da classe
GC1025 produziram superfícies com os maiores valores de rugosidade quando
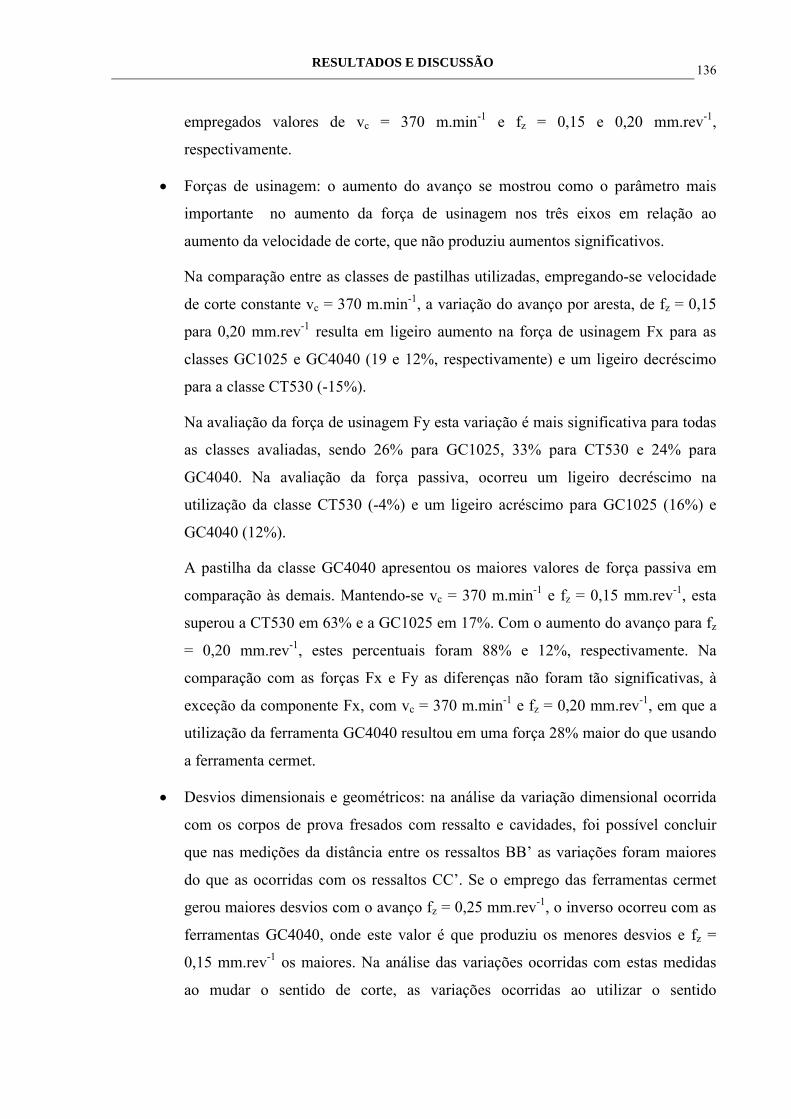
RESULTADOS E DISCUSSÃO 136
empregados valores de vc = 370 m.min-1 e fz = 0,15 e 0,20 mm.rev-1,
respectivamente.
• Forças de usinagem: o aumento do avanço se mostrou como o parâmetro mais
importante no aumento da força de usinagem nos três eixos em relação ao
aumento da velocidade de corte, que não produziu aumentos significativos.
Na comparação entre as classes de pastilhas utilizadas, empregando-se velocidade
de corte constante vc = 370 m.min-1, a variação do avanço por aresta, de fz = 0,15
para 0,20 mm.rev-1 resulta em ligeiro aumento na força de usinagem Fx para as
classes GC1025 e GC4040 (19 e 12%, respectivamente) e um ligeiro decréscimo
para a classe CT530 (-15%).
Na avaliação da força de usinagem Fy esta variação é mais significativa para todas
as classes avaliadas, sendo 26% para GC1025, 33% para CT530 e 24% para
GC4040. Na avaliação da força passiva, ocorreu um ligeiro decréscimo na
utilização da classe CT530 (-4%) e um ligeiro acréscimo para GC1025 (16%) e
GC4040 (12%).
A pastilha da classe GC4040 apresentou os maiores valores de força passiva em
comparação às demais. Mantendo-se vc = 370 m.min-1 e fz = 0,15 mm.rev-1, esta
superou a CT530 em 63% e a GC1025 em 17%. Com o aumento do avanço para fz
= 0,20 mm.rev-1, estes percentuais foram 88% e 12%, respectivamente. Na
comparação com as forças Fx e Fy as diferenças não foram tão significativas, à
exceção da componente Fx, com vc = 370 m.min-1 e fz = 0,20 mm.rev-1, em que a
utilização da ferramenta GC4040 resultou em uma força 28% maior do que usando
a ferramenta cermet.
• Desvios dimensionais e geométricos: na análise da variação dimensional ocorrida
com os corpos de prova fresados com ressalto e cavidades, foi possível concluir
que nas medições da distância entre os ressaltos BB’ as variações foram maiores
do que as ocorridas com os ressaltos CC’. Se o emprego das ferramentas cermet
gerou maiores desvios com o avanço fz = 0,25 mm.rev-1, o inverso ocorreu com as
ferramentas GC4040, onde este valor é que produziu os menores desvios e fz =
0,15 mm.rev-1 os maiores. Na análise das variações ocorridas com estas medidas
ao mudar o sentido de corte, as variações ocorridas ao utilizar o sentido
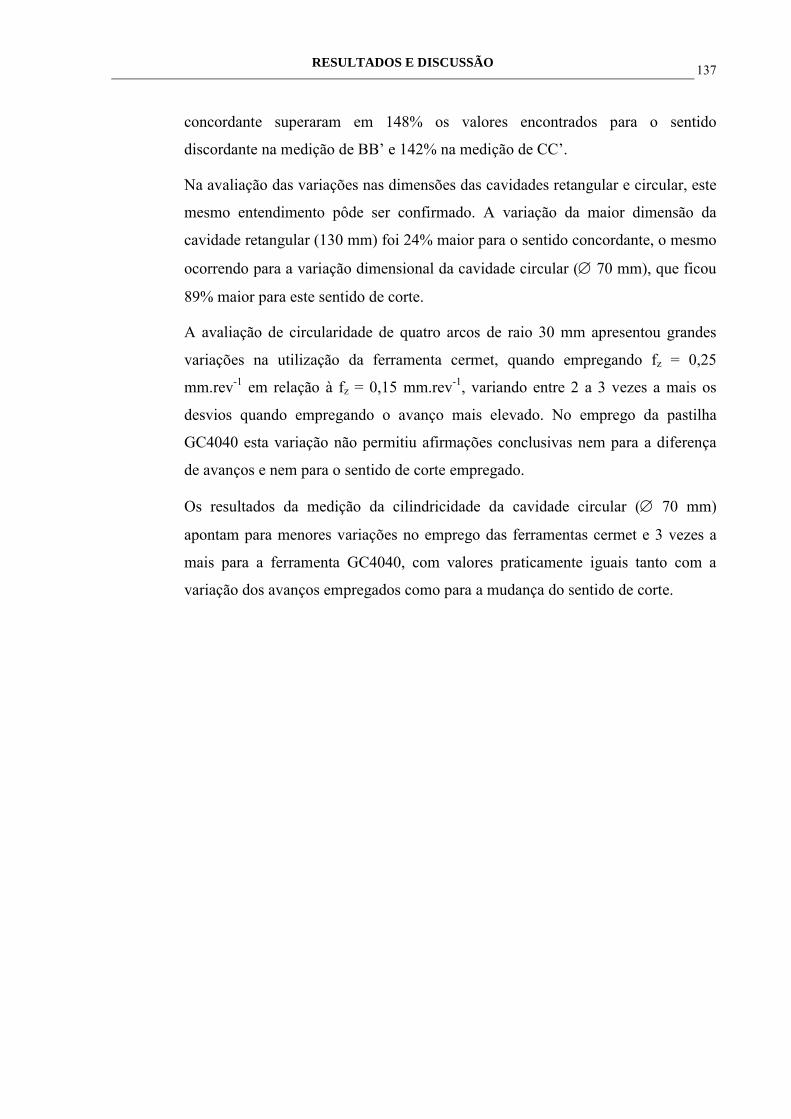
RESULTADOS E DISCUSSÃO 137
concordante superaram em 148% os valores encontrados para o sentido
discordante na medição de BB’ e 142% na medição de CC’.
Na avaliação das variações nas dimensões das cavidades retangular e circular, este
mesmo entendimento pôde ser confirmado. A variação da maior dimensão da
cavidade retangular (130 mm) foi 24% maior para o sentido concordante, o mesmo
ocorrendo para a variação dimensional da cavidade circular (∅ 70 mm), que ficou
89% maior para este sentido de corte.
A avaliação de circularidade de quatro arcos de raio 30 mm apresentou grandes
variações na utilização da ferramenta cermet, quando empregando fz = 0,25
mm.rev-1 em relação à fz = 0,15 mm.rev-1, variando entre 2 a 3 vezes a mais os
desvios quando empregando o avanço mais elevado. No emprego da pastilha
GC4040 esta variação não permitiu afirmações conclusivas nem para a diferença
de avanços e nem para o sentido de corte empregado.
Os resultados da medição da cilindricidade da cavidade circular (∅ 70 mm)
apontam para menores variações no emprego das ferramentas cermet e 3 vezes a
mais para a ferramenta GC4040, com valores praticamente iguais tanto com a
variação dos avanços empregados como para a mudança do sentido de corte.

RESULTADOS E DISCUSSÃO 138
5.2 Aço VHSUPER temperado
Como descrito anteriormente, foi feito um planejamento do experimento para os testes com o
aço temperado utilizando o aplicativo MINITABTM. Como foram escolhidas duas variáveis de
entrada (velocidade de corte vc e avanço por aresta fz), com a utilização de três níveis de
valores para cada uma, foram totalizados nove ensaios para cada uma das três ferramentas
testadas. Nos testes que se seguem foram empregados os parâmetros definidos no
planejamento do experimento.
Além dos testes feitos com o aço no estado recozido, tais como: testes de vida, análise de
mecanismos de desgaste por meio de fotografias obtidas no microscópio eletrônico de
varredura, análise da evolução da rugosidade da superfície fresada, estudo das forças na
operação de fresamento e análise de desvios dimensionais e geométricos, o estudo do aço
temperado englobou ainda a medição de temperatura.
5.2.1 Vida de ferramentas
Para a análise de vida das ferramentas utilizadas no fresamento dos corpos de prova no estado
temperado, foram traçados gráficos com os valores de comprimento linear fresado, obtidos
para cada parâmetro de usinagem definido no planejamento de experimentos, apresentados de
forma ordenada na Tab. 5.3.
Na análise da evolução do desgaste em função da vida de ferramenta para as três classes de
pastilhas, foram adotados os parâmetros de velocidade de corte (vc = 120, 200 e 280 m.min-1),
em função do avanço por aresta (fz = 0,15, 0,20 e 0,25 mm.rev-1).

RESULTADOS E DISCUSSÃO 139
Tabela 5.3
Comprimento linear fresado obtido para cada parâmetro de usinagem e cada classe de pastilha.
vc (m.min-1) fz (mm.rev-1) L (m)
GC1025 CT530 GC4040
120 0,10 73,9 42,7 13,4
120 0,15 88,8 39,8 19,9
120 0,20 85,7 44,8 14,1
200 0,10 40,1 14,9 5,8
200 0,15 29,3 16,2 3,1
200 0,20 25,9 10,0 2,1
280 0,10 13,4 5,8 4,2
280 0,15 13,6 3,7 1,6
280 0,20 9,4 2,9 1,3
Na análise da influência do avanço no aumento do desgaste, para as ferramentas da classe
GC1025, observa-se que, para vc = 120 m.min-1 (Fig. 5.61), os avanços por aresta empregados
resultaram em desgaste similar até que o comprimento fresado atingisse valores em torno de L
= 70 m. A partir daí, com o emprego de fz = 0,10 mm.rev-1, o desgaste VB1 rapidamente
atingiu o valor de referência (VB1 ≥ 0,50 mm) e, com fz = 0,15 e 0,20 mm.rev-1, as
ferramentas resistiram um pouco mais, mas não se percebe a influência significativa na
variação do avanço. Com o emprego de vc = 200 m.min-1 (Fig. 5.62), a influência do aumento
do avanço resulta em redução de vida da ferramenta. Por último, utilizando-se vc = 280
m.min-1 (Fig. 5.63), observa-se que os menores avanços apresentaram resultados com ligeira
similaridade e o maior avanço a menor vida.

RESULTADOS E DISCUSSÃO 140
Figura 5.61 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe GC1025.
Figura 5.62 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe GC1025.
Figura 5.63 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe GC1025.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50 60 70 80 90L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 141
A análise das Fig. 5.64, 5.65 e 5.66, entretanto, permite concluir que o aumento da velocidade
de corte é bem mais significativo do que o aumento do avanço, sobre a diminuição da vida
das ferramentas. Com todos os valores de avanço empregados, a menor velocidade de corte
(vc = 120 m.min-1) resultou nos maiores valores de comprimento fresado e a maior velocidade
(vc = 280 m.min-1) os menores valores.
Figura 5.64 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC1025.
Figura 5.65 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC1025.
Figura 5.66 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe GC1025.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50 60 70 80 90L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50 60 70 80 90L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50 60 70 80 90L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min

RESULTADOS E DISCUSSÃO 142
Na análise das Fig. 5.67, 5.68 e 5.69, que representam a evolução do desgaste em função da
vida de ferramenta e do avanço por aresta para as pastilhas da classe CT530, percebe-se de
maneira mais clara que o aumento do avanço influencia de forma pouco expressiva a
diminuição da vida das ferramentas desta classe.
Figura 5.67 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe CT530.
Figura 5.68 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe CT530.
Figura 5.69 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe CT530.
0,00
0,20
0,40
0,60
0,80
0 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 143
Ao se analisar os dados da evolução do desgaste em função da vida de ferramenta, para as
pastilhas da classe CT530, em função do avanço por aresta (fz = 0,15, 0,20 e 0,25 mm.rev-1),
percebe-se que a variação da velocidade de corte (vc = 120, 200 e 280 m.min-1) continua
sendo o parâmetro que mais fortemente influenciou a diminuição da vida das ferramentas, o
que se pode perceber nas Fig. 5.70, 5.71 e 5.72.
Figura 5.70 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe CT530.
Figura 5.71 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe CT530.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min

RESULTADOS E DISCUSSÃO 144
Figura 5.72 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe CT530.
Para a classe GC4040 os resultados estão representados nas Fig. 5.73 a 5.75. Nestas figuras é
possível verificar que as vidas das ferramentas desta classe foram muito curtas e, à exceção da
velocidade de corte mais baixa, onde o avanço fz = 0,20 mm.rev-1 superou os demais
analisados, o aumento deste parâmetro influenciou negativamente a vida das ferramentas, mas
não de forma significativa.
Figura 5.73– Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 120 m.min-1). Pastilhas classe GC4040.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 145
Figura 5.74 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 200 m.min-1). Pastilhas classe GC4040.
Figura 5.75 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de fz (vc = 280 m.min-1). Pastilhas classe GC4040.
Ao serem analisados os dados da evolução do desgaste em função da vida de ferramenta, para
as pastilhas da classe GC4040, em função do avanço por aresta, percebe-se que a velocidade
de corte se mostrou como o parâmetro que fortemente influenciou a diminuição da vida das
ferramentas, conforme representados nas Fig. 5.76 a 5.78.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 146
Figura 5.76 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,10 mm.rev-1). Pastilhas classe GC4040.
Figura 5.77 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,15 mm.rev-1). Pastilhas classe GC4040.
Figura 5.78 – Desgaste uniforme de flanco em função do comprimento linear fresado,
para diferentes valores de vc (fz = 0,20 mm.rev-1). Pastilhas classe GC4040.
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
0,00
0,20
0,40
0,60
0,80
- 10 20 30 40 50L (m)
VB1
(mm
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min

RESULTADOS E DISCUSSÃO 147
As Figuras 5.79 e 5.80 resumem, respectivamente, a influência da velocidade de corte e do
avanço na vida das ferramentas, ao fresar o aço ferramenta VHSUPER temperado. Com a
elevação da velocidade de corte a vida da ferramenta é reduzida de maneira mais significativa,
ocorrendo ligeira redução desta com o aumento do avanço de corte.
Figura 5.79 – Comprimento linear fresado em função da velocidade de corte para as três
classes de pastilhas testadas (fz = 0,15 mm.rev-1).
Figura 5.80 – Comprimento linear fresado em função do avanço por aresta para as três
classes de pastilhas testadas (vc = 200 m.min-1).
A justificativa para a inversão ocorrida nos resultados com as pastilhas das classes GC4040 e
GC1025 ao usinar o aço recozido e temperado, respectivamente, pode ser assim entendida: na
usinagem do aço recozido, a área de contato do cavaco com a superfície de saída da
ferramenta é maior do que na usinagem do material temperado, devido à maior deformação
plástica sofrida pelo aço recozido em relação ao temperado, gerando na superfície de contato
uma temperatura maior. Como o revestimento de alumina, presente na pastilha da classe
GC4040, confere menor solubilidade química, o substrato permanece protegido por um
período maior, conferindo a esta classe uma vida maior do que a da classe GC1025.
0
20
40
60
80
100
0,05 0,10 0,15 0,20 0,25fz (mm/rev)
L (m
)
Classe GC1025Classe CT530Classe GC4040
0
20
40
60
80
100
100 120 140 160 180 200 220 240 260 280 300vc (m/min)
L (m
)
Classe GC1025
Classe CT530
Classe GC4040

RESULTADOS E DISCUSSÃO 148
Em contrapartida, na usinagem do material endurecido, é a pastilha da classe GC1025 que se
sobressai em relação à GC4040 pois, além de possuir um revestimento com dureza maior
(3000 HV contra 2500 HV), o substrato da primeira também possui dureza mais elevada
(1650 HV contra 1250 HV). Assim, quando a cobertura da ferramenta da classe GC1025 é
perdida pelo desgaste ou quebra, o substrato resiste por um tempo maior do que a da classe
GC4040.
Na comparação do tempo total de contato da fresa com a peça usinada, durante a vida da
ferramenta, (Fig. 5.81) avalia-se a influencia da velocidade de corte em função do tempo,
mantendo-se o avanço por aresta constante (fz = 0,15 mm.rev-1), para as três velocidades de
corte empregadas. Percebe-se a semelhança de comportamento com o comprimento fresado.
Dessa forma, a análise do ponto de vista tribológico em nada acrescentou , às conclusões
anteriores.
Figura 5.81 – Tempo total de contato em função da velocidade de corte para as três
classes de pastilhas testadas (fz = 0,15 mm.rev-1).
Na análise do tempo de contato em função do avanço (Fig. 5.82) o mesmo entendimento para
a análise para o comprimento fresado pode ser empregado.Entretanto as curvas apresentam
uma tendência mais acentuada de diminuição de vida com o aumento do avanço em relação à
primeira análise.
-
20
40
60
80
100
120
100 120 140 160 180 200 220 240 260 280 300vc (m/min)
t (m
in)
Classe GC1025
Classe CT530
Classe GC4040

RESULTADOS E DISCUSSÃO 149
Figura 5.82 – Tempo total de contato em função do avanço por aresta para as três
classes de pastilhas testadas (vc = 200 m.min-1).
-
10
20
30
40
50
0,05 0,10 0,15 0,20 0,25fz (mm/rev)
t (m
in)
Classe GC1025
Classe CT530
Classe GC4040
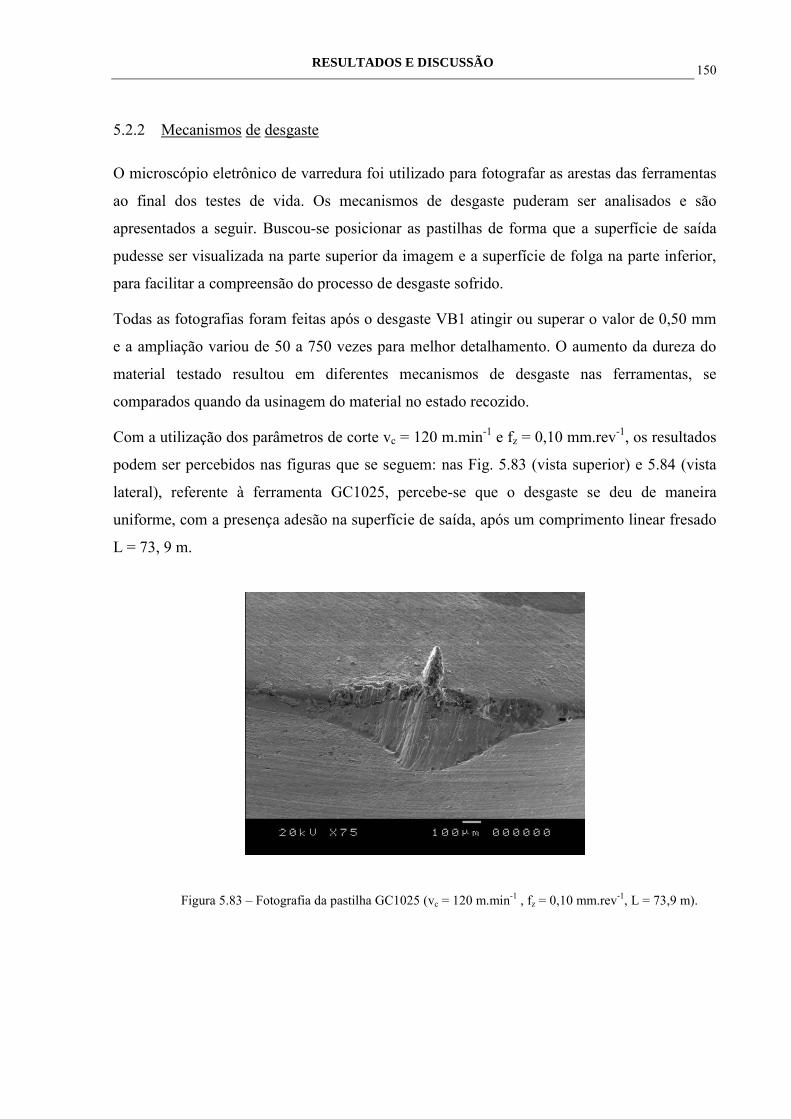
RESULTADOS E DISCUSSÃO 150
5.2.2 Mecanismos de desgaste
O microscópio eletrônico de varredura foi utilizado para fotografar as arestas das ferramentas
ao final dos testes de vida. Os mecanismos de desgaste puderam ser analisados e são
apresentados a seguir. Buscou-se posicionar as pastilhas de forma que a superfície de saída
pudesse ser visualizada na parte superior da imagem e a superfície de folga na parte inferior,
para facilitar a compreensão do processo de desgaste sofrido.
Todas as fotografias foram feitas após o desgaste VB1 atingir ou superar o valor de 0,50 mm
e a ampliação variou de 50 a 750 vezes para melhor detalhamento. O aumento da dureza do
material testado resultou em diferentes mecanismos de desgaste nas ferramentas, se
comparados quando da usinagem do material no estado recozido.
Com a utilização dos parâmetros de corte vc = 120 m.min-1 e fz = 0,10 mm.rev-1, os resultados
podem ser percebidos nas figuras que se seguem: nas Fig. 5.83 (vista superior) e 5.84 (vista
lateral), referente à ferramenta GC1025, percebe-se que o desgaste se deu de maneira
uniforme, com a presença adesão na superfície de saída, após um comprimento linear fresado
L = 73, 9 m.
Figura 5.83 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1, L = 73,9 m).
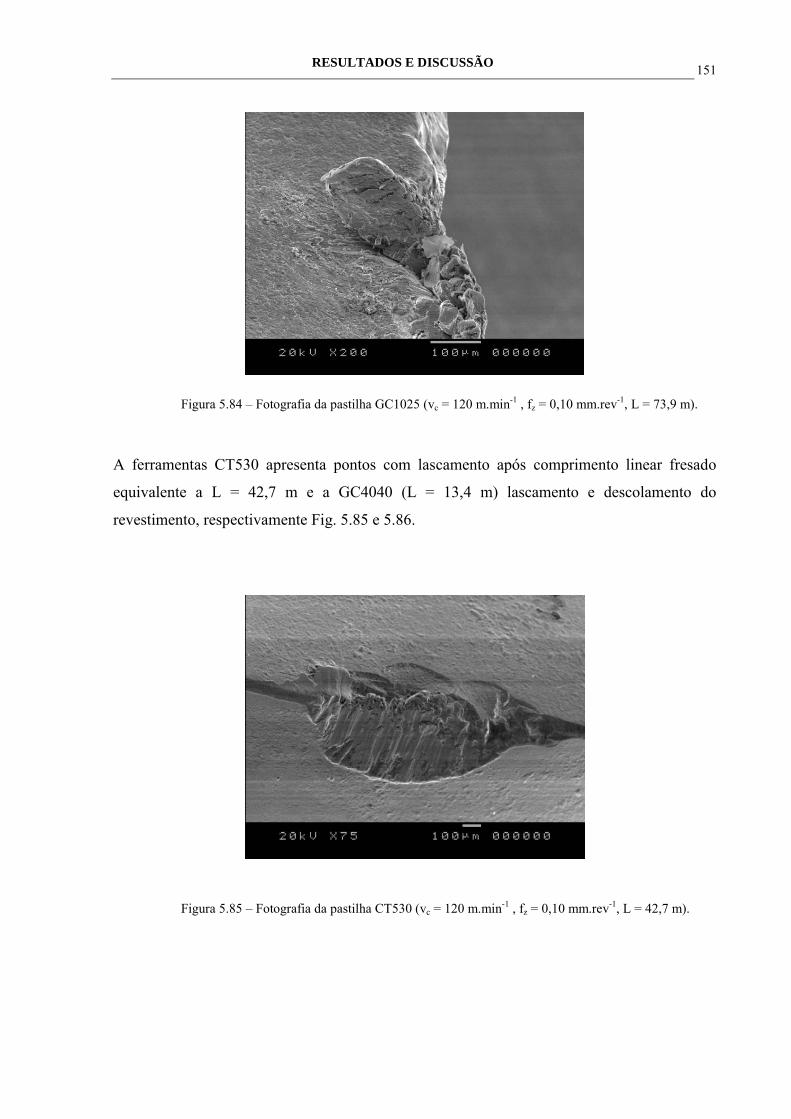
RESULTADOS E DISCUSSÃO 151
Figura 5.84 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1, L = 73,9 m).
A ferramentas CT530 apresenta pontos com lascamento após comprimento linear fresado
equivalente a L = 42,7 m e a GC4040 (L = 13,4 m) lascamento e descolamento do
revestimento, respectivamente Fig. 5.85 e 5.86.
Figura 5.85 – Fotografia da pastilha CT530 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1, L = 42,7 m).

RESULTADOS E DISCUSSÃO 152
Figura 5.86 – Fotografia da pastilha GC4040 (vc = 120 m.min-1 , fz = 0,10 mm.rev-1, L = 13,4 m).
Na comparação das fotografias (Fig. 5.83 e 5.86), relativas às ferramentas de metal duro
revestidas GC1025 e GC4040, respectivamente, percebe-se que há maior perda do
recobrimento e exposição do substrato na segunda, ao serem ambas submetidas a estes
parâmetros de corte.
Quando a dureza do corpo de prova aumenta, sua tenacidade diminui e, assim, o comprimento
do contato cavaco ferramenta também diminui, reduzindo a eficiência do recobrimento. O
substrato passa então a receber de maneira mais severa os esforços. Como a ferramenta
GC1025 apresenta maior dureza que a GC4040 (ISO P10 versus P40) e também devido ao
fato de que na primeira o recobrimento é obtido por deposição física de vapor, induzindo
tensões compressivas residuais, ao passo que na ferramenta GC4040 o recobrimento é obtido
por deposição química à média temperatura, a vida da pastilha da classe GC1025 permite vida
mais longa que a GC4040 na usinagem do corpo de prova endurecido.
Mantendo-se a velocidade de corte constante (vc = 120 m.min-1) mas utilizando-se fz = 0,20
mm.rev-1, o resultado nas arestas de corte podem ser percebidos nas fotografias apresentadas a
seguir: na Fig. 5.87 (GC1025), verifica-se que ocorre lascamento e um aumento no
desprendimento do revestimento em relação a fz = 0,10 mm.rev-1 (Fig. 5.83).

RESULTADOS E DISCUSSÃO 153
Figura 5.87 – Fotografia da pastilha GC1025 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1, L = 85,7 m).
No caso da classe CT530, após comprimento fresado L = 44,8 m, percebe-se que ocorreu um
desgaste mais uniforme do que nas condições anteriormente apresentadas (Fig. 5.85, com
vc = 120 m.min-1 e fz = 0,10 mm.rev-1), com diminuição dos lascamentos na aresta da
ferramenta (Fig. 5.88).
Figura 5.88 – Fotografia da pastilha CT530 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1, L = 44,8 m).

RESULTADOS E DISCUSSÃO 154
Em condições de corte idênticas às demais classes, a GC4040 apresenta menor vida entre elas
(L = 14,1 m), além de lascamento e maior perda da camada de revestimento e sinais de
material aderido, como se percebe na Fig. 5.89.
Figura 5.89 – Fotografia da pastilha GC4040 (vc = 120 m.min-1 , fz = 0,20 mm.rev-1, L = 14,1 m).
Finalmente, empregando-se vc = 280 m.min-1 e fz = 0,10 mm.rev-1, o comprimento linear
fresado obtido pelas três classes diminuiu de forma acentuada. No caso da classe GC1025,
percebe-se uma uniformidade no desgaste de flanco (Fig. 5.90) mas presença de trincas e
arrancamento de parte do recobrimento, melhor percebido na ampliação da Fig. 5.91, onde se
percebe também lascamento, abrasão e “attrition”.

RESULTADOS E DISCUSSÃO 155
Figura 5.90 – Fotografia da pastilha GC1025 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1, L = 13,4 m).
Figura 5.91 – Fotografia da pastilha GC1025 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1, L = 13,4 m).
Na ferramenta cermet o lascamento aumentou e ocorreu formação de trincas de origem
térmica, como se percebe na Fig. 5.92, diminuindo a vida da ferramenta.

RESULTADOS E DISCUSSÃO 156
Figura 5.92 – Fotografia da pastilha CT530 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1, L = 5,8 m).
Este incremento da velocidade de corte se fez sentir de forma mais acentuada na classe
GC4040. É possível perceber na Fig. 5.93 não somente o arrancamento do revestimento e a
exposição do substrato de metal duro como o acentuado desgaste que este efeito produziu,
como lascamentos.
Figura 5.93 – Fotografia da pastilha GC4040 (vc = 280 m.min-1 , fz = 0,10 mm.rev-1, L = 4,2 m).
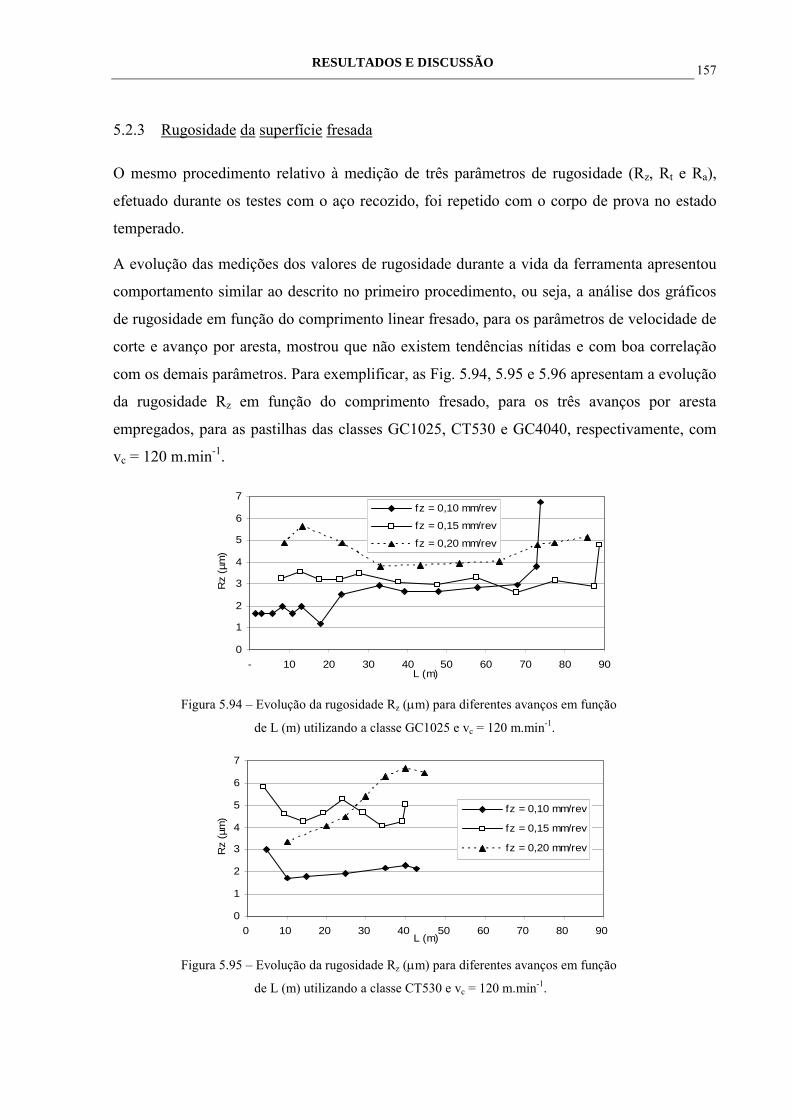
RESULTADOS E DISCUSSÃO 157
5.2.3 Rugosidade da superfície fresada
O mesmo procedimento relativo à medição de três parâmetros de rugosidade (Rz, Rt e Ra),
efetuado durante os testes com o aço recozido, foi repetido com o corpo de prova no estado
temperado.
A evolução das medições dos valores de rugosidade durante a vida da ferramenta apresentou
comportamento similar ao descrito no primeiro procedimento, ou seja, a análise dos gráficos
de rugosidade em função do comprimento linear fresado, para os parâmetros de velocidade de
corte e avanço por aresta, mostrou que não existem tendências nítidas e com boa correlação
com os demais parâmetros. Para exemplificar, as Fig. 5.94, 5.95 e 5.96 apresentam a evolução
da rugosidade Rz em função do comprimento fresado, para os três avanços por aresta
empregados, para as pastilhas das classes GC1025, CT530 e GC4040, respectivamente, com
vc = 120 m.min-1.
Figura 5.94 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC1025 e vc = 120 m.min-1.
Figura 5.95 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe CT530 e vc = 120 m.min-1.
0
1
2
3
4
5
6
7
- 10 20 30 40 50 60 70 80 90L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0
1
2
3
4
5
6
7
0 10 20 30 40 50 60 70 80 90L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 158
Figura 5.96 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC4040 e vc = 120 m.min-1.
Nas Fig. 5.97, 5.98 e 5.99 percebe-se a evolução da rugosidade Rz em função do comprimento
fresado, para os três avanços por aresta empregados, para as pastilhas das classes GC1025,
CT530 e GC4040, respectivamente, com vc = 200 m.min-1. Mais uma vez é possível observar
que o comportamento das curvas geradas permite concluir que o maior avanço resultou em
maiores valores de rugosidade, mas sem expressar uma tendência clara em relação a outros
parâmetros.
Figura 5.97 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC1025 e vc = 200 m.min-1.
0
1
2
3
4
5
6
7
- 10 20 30 40 50 60 70 80 90L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0
1
2
3
4
5
6
7
- 10 20 30 40 50L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 159
Figura 5.98 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe CT530 e vc = 200 m.min-1.
Figura 5.99 – Evolução da rugosidade Rz (µm) para diferentes avanços em função
de L (m) utilizando a classe GC4040 e vc = 200 m.min-1.
Os gráficos apresentados nas Fig. 5.100, 5.101 e 5.102 são referentes ao efeito do avanço e da
velocidade de corte sobre a evolução da rugosidade Rz no corpo de prova temperado,
resultado da ação das ferramentas GC1025, CT530 e GC4040, respectivamente. As medições
destes valores de Rz correspondem a um comprimento linear fresado L = 10 m.
0
1
2
3
4
5
6
7
- 10 20 30 40 50L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
0
1
2
3
4
5
6
7
- 10 20 30 40 50L (m)
Rz
(µm
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 160
Figura 5.100 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (GC1025)
Figura 5.101 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (CT530)
Figura 5.102 – Efeito do avanço e velocidade de corte sobre a rugosidade Rz (GC4040)
Observando-se as Fig. 5.100 a 5.102 percebe-se que, em geral, os valores de rugosidade
aumentam com o avanço e velocidade de corte. O aumento de Rz em função do aumento do
avanço é atribuído ao aumento da profundidade das marcas produzidas pela ferramenta,
enquanto o efeito da velocidade de corte está relacionado com o aumento da vibração do
-
1
2
3
4
5
6
7
8
0,10 0,15 0,20fz (mm/rev)
Rz
(µm
)
120 m/min
200 m/min
280 m/min
-
1
2
3
4
5
6
7
8
0,10 0,15 0,20fz (mm/rev)
Rz
(µm
)
120 m/min
200 m/min
280 m/min
-
1
2
3
4
5
6
7
8
0,10 0,15 0,20fz (mm/rev)
Rz
(µm
)
120 m/min
200 m/min
280 m/min

RESULTADOS E DISCUSSÃO 161
conjunto fresa / pastilhas a altas rotações do eixo árvore. De forma similar aos resultados
obtidos com a usinagem do aço no estado recozido, ambas classes de pastilhas testadas
resultaram em valores de Rz equivalentes na usinagem do aço temperado.
5.2.4 Forças de usinagem
Para obtenção das forças de usinagem no fresamento do aço no estado temperado, foram
tomados os mesmos cuidados e utilizados os mesmos equipamentos empregados nas
medições efetuadas para o aço no estado recozido. Na Tab. 5.4 se encontram lançados os
dados que permitiram a geração dos gráficos para o estudo da relação entre as forças e os
parâmetros de usinagem estabelecidos para os testes.
Na avaliação dos gráficos obtidos pode-se perceber o comportamento das forças às quais o
conjunto peça-ferramenta foi submetido. Nas Fig. 5.103, 5.104 e 5.105, a força Fx é analisada
em função do avanço por aresta para cada velocidade de corte empregada, para as classes
GC1025, CT530 e GC4040, respectivamente. Observa-se que, considerando estes parâmetros,
o resultado da força evolui de maneira bastante similar para as três classes de ferramentas
empregadas, com o aumento do avanço por aresta.

RESULTADOS E DISCUSSÃO 162
Tabela 5.4
Forças de usinagem no fresamento do aço VHSUPER temperado.
Classe vc (m.min-1) fz (mm.rev-1) Fx (N) Fy (N) Fz (N)
120 0,10 107,87 90,47 219,88
120 0,15 138,01 113,02 230,27
120 0,20 170,79 135,06 265,25
200 0,10 97,01 93,05 222,48
CT530 200 0,15 126,45 117,09 260,33
200 0,20 159,97 135,51 285,41
280 0,10 89,52 91,11 230,47
280 0,15 122,56 106,67 252,57
280 0,20 148,69 122,98 331,25
120 0,10 108,18 97,33 214,28
120 0,15 145,07 131,81 291,19
120 0,20 177,10 150,24 357,86
200 0,10 106,39 106,99 248,89
GC1025 200 0,15 126,36 135,23 297,73
200 0,20 175,21 148,17 323,67
280 0,10 100,15 105,55 259,90
280 0,15 129,22 124,67 306,37
280 0,20 159,92 143,41 330,59
120 0,10 105,66 110,49 224,48
120 0,15 125,21 111,82 236,02
120 0,20 153,42 125,52 255,23
200 0,10 99,50 90,60 225,84
GC4040 200 0,15 129,32 126,73 287,24
200 0,20 151,47 132,10 304,12
280 0,10 98,94 107,94 288,47
280 0,15 113,82 102,51 273,47
280 0,20 150,79 143,75 360,96

RESULTADOS E DISCUSSÃO 163
Figura 5.103 – Força de usinagem Fx em função do avanço por aresta para as três velocidades
de corte empregadas (GC1025).
Figura 5.104 – Força de usinagem Fx em função do avanço por aresta para as três velocidades
de corte empregadas (CT530).
Figura 5.105 – Força de usinagem Fx em função do avanço por aresta para as três velocidades
de corte empregadas (GC4040).
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fx (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fx (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fx (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
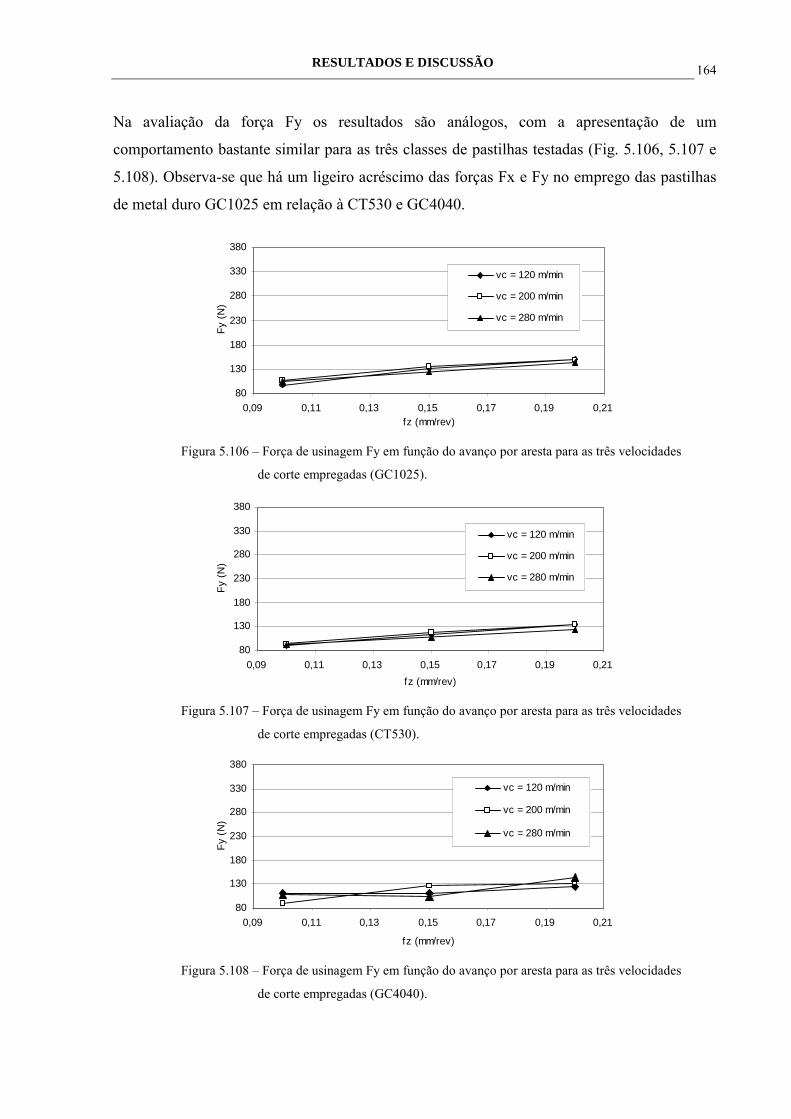
RESULTADOS E DISCUSSÃO 164
Na avaliação da força Fy os resultados são análogos, com a apresentação de um
comportamento bastante similar para as três classes de pastilhas testadas (Fig. 5.106, 5.107 e
5.108). Observa-se que há um ligeiro acréscimo das forças Fx e Fy no emprego das pastilhas
de metal duro GC1025 em relação à CT530 e GC4040.
Figura 5.106 – Força de usinagem Fy em função do avanço por aresta para as três velocidades
de corte empregadas (GC1025).
Figura 5.107 – Força de usinagem Fy em função do avanço por aresta para as três velocidades
de corte empregadas (CT530).
Figura 5.108 – Força de usinagem Fy em função do avanço por aresta para as três velocidades
de corte empregadas (GC4040).
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fy (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fy (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21
fz (mm/rev)
Fy (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min

RESULTADOS E DISCUSSÃO 165
Se as componentes de força nos eixos X e Y mantiveram-se em valores entre 90 e 180 N, no
eixo Z estes valores foram bem mais elevados, ficando entre 214 e 361 N. Conforme
anteriormente descrito, a força passiva ou de profundidade (Fz) é a projeção da força
perpendicularmente ao plano de trabalho, e por isso não contribui para a potência de
usinagem.
Pode-se perceber nas Fig. 5.109, 5.110 e 5.111, referentes às classes GC1025, CT530 e
GC4040, respectivamente, que também ocorre uma tendência a aumentar a força de usinagem
com o aumento do avanço por aresta.
Figura 5.109 – Força de usinagem Fz em função do avanço por aresta para as três velocidades
de corte empregadas (GC1025).
Figura 5.110 – Força de usinagem Fz em função do avanço por aresta para as três velocidades
de corte empregadas (CT530).
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fz (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fz (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
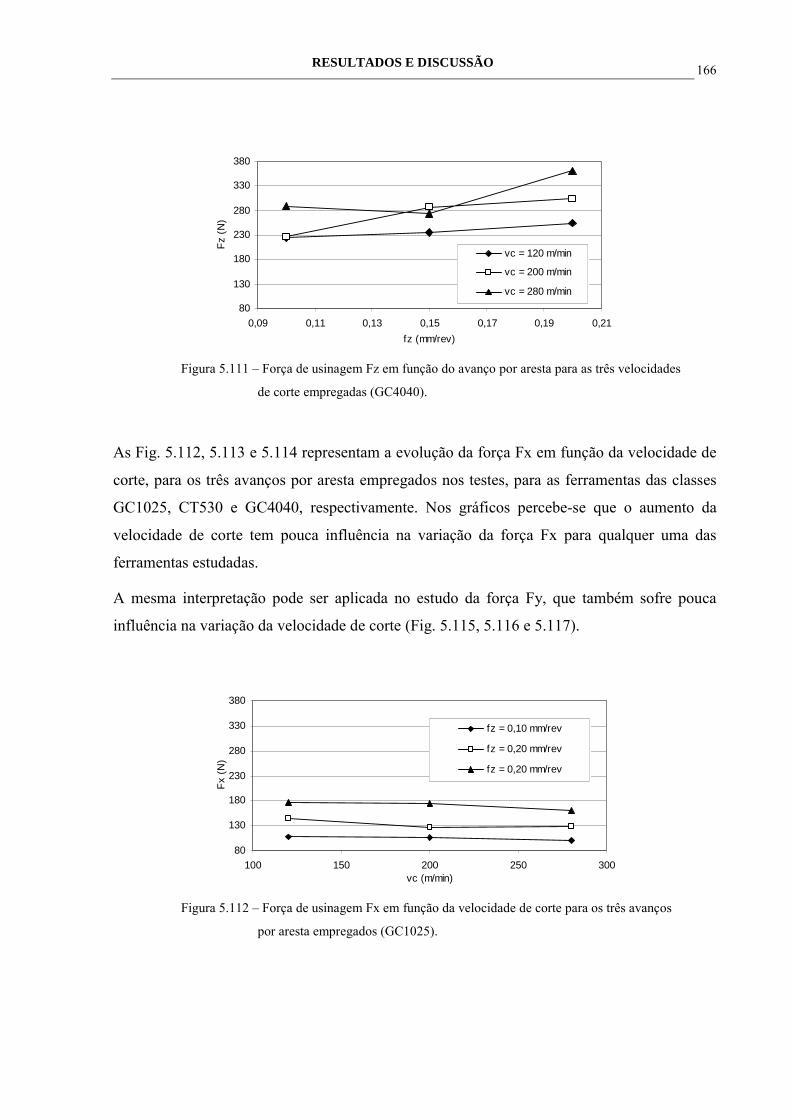
RESULTADOS E DISCUSSÃO 166
Figura 5.111 – Força de usinagem Fz em função do avanço por aresta para as três velocidades
de corte empregadas (GC4040).
As Fig. 5.112, 5.113 e 5.114 representam a evolução da força Fx em função da velocidade de
corte, para os três avanços por aresta empregados nos testes, para as ferramentas das classes
GC1025, CT530 e GC4040, respectivamente. Nos gráficos percebe-se que o aumento da
velocidade de corte tem pouca influência na variação da força Fx para qualquer uma das
ferramentas estudadas.
A mesma interpretação pode ser aplicada no estudo da força Fy, que também sofre pouca
influência na variação da velocidade de corte (Fig. 5.115, 5.116 e 5.117).
Figura 5.112 – Força de usinagem Fx em função da velocidade de corte para os três avanços
por aresta empregados (GC1025).
80
130
180
230
280
330
380
0,09 0,11 0,13 0,15 0,17 0,19 0,21fz (mm/rev)
Fz (N
)
vc = 120 m/min
vc = 200 m/min
vc = 280 m/min
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fx (N
)
fz = 0,10 mm/rev
fz = 0,20 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 167
Figura 5.113 – Força de usinagem Fx em função da velocidade de corte para os três avanços
por aresta empregados (CT530).
Figura 5.114 – Força de usinagem Fx em função da velocidade de corte para os três avanços
por aresta empregados (GC4040).
Figura 5.115 – Força de usinagem Fy em função da velocidade de corte para os três avanços
por aresta empregados (GC1025).
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fx (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fx (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fy (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 168
Figura 5.116 – Força de usinagem Fy em função da velocidade de corte para os três avanços
por aresta empregados (CT530).
Figura 5.117 – Força de usinagem Fy em função da velocidade de corte para os três avanços
por aresta empregados (GC4040).
A variação da força passiva (Fz) em função da velocidade de corte, para os três avanços por
aresta empregados nos testes, para as ferramentas das classes GC1025, CT530 e GC4040
pode ser avaliada pelos gráficos das Fig. 5.118, 5.119 e 5.120, respectivamente. Percebe-se
nestes gráficos que as ferramentas das classes GC1025 e GC4040 apresentaram os maiores
resultados de força, em comparação à CT530, que apresentou os menores valores na maioria
dos casos.
A pastilha da classe GC4040 apresentou uma tendência de incremento da força com o
aumento da velocidade de corte e a GC1025 se manteve mais estável com a variação desse
parâmetro. A rápida exposição do substrato de metal duro, ao contato peça-ferramenta,
apresentado pelas ferramentas da classe GC4040 podem ter contribuído para o aumento da
força no eixo Z, o que provocou desgaste acentuado das mesmas e menor vida entre elas.
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fy (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fy (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 169
Como o cermet possui condutividade térmica aproximadamente oito vezes menor do que a do
metal duro (MACHADO e DA SILVA, 1999), ocorre menor absorção do calor pela
ferramenta em comparação com as ferramentas de metal duro. Como conseqüência este calor
tem que se dissipar para o cavaco, para a peça e para o meio ambiente. O aumento da
temperatura do cavaco facilita a sua remoção e diminui as forças resultantes do processo de
corte.
Figura 5.118 – Força de usinagem Fz em função da velocidade de corte para os três avanços
por aresta empregados (GC1025).
Figura 5.119 – Força de usinagem Fz em função da velocidade de corte para os três avanços
por aresta empregados (CT530).
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fz (N
)
fz = 0,10 mm/rev
fz = 0,20 mm/rev
fz = 0,20 mm/rev
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fz (N
)
fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 170
Figura 5.120 – Força de usinagem Fz em função da velocidade de corte para os três avanços
por aresta empregados (GC4040).
Ao serem comparados os resultados da evolução da força de fresamento nos testes com o aço
recozido e com o aço temperado, é possível notar a semelhança do comportamento entre eles
quando o avanço de corte é aumentado. Em ambos os casos, na maioria dos experimentos, a
força de fresamento aumentou de maneira mais significativa em função do avanço do que
com o incremento da velocidade de corte, para os três sentidos de força medidos (Fx, Fy e
Fz).
Com o aumento da velocidade de corte, também ocorreu o incremento das forças resultantes
Fx e Fy para o aço recozido (Fig. 5.46 e 5.47), mas de maneira pouco expressiva. No caso do
aço temperado a resultante Fx diminuiu de maneira leve para as três classes de pastilhas
testadas (Fig. 5.112, 5.113 e 5.114) e Fy se manteve praticamente estável com o aumento da
velocidade de corte (Fig. 5.119, 5.120 e 5.121).
Na comparação das forças Fz medidas na usinagem do aço recozido, em função da velocidade
de corte, o aumento da resultante é perceptível para as duas classes de pastilhas de metal duro,
sofrendo ligeira queda para a ferramenta cermet (Fig. 5.48). No aço temperado (Fig. 5.118,
5.119 e 5.120) ocorre um aumento da força Fz mais significativo ao ser aumentada a
velocidade de corte.
80
130
180
230
280
330
380
100 150 200 250 300vc (m/min)
Fz (N
)fz = 0,10 mm/rev
fz = 0,15 mm/rev
fz = 0,20 mm/rev

RESULTADOS E DISCUSSÃO 171
5.2.5 Temperatura de fresamento
A medição da temperatura no fresamento foi efetuada com duas câmaras de captação de
radiação infravermelha. A câmara termográfica Agema Flir Systems foi posicionada a 1,2 m
de altura acima do piso, sobre um tripé, em alinhamento com o percurso do corpo de prova
sob a fresa e a 1,0 m de distância da região de corte (Fig. 5.121). A câmara termográfica
ThermaCAMTM P20 foi operada sobre o ombro do operador, que permaneceu de pé, ao lado
da primeira câmara. Ambas tiveram os seus relógios ajustados, conforme se percebe nas
figuras captadas e exibidas a seguir.
Figura 5.121 – Vista superior do sistema de medição de temperatura.
Na câmara termográfica Agema Flir Systems, a emissividade foi ajustada para 0,75 pois a
variação do acabamento das fontes (fresa, peça, pastilhas e cavaco) tornava impossível
precisar este valor. Foi posicionada a um metro de distância da região de geração de calor e
conectada a um gravador de vídeo, possibilitando a captação da evolução da temperatura
durante cada ensaio, desde o contato da ferramenta com a peça até a sua saída ao final de um
passe, com leituras efetuadas a cada segundo.
De posse deste vídeo foi elaborado um minucioso levantamento de todos os valores de
temperatura máxima encontrados, digitados em uma planilha (Tab. 5.5), de forma a serem
calculados a média e o desvio padrão. Observa-se na Fig. 5.122 que a temperatura máxima da
região definida por uma circunferência é apresentada em graus Celsius no canto superior
direito e a data, horário da gravação, emissividade ajustada e a ampliação da imagem se
encontram na parte inferior.

RESULTADOS E DISCUSSÃO 172
Figura 5.122 – Termografia obtida com a câmara Agema Flir Systems.
Com a câmara termográfica ThermaCAMTM P20 – Flir Systems, que também foi ajustada
para um valor de emissividade igual a 0,75, foi possível identificar o calor na região de
contato peça-ferramenta e das demais fontes ao redor, como a temperatura dos cavacos
resultantes do processo. Na Fig. 5.123 é possível observar a temperatura na região de contato
peça-ferramenta e em alguns cavacos expulsos da região de corte
Ao lado direito os padrões de cores empregados nas análises das isotérmicas geradas pelas
fontes de calor.
Figura 5.123 – Termografia obtida com a câmara ThermaCAMTM P20.

RESULTADOS E DISCUSSÃO 173
Tabela 5.5
Temperatura de fresamento do aço VHSUPER temperado.
Classe vc (m.min-1) fz (mm.rev-1) T (ºC) média σ (ºC)
120 0,10 137 32
120 0,15 163 39
120 0,20 136 21
200 0,10 192 14
CT530 200 0,15 187 24
200 0,20 195 34
280 0,10 238 32
280 0,15 242 37
280 0,20 234 53
120 0,10 240 39
120 0,15 251 30
120 0,20 180 40
200 0,10 204 32
GC1025 200 0,15 167 12
200 0,20 152 13
280 0,10 172 16
280 0,15 166 30
280 0,20 173 10
120 0,10 152 24
120 0,15 154 38
120 0,20 130 29
200 0,10 134 17
GC4040 200 0,15 122 6
200 0,20 130 7
280 0,10 176 26
280 0,15 192 35
280 0,20 197 23
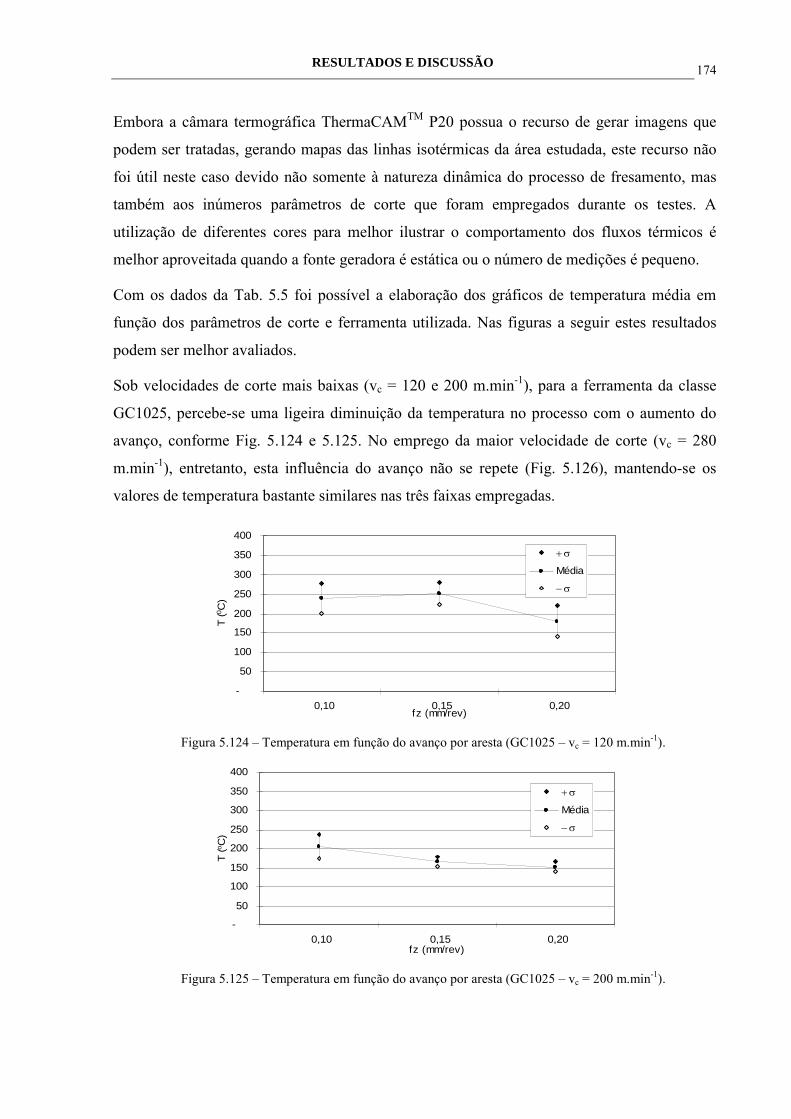
RESULTADOS E DISCUSSÃO 174
Embora a câmara termográfica ThermaCAMTM P20 possua o recurso de gerar imagens que
podem ser tratadas, gerando mapas das linhas isotérmicas da área estudada, este recurso não
foi útil neste caso devido não somente à natureza dinâmica do processo de fresamento, mas
também aos inúmeros parâmetros de corte que foram empregados durante os testes. A
utilização de diferentes cores para melhor ilustrar o comportamento dos fluxos térmicos é
melhor aproveitada quando a fonte geradora é estática ou o número de medições é pequeno.
Com os dados da Tab. 5.5 foi possível a elaboração dos gráficos de temperatura média em
função dos parâmetros de corte e ferramenta utilizada. Nas figuras a seguir estes resultados
podem ser melhor avaliados.
Sob velocidades de corte mais baixas (vc = 120 e 200 m.min-1), para a ferramenta da classe
GC1025, percebe-se uma ligeira diminuição da temperatura no processo com o aumento do
avanço, conforme Fig. 5.124 e 5.125. No emprego da maior velocidade de corte (vc = 280
m.min-1), entretanto, esta influência do avanço não se repete (Fig. 5.126), mantendo-se os
valores de temperatura bastante similares nas três faixas empregadas.
Figura 5.124 – Temperatura em função do avanço por aresta (GC1025 – vc = 120 m.min-1).
Figura 5.125 – Temperatura em função do avanço por aresta (GC1025 – vc = 200 m.min-1).
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (0 C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 175
Figura 5.126 – Temperatura em função do avanço por aresta (GC1025 – vc = 280 m.min-1).
Com a elevação dos parâmetros velocidade de corte e avanço por aresta esperar-se-ia a
elevação da temperatura de fresamento. Entretanto, alguns resultados se mostraram
contraditórios a esse respeito, provavelmente devido ao fato de não ser possível captar a
temperatura sempre no mesmo ponto, ou seja, é possível que as termografias tenham sido
tiradas em diferentes momentos ao longo do percurso efetivo de corte e, conseqüentemente,
removendo espessuras distintas de corte. Dessa forma temperaturas distintas foram
registradas.
Para a classe CT530 (Fig. 5.127, 5.128 e 5.129) também é possível afirmar que o avanço não
representou influência significativa na variação da temperatura resultante do processo, como
se percebe nos gráficos gerados.
Figura 5.127 – Temperatura em função do avanço por aresta (CT530 – vc = 120 m.min-1).
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 176
Figura 5.128 – Temperatura em função do avanço por aresta (CT530 – vc = 200 m.min-1).
Figura 5.129 – Temperatura em função do avanço por aresta (CT530 – vc = 280 m.min-1).
Para avaliação da temperatura no início e no fim de vida da ferramenta se podem comparar as
Fig. 5.127 e 5.130. Na última, com o desgaste VB1 maior que 0,50 mm, a temperatura
resultante foi maior que a obtido com ferramentas novas. O avanço, neste caso, também não
exerceu influência na variação da intensidade da temperatura.
Figura 5.130 – Temperatura em função do avanço por aresta (CT530 – vc = 120 m.min-1).
Ferramenta em final de vida – VB1 > 0,50 mm.
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T(o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 177
As Fig. 5.131, 5.132 e 5.133 mostram a influência do avanço sobre a temperatura de
fresamento durante o corte com a ferramenta GC4040, com comportamento bastante
semelhante ao descritos para as ferramentas GC1025 e CT530.
Figura 5.131 – Temperatura em função do avanço por aresta (GC4040 – vc = 120 m.min-1).
Figura 5.132 – Temperatura em função do avanço por aresta (GC4040 – vc = 200 m.min-1).
Figura 5.133 – Temperatura em função do avanço por aresta (GC4040 – vc = 280 m.min-1).
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
0,10 0,15 0,20fz (mm/rev)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 178
Com o emprego das ferramentas de metal duro GC1025, para avaliação da influência da
velocidade de corte com a temperatura, os valores encontrados diminuíram com o aumento da
velocidade de corte para os avanços fz = 0,10 e 0,15 mm.rev-1 (Fig. 5.134 e 5.135), mantendo-
se ligeiramente estável com fz = 0,20 mm.rev-1 (Fig. 5.136).
Figura 5.134 – Temperatura em função da velocidade de corte (GC1025 – fz = 0,10 mm.rev-1).
Figura 5.135 – Temperatura em função da velocidade de corte (GC1025 – fz = 0,15 mm.rev-1).
Figura 5.136 – Temperatura em função da velocidade de corte (GC1025 – fz = 0,20 mm.rev-1).
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 179
A influência da velocidade de corte sobre a temperatura, para a classe de ferramenta CT530, é
mais significativa, com proporcional aumento da temperatura obtida, para os três avanços
empregados (Fig. 5.137, 5.138 e 5.139).
Figura 5.137 – Temperatura em função da velocidade de corte (CT530 – fz = 0,10 mm.rev-1).
Figura 5.138 – Temperatura em função da velocidade de corte (CT530 – fz = 0,15 mm.rev-1).
Figura 5.139 – Temperatura em função da velocidade de corte (CT530 – fz = 0,20 mm.rev-1).
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (mm/min)
T (o C
)
+ σ
Média
− σ
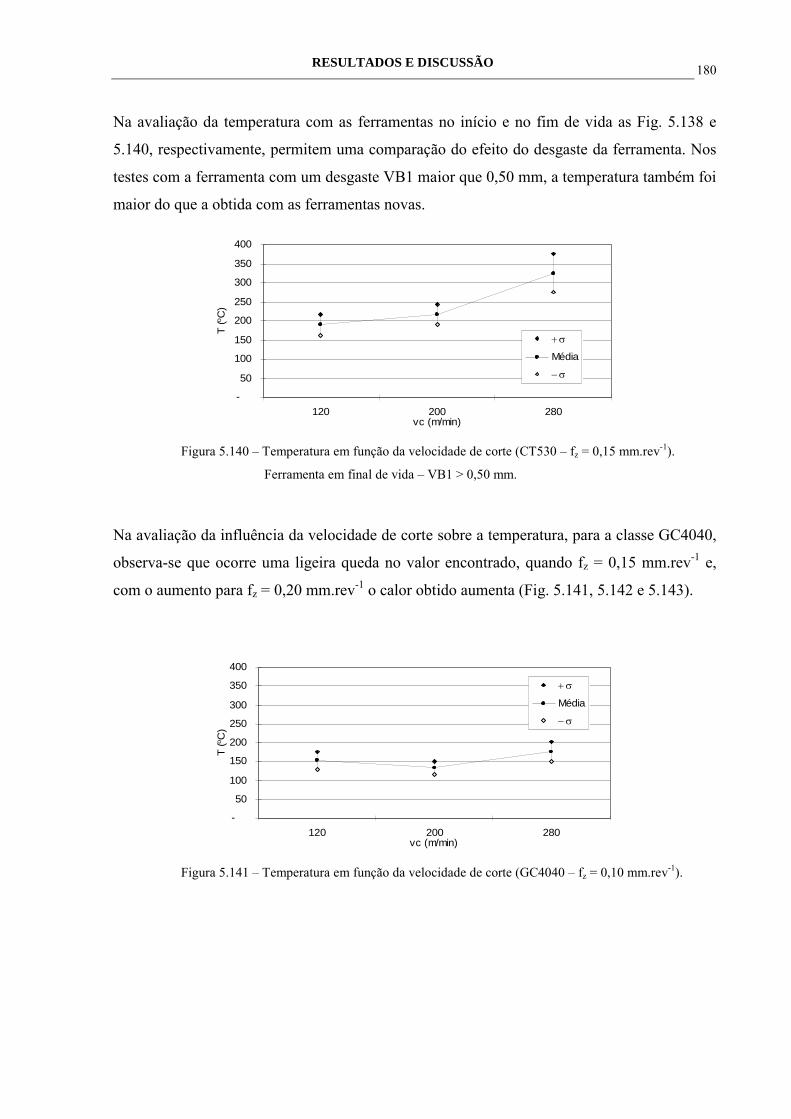
RESULTADOS E DISCUSSÃO 180
Na avaliação da temperatura com as ferramentas no início e no fim de vida as Fig. 5.138 e
5.140, respectivamente, permitem uma comparação do efeito do desgaste da ferramenta. Nos
testes com a ferramenta com um desgaste VB1 maior que 0,50 mm, a temperatura também foi
maior do que a obtida com as ferramentas novas.
Figura 5.140 – Temperatura em função da velocidade de corte (CT530 – fz = 0,15 mm.rev-1).
Ferramenta em final de vida – VB1 > 0,50 mm.
Na avaliação da influência da velocidade de corte sobre a temperatura, para a classe GC4040,
observa-se que ocorre uma ligeira queda no valor encontrado, quando fz = 0,15 mm.rev-1 e,
com o aumento para fz = 0,20 mm.rev-1 o calor obtido aumenta (Fig. 5.141, 5.142 e 5.143).
Figura 5.141 – Temperatura em função da velocidade de corte (GC4040 – fz = 0,10 mm.rev-1).
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
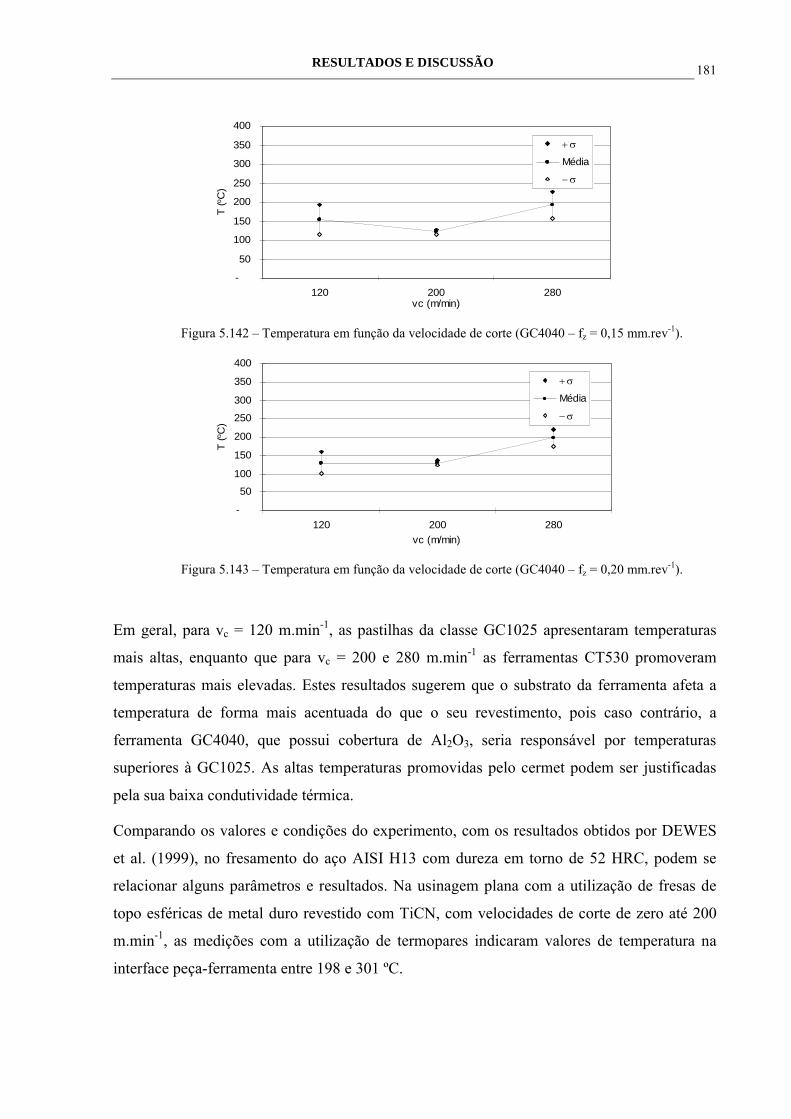
RESULTADOS E DISCUSSÃO 181
Figura 5.142 – Temperatura em função da velocidade de corte (GC4040 – fz = 0,15 mm.rev-1).
Figura 5.143 – Temperatura em função da velocidade de corte (GC4040 – fz = 0,20 mm.rev-1).
Em geral, para vc = 120 m.min-1, as pastilhas da classe GC1025 apresentaram temperaturas
mais altas, enquanto que para vc = 200 e 280 m.min-1 as ferramentas CT530 promoveram
temperaturas mais elevadas. Estes resultados sugerem que o substrato da ferramenta afeta a
temperatura de forma mais acentuada do que o seu revestimento, pois caso contrário, a
ferramenta GC4040, que possui cobertura de Al2O3, seria responsável por temperaturas
superiores à GC1025. As altas temperaturas promovidas pelo cermet podem ser justificadas
pela sua baixa condutividade térmica.
Comparando os valores e condições do experimento, com os resultados obtidos por DEWES
et al. (1999), no fresamento do aço AISI H13 com dureza em torno de 52 HRC, podem se
relacionar alguns parâmetros e resultados. Na usinagem plana com a utilização de fresas de
topo esféricas de metal duro revestido com TiCN, com velocidades de corte de zero até 200
m.min-1, as medições com a utilização de termopares indicaram valores de temperatura na
interface peça-ferramenta entre 198 e 301 ºC.
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ
-
50
100
150
200
250
300
350
400
120 200 280vc (m/min)
T (o C
)
+ σ
Média
− σ

RESULTADOS E DISCUSSÃO 182
5.2.6 Otimização dos parâmetros de corte
Após a realização dos testes de vida, rugosidade e forças de fresamento, foi feita a
cronometragem do tempo para o fresamento do corpo de prova apresentado na Fig. 4.10,
como mostra a Tab. 5.6. Assim foi possível identificar os parâmetros ótimos de usinagem,
levando-se em conta todos fatores. Estes resultados foram incorporados ao planejamento de
experimentos como variáveis de saída, em função das variáveis de entrada (velocidade de
corte, avanço de corte e material das ferramentas), possibilitando várias comparações.
Se para alguns parâmetros os menores valores são os mais indicados, como rugosidade e força
de usinagem, o maior comprimento linear fresado possível se apresenta à primeira análise
como o mais desejado. A temperatura na região de usinagem, cuja elevação pode provocar a
diminuição na força de usinagem, também pode ser conseqüência de ferramenta com desgaste
excessivo, não sendo, por esse motivo, incluída na otimização. A combinação destas
possibilidades permite escolhas de parâmetros de entrada que apresentem um equilíbrio entre
estes fatores, inclusive com a escolha de pesos diferenciados para cada variável estudada.
Tabela 5.6
Parâmetros de corte e tempo de usinagem dos corpos de prova.
vc (m.min-1) fz (mm.rev-1) vf (mm.min-1) t (min)
120 0,10 592 141
120 0,15 888 94
120 0,20 1184 71
200 0,10 987 85
200 0,15 1480 57
200 0,20 1973 43
280 0,10 1381 61
280 0,15 2072 41
280 0,20 2762 31
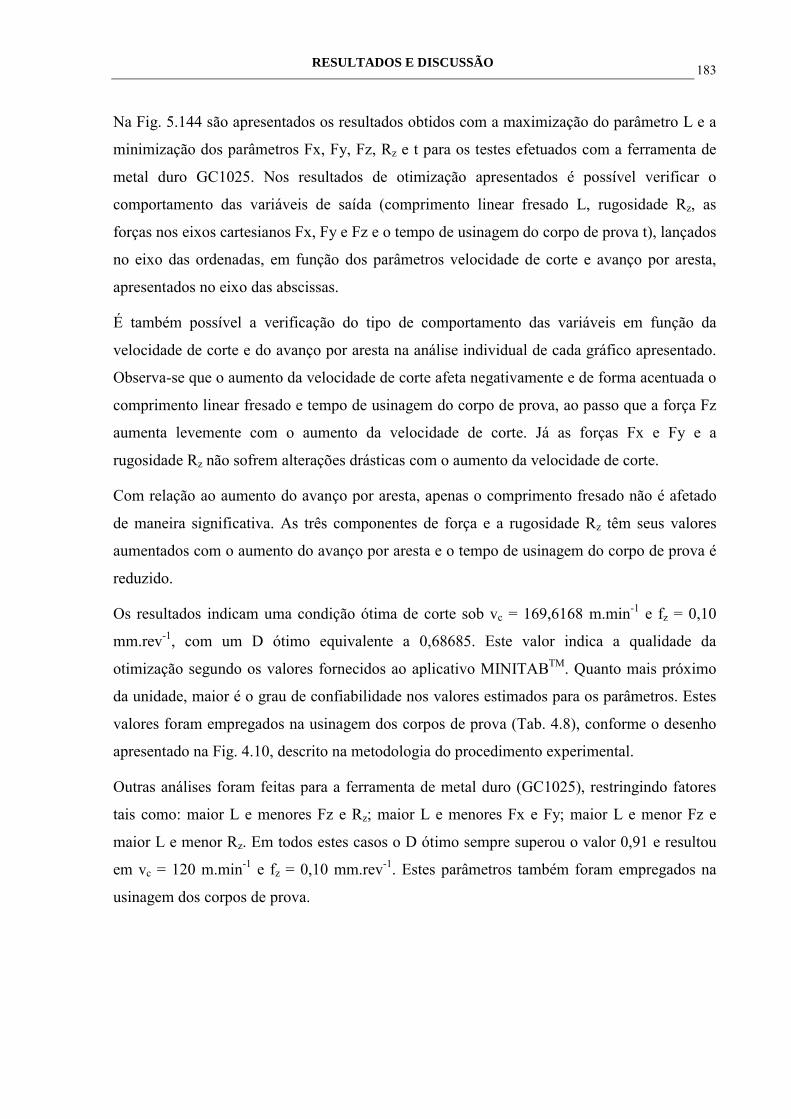
RESULTADOS E DISCUSSÃO 183
Na Fig. 5.144 são apresentados os resultados obtidos com a maximização do parâmetro L e a
minimização dos parâmetros Fx, Fy, Fz, Rz e t para os testes efetuados com a ferramenta de
metal duro GC1025. Nos resultados de otimização apresentados é possível verificar o
comportamento das variáveis de saída (comprimento linear fresado L, rugosidade Rz, as
forças nos eixos cartesianos Fx, Fy e Fz e o tempo de usinagem do corpo de prova t), lançados
no eixo das ordenadas, em função dos parâmetros velocidade de corte e avanço por aresta,
apresentados no eixo das abscissas.
É também possível a verificação do tipo de comportamento das variáveis em função da
velocidade de corte e do avanço por aresta na análise individual de cada gráfico apresentado.
Observa-se que o aumento da velocidade de corte afeta negativamente e de forma acentuada o
comprimento linear fresado e tempo de usinagem do corpo de prova, ao passo que a força Fz
aumenta levemente com o aumento da velocidade de corte. Já as forças Fx e Fy e a
rugosidade Rz não sofrem alterações drásticas com o aumento da velocidade de corte.
Com relação ao aumento do avanço por aresta, apenas o comprimento fresado não é afetado
de maneira significativa. As três componentes de força e a rugosidade Rz têm seus valores
aumentados com o aumento do avanço por aresta e o tempo de usinagem do corpo de prova é
reduzido.
Os resultados indicam uma condição ótima de corte sob vc = 169,6168 m.min-1 e fz = 0,10
mm.rev-1, com um D ótimo equivalente a 0,68685. Este valor indica a qualidade da
otimização segundo os valores fornecidos ao aplicativo MINITABTM. Quanto mais próximo
da unidade, maior é o grau de confiabilidade nos valores estimados para os parâmetros. Estes
valores foram empregados na usinagem dos corpos de prova (Tab. 4.8), conforme o desenho
apresentado na Fig. 4.10, descrito na metodologia do procedimento experimental.
Outras análises foram feitas para a ferramenta de metal duro (GC1025), restringindo fatores
tais como: maior L e menores Fz e Rz; maior L e menores Fx e Fy; maior L e menor Fz e
maior L e menor Rz. Em todos estes casos o D ótimo sempre superou o valor 0,91 e resultou
em vc = 120 m.min-1 e fz = 0,10 mm.rev-1. Estes parâmetros também foram empregados na
usinagem dos corpos de prova.

RESULTADOS E DISCUSSÃO 184
Figura 5.144 – Otimização da vc e fz para a ferramenta da classe GC1025.
Os resultados do estudo efetuado com a ferramenta cermet (CT530), são mostrados na Fig.
5.145. Nesta são apresentados os resultados obtidos, com a maximização do parâmetro L e a
minimização dos parâmetros Fx, Fy, Fz, Rz e t. O resultado da otimização sugere os valores
de entrada como vc = 167,3552 m.min-1 e fz = 0,1023 mm.rev-1, com um D ótimo equivalente
a 0,70343.
Observa-se que os resultados para a ferramenta CT530 foram bastante semelhantes aos
obtidos com a ferramenta GC1025. Na avaliação da influência da velocidade de corte sobre
comprimento fresado, forças resultantes e rugosidade as curvas apresentam comportamentos
análogos. Na avaliação da influência do avanço por aresta estes comportamentos se repetem, à
exceção da curva que representa a força resultante Fz que apresentou um comportamento
logarítmico no emprego da ferramenta GC1025 e exponencial com a CT530 e da rugosidade
Rz, que apresentou uma curva com comportamento exponencial com o emprego da classe
GC1025 e logarítmico com a CT530.

RESULTADOS E DISCUSSÃO 185
Foram ainda estudadas outras combinações, chegando-se aos mesmos valores indicados para
as ferramentas de metal duro, anteriormente descrito, ou seja, vc = 120 m.min-1 e fz = 0,10
mm.rev-1, com valores de D ótimo superiores a 0,90. Estes parâmetros também foram
empregados na usinagem dos corpos de prova utilizando a ferramenta cermet.
Figura 5.145 – Otimização da vc e fz para a ferramenta da classe CT530.
As ferramentas da classe GC4040 não foram utilizadas na usinagem dos corpos de prova do
aço VHSUPER temperado por apresentarem resultados de vida muito inferiores aos das
ferramentas GC1025 e CT530 nas mesmas condições de corte.

RESULTADOS E DISCUSSÃO 186
5.2.7 Desvios dimensionais e geométricos
O mesmo procedimento de medição proposto para o corpo de prova recozido (Fig. 4.10), foi
empregado para o aço temperado. Na medição da usinagem do contorno externo, a variação
dimensional entre os planos verticais da peça, B x B’ (150 mm) e C x C’ (150 mm), pode ser
avaliada conforme Fig. 5.146.
Para os testes 6 e 7, com a ferramenta de metal duro GC1025, utilizando-se vc = 170 e 120
m.min-1, respectivamente, e fz = 0,10 mm.rev-1, verifica-se que a variação obtida entre os
planos C x C’ (150 mm), resultantes do movimento da ferramenta paralelo ao eixo X do
centro de usinagem é bem menor que a variação obtida entre os planos B x B’ (150 mm),
resultantes do movimento da ferramenta paralelamente ao eixo Y. Em ambos os casos, a
maior velocidade de corte (teste 6) resultou em menor variação dimensional.
Figura 5.146 – Variação dimensional dos planos verticais B x B’ e C x C’ (fz = 0,10 mm.rev-1).
Na comparação dos testes 8 e 9 (CT530, utilizando-se vc = 167 e 120 m.min-1,
respectivamente, com fz = 0,10 mm.rev-1) verifica-se que os resultados foram similares, o
mesmo ocorrendo na comparação dos resultados dos testes 7 e 9, para as ferramentas de metal
duro e cermet, utilizando vc = 120 m.min-1 e fz = 0,10 mm.rev-1. Na comparação entre
fresamento discordante e concordante, obtido com a ferramenta cermet (CT530, utilizando-se
vc = 120 m.min-1 e fz = 0,10 mm.rev-1) para os testes 9 e 10, respectivamente, observa-se que a
variação dimensional é maior quando o fresamento é concordante, da mesma forma que
ocorreu com o corpo de prova em aço recozido.
0 50 100 150 200 250Variação (µm)
Variação dimensional C x C' (150 mm)
Variação dimensional B x B' (150 mm)
6 – GC1025 – vc = 170 m.min-1 – discordante
7 – GC1025 – vc = 120 m.min-1 – discordante
8 – CT530 – vc = 167 m.min-1 – discordante
9 – CT530 – vc = 120 m.min-1 – discordante
10 – CT530 – vc = 120 m.min-1 – concordante
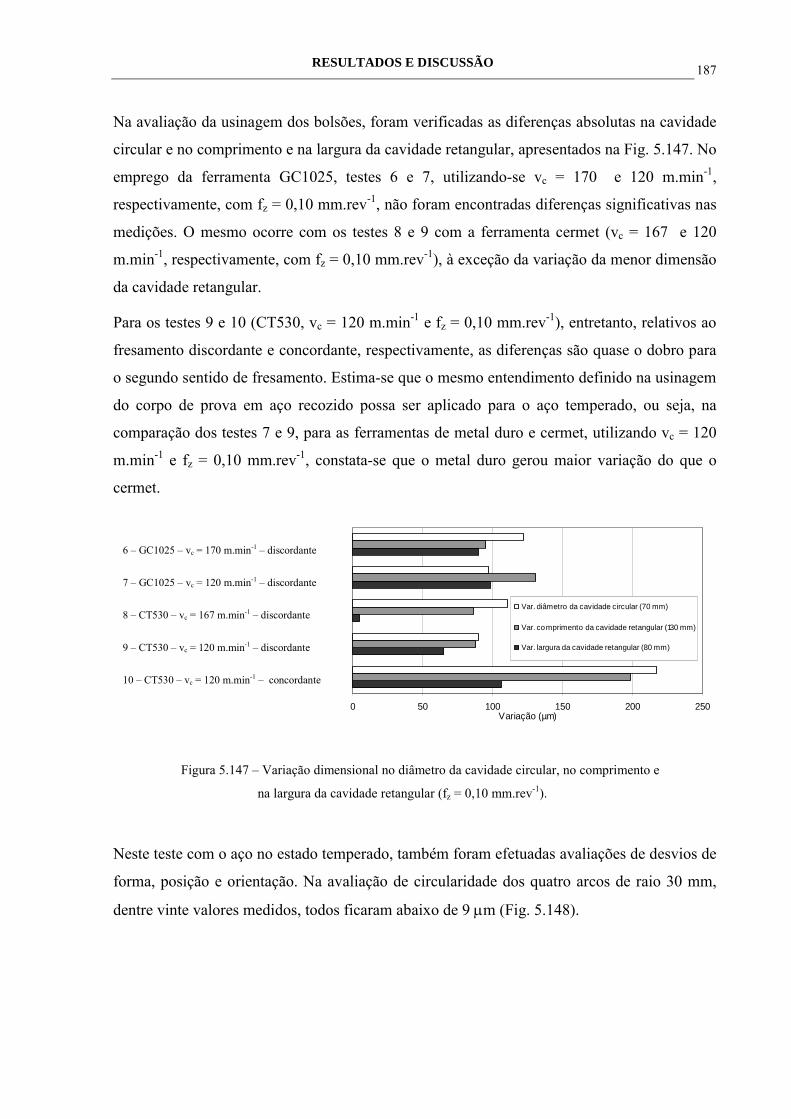
RESULTADOS E DISCUSSÃO 187
Na avaliação da usinagem dos bolsões, foram verificadas as diferenças absolutas na cavidade
circular e no comprimento e na largura da cavidade retangular, apresentados na Fig. 5.147. No
emprego da ferramenta GC1025, testes 6 e 7, utilizando-se vc = 170 e 120 m.min-1,
respectivamente, com fz = 0,10 mm.rev-1, não foram encontradas diferenças significativas nas
medições. O mesmo ocorre com os testes 8 e 9 com a ferramenta cermet (vc = 167 e 120
m.min-1, respectivamente, com fz = 0,10 mm.rev-1), à exceção da variação da menor dimensão
da cavidade retangular.
Para os testes 9 e 10 (CT530, vc = 120 m.min-1 e fz = 0,10 mm.rev-1), entretanto, relativos ao
fresamento discordante e concordante, respectivamente, as diferenças são quase o dobro para
o segundo sentido de fresamento. Estima-se que o mesmo entendimento definido na usinagem
do corpo de prova em aço recozido possa ser aplicado para o aço temperado, ou seja, na
comparação dos testes 7 e 9, para as ferramentas de metal duro e cermet, utilizando vc = 120
m.min-1 e fz = 0,10 mm.rev-1, constata-se que o metal duro gerou maior variação do que o
cermet.
Figura 5.147 – Variação dimensional no diâmetro da cavidade circular, no comprimento e
na largura da cavidade retangular (fz = 0,10 mm.rev-1).
Neste teste com o aço no estado temperado, também foram efetuadas avaliações de desvios de
forma, posição e orientação. Na avaliação de circularidade dos quatro arcos de raio 30 mm,
dentre vinte valores medidos, todos ficaram abaixo de 9 µm (Fig. 5.148).
0 50 100 150 200 250Variação (µm)
Var. diâmetro da cavidade circular (70 mm)
Var. comprimento da cavidade retangular (130 mm)
Var. largura da cavidade retangular (80 mm)
6 – GC1025 – vc = 170 m.min-1 – discordante
7 – GC1025 – vc = 120 m.min-1 – discordante
8 – CT530 – vc = 167 m.min-1 – discordante
9 – CT530 – vc = 120 m.min-1 – discordante
10 – CT530 – vc = 120 m.min-1 – concordante

RESULTADOS E DISCUSSÃO 188
Figura 5.148 – Variação de circularidade nos arcos de raio 30 mm (fz = 0,10 mm.rev-1).
Na medição da cilindricidade da cavidade circular o máximo valor foi de 16 µm, metade do
valor encontrado na usinagem do aço recozido (Fig. 5.149).
Figura 5.149 – Variação de cilindricidade na cavidade circular ∅ 70 mm (fz = 0,10 mm.rev-1).
Nas avaliações de paralelismo, quatro medições foram efetuadas em cada peça, totalizando
vinte medidas que apresentaram valores inferiores a 45 µm, também quase metade do valor
encontrado na medição do corpo de prova executado com o aço recozido (Fig. 5.150). As
medições de inclinação apresentaram valores menores que 30’’.
0 2 4 6 8 10Variação (µm)
Arco Inf. Interno
Arco Sup. InternoArco Inf. Externo
Arco Sup. Externo
0 5 10 15 20Variação (µm)
Cilindricidade
6 – GC1025 – vc = 170 m.min-1 – discordante
7 – GC1025 – vc = 120 m.min-1 – discordante
8 – CT530 – vc = 167 m.min-1 – discordante
9 – CT530 – vc = 120 m.min-1 – discordante
10 – CT530 – vc = 120 m.min-1 – concordante
6 – GC1025 – vc = 170 m.min-1 – discordante
7 – GC1025 – vc = 120 m.min-1 – discordante
8 – CT530 – vc = 167 m.min-1 – discordante
9 – CT530 – vc = 120 m.min-1 – discordante
10 – CT530 – vc = 120 m.min-1 – concordante

RESULTADOS E DISCUSSÃO 189
Figura 5.150 – Variação de paralelismo das faces BB’, CC’, DD’ e EE’ (fz = 0,10 mm.rev-1).
As menores diferenças encontradas nas medições do corpo de prova em aço temperado em
relação ao corpo de prova em aço recozido se justificam pela menor velocidade de corte e
avanço empregados na usinagem do primeiro. A menor deformação elástica do aço
temperado, devido à sua maior dureza em relação ao aço recozido, também pode ser
considerada nesta comparação, embora de maneira geral as forças de usinagem do aço
temperado tenham sido superiores às obtidas na usinagem do aço recozido.
5.2.8 Discussão dos resultados
Após a realização dos ensaios de fresamento frontal do aço VHSUPER no estado temperado,
concluiu-se que:
• Vida de ferramentas: ao contrário do ocorrido no fresamento do aço recozido, a
ferramenta da classe GC4040 apresentou vida mais curta do que a da classe
CT530, a qual também foi superada pela ferramenta de metal duro GC1025 sob
todos os parâmetros de corte empregados. Os parâmetros de corte que
proporcionaram a vida mais longa com esta classe foram vc = 120 m.min-1 e fz =
0,15 mm.rev-1, resultando em um comprimento fresado L = 88,8 m. Com estes
parâmetros, a pastilha GC1025 superou a CT530 em 123% e a GC4040 em 346%.
0 10 20 30 40 50Variação (µm)
// E x E'
// D x D'// C x C'
// B x B'
6 – GC1025 – vc = 170 m.min-1 – discordante
7 – GC1025 – vc = 120 m.min-1 – discordante
8 – CT530 – vc = 167 m.min-1 – discordante
9 – CT530 – vc = 120 m.min-1 – discordante
10 – CT530 – vc = 120 m.min-1 – concordante

RESULTADOS E DISCUSSÃO 190
Com a mesma pastilha GC1025 mantendo constante o avanço fz = 0,15 mm.rev-1,
mas aumentando a velocidade de corte para vc = 200 e 280 m.min-1 , a vida mais
longa ultrapassa 203% e 553%, respectivamente, os resultados obtidos com vc =
120 m.min-1.
No emprego de vc = 120 m.min-1 e fz = 0,10 mm.rev-1, a classe GC1025 também
apresenta a vida mais longa, superando a CT530 em 73% e a GC4040 em 451%.
Na usinagem do material endurecido, a pastilha da classe GC1025 se apresenta
como opção mais recomendada do que a GC4040, pois possui revestimento com
dureza maior (3000 HV contra 2500 HV), além de possuir um substrato com
dureza mais elevada (1650 HV contra 1250 HV). É também superior à da classe
CT530, no que se refere à vida, pois os cermets são mais indicados para usinagem
contínua de acabamento.
• Mecanismos de desgaste: na análise das fotografias referentes às pastilhas GC1025
e GC4040 percebe-se que há maior perda do recobrimento e exposição do
substrato na segunda, quando ambas são submetidas a mesmos parâmetros de
corte.
Com o aumento da dureza do corpo de prova ocorre uma diminuição de sua
tenacidade, fazendo com que a área de contato do cavaco com a ferramenta
também diminua, reduzindo a eficácia do recobrimento. Como a ferramenta
GC1025 apresenta maior dureza que a GC4040 e também devido ao fato de que na
primeira o recobrimento é obtido por deposição física de vapor, que induz tensões
compressivas residuais (quando na ferramenta GC4040 o recobrimento é obtido
por deposição química à média temperatura MT-CVD), a pastilha da classe
GC1025 proporciona vida mais longa que a GC4040.
• Rugosidade da superfície fresada: a análise dos gráficos de rugosidade em função
de L mostrou que não existem tendências nítidas e com boa correlação com os
demais parâmetros, mas é possível observar que o comportamento das curvas
permite inferir que o maior avanço resultou em maiores valores de rugosidade.
Os valores de rugosidade aumentam com o aumento do avanço e da velocidade de
corte. O aumento de Rz em função do aumento do avanço é atribuído ao aumento
da profundidade das marcas de avanço, enquanto o efeito da velocidade de corte

RESULTADOS E DISCUSSÃO 191
está relacionado com o aumento da vibração do conjunto fresa / pastilhas a altas
rotações do eixo árvore.
• Forças de usinagem: na análise das componentes de força Fx, Fy e Fz o avanço foi
mais influente do que a velocidade de corte. Para Fx, com o emprego de fz = 0,20
mm.rev-1, para a classe GC1025, foi obtida uma força entre 60 e 65% maior do que
com fz = 0,10 mm.rev-1. No emprego da classe CT530 estes valores variaram entre
58 e 66% e com a GC4040 entre 45 e 52%, dependendo da velocidade de corte.
No caso da componente Fy, para as mesmas condições (fz = 0,20 mm.rev-1 em
relação a fz = 0,10 mm.rev-1) a pastilha GC1025 apresentou um aumento entre 36 e
54%, a CT530 entre 35 e 49 e a GC4040 entre 14 e 46%.
Para a força Fz, também com os parâmetros acima, os percentuais variaram entre
27 e 67% para GC1025, 21 e 44% para CT530 e 14 e 35% para GC4040,
dependendo da velocidade de corte, embora os valores absolutos tenham sido
maiores do que os de Fx e Fy.
Assim, na comparação da componente Fz com Fx, o aumento das resultantes é
mais expressivo, variando entre 85 e 160% para a classe GC1025, 55 e 157% para
a CT530 e 66 e 192% para a GC4040. Comparando Fz com Fy, o aumento varia
entre 118 e 146% para a GC1025, 96 e 169% para a CT530 e entre 103 e 167%
para a classe GC4040.
A variação da velocidade de corte influenciou de forma mais discreta a variação
das componentes Fx e Fy, entretanto, com a resultante Fz estas variações foram
ligeiramente maiores. Comparando os valores de Fz encontrados para vc = 120
m.min-1 com os obtidos com o emprego de vc = 280 m.min-1 tem-se, para a classe
GC1025 incremento de 21% com fz = 0,10 mm.rev-1, 5% com fz = 0,15 mm.rev-1 e
uma diminuição de 8% para fz = 0,20 mm.rev-1, que foi a única exceção. Para a
classe CT530, estes valores de aumento da resultante Fz foram: 5, 10 e 25% para fz
= 0,10, 0,15 e 0,20 mm.rev-1 respectivamente. Com o emprego da pastilha da
classe GC4040 o aumento foi de 29, 16 e 41% para fz = 0,10, 0,15 e 0,20 mm.rev-1,
respectivamente, sendo esta a que apresentou os maiores valores.
• Temperatura de fresamento: a medição da temperatura na região de contato peça-
ferramenta, em função dos parâmetros de corte definidos, permitiu concluir que a

RESULTADOS E DISCUSSÃO 192
velocidade de corte exerceu maior influência nos resultados do que o avanço de
corte.
Na análise dos gráficos elaborados para o comportamento da temperatura média
em função da velocidade de corte, para a pastilha da classe GC1025, verifica-se
que o aumento da velocidade resultou na diminuição dos valores de temperatura
obtidos. Comparando-se o resultado para vc = 280 m.min-1 com o obtido para vc =
120 m.min-1 a diminuição foi de 28, 34 e 4% para os avanços fz = 0,10, 0,15 e 0,20
mm.rev-1, respectivamente.
Para a ferramenta cermet, com as mesmas variáveis, ocorreu um aumento da média
da temperatura medida em 74, 48 e 72% para os avanços fz = 0,10, 0,15 e 0,20
mm.rev-1, respectivamente. Nas mesmas condições, para a classe GC4040, o
aumento foi de 16, 25 e 52%.
• Otimização dos parâmetros de corte: foi possível identificar os parâmetros ótimos
de usinagem, levando-se em conta todos fatores analisados ou fazendo-se a escolha
dos mais significativos, uma vez que nos resultados de otimização são obtidas a
variáveis de saída mais indicadas, como comprimento fresado L, rugosidade Rz,
forças nos eixos cartesianos Fx, Fy e Fz e tempo de usinagem do corpo de prova t,
em função das variáveis de entrada, como velocidade de corte e avanço por aresta.
Na otimização com o emprego de todos estes dados, relativos aos testes efetuados
com as ferramentas GC1025, foi obtida uma condição ótima de corte (D ótimo =
0,68685), indicando os parâmetros vc = 169,6168 m.min-1 e fz = 0,10 mm.rev-1.
Com restrição de outros fatores como: maior L e menores Fz e Rz; maior L e
menores Fx e Fy; maior L e menor Fz e maior L e menor Rz, os resultados
indicaram os parâmetros vc = 120 m.min-1 e fz = 0,10 mm.rev-1.
No estudo com a ferramenta cermet com todos os parâmetros, o resultado da
otimização sugere os parâmetros de corte vc = 167,3552 m.min-1 e fz = 0,1023
mm.rev-1 (D ótimo = 0,70343). As outras combinações estudadas, a exemplo do
que foi feito com a ferramenta GC1025, também indicaram vc = 120 m.min-1 e fz =
0,10 mm.rev-1.
• Desvios dimensionais e geométricos: nas medições da distância entre os ressaltos
BB’ as variações foram maiores do que as ocorridas com os ressaltos CC’,

RESULTADOS E DISCUSSÃO 193
repetindo o comportamento ocorrido na medição do mesmo parâmetro no aço
recozido.
Com as ferramentas de metal duro GC1025, testes 6 e 7, foram empregados fz =
0,10 mm.rev-1 e vc = 170 e 120 m.min-1, respectivamente. Com a menor velocidade
de corte o desvio superou em 83% o resultado obtido para CC’ e 46% para BB’.
Com a ferramenta cermet, testes 8 e 9, com o mesmo avanço e vc = 167 e 120
m.min-1, a menor velocidade também resultou em maior desvio, mas em menor
proporção do que o obtido com o metal duro, sendo apenas 1% para CC’ e 7%
para BB’. Entretanto, com a mudança do sentido de corte de discordante para
concordante (teste 9 e 10), os valores aumentaram substancialmente para o
segundo sentido, resultando em 83% para BB’ e 125% para CC’. A outra
comparação possível, testes 7 e 9, resultaram em valores praticamente iguais para
as duas classes de ferramentas empregadas, não superando 2% para BB’.
Na avaliação das variações nas dimensões das cavidades retangular e circular a
alteração de sentido de corte de discordante para concordante foi causadora das
maiores diferenças entre as variações dimensionais. O sentido concordante causou
diferenças de 141% a mais do que o discordante, para a cavidade circular e 125 e
63% a mais para o comprimento de 130 e de 80 mm da cavidade retangular,
respectivamente.
Os quatro arcos de raio 30 mm foram avaliados quanto à circularidade,
apresentando pequenas variações, em torno de 4 µm. A maior diferença obtida (9
µm) foi com a utilização da ferramenta cermet, com fz = 0,10 mm.rev-1 e vc = 120
m.min-1 e sentido concordante.
Na medição da cilindricidade da cavidade circular (∅ 70 mm) os valores se
situaram entre 12 e 15 µm para o fresamento discordante e 9 µm para o
concordante.

CONCLUSÃO 194
6 CONCLUSÃO
De maneira resumida, após a realização dos ensaios de fresamento frontal do aço VHSUPER
no estado recozido, pode-se concluir que:
No que se refere à vida de ferramenta:
• A classe GC4040 apresentou vida mais longa que a classe CT530 e esta superou a
classe GC1025.
• A vida das ferramentas aumentou proporcionalmente ao aumento do avanço, na
faixa de testes empregada.
Quanto aos mecanismos de desgaste:
• A classe GC1025 sofreu com desgaste abrasivo, adesão e deterioração da aresta.
• A classe CT530 apresentou desgaste abrasivo e trincas.
• A GC4040 manteve integridade de aresta e menor adesão.
Quanto à rugosidade:
• Os valores encontrados apresentaram tendência a aumentar com a evolução dos
testes de vida. A classe CT530 superou as demais classes, proporcionando melhor
acabamento.
Em relação às forças de usinagem:
• O aumento do avanço se mostrou como o parâmetro mais importante no aumento
da força resultante.
• A classe GC4040 apresentou os maiores valores de força passiva em relação às
demais.

CONCLUSÃO 195
Para o aço VHSUPER no estado temperado, após a realização dos ensaios de fresamento,
pode-se concluir de maneira resumida que:
No que concerne aos estudos de vida de ferramentas:
• A ferramenta da classe GC4040 apresentou vida mais curta que a classe CT530 e
esta foi superada pela classe GC1025.
• A vida das ferramentas diminuiu de forma proporcional ao aumento do avanço, na
faixa de testes empregada.
• A classe GC1025 é melhor opção que a classe GC4040 pois possui revestimento e
substrato mais duro. O cermet é mais indicado para usinagem contínua de
acabamento.
Na avaliação dos mecanismos de desgaste:
• Percebe-se que há maior perda do recobrimento e exposição do substrato na classe
GC4040 em relação à classe GC1025 quando ambas são submetidas a mesmos
parâmetros de corte.
• Maior dureza do corpo de prova significa menor tenacidade e menor área de
contato cavaco / ferramenta, com redução da eficácia do recobrimento.
• Como a classe GC1025 tem maior dureza que a classe GC4040 e também devido
ao fato de que na primeira o recobrimento é obtido por PVD, que induz tensões
compressivas residuais e na classe GC4040 o recobrimento é obtido por MT-CVD,
a classe GC1025 proporciona vida mais longa que a classe GC4040.
No estudo dos parâmetros de rugosidade:
• Não existem tendências nítidas e com boa correlação, mas é possível observar que
o comportamento das curvas permite inferir que o maior avanço resultou em
maiores valores de rugosidade.
• A rugosidade aumenta com o aumento do avanço e velocidade de corte.
• O aumento do parâmetro de rugosidade Rz em função do aumento do avanço é
atribuído ao aumento da profundidade das marcas de avanço.

CONCLUSÃO 196
• O efeito da velocidade de corte está relacionado com o aumento da vibração do
conjunto fresa / pastilhas a altas rotações do eixo árvore.
Na análise das forças de usinagem:
• O aumento do avanço também se mostrou neste caso como o parâmetro mais
importante no aumento da força.
• De forma mais discreta a classe GC4040 apresentou, neste caso, os maiores valores
de força passiva em relação às demais.
Quanto à temperatura de fresamento:
• A temperatura na região de contato peça-ferramenta sofre maior influência da
velocidade de corte do que do avanço.
• Para a classe GC1025, maior velocidade de corte implica em menor temperatura
obtida e para as classes CT530 e GC4040, maior velocidade de corte resulta em
aumento da temperatura.
Na análise da otimização dos parâmetros de corte verifica-se que:
• Na otimização com o emprego de todos os dados relativos aos testes efetuados com
as ferramentas, foi obtida uma condição ótima de corte para:
GC1025 CT530
D ótimo = 0,68685 D ótimo = 0,70343
vc = 169,6168 m.min-1 vc = 167,3552 m.min-1
fz = 0,10 mm.rev-1 fz = 0,1023 mm.rev-1
• Com restrição de outros fatores como: maior L e menores Fz e Rz; maior L e
menores Fx e Fy; maior L e menor Fz e maior L e menor Rz, os resultados
indicaram os mesmos parâmetros para as duas classes:
vc = 120 m.min-1
fz = 0,10 mm.rev-1
Após as medições efetuadas na máquina de medição por coordenadas, foram analisados os
resultados obtidos e concluiu-se que:

CONCLUSÃO 197
• Nas medições da distância entre os ressaltos BB’ as variações foram maiores do
que as ocorridas com os ressaltos CC’, tanto para os modelos em aço recozido
como temperado.
• De forma geral, as variações medidas nos modelos recozidos foram maiores do que
as obtidas com o aço temperado.
• As medições dos desvios dimensionais e geométricos dos modelos no estado
temperado e no estado recozido apresentaram coincidências no resultado do sentido
de fresamento. Em ambas as situações, na maioria dos casos, o sentido concordante
resultou em maiores valores de desvios dimensionais e geométricos do que nas
mesmas condições de corte com o sentido discordante.
Comparando-se os resultados obtidos no fresamento do aço recozido com o aço temperado,
nota-se que:
• Ocorreu uma inversão nos resultados de vida de ferramenta para as classes de
metal duro utilizadas, na aplicação das mesmas na usinagem dos aços no estado
recozido e no estado temperado. A vida da ferramenta cermet se manteve entre a
vida destas duas neste quesito. No aço recozido sobressaiu-se a GC4040, que
resultou em vida mais longa, devido ao seu revestimento multicamada contendo
alumina. No aço temperado, a GC1025, principalmente devido à elevada dureza de
seu recobrimento e de seu substrato foi a que apresentou vida mais longa.
• Na usinagem do aço recozido a ferramenta da classe GC1025 apresentou adesão de
material, desgaste abrasivo e deterioração da aresta de corte, com arrancamento da
camada de recobrimento. A CT530 apresentou sinais de trincas, devido a choques
térmicos e a GC4040 apresentou maior integridade de aresta, menor adesão que a
GC1025 e pouco desgaste de cratera.
Na usinagem do aço temperado a perda do recobrimento foi menor na GC1025 e
maior na GC4040, expondo o substrato desta última e reduzindo muito sua vida. A
pastilha de cermet apresentou lascamentos na aresta de corte.
• Na análise das forças de usinagem, o avanço foi fator mais influente do que a
velocidade de corte, independentemente do grau de dureza dos corpos de prova

CONCLUSÃO 198
utilizados. A força passiva também foi maior, nos dois casos, em comparação com
as forças Fx e Fy.
• As medições dos desvios dimensionais e geométricos dos corpos de prova no
estado temperado e no estado recozido apresentaram coincidências no resultado do
sentido de fresamento. Em ambas as situações, na maioria dos casos, o sentido
concordante resultou em maiores valores de desvios dimensionais e geométricos
do que nas mesmas condições de corte com o sentido discordante.

PROPOSTA DE CONTINUIDADE 199
7 PROPOSTA DE CONTINUIDADE
As pesquisas relativas ao fresamento de aços para moldes e matrizes, possuem incontáveis
caminhos para se desenvolver. Sugere-se que, dentre as possibilidades existentes, se
concentrem esforços nos seguintes campos:
• Estudos relativos à medição de temperatura no fresamento: por meio de furos de
pequenos diâmetros, podem ser inseridos grupos de termopares, permitindo a
análise de gradientes de temperatura na região de corte, inclusive com aplicação de
fluidos de corte e MQL.
• Estratégias de usinagem de moldes e matrizes: podem ser estudadas com o emprego
de aplicativos de CAD/CAM, que têm se desenvolvido de forma bastante rápida.
Estudos compreendendo os diversos tipos de curvas de movimentação das
ferramentas sobre o modelo a fresar, por meio da interpolação de trajetórias,
contidas nos programas de controle numérico, tais como: interpolação linear,
interpolação circular, “spline”, Bézier, “B-spline” e NURBS, são um campo fértil
para desenvolvimento de pesquisas.
• Usinagem a altas velocidades (HSM): o segmento tem se desenvolvido muito nos
últimos anos com o objetivo de reduzir custos de produção de moldes e estampos.
É possível o estudo de convênios com instituições que possuam máquinas HSM e,
por meio de intercâmbio de discentes e docentes, trazer benefícios mútuos para as
partes. Estas metodologias de usinagem têm encontrado aplicação na usinagem de
aços temperados.
REFERÊNCIAS BIBLIOGRÁFICAS
200
8 REFERÊNCIAS BIBLIOGRÁFICAS
1. ABELE, E. e Dorr, J. Ferramentas de Corte Protegidas Contra a Defasagem
Tecnológica. São Paulo: Máquinas e Metais, n. 439, pág. 38 – 53. Artigo, ago.
2002. 16 p.
2. ABRÃO, A. M., Aspinwall, D. K., Wise, M. L. H. A Review of Polycrystalline
Cubic Boron Nitride Cutting Tool Developments and Application.
Proceedings of the Thirtieth International Matador Conference – 31st march /
1st april, UMIST. Manchester, UK: University of Birmingham. Artigo. 1993.
12 p.
3. ABRÃO, A. M. Torneamento de Aços Endurecidos. In. VÁRIOS AUTORES.
Tecnologias Avançadas de Manufatura. Coleção Fábrica do Milênio. v. I.
Jaboticabal, S.P.: Editora Novos Talentos. 2005. cap. 5, p. 89-103. 169 p.
4. AGOSTINHO, O. L.; Rodrigues, A. C. S. e Lirani, J. Tolerâncias, Ajustes,
Desvios e Análise de Dimensões. São Paulo: Editora Edgard Blücher Ltda.
1977. 295 p.
5. ARNTZ, K. O Fresamento de Materiais Endurecidos é a Solução dos
Problemas? São Paulo: Máquinas e Metais, n. 492, pág. 32 – 37. Artigo, jan.
2007. 6 p.
6. ÁVILA, R. F. Desempenho de Ferramentas de Metal Duro Revestido com
Ti-N, Ti-C-N e Ti-C-N (PAPVD) no Torneamento do Aço ABNT 4340
Temperado e Revenido. Tese de Doutorado, Pós-graduação em Engenharia
Metalúrgica e de Minas, Universidade Federal de Minas Gerais – UFMG, Belo
Horizonte, 2003a. 190 p.
7. ÁVILA, R. F. Técnicas e Procedimentos de Caracterização de Revestimentos
Tribológicos. Belo Horizonte: Universidade Federal de Minas Gerais –
UFMG, Apostila. 2003b. 52 p.
8. BALZERS. Catálogos on Line. Liechtenstein. Disponível em: <http://www
.oerlikon.com/balzers>. Acesso em 18 set. 2007.

REFERÊNCIAS BIBLIOGRÁFICAS
201
9. BECKER, M.; Santos, S. C.; Sales, W. F. Integridade Superficial em
Usinagem. In. VÁRIOS AUTORES. Tecnologias Avançadas de Manufatura.
Coleção Fábrica do Milênio. v. I. Jaboticabal, S.P.: Editora Novos Talentos.
2005. cap. 6, p. 105-123. 169 p.
10. BECZE, C. E., Clayton, P., Chen, L., El-Wardany, T. I., Elbestawi, M. A.
High-speed Five-axis Milling of Hardened Tool Steel. International Journal
of Machine Tools & Manufacture. v. 40. pág. 869-885. Pergamon, Artigo,
2000. 17 p.
11. BENEDICT, G. F. Nontraditional Manufacturing Processes. New York:
Marcel Dekker, Inc. 1987. 381 p.
12. CALLISTER Jr., W. D. Ciência e Engenharia de Materiais – Uma
Introdução. 5. ed. Rio de Janeiro: LTC – Livros Técnicos e Científicos Editora
S.A., 2002. 589 p.
13. CAMARANO, D. M. Incerteza – Princípios Fundamentais. Belo Horizonte:
Instituto Nacional de Metrologia, Normalização e Qualidade Industrial –
INMETRO, Apostila. 2003. 46 p.
14. CAMPOS, M. S. Desvendando o MinitabTM, Rio de Janeiro: Qualitymark
Editora Ltda. 2003. 261 p.
15. CENTRO de DIVULGAÇÃO CIENTÍFICA E CULTURAL - CDCC - Tabela
Periódica dos Elementos. Universidade de São Paulo. Disponível em:
<http://www.cdcc.sc.usp.br/quimica/tabelaperiodica/tabelaperiodica1.htm>.
Acesso em 23 fev. 2007.
16. CHIAVERINI, V. Tratamentos Térmicos das Ligas Ferrosas. 2. ed. São
Paulo: Associação Brasileira de Metais, 1987. 232 p.
17. CHILDS, T., Maekawa, K., Obikawa, T., Yamane, Y. Metal Machining –
Theory and Applications. New York, USA: Arnold Publishers, 2000. 408 p.
18. COLDWELL, H., Woods, R., Paul, M., Koshy, P., Dewes, R., Aspinwall, D.
Rapid Machining of Hardened AISI H13 and D2 Moulds, Dies and Press
Tools. Journal of Materials Processing Technology. v. 135. pág. 301-311.
London: Elsevier, Artigo, 2003. 11 p.

REFERÊNCIAS BIBLIOGRÁFICAS
202
19. DE PAULA, A. A. Levantamento de Curvas de Vida de Ferramenta para o
Fresamento do Aço ABNT H13. Trabalho de Graduação em Engenharia
Mecânica, Universidade Federal de Minas Gerais – UFMG, Belo Horizonte,
2005. 62 p.
20. D’ERRICO, G. E., Bugliosi, S., Cuppini, D., Guglielmi, E. A Study of
Cermets’ Wear Behavior. Wear. v. 203-204. pág. 242-246. Elsevier, Artigo,
1997. 5 p.
21. DEWES, R. C., Ng, E., Chua, K. S., Newton, P. G., Aspinwall, D. K.
Temperature Measurement When High Speed Machining Hardened
Mould/Die Steel. Journal of Materials Processing Technology. v. 92-93. pág.
293-301. London: Elsevier, Artigo, 1999. 9 p.
22. DINIZ, A. E.; Marcondes, F. C.; Coppini, Nivaldo L. Tecnologia da
Usinagem dos Materiais. São Paulo: MM Editora, 1999. 244 p.
23. DINIZ, A. E. e Caldeirani Filho, J. Influence of the Relative Positions of Tool
and Workpiece on Tool Life, Tool Wear and Surface Finish in the Face
Milling Process. Wear. v. 232. pág. 67-75. Elsevier, Artigo, 1999. 9 p.
24. DINIZ, A. E., Ferreira, J. R., Silveira J.F. Toroidal Milling of Hardened SAE
H13 Steel. Journal of the Brazilian Society of Mechanical Sciences and
Engineering. v. XXVI. Nº 1, pág. 17-21. Rio de Janeiro: Associação Brasileira
de Engenharia e Ciências Mecânicas, Artigo, 2004. 5 p.
25. DONG, W. P., Sullivan, P. J., Stout, K. J. Comprehensive Study of
Parameters for Characterizing Three-Dimensional Surface Topography. II:
Statistical Properties of Parameter Variation. Wear. v. 167. pág. 9-21.
Elsevier, Artigo, 1993. 13 p.
26. ENDRINO, J. L., Derflinger, V. The Influence of Alloying Elements on the
Phase Stability and Mechanical Properties of AlCrN Coatings. Surface &
Coatings Technology. v. 200. pág. 988-992. Elsevier, Artigo, 2005. 5 p.
27. ENDRINO, J. L.,Fox-Rabinovich, G.S., Reiter, A., Veldhuis, S.V., Galindo,
R.E., Albella, J.M., Marco, J.F. Oxidation Tuning in AlCrN Coatings. Surface
& Coatings Technology. v. 201. pág. 4505-4511. Elsevier, Artigo, 2007. 7 p.

REFERÊNCIAS BIBLIOGRÁFICAS
203
28. FERRARESI, D. Fundamentos da Usinagem dos Metais. São Paulo: Editora
Edgard Blücher Ltda, v. 1. 1977, 10ª reimpressão. 2000. 751 p.
29. FOFANA, M. S. Delay Dynamical Systems and Applications to Nonlinear
Machine-tool Chatter. Chaos Solitons & Fractals. v. 17. pág. 731-747,
Pergamon. Artigo. 2003. 17 p.
30. GHANI, J. A., Choudhury, I. A., Masjuki, H. H. Performance of P10 TiN
Coated Carbide Tools When end Milling AISI H13 Tool Steel at High
Cutting Speed. Journal of Materials Processing Technology. pág. 1-5. Elsevier,
Artigo, 2004. 5 p.
31. GERDAU – AÇOS FINOS PIRATINI. Manual de Aços. São Paulo: Catálogo.
Disponível em: <http://www.gerdau.com.br/acosfinospiratini>2003. Acesso
em 28 out. 2004. 106 p.
32. GUIMARÃES, V. A. Controle Dimensional e Geométrico – Uma Introdução
à Metrologia Industrial. Passo Fundo, RS: Editora da Universidade de Passo
Fundo, 1999. 161p.
33. HELLENO, A. A. e SCHÜTZER, K. Programação e Transmissão de Dados
na Tecnologia HSC. In. VÁRIOS AUTORES. Usinagem em Altíssimas
Velocidades – Como os Conceitos HSM/HSC podem revolucionar a
indústria metal-mecânica. 2. ed. São Paulo: Editora Érica Ltda. 2003. cap. 11,
p. 147-178. 214 p. ISBN 85-7194-974-3.
34. HOGMARK, S. e Jacobson, S.. Design and Evaluation of Tribological
Coatings. Wear. v. 246. pág. 20-331. Elsevier, Artigo, 2000. 14 p.
35. HOLMBERG, K. e Matthews, A. Coatings Tribology – Properties,
Techniques and Applications in Surface Engineering. Amsterdã, Holanda:
Elsevier. 1994. 442 p.
36. INSTITUTO NACIONAL DOS DISTRIBUIDORES DE AÇO – INDA. Aço
Ferramenta. São Paulo: Disponível em: <http://www.inda.org.br>. Artigo.
Acesso em 28 abr. 2006.

REFERÊNCIAS BIBLIOGRÁFICAS
204
37. INDÚSTRIAS ROMI S.A. Manual de Programação e Operação – CNC –
Siemens 810D. Santa Bárbara d’Oeste, SP: Apostila de Treinamento. 2003.
106 p.
38. INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E
QUALIDADE INDUSTRIAL – INMETRO. Vocabulário Internacional de
Termos Fundamentais e Gerais de Metrologia. 2. ed. Brasília: Serviço
Nacional de Aprendizagem Industrial – SENAI. 2000. 76 p.
39. INTERNATIONAL ORGANIZATION FOR STANDARDIZATION – ISO.
International Standard – ISO 8688-1 – Tool Life Testing in Milling – Part 1
Face Milling. 1st ed. Genève, Switzerland. 1989. 32 p.
40. INTERNATIONAL ORGANIZATION FOR STANDARDIZATION – ISO.
International Standard – ISO 8688-2 – Tool Life Testing in Milling – Part 2
End Milling. 1st ed. Genève, Switzerland. 1989. 31 p.
41. INTERNATIONAL ORGANIZATION FOR STANDARDIZATION – ISO.
International Standard – ISO 3685 – Tool-life Testing With Single-point
Turning Tools. 2nd ed. Genève, Switzerland. 1993. 54 p.
42. INTERNATIONAL ORGANIZATION FOR STANDARDIZATION – ISO.
International Standard – ISO 513 – Classification and Application of Hard
Cutting Materials for Metal Removal with Defined Cutting Edges –
Designation of the Main Groups and Groups of Application. Genève,
Switzerland. 2004. 3 p.
43. KATO, T. e Fujii, H. Temperature Measurement in a Solid Body Heated by
Laser Beam. International Journal of Machine Tools & Manufacture. v. 44.
pág. 927-931. London: Elsevier, Artigo, 2004. 5 p.
44. KIM, G.M., Kim, B.H., Chu, C.N. Estimation of Cutter Deflection and Form
Error in Ball-end Milling Processes. International Journal of Machine Tools
& Manufacture. v. 43. pág. 917-924, Pergamon. Artigo. 2003. 8 p.
45. KO, J.H., Yun, W-S, Cho, D-W, Ehman, K.F. Development of a Virtual
Machining System, Part 1: Approximation of the Size Effect for Cutting
Force Prediction. Machine Tools and Manufacture. v. 42. pág. 1595-1605,
Pergamon. Artigo. 2002. 11 p.
REFERÊNCIAS BIBLIOGRÁFICAS
205
46. KOMANDURI, R. Advanced Ceramic Tool Materials For Machining. India:
Sãdhanã, v. 13, Parts 1 & 2, pág. 119 – 137. Artigo, July 1988. 19 p.
47. KOMANDURI, R. e Hou, Z. B. A Review of the Experimental Techniques
for the Measurement of Heat and Temperatures Generated in Some
Manufacturing Processes and Tribology. London, England: Tribology
International, v. 34, pág. 653 – 682. Artigo, 2001. 30 p.
48. KOSHY, P., Dewes, R. C., Aspinwall, D. K. High Speed end Milling of
Hardened AISI D2 Tool Steel (∼58HRC). Journal of Materials Processing
Technology. v. 127. pág. 266-273. London: Elsevier, Artigo, 2002. 8 p.
49. LAW, K.M.Y., Geddam, A., Ostafiev, V.A. A Process-design Approach to
Error Compensation in the End Milling of Pockets. Journal of Materials
Processing Technology. v. 89-90. pág. 238-244, Elsevier. Artigo. 1999. 7 p.
50. LIN, Y-J, Agrawal, A., Fang, Y. Wear Progressions and Tool Life
Enhancement With AlCrN Coated Inserts in High-Speed Dry and Wet Steel
Lathing. Wear. v. in press, pág. 1-9, Elsevier. Artigo. 2007. 9 p.
51. LINK, W. Metrologia Mecânica – Expressão da Incerteza de Medição. 2. ed.
Rio de Janeiro: Mitutoyo Sul Americana Ltda., Instituto de Pesquisas
Tecnológicas – IPT e INMETRO. 1999. 174 p.
52. LIU, X.-W, Cheng, K., Webb, D., Luo, X.-C. Prediction of Cutting Force
Distribution and its Influence on Dimensional Accuracy in Peripheral
Milling. International Journal of Machine Tools & Manufacture. v. 42. pág.
791-800, Pergamon. Artigo. 2002. 10 p.
53. LÖFFLER, F. Methods to Investigate Mechanical Properties of Coatings.
Thin Solid Films. v. 399. pág. 181-186, Elsevier. Artigo. 1999. 6 p.
54. LONGBOTTOM, J. M. e Lanham, J. D. Cutting Temperature Measurement
While Machining – a Review. Aircraft Engineering and Aerospace
Technology: An International Journal. Emerald. v. 77/2. pág. 122 – 130, Group
Publishing Limited. Artigo, 2005. 9 p.
55. MACHADO, Á. R. e da Silva, M. B. Usinagem dos Metais. 4. ed. Uberlândia:
Editora Universidade Federal de Uberlândia – UFU, Apostila. 1999. 224 p.
REFERÊNCIAS BIBLIOGRÁFICAS
206
56. METALS HANDBOOK. Properties and Selection: Irons and Steels. Volume
I, 9th ed. Metals Park, Ohio, USA: American Society for Metals – ASM. 1978.
793 p.
57. MITSUBISHI CARBIDE. Ferramentas de Metal Duro para Usinagem. São
Paulo: Catálogo 2001/2002. 2001. 560 p.
58. MO, J.L., Zhu, M.H., Lei, B., Leng, Y.X., Huang, N. Comparison of
Tribological Behaviours of AlCrN and TiAlN coatings – Deposited by
Physical Vapor Deposition. Wear. v. 263. pág. 1423-1429, Elsevier. Artigo,
2007. 7 p.
59. MUMMERY, L. Surface Texture Analysis – The Handbook. VS-
Mühlhausen, Germany: Hommelwerke GmbH. 1992. 106 p.
60. NG, Eu-Gene., Aspinwall, D.K., Brazil, D., Monaghan, J. Modelling of
Temperature and Forces when Orthogonally Machining Hardened Steel.
International Journal of Machine Tools & Manufacture. v. 39. pág. 885 – 903,
Pergamon. Artigo, 1999. 19 p.
61. OLIVEIRA, A.C., Ahrens, C. H. e Schroeter, R. B. Sistemas CAM para o
Fresamento em Altas Velocidade de Moldes e Matrizes. São Paulo: O Mundo
da Usinagem, 2ª ed., pág. 12 – 17. Artigo, 2003. 6 p.
62. OLIVEIRA, A.C., Ahrens, C. H. e Schroeter, R. B. Estudo de Caso de
Fresamento HSC em Cavidade de Molde de Injeção. São Paulo: Máquinas e
Metais, n. 461, pág. 176 – 187. Artigo, jun. 2004. 12 p.
63. OLIVEIRA, F. G. HSM – Conceitos e Aplicações. In. VÁRIOS AUTORES.
Usinagem em Altíssimas Velocidades – Como os Conceitos HSM/HSC
podem revolucionar a indústria metal-mecânica. 2. ed. São Paulo: Editora
Érica Ltda. 2003. cap. 2, p. 29-35. 214 p. ISBN 85-7194-974-3.
64. PASINI, G. e Zeilmann, R. P. Fresamento de Cavidades a Alta Velocidade de
Corte. São Paulo: Máquinas e Metais, n. 460, pág. 182 – 195. Artigo, maio
2004. 14 p.
REFERÊNCIAS BIBLIOGRÁFICAS
207
65. PEREIRA, G. B., Neves, F. O., Brandão, L. C., Braga, D. U. Estudo da
Variação de Temperatura na Usinagem de Material Endurecido. São Paulo:
Máquinas e Metais, n. 493, pág. 94 – 111. Artigo, fev. 2007. 12 p
66. POULACHON, G., Dessolly, M., Le Calvez, C., Lebrun, J. L., Prunet, V.,
Jawahir, I.,S. An Investigation of the Influence of Sulphide Inclusions on
Tool-wear in High Speed Milling of Tool Steels. Wear. v. 250, pág. 334 -343,
Elsevier. Artigo, 2001, 10 p.
67. RICHETTI, A., Machado, A. R., Da Silva, M. B., Ezugwu, E. O., Bonney, J.
Influence of the Number of Inserts for Tool Life Evaluation in Face Milling
of Steels. International Journal of Machine Tools & Manufacture. v. 44, pág.
695-700, Elsevier. Artigo, 2004. 6 p.
68. SANDVIK COROMANT. Fabricação de Moldes & Matrizes. Suécia:
Catálogo. 2002a. 258 p.
69. SANDVIK COROMANT. Novas Ferramentas da SANDVIK COROMANT.
Suécia: Catálogo. 2002b. 96 p.
70. SANDVIK COROMANT. Ferramentas Rotativas. Suécia: Catálogo. 2001.
71. SANDVIK COROMANT. Manual Técnico de Usinagem – Torneamento –
Fresamento – Furação – Mandrilamento – Sistemas de Fixação. Suécia:
Catálogo. 2005. 601 p.
72. SANTOS, S. C. e Sales, W. F. Fundamentos da Usinagem dos Materiais.
Belo Horizonte: Centro Federal de Educação Tecnológica de Minas Gerais –
CEFET-MG e Pontifícia Universidade Católica de Minas Gerais – PUC
MINAS. Apostila. 2004. 274 p.
73. SALES, W. F., Guimarães, G., Machado, A. R., Ezugwu, E. O. Cooling
Ability of Cutting Fluids and Measurement of the Chip-tool Interface
Temperatures. Industrial Lubrication and Tibology. Emerald. v. 54, n. 2, pág.
57 – 68. Artigo, 2002. 12 p.
74. SCHNEIDER Jr, G. Principles of Tungsten Carbide Engineering. 2nd ed.
Southfield, MI, USA: Society of Carbide and Tool Engineers. American
Society for Metals – ASM. 1989. 212 p.
REFERÊNCIAS BIBLIOGRÁFICAS
208
75. SCHÜTZER, K. e Schulz, H. Histórico da Usinagem com Altíssima
Velocidade até os Dias Atuais. In. VÁRIOS AUTORES. Usinagem em
Altíssimas Velocidades – Como os Conceitos HSM/HSC podem revolucionar
a indústria metal-mecânica. 2. ed. São Paulo: Editora Érica Ltda. 2003. cap.
1, p. 13-28. 214 p. ISBN 85-7194-974-3.
76. SECO. Fresamento 1 – Catálogo e Guia Técnico – 2004. Suécia: Catálogo.
2004. 368 p.
77. SHAW, M. C. Metal Cutting Principles. Oxford, UK: Oxford University
Press. 1984. Reprinted 1996. 594 p.
78. SKOPECEK, T., Svoboda, J. e Hofmann, P. Prejuízos Causados Pelo Calor
no Fresamento de Materiais Endurecidos. São Paulo: Máquinas e Metais, n.
458, pág. 22 – 30. Artigo, mar. 2004. Rothschild, W. S. (Trad.), Simon, A. T.
(Adapt.).
79. STEMMER, C. E. Ferramentas de Corte I. 4. ed. rev. e ampl. Florianópolis:
Editora da Universidade Federal de Santa Catarina – UFSC. 1995a. 249 p.
80. STEMMER, C. E. Ferramentas de Corte II - Alargadores, Ferramentas de
Roscar, Fresas, Brochas, Rebolos e Abrasivos. 2. ed. rev. e ampl.
Florianópolis: Editora da Universidade Federal de Santa Catarina – UFSC.
1995b. 314 p.
81. TAYLOR HOBSON. Exploring Surface Texture. 3rd ed. UK: Manual. Taylor
Hobson Limited. 1998. 83 p.
82. TMC – Thermographic Measurements Ltd, Flintshire, England: Disponível
em: <http://www.t-m-c.com>. Sítio de fabricante. Acesso em 10 jun. 2007.
83. TOH, C. K. A Study of the Effects of Cutter Path Strategies and Orientations
in Milling. Journal of Materials Processing Technology. pág. 1-11, London:
Elsevier. Artigo, 2004a. 11 p.
84. TOH, C. K. Cutter Path Strategies in High Speed Rough Milling of
Hardened Steel.. Materials & Design. pág. 1-8, Elsevier. Artigo, 2004b. 8 p.
REFERÊNCIAS BIBLIOGRÁFICAS
209
85. TOH, C. K. Design, Evaluation and Optimisation of Cutter Path Strategies
When High Speed Machining Hardened Mould and Die Materials. Materials
and Design. v. 26, pág. 517-533, London: Elsevier. Artigo. 2005. 17 p.
86. TRENT, E. M. e Wright, P. K. Metal Cutting. 4th ed. USA: Butteworth-
Heinemann. 2000. 446 p. ISBN 0-7506-7069-X.
87. URBANSKI, J. P., Koshy, P. e Aspinwall, D.K. High Speed Machining of
Moulds and Dies for Net Shape Manufacture. Birmingham, UK: Materials
and Design, v. 21, pág. 395 – 402, Artigo. 2000. 8 p.
88. VAN STAPPEN, M., Stals, L.M., Kerkhofs, M., Quaeyhaegens, C. State of
the Art for the Industrial Use of Ceramic PVD Coatings. Surface Coatings &
Technology. v. 74-75, pág. 629-633, Elsevier. Artigo, 1995. 5 p.
89. VAN VLACK, Lawrence. Princípios de Ciência e Tecnologia dos Materiais.
4. ed. São Paulo, SP, Brasil: Editora Campus. 1979. 567 p.
90. VENCOVSKY, P. K. e Yuhara, D. Aplicação de Revestimentos PVD em
Ferramentas de Conformação de Chapas. São Paulo: Brasimet Comércio e
Indústria S.A., Departamento de Revestimentos. Disponível em:
<http://www.brasimet.com.br>. Artigo. Acesso em 28 out. 2004. 6 p.
91. VILLARES METALS S.A. Aços Para Ferramentas. São Paulo: Catálogo.
Disponível em <http:/www.villaresmetals.com.br>. Acesso em 11 out. 2005a.
11p.
92. VILLARES METALS S.A. Aço Para Trabalho a Quente VHSUPER. São
Paulo: Folheto. Disponível em <http:/www.villaresmetals.com.br>. Acesso em
11 out. 2005b. 2p.
93. WALTER AG TOOLS. Ferramentas de Metal Duro – Catálogo Geral.
Tübingen, Germany: Catálogo. 2000. 752 p.
94. WALTER AG TOOLS. General Catalogue. Tübingen, Germany: Catálogo.
2004. 792 p.
95. WANG, J. J. Junz e Zheng, M. Y. On the Machining Characteristics of H13
Tool Steel in Different Hardness States in Ball End Milling. International

REFERÊNCIAS BIBLIOGRÁFICAS
210
Journal Advanced Manufacture Technology. v. 22, pág. 855-863. Artigo, 2003.
9 p.
96. WESTERGARD, R., Axén, N., Wiklund, U., Hogmark, S. An Evaluation of
Plasma Sprayed Ceramic Coatings by Erosion, Abrasion and Bend Testing.
Wear. v. 246. pág. 12-19, Elsevier. Artigo, 2000. 8 p.
97. WILLMANN, H., Mayrhofer, P.H., Persson, P.O.A., Reiter, A.E., Hultman, L.
Mitterer, C. Thermal Stability of Al-Cr-N Hard Coatings. Scripta Materialia.
v. 54. pág. 1847-1851, Elsevier. Artigo, 2006. 5 p.
98. XU, A.-P., Qu, Y.-X, Zhang, D.-W., Huang, T. Simulation and Experimental
Investigation of the End Milling Process Considering the Cutter Flexibility.
International Journal of Machine Tools & Manufacture. v. 43. pág. 283-292,
Pergamon. Artigo. 2003. 10 p.
99. YOSHIDA, S. Seleção de Aços, Tratamentos Térmicos e Tratamentos de
Superfície para Moldes de Injeção de Plásticos. São Paulo: Artigo. Brasimet
Comércio e Indústria S.A., Departamento de Revestimentos. Disponível em:
<http://www.brasimet.com.br>. Artigo. Acesso em 28 out. 2004. 8 p.
100. YOUNG, H-T. Cutting Temperature Responses to Flank Wear. Wear.
v. 201. pág. 117-120, Elsevier. Artigo, 1996. 4 p.
101. ZANETTINI, J. J., Mecânica Geral; Acabamento Superficial. Porto
Alegre: CFP SENAI de Artes Gráficas – Serviço Nacional da Indústria. 1994.
164 p.

REFERÊNCIAS BIBLIOGRÁFICAS
211
BIBLIOGRAFIA COMPLEMENTAR
1. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR
8404. Indicação do Estado de Superfícies em Desenhos Técnicos:
Procedimentos. Rio de Janeiro, 1984. 14 p.
2. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR
6405. Rugosidade das Superfícies. Rio de Janeiro, 1988. 10 p.
3. ASKELAND, D. R. The Science And Engineering Of Materials. 3rd ed.
Boston, USA: PWS Publishing Company. 1994. 169 p.
4. COUTINHO, C. B. Materiais Metálicos Para Engenharia. Belo Horizonte:
Fundação Christiano Ottoni. 1992. 405 p. ISBN 85-85447-02-8. (669 C871m
1992)
5. FIELD, M.; Kahles, J. F. e Koster, W. P. Surface Finish and Surface
Integrity. Metals Handbook. 19th ed. USA: American Society for Metals –
ASM International Handbook Committee. v. 16, p. 19 – 36. 1989.
6. FRANÇA, J. L., Vasconcellos, A. C., Magalhães, M. H. A., Borges, S. M.
Manual para Normalização de Publicações Técnico-Científicas. 7. ed. rev.
Belo Horizonte: Ed. UFMG. 2004. 242 p. Coleção Aprender.
7. GONÇALVES JÚNIOR, A. A. Metrologia - Parte I. Florianópolis:
Laboratório de Metrologia e Automatização – LABMETRO, Departamento de
Engenharia Mecânica, Universidade Federal de Santa Catarina – UFSC,
Apostila. 2002. 126 f.





























