Embed Size (px)
Citation preview

Universidade Tecnológica Federal do
Paraná
Departamento Acadêmico de Mecânica
Coordenação de Estágio
Relatório Final de Estágio – Engenharia Mecânica
Manutenção/Projetos BRF
Banca: Alexandre de Castro Alves
Eliane Pietrovski
Felipe Barreto Campelo Cruz
Realizado por:
David Milléo da Silva
936537
Ponta Grossa, 21 de fevereiro de 2013
1. TERMO DE APROVAÇÃO
do
ESTÁGIO CURRICULAR OBRIGATÓRIO
por
David Milléo da Silva
A Defesa Final desse Estágio Curricular Obrigatório foi realizada em 21 de
fevereiro de 2013 como requisito parcial para a obtenção do título de Bacharel em
Engenharia Mecânica. O candidato foi arguido pela Banca Examinadora composta
pelos professores abaixo assinados. Após deliberação, a Banca Examinadora
considerou o estágio aprovado.
__________________________________
Prof. M. Alexandre de Castro Alves Prof. Orientador
____________________________________ Prof. Dr. Eng. Felipe Barreto Campelo Cruz
Coordenador de Estágios dos Cursos de Engenharia Mecânica e de Engenharia de
Produção Mecânica
___________________________________
Prof.a M. Eliane Fernandes Pietrovski
Membro Titular
____________________________________ Prof. Dr. Thiago Antonini Alves
Coordenador do Curso de Engenharia Mecânica UTFPR/Campus Ponta Grossa
Ministério da Educação
Universidade Tecnológica Federal do Paraná Campus Ponta Grossa
Coordenação de Engenharia Mecânica
- O Termo de Aprovação assinado encontra-se na Coordenação do Curso -
LISTA DE FIGURAS
Figura 1- Calha de cestas antes da melhoria .................................................................... 12
Figura 2- Calha de cestas após a melhoria ....................................................................... 13

2
SUMÁRIO
1. IDENTIFICAÇÃO ......................................................................................... 5
1.1 DO ALUNO .................................................................................................... 5
1.2 DA EMPRESA ............................................................................................... 5
1.3 DO SUPERVISOR DE ESTÁGIO ................................................................... 5
1.4 DO ESTÁGIO ................................................................................................ 6
2. RESPONSABILIDADE PELAS INFORMAÇÕES .......................................... 7
3. DESCRIÇÃO DA EMPRESA ......................................................................... 9
4. LOCAL DE TRABALHO ............................................................................... 9
5. ATIVIDADES DESENVOLVIDAS NO ESTÁGIO ......................................... 10
5.1 LEVANTAMENTO DA REDE DE VÁCUO ................................................... 10
5.2 MAPEAMENTO DA REDE DE VAPOR ........................................................ 10
5.3 AUXÍLIO NAS TROCAS DAS EVISCERADORAS ....................................... 11
5.4 MELHORIAS DENTRO DA EMPRESA ........................................................ 11
5.5 REUTILIZAÇÃO DE ÁGUA DO CHILLER E PRÉ CHILLER ..................... 14
6. DIFICULDADES ENCONTRADAS ............................................................... 14
7. INTERAÇÃO COM O CURSO ...................................................................... 15
8. RESULTADOS ............................................................................................... 15
9. CONCLUSÃO ................................................................................................ 15

5
1. IDENTIFICAÇÃO
1.1 Do aluno
Nome: David Milléo da Silva Código: 936537
Curso: Engenharia Mecânica Período: 8°
Data de Nascimento: 13/fevereiro/1988
CPF: 066.366.729-19 RG: 9.335.952-6
Endereço: Rua Horácio Antunes Mendes Bairro: Jardim Carvalho
CEP: 84.015-901 Cidade: Ponta Grossa Estado: Paraná
E-mail: [email protected]
Telefones para contato: Celular (42) 99132597
1.2 Da empresa
Razão Social: BRASIL FOODS S.A.
CNPJ: 018.387.230/0116-76
Ramo de Atividade: Fabricação de alimentos
Endereço: Avenida dos Pioneiros, nº 2510
CEP: 84145-000 Cidade: Carambeí Estado: Paraná
Telefone: (42) 3231-8163
1.3 Do supervisor de estágio
Nome: Wagner Tragancin
Cargo Ocupado na Empresa: Engenheiro Mecânico do setor de projetos
Telefone para Contato: Comercial (042) 3231-8134
6
1.4 Do estágio
Dados do Contrato do Estágio
Número do termo de compromisso: 733/2012
Data de Início: 15 de março de 2012
Data do Término: 21 de novembro de 2012
Horário de Trabalho: das 07:30 às 14:30 com 1 hora de intervalo
Professor Orientador: Alexandre de Castro Alves
Coordenador de Estágios: Felipe Barreto Campelo Cruz
Coordenador do Curso: Thiago Antonini Alves
7
2. RESPONSABILIDADE PELAS INFORMAÇÕES
Aluno:
Eu, David Milléo da Silva, estudante do Curso Superior de Engenharia Mecânica na
Universidade Tecnológica Federal do Paraná – Campus Ponta Grossa, sob número de
matrícula 936537, portador do RG nº. 9.335.952-6, declaro estar ciente da veracidade das
informações contidas neste relatório referente às atividades de estágio desenvolvidas na
empresa BRASIL FOODS S.A., UNIDADE DE CARAMBEÍ-PR.
________________________________
David Milléo da Silva

8
Supervisor:
Eu, Wagner Tragancin, engenheiro da BRASIL FOODS S.A., onde ocupo o cargo de
Engenheiro Mecânico do setor de projetos, supervisor do estagiário David Milléo da Silva,
afirmo que todas as informações contidas neste relatório são verdadeiras e responsabilizo-me
pelas mesmas.
____________________________
Wagner Tragancin
Engº Mecânico/Projetos
9
3. DESCRIÇÃO DA EMPRESA
A BRF Brasil Foods (atual razão social da Perdigão) foi criada a partir da associação
entre Perdigão e Sadia, anunciada em maio de 2009. A empresa nasceu como um dos maiores
players globais do setor alimentício, reforçando a posição do país como potência no
agronegócio.
A BRF fechou 2010 como a terceira maior exportadora do país. Considerados os
números apurados no balanço do ano, calcula-se que a empresa participa com pouco mais de
20% no saldo da balança comercial brasileira, que soma US$ 20,3 bilhões, confirmando sua
vocação de grande geradora de divisas para o país.
Com faturamento líquido de R$ 23 bilhões, registrado em 2010, a BRF é uma das
maiores exportadoras mundiais de aves e a maior empresa global de proteínas em valor de
mercado. No Brasil, está entre as principais empregadoras privadas, com 113 mil
funcionários.
O processo de fusão avança dentro dos parâmetros estabelecidos no Apro (Acordo de
Preservação de Reversibilidade da Operação), firmado pelas duas empresas com o CADE. A
partir das flexibilizações liberadas, já foram implantadas a gestão conjunta da área financeira,
a coordenação das atividades das duas empresas no mercado externo e também a política de
comercialização de produtos in natura.
A integração das demais áreas depende da aprovação do órgão. Até a decisão do CADE,
cada empresa terá sua administração independente, exceto nas funções citadas.
4. LOCAL DE TRABALHO
A Brasil Foods de Carambeí, que é uma das maiores unidades da empresa, é dividida
em dois setores, setor de Lácteos e de Carnes, sendo carnes subdividido em outros dois
setores, aves e suínos.
O setor de aves onde são abatidos uma média de 500.000 frangos por dia, gerando em
torno de 500 toneladas diariamente, onde deste total, 98% é mercado externo, tendo como
principais mercados o Oriente Médio, Europa, África e Américas. Os 2% restante é matéria
prima e Mercado Interno e a manutenção como o setor de projetos tem função de melhorar
cada vez mais esses processos para que a produção seja cada vez mais sustentável e maior,
sempre com qualidade.
No setor suínos são abatidos aproximadamente 2.000 suínos por dia, gerando em torno
de 200 toneladas diariamente, onde deste total, 75% é mercado externo, tendo como
principais mercados, Eurásia e Extremo Oriente. Os 25% restante é matéria prima e mercado
interno.
Dentro do setor de projetos exercia algumas funções como abrir requisições de compra
para a realização de serviços e solicitação de compra de material através do SAP.
Acompanhava a execução de obras dentro da planta desde a realização de memoriais
descritivos para serviços a serem orçados pelos terceiros oferecendo suporte técnico nas
montagens. Algumas das atividades desenvolvidas são listadas a seguir.
10
5. ATIVIDADES DESENVOLVIDAS NO ESTÁGIO
5.1 Levantamento da rede de vácuo
Através de uma proposta de mudança sugerida pela supervisão de manutenção da área
de carnes da Brasil Foods e instruída pelo supervisor de estágio Wagner Tragancin, foi
trabalhado em primeira instância um mapeamento da rede de vácuo das quatro linhas de
produção de frango. A partir disso alguns dados foram levantados para redimensionamento
como: tipo das bombas, quantidade de curvas e tipos de curvas das bombas até o ciclone e do
ciclone até os pontos de sucção, metragem da linha até o ciclone e após o mesmo chegando
nos pontos de sucção, diâmetro de vários pontos da tubulação, quantidade de pontos de
sucção e seus respectivos diâmetros.
A quantidade de produtos em quilogramas por hora transportados pelo sistema de vácuo
nas quatro linhas foi estimada, sendo eles resíduos de frango como cloaca, pescoço, pulmão
que serão transportados para a central de resíduos e encaminhados a FOCAM e serem
transformados em ração. A empresa FOCAM é uma indústria situada próxima a Brasil Foods
que compra os resíduos dos frangos, processando-os e fabricando ração.
A partir dos dados levantados os mesmos foram levados para o fornecedor responsável
pela troca das bombas e adequação da linha em sua totalidade. As bombas serão trocadas por
bombas de lóbulo que não necessitam de água de selagem para trabalho e produzem menos
poluição sonora, que prejudica a saúde dos manutentores do setor, afetando em vários índices
do sistema SSMA da empresa.
Vários estudos foram feitos e como qualquer projeto que envolve uma certa quantidade
alta de investimentos são analisados por um grupo de Engenharia da central da empresa para
que um relatório seja gerado e o projeto seja aprovado junto a gerência industrial superior.
Até o instante do desligamento da minha pessoa da empresa o projeto ainda não havia sido
aprovado pelo alto grau de hierarquia e consequentemente os processos burocráticos que
envolvem aprovação do projeto.
Afins de conhecimento o sistema SSMA, o qual a sigla significa Segurança, Saúde e
Meio Ambiente é um sistema implantado há pouco tempo na empresa para melhorar a
qualidade de vida dos trabalhadores diretos ou indiretos (terceirizados) no quesito segurança e
saúde e também priorizando o meio ambiente quanto aos resíduos gerados como toda e
qualquer indústria.
5.2 Mapeamento da rede de vapor
O mapeamento da rede de vapor da fábrica surgiu para a realização de uma auditoria
que iria ser realizada em questionamentos ao sistema de meio ambiente e recuperação de
energias dentro da empresa.
O primeiro passo foi ir a campo e analisar o sistema como um todo para junto com o
supervisor do setor e fechar uma proposta do que seria necessário conter no mapeamento da
rede de vapor. No mapeamento deveria conter todos os pontos da rede que não estivessem

11
isolados termicamente ou que o isolamento estivesse em más condições de preservação
prejudicando na eficiência e na segurança dos trabalhadores, podendo causar risco de
queimaduras se caso elas fossem tocadas por algum descuido. Deveria conter todos os tipos
de válvulas, suas localizações no espaço e também as suas condições de uso. O diâmetro de
todos os pontos da tubulação e suas variações levantadas para um futuro cálculo de perda de
carga
O levantamento foi iniciado pela distribuição de vapor vindo das três caldeiras
existentes que realizam o fornecimento para as plantas de lácteos e de carnes. Duas das
caldeiras fornecem vapor para a planta de lácteos pelo fato da demanda de vapor ser maior
que a planta de carnes e uma terceira realiza o fornecimento para a planta de carnes. A partir
desse ponto utilizando papéis impressos em escala isométrica para a realização de um
mapeamento em três dimensões da rede de vapor.
O estudo seguiu durante uma semana em campo para depois ser executado em
plataforma de desenho. Após o desenho executado o estudo tornou-se de enorme importância
para que se exista um controle da situação atual e que sejam feitas as melhorias cabíveis ao
processo de segurança dentro da empresa.
5.3 Auxílio nas trocas das evisceradoras
As evisceradoras são responsáveis pela retirada de alguma parte das vísceras do frango
como pulmão, moela, intestino, coração, entre outros. Ela realiza a extração e o “pacote”,
como é chamado todas essas vísceras, continuando vinculada ao frango na parte de fora até a
chegada aos trabalhadores da linha. Os colaboradores fazem a retirada e separam as partes que
são reaproveitadas para a venda e outras partes que são encaminhadas pela rede de vácuo
sendo destinadas à central de resíduos.
Algumas outras plantas de outras cidades como a que fica situada na cidade de Toledo
efetuaram a troca dessas evisceradoras melhorando o processo, automatizando uma parte do
mesmo de acordo com um projeto muito grande dentro da companhia BRF denominado
Automatiza. As novas evisceradoras da marca Stork fazem a retirada do “pacote” do frango
fazendo por si a separação do mesmo sem que seja necessário a intervenção dos trabalhadores
da linha. As vísceras são separadas em uma nórea paralela a do frango e ao final são
destinadas a classificação de suas partes.
A participação dentro desse projeto foi o auxílio na plataforma de desenho para a
alocação das evisceradoras e no melhor layout de produção dentro do espaço destinado para
as mesmas, sendo sempre levado em conta a saúde e a segurança dos trabalhadores da
empresa. Até o momento do desligamento da empresa as evisceradoras ainda não haviam sido
trocadas pelo alto grau de complexidade que envolve esse projeto por estar diretamente
envolvido com o fluxo de produção que deve ser melhor que o processo anterior.
5.4 Melhorias dentro da empresa
Algumas melhorias são propostas por notas abertas por trabalhadores que estão em
contato direto com a produção através do SAP. Essas notas são analisadas e entram como
12
objetivo de análise por parte da área de manutenção, bem como o setor de projetos. As
melhorias entram em discussão através de uma reunião com o responsável de área da
produção e os responsáveis pela manutenção, fazendo assim que seja dado um veredito de
necessidade da melhoria e também uma certa prioridade para essa melhoria proposta pelas
notas abertas. Para cada tipo de nota é dado uma prioridade diferente e um prazo para ser
executada, sempre de acordo com a produção, pois a maioria delas necessita que a produção
esteja parada pelo fato de ser uma das regras de ouro da empresa intervir em mecanismos em
movimento.
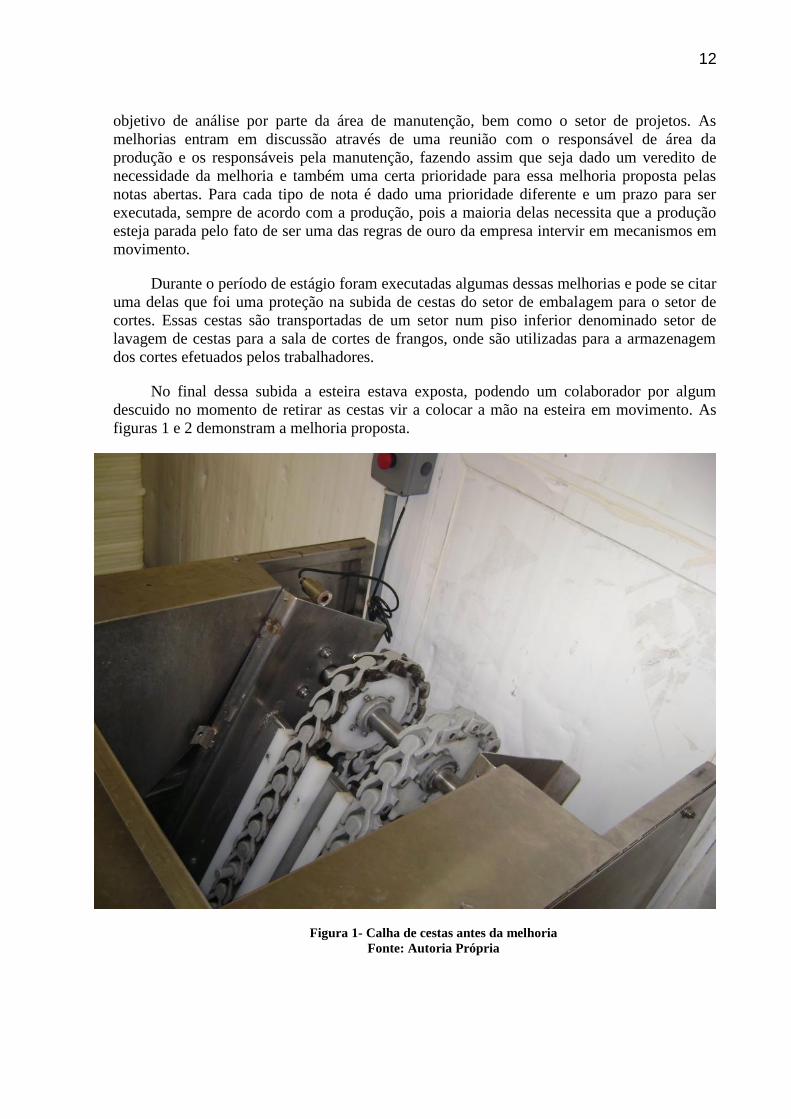
Durante o período de estágio foram executadas algumas dessas melhorias e pode se citar
uma delas que foi uma proteção na subida de cestas do setor de embalagem para o setor de
cortes. Essas cestas são transportadas de um setor num piso inferior denominado setor de
lavagem de cestas para a sala de cortes de frangos, onde são utilizadas para a armazenagem
dos cortes efetuados pelos trabalhadores.
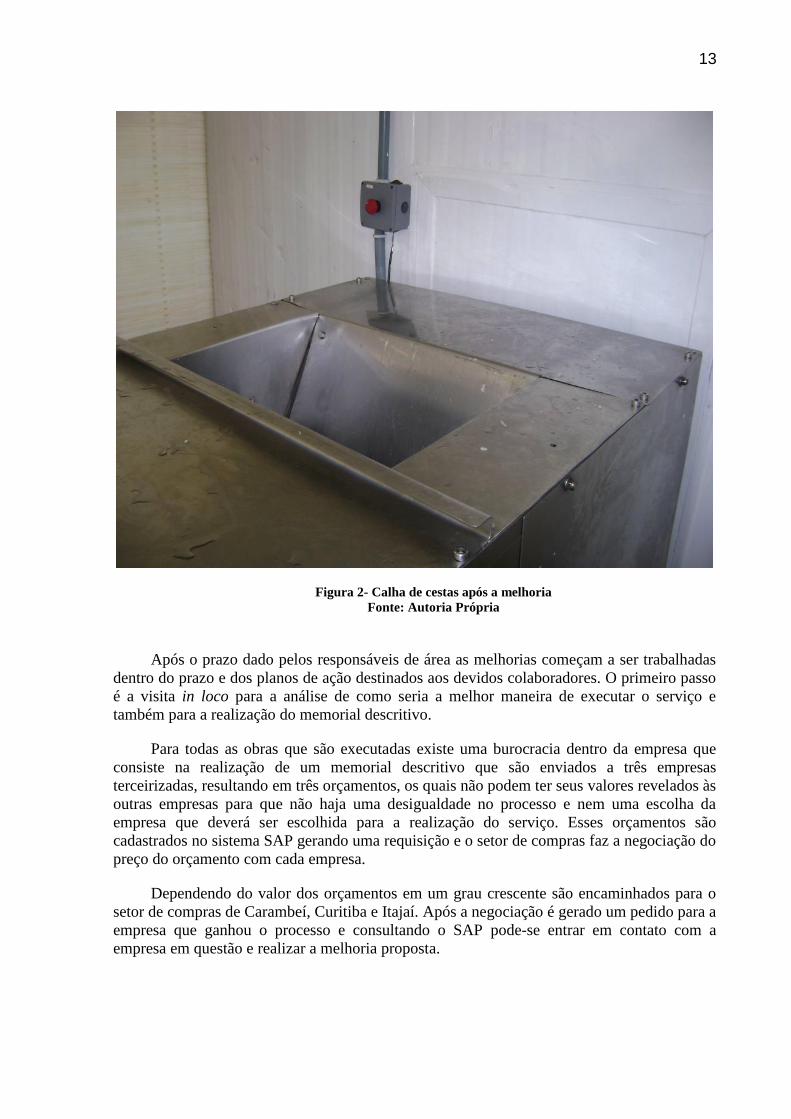
No final dessa subida a esteira estava exposta, podendo um colaborador por algum
descuido no momento de retirar as cestas vir a colocar a mão na esteira em movimento. As
figuras 1 e 2 demonstram a melhoria proposta.
Figura 1- Calha de cestas antes da melhoria
Fonte: Autoria Própria
13
Figura 2- Calha de cestas após a melhoria
Fonte: Autoria Própria
Após o prazo dado pelos responsáveis de área as melhorias começam a ser trabalhadas
dentro do prazo e dos planos de ação destinados aos devidos colaboradores. O primeiro passo
é a visita in loco para a análise de como seria a melhor maneira de executar o serviço e
também para a realização do memorial descritivo.
Para todas as obras que são executadas existe uma burocracia dentro da empresa que
consiste na realização de um memorial descritivo que são enviados a três empresas
terceirizadas, resultando em três orçamentos, os quais não podem ter seus valores revelados às
outras empresas para que não haja uma desigualdade no processo e nem uma escolha da
empresa que deverá ser escolhida para a realização do serviço. Esses orçamentos são
cadastrados no sistema SAP gerando uma requisição e o setor de compras faz a negociação do
preço do orçamento com cada empresa.
Dependendo do valor dos orçamentos em um grau crescente são encaminhados para o
setor de compras de Carambeí, Curitiba e Itajaí. Após a negociação é gerado um pedido para a
empresa que ganhou o processo e consultando o SAP pode-se entrar em contato com a
empresa em questão e realizar a melhoria proposta.
14
5.5 Reutilização de água do chiller e pré chiller
O pré-chiller e o chiller consiste num sistema onde através de dois tanques, um de água
resfriada por gelo e outro água a temperatura ambiente, os frangos recebem uma quantidade
de água que incorpora aos seus poros ajudando na melhor conservação de sua carne.
Por questão de higiene a água do sistema não é reaproveitada para a linha limpa de
produção, fazendo com que a mesma não seja reaproveitada para nenhuma área da planta.
Com o projeto de reutilização da água do sistema ela seria reaproveitada para algumas áreas
da produção em que pós aprovada pela inspeção federal não iria interferir na qualidade do
produto final em relação a sua higienização, liberando o mesmo para comércio.
Algumas dos locais a ser utilizada essa água de reaproveitamento seriam: calha pós
transpasse, calha de separação de gordura, calha saída de evisceradoras, calha entre abridora e
evisceradoras, calha entre extratora de cloaca e abridora, calha IF, calha DIF, calha da
máquina extratora de papo traqueia, calha entre máquina de papo traqueia e quebradora de
pescoço, calha entre quebradora de pescoço e PCC 1B, calha PCC 1B e calha de
monitoramento PCC 1B. Esses locais pré-determinados pela supervisão de produção e pela
supervisão de meio ambiente e eficiência energética utilizavam água da rede para a
higienização dos equipamentos fazendo com que o consumo de água fosse expressivo.
Uma medição de consumo realizada na saída destes locais revelou que o consumo total
de água foi de aproximadamente 11 m3/h. O sistema de reaproveitamento iria suprir com
sobras o que é utilizado atualmente, e é composto por duas peneiras rotativas que fariam a
filtragem do líquido de saída do pré-chiller e chiller e após isso a água filtrada iria para um
tanque de armazenamento e depois para uma linha separada da água da rede abastecendo
todos os locais pré-determinados.
O trabalho destinado a mim seria dimensionar uma tubulação que atendesse a vazão
requerida pelo sistema, bem como válvulas e o sistema de armazenamento da água. Após o
levantamento de sistema feito juntamente com a equipe do projeto um orçamento do que seria
gasto para a fabricação de todo o projeto foi realizado afim da montagem de uma proposta de
projeto para ser enviada à gerência e assim após algum tempo ser aprovada através do sistema
burocrático da empresa e executada na planta de produção.
6. DIFICULDADES ENCONTRADAS
Algumas das dificuldades encontradas foram: o nível de hierarquia para execução de
alguns serviços, solicitação de ordens de serviços para terceiros e solicitação de material ao
departamento de materiais e suprimentos. As solicitações em algumas ordens de
investimentos ou centros de custos, somente os supervisores do setor de projetos ou de
manutenção poderiam assinar, ocasionando uma inviabilidade no andamento do processo.
Outra dificuldade é o sistema burocrático envolvendo grandes projetos dentro da
empresa, onde estão envolvidas as opiniões de muitas pessoas até que o projeto seja
executado, dificultando pelo tempo realizado de estágio que um estagiário acompanhe até o
final que seria a parte da execução do projeto. Vários projetos puderam ser iniciados durante o

15
período de estágio, porém pelo fato do tempo até a execução dos mesmos não foi possível o
acompanhamento total.
7. INTERAÇÃO COM O CURSO
Durante o período de estágio obtém-se contato com máquinas, observação e análise
processos, seus resultados e influências. Essas atividades englobam os conhecimentos da área
de processos da engenharia mecânica, bem como com políticas e ferramentas de qualidade e
gestão da manutenção.
Existiu também o conhecimento na área de elementos de máquinas e suas normas para o
projeto de sistemas envolvendo um fator de vida e resistência dos materiais propostos para a
fabricação. A disciplina de mecânica dos sólidos é indispensável no projeto de estruturas
como as plataformas e estruturas metálicas diversas.
8. RESULTADOS
Na área de projetos da manutenção foi possível ter uma visão ampla da maneira como
se inicia um projeto, analisando algumas variáveis para que o projeto seja bem sucedido
futuramente. Pode se ter um desenvolvimento na área de relacionamento interpessoal pelo
fato de estar constantemente em contato com muitas pessoas que estão envolvidas no mesmo
processo.
Ao final do período de estágio pode se ter certeza que várias opiniões foram aceitas
pelos supervisores pela visão ampla que uma universidade como a UTFPR nos proporciona.
Algumas melhorias foram executadas auxiliando no processo produtivo dentro da empresa
contribuindo para o maior lucro da mesma e bem estar dos colaboradores.
9. CONCLUSÃO
Trabalhar na Brasil Foods BRF foi de grande importância para minha pessoa, por ser
uma grande empresa de nível internacional e também pelo fato de conviver com várias
pessoas do ramo em que eu posso atuar. Como estive em contato direto com fornecedores e
trabalhadores de metalúrgicas terceirizadas a oportunidade de aprendizado de várias formas
de fabricação da metalurgia foi de uma grande valia para minha formação profissional.
Em questão a relacionamentos pude descobrir várias maneiras de se relacionar com
todas as pessoas envolvidas com a empresa em prol da mesma.
As oportunidades de acompanhar a produção, e os projetos em seu desenvolvimento
como na sua execução. Passando por todo o processo de um projeto, identificar uma
necessidade, desenvolver um projeto, com desenhos e cálculos, fazer seu orçamento e depois
acompanhar a sua execução.
O contato com as rotinas de manutenção me mostrou como formular estratégias de
atuação para regularização do processo ou funcionamento dos equipamentos e maneiras de
escutar as pessoas que trabalham diretamente juntamente com suas necessidades dentro de

16
suas áreas de atuação, fazendo com que o trabalho se torne cada vez mais rentável para a
empresa e de acordo com a melhor maneira do trabalhador realizar esse serviço.
Sendo assim a experiência do estágio dentro de uma indústria é uma maneira muito
eficiente na formação de um bom profissional no futuro, desde que haja um empenho do
estagiário em querer aprender com todas as suas tarefas executadas.