IV Salão Paulista de Cutelaria
09, 10 e 11 de Novembro de 2012
Palestra:
Aços e Tratamentos Térmicos
Palestrante:
Carmo Roberto Pelliciari de Lima, Dr. Eng.
Sumário:
- 01 – Introdução............................................................................. 02
- 02 – Aços...................................................................................... 03
- 03 – Tratamentos Térmicos......................................................... 09
- 04 – Exemplos de aços usados em cutelaria.............................. 20
1

Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 1
IV Salão Paulista de Cutelaria
09, 10 e 11 de Novembro de 2012
Palestra:
Aços e Tratamentos Térmicos
Parte 01
Introdução
Carmo Roberto Pelliciari de Lima
2
- Esta palestra com o tema de “Aços e Tratamentos
Térmicos” foi apresentada no “IV Salão Paulista de
Cutelaria”.
- O Salão foi realizado nos dias 09, 10 e 11 de
novembro de 2012.
- A palestra foi apresentada no dia 10/11, sábado, das
13h às 17h, com um intervalo de 1 h.
- Uma palestra com o mesmo tema foi apresentada no
III Salão Paulista de Cutelaria, em 2011. Para
apresentação em 2012 o material foi ampliado e
aprimorado.
Carmo Roberto Pelliciari de Lima, Dr. Eng.
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 3
- Sumário
- 01 – Introdução
- 02 – Aços
- 03 – Tratamentos Térmicos
- 04 – Exemplos de aços usados em cutelaria
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 4
- Artigos de cutelaria (facas, espadas, machados, etc.) são
produtos metalúrgicos. Quanto mais o cuteleiro entender
de metalurgia melhores serão seus produtos.
- Um dos objetivos básicos da palestra é apresentar
conceitos básicos de metalurgia e materiais, como por
exemplo dureza, tenacidade, resistência ao desgaste e
efeitos da adição de elementos de liga.
- Outro assunto importante serão os tratamentos térmicos,
em especial a têmpera, que formam uma parte
fundamental da produção de um artigo de cutelaria.
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 5
- Os temas abordados aqui são extensos.
- Dentro do tempo previsto para a palestra (três horas)
pretende-se passar aos participantes uma boa quantidade
de informação mas é importante frisar desde o começo que
cada pessoa deve continuar se informando sobre os
assuntos apresentados.
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 6
- Sugestões são sempre bem-vindas e serão
cuidadosamente analisadas para que se possa melhorar o
material aqui apresentado.
2

IV Salão Paulista de Cutelaria
09, 10 e 11 de Novembro de 2012
Palestra:
Aços e Tratamentos Térmicos
Parte 02
Aços
Carmo Roberto Pelliciari de Lima
comuns
para ferramentas
com usinablilidade
melhorada
carbono
para beneficiamento
para cementação
para nitretação
baixa liga
parra ferramentas
inoxidáveis
alta liga
Aços
nodular
cinzento
branco
vermicular
maleável
Ferros fundidos
Ligas ferrosas
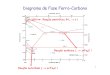
- Os aços são ligas metálicas compostas por ferro (Fe) e carbono (C), com teor de carbono de até 2,11%.
- Apesar dessa definição há outros elementos químicos
nos aços comercialmente disponíveis.
- Fósforo (P) e enxofre (S) são impurezas sempre presentes. Em geral, quanto menor o teor desses
elementos melhor a qualidade do aço.
- Silício (Si) e manganês (Mn), mesmo em pequenas quantidades, conferem melhores propriedades aos
aços. Fazem parte da composição mesmo dos aços
mais simples.
- Existem diferentes classes de aços, determinadas pela composição química. Exemplos:
- Aços carbono
- Aços de baixa liga
- Aços inoxidáveis
- Aços ferramenta
- O elemento de liga que mais influencia as propriedades mecânicas do aço é, de longe, o C.
- Com o aumento do teor de carbono:
- Aumentam:
- Dureza
- Resistência mecânica
- Resistência ao desgaste
- Temperabilidade
- Diminuem:
- Dutilidade
- Soldabilidade
- Conformabilidade
3

Aços carbono
- São compostos por ferro e carbono, com pequenas quantidades de manganês e silício.
- Enxofre e fósforo são impurezas comumente
encontradas.
- Os aços são classificados, segundo os padrões AISI/SAE, por um sistema de quatro dígitos.
- Os aços carbono são os da série 10XX. O teor de C é
dado pelos dois últimos dígitos, que indicam os
centésimos de pontos percentuais de C, em massa.
- Por exemplo:
- O aço AISI/SAE 1020 tem 0,20 % de C
- O aço AISI/SAE 1045 tem 0,45 % de C
- Os aços carbono são relativamente baratos. São os aços usados em maior quantidade.
- Apresentam baixa temperabilidade, o que tem dois
efeitos:
- A profundidade endurecida na têmpera é relativamente pequena, e
- Devem ser temperados através de resfriamento
muito rápido (em água).
Aços de baixa liga
4

- São aços com adições de um ou mais elementos de liga em quantidades que somadas não ultrapassam
5%.
- Os aços carbono comuns apresentam baixa
temperabilidade, ou seja, a profundidade de têmpera é pequena e eles devem ser resfriados de forma muito
brusca (em água).
- O principal efeito da adição de elementos de liga é aumentar a temperabilidade dos aços da baixa liga em
comparação com os aços carbono.
- A temperabilidade mais elevada tem dois efeitos práticos muito importantes:
- Na têmpera, a profundidade em que se consegue
dureza elevada é maior, e
- O resfriamento feito para temperar a peça pode ser menos brusco (na maior parte dos casos pode ser
feito em óleo ao invés de água).
--------0,80,30,80,45140
----0,201,00,30,80,44140
1,80,250,80,30,80,44340
----------------0,80,41040
NiMoCrSiMnC
Composição química - % em massaAço
- O ensaio Jominy é uma das formas de se
avaliar a
temperabilidade dos
aços.
- A curva ao lado mostra
as curvas para 4 tipos
de aço.
- A exemplo dos aços carbono, os aços de baixa liga também são classificados nos padrões AISI/SAE
através de quatro dígitos.
- Os dois primeiros dígitos indicam a classe, a família do
aço (ver slide seguinte).
- Os dois últimos dígitos indicam o teor de carbono.
Ni 1,80, Cr 0,50 ou 0,80, Mo 0,2543XX
Ni 1,55 ou 1,80, Mo 0,20 ou 0,2546XX
Ni 1,05, Cr 0,45, Mo 0,2047XX
Mo 0,2540XX
Cr 0,50 ou 0,95, Mo 0,12 ou 0,2041XX
Ni 3,50 Cr 1,5533XX
Ni 3,50, Mo 0,2548XX
Ni 1,25 Cr 0,6531XX
Ni 5,025XX
Ni 3,523XX
Mn 1,7513XX
12XX
11XX
10XX
Tipo de aço Tipo de aço
Ni 1,00, Cr 0,80, Mo 0,2598XX
Ni 3,25, Cr 1,20, Mo 0,1293XX
Mn 0,85, Si 2,0092XX
Ni 0,55, Cr 0,50 ou 0,65, Mo 0,2087XX
Ni 0,55, Cr 0,50 ou 0,65, Mo 0,2086XX
Cr 0,80 ou 0,95, V 0,10 ou 0,15 min
61XX
Cr 0,80 a 1,0551XX
Cr 0,28 ou 0,4050XX
Aços inoxidáveis
5

- Aços inoxidáveis são ligas à base de ferro, cromo e outros elementos de ligas tais como níquel,
molibdênio, manganês, nióbio, cobre, titânio e outros.
Os elementos de liga são adicionados com os
objetivos de melhorar as propriedades mecânicas e aumentar a resistência à corrosão.
- Esses aços apresentam teores de cromo acima de
12%. Essa quantidade de cromo permite a formação
de um filme de óxido de cromo na superfície do aço. Esse filme permanece bem aderido ao metal base e é
muito resistente à corrosão, conferindo aos aços
inoxidáveis sua principal característica: boa resistência à corrosão em diversos meios.
- Os aços inoxidáveis são classificados em cinco grandes grupos, de acordo com a microestrutura e
com a possibilidade de endurecimento por tratamento
térmico. Esses grupos são:
- aços inoxidáveis austeníticos;
- aços inoxidáveis martensíticos;
- aços inoxidáveis ferríticos;
- aços inoxidáveis duplex;
- aços inoxidáveis endurecíveis por precipitação.
- Falar-se-á aqui apenas dos inoxidáveis martensíticos, que são os usados em cutelaria.
- Esses aços podem ser endurecidos através de têmpera, formando-se então a microestrutura
martensítica que dá nome a esse grupo de aços. São
materiais ferromagnéticos.
- São usados em aplicações que requerem alta dureza, alta resistência mecânica, elevada resistência ao
desgaste e boa retenção de corte, além da resistência
à corrosão.
- Suas aplicações incluem instrumentos cirúrgicos e
dentários, lâminas de facas, eixos, diversas peças de
turbinas hidraúlicas e a vapor, peças de bombas e
válvulas, etc.
Aços inoxidáveis martensíticos
6

Aços ferramenta
- O nome aços ferramenta (ou aços para ferramentas) vem da principal aplicação de um grande grupo de
aços, que é a produção de ferramentas dos mais
diversos tipos.
- Com esses aços são produzidos moldes, matrizes, brocas, fresas, punções, lâminas de corte, etc.
- São materiais caros e utilizados em aplicações que exigem alto desempenho.
- São fabricados através de processos especiais de
produção e controle da qualidade muito rigoroso para
que se possa atender às especificações.
- São produzidos utilizando fornos especiais e
submetidos a inspeções mais rigorosas e mais
freqüentes, entre outras particularidades.
7

- Suas características principais são alta dureza e alta resistência ao desgaste. Alguns desses aços também
apresentam alta dureza a temperaturas elevadas.
- Essas características são obtidas graças a teores
normalmente elevados de carbono e elementos de liga.
- A classificação mais comum dos aços ferramenta envolve três características: composição química,
aplicações e meio de resfriamento em que o aço é
temperado.
- Essa forma de especificação foi criada e aprimorada por produtores, consumidores e sociedades
normativas, representando hoje em dia uma forma
conhecida e prática de classificação dos aços
ferramenta.
W – Aços temperáveis em água (Water)
S– Aços resistentes ao choque (Shock)
Aços rápidosT – Ao TungstênioM – Ao Molibdênio
Aços ferramenta para fins especiaisL – Tipo baixa liga (Low alloy)F – Tipo carbono-tungstênio
P – Aços para moldes
Aços ferramenta para trabalho a quenteH11-H19 – Ao cromoH20-H39 – Ao tungstênio
H40-H59 – Ao molibdênio
Aços ferramenta para trabalho a frioO – Aços temperáveis em óleo (Oil)A – Aços temperáveis ao ar (Air)
D – Aço alto carbono, alto cromo
COMPOSIÇÃO QUÍMICA, EM %
1,005,001,000,40H13
5,006,201,904,250,90M2
0,202,000,201,401,000,45S1
NiCoMoWVCrSiMnCAÇO
8

1Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
IV Salão Paulista de Cutelaria09, 10 e 11 de Novembro de 2012
Palestra: Aços e Tratamentos Térmicos
Parte 03
Tratamentos Térmicos
Carmo Roberto Pelliciari de Lima
2Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Muito da versatilidade dos aços se deve aos tratamentos térmicos. Através do tratamento térmico as propriedades dos aços podem ser controladas e modificadas, privilegiando-se uma ou outra característica.
- Os tratamentos térmicos são operações controladas de aquecimento e resfriamento, realizadas para alterar as propriedades das ligas metálicas.
- Os objetivos dos tratamentos térmicos são basicamente dois:
- Tornar mais fáceis ou mesmo possíveis determinadas etapas do processo produtivo, e/ou
- Melhorar as propriedades do produto final.
3Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Serão apresentados aqui os tratamentos térmicos de:
- Recozimento,
- Normalização,
- Têmpera,
- Revenimento,
- Sub-zero,
- Solubilização, e
- Envelhecimento.
4Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
RECOZIMENTO
5Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Existem três formas básicas de recozimento:
- Recozimento pleno;
- Recozimento subcrítico;
- Esferoidização.
6Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
RECOZIMENTO PLENO
- O objetivo básico do recozimento é diminuir a dureza e elevar a dutilidade do aço.
- No recozimento pleno o aço é austenitizado e resfriado lentamente. O recozimento pleno recristaliza o material, “apagando” o efeito do trabalho mecânico e de tratamentos térmicos anteriores.
- No recozimento pleno são obtidas dureza menor e ductilidade mais elevada que no recozimento subcrítico.
9

7Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 8Carmo Roberto Pelliciari de Lima - IV Salão Paulista de CutelariaColpaert
9Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Colpaert
10Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
RECOZIMENTO SUBCRÍTICO E ALÍVIO DE TENSÕES
- No recozimento subcrítico e no alívio de tensões o aquecimento é feito até uma temperatura abaixo da temperatura de austenitização.
- São realizados para diminuir a dureza e aumentar a ductilidade de materiais encruados ou que passaram por processo que gere tensão residual (ex: soldagem).
- O recozimento pleno é um processo relativamente demorado, fazendo-se sempre que possível o recozimento subcrítico por ser este mais rápido.
11Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A esferoidização é realizada para que se obtenha cementita (carboneto) esferoidal em uma matriz ferrítica. É um tratamento também chamado de coalescimento.
- Há várias formas de obter uma microestrutura esferoidizada, envolvendo aquecimentos acima e/ou abaixo da temperatura de austenitização.
ESFEROIDIZAÇÃO
12Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
10

13Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 14Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A esferoidização é realizada com dois objetivos básicos:
- Conferir maior ductilidade e menor dureza ao material, permitindo assim operações de conformação e usinagem;
- Formar carbonetos que vão ser responsáveis pela retenção do corte e resistência ao desgaste em gumes cortantes e ferramentas.
15Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 16Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Faixa de temperaturas (aproximadas) recomendadas para o recozimento pleno de aços carbono e aços de baixa liga.
17Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Faixa de temperaturas (aproximadas) recomendadas para o recozimento subcrítico de aços carbono e aços de baixa liga.
18Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Faixa de temperaturas (aproximadas) recomendadas para a esferoidização de aços carbono e aços de baixa liga.
11

19Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 20Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
NORMALIZAÇÃO
21Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- É utilizada para:
- homogeneização da composição química, e
- homogeneização e refino da microestrutura.
- Na normalização o aço é completamente austenitizado e em seguida resfriado ao ar.
- É realizada após trabalho mecânico, antes da têmpera, ou em estruturas brutas de fusão.
22Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- O resfriamento mais rápido do que no recozimento pleno dá origem a uma microestrutura mais refinada, com perlita mais fina e menor quantidade de ferrita livre (em aços hipoeutetóides) ou cementita livre (em aços hipereutetóides).
23Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 24Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
12

25Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Faixa de temperaturas (aproximadas) recomendadas para a normalização de aços carbono e aços de baixa liga.
26Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
TÊMPERA
27Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- O objetivo básico da têmpera é a obtenção de elevada dureza e elevada resistência mecânica.
- Na têmpera o aço é completamente austenitizado, sofrendo em seguida resfriamento brusco.
- O resfriamento deve ser suficientemente brusco para se obter a estrutura metaestável martensita. A martenstia é uma fase dura e frágil; para que o aço não fique com baixa tenacidade após a têmpera é necessário fazer revenimento para elevar a tenacidade.
28Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Aços carbono apresentam baixa temperabilidade, portanto precisam ser esfriados muito rapidamente para que se obtenha martensita. Na maioria dos casos se usa água ou até mesmo salmoura.
- Aços mais ligados podem ser resfriados em meios de taxas mais baixas de remoção de calor, tais como óleo ou mesmo ar.
- Alguns aços de elevada temperabilidade podem ser resfriados ao ar calmo.
29Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A dureza da martensita depende do teor de carbono, como pode ser visto na figura ao lado.
- Até aproximadamente 0,6% de C há elevação acentuada na dureza da martensita com o aumento do teor de carbono.
30Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A estrutura da martensita também muda com o teor de carbono. Normalmente se considera:
- de 0 a 0,6% C →→→→ martensita em ripas
- de 0,6 e 1,0% C →→→→ transição
- acima de 1,0% C →→→→ martensita em agulhas
13

31Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 32Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Faixa de temperaturas (aproximadas) recomendadas para a têmpera de aços carbono e aços de baixa liga.
33Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
REVENIMENTO
34Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Por causa da baixa tenacidade da martensita o aço nunca é usado como temperado, devendo passar antes pelo processo de revenimento.
- O revenimento aumenta a tenacidade e diminui a dureza do aço.
- Para se fazer o revenimento o aço é aquecido a uma determinada temperatura e nela mantido por certo tempo, o que causa a precipitação de carbonetos extremamente finos na martensita.
35Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 36Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
14

37Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 38Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Após o revenimento a microestrutura presente é chamada de martensita revenida.
39Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
TRATAMENTO SUB-ZERO
40Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- O tratamento sub-zero é realizado para eliminar a austenita retida presente após a têmpera.
- O aço temperado é resfriado a temperaturas negativas, abaixo da temperatura de final de formação de martensita -Mf.
41Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 42Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- O tratamento sub-zero muitas vezes é realizado após a têmpera, antes dos revenimentos.
- Em alguns casos é recomendado que se faça um alívio de tensões antes do sub-zero.
- Há também recomendações para que se faça o sub-zero depois do primeiro revenimento e antes do segundo.
15

43Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
SOLUBILIZAÇÃO
44Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A solubilização, como o próprio nome diz, é realizada para solubilizar (dissolver) diversos tipos de precipitados; entre esses precipitados estão carbonetos, nitretos, carbonitretos e outras fases.
- A liga é aquecida até a temperatura necessária para a dissolução das fases precipitadas. Em seguida, é resfriada a uma taxa suficiente para evitar nova precipitação.
45Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A solubilização tem dois objetivos básicos:
- Em aços inoxidáveis → é realizada para dissolver carbonetos que favorecem a corrosão intergranular,
- Em ligas endurecíveis por precipitação → é feita para diminuir a dureza e aumentar a ductilidade.
46Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
47Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Quando o objetivo é dissolver carbonetos que diminuem a resistência à corrosão não há tratamento de precipitação após o tratamento de solubilização. A solubilização é o tratamento térmico final.
- Quando se trabalha com uma liga endurecível por precipitação primeiro se faz a solubilização e depois se faz a precipitação.
48Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
PRECIPITAÇÃO (ENVELHECIMENTO)
16

49Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Em ligas endurecíveis por precipitação o principal mecanismo de reforço é a presença de precipitados que causam descontinuidades na estrutura cristalina.
- Esse precipitados dificultam a movimentação das discordâncias, aumentando a dureza e a resistência mecânica, e diminuindo a ductilidade.
50Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- O material anteriormente solubilizado é mantido a uma certa temperatura por determinado tempo. O tempo deves ser suficiente para que haja precipitação de forma controlada das partículas que provocam o endurecimento da liga.
- A precipitação é realizada depois da peça ter sido conformada e/ou usinada. Em muitos casos realiza-se usinagem de acabamento.
51Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A precipitação (envelhecimento) é usada por exemplo em:
- Aços inoxidáveis endurecíveis por precipitação -aços PH (precipitation hardenable);
- Superligas à base de níquel e de cobalto;
- Ligas de alumínio de alta resistência mecânica;
- Ligas Cu-Be e Cu-Cr;
- Ligas de titânio do tipo beta.
52Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
53Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria 54Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Representação dos tratamentos térmicos em curvas IT e CCT
(para completar)
17

55Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Recozimento
56Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Normalização
57Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Têmpera + revenimento(beneficiamento)
58Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Austêmpera é um tratamento isotérmico feita para obtenção de bainita, uma microestrutura de alta dureza e alta tenacidade.
- Em muitos casos é uma alternativa à têmpera+revenimento.
- Depois da austêmpera não se faz revenimento.
Austêmpera
59Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Austêmpera
60Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Quando o aço é temperado há geração de tensão na peça devido a dois fatores principais:
- Tensões devido à mudança rápida da temperatura, muitas vezes chamadas de tensões térmicas;
- Tensões devido às mudanças de fases (as fases possuem diferentes densidades, e as transformações provocam contrações e dilatações)
- As tensões geradas provocam distorção e até mesmo quebras.
- Em aços de teor de liga mais elevado é comum se fazer o tratamento de martêmpera, ou têmpera interrompida, para reduzir a tensão gerada.
Martêmpera
18

61Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A martêmpera compreende os seguintes passos básicos:- Resfriamento desde a temperatura de austenitização
até uma temperatura pouco acima do início de formação de martensita;
- Manutenção nessa temperatura até homogeneização completa da temperatura na peça, e
- Resfriamento rápido até a temperatura ambiente, para formação de martensita.
- Após a têmpera é necessário fazer revenimento.- Com o resfriamento intermediário as tensões de origem
térmica são reduzidas, reduzindo as distorções e reduzindo a possibilidade de quebras.
62Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Martêmpera + revenimento
19

1Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
IV Salão Paulista de Cutelaria09, 10 e 11 de Novembro de 2012
Palestra: Aços e Tratamentos Térmicos
Parte 04
Exemplos de aços usados em cutelaria
Carmo Roberto Pelliciari de Lima2
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Observações: - Os aços apresentados aqui foram escolhidos como
exemplos porque são citados em sites sobre cutelaria;- Não há intenção de privilegiar determinados fabricantes;- Sugestões de acréscimos e correções são sempre bem-
vindas e serão cuidadosamente analisadas para atualizações desta aula.
3Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Observação: esta Parte 04 da palestra contem um texto relativamente curto, o que dá maior incentivo para discussões e para que os participantes façam suas próprias anotações.
4Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Alguns aços usados em cutelaria (classificação SAE):- Aços carbono
- 1070, 1095- Aços de baixa liga
- 5160, 52100- Aços inoxidáveis
- 420, 420HC, 440A, 440C- Aços ferramenta
- O1, D2, D6
5Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Alguns aços são designados por nomes criados pelas empresas que os produzem, por exemplo:
- Sandvik: 12C27, 13C26- Villares: VND, VC130, VC 131- Boehler: K100- Takefu: VG10- Crucible: 154 CM, S30V- Hitachi: ATS 34- Latrobe: BG42- Udeholm: Sverker 3, Sverker 21
6Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Há aços com nomes comerciais (dados pelas empresas) que são similares a aços encontrados na classificaçao SAE.
- Exemplo: o aço VND da Villares Metals é similar ao aço O1.
- Há também aços cuja composição química não permite uma correlação direta entre seu nome comercial e a classificação SAE.
20

7Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Cada aço possui determinadas propriedades mecânicas, físicas e químicas.
- Em toda e qualquer aplicação, não apenas em cutelaria, ao selecionar um aço se deve fazer um balanço entre as propriedades para que se possa escolher o material que atenda da melhor forma ao que é necessário para um bom desempenho.
8Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Algumas propriedades importantes para cutelaria:- Dureza obtida após a têmpera+revenimento;- Tenacidade;- Facilidade de forjamento;- Facilidade de desbaste;- Facilidade de afiação;- Retenção de fio;
9Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Algumas propriedades importantes para cutelaria (continuação):
- Características do fio (liso, rugoso);- Resistência à corrosão;- Complexidade de tratamento térmico;- Temperabilidade;- Disponibilidade;- Custo.
10Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Alguns exemplos, apresentados de forma simplificada:- Os aços de dureza mais elevada apresentam
tratamento térmico mais difícil, são mais difíceis de afiar, e muitas vezes são pouco tenazes;
- Aços de tenacidade mais elevada geralmente não possuem elevada capacidade de retenção de fio;
11Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Algumas comparações entre aços
12Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- A ideia básica nos próximos slides é reforçar alguns conceitos através da comparação entre determinadas propriedades de alguns aços.
- Não se pretende fazer indicações de que tipos de aços devem ser usados.
21

13Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Aços 1070 e 1095
14Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Fonte: Heat Treater´s Guide
- 1070 x 1095
15Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Uma importante característica do aço 1095 é a presença de carbonetos não dissolvidos. Esses carbonetos aumentam a resistência ao desgaste.
16Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Aços 1060 e 5160
17Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Na comparação entre esses dois aços fica claro o conceito de maior temperabilidade de um aço de baixa liga (5160) em comparação com um aço carbono (1060).
18Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
-Fonte: Heat Treater´s Guide: Practices and Procedures for Irons and Steels
22

19Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
20Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Aços 1095 e 52100
21Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
22Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
23Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- Carbonetos não dissolvidos no aço 52100
24Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
23

25Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Aços inoxidáveis
26-Fonte: ASTM A276
27Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
28Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- À medida em que aumenta o teor de liga nos aços o tratamento térmico vai se tornando mais complexo.
- A condutividade térmica dos aços de alta liga é menor do que nos aços carbono e aços de baixa liga; isso exige maior cuidado no aquecimento dos aços de alta liga para evitar empenamentos e trincas.
- Em aços inoxidáveis o tempo de encharque costuma ser maior que em aços menos ligados.
- Em aços de alta liga a temperatura de austenitização é mais elevada.
29-Fonte: Heat Treater´s Guide: Practices and Procedures for Irons and Steels
- Recomendações para o aço 440C
30-Fonte: Heat Treater´s Guide: Practices and Procedures for Irons and Steels
24

31
-Aço SAE 5160-Austenitização: 800-845oC-Um revenimento
-Aço SAE 440C-Recomenda-se preaquecimento a 760-790oC antes da austenitização-Austenitização: 1010-1065oC-Pode-se fazer tratamento subzero-Recomenda-se duplo revenimento
32
Alguns exemplos de onde encontrar informações sobre aços
33- Fonte: Heat Treater´s Guide 34-www.villaresmetals.com.br
35-www.villaresmetals.com.br
vnddatasheet
36-www.gerdau.com.br
25

37 38
39
Utilização do material informativo dos fabricantes para fazer comparações entre aços
40
http://www.sandvik.com/sandvik/0140/internet/s001664.nsf/0/5B39570E82E6FE0FC12576F0002E2259?OpenDocument
41
Sandvik 12C270,60%C; 13,5% Cr
Sandvik 19C270,95%C; 13,5% Cr
54-61 HRC 55-63 HRC
-www.sandvik.com42
26

43 44http://www.crucible.com/
- CPM S30V - datasheet
45
Crucible 440C1,00%C; 17,5% Cr
Crucible 154 CM1,05%C; 14,0% Cr; 4,0% Mo
-A adição de molibdênio dá origem a carbonetos mais duros.
www.crucible.com
46Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Processos especiais para produção de aços
47Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
ESR: Electroslag Remelting
48Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria- www.uddeholm.com
27

49Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
50Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
VAR: Vacuum Arc Remelt
51Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
- http://web.ald-vt.de- Inres.com (Courtesy ATI Allvac)
52Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
53Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
Metalurgia do pó
54
http://www.bucorp.com/files/pm_tool_steels_metalformingmagazine03.pdf
Artigo - artigo
28

55
www.crucible.com
CRUCIBLE CPM154
-Microestrutura mais refinada propicia maior tenacidade e facilidade de lixamento/esmerilhamento. 56
Carmo Roberto Pelliciari de Lima - IV Salão Paulista de Cutelaria
57
Bibliografia
58
-www.sandvik.com-www.crucible.com-www.bucorp.com-www.villaresmetals.com.br-www.gerdau.com.br
- ASM International. Heat Treater´s Guide: Practices and Procedures for Irons and Steels.
- ASTM. Standard ASTM A276: Standard Specification for Stainless Steel Bars and Shapes.
- CALLISTER, W. D. Materials Science and Engineering – An Introduction.
29
Recommended










![Tratamentos térmicos [2]](https://img.document.onl/doc/110x75/577c7f161a28abe054a32c82/tratamentos-termicos-2.jpg)