Embed Size (px)
Citation preview
1
UNIVERSIDADE FEDERAL DO PIAUÍ (UFPI)
Núcleo de Referência em Ciências Ambientais do Trópico Ecotonal do
Nordeste (TROPEN)
Programa Regional de Pós-Graduação em Desenvolvimento e Meio
Ambiente (PRODEMA)
Mestrado em Desenvolvimento e Meio Ambiente (MDMA)
ESTUDO DA APLICAÇÃO DE PROCESSOS OXIDATIVOS
AVANÇADOS NO TRATAMENTO DE EFLUENTES TÊXTEIS
VISANDO O SEU REÚSO
LEONARDO MADEIRA MARTINS
TERESINA-PI
2011
2
UNIVERSIDADE FEDERAL DO PIAUÍ (UFPI)
Núcleo de Referência em Ciências Ambientais do Trópico Ecotonal do Nordeste
(TROPEN)
Programa Regional de Pós-Graduação em Desenvolvimento e Meio Ambiente
(PRODEMA)
Mestrado em Desenvolvimento e Meio Ambiente (MDMA)
LEONARDO MADEIRA MARTINS
ESTUDO DA APLICAÇÃO DE PROCESSOS OXIDATIVOS
AVANÇADOS NO TRATAMENTO DE EFLUENTES TÊXTEIS
VISANDO O SEU REÚSO
Dissertação apresentada ao Programa Regional
de Pós-graduação em Desenvolvimento e
Meio Ambiente da Universidade Federal do
Piauí (PRODEMA/UFPI/TROPEN), como
requisito para a obtenção do grau de Mestre
em Desenvolvimento e Meio Ambiente. Área
de Concentração: Desenvolvimento do
Trópico Ecotonal do Nordeste. Linha de
Pesquisa: Biodiversidade e Utilização
Sustentável dos Recursos Naturais.
Orientador: Prof. Dr. Carlos Ernando da Silva
TERESINA-PI
2011
3
LEONARDO MADEIRA MARTINS
ESTUDO DA APLICAÇÃO DE PROCESSOS OXIDATIVOS
AVANÇADOS NO TRATAMENTO DE EFLUENTES TÊXTEIS
VISANDO O SEU REÚSO
Dissertação apresentada ao Programa Regional
de Pós-graduação em Desenvolvimento e
Meio Ambiente da Universidade Federal do
Piauí (PRODEMA/UFPI/TROPEN), como
requisito para a obtenção do grau de Mestre
em Desenvolvimento e Meio Ambiente. Área
de Concentração: Desenvolvimento do
Trópico Ecotonal do Nordeste. Linha de
Pesquisa: Biodiversidade e Utilização
Sustentável dos Recursos Naturais.
Teresina, 24 de janeiro de 2011
BANCA EXAMINADORA
__________________________________________________
Prof. Dr. Carlos Ernando da Silva (Orientador)
Universidade Federal do Piauí (PRODEMA/UFPI)
__________________________________________________
Prof. Dr. José Machado Moita Neto (Membro Interno)
Universidade Federal do Piauí (PRODEMA/UFPI)
__________________________________________________
Prof. Dr. Álvaro Silva Lima (Membro Externo)
Universidade Tiradentes (UNIT)

4
Aos meus pais (Evaldo e Maria
Doraci), meu irmão (Leandro), e
minha querida namorada (Sarah)
pelo apoio, paciência, amor,
cuidado e compreensão. A vocês
dedico este trabalho.
5
AGRADECIMENTOS
À Deus, em primeiro lugar, por ter me dado o dom da vida e a força para vencer todos os
obstáculos até chegar aqui.
Aos meus pais, irmão, namorada e amigos-irmãos (Igor Bahury, Karllos Ribeiro, Allyson
Stefanus, Erlan Pércio, Ítalo César e Robert Willyams).
Ao meu orientador (Prof. Dr. Carlos Ernando da Silva) por toda atenção, contribuição no
trabalho e oportunidades valiosas de aprendizado.
A todos os amigos do TROPEN/UFPI – TURMA (2009-2011): Simone Tupinambá,
Reurysson Moraes, Victor Meireles, João Macêdo, Accioly Pinto, Emiliana Cerqueira, Daniel
César, Daniel Gomes, Marly Cipriano, Roberta Celestino, Letícia Madeira, Charlene Silva,
Antônio Joaquim, Roberth Cipriano e em especial a Elaine Aparecida da Silva, pelo
companheirismo, carinho, amizade e incentivo.
Aos professores Álvaro Silva Lima e Regina de Fátima Peralta Muniz Moreira, por terem me
recebido em suas Universidades, UNIT e UFSC, respectivamente, durante o Mestrado
“Sandwich”, contribuindo grandiosamente na produção dos dados deste trabalho. Ao
Professor José Machado Moita Neto, pela valiosa ajuda com os cálculos estatísticos e na
interpretação dos resultados das análises químicas.
Aos amigos do LEMA/UFSC: Danielle de Bem, Carolina Berger, Thiago Alves, Rúbia
Flores, Maria Rita, Thaís Schaefer, Jackson Ilha, Micheline Honório, Paola Monsalve,
Jacqueline Suave, Michele Di Domenico, Renato Cesar, Gabriela Collazo, Sílvia Floriani,
Jhonatan Bork e Astrid Altamar, por toda atenção e ajuda.
Aos amigos do LMTE/ITP/UNIT: Gustavo Cardoso, Otávio Nascimento e Profª Drª Eliane
Cavalcanti, por terem me ensinado os primeiros nos trabalhos com os POA.
Aos amigos Laércio e Aline do Laboratório de Saneamento do Centro de Tecnologia da UFPI.
À FAPEPI/CAPES pelo auxílio financeiro durante o curso e o PROCAD2005/CAPES pelo
financiamento da logística de trabalho e mestrado “Sandwich”.

6
RESUMO
A atividade têxtil consome muita água e, consequentemente, gera uma grande quantidade de
efluentes, geralmente, de difícil tratamento, pois são compostos por inúmeras substâncias de
difícil degradação, como os corantes. Dessa forma, nem sempre os tratamentos convencionais
são aplicáveis a esse setor. Neste sentido, os Processos Oxidativos Avançados (POAs)
apresentam uma boa perspectiva para tratá-los. Os mesmos são processos com potencial de
produzir radicais hidroxila (•OH), espécies altamente oxidantes, capazes de mineralizar a
matéria orgânica. Assim, este trabalho tem por objetivo estudar a aplicação de Processos
Oxidativos Avançados no tratamento de efluentes têxteis, visando o seu reúso. Os resultados
obtidos com a aplicação dos POAs no efluente têxtil sintético estudado foram: no processo
Fenton (CH2O2 = 1500 mg/L e CFe2+ = 75 mg/L), em pH = 3, a remoção de cor chegou a
86,20%, e a de DQO a 64,83%, já no processo foto-Fenton (CH2O2 = 1500 mg/L e CFe2+ = 75
mg/L), em pH = 3, o experimento de melhor rendimento obteve 95,37% de remoção de cor e
72,95% de remoção de DQO e o processo UV/H2O2 de maior eficiência (CH2O2 = 1500 mg/L),
em pH = 2, obteve remoção de cor,75,85% e de DQO, 33,97%. Como o processo foto-
Fenton, foi o mais eficiente, o mesmo foi escolhido para ser aplicado ao efluente têxtil real.
Neste a remoção de cor verdadeira chegou a 91,12% e de COT a 80,89%. Dentre os
parâmetros analisados para o reúso em sistema de refrigeração, os parâmetros turbidez,
amônia, ferro, alumínio, sólidos dissolvidos e suspensos, ficaram fora dos padrões, portanto, o
efluente tratado não tem condições de ser reutilizado diretamente, necessitando de um
tratamento complementar.
PALAVRAS-CHAVE: Processos Oxidativos Avançados, efluente têxtil, reúso.

7
ABSTRACT
The textile activity consumes too much water and therefore generates a large amount of
wastewater, usually difficult to treat because they are composed of numerous substances
difficult to biodegrade, such as dyes. Thus, conventional treatments do not always apply to
this sector. In this sense, the Advanced Oxidation Processes (AOPs) have a good perspective
to treat them. They are processes with potential to produce hydroxyl radicals (•OH), highly
oxidizing species, capable of mineralizing the organic matter. This work aims to study the
application of Advanced Oxidation Processes for the treatment of textile effluents, aiming at
its reuse. The results obtained with the application of AOPs in wastewater synthetic textile
studied were: the Fenton process (CH2O2 = 1500 mg/L and CFe2+
= 75 mg/L) at pH 3, the color
removal arrived at 86,20% and 64.83% of the COD, with the photo-Fenton process (CH2O2 =
1500 mg/L and CFe2+
= 75 mg/L) at pH 3, the experiment with better yield obtained 95.37%
color removal and 72.95% COD removal and the process for greater efficiency UV/H2O2
(CH2O2 = 1500 mg/L) at pH = 2, obtained color removal, 75.85% and COD, 33.97%. As the
photo-Fenton was more efficient, it was chosen to be applied to real textile effluent. In this
one the true color removal reached 91.12% and 80.89% of TOC. Among the parameters
analyzed for reuse in the refrigeration system, the turbidity, ammonia, iron, aluminum,
dissolved solids and suspended, stayed out of the patterns, so the treated effluent is not able to
be reused directly, requiring a complementary treatment.
KEYWORDS: Advanced Oxidation Processes, textile effluent, reuse.
8
LISTA DE ILUSTRAÇÕES
Figura 1. Corante direto Vermelho Congo 19
Figura 2. Exemplo da interação iônica entre o corante (D) e os grupos amino da fibra da lã.
Fonte: Guaratini & Zanoni (2000) 21
Figura 3. Exemplo da interação de hidrogênio entre o corante sulfonado e os grupos
carboxilas da fibra de lã. Fonte: Guaratini & Zanoni (2000) 22
Figura 4. Exemplo da interação covalente entre um corante contendo grupos reativos
(triazina) e grupos hidroxila presentes na celulose da fibra de algodão. Fonte: Guaratini &
Zanoni (2000) 22
Figura 5. Esquema de uma estação de tratamento de efluentes utilizando lodo ativado,
tipicamente empregada para tratamento de efluente têxtil. Fonte: Peralta-Zamora et al.
(2002) 32
Figura 6. Desenho da tampa em nylon do foto-reator 50
Figura 7. Ilustração esquemática do foto-reator. Fonte: adaptação de Simon et al. (2007)
50
Figura 8. Foto-reator montado no laboratório de saneamento (UFPI) 51
Figura 9. Esquema e fotografia do foto-reator montado no LEMA (UFSC) 51
Figura 10. Análise termogravimétrica do corante Preto Biozol UC 58
Figura 11. Micrografias do corante Preto Biozol UC 58
Figura 12. Espectro por energia dispersiva do corante Preto Biozol UC 59
Figura 13. Teste da presença de cloretos 60
Figura 14. Espectroscopia de Infravermelho do corante Preto Biozol UC 61
Figura 15. Comprimento de onda de máxima absorbância do efluente têxtil sintético
62
Figura 16. Curva de calibração para o corante Preto Biozol UC, obtida a 507 nm 62
Figura 17. Curva de calibração para DQO 63
Figura 18. Remoção de cor considerando a relação CH2O2/CFe2+, após aplicação de Fenton em
pH = 3 64
9
Figura 19. Influência do pH na remoção de cor, CFe2+ = 75 mg/L e CH2O2 = 1500 mg/L 65
Figura 20. Remoção de cor com a aplicação de Fenton em pH = 2 66
Figura 21. Remoção de cor com a aplicação de Fenton em pH = 3 66
Figura 22. Curva teórica para modelagem do processo Fenton em pH = 3 70
Figura 23. Remoção de cor no processo foto-Fenton em pH = 2 71
Figura 24. Remoção de cor no processo foto-Fenton em pH = 3 71
Figura 25. Aspecto do efluente sintético antes e no final do processo foto-Fenton (CFe2+ = 75 mg/L
e CH2O2 = 1500 mg/L) em pH = 3 73
Figura 26. Curva teórica para modelagem do processo foto-Fenton em pH = 3 75
Figura 27. Remoção de cor no processo UV/ H2O2 em pH = 2 76
Figura 28. Remoção de cor no processo UV/ H2O2 em pH = 3 76
Figura 29. Curva teórica para modelagem do processo UV/H2O2 em pH = 2 78
Figura 30. Antes e depois da aplicação do processo foto-Fenton em pH = 3, CFe2+ = 75
mg/L e CH2O2 = 1500 mg/L, no efluente têxtil real 81
Figura 31. Micrografias do lodo formado após tratamento do efluente têxtil real 81
Figura 32. Espectroscopia por energia dispersiva do lodo do efluente têxtil real tratado
84
10
LISTA DE TABELAS
Tabela 1. Potencial redox de alguns oxidantes 33
Tabela 2. Planejamento dos experimentos 49
Tabela 3. Composição do efluente sintético 53
Tabela 4. Parâmetros analisados para o reúso e os kits utilizados 55
Tabela 5. Análise elementar (CHNOS) do corante Preto Biozol UC 57
Tabela 6. Resultado da análise química por EDS do corante 59
Tabela 7. Grupos funcionais identificados no corante a partir do infravermelho 61
Tabela 8. Remoções de cor e DQO após o processo Fenton em pH 2 e pH 3 67
Tabela 9. Resultados da ANOVA aplicada aos processos Fenton pH 3 67
Tabela 10. Resultados do teste Tuckey aplicados aos processos Fenton pH 3 68
Tabela 11. Constantes cinéticas e tempo de meia-vida das reações Fenton em pH 3 70
Tabela 12. Remoções de cor e DQO após o processo foto-fenton em pH 2 e pH 3 72
Tabela 13. Resultados da ANOVA aplicada aos processos foto-Fenton pH 3 72
Tabela 14. Resultados do teste Tuckey aplicados aos processos foto-Fenton pH 3 73
Tabela 15. Constantes cinéticas e tempo de meia-vida das reações foto-Fenton em pH 3
74
Tabela 16. Remoções de cor e DQO após o processo UV/H2O2 em pH 2 e pH 3 77
Tabela 17. Resultados da ANOVA aplicada aos processos UV/H2O2 em pH 2 77
Tabela 18. Resultados do teste Tuckey aplicados aos processos UV/H2O2 em pH 2 78
Tabela 19. Constantes cinéticas e tempo de meia-vida das reações UV/H2O2 em pH 2
79
Tabela 20. Remoções de cor e matéria orgânica no efluente têxtil real aplicando foto-
Fenton 80
Tabela 21. Resultado das análises físico-químicas para o reúso de efluente têxtil real
tratado em sistema de refrigeração com recirculação 82
Tabela 22. Resultado quantitativo da análise química por EDS do lodo do efluente real
tratado 85
11
LISTA DE ABREVIATURAS E SIGLAS
ABES Associação Brasileira de Engenharia Sanitária e Ambiental
ABNT Associação Brasileira de Normas Técnicas
ANA Agência Nacional de Águas
ANOVA Analysis of Variance
CAS Chemical Abstracts Service
CCTEA Comitê Científico da Toxicidade, Ecotoxicidade e do Ambiente
CE Comissão Européia
CEE Comunidade Econômica Européia
CI Carbono Inorgânico
CNRH Conselho Nacional de Recursos Hídricos
CONAMA Conselho Nacional de Meio Ambiente
COT Carbono Orgânico Total
CT Carbono Total
DBO Demanda Bioquímica de Oxigênio
DQO Demanda Química de Oxigênio
EDS Energy Dispersive Spectroscopy
EMPA Swiss Federal Laboratories for Materials Science and Technology
EPA Environmental Protection Agency
ETE Estação de Tratamento de Esgoto
FISPQ Ficha de Informações de Segurança de Produto Químico
IDH Índice de Deficiência de Hidrogênio
ITP Instituto de Tecnologia e Pesquisa
LAS Linear Alquilbenzeno Sulfonado
12
LCME Laboratório Central de Microscopia Eletrônica
LEMA Laboratório de Energia e Meio Ambiente
LMTE Laboratório de Minimização e Tratamento de Efluentes
MEV Microscopia Eletrônica de Varredura
NBR Norma Brasileira
NT Nitrogênio Total
OCDE Organização para a Cooperação e Desenvolvimento Econômico
P + L Produção mais Limpa
PET Poli(tereftalato de etileno)
POA Processo Oxidativo Avançado
TGA Análise Termogravimétrica
UFPI Universidade Federal do Piauí
UFSC Universidade Federal de Santa Catarina
UNIT Universidade Tiradentes
WHO World Health Organization
13
SUMÁRIO
1. INTRODUÇÃO 16
2. OBJETIVOS 17
2.1 Objetivo Geral 17
2.2 Objetivos Específicos 17
3. REVISÃO BIBLIOGRÁFICA 18
3.1 Corantes Têxteis 18
3.1.1 Classificação 18
3.1.2 Formas de fixação do corante têxtil à fibra 21
3.1.3 Aspectos ambientais dos corantes têxteis 22
3.2 Legislação Ambiental aplicada ao reúso de água e ao lançamento de efluentes em
recursos hídricos 24
3.2.1 Outorga pelo Uso da Água 26
3.2.2 Cobrança pelo Uso da Água 26
3.3 Tratamento de efluentes industriais 28
3.3.1 Classificação dos sistemas de tratamento de efluentes 30
3.4 Processos Oxidativos Avançados (POA) 33
3.4.1 Os sistemas típicos de Processos Oxidativos Avançados 35
3.4.2 Fenton 39
3.4.3 Foto-Fenton 40
3.4.4 UV/H2O2 40
3.5 Reúso de águas residuárias 41
14
3.5.1 Vantagens e Classificação 42
3.5.2 Usos Industriais 44
3.5.2.1 O reúso na indústria têxtil 46
4. MATERIAIS E MÉTODOS 48
4.1 Processos Fenton, foto-Fenton e UV/H2O2 48
4.2 Foto-reator 49
4.3 Corante têxtil 52
4.3.1 Análise por MEV/EDS 52
4.3.2 Análise por Espectroscopia de Infravermelho e CHNOS 52
4.3.3 Análise por Termogravimetria (TGA) 52
4.3.4 Teste da presença de cloretos e sódio 53
4.4 Efluente têxtil sintético 53
4.5 Efluente têxtil real 53
4.6 Determinação da concentração do corante 53
4.7 Cor verdadeira 54
4.8 Determinação da Demanda Química de Oxigênio no efluente sintético 54
4.9 Análise de parâmetros para o reúso 55
4.10 Análise estatística 56
5. RESULTADOS E DISCUSSÃO 57
5.1 Caracterização do corante têxtil Preto Biozol UC 57
5.2 Caracterização do efluente têxtil sintético 62
5.3 Curva de calibração para DQO 63
5.4 Estudo da relação CH2O2/CFe2+ 63
5.5 Aplicação do processo Fenton 64
15
5.5.1 Cinética de remoção de cor no processo Fenton pH = 3 68
5.6 Aplicação do processo foto-Fenton 70
5.6.1 Cinética do processo foto-Fenton pH = 3 73
5.7 Aplicação do processo UV/H2O2 75
5.7.1 Cinética do processo UV/H2O2 em pH = 2 78
5.8 Aplicação de Processo Oxidativo Avançado em efluente têxtil real 79
5.9 Caracterização do lodo resultante do tratamento do efluente têxtil real 83
6. CONCLUSÕES 86
7. CONSIDERAÇÕES FINAIS 87
REFERÊNCIAS 88
ANEXOS 94
Anexo A - Diretiva 76/769/CEE do Conselho, de 27 de Julho de 1976, relativa à
aproximação das disposições legislativas, regulamentares e administrativas
dos Estados-Membros respeitantes à limitação da colocação no mercado e
da utilização de algumas substâncias e preparações perigosas 95
Anexo B - Diretiva 2002/61/CE do Parlamento Europeu e do Conselho de 19 de Julho
de 2002 que altera pela décima nona vez a Diretiva 76/769/CEE do
Conselho no que respeita à limitação da colocação no mercado e da
utilização de algumas substâncias e preparações perigosas (corantes
azóicos) 99
Anexo C - Diretiva 2004/21/CE da Comissão de 24 de Fevereiro de 2004 no que diz
respeito à limitação da colocação no mercado e da utilização de corantes
azoicos (décima terceira adaptação ao progresso técnico da Diretiva
76/769/CEE do Conselho) 103
Anexo D - Ficha de Informações de Segurança de Produto Químico (FISPQ) do
corante Preto Biozol UC 105
16
1 INTRODUÇÃO
A limitação das reservas de água doce no planeta, o aumento de sua demanda para
atender, principalmente, o consumo humano, agrícola e industrial, a prioridade de sua
utilização em abastecimento público e as restrições impostas em relação ao lançamento de
efluentes no meio ambiente, torna necessária a adoção de estratégias que visem racionalizar a
utilização dos recursos hídricos e mitigar os impactos negativos relativos à geração de
efluentes pelas indústrias.
Esta situação tem preocupado, em especial, as indústrias que utilizam a água como
matéria-prima, influenciando a qualidade do produto final. Assim, muitas delas estão
buscando formas de gerenciar esse recurso em seus processos. O reúso de água pode ser
considerado uma boa alternativa, já que o mesmo é parte de uma atividade mais abrangente
que é o uso racional ou eficiente da água, o qual compreende também o controle de perdas e
desperdícios e a minimização da produção de efluentes e do seu consumo.
Indústrias como a têxtil, que apresentam elevado consumo de água em seus processos,
podem ter potencial para aplicar técnicas que viabilizem o reúso. Um dos seus principais
empecilhos está na dificuldade de tratamento dos efluentes, já que estes vêm com uma grande
carga de matéria orgânica não biodegradável, representada, principalmente, pelos corantes
têxteis. O tratamento biológico ou convencional já não é considerado mais eficiente no
tratamento de tais efluentes. Portanto, é necessário que sejam pesquisadas tecnologias de
tratamento de esgoto, especialmente para os têxteis, que garantam a qualidade dos efluentes
para o reúso.
Nesse contexto, os Processos Oxidativos Avançados (POAs) surgem como uma boa
alternativa. Os mesmos caracterizam-se por transformar a grande maioria dos contaminantes
orgânicos em dióxido de carbono, água e ânions inorgânicos, por meios de reações de
degradação que envolvem espécies transitórias oxidantes, como os radicais hidroxila.
Dentre os POAs existentes, o Fenton, foto-Fenton e UV/H2O2, serão estudados nesta
pesquisa.
17
2 OBJETIVOS
2.1 Objetivo Geral
Estudar a aplicação de Processos Oxidativos Avançados no tratamento de efluente
têxtil, visando o seu reúso.
2.2 Objetivos Específicos
Caracterizar o corante Preto Biozol UC;
Caracterizar o efluente têxtil sintético a ser produzido;
Avaliar a eficiência dos Processos Oxidativos Avançados, Fenton, foto-Fenton e
UV/H2O2 na remoção de cor e DQO do efluente têxtil sintético;
Verificar a influência do pH nos POAs aplicados ao efluente têxtil sintético;
Definir as condições ótimas de cada POA na remoção de cor e DQO do efluente têxtil
sintético, baseado em análises estatísticas;
Fazer estudo cinético da remoção de cor nas condições ótimas de cada processo;
Aplicar as condições ótimas em efluente têxtil real;
Identificar as possibilidades de reúso do efluente têxtil real tratado.
18
3 REVISÃO BIBLIOGRÁFICA
3.1 Corantes Têxteis
3.1.1 Classificação
De acordo com Guaratini e Zanoni (2000) o processo de tingimento é um dos fatores
fundamentais no sucesso comercial dos produtos têxteis. Além da padronagem e beleza da
cor, o consumidor normalmente exige algumas características básicas do produto, tais como:
elevado grau de fixação em relação à luz, lavagem e transpiração, tanto inicialmente quanto
após uso prolongado. Para garantir essas propriedades, as substâncias que conferem coloração
à fibra devem apresentar alta afinidade, uniformidade na coloração, resistência aos agentes
desencadeadores do desbotamento e ainda apresentar-se viável economicamente.
Os corantes são divididos em dois grandes grupos: os naturais e os sintéticos. De
acordo com Bastian et al. (2009), existem várias maneiras para se classificar os corantes, por
exemplo, de acordo com a sua constituição química, sua aplicação, solidez em geral, tipo de
excitação eletrônica quando exposto à luz, dentre outros.
Conforme Bastian et al. (2009) a classificação dada a seguir segue o padrão adotado
pelo Colour Index, banco de dados padrão dos fabricantes de produtos coloridos usado por
fabricantes e consumidores, como artistas e decoradores, além do setor químico como um
todo, publicado pela The Society of Dyers and Colourists, em conjunto com a Association of
Textile Chemists an Colorists.
Corantes à tina (VAT DYES): Os corantes à tina, com poucas exceções, são
subdivididos em dois grupos: os indigóides e os antraquinônicos. Todos eles possuem,
como característica química, a presença de um grupo cetônico (C=O) e são
essencialmente insolúveis em água. A solubilização desses corantes se dá por redução
em solução alcalina/redutora e o produto obtido recebe o nome de LEUCO. O grupo
cetônico toma a forma reduzida (C-OH), solúvel em água, e o corante passa a ter
afinidade química com a fibra celulósica. O corante original, insolúvel, é recuperado
por uma oxidação posterior. Um exemplo é o corante Índigo.
19
Corantes reativos: os corantes reativos se caracterizam por terem pelo menos um
grupo cromóforo e um grupo reativo, sendo solúveis em água. O grupo cromóforo é
aquele que é responsável pela cor do produto e o grupo reativo é a parte química do
corante que reage com os grupamentos hidroxílicos (OH) da celulose. Daí estes
corantes se chamarem corantes reativos.
Corantes dispersos ou plastosolúveis: os corantes dispersos são definidos como
substâncias insolúveis em água, de caráter não iônico, que possuem afinidade com
fibras hidrofóbicas, a exemplo do acetato de celulose, geralmente aplicados a partir de
uma fina dispersão aquosa. São também empregados para tingir poliéster, acetato,
triacetato e em alguns casos poliamida e acrílicas.
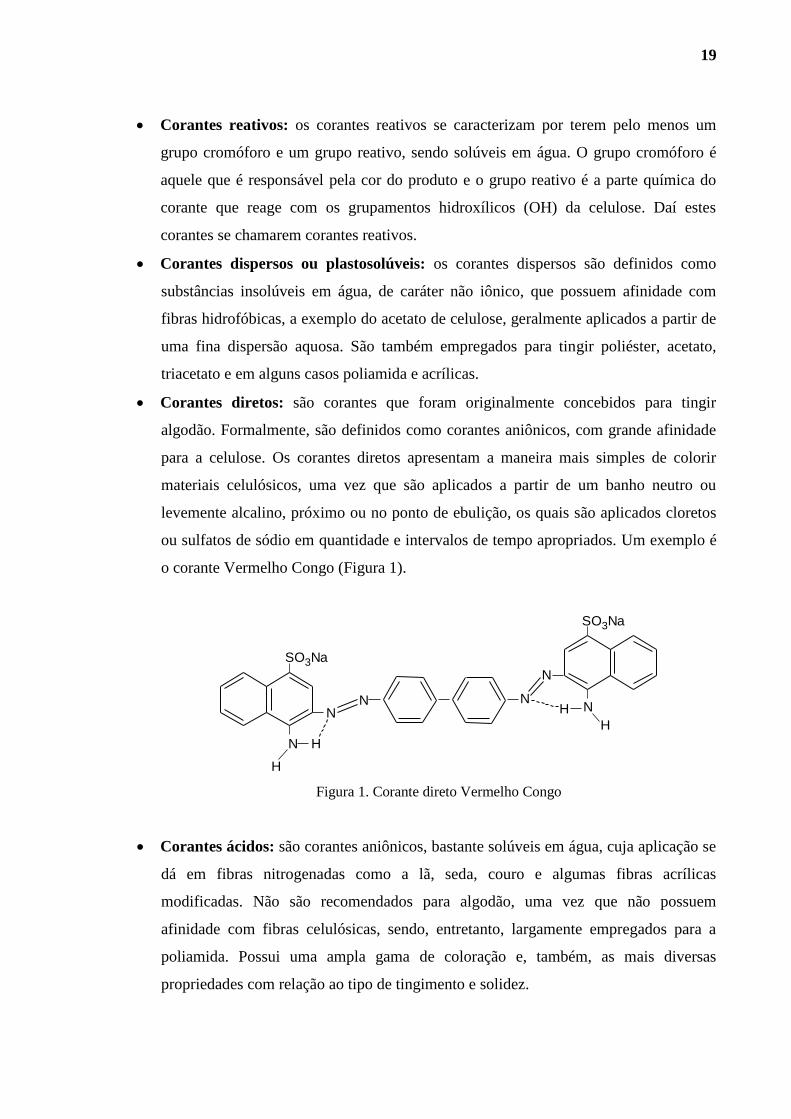
Corantes diretos: são corantes que foram originalmente concebidos para tingir
algodão. Formalmente, são definidos como corantes aniônicos, com grande afinidade
para a celulose. Os corantes diretos apresentam a maneira mais simples de colorir
materiais celulósicos, uma vez que são aplicados a partir de um banho neutro ou
levemente alcalino, próximo ou no ponto de ebulição, os quais são aplicados cloretos
ou sulfatos de sódio em quantidade e intervalos de tempo apropriados. Um exemplo é
o corante Vermelho Congo (Figura 1).
SO3Na
N
H
H
NN
N
H
SO3Na
NH
N
Figura 1. Corante direto Vermelho Congo
Corantes ácidos: são corantes aniônicos, bastante solúveis em água, cuja aplicação se
dá em fibras nitrogenadas como a lã, seda, couro e algumas fibras acrílicas
modificadas. Não são recomendados para algodão, uma vez que não possuem
afinidade com fibras celulósicas, sendo, entretanto, largamente empregados para a
poliamida. Possui uma ampla gama de coloração e, também, as mais diversas
propriedades com relação ao tipo de tingimento e solidez.
20
Alguns corantes ácidos são metalizados e absolutamente indispensáveis para certas
aplicações na indústria têxtil (alta solidez). A estabilidade desses complexos é tal que
esses corantes permanecem estáveis durante o processo de tingimento, mesmo sob
severas condições de uso, não liberando o metal de sua estrutura mesmo que haja
flutuações de pH e temperatura.
Corantes catiônicos (básicos modificados): são corantes solúveis em água que
produzem soluções coloridas catiônicas devido à presença de grupamento amino
(NH2). Suas aplicações são direcionadas principalmente para as fibras acrílicas, e em
casos especiais para a lã, seda e acetato de celulose. Fornecem cores bastante vivas e
algumas até mesmo fluorescentes de boa solidez.
Já os antigos corantes básicos (catiônicos não modificados), devido à sua pouca
solidez (principalmente à luz), hoje em dia, possuem utilização têxtil bastante
reduzida, tendo sofrido forte pressão do mercado quanto à segurança de seu manuseio,
visto que grande parte dos mesmos utiliza a benzidina (CAS-92-87-5)1 como matéria-
prima, produto reconhecidamente carcinogênico.
Corantes ao enxofre (sulfurosos): é uma classe de corantes que se caracteriza por ter
compostos macromoleculares com pontes dissulfídicas (-S-S-). Os mesmos são
insolúveis em água e sua aplicação assemelha-se à dos corantes à tina, devendo ser
inicialmente reduzidos a uma forma solúvel, quando passam a ter afinidade com fibras
celulósicas. Após o tingimento, são trazidos à sua forma original, insolúvel por
oxidação. Possuem uma boa solidez à luz e à lavagem, mas resistem muito pouco ao
cloro.
Corantes naturais: São corantes obtidos a partir de substâncias vegetais ou animais,
com pouco ou nenhum processamento químico, são principalmente, do tipo mordente,
embora existam alguns do tipo à tina, solventes, pigmentos, diretos e ácidos. Não
existem corantes naturais dispersos, azóicos ou ao enxofre.
1 O número CAS ou registro CAS (CAS number ou CAS registry number) de um composto químico é
um número de registro único no banco de dados do Chemical Abstracts Service.
21
3.1.2 Formas de fixação do corante têxtil à fibra
Conforme Guaratini e Zanoni (2000) a forma de fixação da molécula do corante a
essas fibras geralmente é feita em solução aquosa e pode envolver basicamente 4 tipos de
interações:
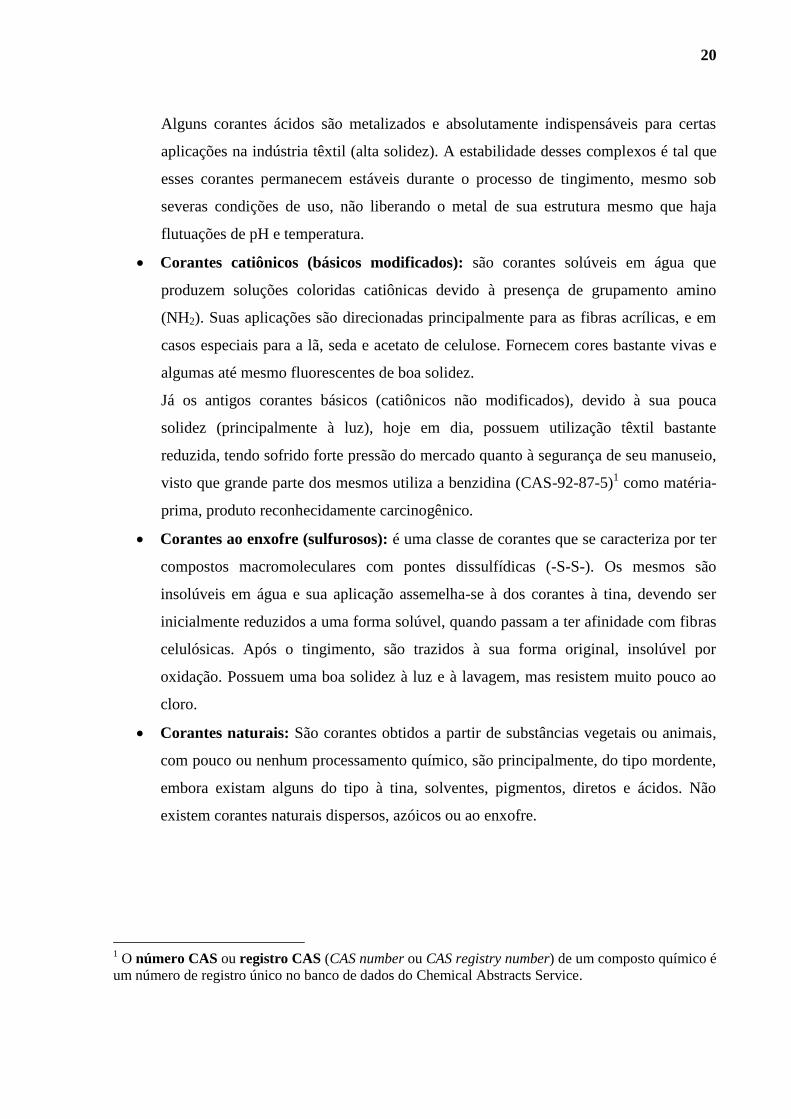
Interações Iônicas - São baseadas em interações mútuas entre o centro positivo dos
grupos amino e carboxilatos presentes na fibra e a carga iônica da molécula do corante
ou vice-versa (ver Figura 2). Exemplos característicos deste tipo de interação são
encontrados na tintura da lã, seda e poliamida.
NH3 CO2 + Na+
D NH3
D
CO2 Na+
+ +
grupos disponíveis da fibra em meio ácido
corante
interação iônica entre o corante (D) e a fibra
Figura 2. Exemplo da interação iônica entre o
corante (D) os grupos amino da fibra da lã. Fonte: Guaratini e Zanoni (2000)
Interações de Van der Waals – São baseadas na interação proveniente da
aproximação máxima entre orbitais π do corante e da molécula da fibra, de tal modo
que as moléculas do corante são “ancoradas” firmemente sobre a fibra por um
processo de afinidade, sem formar uma ligação propriamente dita. Esta atração é
especialmente efetiva quando a molécula do corante é linear/longa e/ou achatada e
pode assim se aproximar o máximo possível da molécula da fibra. Exemplos
característicos deste tipo de interação são encontrados na tintura de lã e poliéster com
corantes com alta afinidade por celulose.
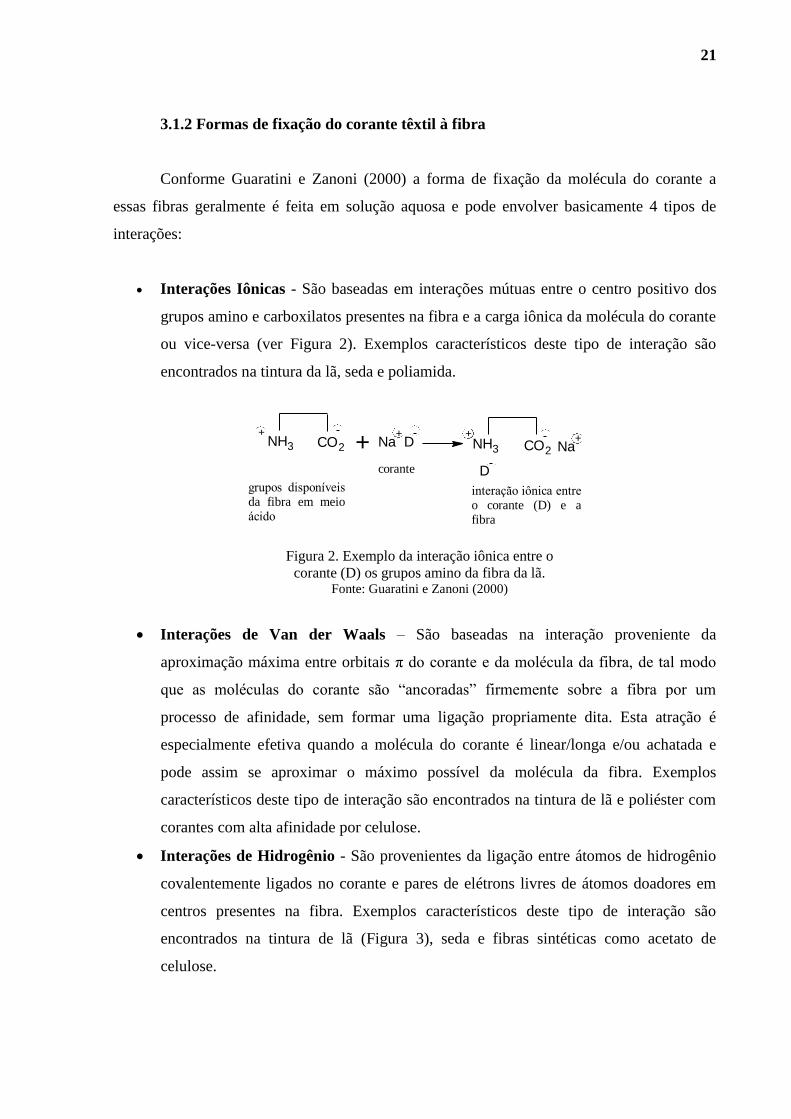
Interações de Hidrogênio - São provenientes da ligação entre átomos de hidrogênio
covalentemente ligados no corante e pares de elétrons livres de átomos doadores em
centros presentes na fibra. Exemplos característicos deste tipo de interação são
encontrados na tintura de lã (Figura 3), seda e fibras sintéticas como acetato de
celulose.
22
NH3N
ORO3Scorante
fibra de lã
HO
C
H
+
Figura 3. Exemplo da interação de hidrogênio entre o corante
sulfonado e os grupos carboxilas da fibra de lã. Fonte: Guaratini e Zanoni (2000)
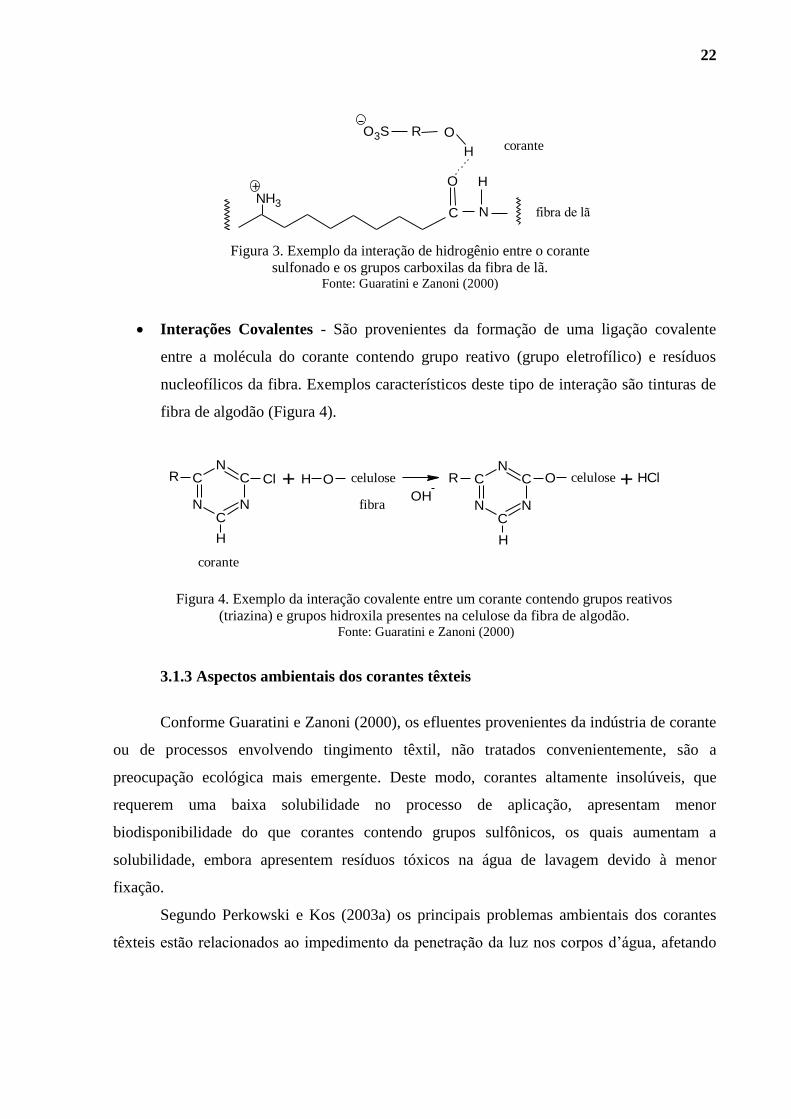
Interações Covalentes - São provenientes da formação de uma ligação covalente
entre a molécula do corante contendo grupo reativo (grupo eletrofílico) e resíduos
nucleofílicos da fibra. Exemplos característicos deste tipo de interação são tinturas de
fibra de algodão (Figura 4).
C
N
N
C
C
N
R
H
Cl + H O celulose
OH
C
N
N
C
C
N
R O celulose + HCl
H
corante
fibra
Figura 4. Exemplo da interação covalente entre um corante contendo grupos reativos
(triazina) e grupos hidroxila presentes na celulose da fibra de algodão. Fonte: Guaratini e Zanoni (2000)
3.1.3 Aspectos ambientais dos corantes têxteis
Conforme Guaratini e Zanoni (2000), os efluentes provenientes da indústria de corante
ou de processos envolvendo tingimento têxtil, não tratados convenientemente, são a
preocupação ecológica mais emergente. Deste modo, corantes altamente insolúveis, que
requerem uma baixa solubilidade no processo de aplicação, apresentam menor
biodisponibilidade do que corantes contendo grupos sulfônicos, os quais aumentam a
solubilidade, embora apresentem resíduos tóxicos na água de lavagem devido à menor
fixação.
Segundo Perkowski e Kos (2003a) os principais problemas ambientais dos corantes
têxteis estão relacionados ao impedimento da penetração da luz nos corpos d’água, afetando
23
assim os seres vivos que dependem dela tanto direta como indiretamente. Outro problema que
não deve ser negligenciado é o aspecto estético ligado a recreação.
Conforme Guaratini e Zanoni (2000) o grupo que tem atraído maior atenção tem sido
os corantes contendo a função azo-aromático como cromóforo, os quais constituem o maior
grupo de corantes orgânicos produzidos mundialmente. A biotransformação destes corantes
pode ser responsável pela formação de aminas, benzidinas e outros intermediários com
potencialidade carcinogênica.
Numa perspectiva de proteção da saúde humana, a Diretiva 2002/61/CE do
Parlamento e Conselho Europeu da União Européia, proíbe a utilização de corantes azóicos
perigosos e a comercialização de alguns artigos têxteis e de couro tingidos com aquelas
substâncias. Esta Diretiva altera pela décima nona vez a Diretiva 76/769/CEE do Conselho
relativa à aproximação das disposições legislativas, regulamentares e administrativas dos
Estados-Membros respeitantes à limitação da colocação no mercado e da utilização de
algumas substâncias e preparações perigosas.
Conforme o CCTEA (Comitê Científico da Toxicidade, da Ecotoxicidade e do
Ambiente) confirmou-se que apenas os corantes azóicos solúveis são biodisponíveis e,
consequentemente, representam risco para a saúde humana. Os corantes azóicos englobam
aqueles que são solúveis, e adicionalmente uma pequena fração de pigmentos azóicos
igualmente solúveis. Vale ressaltar que a Diretiva 2002/61/CE foi alterada pela Comissão
Diretiva 2004/21/CE, na qual adianta uma lista de métodos de detecção dos corantes azóicos.
Os textos das Diretivas estão nos anexo A, B e C.
Os corantes azóicos, objeto de restrição, são os que têm capacidade de, por clivagem
redutora de um ou mais grupos azóicos, libertar quaisquer aminas aromáticas das 21
enunciadas em apêndice à Diretiva 2002/61/CE.
Os métodos de ensaio a seram utilizados na demonstração da conformidade à presente
Diretiva são mostrados no anexo C. Os mesmos referem-se ao método alemão oficial de
análise, atualmente utilizado em todo o mundo. Estes métodos de ensaio não detectam ainda
com precisão algumas das aminas aromáticas cancerígenas libertadas pelos corantes azóicos,
como, por exemplo, o 4-aminoazobenzeno. Esta arilamina cancerígena é susceptível de
inclusão na lista de substâncias perigosas logo que se desenvolva um método de análise
adequado para verificar a observância da proibição.
24
De acordo com Nogueira et al. (2007) a maior conscientização dos riscos iminentes à
saúde humana e a necessidade de conservação dos recursos naturais têm motivado esforços
para minimizar o problema da contaminação. Alguns exemplos são a imposição de legislações
mais restritivas, que visem à redução da quantidade e toxicidade das emissões, reciclagem e
reúso de resíduos, adaptação e otimização de processos de produção e a substituição de
matérias-primas tóxicas. Também é de suma importância a utilização de métodos de
tratamento de efluentes e de recuperação de ambientes já contaminados, que satisfaçam as
restrições impostas.
3.2 Legislação Ambiental aplicada ao reúso de água e ao lançamento de efluentes em
recursos hídricos
O conhecimento sobre a legislação, regulamentos e normas relativos ao uso da água e
descarte de efluentes é fundamental para se visualizar as possibilidades de reúso industrial.
A criação de normas relacionadas à utilização dos recursos hídricos para qualquer
finalidade tem como principal objetivo garantir uma relação harmônica entre as atividades
humanas e o meio ambiente, além de permitir um melhor equilíbrio de forças entre os vários
segmentos da sociedade ou setores econômicos (FIESP, 2004).
Os principais aspectos normativos referentes aos recursos hídricos estão na
Constituição Federal de 1988, a qual estabelece, no art.22, IV, que quem deve legislar sobre
as águas é a União e na Lei Federal nº 9.433/97, que cria o Sistema Nacional de
Gerenciamento de Recursos Hídricos e estabelece os instrumentos de gerenciamento, os quais
são: outorga pelo direito de uso de recursos hídricos, cobrança pelo uso da água,
enquadramento dos corpos d’água em classes de uso, sistema de informações sobre recursos
hídricos e planos de recursos hídricos.
O Conselho Nacional do Meio Ambiente (CONAMA) juntamente com o Conselho
Nacional de Recursos Hídricos (CNRH) e a Associação Brasileira de Normas Técnicas
(ABNT) aprovaram dispositivos que dispõem sobre o descarte de efluentes em corpos d’água,
assim como o reúso de água, dentre eles destacamos:
Resolução CONAMA nº 357/2005 – Dispõe sobre a classificação dos corpos de água
e diretrizes ambientais para o seu enquadramento, bem como estabelece as condições e
padrões de lançamento de efluentes, e dá outras providências.
25
Uma das deficiências desta Resolução é não mostrar um padrão de lançamento da
DQO no corpo d’água. Outra é o fato de ser muito subjetiva quando diz que os
corantes provenientes de fontes antrópicas devem ser virtualmente ausentes. Para o
tratamento de efluentes mais complexos, como os da indústria química, papel e
celulose, têxtil, os padrões internacionais de lançamento de efluentes ainda são
bastante utilizados, como os citados pelo Guidelines for Water Reuse, publicado pela
U.S. Environmental Protection Agency – EPA em 2004.
Resolução CNRH nº 54/2005 – Estabelece modalidades, diretrizes e critérios gerais
para a prática de reúso direto não potável de água, e dá outras providências.
Resolução CONAMA nº 393/2007 – Complementa a Resolução CONAMA nº
357/05 (art. 43, § 4º). Dispõe sobre o descarte contínuo de água de processo ou de
produção em plataformas marítimas de petróleo e gás natural, e dá outras
providências.
Resolução CONAMA nº 396/2008 – Dispõe sobre a classificação e diretrizes
ambientais para o enquadramento das águas subterrâneas e dá outras providências. No
que se refere à disposição de efluentes, o art. 27 diz o seguinte:
“Art. 27. A aplicação e disposição de efluentes e de resíduos no solo deverão observar
os critérios e exigências definidos pelos órgãos competentes e não poderão conferir às
águas subterrâneas características em desacordo com o seu enquadramento.”
Resolução CONAMA nº 397/2008 – Altera o inciso II do § 4º e a Tabela X do § 5º
do art. 34 da Resolução CONAMA nº 357/05 e acrescenta os §6º e 7º.
NBR 13969:1997 (confirmada em 28.01.2008) – Dispõe sobre os tanques sépticos -
unidades de tratamento complementar e disposição final dos efluentes líquidos -
projeto, construção e operação. Esta Norma traz importantes contribuições no que se
refere ao reúso local de água.
26
3.2.1 Outorga pelo Uso da Água
Conforme Viana e Forattini (2007), a outorga é um instrumento da Política Nacional
de Recursos Hídricos que tem como objetivos assegurar o controle quatitativo e qualitativo
dos usos da água e o efetivo exercício dos direitos de acesso a água.
De maneira resumida, os usos que dependem de outorga são:
derivação ou captação de parcela da água existente em um corpo d'água para
consumo final, inclusive abastecimento público, ou insumo de processo produtivo;
extração de água de aquífero subterrâneo para consumo final ou insumo de
processo produtivo;
lançamento em corpo de água de esgotos e demais resíduos líquidos ou gasosos,
tratados ou não, com o fim de sua diluição, transporte ou disposição final;
uso de recursos hídricos com fins de aproveitamento dos potenciais hidrelétricos;
outros usos que alterem o regime, a quantidade ou a qualidade da água existente em
um corpo de água;
A escassez de recursos hídricos impõe a necessidade de ações visando a conservação e
o gerenciamento adequado deste recurso. Para tal, é fundamental que a outorga, como
instrumento de gerenciamento, leve em conta a eficiência dos processos na análise dos
requerimentos, procurando incentivar e promover o uso eficiente da água, principalmente nas
regiões em que ocorrerem conflitos de uso. Nesse aspecto, a prática do reúso pode ser um
fator importante para viabilizar a solução de conflitos em regiões onde haja escassez de
recursos hídricos, ou problemas referentes à qualidade dos mesmos (FIESP, 2004).
Deve-se ressaltar que o reúso, em si, não é objeto de outorga, uma vez que não é uma
interferência direta em corpo hídrico, mas que a sua adoção pode interferir no balanço hídrico
do empreendimento, tanto do ponto de vista quantitativo como no qualitativo (FIESP, 2004).
3.2.2 Cobrança pelo Uso da Água
Conforme Viana e Forattini (2007), outro instrumento da Política Nacional de
Recursos Hídricos é a cobrança pelo uso das águas, a qual visa o incentivo à racionalização do
27
seu uso, seu reconhecimento como bem econômico e indicação ao usuário do seu real valor,
bem como a obtenção de recursos financeiros para o financiamento de programas e
intervenções contemplados nos planos de recursos hídricos.
Segundo FIESP (2004), o fundamento legal para a cobrança pelo uso da água no
Brasil remonta ao Código Civil de 1916. No mesmo sentido, o Código de Águas, Decreto –
Lei nº 24.642/34, estabeleceu que o uso comum das águas pode ser gratuito ou retribuído, de
acordo com as leis e os regulamentos da circunscrição administrativa a que pertencerem.
Posteriormente, a Lei nº 6.938/81, que trata da Política Nacional de Meio Ambiente, incluiu a
possibilidade de imposição ao poluidor e ao predador, da obrigação de recuperar e/ou
indenizar os danos causados ao meio ambiente e, ao usuário, da contribuição pela utilização
de recursos ambientais com fins econômicos. Somente a Lei nº 9.433 em 1997 definiu a
cobrança como um dos instrumentos de gestão dos recursos hídricos. Em 2000, foi criada a
Agência Nacional de Águas – ANA (Lei nº 9.984/2000), a qual tem competência para
implementar, em articulação com os Comitês de Bacia Hidrográfica, a cobrança pelo uso dos
recursos hídricos de domínio da União.
Conforme FIESP (2004), o instrumento da cobrança pelo uso de recursos hídricos
constitui-se num incentivador ao reúso da água. O usuário que reutiliza suas águas reduz as
vazões de captação e lançamento e, consequentemente, tem sua cobrança reduzida. Assim,
quanto maior for o reúso, menor será a utilização de água e menor a cobrança. Dependendo
das vazões utilizadas, o montante de recursos economizados com a redução da cobrança em
função do reúso pode cobrir os custos de instalação de um sistema de reúso da água na
unidade industrial.
Compete à ANA operacionalizar a cobrança pelo uso dos recursos hídricos de domínio
da União, ou seja, daqueles rios ou demais cursos d'água que atravessam mais de um Estado
da federação (ANA, 2010).
A ANA vem desenvolvendo ações para implementação da cobrança pelo uso dos
recursos hídricos no Brasil desde 2001, em conjunto com gestores estaduais e comitês de
bacias. Até o momento, em rios de domínio da União e do Estado de São Paulo, a cobrança
foi implementada na Bacia do Rio Paraíba do Sul e nas Bacias dos Rios Piracicaba, Capivari e
Jundiaí. Em rios de domínio do Estado do Rio de Janeiro, além das bacias afluentes ao rio
Paraíba do Sul, o instrumento foi implementado nas bacias do rio Guandu, da Baía da Ilha
Grande, da Baía da Guanabara, do Lago São João, do rio Macaé e rio das Ostras e do rio
28
Itapaboana. Brevemente estará também implementada nos rios de domínio do Estado de
Minas Gerais das bacias dos rios Piracicaba e Jaguari, Velhas e Araguari (ANA, 2010).
3.3 Tratamento de efluentes industriais
De acordo com a NBR 9800:1987, efluente líquido industrial é o despejo líquido
proveniente do estabelecimento industrial, compreendendo emanações de processo industrial,
águas de refrigeração poluídas, águas pluviais poluídas e esgoto doméstico. Por muito tempo
não existiu a preocupação em caracterizar a geração de efluentes líquidos industriais e de
avaliar seus impactos no meio ambiente. No entanto, a legislação vigente e a conscientização
ambiental fazem com que algumas indústrias desenvolvam atividades para quantificar a vazão
e determinar a composição dos efluentes industriais.
O gerenciamento adequado dos efluentes é importante para minimizar impactos
ambientais, o que exige a adoção de procedimentos específicos de coleta e tratamento.
A escolha da tecnologia mais adequada para o tratamento de um efluente depende da
análise detalhada dos tipos e características dos contaminantes que deverão ser eliminados ou
minimizados, já que a maioria dos processos e operações unitárias de tratamento, com
pequenas exceções, são aplicáveis para classes muito específicas de contaminantes.
A opção por uma determinada técnica de tratamento ou por uma combinação entre
duas ou mais técnicas é o que define um sistema de tratamento, e deve fundar-se no
conhecimento do potencial de cada técnica e dos mecanismos envolvidos na redução do
contaminante de interesse.
Um sistema de tratamento de águas residuárias é constituído por uma série de
operações e processos que são empregados para a remoção de substâncias indesejáveis da
água ou para sua transformação em outras formas aceitáveis. Conforme EPA (2004b) e Santos
(2007), os processos de tratamento são reunidos em grupos distintos, a saber: processos
físicos, químicos e biológicos.
Processos físicos: são assim chamados em razão dos fenômenos físicos que ocorrem
na remoção ou na transformação de poluentes das águas residuárias. Geralmente os mesmos
são utilizados para separar sólidos em suspensão nas águas residuárias, mas também podem
ser utilizados para equalizar e homogeneizar um efluente.
Dentre os processos físicos destacamos:
29
o Remoção de sólidos grosseiros;
o Remoção de sólidos sedimentáveis;
o Remoção de sólidos flutuantes;
o Remoção da umidade de lodo;
o Homogeneização e equalização de efluentes;
o Diluição de águas residuárias.
Os processos físicos utilizados para essas finalidades envolvem diversos dispositivos,
tais como: grades de limpeza manual ou mecanizada; peneiras estáticas, vibratórias ou
rotativas; caixas de areia simples ou aeradas; tanques de retenção de materiais flutuantes;
decantadores; flotadores de ar dissolvido; leitos de secagem de lodo; filtros prensa e a vácuo;
centrífugas; filtros de areia e adsorção em carvão ativado, dentre outros.
Processos químicos: são processos em que a utilização de produtos químicos é
necessária para aumentar a eficiência da remoção de um elemento ou substância, modificar
seu estado ou estrutura, ou simplesmente alterar suas características químicas. A acidificação
de um efluente visando a quebra de emulsão de certos óleos e graxas e o ajuste do pH de uma
solução para a precipitação de metais na forma de óxidos e hidróxidos são exemplos de
processos químicos de tratamento de águas residuárias. Quase sempre são utilizados
conjugados a processos físicos e algumas vezes a processos biológicos. Os principais são:
o Coagulação - floculação;
o Precipitação química;
o Oxidação;
o Cloração;
o Neutralização ou correção do pH.
Processos biológicos: são assim denominados por dependerem da ação de
microrganismos aeróbios ou anaeróbios. Os fenômenos inerentes à respiração e à alimentação
desses microrganismos são predominantes na transformação da matéria orgânica, sob a forma
de sólidos dissolvidos e em suspensão, em compostos simples como sais minerais, gás
carbônico, água e outros.
30
Os processos biológicos procuram reproduzir, em dispositivos racionalmente
projetados, os fenômenos biológicos observados na natureza, condicionando-se em área e
tempo economicamente justificáveis. Os mais conhecidos são:
o Lodos ativados e suas variações;
o Filtros biológicos anaeróbios ou aeróbios;
o Lagoas aeradas;
o Lagoas de estabilização facultativas e anaeróbias;
o Digestores anaeróbios de fluxo ascendente.
3.3.1 Classificação dos sistemas de tratamento de efluentes
Os sistemas de tratamento de águas residuárias, englobando um ou mais processos
descritos, são classificados em função do tipo de material a ser removido e da eficiência de
sua remoção. Conforme Braga et al. (2005), Santos (2007) e Dezotti et al. (2008), os sistemas
de tratamento de efluentes são assim classificados:
Tratamento preliminar: prepara as águas residuais para tratamento posterior,
reduzindo ou eliminando as características não favoráveis que poderiam impedir o
funcionamento ou aumentar excessivamente a manutenção dos equipamentos e
processos a jusante. Estas características incluem sólidos, abrasivos, odores e, em
certos casos, grandes cargas hidráulicas ou orgânicas. Processo composto por
unidades de operações físicas, ou seja, a triagem e a cominuição para a remoção de
detritos e de trapos, a remoção de areia para a eliminação de materiais grosseiros
em suspensão, e flotação para a remoção de óleo e graxa.
Tratamento primário: envolve a remoção parcial de sólidos suspensos e matéria
orgânica do esgoto por meio de operações físicas, tais como triagem e
sedimentação. Pré-aeração ou floculação mecânica com adições químicas podem
ser utilizadas para melhorar o tratamento primário. O tratamento primário atua
como um precursor para o tratamento secundário. Destina-se principalmente a
produção de um efluente adequado para o tratamento biológico a jusante e separar
sólidos de um lodo que pode ser conveniente e economicamente tratados antes do
31
descarte final. O efluente do tratamento primário contém uma boa quantidade de
matéria orgânica e é caracterizada por uma DBO relativamente elevada.
Tratamento secundário: o objetivo do tratamento secundário é a remoção de
matéria orgânica solúvel e coloidal e sólidos em suspensão que escaparam do
tratamento primário. Isso geralmente é feito por meio de processos biológicos,
nomeadamente o tratamento por lodos ativados e reatores de filme fixo, ou
sistemas lagunares e sedimentação.
Tratamento terciário/avançado: este tipo ultrapassa o nível de tratamento
secundário convencional para remover quantidades significativas de nitrogênio,
fósforo, metais pesados, compostos orgânicos biodegradáveis, bactérias e vírus.
Além de processos biológicos de remoção de nutrientes, outras operações unitárias
são frequentemente utilizadas para esse fim, como: coagulação química, floculação
e sedimentação seguida de filtração e carvão ativado. Menos frequentemente
utilizados incluem os processos de troca iônica e osmose reversa para a remoção
de íons específicos ou para redução de sólidos dissolvidos.
Conforme Peralta-Zamora et al. (2002), o aumento da complexidade e dificuldade no
tratamento de efluentes têxteis e industriais de um modo geral, tem levado a busca constante
de novas metodologias para tratamento destes rejeitos. Há uma variedade de métodos físicos,
químicos e biológicos e a escolha do melhor, ou melhores métodos, seguramente deve ser
feita levando-se em conta os objetivos a serem alcançados com o tratamento.
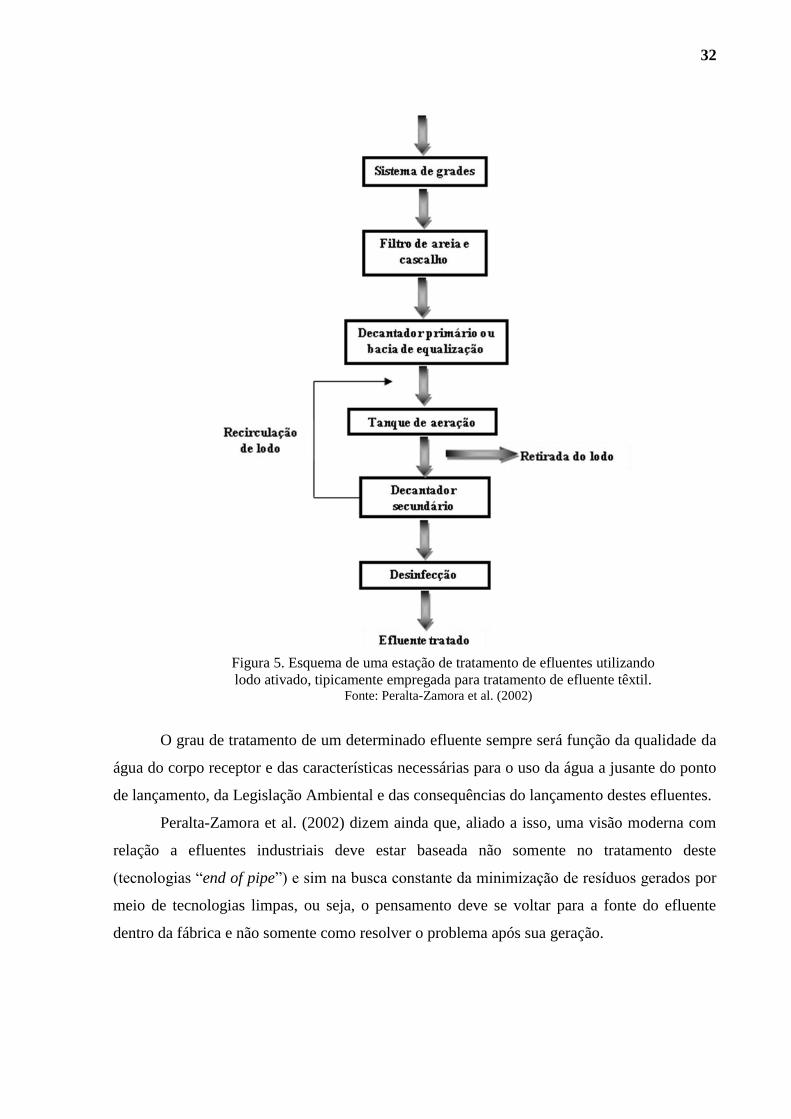
De acordo com Peralta-Zamora et al. (2002), em geral, na indústria têxtil os processos
de tratamento estão fundamentados na operação de sistemas físico-químicos de precipitação-
coagulação, seguidos de tratamento biológico via sistema de lodos ativados (Figura 5). O
sistema apresenta uma eficiência relativamente alta, permitindo a remoção de
aproximadamente 80% da carga de corantes. Infelizmente, o problema relacionado com o
acúmulo de lodo torna-se crítico, uma vez que o teor de corantes adsorvido é bastante
elevado, impedindo qualquer possibilidade de reaproveitamento.
32
Figura 5. Esquema de uma estação de tratamento de efluentes utilizando
lodo ativado, tipicamente empregada para tratamento de efluente têxtil. Fonte: Peralta-Zamora et al. (2002)
O grau de tratamento de um determinado efluente sempre será função da qualidade da
água do corpo receptor e das características necessárias para o uso da água a jusante do ponto
de lançamento, da Legislação Ambiental e das consequências do lançamento destes efluentes.
Peralta-Zamora et al. (2002) dizem ainda que, aliado a isso, uma visão moderna com
relação a efluentes industriais deve estar baseada não somente no tratamento deste
(tecnologias “end of pipe”) e sim na busca constante da minimização de resíduos gerados por
meio de tecnologias limpas, ou seja, o pensamento deve se voltar para a fonte do efluente
dentro da fábrica e não somente como resolver o problema após sua geração.
33
3.4 Processos Oxidativos Avançados (POA)
Conforme Teixeira e Jardim (2004), esses processos caracterizam-se por transformar a
grande maioria dos contaminantes orgânicos em dióxido de carbono, água e ânions
inorgânicos, por meio de reações de degradação que envolvem espécies transitórias oxidantes,
principalmente os radicais livres.
Perkowski e Kos (2003b), destacam ainda que os POA são processos não seletivos,
podendo degradar inúmeros compostos, independentemente da presença de outros. Além
disso, podem ser usados para destruir compostos orgânicos tanto em fase aquosa, como em
fase gasosa ou adsorvidos numa matriz sólida.
Segundo Stasinakis (2008), o principal mecanismo dos POA é a geração de radicais
livres hidroxila (HO•) altamente reativos. Estes radicais são eficazes na destruição de
produtos químicos orgânicos porque eles são eletrófilos e reativos. Os mesmos reagem de
forma rápida e não seletiva com quase todos os compostos orgânicos ricos em elétrons.
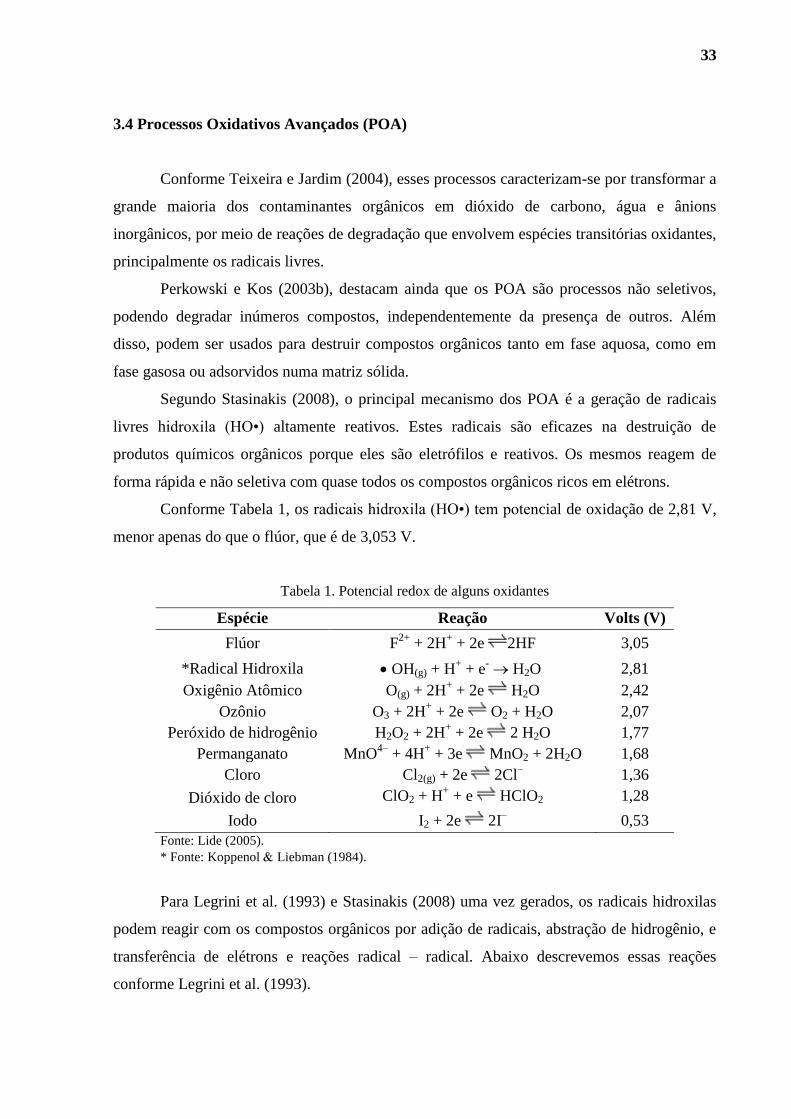
Conforme Tabela 1, os radicais hidroxila (HO•) tem potencial de oxidação de 2,81 V,
menor apenas do que o flúor, que é de 3,053 V.
Tabela 1. Potencial redox de alguns oxidantes
Espécie Reação Volts (V)
Flúor F2+
+ 2H+ + 2e 2HF 3,05
*Radical Hidroxila OH(g) + H+ + e
- H2O 2,81
Oxigênio Atômico O(g) + 2H+ + 2e H2O 2,42
Ozônio O3 + 2H+ + 2e O2 + H2O 2,07
Peróxido de hidrogênio H2O2 + 2H+ + 2e 2 H2O 1,77
Permanganato MnO4–
+ 4H+ + 3e MnO2 + 2H2O 1,68
Cloro Cl2(g) + 2e 2Cl– 1,36
Dióxido de cloro ClO2 + H+ + e HClO2 1,28
Iodo I2 + 2e 2I– 0,53
Fonte: Lide (2005).
* Fonte: Koppenol Liebman (1984).
Para Legrini et al. (1993) e Stasinakis (2008) uma vez gerados, os radicais hidroxilas
podem reagir com os compostos orgânicos por adição de radicais, abstração de hidrogênio, e
transferência de elétrons e reações radical – radical. Abaixo descrevemos essas reações
conforme Legrini et al. (1993).
34
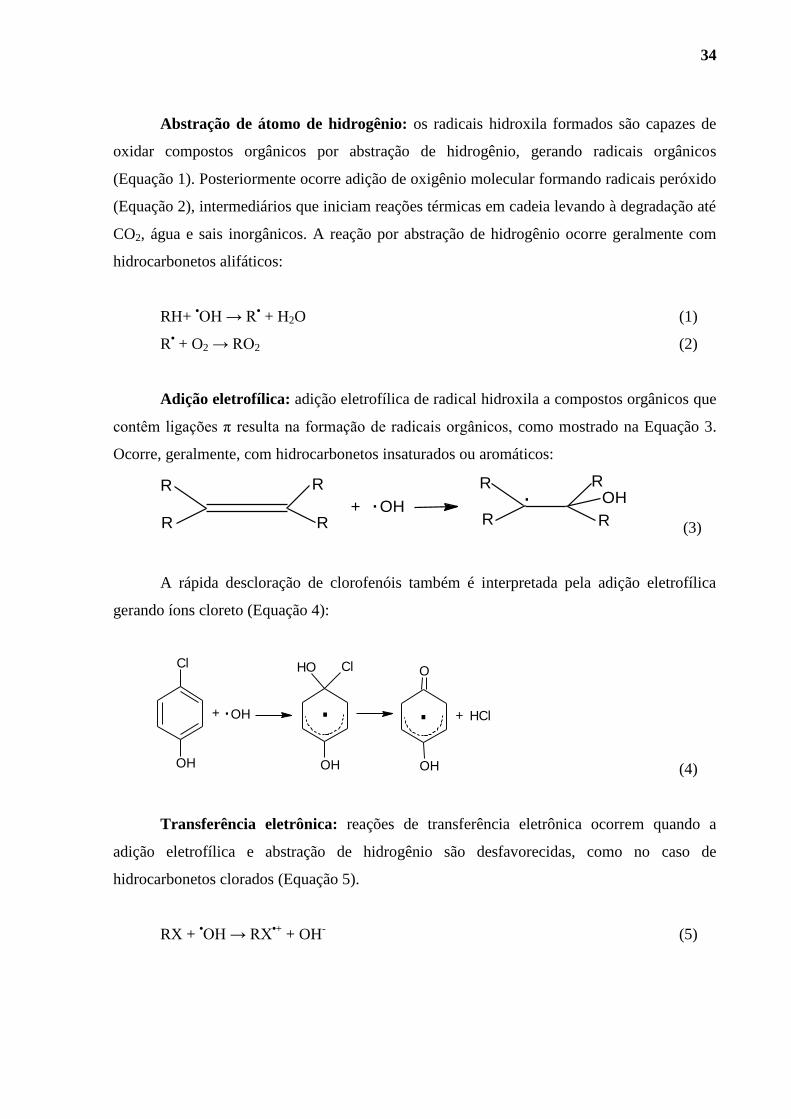
Abstração de átomo de hidrogênio: os radicais hidroxila formados são capazes de
oxidar compostos orgânicos por abstração de hidrogênio, gerando radicais orgânicos
(Equação 1). Posteriormente ocorre adição de oxigênio molecular formando radicais peróxido
(Equação 2), intermediários que iniciam reações térmicas em cadeia levando à degradação até
CO2, água e sais inorgânicos. A reação por abstração de hidrogênio ocorre geralmente com
hidrocarbonetos alifáticos:
RH+ •OH → R
• + H2O (1)
R• + O2 → RO2 (2)
Adição eletrofílica: adição eletrofílica de radical hidroxila a compostos orgânicos que
contêm ligações π resulta na formação de radicais orgânicos, como mostrado na Equação 3.
Ocorre, geralmente, com hidrocarbonetos insaturados ou aromáticos:
R
R
R
R+ OH.
R
R
R
R
OH.
(3)
A rápida descloração de clorofenóis também é interpretada pela adição eletrofílica
gerando íons cloreto (Equação 4):
OH
Cl
+ OH.
OH
Cl
OH
O
. + HCl
HO
.
(4)
Transferência eletrônica: reações de transferência eletrônica ocorrem quando a
adição eletrofílica e abstração de hidrogênio são desfavorecidas, como no caso de
hidrocarbonetos clorados (Equação 5).
RX + •OH → RX
•+ + OH
- (5)
35
Reações radical-radical
As reações radicalares, também podem ocorrer, no entanto, são indesejáveis do ponto
de vista de oxidação dos compostos orgânicos, pois consomem radicais •OH, prejudicando a
eficiência do processo de fotodegradação, Equações 6 e 7.
2•OH → H2O2 k = 5,3 x 10
9 mol
-1. L. s
-1 (6)
H2O2 + •OH → HO2
• + H2O k = 2,7 x 10
7 mol
-1. L. s
-1 (7)
A predominância de uma ou outra reação dependerá de vários fatores, entre eles a
presença e concentração do substrato orgânico, bem como sua biodegradabilidade.
3.4.1 Os sistemas típicos de Processos Oxidativos Avançados
Para Stasinakis (2008), um grande número de métodos são classificados sob a
definição ampla de POA. Dentre os diversos tipos disponíveis, os métodos que combinam,
dióxido de titânio/UV, peróxido de hidrogênio/UV e as reações de Fenton parecem ser
algumas das mais populares tecnologias para tratamento de águas residuais. Os POAs têm
demonstrado bom desempenho na remoção de corantes têxteis, como é apresentado no
trabalho de Perkowski e Kos (2003a).
De acordo com a EPA (1998, 2001) os Processos Oxidativos Avançados são
classificados em fotoquímicos e não fotoquímicos.
Conforme EPA (1998) os processos fotoquímicos são:
o Ultravioleta de Vácuo (UVV): caracteriza-se pela fotólise da água utilizando
radiação UV de um comprimento de onda menor que 190 nm produzindo OH
e radicais de hidrogênio (H). Os resultados obtidos em escala de bancada
indicaram que a fotólise através do UVV é eficaz no tratamento da água e dos
fluxos de ar úmidos contaminados.
o Ultravioleta (UV)/Processos Oxidativos: geralmente envolvem geração de
OH por meio da fotólise por UV de oxidantes convencionais, incluindo o
peróxido de hidrogênio (H2O2) e ozônio (O3). Ambos UV/H2O2 e UV/O3, são
36
processos que estão disponíveis comercialmente, assim como algumas
variações destes processos, por exemplo, UV/O3/H2O2 e UV/H2O2/Catalisador.
o Foto-Fenton: caracteriza-se pela decomposição de H2O2, utilizando o íon Fe2+
ou Fe3+
que sob condições ácidas, na presença da radiação UV, produz OH.
As taxas de remoção e o grau de mineralização dos poluentes orgânicos com o
Fe2+
/H2O2 e Fe3+
/H2O2, são melhoradas consideravelmente com a irradiação
próxima da radiação UV e luz visível.
o POAs sensibilizados: estes processos podem ser classificados como corantes-
sensibilizados e semicondutores sensibilizados. Em um processo POA corante-
sensibilizado, a luz visível é absorvida pelo corante, o que excita as moléculas
para um estado de energia mais elevado. O corante excitado em seguida,
transfere parte de sua energia excedente para outras moléculas presentes no
fluxo de resíduos, produzindo uma reação química. Quando o oxigênio
dissolvido recebe a energia da molécula excitada de um corante, como o azul
de metileno, o oxigênio dissolvido é convertido em oxigênio singlete2, um
poderoso oxidante.
Em um processo POA de semicondutores sensibilizados, semicondutores de
metal são usados para destruir os contaminantes ambientais, por meio de
reações redox induzidas pela luz. Essas reações envolvem a geração de bandas
de elétrons de condução e “buracos” nas bandas de valência pela radiação UV
em materiais semicondutores como o dióxido de titânio (TiO2). Neste
processo, a formação e a disponibilidade de OH são maximizados pela adição
de oxidantes como H2O2 e O3.
A matriz UV/TiO2 é um sistema de POA que já está disponível em escala
comercial para o tratamento de água e ar contaminados.
Para a EPA (2001) os processos não fotoquímicos se dividem em:
2 O oxigênio singlete é uma espécie eletronicamente excitada da molécula de oxigênio. Já a molécula de
oxigênio no estado fundamental é um triplete.
37
o Fenton: caracteriza-se pela decomposição do H2O2 utilizando o íon Fe2+
ou
Fe3+
que sob condições ácidas produz OH. Diversas variações do processo
Fenton têm sido pesquisadas, e alguns deles têm mostrado vantagens sobre o
processo Fenton clássico. Por exemplo, nos processos eletro-Fenton e bio-
Fenton, pelo menos um dos dois reagentes é produzido, eliminando assim a
necessidade de fornecer continuamente um reagente químico. Sistemas com
processos Fenton estão disponíveis em escala comercial.
o O3/H2O2: nesse processo, dois OH são formados para cada mol de H2O2
reagindo com dois mols de O3. Este processo é usado para o tratamento de
água contaminada. Já existe a produção de sistemas que utilizam este processo
em escala comercial.
o Oxidação eletroquímica: nesse processo, existem fluxos de eletricidade por
meio de um reator eletroquímico composto de eletrodos separados por um
eletrólito. Reações de oxidação e redução ocorrem na superfície dos eletrodos
e o produto final do processo eletroquímico é OH. Aplicações de bancada
demonstram que o processo de oxidação eletroquímica tem um potencial
significativo no tratamento de água contaminada.
o Oxidação pela água supercrítica: envolve a oxidação de compostos
orgânicos em água a temperaturas e pressões acima do ponto crítico da água
(374 ºC, 22 Mpa), na presença de um oxidante. Dois oxidantes comumente
usados neste processos são O2 e H2O2. Quando O2 é o oxidante, radicais livres
são formados inicialmente pela remoção de um átomo de hidrogênio a partir
das mais fracas ligações C-H ou O-H de compostos orgânicos presentes na
água contaminada. Esta etapa é seguida por reações severas envolvendo
radicais orgânicos e O2. H2O2 e hidroperóxidos formados nessas reações
decompõem para formar OH. Quando H2O2 é o oxidante usado, a
decomposição do H2O2 sob condições supercríticas produzem OH. Este
processo já é comercializado.
o Cavitação: refere-se a formação, crescimento, e colapso de cavidades cheias
de gases e vapores (bolhas) em uma matriz líquida. O colapso dessas cavidades
produz em certos pontos, alta temperatura (cerca de 5.000 ºC) e alta pressão
(cerca de 50 Mpa). As condições extremas geradas durante a cavitação
38
resultam na formação de OH. Os métodos que induzem a cavitação incluem a
irradiação ultra-sônica da água, descargas de alta-voltagem em água e criando
um diferencial de pressão em um fluxo de água corrente.
o Descarga elétrica baseada em plasma não térmico: este processo tem sido
usado para o tratamento de ar contaminado. Um plasma não térmico é um
plasma em que a energia cinética média de elétrons, ou temperatura, é
significativamente mais alta que nas moléculas num volume de gás que está a
temperatura ambiente. Tradicionalmente, o plasma não térmico é produzido
por uma descarga elétrica sob um campo elétrico forte. Plasmas não térmicos
podem ser gerados por irradiação de feixes de elétrons ou descarga elétrica. A
principal diferença desses dois processos envolve o local onde os elétrons de
alta energia são gerados.
o Raios : este processo tem sido usado para o tratamento de água, ar e solo
contaminados. Raios gamas são fótons de alta energia (radiação
eletromagnética) emitidos por núcleos atômicos excitados em transição para
um estado de baixa excitação. Quando colidem, os raios gama irradiados com
água geram elétrons ao longo da trajetória dos fótons. Os elétrons de alta
energia gerados podem iniciar milhares de reações dissipando energia na água
irradiada. As reações podem provocar a formação de três principais espécies
reativas que podem destruir compostos orgânicos (OH, os elétrons aquosos e
os radicais de hidrogênio), tornando o processo de raios gama mais semelhante
ao processo de feixes de elétrons do que com processos fotoquímicos.
o Raios X: são fótons de alta energia gerados por meio da aceleração de elétrons
de alta energia na forma de um feixe de elétrons e contra um material com um
elevado número atômico. Raios X são emitidos quando os elétrons de alta
energia são desacelerados no campo nuclear do átomo alvo no material sólido.
Como os Raios quando colidem, os Raios X irradiados com água geram
elétrons ao longo da trajetória dos fótons. Os elétrons de alta energia gerados
podem iniciar diversas reações dissipando energia na água irradiada, podendo
provocar a formação de três principais espécies reativas que podem destruir
compostos orgânicos, a saber, OH, os elétrons aquosos, e os radicais de
hidrogênio, como ocorre nos processos com Raios .
39
o Feixe de elétrons: envolve a irradiação de água ou ar com um feixe de elétrons
de alta energia produzido por um acelerador de elétrons. No acelerador de
elétrons, uma corrente elétrica (corrente de feixe) passa por um filamento de
tungstênio em um vácuo para produzir um fluxo de elétrons. Este fluxo de
elétrons é acelerado através da aplicação de um campo elétrico a uma tensão
especificada, e é focado em um feixe por dispositivos de colimação. No
processo a irradiação da água provoca a formação de três principais espécies
reativas (OH, os elétrons aquosos e os radicais de hidrogênio) que podem
destruir compostos orgânicos.
3.4.2 Fenton
Este processo é caracterizado pela reação, que ocorre independente de luz, do íon Fe2+
com H2O2, publicado pela primeira vez por Fenton (1894). Para Lucas e Peres (2006) a
principal vantagem deste processo é sua simplicidade. Outras vantagens são o fato dos
reagentes estarem prontamente disponíveis no mercado a um custo moderado e o uso de
equipamentos simples. Conforme EPA (2001), o processo Fenton tem sido usado para o
tratamento de água e solos contaminados, o mesmo é representado pela equação abaixo:
H2O2 + Fe2+ Fe
3+ + HO
- + HO
(8)
O íon Fe2+
inicia e cataliza a decomposição do H2O2, resultando na geração de radicais
HO
(LUCAS e PERES, 2006). Os radicais hidroxilas são capazes de rapidamente atacar
substratos orgânicos (RH), causando a decomposição química por abstração de H e adição em
ligações insaturadas C-C:
RH + HO R
+ H2O (9)
R + Fe
3+ R
+ + Fe
2+ (10)
R+ + H2O ROH + H
+ (11)
Numerosas reações competem entre si, envolvendo o íon Fe2+
, Fe3+
, H2O2, radicais
hidroxilas, radicais hidroperoxilas e radicais derivados do substrato orgânico. Os radicais

40
hidroxilas podem ser consumidos reagindo com Fe2+
(Eq. 12) ou peróxido de hidrogênio (Eq.
13):
HO + Fe
2+ HO
- + Fe
3+ (12)
HO + H2O2 H2O + HO2
(13)
O Fe3+
formado nas reações (8) e (12) podem reagir com H2O2 seguido de um
mecanismo que envolvem os radicais hidroxila e hidroperoxila, com a regeneração do Fe2+
(Eq. 14-17):
Fe3+
+ H2O2 Fe-OOH2+
+ H+ (14)
Fe-OOH2+
HO2 + Fe
2+ (15)
Fe2+
+ HO2 Fe
3+ + HO2
- (16)
Fe3+
+ HO2 Fe
2+ + H
+ + O2 (17)
3.4.3 Foto-Fenton
O processo foto-Fenton é caracterizado pela combinação dos reagentes de Fenton com
a radiação UV-Visível, conforme é possível se observar no trabalho de Rathi et al. (2003). De
acordo com Domènech et al. (2001), com a incidência da radiação UV-Visível a reação de
Fenton tem uma melhora significativa na sua eficiência.
Segundo Rathi et al. (2003) as principais reações que ocorrem neste processo são:
hv
Fe2+
+ H2O2 Fe3+
+ HO + HO
- (18)
Fe2+
+ HO (Fe-OH)
2+ (19)
hv
(Fe-OH)2+
Fe2+
+ HO (20)
3.4.4 UV/H2O2
Conforme a EPA (1998) a geração de OH pelo processo UV/H2O2 se dá da seguinte
forma:
41
hv
H2O2 2 OH (21)
Segundo Shu e Chang (2005) e Bali et al. (2004) o uso combinado do H2O2 e UV é mais
eficiente do que os mesmo utilizados separadamente.
De acordo com a EPA (1998) as lâmpadas de mercúrio de baixa pressão de pico de
emissão a 254 nm são normalmente utilizadas para produzir a radiação UV, mas estas
lâmpadas não são a melhor escolha, já que o processo de absorção máxima de radiação UV
pelo H2O2 ocorre em aproximadamente 220 nm e porque o coeficiente de absorção molar do
H2O2 a 254 nm é baixa, apenas 19,6 L.cm-1
.mol-1
. Se as lâmpadas de baixa pressão de vapor
de mercúrio são usadas, uma alta concentração de H2O2 é necessária no meio para gerar OH,
devido ao baixo coeficiente molar de absorção.
Para Domènech et al. (2001), em um meio com excesso de peróxido e altas
concentrações de OH, há uma tendência de haver reações competitivas que produzem um
efeito inibitório para a degradação. Os OH são suscetíveis de recombinarem ou de reagirem
de acordo com as equações abaixo:
HO + H2O2 HO2
+ H2O (22)
HO2 + H2O2 HO
+ H2O + O2 (23)
2 HO2 H2O2 + O2 (24)
HO2 + HO
H2O + O2 (25)
3.5 Reúso de águas residuárias
O reúso de água residuária tem chamado a atenção dos industriários, já que essa
prática pode trazer diversos benefícios, como a redução de custos no processo produtivo. Vale
ressaltar que o reúso é uma das premissas da Produção mais Limpa (P + L).
Para Bastian et al. (2009), em linhas gerais, o conceito de P + L pode ser resumido
como uma série de estratégias, práticas e condutas econômicas, ambientais e técnicas, que
evitam ou reduzem a emissão de poluentes no meio ambiente por meio de ações preventivas,
ou seja, evitando a geração de poluentes ou criando alternativas para que estes sejam
reutilizados ou reciclados. Os mesmos ressaltam ainda que essas estratégias podem ser
42
aplicadas a processos, produtos e até mesmos serviços, e incluem alguns procedimentos
fundamentais que inserem a P + L nos processos de produção. Dentre eles, é possível citar a
redução ou eliminação do uso de matérias-primas tóxicas, aumento da eficiência no uso de
matérias-primas, água ou energia, redução na geração de resíduos e efluentes, e reúso de
recursos, entre outros.
Conforme Bastian et al. (2009), é a empresa que obtém os maiores benefícios para o
seu próprio negócio. Para ela, a P + L pode significar redução de custos de produção; aumento
de eficiência e competitividade; diminuição dos riscos de acidentes ambientais; melhoria das
condições de saúde e de segurança do trabalhador; melhoria da imagem da empresa junto a
consumidores, fornecedores, poder público, mercado e comunidades; ampliação de suas
perspectivas de atuação no mercado interno e externo; maior acesso a linhas de
financiamento; melhoria do relacionamento com os órgãos ambientais e a sociedade, entre
outros.
Dentro das diversas possibilidades de práticas de P + L iremos ressaltar aqui o reúso
de águas residuárias, especialmente para a indústria têxtil.
3.5.1 Vantagens e Classificação
No Brasil, as externalidades ambientais associadas ao setor industrial e ao rápido
crescimento urbano, no contexto do desenvolvimento das regiões metropolitanas, apontam
para cenários futuros de escassez hídrica. Como as exigências ambientais foram se tornando
cada vez mais restritivas, os planejadores concluíram que dados os altos investimentos
requeridos para o tratamento dos efluentes, se torna mais vantajoso reutilizar estes efluentes
ao invés de lançá-los de volta aos rios (FIESP, 2004).
As principais vantagens ambientais e sociais do reúso de águas residuárias são a
redução do lançamento de efluentes industriais em corpos d’água e o consequente aumento de
disponibilidade de água para usos mais exigentes. Economicamente esse tipo de prática reduz
os custos de produção já que um dos insumos será reutilizado. Outra vantagem é a
contribuição para o atendimento de exigências do mercado nacional e internacional, quanto ao
atendimento das exigências ambientais, tornando assim o produto mais competitivo.
Para Braga et al. (2005) embora a prática de reúso seja uma ferramenta bastante útil
para minimizar os problemas de escassez de água, principalmente em regiões urbanas e
43
industrializadas, a adoção dessa deve ser devidamente planejada de maneira a minimizar os
riscos sobre a saúde humana e sobre o desempenho das atividades nas quais está sendo
aplicado o reúso.
De acordo com Florencio et al. (2006), o uso de água, com qualidade inadequada,
pode causar problemas aos processos industriais, como incrustações, corrosão e manchas,
provocando aumento de custo pela manutenção preventiva ou corretiva.
Conforme FIESP (2004) para a adoção de práticas de reúso de águas residuárias é
recomendável se fazer um estudo de viabilidade técnica e econômica, já que do ponto de vista
financeiro, a opção pela implantação de iniciativas de conservação e reúso de água deve levar
em consideração os vários custos e benefícios envolvidos, os quais deverão ser comparados
com aqueles resultantes da opção pela não implantação de qualquer medida de conservação e
reúso.
As discussões sobre o reúso de água não são tão recentes, como muitos imaginam.
Uma das classificações mais antigas para reúso de água é o da Organização Mundial de
Saúde, conforme WHO (1973). Para a mesma o reúso pode ser: direto, indireto e de
reciclagem interna. O reúso direto é o uso planejado e deliberado de esgotos tratados para
certas finalidades como irrigação, uso industrial, recarga de aqüíferos e água potável. O reúso
indireto ocorre quando a água já usada, uma ou mais vezes para o uso doméstico ou industrial,
é descarregada nas águas superficiais ou subterrâneas e utilizada novamente a jusante. E a
reciclagem é o reúso da água internamente às instalações industriais, tendo como objetivo a
economia de água e o controle da poluição.
Aproximadamente uma década depois Westerhoff (1984) classifica o reúso de água
em duas grandes categorias: potável e não potável. Segundo Mancuso e Santos (2003) esta
classificação foi adotada, por sua praticidade e facilidade, pela Associação Brasileira de
Engenharia Sanitária e Ambiental (ABES), secção São Paulo, tendo sido amplamente
divulgada em sua série chamada de “Cadernos de Engenharia Sanitária e Ambiental” em
1992. Posteriormente a EPA (2004a) classificou o reúso potável em direto e indireto,
conforme é possível se observar abaixo:
Reúso potável direto: quando o esgoto recuperado por meio de tratamento avançado
é reutilizado diretamente como água potável;
44
Reúso potável indireto: quando o esgoto após tratamento é disposto em águas
superficiais ou subterrâneas (para diluição, purificação natural) e posteriormente é
captado para tratamento e utilização como água potável;
Reúso não potável: classificado em diversas categorias de acordo com a sua
destinação, podendo ser para fins agrícolas, fins industriais, fins recreacionais, fins
domésticos, manutenção de vazões, aquicultura, recarga de aquíferos, etc.
É perceptível que os conceitos são semelhantes, mas o que irá interessar aqui é o uso
industrial dos efluentes tratados, processos estes chamados pela WHO (1973) de reciclagem
interna e por Westerhoff (1984) de reúso não potável.
3.5.2 Usos Industriais
Como afirma Mancuso e Santos (2003) o reúso de água para fins industriais consiste
na utilização desse efluente, em vez de sua disposição no meio ambiente. Evidentemente, o
uso que será feito desse esgoto tratado definirá os processos e as operações unitárias
adicionais necessárias para o condicionamento desse esgoto.
Os avanços nas tecnologias de tratamento de água têm permitido às indústrias uso de
águas de qualidade inferior.
Para EPA (2004a) a adequação da água residuária para uso em processos industriais
depende do uso particular. Por exemplo, a indústria de eletrônicos requer água semelhante à
destilada para a lavagem das placas de circuito e outros componentes eletrônicos. Por outro
lado, as indústrias de curtumes podem usar água de qualidade inferior. Os requisitos para os
produtos têxteis, papel e celulose e fabricação de metal são intermediárias. Assim, para
investigar a viabilidade de reúso industrial com água residuária, os usuários em potencial
devem ser contatados para determinar os requisitos específicos para a sua água de processo.
De acordo com a EPA (2004a) para a maioria das indústrias o maior uso de água
residuária é em processos de refrigeração.
Para os usos industriais Mancuso e Santos (2003) sugerem a seguinte classificação:
reúso macroexterno, reúso macrointerno e reúso interno específico.
45
Reúso macroexterno: esta modalidade consiste no aproveitamento do efluente tratado
por indústrias próximas a estações de tratamento e recuperação para reúso.
Reúso macrointerno: baseia-se nas possibilidades internas de reúso.
Reúso interno específico: consiste em efetuar a reciclagem de efluentes de quaisquer
processos industriais, nos próprios processos nos quais são gerados, ou em outros
processos que se desenvolvem em sequência e que suportam qualidade compatível
com o efluente em consideração.
No caso do reúso macroexterno, a utilização de água de reúso proveniente de estações
de tratamento de efluentes de origem doméstica pode ser reaproveitada após sistemas de
tratamento convencional. Já as águas de reúso provenientes de estações de tratamento de
efluentes urbanos para processos industriais têm sido utilizadas, predominantemente, em
sistemas de refrigeração, em especial, nos empreendimentos localizados próximos às estações
de tratamento de esgoto - ETE´s (FIESP, 2004).
Segundo Mancuso e Santos (2003) os usos industriais que apresentam possibilidade de
viabilização em áreas de concentração industrial significativa são basicamente o seguinte:
torre de resfriamento; caldeiras; lavagem de peças e equipamentos, principalmente nas
indústrias mecânica e metalúrgica; irrigação de áreas verdes de instalações industriais;
lavagem de pisos e veículos; processos industriais.
Segundo FIESP (2004) a prática de reúso macrointerno pode ser implantada de duas
maneiras distintas:
Reúso em Cascata: o efluente originado em um determinado processo industrial é
diretamente utilizado em um processo subsequente, devido ao fato das características
do efluente disponível serem compatíveis com os padrões de qualidade da água a ser
utilizada.
Reúso de efluentes tratados: é o tipo de reúso mais amplamente discutido nos dias
atuais e consiste na utilização de efluentes que foram submetidos a um processo de
tratamento. Em função da complexidade da atividade na qual se pretende aplicar a
prática de reúso é necessário conduzir um estudo detalhado para implantar cada uma
das opções disponíveis. Em muitos casos, pode ser necessário promover alterações nos
46
procedimentos de coleta e armazenagem de efluentes, principalmente quando o
enfoque é o reúso em cascata.
De acordo com FIESP (2004), dentro da filosofia de minimização da demanda de água
e da geração de efluentes, é importante que seja priorizado o reúso em cascata, pois ao mesmo
tempo em que o consumo de água é minimizado o volume de efluente a ser tratado é
reduzido. Cabe observar que, à medida que a demanda de água e a geração de efluentes são
reduzidas, ocorre uma elevação na concentração de contaminantes no efluente remanescente,
o que pode limitar o reúso desse efluente.
Mancuso e Santos (2003) ressalta que internamente a indústria específica, programas
de reúso podem ser concebidos empregando as práticas relativas ao reúso macrointerno e
reúso interno específico, de maneira sucessiva ou simultaneamente.
Conforme FIESP (2004), de maneira geral, a prática do reúso só poderá ser aplicada
caso as características do efluente disponível sejam compatíveis com os requisitos de
qualidade exigidos pela aplicação na qual se pretende usar o efluente como fonte de
abastecimento. Isto implica na necessidade de identificar as demandas potenciais para o
efluente disponível. Assim, qualquer que seja a estratégia adotada é de fundamental
importância que a prática de reúso seja devidamente planejada, a fim de que sejam obtidos os
máximos benefícios associados e para que ela possa ser sustentável ao longo do tempo.
3.5.2.1 O reúso na indústria têxtil
Conforme os trabalhos de Colindres et al. (2010), Schoeberl et al. (2004) e Allègre et
al. (2006), a indústria têxtil apresenta elevado potencial para aplicação de técnicas que
viabilizem o reúso de água, dada a grande quantidade demandada desse insumo na produção,
e as diversas possibilidades de recondicionamento de seus efluentes, tratados por processos
convencionais ou não.
Para Lu et al. (2010) a reutilização de efluentes representa um desafio econômico e
ecológico para o setor têxtil. Conforme a EPA (2004a) diversas características devem ser
observadas no efluente em estudo para o reúso, dentre elas, a cor merece destaque. Os
corantes não fixados no processo de tingimento acabam por colorir o efluente originado neste

47
processo, tornando-o de difícil tratamento já que os mesmo não são biodegradáveis,
dificultando o seu reúso.
Conforme Matiolli et al. (2005) a caracterização do efluente originado nos diversos
processos dentro da indústria têxtil é muito importante para se formular estratégias de
tratamentos e reúsos.
48
4 MATERIAIS E MÉTODOS
Os Processos Oxidativos Avançados, Fenton, foto-Fenton e UV/H2O2, foram aplicados
primeiramente em um efluente têxtil sintético com a finalidade de se obter uma condição
ótima de cada processo na remoção de cor e DQO. Após isto, as condições ótimas do
processo mais eficiente foram aplicadas num efluente têxtil real.
Os experimentos com o efluente têxtil sintético foram realizados no Laboratório de
Saneamento do Centro de Tecnologia da Universidade Federal do Piauí (UFPI). Já os
experimentos com o efluente têxtil real foram realizados no Laboratório de Energia e Meio
Ambiente (LEMA) do Departamento de Engenharia Química e Engenharia de Alimentos da
Universidade Federal de Santa Catarina (UFSC).
4.1 Processos Fenton, foto-Fenton e UV/ H2O2
Em todos os processos Fenton e foto-Fenton foram utilizados os reagentes, H2O2 (35%
w/w) e FeSO4.7H2O em proporções previamente definidas, como é possível se observar na
Tabela 2. Já no processo UV/H2O2 foi utilizado apenas o H2O2 (35% w/w).
Os Processos Oxidativos Avançados estudados e aplicados no efluente têxtil sintético
foram em pH ácido, a saber, 2 e 3. Já no efluente real os POAs foram aplicados em pH = 3.
O pH foi determinado e monitorado com a utilização de um potenciômetro. O mesmo
era ajustado utilizando-se H2SO4 e NaOH.
Nos processos Fenton, o FeSO4.7H2O foi adicionado primeiro e em seguida o H2O2.
Nos processos foto-Fenton após a adição dos reagentes, na mesma sequência utilizada no
Fenton, foi ligada a lâmpada de 80W que funcionava como fonte de luz UV. Nos processos
UV/H2O2, primeiro foi adicionado H2O2 e em seguida ligada a lâmpada.
O tempo 0 (zero) foi estabelecido como o branco, ou seja, o efluente no seu estado
natural, sem a adição de nenhum reagente.
No final de cada reação, eram retiradas amostras para análise do peróxido residual,
conforme método iodométrico descrito por Ohlweiler (1968). O efluente restante tinha o seu
pH elevado a 7.
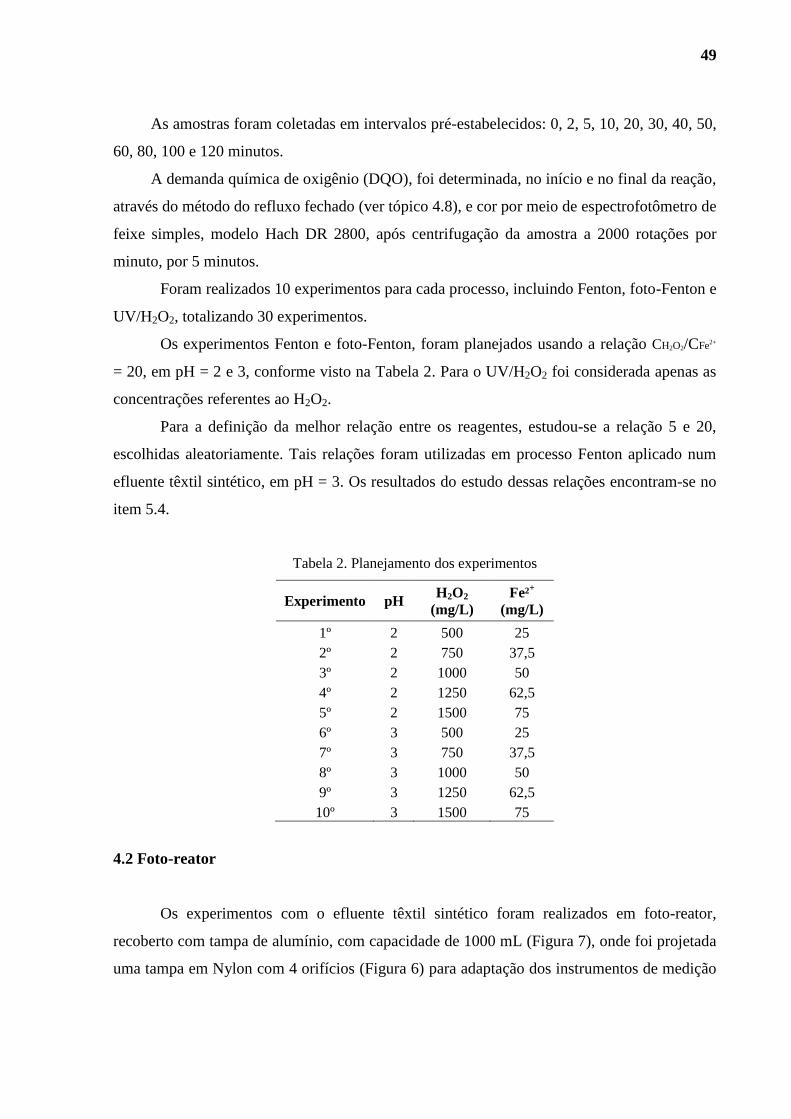
49
As amostras foram coletadas em intervalos pré-estabelecidos: 0, 2, 5, 10, 20, 30, 40, 50,
60, 80, 100 e 120 minutos.
A demanda química de oxigênio (DQO), foi determinada, no início e no final da reação,
através do método do refluxo fechado (ver tópico 4.8), e cor por meio de espectrofotômetro de
feixe simples, modelo Hach DR 2800, após centrifugação da amostra a 2000 rotações por
minuto, por 5 minutos.
Foram realizados 10 experimentos para cada processo, incluindo Fenton, foto-Fenton e
UV/H2O2, totalizando 30 experimentos.
Os experimentos Fenton e foto-Fenton, foram planejados usando a relação CH2O2/CFe2+
= 20, em pH = 2 e 3, conforme visto na Tabela 2. Para o UV/H2O2 foi considerada apenas as
concentrações referentes ao H2O2.
Para a definição da melhor relação entre os reagentes, estudou-se a relação 5 e 20,
escolhidas aleatoriamente. Tais relações foram utilizadas em processo Fenton aplicado num
efluente têxtil sintético, em pH = 3. Os resultados do estudo dessas relações encontram-se no
item 5.4.
Tabela 2. Planejamento dos experimentos
Experimento pH H2O2
(mg/L)
Fe²+
(mg/L)
1º 2 500 25
2º 2 750 37,5
3º 2 1000 50
4º 2 1250 62,5
5º 2 1500 75
6º 3 500 25
7º 3 750 37,5
8º 3 1000 50
9º 3 1250 62,5
10º 3 1500 75
4.2 Foto-reator
Os experimentos com o efluente têxtil sintético foram realizados em foto-reator,
recoberto com tampa de alumínio, com capacidade de 1000 mL (Figura 7), onde foi projetada
uma tampa em Nylon com 4 orifícios (Figura 6) para adaptação dos instrumentos de medição
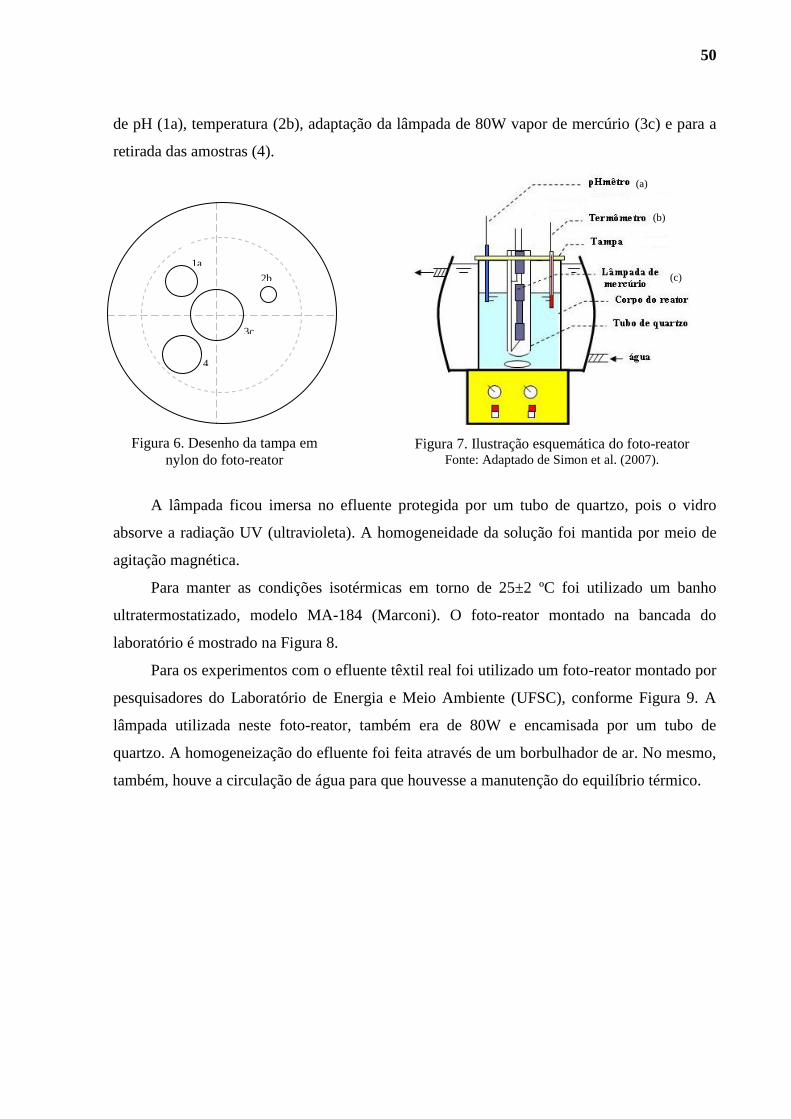
50
de pH (1a), temperatura (2b), adaptação da lâmpada de 80W vapor de mercúrio (3c) e para a
retirada das amostras (4).
Figura 6. Desenho da tampa em
nylon do foto-reator Figura 7. Ilustração esquemática do foto-reator
Fonte: Adaptado de Simon et al. (2007).
A lâmpada ficou imersa no efluente protegida por um tubo de quartzo, pois o vidro
absorve a radiação UV (ultravioleta). A homogeneidade da solução foi mantida por meio de
agitação magnética.
Para manter as condições isotérmicas em torno de 25±2 ºC foi utilizado um banho
ultratermostatizado, modelo MA-184 (Marconi). O foto-reator montado na bancada do
laboratório é mostrado na Figura 8.
Para os experimentos com o efluente têxtil real foi utilizado um foto-reator montado por
pesquisadores do Laboratório de Energia e Meio Ambiente (UFSC), conforme Figura 9. A
lâmpada utilizada neste foto-reator, também era de 80W e encamisada por um tubo de
quartzo. A homogeneização do efluente foi feita através de um borbulhador de ar. No mesmo,
também, houve a circulação de água para que houvesse a manutenção do equilíbrio térmico.
1a
2b
3c
4
(a)
(b)
(c)
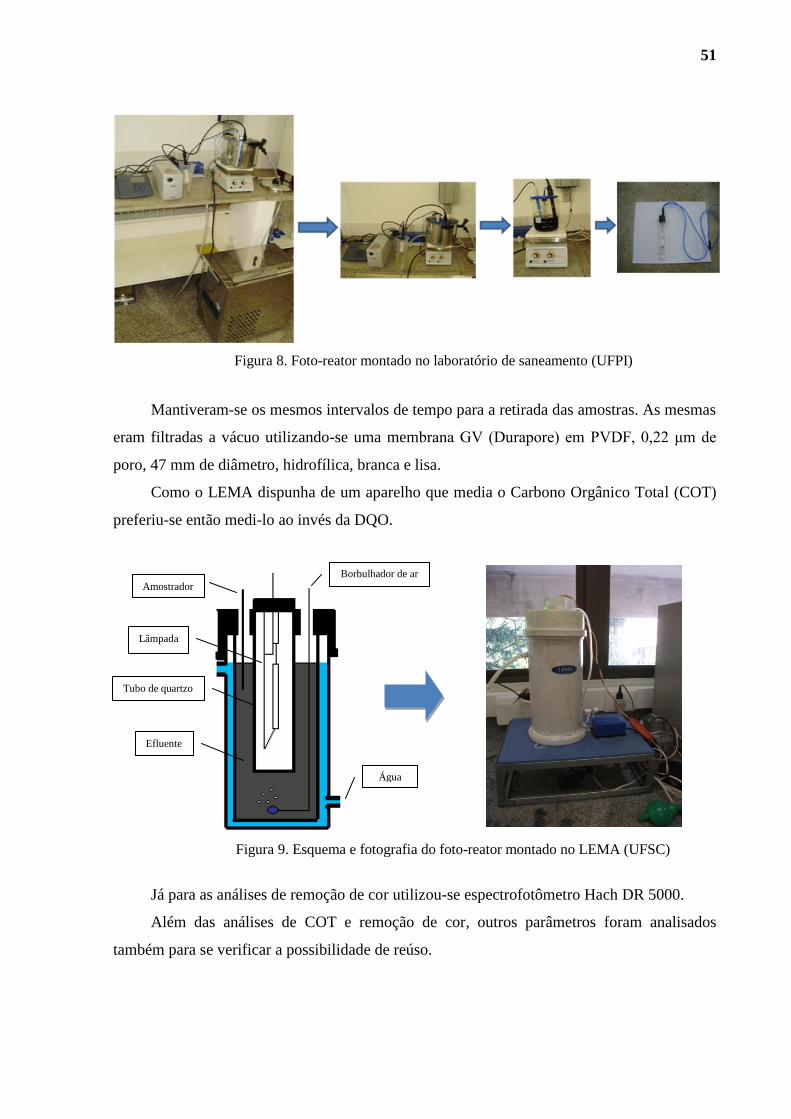
51
Figura 8. Foto-reator montado no laboratório de saneamento (UFPI)
Mantiveram-se os mesmos intervalos de tempo para a retirada das amostras. As mesmas
eram filtradas a vácuo utilizando-se uma membrana GV (Durapore) em PVDF, 0,22 μm de
poro, 47 mm de diâmetro, hidrofílica, branca e lisa.
Como o LEMA dispunha de um aparelho que media o Carbono Orgânico Total (COT)
preferiu-se então medi-lo ao invés da DQO.
Figura 9. Esquema e fotografia do foto-reator montado no LEMA (UFSC)
Já para as análises de remoção de cor utilizou-se espectrofotômetro Hach DR 5000.
Além das análises de COT e remoção de cor, outros parâmetros foram analisados
também para se verificar a possibilidade de reúso.
Água
Borbulhador de ar
Lâmpada
Amostrador
Tubo de quartzo
Efluente
52
4.3 Corante têxtil
O corante têxtil usado para a produção do efluente têxtil sintético, foi o Preto Biozol
UC, o qual foi doado por uma indústria têxtil da cidade de Teresina-PI. Os critérios para a
escolha do corante foram: a maior utilização e a maior dificuldade de degradação durante o
tratamento empregado.
Esse corante também foi adicionado ao efluente têxtil real, além dos que já existiam, e
observado a sua degradação durante o tratamento, assim como foi feito no efluente sintético.
A fórmula estrutural deste corante não foi fornecida pela empresa que o produz, a Hi-
Tech Química. No entanto, a mesma disponibilizou a FISPQ (Ficha de Informações de
Segurança de Produto Químico) do corante. A mesma encontra-se nos anexos.
4.3.1 Análise por MEV/EDS
As análises do corante Preto Biozol UC por Microscopia Eletrônica de Varredura
(MEV) com Espectroscopia por Energia Dispersiva (EDS) foram realizadas no Laboratório
Central de Microscopia Eletrônica (LCME/UFSC). A tensão de aceleração utilizada foi de 20
kV.
4.3.2 Análise por Espectroscopia de Infravermelho e CHNOS
A análise elementar (CHNOS) e a análise por espectroscopia de infravermelho foram
realizadas na Central de Análises do Departamento de Química da UFSC.
4.3.3 Análise por Termogravimetria (TGA)
O TGA foi realizado aquecendo-se a amostra do corante em porta-amostra de platina,
na faixa de temperatura de 22 a 950 ºC, sob atmosfera oxidante, a uma velocidade de 10
ºC/min e fluxo de ar de 50 mL/min. Na análise foi utilizado o aparelho TGA/DTG 60
Shimadzu do Laboratório de Energia e Meio Ambiente da UFSC.
53
4.3.4 Teste da presença de cloretos e sódio
Para se verificar a presença de sódio no corante utilizou-se o teste da chama, no qual
uma solução do corante foi colocada à prova de um bico de Bunsen. Se a chama ficasse
amarelada a presença de sódio era confirmada. Já para determinação de cloretos adicionou-se
AgNO3 à solução do corante com o objetivo de se verificar a formação de um corpo de fundo
de coloração esbranquiçada formado por um composto insolúvel, a saber, AgCl.
4.4 Efluente têxtil sintético
O efluente têxtil sintético foi produzido conforme método apresentado por Mo et al.
(2007). A composição do mesmo é descrito na Tabela 3.
Tabela 3. Composição do efluente sintético
Composição Concentração (g/L)
Corante 0,10
Álcool Polivinílico 0,50
NaCl 0,25
Na2SO4 0,75
4.5 Efluente têxtil real
O efluente têxtil real foi doado por uma indústria têxtil da cidade de Jaraguá do Sul –
SC. Os mesmos foram coletados diretamente dos tanques de equalização da ETE (estação de
tratamento de esgoto) em bombonas, armazenados em garrafas PET e refrigerados no LEMA.
4.6 Determinação da concentração do corante
Para a determinação da concentração do corante Preto Biozol UC foi construída uma
curva de calibração preparada a partir da leitura da absorbância, no comprimento de onda 507
nm previamente determinado, de soluções do corante diluído em água destilada em diversas
concentrações.
Para o cálculo da diminuição da concentração do corante, em percentagem, no efluente
usou-se a equação 26.
54
Remoção de Cor (C) = (Co – Ct).100/ Ct, (26)
em que Co é a concentração do corante inicial e Ct é a concentração do corante no tempo t.
A leitura da absorbância tanto para as determinações das concentrações do corante
quanto da DQO foi feita por meio de espectrofotômetro.
4.7 Cor verdadeira
Cor verdadeira é a cor do efluente após a remoção da turbidez, conforme (APHA,
1999). A mesma foi medida por meio da leitura da absorbância no comprimento de onda 455
nm no espectrofotômetro Hach DR 5000 no LEMA/UFSC.
4.8 Determinação da Demanda Química de Oxigênio (DQO) no efluente sintético
O teste da DQO engloba não somente a demanda de oxigênio satisfeita biologicamente
(como a DBO), mas tudo o que é susceptível de demanda de oxigênio, em particular os sais
minerais oxidáveis. Por isso mesmo a DQO é preferível à DBO para análises de despejos
industriais.
As análises da DQO foram realizadas pelo método colorimétrico do refluxo fechado
(APHA, 1999). De acordo com este método, adiciona-se 2,5 mL de amostra, 1,5 mL de
solução digestora, e 3,5 mL de reagente de ácido sulfúrico a um tubo ou ampola de 16 x 100
mm, ou ampola de 10 mL. O tubo é vedado e invertido várias vezes para que ocorra a mistura
completa dos reagentes. Após este preparo, os tubos são colocados em digestor pré-aquecido a
150 ºC, onde ficam por duas horas. Depois de retirados e atingidos a temperatura ambiente lê-
se a absorbância a 600 nm por meio de um espectrofotômetro e faz-se a análise utilizando
uma curva de calibração previamente elaborada. As análises foram realizadas em triplicata.
O digestor para DQO utilizado foi do Modelo CE-150/25 - CIENLAB.
No cálculo da concentração final da DQO foi necessário se corrigir o resultado, já que
o peróxido de hidrogênio residual existente influencia negativamente, conforme foi observado
por Kang et al. (1999).
Para fazer essa correção foi utilizado uma equação indicada por Kang et al. (1999),
conforme descrito abaixo:
55
DQO (mg/L) = DQOfinal – f .CH2O2, onde: (27)
f = 0,4706 – 4,06 x 10-5
.CH2O2
A taxa de remoção da DQO nos sistemas foi determinada por meio da equação 28.
Remoção da DQO (%) = (DQOo - DQOt).100/DQOt, (28)
em que a DQOo é a DQO inicial e a DQOt é a DQO no tempo t.
4.9 Análise de parâmetros para o reúso
Para se verificar a possibilidade de reúso do efluente tratado foram realizadas diversas
análises de parâmetros citados por Mancuso e Santos (2003). Os mesmos estão relacionados
na Tabela 4 com os respectivos kits utilizados para suas análises. Os sólidos totais,
dissolvidos e suspensos foram analisados conforme método descrito por APHA (1999). Já a
turbidez foi analisada através do espectrofotômetro Hach DR 2000 no comprimento de onda
450 nm.
Tabela 4. Parâmetros analisados para o reúso e os kits utilizados
Parâmetros Kits de análise
Alcalinidade
COMPACT KIT (Alfakit) Dureza total, de cálcio e magnésio
Cloretos
Sulfatos
SPECTRO KIT (Alfakit) Fosfatos
Detergentes (LAS)
Nitrato
TEST KIT (Hach)
Nitrito
Amônia
Ferro total
Alumínio
Manganês

56
4.10 Análise estatística
Foram aplicados aos dados a Análise de Variância (ANOVA) e o teste Tukey, com o
auxílio do software SPSS 15.0.
57
5 RESULTADOS E DISCUSSÃO
5.1 Caracterização do corante têxtil Preto Biozol UC
O corante é azo e direto. De acordo com Ay et al. (2009) os corantes azo são
caracterizados por possuírem o grupamento (N=N). Os mesmos são usados em larga escala na
indústria têxtil. Os corantes que possuem este grupamento são considerados os poluentes mais
problemáticos presentes nos efluentes têxteis.
Devido à escassez de informações sobre o corante foi necessário fazer algumas
análises que pudessem auxiliar no entendimento da composição e da estrutura do mesmo. As
análises complementares foram: análise elementar (CHNOS), análise termogravimétrica
(TGA), microscopia eletrônica de varredura (MEV) com espectroscopia por energia
dispersiva (EDS) e espectroscopia de infravermelho.
A partir da análise elementar (Tabela 5), foi possível calcular a fórmula mínima do
corante Preto Biozol UC, cujo resultado foi C27H36O13N5S.
Tabela 5. Análise elementar (CHNOS) do corante Preto Biozol UC
Nitrogênio Carbono Hidrogênio Enxofre
Percentual (%) 4,3 20,25 2,25 2,00
A determinação do teor de oxigênio na amostra foi realizada com o auxílio da Análise
Termogravimétrica (TGA) em atmosfera oxidante (Figura 10). Nesta análise a amostra foi
submetida a uma rampa de 10 ºC/min e uma faixa de temperatura de 20 a 950 ºC. A massa
inicial da amostra foi de 23,436497 mg e ao final do teste 13,602131 mg. A partir daí foi
possível calcular o teor de cinzas, a saber, 58,04%. A soma dos percentuais dos elementos
mostrado na Tabela 5 com o percentual de cinzas resulta em 86,84% da amostra, portanto, por
diferença o teor de oxigênio é de 13,16%.
Conforme curva da Análise Térmica Diferencial (DTA), derivada da curva do TGA
(Figura 10), a reação foi caracterizada, em geral, como exotérmica, com pico numa
temperatura aproximada de 540 ºC.
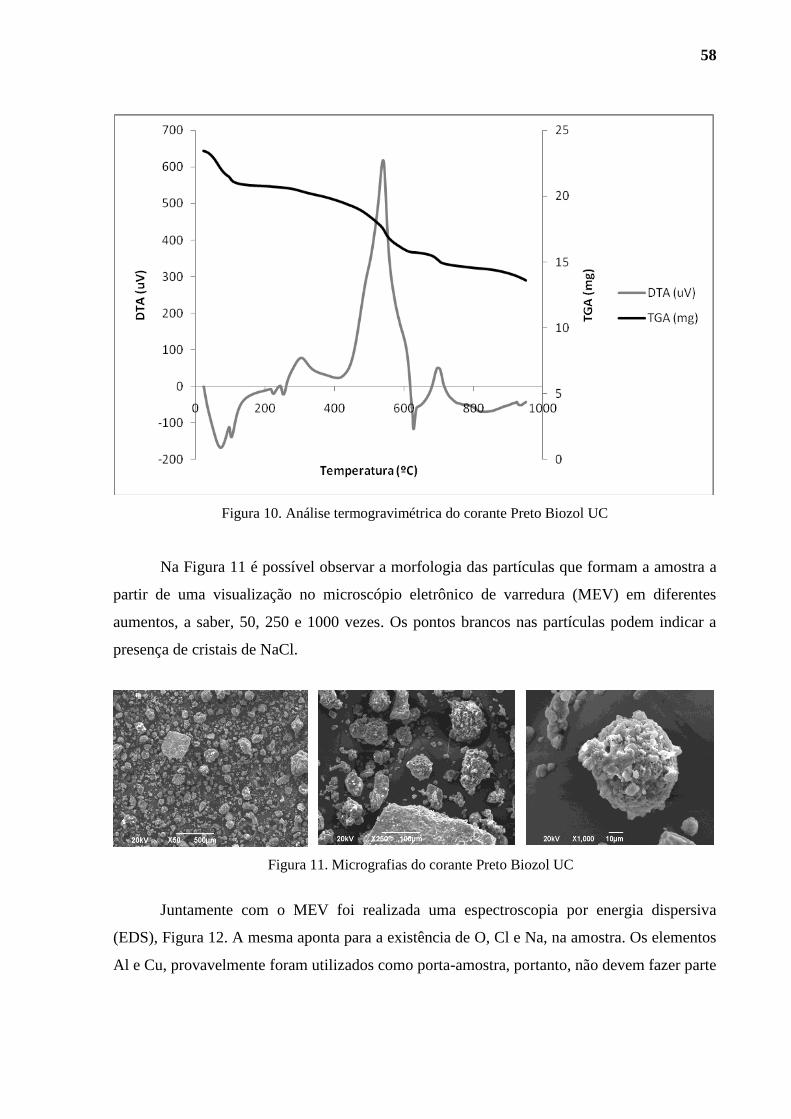
58
Figura 10. Análise termogravimétrica do corante Preto Biozol UC
Na Figura 11 é possível observar a morfologia das partículas que formam a amostra a
partir de uma visualização no microscópio eletrônico de varredura (MEV) em diferentes
aumentos, a saber, 50, 250 e 1000 vezes. Os pontos brancos nas partículas podem indicar a
presença de cristais de NaCl.
Figura 11. Micrografias do corante Preto Biozol UC
Juntamente com o MEV foi realizada uma espectroscopia por energia dispersiva
(EDS), Figura 12. A mesma aponta para a existência de O, Cl e Na, na amostra. Os elementos
Al e Cu, provavelmente foram utilizados como porta-amostra, portanto, não devem fazer parte
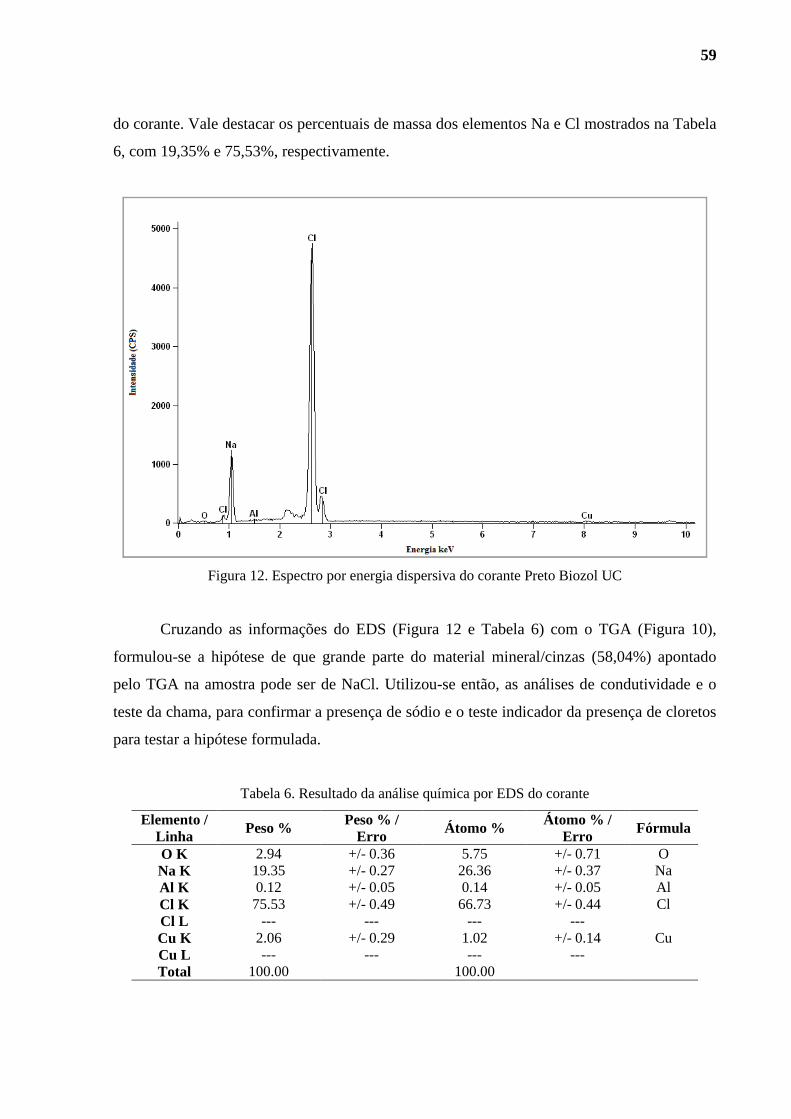
59
do corante. Vale destacar os percentuais de massa dos elementos Na e Cl mostrados na Tabela
6, com 19,35% e 75,53%, respectivamente.
Figura 12. Espectro por energia dispersiva do corante Preto Biozol UC
Cruzando as informações do EDS (Figura 12 e Tabela 6) com o TGA (Figura 10),
formulou-se a hipótese de que grande parte do material mineral/cinzas (58,04%) apontado
pelo TGA na amostra pode ser de NaCl. Utilizou-se então, as análises de condutividade e o
teste da chama, para confirmar a presença de sódio e o teste indicador da presença de cloretos
para testar a hipótese formulada.
Tabela 6. Resultado da análise química por EDS do corante
Elemento /
Linha Peso %
Peso % /
Erro Átomo %
Átomo % /
Erro Fórmula
O K 2.94 +/- 0.36 5.75 +/- 0.71 O
Na K 19.35 +/- 0.27 26.36 +/- 0.37 Na
Al K 0.12 +/- 0.05 0.14 +/- 0.05 Al
Cl K 75.53 +/- 0.49 66.73 +/- 0.44 Cl
Cl L --- --- --- ---
Cu K 2.06 +/- 0.29 1.02 +/- 0.14 Cu
Cu L --- --- --- ---
Total 100.00 100.00
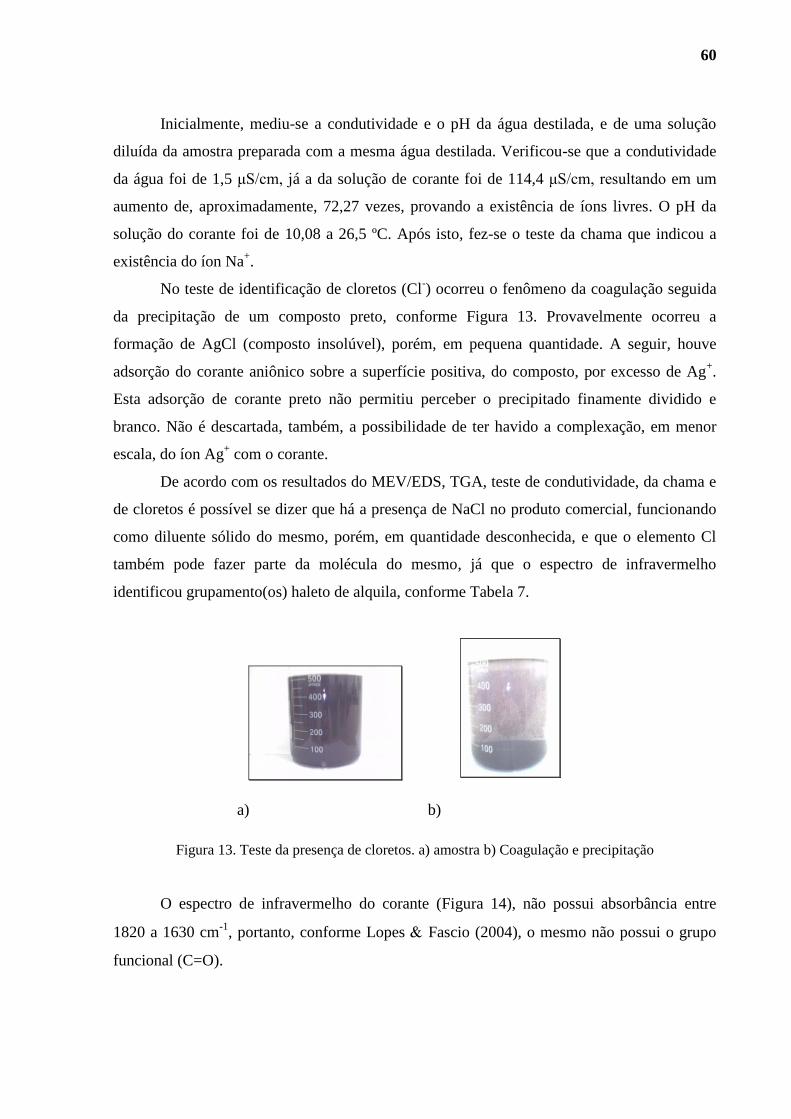
60
Inicialmente, mediu-se a condutividade e o pH da água destilada, e de uma solução
diluída da amostra preparada com a mesma água destilada. Verificou-se que a condutividade
da água foi de 1,5 μS/cm, já a da solução de corante foi de 114,4 μS/cm, resultando em um
aumento de, aproximadamente, 72,27 vezes, provando a existência de íons livres. O pH da
solução do corante foi de 10,08 a 26,5 ºC. Após isto, fez-se o teste da chama que indicou a
existência do íon Na+.
No teste de identificação de cloretos (Cl-) ocorreu o fenômeno da coagulação seguida
da precipitação de um composto preto, conforme Figura 13. Provavelmente ocorreu a
formação de AgCl (composto insolúvel), porém, em pequena quantidade. A seguir, houve
adsorção do corante aniônico sobre a superfície positiva, do composto, por excesso de Ag+.
Esta adsorção de corante preto não permitiu perceber o precipitado finamente dividido e
branco. Não é descartada, também, a possibilidade de ter havido a complexação, em menor
escala, do íon Ag+ com o corante.
De acordo com os resultados do MEV/EDS, TGA, teste de condutividade, da chama e
de cloretos é possível se dizer que há a presença de NaCl no produto comercial, funcionando
como diluente sólido do mesmo, porém, em quantidade desconhecida, e que o elemento Cl
também pode fazer parte da molécula do mesmo, já que o espectro de infravermelho
identificou grupamento(os) haleto de alquila, conforme Tabela 7.
a) b)
Figura 13. Teste da presença de cloretos. a) amostra b) Coagulação e precipitação
O espectro de infravermelho do corante (Figura 14), não possui absorbância entre
1820 a 1630 cm-1
, portanto, conforme Lopes Fascio (2004), o mesmo não possui o grupo
funcional (C=O).
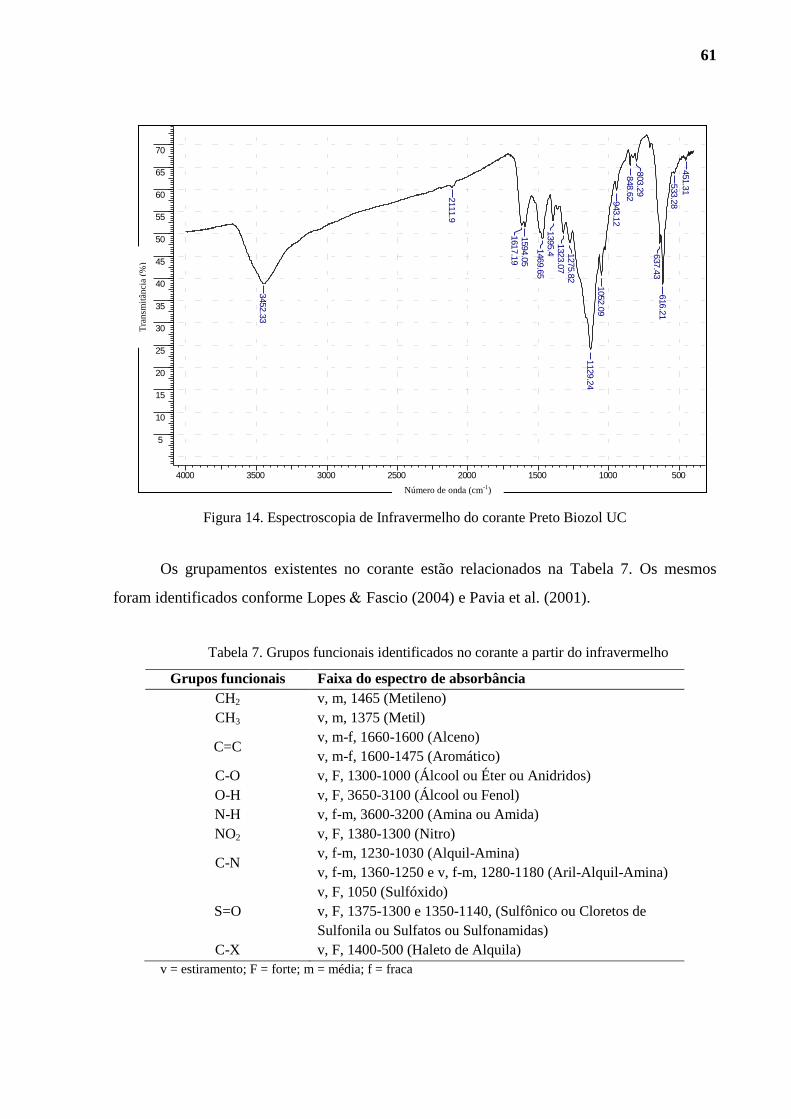
61
Figura 14. Espectroscopia de Infravermelho do corante Preto Biozol UC
Os grupamentos existentes no corante estão relacionados na Tabela 7. Os mesmos
foram identificados conforme Lopes Fascio (2004) e Pavia et al. (2001).
Tabela 7. Grupos funcionais identificados no corante a partir do infravermelho
Grupos funcionais Faixa do espectro de absorbância
CH2 v, m, 1465 (Metileno)
CH3 v, m, 1375 (Metil)
C=C v, m-f, 1660-1600 (Alceno)
v, m-f, 1600-1475 (Aromático)
C-O v, F, 1300-1000 (Álcool ou Éter ou Anidridos)
O-H v, F, 3650-3100 (Álcool ou Fenol)
N-H v, f-m, 3600-3200 (Amina ou Amida)
NO2 v, F, 1380-1300 (Nitro)
C-N v, f-m, 1230-1030 (Alquil-Amina)
v, f-m, 1360-1250 e v, f-m, 1280-1180 (Aril-Alquil-Amina)
S=O
v, F, 1050 (Sulfóxido)
v, F, 1375-1300 e 1350-1140, (Sulfônico ou Cloretos de
Sulfonila ou Sulfatos ou Sulfonamidas)
C-X v, F, 1400-500 (Haleto de Alquila)
v = estiramento; F = forte; m = média; f = fraca
4000 3500 3000 2500 2000 1500 1000 500
Wavenumber (cm-1)
5
10
15
20
25
30
35
40
45
50
55
60
65
70%
Tra
nsm
itta
nce
3452.3
3
2111.9
1617.1
91594.0
5
1469.6
51395.4
1323.0
71275.8
2
1129.2
4
1052.0
9
943.1
2
848.6
2803.2
9
637.4
3616.2
1
533.2
8
451.3
1
Número de onda (cm-1)
Tra
nsm
itân
cia
(%)

62
5.2 Caracterização do efluente têxtil sintético
O efluente têxtil sintético produzido possui comprimento de onda de máxima
absorbância 507 nm, com pH = 8,5±0,5, a 25 º C determinado por varredura espectral,
conforme Figura 15.
Figura 15. Comprimento de onda de máxima absorbância do efluente têxtil
sintético
A partir de várias soluções do corante Preto Biozol UC diluído em água destilada foi
obtida uma curva padrão para o mesmo, conforme Figura 16. A mesma é necessária para a
determinação da concentração do corante a partir da leitura da absorbância do efluente
sintético.
Figura 16. Curva de calibração para o corante Preto Biozol UC a 507 nm
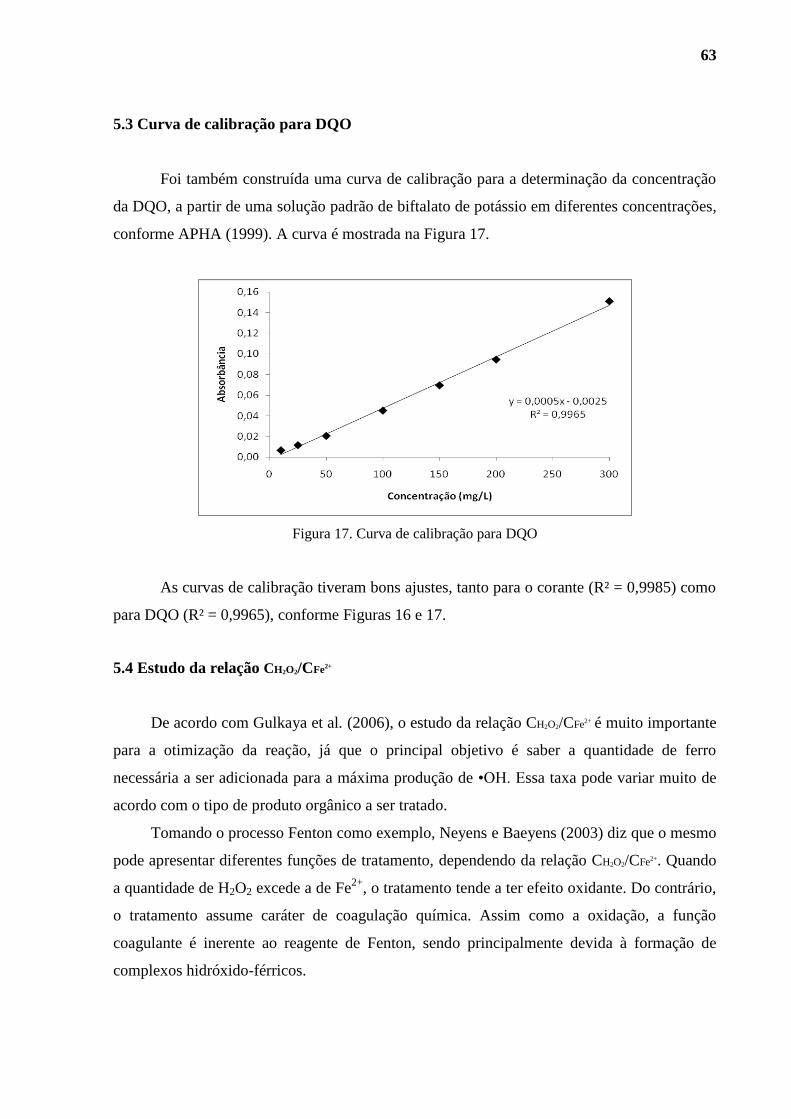
63
5.3 Curva de calibração para DQO
Foi também construída uma curva de calibração para a determinação da concentração
da DQO, a partir de uma solução padrão de biftalato de potássio em diferentes concentrações,
conforme APHA (1999). A curva é mostrada na Figura 17.
Figura 17. Curva de calibração para DQO
As curvas de calibração tiveram bons ajustes, tanto para o corante (R² = 0,9985) como
para DQO (R² = 0,9965), conforme Figuras 16 e 17.
5.4 Estudo da relação CH2O2/CFe2+
De acordo com Gulkaya et al. (2006), o estudo da relação CH2O2/CFe2+ é muito importante
para a otimização da reação, já que o principal objetivo é saber a quantidade de ferro
necessária a ser adicionada para a máxima produção de •OH. Essa taxa pode variar muito de
acordo com o tipo de produto orgânico a ser tratado.
Tomando o processo Fenton como exemplo, Neyens e Baeyens (2003) diz que o mesmo
pode apresentar diferentes funções de tratamento, dependendo da relação CH2O2/CFe2+. Quando
a quantidade de H2O2 excede a de Fe2+
, o tratamento tende a ter efeito oxidante. Do contrário,
o tratamento assume caráter de coagulação química. Assim como a oxidação, a função
coagulante é inerente ao reagente de Fenton, sendo principalmente devida à formação de
complexos hidróxido-férricos.
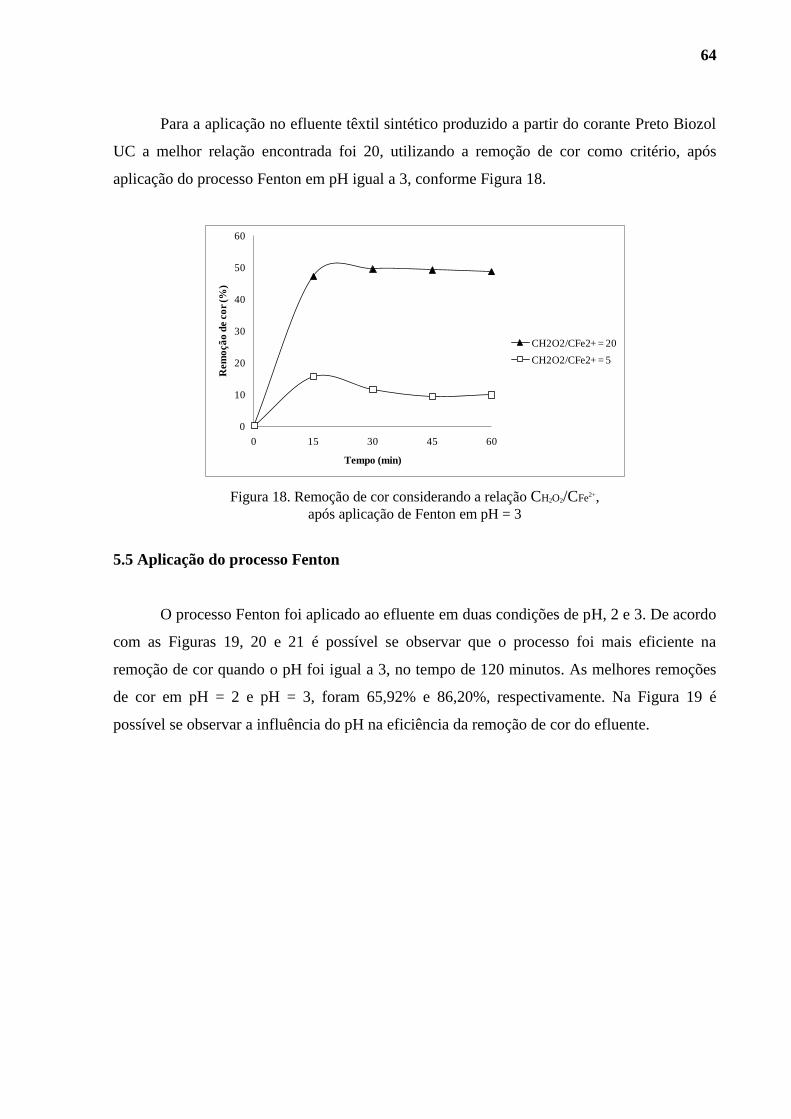
64
Para a aplicação no efluente têxtil sintético produzido a partir do corante Preto Biozol
UC a melhor relação encontrada foi 20, utilizando a remoção de cor como critério, após
aplicação do processo Fenton em pH igual a 3, conforme Figura 18.
0
10
20
30
40
50
60
0 15 30 45 60
Rem
oçã
o d
e c
or
(%)
Tempo (min)
CH2O2/CFe2+ = 20
CH2O2/CFe2+ = 5
Figura 18. Remoção de cor considerando a relação CH2O2/CFe2+,
após aplicação de Fenton em pH = 3
5.5 Aplicação do processo Fenton
O processo Fenton foi aplicado ao efluente em duas condições de pH, 2 e 3. De acordo
com as Figuras 19, 20 e 21 é possível se observar que o processo foi mais eficiente na
remoção de cor quando o pH foi igual a 3, no tempo de 120 minutos. As melhores remoções
de cor em pH = 2 e pH = 3, foram 65,92% e 86,20%, respectivamente. Na Figura 19 é
possível se observar a influência do pH na eficiência da remoção de cor do efluente.
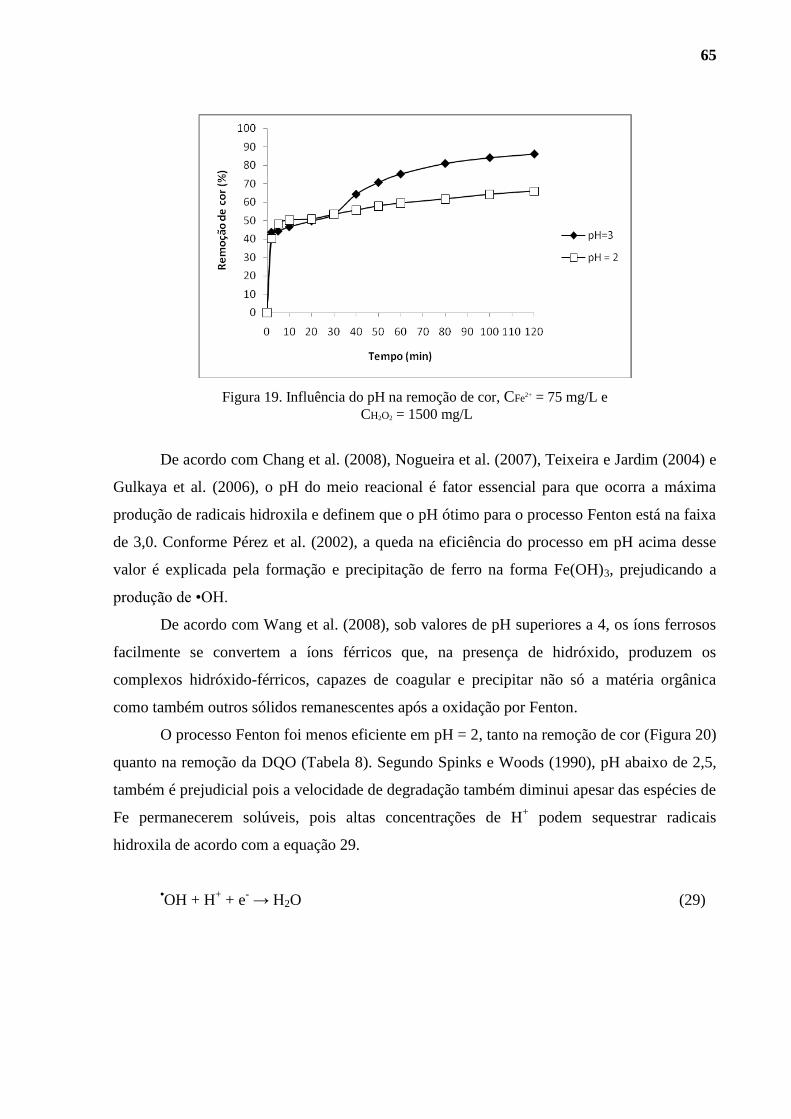
65
Figura 19. Influência do pH na remoção de cor, CFe2+ = 75 mg/L e
CH2O2 = 1500 mg/L
De acordo com Chang et al. (2008), Nogueira et al. (2007), Teixeira e Jardim (2004) e
Gulkaya et al. (2006), o pH do meio reacional é fator essencial para que ocorra a máxima
produção de radicais hidroxila e definem que o pH ótimo para o processo Fenton está na faixa
de 3,0. Conforme Pérez et al. (2002), a queda na eficiência do processo em pH acima desse
valor é explicada pela formação e precipitação de ferro na forma Fe(OH)3, prejudicando a
produção de •OH.
De acordo com Wang et al. (2008), sob valores de pH superiores a 4, os íons ferrosos
facilmente se convertem a íons férricos que, na presença de hidróxido, produzem os
complexos hidróxido-férricos, capazes de coagular e precipitar não só a matéria orgânica
como também outros sólidos remanescentes após a oxidação por Fenton.
O processo Fenton foi menos eficiente em pH = 2, tanto na remoção de cor (Figura 20)
quanto na remoção da DQO (Tabela 8). Segundo Spinks e Woods (1990), pH abaixo de 2,5,
também é prejudicial pois a velocidade de degradação também diminui apesar das espécies de
Fe permanecerem solúveis, pois altas concentrações de H+ podem sequestrar radicais
hidroxila de acordo com a equação 29.
•OH + H
+ + e
- → H2O (29)
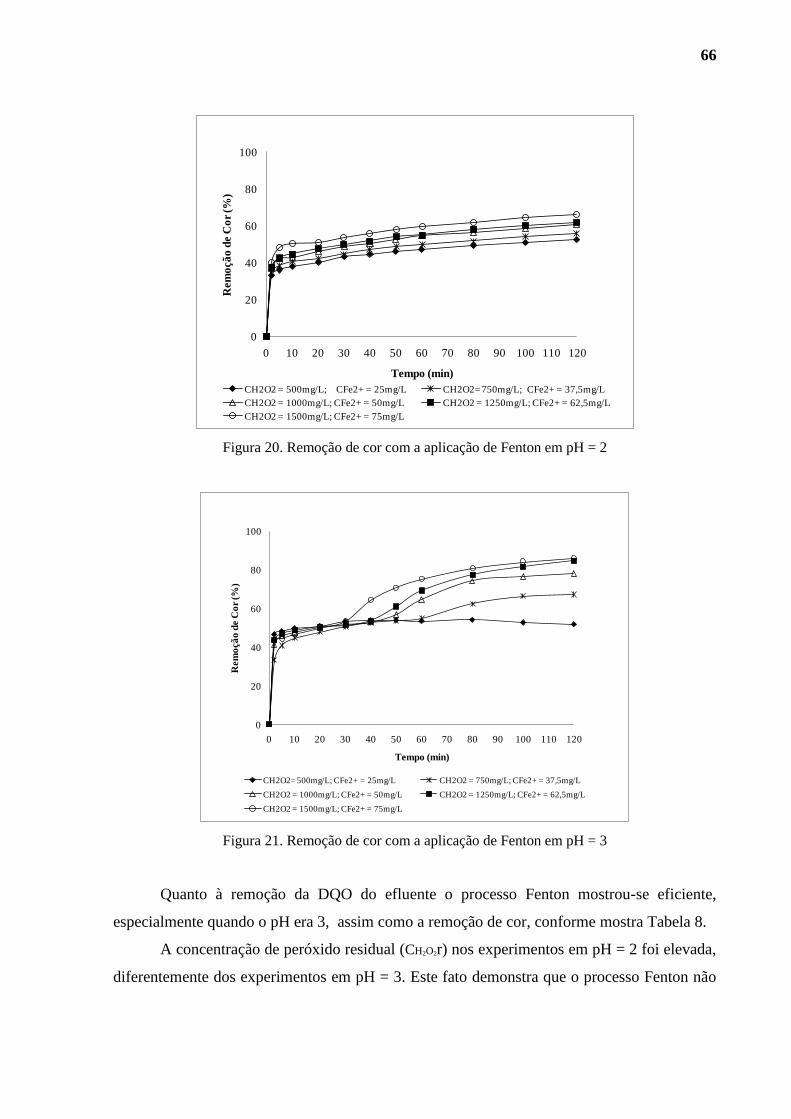
66
0
20
40
60
80
100
0 10 20 30 40 50 60 70 80 90 100 110 120
Rem
oçã
o d
e C
or
(%)
Tempo (min)
CH2O2 = 500mg/L; CFe2+ = 25mg/L CH2O2= 750mg/L; CFe2+ = 37,5mg/L
CH2O2 = 1000mg/L; CFe2+ = 50mg/L CH2O2 = 1250mg/L; CFe2+ = 62,5mg/L
CH2O2 = 1500mg/L; CFe2+ = 75mg/L
Figura 20. Remoção de cor com a aplicação de Fenton em pH = 2
0
20
40
60
80
100
0 10 20 30 40 50 60 70 80 90 100 110 120
Rem
oçã
o d
e C
or
(%)
Tempo (min)
CH2O2= 500mg/L; CFe2+ = 25mg/L CH2O2 = 750mg/L; CFe2+ = 37,5mg/L
CH2O2 = 1000mg/L; CFe2+ = 50mg/L CH2O2 = 1250mg/L; CFe2+ = 62,5mg/L
CH2O2 = 1500mg/L; CFe2+ = 75mg/L
Figura 21. Remoção de cor com a aplicação de Fenton em pH = 3
Quanto à remoção da DQO do efluente o processo Fenton mostrou-se eficiente,
especialmente quando o pH era 3, assim como a remoção de cor, conforme mostra Tabela 8.
A concentração de peróxido residual (CH2O2r) nos experimentos em pH = 2 foi elevada,
diferentemente dos experimentos em pH = 3. Este fato demonstra que o processo Fenton não
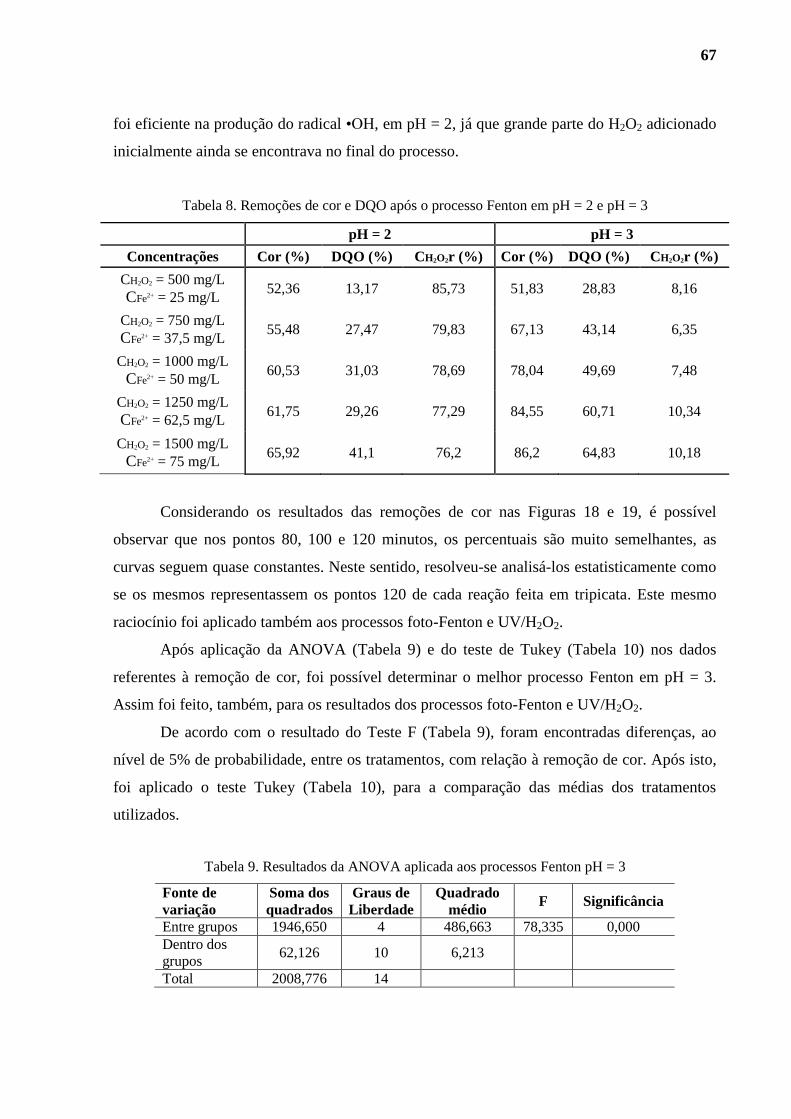
67
foi eficiente na produção do radical •OH, em pH = 2, já que grande parte do H2O2 adicionado
inicialmente ainda se encontrava no final do processo.
Tabela 8. Remoções de cor e DQO após o processo Fenton em pH = 2 e pH = 3
pH = 2 pH = 3
Concentrações Cor (%) DQO (%) CH2O2r (%) Cor (%) DQO (%) CH2O2r (%)
CH2O2 = 500 mg/L
CFe2+ = 25 mg/L 52,36 13,17 85,73 51,83 28,83 8,16
CH2O2 = 750 mg/L
CFe2+ = 37,5 mg/L 55,48 27,47 79,83 67,13 43,14 6,35
CH2O2 = 1000 mg/L
CFe2+ = 50 mg/L 60,53 31,03 78,69 78,04 49,69 7,48
CH2O2 = 1250 mg/L
CFe2+ = 62,5 mg/L 61,75 29,26 77,29 84,55 60,71 10,34
CH2O2 = 1500 mg/L
CFe2+ = 75 mg/L 65,92 41,1 76,2 86,2 64,83 10,18
Considerando os resultados das remoções de cor nas Figuras 18 e 19, é possível
observar que nos pontos 80, 100 e 120 minutos, os percentuais são muito semelhantes, as
curvas seguem quase constantes. Neste sentido, resolveu-se analisá-los estatisticamente como
se os mesmos representassem os pontos 120 de cada reação feita em tripicata. Este mesmo
raciocínio foi aplicado também aos processos foto-Fenton e UV/H2O2.
Após aplicação da ANOVA (Tabela 9) e do teste de Tukey (Tabela 10) nos dados
referentes à remoção de cor, foi possível determinar o melhor processo Fenton em pH = 3.
Assim foi feito, também, para os resultados dos processos foto-Fenton e UV/H2O2.
De acordo com o resultado do Teste F (Tabela 9), foram encontradas diferenças, ao
nível de 5% de probabilidade, entre os tratamentos, com relação à remoção de cor. Após isto,
foi aplicado o teste Tukey (Tabela 10), para a comparação das médias dos tratamentos
utilizados.
Tabela 9. Resultados da ANOVA aplicada aos processos Fenton pH = 3
Fonte de
variação
Soma dos
quadrados
Graus de
Liberdade
Quadrado
médio F Significância
Entre grupos 1946,650 4 486,663 78,335 0,000
Dentro dos
grupos 62,126 10 6,213
Total 2008,776 14
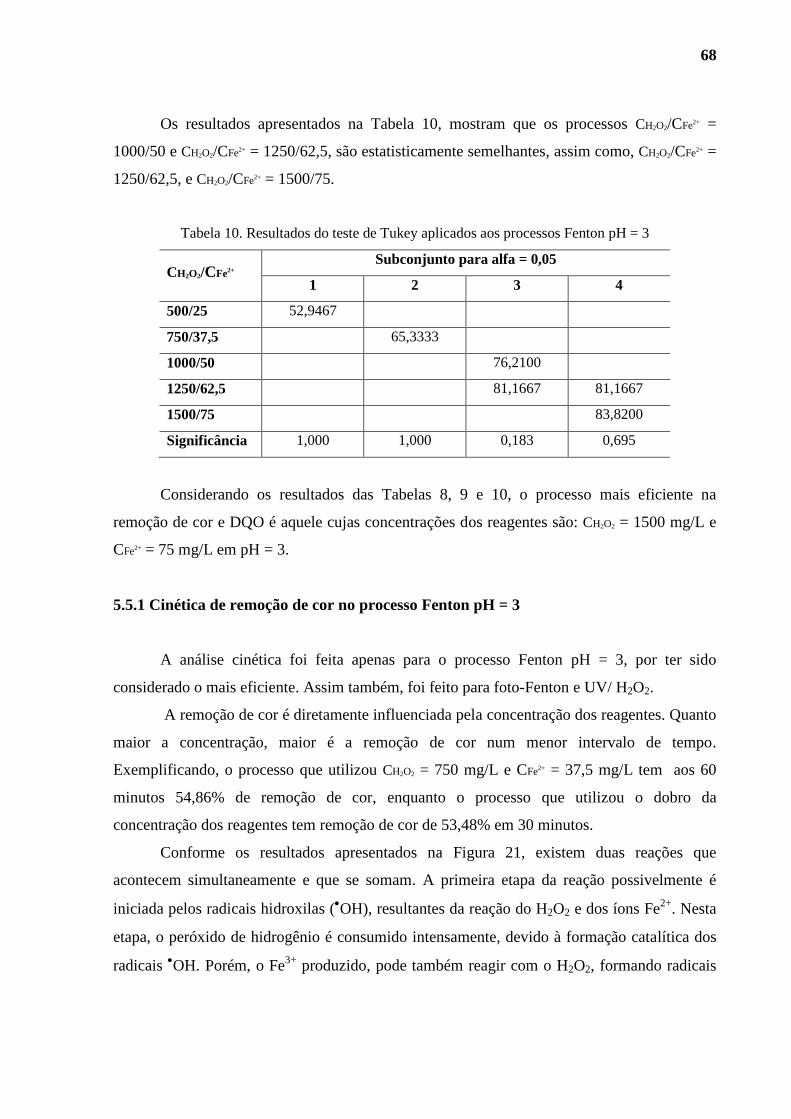
68
Os resultados apresentados na Tabela 10, mostram que os processos CH2O2/CFe2+ =
1000/50 e CH2O2/CFe2+ = 1250/62,5, são estatisticamente semelhantes, assim como, CH2O2/CFe2+ =
1250/62,5, e CH2O2/CFe2+ = 1500/75.
Tabela 10. Resultados do teste de Tukey aplicados aos processos Fenton pH = 3
CH2O2/CFe2+ Subconjunto para alfa = 0,05
1 2 3 4
500/25 52,9467
750/37,5 65,3333
1000/50 76,2100
1250/62,5 81,1667 81,1667
1500/75 83,8200
Significância 1,000 1,000 0,183 0,695
Considerando os resultados das Tabelas 8, 9 e 10, o processo mais eficiente na
remoção de cor e DQO é aquele cujas concentrações dos reagentes são: CH2O2 = 1500 mg/L e
CFe2+ = 75 mg/L em pH = 3.
5.5.1 Cinética de remoção de cor no processo Fenton pH = 3
A análise cinética foi feita apenas para o processo Fenton pH = 3, por ter sido
considerado o mais eficiente. Assim também, foi feito para foto-Fenton e UV/ H2O2.
A remoção de cor é diretamente influenciada pela concentração dos reagentes. Quanto
maior a concentração, maior é a remoção de cor num menor intervalo de tempo.
Exemplificando, o processo que utilizou CH2O2 = 750 mg/L e CFe2+ = 37,5 mg/L tem aos 60
minutos 54,86% de remoção de cor, enquanto o processo que utilizou o dobro da
concentração dos reagentes tem remoção de cor de 53,48% em 30 minutos.
Conforme os resultados apresentados na Figura 21, existem duas reações que
acontecem simultaneamente e que se somam. A primeira etapa da reação possivelmente é
iniciada pelos radicais hidroxilas (OH), resultantes da reação do H2O2 e dos íons Fe
2+. Nesta
etapa, o peróxido de hidrogênio é consumido intensamente, devido à formação catalítica dos
radicais OH. Porém, o Fe
3+ produzido, pode também reagir com o H2O2, formando radicais
69
mais fracos, com menor poder oxidante (HO2), os quais diminuem a quantidade do peróxido
de hidrogênio. À medida que a CH2O2 reduz-se na solução, a formação de OH é prejudicada,
iniciando-se a etapa lenta da reação.
Para Núñes et al. (2007), considerando que a concentração da espécie reativa deve
alcançar rapidamente um regime do estado estacionário durante o processo, e contanto que a
concentração do oxidante (COH) pode ser considerado constante, o processo de degradação
pode ser tratado como sendo pseudo-primeira ordem, nos termos do consumo do composto
orgânico.
Para a amostra sintética contendo o corante Preto Biozol UC, foi confirmado que o
tratamento oxidativo empregando o reagente de Fenton caracterizou-se por uma reação com
cinética de pseudo-primeira ordem (Equação 30).
dC/dt = -k.Cα (30)
Em que C é a concentração do composto orgânico submetido à degradação por Fenton,
k a constante cinética, α a ordem e t o tempo de reação. Integrando a Equação 30, obtém-se a
Equação 31. A mesma deu origem à curva teórica representada na Figura 22.
C/Co = e-kt
(31)
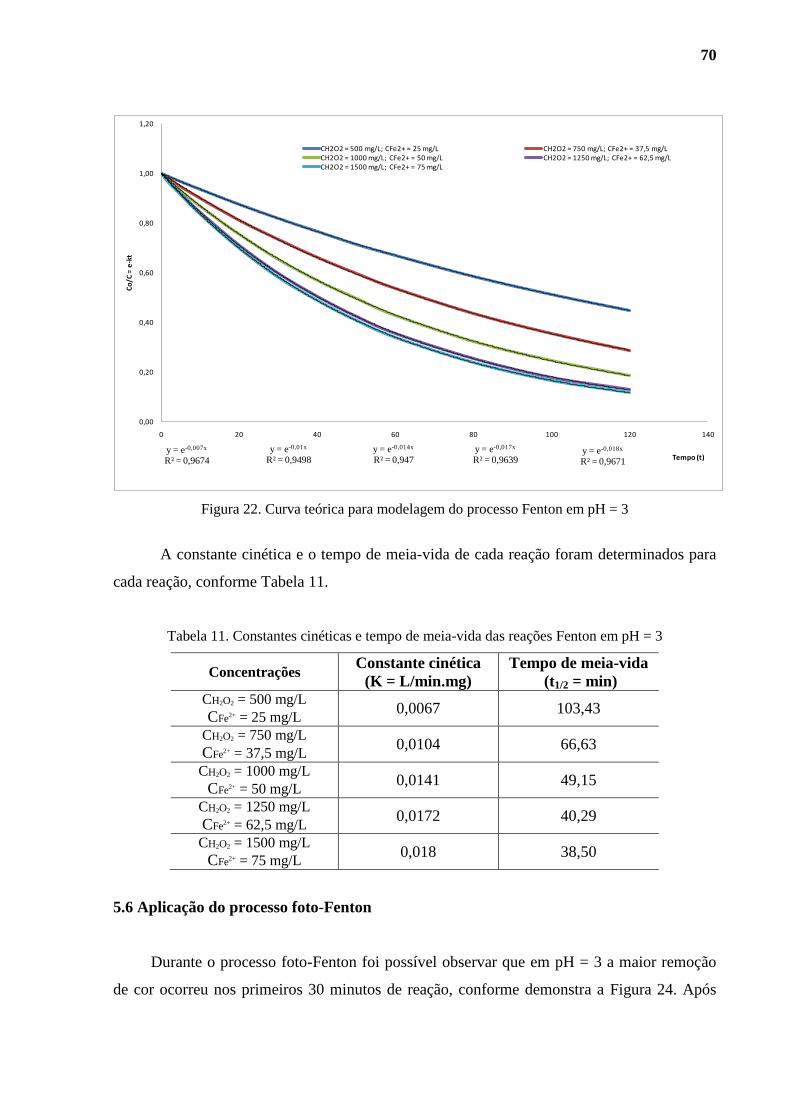
70
y = e-0,007x
R² = 0,9674
y = e-0,01x
R² = 0,9498y = e-0,014x
R² = 0,947y = e-0,017x
R² = 0,9639y = e-0,018x
R² = 0,9671
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 20 40 60 80 100 120 140
Co
/C =
e-k
t
Tempo (t)
CH2O2 = 500 mg/L; CFe2+ = 25 mg/L CH2O2 = 750 mg/L; CFe2+ = 37,5 mg/LCH2O2 = 1000 mg/L; CFe2+ = 50 mg/L CH2O2 = 1250 mg/L; CFe2+ = 62,5 mg/LCH2O2 = 1500 mg/L; CFe2+ = 75 mg/L
Figura 22. Curva teórica para modelagem do processo Fenton em pH = 3
A constante cinética e o tempo de meia-vida de cada reação foram determinados para
cada reação, conforme Tabela 11.
Tabela 11. Constantes cinéticas e tempo de meia-vida das reações Fenton em pH = 3
Concentrações Constante cinética
(K = L/min.mg)
Tempo de meia-vida
(t1/2 = min) CH2O2 = 500 mg/L
CFe2+ = 25 mg/L 0,0067 103,43
CH2O2 = 750 mg/L
CFe2+ = 37,5 mg/L 0,0104 66,63
CH2O2 = 1000 mg/L
CFe2+ = 50 mg/L 0,0141 49,15
CH2O2 = 1250 mg/L
CFe2+ = 62,5 mg/L 0,0172 40,29
CH2O2 = 1500 mg/L
CFe2+ = 75 mg/L 0,018 38,50
5.6 Aplicação do processo foto-Fenton
Durante o processo foto-Fenton foi possível observar que em pH = 3 a maior remoção
de cor ocorreu nos primeiros 30 minutos de reação, conforme demonstra a Figura 24. Após
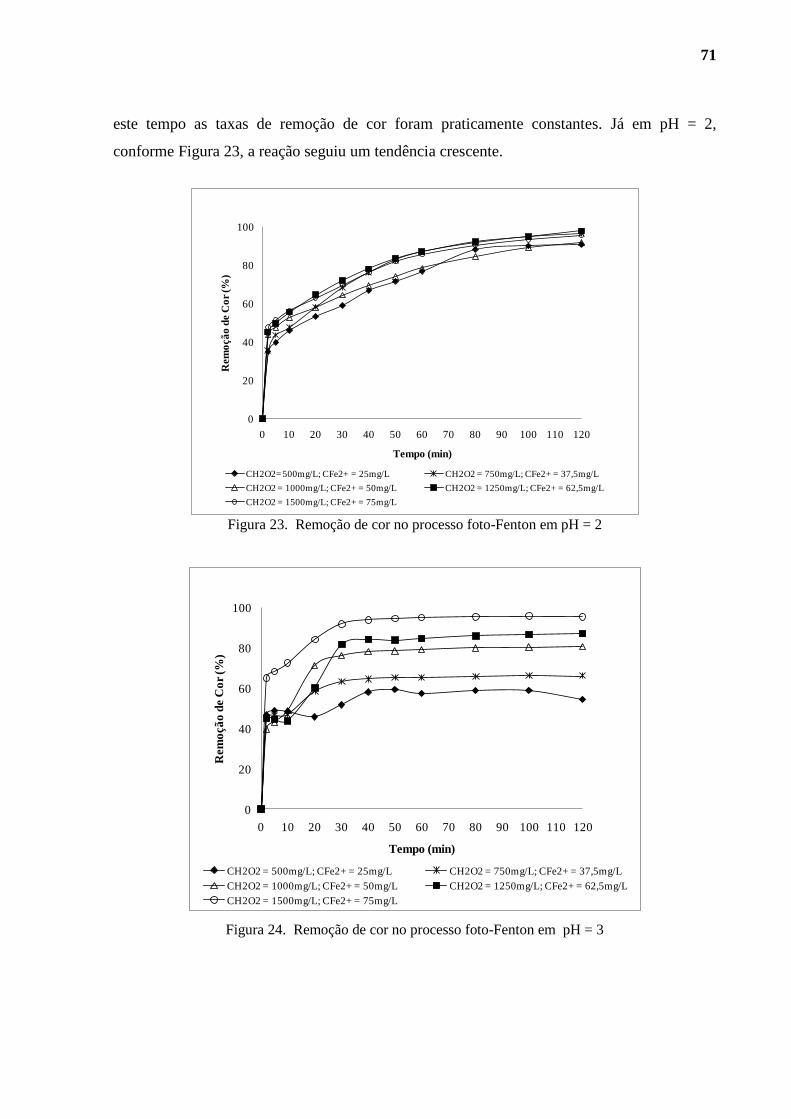
71
este tempo as taxas de remoção de cor foram praticamente constantes. Já em pH = 2,
conforme Figura 23, a reação seguiu um tendência crescente.
0
20
40
60
80
100
0 10 20 30 40 50 60 70 80 90 100 110 120
Rem
oçã
o d
e C
or
(%)
Tempo (min)
CH2O2= 500mg/L; CFe2+ = 25mg/L CH2O2 = 750mg/L; CFe2+ = 37,5mg/L
CH2O2 = 1000mg/L; CFe2+ = 50mg/L CH2O2 = 1250mg/L; CFe2+ = 62,5mg/L
CH2O2 = 1500mg/L; CFe2+ = 75mg/L
Figura 23. Remoção de cor no processo foto-Fenton em pH = 2
0
20
40
60
80
100
0 10 20 30 40 50 60 70 80 90 100 110 120
Rem
oçã
o d
e C
or
(%)
Tempo (min)
CH2O2 = 500mg/L; CFe2+ = 25mg/L CH2O2 = 750mg/L; CFe2+ = 37,5mg/L
CH2O2 = 1000mg/L; CFe2+ = 50mg/L CH2O2 = 1250mg/L; CFe2+ = 62,5mg/L
CH2O2 = 1500mg/L; CFe2+ = 75mg/L
Figura 24. Remoção de cor no processo foto-Fenton em pH = 3
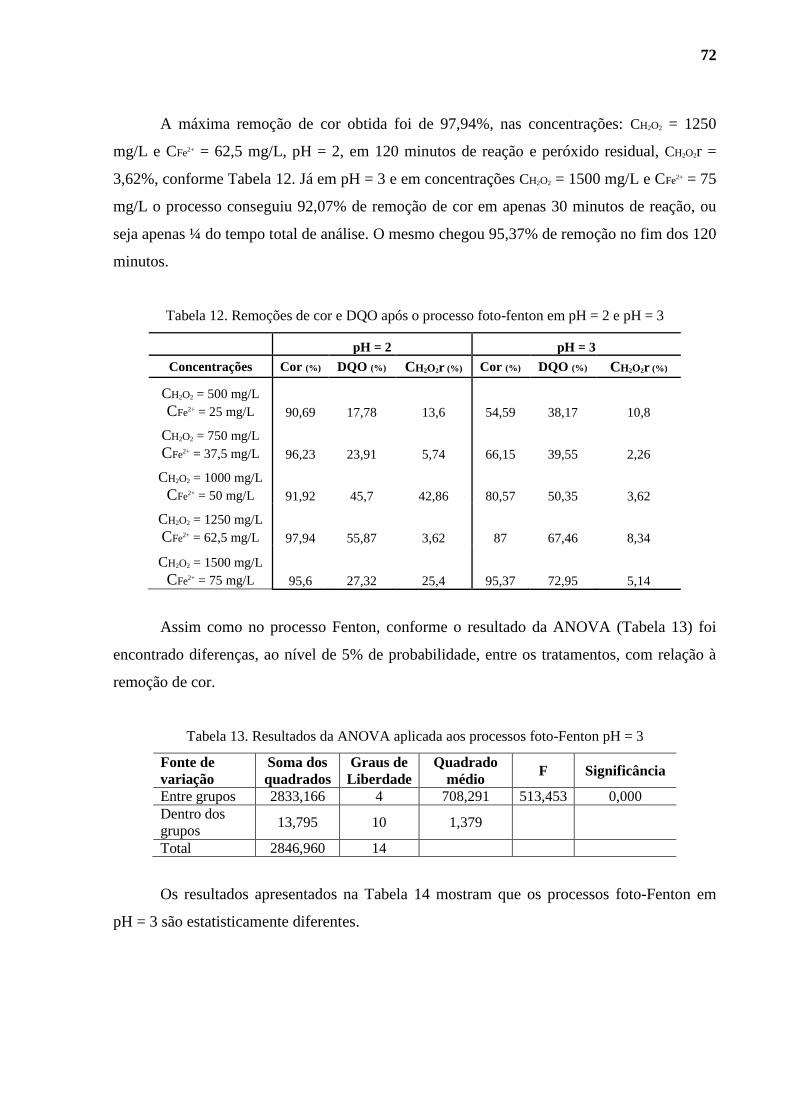
72
A máxima remoção de cor obtida foi de 97,94%, nas concentrações: CH2O2 = 1250
mg/L e CFe2+ = 62,5 mg/L, pH = 2, em 120 minutos de reação e peróxido residual, CH2O2r =
3,62%, conforme Tabela 12. Já em pH = 3 e em concentrações CH2O2 = 1500 mg/L e CFe2+ = 75
mg/L o processo conseguiu 92,07% de remoção de cor em apenas 30 minutos de reação, ou
seja apenas ¼ do tempo total de análise. O mesmo chegou 95,37% de remoção no fim dos 120
minutos.
Tabela 12. Remoções de cor e DQO após o processo foto-fenton em pH = 2 e pH = 3
pH = 2 pH = 3
Concentrações Cor (%) DQO (%) CH2O2r (%) Cor (%) DQO (%) CH2O2r (%)
CH2O2 = 500 mg/L
CFe2+ = 25 mg/L 90,69 17,78 13,6 54,59 38,17 10,8
CH2O2 = 750 mg/L
CFe2+ = 37,5 mg/L 96,23 23,91 5,74 66,15 39,55 2,26
CH2O2 = 1000 mg/L
CFe2+ = 50 mg/L 91,92 45,7 42,86 80,57 50,35 3,62
CH2O2 = 1250 mg/L
CFe2+ = 62,5 mg/L 97,94 55,87 3,62 87 67,46 8,34
CH2O2 = 1500 mg/L
CFe2+ = 75 mg/L 95,6 27,32 25,4 95,37 72,95 5,14
Assim como no processo Fenton, conforme o resultado da ANOVA (Tabela 13) foi
encontrado diferenças, ao nível de 5% de probabilidade, entre os tratamentos, com relação à
remoção de cor.
Tabela 13. Resultados da ANOVA aplicada aos processos foto-Fenton pH = 3
Fonte de
variação
Soma dos
quadrados
Graus de
Liberdade
Quadrado
médio F Significância
Entre grupos 2833,166 4 708,291 513,453 0,000
Dentro dos
grupos 13,795 10 1,379
Total 2846,960 14
Os resultados apresentados na Tabela 14 mostram que os processos foto-Fenton em
pH = 3 são estatisticamente diferentes.
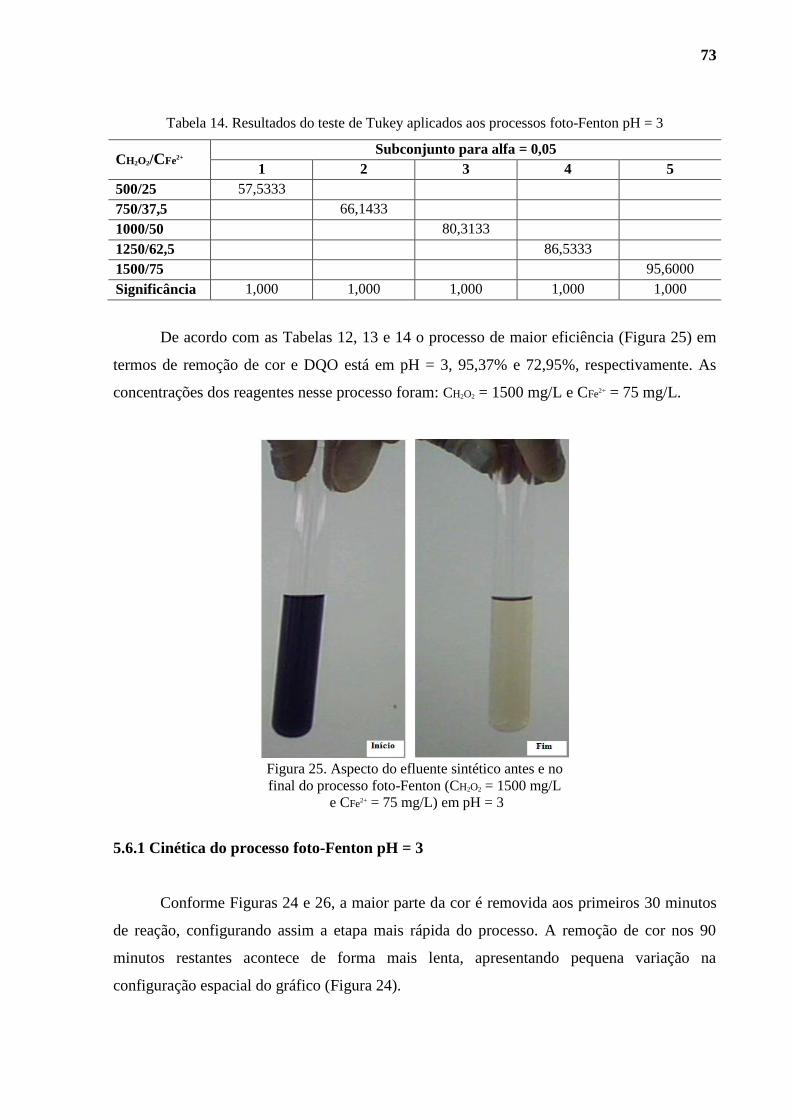
73
Tabela 14. Resultados do teste de Tukey aplicados aos processos foto-Fenton pH = 3
CH2O2/CFe2+ Subconjunto para alfa = 0,05
1 2 3 4 5
500/25 57,5333
750/37,5 66,1433
1000/50 80,3133
1250/62,5 86,5333
1500/75 95,6000
Significância 1,000 1,000 1,000 1,000 1,000
De acordo com as Tabelas 12, 13 e 14 o processo de maior eficiência (Figura 25) em
termos de remoção de cor e DQO está em pH = 3, 95,37% e 72,95%, respectivamente. As
concentrações dos reagentes nesse processo foram: CH2O2 = 1500 mg/L e CFe2+ = 75 mg/L.
Figura 25. Aspecto do efluente sintético antes e no
final do processo foto-Fenton (CH2O2 = 1500 mg/L
e CFe2+ = 75 mg/L) em pH = 3
5.6.1 Cinética do processo foto-Fenton pH = 3
Conforme Figuras 24 e 26, a maior parte da cor é removida aos primeiros 30 minutos
de reação, configurando assim a etapa mais rápida do processo. A remoção de cor nos 90
minutos restantes acontece de forma mais lenta, apresentando pequena variação na
configuração espacial do gráfico (Figura 24).
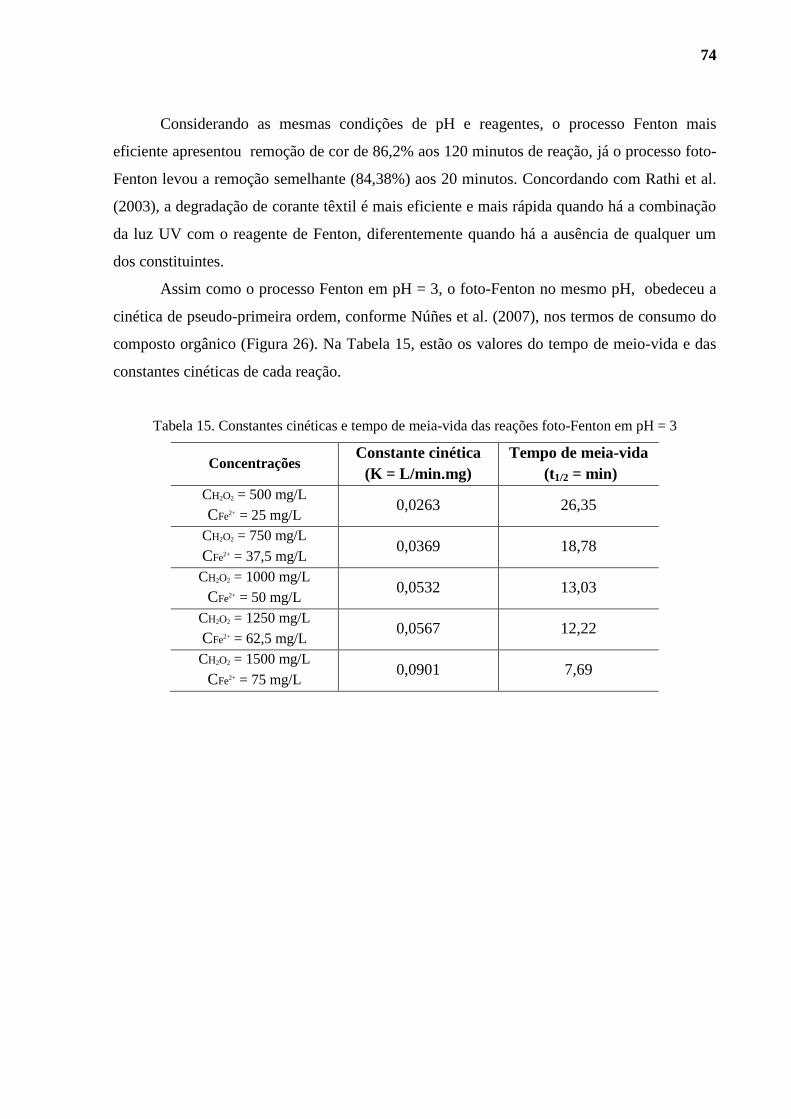
74
Considerando as mesmas condições de pH e reagentes, o processo Fenton mais
eficiente apresentou remoção de cor de 86,2% aos 120 minutos de reação, já o processo foto-
Fenton levou a remoção semelhante (84,38%) aos 20 minutos. Concordando com Rathi et al.
(2003), a degradação de corante têxtil é mais eficiente e mais rápida quando há a combinação
da luz UV com o reagente de Fenton, diferentemente quando há a ausência de qualquer um
dos constituintes.
Assim como o processo Fenton em pH = 3, o foto-Fenton no mesmo pH, obedeceu a
cinética de pseudo-primeira ordem, conforme Núñes et al. (2007), nos termos de consumo do
composto orgânico (Figura 26). Na Tabela 15, estão os valores do tempo de meio-vida e das
constantes cinéticas de cada reação.
Tabela 15. Constantes cinéticas e tempo de meia-vida das reações foto-Fenton em pH = 3
Concentrações Constante cinética
(K = L/min.mg)
Tempo de meia-vida
(t1/2 = min)
CH2O2 = 500 mg/L
CFe2+ = 25 mg/L 0,0263 26,35
CH2O2 = 750 mg/L
CFe2+ = 37,5 mg/L 0,0369 18,78
CH2O2 = 1000 mg/L
CFe2+ = 50 mg/L 0,0532 13,03
CH2O2 = 1250 mg/L
CFe2+ = 62,5 mg/L 0,0567 12,22
CH2O2 = 1500 mg/L
CFe2+ = 75 mg/L 0,0901 7,69
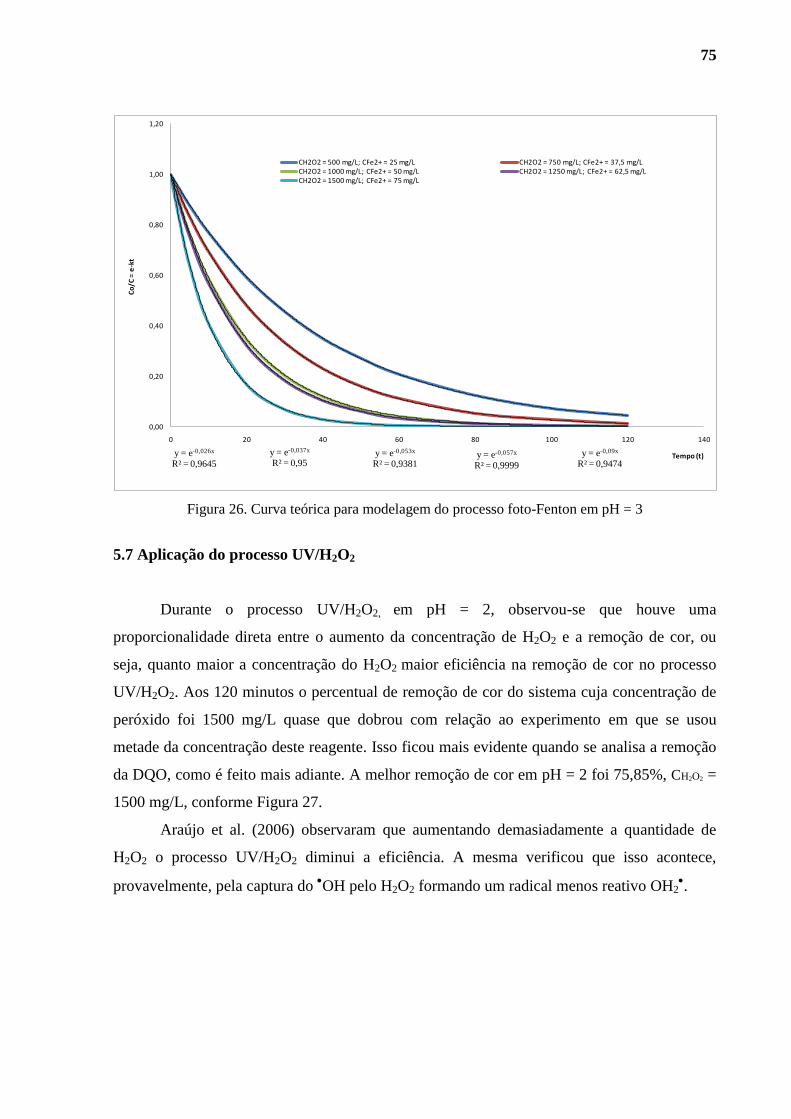
75
y = e-0,026x
R² = 0,9645
y = e-0,037x
R² = 0,95y = e-0,053x
R² = 0,9381y = e-0,057x
R² = 0,9999
y = e-0,09x
R² = 0,9474
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 20 40 60 80 100 120 140
Co
/C =
e-k
t
Tempo (t)
CH2O2 = 500 mg/L; CFe2+ = 25 mg/L CH2O2 = 750 mg/L; CFe2+ = 37,5 mg/LCH2O2 = 1000 mg/L; CFe2+ = 50 mg/L CH2O2 = 1250 mg/L; CFe2+ = 62,5 mg/LCH2O2 = 1500 mg/L; CFe2+ = 75 mg/L
Figura 26. Curva teórica para modelagem do processo foto-Fenton em pH = 3
5.7 Aplicação do processo UV/H2O2
Durante o processo UV/H2O2, em pH = 2, observou-se que houve uma
proporcionalidade direta entre o aumento da concentração de H2O2 e a remoção de cor, ou
seja, quanto maior a concentração do H2O2 maior eficiência na remoção de cor no processo
UV/H2O2. Aos 120 minutos o percentual de remoção de cor do sistema cuja concentração de
peróxido foi 1500 mg/L quase que dobrou com relação ao experimento em que se usou
metade da concentração deste reagente. Isso ficou mais evidente quando se analisa a remoção
da DQO, como é feito mais adiante. A melhor remoção de cor em pH = 2 foi 75,85%, CH2O2 =
1500 mg/L, conforme Figura 27.
Araújo et al. (2006) observaram que aumentando demasiadamente a quantidade de
H2O2 o processo UV/H2O2 diminui a eficiência. A mesma verificou que isso acontece,
provavelmente, pela captura do OH pelo H2O2 formando um radical menos reativo OH2
.
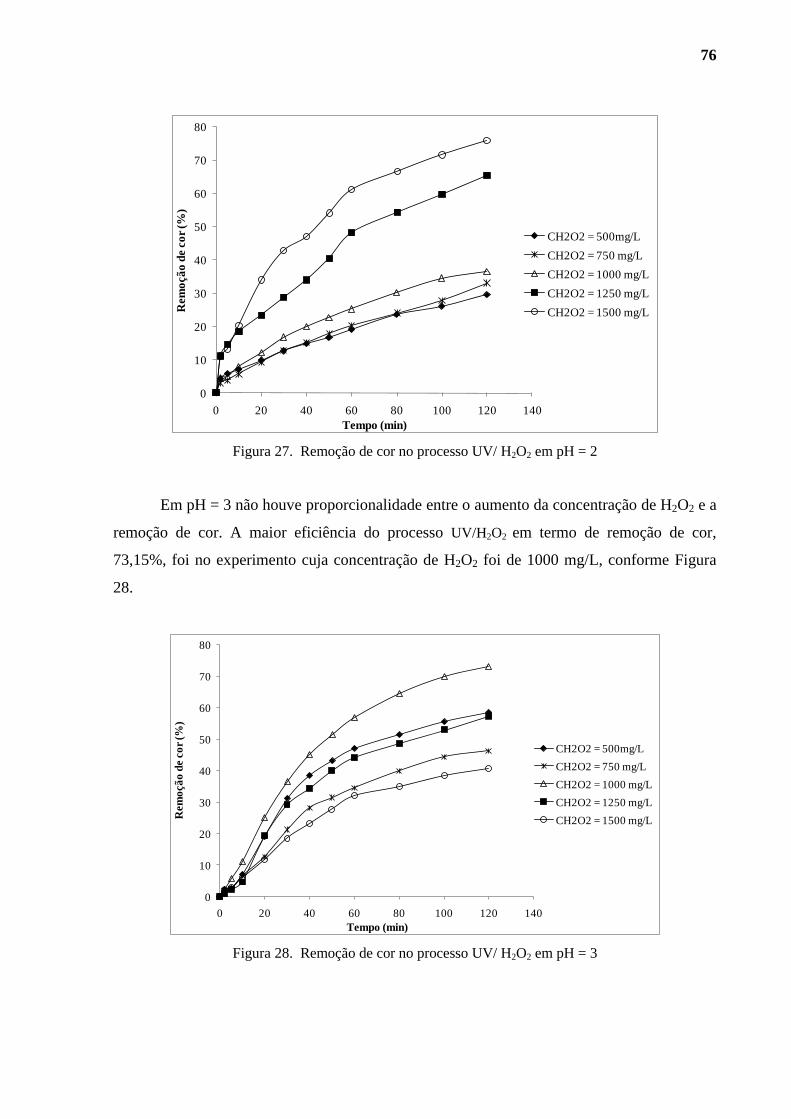
76
0
10
20
30
40
50
60
70
80
0 20 40 60 80 100 120 140
Rem
oçã
o d
e c
or
(%)
Tempo (min)
CH2O2 = 500mg/L
CH2O2 = 750 mg/L
CH2O2 = 1000 mg/L
CH2O2 = 1250 mg/L
CH2O2 = 1500 mg/L
Figura 27. Remoção de cor no processo UV/ H2O2 em pH = 2
Em pH = 3 não houve proporcionalidade entre o aumento da concentração de H2O2 e a
remoção de cor. A maior eficiência do processo UV/H2O2 em termo de remoção de cor,
73,15%, foi no experimento cuja concentração de H2O2 foi de 1000 mg/L, conforme Figura
28.
0
10
20
30
40
50
60
70
80
0 20 40 60 80 100 120 140
Rem
oçã
o d
e c
or
(%)
Tempo (min)
CH2O2 = 500mg/L
CH2O2 = 750 mg/L
CH2O2 = 1000 mg/L
CH2O2 = 1250 mg/L
CH2O2 = 1500 mg/L
Figura 28. Remoção de cor no processo UV/ H2O2 em pH = 3
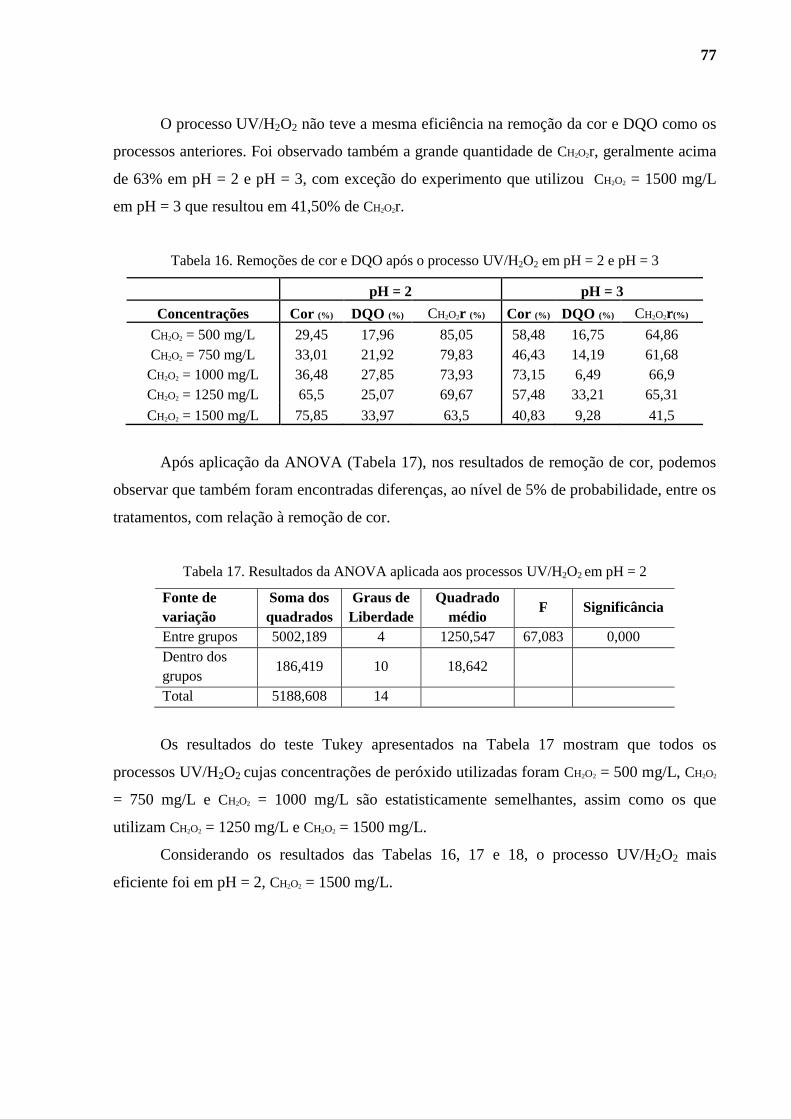
77
O processo UV/H2O2 não teve a mesma eficiência na remoção da cor e DQO como os
processos anteriores. Foi observado também a grande quantidade de CH2O2r, geralmente acima
de 63% em pH = 2 e pH = 3, com exceção do experimento que utilizou CH2O2 = 1500 mg/L
em pH = 3 que resultou em 41,50% de CH2O2r.
Tabela 16. Remoções de cor e DQO após o processo UV/H2O2 em pH = 2 e pH = 3
pH = 2 pH = 3
Concentrações Cor (%) DQO (%) CH2O2r (%) Cor (%) DQO (%) CH2O2r(%)
CH2O2 = 500 mg/L 29,45 17,96 85,05 58,48 16,75 64,86
CH2O2 = 750 mg/L 33,01 21,92 79,83 46,43 14,19 61,68
CH2O2 = 1000 mg/L 36,48 27,85 73,93 73,15 6,49 66,9
CH2O2 = 1250 mg/L 65,5 25,07 69,67 57,48 33,21 65,31
CH2O2 = 1500 mg/L 75,85 33,97 63,5 40,83 9,28 41,5
Após aplicação da ANOVA (Tabela 17), nos resultados de remoção de cor, podemos
observar que também foram encontradas diferenças, ao nível de 5% de probabilidade, entre os
tratamentos, com relação à remoção de cor.
Tabela 17. Resultados da ANOVA aplicada aos processos UV/H2O2 em pH = 2
Fonte de
variação
Soma dos
quadrados
Graus de
Liberdade
Quadrado
médio F Significância
Entre grupos 5002,189 4 1250,547 67,083 0,000
Dentro dos
grupos 186,419 10 18,642
Total 5188,608 14
Os resultados do teste Tukey apresentados na Tabela 17 mostram que todos os
processos UV/H2O2 cujas concentrações de peróxido utilizadas foram CH2O2 = 500 mg/L, CH2O2
= 750 mg/L e CH2O2 = 1000 mg/L são estatisticamente semelhantes, assim como os que
utilizam CH2O2 = 1250 mg/L e CH2O2 = 1500 mg/L.
Considerando os resultados das Tabelas 16, 17 e 18, o processo UV/H2O2 mais
eficiente foi em pH = 2, CH2O2 = 1500 mg/L.
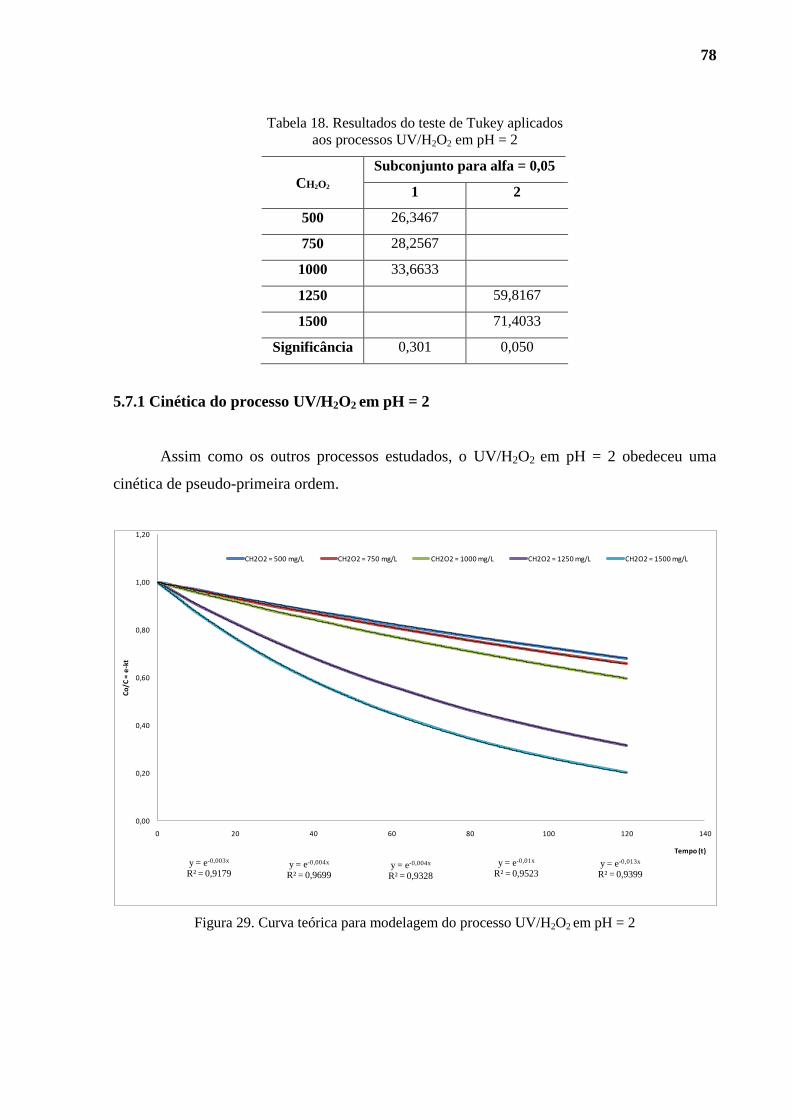
78
Tabela 18. Resultados do teste de Tukey aplicados
aos processos UV/H2O2 em pH = 2
CH2O2
Subconjunto para alfa = 0,05
1 2
500 26,3467
750 28,2567
1000 33,6633
1250 59,8167
1500 71,4033
Significância 0,301 0,050
5.7.1 Cinética do processo UV/H2O2 em pH = 2
Assim como os outros processos estudados, o UV/H2O2 em pH = 2 obedeceu uma
cinética de pseudo-primeira ordem.
y = e-0,003x
R² = 0,9179y = e-0,004x
R² = 0,9699y = e-0,004x
R² = 0,9328
y = e-0,01x
R² = 0,9523y = e-0,013x
R² = 0,9399
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 20 40 60 80 100 120 140
Co
/C =
e-k
t
Tempo (t)
CH2O2 = 500 mg/L CH2O2 = 750 mg/L CH2O2 = 1000 mg/L CH2O2 = 1250 mg/L CH2O2 = 1500 mg/L
Figura 29. Curva teórica para modelagem do processo UV/H2O2 em pH = 2
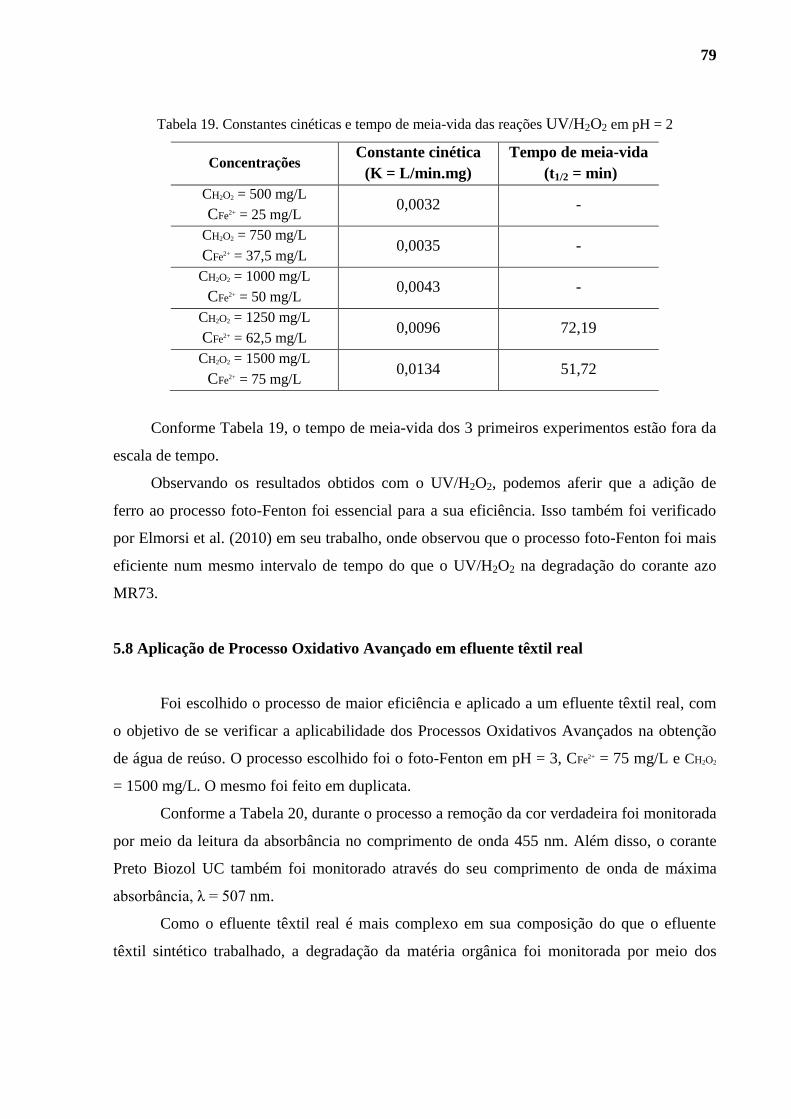
79
Tabela 19. Constantes cinéticas e tempo de meia-vida das reações UV/H2O2 em pH = 2
Concentrações Constante cinética
(K = L/min.mg)
Tempo de meia-vida
(t1/2 = min)
CH2O2 = 500 mg/L
CFe2+ = 25 mg/L 0,0032 -
CH2O2 = 750 mg/L
CFe2+ = 37,5 mg/L 0,0035 -
CH2O2 = 1000 mg/L
CFe2+ = 50 mg/L 0,0043 -
CH2O2 = 1250 mg/L
CFe2+ = 62,5 mg/L 0,0096 72,19
CH2O2 = 1500 mg/L
CFe2+ = 75 mg/L 0,0134 51,72
Conforme Tabela 19, o tempo de meia-vida dos 3 primeiros experimentos estão fora da
escala de tempo.
Observando os resultados obtidos com o UV/H2O2, podemos aferir que a adição de
ferro ao processo foto-Fenton foi essencial para a sua eficiência. Isso também foi verificado
por Elmorsi et al. (2010) em seu trabalho, onde observou que o processo foto-Fenton foi mais
eficiente num mesmo intervalo de tempo do que o UV/H2O2 na degradação do corante azo
MR73.
5.8 Aplicação de Processo Oxidativo Avançado em efluente têxtil real
Foi escolhido o processo de maior eficiência e aplicado a um efluente têxtil real, com
o objetivo de se verificar a aplicabilidade dos Processos Oxidativos Avançados na obtenção
de água de reúso. O processo escolhido foi o foto-Fenton em pH = 3, CFe2+ = 75 mg/L e CH2O2
= 1500 mg/L. O mesmo foi feito em duplicata.
Conforme a Tabela 20, durante o processo a remoção da cor verdadeira foi monitorada
por meio da leitura da absorbância no comprimento de onda 455 nm. Além disso, o corante
Preto Biozol UC também foi monitorado através do seu comprimento de onda de máxima
absorbância, λ = 507 nm.
Como o efluente têxtil real é mais complexo em sua composição do que o efluente
têxtil sintético trabalhado, a degradação da matéria orgânica foi monitorada por meio dos
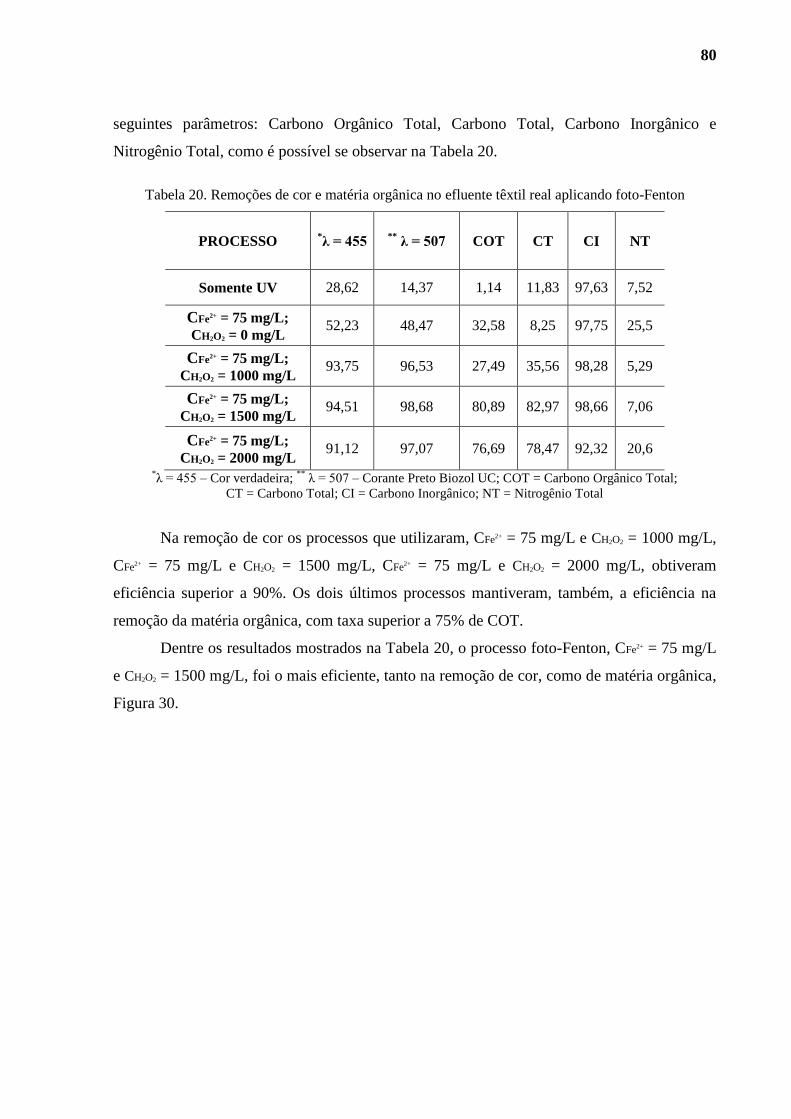
80
seguintes parâmetros: Carbono Orgânico Total, Carbono Total, Carbono Inorgânico e
Nitrogênio Total, como é possível se observar na Tabela 20.
Tabela 20. Remoções de cor e matéria orgânica no efluente têxtil real aplicando foto-Fenton
PROCESSO *λ = 455
** λ = 507 COT CT CI NT
Somente UV 28,62 14,37 1,14 11,83 97,63 7,52
CFe2+ = 75 mg/L;
CH2O2 = 0 mg/L 52,23 48,47 32,58 8,25 97,75 25,5
CFe2+ = 75 mg/L;
CH2O2 = 1000 mg/L 93,75 96,53 27,49 35,56 98,28 5,29
CFe2+ = 75 mg/L;
CH2O2 = 1500 mg/L 94,51 98,68 80,89 82,97 98,66 7,06
CFe2+ = 75 mg/L;
CH2O2 = 2000 mg/L 91,12 97,07 76,69 78,47 92,32 20,6
*λ = 455 – Cor verdadeira;
** λ = 507 – Corante Preto Biozol UC; COT = Carbono Orgânico Total;
CT = Carbono Total; CI = Carbono Inorgânico; NT = Nitrogênio Total
Na remoção de cor os processos que utilizaram, CFe2+ = 75 mg/L e CH2O2 = 1000 mg/L,
CFe2+ = 75 mg/L e CH2O2 = 1500 mg/L, CFe2+ = 75 mg/L e CH2O2 = 2000 mg/L, obtiveram
eficiência superior a 90%. Os dois últimos processos mantiveram, também, a eficiência na
remoção da matéria orgânica, com taxa superior a 75% de COT.
Dentre os resultados mostrados na Tabela 20, o processo foto-Fenton, CFe2+ = 75 mg/L
e CH2O2 = 1500 mg/L, foi o mais eficiente, tanto na remoção de cor, como de matéria orgânica,
Figura 30.
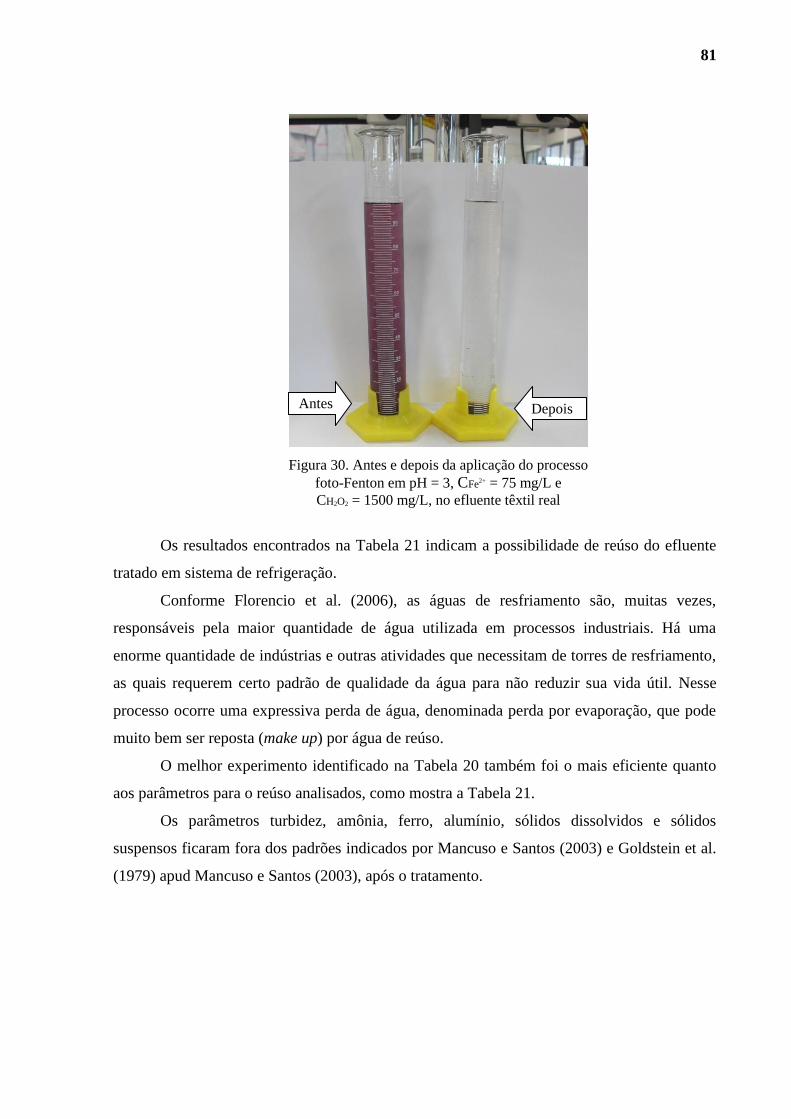
81
Figura 30. Antes e depois da aplicação do processo
foto-Fenton em pH = 3, CFe2+ = 75 mg/L e
CH2O2 = 1500 mg/L, no efluente têxtil real
Os resultados encontrados na Tabela 21 indicam a possibilidade de reúso do efluente
tratado em sistema de refrigeração.
Conforme Florencio et al. (2006), as águas de resfriamento são, muitas vezes,
responsáveis pela maior quantidade de água utilizada em processos industriais. Há uma
enorme quantidade de indústrias e outras atividades que necessitam de torres de resfriamento,
as quais requerem certo padrão de qualidade da água para não reduzir sua vida útil. Nesse
processo ocorre uma expressiva perda de água, denominada perda por evaporação, que pode
muito bem ser reposta (make up) por água de reúso.
O melhor experimento identificado na Tabela 20 também foi o mais eficiente quanto
aos parâmetros para o reúso analisados, como mostra a Tabela 21.
Os parâmetros turbidez, amônia, ferro, alumínio, sólidos dissolvidos e sólidos
suspensos ficaram fora dos padrões indicados por Mancuso e Santos (2003) e Goldstein et al.
(1979) apud Mancuso e Santos (2003), após o tratamento.
Antes Depois
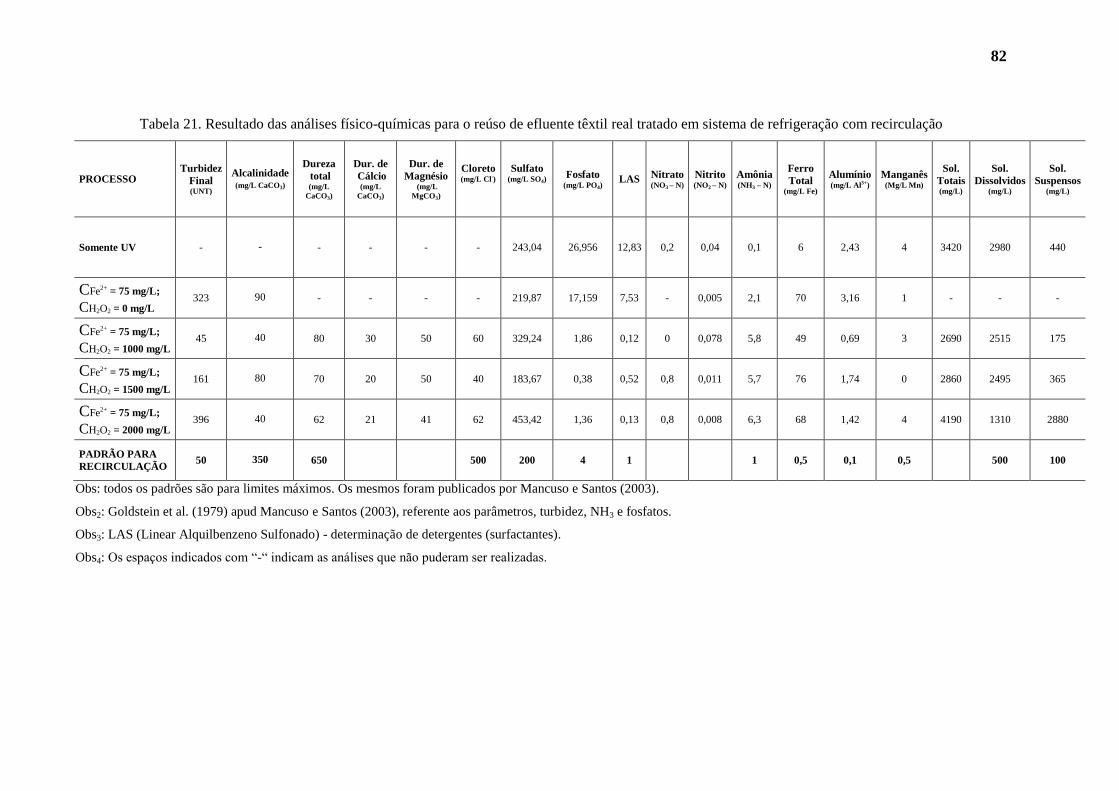
82
Tabela 21. Resultado das análises físico-químicas para o reúso de efluente têxtil real tratado em sistema de refrigeração com recirculação
PROCESSO Turbidez
Final (UNT)
Alcalinidade (mg/L CaCO3)
Dureza
total (mg/L
CaCO3)
Dur. de
Cálcio (mg/L
CaCO3)
Dur. de
Magnésio (mg/L
MgCO3)
Cloreto (mg/L Cl-)
Sulfato (mg/L SO4)
Fosfato (mg/L PO4)
LAS Nitrato (NO3 – N)
Nitrito (NO2 – N)
Amônia (NH3 – N)
Ferro
Total (mg/L Fe)
Alumínio (mg/L Al3+)
Manganês (Mg/L Mn)
Sol.
Totais (mg/L)
Sol.
Dissolvidos (mg/L)
Sol.
Suspensos (mg/L)
Somente UV - - - - - - 243,04 26,956 12,83 0,2 0,04 0,1 6 2,43 4 3420 2980 440
CFe2+ = 75 mg/L;
CH2O2 = 0 mg/L 323 90 - - - - 219,87 17,159 7,53 - 0,005 2,1 70 3,16 1 - - -
CFe2+ = 75 mg/L;
CH2O2 = 1000 mg/L 45 40 80 30 50 60 329,24 1,86 0,12 0 0,078 5,8 49 0,69 3 2690 2515 175
CFe2+ = 75 mg/L;
CH2O2 = 1500 mg/L 161 80 70 20 50 40 183,67 0,38 0,52 0,8 0,011 5,7 76 1,74 0 2860 2495 365
CFe2+ = 75 mg/L;
CH2O2 = 2000 mg/L 396 40 62 21 41 62 453,42 1,36 0,13 0,8 0,008 6,3 68 1,42 4 4190 1310 2880
PADRÃO PARA
RECIRCULAÇÃO 50 350 650
500 200 4 1
1 0,5 0,1 0,5
500 100
Obs: todos os padrões são para limites máximos. Os mesmos foram publicados por Mancuso e Santos (2003).
Obs2: Goldstein et al. (1979) apud Mancuso e Santos (2003), referente aos parâmetros, turbidez, NH3 e fosfatos.
Obs3: LAS (Linear Alquilbenzeno Sulfonado) - determinação de detergentes (surfactantes).
Obs4: Os espaços indicados com “-“ indicam as análises que não puderam ser realizadas.
83
A turbidez, segundo Dezotti (2008), está relacionada à presença de material sólido em
suspensão (silte, argila, sílica), material orgânico e inorgânico finamente divididos (que
podem estar associados a um material coloidal), microrganismos e algas.
Já a amônia é tóxica às diversas formas de vida. A sua presença pode estar relacionada
não só a presença de esgoto industrial, mas também a doméstico no efluente coletado.
A concentração bastante elevada de ferro deve-se a sua adição no início do processo.
O mesmo pode ser removido no final do processo utilizando de técnicas como precipitação ou
adsorção.
Uma solução para o tratamento dos sólidos seria a diluição do efluente. Assim, o
mesmo não seria utilizado diretamente e sim adicionado a águas de reposição dos sistemas de
resfriamento nas proporções necessárias que possa garantir a segurança do sistema.
Para Goldstein et al. (1979) apud Mancuso e Santos (2003), o pH para águas de
reposição em sistemas de resfriamento com recirculação devem estar entre 6 e 9. Como o
efluente têxtil foi tratado em pH aproximadamente 3, é necessário sua elevação no final do
processo para a devida adequação às exigências.
5.9 Caracterização do lodo resultante do tratamento do efluente têxtil real
A partir da Espectroscopia por Energia Dispersiva (EDS) do lodo foi possível se
identificar parte dos elementos presentes no mesmo. Dentre eles destaca-se o ferro, que
apresentou um dos picos de maior intensidade, assim como o carbono, fósforo, enxofre e
cloro, conforme Figura 32.
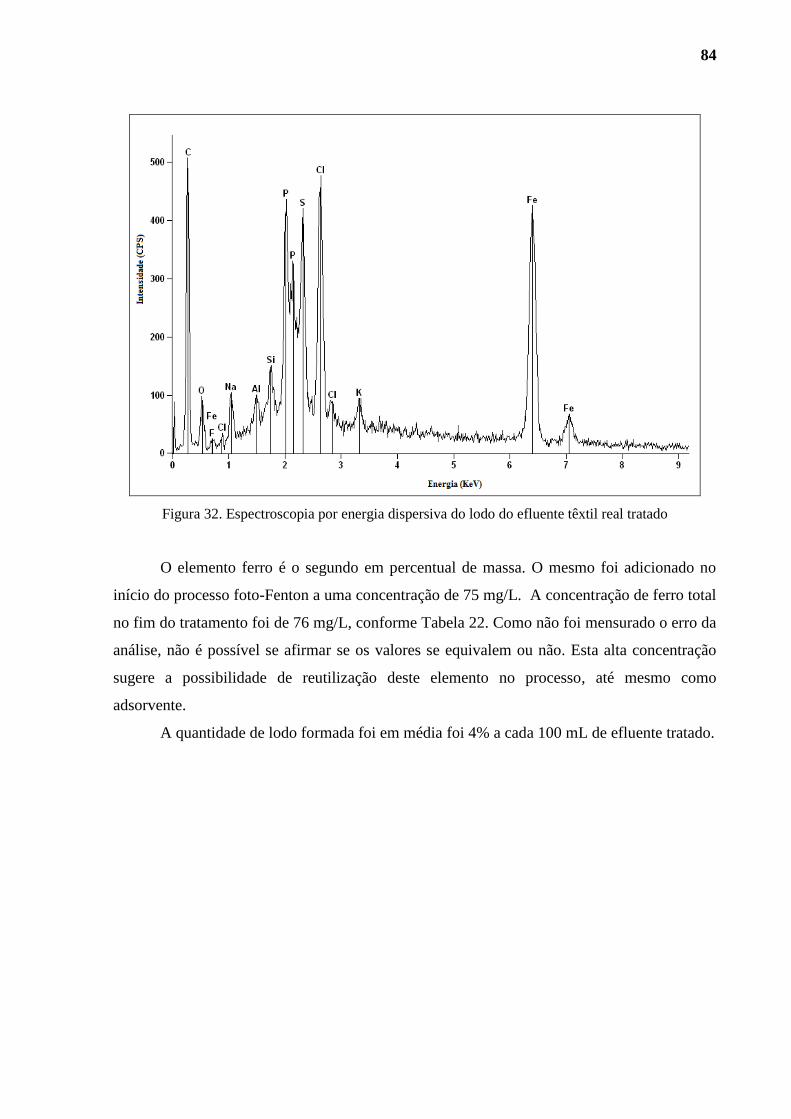
84
Figura 32. Espectroscopia por energia dispersiva do lodo do efluente têxtil real tratado
O elemento ferro é o segundo em percentual de massa. O mesmo foi adicionado no
início do processo foto-Fenton a uma concentração de 75 mg/L. A concentração de ferro total
no fim do tratamento foi de 76 mg/L, conforme Tabela 22. Como não foi mensurado o erro da
análise, não é possível se afirmar se os valores se equivalem ou não. Esta alta concentração
sugere a possibilidade de reutilização deste elemento no processo, até mesmo como
adsorvente.
A quantidade de lodo formada foi em média foi 4% a cada 100 mL de efluente tratado.
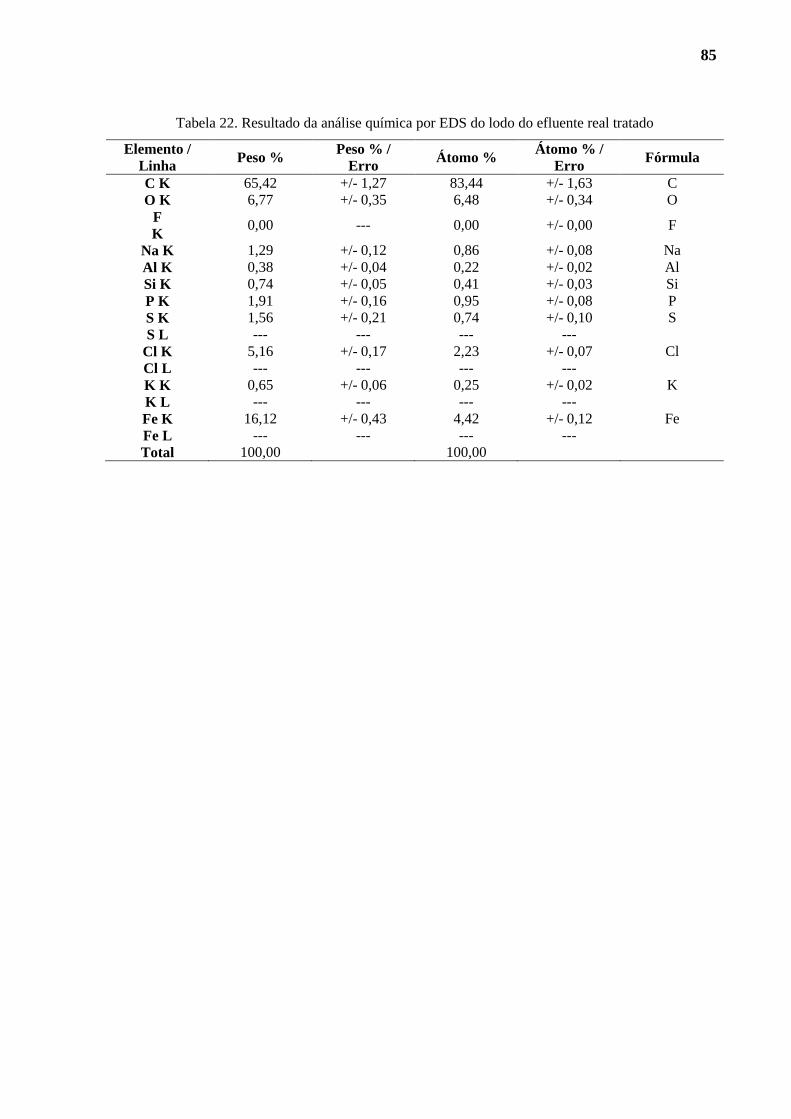
85
Tabela 22. Resultado da análise química por EDS do lodo do efluente real tratado
Elemento /
Linha Peso %
Peso % /
Erro Átomo %
Átomo % /
Erro Fórmula
C K 65,42 +/- 1,27 83,44 +/- 1,63 C
O K 6,77 +/- 0,35 6,48 +/- 0,34 O
F
K 0,00 --- 0,00 +/- 0,00 F
Na K 1,29 +/- 0,12 0,86 +/- 0,08 Na
Al K 0,38 +/- 0,04 0,22 +/- 0,02 Al
Si K 0,74 +/- 0,05 0,41 +/- 0,03 Si
P K 1,91 +/- 0,16 0,95 +/- 0,08 P
S K 1,56 +/- 0,21 0,74 +/- 0,10 S
S L --- --- --- ---
Cl K 5,16 +/- 0,17 2,23 +/- 0,07 Cl
Cl L --- --- --- ---
K K 0,65 +/- 0,06 0,25 +/- 0,02 K
K L --- --- --- ---
Fe K 16,12 +/- 0,43 4,42 +/- 0,12 Fe
Fe L --- --- --- ---
Total 100,00 100,00
86
6 CONCLUSÕES
O Processo Oxidativo Avançado mais eficiente na remoção de cor e DQO foi o foto-
Fenton, cujas concentrações dos reagentes foram CFe2+ = 75 mg/L e CH2O2 = 1500 mg/L, em pH
= 3. Neste processo foi observado que a maior parte da cor (92,07%) foi removida nos
primeiros 30 minutos de reação, o mesmo também foi o mais eficiente quando aplicado ao
efluente têxtil real.
A possibilidade de reúso identificado, após tratamento, foi em sistema de refrigeração
com recirculação. Vale destacar que o efluente tratado não tem condições de ser reutilizado
diretamente já que alguns parâmetros ficaram fora dos padrões.
Como ainda é necessário o uso de tratamento complementar, o processo foto-Fenton,
pode ser utilizado como pré ou pós-tratamento, para a obtenção de água de reúso utilizando
efluente têxtil real.
87
7 CONSIDERAÇÕES FINAIS
O ferro presente no lodo nos leva a formular a hipótese de que o mesmo pode ser
utilizado na alimentação do próprio processo foto-Fenton. A reutilização do lodo pode trazer
benefícios ambientais e econômicos.
Propõe-se para trabalhos futuros o estudo de processos combinados ao foto-Fenton, a
análise microbiológica e de toxicidade do efluente tratado, para se verificar os riscos de sua
manipulação, a reutilização do lodo formado no final do processo e um estudo de viabilidade
econômica.
88
REFERÊNCIAS
ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9800: Critérios
para lançamento de efluentes líquidos industriais no sistema coletor público de esgoto
sanitário. Rio de Janeiro, 1987.
_______. NBR 13969: Dispõe sobre os tanques sépticos - unidades de tratamento
complementar e disposição final dos efluentes líquidos - projeto, construção e operação. Rio
de Janeiro, 1997.
AGÊNCIA NACIONAL DE ÁGUAS (ANA). Cobrança pelo uso de recursos hídricos.
Disponível em: <http://www2.ana.gov.br/Paginas/servicos/cobrancaearrecadacao/
cobrancaearrecadacao.aspx> . Acessado em: 25 nov. 2010.
ALLÈGRE, C.; MOULIN, P.; MAISSEU, M.; CHARBIT, F. Treatment and reuse of reactive
dyeing effluents. Journal of Membrane Science, v. 269, p. 15–34, 2006.
AMERICAN PUBLIC HEALTH ASSOCIATION (APHA). Standard methods for the
examination of water and wastewater. 20. ed. Washington: American Public Health
Association; AWWA; WPCF, 1999.
ARAÚJO, F. V. da F.; YOKOYAMA, L.; TEIXEIRA, L. A. C. Remoção de cor em soluções
de corantes reativos por oxidação com UV/H2O2. Química Nova, v. 29, n. 1, p. 11-14, 2006.
AY, F.; CATALKAYA, E. C.; KARGI, F. A statistical experiment design approach for
advanced oxidation of Direct Red azo-dye by photo-Fenton Treatment. Journal of Harzadous
Materials. v. 162, p. 230-236, 2009.
BALI, U.; ÇATALKAYA, E.; SENGÜL, F. Photodegradation of Reactive Black 5, Direct
Red 28 and Direct Yellow 12 using UV, UV/H2O2 and UV/ H2O2/Fe2+
: a comparative study.
Journal of Harzadous Materials. v. B114, p. 159-166, 2004.
BASTIAN, E. Y. O. et al. Guia técnico ambiental da indústria têxtil. São Paulo: CETESB:
SINDITÊXTIL, 2009.
BRAGA, B. et al. Introdução à Engenharia Ambiental. 2. Ed. São Paulo: Pearson Prentice
Hall, 2005.
BRASIL. CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução nº 357, de 17 de
março de 2005. Dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o
seu enquadramento, bem como estabelece as condições e padrões de lançamento de efluentes,
e dá outras providências. Disponível em: <http://www.mma.gov.br/port/conama/res/res05/
res35705.pdf>. Acesso em: 02 fev. 2011.
_______. CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução nº 393, de 8 de
agosto de 2007. Dispõe sobre o descarte contínuo de água de processo ou de produção em
89
plataformas marítimas de petróleo e gás natural, e dá outras providências. Disponível em:
<http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=541>. Acesso em: 02 fev. 2011.
_______. CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução nº 396, de 3 de abril
de 2008. Dispõe sobre a classificação e diretrizes ambientais para o enquadramento das águas
subterrâneas e dá outras providências. Disponível em: <http://www.mma.gov.br/port/conama/
legiabre.cfm?codlegi=562>. Acesso em: 02 fev. 2011.
_______. CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução nº 397, de 3 de abril
de 2008. Altera o inciso II do § 4º e a Tabela X do § 5º, ambos do art. 34 da Resolução
CONAMA nº 357, de 2005, que dispõe sobre a classificação dos corpos de água e diretrizes
ambientais para o seu enquadramento, bem como estabelece as condições e padrões de
lançamento de efluentes. Disponível em: <http://www.mma.gov.br/port/conama/legiabre.cfm?
codlegi=563>. Acesso em: 02 fev. 2011.
_______. CONSELHO NACIONAL DE RECURSOS HÍDRICOS. Resolução nº 54, de 28 de
novembro de 2005. Estabelece modalidades, diretrizes e critérios gerais para a prática de
reúso direto não potável de água. Disponível em: http://www.aesa.pb.gov.br/legislacao
/resolucoes/cnrh/54_2005_criterios_gerais_uso_agua.pdf. Acesso em: 02 fev. 2011.
CHANG, CHEN-YU et al. Effect of pH on Fenton process using estimation of hydroxyl
radical with salicylic acid as trapping reagent. Water Science e Technology – WST. p. 873 –
879, 2008.
COLINDRES, P.; YEE-MADEIRA, H.; REGUERA, E. Removal of Reactive Black 5 from
aqueous solution by ozone for water reuse in textile dyeing processes. Desalination, v. 258, p.
154–158, 2010.
DEZOTTI, M. (coord.). Processos e Técnicas para o Controle Ambiental de Efluentes
Líquidos. Série Escola Piloto de Engenharia Química COPPE/UFRJ. Rio de Janeiro: E-
papers, 2008. 360p.
DOMÈNECH, X.; JARDIM, W. F.; LITTER, M. I. Procesos avanzados de oxidación para
La eliminación de contaminantes. In: CYTED. Eliminación de Contaminantes por
Fotocatálisis Heterogénea, 2001.
ELMORSI, T. M.; RIYAD, Y. M.; MOHAMED, Z. H.; BARY, H. M. H. A. El.
Decolorization of Mordant red 73 azo dye in water using H2O2/UV and photo-Fenton
treatment. Journal of Harzadous Materials. v.174, p. 352-358, 2010.
EPA – ENVIROMENTAL PROTECTION AGENCY. Handbook on Advanced
Photochemical Oxidation Processes. EPA/625/R-98/004, Washington, DC 20460, 1998. 97p.
________. Handbook on Advanced Nonphotochemical Oxidation Processes. EPA/625/R-
01/004, Washington, DC, 2001. 132p.
________. Guidelines for Water Reuse. EPA/625/ R-04/108, Washington, DC, 2004a. 450p.
90
________. Primer for Municipal Wastewater Treatment Systems. EPA 832-R-04-001,
Washington DC 20460, 2004b. 30 p.
FEDERAÇÃO DAS INDÚSTRIAS DO ESTADO DE SÃO PAULO. Manual de
Conservação e Reuso de Água para a Indústria: Manual de Orientações para o Setor
Industrial. Vol.1. São Paulo: FIESP, 2004.
FENTON, H. J. H. Oxidation of Tartaric Acid in Presence of Iron. Journal of the Chemical
Society. v. 65. p. 899, 1894.
FLORENCIO, L.; BASTOS, R, K. X.; AISSE, M. M. Tratamento e utilização de esgotos
sanitários. Rio de Janeiro: ABES, 2006. 427 p.
GUARATINI, C. C. I.; ZANONI, M. V. B. Corantes têxteis. Química Nova, vol. 23, n.1,
p.71-78, 2000.
GULKAYA, I; SURUCU, G. A.; DILEK, F. B. Importance of H2O2/Fe2+
ratio in Fenton’s
treatment of a carpet dyeing wastewater. Journal of mHarzadous Materials. v. B136, p. 763-
769, 2006.
JORDÃO, E. P.; PESSOA, C. A. Tratamento de esgoto doméstico. 3 ed. Rio de Janeiro:
ABES, 1995. 720 p.
KANG, Y. W.; CHO, M.; HWANG, K. Correction of hydrogen peroxide interference on
standard chemical oxygen demand test. Water Research. v. 33, n. 5, p. 1247-1251, 1999.
KOPPENOL, W. H.; LIEBMAN, J. F. The Oxidizing Nature of the Hydroxyl Radical. A
Comparison with the Ferryl Ion (FeO2+
). The Journal of Physical Chemistry. v. 88, n. 1, 1984.
LEGRINI, O.; OLIVEROS, E.; BRAUN, A. M. Photochemical processes for water treatment.
Chemical Reviews, v. 93, n. 2, p. 671-698, 1993.
LIDE, D. R. (Ed.). Handbook Chemistry and Physics. 85th ed. New York: CRC Press, 2005.
LOPES, N. A.; FASCIO, M. Esquemas para interpretação de espectros de substâncias
orgânicas na região do infravermelho. Química Nova, v.27, n. 4, p. 670-673, 2004.
LU, X.; LIU, L.; RONGRONG, L.; JIHUA, C. Textile wastewater reuse as an alternative
water source for dyeing and finishing processes: A case study. Desalination, p. 229-232,
2010.
LUCAS, M. S.; PERES, J. A. Decolorization of the azo dye Reactive Black 5 by Fenton and
photo-Fenton oxidation. Dye and Pigments, v. 71, p. 236-244, 2006.
MANCUSO, P. C. S.; SANTOS, H. F. dos. (Editores). Reuso de Água. Barueri, SP: Manole,
2003.
91
MATTIOLI, D. et al. Efficient use of water in the textile finishing industry. European Water
Association (EWA), 2005.
MO, J.; HWANG, J. E.; JEGAL, J.; KIM, J. Pretreatment of a Dyeing Wastewater Using
Chemical Coagulants. Dyes and Pigments, v.72, p. 240-245, 2007.
NEYENS, E.; BAEYENS, J. A review of classic Fenton’s peroxidation as an advanced
oxidation technique. Journal of Hazardous Materials. B98, p. 33-50, 2003.
NOGUEIRA, R. F. P. et al. Fundamentos e aplicações ambientais dos processos Fenton e
foto-Fenton. Química Nova, v. 30, n. 2, p. 400-408, 2007.
NÚÑES, L.; GARCÍA-HORTAL, A.; TORRADES, F. Study of kinetic parameters related to
the decolourization and mineralization of reactive dyes from textile dyeing using Fenton and
photo-Fenton processes. Dye and Pigments, v.75, p. 647-652, 2007.
OHLWEILER, O. A. Teoria e Prática da Análise Quantitativa Inorgânica. v.4, Editora
Universidade de Brasília, 1968.
OLIVEIRA, D. M.; LEÃO, M. M. D. Avaliação da biodegradabilidade de efluentes têxteis do
beneficiamento secundário de malhas de poliéster tratados com reagente de fenton. Química
Nova, v. 32, n. 9, p. 2282-2286, 2009.
PAVIA, D. L.; LAMPMAN, G. M.; KRIZ, G. S. Introduction of Spectroscopy: a guide for
student of organic chemistry. Third edition. Brooks/Cole, 2001.
PERALTA-ZAMORA, P.; MORAES, S. G. de.; DURÁN, N. Novas tendências no tratamento
de efluentes têxteis. Química Nova, v. 25, n. 1, p.78-82, 2002.
PÉREZ, M.; TORRADES, F.; DOMÈNECH, X.; PERAL, J. Fenton and photo-Fenton
oxidation of textile effluents. Water Research. v. 36, p. 2703-2710, 2002.
PERKOWSKI, J.; KOS, L. Descolouration of Model Dyehouse Wastewater with Advanced
Oxidation Processes. FIBRES e TEXTILES, Vol. 11, n. 3, p.67-71, 2003a.
PERKOWSKI, J.; KOS, L. Descolouration of Real Textile Wastewater with Advanced
Oxidation Processes. FIBRES e TEXTILES, Vol. 11, n. 4, p. 81-85, 2003b.
RATHI, A.; RAJOR, H. K.; SHARMA, R. K. Photodegradation of direct yellow-12 using
UV/H2O2/Fe2+
. Journal of Hazardous Materials, B102, p. 31-241, 2003.
SANTOS, A. B. dos. Avaliação técnica de sistemas de tratamento de esgotos. Fortaleza:
Banco do Nordeste do Brasil, 2007. 206p.
SCHOEBERL, P.; BRIK, M.; BRAUN, R.; FUCHS, W. Treatment and recycling of textile
wastewater - case study and development of a recycling concept. Desalination, v. 171, p. 173-
183, 2004.
92
SHU, H. Y.; CHANG, M. C. Development of a rate expression for predicting decolorization
of C.I. Acid Black 1 in a UV/H2O2 process. Dye and Pigments, v. 70, p. 31-37, 2006.
SIMON, F.; LÖFF, J. F. ; KRUSCHE, F. B.; SILVA, C. E. Estudo da degradação do corante
Blue L por Processos Oxidativos Avançados. In: VII Congresso Brasileiro de Engenharia
Química - IC, 2007, São Carlos. Anais do 7º Congresso Brasileiro de Engenharia Química -
IC. São Carlos, v. 1. p. 1-6, 2007.
SPINKS, J.W.T.; WOODS, R. J. An Introduction to Radiation Chemistry. 3rd
ed. John Wiley
e Sons: Nova York, 1990.
STASINAKIS, A. S. Use of Selected Advanced Oxidation Processes (AOPs) for Wastewater
Treatment – a mini review. Global NEST Journal, v. 10, n. 3, p. 376-385, 2008.
TEIXEIRA, C. P. de A. B.; JARDIM, W. de F. Processos Oxidativos Avançados: conceitos
teóricos. Caderno temático, v. 3. Universidade Estadual de Campinas – UNICAMP, Instituto
de Química – IQ, Laboratório de Química Ambiental – LQA. Campinas, 2004.
UNIÃO EUROPÉIA. Diretiva 76/769/CEE do Conselho, de 27 de Julho de 1976. Relativa à
aproximação das disposições legislativas, regulamentares e administrativas dos Estados-
Membros respeitantes à limitação da colocação no mercado e da utilização de algumas
substâncias e preparações perigosas. Disponível em: < http://eur-lex.europa.eu/LexUriServ/
LexUriServ.do?uri=CELEX:31976L0769:PT:HTML>. Acesso em: 02 fev. 2011.
_________________. Diretiva 2002/61/CE do Parlamento Europeu e do Conselho
de 19 de julho de 2002. Altera pela décima nona vez a Diretiva 76/769/CEE do Conselho no
que respeita à limitação da colocação no mercado e da utilização de algumas substâncias e
preparações perigosas (corantes azóicos). Disponível em: <http://eurlex.europa.eu/
LexUriServ/LexUriServ.do?uri=OJ:L:2002:243:0015:0018:PT:PDF>. Acesso em: 02 fev.
2011.
_________________. Diretiva 2004/21/CE da Comissão de 24 de Fevereiro de 2004. Diz
respeito à limitação da colocação no mercado e da utilização de «corantes azóicos» (décima
terceira adaptação ao progresso técnico da Diretiva 76/769/CEE do Conselho). Disponível
em:<http://eurlex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2004:057:0004:0005:PT:P
DF>. Acesso em: 02 fev. 2011.
VIANA, F. L.; FORATTINI, G. D. Diagnóstico da outorga de direito de uso de recursos
hídricos no Brasil, e, Fiscalização dos usos de recursos hídricos no Brasil. Brasília: ANA,
2007. 166p.
WANG, X.; ZENG, G.; ZHU, J. Treatment of jean-wash wastewater by combined
coagulation, hydrolysis/acidification and Fenton oxidation. Journal of Hazardous Materials.
v.153, p. 810-816, 2008.
WESTERHOFF, G. P. Un update of research needs for water reuse. In: Water Reuse
Symposium, 3. Proceedings. San Diego, California: p. 1731-1742, 1984.
93
WORLD HEALTH ORGANIZATION. Reuse of effluents: methods of wastewater treatment
and health safeguards. Of a WHO meeting of experts. Technical report series n.517. Genebra,
1973.
94
Anexos
95
ANEXO A
Diretiva 76/769/CEE do Conselho, de 27 de Julho de 1976, relativa à aproximação das
disposições legislativas, regulamentares e administrativas dos Estados-Membros
respeitantes à limitação da colocação no mercado e da utilização de algumas substâncias
e preparações perigosas
Jornal Oficial nº L 262 de 27/09/1976 p. 0201 - 0203
Edição especial grega: Capítulo 13 Fascículo 4 p. 0178
Edição especial espanhola: Capítulo 13 Fascículo 5 p. 0208
Edição especial portuguesa: Capítulo 13 Fascículo 5 p. 0208
Edição especial finlandesa: Capítulo 13 Fascículo 5 p. 0229
Edição especial sueca: Capítulo 13 Fascículo 5 p. 0229
DIRETIVA DO CONSELHO
de 27 de Julho de 1976
Relativa à aproximação das disposições legislativas, regulamentares e administrativas dos
Estados-membros respeitantes à limitação da colocação no mercado e da utilização de
algumas substâncias e preparações perigosas (76/769/CEE).
O CONSELHO DAS COMUNIDADES EUROPÉIAS
Tendo em conta o Tratado que institui a Comunidade Econômica Européia e, nomeadamente,
o seu artigo 100 º,
Tendo em conta a proposta da Comissão,
Tendo em conta o parecer do Parlamento Europeu (1),
Tendo em conta o parecer do Comitê Econômico e Social (2),
Considerando que toda a regulamentação respeitante à colocação no mercado das substâncias
e preparações perigosas deve ter como fim a proteção da população e, nomeadamente, das
pessoas que as utilizam;
Considerando que deve contribuir para a proteção do ambiente contra todas as substâncias e
preparações que apresentem características de ecotoxicidade ou que possam poluir o
ambiente;
Considerando que deve igualmente ter como fim a restauração, a preservação e a melhoria da
qualidade de vida dos homens;
96
Considerando que as substâncias e preparações perigosas são objeto de regulamentações nos
Estados-membros; que estas regulamentações apresentam diferenças no que respeita às
condições de colocação no mercado e à utilização; que estas divergências constituem um
obstáculo às trocas comerciais e têm uma incidência direta no estabelecimento e
funcionamento do Mercado Comum;
Considerando que importa, por conseguinte, eliminar este obstáculo e que, para atingir este
objetivo, é necessário proceder à aproximação das disposições legislativas que regulam esta
matéria nos Estados-membros;
Considerando que já foram previstas por diretivas comunitárias disposições relativas a
algumas substâncias e preparações perigosas; que é necessário, porém, estabelecer uma
regulamentação para outros produtos, nomeadamente aqueles para os quais organizações
internacionais decidiram uma limitação, por exemplo, os policlorobifenilos (PCB) em relação
aos quais o Conselho da OCDE já tomou em 13 Fevereiro de 1973 , uma decisão relativa à
limitação da produção e utilização; que tal medida é necessária para impedir a absorção de
PCB pelo corpo humano , bem como os danos que dai resultam para a saúde humana;
Considerando que exames aprofundados demonstraram que os policloroterfenilos (PCT)
apresentam riscos semelhantes aos provocados pelos PCE e que, por consequência, a sua
colocação no mercado e a sua utilização devem ser igualmente limitadas;
Considerando que é necessário, além disso, reexaminar periodicamente o conjunto deste
problema, a fim de conseguir progressivamente uma eliminação completa dos PCB e dos
PCT;
Considerando que a utilização do cloro-1-etileno (monômero cloreto de vinil) como agente
propulsor de aerossóis apresenta perigos para a saúde humana e que é necessário, por
conseguinte, proibir essa utilização,
ADOTOU A PRESENTE DIRETIVA:
Artigo 1º
1. Sem prejuízo da aplicação de outras disposições comunitárias nesta matéria, a presente
diretiva diz respeito às limitações relacionadas com a colocação no mercado e a utilização,
nos Estados-membros da Comunidade, das substâncias e preparações perigosas enumerados
no anexo.
97
2. A presente diretiva não é aplicável:
a) Ao transporte ferroviário, rodoviário, por via fluvial, marítima ou aérea de substâncias e
preparações perigosas;
b) Às substâncias e preparações perigosas exportadas para países terceiros;
c) Às substâncias e preparações em trânsito submetidas a um controlo aduaneiro, desde que
não sejam objeto de nenhuma transformação.
3. Para efeitos do disposto na presente diretiva, entende-se por:
a) Substâncias: os elementos químicos e os seus compostos tais como se apresentam no estado
natural ou como são produzidos pela indústria;
b) Preparações: as misturas ou soluções compostas por duas ou várias substâncias.
Artigo 2º
Os Estados-membros tomarão todas as medidas úteis para que as substâncias e preparações
perigosas indicadas no anexo possam ser colocadas no mercado ou utilizadas nas condições aí
referidas. Estas limitações não são aplicáveis à colocação no mercado ou à utilização para fins
de investigação, de desenvolvimento e de análise.
Artigo 3º
1. Os Estados-membros porão em vigor as disposições necessárias para darem cumprimento à
presente diretiva no prazo de dezoito meses a contar da sua notificação e desse fato
informarão imediatamente a Comissão.
2. Os Estados-membros comunicarão à Comissão o texto das disposições de direito nacional
que adotarem no domínio regulado pela presente diretiva.
Artigo 4 º
Os Estados-membros são destinatários da presente diretiva.
Bruxelas, 27 de Julho de 1976.
Pelo Conselho
O Presidente
M. van der STOEL
(1) JO nº C 60 de 13. 3. 1975, p. 49.
(2) JO nº C 16 de 23. 1. 1975, p. 25.
98
ANEXO
Denominação da substância, dos grupos de substâncias ou das preparações:
I.
- Policlorobifenilos (PCB), à exceção dos monoclorobifenilos e diclorobifenilos;
- Policloroterfenilos (PCT);
- Preparações cujo teor em PCB ou em PCT é superior a 0,1 % em peso.
II.
Cloro-1-etileno (monômero cloreto de vinil)
Condições de limitação
Não são admitidos, à exceção das seguintes categorias:
1. Aparelhos elétricos em sistema fechado: transformadores, resistências e indutâncias.
2. Grandes condensadores (peso total * 1 kg).
3. Pequenos condensadores (desde que o teor máximo em cloro dos PCB seja de 43 % e que
os difenilos mais fortemente clorados).
Os pequenos condensadores que não correspondem às exigências acima referidas podem
ainda ser colocados no mercado durante um período de um ano a partir da data da entrada em
vigor da presente diretiva. Esta limitação não se aplica aos pequenos condensadores já em
utilização.
4. Fluídos termocondutores nas instalações caloríficas em sistema fechado (salvo nas
instalações destinadas a tratar gêneros alimentícios, alimentos para animais e produtos
farmacêuticos e veterinários; contudo, se nas instalações acima referidas forem utilizados
PCB quando da notificação da presente diretiva, a sua utilização será ainda autorizada até 31
de Dezembro de 1979 o mais tardar).
5. Fluidos hidráulicos para:
a) O equipamento subterrâneo das minas:
b) Máquinas de serviço das cubas de fabricação eletrolítica do alumínio, em uso quando da
adoção da presente diretiva, até 31 de Dezembro de 1979, o mais tardar.
6. Produtos de base e produtos intermédios destinados a ser transformados em outros produtos
que não são abrangidos pela proibição da presente diretiva.
Não é admitido como agente propulsor de aerossóis, qualquer que seja o uso.
Fonte: http://eurlex.europa.eu/LexUriServ/LexUriServ.do?uri=CELEX:31976L0769:pt:HTML
99
ANEXO B
100
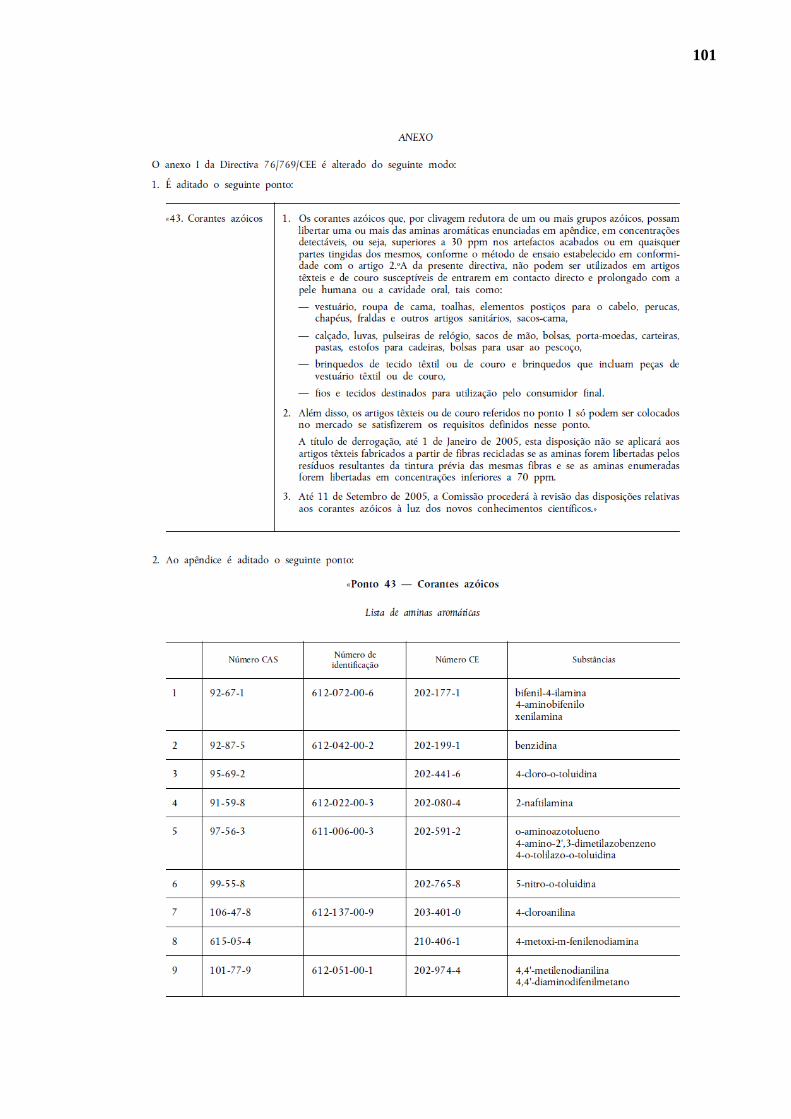
101
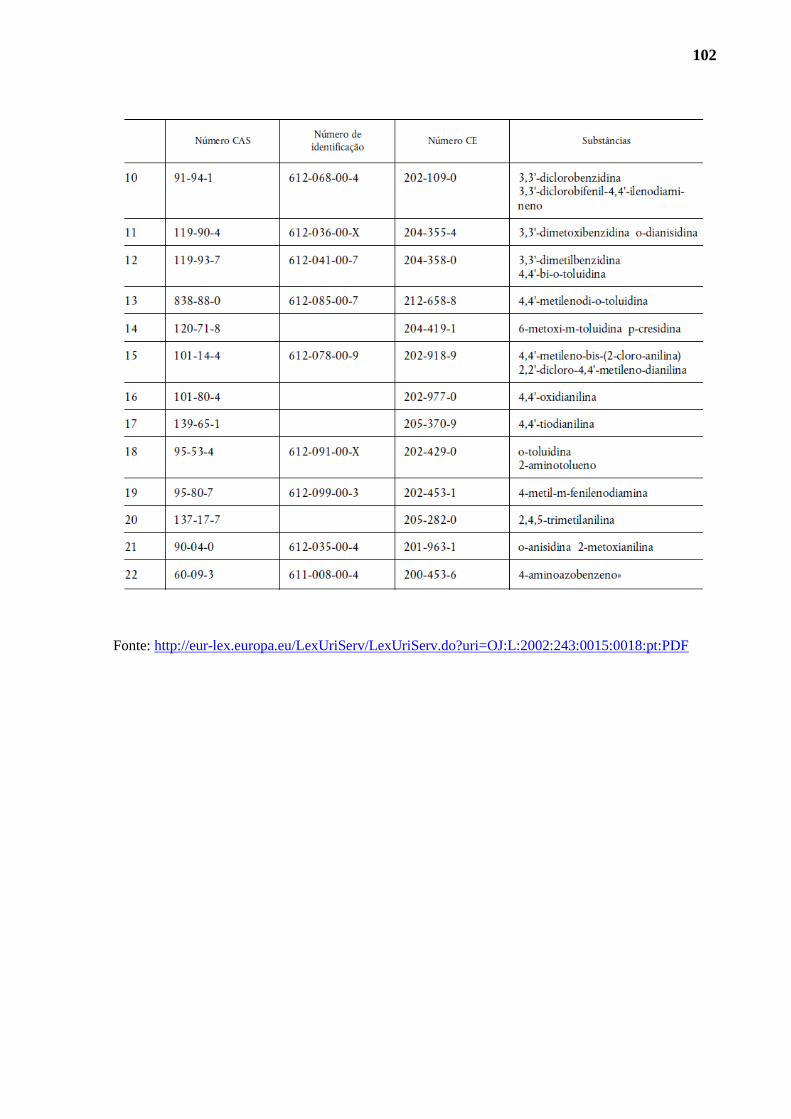
102
Fonte: http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2002:243:0015:0018:pt:PDF
103
ANEXO C
104
Fonte: http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2004:057:0004:0005:PT:PDF
105
ANEXO D
106
107
108
109