Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE PERNAMBUCO CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
GERAÇÃO AUTOMÁTICA E ANÁLISE DE MODELOS DE DUTOS COM DEFEITOS CAUSADOS POR CORROSÃO
DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DE PERNAMBUCO PARA OBTENÇÃO DO GRAU DE MESTRE EM ENGENHARIA MECÂNICA
FLÁVIO AURELIANO DA COSTA
Recife, Abril de 2004

ii

iii
DEDICATÓRIA
Aos meus pais.

iv
AGRADECIMENTOS
Aos meus pais, Paulo Quirino e Rosemira Aureliano, pelo exemplo de humildade, honestidade, integridade, eterno incentivo aos estudos e por participar da minha formação pessoal e profissional. Aos meus irmãos, Charles e Márcio, pelo simples fato de me permitir trabalhar com tranqüilidade.
À minha querida namorada, Luiza Maia, pela paciência, compreensão, companheirismo
e incentivo nos momentos difíceis. A meu orientador, Ramiro Brito Willmersdorf, pelos conhecimentos adquiridos, pelo
exemplo de profissionalismo, confiança e paciência. A meu co-orientador, Paulo Roberto Maciel Lyra, pelos conhecimentos adquiridos, pelo
exemplo de profissionalismo, incentivo e paciência. Ao professor José Maria Andrade Bezerra, pelos conhecimentos adquiridos nas disci-
plinas por ele ministradas no mestrado, por ter participado da banca examinadora e pelas sugestões dadas.
Ao professor José Alves Drummond, por ter aceitado a participar da banca examinadora
e ter contribuído com sugestões significativas. À professora Silvana Bastos, e sua aluna, Juliana Torres, pelo trabalho em conjunto na
elaboração de algumas publicações. À professora Rita de Cássia Fernandes de Lima, pelo exemplo pessoal e profissional,
incentivo a iniciar o mestrado e pela orientação durante a iniciação científica. A todos excelentes professores e funcionário do DEMEC, pela ajuda e contribuição para
a minha formação acadêmica. Aos amigos do Mestrado: Renata Pinheiro, Giselle Lopes, Emanuel, Felipe, Alessandro,
Darlan, Heitor e Linhares, pela convivência e conversas agradáveis. Aos mais que amigos: Erwin Romel, Samuel Alves, Malvino Jr., Rogério Soares, Bráu-
lio Bezerra e Christopher Woll, pelo companheirismo e ajuda. À CNPQ e CAPES, pelo apoio financeiro. Por fim, agradeço a todos que me apoiaram durante a elaboração desta dissertação e que
eu não os tenha citado.

v
RESUMO
Nas últimas décadas, com o aumento da produção de petróleo e gás natural, houve um aumento significativo na demanda por dutos de grande vazão e um crescimento da malha dutoviária. Em geral, os novos projetos de dutos apresentam grandes diâmetros, menores espessuras de parede e operam sob alta pressão. Porém, esta nova configuração, no caso de dutos defeituosos, pode levar à falha da estrutura gerando danos econômicos, ambientais e humanos. Desta forma, para que um duto opere com segurança é necessário o seu monitora-mento, e caso ocorra defeitos, deve-se fazer uma análise para verificar a integridade do duto sobre esta falha. Para melhor estudar o comportamento de tais estruturas, os procedimentos numéricos se inserem como uma alternativa eficiente e poderosa, em contradição aos testes experimentais, que encontram dificuldades em representar os dados reais das estruturas, e aos métodos analíticos, que consideram simplificações em suas formulações. Estender com segu-rança a vida útil de tais dutos tornou-se para os engenheiros, portanto uma importante tarefa.
O presente trabalho apresenta uma metodologia para estimar a carga de ruptura de dutos com defeitos causados por corrosão. Para a simulação numérica foi utilizado o programa comercial MARC e para pré e pós-processamento, o programa PATRAN. Utilizando-se a linguagem de programação deste último, foi criada uma rotina específica que automatiza a geração de modelos, introdução das cargas e condições de contorno. Os modelos de defeitos aqui representados possuem geometria com forma combinadas de superfícies elípticas e cilín-dricas, e com dois planos de simetria. Foram feitos modelos com apenas elementos sólidos e modelos onde a região do defeito e suas proximidades, foram utilizados elementos sólidos e fora desta região, elementos de casca. Assume-se que o material possui comportamento elasto-plástico e a não-linearidade geométrica também foi considerada. Os carregamentos aplicados foram pressão interna e tensão axial gerada por esta pressão.
Alguns exemplos de modelos de dutos com defeitos serão apresentados como também será estudada a capacidade de carga de dutos com a evolução do defeito (estudo paramétrico), o refinamento de malha, a influência da inclusão dos efeitos da não-linearidade geométrica, a utilização de elementos lineares e quadráticos. Por fim, serão feitas comparações entre os valores obtidos numericamente e aqueles calculados segundo as normas ASME e BS 7910.

vi
ABSTRACT
In the last decades, associated to the increase in oil and natural gas production, there has been a significant raise in the demand of pipes with bigger discharge capacities and moreover there has been a noticeable growing in the pipeline system. Usually new pipe designs have relatively bigger diameters, smaller wall thickness and operate under higher pressures. It is important to note that these new harder configurations can lead to hazardous situations where imperfect pipes may failure causing hazardous economic, human and environmental damages. Therefore, in order to pipes operate safety is necessary their correct monitoring and in case of a detected failure, they must be correctly analyzed in order to verify the pipe integrity deriving from this failure. Aiming a better study of the behavior of such structures, numerical procedures are an important and efficient alternative for their analysis, especially when compared to the experimental and analytical counterparts due to the costs and modeling limitation associated to both methods. The understanding of the life cycle of such pipes has become an important issue for structural engineers.
The present work presents a methodology to estimate the failure pressure of pipelines with defects caused by corrosion. In order to perform the numerical simulation it has been used the commercial software “MARC” and for the pre and post-processing stages it has been used the commercial software “PATRAN”. Within the programming environment of the latter, it has been created a subroutine that defines and automates the model generation, the introduction of loads and boundary conditions. The defect models shown here have ellipsoidal and cylindrical surfaces with two symmetry planes. Only solid models have been created close to the defects regions and away from those regions, shell models have been used. It is assumed that the material has elasto-plastic behavior and non-linear geometric behavior is also taken into account. The loads considered are inner pressure and axial traction that is generated by this pressure. Some model examples of pipes with defects are presented. Some study of the discharge capacity of pipes together with the defects evolution (a parametric study), mesh refinement, the influence of the geometric non-linearity and the utilization of linear and quadratic elements. Finally it is performed a comparative study between the numerical results and those computed according to ASME and BS 7910 standards.

vii
Sumário 1. INTRODUÇÃO 1 1.1 Considerações Gerais 1 1.2 Motivação 1 1.3 Objetivo 2 1.4 Organização da Dissertação 2 2. REVISÃO BIBLIOGRÁFICA 3 2.1 Tipos de Defeitos 4 2.2 Normas 6 2.2.1 Introdução 6 2.2.2 Norma ASME 7 2.2.3 Norma DNV 9 2.3.4 BS7910 12 3. GERAÇÃO AUTOMÁTICA DE MODELO DE DUTOS COM DEFEITOS DE CORROSÃO 13 3.1 Introdução 13 3.2 Modelagem Geométrica 14 3.3 Geração de Malha 15 3.4 Transição Sólido - Casca 16 3.5 Material 17 3.6 Tensão e Deformação Verdadeira 20 3.7 Condição de Contorno/carregamento 21 3.8 Geração Automática de Modelos 21 3.9 Modelos Geométricos/Malha 25 4. ANÁLISE NÃO-LINEAR DE DUTOS COM DEFEITOS DE CORROSÃO 28 4.1 Introdução 28 4.2 Considerações Iniciais 28

viii
4.2.1 Considerações sobre ruptura numérica, não-linearidades e pós-proces-
samento 30 4.2.2 Refinamento de Malha 31 4.2.3 Efeito da Não-linearidade Geométrica 33 4.2.3 Elementos Lineares x Elementos Quadráticos 36 4.3 Exemplo de Modelo com Defeito Elíptico 37 4.4 Exemplo de Modelo com Defeito Elíptico/cilíndrico Longitudinal 42 4.5 Exemplo de Modelo com Defeito Elíptico/cilíndrico “misto” 47 4.6 Estudo Paramétrico da Geometria do Defeito 51 4.6.1 Variação da Profundidade 52 4.6.2 Variação do Comprimento na Direção Axial 52 4.7 Comparação com Normas 53 5. Conclusão e trabalhos futuros 54 Referências Bibliográficas 55

ix
Lista de figuras
Capítulo 2 2.1 – Alguns exemplos de defeitos encontrados em dutos. . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 2.2 – Alguns acidentes ocorridos nos EUA..................................................................... 5 2.3 – Geometria do defeito segundo as normas................................................................ 7 Capítulo 3 3.1 – Dados necessários para gerar um modelo................................................................ 13 3.2 – Geometria de ¼ do duto com defeito....................................................................... 14 3.3 – Detalhe do defeito nos dois planos de simetria: (a) seção longitudinal, (b) seção transversal......................................................................................................................... 14 3.4 – Detalhe da malha de um defeito com forma geométrica elíptica/ci-líndrica longitudinal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 3.5 – Malha de um defeito com forma geométrica elíptica e detalhe da transição sólido-casca. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 3.6 – Distribuição das tensões principais máxima atuando num duto sem defeito e detalhe da transição sólido-casca: (a) utilizando MPC‘s, (b) utilizan-do sobreposição de elementos........................................................................................... 17 3.7 – Curva tensão-deformacão de um teste de tração uniaxial........................................ 18 3.8 – Curva tensão-deformacão de um material elasto-plástico....................................... 18 3.9 – Curvas tensão-deformação simplificadas................................................................. 19 3.10 – Curva tensão-deformação verdadeira e de engenharia........................................... 21 3.11 – Ambiente de trabalho do Patran............................................................................. 22 3.12 – Fluxograma simplificado da rotina GMDDC. ...................................................... 23 3.13 – Etapas de geração da geometria do modelo de um duto........................................ 24 3.14 – Modelo de duto com defeito elíptico..................................................................... 26 3.15 – Modelo de duto com defeito longitudinal.............................................................. 27 3.16 – Modelo de duto com defeito circunferencial......................................................... 27 3.17 – Modelo de duto com defeito mais geral possível de obter com a rotina GMDDC 27

x
3.18 – Modelo de duto com defeito longitudinal apenas com elementos sólidos............. 27 Capítulo 4 4.1 – Curva Tensão verdadeira versus deformação plástica logarítmica (verdadeira) de um material API 5L X60................................................................................................... 29 4.2 – Malhas utilizadas no defeito MD0.......................................................................... 31 4.3 – Gráfico da tensão de Von Mises versus pressão interna na região mais solicitada para diferentes malhas....................................................................................................... 32 4.4 – Distribuição de tensões de Von Mises utilizando-se grandes deslo-camentos e deformações. ............................................................................ 33 4.5 – Distribuição de tensões de Von Mises utilizando-se apenas grandes deslocamentos............................................................................................................... 34 4.6 – Distribuição de tensões de Von Mises utilizando-se pequenos des-locamentos e deformações. ....................................................................................... 34 4.7 – Detalhe da distribuição de tensão de Von Mises na seção transversal do duto....... 35 4.8 – Distribuição de tensões de Von Mises versus pressão interna com e sem não-linearidade geométrica.............................................................................. 36 4.9 – Gráfico da tensão de Von Mises versus pressão interna utilizando-se elementos hex8 e hex20..................................................................................................................... 37 4.10 – Detalhes da geometria e malha do modelo MD1................................................. 38 4.11 – Distribuição de tensão de Von Mises do modelo MD1 logo após atingir a ten-são de escoamento do material.......................................................................................... 38 4.12 – Evolução da distribuição de tensão do modelo MD1 com o acréscimo da pres-são até atingir a tensão de falha......................................................................................... 39 4.13 – Distribuição de tensões no modelo MD1 quando a pressão de fa-lha é atingida. ............................................................................................................... 40 4.14 – Distribuição de deslocamento com a deformada do modelo MD1 quando a pressão de falha é atingida. ................................................................... 40 4.15 – Gráfico da tensão de Von Mises versus pressão interna para o modelo MD1..... 41 4.16 – Gráfico do deslocamento total versus pressão interna para o modelo MD1.. . . . . 42 4.17 – Gráfico da tensão de Von Mises versus deformação logarítmica para o modelo MD1.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42

xi
4.18 – Detalhes da geometria e malha do modelo MD2.. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 4.19 – Distribuição de tensão do modelo MD2 logo após atingir a tensão de escoa-mento do material.............................................................................................................. 43 4.20 – Evolução da tensão com o aumento da pressão para o modelo MD2................... 44 4.21 – Distribuição de tensões no modelo MD2 quando a pressão de fa-lha é atingida................................................................................................................ 44 4.22 – Distribuição de deslocamento com a deformada do modelo MD2 quando a pressão de falha é atingida. ................................................................... 45 4.23 – Distribuição da deformação total do defeito quando submetido à pressão de falha............................................................................................................ 45 4.24 – Gráfico da tensão de Von Mises versus pressão interna no modelo MD2........... 46 4.25 – Gráfico do deslocamento total versus pressão interna para o modelo MD2.. . . . . 46 4.26 – Detalhes da geometria e malha do modelo MD3... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 4.27 – Distribuição de tensão do modelo MD2 logo após atingir a tensão de escoa-mento do material.............................................................................................................. 47 4.28 – Evolução da tensão com o aumento da pressão para o modelo MD3.. . . . . . . . . . . . . 48 4.29 – Distribuição de tensões no modelo MD3 quando à pressão de fa-lha global é atingida. .................................................................................................. 49 4.30 – Distribuição de deslocamento com a deformada do modelo MD3 quando a pressão de falha é atingida. ................................................................... 49 4.31 – Distribuição da deformação total do modelo MD3 quando subme-tido à pressão de falha............................................................................................... 50 4.32 – Gráfico da tensão de Von Mises versus pressão interna no modelo MD3........... 50 4.33 – Gráfico do deslocamento total versus pressão interna para o modelo MD3.. . . . . 51 4.34 – Gráfico da Pressão de falha versus profundidade do defeito. . . . . . . . . . . . . . . . . . . . . . . . 52 4.35 – Gráfico da pressão de falha versus comprimento Ll. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52 4.36 – Gráfico da pressão de falha segundo NORMAS versus Pressão de falha via MEF................................................................................................................................... 53

xii
Lista de Tabelas Capítulo 2 2.1 – Valores de γm para as medidas relativas................................................................... 10 2.2 – Valores de γm para as medidas absolutas................................................................. 10 Capítulo 4 4.1 – Modelos analisados.................................................................................................. 29 4.2 – Conjunto de pares de tensão verdadeira-deformação verdadeira fornecidos para a construção da curva do material........................................................................................ 29 4.3 – Pressão de falha para diferentes malhas................................................................... 32 4.4 – Resumo dos modelos estudados............................................................................... 51

1
1. INTRODUÇÃO
1.1Considerações Gerais Embora dutos de transporte de óleo e gás sejam seguros e eficientes, estão sujeitos a
diversos tipos de defeitos, dentre os quais se destaca o defeito de corrosão por ser o que mais causa falhas nestas estruturas. Para evitar que estas falhas venham acarretar danos ambientais, perdas humanas e econômicas, a indústria de petróleo e gás vem investindo no estudo da capacidade de carga dos dutos (Alves, 2002; Saldanha & Bucherie, 2001) quando sujeitos a condições que possam levá-los à falha. Esses investimentos se devem principalmente ao aumento do rigor na legislação ambiental, à melhoria das ferramentas de inspeção, ao enve-lhecimento da malha dutoviária e à busca da competitividade econômica.
Normalmente, para se revolver problemas de engenharia utiliza-se métodos analíticos, experimentais ou numéricos, cada um com seus prós e contras. O primeiro, nem sempre con-segue representar a física real do problema ou aplica-se a modelos restritos. O segundo, nem sempre consegue ser reproduzido em laboratórios. O terceiro, por sua vez, tem sido bastante utilizado com o objetivo de obter resultados aproximados para estes problemas. Entre estes, se destaca o Método dos Elementos Finitos (MEF) pela sua grande versatilidade e comprovada eficácia.
Devido à necessidade de estudar a capacidade de carga do duto não apenas para uma única configuração de geometria e carregamento, e sim para avaliar o duto com vários graus de evolução do defeito submetido a diversos carregamentos, é preciso que este processo seja automatizado (Costa et al., 2003; Torres, et al., 2003). Desta forma um engenheiro terá uma ferramenta para auxiliá-lo na avaliação do duto e certificação do mesmo quanto à sua opera-ção de forma segura. Estas ferramentas em conjunto com programas de análise numérica de tensões podem ainda ajudá-lo no planejamento da manutenção do duto, caso seja necessário.
Neste trabalho, foi desenvolvida uma rotina que permite a automatização da geração e análise com o MEF de modelos de dutos com defeitos devido à corrosão. Esta rotina foi implementada utilizando-se a “Patran Command Language” (PCL) do pré e pós-processador PATRAN (2003), possibilitando que a análise numérica seja feita nos programas comerciais de análise NASTRAN (www.mscsoftware.com), ANSYS (www.ansys.com), MARC (www.mscsoftware.com), entre outros. Também, os modelos estudados apresentam não-linearidade geométrica.
Serão estudados defeitos que possuem dois planos de simetria e com as seguintes for-mas geométricas: (1) defeitos com forma elíptica e (2) defeitos com forma elíptica/cilíndrica, que pode ser longitudinal, circunferencial ou misto.
1.2Motivação A corrosão em dutos de transporte é um dos principais fatores que afetam a integridade
destes dutos e pode levá-los à falha. Para se assegurar que estes dutos trabalhem de maneira segura, empresas do setor de petróleo e gás vêm investindo no estudo da capacidade de carga de dutos com defeito. Os casos mais comuns são tratados pelas normas ASME (1991), BS 7910 (1999), etc. Quando a configuração do defeito não está no campo de aplicação destas normas, o problema é tratado utilizando-se métodos numéricos como o MEF.

2
1.3 Objetivos
Comumente são utilizados programas comerciais, como o ANSYS, para fazer a mode-
lagem e análise numérica de problemas de engenharia. No entanto, estes programas são bastante abrangentes e o usuário necessita utilizar apenas algumas das ferramentas disponíveis nestes programas e necessárias para fazer a modelagem do problema em estudo. Neste traba-lho, foi criada uma rotina que automatiza a geração de modelos de dutos com defeitos de corrosão utilizando-se a linguagem de programação PCL (Patran Command Language) do software comercial de pré e pós-processamento PATRAN. Com esta rotina de geração auto-mática de modelos e utilizando-se o software comercial de análise MARC, fez-se o estudo do comportamento elasto-plástico de dutos com defeitos. Também, foi estudada a capacidade de carga de dutos com a evolução do defeito (estudo paramétrico), o refinamento de malha, a influência da inclusão dos efeitos da não-linearidade geométrica, a utilização de elementos lineares e quadráticos e a comparação entre os valores da carga limite calculados numerica-mente e utilizando-se as normas.
1.4 Organização da Dissertação Este trabalho divide-se em cinco capítulos. Este capítulo mostrou uma visão geral da
dissertação, bem como descreveu a sua organização. O Capítulo 2 - Revisão Bibliográfica - serão referenciados alguns trabalhos e normas,
assim como será feita uma síntese dos principais conhecimentos necessários para uma melhor compreensão do assunto em estudo.
O Capítulo 3 - Geração Automática de Modelos de Dutos com Defeitos de Corrosão - apresenta os parâmetros geométricos do tipo de defeito estudado, elementos e malhas utiliza-dos, carregamentos e condições de contorno utilizados, tipo de material utilizado, bem como as etapas necessárias para o processo de automatização desta rotina.
O Capítulo 4 - Análise Não-linear de Dutos com Defeitos de Corrosão - apresenta con-siderações sobre: ruptura numérica, não-linearidades, pós-processamento, análises de dutos com defeitos do tipo elíptico e elíptico/cilíndrico, estudo do refinamento da malha, necessida-de de se utilizar a não-linearidade física e geométrica, utilização de elementos lineares ou quadráticos, estudo paramétrico dos principais parâmetros geométricos, e comparação entre os valores de pressão de falha obtidos segundo as normas e segundo o MEF.
Finalmente, no capítulo 5 são feitas as considerações finais deste trabalho e são apresen-tadas sugestões para trabalhos futuros.

3
2. REVISÃO BIBLIOGRÁFICA O emprego de dutos pelo homem antecede provavelmente a história da escrita. Foram
descobertos vestígios de sua utilização nas ruínas da Babilônia, da China antiga, de Pompéia e em muitos outros lugares. Os primeiros dutos metálicos foram feitos de chumbo e a produção de dutos com ferro fundido começou na Europa Central, por volta do século XV. Os dutos de aço, que hoje dominam largamente quase todos os campos de aplicação industrial são de desenvolvimento recente, datado de 1825, fabricados na Inglaterra (Telles, 1997). Recente-mente, esses dutos são fabricados com elemento de ligas que melhoram as propriedades mecânicas e possibilitam a utilização de dutos com até 60 polegadas (1524mm) de diâmetro trabalhar em altos níveis de pressão e temperatura.
Embora os dutos de transporte de óleo e gás sejam considerados eficientes e seguros, podem conter defeitos de fabricação, de montagem ou podem sofrer agressões durante sua vida útil. Com a evolução destas agressões, chega-se a um ponto em que se deve reduzir a pressão de operação para que a linha de transporte continue funcionando ou até mesmo pode ser necessário parar a linha para retirada da parte do duto com defeito (Kennedy,1993). Para evitar que se chegue a este caso extremo, são utilizadas técnicas que impedem ou contro-lam estes efeitos agressivos (como é o caso da proteção galvânica e o eletrodo de sacrifício), evitando assim a parada na linha ou o que é pior, acontecer um acidente com perdas humanas. No entanto, estes métodos de proteção nem sempre conseguem garantir totalmente a integri-dade da estrutura. Então, faz-se necessário inspecionar os dutos com uma certa periodicidade que depende do tipo de defeito e do meio em que o mesmo se encontra. Dentre as inúmeras técnicas de inspeção, destacam-se a de fluxo magnético e a de ultra-som pela sua flexibilidade e qualidade dos dados (Kennedy,1993).
Após a obtenção dos dados que caracterizam um defeito, por exemplo: forma e dimen-são de um defeito causado por corrosão, é de suma importância saber se aquela configuração do defeito é aceitável ou não para que o duto continue operando de forma segura. Para isso, utilizam-se normas, códigos e recomendações desenvolvidas por grandes empresas do setor como a DNV RP-F101 (1999), ou são desenvolvidos procedimentos para analisar defeitos específicos para atender à necessidade de uma determinada empresa (Benjamin et al., 2002; Benjamin & Andrade, 2003 ). Estes procedimentos empíricos desenvolvidos ainda são bastan-te empregados, no entanto, com o passar dos tempos, testes em escala real têm sido feitos para comparar as normas existentes e propor correções quando necessário.
Em muitos problemas de engenharia a solução analítica é desconhecida, de difícil obtenção ou abrange uma faixa limitada de situações. Nesses problemas, simulações numéri-cas usando o Método dos Elementos Finitos (MEF) têm sido realizadas com o objetivo de obter resultados aproximados para o problema (Chen, H.F et al. , 1997). Entre outros aspectos, a escolha do MEF se deve, principalmente, à sua grande versatilidade, à qualidade dos resultados e à relativa facilidade de implementação computacional.
Tratando-se da modelagem de dutos com defeitos de corrosão, a norma BS 7910 (1999) recomenda utilizar elementos quadráticos e incluir o efeito da não-linearidade geométrica. No entanto, dependendo do grau de precisão e das simplificações utilizadas no modelo, estas recomendações podem não ser utilizadas. Trabalhos como o de Diniz (2002), mesmo não utilizando estas recomendações, apresentam bons resultados devido à forma simplificada e dimensões dos defeitos estudados.
O método de reparo de dutos de aço é escolhido em função do grau de insegurança que um defeito representa para o duto. Entre os tipos de reparo utilizados têm-se o corte e substi-tuição da área corroída, dupla calha soldada, dupla calha com enchimento e o uso de materiais compósitos. Este último, se comparado com os outros, apresenta vantagens como a facilidade

4
de aplicação e a não necessidade de processo de soldagem. Com isso, o risco de acidentes é mínimo e o procedimento de manutenção pode ser efetuado com o sistema em operação, ou em casos especiais, necessita-se apenas de uma redução na pressão do sistema (Fujiyama et al., 2003). Com este método de reparo pode-se conseguir aumentar a capacidade de carga de dutos corroídos a ponto da região com defeito ficar mais resistente do que a parte íntegra (Alexander & Wilson, 2002).
2.1Tipos de Defeitos Um defeito é uma descontinuidade ou irregularidade de material ou geométrica que é
detectada por inspeção de acordo com o requerimento de códigos e padrões. Diferentes códi-gos e padrões dão diferentes limites de rejeição de defeitos. Um defeito não aceitável é uma imperfeição com magnitude suficiente para garantir rejeição baseada nos requerimentos dos códigos, padrões ou outros métodos usados para avaliação do defeito.
Os principais defeitos encontrados em dutos podem ser agrupados em três categorias de acordo com suas causas, como será visto a seguir:
a) Defeitos de corrosão (“corrosion defects”):
• Corrosão generalizada: Perda uniforme ou gradual da espessura de parede sobre uma área estendida. • Corrosão por “pite”: Corrosão localizada, com grandes profundidades que diminuem consideravelmente a capacidade do duto. • Corrosão sob tensão: Tem-se a deterioração de materiais devido à ação combi-nada de tensões residuais (ou aplicadas) e meios corrosivos.
b) Danos mecânicos (“mechanical damage”):
• Depressões (“Dent”) : Uma depressão causada por um evento que produz uma variação visível na curvatura da parede do duto ou componente sem que ocorra variação da espessura de parede do duto. • Rasgos superficiais (“Gouge”): Uma imperfeição na superfície causada pela remoção mecânica de material ou deslocamento de material provocando a redução espessura de parede do duto. • Ranhuras (“Groove”): Uma ranhura pode causar concentração de tensões em um ponto e pode ser considerado um defeito. • Trincas superficiais ( “Surface cracks”) : Trincas geradas na superfície do duto.
c) Defeitos de soldagem (“Weld defects”):
• Penetração incompleta (“Incomplete penetration”): Quando a junta a ser solda-da não é preenchida completamente. • Fusão incompleta (“Incomplete fusion”): Existência de um vazio na interface entre solda e metal de base. • Inclusão de impurezas (“Slag inclusions”): Partículas sólidas não metálicas localizadas na solda ou entre a solda e o metal de base.
A figura 2.1 mostra exemplos de alguns dos defeitos de corrosão e soldagem comumen-
te encontrados em dutos.

5
Figura 2.1 – Alguns exemplos de defeitos encontrados em dutos.
Como visto acima, há diversos tipos de defeitos e estes defeitos podem danificar o duto
fazendo com que o mesmo deixe de operar, como pode ser visto na figura 2.2, caso não sejam tomadas as devidas providências. Dentre estes defeitos mencionados, o de corrosão é o responsável pela maioria dos acidentes, seguido dos defeitos mecânicos (Hopkins, 2001; Andrew, 2002).
Figura 2.2 – Alguns acidentes ocorridos nos EUA (Hopkins, 2002).

6
2.2 Normas
2.2.1 Introdução Vários métodos empíricos para a avaliação da resistência residual de dutos corroídos
foram desenvolvidos e estão sendo aprimorados nos últimos anos como descritos a seguir. O método B31G, desenvolvido pelo American Society of Mechanical Engineers
(ASME), é baseado numa relação semi-empírica da mecânica da fratura. Ele fornece para alguns casos resultados com um elevado grau de conservadorismo, isto é, os valores da pres-são de ruptura são excessivamente baixos, o que leva à remoção de vários dutos ainda em condições de serem mantidos em operação.
Algumas modificações nas equações do método B31G foram feitas com o objetivo de diminuir o seu grau de conservadorismo. Dentre as modificações estão as novas definições para o fator de “Folias” e a tensão de escoamento, além de uma consideração mais detalhada da geometria da corrosão. Estas modificações foram implementadas no programa RSTRENG (www.ttoolboxes.com/software/pipeline_rstreng.htm) de onde surgiu o método RSTRENG 085dL e o RSTRENG Effective Area.
A DNV RP-F101 é o resultado de uma cooperação entre a BG Technology e a DNV (Det Norske Veritas) que é uma fundação autônoma e independente que tem o objetivo de proteger a vida, propriedades e ambiente, no oceano. Esta recomendação baseia-se numa série de ensaios de laboratório de amostras em escala real e da análise por elementos finitos. Con-sidera-se corrosão tanto longitudinal quanto circunferencial dos dutos.
A BG Technology realizou mais de 70 ensaios de ruptura em dutos corroídos, incluindo defeitos isolados, interação entre os defeitos e defeitos de forma complexa, além de uma aná-lise tridimensional não-linear através de elementos finitos.
A DNV realizou 12 ensaios em escala real de dutos corroídos levando em consideração a superposição entre cargas axiais e de flexão na pressão de ruptura, além de também desen-volver uma análise tridimensional não-linear através de elementos finitos.
A partir da unificação dos estudos feitos pela BG Technology e DNV, surgiu o guia base da DNV R-F101.
Para o cálculo da pressão de ruptura pelos métodos ASME B31G, 085dL e Effective Area, é necessário levar em consideração o comprimento longitudinal da corrosão. Toma-se como base um valor limite de comprimento LS, além do qual o comportamento estrutural do duto corroído é alterado. Há dois diferentes tipos de comportamento estrutural. O duto com corrosão de pequeno comprimento fica mais rígido devido à contribuição de rigidez do mate-rial próximo ao defeito. À medida que este comprimento vai aumentando, a ajuda dada pela extremidade circunferencial vai diminuindo. Em uma situação hipotética, corrosão de com-primento infinito, o apoio dado pela extremidade circunferencial desaparece.
Para o método ASME B31G o valor de LS é igual a (20Dt)1/2, enquanto que para os métodos 085dL e Effective Area este valor é igual a (50Dt)1/2 onde D é o diâmetro externo do duto e t é a espessura de parede do duto.
A seguir são apresentados estes métodos de avaliação que utilizam a seguinte formula-
ção geral:
−
−=
−1
0
1
0
1
0
1
1
MAA
AA
PPf
(2.1) onde,

7
Pf = pressão de ruptura (falha) P0 = pressão de referência A1 = α1Ld A0 = Lt α1 = 1 (quando a corrosão possui geometria retangular) α1 = 2/3 (quando a corrosão possui forma parabólica) α1 = 0,85 (forma entre retangular e parabólica) L = Comprimento do defeito d = Profundidade do defeito t = espessura de parede do duto M = fator de Folias Estes métodos empíricos assumem os defeitos como sendo bidimensionais e fornecem a
pressão de falha de dutos como o produto da pressão de referência - função da tensão de esco-amento do material(ou tensão última) e das dimensões do duto íntegro (“D” e “t”) com um termo que é maior do que zero e menor do que um. Este termo multiplica a pressão de refe-rência é uma função da razão entre área corroída e da área íntegra do duto, e do fator de folias. O fator de folias é função do comprimento do defeito, espessura e diâmetro do duto. Estes fatores são normalmente sofrem ajustes para representar uma faixa determinada de feitos.
A figura 2.3 mostra detalhes da aproximação do defeito dada pelas normas que é feita tomando-se as dimensões máximas do defeito real (área hachurada).
Figura 2.3 – Geometria do defeito segundo as normas.
2.2.2 ASME
As seguintes equações são utilizadas pela ASME para o cálculo da pressão de ruptura de
dutos com defeito de corrosão:
a) B31G • Para la ≥ (20Dt)1/2
−
−=
−1
321
32121,1
Mtd
td
Dt
P yf
σ (2.2)
2/12
8,01
+=
Dtl
M a (2.3)
t

8
• Para la ≤ (20Dt)1/2 M → ∞
−=td
Dt
P yf 1
21,1 σ (2.4)
onde, σy = tensão de escoamento do material la = comprimento do defeito D = diâmetro externo do duto outros símbolos conforme descrito no item 2.2.2
b) 085dL
Este método utiliza a seguinte equação para o cálculo da pressão de ruptura, onde é utilizado um fator empírico de 0,85 que representa um formato intermediário entre parabólico e retangular da corrosão.
( )
−
−+=
−185,01
85,01269M
td
td
DtMPaP yf σ (2.5)
onde, • Para la ≤ (50Dt)1/2
2/1222
003375.06275,01
−+=
Dtl
DtlM aa (2.6)
• Para la > (50Dt)1/2
DtlM a
2
032.03.3 += (2.7)
c) Effective Area
Este método leva em consideração a área efetiva e o comprimento efetivo da corrosão.
Ele assume que a intensidade de metal perdida devido aos efeitos da corrosão é proporcional à quantidade de perda de metal medida ao longo da linha.
( )
−
−+=
−1
0
0
1
1269
MA
AAA
DtMPaP
eff
eff
yf σ (2.8)

9
• Para leff ≤ (50Dt)1/2
2/1222
003375.06275,01
−+=
Dtl
Dtl
M effeff (2.9)
• Para leff ≥ (50Dt)1/2
Dtl
M eff2
032,03,3 += (2.10)
onde, Aeff = Área efetiva do defeito leff = comprimento efetivo do defeito outros, descritos anteriormente
2.2.3 DNV RP-F101 A DNV RP-F101 é uma recomendação prática para a avaliação de dutos com corrosão.
Estas recomendações são válidas para os dutos corroídos sujeitos a: • carregamento de pressão interna; • carregamento de pressão interna combinado com tensões de compressão longitudinais. Esta recomendação prática é baseada em duas alternativas de avaliação da corrosão. A
principal diferença entre estas duas alternativas de avaliação está no critério de segurança adotado.
A primeira alternativa, chamada de parte A, utiliza o critério de segurança adotado na DNV Offshore Standard OS-F101, Submarine Pipeline Systems. As incertezas associadas à espessura da corrosão e as propriedades do material são consideradas especificamente. Utili-zam-se equações probabilísticas, juntamente com os fatores parciais de segurança, para se determinar a pressão de operação admissível.
A segunda alternativa, chamada de parte B, é baseada no conceito de tensões admissí-veis ASD (Allowable Stress Design). Calcula-se a pressão de falha e depois multiplica-se a mesma por um fator baseado no fator de projeto original. As considerações nas incertezas com o tamanho da profundidade da corrosão ficam a critério do usuário.
Os tipos de corrosão que podem ser avaliados por esta norma são:
• corrosão interna e externa no material base. • corrosão em soldas. • colônias de corrosão que interagem.
As combinações de cargas e defeitos cobertos por esta norma são: 1) carregamento de pressão interna aplicáveis a:
• defeitos isolados; • interação entre os defeitos; • defeitos de forma complexa.
2) carregamento de pressão interna + tensões de compressão longitudinal, aplicáveis a:

10
• defeitos isolados.
As duas alternativas de avaliação da corrosão são descritas abaixo.
2.3.1.1 Parte A – Fatores Parciais de Segurança Estes fatores são baseados no critério de segurança adotado na DNV Offshore Standard
OS-F101, Submarine Pipeline Systems. Os fatores parciais de segurança γm e γd, e o fator εd são determinados através de tabelas
baseadas nas classificações das classes de segurança, na qualidade do duto, no método de ins-peção e na sua precisão.
Para se levar em conta os riscos dos projetos de dutos, três níveis de classes de seguran-ça foram estipulados. Estas classes são: baixa, normal e alta. A classe de segurança normal é aplicável a dutos de óleo e gás. A classe de segurança alta é aplicável a dutos localizados em áreas com bastante atividade humana, como as plataformas. A classe de segurança baixa é aplicável a dutos localizados em alto mar.
A tabela 2.1 mostra os valores do fator parcial de segurança γm para resultados de inspe-ção baseados nas medidas relativas da profundidade, ou seja, a medida da profundidade da corrosão e a precisão da inspeção são dados como fração da espessura da parede.
Tabela 2.1 – Valores de γm para as medidas relativas
Fator parcial de segurança γm, medida relativa da profundidade
Classe de Segurança Necessidade de in-formações adicionais Baixa Normal Alta
Não 0,79 0,74 0,70 Sim 0,82 0,77 0,73
O item necessidade de informações adicionais se refere à qualidade do material do du-to. Caso não se conheçam todas as suas propriedades seleciona-se a linha do Sim.
A tabela 2.2 mostra os valores do fator parcial de segurança γm para resultados de inspe-ção baseados nas medidas absolutas da profundidade.
Tabela 2.2 – Valores de γm para as medidas absolutas
Fator parcial de segurança γm, medida absoluta da profundidade
Classe de Segurança Necessidade de in-formações adicionais Baixa Normal Alta
Não 0,82 0,77 0,72 Sim 0,85 0,80 0,75
As equações para o cálculo da pressão admissível para defeitos isolados (defeitos que
não interagem com defeitos vizinhos) estão descritas na DNV , assim como maiores detalhes. A utilização das equações para corrosões circunferenciais só é válida se o comprimento longi-tudinal da corrosão não ultrapassar 1,5t.
2.3.1.2 Parte B – Tensões Admissíveis
Utilizando este critério, a pressão de falha do duto calculada é multiplicada por um fator
de segurança baseado no fator de projeto original.

11
O fator utilizado na determinação da pressão segura de operação do duto tem dois com-ponentes:
F1 = 0,9 F2 = fator operacional que é introduzido para assegurar uma margem de segurança entre
a pressão de operação e a de falha (é geralmente igual ao fator de projeto) Portanto o fator total a ser aplicado para se determinar a pressão segura de operação é: F = F1.F2 (2.11) As equações apresentadas a seguir para o cálculo da pressão de ruptura são para defeitos
isolados. Pode-se tratar um defeito como isolado se uma das seguintes condições forem atendi-
das: Espaçamento circunferencial angular entre defeitos adjacentes, φ:
Dt360>φ (2.11)
Espaçamento axial entre defeitos adjacentes, s:
Dts 2> (2.12)
2.3.1.2.1 Determinação da pressão de ruptura de dutos somente com Pressão Interna A pressão de ruptura de dutos com defeitos simples e submetidos apenas à pressão in-
terna é dada pelas seguintes equações:
( )
−
−
−=
−11
12
Mtd
td
tDtP u
fσ
(2.13)
2/12
31,01
+=
Dtl
M a (2.14)
onde, σu = tensão última de projeto
2.3.1.2.2 Determinação da pressão de ruptura de dutos com Pressão Interna e Carregamento de Compressão
As tensões de compressão são oriundas do carregamento de flexão, axial e da diferença
de temperatura. Portanto as tensões longitudinais na localização da corrosão são:
( )ttDFx
A −=
πσ (2.15)
( ) ttDM y
B 2
4
−=
πσ (2.16)

12
Combinando as tensões longitudinais temos: σL=σA+σB (2.17) Torna-se necessária a inclusão do efeito das cargas externas no cálculo da pressão de
ruptura dentro da seguinte hipótese: σL>σ1 onde,
−
−−=
−11
1
15.0
Mtd
td
uσσ (2.18)
Portanto, o valor da pressão de ruptura com a contribuição do carregamento externo é
modificada para:
( ) 111
12 HM
td
td
tDtP u
f
−
−
−=
−
σ (2.19)
onde,
−
−−
+=
tMdA
tdAH
r
ru
L
12
11
1
1σσ
(2.20)
−= θtdAr 1 (2.21)
Dlc
πθ = (2.22)
onde, lc é o comprimento circunferencial.
2.2.4 BS 7910 (1999) A pressão de ruptura de dutos com defeitos simples e submetidos apenas à pressão
interna são calculados da mesma forma como está expresso nas Eq’s. (2.13) e (2.14).

13
3. GERAÇÃO AUTOMÁTICA DE MODELOS DE DUTOS COM DEFEITOS DE CORROSÃO
3.1 Introdução Devido à necessidade de estudar a capacidade de carga do duto não apenas para uma
única configuração de geometria e carregamento, mas sim para avaliar o duto com vários graus de evolução do defeito e submetido a diversos carregamentos, é preciso que este proces-so seja automatizado (Costa et al., 2003; Torres, et al., 2003). Desta forma um engenheiro terá uma ferramenta para o auxiliar na avaliação do duto e certificação do mesmo quanto a sua operação de forma segura. Estas ferramentas em conjunto com os programas de análise numé-rica de tensões podem ainda ajudá-lo no planejamento da manutenção do duto, caso seja ne-cessário.
Neste capítulo, serão mostradas as etapas necessárias para gerar os modelos de dutos com defeitos devido à corrosão. Também, foi desenvolvida uma rotina que permite a automa-tização destes modelos. Esta rotina foi implementada utilizando-se a linguagem de programa-ção do pré e pós-processador PATRAN, da “MSC.Software”, possibilitando-se fazer a análise numérica nos programas comerciais de análise via Método dos Elementos Finitos NASTRAN, ANSYS, MARC, entre outros.
São estudados dutos com defeitos de corrosão que possuem dois planos de simetria e com as seguintes formas geométricas: (1) defeitos com forma elíptica e (2) defeitos com for-ma elíptica/cilíndrica. Estes últimos podem ser longitudinal, circunferencial ou misto.
Definido o tipo de defeito a ser estudado, são necessários alguns dados para gerar o mo-delo como mostra a figura 3.1.
Figura 3.1 – Dados necessários para gerar um modelo.
malha
cc’s
cargas
material
modelo
geometria

14
3.2 Modelagem Geométrica A etapa inicial para se efetuar uma simulação numérica de um determinado problema
em estudo consiste na modelagem geométrica do domínio envolvido. Como estamos interes-sados em defeitos que possuem dois planos de simetria, fizemos o modelo de apenas um quar-to do duto como mostrado na figura 3.2. Nela, observa-se uma região modelada com elemen-tos sólidos, onde foi gerado um defeito com forma geométrica elíptica/cilíndrica, e outra, distante do defeito, modelada com elementos de casca. Utilizaram-se também modelos com elementos sólidos apenas, para avaliação do desempenho deste tipo de modelo.
Figura 3.2 – Geometria de ¼ do duto com defeito.
Para modelar esta classe de problemas alguns parâmetros devem ser utilizados para a
descrição do defeito, como mostrado na figura 3.3.
Figura 3.3 – Detalhe do defeito nos dois planos de simetria: (a) seção longitudinal, (b) seção
transversal. Onde: Ll = ½ do comprimento da parte cilíndrica do defeito na direção longitudinal (mm); Lc = ½ do comprimento da parte cilíndrica do defeito na direção circunferencial (mm);
d
Ll Le
t
(a)
Lw
Lc
D
(b)

15
Le = ½ do comprimento da parte elíptica do defeito na direção longitudinal (mm); Lw= ½ do comprimento da parte elíptica do defeito na direção circunferencial (mm); d = profundidade máxima do defeito (mm); t = espessura da parede do duto (mm); D = diâmetro externo do duto (mm).
3.3 Geração de Malha No MEF, assim como em outros similares, uma das etapas importantes e essenciais para
o uso desse método é a definição da malha de elementos finitos a ser utilizada. Essa malha pode ser definida como a subdivisão ou ‘discretização’ do domínio do problema e é gerada sobre o modelo geométrico. Vale ressaltar que as condições de contorno, os carregamentos e as propriedades do material podem ser aplicados na geometria ou diretamente na malha. A primeira opção é em geral a mais adequada, principalmente caso seja utilizado algum tipo de adaptação do modelo. Como as geometrias analisadas são relativamente simples, optou-se pela utilização de malhas estruturadas.
Comumente, na simulação numérica de dutos com defeito causado por corrosão, são utilizados elementos sólidos (Chen et al., 1997; Chen e Shu, 2000) para determinar o compor-tamento das tensões e deformações ao longo da espessura, visto que o elemento de casca não é adequado para representar este tipo de fenômeno. No entanto, na região distante do defeito não há necessidade de se estudar a variação das tensões e deformações ao longo da espessura e, como a razão entre o diâmetro do duto e sua espessura de parede é grande o suficiente, o elemento de casca fornece uma boa aproximação para o comportamento do duto, podendo ser utilizado nessas regiões. Este arranjo de disposição de tipos de elemento em função da distân-cia ao defeito foi empregado aqui. Os seguintes elementos foram utilizados:
• Elemento tipo sete da biblioteca do Marc (hex8 na classificação do Patran): É um he-xahédrico arbitrário, isoparamétrico de oito nós. Como neste elemento usam-se funções de interpolação trilineares, a deformação tende a ser constante no elemento. A matriz de rigidez do elemento é obtida utilizando-se o esquema de integração Gaussiana com oito pontos de integração. A representação do cisalhamento(ou flexão) pode ser melhorada utilizando-se uma função de interpolação alternativa, ativando-se a opção “assumed s-train”. Para comportamento próximo da incompressibilidade, incluindo-se a plasticida-de, utiliza-se um procedimento de integração que elimina o fenômeno de “locking”, ati-vação através da opção “constant dilatation”. Também, possue três graus de liberdade de deslocamento para cada nó e seus resultados podem ser expressos no centróide ou nos oitos pontos de integração Gaussiana. • Elemento tipo vinte e um da biblioteca do Marc (hex20 na classificação do Patran): É um hexahédrico arbitrário, isoparamétrico de vinte nós. Como neste elemento usam-se funções de interpolação triquadricas para geometria e campo de deslocamentos, defor-mação variando linearmente no elemento. A matriz de rigidez do elemento é obtida uti-lizando-se o esquema de integração Gaussiana com vinte e sete pontos de integração. Também, possuem três graus de liberdade de deslocamento para cada nó e seus resulta-dos podem ser expressos no centróide ou nos pontos de integração Gaussiana. • Elemento tipo cento e trinta e nove da biblioteca do Marc (quad4 na classificação do Patran): É um elemento de casca fina de quatro nós com três graus de liberdade de translação e três graus de liberdade de rotação por nó. Funções de interpolação bilinear são usadas para geometria, deslocamento e rotação. A matriz de rigidez do elemento é obtida utilizando-se o esquema de integração Gaussiana com quatro pontos. As defor-

16
mações de membrana são obtidas pelo campo de deslocamento e curvaturas pelo campo de rotação. Este elemento pode ser utilizado em análises com cascas curvas. A integra-ção numérica através da espessura da casca é feita utilizando-se a regra de Simpson com onze pontos de integração (padrão). • O elemento tipo vinte e dois do Marc (quad8 na classificação do Patran): É um ele-mento de casca grossa de oito nós com três graus de liberdade de translação e três graus de liberdade de rotação por nó. Funções de interpolação de segunda ordem são usadas para geometria, deslocamento e rotação. A matriz de rigidez do elemento é obtida utili-zando-se o esquema de integração Gaussiana com quatro pontos. As deformações de membrana são obtidas pelo campo de deslocamento e curvaturas pelo campo de rotação. Este elemento pode ser utilizado em análises com cascas curvas. A integração numérica através da espessura da casca é feita utilizando-se a regra de Simpson com onze pontos de integração (padrão). Foram feitos testes preliminares com exemplos nos quais a densidade das malhas utili-
zando elementos lineares e quadráticos foi relativamente semelhante e obteve-se pouca dife-rença entre os resultados, como será mostrado no capítulo de resultados. Diante de tais estu-dos, optou-se pelo uso de elementos lineares nos exemplos estudados, por exigirem um esfor-ço computacional menor do que os quadráticos. Como a região do defeito está sujeita a maio-res gradientes de tensão, a densidade da malha foi gradualmente aumentada nesta região.
A figura 3.4 mostra um exemplo da discretização de um defeito gerado no modelo de um duto com diâmetro externo de 760,0mm e espessura de 16,0mm, apresentando as seguin-tes dimensões (ver figura 3.3): Ll=90,0mm, Le=25,0mm, Lw=30,0mm, Lc=0,0mm e d=6,0mm. Neste caso, são utilizadas quatro camadas de elemento ao longo da espessura do defeito, enquanto que nas demais regiões modeladas por elementos sólidos são utilizadas duas cama-das apenas.
Figura 3.4 – Detalhe da malha de um defeito com forma geométrica elíptica/ci-
líndrica longitudinal.
3.4 Transição Sólido-casca A transição entre os elementos sólidos e os de casca pode ser feita de duas maneiras: (1)
inserindo-se elementos de casca na região sólida e (2) usando-se Multi-Point Constraints (MPC’s) para associar os graus de liberdades de translação e rotação dos elementos de casca aos graus de liberdade de translação dos elementos sólidos na região de transição. Testes utili-zando estes tipos de transição foram feitos e bons resultados foram obtidos com ambos. Para isso, foi necessário fazer a transição fora da região onde os gradientes de tensão são elevados. No presente estudo, também se analisou o comprimento da casca a ser encaixada no sólido.
A figura 3.5 mostra a região de transição sólido-casca para um defeito com forma geométrica elíptica. Nesta figura, o comprimento necessário da faixa contendo elementos de

17
casca a ser encaixado no sólido é representado por “Lt”. Em geral uma região reduzida con-tendo poucos elementos ao longo do comprimento Lt é suficiente. Neste exemplo, dois ele-mentos foram utilizados para o encaixe.
Figura 3.5 – Malha de um defeito com forma geométrica elíptica e detalhe da
transição sólido-casca. A figura 3.6 mostra a distribuição das tensões principais máximas num duto sem defeito
modelado com elementos sólidos e de casca viabilizando os dois tipos de transição: fig. 3.6.a (tipo 1) e fig. 3.6.b (tipo 2). Pode-se observar na figura 3.6.b que a região próxima à transição sólido-casca sofre uma perturbação, porque a inserção de elementos de casca na parte sólida provoca um aumento na rigidez nesta região. Algumas considerações referentes à modificação da rigidez na região de transição (tipo 1) visando atenuar este problema podem ser efetuadas. No entanto, se a região onde será modelado o defeito estiver distante o suficiente desta transi-ção, não sofrerá influência desta perturbação. Também, nota-se que a tensão na região mode-lada com sólido é menor na face externa do duto.
(a) (b)
Figura 3.6 – Distribuição das tensões principais máxima atuando em um duto sem defeito e detalhe da transição sólido-casca: (a) utilizando MPC‘s, (b) utilizando sobreposição de elementos.
3.5 Material Nos testes de tração uniaxial da maioria dos metais o seguinte fenômeno pode ser
observado: Se a tensão no corpo de prova esta abaixo da tensão de escoamento do material
Lt

18
(“Yield stress”), o material comporta-se elasticamente e a tensão no mesmo é proporcional à deformação. Se a tensão for maior do que a tensão de escoamento, o material não mais se comportará linearmente e a relação tensão-deformação será não-linear. A figura 3.7 apresenta uma curva tensão-deformação típica de um teste de tração uniaxial. As regiões elástica e ine-lástica são indicadas.
Figura 3.7 – Curva tensão-deformacão de um teste de tração uniaxial.
A figura 3.8 mostra que se a tensão no corpo de prova for aumentada de zero até um
valor σ1 (ponto 1), maior do que a tensão de escoamento σy, e após isso for efetuado o descar-regamento, a deformação resultante será dada por ε = εe + εp, onde εe e εp são as deformações elástica e plástica, respectivamente.
Figura 3.8 – Curva tensão-deformação de um material elasto-plástico.
Este gráfico é construído com dados experimentais e devem ser simplificados para pro-
pósito de modelagem numérica. Algumas simplificações são mostradas na figura 3.9 e lista-das abaixo:
a) Representação bilinear, com apenas uma reta representando o endurecimento;
Região inelástica
Tensão
Deformação Região elástica
Tensão de escoamento
Deformação
•
Tensão •
εp εe
σy
σ1
1

19
b) Material elástico-plástico perfeito, endurecimento nulo; c) Material plástico-perfeito, endurecimento nulo e sem apresentar a parte elástica; d) Representação linear por partes, com múltiplas retas representando o endurecimento; e) “Strain-softening”, inclinação de endurecimento negativa ou “amolecimento”.
Figura 3.9 – Curvas tensão-deformação simplificadas.
Além das constantes elásticas do material (Módulo de Young e Módulo de Poisson), é
essencial incluir a tensão de escoamento e a inclinação de endurecimento do material. Essas quantidades podem variar com parâmetros como a temperatura e a taxa de deformação. Como a tensão de escoamento é geralmente medida em termos de um teste uniaxial, e a tensão na estrutura real é usualmente multiaxial, as condições de escoamento de um estado de tensão multiaxial devem ser consideradas.Algumas condições de escoamento disponíveis no MARC (2003) são:
a) Condição de escoamento de Von Mises;
σ σ
σ σ
σ
ε ε
ε ε
ε
(a) (b)
(c) (d)
(e)

20
b) Condição de escoamento de Mohr-Coulomb; c) Condição de escoamento de Buyukozturk.
Dentre as várias condições de escoamento, a de Von Mises é a mais usada. Seu sucesso
é devido à natureza contínua da função que define este critério e sua concordância com o comportamento observado para materiais dúcteis. O critério de Von Mises diz que o escoa-mento ocorre quando a tensão equivalente iguala-se à tensão de escoamento medida no teste de tração uniaxial.
Para materiais isotrópicos temos:
( ) ( ) ( ) 2/213
232
221 σσσσσσσ −+−+−= (3.1)
onde σ é a tensão equivalente e 1σ , 2σ e 3σ são as tensões principais.
Neste trabalho, o material empregado possui comportamento elasto-plástico com endu-recimento isotrópico de Von Mises. Com os valores do módulo de elasticidade do material, tensão de escoamento, tensão última e sua respectiva deformação, a curva tensão verdadeira versus deformação verdadeira do material pode ser construída.
3.6 Tensão e Deformação Verdadeira Quando se trabalha com grandes deformações e/ou deslocamentos, todos os valores de
entrada e saída da tensão e deformação deverão ser em termos da tensão e deformação verda-deira. Desta forma, para a construção da curva é necessária a transformação dos valores de engenharia (medidos na configuração indeformada) para valores verdadeiros (medidos na configuração deformada). As seguintes equações são utilizadas:
( )1+= eev εσσ (3.2)
( )1ln += ev εε (3.3)
onde:
eσ e eε são a tensão e deformação de engenharia, respectivamente; vσ e vε são a tensão e deformação verdadeiras, respectivamente.
Desta forma a curva verdadeira na zona plástica do material pode ser representada pela
equação (Souza, 1982):
nr Kεσ = (3.4)
onde σr é a tensão verdadeira na região plástica, K é o coeficiente de resistência e n é o coefi-ciente de endurecimento. Para determinar os seus valores, o modo mais simples é transformar a expressão anterior na forma logarítmica. Sendo assim:
εσ logloglog nKr += (3.5)
o que resulta o gráfico de uma linha reta onde o valor de n é dado pela inclinação desta reta e K é obtido pela resolução da equação acima em um dos pontos onde são conhecidos os valo-

21
res do par tensão-deformação, o ponto de escoamento e o ponto limite do material. É ainda indicado que seja feita a subtração da deformação elástica da deformação total, para que os valores das tensões e deformações verdadeiras determinem uma linha, a mais reta possível.
A figura 3.10 mostra a curva tensão-deformação de engenharia e a curva tensão defor-mação real. Podemos observar que quando as deformações são pequenas (até o escoamento), as tensões e deformações verdadeiras são aproximadamente iguais. Após o escoamento, as tensões verdadeiras apresentam valores maiores do que as tensões de engenharia e as defor-mações reais apresentam valores menores do que as de engenharia com pode ser observado analisando-se as Eq’s. (3.2) e (3.3).
Figura 3.10 – Curva tensão-deformação verdadeira e de engenharia.
3.7 Condição de Contorno/carregamento Dutos podem estar submetidos a diversos tipos de carregamentos e condições de con-
torno. Os exemplos aqui tratados estão submetidos à pressão interna (pi), tensão axial devido ao efeito de “tampa”, restrição de deslocamentos e rotações nos dois planos de simetria (ver figura 3.2) e fixação de um ponto para evitar movimento de corpo rígido.
3.8 Geração Automática de Modelos Para se resolver numericamente problemas de engenharia utilizam-se programas
comerciais de pré e pós-processamento e de análise numérica, tais como PATRAN e NASTRAN. Estes programas possuem uma grande variedade de tipos de elementos, condições de carregamentos, métodos de geração de malha, etc., que possibilita resolver tais problemas. O usuário destes programas, por sua vez, deve selecionar e utilizar as ferramentas adequadas para o problema em questão.
A geração do modelo numérico pode ser feita de forma interativa (utilizando-se os íco-nes do ambiente de trabalho ou digitando-se os comandos na barra de comandos) ou criando-se uma rotina (ou função) num arquivo de texto utilizando-se a linguagem de programação do
Curva de engenharia
Tensão
Deformação
Curva tensão-deformação real

22
Patran (PCL). Se, por exemplo, for necessário gerar alguns poucos modelos de dutos com defeito de corrosão para se estudar a carga limite, este processo pode ser feito interativamente e levar algumas horas, ou dias, dependendo da experiência do usuário. No entanto, se for necessário repetir este processo algumas dezenas de vezes o procedimento interativo torna-se inviável, além de possibilitar erros durante estas etapas. Então, é necessário criar uma rotina que automatize este processo.
Como dispúnhamos dos programas comerciais ANSYS, MARC e PATRAN, criamos uma rotina que automatiza a geração do modelo geométrico, a geração de malha, a aplicação de carregamento, condições de contorno e propriedades do material do duto. Aqui, utilizou-se o PATRAN como pré e pós-processador e o MARC como programa de análise. A linguagem de programação usada foi a Patran Command Language (PCL).
A figura 3.11 mostra o ambiente de trabalho do programa comercial de pré e pós-processamento Patran, da MSC.Software. Observa-se que neste ambiente de trabalho é possí-vel gerar a geometria e malha, definir e aplicar condições de contornos, carregamentos e pro-priedades dos materiais como também definir propriedades sobre o tipo de análises (no caso mostrado, esta sendo selecionada a opção de solução em regime estacionário e sendo inclusa não-linearidade geométrica para grandes deslocamentos de deformações).
Figura 3.11 – Ambiente de trabalho do Patran.
É importante ressaltar que do próprio ambiente de trabalho do Patran é feita a chamada da rotina desenvolvida a qual gera o modelo, escolhe-se os parâmetros necessário para fazer a análise no Marc ( por exemplo) , gera-se o arquivo de entrada do Marc, executa-se o Marc, resolve-se o sistema, importa-se o arquivo de saída do Marc, e faz-se o pós-processamento no Patran. Tudo sem a necessidade de sair deste ambiente de trabalho.

23
A figura 3.12 apresenta de forma simplificada o fluxograma da rotina de geração de modelos de dutos com defeitos de corrosão (GMDDC). Esta rotina é composta de cinco mó-dulos que serão descritos a seguir.
Figura 3.12 – Fluxograma simplificado da rotina GMDDC.
O módulo de dados de entrada lê um arquivo contendo todos os parâmetros necessários
para a geração do modelo, tais como: parâmetros geométricos (ver figura 2), número de ele-mentos ao longo da espessura do duto, tipo de elemento, tipo de transição sólido-casca, condi-ções de contorno, propriedades do material do duto, etc.
No módulo geração de geometria são geradas as superfícies e sólidos que representam geometricamente o duto com defeito. No PATRAN, dispõe-se de vários métodos para gerar superfícies e sólidos. A região longe do defeito é modelada como uma superfície cilíndrica. Para a parte contendo o defeito e nas suas proximidades são modeladas como sólido. Deve-se ter um pouco mais de cuidado nesta última região, pois será a região mais difícil de se de-compor em sólidos triparamétricos. Durante o estudo, construímos a região sólida por dois métodos: (a) a partir da geração das superfícies do domínio, recorta-se as superfícies para se-rem transformadas em biparamétricas e gera-se a parte sólida através destas superfícies; (b) a partir da geração de sólidos primitivos, aplicação de operações booleanas e decomposição do sólido resultante destas operações em sólidos triparamétricos. Vale salientar que essa decom-posição, além de ajudar no refinamento da malha, é necessária quando se pretende trabalhar com malhas estruturadas. Também, quando se faz operações booleanas com sólidos no PATRAN, o sólido gerado desta operação não é necessariamente triparamétrico e, em não sendo, só é permitido gerar malha com elementos tetraédricos (PATRAN, 2003). Uma vez que adotamos malha estruturada, foi preciso decompor o sólido após efetuar as operações booleanas.
De forma simplificada, a figura 3.13 mostra as etapas envolvidas no processo de gera-ção da geometria de um defeito elíptico/cilíndrico longitudinal, cujos passos serão descritos a seguir:
a) Geração das superfícies internas e externas da parte do cilindro próximo ao defeito;
Dados de entrada
Geração da geometria
Geração da malha
Carregamentos e condições de contorno
Propriedades do material
Início
Fim

24
b) Geração da superfície elíptica do defeito e uma superfície auxiliar para fazer os cortes; c) Cortes das superfícies geradas nas etapas (a) com as geradas em (b); d) Cortes nas superfícies geradas na etapa (b) e exclusão das áreas excedentes; e) Corte de superfícies para se tornarem biparamétricas; f) Geração do sólido através das áreas geradas; g) Geração de um sólido de revolução; h) Geração de sólidos numa região de transição de malha através de uma extrusão; i) Geração de sólidos na região longitudinal do defeito através de uma extrusão e gera-ção da superfície onde será gerada a malha com elementos de casca, caso for trabalhar com elementos de casca.
No terceiro módulo, após finalizar a modelagem da geometria, a malha será gerada.
Para isso, as informações fornecidas pelo usuário como o tipo de elemento, número de cama-das de elementos ao longo da espessura, etc., são transferidas para a geometria e a malha é gerada sobre as superfícies e sólidos.
(a) (b) (c)
(d) (e) (f)
(g) (h) (i)
Figura 3.13 – Etapas de geração da geometria do modelo de um duto com defeito. No quarto módulo, os carregamentos e condições de contorno são criados, de acordo
com a escolha do usuário, e aplicado à geometria. Pressão interna, tensão axial gerada pela pressão interna (extremidade do tubo onde não há defeito), simetria (seção longitudinal e na

25
extremidade do tubo onde há defeito) e deslocamento fixo em um ponto para evitar movimen-to de corpo rígido são necessários num caso típico deste estudo.
No quinto módulo, com os valores do módulo de elasticidade do material, tensão de escoamento, tensão última e sua respectiva deformação, é construída a curva tensão verdadei-ra versus deformação verdadeira do material (Souza, 1982) e associada à geometria. Nos es-tudos que temos realizado (Costa et al., 2003), utilizamos material elasto-plástico com endu-recimento isotrópico por ser o que melhor representa o comportamento para o tipo de material estudado segundo testes realizados por Diniz (2002).
Vale ressaltar que todos os parâmetros geométricos do duto podem variar. Permitindo, por exemplo, que seja estudada a influência da variação da profundidade do defeito “d” (ver figura 3.3) na pressão de falha do duto, como será visto no próximo capítulo. Durante o desenvolvimento deste trabalho, foram encontradas algumas limitações na geração de alguns modelos geométricos, por exemplo, quando a razão entre os parâmetros geométricos Lc / Lw é maior do que 10 nem sempre o Patran consegue efetuar as operações de cortar adequadamente superfícies e sólidos. No entanto, este problema ainda está sendo melhor investigado.
A seguir, será comentado detalhe de alguns trechos retirados da rotina desenvolvida pa-ra automatizar a geração de modelos:
• Abaixo, está sendo mostrada a declaração dos dados geométrica do duto e do defeito elíptico (neste caso, está sendo mostrada apenas variável do tipo real). REAL pipe_di REAL pipe_thick REAL elip_weight REAL elip_lenght REAL elip_depth • Abaixo, está sendo mostrada a utilização de quatro funções de geração geométrica pré-definidas no Patran. Na primeira, utilizam-se dois pontos para gerar dois arcos de circunferência com ângulo “ang_solid”. Na segunda, utilizam-se as duas curvas geradas anteriormente e gera as duas superfícies mostrada na Fig. 3.13.a. Na terceira, a superfí-cie um é quebrada pela superfície quatro. Por fim, é mostrado como se gerar um sólido utilizando-se duas superfícies. sgm_const_curve_revolve( "1", "Coord 1.2", ang_solid, 0., "Coord 1", "Point 1:2", @ sgm_sweep_curve_rev_created_ids ) sgm_const_surface_extrude( "1", "<0 0 `solid_lenght`>", 1., 0., "[0 0 0]", "Coord 1", @ "Curve 1:2 ", sgm_sweep_surface_e_created_ids ) sgm_edit_surface_break_v1( "5", "Surface 1", FALSE, 4, 0, 0., "", "", "Surface 4", @ sgm_surface_break_s_created_ids ) sgm_const_solid_2surface_v1( "1", TRUE, "Surface 21", "Surface 20", sgm_solid_2surface_created_ids ) • A seguir, é mostrado o uso da função que cria os mpcs e associar os graus de liberda-des de rotação dos elementos de casca com o graus de liberdades de translação dos ele-mentos sólidos. Para tanto, criou-se duas listas contendo os ponto pertencentes à super-fície e ao sólido,lista e listb, respectivamente. Desta forma, teremos UZ(listla)=UZ(listb) + RY(listb)*(pipe_thick/2.0), onde: UZ(listla) é o deslocamento translacional na direção “z” dos nós pertencentes, UZ(listla) é o deslocamento transla-cional na direção “z” dos nós pertencentes, RY(listb) é o deslocamento rotacional na direção “y” dos nós pertencentes à listb e pipe_thick é a espessura de parede do duto. fem_create_mpc_nodal2( 2, "Explicit", 0., 3, [TRUE, FALSE, FALSE], ["0.", @
26
"1.0", "`(pipe_thick/2.0)`"], ["`lista`", "`listb`", "`listb`"], ["UZ", @ "UZ", "RY"] ) • Na função abaixo, é gerada uma malha tipo “IsoMesh” com elementos de topologia hex8 sobre os sólidos “Solid 1:11” e utilizando-se o sitema de coordenadas “Coord 1”. fem_create_mesh_sol_5( "Solid 1:11", "IsoMesh", "Hex8", 1, ["`0.03359`"], 49152, @ 1, 1, 0, 1, tol_mod, "", "#", "#", "Coord 1", "Coord 1", @ solid_num_nodes, solid_num_elems, nodes_created, elems_created ) • Na primeira função abaixo, é aplicado um caregamento de pressão uniforme “pi” na superfície interna das superfícies 22e23. Na segunda, é aplicado condição de simetria na direção z das superfícies “Solid 6.6 7.6 8.6 9.6”, impondo-se deslocamento zero nestas superfícies dos sólidos. loadsbcs_create2( "pi_shell", "Pressure", "Element Uniform", "2D", "Static", @ ["Surface 22 23"], "Geometry", "", "1.", [" ", "`pi`", " "], ["", "", ""] ) loadsbcs_create2( "sim_solid_z", "Displacement", "Nodal", "", "Static", [ @ "Solid 6.6 7.6 8.6 9.6"], "Geometry", "Coord 1", "1.", ["< , ,0.0 >", ""], ["", ""] ) • Com a função a seguir, cria-se a representação da região plástica do material. Ele é considerado homogêneo, com endurecimento isotrópico, representação linear por partes e os pares de pontos tensão e deformação estão definidos no campo “api_5L_X60”. material.create( "Analysis code ID", 20, "Analysis type ID", 1, "steel", 1, "", @ "Isotropic", 1, "Directionality", 1, "Linearity", 3, "Homogeneous", 0, "Plastic", 3, @ "Model Options & IDs", ["Elastic-Plastic", "Isotropic", "von Mises", @ "Piecewise Linear", ""], [121, 14, 10, 132, 0], @ "Active Flag", 1, "Modify", 30, "External Flag", FALSE, "Property IDs", @ ["Stress vs. Plastic Strain", ""], [503, 0], "Property Values", ["api_5L_X60", ""] )
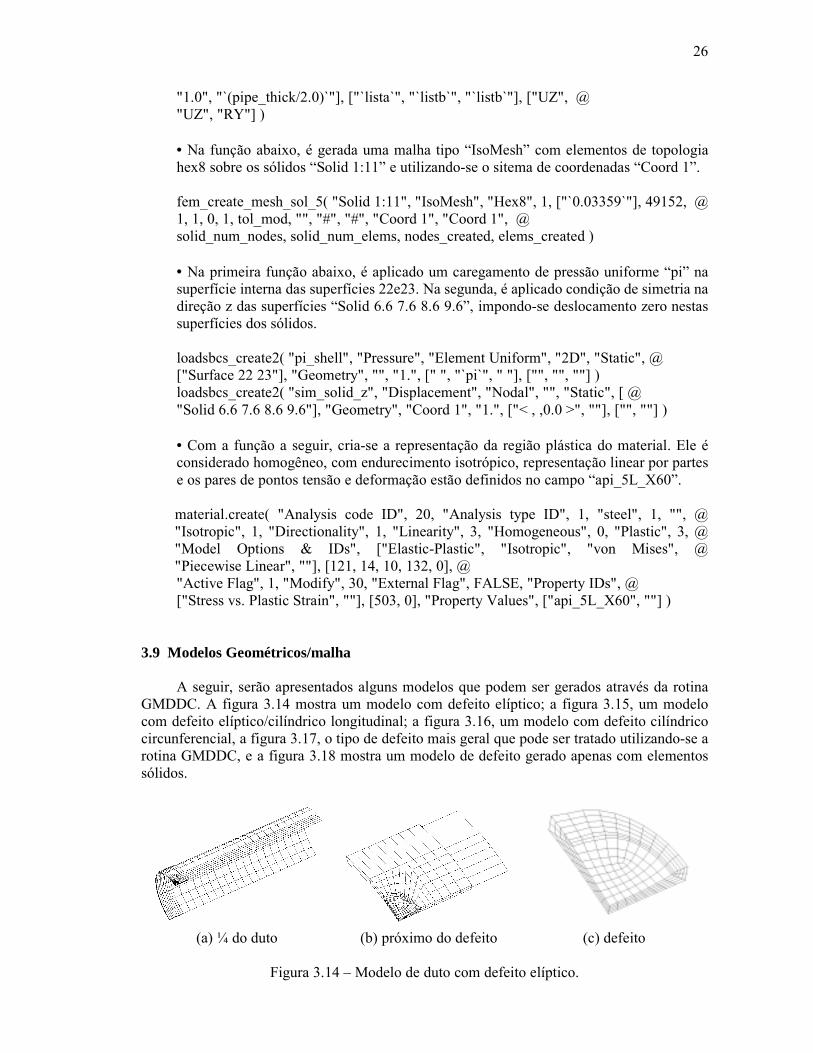
3.9 Modelos Geométricos/malha A seguir, serão apresentados alguns modelos que podem ser gerados através da rotina
GMDDC. A figura 3.14 mostra um modelo com defeito elíptico; a figura 3.15, um modelo com defeito elíptico/cilíndrico longitudinal; a figura 3.16, um modelo com defeito cilíndrico circunferencial, a figura 3.17, o tipo de defeito mais geral que pode ser tratado utilizando-se a rotina GMDDC, e a figura 3.18 mostra um modelo de defeito gerado apenas com elementos sólidos.
(a) ¼ do duto (b) próximo do defeito (c) defeito
Figura 3.14 – Modelo de duto com defeito elíptico.

27
(a) ¼ do duto (b) próximo do defeito (c) defeito
Figura 3.15 – Modelo de duto com defeito longitudinal.
(a) ¼ do duto (b) próximo do defeito (c) defeito
Figura 3.16 – Modelo de duto com defeito circunferencial.
(a) ¼ do duto (b) próximo do defeito (c) defeito
Figura 3.17 – Modelo de duto com defeito mais geral possível de obter com a rotina
GMDDC.
(a) ¼ do duto (b) próximo do defeito (c) defeito
Figura 3.18 – Modelo de duto com defeito longitudinal apenas com elementos sólidos.

28
4. ANÁLISE NÃO-LINEAR DE DUTOS COM DEFEITOS DE CORROSÃO
4.1 Introdução Em uma análise linear, o Método dos Elementos Finitos (MEF) realiza o cálculo através
da solução da equação matricial [K][u]=[R], onde [K] é a matriz de rigidez, [u] é o vetor de deslocamentos nodais e [R] é o vetor de forças nodais. Para cada grau de liberdade de cada nó, haverá uma linha e uma coluna correspondentes na matriz de rigidez. Em análises linea-res, este sistema é resolvido facilmente por métodos diretos ou iterativos.
Como o presente trabalho objetiva prever a ruptura de dutos, onde grandes deformações e deslocamentos podem surgir, uma análise não-linear se faz necessária. Então, a equação matricial passa a ser resolvida por incrementos, ou seja, [K][∆u]=[∆R]. Isso se deve ao fato de [K] não mais ser constante, ou seja, ser função apenas das propriedades elásticas do material, passando a depender do estado atual e da história de deformação do material. Esse efeito não-linear se espalha pela malha à medida que mais pontos atingem o limite elástico.
Neste capítulo apresentam-se os resultados numéricos de alguns dos exemplos modela-dos e analisados pelo MEF. Também, é feito um estudo paramétrico da geometria do defeito para avaliar a sua influência na capacidade de carga do duto com defeito utilizando-se o PATRAN como pré e pós-processador e o MARC como programa de análise. Além disso, o valor da pressão de ruptura foi calculado pelos métodos empíricos ASME B31G, 085dL, BS 7910 e comparado com os valores calculados numericamente pelo MEF.
4.2 Considerações Iniciais O processo de aprendizagem da utilização de ferramentas computacionais deve ser
gradualmente conduzido. Inicialmente foi feita análise estrutural de treliças lineares, estrutu-ras simples cuja solução analítica é facilmente calculada para confrontar com os valores obti-dos numericamente. Em seguida, foram feitas análises elásticas de dutos íntegros submetidos a carregamento apenas de pressão interna. Estes dutos foram modelados com elementos de casca, com elementos sólidos e, posteriormente, com elementos sólidos e de casca. Após isso, foi feita uma análise elasto-plástica com os modelos anteriormente estudados. Por fim, ini-ciou-se o estudo dos dutos com defeitos como será visto no decorrer deste trabalho.
Neste capítulo serão mostrados as análises feitas em quatro modelos de dutos com defeitos: MD0, MD1, MD2 e MD3, cujos dados geométricos se encontram na tabela 4.1. O primeiro e o terceiro modelo possuem defeitos com forma elíptica/cilíndrica longitudinal, o segundo com forma elíptica e o quarto com a forma mais geral estudada neste trabalho. Os exemplos aqui tratados estão submetidos à pressão interna (pi), tensão axial devido ao efeito de tampa, restrição nos dois planos de simetria e fixação de um ponto para evitar movimento de corpo rígido. As propriedades do material (aço API 5L X60) consideradas são: módulo de elasticidade igual a 2,061x105 MPa, tensão de escoamento 413 MPa, tensão última 517 MPa, deformação última 20,5% e coeficiente de Poisson 0,3. Será considerado o efeito da a não-linearidade geométrica utilizando-se grandes deslocamentos e deformações.
Para modelar o material elasto-plástico no MARC pode-se fornecer as constantes K e n do material ou fornecer uma tabela de tensão verdadeira e sua respectiva deformação plástica logarítmica (verdadeira). Esta última opção foi a aqui usada. A tabela 4.2 apresenta o conjunto de pares de tensão plástica verdadeira e suas respectivas deformações enquanto que na figura 4.1 é mostrada a curva correspondente (simplificação da curva real do material).

29
Tabela 4.1 – Modelos analisados. Modelo D(mm) t(mm) d(mm) Ll(mm) Lw(mm) Le(mm) Lc(mm) Tipo de ele-
mento. MD0 355,6 10,3 5,0 50,0 25,0 21,96 0,0 sólido MD1 355,6 10,3 5,0 0,0 25,0 21,96 0,0 casca-sólidoMD2 355,6 10,3 5,0 80,0 25,0 21,96 0,0 sólido MD3 355,6 10,3 7,5 80,0 25,0 21,96 46,58 sólido
Tabela 4.2 – Conjunto de pares de tensão verdadeira-deformação verdadeira fornecidos para a
construção da curva do material.
Mat1
Tensão Verdadeira (Mpa)
Deformação Plástica logarítmica
413,83 0 450,84 0,0030 481,06 0,0079 499,66 0,0129 513,29 0,0179 533,15 0,0279 559,25 0,0479 596,73 0,0979 619,81 0,1479 641,08 0,2131 641,08 0,4479
0,0 0,1 0,2 0,3 0,4 0,50
100
200
300
400
500
600
700
API5LX60
Tens
ão v
erda
deira
(MPa
)
Def. Plástica logarítmica
Figura 4.1 – Curva Tensão verdadeira versus deformação plástica logarítmica (verdadeira) do um material API 5L X60.

30
Para efetuar as análises utilizou-se um PC com a seguinte configuração: • AMD Athlon 1200 GHz. • 512 Mb de RAM (PC 133) • HD 40Gb (5400 rpm)
4.2.1 Considerações sobre ruptura numérica, não-linearidades e pós-processamento
A falha de dutos submetidos a carregamento monotônico crescente de pressão interna
acontece quando ocorre um rompimento na região do defeito e o fluido pressurizado começa a vazar ou quando há o surgimento de uma trinca na região do defeito. Como a formulação do MEF usada neste trabalho é baseada na Mecânica do Contínuo, é impossível simular este tipo de descontinuidade no material. Por esta razão, é necessário definir um critério para detectar o nível de pressão de falha do duto corroído.
Há dois critérios para detectar a ruptura de dutos corroídos submetidos à pressão inter-na: critério local e critério global.
• O critério de falha local estabelece que o duto falha quando a tensão de Von Mises (σmises) em qualquer ponto da região do defeito atinge o valor da tensão máxima supor-tada pelo material (σuts). Também, há autores que consideram a falha quando todos ele-mentos ao longo da camada na região mais solicitada atingem σuts. • O critério de falha global estabelece que o duto falha quando o algoritmo de solução não-linear não converge, até mesmo quando se utiliza valores de incremento de pressão ∆p≤2.5*10-4 Pf (Benjamin et al., 2002). Quanto às não-linearidades, elas são classicamente divididas em não-linearidade física e
não-linearidade geométrica: • A não-linearidade física esta relacionada ao comportamento não-linear do material, como é o caso em estudo (material elasto-plástico). • A não-linearidade geométrica, por sua vez, esta relacionada a grandes deslocamentos e deformações da estrutura. Estas não-linearidades fazem a matriz de rigidez da estrutura modificar-se à medida que
a estrutura se deforma. Desta forma, quando estes efeitos estão presentes, a solução do problema deve ser obtida por métodos incrementais e iterativos como Newton-Raphson. Também, tornam-se necessárias técnicas de controle como: controle de carga, controle de deslocamento, controle do comprimento de arco. Cada um destes métodos e técnicas têm suas particularidades e devem ser escolhidos de maneira adequada. Devido às suas características de convergência, o Método de Newton-Raphson foi utilizado. Para maiores detalhes, consul-tar Bathe (1996) e Crisfield (1991).
Utilizando-se as ferramentas de pós-processamento do Patran pode-se representar o resultado físico de quantidades associadas com entidades de elementos finitos. Estes resulta-dos obtidos por programas de análises e carregados pelo Patran podem ser do tipo escalar, vetorial ou tensorial e são associados a pontos ou a elementos. Algumas vezes deseja-se conhecer ou mostrar estas grandezas em um determinado ponto ou região do domínio. Para isso, algumas vezes é necessário utilizar médias e interpolações. Dependendo do tipo de ope-ração e da ordem em que estas são executadas, o resultado obtido pode variar bastante.

31
Neste trabalho utilizaram-se as seguintes opções de definições de médias e de extrapo-lações (“averaging definitions” e “extrapolation”) de pós-procesamentos dos resultados utili-zando o Patran:
• “Domain: all entities” – Com esta opção, todos os elementos vizinhos irão contribuir para o processo de cálculo de uma determinada grandeza. • “Extrapolation: average” – Com esta opção, é feita uma extrapolação da grandeza como sendo uma média. • “Method: derive/average” – Com esta opção, primeiramente é feita a derivação da grandeza física (exemplo: calcular a tensão de Von Mises a partir do tensor de tensões) e depois será feito a média da grandeza.
4.2.2 Refinamento de Malha No trabalho de Saldanha & Bucherie (2001) foram utilizadas uma e quatro camadas de
elementos sólidos quadráticos ao longo da espessura na região distante do defeito e na região do defeito, respectivamente. No entanto, outros trabalhos como o de Diniz (2002) utilizava três camadas de elementos lineares. Então, decidiu-se estudar a quantidade de camadas de elementos necessários para os modelos a serem analisados.
A figura 4.2 mostra duas malhas que foram geradas sobre o modelo MD0 para que seja feito o estudo da densidade de malha. As figuras 4.2 (a) e 4.2 (b) para uma malha pouco refi-nada enquanto que as figuras 4.2 (c) e 4.2 (d) para uma malha mais refinada.
(a) ¼ do duto com defeito. (b) detalhe do defeito
(c) ¼ do duto com defeito. (d) detalhe do defeito
Figura 4.2 – Malhas utilizadas no defeito MD0.

32
A tabela 4.3 mostra o estudo sobre o refinamento da malha para o modelo MD0. A malha1 corresponde às figuras 4.2 (a) e 4.2 (b) e a malha4 corresponde às figuras 4.2 (c) e 4.2 (d). Observa-se que a diferença da pressão de falha entre o modelo mais refinado e o menos refinado é menor do que 0,8%.
Tabela 4.3 – Pressão de falha para diferentes malhas.
malha1 malha2 malha3 malha4
No de camadas de elementos na espessura do duto - no defeito
4 4 6 6
No de camadas de elementos na espessura do duto - fora do defeito
2 4 4 6
No de elementos do modelo
2664 4668 7718 18750
Tempo computacional aproximado (h)
0.75
1 3
12
Valor da pressão de falha - quando o 1º ele-mento atinge σmises=σuts (641,08MPa)
26,8 26,7 26,6 26,6
A figura 4.3 mostra a variação da tensão de Von Mises com a pressão interna para dois
pontos situados na região central do feito (onde um está situado na superfície interna e o outro, na superfície externa do duto) utilizando-se as quatro malhas descritas anteriormente. Note que as quatro curvas com valores mais elevados correspondem ao ponto externo enquan-to que as quatro curvas inferiores correspondem ao ponto interno. Observa-se que apesar de haver uma diferença na tensão de Von Mises para diferentes refinamentos, para uma pressão determinada, esta diferença torna-se muito pequena (aproximadamente 0,8%) à medida que a pressão interna se aproxima da pressão de falha.
Figura 4.3 – Gráfico da tensão de Von Mises versus pressão interna na região mais solicita-
da para diferentes malhas.
0 5 10 15 20 25 300
100
200
300
400
500
600
700
malha 1 malha 2 malha 3 malha 4
Pressão Interna (MPa)
Tens
ão d
e V
on M
ises
(MPa
)

33
Vale ressaltar que para as camadas mais externas (maiores níveis de tensão) os valores estão bem próximos. Do exposto acima, conclui-se que bons resultados já são obtidos quando se utilizam dois elementos ao longo da espessura na região fora do defeito.
4.2.3 Efeito da Não-linearidade Geométrica
Nesta parte do trabalho será apresentado o estudo no modelo MD0, embora também
tenha sido feito para os outros modelos, para ver a diferença nos resultados obtidos se for con-siderada ou não a não-linearidade geométrica.
As figuras 4.4 a 4.6 mostram a distribuição de tensão de Von Mises (para pi=25,0Mpa) considerando grandes deformações e deslocamentos, grandes deslocamentos e, pequenas deformações e deslocamentos, respectivamente.
A figura 4.7 mostra detalhe da variação de tensão de Von Mises ao longo da espessura de parede do duto na região do defeito. Nela, observa-se que há uma considerável variação de tensão na região próxima do defeito.
A figura 4.8 mostra curva tensão de Von Mises versus pressão interna para os dois nós descritos no item 4.2.2 e considerando-se as três situações mencionadas acima. Nela, pode-se observa que quando se consideram pequenas deformações e pequenos deslocamentos (exclu-indo-se o efeito da não-linearidade geométrica) atinge-se a tensão de falha antes das outras duas situações. Também, as camadas mais internas do duto na região do defeito atingem níveis de tensão bem menores do que nos outros dois casos considerados.
Comparando-se as curvas onde a não-linearidade geométrica é considerada, observa-se que elas apresentam quase os mesmos valores até que todos elementos atinjam a tensão de escoamento do material. Depois disso, a taxa de variação da tensão de Von Mises com a pres-são interna se torna maior para o caso em que grandes deslocamentos e deformações são utili-zados. Desta forma, a pressão de falha é atingida antes do que quando se considera apenas grandes deslocamentos.
Figura 4.4 – Distribuição de tensões de Von Mises utilizando-se grandes des-locamentos e deformações.

34
Figura 4.5 – Distribuição de tensões de Von Mises utilizando-se apenas gran-des deslocamentos.
Figura 4.6 – Distribuição de tensões de Von Mises utilizando-se pequenos des-locamentos e deformações.

35
(a) Grandes deslocamentos e deformações.
(b) Grandes deslocamentos e pequenas deformações.
(c) Pequenos deslocamentos e deformações.
Figura 4.7 – Detalhe da distribuição de tensão de Von Mises na seção transversal do duto.

36
0 5 10 15 20 25 300
100
200
300
400
500
600
700
Grande desloc. e def. Grande desloc. Pequenos desloc. e def.
Tens
ão d
e V
on M
ises (
MPa
)
Pressão Interna (MPa)
Figura 4.8 – Distribuição de tensões de Von Mises versus pressão interna com e sem não-linearidade geométrica.
Conclui-se que a não-linearidade geométrica (grandes deslocamento e grandes deforma-
ções) deve ser considerada nos defeitos estudados, visto que, para este modelo e os outros analisados torna o modelo mais representativo.
4.2.4 Elementos Lineares x Elementos Quadráticos
Sabe-se que elementos de maior ordem podem representam melhor um modelo físico e geométrico do que os elementos lineares. No entanto, o custo computacional é mais elevado. Então, sempre que for possível resolver um problema utilizando-se elementos lineares e obter resultados tão bons quanto se precisa, isto deve ser feito.
A figura 4.9 mostra o gráfico da tensão de Von Mises versus pressão interna utilizando-se elementos sólidos lineares (hex8) e elementos sólidos quadráticos (hex20), também para os mesmos dois pontos. Observa-se que as curva com os maiores valores de tensão são pratica-mente idênticos quando se utilizam elementos lineares ou quadráticos. Para as curvas com os menores valores de tensão nota-se uma pequena diferença nos valores para a pressão interna entre 15 e 20 MPa. No entanto, para valores próximos da pressão de falha esta diferença torna-se muito pequena. E, como o nosso objetivo maior é encontrar a pressão de falha, podemos utilizar elementos lineares para os modelos estudados. Vale salientar que foi utiliza-da a mesma densidade de malha, mudando-se apenas a ordem dos elementos utilizados (linea-res para uma análise e quadrático para outra). Também, fazendo-se a análise e armazenando os mesmos incrementos de carga para os dois casos obtiveram-se os seguintes resultados:
• Elementos lineares Tempo de execução aproximadamente uma hora. Tamanho do arquivo de saída de dados aproximadamente 100Mb.

37
• Elementos quadráticos Tempo de execução aproximadamente seis horas. Tamanho do arquivo de saída de dados aproximadamente 350Mb.
0 5 10 15 20 25 300
100
200
300
400
500
600
700
hex8 hex20
Pressão Interna (MPa)
Tens
ão d
e V
on M
ises
(MPa
)
Figura 4.9 – Gráfico da tensão de Von Mises versus pressão interna utilizando-se elementos hex8 e hex20.
Após efetuar estes estudos descritos acima e decidiu-se utilizar em todos os modelos
que serão aqui apresentado os seguintes itens: • Utilizar elementos lineares. • Inclusão da Não-linearidade geométrica para grandes deslocamentos e deformações.
4.3 Exemplo de Modelo com Defeito Elíptico Neste exemplo foi modelado apenas ¼ do duto e foram utilizados 2060 elementos sóli-
dos 3D lineares de oito nós (hex8), 460 elementos de casca espessa linear de oito nós (quad4) e 2746 nós no total. Cada nó do elemento sólido possui três graus de liberdade e cada nó do elemento de casca possui seis graus de liberdade.
A figura 4.10 mostra a geometria e malha do modelo MD1. Nela, observar que a malha é gradualmente refinada até a região do defeito e que na região modelada com elementos sóli-dos são utilizadas quatro camadas de elementos ao longo da espessura. A figura 4.11 mostra a distribuição de tensão do modelo MD1 logo após a tensão de escoamento ser atingida. Para este carregamento, a pressão interna (pi) é 14,2 Mpa. Como era de se esperar, observa-se que o defeito provoca uma concentração de tensões localizada.

38
(a) região do duto com defeito a ser estudada (b) detalhe da região próximo do defeito
(c) ¼ do duto com defeito. (d) detalhe do defeito
Figura 4.10 – Detalhes da geometria e malha do modelo MD1.
(a) ¼ do duto com defeito. (b) detalhe do defeito
Figura 4.11 – Distribuição de tensão de Von Mises do modelo MD1 logo após atingir a
tensão de escoamento do material. A figura 4.12 mostra a evolução da distribuição de tensão do modelo MD1 com o acrés-
cimo da pressão interna até atingir a tensão de falha (quando o elemento mais solicitado atin-ge σmises=σuts). Como era de se esperar, a região onde ocorre a máxima tensão está localizada

39
na região central do defeito. Pode-se observar um aumento progressivo das tensões das cama-das mais externas de elementos para as internas, ao longo da espessura, à medida que a pres-são é aumentada. Também, com o aumento da pressão, há um acréscimo no nível de tensão nas regiões distante do defeito, chegando-se a plastificar todo o duto.
(a) pi =15,0MPa (b) pi=20,0MPa
(c) pi=25,0MPa (d) pi=30,0MPa
(e) pi=33,3MPa
Figura 4.12 – Evolução da distribuição de tensão do modelo MD1 com o acréscimo da pres-
são até atingir a tensão de falha.
A figura 4.13 mostra a distribuição de tensões de ¼ do duto para o modelo MD1 quando submetido à pressão de falha (pf=33,3MPa). Nela, podemos observar que o defeito gera uma

40
perturbação localizada próxima do mesmo e a região distante do defeito não é influenciada, comportando-se como se não houvesse o defeito.
A figura 4.14 mostra detalhe desta perturbação juntamente com a deformada do duto. Nela, pode-se observar, em escala real, o nível de deslocamento ao qual o duto está submetido quando atinge a pressão de falha.
Figura 4.13 – Distribuição de tensões no modelo MD1 quando a pressão de falha é atingida.
Figura 4.14 – Distribuição de deslocamento com a deformada do modelo MD1 quando a pressão de falha é atingida.

41
A figura 4.15 mostra a variação da tensão de Von Mises versus pressão interna no duto para cinco pontos localizados uniformemente espaçados ao longo da espessura na região central do defeito do modelo MD1. Nela, pode-se observar que o nível de tensão no ponto externo (p5) é maior do que o ponto interno (p1).
Analisando-se a figura 4.15, nota-se três regiões distintas: • Região A, compreendida entre a pressão nula e o momento em que a curva do ponto p5 atinge a tensão de escoamento de material (região elástica). • Região B, compreendida entre o fim da região A e o momento em que a curva do pon-to p1 atinge a tensão de escoamento do material. • Região C, do fim da região B até o duto atingir a tensão de falha.
0 5 10 15 20 25 30 35 400
100
200
300
400
500
600
700
CBA
P5 P4 P3 P2 P1
Tens
ão d
e V
on M
ises (
MPa
)
Pressão Interna (MPa)
Figura 4.15 – Gráfico da tensão de Von Mises versus pressão interna para o modelo MD1.
As figuras 4.16 e 4.17 mostram a variação do deslocamento total com a pressão e a variação da tensão de Von Mises com a deformação logarítmica (deformação verdadeira), respectivamente e tomando-se os mesmos pontos descritos no caso anterior. Na primeira, observa-se que quando a região C é iniciada (pi =27MPa) a taxa de variação de deslocamento com a pressão cresce rapidamente. Na segunda, observa-se o comportamento semelhante ao da curva do material, como era de se esperar.

42
0 5 10 15 20 25 30 35 400
2
4
6
8
10
12
P5 P4 P3 P2 P1
Des
loca
men
to to
tal (
mm
)
Pressão Interna (MPa)
Figura 4.16 – Gráfico do deslocamento total versus pressão interna para o modelo MD1.
0,0 0,1 0,2 0,3 0,4 0,50
100
200
300
400
500
600
700
Deformação logarítmica (mm/mm)
Tens
ão d
e V
on M
ises (
MPa
)
P5 P4 P3 P2 P1
Figura 4.17 – Gráfico da tensão de Von Mises versus deformação logarítmica para o mode-lo MD1.
4.4 Exemplo de Modelo com Defeito Elíptico/cilíndrico Longitudinal A figura 4.18 mostra detalhe da geometria e malha utilizados no modelo MD2. Será
feito um estudo semelhante ao anterior, no entanto, o modelo geométrico é todo sólido. Foram utilizados 4668 elementos sólidos lineares (hex8) e 6225 nós.

43
(a) ¼ do duto com defeito. (b) detalhe do defeito
Figura 4.18 – Detalhes da geometria e malha do modelo MD2. A figura 4.19 mostra a distribuição de tensão Von Mises do modelo MD2 logo após a
tensão de escoamento ser atingida. Para este carregamento, a pressão interna (pi) é 8,33 Mpa. Como era de se esperar, observa-se que o defeito provoca uma concentração de tensões loca-lizada.
(a) ¼ do duto com defeito. (b) detalhe do defeito
Figura 4.19 – Distribuição de tensão do modelo MD2 logo após atingir a tensão de escoa-mento do material.
A figura 4.20 mostra a evolução da distribuição de tensão com o acréscimo da pressão
até atingir a tensão de falha (quando o elemento mais solicitado atinge σmises=σuts). Pode-se observar novamente que a região de máxima concentração de tensão está localizada na região central do defeito. À medida que a pressão vai aumentando, a região onde há maiores níveis de tensão também aumenta, como também há um aumento de tensão ao longo da espessura. As camadas mais externas de elementos permanecem com tensões mais elevadas do que as internas, contrário ao que acontece nos dutos íntegros (camadas internas com maior nível de tensão do que as camadas externas). Também, pode ser observado que a região distante do defeito sofre um aumento no nível de tensão, no entanto, não chega a plastificar como no modelo anterior.

44
(a) pi=10,0MPa (b) pi=15,0MPa
(c) pi=20,0MPa (d) pi=24,3MPa
Figura 4.20 – Evolução da tensão com o aumento da pressão para o modelo MD2.
A figura 4.21 mostra a distribuição de tensões de ¼ do duto para o modelo MD2 quando
submetido à pressão de falha (pf=24,3MPa). Nela, podemos observar que o defeito gera uma perturbação localizada próxima do mesmo e a região distante do defeito não é influenciada, comportando-se como se não houvesse o defeito.
Figura 4.21 – Distribuição de tensões no modelo MD2 quando a pressão de falha é atingida.

45
A figura 4.22 mostra detalhe desta perturbação juntamente com a deformada do duto. Nela, pode-se se observar, em escala real, o nível de deslocamento ao qual o duto está subme-tido.
Figura 4.22 – Distribuição de deslocamento com a deformada do modelo MD2 quando a pressão de falha é atingida.
A figura 4.23 mostram a distribuição da deformação total próximo do defeito do modelo
MD2. Nela, pode-se observar que as deformações permanentes (plásticas) estão bastante con-centradas na região do defeito.
Figura 4.23 – Distribuição da deformação total do defeito quando submetido à
pressão de falha. As figuras 4.24 e 4.25 mostram a variação de tensão de Von Mises e deslocamento total
com a pressão interna no duto para cinco pontos localizados uniformemente espaçados ao longo da espessura na região central do defeito do modelo MD2. Comparando-as com as figu-

46
ras 4.15 e 4.16, pode-se observar o mesmo comportamento. No entanto, como o modelo MD2 é menos rígido do que o modelo MD1, a tensão de escoamento e de falha é alcançada para valores de pressões menores do que as encontradas no exemplo anterior.
0 5 10 15 20 250
100
200
300
400
500
600
700
CBA
P5 P4 P3 P2 P1Te
nsão
de
Von
Mise
s (M
Pa)
Pressão Interna (MPa)
Figura 4.24 – Gráfico da tensão de Von Mises versus pressão interna no modelo MD2.
0 5 10 15 20 250
1
2
3
4
5
6
7
P5 P4 P3 P2 P1
Des
loca
men
to to
tal (
mm
)
Pressão Interna (MPa)
Figura 4.25 – Gráfico do deslocamento total versus pressão interna para o modelo MD2.

47
4.5 Exemplo de Modelo com Defeito Elíptico/cilíndrico “misto” A figura 4.26 mostra detalhe da geometria e malha utilizados no modelo MD3. Foi feito
um estudo semelhante ao anterior. Neste modelo, foram utilizados 6668 elementos sólidos (hex8) e 8775 nós.
A figura 4.27 mostra a distribuição da tensão de Von Mises no modelo MD3 logo após a tensão de escoamento ser atingida. Para este carregamento, a pressão interna (pi) é 6,71 Mpa. Semelhante aos casos anteriores, observa-se que o defeito provoca uma concentração de tensões localizada. No entanto, como pode ser visto na figura 4.27 (b), o maior nível de tensão não está mais localizado no centro do defeito.
(a) ¼ do duto com defeito. (b) detalhe do defeito
Figura 4.26 – Detalhes da geometria e malha do modelo MD3.
(a) ¼ do duto com defeito. (b) detalhe do defeito
Figura 4.27 – Distribuição de tensão do modelo MD3 logo após atingir a tensão de escoa-
mento do material.
A figura 4.28 mostra a evolução da distribuição de tensão com o acréscimo da pressão até atingir a tensão de falha (neste caso, diferente dos outro dois anteriores, ocorreu falha global e a tensão máxima atingida foi 633,0MPa<σuts). Utilizou-se incrementos de carga ∆p≤2,5*10-4 Pf e mesmo assim não houve convergência.
Analisando-se a figura 4.28 (c), observar que a região onde ocorre a tensão máxima não está mais localizada na região central do defeito. À medida que a pressão vai aumentando, a

48
região onde há maiores níveis de tensão também aumenta mas a tensão última do material (σuts) não é atingida. Na região do defeito, a tensão nas camadas ao longo da espessura sofre uma pequena variação. Também, pode ser observado que a região distante do defeito sofre um pequeno aumento no nível de tensão e não há plastificação (como no caso do modelo MD1).
(a) pi=5,00MPa (b) pi=10,00MPa
(c) pi=15,00MPa (d) pi=16,08MPa
Figura 4.28 – Evolução da tensão com o aumento da pressão para o modelo MD3. A figura 4.29 mostra a distribuição de tensões de ¼ do duto para o modelo MD3 quando
submetido à pressão de falha (pf=16,08MPa). Comparando-se com as figuras 4.13 e 4.21, observa-se que o defeito gera uma perturbação muito maior do que os casos anteriores. Mas, a região distante desta área de perturbação não é influenciada e continua comportando-se como se não houvesse o defeito.
A figura 4.30 mostra em detalhe a magnitude da perturbação juntamente com a defor-mada do duto. Pode-se observar, em escala real, o nível de deslocamento ao qual o duto está submetido.

49
Figura 4.29 – Distribuição de tensões no modelo MD3 quando a pressão de falha global é atingida.
Figura 4.30 – Distribuição de deslocamento com a deformada do modelo MD3 quando a pressão de falha é atingida.
A figura 4.31 mostra a distribuição de deformação total do duto. Nela, como era de se
esperar, observa-se que a deformação fica concentrada próximo do defeito só que agora não está mais na região central do defeito como nos modelos MD1 e MD2.
As figuras 4.32 e 4.33 mostram a variação de tensão de Von Mises e deslocamento total com a pressão interna no duto para cinco pontos localizados uniformemente espaçados ao longo da espessura na região onde a tensão é máxima no modelo MD3. Na primeira, observa-se que a diferença do nível de tensões entre as camadas internas e externas é menor do que os

50
encontrados nos modelos anteriores (curva mais “fechada”). Isto se deve ao fato da espessura na região do defeito ser menor do que as utilizada nos modelos anteriores. Ainda comparan-do-se as figuras, nota-se uma diminuição da região B – indicando que as camadas internas e externas do duto plastificam-se com faixas de valores de pressão menor do que os modelos tratados anteriores.
Figura 4.31 – Distribuição da deformação total do modelo MD3 quando submetido à pressão de falha.
0 2 4 6 8 10 12 14 16 180
100
200
300
400
500
600
700
CBA
P5 P4 P3 P2 P1
Tens
ão d
e V
on M
ises (
MPa
)
Pressão Interna (MPa)
Figura 4.32 – Gráfico da tensão de Von Mises versus pressão interna no modelo MD3.

51
0 2 4 6 8 10 12 14 16 180
2
4
6
8
10
12
P5 P4 P3 P2 P1
Des
loca
men
to to
tal (
mm
)
Pressão Interna (MPa)
Figura 4.33 – Gráfico do deslocamento total versus pressão interna para o modelo MD3. Para uma melhor comparação entre os modelos estudados, a tabela 4.4 apresenta algu-
mas propriedades encontradas em cada um deles.
Tabela 4.4 – Resumo dos modelos estudados.
MD1
MD2 MD3
Pressão na qual ocorre o escoamento (MPa) 14,20
8,33 6,71
Pressão na qual ocorre a falha (MPa) 33,30
24,30 16,08
Deslocamento máximo quando a pressão de falha é atingida. (mm)
8,43 6,2 11,21
Tipo de falha
local local global
4.6 Estudo Paramétrico da Geometria do Defeito Como se sabe, dutos estão sujeitos a agentes que causam danos que diminuem a capaci-
dade de carga dos mesmos e pode levá-los a falha. Então, torna-se necessário conhecer a capacidade de carga do duto à medida que a área corroída aumenta.
Com a criação da ferramenta de geração automática de modelos descrita no capítulo 3 que permite efetuar rapidamente estudos paramétricos da geometria do defeito, será estudado neste item o efeito da variação da profundidade “d” e do comprimento “Ll” do defeito (ver item 3.2) na pressão de falha de um duto com defeito.

52
4.6.1 Variação da profundidade Para o presente estudo, será utilizado o modelo MD2 para que se possa ter uma melhor
noção da influência deste parâmetro. A figura 4.34 mostra a variação da pressão de falha com o aumento da profundidade da área corroída. Nela, pode-se observar um comportamento quase linear da variação da pressão de falha com a profundidade. Para uma perda de 2,5mm da espessura de parede do duto, a sua capacidade de carga cai para aproximadamente dois terços da inicial.
5,0 5,5 6,0 6,5 7,0 7,5
16
17
18
19
20
21
22
23
24
25
26Pr
essã
o de
falh
a (M
Pa)
d (mm)
Figura 4.34 – Gráfico da pressão de falha versus profundidade do defeito.
4.6.2 Variação do comprimento na direção axial Para o presente estudo, será utilizado o modelo MD2. A figura 4.35 mostra a variação
da pressão de falha com o aumento do comprimento L1 do defeito. Nela, pode-se observar um comportamento não-linear e menos acentuado do que o da profundidade.
40 50 60 70 80 90 100 110 12022
23
24
25
26
27
28
Ll (mm)
Pres
são
de fa
lha
(MPa
)
Figura 4.35 – Gráfico pressão de falha versus comprimento Ll.

53
4.7 Comparação com Normas A figura 4.36 mostra a comparação entre os valores de tensão de falha segundo as
normas BS 7910, 085dL e B31G e o valor calculado pelo MEF. Para isso foram utilizados os valores calculados nos itens 4.6.1 e 4.6.2 pelo MEF e comparado com os valores calculados segundo as normas descritas no capítulo 2.
Observando os resultados, conclui-se que a norma B31G é a mais conservadora e a BS 7910 é a menos conservadora, como era de se esperar.
0 5 10 15 20 25 300
5
10
15
20
25
30
BS7910 085dL B31G
Pres
são
de fa
lha
via
Nor
ma
(MPa
)
Pressão de falha via MEF (MPa)
(a) item 4.6.1
0 5 10 15 20 25 300
5
10
15
20
25
30
BS7910 085dL B31G
Pres
são
de fa
lha
via
Nor
ma
(MPa
)
Pressão de falha via MEF (MPa)
(b) item 4.6.2
Figura 4.36 – Gráfico pressão de falha segundo NORMAS versus Pressão de falha via
MEF.
54
5. CONCLUSÕES E TRABALHOS FUTUROS
5.1 Conclusões A simulação computacional com o Método dos Elementos Finitos é uma ferramenta
poderosa para a análise do comportamento de dutos com defeito. Apesar das ferramentas de pré-processamento atuais serem relativamente fáceis de usar para um usuário especializado, o desenvolvimento de modelos sofisticados ainda é bastante trabalhoso. Automação deste pro-cesso permite que um usuário menos especializado possa criar modelos sofisticados em curto espaço de tempo.
No presente trabalho foi apresentada uma metodologia para a determinação da carga de ruptura de dutos com defeitos causados por corrosão. O efeito da forma do defeito (elíptico ou elíptico/cilíndiro), juntamente com variações das dimensões dos mesmos na capacidade de carga dos dutos foi investigado.
Na estimativa da carga de ruptura, comparações foram realizadas entre os resultados numéricos obtidos e os resultados provenientes de cálculos analíticos seguindo recomenda-ções da norma britânica BS 7910 e da ASME/B31G e verificou-se que em todos os casos ana-lisados, as normas se mostraram mais conservadora.
Observou-se a necessidade de incluir os efeitos da não-linearidade geométrica para os modelos estudados e que a utilização de elementos lineares podem representar bem os mode-los estudados (observando os aspectos de densidade de malha, distorção dos elementos, etc).
5.2 Trabalhos Futuros
Em função dos estudos aqui apresentados, outros desenvolvimentos poderão contribuir
para tornar o trabalho mais abrangente. Dentre os quais pode-se destacar: • Criar interface gráfica para a geração e análise dos modelos. • Automatização das análises. • Estudar múltiplos defeitos. • Defeitos com geometria complexa. • Carregamentos combinados. • Adicionar mecânica do dano e da fratura. • Incluir fadiga. • Trabalhar com outros tipos de defeitos. • Utilizar novas técnicas de geração da geometria. • Utilizar malhas não-estruturadas. • Utilizar superelemento.

55
REFERÊNCIAS BIBLIOGRÁFICAS
Alexander, C.R.; Wilson, F.D., 2002, ‘Assessing the use of composite
materials in re-rating liquid and gas transmission pipelines, pp. 14. Alves, J.L. 2002, Avaliação numérica da capacidade de carga de dutos
corroídos . Pós-Graduação em Engenharia Civil , PUC/Rio, Rio de Janeiro, Dissertação de Mestrado, 89 pp.
Andrew C.; Hopkins P. 2002; The Pipeline defect assessment manual ,
IPC02-27067, International Pipeline Conference, Alberta – Canada, pp. 17. ASME, 1991, ASME-B31G – Manual for determining the remaining strength
of corroded pipelines – A supplement to ASME B31 code for pressure pip-ing . The Americam Sociation of Mechanical Engineers, New York.
Bath, Klaus-Jurgen; 1996. Finite elements procedure. Editora Prentice-Hall,
pp. 485-640. Benjamin, A.C.; Noronha, D.B.; Andrade, E.Q., 2002. IPC02-27191 Finite
Element Models for the prediction of failure of pipelines with long corrosion defects Analysis , pp. 8.
Benjamin, A.C. & Andrade, E.Q., 2003. IBP413-03 Modified Method for the Assessment of the Remaining Strength of Corroded Pipelines, pp. 13. BS 7910, 1999, Guide on Methods for assessing the acceptability of flaws in fusion
welded structures Annex G: The assessment of corrosion in pipes, pipelines and pressure vessels. British standard –Appendix G.
Chen, H.F.; Cen, Z.Z.; Xu, B.Y.; Zhan, S.G.; 1997. A numerical method for
reference stress in the evaluation of integrity . International Journal of Pressure Vessel and Piping, vol. 71, pp. 47-53.
Chen, H.F.; Shu, D.W.; 2000. Lower and upper bound limit analyses for
pipeline with multi-slots of various configurations. International Journal of Pressure Vessel and Piping,vol. 75, pp.17-25.
Costa, F.A.; Torres, J.T.; Willmersdorf, R.B.; Afonso, S.M.B.; 2003.
CIL229-13 Simulação numérica de dutos com defeitos causados por corrosão. CILAMCE 2003 – Iberiam Latin American Congress on Computacional Methods Engineering – Minas Gerais – Brasil, pp. 12.
Crisfield, M. N.; 1991. Non-Linear Finite Element Analysis of Solids and
Structures , Editora Jonh Wiley and Sons Ltd. London – England, pp. 1-20. Diniz, J.L.C.; 2002, Resistência de dutos com defeitos usinados .
Pós-Graduação em Engenharia Civil , PUC/Rio, Rio de Janeiro, Dissertação de Mestrado, 97 pp.
DNV RP- F101, 1999, Corroded pipelines – Recommended practice RP-F101,

56
Det. Norske Veritas – Norway. Fujiyama, R.T.; Souza, A.N.; Batista, F.L., 2003, 2PDPetro_3009, Uso de materiais
compósitos em reparos de dutos de aço. 2º Congresso Brasileiro de P&D em Petróleo & Gas, Rio de Janeiro – Brasil.
Hopkins, P., 2002. Training Engineers in Pipeline Integrity, Western Regional Gas
Conference, Arizona – EUA, pp. 10. Kennedy, J.L., 1993, Oil and gas pipeline fundamentals . PennWell Publishing Company, 2ª edição, pp 343. Publishing Company, 2ª edição, pp. 343. MARC, 2003. Help system: User’s Guide, Recefence Manual and others . PATRAN, 2003. Help system: User’s Guide, PCL Manual, Recefence Manual
and others . Saldanha, S. & Bucherie, C., 2001. IBP09001 Integrity of non crack corroded
pipelines submitted to internal pressure. A methodology by Bureau Veritas, based upon Elastic-Plastic 3D Finite Element Analysis , pp. 8.
Souza, S.A., 1982, Ensaios mecânicos de materiais metálicos. Fundamentos
teóricos e práticos . Editora Edgard Blucher Ltda, 5a edição, pp. 51-58. Telles, P.C.S., 1997, Tubulações industriais. Materiais, Projeto e Montagem .
Editora LTC, 9ª edição, Rio de Janeiro, pp. 1-20. Torres, J.V.S., Costa, F.A., Afonso, S.M.B; Willmersdorf, R.B., 2003,
Estimativa de carga de ruptura de dutos com defeitos causados por corrosão. 1° Congresso de P&D e 3ª Reunião de Avaliação dos Programas de Formação de Recursos Humanos em Petróleo & Gás da UFPE.





























