Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA PROGRAMA PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
UMA AVALIAÇÃO COMPARATIVA DE ESTRATÉGIAS DE ARRANJO S FÍSICOS PARA ESTALEIROS DE CONSTRUÇÃO DE EMBARCAÇÕE S
METÁLICAS DE PEQUENO PORTE
por
RAFAEL ARAÚJO SALES
ENGENHEIRO DE PRODUÇÃO, UFRN, 2008
DISSERTAÇÃO SUBMETIDA AO PROGRAMA DE ENGENHARIA DE PRODUÇÃO DA UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
MESTRE EM ENGENHARIA DE PRODUÇÃO
AGOSTO, 2012
© 2012 RAFAEL ARAÚJO SALES TODOS DIREITOS RESERVADOS.
O autor aqui designado concede ao Programa de Engenharia de Produção da Universidade
Federal do Rio Grande do Norte permissão para reproduzir, distribuir, comunicar ao público, em papel ou meio eletrônico, esta obra, no todo ou em parte, nos termos da Lei.
Assinatura do Autor: ______________________________________________ APROVADO POR: ________________________________________________________________ Prof. Dr. Enilson Medeiros dos Santos, Orientador, Presidente ________________________________________________________________ Prof. Dr. Daniel Aloise, Membro Examinador Interno ________________________________________________________________ Prof. Dr. Luciano Ferreira, Membro Examinador Interno ________________________________________________________________ Prof. Dr. Rômulo Dante Orrico Filho - UFRJ, Membro Examinador Externo


Dedico este trabalho aos meus pais, Túlio
Sales e Fátima Sales, por toda uma vida em
prol dos filhos e por me proporcionarem o
acesso ao bem mais valioso de um ser
humano: a educação.

AGRADECIMENTOS
Ao Governo Federal pela possibilidade de flexibilização da minha jornada de trabalho
para cursar o Mestrado.
À Universidade Federal do Rio Grande do Norte, em especial ao Programa de Pós
Graduação em Engenharia de Produção (PEP), pela oportunidade de formação acadêmica,
humana e profissional de qualidade.
À Marinha do Brasil, em especial à Base Naval de Natal e à Base Naval de Val-de-
Cães, por possibilitar o ambiente de pesquisa e coleta de dados.
Ao Professor Dr. Enilson pelas valiosas contribuições acadêmicas no decorrer do
trabalho.
Aos colegas de turma de Mestrado pelo espírito de cooperação e companheirismo
demonstrado nos momentos difíceis.
Aos companheiros de trabalho pelos desafios diários compartilhados e pelo
aprendizado mútuo.
A minha família, meus pais e irmãos, pelo incentivo constante nesta empreitada.
A minha namorada Camila pelo apoio nos momentos difíceis e pelo auxílio técnico em
algumas etapas deste trabalho.
Aos alunos da graduação em Engenharia de Produção que me auxiliaram no
desenvolvimento da simulação.
Aos amigos pela compreensão nos momentos em que estive ausente devido ao
desenvolvimento deste trabalho.
A todos que de alguma forma contribuíram para a realização deste trabalho e não
foram lembrados.

Resumo da dissertação apresentada à UFRN/PEP como parte dos requisitos necessários para
a obtenção do grau de Mestre em Engenharia de Produção.
UMA AVALIAÇÃO COMPARATIVA DE ESTRATÉGIAS DE ARRANJO S FÍSICOS PARA ESTALEIROS DE CONSTRUÇÃO DE EMBARCAÇÕES METÁLI CAS DE PEQUENO PORTE
RAFAEL ARAÚJO SALES Agosto/2012
Orientador: Enilson Medeiros dos Santos
Curso: Mestrado em Engenharia de Produção
O presente estudo tem como objetivo geral analisar, em diferentes níveis de demanda, qual a
melhor estratégia de arranjo físico adotar para a construção de embarcações metálicas de
pequeno porte. Para atingir o objetivo proposto, são desenvolvidos três modelos de simulação
para analisar as estratégias de produção sob os arranjos físicos posicional, celular e linear. Por
utilizar a ferramenta da simulação para a comparação de cenários, foi utilizada uma adaptação
das metodologias de Chwif e Medina (2010) e Law (2009) que contempla três fases:
concepção, implementação e análise. Na concepção os sistemas reais foram representados
através do mapeamento dos processos de acordo com as variáveis tempo, recursos materiais e
recursos humanos necessários para cada etapa do processo produtivo. Todas essas
informações foram transformadas na variável custo. Os dados foram coletados em 3 sistemas
de produção de lanchas do tipo escolar distintos, dois localizados em Natal-RN com produção
posicional e celular e um localizado em Belém-PA com produção linear. Na fase de
implementação os modelos conceituais foram convertidos em modelos computacionais
através da ferramenta Rockwell Software Arena® 13.5 e em seguida validados. Na etapa de
análise simulou-se a produção anual de 960 embarcações para cada arranjo físico
constatando-se que, para uma fabricação de até 80 unidades o arranjo físico mais
recomendado é o posicional, entre 81 e 288 unidades o arranjo celular e de 289 unidades em
diante o arranjo linear.
Palavras-Chave: Arranjos Físicos. Construção Naval. Simulação.

Abstract of Master Thesis presented to UFRN/PEP as fulfillment of requirements to the
degree of Master of Science in Production Engineering
A COMPARATIVE EVALUATION OF LAYOUTS STRATEGIES FOR SHIPYARDS OF SMALL METALLIC SHIPBUILDING
RAFAEL ARAÚJO SALES August/2012
Supervisor: Enilson Medeiros dos Santos
Program: Master of Science in Production Engineering
The present study aims to analyse, in different levels of demand, what is the best layout
strategy to adopt for the small metallic shipbuilding. To achieve this purpose, three simulation
models are developed for analyze these production strategies under the positional, cellular and
linear layouts. By the use of a simulation tool for compare the scenarios, Chwif and Medina
(2010) and Law (2009)´s methodologies were adapted that includes three phases: conception,
implementation and analysis. In conception real systems were represented by process
mapping according to time, material resources and human resources variables required for
each step of the production process. All of this information has been transformed in the cost
variable. Data were collected from three different production systems, two located in Natal
RN with cellular and positional layouts and one located in Belém-PA with linear layout. In
the implementation phase, the conceptual models were converted in computacional models
through the tool Rockwell Software Arena ® 13.5 and then validated. In the analysis stage the
production of 960 ships in a year vessels were simulated for each layout noting that, for a
production of until 80 units positional layout is the most recommended, between 81 and 288
units the cellular layout and more than 289 units the linear layout.
Keywords: Layouts. Shipbuilding. Simulation.

LISTA DE FIGURAS
Figura 1 - Metodologia para decisão de arranjo físico. ...................................................... 14 Figura 2 - Relação entre tipos de processo e tipos básicos de arranjo físico ...................... 15 Figura 3 - Processos de construção naval ........................................................................... 16 Figura 4 - Modelo layout de posicional .............................................................................. 24 Figura 5 - Modelo de layout orientado ao produto ............................................................. 25 Figura 6 - Modelo de layout celular ................................................................................... 27 Figura 7 - Características dos tipos de processos produtivos ............................................. 30 Figura 8 - Comparação dos tipos de processos produtivos ................................................ 31 Figura 9 - Relação entre o tipo de layout e seus custos ...................................................... 32 Figura 10 - Relação entre o tipo de layout e seus custos detalhado ................................... 33 Figura 11 - Estrutura de produto de um navio .................................................................... 34 Figura 12 - Esquema geral do processo de construção naval de um estaleiro.................... 35 Figura 13 - Linha de fabricação de painéis planos e curvos e montagem de bloco ........... 43 Figura 14 - Processos de construção naval de pequeno porte ............................................ 44 Figura 15 - Representação de áreas demandadas para arranjo posicional .......................... 76 Figura 16 - Representação de áreas demandadas para arranjo celular ............................... 77 Figura 17 - Representação de áreas demandadas para arranjo linear ................................. 78 Figura 18 - Plano de corte para uma lancha ....................................................................... 110 Figura 19 - Modelo conceitual para arranjo físico posicional ............................................ 116 Figura 20 - Modelo conceitual para arranjo físico celular.................................................. 120 Figura 21 - Modelo conceitual para arranjo físico linear para 240 lanchas ....................... 123 Figura 22 - Modelo conceitual para arranjo físico linear para 480 lanchas ....................... 127 Figura 23 - Modelo conceitual para arranjo físico linear para 960 lanchas ....................... 132

LISTA DE FOTOS
Foto 1 – Calandra para tubos ............................................................................................... 64 Foto 2 – Curvadora de perfis ............................................................................................... 65 Foto 3 – Viradeira hidráulica ............................................................................................... 65 Foto 4 – Viradeira manual ................................................................................................... 65 Foto 5 – Prensa dobradeira hidráulica ................................................................................. 66 Foto 6 – Cavalete para movimentação ................................................................................ 66 Foto 7 – Casco ..................................................................................................................... 71 Foto 8 – Casaria ................................................................................................................... 71 Foto 9 – Estrutura montada ................................................................................................. 72

LISTA DE GRÁFICOS
Gráfico 1 - Análise ao custo de R$ 100,00 por metro quadrado.. ....................................... 93 Gráfico 2 - Análise ao custo de R$ 400,00 por metro quadrado. ........................................ 94 Gráfico 3 - Análise ao custo de R$ 500,00 por metro quadrado. ........................................ 95 Gráfico 4 - Análise ao custo de R$ 600,00 por metro quadrado. ........................................ 96 Gráfico 5 - Análise ao custo de R$ 1.000,00 por metro quadrado. ..................................... 97

LISTA DE TABELAS
Tabela 1 - Níveis de demanda para estaleiros. .................................................................. 17 Tabela 2 - Modelos de sistemas de produção recomendados ............................................ 17 Tabela 3 - Vantagens e desvantagens do arranjo físico posicional ................................... 27 Tabela 4 - Vantagens e desvantagens do arranjo físico linear ........................................... 28 Tabela 5 - Vantagens e desvantagens do arranjo físico celular ......................................... 28 Tabela 6 - Comparativo entre processos de soldagem ...................................................... 39 Tabela 7 - Critérios para classificação do p-value ............................................................. 49 Tabela 8 - Características da embarcação objeto do estudo .............................................. 58 Tabela 9 - Chapas .............................................................................................................. 59 Tabela 10 - Perfis ................................................................................................................. 59 Tabela 11 - Peças originadas por chapas ............................................................................. 60 Tabela 12 - Peças originadas por perfis ............................................................................... 62 Tabela 13 - Relação de equipamentos de menor porte e finalidade profissional ................ 67 Tabela 14 - Peças a serem conformadas e equipamentos necessários ................................. 69 Tabela 15 - Etapas para fabricação de uma lancha e equipamentos necessários ................ 72 Tabela 16 - Custos dos equipamentos e ferramentas ........................................................... 79 Tabela 17 - Taxa de utilização dos recursos X quantidade fabricada X arranjo físico ....... 86 Tabela 18 - Quantitativo de recursos para fabricação de 240 lanchas................................. 86 Tabela 19 - Quantitativo de recursos para fabricação de 480 lanchas................................. 88 Tabela 20 - Quantitativo de recursos para fabricação de 960 lanchas................................. 90 Tabela 21 - Valores para o cálculo do custo por metro quadrado de área ........................... 92 Tabela 22 - Análise ao custo de R$ 100,00 por metro quadrado ........................................ 93 Tabela 23 - Análise ao custo de R$ 400,00 por metro quadrado ........................................ 94 Tabela 24 - Análise ao custo de R$ 500,00 por metro quadrado ....................................... 95 Tabela 25 - Análise ao custo de R$ 600,00 por metro quadrado ........................................ 96 Tabela 26 - Análise ao custo de R$ 1.000,00 por metro quadrado...................................... 97 Tabela 27 - Níveis de demanda e arranjos físicos recomendados ....................................... 100 Tabela 28 - Formulário para coleta de dados ...................................................................... 106 Tabela 29 - Análise da variável tempo para produção posicional ....................................... 137 Tabela 30 - Análise da variável tempo para produção celular ............................................ 142 Tabela 31 - Análise da variável tempo para produção celular de até 240 lanchas .............. 147 Tabela 32 - Análise da variável tempo para produção celular de até 480 lanchas .............. 152 Tabela 33 - Análise da variável tempo para produção celular de até 960 lanchas .............. 157 Tabela 34 - Custos da análise para R$ 100,00 e 400,00 ...................................................... 164 Tabela 35 - Custos da análise para R$ 500,00 e 600,00 ...................................................... 165 Tabela 36 - Custos da análise para R$ 1000,00 ................................................................... 166

SUMÁRIO
Capítulo 1 - Introdução ...................................................................................................... 13 1.1 Introdução e Apresentação do Problema ................................................................. 13 1.2 Justificativa .............................................................................................................. 18 1.3 Objetivos ................................................................................................................. 19 1.4 Hipóteses .................................................................................................................. 20 1.5 Estrutura da Dissertação .......................................................................................... 20
Capítulo 2 – Fundamentação Teórica ................................................................................. 22
2.1 Arranjos Físicos ....................................................................................................... 22 2.1.1 Tipos de Arranjos Físicos .................................................................................. 23 2.1.1.1 Posicional ou de Posição Física ...................................................................... 23 2.1.1.2 Linear ou Por Produto ..................................................................................... 24 2.1.1.3 Funcional ou Por Processo .............................................................................. 25 2.1.1.4 Celular ............................................................................................................. 26 2.1.2 Metodologia para seleção de um arranjo físico ................................................. 29
2.2 Processos de Construção Naval ............................................................................... 33 2.2.1 Recepção e Armazenagem de Suprimentos ....................................................... 36 2.2.2 Fabricação de Partes .......................................................................................... 36 2.2.3 Introdução aos Processos Estruturais ................................................................. 37 2.2.4 Fabricação de Painéis ......................................................................................... 40 2.2.5 Montagem de Sub-blocos, Blocos e Seções ...................................................... 41 2.2.6 Edificação .......................................................................................................... 43 2.2.7 Acabamento e Outfitting .................................................................................... 43 2.2.8 Relação com Embarcações de Pequeno Porte.................................................... 44
2.3 Simulação ................................................................................................................. 45 2.3.1 Componentes para um Sistema de Simulação ................................................... 46 2.3.2 Metodologias ...................................................................................................... 47
Capítulo 3 – Método de Pesquisa ....................................................................................... 53
3.1 Caracterização da Pesquisa ...................................................................................... 53 3.2 Delimitação da Pesquisa, Procedimentos e Métodos ............................................... 53
3.2.1 Concepção .......................................................................................................... 54 3.2.2 Implementação ................................................................................................... 55 3.2.3 Análise ............................................................................................................... 56
Capítulo 4 – Desenvolvimento ........................................................................................... 57
4.1 Descrição do processo produtivo ............................................................................. 57 4.1.1 Produto ............................................................................................................... 57 4.1.2 Recursos ............................................................................................................. 63 4.1.3 Processos ............................................................................................................ 70
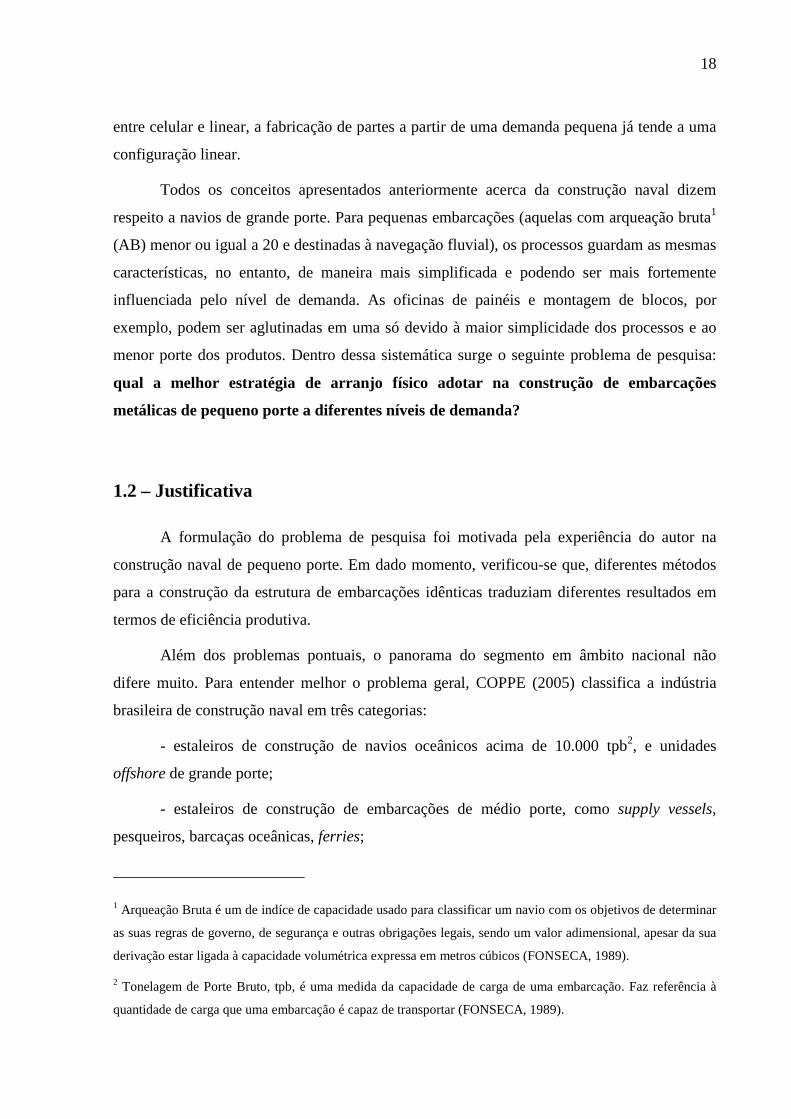
4.2 Aplicação da Metodologia de Simulação ................................................................ 74 4.2.1 Formulação do problema ................................................................................... 74 4.2.2 Construção dos modelos conceituais e validação .............................................. 75 4.2.3 Implementação ................................................................................................... 82 4.2.4 Análise ............................................................................................................... 83

Capítulo 5 – Conclusões e recomendações ........................................................................ .99 Referências Bibliográficas .................................................................................................. 103
Apêndice A ................................................................................................................... 106 Apêndice B ................................................................................................................... 110 Apêndice C ................................................................................................................... 116 Apêndice D ................................................................................................................... 137 Apêndice E ................................................................................................................... 164

13
Capítulo 1
[Introdução]
1.1 – Introdução e Apresentação do Problema
Embora o atual momento seja de retomada do crescimento da construção naval no
Brasil, existe um gap temporal no período compreendido entre o final da década de 80 e o
final da década de 90 que trouxe prejuízos à manutenção dos padrões tecnológicos e
gerenciais dos estaleiros nacionais (BOTTER e RIVA, 2010). Souza (2009) afirma que para
recuperar a diferença de competitividade é mais eficiente investir em ferramentas gerenciais
do que em processos industriais.
Dentre as diversas ferramentas gerenciais potencialmente úteis no segmento da
construção naval destaca-se o estudo da estratégia mais adequada de arranjo físico. Segundo
Tompkins et al. (2003), esta abordagem é importante pois visa determinar o fluxo dos
processos da unidade fabril, minimizar a movimentação dos materiais, o tempo global de
produção, os investimentos em equipamentos e proporcionar uma efetiva utilização do
espaço.
Diante do potencial estratégico das decisões relacionadas a arranjos físicos para
estaleiros, Slack et al. (2009) descreveram uma metodologia genérica para o processo de
tomada de decisão referente ao tema na Figura 1.

14
Figura 1: Metodologia para decisão de arranjo físico.
Fonte: Adaptado de Slack et al. (2009) e Hax e Candea (1984).
De acordo com a Figura, primeiramente, faz-se necessária à definição do tipo de
processo de produção do estaleiro. Nessa etapa, a característica volume-variedade que dita o
tipo de processo. Em casos reais, mais do que um tipo de processo é possível. Após a escolha
do tipo de processo, o tipo básico de arranjo físico deve ser definido (SLACK et al., 2009).
Ainda segundo Slack et al. (2009) a relação entre tipos de processos e tipos básicos de
arranjo físico não é totalmente determinística. Um tipo de processo não necessariamente
implica um tipo básico de arranjo físico. A Figura 2 indica a tendência de cada arranjo físico
adotar dado um tipo de processo.

15
Figura 2: Relação entre tipos de processo e tipos básicos de arranjo físico.
Fonte: Adaptado de Slack et al. (2009) e Hax e Candea (1984).
A natureza da atividade de construção naval especificamente exige um arranjo físico
do estaleiro do tipo posicional (SOUZA, 2009; SLACK et al., 2009; LAMB, 1986). Conclui-
se isso pelo fato da construção de embarcações ocorrerem em um lugar específico (dique) e
das oficinas estarem distribuídas ao seu redor seguindo a lógica de que o objeto transformado
não percorre por entre os meios transformadores (produto final, navio, fica fixo no dique). No
entanto, esse tipo de arranjo não se aplica a cada oficina. Cada processo deve ser analisado
independentemente quanto aos produtos fabricados e à dinâmica de trabalho individual. Os
principais processos de construção naval bem como o arranjo físico básico de cada etapa estão
detalhados na Figura 3:

16
SuprimentosFabricação de
Partes
Fabricação de
painéis
Montagem de
sub-blocos,
blocos e seções
Edificação Lançamento
Jateamento e
pintura
Acabamento e
Outfitting
Comissiona-
mento
Entrega
Pré-outfitting
Pátio Oficina Oficina Oficina Dique/Carreira Cais de acabamento
Atividades
Recursos
Arranjo
Físico
Pré-fabricação
de tubos
Linear Linear Linear Linear ou
PosicionalPosicional Posicional
- Pórtico / Ponte
rolante /
empilhadeira;
- Linha de
tratamento de
chapas.
- Recepção de
chapas, perfis,
tubos e outros;
- Tratamento;
- Transporte e
armazenagem.
- Pórtico / Ponte
rolante;
- Equipamentos
de corte.
- Transporte de
chapas e perfis;
- Marcação e
corte das peças;
- Conformação.
- Ponte rolante;
- Solda MIG e
automática;
- Dobradeira /
calandra.
- Transporte das
partes;
- Alinhamento
das peças;
- Conformação
(se necessário);
- Solda.
- Transporte de
painéis;
- Junções 3D;
- Soldas;
- Realização de
pré-outfitting.
- Ponte rolante;
- Trolley;
- Máquina de
solda.
- Pórtico /
Guindaste.
- Transporte de
blocos e seções;
- Soldas;
- Instalação de
praça de
máquinas e
outros sistemas.
- Solda;
- Conformação.
- Guindaste;
- Máquina de
solda, tratamento
de tubos.
- Tratamento;
- Pintura.
- Cabine de jateamento
e pintura.
Figura 3: Processos de construção naval.
Fonte: Adaptado de Storch et al. (1995), Lamb (1986) e Pinto (2007).
Analisando-se a Figura, constata-se que Lamb (1986) classifica o arranjo físico dos
processos de construção naval sem considerar a decisão de número 01 da Figura 1. Ademais,
há duas possíveis configurações para a oficina de montagem de sub-blocos, bloco e seções,
deixando subentendido que a definição do arranjo físico para essa oficina oscila de acordo
com alguma variável.
Pinto (2007) afirma que o elemento mais importante que define o planejamento do
arranjo físico na construção naval é o nível de demanda. Quanto maior o nível de produção,
mais padronizados e sincronizados devem ser os processos, garantindo um fluxo de produção
mais estável. O autor classifica os níveis de demanda para estaleiros de acordo com a Tabela
1.

17
Tabela 1: Níveis de demanda para estaleiros
NÍVEL DE DEMANDA DEFINIÇÃO
Unitária Apenas 1 navio feito em um intervalo de 12 a 18 meses.
Pequena Poucos navios feitos em um intervalo de 12 a 18 meses (entre 1 e 2 navio de médio/grande porte).
Média Número médio de navios feitos em um intervalo de 12 a 18 meses (entre 3 e 4 navios de médio/grande porte)
Grande Número grande de navios feitos em um intervalo de 12 a 18 meses (mais de 4 navios de médio/grande porte).
Fonte: Adaptado de PINTO (2007).
A Tabela 2 relaciona os níveis de demanda para cada processo e qual configuração
adotar.
Tabela 2: Modelos de sistemas de produção recomendados
ETAPAS DO
PROCESSO
DEMANDA
UNITÁRIA
DEMANDA
PEQUENA
DEMANDA
MÉDIA
DEMANDA
GRANDE
Fabricação de Partes
Projeto Intermitente
repetitiva, Job-Shop Intermitente repetitiva,
Job-Shop Intermitente repetitiva,
Job-Shop
Fabricação de Painéis
Projeto Projeto Intermitente repetitiva,
Flow-Shop Intermitente repetitiva,
Flow-Shop
Montagem de Blocos, Sub-
blocos e Seções
Projeto Projeto Intermitente repetitiva, Job-Shop / Flow-Shop
Intermitente repetitiva, Job-Shop / Flow-Shop
Edificação Projeto Projeto Projeto Projeto
Acabamento Projeto Projeto Projeto Projeto
Fonte: Adaptado de Pinto (2007).
De acordo com a Tabela 2 pode-se concluir baseado na Figura 2 que o acabamento e a
edificação tendem sempre a um arranjo físico posicional, a montagem de blocos, sub-blocos e
seções e a fabricação de painéis a partir de uma demanda média tendem a um arranjo físico
18
entre celular e linear, a fabricação de partes a partir de uma demanda pequena já tende a uma
configuração linear.
Todos os conceitos apresentados anteriormente acerca da construção naval dizem
respeito a navios de grande porte. Para pequenas embarcações (aquelas com arqueação bruta1
(AB) menor ou igual a 20 e destinadas à navegação fluvial), os processos guardam as mesmas
características, no entanto, de maneira mais simplificada e podendo ser mais fortemente
influenciada pelo nível de demanda. As oficinas de painéis e montagem de blocos, por
exemplo, podem ser aglutinadas em uma só devido à maior simplicidade dos processos e ao
menor porte dos produtos. Dentro dessa sistemática surge o seguinte problema de pesquisa:
qual a melhor estratégia de arranjo físico adotar na construção de embarcações
metálicas de pequeno porte a diferentes níveis de demanda?
1.2 – Justificativa
A formulação do problema de pesquisa foi motivada pela experiência do autor na
construção naval de pequeno porte. Em dado momento, verificou-se que, diferentes métodos
para a construção da estrutura de embarcações idênticas traduziam diferentes resultados em
termos de eficiência produtiva.
Além dos problemas pontuais, o panorama do segmento em âmbito nacional não
difere muito. Para entender melhor o problema geral, COPPE (2005) classifica a indústria
brasileira de construção naval em três categorias:
- estaleiros de construção de navios oceânicos acima de 10.000 tpb2, e unidades
offshore de grande porte;
- estaleiros de construção de embarcações de médio porte, como supply vessels,
pesqueiros, barcaças oceânicas, ferries;
1 Arqueação Bruta é um de indíce de capacidade usado para classificar um navio com os objetivos de determinar
as suas regras de governo, de segurança e outras obrigações legais, sendo um valor adimensional, apesar da sua
derivação estar ligada à capacidade volumétrica expressa em metros cúbicos (FONSECA, 1989).
2 Tonelagem de Porte Bruto, tpb, é uma medida da capacidade de carga de uma embarcação. Faz referência à
quantidade de carga que uma embarcação é capaz de transportar (FONSECA, 1989).

19
- estaleiros de construção de pequenas embarcações fluviais.
Para Souza (2009) os estaleiros do Grupo 3 constroem embarcações simples, cujos
projetos são muito simples e padronizados. Não há engenharia de processos e de produto, os
layouts são em geral improvisados e os processos são elementares. Não há cenário de
mudanças significativas no perfil de organização da produção desses estaleiros. O mesmo
autor reforça que embora as embarcações construídas tenham baixo conteúdo tecnológico, a
incorporação de ferramentas básicas de engenharia de produção e de processos tornaria a
produção mais eficiente. Tais ferramentas já estão disponíveis nos estaleiros brasileiros dos
Grupos 1 e 2.
Atrelado à necessidade de se estudar e modernizar os processos de construção dos
estaleiros do grupo 3 há também outro fator relevante. O Governo Federal, por meio do Fundo
Nacional de Desenvolvimento da Educação (FNDE), criou em 2007 o Programa Caminho da
Escola com o objetivo de renovar a frota de veículos escolares (FNDE, 2007). Essa demanda
por transporte gerou a necessidade de aquisição tanto de ônibus, quanto de embarcações,
sendo estas últimas com a finalidade de atender os alunos que habitam regiões ribeirinhas e
necessitam de transporte aquaviário para sua locomoção (Apêndice A). Segundo Camargo
(2012), estima-se que há cerca de 350 mil estudantes da educação básica necessitando de
barcos para chegar à escola, gerando, dessa maneira, uma demanda de aproximadamente 12
mil embarcações desse modelo. Além das lanchas do tipo escolar, outros tipos de embarcação
de grande demanda e utilidade possuem características similares, como as lanchas para apoio
médico dentre outras.
Diante da necessidade de subsídios para um melhor planejamento sobre formas de
organizar a produção nesse segmento sob um contexto de uma significativa demanda futura,
justifica-se tanto a relevância como a potencial contribuição do estudo.
1.3 – Objetivos
Este trabalho tem como objetivo principal analisar, em diferentes níveis de demanda, o
desempenho relativo de 3 diferentes estratégias de arranjos físicos na construção de
embarcações metálicas de pequeno porte.

20
Para que o objetivo geral seja atingido, serão abordados os seguintes objetivos
intermediários:
• Descrever modelos conceituais para a fabricação nos arranjos físicos posicional,
celular e linear;
• Propor um modelo de simulação computacional para os modelos conceituais
desenvolvidos;
• Implementar os modelos computacionais;
• Validar os modelos computacionais através de técnicas de simulação;
• Comparar os 3 modelos sob diferentes cenários com relação aos custos.
1.4 – Hipóteses
H1: Conforme verificado em campo, na construção de embarcações metálicas de pequeno
porte, a estratégia de arranjo físico mais adequada depende dos níveis de demanda produtiva;
H2: Segundo Slack (2009), à medida que se aumenta volume de produção, maior a tendência
de organizá-la em um arranjo físico linear. De forma análoga, à medida que diminui o volume
de produção, maior a tendência de se utilizar um arranjo físico posicional.
1.5 – Estrutura da dissertação
Para abordar o tema e desenvolver a análise do entendimento dos arranjos físicos na
construção naval de pequeno porte, a presente dissertação está dividida em mais 4 capítulos.
No segundo capítulo apresentam-se os aspectos pertinentes ao referencial teórico
utilizado para facilitar o entendimento envolvendo os temas: arranjos físicos, processos de
construção naval e simulação. Para a seção que trata da teoria sobre arranjos físicos, foi
realizada uma descrição sobre os arranjos utilizados na pesquisa, as vantagens e desvantagens
de cada e a metodologia para sua seleção. Na seção pertinente aos processos de construção
naval foram abordados aspectos técnicos da literatura para as embarcações de grande porte
fazendo-se uma posterior relação com o segmento de pequeno porte. Por fim, foi feita uma
abordagem sobre a técnica da simulação de eventos discretos, utilizada para a análise dos
cenários de fabricação. Dissertou-se primeiramente sobre seus objetivos, os diferentes tipos de

21
simulação existentes e sobre as metodologias e técnicas utilizadas para se desenvolver um
projeto de simulação adequado.
No terceiro capítulo faz-se uma revisão metodológica da pesquisa norteando o
caminho para a resolução do problema de pesquisa e validação das hipóteses levantadas.
O capítulo 04 apresenta a descrição detalhada de todo o processo produtivo, da
aplicação da metodologia de simulação e por fim a apresentação dos resultados.
O capítulo 05 apresenta as conclusões pertinentes do trabalho com sua relevância
acadêmica no âmbito tanto da Engenharia de Produção como da Engenharia Naval e
recomendações para trabalhos futuros.

22
Capítulo 2
[Fundamentação Teórica]
O presente capítulo trata dos aspectos inerentes ao referencial teórico envolvendo os
temas que suportaram o desenvolvimento desta pesquisa.
2.1 – Arranjos Físicos
Para Slack et al. (2009) o planejamento do arranjo físico requer a tomada de decisões
concernentes à disposição dos recursos transformadores e como as operações serão dispostas
em relação a estes recursos. Drira et al. (2007) relatam que os problemas de arranjos físicos
estão estritamente relacionados a fatores específicos dos sistemas de manufatura. Muitos
destes fatores diferenciam claramente a natureza do problema, em particular: a variedade e o
volume de produção; o sistema de movimentação de materiais escolhido, os possíveis estágios
diferentes permitidos; o número de estágios que cada máquina pode ser alocada e a disposição
das facilidades.
Benjaafar (2002) afirma que a elaboração do arranjo físico de uma operação é de
fundamental importância, uma vez que, determina a forma e aparência de uma operação
produtiva, além de determinar o fluxo de recursos ao longo de todo o processo produtivo.
Ainda aborda que um layout mal elaborado pode gerar uma série de problemas para a
operação como: estoques desnecessários, fluxos longos ou confusos, deslocamentos extras,
filas de clientes e altos tempos de produção. Corrêa e Corrêa (2007) afirma que o objetivo
primordial das decisões sobre arranjos físicos é, acima de tudo, o apoio à estratégia
competitiva das operações, traduzindo um alinhamento entre as características do arranjo
físico escolhido e as prioridades competitivas da organização.
O planejamento de um arranjo físico é recomendável a qualquer porte de empresa, já
que tem como conseqüências prováveis, quando bem implantado: redução de custos de
operação e aumento da produtividade tanto dos funcionários como da própria empresa como
um todo. Tanto no caso de implantação de uma nova fábrica como em uma modificação de

23
layout, sua análise e planejamento são essenciais para alcançar os objetivos estratégicos de
cada organização (MOREIRA, 2008).
O resultado de um bom layout é o arranjo mais efetivo que ao mesmo tempo dê
segurança e satisfação ao empregado; com maior produtividade em um menor tempo, a
redução dos manuseios e distância percorrida durante o processo decorrente da economia de
espaço; boas condições de gerenciamento e supervisão são estabelecidas; há menores danos
ao material processado; além de aumentar a flexibilidade do negócio ao se ajustar às
demandas (BENJAAFAR et al., 2002).
O arranjo físico de um sistema produtivo influencia profundamente no desempenho
das funções operacionais e varia de acordo com as características do processo de manufatura.
Portanto, é essencial planejá-lo de acordo com as necessidades de cada organização.
2.1.1 – Tipos de Arranjos Físicos
Askin (1993), Gaither e Frazier (2002), Groover (2000), Tompkins (2003) e Slack et
al. (2009) classificam os diferentes tipos de arranjos físicos do seguinte modo: posicional ou
de posição fixa, linear ou por produto, funcional ou por processo e celular.
2.1.1.1 – Posicional ou de Posição Fixa
No arranjo físico posicional, ou de posição fixa, não existe um fluxo do produto, que
permanecerá fixo, mas de recursos em torno do que está sendo processado em si (pessoas,
máquinas, equipamentos e ferramentas necessárias). O motivo para tal normalmente é devido
ao formato, tamanho ou peso do produto, que também poderá ser delicado o suficiente para se
preferir adotar este arranjo estático.
Conforme Moreira (2008), a marca principal desse arranjo físico é a baixa produção.
Com frequência, se pretende processar apenas uma unidade do produto, com características
diferenciadas e baixo grau de padronização.
Segundo Krajewski e Ritzman (1999), esse tipo de layout geralmente é utilizado na
montagem de aviões, navios, construção civil, geradores, turbinas, ou seja, quando o produto
é particularmente volumoso ou difícil de locomover.

24
Figura 4: Modelo layout de posicional.
Fonte: O autor.
2.1.1.2 – Linear ou Por Produto
O layout linear ou por produto é orientado segundo a conveniência dos produtos
(recursos que estão sendo transformados). Neste tipo de layout não existem caminhos
alternativos, os postos de trabalho são organizados na seqüência determinada conforme a
transformação a ser sofrida pelo produto. De acordo com Davis et al. (2001), o termo linha de
produção ou montagem refere-se a uma montagem progressiva, ligada a algum tipo de
dispositivo de manuseio de materiais, existindo normalmente alguma forma de ditar o ritmo
da transferência de materiais entre os processos.
Segundo Krajewski e Ritzman (1999), no layout linear, os materiais tipicamente fluem
diretamente de uma estação de trabalho para outra adjacente, proporcionando um volume de
produção maior. Os recursos são arranjados ao longo da linha de produção. Embora os layout
em linha sejam dispostos na forma de uma reta, existem ainda os formatos em “L”, “O”, “S”
ou “U”.
De acordo com Corrêa e Corrêa (2007), este tipo de processo é adequado para
produções com características de alto volume realizadas por estações de trabalho conexas
umas às outras.
Portanto, este arranjo físico se mostra ideal para organizações que possuem apenas um
produto, ou produtos semelhantes (mix de baixa variedade) com um grande volume de
produção. O tempo que o item gasta em cada estação ou lugar fixado é balanceado.
O arranjo físico linear proporciona baixos estoques em processos, pouca
movimentação e um fluxo simples que pode ocupar espaços relativamente pequenos. No
entanto, caso ocorra parada em algum dos postos de trabalho, isso acarretará uma interrupção
em toda a linha de produção.

25
Segundo Benjaafar (2002), o desafio desse layout é o balanceamento das operações e o
correto agrupamento das atividades nas estações de trabalho, a fim de permitir uma
maximização dos resultados e minimização dos gargalos com a aplicação dos recursos.
Figura 5: Modelo de layout orientado ao produto.
Fonte: O autor.
Segundo Slack et al. (2009) para se projetar um sistema produtivo com arranjo físico
linear necessita-se de dois dados primordiais: o tempo de ciclo e o número de estágios para a
linha de produção. O tempo de ciclo é o tempo que decorre entre a finalização de dois
produtos e pode ser calculado de acordo com a seguinte equação:
(1)
Já o número de estágios refere-se ao número de etapas, de estações de trabalho que são
necessárias para a produção. Pode ser calculada com a seguinte equação:
(2)
2.1.1.3 Funcional ou por Processo
O arranjo físico por processo é assim chamado porque as necessidades e conveniências
dos recursos transformadores que constituem o processo na operação dominam a decisão
sobre o arranjo físico (SLACK et al, 2009). Nesse layout, o fluxo que ocorre é do material em
processamento entre as diferentes secções (processo a processo), de acordo com as
particularidades de cada produto. Deste modo, o arranjo físico funcional é utilizado para uma

26
estratégia flexível, na qual é mais aconselhável um baixo volume e alta variedade, a fim de
atender às mudanças no mercado. Enquanto a orientação ao produto limita a variedade de
produtos, o posicionamento orientado ao processo promove maior variedade de produtos que
possam ser produzidos na planta.
Como o caso de estudo pouca variabilidade no processo de fabricação e nenhuma
variabilidade de produto, essa modalidade de arranjo físico não será abordada.
2.1.1.4 Celular
O arranjo físico celular é aquele em que os recursos transformados são pré-
selecionados (ou se pré-selecionam a si próprios), para movimentar-se para uma parte
específica da operação (ou célula) na qual todos os recursos transformadores necessários a
atender suas necessidades imediatas de processamento já estão dispostos. (SLACK et al,
2009)
Caracteriza-se, então, por um só local com recursos distintos que poderão fabricar um
produto inteiro ou parte do mesmo. No qual o material se deslocará pela célula, com poucas
movimentações e ainda pouco estoque em processamento. No arranjo celular, o tempo do
ciclo para o sistema dita a taxa de produção para a célula.
Gaither e Frazier (2002) definem esse processo como manufatura celular. Os autores
explicam que através desse método é desenvolvida uma codificação para as peças produzidas
envolvendo suas características e necessidades de processamento, a fim de separar as famílias
a serem produzidas em uma unidade de produção denominada célula.
De acordo com Lahmar e Benjaafar (2002), este tipo de layout é projetado para a
produção de um conjunto específico de produtos, cujos níveis de demanda são assumidos
como estáveis e cujo ciclo de vida do produto é tomado como sendo razoavelmente longo, o
que nem sempre é o caso. Alguns autores têm proposto alternativas para superar esses
problemas do layout celular, como a sobreposição de células, o compartilhamento de
máquinas e as células fractais, surgindo, portanto, na literatura os termos: robusto, fractal,
virtual, distribuído, holônico e holográfico, entre outros.
Para Tompkins (2003) este modelo de configuração permite à empresa a flexibilidade
de um arranjo físico por processo acompanhada da agilidade e simplicidade do layout por
produto. Para tal necessita-se de trabalhadores polivalentes que realizarão trabalhos
diversificados em colaboração com os demais operadores.

27
Este arranjo físico ainda pode gerar um bom equilíbrio entre custo e flexibilidade para
as operações com variedade relativamente alta, além de um atravessamento rápido. Porém,
pode requerer capacidade adicional, além de que o balanceamento do fluxo de materiais na
célula deve ser razoável para não gerar ociosidades, e ser caro reconfigurar o arranjo já
existente para este layout. (SLACK et al, 2009)
Figura 6: Modelo de layout celular.
Fonte: O autor.
Inúmeros autores reportam suas opiniões e constatações a respeito dos tipos básicos de
arranjo físico. As Tabelas 3, 4, 5 e 6 sintetizam as vantagens e desvantagens sob a ótica de
diversos autores.
Tabela 3: Vantagens e desvantagens do arranjo físico posicional
TIPO DE ARRANJO
FÍSCO AUTORES VANTAGENS DESVANTAGENS
Posicional
Slack et al. (2009)
• Flexibilidade de mix e produto muito alta;
• Produto ou cliente não movido ou perturbado;
• Alta variedade de tarefas para a mão-
de-obra.
• Custos unitários muito altos;
• Programação de espaço ou atividades pode ser complexa;
• Pode significar muita movimentação
de equipamentos e mão-de-obra.
Tompkins et. al. (1996);
Silveira (1998)
•Pequena movimentação de materiais e enriquecimento de tarefas;
•Alta flexibilidade de processo e produto;
•Centros de trabalho autônomos.
•Grande necessidade de supervisão;
•Baixa utilização dos equipamentos;
•Possibilidade de duplicidade de equipamentos.
Fonte: O autor.

28
Tabela 4: Vantagens e desvantagens do arranjo físico linear
TIPO DE ARRANJO
FÍSCO AUTORES VANTAGENS DESVANTAGENS
Linear
Slack et al. (2002)
• Baixos custos unitários para altos volumes;
• Dá oportunidade para especialização de equipamento;
• Movimentação de clientes e materiais
conveniente.
• Baixa flexibilidade de mix;
• Não muito robusto contra interrupções;
• Trabalho repetitivo.
Tompkins et. al. (1996);
Silveira (1998)
•Fluxo lógico, simples e suave;
•Baixos estoques intermediários;
•Diminuição de tempos improdutivos, tarefas simples
•Curto tempo de produção unitário.
•Parada de uma das estações ocasiona a parada de toda a linha
•Gargalos têm grande efeito no sistema;
•Linhas multiplas requerem duplicação de máquinas;
•Baixa utilização dos recursos
para produtos de baixo volume.
Fonte: O autor.
Tabela 5: Vantagens e desvantagens do arranjo físico celular
TIPO DE ARRANJO
FÍSCO AUTORES VANTAGENS DESVANTAGENS
Celular
Slack et al. (2002)
• Bom compromisso entre custo e flexibilidade para operações com variedade relativamente alta;
• Atravessamento rápido;
• Trabalho em grupo pode resultar em
melhor motivação.
• Pode ser caro reconfigurar o arranjo físico atual;
• Pode requerer capacidade adicional;
• Pode reduzir níveis de
utilização de recursos.
Tompkins et. al. (1996);
Silveira (1998)
•Baixa ociosidade;
•Criação de grupos multifuncionais e visão do produto;
•Maior controle do sistema e confiabilidade de entregas;
•Melhor uso do espaço disponível.
• Altos custos com treinamento da mão-de-obra;
• Necessidade de máquinas
pequenas e móveis.
Fonte: O autor.

29
Tabela 5 (continuação)
TIPO DE ARRANJO
FÍSCO AUTORES VANTAGENS DESVANTAGENS
Celular
Shingo (1996); Monden (1984)
• Pedidos de última hora podem ser atendidos rapidamente;
• Redução de custos (perdas, estoques);
• Maior visibilidade de problemas;
• Melhor aproveitamento do potencial humano;
• Maior competitividade da empresa;
• Menor tempo de processo e setup;
• Menor estoque em processo.
Black (1998);
Assad et al. (2003)
• Redução dos tempos de transporte de material;
• Redução dos tempos de setup e restrições para balanceamento de linhas;
• Diminuição das variabilidades dos tempos de ciclo;
• Melhor monitoramento, controle dos
estoques e da qualidade.
2.1.2 – Metodologia para seleção de um arranjo físico
O tipo de arranjo físico a ser adotado não envolve apenas uma seleção entre os tipos
básicos, deve-se fazer uma análise mais ampla do sistema de produção, envolvendo o estudo
do fluxo de produção, o que envolve as características de volume e variedade do mesmo. As
decisões de arranjo físico recaem e dependem desses dois elementos básicos. Esses, direta ou
indiretamente, são responsáveis por todas as características, fatores e condições do
planejamento.
Para Askin (1993) a combinação entre volume de produção e variedade de produtos
impacta fortemente na escolha do tipo de arranjo físico, como também no planejamento e na
hierarquia de decisão.
De acordo com Slack et al. (2009), a posição volume-variedade de uma produção tem
implicações muito além de seus objetivos de desempenho no sistema produtivo, já que
influenciará em quase todos os aspectos das atividades do projeto e determinará a abordagem
geral para gerenciar o processo de transformação, isto é, os tipos de processos e arranjos.

30
O tipo de processo produtivo também é um fator relevante no processo decisório de
arranjo físico devido à sua relativa associação ao volume e variedade. Para Hax e Candea
(1984) os processos de produção nos sistemas de manufatura podem ser classificados e
descritos de acordo com as Figuras 7 e 8.
Figura 7: Características dos tipos de processos produtivos.
Fonte: Adaptado de Hax e Candea (1984).

31
Produção
Contínua
Produção
Intermitente
Produção
por Projetos
Processo
Contínuo
Processo
Discreto
RepetitivaRepetitiva
RepetitivaSob
Encomenda
RepetitivaFlow-Shop
RepetitivaJob-Shop
RepetitivaFlow-Shop
RepetitivaJob-Shop
MAIOR MENOR
MENOR MAIOR
Figura 8: Comparação dos tipos de processos produtivos.
Fonte: Adaptado de Hax e Candea (1984).
Para Slack et al. (2009) é importante observar que a relação entre os tipos de processo
e tipos básicos de arranjo não é totalmente determinística. Um tipo de processo não implica
um tipo básico de arranjo físico em particular. A Figura 2 ilustra a relação entre os tipos de
processos e a tendência na escolha do arranjo físico.
Da Figura conclui-se que o arranjo físico posicional é utilizado comumente para fluxos
onde há alta variedade e baixo volume produzido, indicado geralmente para projetos únicos.
Por outro lado, o arranjo físico linear é usado para variedades mais baixas e volumes mais
altos, em cadeias produtivas de processos contínuos.
Em face dessa problemática e para atingir um bom desempenho no planejamento do
arranjo físico, Slack et al. (2009) propõe um modelo de decisões ilustrado pela Figura 1. Essa
escolha inicia-se com a análise do volume e variedade dos produtos a serem fabricados
atrelados à identificação dos objetivos estratégicos da produção. Nessa primeira etapa, decide-
se o tipo de processo mais adequado ao sistema de produção.
Posteriormente à escolha do tipo de processo, deve-se selecionar o tipo básico de
arranjo físico mais adequado com relação ao tipo de processo.

32
A terceira decisão consiste em selecionar um projeto detalhado de arranjo físico, que
envolve:
• localização física de todas as instalações, equipamentos, máquinas e pessoal
que constituem os centros de trabalho;
• espaço a ser alocado a cada centro de trabalho;
• as tarefas que serão executadas por centro de trabalho.
Slack et al (2009), destaca ainda que de todas as características dos vários tipos
básicos de arranjo físico, o fator mais significante seja a implicação, para os custos unitários,
da escolha do tipo de arranjo físico.
Os tipos básicos de arranjos físicos possuem características que os diferem quanto aos
custos fixos e variáveis (Figura 09), o que pode auxiliar na decisão de qual arranjo utilizar.
Porém, na prática, a incerteza sobre os exatos custos fixos e variáveis de cada tipo de arranjo
físico significa que raramente a decisão pode basear-se exclusivamente na consideração de
custo.
Figura 9: Relação entre o tipo de layout e seus custos.
Fonte: Slack et al (2009).
A exatidão do custo de operar um arranjo físico é dificultada pelos inúmeros fatores
que influenciam na sua quantificação. Dessa forma, o mesmo autor sugere outro gráfico mais
detalhado (Figura 10).

33
Figura 10: Relação entre o tipo de layout e seus custos detalhado.
Fonte: Slack et al. (2009).
Os limites de decisões dos diferentes tipos de arranjos físicos aparecem com menos
clareza, pois se observam limites de volumes para até três tipos de arranjos físicos. Quanto
maior a incerteza a respeito dos custos, mais largos são os limites dos custos e menos claras as
escolhas. Dessa forma, quando as diferenças entre os custos não são significantes, propõe-se
decidir de acordo com a tabela de vantagens e desvantagens.
Assim, a direção final sobre qual arranjo físico escolher é influenciada tanto pelos
custos quanto pela análise das vantagens e desvantagens de cada um, frente aos objetivos de
desempenho estratégicos da empresa.
2.2 – Processos de Construção Naval
A complexidade na estrutura de produto de um navio é um dos fatores que revela a
dificuldade nos processos de planejamento e programação da produção em estaleiros de modo
que se garanta uma construção eficaz e eficiente.

34
O planejamento detalhado para a construção de uma embarcação exige que sejam
conhecidos detalhes de sua estrutura. A estrutura tradicional de um navio é detalhada na
Figura 11:
Figura 11: Estrutura de produto de um navio.
Fonte: Bell (2005).
De acordo com a Figura 12 pode-se concluir que um navio é composto por seções ou
blocos. Seções são divididas em blocos. Blocos são compostos por sub-blocos. Os sub-blocos
são compostos por painéis e partes. E por fim, os painéis são compostos por chapas e perfis.
Além disso, partes como tubulações e equipamentos (sistemas) integram a estrutura em
diferentes níveis e em diferentes graus de pré-outfitting (instalação de equipamentos e
sistemas, na medida do possível, antes da fase de acabamento e outfitting, reduzindo assim o
tempo desta etapa).
A divisão em seções e blocos permite acelerar o processo de construção, pois grande
parte do conteúdo de trabalho que seria gasta no dique ou carreira (em geral o gargalo da
produção do estaleiro) é deslocada para a etapa de montagem, fora desses locais. Quanto
maior o tamanho do bloco, maior o impacto sobre a redução do horizonte da construção. O
fator que determina seu tamanho é a capacidade de içamento dos guindastes (PINTO, 2007).

35
Dado a natureza complexa da construção de uma embarcação, a Figura 3 oferece uma
visão geral dos processos produtivos associados a essa atividade em um estaleiro típico:
Figura 12: Esquema geral do processo de construção naval de um estaleiro.
Fonte: Bell (2005).
A Figura 12 apresenta o fluxo geral do processo de construção de um navio com uma
descrição das atividades e recursos empregados. As etapas são associadas a diferentes locais
do estaleiro. São eles: suprimentos (1); fabricação de partes (2); fabricação de painéis (3);
montagem de sub-blocos, blocos e seções (4); edificação (5); acabamento (6). O fluxo 1-2-3-
4-5-6 na Figura 12 é o principal fluxo de produção do estaleiro. Outros fluxos alternativos
como 1-4-5-6 também existem e são comuns. Para exemplificar a Figura 3, tem-se o exemplo
de uma placa de aço que é recebida e fica no pátio da empresa até ser o momento de seu
processamento. No momento correto a chapa é encaminhada para a oficina 1 que fará a
fabricação de partes que serão usadas em painéis, construídos na oficina 2. Sendo o painel
finalizado, o mesmo é encaminhado para a oficina 3 que faz a montagem de diversos painéis
formando sub-blocos e blocos. Os blocos por sua vez são conjugados para formar seções e
posteriormente o navio no dique que, após o lançamento, é concluído no berço de
acabamento.

36
Em cada etapa do processo produtivo do estaleiro predomina ainda um tipo de sistema
de produção e seu respectivo arranjo físico, em função das suas características operacionais e
do nível de demanda que se pretende atender. As próximas seções abordarão com maior
riqueza de detalhes cada um dos processos de construção naval.
2.2.1 – Recepção e armazenagem de suprimentos
Para Favarin et al. (2010) esse processo pode ser dividido em três etapas: recepção,
estoque e tratamento superficial do metal.
O armazenamento de suprimentos (chapas e perfis) na maioria dos estaleiros é
realizado em áreas abertas chamadas pátio de aço, que correspondem ao local de entrada de
todos os materiais necessários às oficinas de processamento, linha de fabricação de painéis e
estações de submontagens (PIRES JÚNIOR et al., 2010).
Após a estocagem, esses materiais são direcionados ao pré-tratamento (desempeno, se
necessário) e ao tratamento da superfície. Os recursos envolvidos nesse processo são
guindastes, empilhadeiras motorizadas, pórticos e pontes rolantes que posicionam as chapas
nas pilhas e posteriormente entregam a uma esteira rolante ligada à linha de tratamento ou a
áreas específicas caso o estaleiro não realize o tratamento em linha (PINTO, 2007).
A gestão do pátio de aço é focada no estudo da composição das pilhas de chapas e no
seu arranjo físico visando à alimentação adequada e racional dos processos que dependem do
material estocado. Além da interação com a produção, a estocagem do aço se relaciona com
outros departamentos como o de compras e o de projeto. O setor de compras, por exemplo,
avalia constantemente os estoques, os cronogramas da produção e a situação do mercado. Já o
setor de projeto define as demandas da produção em termos de tipos e de quantidades de
chapas (PIRES JÚNIOR et al., 2010).
2.2.2 - Fabricação de Partes
A fabricação de partes corresponde às atividades de corte (obtenção de peças menores
que a original), conformação (curvatura de peças), identificação e transporte. O objetivo
dessas estações de trabalho é preparar as peças (chapas, perfis e partes) para serem montadas
em estações posteriores (oficinas de submontagens e painéis curvos e planos). As peças

37
cortadas e/ou conformadas são marcadas com a identificação da sua rota de destino e em
seguida, transferidas para as oficinas de subsequentes (STORCH et al., 1995).
Os processos de corte mais utilizados pelos estaleiros podem ser classificados em corte
mecânico (caracterizado pelo uso de equipamentos simples e tradicionais) e térmico
(caracterizado pela aplicação localizada de calor na peça) (STORCH et al., 1995). Os cortes
podem ainda ser classificados como manuais (nenhum tipo de força motriz é utilizado), semi-
automáticos (direção do corte depende tanto da máquina quanto dos operadores) ou
automáticos (realizado por equipamento de controle numérico computacional) (STORCH et
al., 1995).
Outra etapa desse processo, a conformação do material, também é realizada nas
estações de processamento, e corresponde a um processo aplicado em chapas e perfis para
corrigir distorções de fabricação originadas nos processos de corte e soldagem ou dar forma
específica às peças. A conformação pode ser mecânica ou térmica (STORCH et al., 1995). As
máquinas de conformação mecânica utilizadas são prensas, viradeiras e calandras. Essas
máquinas são operadas hidraulicamente ou manualmente e trabalham com aço a frio. As
calandras são usadas para gerar formas cilíndricas, cônicas e circulares nas chapas e perfis. As
prensas e viradeiras são usadas para a flexão, retificação e curvaturas variadas (STORCH et
al., 1995).
A gestão operacional dessa etapa de fabricação é caracterizada pelo uso de
equipamentos que retiram as chapas tratadas de áreas adjacentes às máquinas ou de áreas
centrais de armazenagem e posicionam essas peças nas máquinas de corte ou caso o corte seja
manual, nas áreas delimitadas para o processo. As peças após serem cortadas são armazenadas
em grupos de acordo com as quantidades e seqüências necessárias à montagem de estruturas
(STORCH et al., 1995).
Para Pinto (2007) uma demanda pequena de navios já justifica a introdução de linhas
de fabricação de partes.
2.2.3 - Introdução aos processos estruturais
As construções de painéis (planos e curvos), submontagens, blocos e grandes blocos,
utilizam a soldagem como principal processo. Cada tipo de construção demanda uma
determinada técnica definida de acordo com as espessuras a serem soldadas, as posições de

38
soldagem, entre outros fatores. Os processos mais usuais de soldagem são: arco elétrico com
eletrodo revestido, TIG (Tungsten Inert Gas), MIG (Metal Inert Gas)/MAG (Metal Active
Gas), plasma, arco submerso e arame tubular (STORCH et al., 1995).
No caso do arco elétrico com eletrodo revestido é criado um circuito elétrico entre a
peça e o eletrodo consumido no processo. Com o calor do arco, o eletrodo funde-se e
preenche o espaço soldado, sendo protegido pelo próprio revestimento do eletrodo que, ao
fundir-se, cria uma camada protetora de gás. Este é o processo de solda mais versátil e muito
usado nos estaleiros (STORCH et al., 1995).
No processo TIG, o arco é criado através de um eletrodo de tungstênio não-
consumível e o material de adição é alimentado separadamente e protegido por um gás inerte
(argônio ou hélio). Como a alimentação é separada do eletrodo que gera o calor, a solda é
menos propensa a impurezas. É usado nos estaleiros para soldar peças de pequena espessura,
alumínio, tubos ou a primeira etapa de uma solda de várias camadas (STORCH et al., 1995).
Na técnica MIG/MAG a proteção contra a contaminação atmosférica do arco, do
eletrodo, da zona fundida e da peça é obtida por um gás ou mistura de gases. Se o gás é inerte
(Ar/He), o processo é também chamado MIG, se o gás for ativo (CO² ou misturas com
Ar/O²/CO²), o processo é chamado MAG (GREENWOOD e HILL, 2005). O método
normalmente é semi-automático, podendo ainda ser totalmente automatizado, a partir de
robôs. A utilização de arames contínuos e elevada taxa de deposição apresenta alta
produtividade (STORCH et al., 1995).
A solda a plasma usa gás ionizado, atinge altíssimas temperaturas e alta velocidade.
Também usa um eletrodo de tungstênio. Costuma ser manual e tem uso muito restrito na
construção naval (STORCH et al., 1995).
O método de soldagem por arco submerso é um processo onde ocorre a fusão
simultânea das bordas dos metais, e de um ou mais eletrodos metálicos. O arco elétrico é
protegido por uma camada de fluxo granulado que forma a escória sobre o cordão de solda.
Como o arco ocorre submerso à camada de fluxo, a técnica foi chamada de arco submerso.
(STORCH et al., 1995). A soldagem por arco submerso é muito usada em estruturas de aço,
na fabricação de tubulações e na deposição de camadas de revestimento. Sua maior utilização
é na forma mecanizada ou automática (STORCH et al., 1995).

39
A técnica do arame tubular consiste de um arco elétrico com alimentação contínua de
arame tubular e que usa proteção de um fluxo de material granular. É bastante usado em
estaleiros necessariamente automatizado e permite grande fluxo de material devido à alta
concentração de calor (STORCH et al., 1995).
A Tabela 6 mostra um comparativo entre os processos de soldagem descritos acima.
Tabela 6: Comparativo entre processos de soldagem
PROCESSO DE
SOLDAGEM
TIPO DE
OPERAÇÃO
LOCAL DO
NAVIO
VANTAGENS LIMITAÇÕES
Eletrodo
Revestido Manual Vários
Baixo custo do equipamento,
versatilidade, solda em locais
de difícil acesso,
disponibilidade de
consumíveis no mercado.
Baixa produtividade, necessidade
de remoção de escória, depende
da habilidade do operador,
produção de fumos e respingos,
qualidade do cordão inferior ao
MIG/MAG, posição de soldagem
restrita, não automatizável.
TIG Manual e
automática Tubulações
Excelente qualidade da solda,
acabamento do cordão,
menor aquecimento da peça,
baixa sensibilidade à
corrosão inter-granular,
ausência de respingos e
possibilidade de
automatização.
Dificuldade de utilização em
presença de corrente de ar,
inadequado para chapas acima de
6 mm de espessura,
produtividade baixa, custo,
eficiência depende da habilidade
do operador.
MIG / MAG Automática e
semi Painéis
Facilidade de operação, alta
produtividade, processo
automatizável, baixo custo
relativo, excelente qualidade
da solda.
Complexidade da regulagem do
processo, dificuldade de
utilização em presença de
corrente de ar, posição de
soldagem limitada, probabilidade
elevada de gerar porosidade,
produção de respingos,
manutenção mais trabalhosa

40
Tabela 6 (continuação)
PROCESSO DE
SOLDAGEM
TIPO DE
OPERAÇÃO
LOCAL DO
NAVIO
VANTAGENS LIMITAÇÕES
Arco
Submerso
Automática e
semi
Blocos e
chapas
Excelente qualidade da solda
e sem respingos, velocidade
de soldagem maior que a do
eletrodo revestido
Posição da soldagem.
Arame Tubular
Automática e
semi Vários
Melhor estabilização do arco,
menor quantidade de
respingos, cordões com
melhor aspecto, proteção
eficiente com menor
quantidade de gás.
Solda apenas metais ferrosos e
ligas a base de níquel,
necessidade de remoção de
escória.
Fonte: Storch et al.(1995).
2.2.4 - Fabricação de painéis
Painéis são estruturas feitas basicamente de chapas e perfis trabalhados e soldados.
Podem ser de 2 tipos: planos ou curvos.
Os painéis planos respondem pela grande maioria dos painéis (compõem o fundo,
costados retos, conveses, dentre outros). A fabricação de painéis planos corresponde à
montagem de estruturas planas com maior nível de padronização de geometrias e processos,
em comparação à fabricação de painéis curvos. Os painéis são formados por chapas, reforços
primários e reforços secundários. Há na fabricação destes roteiros de processos bem
definidos, listas de materiais e tempos de processamento parecidos, podendo haver diferenças
quanto ao número e tamanho de perfis ou partes que são soldadas às chapas (STORCH et al.,
1995).
Os painéis curvos, por outro lado, são em menor quantidade (compõem normalmente
as seções de proa e popa e os blocos que unem os costados ao fundo do navio) e mais
diferenciados. Cada um possui diferentes curvaturas, a serem dadas às chapas e perfis que o
compõem nas oficinas com dispositivos especializados. Há, portanto um maior tempo de

41
setup na fabricação associados ao ajuste de gabaritos, cálculo das linhas de aquecimento das
chapas, etc (STORCH et al., 1995).
Os principais métodos de montagens dos painéis planos se diferem no número e ordem
de etapas e são compostos basicamente pelos seguintes processos: junção das placas, solda
ponto (ponteamento) para fixação das placas, soldagem completa da junção, marcação dos
furos e da localização dos perfis, dobragem das placas e perfis no caso de painéis curvos,
colocação dos perfis e solda ponto para fixação, soldagem dos perfis, armazenagem e
transporte (PINTO, 2007). Após esse processo, é realizada a inspeção de soldagem pelo
controle de qualidade de acordo com técnica pré-determinada. Caso seja detectada alguma
imperfeição, a soldagem é refeita após aprovação do processo (STORCH et al., 1995).
O grau de automação da oficina de fabricação de painéis é variável. Os painéis curvos
são fabricados, geralmente, em linhas manuais, pois as automatizadas são pouco versáteis e
com um setup (intervalo de preparação) muito grande entre peças diferentes. Na maioria das
vezes, essas dificuldades não justificam essa automatização. Isso não acontece para painéis
planos, onde a grande quantidade de estruturas iguais e baixo tempo de setup entre os
diferentes justificam a instalação de linhas de painéis. Portanto, o grau de automação a ser
implantado na linha é avaliado por uma análise de custo e benefício, entre o custo dos
equipamentos e mão-de-obra dispensada e o maior volume de produção permitido (PINTO,
2007).
Para Pinto (2007), se a demanda é unitária ou pequena, não compensa a elaboração de
um sistema de produção repetitiva para fabricação dessas peças, que serão modeladas como
produção por projeto. Para um cenário de demanda média ou grande, as semelhanças de
processo justificam a existência de células de manufatura dedicadas tal qual uma linha de
produção, seqüência bem definida e contínua. Caracteriza-se assim um sistema de produção
intermitente repetitiva, com fluxo linear do tipo flow-shop.
2.2.5 - Montagem de sub-blocos, blocos e seções
Uma vez fabricados, os painéis são agrupados entre eles e somados a conjuntos de
tubulações e outros sistemas, dando origem a sub-blocos ou diretamente a blocos.
Posteriormente, os blocos são soldados uns aos outros para formarem seções. Trata-se de um
processo de montagem cujas características podem variar de estaleiro para estaleiro, em

42
quesitos como grau de automação e grau de pré-outfitting embutido. Essa etapa representa
uma das mais complexas e demoradas na construção de embarcações, devido à enorme
quantidade de peças e elementos estruturais que são enviados pelas estações anteriores.
(STORCH, 1995; PINTO, 2007). Depois de montadas, as seções e blocos são enviadas para a
pintura e, em seguida, para o dique para montagem da edificação.
Os processos de fabricação de painéis e montagem de sub-blocos, blocos e seções são
intimamente interligados, de forma que no instante em que um sub-bloco é montado seus
painéis e partes integrantes devem estar disponíveis. Da mesma forma, no instante em que um
bloco será montado, seus sub-blocos dever estar prontos, bem como os eventuais sistemas e
equipamentos a serem montados no pré-outfitting. A melhor sincronização dos processos
implica em menor tempo total de fabricação ou montagem e menor estoque de componentes
em processo.
Essa preocupação deverá necessariamente ser considerada na integração entre as
etapas de produção. Dessa forma, como no processo anterior, para uma demanda unitária ou
pequena, a modelagem do sistema é a de projetos. Para demandas maiores, o roteiro
semelhante de processos caracteriza essa etapa como produção intermitente repetitiva, de
fluxo tipo flow-shop (PINTO, 2007). No entanto, as oficinas de blocos de um estaleiro dada a
sua diversidade de operações, também podem ter comportamento característico de um job-
shop, definido por um processo de produção intermitente, com exigência de equipamentos
flexíveis e em seqüência não linear com diferentes operações de produção e,
conseqüentemente, um grande número de opções de produção que devem ser avaliadas
(PINTO, 2007).
A Figura 13 mostra o processo de montagem de um bloco. Neste exemplo, o bloco é
feito a partir de 3 sub-blocos, compostos por 2 painéis planos, 1 levemente curvado, e sub-
montagens com a estrutura transversal. Após a fabricação dos painéis, os sub-blocos são
virados e soldados.

43
Figura 13: Linha de fabricação de painéis planos e curvos e montagem de bloco.
Fonte: Bell (2005).
2.2.6 - Edificação
O processo de edificação corresponde a um dos últimos estágios na construção de
embarcações e caracteriza-se pela sucessiva junção de blocos e/ou seções ao navio em
construção no dique ou carreira. Essa etapa diferencia-se das demais porque há relações de
interdependência entre os processos envolvidos. Não é possível edificar um bloco de convés
antes do fundo e costado, por exemplo. É um processo lento, que ocorre concomitantemente à
construção de blocos e outras atividades no estaleiro (KIM et al., 2002).
É também característica a existência de sub-processos que podem ocorrer em paralelo
ao longo desta etapa, como a edificação de blocos em pontos diferentes do comprimento do
navio ou em bordos diferentes, por exemplo.
Estas características apontam para um sistema de produção por projetos para a
edificação, para qualquer cenário de demanda (PINTO, 2007).
2.2.7 – Acabamento e Outfitting
Após o lançamento do casco do navio na água, uma série de atividades de naturezas
diferentes devem ser executadas, como a instalação do sistema elétrico, encanamento,

44
instalação de bombas, equipamentos de apoio à habitação, jateamento, pintura, entre outros. A
maior parte destas podem ser executadas em paralelo.
É nesta fase final do processo produtivo que há a maior parcela de diferenciação do
produto pois cada embarcação tem requisitos de acabamento particulares.
O sistema de produção por projetos é o adequado para essa etapa para qualquer
cenário de demanda (PINTO, 2007).
2.2.8 – Relação com embarcações de pequeno porte
Os processos descritos na seção anterior relacionam-se à construção de navios e suas
principais características. A fabricação de pequenas embarcações metálicas reproduz os
mesmos processos citados anteriormente, no entanto, como a estrutura desses produtos é de
menor complexidade, o processo global torna-se também simplificado. A Figura 14 ilustra os
principais processos para a construção naval de pequeno porte:
Figura 14: Processos de construção naval de pequeno porte.
Fonte: O autor.
Na recepção de suprimentos a principal característica que diferencia o pequeno porte é
a quantidade de material. Por necessitar de peças menores, esse processo necessitará de
equipamentos de movimentação mais modestos e menor complexidade de movimentação dos
materiais.
A fabricação de partes preserva as mesmas características técnicas para ambos os
cenários. Em muitos casos, a etapa de conformação é passada para o processo de montagem

45
estrutural pela inviabilidade de manter equipes dedicadas apenas à conformação ou mesmo
pela possibilidade de acúmulo dessa atividade pela equipe de montagem.
O processo de montagem estrutural pode ser classificado como a junção dos processos
de montagem da edificação, sub-blocos, blocos e seções, e fabricação de painéis para o
cenário das pequenas embarcações visto que esses processos se confundem entre si não
permitindo a separação deles. A dificuldade de automatização das atividades inerentes a esses
processos dificulta a separação dessa etapa ainda que para grandes demandas.
Para as embarcações de pequeno porte, a pintura é realizada depois da montagem
devido à impossibilidade ou inviabilidade de se paralelizar este processo com os anteriores.
O último processo antes do comissionamento é o referente às instalações
eletromecânicas que se incumbem da montagem de sistemas elétricos, de governo, de
comunicação, de propulsão, dentre outros.
Diante do exposto, pode-se concluir que, embora os processos sejam bastante
similares, o segmento de pequenas embarcações é mais fortemente afetado com a variação do
volume de produção visto que, por serem produtos de menor complexidade tecnológica,
podem requerer diferentes níveis de demanda para justificar investimentos em tecnologia e
aperfeiçoamento dos processos construtivos.
2.3 – Simulação
A simulação é uma das ferramentas de apoio à decisão que permite projetar e analisar
o desempenho de sistemas e de processos complexos, podendo ser entendida como o processo
de construção de modelos representativos de um sistema real, objetivando a realização de
experiências com esse modelo no intuito de conhecer melhor o seu comportamento para
avaliar o impacto de estratégias alternativas de operação (CHWIF e MEDINA, 2010; LAW e
KELTON, 2000; SHANNON, 1992).
A Simulação é comumente utilizada para auxiliar os gestores no entendimento da
dinâmica do sistema real, e visualização de alternativas de melhorias do sistema. Todavia,
mesmo que o sistema não exista, a simulação pode trazer benefícios quanto à definição de
equipamentos, mão de obra, arranjos, etc. (Shin, 2002).

46
Shannon (1992) destaca alguns objetivos da simulação como: o estudo de novas
políticas e procedimentos, a determinação dos fatores mais significativos com relação aos
impactos provocados no desempenho dos sistemas, a combinação de parâmetros que
produzem o melhor resultado, e a análise de gargalos produtivos. Shannon (1998) aponta
outra vantagem do método que se refere à possibilidade de testar novos arranjos físicos e
sistemas de movimentação, sem o comprometimento de outros recursos e estações de trabalho
envolvidas. Além disso, o tempo de simulação pode ser comprimido ou expandido,
permitindo a análise de tarefas demoradas, de cenários de longo prazo ou de fenômenos
complexos.
Shannon (1998) também cita que o fracasso de projetos de simulação pode ser
atribuído a alguns fatores como: falha na definição do objetivo do estudo, falha no
planejamento dos recursos necessários, participação inadequada dos envolvidos,
desenvolvimento do código de programação antes da compreensão efetiva do sistema,
detalhamento do modelo de forma exagerada ou insuficiente, e falta de gestão estratégica.
Além desses possíveis fatores de fracasso, Banks (1999) aponta que a simulação é inadequada
para problemas que podem ser resolvidos analiticamente e o desenvolvimento de modelos de
simulação pode consumir tempo e recursos financeiros elevados, caso não seja estruturado de
forma eficiente.
2.3.1 - Componentes de um sistema de simulação de eventos discretos
Banks et. al. (1996) descrevem os principais elementos da simulação como: o estado
do sistema, as entidades, e as atividades. O estado do sistema é definido pelo estado interno de
todas as entidades contidas no modelo. Esse estado corresponde às variáveis com as
informações necessárias para descrever o sistema em um dado momento. Os eventos são
condições que ocorrem em um ponto do tempo e que causam mudanças no estado do sistema.
A chegada de peças ou o início do processamento de uma máquina, por exemplo, são
considerados eventos. As entidades são objetos ou componentes representados no modelo
(peças, produtos, máquinas, etc.) e podem ser dinâmicas ou estáticas (nesse caso, atuando
como recursos fixos atendendo outras entidades). Cada entidade possui um ou mais atributos,
que são suas características individuais. Os estados dos recursos podem ser classificados
como: disponível (ou ocioso), ocupado, bloqueado, parado por falha, entre outros (CARSON,
2003; BANKS, 1996).

47
As filas são representações de uma lista ou relação de entidades que esperam para
serem atendidas. As regras de atendimento variam de acordo com o sistema. As regras podem
considerar os tempos de processamento priorizando, por exemplo, entidades processadas em
um tempo menor, dentre outros critérios (CARSON, 2003; BANKS, 1996).
As atividades representam um tempo com duração conhecida. As durações podem ser
constantes, valores aleatórios, resultados de uma equação, entradas de arquivos externos, etc.
A duração pode também ser calculada com base nos atributos das entidades (por exemplo,
tempo de soldagem baseado no comprimento de solda da peça). Já as esperas são ocorrências
de tempo indeterminado, causadas por alguma condição do sistema (CARSON, 2003;
BANKS, 1996).
2.3.2 – Metodologias
Segundo Carson (2003) em todo projeto de simulação existem fases e passos a serem
seguidos cuja meta é o sucesso do projeto final. Shin (2004) afirma que a maioria dos
trabalhos de simulação mal sucedidos tem como principal causa a deficiência de uma
metodologia de execução adequada.
Diversas metodologias para projetos de simulação podem ser encontradas na literatura,
como em Shannon (1998), Banks (1999), Carson (2003) e Sánchez (2007). Comparando-se as
metodologias, pode-se melhor descrever o processo de simulação através de uma adaptação
dos métodos de Chwif e Medina (2010) e Law (2009) que abrange três fases: concepção,
implementação e análise.
Na primeira etapa da concepção, devem ser definidos os objetivos e o escopo do
estudo bem como suas hipóteses e o nível de detalhamento do sistema. É a fase que
compreende ainda a apresentação do problema, a abrangência do estudo e a metodologia
usada no trabalho. É preciso explicitar de forma clara qual é o problema que se deseja
resolver.
A segunda etapa da fase de concepção se refere à coleta dos dados e informações
relevantes sobre o funcionamento do sistema em estudo e à formulação do modelo conceitual.
Banks (1999) recomenda que a construção do modelo seja feita simultaneamente à coleta de
dados, pois ambos são processos dinâmicos e demorados. Um modelo deve conter apenas
detalhes que permitam capturar a essência do sistema que se deseja representar. Segundo

48
Shannon (1998), a essência da arte da modelagem está na abstração e simplificação. Por isso o
autor recomenda limitar o uso de variáveis do sistema, buscando incluir no modelo apenas as
fundamentais, suficientes para atender os objetivos específicos do estudo. Não é necessário
que exista uma correspondência entre cada elemento do modelo e cada elemento do sistema.
Um detalhamento excessivo pode dificultar a simulação pelo programa utilizado.
Após essas decisões, o modelo definido deve ser representado de acordo com alguma
técnica de representação de modelo de simulação (fluxogramas, mapas de processo, códigos
para definir variáveis e componentes, relações matemáticas e lógicas, etc) a fim de torná-lo
um modelo conceitual (CHWIF E MEDINA, 2010).
A segunda etapa da fase de concepção abrange ainda a coleta de dados. Para Law
(2003) essa etapa consiste na aquisição de informações da estrutura e procedimentos
operacionais do sistema, coleta e resumo dos dados utilizados na concepção do modelo
conceitual. Também deverão ser definidas medidas de desempenho do sistema real para futura
validação dos resultados.
Após a coleta dos dados, um fator de suma importância é a determinação de como
estes variam, ou seja, qual o tipo de distribuição de probabilidade que mais se assemelha à
distribuição apresentada pelos dados coletados. Ao se ajustar uma distribuição de
probabilidade a um conjunto de dados, trabalha-se com a hipótese de que a distribuição pode
representar adequadamente aquele conjunto de informações. Algumas maneiras possíveis para
se encontrar esta distribuição são através da análise de resíduos da distribuição, construção de
histogramas e comparação com curvas de distribuição padronizadas, testes de aderência
dentre outros (LOBÃO e PORTO, 1999).
Para Chwif e Medina (2010) os testes de aderência procuram medir e avaliar os
desvios entre a distribuição amostral e a teórica. A decisão de quando aplicar um ou outro
teste baseia-se no tamanho da amostra disponível e na natureza da distribuição. O teste K-S é
valido apenas para distribuições contínuas enquanto que o Qui-quadrado pode ser aplicado a
ambos os tipos, contínuos e discretos. Em função da necessidade de pelo menos cinco
observações por classe e um número razoável de graus de liberdade, não é recomendável a
aplicação do teste Qui-quadrado a pequenas amostras. Geralmente, a aplicação deste teste
exige conjuntos com pelo menos 100 valores, segundo alguns autores. Já o teste K-S, é
aplicável a pequenas amostras.

49
Utiliza-se do p-value para se fazer as análises desses dois testes de aderência. Segundo
Law e Kelton (2000), “O valor p está associado à probabilidade de se obter outro conjunto de
dados que seja mais inconsistente com a distribuição ajustada, do que o conjunto de dados
atualmente utilizado”. Ou seja, maiores valores de p indicam maior aderência. A Tabela 7
abaixo apresenta as faixas de valores do p-value.
Tabela 7: Critérios para classificação do p-value
VALOR CRITÉRIO
p-value < 0,01 Evidência forte contra a hipótese de aderência.
0,01 ≤ p-value < 0,05 Evidência moderada contra a hipótese de aderência.
0,05 ≤ p-value < 0,10 Evidência potencial contra a hipótese de aderência.
0,10 ≤ p-value Evidência fraca contra a hipótese de aderência.
Fonte: Chwif e Medina (2010).
E a qualidade do ajuste das curvas é principalmente baseada na minimização do erro
quadrado (square error) é dado pela equação do erro quadrado:
(3)
Onde:
f i é a frequencia relativa observada no intervalo i.
f(x i) é a frequencia relativa teórica no intervalo i.
A terceira etapa da fase de concepção é a validação do modelo conceitual, que,
segundo Sargent (2007) consiste na avaliação da consistência destas teorias e suposições e
verificação da adequação do modelo para o propósito planejado. Law (2003) afirma que nesta
etapa deverá ser realizada uma criteriosa avaliação do modelo conceitual criado, visando

50
confirmar se suas suposições estão completas e corretas antes do início da programação do
modelo. Conforme o autor, esta atividade crítica normalmente negligenciada, porém é
fundamental, pois o sucesso da modelagem depende da correta construção do modelo
conceitual, evitando a necessidade de reprogramação numa etapa mais avançada do projeto.
Caso sejam descobertos erros ou omissões no modelo conceitual, será necessário retornar ao
segundo passo antes de iniciar a programação do modelo. Em suma, a validação confirma o
modelo de simulação como uma representação razoável do sistema real (Law e Kelton, 2000).
Chwif e Medina (2010) destacam as seguintes técnicas de validação:
- Duplicação de modelos: supõe a existência de duas equipes independentes desenvolvendo
modelos do mesmo sistema. Desta forma, se as duas equipes (operando de forma
independente), desenvolverem modelos similares, este seria um bom indicador da validade do
modelo;
- Comparação com modelos anteriores: desenvolvimento de um modelo a partir de outro já
validado;
- Análise de sensibilidade: determinar a influência de alterações dos parâmetros de entrada
nos resultados obtidos a partir do modelo;
- Validação face a face: discussão com especialistas, objetivando alcançar com estes o aval
para o uso do modelo.
Na segunda fase denominada implementação, o modelo conceitual é convertido em
um modelo computacional através da programação em um simulador. Sargent (2007) explica
a diferença entre o modelo conceitual e o modelo computacional na medida em que o modelo
conceitual é a representação matemática, lógica ou verbal do problema enquanto que o
modelo computadorizado é o modelo conceitual implementado em um computador.
Posteriormente escolhe-se a linguagem de programação ou o software de simulação a ser
utilizado. Após a escolha, deve-se fazer o modelo computacional do sistema em estudo a
partir dos dados coletados e do modelo conceitual elaborado, e após disto é preciso verificá-
lo.
O modelo computacional deve ser comparado ao modelo conceitual com a finalidade
de verificar se sua operação atende ao que foi estabelecido na etapa de concepção. Esse
modelo deve então passar por duas etapas fundamentais: a verificação e a validação. O termo
validação se refere ao modelo conceitual, ou seja, consiste em aceitar ou não o modelo como

51
uma boa representação do sistema real. Já a verificação está ligada ao modelo computacional,
ou seja, consiste em se comprovar que o modelo conceitual foi corretamente traduzido em um
modelo computacional.
Chwif e Medina (2010) destacam as seguintes técnicas de verificação:
- Testes de Turing: consiste em apresentar os dados de saída de um sistema simulado e do
correspondente sistema real para análise. Caso o especialista não consiga distinguir se os
resultados são oriundos do sistema simulado ou real, o modelo pode ser considerado válido;
- Implementação modular/verificação modular: implementar partes do modelo e depois
verificar sua concordância para continuar a programação;
- Valores simplificados vs. cálculos manuais: tomar valores médios de cada distribuição,
considerá-los constantes e determinísticos e rodar a simulação para comparar esses
parâmetros com a inserção da aleatoriedade;
- Utilização do depurador: diversos softwares de simulação possuem uma ferramenta que
indica automaticamente qual o erro da programação;
- Simulação manual: simular manualmente o modelo para se obter parâmetros que permitam a
comparação futura com o objeto a ser implementado;
- Animação gráfica: analisar através do módulo gráfico possíveis inconsistências do modelo;
- Revisão em grupo: significa a reunião de um grupo de especialistas para avaliar se o modelo
está funcionando adequadamente;
- Utilização de dados históricos do sistema real: como o próprio nome já diz, significa
comparar os resultados do sistema simulado com o real.
Na terceira etapa, após a verificação e validação do modelo computacional, este está
pronto para a realização e análise dos experimentos. Nesta fase são efetuadas várias rodadas
do modelo e os resultados da simulação são analisados e documentados. A partir dos
resultados, conclusões e recomendações sobre o sistema podem ser geradas.
Devem-se decidir quais configurações alternativas serão analisadas. Para cada
alternativa devem ser tomadas decisões sobre as condições iniciais do modelo, o período de
aquecimento (warm-up), a duração da simulação e o número de replicações a ser realizado.

52
Por último e não menos importante, é realizada a documentação e apresentação dos
resultados do modelo com vistas a registrar as suas modificações, garantir que a construção do
modelo foi realizada de acordo com o planejado e para facilitar o entendimento dos usuários.
O resultado de toda a análise deverá ser informado de forma concisa e clara, o que
possibilitará ao cliente revisar a formulação final, as alternativas que foram avaliadas, o
critério pelo qual os sistemas alternativos foram comparados, os resultados das experiências e
as recomendações dos analistas, caso existam. (BANKS, 1999).

53
Capítulo 3
[Método de pesquisa]
No capítulo anterior, apresentou-se a base conceitual para a compreensão e expansão
do tema. Neste capítulo é apresentada a metodologia de pesquisa utilizada para a realização
deste estudo.
3.1 – Caracterização da Pesquisa
A caracterização metodológica da pesquisa segue a classificação proposta por Silva e
Menezes (2001), os quais consideram quatro tipologias de classificação: quanto à natureza,
quanto à forma de abordagem, quanto aos objetivos e quanto aos procedimentos técnicos
adotados.
Em relação à natureza de uma pesquisa científica, o estudo se classifica como pesquisa
aplicada, pois objetiva gerar novos conhecimentos com foco na geração de soluções para
problemas específicos.
Quanto à forma de abordagem, este trabalho representa uma pesquisa quantitativa uma
vez que trabalha com simulação de dados numéricos para obtenção dos resultados.
Com relação aos objetivos, o estudo classifica-se como descritivo já que visa
descrever as características de determinada população ou fenômeno ou o estabelecimento de
relações entre variáveis.
Por fim, a caracterização quanto aos procedimentos técnicos adotados verifica-se que
é um estudo experimental pois o desenvolvimento do trabalho é feito a partir da modelagem
de um problema e da análise de estratégias e variáveis que seriam capazes de influenciá-lo.
3.2 – Delimitação da Pesquisa, Procedimentos e Métodos
A análise do problema de pesquisa foi delimitada para a fabricação de embarcações de
transporte escolar aquaviário visto que o autor trabalha diretamente ligado à construção naval
de pequeno porte, tendo dessa forma, fácil acesso aos dados e conhecimentos necessários aos
processos.
O procedimento metodológico utilizado no trabalho é de caráter sistêmico o que
obriga um sequenciamento lógico para o desenvolvimento da pesquisa. Primeiramente

54
constatou-se o problema de pesquisa a partir da observação dos sistemas de produção na
prática. A pesquisa bibliográfica sobre os temas relacionados a arranjos físicos e construção
naval foi realizada para constatar que o problema é de relevância acadêmica e aplicável no
contexto das pequenas embarcações. Posteriormente definiu-se a ferramenta de análise para o
problema escolhendo-se a simulação de eventos discretos por se tratar de um problema de
natureza dinâmica. Segundo Chwif e Medina (2010) se o problema em questão for complexo,
dinâmico e apresentar aleatoriedade, a melhor opção é a simulação. Magableh (2007) reforça
a afirmação anterior comentando que é difícil, senão impossível, um modelo matemático
capturar todas as características pertinentes em um sistema dinâmico.
Por ser um problema em que se recorre ao uso da simulação como ferramenta de
análise, a resolução deve ser delineada seguindo a metodologia de Chwif e Medina (2010) e
Law (2009) com os seguintes passos:
3.2.1 – Concepção
- Formulação do problema:
Como já explicitado anteriormente, a formulação do problema foi motivada pela
experiência do autor na construção naval de pequeno porte. Em dado momento, verificou-se
que, diferentes métodos para a construção da estrutura de embarcações idênticas traduziam
diferentes resultados. Após investigação do problema, constatou-se que algumas variáveis
influenciavam esse comportamento para as diferentes estratégias de arranjos físicos ao qual se
produziam as embarcações: tempo de cada etapa de produção, quantidade de recursos
necessários, áreas de fabricação e volume produzido.
- Coletar e analisar os dados:
Os dados necessários à pesquisa foram coletados em 3 unidades de fabricação desse
tipo de produto: 2 localizadas na cidade de Natal-RN (com arranjo físico posicional e celular)
e uma localizada na cidade de Belém-PA (arranjo físico linear). Os dados sobre o produto e
sobre os recursos e facilidades foram coletados in loco pelo próprio autor considerando as
especialidades de trabalhadores, equipamentos, ferramentas e áreas requisitadas para os
processos em questão. Os dados sobre os tempos de produção foram coletados via
apontamento por parte dos supervisores de cada unidade produtiva. Como instrumento de

55
coleta foi utilizada a planilha constante no Apêndice B. Foram coletadas aproximadamente 15
amostras de tempo (em minutos) para cada etapa da produção.
Para o tratamento desses dados após a análise, foi utilizada a ferramenta Input
Analyzer do software Arena® para encontrar a distribuição estatística que melhor reflete as
etapas de produção e verificar se essas distribuições são satisfatórias através do teste de
aderência usando o método K-S (apêndice D).
Posterior à análise de tempo, todas as variáveis foram monetizadas (transformadas em
custos) para viabilizar a comparação de cenários. Os dados sobre custo por hora trabalhada
foram apurados através da média salarial mais os encargos dos funcionários das empresas
consultadas, os dados sobre custo das instalações tem como premissa o valor médio do metro
quadrado de um galpão industrial nos Estados do Rio Grande do Norte e do Pará e os dados
sobre os custos de ferramentas e equipamentos foram obtidos através da coleta dos valores de
mercado desses produtos.
- Construção dos modelos conceituais:
Para a construção dos modelos conceituais (seção 4.2.2), primeiramente foram
descritas características qualitativas que diferenciam cada modelo. Posteriormente, foram
desenvolvidos fluxogramas de fabricação sequenciais (seção 4.2.2) para retratar o passo a
passo da montagem das embarcações do estudo com as peculiaridades de cada arranjo.
- Validação do modelo conceitual:
A validação do modelo conceitual (seção 4.2.2) consistiu em uma análise por parte de
especialistas, caracterizando-se dessa forma como validação face a face.
3.2.2 - Implementação
- Programação do modelo:
A implementação foi realizada com a ferramenta Rockwell Software Arena® 13.5. O
software Arena® foi escolhido por ser um ambiente gráfico integrado de simulação que
dispõe de recursos que possibilitam a modelagem de processos, desenho e animação, análise
estatística e análise de resultados. Uma das vantagens do software é o fato de não ser

56
necessário conhecer nenhuma linguagem de programação para operar o Arena®, pois todo o
processo de criação do modelo de simulação é gráfico e visual, e de maneira integrada,
utilizando fluxogramas, facilitando o entendimento dos leigos nessa área. Somado a esses
fatores destacam-se também a disponibilidade do laboratório para a utilização do software
como razões para a sua escolha.
- Verificação da programação:
A verificação do modelo computacional foi realizada através das técnicas de
implementação modular, valores constantes ou simplificados, utilização do depurador, revisão
em grupo e teste de Turing.
3.2.3 – Análise
Nessa etapa definiu-se o tempo de aquecimento (warm-up), a duração da simulação e a
quantidade de replicações a serem realizadas, consequentemente, a quantidade total de
lanchas produzidas para a análise.
Posteriormente foram inseridos os custos relevantes para os três modelos e foi
realizada a análise com o auxílio do Software Microsoft Excel devido à impossibilidade de
implantá-los no Software Arena® em sua totalidade. De posse dos resultados das análises foi
gerado um gráfico com o volume de lanchas em unidades fabricadas no eixo das abscissas e o
custo unitário relativo no eixo das ordenadas, definindo-se, assim, qual o arranjo físico mais
vantajoso a um dado volume de produção. Posteriormente, foi realizada uma análise de
sensibilidade para cenários de maior ou menor custo para algumas variáveis de forma a
verificar a amplitude de variabilidade de resultados do problema de pesquisa sob diversas
óticas.

57
Capítulo 4
[Desenvolvimento]
Com o objetivo de demonstrar a comparação dos três diferentes tipos de arranjos
físicos utilizados na construção de embarcações metálicas de pequeno porte, foram
desenvolvidos modelos de simulação de eventos discretos para cada parâmetro a ser
analisado.
As duas próximas seções deste Capítulo são dedicadas à descrição dos procedimentos
utilizados para o desenvolvimento de modelos de simulação; à apresentação detalhada da
estimação dos parâmetros e da modelagem; e finalmente à apresentação de um modelo para
avaliação de diferentes estratégias de arranjos físicos.
O trabalho a ser apresentado nesta seção foi estruturado em duas partes, cujos
objetivos são descritos abaixo:
- Delineamento geral do processo de construção da estrutura de uma embarcação e
seus principais parâmetros;
- Aplicação da metodologia de simulação e análise dos resultados.
4.1 - Descrição do processo produtivo:
4.1.1 - Produto:
As características gerais da embarcação base para o estudo podem ser encontradas na
Foto 1 e Tabela 8. No tocante ao produto do ponto de vista da fabricação, é conveniente citar
que a lancha tem toda a sua estrutura fabricada em duralumínio naval ASTM liga 5052 H34
composto de chapas e perfis de variadas dimensões, espessuras e tipos conforme descrito nas
Tabelas 9 e 10:

58
Foto 1: Embarcação objeto do estudo.
Fonte: O autor.
Tabela 8: Características da embarcação objeto do estudo
PRINCIPAIS CARACTERÍSTICAS
Comprimento 7,30 / 24 pés
Boca 2,10 m
Pontal 1,0 m
Calado 0,20 m
Lotação 20 pessoas
Capacidade de carga 1.300 kg
Peso do casco 580 kg
Potência 90 HP
Motor de propulsão de emergência 6,5 cv
Fonte: O autor.

59
Tabela 9: Chapas
TIPO DE CHAPA DIMENSÕES (Milímetros) (C x L x E)
Lisa 6000 x 1250 x 1,5
Lisa 6000 x 1100 x 2,0
Lisa 6000 x 1250 x 3,0
Anti-derrapante 6000 x 1250 x 2,7
Lisa 4500 x 1250 x 3,0
Lisa 6000 x 1100 x 3,0
Lisa 6000 x 1250 x 3,0
Lisa 6600 x 1250 x 3,0
Lisa 7500 x 800 x 3,0
Lisa 7500 x 1500 x 4,0
Lisa 8000 x 1100 x 4,0
Lisa 6000 x 1500 x 5,0
Fonte: O autor.
Tabela 10: Perfis
TIPO DE PERFIL DIMENSÕES (em milímetros) (C x
L x H x E) FIGURA
Trapezoidal 8000 x 60 x 32 x 3,0
Bulbo 8000 x 40,5 x 38 x 4,0
Viga “U” 8000 x 50 x 25 x 3,0

60
Tabela 10 (continuação)
TIPO DE PERFIL DIMENSÕES (em milímetros) (C x
L x H x E) FIGURA
Viga “U” 6000 x 50 x 38 x 3,0
Cantoneira abas iguais
8000 x 50 x 50 x 6,0
Cantoneira abas iguais
8000 x 38 x 38 x 4,0
Cantoneira abas iguais
6000 x 38 x 38 x 4,0
Tubo 6000 x 25,4 x 2,38
Tubo 6000 x 12,7 x 2,38
Fonte: O autor.
Essas chapas e perfis, após o processo de corte, originarão um total de 109 itens que,
unidos, resultarão no produto final. O Apêndice C apresenta o plano de corte para uma lancha,
a Tabela 11 a relação de peças oriundas de chapas e a Tabela 12 a relação de peças oriundas
de perfis.
Tabela 11: Peças originadas por chapas
N° DESCRIÇÃO DO ITEM QUANTIDADE POR LANCHA
1 Chapeamento do fundo 1 2 Defletora (quina) 2 3 Chapeamento do costado 2 4 Espelho de proa 1
15 Espelho de popa 1 19 Antepara transversal - cav 01 - fundo 1
19.1 Antepara transversal - cav 01 - div. do tanque 1 20 Antepara transversal - cav 02 1 21 Antepara transversal - cav 05 1 21 Antepara transversal - cav 04 1 21 Antepara transversal - cav 03 1 22 Antepara transversal - cav 06 1 23 Antepara transversal - cav 07 1

61
Tabela 11 (continuação)
N° DESCRIÇÃO DO ITEM QUANTIDADE POR LANCHA
24 Antepara transversal - cav 08 1 25 Antepara transversal - cav 09 1 26 Antepara transversal - cav. 10 1 27 Antepara transversal - cav 11 1
27.1 Viga U - cav 11 1 28.1 Viga U - cav 12 1
34 Viga U - Reforço da popa 1 38 Cavalo do motor 1 40 Lateral da escada 2 43 Caixonado Ré - BB e BE 2 44 Caixonado VA - BB e BE 2 45 Reforço da popa (BB e BE) 2 46 Antepara longitudinal popa (BB e BE) 2 47 Batente porta tanque (BB e BE) - Longitudinal 2 48 Batente porta tanque (BB e BE) - transversal 1 49 Bandeja de popa 1 50 Antepara div. Bateria - longitudinal 1 51 Fundo Tanque 2 52 Tampa porta tanque 1 53 Antepara div. Bateria - transversal 1 54 Base Console 1 55 Lateral do console 1 56 Apoio do teto da casaria - RÉ 2
56.1 Apoio do teto da casaria - RÉ (revestimento) 2 57 Antepara frontal da casaria 1 58 Antepara frontal da casaria (BB e BE) 2 59 Viga U - contorno do teto da casaria - Ré VA 2 60 Revestimento xadrez popa - BB/BE 2 61 Revestimento xadrez dos bordos - BB/BE 2 62 Batente xadrez 4 63 Batente xadrez da plataforma 2 64 Degrau escada xadrez 1 66 Batente xadrez da plataforma long. BB/BE 2 67 Piso convés de passageiros VA - BB/BE 2 68 Piso convés de passageiros (centro) VA/RÉ 2 69 Piso convés de passageiros - RÉ (BB/BE) 1 70 Tampa paiol mestre (BB/BE) 2 71 Lateral do convés da casaria - RÉ (BB e BE) 2 72 Lateral do convés da casaria - central (BB e BE) 2 73 Lateral do convés da casaria - RÉ (BB e BE) 2 74 Apoio vertical da casaria 6 75 Vaus da casaria 4 76 Lateral do teto da casaria - (BB e BE) 4 77 Reforços long. Teto da casaria (BB e BE) - RÉ 2 78 Reforços Long. do Teto da casaria (BB e BE) - VA 4 79 Reforços Trans. do Teto da casaria (BB e BE) a RÉ 1 80 Reforços Trans. do Teto da casaria (BB e BE) a RÉ 2 81 Reforços longitudinais do teto da casaria - VA 2

62
Tabela 11 (continuação)
N° DESCRIÇÃO DO ITEM QUANTIDADE POR LANCHA
82 Lateral convés casaria - RÉ 1 83 Base para luzes de navegação 1 84 Base para luzes de navegação - lateral 2 85 Teto da casaria RÉ - BB e BE 2 86 Teto da casaria VA - BB e BE 2 87 Chapa de apoio do motor 1 88 Fundo do paiol do mestre 2 89 Piso convés de popa (castelo) 1 90 Apoio do teto da casaria - VA 2
100 Borb. Do banco 13 101 Piso convés de passageiros (centro) RÉ 1 102 Chapa do banco de passageiros BE 1 103 Chapa do banco de passageiros BB VA 1 104 Chapa do banco de passageiros BB RÉ 1 105 Banco do piloto 1 106 Tampa do banco piloto 1 107 Suporte do motor auxiliar 1 108 Chapa lateral do banco de passageiros BB - VA 1 109 Chapa lateral do banco de passageiros BB/BE - RÉ 2 110 Fechamento do paiol do mestre BB/BE 2 111 Apoio do tanque BB/BE 2 114 Contorno do apoio de ré da casaria 2 115 Apoio da casaria (revestimento) 6
Fonte: O autor.
Tabela 12: Peças originadas por perfis
N° DESCRIÇÃO DO ITEM QUANTIDADE POR LANCHA
6 Perfil trapezoidal LC, L2, L3, L4 (BB E BE) 7 7 Perfil trapezoidal Longitudinal L1 BB E BE 2 8 Transversal cav. 1 a 10 10 9 Transversal cav. 11 1
10 Transversal cav. 12 1 11 Braço de caverna cav. 1 a 5 10 12 Braço de caverna cav. 6 2 13 Braço de caverna cav. 7 2 14 Braço de caverna cav. 8 2 15 Braço de caverna cav. 9 2 16 Braço de caverna cav. 10 2 17 Braço de caverna cav. 11 2 18 Braço de caverna cav. 12 2 29 Reforço espelho de proa 1 30 Reforço das anteparas 108 31 Perfil Bulbo (BB e BE) 2

63
Tabela 12 (continuação)
N° DESCRIÇÃO DO ITEM QUANTIDADE POR LANCHA
32 Perfil Bulbo (Espelho de proa) 1 33 Perfil Bulbo (parte ré) 2 35 Verdugo superior BB e BE 2 36 Verdugo inferior BB e BE 2 37 Longitudinal fundo (LC, L1, L2 BB E BE) 5 39 Longitudinal convés VA (LC, L1, L2 BB E BE) 14 41 Longitudinal convés VA (LC, L1, L2 BB E BE) 42 65 Tubo da casaria 1" 2 91 Convés AV - cav 11 5 92 Cantoneira dos vaus da casaria 8 93 Cantoneira do reforço transv. Do teto da casaria 2 94 Cantoneira do degrau 1 95 Cantoneira Fundo - RÉ 1 96 Cantoneira Fundo - RÉ 1 97 Chapeamento do fundo (Quilha) 1 98 Tubo 1/2" 6 99 Tubo 1" - suporte do motor auxiliar 2
112 Suporte do Banco do passageiros BB/BE 7 113 Suporte do Banco do passageiros RÉ 3
Fonte: O autor.
4.1.2 - Recursos:
Com relação aos recursos, foi realizado um levantamento para cada etapa da
fabricação, dos recursos humanos, máquinas, ferramentas e equipamentos de movimentação
necessários para o desenvolvimento dos processos associados.
Os recursos humanos necessários para todo o processo são compostos basicamente por
2 categorias de profissionais: caldeireiros e soldadores. Compete aos caldeireiros traçar peças
para montagem e ajustes, cortar, dobrar, montar e dar acabamento nas peças traçadas,
posicionar e fixar itens para a montagem de componentes da estrutura, preparar peças para a
soldagem e dar acabamento pós-soldagem, dentre outros. Aos soldadores compete soldar
componentes estruturais em diferentes posições e locais da embarcação. Na prática é usual
que os soldadores também executem certas tarefas de menor complexidade dos caldeireiros de
modo a evitar a ociosidade.
Outros profissionais como inspetores de solda, ajudantes de produção, supervisores e
profissionais administrativos não foram abrangidos no escopo do estudo por serem
considerados mão-de-obra indireta.

64
As máquinas e equipamentos de maior porte são basicamente utilizados para os
serviços de dobra de peças (conformação). A calandra para tubos (Foto 01) é utilizada para
realizar a curvatura necessária a algumas tubulações. A curvadora de perfis (Foto 02) tem
função similar à calandra, porém ela atua nos perfis que necessitam de curvaturas menos
acentuadas. As demais máquinas, viradeira hidráulica (Foto 03), viradeira manual (Foto 04) e
prensa dobradeira hidráulica (Foto 05) são utilizadas para dobrar peças provenientes de
chapas de diversos tipos, cada uma com suas peculiaridades. Outros equipamentos de menor
porte são utilizados na fabricação e possuem funções diversas dentro do processo. Essas
ferramentas estão listadas na Tabela 13. Vale ressaltar que além dos equipamentos gerais
existem aqueles próprios dos caldeireiro e próprios dos soldadores, ou seja, a cada caldeireiro
ou soldador que existir no processo, essa lista de ferramentas estará presente. Por último,
existe o cavalete para movimentação de lanchas (Foto 06) que é utilizado apenas para a
produção com arranjo físico linear. A Tabela 13 relaciona cada item que necessita de
conformação no processo com seu respectivo equipamento.
Foto 1: Calandra para tubos.
Fonte: O autor.

65
Foto 2: Curvadora de perfis.
Fonte: O autor.
Foto 3: Viradeira Hidráulica.
Fonte: O autor.
Foto 4: Viradeira manual.
Fonte: O autor.

66
Foto 5: Prensa dobradeira hidráulica.
Fonte: O autor.
Foto 6: Cavalete para movimentação.
Fonte: O autor.

67
Tabela 13: Relação de equipamentos de menor porte e finalidade profissional
FERRAMENTA PROFISSIONAL
Alicate rebitador de 18” Uso Geral
Alicate rebitador de 10" Uso Geral
Arco de lima funileiro Uso Geral
Arco de Serra Uso Geral
Armário para ferramentas Uso Geral
Aspirador de água e pó Uso Geral
Bancada Uso Geral
Esmerilhadeira de 4.1/2" Uso Geral
Esmerilhadeira de 7" Uso Geral
Furadeira Uso Geral
Grampo tipo C de 3" Uso Geral
Grampo tipo C de 4" Uso Geral
Grampo tipo C de 5" Uso Geral
Cinta poliéster com catraca 9 metros Uso Geral
Martelete rebitador pneumático Uso Geral
Serra de esquadria Uso Geral
Serra mármore Uso Geral
Serra tico-tico Uso Geral
Tesoura de bancada Uso Geral
Torno de Bancada Nº 5 Uso Geral
Torno de bancada Nº 8 Uso Geral
Ventosa Dupla Uso Geral
Máquina de solda MIG Soldador
Máscara de soldador Soldador
Cilindro de argônio Soldador
Regulador de pressão Soldador
Trena de 5 metros Caldeireiro

68
Tabela 13 (continuação)
FERRAMENTA PROFISSIONAL
Alicate de corte de 6" Caldeireiro
Alicate de pressão de 10" Caldeireiro
Alicate de corte diagonal de 6" Caldeireiro
Chave de boca de 10" Caldeireiro
Compasso de ponta Caldeireiro
Chave Ajustável de 10" Caldeireiro
Esquadro de ponta de 12" Caldeireiro
Esquadro combinado de 12" Caldeireiro
Martelo pena de 500g Caldeireiro
Martelo bola de 300g Caldeireiro
Martelo bola de 500g Caldeireiro
Martelo de borracha de 400g Caldeireiro
Martelo de borracha de 800g Caldeireiro
Nível de 12" Caldeireiro
Marreta de 1,5 Kg Caldeireiro
Lima bastarda meia cana de 8” Caldeireiro
Lima bastarda tipo faca de 6” Caldeireiro
Lima redonda de 12" Caldeireiro
Lima redonda bastarda de 6" Caldeireiro
Limatão redondo de 8" Caldeireiro
Paquímetro de 12" Caldeireiro
Jogo de talhadeira Caldeireiro
Régua de aço de 40" Caldeireiro
Transferidor de grau Caldeireiro
Fonte: O autor.

69
Tabela 14: Peças a serem conformadas e equipamentos necessários
N⁰⁰⁰⁰ PEÇAS CONFORMADAS EQUIPAMENTOS UTILIZADOS
34 Viga U - Reforço da popa Prensa dobradeira hidráulica 6 Perfil trapezoidal LC, L2, L3, L4 (BB E BE) Curvadora de perfis 7 Perfil trapezoidal Longitudinal L1 BB E BE Curvadora de perfis
35 Verdugo superior BB e BE Curvadora de perfis 36 Verdugo inferior BB e BE Curvadora de perfis 8 Transversal cav. 1 a 10 Arco de serra e bancada 9 Transversal cav. 11 Arco de serra e bancada
10 Transversal cav. 12 Arco de serra e bancada 19 Antepara transversal - cav 01 - fundo Prensa dobradeira hidráulica e viradeira hidráulica
19.1 Antepara transversal - cav 01 - div. do tanque Prensa dobradeira hidráulica e viradeira hidráulica 20 Antepara transversal - cav 02 Prensa dobradeira hidráulica 21 Antepara transversal - cav 05 Prensa dobradeira hidráulica 21 Antepara transversal - cav 04 Prensa dobradeira hidráulica 21 Antepara transversal - cav 03 Prensa dobradeira hidráulica 22 Antepara transversal - cav 06 Prensa dobradeira hidráulica 23 Antepara transversal - cav 07 Prensa dobradeira hidráulica 24 Antepara transversal - cav 08 Prensa dobradeira hidráulica 25 Antepara transversal - cav 09 Prensa dobradeira hidráulica 26 Antepara transversal - cav. 10 Prensa dobradeira hidráulica 27 Antepara transversal - cav 11 Prensa dobradeira hidráulica
27.1 Viga U - cav 11 Prensa dobradeira hidráulica 28 Antepara transversal - cav 12 Prensa dobradeira hidráulica
28.1 Viga U - cav 12 Prensa dobradeira hidráulica 30 Reforço das cavernas Tesoura de bancada 88 Fundo do paiol do mestre Prensa dobradeira hidráulica
110 Fechamento do paiol do mestre BB/BE Prensa dobradeira hidráulica 40 Lateral da escada Prensa dobradeira hidráulica ou viradeira hidráulica 62 Batente xadrez Viradeira hidráulica 63 Batente xadrez da plataforma Viradeira hidráulica 66 Batente xadrez da plataforma long. BB/BE Viradeira hidráulica 64 Degrau escada xadrez Prensa dobradeira hidráulica ou viradeira hidráulica 70 Tampa paiol mestre (BB/BE) Prensa dobradeira hidráulica 46 Antepara longitudinal popa (BB e BE) Prensa dobradeira hidráulica ou viradeira hidráulica 45 Reforço da popa (BB e BE) Prensa dobradeira hidráulica 61 Revestimento xadrez dos bordos - BB/BE Prensa dobradeira hidráulica 48 Batente porta tanque (BB e BE) - transversal Prensa dobradeira hidráulica ou viradeira hidráulica 47 Batente porta tanque (BB e BE) - Longitudinal Viradeira hidráulica 52 Tampa porta tanque Prensa dobradeira hidráulica ou viradeira hidráulica
50 Antepara div. Bateria - longitudinal Prensa dobradeira hidráulica ou viradeira hidráulica e viradeira manual
53 Antepara div. Bateria - transversal Prensa dobradeira hidráulica e viradeira manual 49 Bandeja de popa Prensa dobradeira hidráulica 38 Cavalo do motor Prensa dobradeira hidráulica
100 Borboleta Do banco Prensa dobradeira hidráulica ou viradeira hidráulica 105 Banco do piloto Prensa dobradeira hidráulica ou viradeira hidráulica 102 Chapa do banco de passageiros BE Prensa dobradeira hidráulica
109 Chapa lateral do banco de passageiros BB/BE - RÉ Prensa dobradeira hidráulica ou viradeira hidráulica

70
Tabela 14 (Continuação) N⁰⁰⁰⁰ PEÇAS CONFORMADAS EQUIPAMENTOS UTILIZADOS
103 Chapa do banco de passageiros BB VA Prensa dobradeira hidráulica ou viradeira hidráulica 104 Chapa do banco de passageiros BB RÉ Prensa dobradeira hidráulica ou viradeira hidráulica 108 Chapa lateral do banco de passageiros BB - VA Prensa dobradeira hidráulica ou viradeira hidráulica
109 Chapa lateral do banco de passageiros BB/BE - RÉ Prensa dobradeira hidráulica ou viradeira hidráulica
43 Caixonado Ré - BB e BE Prensa dobradeira hidráulica 44 Caixonado VA - BB e BE Prensa dobradeira hidráulica 97 Chapeamento do fundo (Quilha) Curvadora de perfis 56 Apoio do teto da casaria - RÉ Prensa dobradeira hidráulica 71 Lateral do convés da casaria - RÉ (BB e BE) Prensa dobradeira hidráulica e viradeira manual 72 Lateral do convés da casaria - central (BB e BE) Prensa dobradeira hidráulica e viradeira manual 73 Lateral do convés da casaria - RÉ (BB e BE) Prensa dobradeira hidráulica e viradeira manual 74 Apoio vertical da casaria Prensa dobradeira hidráulica e viradeira manual 76 Lateral do teto da casaria - (BB e BE) Prensa dobradeira hidráulica e viradeira manual 82 Lateral convés casaria - RÉ Prensa dobradeira hidráulica e viradeira manual 75 Vaus da casaria Prensa dobradeira hidráulica
92 Cantoneira dos vaus da casaria Arco de serra, bancada, tornos de bancada e grampos tipo C
80 Reforços Trans. do Teto da casaria (BB e BE) a RÉ Prensa dobradeira hidráulica
77 Reforços long. Teto da casaria (BB e BE) - RÉ Prensa dobradeira hidráulica
78 Reforços Long. do Teto da casaria (BB e BE) - VA Prensa dobradeira hidráulica
81 Reforços longitudinais do teto da casaria - VA Prensa dobradeira hidráulica 57 Antepara frontal da casaria Prensa dobradeira hidráulica e viradeira hidráulica 58 Antepara frontal da casaria (BB e BE) Prensa dobradeira hidráulica 90 Apoio do teto da casaria - VA Prensa dobradeira hidráulica
112 Suporte do Banco do passageiros BB/BE Arco de serra, bancada, torno, grampos tipo C 113 Suporte do Banco do passageiros RÉ Arco de serra, bancada, torno, grampos tipo C 54 Base Console Prensa dobradeira hidráulica ou viradeira hidráulica
55 Lateral do console Prensa dobradeira hidráulica ou viradeira hidráulica e viradeira manual
85 Teto da casaria RÉ - BB e BE Prensa dobradeira hidráulica 86 Teto da casaria VA - BB e BE Prensa dobradeira hidráulica 83 Base para luzes de navegação Prensa dobradeira hidráulica e viradeira manual 84 Base para luzes de navegação - lateral Viradeira manual 59 Viga U - contorno do teto da casaria - Ré VA Prensa dobradeira hidráulica 99 Tubo 1" - suporte do motor auxiliar Calandra para tubos
Fonte: O autor.
4.1.3 - Processos:
A fabricação estrutural de embarcações metálicas de pequeno porte abrange
basicamente os processos de soldagem e conformação. Para o caso em estudo, a soldagem é
do tipo MIG por conferir uma maior qualidade e agilidade à produção.

71
A montagem da embarcação inicia-se com a fabricação do casco (Foto 07). A
montagem do casco envolve as atividades 01 a 42 relacionadas na Tabela 15. Após a
fabricação do casco é realizada a inspeção da solda do fundo para garantir a estanqueidade na
união dos metais e a ausência de trincas no processo de soldagem. A montagem da casaria
(Foto 08) é um processo posterior que pode ser também realizado em paralelo ao casco e
depois unido (Foto 09). A montagem da casaria envolve as atividades 43 a 55 relacionadas na
Tabela 15. Cada etapa dos processos de fabricação demanda ferramentas específicas. A
Tabela 15 também relaciona cada etapa e as ferramentas de uso geral utilizadas nesses
processos.
Foto 7: Casco.
Fonte: O autor.
Foto 8: Casaria.
Fonte: O autor.

72
Foto 9: Estrutura montada.
Fonte: O autor.
Tabela 15: Etapas para fabricação de uma lancha e equipamentos necessários
N⁰ DESCRIÇÃO DO PROCESSO EQUIPAMENTOS DE USO GERAL UTILIZADOS
1 Preparação da chapa de fundo Serra mármore, esmerilhadeira de 4” e cinta catraca
2 Montagem do espelho de proa e reforço Esmerilhadeira de 4"
3 Montagem do espelho de popa e reforço Esmerilhadeira de 4"
4 Montagem das defletoras Esmerilhadeira de 4"
5 Preparação dos costados Serra mármore, serra tico-tico e Esmerilhadeira de 4"
6 Montagem dos costados ventosa
7 Montagem dos perfis bulbo Rebarbador pneumático, arco de serra e furadeira
8 Montagem braços das cavernas Esmerilhadeira de 4"
9 Solda das partes internas do casco
10 Montagem dos perfis estruturais do fundo
11 Montagem dos verdugos Esmerilhadeira de 4" e arco de serra
12 Montagem dos transversais das cavernas Esmerilhadeira de 4" e arco de serra

73
Tabela 15 (Continuação)
N⁰ DESCRIÇÃO DO PROCESSO EQUIPAMENTOS DE USO GERAL UTILIZADOS
13 Montagem das cavernas Esmerilhadeira de 4" e arco de serra
14 Montagem dos reforços das cavernas
15 Montagem cantoneira fundo Esmerilhadeira de 4"
16 Montagem dos perfis do convés Esmerilhadeira de 4"
17 Montagem dos perfis da proa Esmerilhadeira de 4"
18 Montagem do piso da proa Alicate rebitador de 18", furadeira e serra mármore
19 Montagem do paiol do mestre Esmerilhadeira de 4"
20 Colocação do piso Alicate rebitador 18" e furadeira
21 Montagem dos bordos da popa Esmerilhadeira de 4"
22 Montagem do compartimento do tanque e bateria Esmerilhadeira de 4"
23 Montagem da bandeja da popa Esmerilhadeira de 4"
24 Solda da parte externa da popa
25 Montagem do cavalo do motor
26 Montagem da chapa de apoio do motor Esmerilhadeira de 4"
27 Montagem da base do motor auxiliar Esmerilhadeira de 4"
28 Montagem da borboleta dos bancos Esmerilhadeira de 4"
29 Montagem do banco do piloto Esmerilhadeira de 4"
30 Montagem do banco de BE Alicate rebitador de 18" e furadeira
31 Montagem do banco de BB Alicate rebitador de 18" e furadeira
32 Montagem do caixonado Esmerilhadeira de 4"
33 Virar lancha
34 Chanfro do fundo com preparação para solda Serra mármore
35 Soldagem do fundo Aspirador de pó e água
36 Inspeção da solda
37 Correção das imperfeições Esmerilhadeira de 4"
38 Montagem da quilha e olhal
39 Desvirar lancha

74
Tabela 15 (Continuação)
N⁰ DESCRIÇÃO DO PROCESSO EQUIPAMENTOS DE USO GERAL UTILIZADOS
40 Colocação de garrafas PET no fundo
41 Montagem degrau da escada Esmerilhadeira de 4"
42 Montagem dos cunhos Esmerilhadeira de 4"
43 Montagem da lateral da casaria Esmerilhadeira de 4"
44 Montagem apoio a ré da casaria Esmerilhadeira de 4"
45
Montagem dos caixonados transversais da casaria
Arco de serra, bancada, torno, grampo e rebarbador
pneumático
46 Montagem dos reforços transversais do teto da casaria Esmerilhadeira de 7"
47 Montagem dos reforços longitudinais do teto Esmerilhadeira de 7"
48 Montagem da parte frontal da casaria Rebarbador pneumático, furadeira, Esmerilhadeira de 4"
49 Montagem dos reforços dos bancos Esmerilhadeira de 4"
50 Montagem do console Esmerilhadeira de 4"
51 Montagem do teto Rebarbador pneumático e furadeira
52 Montagem tubos da casaria Esmerilhadeira de 7"
53 Montagem da base para luzes de navegação e buzina
Alicate rebitador de 18" e furadeira
54 Montagem da aba frontal do teto Alicate rebitador de 18" e furadeira
55 Montagem do revestimento interno alicate rebitador de 10" e furadeira
56 Integração Casco/Casaria Esmerilhadeira de 4"
Fonte: O autor.
4.2 – Aplicação da metodologia de simulação:
4.2.1 - Formulação do problema:
O problema de pesquisa foi apresentado na introdução deste trabalho. Em outras
palavras se propõe a analisar até que nível de demanda e em qual arranjo físico é mais viável
produzir pequenas embarcações metálicas tendo a variável custo como parâmetro de
comparação.

75
Antes de se ater à caracterização dos modelos conceituais para cada arranjo físico,
algumas premissas devem ser levadas em consideração para o desenvolvimento do modelo de
simulação: o sistema trabalha com uma sistemática puxada para a demanda por peças, só são
fornecidos itens quando a estação de trabalho necessita; os itens são transportados
manualmente pelos trabalhadores; não serão considerados dados sobre a taxa de falhas
humanas, confiabilidade das máquinas, absenteísmo ou acidentes de trabalho; o tempo de
caminhada para o modelo é de 1 metro por segundo.
O trabalho é restrito ao processo de montagem estrutural pois trata-se do processo de
maior relevância na construção naval, justificado por Storch et al. (1995) que cita que a
construção da estrutura de uma embarcação é a tarefa mais demorada e quem contém a maior
quantidade de trabalho.
4.2.2 - Construção dos modelos conceituais e validação
Como já foi mencionado anteriormente neste trabalho, utilizou-se do fluxograma
como ferramenta para a elaboração dos modelos conceituais. A seguir está a descrição dos
modelos conceituais para cada arranjo físico:
- Posicional:
No arranjo físico posicional uma mesma equipe com 2 soldadores e 2 caldeireiros fica
dedicada à fabricação de uma lancha do início ao fim, acumulando também as funções de
conformação das peças. Não existe movimentação do produto que está sendo fabricado e sim
dos recursos de transformação. O Apêndice D ilustra o fluxograma para o arranjo físico
posicional e a Figura 18 apresenta uma representação das áreas demandadas para esse
processo.
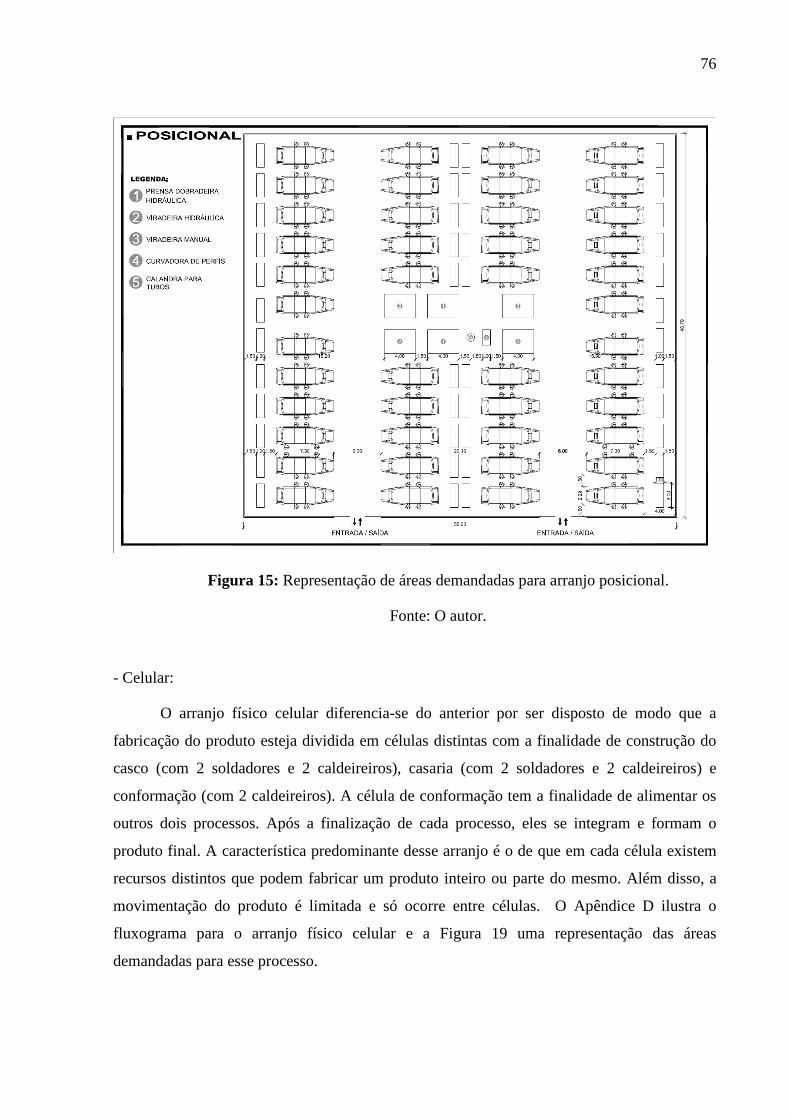
76
Figura 15: Representação de áreas demandadas para arranjo posicional.
Fonte: O autor.
- Celular:
O arranjo físico celular diferencia-se do anterior por ser disposto de modo que a
fabricação do produto esteja dividida em células distintas com a finalidade de construção do
casco (com 2 soldadores e 2 caldeireiros), casaria (com 2 soldadores e 2 caldeireiros) e
conformação (com 2 caldeireiros). A célula de conformação tem a finalidade de alimentar os
outros dois processos. Após a finalização de cada processo, eles se integram e formam o
produto final. A característica predominante desse arranjo é o de que em cada célula existem
recursos distintos que podem fabricar um produto inteiro ou parte do mesmo. Além disso, a
movimentação do produto é limitada e só ocorre entre células. O Apêndice D ilustra o
fluxograma para o arranjo físico celular e a Figura 19 uma representação das áreas
demandadas para esse processo.

77
Figura 16: Representação de áreas demandadas para arranjo celular.
Fonte: O autor.
- Linear:
No arranjo linear, a produção é fragmentada em etapas (estágios) de fabricação
sequenciais, de modo que os profissionais sejam separados em estações de trabalho em que
cada um é pré-designado a realizar uma certa quantidade limitada de atividades. A
característica principal desse processo é o fato de ser o produto que se movimenta entre as
estações de trabalho enquanto os recursos ficam estáticos.
Para se dimensionar a quantidade de estações de trabalho utilizou-se as equações (1) e
(2) com os seguintes parâmetros: um período de 240 dias úteis por ano com 8 horas diárias de
trabalho cada e conteúdo total para cada lancha de 80 horas úteis. Para a determinação do
tempo de ciclo tem-se os seguintes valores:

78
Analogamente, para a fabricação anual de 480 lanchas tem-se o tempo de ciclo de 4
horas e para 240 um tempo de 8 horas.
De posse desses dados, o próximo passo é encontrar o número de estágios:
Analogamente, para a fabricação de 480 lanchas tem-se um total de 20 estações de
trabalho e para 240 um total de 10 estações de trabalho.
De posse desses dados, adequou-se a quantidade de atividades de cada estação ao seu
tempo de ciclo e número de estações de trabalho de modo que o modelo conceitual para as
linhas de fabricação de 240, 480 e 960 lanchas anuais estão representadas no Apêndice D. A
Figura 20 traz uma representação das áreas demandadas para esse processo.
Figura 17: Representação de áreas demandadas para arranjo linear.
Fonte: O autor.

79
- Análise dos dados coletados:
Após a coleta, os dados relativos aos tempos de fabricação passaram por um
tratamento estatístico. Através da ferramenta Input Analyzer do software Arena® foi feita a
análise com o intuito de encontrar as distribuições que melhor representam as atividades
relativas à construção da lancha objeto de estudo. O tempo foi considerado em minutos e o
resultado da análise está nas tabelas do Apêndice E. Como verificado através do método
Kolmogorov-Smirnof (K-S), todas as análises possuíram um p-value maior que 0,10 e um
square error aceitável o que significa que os dados representam bem as distribuições
estatísticas que lhes foram atribuídas.
Além dos dados referentes a tempo, os custos das demais variáveis também são dados
de entrada do modelo. O custo por hora para um caldeireiro foi considerado como R$ 6,67 e
para um soldador R$ 8,33 (para o caldeireiro considerou-se um salário médio mensal de R$
1.000,00 reais e para o soldador de R$ 1.300,00 ambos acrescidos dos encargos financeiros e
divididos por 8 horas diárias e 20 dias de trabalho). O custo médio do metro quadrado
também foi calculado. Considerou-se a média aritmética do valor médio para a construção de
um galpão industrial nos Estados do Pará e do Rio Grande do Norte de acordo com a tabela
do Sindicato da Construção Civil de cada Estado. Os valores para o mês de Maio de 2012
foram de R$ 510,70 e R$ 492,34 respectivamente, o que resulta em um valor de
aproximadamente R$ 500,00.
A Tabela 16 detalha custos dos equipamentos e ferramentas.
Tabela 16: Custos dos equipamentos e ferramentas
EQUIPAMENTO / FERRAMENTA PREÇO MÉDIO (R$)
Prensa dobradeira hidráulica 205.000,00
Viradeira Hidráulica 110.000,00
Viradeira Manual 53.000,00
Calandra para tubos 1272,00
Curvadora de perfis 567,00
Gabarito para construção de casarias 1.412,00
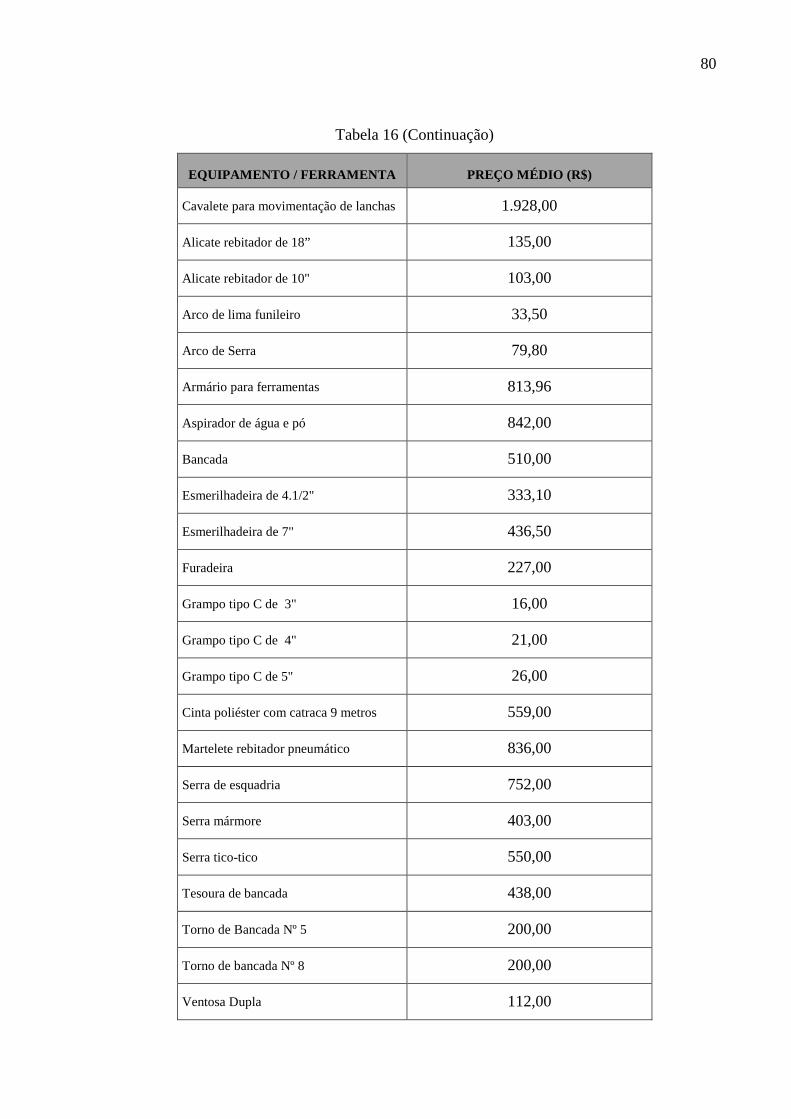
80
Tabela 16 (Continuação)
EQUIPAMENTO / FERRAMENTA PREÇO MÉDIO (R$)
Cavalete para movimentação de lanchas 1.928,00
Alicate rebitador de 18” 135,00
Alicate rebitador de 10" 103,00
Arco de lima funileiro 33,50
Arco de Serra 79,80
Armário para ferramentas 813,96
Aspirador de água e pó 842,00
Bancada 510,00
Esmerilhadeira de 4.1/2" 333,10
Esmerilhadeira de 7" 436,50
Furadeira 227,00
Grampo tipo C de 3" 16,00
Grampo tipo C de 4" 21,00
Grampo tipo C de 5" 26,00
Cinta poliéster com catraca 9 metros 559,00
Martelete rebitador pneumático 836,00
Serra de esquadria 752,00
Serra mármore 403,00
Serra tico-tico 550,00
Tesoura de bancada 438,00
Torno de Bancada Nº 5 200,00
Torno de bancada Nº 8 200,00
Ventosa Dupla 112,00

81
Tabela 16 (Continuação)
EQUIPAMENTO / FERRAMENTA PREÇO MÉDIO (R$)
Máquina de solda MIG 17.934,00
Máscara de soldador 452,00
Cilindro de argônio 1250,00
Regulador de pressão 512,00
Trena de 5 metros 29,00
Alicate de corte de 6" 24,00
Alicate de pressão de 10" 25,80
Alicate de corte diagonal de 6" 25,00
Chave de boca de 10" 54,39
Compasso de ponta 74,67
Chave Ajustável de 10" 55,00
Esquadro de ponta de 12" 52,00
Esquadro combinado de 12" 18,31
Martelo pena de 500g 24,00
Martelo bola de 300g 29,00
Martelo bola de 500g 35,00
Martelo de borracha de 400g 27,00
Martelo de borracha de 800g 48,00
Nível de 12" 43,00
Marreta de 1,5 Kg 55,12
Lima bastarda meia cana de 8” 20,95
Lima bastarda tipo faca de 6” 20,27
Lima redonda de 12" 13,87

82
Tabela 16 (Continuação)
EQUIPAMENTO / FERRAMENTA PREÇO MÉDIO (R$)
Lima redonda bastarda de 6" 12,13
Limatão redondo de 8" 11,27
Paquímetro de 12" 212,00
Jogo de talhadeira 57,00
Régua de aço de 40" 49,00
Transferidor de grau 33,50
Fonte: O autor.
- Validação do modelo conceitual:
Ao final da elaboração dos modelos conceituais, o autor e especialistas de processo
reunidos analisaram documentos e procedimentos de fabricação existentes e concluíram que
os modelos propostos eram coerentes com os sistemas reais.
4.2.3 – Implementação
- Programação computacional dos modelos conceituais:
De posse dos dados, o próximo passo é converter o modelo conceitual em modelo
computacional. A programação do modelo foi desenvolvida com o uso da ferramenta
Rockwell Software Arena® 13.5.
- Verificação dos modelos computacionais:
O modelo foi construído em etapas. Primeiramente foi elaborada a simulação para
uma embarcação com os valores dos processos constantes e posteriormente testada. Nessa
etapa, utilizou-se o depurador do software como auxílio para detectar e corrigir as
inconsistências de programação. Somente após a constatação do correto funcionamento do

83
modelo é que outros modelos foram replicados e foram inseridas as distribuições estatísticas
para os processos.
A segunda etapa da verificação dos modelos simulados foi realizada com um grupo de
especialistas que analisaram o modelo computacional simulado. Na ausência de
inconsistências de programação, o próximo passo foi analisar os dados de saída. Os resultados
obtidos com as replicações da simulação foram similares ao comportamento real do sistema,
de modo que no período analisado, a simulação resultou na fabricação da estrutura de cada
embarcação em um prazo de aproximadamente 15 dias para o arranjo físico posicional e de
aproximadamente 10 dias para os arranjos celular e linear.
4.2.4 – Análise
Uma vez verificado o modelo computacional, passa-se para a realização das análises
dos modelos. Foram simuladas 1920 horas o que equivale a um ano de produção com 240 dias
úteis, considerando-se 8 horas de expediente diário e uma meta de fabricação de 960 lanchas
para cada tipo de arranjo físico. Como observado no Apêndice E, os dados não possuem uma
variabilidade significativa, deste modo, considerou-se como 80 horas (o que equivale ao
tempo de produzir uma lancha inteira) o período de aquecimento (warm-up) para o arranjo
físico linear para o não comprometimento das estatísticas desse tipo de configuração.
Para o arranjo físico posicional, cada lancha foi fabricada em um tempo médio de
119,92 horas, o que significa 15 dias úteis de produção. A taxa de utilização dos recursos está
descrita na Tabela 17, o que significa que a partir das lanchas número 304 e 624 lancha, os
equipamentos prensa dobradeira hidráulica e viradeira hidráulica tiveram que ser duplicados
para a produção não ser afetada pela formação de filas. A fabricação de 960 lanchas em um
ano demandou um total de 60 estações de trabalho simultâneas e 16 replicações do modelo de
simulação.
No arranjo físico celular o tempo médio para fabricação de cada lancha foi de 79,98
horas, o que significa 10 dias úteis de produção. Como nesse arranjo utiliza-se uma equipe
dedicada para a conformação das peças, não foi preciso duplicar os recursos para
conformação pois a taxa de utilização dos recursos não atingiu 100%. A fabricação de 960
lanchas em um ano demandou um total de 40 estações de trabalho simultâneas para a

84
construção de cascos e mais 6 estações para a construção de casarias, dessa forma, foram
necessárias 24 replicações do modelo de simulação.
O arranjo físico linear apresentou um tempo médio para fabricação de cada lancha
similar ao celular, de 79,82 horas, o que significa também 10 dias úteis de produção. A
exemplo do arranjo celular, não foi necessário duplicar os recursos de conformação devido a
utilização de uma equipe dedicada para esse fim. A fabricação das 960 lanchas foi atingida
com a introdução de linhas de produção em etapas: para uma fabricação de até 240 lanchas
uma linha com 10 estações de trabalho, para até 480 uma linha com 20 estações de trabalho e
para 960 lanchas uma linha de produção com 40 estações de trabalho. Foram necessárias 24
replicações do modelo de simulação para atingir essas metas.
Os custos para os modelos foram calculados da seguinte forma: custo de investimento
mais custo de mão-de-obra por lancha dividido pelo número de lanchas fabricadas. Foram
considerados os custos com ferramentas de uso geral, para soldador e para caldeireiro, os
custos com equipamentos de conformação e os custos relativos às áreas de fabricação. As
equações 4, 5, 6 e 7 ilustra a memória de cálculo utilizada para os arranjos físicos posicional e
celular:
Custo de investimento = (X*Fg) + (S*X*Fs) + (C*X*Fc) + (E) + (X*Ac*Ca) + (At) – (4)
Custo de mão-de-obra = (Cc*X*C*Hc)+(Cs*X*S*Hs) – (5)
Custo unitário por lancha = [(4) + (5)] / L – (6)
Onde:
X = quantidade de estações de trabalho;
Fg = custo de ferramentas de uso geral para 1 estação;
Fs = custo unitário de ferramentas para soldador;
Fc = custo unitário de ferramentas para caldeireiro;
S = quantidade de soldadores por estação de trabalho;
C = quantidade de caldeireiros por estação de trabalho;

85
E = custo total dos equipamentos de conformação;
Ac = área necessária para a construção de uma lancha;
At = área total dos equipamentos de conformação;
Ca = preço unitário do metro quadrado de área;
Hc; Hs = total de horas de cada profissional por lancha;
Cc = custo unitário por hora de caldeireiro;
Cs = custo unitário por hora de soldador;
L = quantidade de lanchas fabricadas.
Para o arranjo físico linear, o cálculo do custo unitário é feito para os custos de toda a
linha e não mais multiplicando-se quantidades de estações de trabalho:
Custo de investimento = (Fg’) + (S’*Fs) + (C’*Fc) + (E) + (X*Ac*Ca) + (At) – (7)
Custo de mão-de-obra = (C’*Hc’*Cc’) + (S’*Hs*Cs’) – (8)
Custo unitário por lancha = [(7) + (8)] / L – (9)
Onde:
X = quantidade de estações de trabalho;
Fg’ = custo de ferramentas de uso geral para a linha de produção;
Fs = custo unitário de ferramentas para soldador;
Fc = custo unitário de ferramentas para caldeireiro;
S’ = quantidade total de soldadores da linha de produção;
C’ = quantidade total de caldeireiros da linha de produção;
E = custo total dos equipamentos de conformação;
Ac’ = área necessária para a construção de uma lancha;
At = área total dos equipamentos de conformação;

86
Ca = preço unitário do metro quadrado de área;
Hc’; Hs’ = total de horas de cada profissional por lancha;
Cc’ = custo unitário por hora de caldeireiro;
Cs’ = custo unitário por hora de soldador;
L = quantidade de lanchas fabricadas.
Tabela 17: Taxa de utilização dos recursos por quantidade fabricada por arranjo físico
Posicional (%) Celular (%) Linear (%)
240 480 960 240 480 960 240 480 960
Prensa dobradeira hidráulica 99,98 99,99 99,3 32,13 66,01 99,60 32,13 66,01 99,60
Viradeira hidráulica 97,93 99,98 98,79 35,68 67,17 97,12 35,68 67,17 97,12
Viradeira manual 52,50 72,59 88,13 25,12 45,7 62,13 25,12 45,7 98,13
Calandra para tubos 2,13 3,99 4,68 3,52 5,81 7,08 7,78 8,87 11,09
Curvador de perfis 1,16 2,55 3,72 2,23 4,77 6,82 3,31 6,32 9,54
Fonte: O autor.
Tabela 18: Quantitativo de recursos para fabricação de 240 lanchas
240 Lanchas
Unidade Posicional Celular Linear
Mão-de-obra
Soldador UN 30 24 22
Caldeireiro UN 30 26 24
Ferramentas de uso geral
Alicate rebitador de 18” UN 30 24 8
Alicate rebitador de 10" UN 30 24 2
Arco de lima funileiro UN 30 24 2
Arco de Serra UN 30 24 7

87
Tabela 18 (Continuação)
240 Lanchas
Unidade Posicional Celular Linear
Armário para ferramentas UN 15 12 10
Aspirador de água e pó UN 1 1,2 2
Bancada UN 15 12 2
Esmerilhadeira de 4.1/2" UN 30 24 21
Esmerilhadeira de 7" UN 15 12 2
Furadeira UN 30 24 10
Grampo tipo C de 3" UN 30 24 2
Grampo tipo C de 4" UN 30 24 2
Grampo tipo C de 5" UN 30 24 2
Cinta poliéster com catraca 9 metros UN 45 36 3
Martelete rebitador pneumático UN 30 24 5
Serra de esquadria UN 3 2,4 2
Serra mármore UN 30 24 4
Serra tico-tico UN 15 12 1
Tesoura de bancada UN 15 12 4
Torno de Bancada Nº 5 UN 30 24 2
Torno de bancada Nº 8 UN 30 24 2
Ventosa Dupla UN 60 48 4
Ferramentas para caldeireiro UN 30 26 24
Ferramentas para soldador UN 30 24 22
Equipamentos de conformação
Prensa dobradeira hidráulica UN 1 1 1
Viradeira hidráulica UN 1 1 1
Viradeira manual UN 1 1 1
Calandra para tubos UN 1 1 1

88
Tabela 18 (Continuação)
240 Lanchas
Unidade Posicional Celular Linear
Curvador de perfis UN 1 1 1
Área de fabricação
Área para construção de 1 lancha M² 977,85 847,47 651,9
Área do maquinário M² 620 620 500
Total de áreas M² 1597,85 1467,47 1151,9
Fonte: O autor.
Tabela 19: Quantitativo de recursos para fabricação de 480 lanchas
480 Lanchas
Unidade Posicional Celular Linear
Mão-de-obra
Soldador UN 40 46 32
Caldeireiro UN 40 48 38
Ferramentas de uso geral
Alicate rebitador de 18” UN 60 46 6
Alicate rebitador de 10" UN 60 46 1
Arco de lima funileiro UN 60 46 2
Arco de Serra UN 60 46 6
Armário para ferramentas UN 30 23 20
Aspirador de água e pó UN 3 2 2
Bancada UN 30 23 2
Esmerilhadeira de 4.1/2" UN 60 46 23
Esmerilhadeira de 7" UN 30 23 2
Furadeira UN 60 46 10
Grampo tipo C de 3" UN 60 46 2
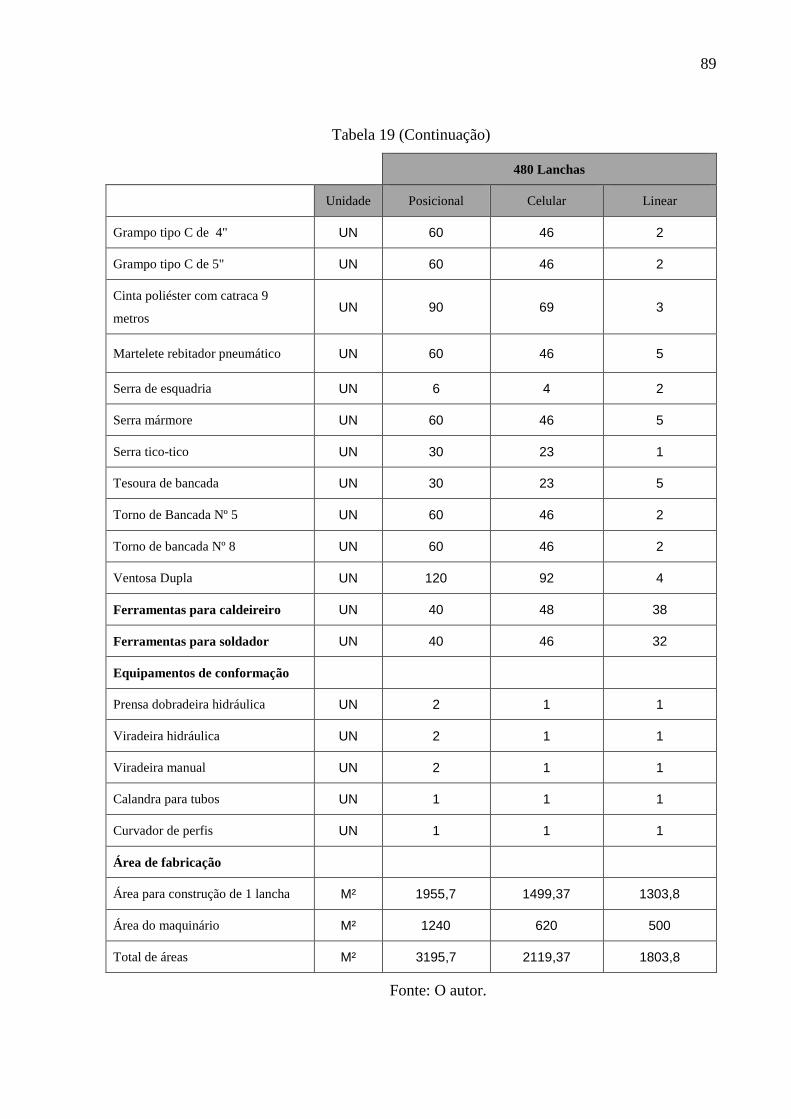
89
Tabela 19 (Continuação)
480 Lanchas
Unidade Posicional Celular Linear
Grampo tipo C de 4" UN 60 46 2
Grampo tipo C de 5" UN 60 46 2
Cinta poliéster com catraca 9
metros UN 90 69 3
Martelete rebitador pneumático UN 60 46 5
Serra de esquadria UN 6 4 2
Serra mármore UN 60 46 5
Serra tico-tico UN 30 23 1
Tesoura de bancada UN 30 23 5
Torno de Bancada Nº 5 UN 60 46 2
Torno de bancada Nº 8 UN 60 46 2
Ventosa Dupla UN 120 92 4
Ferramentas para caldeireiro UN 40 48 38
Ferramentas para soldador UN 40 46 32
Equipamentos de conformação
Prensa dobradeira hidráulica UN 2 1 1
Viradeira hidráulica UN 2 1 1
Viradeira manual UN 2 1 1
Calandra para tubos UN 1 1 1
Curvador de perfis UN 1 1 1
Área de fabricação
Área para construção de 1 lancha M² 1955,7 1499,37 1303,8
Área do maquinário M² 1240 620 500
Total de áreas M² 3195,7 2119,37 1803,8
Fonte: O autor.

90
Tabela 20: Quantitativo de recursos para fabricação de 960 lanchas
960 Lanchas
Unidade Posicional Celular Linear
Mão-de-obra
Soldador UN 120 92 51
Caldeireiro UN 120 94 55
Ferramentas de uso geral
Alicate rebitador de 18” UN 120 92 7
Alicate rebitador de 10" UN 120 92 1
Arco de lima funileiro UN 120 92 2
Arco de Serra UN 120 92 6
Armário para ferramentas UN 60 46 40
Aspirador de água e pó UN 6 4 4
Bancada UN 60 46 2
Esmerilhadeira de 4.1/2" UN 120 92 33
Esmerilhadeira de 7" UN 60 46 2
Furadeira UN 120 92 13
Grampo tipo C de 3" UN 120 92 2
Grampo tipo C de 4" UN 120 92 2
Grampo tipo C de 5" UN 120 92 2
Cinta poliéster com catraca 9
metros UN 180 138 3
Martelete rebitador pneumático UN 120 92 6
Serra de esquadria UN 12 9 4
Serra mármore UN 120 92 4
Serra tico-tico UN 60 46 2
Tesoura de bancada UN 60 46 8
Torno de Bancada Nº 5 UN 120 92 2
Torno de bancada Nº 8 UN 120 92 2

91
Tabela 20 (Continuação)
960 Lanchas
Unidade Posicional Celular Linear
Ventosa Dupla UN 240 184 4
Ferramentas para caldeireiro UN 120 94 55
Ferramentas para soldador UN 120 92 51
Equipamentos de conformação
Prensa dobradeira hidráulica UN 3 1 1
Viradeira hidráulica UN 3 1 1
Viradeira manual UN 2 1 1
Calandra para tubos UN 1 1 1
Curvador de perfis UN 1 1 1
Área de fabricação
Área para construção de 1 lancha M² 3911,4 2998,74 2607,6
Área do maquinário M² 1240 620 500
Total de áreas M² 5151,4 3618,74 3107,6
Fonte: O autor.
Após a análise dos dados e da metodologia de cálculo para os custos unitários,
identificou-se que, apesar de os dados variarem de um arranjo físico para o outro como mostra
resumidamente nas tabelas 18, 19 e 20, o parâmetro com variações mais significativas entre
os arranjos e com maior probabilidade de ter oscilações com elevado grau de incerteza é o
custo por metro quadrado. Devido a esse fato, optou-se por realizar uma análise de
sensibilidade para essa variável para estudar o comportamento do sistema frente a mudanças
com os seguintes valores: R$ 100,00, R$ 400,00, R$ 500,00, R$ 600,00, R$ 1.000,00.
Partindo-se do valor de R$ 500,00, estipulou-se cenários de pequenas variações nesse custo
(no caso de R$ 400,00 e R$ 600,00) como também no caso de variações mais significativas
(R$ 100,00 e R$ 1.000,00).

92
Embora os valores para a construção dos galpões sejam simples, antes de realizar a
análise de custos necessita-se de um tratamento financeiro para uniformizar esses dados de
modo que eles reflitam o custo anual por metro quadrado. A Tabela 21 apresenta os valores
encontrados no cálculo. Primeiramente admite-se uma taxa mínima de atratividade (TMA)
para o investimento de 20% e uma depreciação do imóvel da ordem de 75% em um horizonte
de 10 anos. Realiza-se então a atualização financeira do valor investido para o presente
considerando-se o prazo de 10 anos de modo a encontrar o fator de amortização anual do
investimento. Com esse fator é possível calcular o valor uniforme equivalente por ano do
investimento por metro quadrado encontrando-se os seguintes valores: R$ 22,89, R$ 91,56,
R$ 114,45, R$ 137,37 e R$ 228,89. Esses valores referem-se aos valores nominais de R$
100,00, R$ 400,00, R$ 500,00, R$ 600,00 e R$ 1.000,00 respectivamente.
Tabela 21: Valores para o cálculo do custo por metro quadrado de área
Valor nominal por m² (R$) 100,00 400,00 500,00 600,00 1.000,00
TMA 0,20 0,20 0,20 0,20 0,20 Valor residual nominal (R$) 25,00 100,00 125,00 150,00 250,00 Valor do investimento atualizado (R$) 95,96 383,85 479,81 575,77 959,62
Prazo (ano) 10,00 10,00 10,00 10,00 10,00
Fator de atualização 0,24 0,24 0,24 0,24 0,24 Valor uniforme equivalente por m² (R$) 22,89 91,56 114,45 137,34 228,89
Fonte: O autor.
De posse dos dados atualizados de custo, a análise foi realizada. Os Gráficos 01, 02,
03, 04 e 05 apresentam os resultados para essa etapa. O eixo das ordenadas refere-se à
variável custo unitário relativo e o eixo das abscissas refere-se ao volume de lanchas
fabricadas. Como foram realizadas 16 replicações para o arranjo físico posicional e 24 para os
demais, optou-se por utilizar o mínimo múltiplo comum (MMC) de 16 e 24 que é 48, como
valor inicial da análise e para facilitar as comparações do ponto de vista temporal da
fabricação. A escolha dos valores múltiplos de 48 também foi utilizada para reduzir a grande
quantidade de valores do gráfico. As Tabelas 22, 23, 24, 25 e 26 e o Apêndice F ilustram as
informações numéricas mais relevantes da análise.

93
Gráfico 1: Análise ao custo de R$ 100,00 por metro quadrado.
Fonte: O autor.
Tabela 22: Análise ao custo de R$ 100,00 por metro quadrado
Múltiplo de 48 Quantidade Posicional (R$) Celular (R$) Linear (R$) 1 48 R$ 11.542,12 R$ 11.802,55 R$ 20.214,21 2 96 R$ 7.732,83 R$ 7.184,82 R$ 10.107,10 3 144 R$ 6.463,07 R$ 5.645,58 R$ 6.738,07 4 192 R$ 5.828,19 R$ 5.155,18 R$ 5.053,55 5 240 R$ 5.447,26 R$ 4.637,56 R$ 4.042,84 6 288 R$ 5.193,30 R$ 4.292,48 R$ 4.252,68 7 336 R$ 5.925,89 R$ 4.046,00 R$ 3.645,15 8 384 R$ 5.675,59 R$ 4.000,75 R$ 3.189,51 9 432 R$ 5.480,92 R$ 3.841,45 R$ 2.835,12
10 480 R$ 5.325,18 R$ 3.714,02 R$ 2.551,61 11 528 R$ 5.197,76 R$ 3.711,28 R$ 2.802,17 12 576 R$ 5.091,57 R$ 3.615,94 R$ 2.568,66 13 624 R$ 5.001,73 R$ 3.535,26 R$ 2.371,07 14 672 R$ 5.381,70 R$ 3.466,10 R$ 2.201,71 15 720 R$ 5.284,49 R$ 3.480,63 R$ 2.054,93 16 768 R$ 5.199,43 R$ 3.423,53 R$ 1.926,49 17 816 R$ 5.124,38 R$ 3.373,15 R$ 1.813,17 18 864 R$ 5.057,67 R$ 3.390,42 R$ 1.712,44 19 912 R$ 4.997,97 R$ 3.347,09 R$ 1.622,31 20 960 R$ 4.944,25 R$ 3.308,09 R$ 1.541,20
Fonte: O autor.

94
Gráfico 2: Análise ao custo de R$ 400,00 por metro quadrado.
Fonte: O autor.
Tabela 23: Análise ao custo de R$ 400,00 por metro quadrado
Múltiplo de 48 Quantidade Posicional Celular Linear 1 48 R$ 12.708,89 R$ 12.969,33 R$ 21.862,14 2 96 R$ 8.456,11 R$ 7.861,47 R$ 10.931,07 3 144 R$ 7.038,52 R$ 6.158,86 R$ 7.287,38 4 192 R$ 6.329,72 R$ 5.610,08 R$ 5.465,54 5 240 R$ 5.904,44 R$ 5.038,79 R$ 4.372,43 6 288 R$ 5.620,92 R$ 4.657,93 R$ 4.682,77 7 336 R$ 6.395,74 R$ 4.385,88 R$ 4.013,80 8 384 R$ 6.121,69 R$ 4.333,12 R$ 3.512,08 9 432 R$ 5.908,54 R$ 4.157,62 R$ 3.121,85
10 480 R$ 5.738,02 R$ 4.017,22 R$ 2.809,66 11 528 R$ 5.598,50 R$ 4.012,36 R$ 3.121,55 12 576 R$ 5.482,24 R$ 3.907,46 R$ 2.861,42 13 624 R$ 5.383,86 R$ 3.818,71 R$ 2.641,32 14 672 R$ 5.788,20 R$ 3.742,63 R$ 2.452,65 15 720 R$ 5.682,54 R$ 3.757,37 R$ 2.289,14 16 768 R$ 5.590,09 R$ 3.694,64 R$ 2.146,07 17 816 R$ 5.508,52 R$ 3.639,28 R$ 2.019,83 18 864 R$ 5.436,01 R$ 3.657,31 R$ 1.907,62 19 912 R$ 5.371,13 R$ 3.609,75 R$ 1.807,22 20 960 R$ 5.312,74 R$ 3.566,94 R$ 1.716,85
Fonte: O autor.

95
Gráfico 3: Análise ao custo de R$ 500,00 por metro quadrado.
Fonte: O autor.
Tabela 24: Análise ao custo de R$ 500,00 por metro quadrado
Múltiplo de 48 Quantidade Posicional Celular Linear 1 48 R$ 13.097,82 R$ 13.358,25 R$ 22.411,46 2 96 R$ 8.697,21 R$ 8.087,02 R$ 11.205,73 3 144 R$ 7.230,33 R$ 6.329,95 R$ 7.470,49 4 192 R$ 6.496,90 R$ 5.761,72 R$ 5.602,86 5 240 R$ 6.056,84 R$ 5.172,53 R$ 4.482,29 6 288 R$ 5.763,46 R$ 4.779,74 R$ 4.826,14 7 336 R$ 6.552,36 R$ 4.499,18 R$ 4.136,69 8 384 R$ 6.270,39 R$ 4.443,91 R$ 3.619,60 9 432 R$ 6.051,08 R$ 4.263,01 R$ 3.217,42
10 480 R$ 5.875,63 R$ 4.118,29 R$ 2.895,68 11 528 R$ 5.732,08 R$ 4.112,72 R$ 3.228,01 12 576 R$ 5.612,46 R$ 4.004,64 R$ 2.959,01 13 624 R$ 5.511,24 R$ 3.913,19 R$ 2.731,40 14 672 R$ 5.923,70 R$ 3.834,80 R$ 2.536,30 15 720 R$ 5.815,23 R$ 3.849,62 R$ 2.367,21 16 768 R$ 5.720,31 R$ 3.785,01 R$ 2.219,26 17 816 R$ 5.636,56 R$ 3.727,99 R$ 2.088,72 18 864 R$ 5.562,12 R$ 3.746,27 R$ 1.972,68 19 912 R$ 5.495,51 R$ 3.697,30 R$ 1.868,85 20 960 R$ 5.435,57 R$ 3.653,22 R$ 1.775,41
Fonte: O autor.

96
Gráfico 4: Análise ao custo de R$ 600,00 por metro quadrado.
Fonte: O autor.
Tabela 25: Análise ao custo de R$ 600,00 por metro quadrado
Múltiplo de 48 Quantidade Posicional Celular Linear 1 48 R$ 13.486,74 R$ 13.747,18 R$ 22.960,77 2 96 R$ 8.938,30 R$ 8.312,57 R$ 11.480,38 3 144 R$ 7.422,15 R$ 6.501,04 R$ 7.653,59 4 192 R$ 6.664,08 R$ 5.913,35 R$ 5.740,19 5 240 R$ 6.209,23 R$ 5.306,27 R$ 4.592,15 6 288 R$ 5.906,00 R$ 4.901,56 R$ 4.969,50 7 336 R$ 6.708,98 R$ 4.612,47 R$ 4.259,57 8 384 R$ 6.419,09 R$ 4.554,70 R$ 3.727,13 9 432 R$ 6.193,62 R$ 4.368,40 R$ 3.313,00
10 480 R$ 6.013,24 R$ 4.219,35 R$ 2.981,70 11 528 R$ 5.865,66 R$ 4.213,07 R$ 3.334,47 12 576 R$ 5.742,68 R$ 4.101,82 R$ 3.056,60 13 624 R$ 5.638,61 R$ 4.007,67 R$ 2.821,48 14 672 R$ 6.059,20 R$ 3.926,98 R$ 2.619,94 15 720 R$ 5.947,91 R$ 3.941,87 R$ 2.445,28 16 768 R$ 5.850,53 R$ 3.875,37 R$ 2.292,45 17 816 R$ 5.764,61 R$ 3.816,70 R$ 2.157,60 18 864 R$ 5.688,23 R$ 3.835,24 R$ 2.037,73 19 912 R$ 5.619,90 R$ 3.784,85 R$ 1.930,49 20 960 R$ 5.558,40 R$ 3.739,51 R$ 1.833,96
Fonte: O autor.

97
Gráfico 5: Análise ao custo de R$ 1.000,00 por metro quadrado.
Fonte: O autor.
Tabela 26: Análise ao custo de R$ 1.000,00 por metro quadrado
Múltiplo de 48 Quantidade Posicional Celular Linear 1 48 R$ 15.042,27 R$ 15.302,71 R$ 25.157,78 2 96 R$ 9.902,57 R$ 9.214,67 R$ 12.578,89 3 144 R$ 8.189,33 R$ 7.185,33 R$ 8.385,93 4 192 R$ 7.332,72 R$ 6.519,82 R$ 6.289,44 5 240 R$ 6.818,74 R$ 5.841,19 R$ 5.031,56 6 288 R$ 6.476,10 R$ 5.388,76 R$ 5.542,90 7 336 R$ 7.335,38 R$ 5.065,60 R$ 4.751,05 8 384 R$ 7.013,82 R$ 4.997,81 R$ 4.157,17 9 432 R$ 6.763,71 R$ 4.789,91 R$ 3.695,26
10 480 R$ 6.563,63 R$ 4.623,58 R$ 3.325,74 11 528 R$ 6.399,92 R$ 4.614,46 R$ 3.760,27 12 576 R$ 6.263,50 R$ 4.490,48 R$ 3.446,91 13 624 R$ 6.148,07 R$ 4.385,57 R$ 3.181,77 14 672 R$ 6.601,14 R$ 4.295,64 R$ 2.954,50 15 720 R$ 6.478,59 R$ 4.310,82 R$ 2.757,53 16 768 R$ 6.371,36 R$ 4.236,81 R$ 2.585,18 17 816 R$ 6.276,74 R$ 4.171,51 R$ 2.433,12 18 864 R$ 6.192,63 R$ 4.191,05 R$ 2.297,94 19 912 R$ 6.117,38 R$ 4.135,03 R$ 2.177,00 20 960 R$ 6.049,66 R$ 4.084,61 R$ 2.068,15
Fonte: O autor.

98
Como verificado através dos gráficos, mesmo após a análise de sensibilidade com os
valores relativos às áreas de fabricação, o gráfico preserva sua tendência e não se altera
significativamente.
Foram observados alguns períodos de transição marcados pela alternância entre a
maior viabilidade em se adotar um ou outro arranjo. Esses períodos são marcados
principalmente pelo aumento abrupto nos custos fixos de um arranjo em detrimento do outro
próximo às regiões em que as curvas se encontram decorrente da necessidade de entrada de
uma linha de produção maior, por exemplo, e em decorrência disso, maiores custos fixos
iniciais.
Para a relação entre os arranjos posicional e celular, o gráfico apresenta uma zona de
transição a partir da lancha 65 até a de número 80. A partir da lancha de número 81 se torna
numericamente mais vantajoso a produção no arranjo celular em detrimento ao posicional.
Para a relação posicional e linear para todos os cenários observa-se a vantagem
financeira em se adotar o primeiro layout até a lancha de número 144. A partir da 145 torna-se
mais vantojoso o segundo.
A relação entre os arranjos celular e linear possui diferentes marcos. Para o valor de
R$ 100, a partir da lancha 169 até a lancha 264 o processo está em período de transição. Para
o restante dos valores por metro quadrado, o arranjo linear começa a ser mais vantajoso a
partir da lancha 289, ou seja, nos demais casos o período de transição é do número 169 ao
288.

99
Capítulo 5
[Conclusões e Recomendações]
Este capítulo trata das considerações finais sobre os resultados da dissertação. Avalia-
se além do alcance dos objetivos, o método de avaliação selecionado e os resultados obtidos.
O objetivo dessas conclusões é fazer uma análise crítica da proposta (hipóteses e objetivos)
frente aos limites dos resultados alcançados. A identificação de falhas, incoerências e
inadequações também está no escopo da discussão.
A dissertação se baseou na necessidade de compreender melhor os diferentes modos
de se produzir embarcações metálicas de pequeno porte. Essa preocupação demonstrou ser
pertinente frente aos benefícios do estudo para esse segmento da indústria nacional (citados na
justificativa). Por meio da análise de diversos autores e da investigação na prática percebeu-se
as diversas peculiaridades do segmento da construção naval. Concluiu-se pela necessidade de
suprir uma lacuna fundamental: qual a melhor estratégia de arranjo físico adotar na construção
de embarcações metálicas de pequeno porte a diferentes níveis de demanda.
Nesse contexto, este trabalho teve como objetivo analisar, em diferentes níveis de
demanda, o desempenho relativo de 3 diferentes estratégias de arranjos físicos na construção
de embarcações metálicas de pequeno porte. Constatou-se que para essa avaliação era
necessária a utilização de alguma técnica que mais aproximasse o objeto de estudo da
realidade. Por meio da revisão bibliográfica para o desenvolvimento do referencial teórico e
análise de outros trabalhos relacionados ao segmento naval, considerou-se viável o uso de
uma metodologia de simulação computacional como plataforma de análise do estudo.
O uso da simulação norteou a metodologia da pesquisa e se mostrou um guia
sequencial para o desencadeamento lógico do trabalho. A partir da construção dos modelos
conceituais de cada arranjo físico foi possível realizar o mapeamento efetivo do processo,
definir seu nível de detalhamento bem como compreender as peculiaridades de cada processo.
A coleta de dados e a sua posterior análise estatística, que resultou em boa parte das
distribuições aderindo à série Normal, comprovou a tendência citada por Chwif e Medina
(2010) para situações em que o tempo de um processo pode ser considerado a soma de

100
diversos tempos de sub-processos, características pecualiares às atividades de construção
naval.
A implementação computacional dos modelos conceituais permitiu a análise
operacional de seus principais parâmetros e foi especialmente útil no desenvolvimento do
trabalho principalmente por permitir o conhecimento acerca de fatores significativos com
relação ao desempenho do sistema, como por exemplo, o impacto da equipe individualizada
de conformação e da taxa de utilização dos equipamentos de dobra.
A partir dos resultados alcançados nesta dissertação por meio do método supracitado,
algumas conclusões se mostraram pertinentes. Conforme nos capítulos anteriores, a análise
dos 3 cenários de fabricação responde o problema de pesquisa, comprova as hipóteses e o que
a literatura já preconiza de modo geral: para pequenas demandas, opta-se por um arranjo
físico posicional e a medida que a demanda vai aumentando, prefere-se o arranjo físico linear.
Dentro dessa sistemática, o presente trabalho apresenta subsídios que permitem definir para o
segmento da construção da estrutura de pequenas embarcações metálicas o que já estava
definido por Lamb (1986), Storch et al (1995), e Pinto (2007 para as embarcações de grande
porte. A definição de nível de demanda e a indicação de qual arranjo físico adotar em cada
situação. A Tabela 27 sintetiza os principais resultados da pesquisa.
Tabela 27: Níveis de demanda e arranjos físicos recomendados
Nível de demanda Definição Arranjo físico
Pequena Até 80 embarcações em um
intervalo de 12 meses
Posicional
Média Entre 81 e 264 embarcações em um
intervalo de 12 meses
Celular
Grande Mais de 265 embarcações em um
intervalo de 12 meses
Linear
Fonte: O autor.
Vale ressaltar que a Tabela 27 não é conclusiva por si só. Alguns fatores merecem ser
citados para demonstrar a relevância de cada arranjo físico.

101
O arranjo físico posicional é indicado para baixos volumes de produção pois requer
um menor investimento inicial em mão-de-obra e equipamentos, porém, necessita-se de um
maior tempo de fabricação por unidade.
O arranjo celular está numa condição intermediária entre o posicional e o linear tanto
na necessidade de investimentos iniciais para a fabricação como na eficiência produtiva
global.
O arranjo linear embora seja indicado para grandes demandas, não é robusto a paradas
ou quebra de máquinas, devendo-se dessa forma levar esse fator em consideração antes de se
escolher essa configuração. Esse arranjo físico produziu possui vantagens frente aos outros
pois necessita de um menor espaço físico para a fabricação e garante uma maior
especialização dos operadores devido à maior repetição das atividades. Como o processo é
mais fragmentado, apenas algumas estações de trabalho necessitarão de certas ferramentas e
equipamentos, o que para os outros arranjos não se pode verificar, pois, trabalha-se com
equipes independentes e dedicadas à total fabricação do produto. As Tabelas 18, 19 e 20
ilustram essa situação.
De posse dos resultados do trabalho e considerando-se as nuances do segmento do
estudo, vale ressaltar que, segundo Slack et al (2009), embora a avaliação quantitativa seja de
grande relevância, os limites de decisões dos diferentes tipos de arranjos físicos em algumas
situações aparecem com menos clareza, pois se observam limites de volumes para até três
tipos de arranjos físicos. Os períodos de transição entre algumas alternativas de arranjo físico
no presente trabalho são um exemplo disso. Slack et al (2009) reforça que em alguns casos a
decisão final não pode basear-se apenas em custo. Não pode ser determinística nem pontual.
Dessa forma, a direção final sobre qual arranjo físico escolher é influenciada tanto
pelos custos quanto pela análise das vantagens e desvantagens de cada um (Tabelas 3, 4 e 5),
frente aos objetivos de desempenho estratégicos da empresa.
Por fim, reconhece-se de relevante interesse científico a continuação desta pesquisa
com outros focos de investigação. Como sugestão para trabalhos futuros tem-se a avaliação
comparativa do arranjo físico de estaleiros com diferenças na variedade dos produtos
fabricados. Outros dois estudos relevantes são a análise da integração das etapas de
recebimento de suprimentos e fabricação de partes com a fabricação da estrutura em um
ambiente de simulação. A análise da etapa de recebimento de suprimentos poderia também

102
analisar as relações entre o investimento em automatização do armazém, a ordem das pilhas
de chapas e perfis, a quantidade de estoques de segurança, a demanda de fabricação em
diversos arranjos físicos dentre outras possibilidades. Para a análise da fabricação de partes o
foco poderia ser também a da possibilidade de automatização do processo, bem como do
sequenciamento do corte de chapas e perfis e as diversas possibilidades de mudanças nos
planos de corte e suas relações com as diferentes estratégias de arranjos físicos para a
fabricação de embarcações de pequeno porte.

103
Referências Bibliográficas
ASKIN, R. G. Modeling and analysis of manufacturing systems. New Jersey: John Wiley & Sons, 1993. ASSAD, A.A. et al. Comparing functional and cellular layouts: a simulation study based on standardization. International Journal of Production Research, v. 41, n. 8, p. 1639-1663, 2003. BANKS, J.; CARSON, J. S.; NELSON, B. L. Discrete-event System Simulation. Upper Saddle River, New Jersey: Prentice Hall, 2 ed., 1996. BANKS, J. Introduction to Simulation . Proceedings of the Simulation Conference, pp. 7-13, 1999. BELL, M. Design for production: Development methodology and application of an interim product structure. First Marine International, 2005. BENJAAFAR, S. et al. Next generation factory layouts: Research challenges and recent progress. Interfaces 32, page 58-78, 2002.
BENJAAFAR, S. Modeling and Analysis of Congestion in the Design of Facility Layouts. Management Science, Institute of Managements Sciences, v. 48, n. 5, p. 679-704, May 2002. BLACK, J. T. O projeto da fábrica do futuro. Porto Alegre: Artes Médicas. Editora Bookman, 1998. BOTTER, R. C.; RIVA J. C. T. Tópicos Estratégicos para Investimentos em CT&I nos Setores de Transporte Aquaviário e de Construção Naval. Brasília: Centro de Gestão e Estudos Estratégicos, 2010. CAMARGO, A. M. Sala de Aula, última parada. Revista Inovação e Sustentabilidade Alumínio. São Paulo, Ano VIII, v. 31, abr./jun. 2012. CARSON, J. S. Introduction to simulation: Introduction to modelin g and simulation. Proceedings of the Winter Simulation Conference, pp. 7–13, 2003. CHWIF, L.; MEDINA, A. C. Modelagem e simulação de eventos discretos: teoria e aplicações. 3. ed. São Paulo: Ed. dos Autores, 2010.
COPPE. Indústria Naval Brasileira: Situação Atual e Perspectivas de Desenvolvimento. Rio de Janeiro: UFRJ, 2005. CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração de Produção e Operações: manufatura e serviços: uma abordagem estratégica. 2. ed. São Paulo: Atlas, 2007. CUB/m² (2012). Custo Unitário Básico. Indicador dos Custos da Construção Civil Disponível em: < https://www.cub.org.br/>. Acesso em 17 mai. 2012. DAVIS, M. et al. Fundamentos da administração da produção. 3. Ed. Porto Alegre: Editora Bookman, 2001. DRIRA, A. et al. Facility Layout Probles: a survey. Annual Reviews in Control, 31, p. 255–267, 2007. FAVARIN, J. V. R. et al. Desenvolvimento de Metodologia de Projeto de Estaleiro. 23º Congresso Nacional de Transporte Aquaviário, Construção Naval e Offshore. Rio de Janeiro, 2010.
FNDE (2007). Fundo Nacional de Desenvolvimento da Educação. Disponível em: <http://www.fnde.gov.br/>. Acesso em 10 nov. 2010. FONSECA, M. M. Arte Naval. 5 ed. Rio de Janeiro: Serviço de Documentação Geral da Marinha, 1989. GAITHER, N.; FRAZIER, G. Administração da Produção e Operações. 8. ed. São Paulo:

104
Pioneira Thomson Learning, 2002.
GREENWOOD A. G.; HILL T. W. Simulation Optimization Decision Support System For Ship Panel Shop Operations. Proceedings of the Winter Simulation Conference, 2005. GROOVER, M. P. Automation, Production Systems, and Computer Integrated Manufacturing . New Jersey: Prentice-Hall, 2000 HAX, A. C.; CANDEA, D. Production and inventory management, Englewood Cliff: Prentice-Hall, 1984. KIM, H. et al. Applying digital manufacturing technology to ship production and maritime environment. Integrating Manufacturing Systems, 2002. KRAJESWSKI, L. J.; RITZMAN, L. P. Operations Management: Strategy Analysis. 5 ed. Addison-Wesley Longman, Inc, 1999.
LAHMAR, M.; BENJAAFAR, S., Design of dynamic distributed layouts. Working Paper, Departament of Mechanical Engineering, University of Minnesota, Minneapolis, 2002. LAMB, T. Engineering for Ship Production. Michigan: University of Michigan, 1986. LAW, A.; KELTON, D. Simulation modeling and analysis. New York: McGraw-Hill, 2000. LAW, A. How to conduct a successful simulation study. In: Proceedings of the 2009 Winter Simulation Conference. 2009 MAGABLEH, G. M.; A Dynamic Replenishment System for Integrating Supply Chain MONDEN, Y. Sistema Toyota de Produção. São Paulo: Pioneira Thomson Learning, 2001. MOREIRA, D. A. Administração da Produção e Operações. 2. Ed. São Paulo: Cengage Learning, 2008. PINTO, M. et al. Planejamento, Programação e Controle da Produção e Estoques na Construção Naval. São Paulo: CEGN, 2007. PIRES JUNIOR, F. C. M. et al. Uma Análise Operacional do Pátio de Aço em Estaleiros Empregando Simulação. 23º Congresso Nacional de Transporte Aquaviário, Construção Naval e Offshore. Rio de Janeiro, 2010. LOBÃO, E. C.; PORTO, A. J. V. Proposta para sistematização de estudos em simulação. In: Congresso Nacional de Engenharia de Produção, Anais, 1997. SÁNCHEZ, P. Fundamentals of Simulation Modeling. Winter Simulation Conference. p 54-62, 2007. SARGENT, R. G. Validation and Verification of simulation models. Winter Simulation Conference, 2004. SHANNON, E. R. Introduction to simulation . Proceedings of Winter Simulation Conference, 1992. SHANNON, R. E. Introduction to the art and science of simulation. Proceedings of the Winter simulation conference, pp. 7–14, 1998. SHIN J. G. et al. Object-Oriented Development of an Integrated System for Manufacturing Information of Roll Bending Process. Journal of Ship Production, vol. 18, no. 23, 2002. SHIN, J. G. et al. A Modeling and Simulation of Production Process in Subassembly Lines at a Shipyard. Journal of Ship Production, vol. 20, no. 2, 2004. SHINGO, S. O Sistema Toyota de Produção: do ponto de vista da engenharia de produção. 2. ed. Porto Alegre: Bookman, 1996. SILVA, E. L.; MENEZES, E. M. Metodologia da pesquisa e elaboração de dissertação. 2. ed. Santa Catarina: UFSC, 2001. SILVEIRA, G. Layout e Manufatura Celular. Apostila do Curso de Pós-Graduação em Engenharia de Produção – PPGEP. UFRGS. Porto Alegre. 1998. SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 2002.

105
SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 2009. SOUZA, C. M. de. Técnicas Avançadas em Planejamento e Controle da Construção Naval. Tese de Doutorado em Engenharia Naval e Oceânica. Rio de Janeiro: UFRJ/COPPE, 2009. STORCH, R. L. et al. Ship Production. Centreville, Maryland: Cornell Maritime Press, 1995. TOMPKINS, J. A. et al. Facilities planning. New York: Wiley. 1996 TOMPKINS, J. A. et. al. Facilities Planning. Massachusetts: John Willey & Sons Inc, 2003.

106
Apêndice A - Formulário para coleta de dados
Tabela 28 – Formulário para coleta de dados
N⁰ Ação
Descrição N⁰ Peça Soldador Caldeireiro
QTD Tempo QTD Tempo
1 Preparação da chapa de fundo 1
2 Montagem do espelho de proa e reforço 4 e 29
3 Montagem do espelho de popa e reforço 15 e 34
4 Montagem das defletoras 2
5 Preparação dos costados 3
6 Montagem dos costados 3
7 Montagem dos perfis bulbo 31, 32 e 33
8 Montagem braços das cavernas 11 a 18
9 Solda das partes internas do casco -
10 Montagem dos perfis estruturais do fundo 6 e 7
11 Montagem dos verdugos 35 e 36
12 Montagem dos transversais das cavernas 8 a 10
13 Montagem das cavernas 19 a 28.1 e 94
14 Montagem dos reforços das cavernas 30
15 Montagem cantoneira fundo 95 e 96
16 Montagem dos perfis do convés 39 e 41
17 Montagem dos perfis da proa 42 e 91
18 Montagem do piso da proa 89
19 Montagem do paiol do mestre 88, 110, 40, 94, 62,63, 66 e 70
20 Colocação do piso 67, 68, 69 e 101
21 Montagem dos bordos da popa 46, 45, 60 e 61
22 Montagem do compartimento do tanque e bateria 37, 51, 48, 47, 52,
50 e 53
23 Montagem da bandeja da popa 49
24 Solda da parte externa da popa -
25 Montagem do cavalo do motor 38
26 Montagem da chapa de apoio do motor 87
27 Montagem da base do motor auxiliar 99 e 107
28 Montagem da borboleta dos bancos 100
29 Montagem do banco do piloto 105 e 106
30 Montagem do banco de BE 102 e 109

107
Tabela 28 (Continuação)
N⁰ Ação
Descrição N⁰ Peça Soldador Caldeireiro
QTD Tempo QTD Tempo
31 Montagem do banco de BB 103, 104, 108 e
109
32 Montagem do caixonado 43 e 44
33 Virar lancha -
34 Chanfro do fundo com preparação para solda -
35 Soldagem do fundo -
36 Inspeção da solda -
37 Correção das imperfeições -
38 Montagem da quilha e olhal 97
39 Desvirar lancha -
40 Colocação de garrafas PET no fundo -
41 Montagem degrau da escada 64
42 Montagem dos cunhos -
43 Montagem da lateral da casaria 56, 71, 72, 73, 74 e
76
44 Montagem apoio a ré da casaria 82
45 Montagem dos caixonados transversais da casaria 75 e 92
46 Montagem dos reforços transversais do teto da casaria 75, 79, 80, 92 e 93
47 Montagem dos reforços longitudinais do teto 77, 78 e 81
48 Montagem da parte frontal da casaria 57, 58 e 90
49 Montagem dos reforços dos bancos 112 e 113
50 Montagem do console 54 e 55
51 Montagem do teto 85 e 86
52 Montagem tubos da casaria 65 e 98
53 Montagem da base para luzes de navegação e buzina 83 e 84
54 Montagem da aba frontal do teto 59
55 Montagem do revestimento interno 56.1, 114 e 115
56 Integração Casco/Casaria
C Viga U - Reforço da popa 34
C Perfil trapezoidal LC, L2, L3, L4 (BB E BE) 6
C Perfil trapezoidal Longitudinal L1 BB E BE 7
C Verdugo superior BB e BE 35
C Verdugo inferior BB e BE 36
C Transversais da caverna 8 a 10

108
Tabela 28 (Continuação)
N⁰ Ação
Descrição N⁰ Peça Soldador Caldeireiro
QTD Tempo QTD Tempo
C Cavernas 19 a 28.1
C Reforço das cavernas 30
C Fundo do paiol do mestre 88
C Fechamento do paiol do mestre BB/BE 110
C Lateral da escada 40
C Batente xadrez 62
C Batente xadrez da plataforma 63
C Batente xadrez da plataforma long. BB/BE 66
C Tampa paiol mestre (BB/BE) 70
C Antepara longitudinal popa (BB e BE) 46
C Reforço da popa (BB e BE) 45
C Revestimento xadrez dos bordos - BB/BE 61
C Batente porta tanque (BB e BE) - transversal 48
C Batente porta tanque (BB e BE) - Longitudinal 47
C Tampa porta tanque 52
C Antepara div. Bateria - longitudinal 50
C Antepara div. Bateria - transversal 53
C Bandeja de popa 49
C Cavalo do motor 38
C Tubo 1" - suporte do motor auxiliar 99
C Borboleta Do banco 100
C Banco do piloto 105
C Chapa do banco de passageiros BE 102
C Chapa lateral do banco de passageiros BB/BE - RÉ 109
C Chapa do banco de passageiros BB VA 103
C Chapa do banco de passageiros BB RÉ 104
C Chapa lateral do banco de passageiros BB - VA 108
C Caixonado Ré - BB e BE 43
C Caixonado VA - BB e BE 44
C Chapeamento do fundo (Quilha) 97
C Degrau escada xadrez 64
C Apoio do teto da casaria - RÉ 56
C Lateral do convés da casaria - RÉ (BB e BE) 71
C Lateral do convés da casaria - central (BB e BE) 72

109
Tabela 28 (Continuação)
N⁰ Ação
Descrição N⁰ Peça Soldador Caldeireiro
QTD Tempo QTD Tempo
C Lateral do convés da casaria - RÉ (BB e BE) 73
C Apoio vertical da casaria 74
C Lateral do teto da casaria - (BB e BE) 76
C Lateral convés casaria - RÉ 82
C Vaus da casaria 75
C Reforços Trans. do Teto da casaria (BB e BE) a RÉ 80
C Reforços long. Teto da casaria (BB e BE) - RÉ 77
C Reforços Long. do Teto da casaria (BB e BE) - VA 78
C Reforços longitudinais do teto da casaria - VA 81
C Antepara frontal da casaria 57
C Antepara frontal da casaria (BB e BE) 58
C Apoio do teto da casaria - VA 90
C Suporte do Banco do passageiros BB/BE 112
C Suporte do Banco do passageiros RÉ 113
C Base Console 54
C Lateral do console 55
C Teto da casaria RÉ - BB e BE 85
C Teto da casaria VA - BB e BE 86
C Base para luzes de navegação 83
C Base para luzes de navegação - lateral 84
C Viga U - contorno do teto da casaria - Ré VA 59
Fonte: O autor.
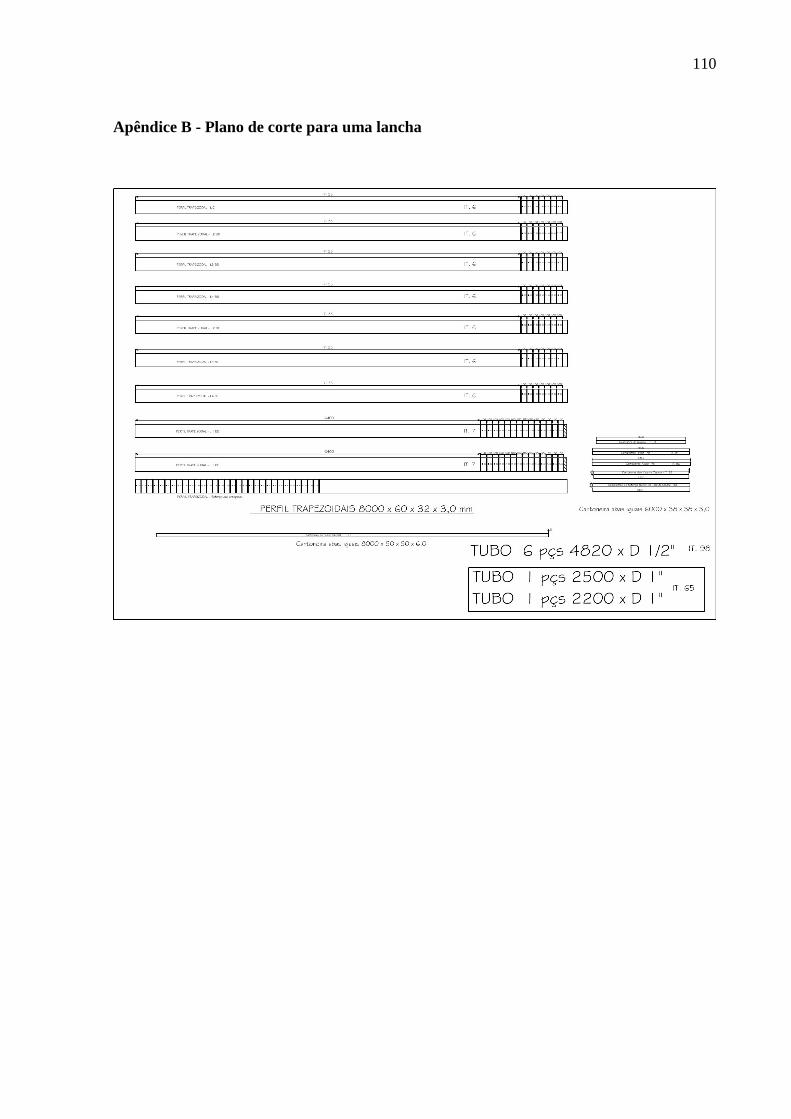
110
Apêndice B - Plano de corte para uma lancha

111

112

113

114

115
Figura 18: Plano de corte para uma lancha.
Fonte: O autor.

116
Apêndice C - Modelos conceituais

117
14) Montagem dos reforços das cavernas
15) Montagem cantoneira fundo
16) Montagem dos perfis do convés
17) Montagem dos perfis da proa
18) Montagem do piso da proa
19) Montagem do paiol do mestre
20) Colocação do piso
21) Montagem dos bordos da popa
23) Montagem da bandeja da popa
22) Montagem do compartimento do tanque e bateria
24) Solda da parte externa da popa
25) Montagem do cavalo do motor
26) Montagem da chapa de apoio do
motor
28) Montagem da borboleta dos
bancos
29) Montagem do banco do piloto com tampa
30) Montagem do banco de BE
31) Montagem do banco de BB
32) Montagem do caixonado
33) Virar lancha
34) Chanfro do fundo com
preparação para solda
27) Montagem da base do motor
auxiliar
Conformação: 30 - Reforço das
cavernas
Conformação: 45 -Reforço da popa, 46 -
Antepara longitudinal popa e 61 - Revestimento xadrez dos bordos
Conformação: 62 -Batente xadrez, 63 -Batente xadrez da plataforma e 66 -Batente xadrez da
plataforma longitudinal
Conformação: 50 -Antepara Bateria –
longitudinal, 53 - Antepara Bateria – transversal, 52 -Tampa porta tanque, 47 -Batente porta tanque –Longitudinal e 48 -
Batente porta tanque -transversal
Conformação: 49 -Bandeja de popa
Conformação: 38 -Cavalo do motor
Conformação: 100 -Borboleta do banco
Conformação: 105 -Banco do piloto
Conformação:102 -Chapa do banco de passageiros (BE)
Conformação: 103 -Chapa do banco de
passageiros (BB) – VA, 104 - Chapa do banco de passageiros (BB) -RÉ, 108 - Chapa lateral
do banco de passageiros (BB) – VA e 109 - Chapa lateral do banco de passageiros
(BB/BE) - RÉ
Conformação: 43 -Caixonado (BB e BE) -RÉ e 44 - Caixonado
(BB e BE) - VA
Conformação: 99 -Tubo 1" - suporte do
motor auxiliar

118

119
47) Montagem dos reforços
longitudinais do teto
48) Montagem da parte frontal da
casaria
49) Montagem dos reforços dos
bancos
50) Montagem do console
51) Montagem do teto
52) Montagem tubos da casaria
53) Montagem da base para luzes de navegação e
buzina
54) Montagem da aba frontal do teto
55) Montagem do revestimento
interno
FIM
Conformação: 77 -Reforços longitudinais do teto da casaria (BB e BE) -
RÉ, 78 - Reforços Longitudinais do teto da casaria (BB e BE) – VA e 81 - Reforços longitudinais do teto da casaria (VA)
Conformação: 57 -Antepara frontal da
casaria, 58 - Antepara frontal da casaria (BB e BE) e 90 - Apoio do teto
da casaria - VA
Conformação: 112 -Suporte do Banco do passageiros (BB e BE) e 113 Suporte do Banco do passageiros - RÉ
Conformação: 54 -Base Console e 55 -
Lateral do console
Conformação: 85 - Teto da casaria (BB e BE) -RÉ e 86 - Teto da casaria (BB e BE) - VA
Conformação: 83 -Base para luzes de navegação e 84 - Base para luzes de navegação - lateral
Conformação: 59 - Viga U - contorno do teto da casaria
Figura 19: Modelo conceitual para arranjo físico posicional.
Fonte: O autor.

120

121
14) Montagem dos reforços das cavernas
15) Montagem cantoneira fundo
16) Montagem dos perfis do convés
17) Montagem dos perfis da proa
18) Montagem do piso da proa
19) Montagem do paiol do mestre
20) Colocação do piso
21) Montagem dos bordos da popa
23) Montagem da bandeja da popa
22) Montagem do compartimento do tanque e bateria
24) Solda da parte externa da popa
25) Montagem do cavalo do motor
26) Montagem da chapa de apoio do
motor
28) Montagem da borboleta dos
bancos
29) Montagem do banco do piloto com tampa
30) Montagem do banco de BE
31) Montagem do banco de BB
32) Montagem do caixonado
27) Montagem da base do motor
auxiliar
Conformação: 30 -Reforço das cavernas
Conformação: 45 -Reforço da popa Conformação: 62
- Batente xadrez
Conformação: 50 - Antepara Bateria –longitudinal
Conformação: 49 -Bandeja de popa
Conformação: 38 -Cavalo do motor
Conformação: 100 - Borboleta do
banco
Conformação: 105 -Banco do piloto
Conformação: 102 -Chapa do banco de passageiros (BE)
Conformação: 103 -Chapa do banco de
passageiros (BB) – VA
Conformação: 43 - Caixonado (BB
e BE) - RÉ
Conformação: 99 -Tubo 1" - suporte do
motor auxiliar
Conformação: 63 - Batente xadrez da plataforma
Conformação: 66 -Batente xadrez da
plataforma longitudinal
Conformação: 53 - Antepara Bateria –transversal
Conformação: 52 - Tampa porta tanque
Conformação: 48 - Batente porta tanque -transversal
Conformação: 47 -Batente
porta tanque –Longitudinal
Conformação: 44 - Caixonado (BB
e BE) - VA
Conformação: 46 -Antepara longitudinal
popa
Conformação: 61 -Revestimento xadrez
dos bordos
Conformação: 104 -Chapa do banco de passageiros (BB) -
RÉ
Conformação: 108 -Chapa lateral do
banco de passageiros (BB) – VA
Conformação: 109 -Chapa lateral do
banco de passageiros (BB/BE) - RÉ

122
33) Virar lancha
34) Chanfro do fundo com
preparação para solda
35) Soldagem do fundo
36) Inspeção de solda
37) Correção das imperfeições
38) Montagem da quilha e olhal
39) Desvirar lancha
40) Colocação de garrafas PET no
fundo
41) Montagem degrau da escada
42) Montagem dos cunhos
43) Montagem da lateral da casaria
44) Montagem apoio a ré da
casaria
46) Montagem dos reforços
transversais do teto da casaria
47) Montagem dos reforços
longitudinais do teto
48) Montagem da parte frontal da
casaria
49) Montagem dos reforços dos
bancos
50) Montagem do console
51) Montagem do teto
52) Montagem tubos da casaria
53) Montagem da base para luzes de navegação e
buzina
54) Montagem da aba frontal do teto
55) Montagem do revestimento
interno
FIM
Conformação: 97 -Chapeamento do fundo (Quilha)
Conformação: 64 -Degrau escada
xadrez
Conformação: 56 -Apoio do teto da casaria
- RÉ
Conformação: 82 -Lateral convés casaria -
RÉ
Conformação: 75 -Vaus da casaria
Conformação: 77 -Reforços
longitudinais do teto da casaria (BB e
BE) - RÉ
Conformação: 57 -Antepara frontal da
casaria
Conformação: 112 -Suporte do Banco do passageiros (BB e
BE)
Conformação: 54 -Base Console
Conformação: 85 - Teto da casaria (BB e BE) -
RÉ
Conformação: 83 -Base para luzes de
navegação
Conformação: 59 - Viga U - contorno do teto da
casaria
45) Montagem dos caixonados
transversais da casaria
56) Integração casco/casaria
INICIO
Conformação: 86 - Teto da casaria (BB e BE) -
VA
Conformação: 84 -Base para luzes de navegação - lateral
Conformação: 58 -Antepara frontal da casaria (BB e BE)
Conformação: 90 -Apoio do teto da casaria - VA
Conformação: 78 -Reforços
Longitudinais do teto da casaria (BB
e BE) – VA
Conformação: 81 -Reforços
longitudinais do teto da casaria (VA)
Conformação: 92 –Cantoneira vaus da
casaria
Conformação: 71 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 72 -Lateral do convés da casaria (BB e BE) –
Central
Conformação: 73 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 74 -Apoio vertical da
casaria
Conformação: 76 -Lateral do teto da casaria (BB e BE)
Conformação: 113 -Suporte do Banco do passageiros - RÉ
Conformação: 55 -Lateral do console
Figura 20: Modelo conceitual para arranjo físico celular.
Fonte: O autor.

123

124
13) Montagem das cavernas
14) Montagem dos reforços das cavernas
15) Montagem cantoneira fundo
16) Montagem dos perfis do convés
17) Montagem dos perfis da proa
18) Montagem do piso da proa
19) Montagem do paiol do mestre
20) Colocação do piso
21) Montagem dos bordos da popa
23) Montagem da bandeja da popa
22) Montagem do compartimento do tanque e bateria
24) Solda da parte externa da popa
25) Montagem do cavalo do motor
26) Montagem da chapa de apoio do
motor
28) Montagem da borboleta dos
bancos
29) Montagem do banco do piloto com tampa
30) Montagem do banco de BE
31) Montagem do banco de BB
27) Montagem da base do motor
auxiliar
Conformação: 19 a 28.1 - Cavernas
Conformação: 30 -Reforço das cavernas
Conformação: 45 -Reforço da popa
Conformação: 62 -Batente xadrez
Conformação: 50 - Antepara Bateria –longitudinal
Conformação: 49 -Bandeja de popa
Conformação: 38 -Cavalo do motor
Conformação: 100 - Borboleta do
banco
Conformação: 105 -Banco do piloto
Conformação: 102 -Chapa do banco de passageiros (BE)
Conformação: 103 -Chapa do banco de
passageiros (BB) – VA
Conformação: 99 -Tubo 1" - suporte do
motor auxiliar
Conformação: 63 -Batente xadrez da
plataforma
Conformação: 53 - Antepara Bateria –transversal
Conformação: 52 - Tampa porta tanque
Conformação: 48 - Batente porta tanque -transversal
Conformação: 47 -Batente
porta tanque –Longitudinal
Conformação: 46 -Antepara longitudinal
popa
Conformação: 61 -Revestimento xadrez
dos bordos
Conformação: 104 -Chapa do banco de passageiros (BB) -
RÉ
Conformação: 108 -Chapa lateral do
banco de passageiros (BB) – VA
Conformação: 109 -Chapa lateral do
banco de passageiros (BB/BE) - RÉ
Estação 04
Estação 05
Estação 06

125
32) Montagem do caixonado
33) Virar lancha
34) Chanfro do fundo com
preparação para solda
35) Soldagem do fundo
36) Inspeção de solda
37) Correção das imperfeições
38) Montagem da quilha e olhal
39) Desvirar lancha
40) Colocação de garrafas PET no
fundo
41) Montagem degrau da escada
42) Montagem dos cunhos
43) Montagem da lateral da casaria
44) Montagem apoio a ré da
casaria
46) Montagem dos reforços
transversais do teto da casaria
47) Montagem dos reforços
longitudinais do teto
48) Montagem da parte frontal da
casaria
Conformação: 43 -Caixonado (BB e BE)
- RÉ
Conformação: 97 -Chapeamento do fundo
(Quilha)
Conformação: 64 -Degrau escada xadrez
Conformação: 56 -Apoio do teto da casaria
- RÉ
Conformação: 82 -Lateral convés casaria -
RÉ
Conformação: 75 -Vaus da casaria
Conformação: 77 -Reforços
longitudinais do teto da casaria (BB e
BE) - RÉ
Conformação: 57 -Antepara frontal da
casaria
45) Montagem dos caixonados
transversais da casaria
Conformação: 44 -Caixonado (BB e
BE) - VA
Conformação: 58 -Antepara frontal da casaria (BB e BE)
Conformação: 90 -Apoio do teto da casaria - VA
Conformação: 78 -Reforços
Longitudinais do teto da casaria (BB
e BE) – VA
Conformação: 81 -Reforços
longitudinais do teto da casaria (VA)
Conformação: 92 –Cantoneira vaus da
casaria
Conformação: 71 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 72 -Lateral do convés da casaria (BB e BE) –
Central
Conformação: 73 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 74 -Apoio vertical da
casaria
Conformação: 76 -Lateral do teto da casaria (BB e BE)
Estação 07
Estação 08
Estação 09

126
49) Montagem dos reforços dos
bancos
50) Montagem do console
51) Montagem do teto
52) Montagem tubos da casaria
53) Montagem da base para luzes de navegação e
buzina
54) Montagem da aba frontal do teto
55) Montagem do revestimento
interno
FIM
Conformação: 112 -Suporte do Banco do passageiros (BB e BE)
Conformação: 54 -Base Console
Conformação: 85 - Teto da casaria (BB e BE) -
RÉ
Conformação: 83 -Base para luzes de
navegação
Conformação: 59 - Viga U - contorno do teto da
casaria
Conformação: 113 -Suporte do Banco do passageiros - RÉ
Conformação: 55 -Lateral do console
Conformação: 86 - Teto da casaria (BB e BE) -
VA
Conformação: 84 -Base para luzes de navegação - lateral
Estação 10
Figura 21: Modelo conceitual para arranjo físico linear para 240 lanchas.
Fonte: O autor.

127

128
14) Montagem dos reforços das cavernas
15) Montagem cantoneira fundo
16) Montagem dos perfis do convés
17) Montagem dos perfis da proa
18) Montagem do piso da proa
19) Montagem do paiol do mestre
20) Colocação do piso
21) Montagem dos bordos da popa
23) Montagem da bandeja da popa
22) Montagem do compartimento do tanque e bateria
24) Solda da parte externa da popa
25) Montagem do cavalo do motor
26) Montagem da chapa de apoio do
motor
27) Montagem da base do motor
auxiliar
Conformação: 30 -Reforço das cavernas
Conformação: 45 -Reforço da popa
Conformação: 62 -Batente xadrez
Conformação: 50 - Antepara Bateria –longitudinal
Conformação: 49 -Bandeja de popa
Conformação: 38 -Cavalo do motor
Conformação: 99 -Tubo 1" - suporte do
motor auxiliar
Conformação: 63 -Batente xadrez da
plataforma
Conformação: 66 -Batente xadrez da
plataforma longitudinal
Conformação: 53 - Antepara Bateria –transversal
Conformação: 52 - Tampa porta tanque
Conformação: 48 - Batente porta tanque -transversal
Conformação: 47 -Batente
porta tanque –Longitudinal
Conformação: 46 -Antepara longitudinal
popa
Conformação: 61 -Revestimento xadrez
dos bordos
Estação 09
Estação 11
Estação 08
Estação 10
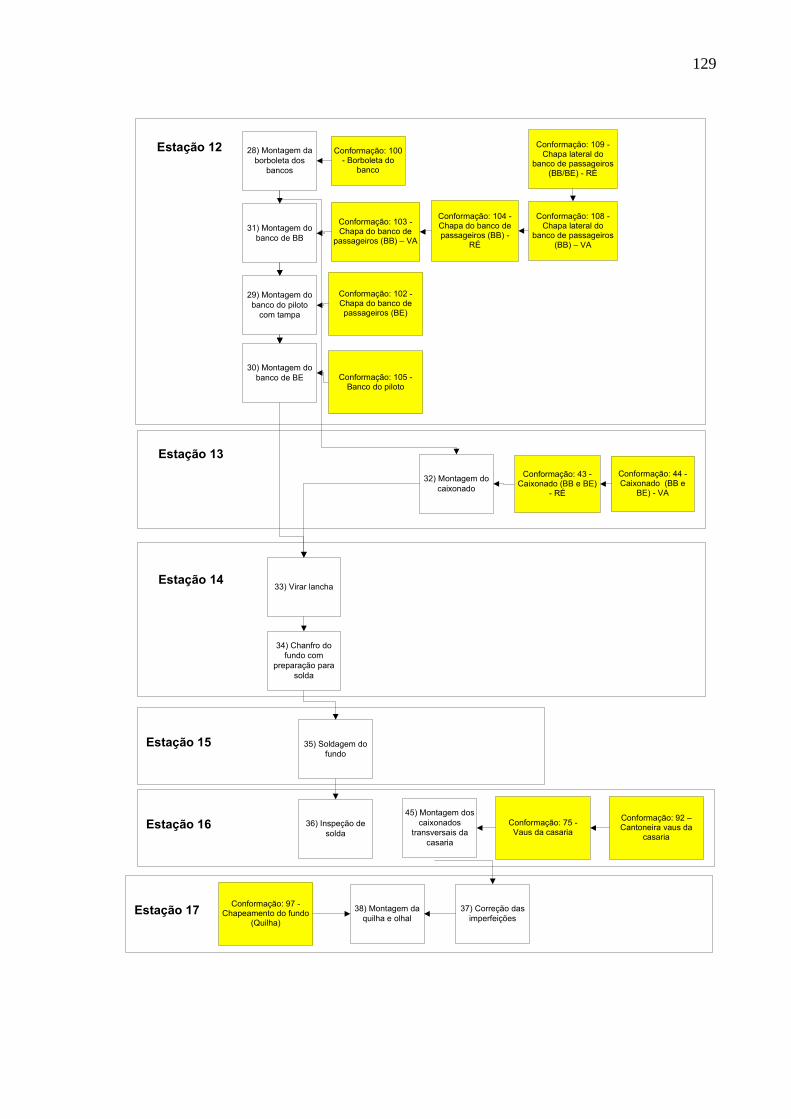
129
28) Montagem da borboleta dos
bancos
29) Montagem do banco do piloto com tampa
30) Montagem do banco de BE
31) Montagem do banco de BB
32) Montagem do caixonado
33) Virar lancha
34) Chanfro do fundo com
preparação para solda
35) Soldagem do fundo
36) Inspeção de solda
37) Correção das imperfeições
38) Montagem da quilha e olhal
Conformação: 100 - Borboleta do
banco
Conformação: 105 -Banco do piloto
Conformação: 102 -Chapa do banco de passageiros (BE)
Conformação: 103 -Chapa do banco de
passageiros (BB) – VA
Conformação: 43 -Caixonado (BB e BE)
- RÉ
Conformação: 97 -Chapeamento do fundo
(Quilha)
Conformação: 75 -Vaus da casaria
45) Montagem dos caixonados
transversais da casaria
Conformação: 44 -Caixonado (BB e
BE) - VA
Conformação: 92 –Cantoneira vaus da
casaria
Conformação: 104 -Chapa do banco de passageiros (BB) -
RÉ
Conformação: 108 -Chapa lateral do
banco de passageiros (BB) – VA
Conformação: 109 -Chapa lateral do
banco de passageiros (BB/BE) - RÉ
Estação 13
Estação 15
Estação 12
Estação 14
Estação 16
Estação 17

130
39) Desvirar lancha
40) Colocação de garrafas PET no
fundo
41) Montagem degrau da escada
42) Montagem dos cunhos
43) Montagem da lateral da casaria
44) Montagem apoio a ré da
casaria
46) Montagem dos reforços
transversais do teto da casaria
47) Montagem dos reforços
longitudinais do teto
48) Montagem da parte frontal da
casaria
49) Montagem dos reforços dos
bancos
50) Montagem do console
Conformação: 64 -Degrau escada xadrez
Conformação: 56 -Apoio do teto da casaria
- RÉ
Conformação: 82 -Lateral convés casaria -
RÉ
Conformação: 77 -Reforços
longitudinais do teto da casaria (BB e
BE) - RÉ
Conformação: 57 -Antepara frontal da
casaria
Conformação: 112 -Suporte do Banco do passageiros (BB e BE)
Conformação: 54 -Base Console
Conformação: 113 -Suporte do Banco do passageiros - RÉ
Conformação: 55 -Lateral do console
Conformação: 58 -Antepara frontal da casaria (BB e BE)
Conformação: 90 -Apoio do teto da casaria - VA
Conformação: 78 -Reforços
Longitudinais do teto da casaria (BB
e BE) – VA
Conformação: 81 -Reforços
longitudinais do teto da casaria (VA)
Conformação: 71 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 72 -Lateral do convés da casaria (BB e BE) –
Central
Conformação: 73 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 74 -Apoio vertical da
casaria
Conformação: 76 -Lateral do teto da casaria (BB e BE)
Estação 18
Estação 19

131
Figura 22: Modelo conceitual para arranjo físico linear para 480 lanchas.
Fonte: O autor.
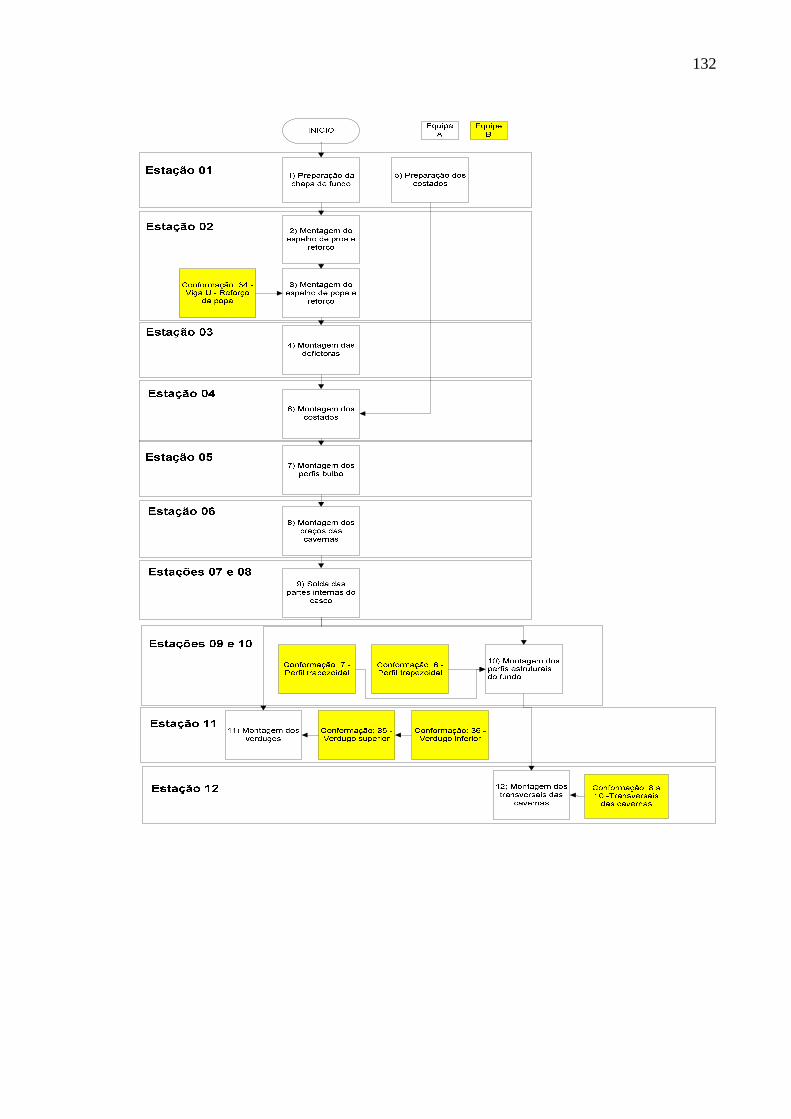
132

133
13) Montagem das cavernas
14) Montagem dos reforços das cavernas
15) Montagem cantoneira fundo
16) Montagem dos perfis do convés
17) Montagem dos perfis da proa
18) Montagem do piso da proa
19) Montagem do paiol do mestre
20) Colocação do piso
21) Montagem dos bordos da popa
23) Montagem da bandeja da popa
22) Montagem do compartimento do tanque e
bateria
Conformação: 19 a 28.1 - Cavernas
Conformação: 30 -Reforço das cavernas
Conformação: 45 -Reforço da popa
Conformação: 62 -Batente xadrez
Conformação: 50 - Antepara Bateria –longitudinal
Conformação: 49 -Bandeja de popa
Conformação: 63 -Batente xadrez da
plataforma
Conformação: 66 -Batente xadrez da
plataforma longitudinal
Conformação: 53 - Antepara Bateria –transversal
Conformação: 52 - Tampa porta tanque
Conformação: 48 - Batente porta tanque -transversal
Conformação: 47 -Batente
porta tanque –Longitudinal
Conformação: 46 -Antepara longitudinal
popa
Conformação: 61 -Revestimento xadrez
dos bordos
Estação 22
Estação 16
Estações 13 e 14
Estação 15
Estação 17
Estação 18
Estação 19
Estação 20
Estação 21
Estação 23

134
24) Solda da parte externa da popa
25) Montagem do cavalo do motor
26) Montagem da chapa de apoio do
motor
28) Montagem da borboleta dos
bancos
29) Montagem do banco do piloto com tampa
30) Montagem do banco de BE
31) Montagem do banco de BB
32) Montagem do caixonado
27) Montagem da base do motor
auxiliar
Conformação: 38 -Cavalo do motor
Conformação: 100 - Borboleta do
banco
Conformação: 105 -Banco do piloto
Conformação: 102 -Chapa do banco de passageiros (BE)
Conformação: 103 -Chapa do banco de
passageiros (BB) – VA
Conformação: 43 -Caixonado (BB e BE)
- RÉ
Conformação: 99 -Tubo 1" - suporte do
motor auxiliar
Conformação: 44 -Caixonado (BB e
BE) - VA
Conformação: 104 -Chapa do banco de passageiros (BB) -
RÉ
Conformação: 108 -Chapa lateral do
banco de passageiros (BB) – VA
Conformação: 109 -Chapa lateral do
banco de passageiros (BB/BE) - RÉ
Estação 25
Estação 28
Estação 24
Estação 26
Estação 27

135
33) Virar lancha
34) Chanfro do fundo com
preparação para solda
35) Soldagem do fundo
36) Inspeção de solda
37) Correção das imperfeições
38) Montagem da quilha e olhal
39) Desvirar lancha
40) Colocação de garrafas PET no
fundo
41) Montagem degrau da escada
42) Montagem dos cunhos
43) Montagem da lateral da casaria
44) Montagem apoio a ré da
casaria
Conformação: 97 -Chapeamento do fundo (Quilha)
Conformação: 64 -Degrau escada
xadrez
Conformação: 56 -Apoio do teto da casaria
- RÉ
Conformação: 82 -Lateral convés casaria -
RÉ
Conformação: 71 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 72 -Lateral do convés da casaria (BB e BE) –
Central
Conformação: 73 -Lateral do convés da casaria (BB e BE) -
RÉ
Conformação: 74 -Apoio vertical da
casaria
Conformação: 76 -Lateral do teto da casaria (BB e BE)
Estação 30
Estação 29
Estação 31
Estação 32
Estação 33
Estação 34

136
46) Montagem dos reforços
transversais do teto da casaria
47) Montagem dos reforços
longitudinais do teto
48) Montagem da parte frontal da
casaria
49) Montagem dos reforços dos
bancos
50) Montagem do console
51) Montagem do teto
52) Montagem tubos da casaria
53) Montagem da base para luzes de navegação e
buzina
54) Montagem da aba frontal do teto
55) Montagem do revestimento
interno
FIM
Conformação: 75 -Vaus da casaria
Conformação: 77 -Reforços
longitudinais do teto da casaria (BB e
BE) - RÉ
Conformação: 57 -Antepara frontal da
casaria
Conformação: 112 -Suporte do Banco do passageiros (BB e BE)
Conformação: 54 -Base Console
Conformação: 85 - Teto da casaria (BB e BE) -
RÉ
Conformação: 83 -Base para luzes de
navegação
Conformação: 59 - Viga U - contorno do teto da
casaria
45) Montagem dos caixonados
transversais da casaria
Conformação: 113 -Suporte do Banco do passageiros - RÉ
Conformação: 55 -Lateral do console
Conformação: 86 - Teto da casaria (BB e BE) -
VA
Conformação: 84 -Base para luzes de navegação - lateral
Conformação: 58 -Antepara frontal da casaria (BB e BE)
Conformação: 90 -Apoio do teto da casaria - VA
Conformação: 78 -Reforços
Longitudinais do teto da casaria (BB
e BE) – VA
Conformação: 81 -Reforços
longitudinais do teto da casaria (VA)
Conformação: 92 –Cantoneira vaus da
casaria
Estação 35
Estação 40
Estação 37
Estação 36
Estação 38
Estação 39
Figura 23: Modelo conceitual para arranjo físico linear para 960 lanchas.
Fonte: O autor.

137
Apêndice D - Análise da variável tempo
Tabela 29 - Análise da variável tempo para produção posicional
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
1 1 2 1 N(240,216) p > 0,10 0,064555
2 4 e 29 1 1 N(60,54) p > 0,10 0,047329
C 34 1 N(6,5,5) p > 0,10 0,014569
3 15 e 34 1 1 N(60,54) p > 0,10 0,083823
4 2 2 2 N(180, 162) p > 0,10 0,068295
5 3 1 N(180, 108) p > 0,10 0,01274
6 3 2 2 N(180, 162) p > 0,10 0,00465
7 31, 32 e
33 2 2 N(180, 162) p > 0,10 0,00816
8 11 a 18 2 2 N(120, 108) p > 0,10 0,016487
9 - 2 N(240, 216) p > 0,05 0,007524
C 6 1 N(105, 94,5) p > 0,10 0,007515
C 7 1 N(30, 27) p > 0,10 0,074555
10 6 e 7 1 1 N(360, 324) p > 0,10 0,057329
C 35 1 N(30, 27) p > 0,10 0,024569
C 36 1 N(30, 27,8) p > 0,10 0,093823
11 35 e 36 1 1 N(120, 108) p > 0,10 0,078295
C 8 a 10 1 N(150, 135) p > 0,10 0,02274
12 8 a 10 1 1 1+ERLA(240, 216) p > 0,10 0,01465
C 19 a 28.1 1 1 N(196,2, 176,58) p > 0,10 0,01816
13 19 a 28.1
e 94 2 2 N(360, 324) p > 0,10 0,026487
C 30 1 N(180, 162) p > 0,10 0,017524
14 30 2 N(120, 108) p > 0,10 0,017515

138
Tabela 29 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
15 95 e 96 2 2 N(30, 27) p > 0,10 0,071011
16 39 e 41 2 2 N(210, 189) p > 0,10 0,057329
17 42 e 91 1 1 N(90, 81) p > 0,10 0,024569
18 89 1 1 N(150, 135) p > 0,10 0,093823
C 88 1 1 N(12, 10,8) p > 0,10 0,078295
C 110 1 1 N(7,8, 7,02) p > 0,10 0,02274
C 40 1 1 N(12, 10,8) p > 0,10 0,01465
C 62 1 1 N(24, 21,6) p > 0,10 0,01816
C 63 1 1 N(12, 10,8) p > 0,10 0,026487
C 66 1 1 N(12, 10,8) p > 0,10 0,017524
C 70 1 1 2+LOGN(19,8, 17,82) p > 0,10 0,017515
19
88, 110,
40, 94,
62,63, 66
e 70
1 1 N(240, 216) p > 0,05 0,017515
20 67, 68, 69
e 101 1 1 N(240, 211) p > 0,10 0,084555
C 46 1 1 N(19,8, 17,82) p > 0,10 0,067329
C 45 1 1 N(12, 10,8) p > 0,10 0,034569
C 61 1 1 N(7,8, 7,02) p > 0,10 0,103823
21 46, 45, 60
e 61 1 1 N(360, 324) p > 0,10 0,088295
C 48 1 2 N(10,2, 9,18) p > 0,10 0,03274
C 47 1 1 N(13,8, 12,42) p > 0,10 0,02465
C 52 1 1 N(7,2, 6,48) p > 0,10 0,02816
C 50 1 1 N(7,2, 6,48) p > 0,10 0,036487
C 53 1 1 N(7,2, 6,48) p > 0,10 0,027524
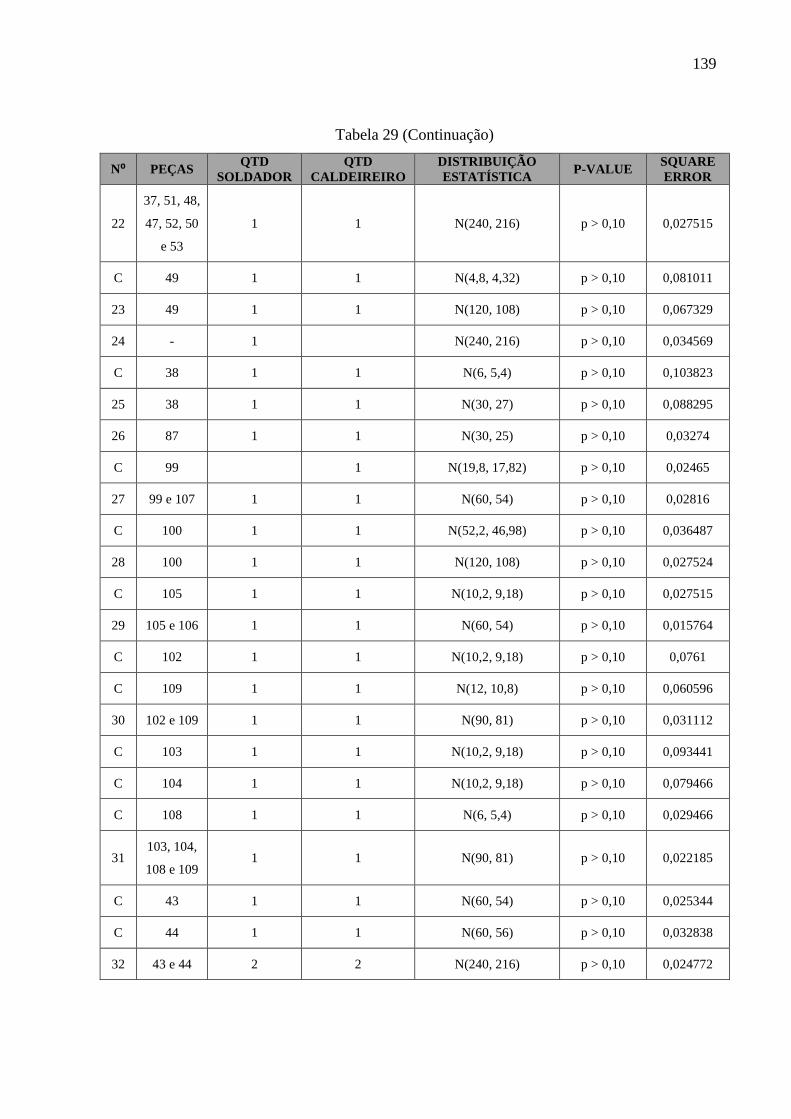
139
Tabela 29 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
22
37, 51, 48,
47, 52, 50
e 53
1 1 N(240, 216) p > 0,10 0,027515
C 49 1 1 N(4,8, 4,32) p > 0,10 0,081011
23 49 1 1 N(120, 108) p > 0,10 0,067329
24 - 1 N(240, 216) p > 0,10 0,034569
C 38 1 1 N(6, 5,4) p > 0,10 0,103823
25 38 1 1 N(30, 27) p > 0,10 0,088295
26 87 1 1 N(30, 25) p > 0,10 0,03274
C 99 1 N(19,8, 17,82) p > 0,10 0,02465
27 99 e 107 1 1 N(60, 54) p > 0,10 0,02816
C 100 1 1 N(52,2, 46,98) p > 0,10 0,036487
28 100 1 1 N(120, 108) p > 0,10 0,027524
C 105 1 1 N(10,2, 9,18) p > 0,10 0,027515
29 105 e 106 1 1 N(60, 54) p > 0,10 0,015764
C 102 1 1 N(10,2, 9,18) p > 0,10 0,0761
C 109 1 1 N(12, 10,8) p > 0,10 0,060596
30 102 e 109 1 1 N(90, 81) p > 0,10 0,031112
C 103 1 1 N(10,2, 9,18) p > 0,10 0,093441
C 104 1 1 N(10,2, 9,18) p > 0,10 0,079466
C 108 1 1 N(6, 5,4) p > 0,10 0,029466
31 103, 104,
108 e 109 1 1 N(90, 81) p > 0,10 0,022185
C 43 1 1 N(60, 54) p > 0,10 0,025344
C 44 1 1 N(60, 56) p > 0,10 0,032838
32 43 e 44 2 2 N(240, 216) p > 0,10 0,024772

140
Tabela 29 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
33 - 0 p > 0,10 0,024764
34 - 2 N(240, 216) p > 0,10 0,072909
35 - 2 N(240, 216) p > 0,10 0,060596
36 - 2 N(240, 213) p > 0,10 0,031112
37 - 2 N(240, 216) p > 0,10 0,093441
C 97 1 1 N(19,8, 17,82) p > 0,10 0,079466
38 97 1 1 N(120, 108) p > 0,10 0,029466
39 - 0 p > 0,10 0,022185
40 - 0 p > 0,10 0,025344
C 64 1 N(10,2, 9,18) p > 0,10 0,032838
41 64 1 1 N(120, 108) p > 0,10 0,024772
42 - 1 N(90, 81) p > 0,10 0,024764
C 56 1 1 N(6, 5,3) p > 0,10 0,063264
C 71 1 1 N(13,8, 12,42) p > 0,10 0,046382
C 72 1 1 N(13,8, 12,42) p > 0,10 0,014278
C 73 1 1 N(13,8, 12,42) p > 0,10 0,082147
C 74 1 1 N(30, 25) p > 0,10 0,066929
C 76 1 1 N(28,2, 25,38) p > 0,10 0,012485
43
56, 71, 72,
73, 74 e
76
1 1 N(420, 378) p > 0,10 0,004557
C 82 1 1 N(10,2, 9,18) p > 0,10 0,007997
44 82 1 1 N(60, 54) p > 0,10 0,016157
C 75 1 1 N(19,8, 17,82) p > 0,10 0,007374
45 75 e 92 2 2 N(240, 217) p > 0,10 0,007365
C 80 1 1 N(4,2, 3,78) p > 0,10 0,073064
46 75, 79, 80, 2 2 N(120, 108) p > 0,10 0,056182

141
Tabela 29 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 77 1 1 N(10,2, 9,18) p > 0,10 0,024078
C 78 1 1 N(19,8, 17,82) p > 0,10 0,091947
C 81 1 1 N(10,2, 9,18) p > 0,10 0,076729
47 77, 78 e
81 2 2 N(120, 108) p > 0,10 0,022285
C 57 1 1 N(7,2, 6,48) p > 0,10 0,014357
C 58 1 1 N(10,2, 9,18) p > 0,10 0,017797
C 90 1 1 N(10,2, 9,18) p > 0,10 0,025957
48 57, 58 e
90 1 1 N(360, 331) p > 0,10 0,017174
C 112 2 N(139,8, 125,82) p > 0,10 0,017165
C 113 2 N(60, 54) p > 0,10 0,06959
49 112 e 113 1 1 N(120, 108) p > 0,10 0,056182
C 54 2 N(10,2, 9,18) p > 0,10 0,024078
C 55 2 N(15, 13,5) p > 0,10 0,091947
50 54 e 55 1 1 N(240, 214) p > 0,10 0,076729
C 85 2 N(30, 27) p > 0,10 0,022285
C 86 2 N(30, 29) p > 0,10 0,014357
51 85 e 86 1 1 N(360, 324) p > 0,10 0,017797
52 65 e 98 1 1 N(120, 108) p > 0,10 0,025957
C 83 2 N(15, 13,5) p > 0,10 0,017174
53 83 e 84 1 1 N(180, 162) p > 0,10 0,017165
C 59 2 N(10,2, 9,18) p > 0,10 0,082864
54 59 1 1 N(60, 59) p > 0,10 0,065982
55 56.1, 114
e 115 2 1 N(120, 108) p > 0,10 0,033878
Fonte: O autor.

142
Tabela 30 - Análise da variável tempo para produção celular
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
1 1 2 1 N(221,8 ; 4,436) p > 0,10 0,007524
2 4 e 29 1 1 N(55,4 ; 1,108) p > 0,10 0,007515
3 15 e 34 1 1 N(55,2 ; 1,104) p > 0,10 0,074555
4 2 1 1 N(165,6 ; 3,312) p > 0,10 0,057329
5 3 1 N(110,4 ; 2,206) p > 0,10 0,024569
6 3 2 2 N(165,6 ; 3,312) p > 0,05 0,093823
7 31, 32 e
33 2 2 2+ERLA(165,6 ; 3,312) p > 0,10 0,078295
8 11 a 18 2 2 N(110,4 ; 2,208) p > 0,10 0,02274
9 - 2 N(220,8 ; 4,416) p > 0,10 0,01465
10 6 e 7 2 2 N(220,8 ; 4,1) p > 0,10 0,01816
11 35 e 36 1 1 N(110,4 ; 2,2) p > 0,10 0,026487
12 8 a 10 1 1 N(220,8 ; 4,46) p > 0,10 0,017524
13 19 a 28.1
e 94 2 2 N(220,8 ; 4,41) p > 0,10 0,017515
14 30 2 N(110,4 ; 2,208) p > 0,10 0,071011
15 95 e 96 1 1 N(27,6 ; 0,552) p > 0,10 0,057329
16 39 e 41 2 2 N(193,2 ; 3,864) p > 0,10 0,024569
17 42 e 91 1 1 N(55,2 ; 1,104) p > 0,10 0,093823
18 89 1 1 N(138 ; 2,76) p > 0,10 0,078295
19
88, 110,
40, 94,
62,63, 66
e 70
1 1 N(220,8 ; 4,41) p > 0,10 0,02274
20 67, 68,
69 e 101 1 1 N(220,8 ; 4,416) p > 0,10 0,01465
21 46, 45,
60 e 61 2 2 N(165,6 ; 3,312) p > 0,10 0,01816

143
Tabela 30 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
22
37, 51,
48, 47,
52, 50 e
53
1 1 1+LOGNN(220,8 ; 4,41) p > 0,10 0,026487
23 49 1 1 N(82,8 ; 1,656) p > 0,05 0,017524
24 - 1 N(220,8 ; 4,16) p > 0,10 0,017515
25 38 1 1 N(27,6 ; 0,052) p > 0,10 0,017515
26 87 1 1 N(27,6 ; 0,552) p > 0,10 0,084555
27 99 e 107 1 1 N(55,2 ; 1,104) p > 0,10 0,067329
28 100 1 1 N(110,4 ; 2,208) p > 0,10 0,034569
29 105 e
106 1 1 N(55,2 ; 1,104) p > 0,10 0,103823
30 102 e
109 1 1 N(82,8 ; 1,656) p > 0,10 0,088295
31
103, 104,
108 e
109
1 1 N(82,8 ; 1,656) p > 0,10 0,03274
32 43 e 44 2 2 N(220,8 ; 4,416) p > 0,10 0,02465
33 - 2 2 N(13,8 ; 0,276) p > 0,10 0,02816
34 - 2 N(220,8 ; 4,416) p > 0,10 0,036487
35 - 2 N(220,7 ; 4,41) p > 0,10 0,027524
36 - 1 N(165,6 ; 3,312) p > 0,10 0,027515
37 - 1 N(220,8 ; 4,416) p > 0,10 0,081011
38 97 1 1 N(110,4 ; 2,206) p > 0,10 0,067329
39 - 2 2 N(13,8 ; 0,276) p > 0,10 0,034569
40 - 0 p > 0,10 0,103823
41 64 1 1 N(110,4 ; 2,208) p > 0,10 0,088295
42 - 1 N(82,8 ; 1,656) p > 0,10 0,03274

144
Tabela 30 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
43
56, 71,
72, 73,
74 e 76
2 2 N(82,8 ; 1,656) p > 0,10 0,02465
44 82 2 2 N(27,6 ; 0.552) p > 0,10 0,02816
45 75 e 92 1 1 N(220,8 ; 4,16) p > 0,10 0,036487
46
75, 79,
80, 92 e
93
2 2 N(82,8 ; 1,656) p > 0,10 0,027524
47 77, 78 e
81 2 2 N(55,2 ; 1,104) p > 0,10 0,027515
48 57, 58 e
90 2 2 N(110,4 ; 2,208) p > 0,10 0,015764
49 112 e
113 1 1 N(82,8 ; 1,6) p > 0,10 0,0761
50 54 e 55 1 1 N(110,4 ; 2,2) p > 0,10 0,060596
51 85 e 86 2 2 N(165,6 ; 3,312) p > 0,10 0,031112
52 65 e 98 2 2 N(55,2 ; 1,1) p > 0,10 0,093441
53 83 e 84 2 2 N(60 ; 1,104) p > 0,10 0,079466
54 59 2 2 N(30 ; 0,552) p > 0,10 0,029466
55 56.1, 114
e 115 2 2 N(27,6 ; 0,55) p > 0,10 0,022185
56 2 2 N(165,6 ; 3,312) p > 0,10 0,025344
C 34 1 N(1,425 ; 0,03) p > 0,10 0,03274
C 6 1 N(24,9375 ; 0,525) p > 0,10 0,02465
C 7 1 N(7,125 ; 0,15) p > 0,10 0,02816
C 35 1 N(7,52 ; 0,15) p > 0,10 0,036487
C 36 1 N(7,125 ; 0,15) p > 0,10 0,027524
C 8 a 10 1 2+LOGN(7,125 ; 0,72) p > 0,10 0,027515

145
Tabela 30 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 19 a 28.1 1 N(46,5975 ; 0,981) p > 0,05 0,081011
C 30 1 N(42,75 ; 0,9) p > 0,10 0,067329
C 88 1 N(1,425 ; 0,03) p > 0,10 0,034569
C 110 1 N(0,9975 ; 0,021) p > 0,10 0,103823
C 40 1 N(1,425 ; 0,03) p > 0,10 0,088295
C 62 1 N(2,85 ; 0,06) p > 0,10 0,03274
C 63 1 N(1,425 ; 0,03) p > 0,10 0,02465
C 66 1 N(1,425 ; 0,03) p > 0,10 0,02816
C 70 1 N(2,4225 ; 0,051) p > 0,10 0,036487
C 46 1 N(4,7025 ; 0,099) p > 0,10 0,027524
C 45 1 N(2,85 ; 0,06) p > 0,10 0,027515
C 61 1 N(1,8525 ; 0,039) p > 0,10 0,015764
C 48 2 N(2,4225 ; 0,051) p > 0,10 0,0761
C 47 1 N(3,2775 ; 0,069) p > 0,10 0,060596
C 52 1 N(1,71 ; 0,036) p > 0,10 0,031112
C 50 1 N(1,71 ; 0,036) p > 0,10 0,093441
C 53 1 N(1,71 ; 0,036) p > 0,10 0,079466
C 49 1 N(1,14 ; 0,024) p > 0,10 0,029466
C 38 1 N(1,425 ; 0,03) p > 0,10 0,022185
C 99 1 N(4,7025 ; 0,099) p > 0,10 0,025344
C 100 1 N(12,3975 ; 0,261) p > 0,10 0,032838
C 105 1 N(2,4225 ; 0,051) p > 0,10 0,024772
C 102 2 N(2,4225 ; 0,051) p > 0,10 0,024764
C 109 1 N(2,85 ; 0,06) p > 0,10 0,072909
C 103 1 N(2,4225 ; 0,051) p > 0,10 0,060596
C 104 1 N(2,4225 ; 0,051) p > 0,10 0,031112

146
Tabela 30 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 108 1 N(1,425 ; 0,03) p > 0,10 0,093441
C 43 2 N(14,25 ; 0,3) p > 0,10 0,079466
C 44 2 N(14,25 ; 0,3) p > 0,10 0,029466
C 97 1 N(4,7025 ; 0,099) p > 0,10 0,022185
C 64 1 N(2,4225 ; 0,051) p > 0,10 0,025344
C 56 1 N(1,425 ; 0,03) p > 0,10 0,032838
C 71 1 N(3,2775 ; 0,069) p > 0,10 0,024772
C 72 1 N(3,2775 ; 0,069) p > 0,10 0,024764
C 73 1 N(3,2775 ; 0,069) p > 0,10 0,063264
C 74 1 1+2+LOGN N(7,125 ;
0,15) p > 0,10 0,046382
C 76 1 N(6,6975 ; 0,141) p > 0,10 0,014278
C 82 1 N(2,4225 ; 0,051) p > 0,10 0,082147
C 75 1 N(4,7025 ; 0,099) p > 0,10 0,066929
C 80 1 N(0,9975 ; 0,021) p > 0,10 0,012485
C 77 1 N(2,4225 ; 0,051) p > 0,10 0,004557
C 78 1 N(4,7025 ; 0,099) p > 0,10 0,007997
C 81 1 N(2,4225 ; 0,051) p > 0,10 0,016157
C 57 1 N(1,71 ; 0,036) p > 0,10 0,007374
C 58 1 N(2,4225 ; 0,051) p > 0,10 0,007365
C 90 1 N(2,4225 ; 0,05) p > 0,10 0,073064
C 112 1 N(33,2025 ; 0,69) p > 0,10 0,056182
C 113 1 N(14,25 ; 0,3) p > 0,10 0,024078
C 54 1 N(2,4225 ; 0,051) p > 0,10 0,091947
C 55 1 N(3,5625 ; 0,075) p > 0,10 0,076729
C 85 2 N(7,125 ; 0,15) p > 0,10 0,022285

147
C 86 2 N(7,125 ; 0,15) p > 0,10 0,014357
C 83 1 N(3,5625 ; 0,075) p > 0,10 0,017797
C 84 1 N(4,7025 ; 0,099) p > 0,10 0,025957
C 59 1 N(2,4225 ; 0,051) p > 0,10 0,017174
Fonte: O autor.
Tabela 31 - Análise da variável tempo para produção linear de até 240 lanchas
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
1 1
2 2
N(234 ; 4,68) p > 0,10 0,064555
2 4 e 29 N(58,5 ; 1,17) p > 0,10 0,047329
3 15 e 34 N(118,5 ; 2,37) p > 0,10 0,014569
4 2 N(175,5 ; 3,51) p > 0,10 0,083823
5 3 N(119,5 ; 2,39) p > 0,10 0,068295
6 3 N(116,5 ; 2,32) p > 0,10 0,01274
7 31, 32 e
33 2
2
N(175,5 ; 3,51) p > 0,10 0,00465
8 11 a 18 N(117 ; 2,34) p > 0,10 0,00816
9 - N(233,5 ; 4,67) p > 0,10 0,016487
10 6 e 7
2 2
N(234,5 ; 4,69) p > 0,10 0,007524
11 35 e 36 N(117 ; 2,34) p > 0,10 0,007515
12 8 a 10 N(233,5 ; 4,67) p > 0,10 0,074555
13 19 a 28.1
e 94
3 3
1+LOGN(230 ; 4,6) p > 0,10 0,057329
14 30 N(116 ; 2,32) p > 0,10 0,024569
17 42 e 91 N(59 ; 1,18) p > 0,05 0,093823
18 89 N(146,25 ; 2,925) p > 0,10 0,078295
21 46, 45,
60 e 61 N(234 ; 4,68) p > 0,10 0,02274

148
Tabela 31 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
15 95 e 96
3
3
N(29,25 ; 0,585) p > 0,10 0,01465
16 39 e 41 N(204,75 ; 4,095) p > 0,10 0,01816
19
88, 110,
40, 94,
62,63, 66
e 70
N(234 ; 4,68) p > 0,10 0,026487
20 67, 68,
69 e 101 N(235 ; 4,7) p > 0,10 0,017524
22
37, 51,
48, 47,
52, 50 e
53
2+ERLA(235,5 ; 4,71) p > 0,10 0,017515
23 49 N(87,75 ; 1,755) p > 0,10 0,071011
24 -
3 3
N(134,25 ; 2,685) p > 0,10 0,057329
25 38 N(29,25 ; 0,585) p > 0,10 0,024569
26 87 N(29,25 ; 0,585) p > 0,10 0,093823
27 99 e 107 N(58,5 ; 1,17) p > 0,10 0,078295
28 100 N(117 ; 2,34) p > 0,10 0,02274
29 105 e
106 N(58,5 ; 1,17) p > 0,10 0,01465
30 102 e
109 N(87,75 ; 1,755) p > 0,10 0,01816
31
103, 104,
108 e
109
N(87,75 ; 1,755) p > 0,10 0,026487
32 43 e 44
2 2
N(234 ; 4,68) p > 0,10 0,017524
33 - N(14,625 ; 0,2925) p > 0,10 0,017515
34 - N(234 ; 4,68) p > 0,10 0,017515

149
Tabela 31 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
35 -
2 2
N(234 ; 4,67) p > 0,10 0,084555
36 - N(234 ; 4,65) p > 0,05 0,067329
45 75 e 92 N(175,5 ; 3,51) p > 0,10 0,034569
37 -
2 2
N(234 ; 4,68) p > 0,10 0,103823
38 97 N(117 ; 2,34) p > 0,10 0,088295
39 - N(14,625 ; 0,2925) p > 0,10 0,03274
40 - p > 0,10 0,02465
41 64 N(58,5 ; 1,17) p > 0,10 0,02816
42 - N(87,75 ; 1,755) p > 0,10 0,036487
43
56, 71,
72, 73,
74 e 76
N(87,75 ; 1,755) p > 0,10 0,027524
44 82 N(29,25 ; 0,585) p > 0,10 0,027515
46
75, 79,
80, 92 e
93
N(117 ; 2,34) p > 0,10 0,081011
47 77, 78 e
81 N(58 ; 1,16) p > 0,10 0,067329
48 57, 58 e
90
3 3
N(116,5 ; 2,33) p > 0,05 0,034569
49 112 e
113 N(117 ; 2,34) p > 0,10 0,103823
50 54 e 55 N(117,5 ; 2,35) p > 0,10 0,088295
51 85 e 86 N(175,5 ; 3,51) p > 0,10 0,03274
52 65 e 98 N(58 ; 1,15) p > 0,10 0,02465
53 83 e 84 N(59,5 ; 1,19) p > 0,10 0,02816
54 59 N(29,25 ; 0,585) p > 0,10 0,036487
55 56.1, 114 N(29,5 ; 0,59) p > 0,10 0,027524

150
Tabela 31 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
C 34 N(1,425 ; 0,03) p > 0,10 0,03274
C 6 1 N(24,9375 ; 0,525) p > 0,10 0,02465
C 7 1 N(7,125 ; 0,15) p > 0,10 0,02816
C 35 1 N(7,52 ; 0,15) p > 0,10 0,036487
C 36 1 N(7,125 ; 0,15) p > 0,10 0,027524
C 8 a 10 1 2+LOGN(7,125 ; 0,72) p > 0,10 0,027515
C 19 a 28.1 1 N(46,5975 ; 0,981) p > 0,10 0,081011
C 30 1 N(42,75 ; 0,9) p > 0,10 0,067329
C 88 1 N(1,425 ; 0,03) p > 0,10 0,034569
C 110 1 N(0,9975 ; 0,021) p > 0,10 0,103823
C 40 1 N(1,425 ; 0,03) p > 0,10 0,088295
C 62 1 N(2,85 ; 0,06) p > 0,10 0,03274
C 63 1 N(1,425 ; 0,03) p > 0,10 0,02465
C 66 1 N(1,425 ; 0,03) p > 0,10 0,02816
C 70 1 N(2,4225 ; 0,051) p > 0,10 0,036487
C 46 1 N(4,7025 ; 0,099) p > 0,10 0,027524
C 45 1 N(2,85 ; 0,06) p > 0,10 0,027515
C 61 1 N(1,8525 ; 0,039) p > 0,10 0,015764
C 48 1 N(2,4225 ; 0,051) p > 0,10 0,0761
C 47 2 N(3,2775 ; 0,069) p > 0,10 0,060596
C 52 1 N(1,71 ; 0,036) p > 0,10 0,031112
C 50 1 N(1,71 ; 0,036) p > 0,10 0,093441
C 53 1 N(1,71 ; 0,036) p > 0,10 0,079466
C 49 1 N(1,14 ; 0,024) p > 0,10 0,029466
C 38 1 N(1,425 ; 0,03) p > 0,10 0,022185
C 99 1 N(4,7025 ; 0,099) p > 0,10 0,025344

151
Tabela 31 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
C 100 1 N(12,3975 ; 0,261) p > 0,10 0,032838
C 105 1 N(2,4225 ; 0,051) p > 0,10 0,024772
C 102 1 N(2,4225 ; 0,051) p > 0,10 0,024764
C 109 2 N(2,85 ; 0,06) p > 0,10 0,072909
C 103 1 N(2,4225 ; 0,051) p > 0,10 0,060596
C 104 1 N(2,4225 ; 0,051) p > 0,10 0,031112
C 108 1 N(1,425 ; 0,03) p > 0,10 0,093441
C 43 1 N(14,25 ; 0,3) p > 0,10 0,079466
C 44 2 N(14,25 ; 0,3) p > 0,10 0,029466
C 97 2 N(4,7025 ; 0,099) p > 0,10 0,022185
C 64 1 N(2,4225 ; 0,051) p > 0,10 0,025344
C 56 1 N(1,425 ; 0,03) p > 0,10 0,032838
C 71 1 N(3,2775 ; 0,069) p > 0,10 0,024772
C 72 1 N(3,2775 ; 0,069) p > 0,10 0,024764
C 73 1 N(3,2775 ; 0,069) p > 0,10 0,063264
C 74 1 1+2+LOGN N(7,125 ;
0,15) p > 0,10 0,046382
C 76 1 N(6,6975 ; 0,141) p > 0,10 0,014278
C 82 1 N(2,4225 ; 0,051) p > 0,10 0,082147
C 75 1 N(4,7025 ; 0,099) p > 0,10 0,066929
C 80 1 N(0,9975 ; 0,021) p > 0,10 0,012485
C 77 1 N(2,4225 ; 0,051) p > 0,10 0,004557
C 78 1 N(4,7025 ; 0,099) p > 0,10 0,007997
C 81 1 N(2,4225 ; 0,051) p > 0,10 0,016157
C 57 1 N(1,71 ; 0,036) p > 0,10 0,007374
C 58 1 N(2,4225 ; 0,051) p > 0,10 0,007365

152
Tabela 31 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE ESQUARE
ERROR
C 90 1 N(2,4225 ; 0,05) p > 0,10 0,073064
C 112 1 N(33,2025 ; 0,69) p > 0,10 0,056182
C 113 1 N(14,25 ; 0,3) p > 0,10 0,024078
C 54 1 N(2,4225 ; 0,051) p > 0,10 0,091947
C 55 1 N(3,5625 ; 0,075) p > 0,10 0,076729
C 85 1 N(7,125 ; 0,15) p > 0,10 0,022285
C 86 2 N(7,125 ; 0,15) p > 0,10 0,014357
C 83 2 N(3,5625 ; 0,075) p > 0,10 0,017797
C 84 1 N(4,7025 ; 0,099) p > 0,10 0,025957
C 59 1 N(2,4225 ; 0,051) p > 0,10 0,017174
Fonte: O autor.
Tabela 32 - Análise da variável tempo para produção linear de até 480 lanchas
N⁰ PEÇAS QTD SOLDADOR
QTD CALDEIREIRO
DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
1 1
1 2
N(174,6 ; 3,492) p > 0,10 0,027515
2 4 e 29 N(29,1 ; 0,582) p > 0,10 0,081011
3 15 e 34 N(30,1 ; 0,592) p > 0,10 0,067329
4 2
1 3
N(116,4 ; 2,32) p > 0,10 0,034569
5 3 N(58,2 ; 1,164) p > 0,10 0,103823
6 3 N(116,4 ; 2,328) p > 0,10 0,088295
7 31, 32 e
33 2 2 1+LOGN(117,4 ; 2,328) p > 0,10 0,03274
8 11 a 18 N(115,4 ; 2,33) p > 0,10 0,02465
9 - 2 N(232,8 ; 4,566) p > 0,10 0,02816
10 6 e 7 1 1 N(232,8 ; 4,556) p > 0,10 0,036487

153
Tabela 32 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
11 35 e 36 2 2
N(87,3 ; 1,746) p > 0,10 0,027524
12 8 a 10 N(145,5 ; 2,91) p > 0,10 0,027515
13 19 a 28.1
e 94 2 2 N(232,8 ; 4,546) p > 0,10 0,015764
14 30
3 2
N(233,7 ; 4,566) p > 0,10 0,0761
17 42 e 91 N(87,3 ; 1,746) p > 0,10 0,060596
18 89 N(145,5 ; 2,93) p > 0,10 0,031112
21 46, 45,
60 e 61 N(233,8 ; 4,442) p > 0,10 0,093441
15 95 e 96
3 3
N(29,3 ; 0,582) p > 0,10 0,079466
16 39 e 41 N(203,9 ; 4,052) p > 0,10 0,029466
19
88, 110,
40, 94,
62,63, 66
e 70
2+ERLA(232,8 ; 4,55) p > 0,10 0,022185
20 67, 68,
69 e 101
1 3
N(231,3 ; 4,32) p > 0,05 0,025344
22
37, 51,
48, 47,
52, 50 e
53
N(173,4 ; 3,492) p > 0,10 0,032838
23 49 N(58,2 ; 1,164) p > 0,10 0,024772
24 -
1 2
N(234,8 ; 4,256) p > 0,10 0,024764
25 38 N(30,1 ; 0,572) p > 0,10 0,072909
26 87 N(29,2 ; 0,543) p > 0,10 0,060596
27 99 e 107 N(58,4 ; 1,164) p > 0,10 0,031112
28 100 N(117,4 ; 2,328) p > 0,10 0,093441

154
Tabela 32 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
29 105 e
106
1 1
N(58,3 ; 1,12) p > 0,10 0,079466
30 102 e
109 N(87,4 ; 1,745) p > 0,10 0,029466
31
103, 104,
108 e
109
N(87,9 ; 1,724) p > 0,10 0,022185
32 43 e 44 1 1 N(232,9 ; 4,25) p > 0,10 0,025344
33 - 2
N(14,55 ; 0,291) p > 0,10 0,032838
34 - N(232,8 ; 4,656) p > 0,10 0,024772
35 - 2 N(232,8 ; 4,356) p > 0,10 0,024764
36 - 1 2
N(174,6 ; 3,472) p > 0,10 0,063264
45 75 e 92 N(233,7 ; 4,92) p > 0,10 0,046382
37 - 2
N(117,3 ; 2,338) p > 0,10 0,014278
38 97 N(116,4 ; 2,367) p > 0,10 0,082147
39 -
3 3
N(14,55 ; 0,291) p > 0,10 0,066929
40 - p > 0,10 0,012485
41 64 N(87,2 ; 1,75) p > 0,10 0,004557
42 - N(58,2 ; 1,134) p > 0,10 0,007997
43
56, 71,
72, 73,
74 e 76
N(86,3 ; 1,753) p > 0,10 0,016157
44 82 N(29,1 ; 0,592) p > 0,10 0,007374
46
75, 79,
80, 92 e
93
N(59,2 ; 1,12) p > 0,10 0,007365
47 77, 78 e
81 N(58,2 ; 1,234) p > 0,10 0,073064

155
Tabela 32 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
48 57, 58 e
90
2 2
N(115,4 ; 2,423) p > 0,10 0,056182
49 112 e
113 N(116,4 ; 2,478) p > 0,10 0,024078
50 54 e 55 N(115,8 ; 2,289) p > 0,10 0,091947
51 85 e 86
1
3
N(174,6 ; 3,567) p > 0,10 0,076729
52 65 e 98 N(59,2 ; 1,123) p > 0,10 0,022285
53 83 e 84 N(58,4 ; 1,324) p > 0,05 0,014357
54 59 N(29,1 ; 0,593) p > 0,10 0,017797
55 56.1, 114
e 115 N(30,1 ; 0,582) p > 0,10 0,025957
C 34 1 N(1,425 ; 0,03) p > 0,10 0,03274
C 6 1 N(24,9375 ; 0,525) p > 0,10 0,02465
C 7 1 N(7,125 ; 0,15) p > 0,10 0,02816
C 35 1 N(7,52 ; 0,15) p > 0,05 0,036487
C 36 1 N(7,125 ; 0,15) p > 0,10 0,027524
C 8 a 10 1 2+LOGN(7,125 ; 0,72) p > 0,10 0,027515
C 19 a 28.1 1 N(46,5975 ; 0,981) p > 0,10 0,081011
C 30 1 N(42,75 ; 0,9) p > 0,10 0,067329
C 88 1 N(1,425 ; 0,03) p > 0,10 0,034569
C 110 1 N(0,9975 ; 0,021) p > 0,10 0,103823
C 40 1 N(1,425 ; 0,03) p > 0,10 0,088295
C 62 1 N(2,85 ; 0,06) p > 0,10 0,03274
C 63 1 N(1,425 ; 0,03) p > 0,10 0,02465
C 66 1 N(1,425 ; 0,03) p > 0,10 0,02816
C 70 1 N(2,4225 ; 0,051) p > 0,10 0,036487
C 46 1 N(4,7025 ; 0,099) p > 0,10 0,027524

156
Tabela 32 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 45 1 N(2,85 ; 0,06) p > 0,10 0,027515
C 61 1 N(1,8525 ; 0,039) p > 0,10 0,015764
C 48 2 N(2,4225 ; 0,051) p > 0,10 0,0761
C 47 1 N(3,2775 ; 0,069) p > 0,10 0,060596
C 52 1 N(1,71 ; 0,036) p > 0,10 0,031112
C 50 1 N(1,71 ; 0,036) p > 0,10 0,093441
C 53 1 N(1,71 ; 0,036) p > 0,10 0,079466
C 49 1 N(1,14 ; 0,024) p > 0,10 0,029466
C 38 1 N(1,425 ; 0,03) p > 0,10 0,022185
C 99 1 N(4,7025 ; 0,099) p > 0,10 0,025344
C 100 1 N(12,3975 ; 0,261) p > 0,10 0,032838
C 105 1 N(2,4225 ; 0,051) p > 0,10 0,024772
C 102 2 N(2,4225 ; 0,051) p > 0,10 0,024764
C 109 1 N(2,85 ; 0,06) p > 0,05 0,072909
C 103 1 N(2,4225 ; 0,051) p > 0,10 0,060596
C 104 1 N(2,4225 ; 0,051) p > 0,10 0,031112
C 108 1 N(1,425 ; 0,03) p > 0,10 0,093441
C 43 2 N(14,25 ; 0,3) p > 0,10 0,079466
C 44 2 N(14,25 ; 0,3) p > 0,10 0,029466
C 97 1 N(4,7025 ; 0,099) p > 0,10 0,022185
C 64 1 N(2,4225 ; 0,051) p > 0,10 0,025344
C 56 1 N(1,425 ; 0,03) p > 0,10 0,032838
C 71 1 N(3,2775 ; 0,069) p > 0,10 0,024772
C 72 1 N(3,2775 ; 0,069) p > 0,10 0,024764
C 73 1 N(3,2775 ; 0,069) p > 0,10 0,063264
C 74 1 1+2+LOGN N(7,125 ; 0,15) p > 0,10 0,046382

157
Tabela 32 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 76 1 N(6,6975 ; 0,141) p > 0,10 0,014278
C 82 1 N(2,4225 ; 0,051) p > 0,10 0,082147
C 75 1 N(4,7025 ; 0,099) p > 0,10 0,066929
C 80 1 N(0,9975 ; 0,021) p > 0,10 0,012485
C 77 1 N(2,4225 ; 0,051) p > 0,10 0,004557
C 78 1 N(4,7025 ; 0,099) p > 0,10 0,007997
C 81 1 N(2,4225 ; 0,051) p > 0,05 0,016157
C 57 1 N(1,71 ; 0,036) > 0,10 0,007374
C 58 1 N(2,4225 ; 0,051) p > 0,10 0,007365
C 90 1 N(2,4225 ; 0,05) p > 0,10 0,073064
C 112 1 N(33,2025 ; 0,69) p > 0,10 0,056182
C 113 1 N(14,25 ; 0,3) p > 0,10 0,024078
C 54 1 N(2,4225 ; 0,051) p > 0,10 0,091947
C 55 1 N(3,5625 ; 0,075) p > 0,10 0,076729
C 85 2 N(7,125 ; 0,15) p > 0,10 0,022285
C 86 2 N(7,125 ; 0,15) p > 0,10 0,014357
C 83 1 N(3,5625 ; 0,075) p > 0,10 0,017797
C 84 1 N(4,7025 ; 0,099) p > 0,10 0,025957
C 59 1 N(2,4225 ; 0,051) p > 0,10 0,017174
Fonte: O autor.
Tabela 33 - Análise da variável tempo para produção linear de até 960 lanchas
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
1 1 1 2
N(235,2 ; 4,704) p > 0,10 0,017174
5 3 N(117,6 ; 2,352) p > 0,10 0,017165

158
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
2 4 e 29 1 1
N(58,8 ; 1,176) p > 0,10 0,06959
3 15 e 34 N(58,86 ; 1,177) p > 0,05 0,056182
4 2 2 2 1+LOGN(176,4 ; 3,528) p > 0,10 0,024078
6 3 2 2 N(117,6 ; 2,352) p > 0,10 0,091947
7 31, 32 e
33 4 N(176,5 ; 3,528) p > 0,10 0,076729
8 11 a 18 2 2 N(117,6 ; 2,352) p > 0,10 0,022285
9 - 2 0 N(117,75 ; 2,355) p > 0,10 0,014357
9 - 2 0 N(117,8 ; 2,356) p > 0,10 0,017797
10 6 e 7 1 1 N(117,1 ; 2,342) p > 0,10 0,025957
10 6 e 7 1 1 N(116,1 ; 2,322) p > 0,10 0,017174
11 35 e 36 1 1 N(117,7 ; 2,354) p > 0,10 0,017165
12 8 a 10 1 1 N(235,2 ; 4,704) p > 0,10 0,017165
13 19 a 28.1
e 94 2 2 N(117,9 ; 2,358) p > 0,10 0,082864
13 19 a 28.1
e 94 2 2 N(118,1 ; 2,362) p > 0,10 0,065982
14 30 2 0 N(119,6 ; 2,392) p > 0,05 0,033878
15 95 e 96 2 1
N(29,4 ; 0,588) p > 0,10 0,101747
16 39 e 41 N(205,8 ; 4,116) p > 0,10 0,086529
17 42 e 91 1 1 N(58,8 ; 1,176) p > 0,10 0,032085
18 89 1 1 N(147 ; 2,94) p > 0,10 0,024157
21 46, 45,
60 e 61 2 2 N(235,2 ; 4,704) p > 0,10 0,027597
19
88, 110,
40, 94,
,62,63,
66 e 70
2 2 1+ERLA(235,2 ; 4,705) p > 0,10 0,035757

159
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
20 67, 68,
69 e 101 3 N(235,3 ; 4,706) p > 0,10 0,026974
22
37, 51,
48, 47,
52, 50 e
53
1 1 N(235,2 ; 4,704) p > 0,05 0,026965
23 49 1 1 N(88,2 ; 1,764) p > 0,10 0,07939
24 - 2 0 N(235,2 ; 4,704) p > 0,10 0,065982
25 38
1 1
N(29,4 ; 0,588) p > 0,10 0,033878
26 87 N(29,5 ; 0,59) p > 0,10 0,101747
27 99 e 107 N(58,8 ; 1,176) p > 0,10 0,086529
28 100
1 1
N(117,8 ; 2,356) p > 0,10 0,032085
29 105 e
106 N(58,8 ; 1,176) p > 0,10 0,024157
30 102 e
109
1 1
N(88,2 ; 1,764) p > 0,10 0,027597
31
103, 104,
108 e
109
N(88,35 ; 1,767) p > 0,10 0,035757
32 43 e 44 1 1 N(235,4 ; 4,708) p > 0,10 0,026974
33 - 2
N(14,75 ; 0,295) p > 0,10 0,026965
34 - N(117,9 ; 2,358) p > 0,10 0,015448
35 - 2 0
N(235,2 ; 4,704) p > 0,05 0,074578
36 - N(177,9 ; 3,558) p > 0,10 0,059384
37 - 2 0 N(235,3 ; 4,706) p > 0,10 0,03049
38 97
1 1
N(117,4 ; 2,348) p > 0,10 0,091572
39 - N(14,65 ; 0,293) p > 0,10 0,077876
40 - p > 0,10 0,028877

160
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
41 64 1 1
N(117,65 ; 2,353) p > 0,10 0,021741
42 - N(88,62 ; 1,764) p > 0,10 0,024837
43
56, 71,
72, 73,
74 e 76 2 2 N(88,3 ; 1,766) p > 0,10 0,032182
44 82 N(29,45 ; 0,589) p > 0,10 0,024276
45 75 e 92 2 N(235,25 ; 4,705) p > 0,10 0,024268
46
75, 79,
80, 92 e
93 2 2
N(116,1 ; 2,322) p > 0,05 0,071451
47 77, 78 e
81 N(58,8 ; 1,176) p > 0,10 0,059384
48 57, 58 e
90 3 3 N(118,1 ; 2,362) p > 0,10 0,03049
49 112 e
113 1 1 N(118,6 ; 2,372) p > 0,10 0,091572
50 54 e 55 N(118,2 ; 2,364) p > 0,10 0,077876
51 85 e 86 4 N(65,7 ; 1,314) p > 0,10 0,028877
52 65 e 98 1 1
N(58,8 ; 1,176) p > 0,10 0,021741
53 83 e 84 N(58,3 ; 1,166) p > 0,10 0,024837
54 59
1 1
N(29,4 ; 0,588) p > 0,10 0,017174
55 56.1, 114
e 115 N(29,9 ; 0,598) p > 0,10 0,017165
C 34 N(1,425 ; 0,03) p > 0,10 0,03274
C 6 N(24,9375 ; 0,525) p > 0,10 0,02465
C 7 N(7,125 ; 0,15) p > 0,10 0,02816
C 35 N(7,52 ; 0,15) p > 0,10 0,036487
C 36 N(7,125 ; 0,15) p > 0,05 0,027524

161
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 8 a 10 2+LOGN(7,125 ; 0,72) p > 0,10 0,027515
C 19 a 28.1 N(46,5975 ; 0,981) p > 0,10 0,081011
C 30 N(42,75 ; 0,9) p > 0,10 0,067329
C 88 N(1,425 ; 0,03) p > 0,10 0,034569
C 110 N(0,9975 ; 0,021) p > 0,10 0,103823
C 40 N(1,425 ; 0,03) p > 0,10 0,088295
C 62 N(2,85 ; 0,06) p > 0,10 0,03274
C 63 N(1,425 ; 0,03) p > 0,10 0,02465
C 66 N(1,425 ; 0,03) p > 0,10 0,02816
C 70 N(2,4225 ; 0,051) p > 0,10 0,036487
C 46 N(4,7025 ; 0,099) p > 0,10 0,027524
C 45 N(2,85 ; 0,06) p > 0,10 0,027515
C 61 N(1,8525 ; 0,039) p > 0,10 0,015764
C 48 N(2,4225 ; 0,051) p > 0,10 0,0761
C 47 N(3,2775 ; 0,069) p > 0,10 0,060596
C 52 N(1,71 ; 0,036) p > 0,10 0,031112
C 50 N(1,71 ; 0,036) p > 0,10 0,093441
C 53 N(1,71 ; 0,036) p > 0,10 0,079466
C 49 N(1,14 ; 0,024) p > 0,10 0,029466
C 38 N(1,425 ; 0,03) p > 0,05 0,022185
C 99 N(4,7025 ; 0,099) p > 0,10 0,025344
C 100 N(12,3975 ; 0,261) p > 0,10 0,032838
C 105 N(2,4225 ; 0,051) p > 0,10 0,024772
C 102 N(2,4225 ; 0,051) p > 0,10 0,024764
C 109 N(2,85 ; 0,06) p > 0,10 0,072909
C 103 N(2,4225 ; 0,051) p > 0,10 0,060596

162
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 104 N(2,4225 ; 0,051) p > 0,10 0,031112
C 108 N(1,425 ; 0,03) p > 0,10 0,093441
C 43 N(14,25 ; 0,3) p > 0,10 0,079466
C 44 N(14,25 ; 0,3) p > 0,10 0,029466
C 97 N(4,7025 ; 0,099) p > 0,05 0,022185
C 64 N(2,4225 ; 0,051) p > 0,10 0,025344
C 56 N(1,425 ; 0,03) p > 0,10 0,032838
C 71 N(3,2775 ; 0,069) p > 0,10 0,024772
C 72 N(3,2775 ; 0,069) p > 0,10 0,024764
C 73 N(3,2775 ; 0,069) p > 0,10 0,063264
C 74 1+2+LOGN N(7,125 ;
0,15) p > 0,10 0,046382
C 76 N(6,6975 ; 0,141) p > 0,10 0,014278
C 82 N(2,4225 ; 0,051) p > 0,10 0,082147
C 75 N(4,7025 ; 0,099) p > 0,10 0,066929
C 80 N(0,9975 ; 0,021) p > 0,10 0,012485
C 77 N(2,4225 ; 0,051) p > 0,10 0,004557
C 78 N(4,7025 ; 0,099) p > 0,10 0,007997
C 81 N(2,4225 ; 0,051) p > 0,10 0,016157
C 57 N(1,71 ; 0,036) p > 0,10 0,007374
C 58 N(2,4225 ; 0,051) p > 0,10 0,007365
C 90 N(2,4225 ; 0,05) p > 0,10 0,073064
C 112 N(33,2025 ; 0,69) p > 0,10 0,056182
C 113 N(14,25 ; 0,3) p > 0,10 0,024078
C 54 N(2,4225 ; 0,051) p > 0,10 0,091947
C 55 N(3,5625 ; 0,075) p > 0,10 0,076729

163
Tabela 33 (Continuação)
N⁰ PEÇAS QTD
SOLDADOR QTD
CALDEIREIRO DISTRIBUIÇÃO ESTATÍSTICA
P-VALUE SQUARE ERROR
C 85 N(7,125 ; 0,15) p > 0,10 0,022285
C 86 N(7,125 ; 0,15) p > 0,10 0,014357
C 83 N(3,5625 ; 0,075) p > 0,10 0,017797
C 84 N(4,7025 ; 0,099) p > 0,10 0,025957
C 59 N(2,4225 ; 0,051) p > 0,10 0,017174
Fonte: O autor.

164
Apêndice E - Custos da análise
Tabela 34 – Custos da análise para R$ 100,00 e 400,00
R$ 100,00 R$ 400,00
Nº Posicional Celular Linear Posicional Celular Linear
48 R$ 11.542,12 R$ 11.802,55 R$ 20.214,21 R$ 12.708,89 R$ 12.969,33 R$ 21.862,14 64 R$ 9.637,48 R$ 9.814,58 R$ 15.160,66 R$ 10.582,50 R$ 10.759,60 R$ 16.396,61 65 R$ 10.455,00 R$ 9.663,58 R$ 14.927,41 R$ 11.454,36 R$ 10.594,07 R$ 16.144,35 66 R$ 10.296,59 R$ 9.517,16 R$ 14.701,24 R$ 11.280,81 R$ 10.433,55 R$ 15.899,74 67 R$ 10.142,91 R$ 9.375,12 R$ 14.481,82 R$ 11.112,44 R$ 10.277,83 R$ 15.662,43 68 R$ 9.993,75 R$ 9.237,25 R$ 14.268,85 R$ 10.949,02 R$ 10.126,69 R$ 15.432,10 69 R$ 9.848,91 R$ 9.103,37 R$ 14.062,06 R$ 10.790,34 R$ 9.979,92 R$ 15.208,45 70 R$ 9.708,22 R$ 8.973,33 R$ 13.861,17 R$ 10.636,19 R$ 9.837,35 R$ 14.991,18 71 R$ 9.571,48 R$ 8.846,94 R$ 13.665,94 R$ 10.486,39 R$ 9.698,80 R$ 14.780,04 72 R$ 9.438,54 R$ 8.724,07 R$ 13.476,14 R$ 10.340,74 R$ 9.564,09 R$ 14.574,76 73 R$ 9.309,25 R$ 9.448,54 R$ 13.291,53 R$ 10.199,09 R$ 10.338,38 R$ 14.375,11 74 R$ 9.183,45 R$ 9.320,85 R$ 13.111,92 R$ 10.061,26 R$ 10.198,67 R$ 14.180,85 75 R$ 9.061,00 R$ 9.196,57 R$ 12.937,09 R$ 9.927,11 R$ 10.062,69 R$ 13.991,77 76 R$ 8.941,78 R$ 9.075,57 R$ 12.766,87 R$ 9.796,49 R$ 9.930,28 R$ 13.807,67 77 R$ 8.825,65 R$ 8.957,70 R$ 12.601,06 R$ 9.669,27 R$ 9.801,32 R$ 13.628,35 78 R$ 8.712,50 R$ 8.842,86 R$ 12.439,51 R$ 9.545,30 R$ 9.675,66 R$ 13.453,63 79 R$ 8.602,22 R$ 8.730,93 R$ 12.282,05 R$ 9.424,47 R$ 9.553,18 R$ 13.283,33 80 R$ 8.494,69 R$ 8.621,79 R$ 12.128,52 R$ 9.306,67 R$ 9.433,77 R$ 13.117,29 81 R$ 9.164,84 R$ 8.515,35 R$ 11.978,79 R$ 10.022,06 R$ 9.317,30 R$ 12.955,34 96 R$ 7.732,83 R$ 7.184,82 R$ 10.107,10 R$ 8.456,11 R$ 7.861,47 R$ 10.931,07 144 R$ 6.463,07 R$ 5.645,58 R$ 6.738,07 R$ 7.038,52 R$ 6.158,86 R$ 7.287,38 145 R$ 6.851,44 R$ 6.031,54 R$ 6.691,60 R$ 7.453,79 R$ 6.572,15 R$ 7.237,12 146 R$ 6.804,51 R$ 5.990,23 R$ 6.645,77 R$ 7.402,74 R$ 6.527,14 R$ 7.187,55 168 R$ 6.287,11 R$ 5.205,80 R$ 5.775,49 R$ 6.833,65 R$ 5.672,39 R$ 6.246,33 169 R$ 6.249,91 R$ 5.856,77 R$ 5.741,31 R$ 6.793,21 R$ 6.373,58 R$ 6.209,37 170 R$ 6.213,15 R$ 5.822,32 R$ 5.707,54 R$ 6.753,25 R$ 6.336,09 R$ 6.172,84 192 R$ 5.828,19 R$ 5.155,18 R$ 5.053,55 R$ 6.329,72 R$ 5.610,08 R$ 5.465,54 240 R$ 5.447,26 R$ 4.637,56 R$ 4.042,84 R$ 5.904,44 R$ 5.038,79 R$ 4.372,43 263 R$ 5.448,27 R$ 4.466,26 R$ 4.656,92 R$ 5.899,51 R$ 4.849,42 R$ 5.127,90 264 R$ 5.427,63 R$ 4.449,34 R$ 4.639,28 R$ 5.877,17 R$ 4.831,05 R$ 5.108,48 265 R$ 5.407,15 R$ 4.665,04 R$ 4.621,78 R$ 5.854,99 R$ 5.062,20 R$ 5.089,20 287 R$ 5.211,40 R$ 4.307,44 R$ 4.267,50 R$ 5.640,51 R$ 4.674,16 R$ 4.699,09 288 R$ 5.193,30 R$ 4.292,48 R$ 4.252,68 R$ 5.620,92 R$ 4.657,93 R$ 4.682,77 289 R$ 5.392,55 R$ 4.490,82 R$ 4.237,96 R$ 5.834,18 R$ 4.870,48 R$ 4.666,57 336 R$ 5.925,89 R$ 4.046,00 R$ 3.645,15 R$ 6.395,74 R$ 4.385,88 R$ 4.013,80 384 R$ 5.675,59 R$ 4.000,75 R$ 3.189,51 R$ 6.121,69 R$ 4.333,12 R$ 3.512,08 432 R$ 5.480,92 R$ 3.841,45 R$ 2.835,12 R$ 5.908,54 R$ 4.157,62 R$ 3.121,85 480 R$ 5.325,18 R$ 3.714,02 R$ 2.551,61 R$ 5.738,02 R$ 4.017,22 R$ 2.809,66 528 R$ 5.197,76 R$ 3.711,28 R$ 2.802,17 R$ 5.598,50 R$ 4.012,36 R$ 3.121,55 576 R$ 5.091,57 R$ 3.615,94 R$ 2.568,66 R$ 5.482,24 R$ 3.907,46 R$ 2.861,42 624 R$ 5.001,73 R$ 3.535,26 R$ 2.371,07 R$ 5.383,86 R$ 3.818,71 R$ 2.641,32 672 R$ 5.381,70 R$ 3.466,10 R$ 2.201,71 R$ 5.788,20 R$ 3.742,63 R$ 2.452,65

165
Tabela 34 (Continuação)
R$ 100,00 R$ 400,00
Nº Posicional Celular Linear Posicional Celular Linear
720 R$ 5.284,49 R$ 3.480,63 R$ 2.054,93 R$ 5.682,54 R$ 3.757,37 R$ 2.289,14 768 R$ 5.199,43 R$ 3.423,53 R$ 1.926,49 R$ 5.590,09 R$ 3.694,64 R$ 2.146,07 816 R$ 5.124,38 R$ 3.373,15 R$ 1.813,17 R$ 5.508,52 R$ 3.639,28 R$ 2.019,83 864 R$ 5.057,67 R$ 3.390,42 R$ 1.712,44 R$ 5.436,01 R$ 3.657,31 R$ 1.907,62 912 R$ 4.997,97 R$ 3.347,09 R$ 1.622,31 R$ 5.371,13 R$ 3.609,75 R$ 1.807,22 960 R$ 4.944,25 R$ 3.308,09 R$ 1.541,20 R$ 5.312,74 R$ 3.566,94 R$ 1.716,85
Fonte: O autor.
Tabela 35 – Custos da análise para R$ 500,00 e 600,00
R$ 500,00 R$ 600,00
Nº Posicional Celular Linear Posicional Celular Linear
48 R$ 13.097,82 R$ 13.358,25 R$ 22.411,46 R$ 13.486,74 R$ 13.747,18 R$ 22.960,77 64 R$ 10.897,51 R$ 11.074,61 R$ 16.808,59 R$ 11.212,52 R$ 11.389,62 R$ 17.220,58 65 R$ 11.787,48 R$ 10.904,23 R$ 16.550,00 R$ 12.120,60 R$ 11.214,40 R$ 16.955,64 66 R$ 11.608,88 R$ 10.739,02 R$ 16.299,24 R$ 11.936,96 R$ 11.044,48 R$ 16.698,74 67 R$ 11.435,62 R$ 10.578,73 R$ 16.055,97 R$ 11.758,79 R$ 10.879,64 R$ 16.449,51 68 R$ 11.267,44 R$ 10.423,16 R$ 15.819,85 R$ 11.585,87 R$ 10.719,64 R$ 16.207,60 69 R$ 11.104,15 R$ 10.272,10 R$ 15.590,58 R$ 11.417,96 R$ 10.564,29 R$ 15.972,71 70 R$ 10.945,52 R$ 10.125,36 R$ 15.367,86 R$ 11.254,84 R$ 10.413,37 R$ 15.744,53 71 R$ 10.791,36 R$ 9.982,75 R$ 15.151,41 R$ 11.096,32 R$ 10.266,70 R$ 15.522,77 72 R$ 10.641,48 R$ 9.844,10 R$ 14.940,97 R$ 10.942,21 R$ 10.124,11 R$ 15.307,18 73 R$ 10.495,70 R$ 10.634,99 R$ 14.736,30 R$ 10.792,32 R$ 10.931,60 R$ 15.097,49 74 R$ 10.353,87 R$ 10.491,27 R$ 14.537,16 R$ 10.646,47 R$ 10.783,88 R$ 14.893,47 75 R$ 10.215,82 R$ 10.351,39 R$ 14.343,33 R$ 10.504,52 R$ 10.640,09 R$ 14.694,89 76 R$ 10.081,40 R$ 10.215,19 R$ 14.154,60 R$ 10.366,30 R$ 10.500,09 R$ 14.501,54 77 R$ 9.950,47 R$ 10.082,52 R$ 13.970,78 R$ 10.231,68 R$ 10.363,73 R$ 14.313,21 78 R$ 9.822,90 R$ 9.953,26 R$ 13.791,67 R$ 10.100,50 R$ 10.230,86 R$ 14.129,70 79 R$ 9.698,56 R$ 9.827,27 R$ 13.617,09 R$ 9.972,65 R$ 10.101,36 R$ 13.950,85 80 R$ 9.577,33 R$ 9.704,43 R$ 13.446,87 R$ 9.847,99 R$ 9.975,09 R$ 13.776,46 81 R$ 10.307,80 R$ 9.584,62 R$ 13.280,86 R$ 10.593,54 R$ 9.851,94 R$ 13.606,38 96 R$ 8.697,21 R$ 8.087,02 R$ 11.205,73 R$ 8.938,30 R$ 8.312,57 R$ 11.480,38 144 R$ 7.230,33 R$ 6.329,95 R$ 7.470,49 R$ 7.422,15 R$ 6.501,04 R$ 7.653,59 145 R$ 7.654,58 R$ 6.752,35 R$ 7.418,96 R$ 7.855,36 R$ 6.932,56 R$ 7.600,81 146 R$ 7.602,15 R$ 6.706,11 R$ 7.368,15 R$ 7.801,56 R$ 6.885,07 R$ 7.548,75 168 R$ 7.015,83 R$ 5.827,93 R$ 6.403,27 R$ 7.198,01 R$ 5.983,46 R$ 6.560,22 169 R$ 6.974,31 R$ 6.545,86 R$ 6.365,38 R$ 7.155,41 R$ 6.718,13 R$ 6.521,40 170 R$ 6.933,29 R$ 6.507,35 R$ 6.327,94 R$ 7.113,32 R$ 6.678,61 R$ 6.483,04 192 R$ 6.496,90 R$ 5.761,72 R$ 5.602,86 R$ 6.664,08 R$ 5.913,35 R$ 5.740,19 240 R$ 6.056,84 R$ 5.172,53 R$ 4.482,29 R$ 6.209,23 R$ 5.306,27 R$ 4.592,15 263 R$ 6.049,93 R$ 4.977,14 R$ 5.284,89 R$ 6.200,35 R$ 5.104,86 R$ 5.441,89 264 R$ 6.027,01 R$ 4.958,28 R$ 5.264,88 R$ 6.176,86 R$ 5.085,52 R$ 5.421,27

166
Tabela 35 (Continuação)
R$ 500,00 R$ 600,00
Nº Posicional Celular Linear Posicional Celular Linear
265 R$ 6.004,27 R$ 5.194,59 R$ 5.245,01 R$ 6.153,55 R$ 5.326,97 R$ 5.400,82 287 R$ 5.783,54 R$ 4.796,40 R$ 4.842,95 R$ 5.926,58 R$ 4.918,64 R$ 4.986,82 288 R$ 5.763,46 R$ 4.779,74 R$ 4.826,14 R$ 5.906,00 R$ 4.901,56 R$ 4.969,50 289 R$ 5.981,39 R$ 4.997,04 R$ 4.809,44 R$ 6.128,60 R$ 5.123,60 R$ 4.952,30 336 R$ 6.552,36 R$ 4.499,18 R$ 4.136,69 R$ 6.708,98 R$ 4.612,47 R$ 4.259,57 384 R$ 6.270,39 R$ 4.443,91 R$ 3.619,60 R$ 6.419,09 R$ 4.554,70 R$ 3.727,13 432 R$ 6.051,08 R$ 4.263,01 R$ 3.217,42 R$ 6.193,62 R$ 4.368,40 R$ 3.313,00 480 R$ 5.875,63 R$ 4.118,29 R$ 2.895,68 R$ 6.013,24 R$ 4.219,35 R$ 2.981,70 528 R$ 5.732,08 R$ 4.112,72 R$ 3.228,01 R$ 5.865,66 R$ 4.213,07 R$ 3.334,47 576 R$ 5.612,46 R$ 4.004,64 R$ 2.959,01 R$ 5.742,68 R$ 4.101,82 R$ 3.056,60 624 R$ 5.511,24 R$ 3.913,19 R$ 2.731,40 R$ 5.638,61 R$ 4.007,67 R$ 2.821,48 672 R$ 5.923,70 R$ 3.834,80 R$ 2.536,30 R$ 6.059,20 R$ 3.926,98 R$ 2.619,94 720 R$ 5.815,23 R$ 3.849,62 R$ 2.367,21 R$ 5.947,91 R$ 3.941,87 R$ 2.445,28 768 R$ 5.720,31 R$ 3.785,01 R$ 2.219,26 R$ 5.850,53 R$ 3.875,37 R$ 2.292,45 816 R$ 5.636,56 R$ 3.727,99 R$ 2.088,72 R$ 5.764,61 R$ 3.816,70 R$ 2.157,60 864 R$ 5.562,12 R$ 3.746,27 R$ 1.972,68 R$ 5.688,23 R$ 3.835,24 R$ 2.037,73 912 R$ 5.495,51 R$ 3.697,30 R$ 1.868,85 R$ 5.619,90 R$ 3.784,85 R$ 1.930,49 960 R$ 5.435,57 R$ 3.653,22 R$ 1.775,41 R$ 5.558,40 R$ 3.739,51 R$ 1.833,96
Fonte: O autor.
Tabela 36 – Custos da análise para R$ 1000,00
R$ 1000,00
Nº Posicional Celular Linear
48 R$ 15.042,27 R$ 15.302,71 R$ 25.157,78 64 R$ 12.472,42 R$ 12.649,52 R$ 18.868,33 65 R$ 13.452,93 R$ 12.454,91 R$ 18.578,05 66 R$ 13.249,10 R$ 12.266,20 R$ 18.296,57 67 R$ 13.051,35 R$ 12.083,13 R$ 18.023,48 68 R$ 12.859,42 R$ 11.905,43 R$ 17.758,43 69 R$ 12.673,05 R$ 11.732,89 R$ 17.501,06 70 R$ 12.492,01 R$ 11.565,28 R$ 17.251,05 71 R$ 12.316,07 R$ 11.402,39 R$ 17.008,08 72 R$ 12.145,01 R$ 11.244,02 R$ 16.771,85 73 R$ 11.978,64 R$ 12.117,93 R$ 16.542,10 74 R$ 11.816,77 R$ 11.954,17 R$ 16.318,56 75 R$ 11.659,21 R$ 11.794,78 R$ 16.100,98 76 R$ 11.505,80 R$ 11.639,59 R$ 15.889,12 77 R$ 11.356,37 R$ 11.488,43 R$ 15.682,77 78 R$ 11.210,78 R$ 11.341,14 R$ 15.481,71 79 R$ 11.068,87 R$ 11.197,58 R$ 15.285,74 80 R$ 10.930,51 R$ 11.057,61 R$ 15.094,67 81 R$ 11.736,38 R$ 10.921,10 R$ 14.908,31 96 R$ 9.902,57 R$ 9.214,67 R$ 12.578,89

167
Tabela 36 (Continuação)
R$ 1000,00
Nº Posicional Celular Linear
144 R$ 8.189,33 R$ 7.185,33 R$ 8.385,93 145 R$ 8.658,41 R$ 7.653,29 R$ 8.328,09 146 R$ 8.599,11 R$ 7.600,87 R$ 8.271,05 168 R$ 7.926,64 R$ 6.605,52 R$ 7.187,94 169 R$ 7.879,74 R$ 7.407,13 R$ 7.145,40 170 R$ 7.833,39 R$ 7.363,56 R$ 7.103,37 192 R$ 7.332,72 R$ 6.519,82 R$ 6.289,44 240 R$ 6.818,74 R$ 5.841,19 R$ 5.031,56 263 R$ 6.801,94 R$ 5.615,68 R$ 6.069,79 264 R$ 6.776,18 R$ 5.594,41 R$ 6.046,80 265 R$ 6.750,60 R$ 5.856,47 R$ 6.023,98 287 R$ 6.498,66 R$ 5.407,54 R$ 5.562,21 288 R$ 6.476,10 R$ 5.388,76 R$ 5.542,90 289 R$ 6.717,38 R$ 5.629,77 R$ 5.523,72 336 R$ 7.335,38 R$ 5.065,60 R$ 4.751,05 384 R$ 7.013,82 R$ 4.997,81 R$ 4.157,17 432 R$ 6.763,71 R$ 4.789,91 R$ 3.695,26 480 R$ 6.563,63 R$ 4.623,58 R$ 3.325,74 528 R$ 6.399,92 R$ 4.614,46 R$ 3.760,27 576 R$ 6.263,50 R$ 4.490,48 R$ 3.446,91 624 R$ 6.148,07 R$ 4.385,57 R$ 3.181,77 672 R$ 6.601,14 R$ 4.295,64 R$ 2.954,50 720 R$ 6.478,59 R$ 4.310,82 R$ 2.757,53 768 R$ 6.371,36 R$ 4.236,81 R$ 2.585,18 816 R$ 6.276,74 R$ 4.171,51 R$ 2.433,12 864 R$ 6.192,63 R$ 4.191,05 R$ 2.297,94 912 R$ 6.117,38 R$ 4.135,03 R$ 2.177,00 960 R$ 6.049,66 R$ 4.084,61 R$ 2.068,15
Fonte: O autor.