ANÁLISE ESTRUTURAL DE UMA TUBULAÇÃO DE ÓLEO
EM UM NAVIO PLATAFORMA
Thiago Barreto de Aguiar
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro Mecânico.
Orientador: Fernando Pereira Duda
Rio de Janeiro
Abril de 2016

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
ANÁLISE ESTRUTURAL DE UMA TUBULAÇÃO DE ÓLEO
EM UM NAVIO PLATAFORMA
Thiago Barreto de Aguiar
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Fernando Pereira Duda, D. Sc.
________________________________________________
Profª. Lavinia Maria Sanabio Alves Borges, D. Sc.
________________________________________________
Prof. Fábio Luiz Zamberlan, D. Sc.
RIO DE JANEIRO, RJ - BRASIL
ABRIL DE 2016

i
de Aguiar, Thiago Barreto
Análise estrutural de uma tubulação de óleo um navio
plataforma – Rio de Janeiro: UFRJ/ Escola Politécnica,
2015.
IX, 62 p.: il.; 29,7 cm.
Orientador: Fernando Pereira Duda
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso
de Engenharia Mecânica, 2015.
Referências Bibliográficas: p. 46-47.
1. Análise de tensões. 2. Teoria de viga e de membrana.
3. Elementos finitos. 4. Tubulações. I. Duda, Fernando
Pereira. II. Universidade Federal do Rio de Janeiro,
Escola Politécnica, Curso de Engenharia Mecânica. III.
Titulo.

ii
“Do not go gentle into that good night,
Rage, rage against the dying of the light.”
Dylan Thomas

iii
AGRADECIMENTOS
Primeiramente e acima de tudo, agradeço a meus pais, José Carlos e Cecy de
Fátima, por todo ao amor e apoio que me deram durante toda minha vida, além do
grande incentivo e suporte incondicional aos estudos. Tudo que pude e poderei
conquistar na vida foi e será graças a eles.
Agradeço também aos colegas da Promon Engenharia, local onde fiz muitos
amigos e pude me espelhar e aprender com grandes profissionais. Obrigado também a
equipe de engenharia de tubulação da empresa e ao amigo Julio Goes por todo
conhecimento passado a cerca dessa área de análise de tensões que tornaram a ideia
deste projeto possível.
Gostaria de agradecer também ao professor Fernando Duda pela orientação do
trabalho e pelas inestimáveis sugestões e recomendações apontadas. Agradeço também
a professora Lavinia pelo curso de Análise Computacional de Tensões que tornou
possível alinhar e entender as práticas de engenharia da indústria expostas nesse
trabalho aos conhecimentos teóricos que a universidade proporciona.
Por fim, agradeço aos inestimáveis amigos que fiz na universidade por toda força
que proporcionaram para superarmos juntos todos os obstáculos do curso durante esses
cinco anos de graduação.

iv
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
Análise estrutural de uma tubulação de óleo em um navio plataforma
Thiago Barreto de Aguiar
Março/2016
Orientador: Fernando Pereira Duda
Curso: Engenharia Mecânica
Esse projeto final de graduação apresenta o processo de dimensionamento de uma
tubulação de sucção de óleo a partir de um vaso separador no módulo do flare de um
navio plataforma. Utiliza-se como base de projeto a norma ASME B31.3, além das
recomendações da DNV RP D101. Para garantir a integridade estrutural da tubulação é
utilizada a teoria de viga e de membrana e um software de análise de elementos finitos
apropriado da indústria. Levam-se em consideração, suportes, carregamentos como
peso, pressão interna, dilatações térmicas, deslocamentos de bocais e forças externas,
como deformação do navio, ondas e ventos.
Palavras-chave: Análise de tensões, teoria de viga, teoria de membrana, elementos
finitos, tubulações.

v
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
Structural Analysis of an oil pipeline in a platform-ship
Thiago Barreto de Aguiar
March/2016
Advisor: Fernando Pereira Duda
Course: Mechanical Engineering
This undergraduate project presents the design process of an oil suction pipeline coming
from a knock out drum of a flare system in a platform-ship. It was based on ASME
B31.3 standard, also recommendations of DNV RP D101. To ensure the structural
integrity of the pipeline, beam theory, shell theory and appropriate finite element
analysis software of the industry are used. They take into account supports, loads such
as weight, internal pressure, thermal expansions, displacements of nozzles and external
forces such as platform’s deflection, wind and waves.
Key-words: Stress analysis, beam theory, shell theory, finite element, pipe.

vi
ÍNDICE
1 INTRODUÇÃO ...................................................................................................... 1
1.1 OBJETIVO ........................................................................................................... 2
1.2 MOTIVAÇÃO PESSOAL .................................................................................... 3
1.3 ESTRUTURA ....................................................................................................... 3
2 DESCRIÇÃO DO PROCESSAMENTO NA PLATAFORMA ......................... 4
2.1 NAVIO PLATAFORMA P-66 ............................................................................. 4
2.2 PROCESSAMENTO DO PETRÓLEO ................................................................ 5
2.3 VASO SEPARADOR E SISTEMA DO FLARE.................................................. 5
3 ANÁLISE DO ELEMENTO ESTRUTURAL ..................................................... 8
3.1 CARREGAMENTOS ........................................................................................... 8
3.2 SUPORTAÇÃO ................................................................................................. 10
3.3 TENSÕES ........................................................................................................... 12
3.3.1 Primárias e Secundárias ............................................................................ 12
3.3.2 Relaxamento Espontâneo ........................................................................... 13
3.3.3 Atuantes ...................................................................................................... 15
3.3.4 Admissíveis ................................................................................................. 17
3.3.5 Fatores Intensificadores de Tensão ............................................................ 18
3.4 TEORIA DE VIGA EULER-BERNOULLI ....................................................... 20
3.5 MÉTODO DA VIGA EM BALANÇO ............................................................... 23
4 CÁLCULOS COMPUTACIONAIS ................................................................... 28
4.1 ELEMENTOS FINITOS PARA VIGAS ............................................................ 29
4.1.1 Formulações Forte e Fraca ........................................................................ 29
4.1.2 Discretização .............................................................................................. 31
4.2 SOFTWARE ....................................................................................................... 33
4.2.1 Arranjo da Tubulação ................................................................................ 34
4.2.2 Entrada de Dados ....................................................................................... 36
4.3 RESULTADOS .................................................................................................. 39
4.3.1 Tensões Máximas e Cargas nos Bocais ...................................................... 40
4.3.2 Teste Hidrostático (Caso 01) ...................................................................... 41

vii
4.3.3 Tensões Primárias (Caso 41) ..................................................................... 42
4.3.4 Tensões Secundárias (Caso 11) .................................................................. 43
4.3.5 Tensões de Operação, Deslocamentos e Reações nos Suportes ................ 44
5 CONCLUSÃO ....................................................................................................... 45
6 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................... 46
7 ANEXO .................................................................................................................. 48

viii
LISTA DE FIGURAS
FIGURA 1 - CLASSIFICAÇÃO DE TUBULAÇÕES INDUSTRIAIS [1] ......................................... 2
FIGURA 2 - FPSO P-58 [2] ................................................................................................. 4
FIGURA 6 - ESQUEMÁTICO DE UM VASO SEPARADOR [3] ................................................... 6
FIGURA 7 – SISTEMA DO FLARE [4] ................................................................................... 7
FIGURA 8 - MOVIMENTOS DA FPSO [6] ............................................................................. 9
FIGURA 10 - DESENHOS DE APOIO E GUIA SIMPLES [1] ................................................... 11
FIGURA 11 - APOIO E GUIA NO SOFTWARE CAESAR II .................................................. 11
FIGURA 12 - DILATAÇÕES A QUENTE [8] .......................................................................... 14
FIGURA 13 - CURVA DE VARIAÇÃO DE TENSÃO SECUNDÁRIA NO TEMPO [8] .................... 14
FIGURA 14 - TENSÕES ATUANTES DEVIDO À PRESSÃO INTERNA [8] ................................. 15
FIGURA 15 - CÁLCULO DAS TENSÕES LONGITUDINAL E TANGENCIAL [10] ..................... 16
FIGURA 16 - FATOR DE REDUÇÃO PARA SERVIÇOS CÍCLICOS [11] .................................... 18
FIGURA 17 - MOMENTOS NOS ACIDENTES [11] ................................................................ 19
FIGURA 18 – VIGA EULER-BERNOULLI [13] .................................................................... 20
FIGURA 19 - SEÇÃO DA VIGA [13] ................................................................................... 21
FIGURA 20 – EQUILÍBRO NA VIGA [13] ............................................................................ 22
FIGURA 21 - TRECHO EM L [8] ......................................................................................... 24
FIGURA 22 - MÉTODO GERAL DA VIGA EM BALANÇO GUIADA [14] ................................ 26
FIGURA 23 - VIGA COM DOIS NÓS [13] ............................................................................. 29
FIGURA 24 - FUNÇÕES C [13] .......................................................................................... 30
FIGURA 25 - POLINÔMIOS DE HERMITE [13] .................................................................... 31
FIGURA 26 - NÓS NO SOFTWARE ...................................................................................... 33
FIGURA 27 - MODELO NO SOFTWARE ............................................................................... 34
FIGURA 29 - DISTRIBUIÇÃO DE TEMPERATURA ................................................................ 36
FIGURA 30 - CASOS DE CARGA ......................................................................................... 39
FIGURA 31 - TENSÕES DO TESTE HIDROSTÁTICO ............................................................. 41
FIGURA 32 - CONFIGURAÇÃO DEFORMADA (AMPLIADA 300X) ........................................ 41
FIGURA 33 - TENSÕES PRIMÁRIAS ................................................................................... 42
FIGURA 34 - CONFIGURAÇÃO DEFORMADA (AMPLIADA 150X) ........................................ 42
FIGURA 35 - TENSÕES SECUNDÁRIAS .............................................................................. 43
FIGURA 36 - CONFIGURAÇÃO DEFORMADA (AMPLIADA 50X) .......................................... 43

ix
LISTA DE SÍMBOLOS
Tensão radial
Tensão tangencial
Tensão longitudinal
Tensão de cisalhamento
Tensão resultante de torção
Tensão admissível na temperatura de trabalho considerada
Tensão admissível na temperatura ambiente
Tensão admissível secundárias
Tensão devido a flexão em acidentes
Tensão limite de escoamento
Fator de intensificação de tensões no plano do acidente
Fator de intensificação de tensões no plano normal ao acidente
Momento fletor no plano do acidente
Momento fletor no plano normal ao acidente
Momento de torção
E Módulo de elasticidade
Ec Módulo de elasticidade na temperatura ambiente (durante a montagem)
Eh Módulo de elasticidade na temperatura especificada
Z Momento resistente
L Comprimento
P Pressão
R Raio
D Diâmetro
Flecha
I Momento de inércia
u Deslocamento
Deformação
Tensão
p Carga distribuída
s Cortante

1
1 INTRODUÇÃO
Com as recentes descobertas de enormes reservas de petróleo na costa brasileira,
massivos investimentos na área de exploração, refino e utilização desses recursos estão
sendo feitos no país. Uma grande parte desse investimento está sendo nas chamadas
plataformas “replicantes”. Em 2010, iniciou-se o processo para a construção de oito
cascos de navios plataforma do tipo FPSO (Floating Production Storage and
Offloading) que serão destinados à primeira fase de desenvolvimento da produção do
polo pré-sal da Bacia de Santos. O nome “replicantes” é concebido devido a parâmetros
de simplificação de projeto e padronização dos equipamentos que irão operar nessas
plataformas. A produção em série dessas plataformas permitirá maior rapidez no
processo de construção, ganho de escala e consequentemente otimização de custos.
Nesses navios, o projeto de tubulações é de crítica importância uma vez que
representa uma parcela significativa dos custos de construção da plataforma. Uma
indústria petroquímica de médio porte possui entre 3000 e 15000 toneladas de
tubulações de aço-carbono instaladas, fazendo com que o adequado dimensionamento
desse sistema de tubulações adquira grande importância [1]. Vale ressaltar que as
tubulações também possuem um papel importantíssimo na segurança e eficiência da
operação. Garantir a integridade estrutural das dezenas de quilômetros de tubulação que
transportam todos os tipos de fluidos nas FPSOs é crucial e por isso se desenvolveu toda
uma indústria de engenharia por trás desta área. Um vazamento ou rompimento pode ser
extremamente danoso não só aos lucros da operação, afetados por interrupções para
manutenção ou perda de vazão total mas também ao meio ambiente, que diretamente
afetará a imagem do empreendimento e por consequência maiores custos ao projeto
devido a multas. Por esses motivos, é importante o engenheiro mecânico ter o
conhecimento prático de como utilizar a teoria aprendida durante a graduação em um
projeto concreto.
Na indústria do petróleo em geral, o valor das tubulações representa, em média,
20 a 25% do custo total da instalação industrial; a montagem das tubulações atinge, em
média, 40 a 45% da montagem de todos os equipamentos; e o projeto das tubulações
vale, em média, 20% do custo total do projeto da indústria [1].

2
1.1 OBJETIVO
O objetivo desse trabalho é analisar através da teoria de vigas, teoria de
membranas e elementos finitos a integridade de uma linha de tubulação de sucção de
óleo, garantindo que não haja falhas em função de dilatações, peso próprio, pressão,
deslocamento de bocais, forças externas e outros tipos de carregamentos.
Neste projeto de graduação a análise será feita em uma tubulação de processo.
Estas transportam os fluidos que constituem a finalidade básica da indústria, seja pra
processamento, armazenagem ou distribuição. Um exemplo são tubulações de óleos em
refinarias, terminais e instalações de armazenagem ou distribuição de produtos de
petróleo, tubulações de vapor em centrais termelétricas, tubulações de produtos
químicos em indústrias químicas, etc. Esses tipos de fluidos exigem que a integridade
da tubulação seja garantida, devido a segurança e aos custos. Porém, ao mesmo tempo,
como as tubulações representam grande custo do empreendimento de um navio
plataforma, suas análises não podem ser extremamente complexas e caras. Logo,
aproximações que agilizem o cálculo, verifiquem os efeitos necessários para esse tipo
de tubulação e continuem garantindo a integridade são necessárias e explicadas neste
projeto com respaldo de normas consagradas.
Utiliza-se como base para cálculos e limites admissíveis a norma ASME B31.3
(Process Piping Guide) além da recomendações da DNV RP D101 (Structural Analysis
of Piping Systems) e práticas de engenharia de tubulação utilizadas na indústria
brasileira.
Figura 1 - Classificação de Tubulações Industriais [1]

3
1.2 MOTIVAÇÃO PESSOAL
Durante os dois últimos anos da graduação, tive o privilégio de estagiar na área de
engenharia de tubulação da Promon Engenharia onde apliquei diversos conhecimentos
adquiridos na universidade para o início de minha vida profissional. Junto a isso
também adquiri algumas expertises na área que são muito próximas ao curso de
Engenharia Mecânica, mas não são apresentadas a fundo no ambiente acadêmico. Por
isso, esse projeto tem também como função complementar o interesse de futuros
engenheiros sobre a área de tubulação que muito se utiliza da engenharia mecânica.
Além disso, mostrar na prática, possíveis aplicações de disciplinas como Mecânica dos
Sólidos e Elementos Finitos na indústria de engenharia do país.
1.3 ESTRUTURA
O presente projeto está dividido nas seguintes etapas: primeiramente será
apresentado um resumo do processamento geral envolvido na FPSO: onde está
localizada a linha de tubulação estudada, o processo que ocorre no módulo do Flare,
local mais específico em que a tubulação opera e o funcionamento dos equipamentos e
componentes da linha.
O capítulo seguinte será a uma abordagem de quais carregamentos afetam a
estrutura da linha e como eles são impostos no cálculo. Será apresentada também uma
breve revisão de Mecânica dos Sólidos, aprofundando a teoria de vigas e de membranas
utilizada nos cálculos. Juntamente com os cálculos das tensões estarão os limites
admissíveis da norma ASME B31.3 e os fatores de intensificação de tensão em
acidentes.
Complementando a teoria de vigas estará uma iniciação a teoria de elementos
finitos responsável pela iteração no ambiente virtual dos cálculos através de um
software muito difundido na indústria. Por último estarão os dados utilizados, resultados
do software e sua interpretação no projeto junto com uma conclusão e bibliografia
utilizada.

4
2 DESCRIÇÃO DO PROCESSAMENTO NA PLATAFORMA
A seguir será descrito o caminho que o fluido, transportado dentro da linha de
tubulação que será analisada, faz até chegar nela. Dessa forma é possível ter uma visão
resumida de um dos processos que ocorre com o óleo dentro de uma plataforma de
petróleo.
2.1 NAVIO PLATAFORMA P-66
A plataforma em que essa análise foi aplicada é a P-66, a primeira das
“replicantes” do projeto de desenvolvimento e exploração do pré-sal explicado
anteriormente. Esta plataforma está sendo projetada para ser capaz de tratar e exportar
24 mil m³ por dia de óleo cru e de comprimir e tratar 6 milhões metros cúbicos de gás
natural (20ºC e 101,3kPA) diários, além de injetar 28,6 mil m³ diários de água nos
poços e estocar cerca de 1,6 milhões de barris. Ela irá operar no pré-sal da Bacia de
Santos, cerca de 300 km da costa do sudeste de São Paulo. Ela possui cerca de 320
metros de comprimento e 53 metros de largura.
Figura 2 - FPSO P-58 [2]
5
2.2 PROCESSAMENTO DO PETRÓLEO
Nessa plataforma, o petróleo é elevado até a superfície por tubulações chamadas
de risers, construídas para suportar grandes pressões exercidas pela coluna de água e o
movimento da embarcação. Os risers chegam à plataforma e são conectados aos
manifolds, que são um conjunto de válvulas e instrumentos de controle necessários para
proporcionar flexibilidade e segurança a operação. No mesmo local, encontram-se os
lançadores e recebedores dos pigs. Estes limpam as linhas removendo parafina e outros
resíduos que aderem à parede interna do tubo, sendo fundamentais na manutenção das
linhas de elevação e de equipamentos submarinos.
O óleo que chega ao manifold é alinhado para tubulações principais de grande
diâmetro chamados de headers que são responsáveis pela coleta do óleo proveniente dos
diversos poços produtores de petróleo. Em seguida é direcionado para os pré-
aquecedores, incrementando-se à temperatura do petróleo em cerca de 5 °C. Então o
petróleo segue para o aquecedor de produção, onde são encontrados trocadores de calor.
O petróleo ocupará o equipamento todo, maximizando a troca de temperatura com
a água quente, pré-injetada no trocador. A uma temperatura de cerca de 180 ºC, a água
cede calor ao petróleo, aquecendo-o a uma temperatura de cerca de 80 °C. Assim a
capacidade de separação do óleo será aumentada com o decréscimo de densidade e
viscosidade.
2.3 VASO SEPARADOR E SISTEMA DO FLARE
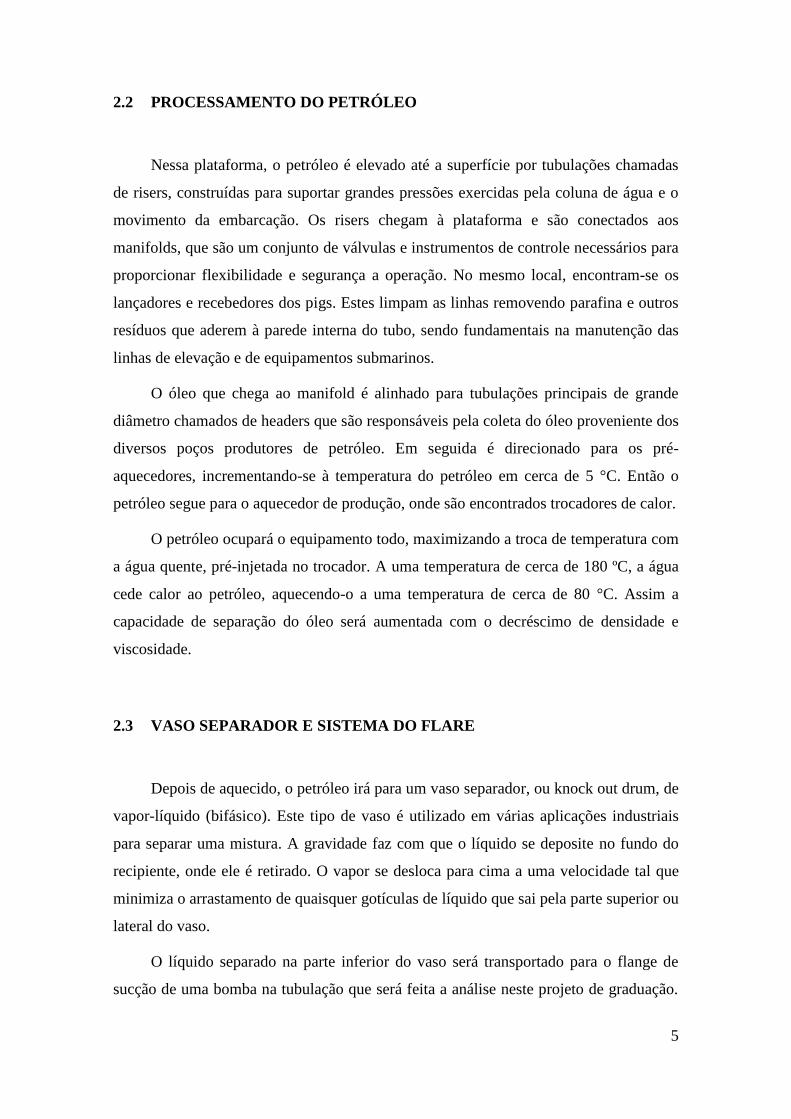
Depois de aquecido, o petróleo irá para um vaso separador, ou knock out drum, de
vapor-líquido (bifásico). Este tipo de vaso é utilizado em várias aplicações industriais
para separar uma mistura. A gravidade faz com que o líquido se deposite no fundo do
recipiente, onde ele é retirado. O vapor se desloca para cima a uma velocidade tal que
minimiza o arrastamento de quaisquer gotículas de líquido que sai pela parte superior ou
lateral do vaso.
O líquido separado na parte inferior do vaso será transportado para o flange de
sucção de uma bomba na tubulação que será feita a análise neste projeto de graduação.
6
A partir dela, ele é bombeado para outro vaso separador, mas este será trifásico. Nele a
função de separar o líquido é aprimorada, pois este também separa a água do óleo. Este
processo em algumas plataformas pode continuar se repetindo em diversos vasos em
série até o ponto de refino na separação requisitado pela operação.
Figura 3 - Esquemático de um Vaso Separador [3]
Quanto ao gás separado, este pode ser tanto direcionado para a queima no Flare
ou para armazenagem, no caso deste vaso da P-66 que está localizado no módulo do
Flare o gás será queimado. Cada navio plataforma possui diversos módulos, cada
módulo tem um propósito dentro da operação de extração, refino e armazenagem do
petróleo explorado.
A opção de liberar o gás vindo do separador na atmosfera, queimando-o ou não,
é de essencial importância na indústria de óleo e gás. Muitas vezes a plataforma não é
capaz de armazenar todo o gás produzido ou alguns tipos específicos que não são
comercializáveis, portanto queimá-los no Flare é uma opção necessária, pois diminui o
risco de incêndio e explosões. O sistema do Flare também serve como uma válvula de
escape em caso de sobrecarga do sistema quando se detecta um aumento fora do padrão
das pressões de trabalho em linhas de gases.

7
Figura 4 – Sistema do Flare [4]
É de interesse de a indústria queimar apenas gases não comercializáveis e não
prejudiciais ao meio ambiente devido a multas ambientais. Portanto, quando há excesso
de gás que não devem ser queimados optasse primeiro por injetá-los de volta nos poços
levando em conta a geografia do local. Do contrário, avalia-se se liberá-los é melhor que
queimá-los. Esses casos acontecem quando os efeitos sonoros da queima possuem
impactos significativos no local ou caso o gás quando queimado gere produtos mais
tóxicos que ele próprio. Na prática, evitam-se ao máximo as duas opções por efeitos
econômicos e ambientais, mas o sistema de flare não pode ser negligenciado em uma
plataforma por questões de segurança [5].
Vale ressaltar que existe toda uma engenharia por trás do projeto do Flare. Não
apenas o cálculo da estrutura que o suporta mas também os bicos que podem tornar o
escoamento sônico ou não, o número de bicos, o cálculo das angulações de saída, se o
Flare produzirá fumaça ou não, chama ou não, entre outros aspectos que não são o foco
deste trabalho.

8
3 ANÁLISE DO ELEMENTO ESTRUTURAL
Neste capítulo serão apresentados os tipos de carregamentos e como eles afetam o
sistema de tubulação. Em sequência, as definições de tensões e limites admissíveis pelas
normas e como cada tipo de carregamento acarretará em um tipo específico de tensão.
Finalizando com a formulação e dados de cálculo para estas tensões na tubulação.
3.1 CARREGAMENTOS
Em uma análise de tensões de tubulações industriais existem diversos
carregamentos aos quais a tubulação estará submetida. Em uma FPSO as principais
cargas são as seguintes:
i. Pressão:
Esta ocorre devido as condições em que o fluido opera. Podendo ser interna, no
caso de pressões acima das do ambiente em que está operando a tubulação, ou externa
no caso de trabalhar abaixo. É comum da pressão ser externa em operações no leito
marinho e em unidades de vácuo.
ii. Peso:
Junto ao peso da tubulação inclui-se o peso do fluido e dos componentes da linha,
como válvulas, flanges, entre outros.
iii. Dilatações térmicas:
Este tipo de carregamento é muito importante em caso de linhas operando em
temperaturas acima do ambiente. Por isso, é preciso criar curvas que permitam maior
flexibilidade na tubulação para criar espaço para dilatações, não sobrecarregando assim
possíveis bocais nos extremos e não criando excesso de cargas de compressão.

9
iv. Deslocamento dos extremos:
Esses deslocamentos surgem a partir de dilatações de equipamentos, por exemplo
vasos de pressão que operam com temperatura elevada, ou trocadores de calor e
vibrações de equipamentos rotativos como as bombas.
v. Atrito:
Forças de atrito são muito comuns serem dimensionadas nos suportes da
tubulações como apoios. Normalmente se utiliza o coeficiente de 0,3 quando a interface
é metal e metal, e 0,1 para interfaces metal e teflon, aplicada em suportes perto de
bocais.
vi. Inércia:
Essas forças surgem devido a movimentos do navio. Estes ocorrem devido as
ondas, cujas acelerações são projetadas para as maiores médias históricas para o período
de operação da plataforma. Os principais movimentos da estrutura do navio que são
relevantes para análise são o pitch e o roll.
Figura 5 - Movimentos da FPSO [6]
vii. Vento:
Será um carregamento imposto na análise para a maior média histórica de ventos
naquele local, semelhante ao carregamento devido as ondas.
viii. Deflexão do navio:
A deflexão do navio, afeta as estruturas em que as tubulações estão apoiadas.
Estas se deformam e geram movimentos na tubulação. Esses movimentos entrariam na
análise como deslocamento nos suportes que são soldados a essas estruturas.

10
Outros tipos de cargas podem também ser verificados através das recomendações
da DNV-RP-D101, tais como explosões, transientes, etc [7].
3.2 SUPORTAÇÃO
Do ponto de vista de flexibilidade, o ideal é que as tubulações não tenham
nenhuma restrição, isto é, que possam dilatar-se livremente para todos os lados quando
ocorrerem variações de temperatura, aumentos de pressão, golpes de aríete, etc.
Contudo se essa situação fosse possível, não haveria o aparecimento de tensões nos
tubos, apenas no local perto dos bocais que a tubulação está conectada e as cargas
seriam muito maiores.
Portanto, as tubulações industriais necessitam de dispositivos que as sustentem
estavelmente em suas posições, que sejam capazes de absorver ou transmitir as reações
provenientes de sua própria dilatação e dos demais componentes a elas conectados,
assim como restringir ou guiar seus movimentos e absorver ou controlar vibrações.
O projeto de um sistema de tubulações deve ser integrado à sua suportação e ser
desenvolvido tendo como objetivo evitar [1]:
a) Tensões que excedam aquelas admissíveis segundos os códigos aplicáveis;
b) Vazamento nas juntas do sistema de tubulações;
c) Forças e momentos acima dos admissíveis para os equipamentos conectados;
d) Tensões excessivas nos elementos de suportação ou restrição;
e) Ressonância decorrente da vibração do sistema de tubulações;
f) Interferências com outros sistemas adjacentes;
g) Perdas dos pontos de apoio da tubulação;
h) Excessiva deflexão da tubulação;
A definição da suportação é um processo interativo entre a resposta estrutural, a
flexibilidade da tubulação e a possibilidade de construção. Não basta apenas suportar no
lugar ideal e com a restrição ideal que faça sua análise de tensão ser aprovada, é
necessário que seja possível construir toda estrutura que envolve esse suporte, dentro do
espaço restrito que existe em uma planta industrial.

11
Podem-se dividir os suportes entre rígidos e não rígidos, na análise desse projeto
utilizaram-se apenas os rígidos:
3.2.1. Suportes rígidos
São aqueles projetados de modo a restringir ou impedir ao menos um determinado
tipo de movimento de translação ou rotação. Os suportes são denominados de acordo
com o tipo de limite imposto à tubulação naquele local:
a) Suportes de atrito: impedem o movimento da tubulação no sentido vertical
descendente, como apoios naturais, sapatas e pedestais;
b) Restrições: dispositivos cuja função é impedir, restringir ou orientar movimentos
da tubulação, sejam estes de translação ou de rotação, em pelo menos um sentido
em uma determinada direção. Como exemplo tem-se guias, travas e ancoragens;
c) Pendurais: suportes pelos quais a tubulação é sustentada por uma estrutura mais
elevada, construída de modo a permitir pequenos movimentos de tubos.
Figura 6 - Desenhos de Apoio e Guia Simples [1]
Figura 7 - Apoio e Guia no Software CAESAR II

12
3.2.2. Suportes não rígidos
São aqueles que limitam os movimentos da tubulação pela aplicação de forças a
ela, ou seja, podem permitir movimentos controlados mantendo seu apoio. Os suportes
não rígidos podem ser agrupados de acordo com o tipo de atuação:
a) Ação constante: aplicam uma carga fixada independente do deslocamento, como
molas de carga constantes e contrapesos;
b) Ação variável: aplicam carga dependente do deslocamento, como molas
comprimidas;
c) Amortecedores: tem a função de absorver vibrações de grande amplitude e baixa
frequência.
De forma resumida os esforços que surgem sobre os suportes de tubulação são:
Pesos;
Forças de atrito;
Esforços devido a dilatações térmicas das tubulações;
Esforços devido a ações dinâmicas diversas, tais como golpes de aríete,
acelerações do fluído circulante, vibrações, ação do vento, etc.
3.3 TENSÕES
Dado as principais formas de carregamentos em uma tubulação, a mesma pode vir
a falhar devido à combinação delas. Para verificar a possibilidade disto acontecer é
importante classificar as tensões geradas como [8]:
3.3.1 Primárias e Secundárias
São geradas por forças de compressão, tração, flexão, cisalhamento ou torção
quando o sistema alcança o equilíbrio entre forças e momentos atuantes. As tensões

13
primárias que se devem à ação de forças e momentos externos são, entre outras, as
tensões circunferenciais e longitudinais devidas à pressão interna. As de flexão e torção
ocorrem devido ao peso próprio, sobrecargas, ventos ou movimentos sísmicos.
Normalmente, o nível de tensões primárias é um indicativo expressivo da capacidade
real do sistema de tubulação resistir com segurança às cargas impostas. Caso o sistema
em toda sua extensão exceda o limite de resistência a tensões primárias será necessário
remover as cargas ou contrabalanceá-los de alguma forma, como por exemplo, suportes.
Não haverá conformação do sistema para acomodar tais tensões, que é comum ocorrer
em situações semelhantes com tensões secundárias.
As tensões primárias podem ocorrer também por cargas ocasionais ou de serviço.
As ocasionais são cargas esporádicas que atuam apenas durante uma pequena parcela do
tempo de vida operacional da tubulação: terremotos, tufões, etc. Enquanto as de serviço
são as que estarão presentes durante toda a vida: peso próprio, peso do fluido, etc. Para
o cálculo das tensões admissíveis é importante essa diferenciação das tensões primárias
como será apresentado mais a frente.
As tensões secundárias são geradas por dilatações térmicas quando estas são
restringidas por motivos diversos, como suportes, ancoragens, dilatação diferencial de
equipamentos. Também são geradas por deslocamentos impostos em pontos específicos
da tubulação. Estas tensões estão muito relacionadas à flexibilidade gerada pelo arranjo
da linha. As curvas em U são muito utilizadas para aliviar esse tipo de tensão.
Outra característica importante das tensões secundárias é que são aliviadas em
consequência de pequenas deformações plásticas que ocorrem com os ciclos de
aplicação delas, efeito chamado de relaxamento espontâneo que será analisado a seguir.
3.3.2 Relaxamento Espontâneo
Uma diferença importante entre as duas classificações de tensões acima é que as
secundárias se aliviam com o decorrer do tempo através do fenômeno chamado
relaxamento espontâneo [8].
Este efeito surge devido a pequenas deformações que ocorrem em cada ciclo de
aquecimento e refrigeração da tubulação. Ao ser aquecido, a tubulação que possui
restrições de dilatações em seu extremo, irá se dilatar em outras direções para acomodar
suas tensões.

14
Figura 8 - Dilatações a quente [8]
Como se pode verificar no gráfico a seguir, a cada regime de aquecimento e
resfriamento, há uma tensão de pico inicial, e uma acomodação chamada de tensão de
regime que se reduz com o tempo por fluência. Ao ser resfriada, a tubulação
previamente deformada a quente, tende a querer voltar a sua configuração inicial, porém
aquela pequena deformação gerada, irá acarretar em tensões residuais contrárias ao seu
movimento de retorno. Para o próximo ciclo a tensão inicial não será mais a mesma da
inicial do primeiro ciclo, mas sim a tensão residual do final do primeiro ciclo, tornando
assim a tensão máxima inicial e a tensão de regime menor para a mesma temperatura de
operação. Esse efeito se configura o relaxamento espontâneo e é levado em conta pela
norma no cálculo dos limites admissíveis para tensão secundária. Essas pequenas
deformações não serão estudadas nesse trabalho, esta foi apenas uma explicação do
porquê do limite de tensão secundária ser diferente e variar com o número de ciclos.
A tensão primária devida à pressão interna, por exemplo, causa como deformação
um aumento no diâmetro, mas isso não irá diminuição no valor da tensão, que será
sempre proporcional ao valor da pressão.
Figura 9 - Curva de variação de tensão secundária no tempo [8]

15
3.3.3 Atuantes
Em tubulações submetidas a esforços simultâneos, irá surgir na parede três
tensões de membrana normais, como na figura a seguir, e três tensões cisalhantes. As
tensões normais a seguir são longitudinal, tangencial e radial. Já as três
cisalhantes atuarão em cada um dos planos ortogonais perpendiculares às tensões
normais [9] [8].
Figura 10 - Tensões atuantes devido à pressão interna [8]
A tensão longitudinal , que tende a romper a tubulação ao longo de uma
circunferência, é composta das seguintes parcelas:
Componente de tensão resultante de pressão;
Tensão resultante do momento fletor devido aos diversos pesos e sobrecargas;
Tensão resultante dos momentos fletores devidos às dilatações térmicas, aos
movimentos dos suportes e dos pontos extremos, aos esforços de montagem, etc;
Tensões resultantes dos esforços axiais.
Todas essas tensões podem ser tanto de tração como de compressão.

16
Figura 11 - Cálculo das Tensões Longitudinal e Tangencial [10]
Dada uma pressão interna p, tem-se que a seguinte equação de equilíbrio:
Tensão longitudinal:
A tensão tangencial , que tende a romper o tubo ao longo de uma geratriz (ou
seccionando-o com o plano longitudinal a este), é composta das seguintes parcelas:
Tensão resultante da pressão (é geralmente a tensão predominante);
Tensão resultante do achatamento local do tubo em consequência dos diversos
momentos fletores atuantes (ovalizações).
Dada uma pressão interna p, tem-se que a seguinte equação de equilíbrio:
Tensão tangencial:
A tensão radial é causada exclusivamente pela pressão, o seu valor é
geralmente baixo em comparação com a tangencial e a longitudinal devido a razão (r/t),
por isso costuma ser desprezado nos cálculos.
As tensões de cisalhamento, que se desenvolvem no plano perpendicular ao eixo
do tubo, são provenientes de torção. Essas torções só tem valor apreciável nas
tubulações tridimensionais, em geral como consequência das dilatações térmicas. As

17
demais tensões de cisalhamento são provenientes de diversos cortantes que atuam sobre
o tubo.
3.3.4 Admissíveis
Para cálculo do limite das tensões provenientes dos diversos esforços atuantes na
tubulação tem-se que [11]:
a) A tensão tangencial (hoop stress) máxima devida à pressão interna não deve
ultrapassar a tensão admissível básica do material na temperatura considerada:
b) A soma de todas as tensões primárias longitudinais, provenientes da pressão,
pesos, sobrecargas e quaisquer outros esforços permanentes (com exceção das
tensões secundárias) devem ser inferiores ao valor da tensão admissível básica do
material na temperatura considerada:
c) A soma de todas as tensões longitudinais decorrentes de todos os esforços
ocasionais ou transitórios, como ventos ou atividades sísmicas, (com exceção das
tensões secundarias) deve ser inferior à tensão admissível básica do material na
temperatura considerada, multiplicada por um fator k conforme indicado na norma
ASME B31.3 item 302.3.6:
d) A tensão combinada resultante das diversas tensões secundárias deve ser inferior
ao valor do stress range permitido pela seguinte expressão:

18
Figura 12 - Fator de redução para serviços cíclicos [11]
e) Se necessário, quando , pode-se aumentar o valor da tensão admissível
secundária para a diferença entre eles:
A principal razão das normas admitirem valores elevados para a tensão
admissível é a existência do fenômeno de relaxamento espontâneo, que redistribui e
alivia as tensões secundarias.
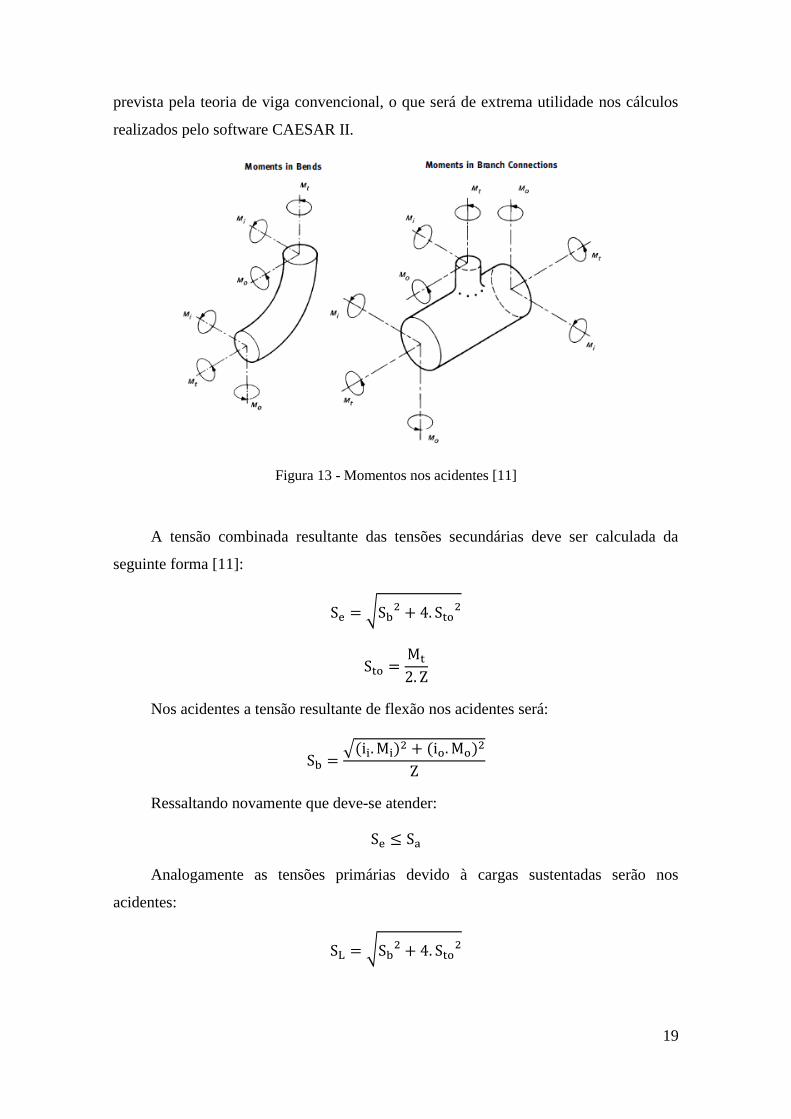
3.3.5 Fatores Intensificadores de Tensão
Os fatores intensificadores de tensão exprimem para cada tipo de acidente, as
concentrações de tensões que se verificam em consequência das descontinuidades
geométricas causadas nesse acidente. Eles devem multiplicar as tensões ou momentos
calculados, para se levar em conta o efeito de concentração das tensões (i). A norma
considera ainda fatores de flexibilidade (k), que são também relacionados aos acidentes.
Estes são definidos como sendo a relação entre a deflexão resultante no acidente e a
19
prevista pela teoria de viga convencional, o que será de extrema utilidade nos cálculos
realizados pelo software CAESAR II.
Figura 13 - Momentos nos acidentes [11]
A tensão combinada resultante das tensões secundárias deve ser calculada da
seguinte forma [11]:
√
Nos acidentes a tensão resultante de flexão nos acidentes será:
√
Ressaltando novamente que deve-se atender:
Analogamente as tensões primárias devido à cargas sustentadas serão nos
acidentes:
√

20
A expressão que dá o valor da tensão combinada deriva-se da teoria de ruptura
do cisalhamento máximo. Os momentos fletores e de torção podem ser calculados
através de métodos como da Viga em Balanço Guiada [8] (quando comprovado sua
exatidão) ou rotinas computacionais disponíveis para casos mais complicados que
necessitem de grande exatidão. Vale ressaltar que os momentos sejam calculados em
função do módulo de elasticidade do material em temperatura ambiente que conduz a
valores mais altos do que os reais para os momentos.
3.4 TEORIA DE VIGA EULER-BERNOULLI
Na teoria de viga de Euler-Bernoulli [12], um ponto importante é que seções
planas permanecem planas. Da figura a seguir é possível verificar que:
Tal que é a rotação da linha neutra. Considerando pequenas rotações:
Figura 14 – Viga Euler-Bernoulli [13]
Substituindo uma na outra:
Logo, para deformação:

21
Isto considerando que a deformação axial varia linearmente. Se considerarmos
que a linha neutra também se alonga devido a uma carga axial, tem-se que:
Em que é o deslocamento da linha neutra, logo teremos que:
Pode-se perceber que a deformação axial é a soma da deformação da linha neutra
e a deformação causada pelo momento. Também, como esperado uma vez que
assumi-se que seções planas continuam planas.
Assumindo estado plano de tensão e utilizando a Lei de Hooke:
Dada a figura a seguir, temos que:
Figura 15 - Seção da Viga [13]
∫
Substituindo , tem-se que:
∫

22
Como na linha neutra :
∫
Como E é constante na área da seção:
∫
Considerando o equilibro no carregamento da figura a seguir:
Figura 16 – Equilíbro na viga [13]
A partir da seguintes equações:
É possível cálcular as reações nos dois nós do elemento de viga que será
discretizado no capítulo 4. Porém, antes de introduzir o cálculo computacional desses
valores, será apresentado um método manual do cálculo de tensões em tubulações mais
simples.

23
3.5 MÉTODO DA VIGA EM BALANÇO
A norma ASME B31 permite que se dispensem os cálculos de flexibilidade para
as tubulações que atendam:
D: Diâmetro externo do tubo (mm)
Y: Resultante das dilatações totais (mm), considerando o movimento relativo dos
pontos extremos.
L: Comprimento desenvolvido da tubulação (m)
U: Distância entre os pontos extremos
Caso seja necessário o cálculo de flexibilidade, um dos métodos que evita o uso
de rotinas computacionais é o simplificado chamado de Viga em Balanço Guiada. Nele,
calculam-se as tensões internas e os esforços nos extremos provenientes das dilatações
e/ou de movimentos nos pontos extremos. Este não é o mais indicado para cálculos que
exijam grande precisão e segurança, como tubulações para fluidos tóxicos, tubulações
ligadas a equipamentos que só admitem pequenos esforços sobre seus bocais,
tubulações de circuitos principais em centrais nucleares, etc.
Para cálculos mais simplificados o método da Viga em Balanço é aconselhado,
tendo em vista que este só pode ser utilizado atendendo as seguintes condições:
1. Todos os lados sejam retos e paralelos a uma das três direções ortogonais;
2. Todos os lados façam ângulos retos entre si;
3. Todos os lados sejam constituídos por tubos de mesmo material de mesmo
momento de inercia, ou seja, do mesmo diâmetro e mesma espessura de parede;
4. O sistema possui apenas dois pontos de fixação, situados em seus extremos, e
nenhuma restrição intermediária.

24
Para demonstrar uma introdução do que se trata este método, será apresentado o
cálculo de uma configuração simples de um trecho de tubulação em L:
Figura 17 - Trecho em L [8]
Analisando apenas o trecho horizontal, é possível perceber as seguintes condições
de contorno:
Engaste:
Guia:
Através dessas condições de contorno e da teoria de viga é possível chegar que o
deslocamento da viga na guia será:
Seu momento máximo e por consequência sua tensão máxima na fibra mais
distendida serão:

25
Substituindo a tensão acima no deslocamento calculado, tem-se:
Como este valor corresponde a exatamente a tensão calculada que surge quando
uma lado L é submetido a uma flecha , se voltarmos a analisar o sistema com dois
trechos:
O deslocamento supostamente imposto em é a dilatação , portanto:
Precisando obedecer os limites já citados:
As reações e momentos nas ancoragens serão:
Segundo a norma ASME B31, é necessário acrescentar o fato para o
cálculo das reações. O termo é o módulo de elasticidade na temperatura máxima do
ciclo e durante a montagem.
O método da viga em balanço explicado acima, é uma ferramenta manual muito
útil em diversas situações já citadas que pode economizar tempo de projeto e evitar
cálculos computacionais em linhas desnecessárias. Para configurações mais gerais,
pode-se utilizar as seguintes tabelas resumidas dos cálculos acima:

26
Figura 18 - Método Geral da Viga em Balanço Guiada [14]

27
É importante salientar algumas diferenças entre a teoria de viga e a de membrana.
Na viga submetida a esforços externos, uma linha reflete sua configuração deformada,
enquanto na casca uma superfície média faz esta função. Um paralelo entre as tensões
atuantes em uma viga pode ser feito para conceituar as tensões em uma casca. Em uma
viga, tensões podem permanecer constantes ou variarem ao longo da seção transversal
do perfil no plano de flexão, enquanto que em uma casca, as tensões podem ser
constantes ou variáveis na espessura. As tensões as quais se apresentam constantes nas
vigas são as de tração ou compressão, já em cascas são as tensões de membrana.
Portanto, o modelo de viga em tubulações aplica-se em casos onde a variação de tensão
ao longo da espessura de parede e as tensões de membrana não são significativas.

28
4 CÁLCULOS COMPUTACIONAIS
Um sistema de tubulação bem projetado de acordo com as normas tem sua
integridade garantida respeitando os limites estabelecidos de tensões primárias,
secundárias e ocasionais. Para tubulações com razão entre diâmetro e espessura muito
elevadas, a teoria de viga passa a não representar de forma suficiente todos
comportamentos importantes da estrutura e os códigos ASME B31 para tubulações
recomenda uma análise local mais refinada. Para esse tipo de análise, softwares como
ABAQUS e ANSYS se fazem mais aplicáveis do que o CAESAR e TRIFLEX. Estes
dois últimos utilizam solução matricial de vigas capturando os efeitos mais importantes
que precisam ser analisados em tubulações de razão entre diâmetro e espessura
menores. Em FPSOs, esses tipos de linhas de grande razão diâmetro-espessura são
muito pouco comuns não havendo tanta necessidade de analisar efeitos como
ovalização. Por isso a utilização do CAESAR e TRIFLEX nesse tipo de indústria é
bastante difundido, garantindo cálculos eficientes e agilidade no projeto. O CAESAR
possui em seu database os limites admissíveis já explicados, portanto ele executa um
pós-processamento dos resultados utilizando os critérios de aprovação das normas
ASME ou de um projeto específico que o usuário queira embutir no programa.
O modelos computacionais de análise de tensões de tubulação do CAESAR
utilizam elementos de viga com dois nós e seis graus de liberdade cada: três de
translação e três de rotação. Tais elementos simulam o comportamento de trechos retos
de vigas tubulares interligadas e submetidas aos carregamentos já citados. Os demais
elementos de tubulação, tais como curvas e derivações, são baseados em nós com os
fatores intensificação já citados que visam capturar esforços não observados através da
teoria de viga. Para a abordagem das tensões locais nas normas ASME B31 são
fornecidos os fatores de intensificação de tensão, também conhecidos como SIFs (Stress
Intensifity Factor) no anexo B.
No próximo item, será apresentado, como a teoria de viga e os carregamentos são
impostos em softwares de cálculo através da teoria de elementos finitos para vigas.
29
4.1 ELEMENTOS FINITOS PARA VIGAS
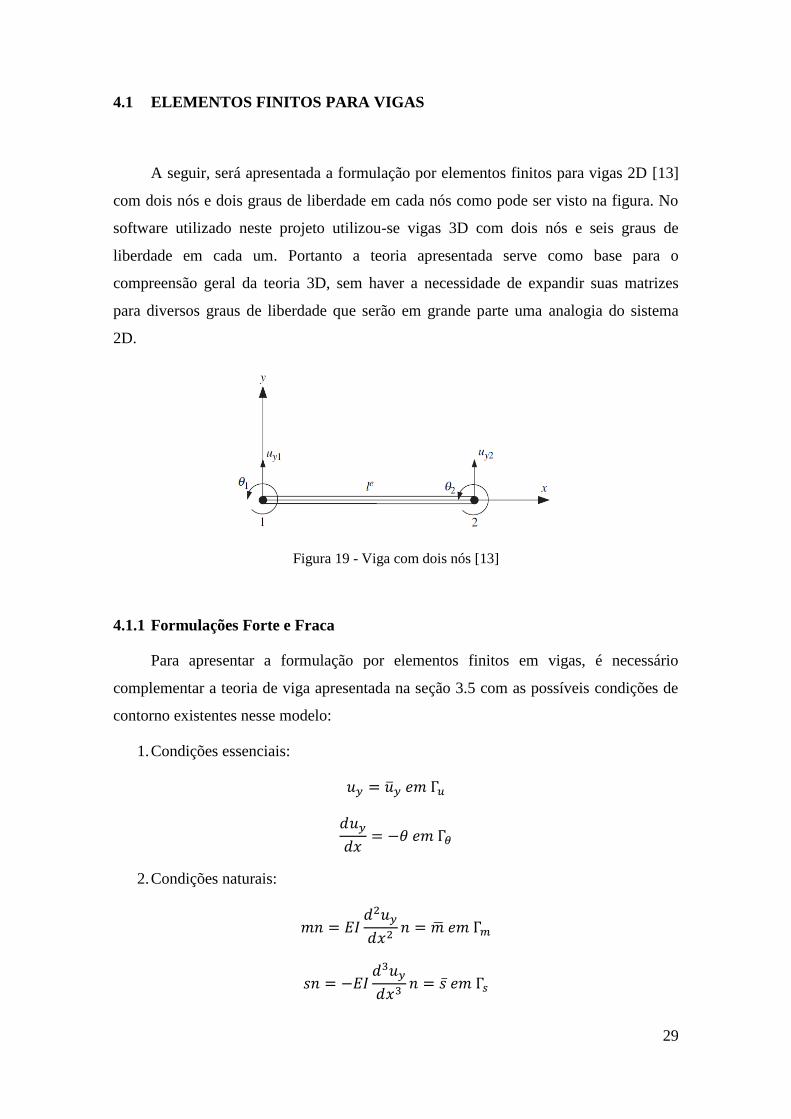
A seguir, será apresentada a formulação por elementos finitos para vigas 2D [13]
com dois nós e dois graus de liberdade em cada nós como pode ser visto na figura. No
software utilizado neste projeto utilizou-se vigas 3D com dois nós e seis graus de
liberdade em cada um. Portanto a teoria apresentada serve como base para o
compreensão geral da teoria 3D, sem haver a necessidade de expandir suas matrizes
para diversos graus de liberdade que serão em grande parte uma analogia do sistema
2D.
Figura 19 - Viga com dois nós [13]
4.1.1 Formulações Forte e Fraca
Para apresentar a formulação por elementos finitos em vigas, é necessário
complementar a teoria de viga apresentada na seção 3.5 com as possíveis condições de
contorno existentes nesse modelo:
1. Condições essenciais:
2. Condições naturais:

30
A barra acima dos caracteres, como em , representa uma modificação na
convenção de sinal positivo comumente usada em teoria de viga e mostrada no item 3.4.
Neste caso o sinal é positivo sempre que a estiver o vetor estiver apontando na direção
crescente do eixo, independente da seção. Acrescentou-se o a simbologia para
compatibilizar a mudança de sinal a condição de contorno expressa.
Para a formulação fraca, multiplica-se a equação de equilíbrio de vigas e as
condições de contorno naturais a uma função peso junto a sua derivada e integra:
∫
Através de algumas integrações por partes, pode-se chegar a seguinte formulação
fraca:
∫
∫
Da forma fraca também pode-se chegar a formulação forte:
∫
Vale ressaltar que se refere ao quanto uma função pode ser derivada e ser
contínua em todo seu domínio.
Figura 20 - Funções C [13]

31
4.1.2 Discretização
A partir da penúltima figura, que representa uma barra com dois nós, pode-se
definir as seguintes matrizes de deslocamento e carregamento:
Os polinômios de Hermite da classe apresentada anteriomente serão:
Tal que:
Figura 21 - Polinômios de Hermite [13]
O solução e a função peso são interpoladas por essas funções de forma definidas
anteriormente, tal que:

32
Para avaliar o domínio da integral da forma fraca, é necessário avaliar
, tal
que:
[
]
As equações para os elementos finitos serão:
∫
∫
Em que, é a matriz das forças de corpo e
é a matriz das forças de contorno.
Para cada elemento haverá a seguinte matriz de rigidez (o caso geral para vigas
3D e seis graus de liberdade em cada nó está no anexo L). As matrizez a seguir estão no
sistema local de coordenada. Ou seja, para criar as matrizes em coordenadas globais é
necessário utililzar matrizes de rotação para cada elemento de viga da análise que
possua direção diferente uma da outra.
Para uma força distribuída, tem-se que a matriz de força nos nós é:
Por último, é necessário acoplar as matrizes de rigidez e carregamentos de todos
os elementos criados no modelo para uma global do sistema. Para isso, define-se as
matrizes de acoplamento compostas apenas de 0 e 1. Para compreensão de como
montá-las existem diversos exemplos no livro de Jacob Fish [13].
Pode-se então definir as matrizes de rigidez e carregamentos globais como:

33
∑
∑
Ao completar a análise por elementos finitos, tem-se a matriz de deslocamento de
cada elemento . A partir dela faz-se o pós-processamento para se chegar às tensões
previstas pela teoria da seguinte forma:
4.2 SOFTWARE
Como comentado anteriormente, no software CAESAR II, a malha de nós é feita
manualmente, ou seja, o usuário define de quanto em quantos milímetros deseja que
haja um nó. Não há a opção de uma malha gerada automaticamente como acontece em
no ABAQUS e no ANSYS. Portanto, é necessária muita atenção do usuário para não
criar trechos muito grandes de tubulação, podendo assim perder informações
importantes na linha, como tensões e deslocamentos excessivos no meio de um trecho.
Cada trecho entre nós, é simulado como um elemento de viga que possuirá uma rigidez,
após todos os trechos modelados, o software irá calcular uma matriz de rigidez geral do
sistema e simular os diversos tipos de carregamentos inseridos pelo usuário.
Na figura a seguir, é possível verificar que cada sombreamento na linha representa
um nó diferente do sistema. Nas curvas, apesar de não mostrar na imagem, o programa
cria um nó exatamente na metade, uma vez que os fatores de intensificação de tensão
deverão ser aplicados ali.
Figura 22 - Nós no software

34
No anexo H, é possível ver uma imagem da interface de criação do software. Nela
é possível criar o arranjo todo da tubulação, inserir seus carregamentos, restrições,
materiais, temperaturas, entre diversas outras opções.
4.2.1 Arranjo da Tubulação
A seguir serão apresentados o resumo do que foi modelado no software, os inputs
utilizados e seus resultados.
Figura 23 - Modelo no software
Para modelar a tubulação saindo do vaso e indo em direção à ambas as bombas, é
necessário ser fidedigno ao que será construído na plataforma, por isso a interface
constante com outras áreas do projeto da plataforma é essencial.
No trecho modelado em questão, as instrumentações que existem na linha foram
ignoradas, uma vez que seu impacto na análise de tensões seria apenas seu peso, e este é
muito pequeno em comparação. Seguindo o fluxo do fluido, que sai do vaso e vai para
as bombas, os seguintes pontos são de atenção no modelo:
Ao sair do vaso separador, a tubulação não se direciona diretamente em um trecho
reto para as bombas devido a questões de espaço na plataforma, outras tubulações
e equipamentos se encontram muito perto e esse desvio se tornou necessário.

35
O primeiro suporte, é uma guia e um apoio. A guia se fez necessária devido a
dilatações do primeiro trecho desviado a partir do vaso, uma vez que ele irá se
dilatar e criar deslocamentos excessivos da tubulação na direção Y. O apoio é por
questões de peso da linha cheia e da válvula, pois o trecho do vaso até o suporte
possui 4 metros de comprimento e a válvula pesa 3000N.
Em seguida, há uma válvula de alivio de pressão (PSV), necessária por questões
de segurança em trechos de linhas perto de bombas. O símbolo de elementos
rígidos em que apenas o peso importa para o software é uma ampulheta.
Como o vaso está suspenso e as bombas no piso do módulo da plataforma, a linha
deve descer, mas não diretamente para o nível das bombas, pois é necessário
espaço para passar uma pessoa no caso de manutenção da bomba. A partir do
trecho em que a linha se divide em duas até o solo há 2 metros de altura,
suficientes para uma pessoa passar.
Em seguida há mais uma válvula de segurança para cada bomba, seguida por
outro suporte com função de guia, apoio e “hold down” (função semelhante ao do
apoio, mas restringe deslocamentos na vertical para cima, que podem vir a ocorrer
devido a vibrações da bomba). Esta válvula é a de bloqueio de fluxo da bomba
caso se deseja que uma bomba pare de operar e a outra seja ligada.
Após o suporte, há um pequeno trecho em formato de Y, que representa a
modelagem de um strainer. Um strainer é um pequeno vaso com função de
separar particulados do fluido. O strainer se torna necessário antes das bombas
para evitar que esses pequenos particulados as danifiquem, uma vez que devem
operar majoritariamente com líquidos.
Depois do strainer chega-se a bomba. Existem duas bombas em paralelo por
questões de segurança, elas nunca operam juntas nessa linha. Caso uma falhe, a
outra é acionada automaticamente por instrumentações ligadas a linha, mantendo
a operação contínua. No caso de falha, a bomba com problemas receberá a
manutenção necessária enquanto a outra opera.

36
4.2.2 Entrada de Dados
Nos dados a seguir, além dos valores numéricos necessários para a análise, estarão
incluídos a simbologia necessária para a compreensão dos casos de carga e dos seus
resultados:
1. Tubulação:
Diâmetro nominal Diâmetro externo Classe de pressão Schedule
DN 100 / NPS 4 4.1/2" = 114,3 mm 150 40
Massa específica Espessura Espessura de
corrosão Material
Coeficiente de
Poisson
7830 kg/m³ 6,02 mm 3,2 mm Aço API 5L B 0,292
Módulo de elasticidade
Temperatura ambiente Temperatura de operação Temperatura de projeto
203,3 GPa 201,1 GPa 195 GPa
Tensões limitantes
Sc (Temperatura
ambiente)
Sh1 (Temperatura
de operação)
Sh2 (Temperatura
de projeto)
Sy
(Escoamento)
137,9 MPa 137,9 MPa 137,9 MPa 241,3 MPa
Figura 24 - Distribuição de temperatura

37
Apenas a bomba B está operando, por isso existe essa diferença de temperaturas.
2. Fluido:
Operação Projeto Hidrostática
Massa específica Temperatura Pressão Temperatura Pressão Pressão
895 kg/m³ 60 °C 41 kPa 150 °C 643 kPa 964,5 kPa
3. Equipamentos:
Cargas admissíveis pelo fabricante
Equipamento Fx (N) Fy (N) Fz (N) Mx (Nm) My (Nm) Mz (Nm)
Vaso 4800 3600 4800 960 1248 1440
Bomba 2040 2040 2040 1040 1040 1040
Esses dados podem ser verificados também em anexo.
Coeficientes de expansão
Temperaturas Operação Projeto
Bomba 0,45 mm/m 1,56 mm/m
Vaso 0,766 mm/m 1,9 mm/m
Deslocamento dos bocais
Operação Projeto
DX DY DZ DX DY DZ
Bomba - - 0,225 mm - - 0,78 mm
Vaso 0,9 mm - -2,0 mm 2,1 mm - -4,7 mm
Para o cálculo desses valores, basta utilizar o coeficiente de expansão e
multiplicar pela distância do ponto em que o equipamento está preso até o bocal da
tubulação. Por exemplo:
Distância vertical da fixação da bomba, até seu bocal: 0,5 metros
Coeficiente de expansão em operação: 0,45 mm/m
Deslocamento vertical: 0,5 x 0,45 = 0,225

38
4. Componentes:
Pesos
V1 (Válvula) V2 F1 (Flange) F2 F3
3000 N 600 N 85 N 200 N 250 N
5. Suportes:
Coeficiente de atrito
Metal x Metal Metal x Teflon
0,3 0,1
Perto de bombas, é interessante usar placas de teflon entre o suporte e a tubulação
para aliviar o atrito naquela área, melhorando a flexibilidade da tubulação devido as
vibrações das bombas.
6. Inércia:
Acelerações
X Y Z
0,151 g 0,341 g 0,364 g
Esses valores variam de projeto para projeto. Neste caso foi baseado em valores
de estudos da Petrobras para ondas no local onde a plataforma irá operar. Vale ressaltar
que além do local, os valores podem aumentar dada a elevação em que a tubulação se
encontra na plataforma devido a seu centro de gravidade.

39
7. Casos de carga:
Existe um guia recomendado para a modelagem dos casos de carga pela DNV [7]
que está no anexo F. Nesse projeto os seguintes casos de carga foram utilizados:
Figura 25 - Casos de carga
4.3 RESULTADOS
Como citado no capítulo de tensões admissíveis, a norma exige que a verificação
seja feito em separado, por isso há tantos casos de carga modelados e combinados.
Também há a modelagem do caso geral, utilizado para verificar cargas em suportes e
bocais.

40
De todos esses casos de carga, serão expostos os resultados de apenas alguns
mais relevantes para uma análise mais simplificada e geral, um resultado mais geral
estará em anexo.
4.3.1 Tensões Máximas e Cargas nos Bocais
No anexo I, há as tensões abaixo mais detalhadas e no anexo E o isométrico
detalhando a numeração de cada nó. O nó 329 representa a curva logo antes do nó 330,
ele foi criado automaticamente pelo programa, por isso a numeração fora do padrão.
Tipo Caso Nó Tensão (kPa)
Calculado Admissível
HYD 1 110 20018.3 241317.0
SUS 41 110 50433.1 137895.1 Tensões
Primárias
Projeto
SUS 43 110 44780.8 137895.1 Operação
EXP 10 329 20541.7 206742.7 Tensões
Secundárias
Operação
EXP 11 329 76996.2 206742.7 Projeto
OCC 42 110 52630.9 183400.5
Para o cálculo das cargas nos bocais dos equipamentos foram utilizados os casos
de carga com todos os carregamentos juntos e suas possíveis combinações (Casos 23 a
40). De forma diferente a análise de tensões onde se separam primária, secundária e
ocasionais, no caso de forças e momentos em bocais, é necessário simular tudo
ocorrendo simultaneamente para achar as cargas reais.
Vaso - Nó 410
Cargas Fa (N) Fb (N) Fc (N) Ma (Nm) Mb (Nm) Mc (Nm)
Admissível 4800 3600 4800 960 1248 1440
Max. Calculado -2158/L36 -1773/L37 -159/L29 534/L32 -613/L36 1730/L38
Bomba B - Nó 10
Admissível 2040 2040 2040 1040 1040 1040
Max. Calculado 2481/L34 -755/L35 -954/L32 384/L38 394/L32 -668/L34
Bomba A - Nó 320
Admissível 2040 2040 2040 1040 1040 1040
Max. Calculado 784/L32 -1207/L34 -569/L25 406/L38 299/L32 -151/L34
Há três pontos importantes a serem ressaltados sobre as cargas nos bocais. O
primeiro deles é que a grande maioria dos valores máximos encontrados foram em
carregamentos de projeto ao invés de operação, a razão é simples, a temperatura e
pressão de projeto são maiores e irão gerar carregamentos superiores. Outro ponto é
quanto à diferença dos carregamentos entre a bomba A e B. Isto ocorre, pois a bomba B

41
é a única operando, se for feita outra análise com a bomba A operando o inverso irá
ocorrer. O último ponto é que há duas cargas não passando em relação aos limites do
fabricante. Nesse caso há dois aspectos a serem considerados, o primeiro é tentar
redistribuir essas cargas mudando o arranjo local da tubulação e aumentando sua
flexibilidade. O segundo ponto, caso já tenha explorados todas as possibilidades de
mudança e nenhuma tornou possível passar as cargas, é contatar o fabricante e pedir
aprovação das cargas.
4.3.2 Teste Hidrostático (Caso 01)
Figura 26 - Tensões do Teste Hidrostático
Figura 27 - Configuração Deformada (ampliada 300x)

42
É possível verificar que as tensões hidrostáticas passam com folga do seu limite
de 240 MPa. Na maior parte da linha as tensões não passam de 15 MPa, chegando ao
máximo de apenas 20 MPa. Vale ressaltar que na configuração deformada, seus efeitos
são basicamente devido ao peso da linha, tal que suas deformações são verticais.
4.3.3 Tensões Primárias (Caso 41)
Figura 28 - Tensões Primárias
Figura 29 - Configuração Deformada (ampliada 150x)
Em comparação com o teste hidrostático as tensões mais que dobraram e foi
necessário ampliar a escala de deformação para 150 vezes. É importante notar também
que na configuração deformada, não há a representação de dilatações na tubulação e de

43
deslocamento de bocais. Isso ocorre, pois como explicado anteriormente, para o cálculo
de tensões primárias os carregamentos de temperatura e deslocamento são retirados. A
principal deformação perceptível ocorre no trecho superior devido às acelerações
inerciais e a falta de um suporte com função trava perto. Na maior parte da linha as
tensões não passam de 35 MPa, atingindo valores máximos de cerca de 45 MPa nos
suportes mas que ainda estão longe de seus limites de 138 MPa.
4.3.4 Tensões Secundárias (Caso 11)
Figura 30 - Tensões Secundárias
Figura 31 - Configuração Deformada (ampliada 50x)

44
Nas tensões secundárias é possível verificar um aumento em relação às
primárias. Foi necessário aumentar em 50 vezes a configuração de deformadas, ou seja,
um terço do necessário das primárias, uma vez que as dilatações cumprem parte
significativa nas deformações da tubulação. Há dois pontos importantes de se notar na
deformada, o primeiro é em relação ao bocal do vaso. Ele está tão discrepante, devido à
ampliação do deslocamento pré-imposto de -4,7mm que quando ampliado 50 vezes fica
muito perceptível. O outro ponto são as tubulações perto das bombas. A bomba B, a
inferior da figura, como está operando, fez sua tubulação dilatar mais que a outra, por
isso há esse gradiente de dilatação entre as duas gerando torção no trecho onde as duas
se encontram. Pode-se perceber também que apenas as duas curvas superiores passam
dos 50 MPa, mas que ainda está abaixo do limite de tensão secundária calculado de 206
MPa.
4.3.5 Tensões de Operação, Deslocamentos e Reações nos Suportes
Não foram apresentadas a distribuição de tensão e a configuração deformada para
as condições de operação por essas serem inferiores as de projeto. Seus valores
máximos detalhados estão em anexo para comparação.
Para a visualização dos deslocamentos, é possível analisar cada caso de carga, dos
43 apresentados, e o cálculo para cada um dos nós. Porém, esse tipo de relatório é muito
grande para ser visualizado. Então, como os maiores deslocamentos aconteceram sob os
carregamentos que geram tensões secundárias nas condições de projeto (caso 11), eles
serão os únicos apresentados. Os resultados podem ser vistos no anexo J em que estão
marcados os máximos de cada direção de translação. Vale ressaltar a importância dos
deslocamentos DZ não serem muito elevados a ponto de criarem locais que haja bolsa
de líquido que não seja possível drenar. Isso pode vir a interromper o fluxo da
tubulação, uma vez que este diminui a área pela qual o fluido passará quanto maior for a
deflexão. Outro ponto importante de deslocamentos pequenos é quanto a frequência
natural de vibração. Se estes deslocamentos forem muito elevados, irão acarretar
frequências naturais menores na tubulação. Dessa forma qualquer perturbação local
(normalmente de frequências pequenas) pode acarretar vibrações de grande amplitude
na tubulação, danificando-a.
Os seguintes valores máximos geralmente são admitidos para flechas em
tubulações de processo [8]:
- Diâmetros de 3” ou menores: 5 mm
- Diâmetros de 4” ou maiores: 10 mm
As reações em todos os suportes também possuem um relatório grande, por isso
estão no anexo K para análise. Vale ressaltar a importância dessas cargas, uma vez que
os suportes e a estrutura devem ser projetados para aguentá-las.

45
5 CONCLUSÃO
Ao analisar os resultados, pode-se concluir satisfatoriamente que eles estão de
acordo com o esperado pela norma para tubulações de processo. Utilizando a teoria
apresentada e verificando suas deformações, as tubulações reagiram como esperado e
suas tensões se apresentaram dentro dos limites admissíveis da norma ASME B31.3,
garantindo assim sua integridade estrutural. Com isso, conclui-se a apresentação de um
dos modos de como é feita a análise de tensões em tubulações atualmente na indústria
de petróleo brasileira. Este projeto se torna então um complemento do que foi exposto
durante a graduação na UFRJ em matérias como mecânica dos sólidos, vasos de pressão
e elementos finitos para futuros alunos que queiram compreender melhor sobre este tipo
de análise na prática de engenharia de projetos brasileira. Vale ressaltar que o projeto
não se baseou apenas em teorias do âmbito acadêmico, mas principalmente se
fundamentou em normas obrigatórias a serem seguidas pela indústria brasileira como a
ASME B31.3 e as recomendações da DNV-RP-D101.
É importante deixar claro que a análise através da teoria de viga é muito útil e
difundida na indústria devido à necessidade de grande velocidade na execução dos
projetos de engenharia. Ao mesmo tempo ela garante, pela norma, a integridade
estrutural das tubulações e verifica os efeitos elásticos necessários. Mas como explicado
no trabalho, existem tubulações que necessitam de uma análise específica através de
teorias de casca e softwares como ABAQUS e ANSYS que irão capturar esses efeitos.
Para uma análise complementar ao que foi exposto, seria necessário estudar outros
pontos não apresentados nesse trabalho. Então, para futuros trabalhos, é importante
realizar uma análise dinâmica mais detalhada, tal como mostrar resposta em fadiga da
tubulação, frequências de ressonâncias para cada tipo de carregamento e possíveis
falhas provindas disto. Outro ponto que ajudaria a complementar esse trabalho são
carregamentos ocasionais de explosões perto da tubulação. Estas gerariam cargas
ocasionais chamadas de blast. Esse carregamento é muito importante na industria
nuclear, uma vez que análises de tubulações nucleares incluem possíveis atentados as
barreiras de proteção da usina. Estes dois aspectos a mais que complementariam a
análise e garantiriam ainda mais a integridade da tubulação são estudos a parte que não
foram apresentados pois exigiriam muito mais detalhamento.

46
6 REFERÊNCIAS BIBLIOGRÁFICAS
[1] TELLES, P. C. S. Tubulações Industriais: Materiais, Projeto, Montagem. 10ª. ed.
Rio de Janeiro: LTC, 2001.
[2] PETROBRAS. FATOS E DADOS. Disponivel em:
<http://www.petrobras.com.br/fatos-e-dados/>. Acesso em: 28 mar. 2016.
[3] HORIZONTAL Knock-out Drum. ENSEPATEC. Disponivel em:
<http://www.ensepatec.me/webpage/en/products/horizontal-separators/horizontal-
ko-drum.html>. Acesso em: 28 mar. 2016.
[4] FLARING: Another Road to Sucess. Flarenotice. Disponivel em:
<http://www.flarenotice.com/flaring.php>. Acesso em: 28 mar. 2016.
[5] JOHN KEARNS. Flaring & venting in the oil & gas exploration & production
industry. England and Wales: OGP, 2000.
[6] SULZER. Pumps for the booming FPSO sector. Disponivel em:
<https://www.sulzer.com/pt/Newsroom/Sulzer-Technical-Review/STR-
Library/STR-Issue-1-2015/Pumps-for-the-Booming-FPSO-Secto>. Acesso em: 28
mar. 2016.
[7] DET NORSKE VERITAS. Structural Analysis of Piping Systems, 2008. ISBN
DNV-RP-D101.
[8] TELLES, P. C. S. Tubulações Industriais: Cálculo. 9ª. ed. Rio de Janeiro: LTC,
2004.
[9] HIBBELER, R. C. Resistência dos Materiais: Livros Técnicos e Científicos,
2000.
[10] GERE, J. M. Mecânica dos Materiais: Editora Thomson Learning, 2003.
[11] THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME B31.3:

47
Process Piping. New York:, 2012.
[12] CRANDALL, STEPHEN H. An Introduction to the Mechanics of Solids. 2nd.
ed.: McGraw Hill, 1999.
[13] JACOB FISH, T. B. Um Primeiro Curso em Elementos Finitos. Rio de Janeiro:
LTC, 2009.
[14] DOMINGUEZ, F. R. Análise estrutural direcionada à redução de espessura de
tubulações industriais. São Paulo, 2008.
[15] INTERGRAPH CAS. CAESAR User Guide & Technical Reference Manual.
Huntsville, 2012.
[16] THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME B31.1:
Power Piping. New York, 2012.
48
7 ANEXO
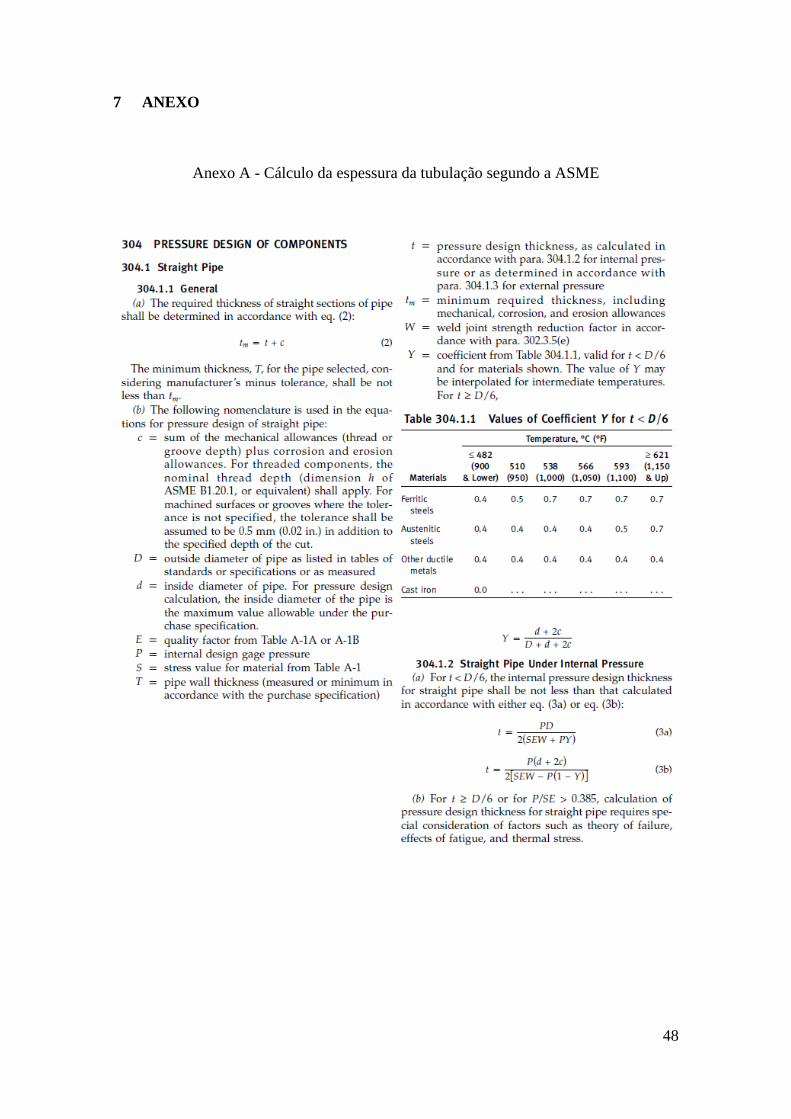
Anexo A - Cálculo da espessura da tubulação segundo a ASME
49
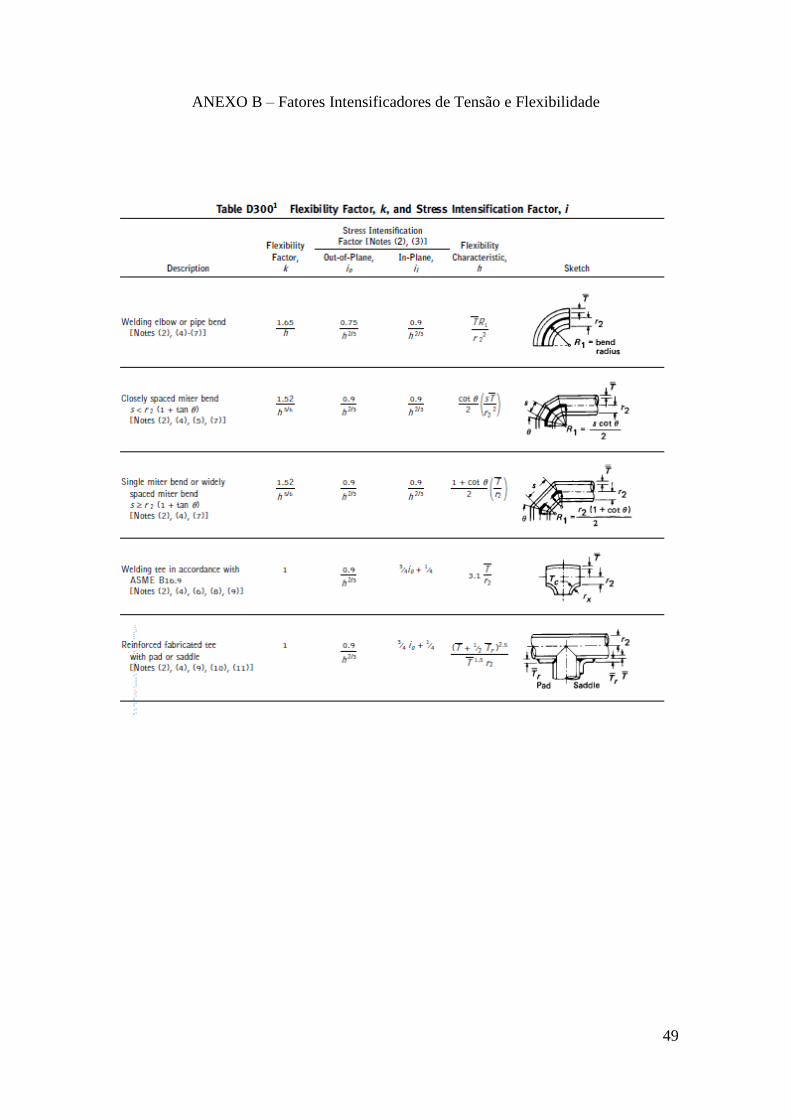
ANEXO B – Fatores Intensificadores de Tensão e Flexibilidade

50
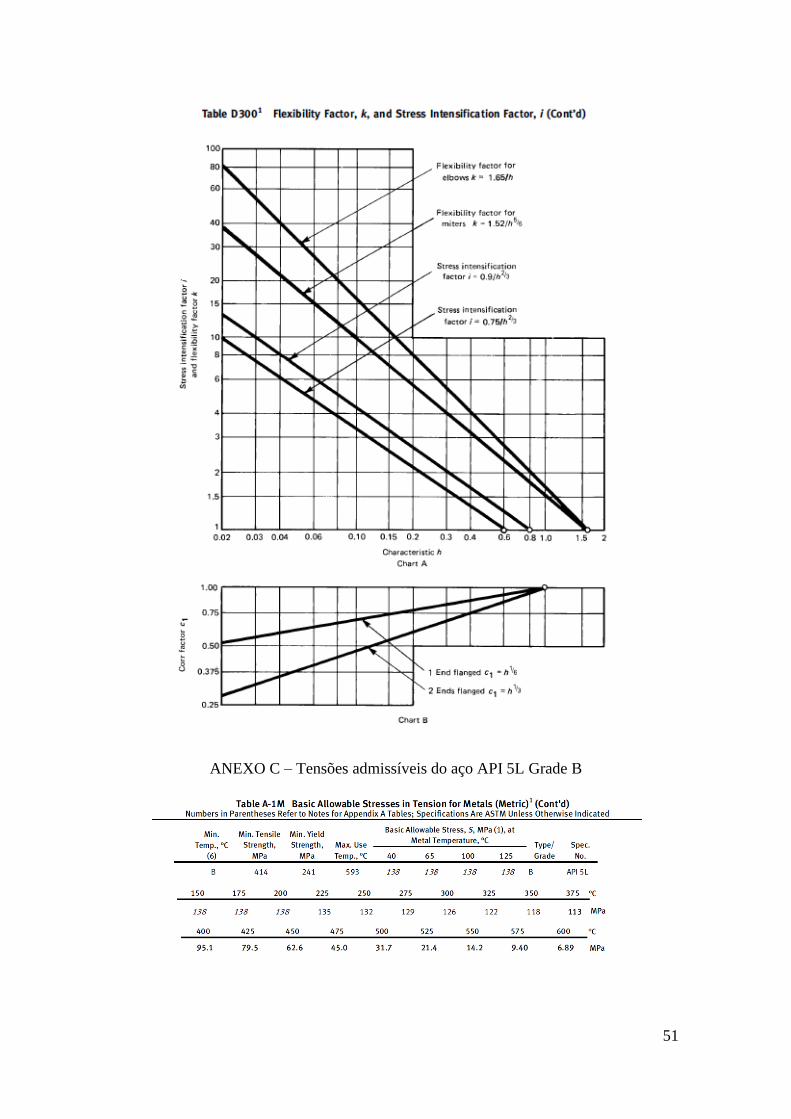
51
ANEXO C – Tensões admissíveis do aço API 5L Grade B
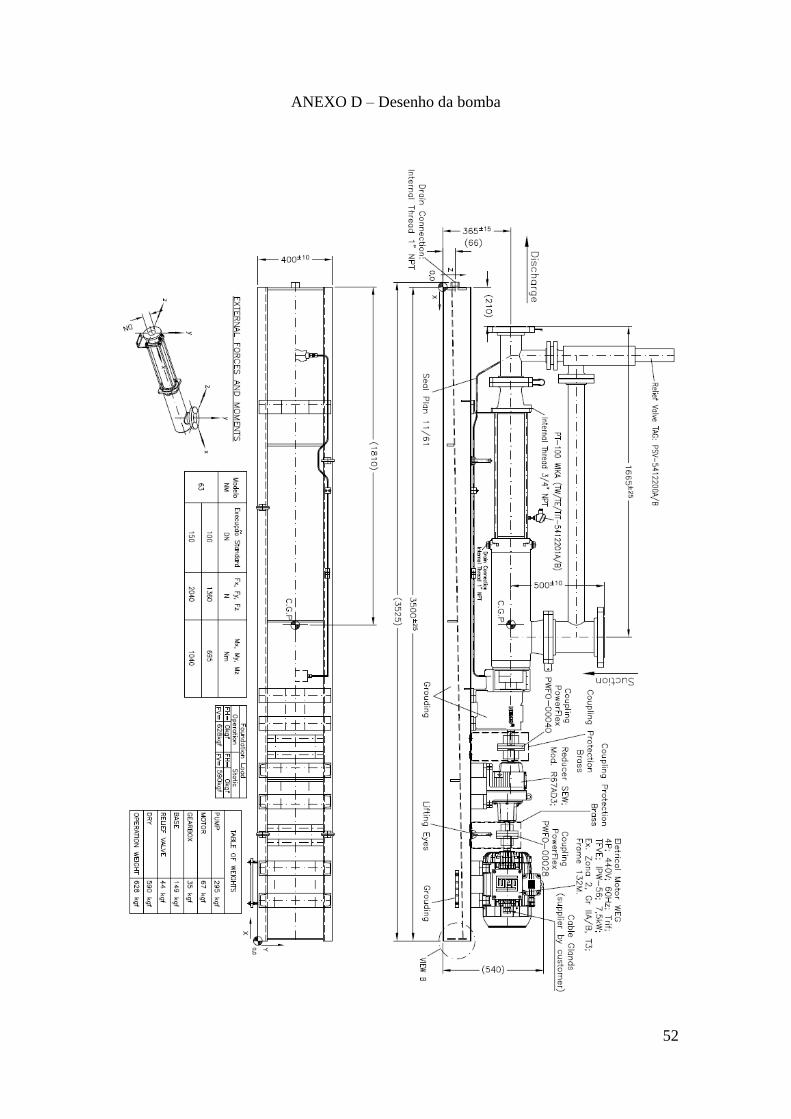
52
ANEXO D – Desenho da bomba

53
ANEXO E – Isométrico

54
ANEXO F – Casos de carga recomendados pela DNV
ANEXO G – Carga admissíveis nos bocais do vaso

55
ANEXO H – Interface do software utilizado (CAESAR)

56
ANEXO I – Tensões detalhadas
CODE STRESS CHECK PASSED : LOADCASE 1 (HYD) WW+HP
Highest Stresses: ( KPa ) LOADCASE 1 (HYD) WW+HP
Ratio (%): 8.3 @Node 110
Code Stress: 20018.3 Allowable Stress: 241317.0
Axial Stress: 4999.0 @Node 20
Bending Stress: 16150.9 @Node 110
Torsion Stress: 1112.1 @Node 150
Hoop Stress: 10445.9 @Node 20
Max Stress Intensity: 20028.0 @Node 110
CODE STRESS CHECK PASSED : LOADCASE 10 (EXP) L10=L2-L4
Highest Stresses: ( KPa ) LOADCASE 10 (EXP) L10=L2-L4
Ratio (%): 9.9 @Node 329
Code Stress: 20541.7 Allowable Stress: 206842.7
Axial Stress: 391.3 @Node 379
Bending Stress: 20148.3 @Node 329
Torsion Stress: 4953.1 @Node 416
Hoop Stress: 0.0 @Node 20
Max Stress Intensity: 40283.2 @Node 329
CODE STRESS CHECK PASSED : LOADCASE 11 (EXP) L11=L3-L5
Highest Stresses: ( KPa ) LOADCASE 11 (EXP) L11=L3-L5
Ratio (%): 37.2 @Node 329
Code Stress: 76996.2 Allowable Stress: 206842.7
Axial Stress: 1557.8 @Node 329
Bending Stress: 75435.9 @Node 329
Torsion Stress: 12190.3 @Node 416
Hoop Stress: 0.0 @Node 20
Max Stress Intensity: 151156.4 @Node 329

57
CODE STRESS CHECK PASSED : LOADCASE 41 (SUS) L41=L5+L20
Highest Stresses: ( KPa ) LOADCASE 41 (SUS) L41=L5+L20
Ratio (%): 36.6 @Node 110
Code Stress: 50433.1 Allowable Stress: 137895.1
Axial Stress: 6556.2 @Node 379
Bending Stress: 44650.5 @Node 110
Torsion Stress: 4194.0 @Node 416
Hoop Stress: 13186.3 @Node 20
Max Stress Intensity: 50433.1 @Node 110
CODE STRESS CHECK PASSED : LOADCASE 42 (OCC) L42=L5+L20+L6
Highest Stresses: ( KPa ) LOADCASE 42 (OCC) L42=L5+L20+L6
Ratio (%): 28.7 @Node 110
Code Stress: 52630.9 Allowable Stress: 183400.5
Axial Stress: 6613.1 @Node 379
Bending Stress: 46365.9 @Node 110
Torsion Stress: 4576.6 @Node 416
Hoop Stress: 13186.3 @Node 20
Max Stress Intensity: 52682.3 @Node 110
CODE STRESS CHECK PASSED : LOADCASE 43 (SUS) L43=L4+L20
Highest Stresses: ( KPa ) LOADCASE 43 (SUS) L43=L4+L20
Ratio (%): 32.5 @Node 110
Code Stress: 44780.8 Allowable Stress: 137895.1
Axial Stress: 1631.0 @Node 160
Bending Stress: 44650.5 @Node 110
Torsion Stress: 4194.0 @Node 416
Hoop Stress: 840.8 @Node 20
Max Stress Intensity: 44780.8 @Node 110

58
ANEXO J – Deslocamentos máximos (Caso 11 – Tensões secundárias máximas)
Node DX mm. DY mm. DZ mm. RX deg. RY deg. RZ deg.
10 0.000 -0.000 0.781 0.0000 0.0000 -0.0000
11 0.000 -0.000 0.781 0.0000 0.0000 -0.0000
20 0.000 -0.000 0.915 0.0000 0.0000 -0.0000
30 0.002 -0.002 1.126 0.0011 -0.0011 -0.0046
39 -0.002 0.057 1.293 0.0072 -0.0126 -0.0096
40 0.015 0.213 1.379 0.0129 -0.0192 -0.0183
48 0.104 0.595 1.443 0.0169 -0.0360 -0.0175
49 0.053 0.761 1.449 0.0216 -0.0446 0.0050
50 -0.120 0.790 1.361 0.0206 -0.0665 0.0344
60 -0.122 0.789 1.359 0.0206 -0.0666 0.0344
70 -0.273 0.729 1.243 0.0207 -0.0667 0.0346
75 -0.634 0.563 0.943 0.0289 -0.0755 0.0434
80 -0.131 0.788 0.909 0.0289 -0.0755 0.0434
85 -0.072 0.814 0.905 0.0289 -0.0755 0.0434
90 -0.732 0.512 0.856 0.0312 -0.0775 0.0453
100 -0.883 0.433 0.721 0.0313 -0.0775 0.0453
110 -1.635 -0.000 -0.000 0.0485 -0.0854 0.0513
115 -1.754 -0.072 -0.120 0.0512 -0.0853 0.0510
120 -1.873 -0.143 -0.239 0.0539 -0.0840 0.0501
130 -2.448 -0.475 -0.796 0.0542 -0.0835 0.0497
139 -2.644 -0.581 -0.832 0.0502 -0.0195 0.0187
140 -2.680 -0.683 -0.668 0.0478 0.0466 0.0039
148 -2.245 -1.009 -0.079 0.0434 0.0751 -0.0339
149 -2.037 -1.004 0.105 0.0208 0.1066 -0.0566
150 -1.803 -0.852 0.190 0.0021 0.1226 -0.0936
155 -1.395 -0.499 0.189 0.0022 0.1299 -0.1023
160 -0.691 0.086 0.255 0.0247 0.1421 -0.0998
170 -0.512 0.162 0.303 0.0266 0.1364 -0.0958
178 0.273 0.536 0.549 0.0231 0.1084 -0.0791
179 0.329 0.623 0.544 0.0036 0.1022 -0.0710
180 0.209 0.641 0.464 -0.0166 0.0823 -0.0714
188 -0.291 0.496 0.181 -0.0232 0.0634 -0.0589
189 -0.349 0.410 0.070 -0.0196 0.0310 -0.0525
190 -0.286 0.313 0.010 -0.0140 0.0017 -0.0348
200 -0.285 0.312 0.010 -0.0139 0.0017 -0.0347
210 -0.009 0.082 0.000 -0.0139 0.0014 -0.0343
215 -0.009 0.038 -0.000 -0.0133 0.0007 -0.0294
216 0.870 -0.354 1.131 0.0588 0.1537 -0.1039
220 -0.009 0.000 -0.000 -0.0127 0.0005 -0.0240
230 -0.009 -0.077 -0.006 -0.0089 0.0008 0.0024
240 -0.009 -0.073 -0.007 -0.0089 0.0008 0.0025
245 -0.009 -0.069 -0.008 -0.0084 0.0008 0.0042

59
Node DX mm. DY mm. DZ mm. RX deg. RY deg. RZ deg.
255 -0.012 -0.083 -0.011 -0.0084 0.0008 0.0042
260 -0.009 -0.040 -0.012 -0.0066 0.0008 0.0079
270 -0.009 -0.026 -0.013 -0.0066 0.0008 0.0079
272 2.278 -1.066 2.006 0.0781 0.1117 -0.1080
279 -0.004 -0.011 -0.010 -0.0053 0.0013 0.0059
280 0.003 -0.007 -0.004 -0.0023 0.0021 0.0014
288 0.006 -0.007 0.003 -0.0009 0.0018 0.0002
289 0.003 -0.006 0.002 0.0017 0.0017 -0.0004
290 0.001 -0.002 0.000 0.0007 0.0004 -0.0000
300 0.001 -0.002 0.000 0.0007 0.0003 -0.0000
310 0.000 -0.000 0.000 0.0000 0.0000 -0.0000
320 0.000 -0.000 0.000 0.0000 0.0000 -0.0000
321 0.000 -0.000 0.000 0.0000 0.0000 -0.0000
328 2.898 -1.677 2.653 0.0828 0.0463 -0.1110
329 2.813 -1.746 2.789 0.0815 -0.0738 -0.1128
330 2.561 -1.592 2.599 0.0792 -0.1885 -0.1187
350 1.880 -0.657 1.108 0.0791 -0.1898 -0.1189
370 1.423 0.000 0.072 0.0771 -0.1930 -0.1306
373 0.723 1.115 -1.435 0.0742 -0.1774 -0.1372
376 0.022 2.167 -2.800 0.0712 -0.1578 -0.1152
378 -0.449 2.723 -3.622 0.0692 -0.1425 -0.0842
379 -0.637 2.746 -3.913 0.0599 -0.1131 -0.0060
380 -0.636 2.567 -4.095 0.0480 -0.0991 0.0708
390 -0.634 2.565 -4.097 0.0480 -0.0990 0.0710
393 0.116 1.868 -4.466 0.0425 -0.0663 0.1067
396 1.015 1.172 -4.775 0.0332 -0.0337 0.1077
400 1.782 0.475 -4.993 0.0199 -0.0011 0.0740
410 1.880 0.360 -5.020 0.0199 -0.0010 0.0738
411 1.880 0.360 -5.020 0.0199 -0.0010 0.0738
415 1.978 0.245 -5.046 0.0198 -0.0009 0.0736
416 2.100 -0.001 -4.847 0.0009 -0.0016 0.0152
417 2.082 0.074 -5.006 0.0089 -0.0024 0.0365
418 2.100 -0.000 -4.700 0.0000 -0.0000 0.0000
419 2.100 -0.000 -4.700 0.0000 -0.0000 0.0000
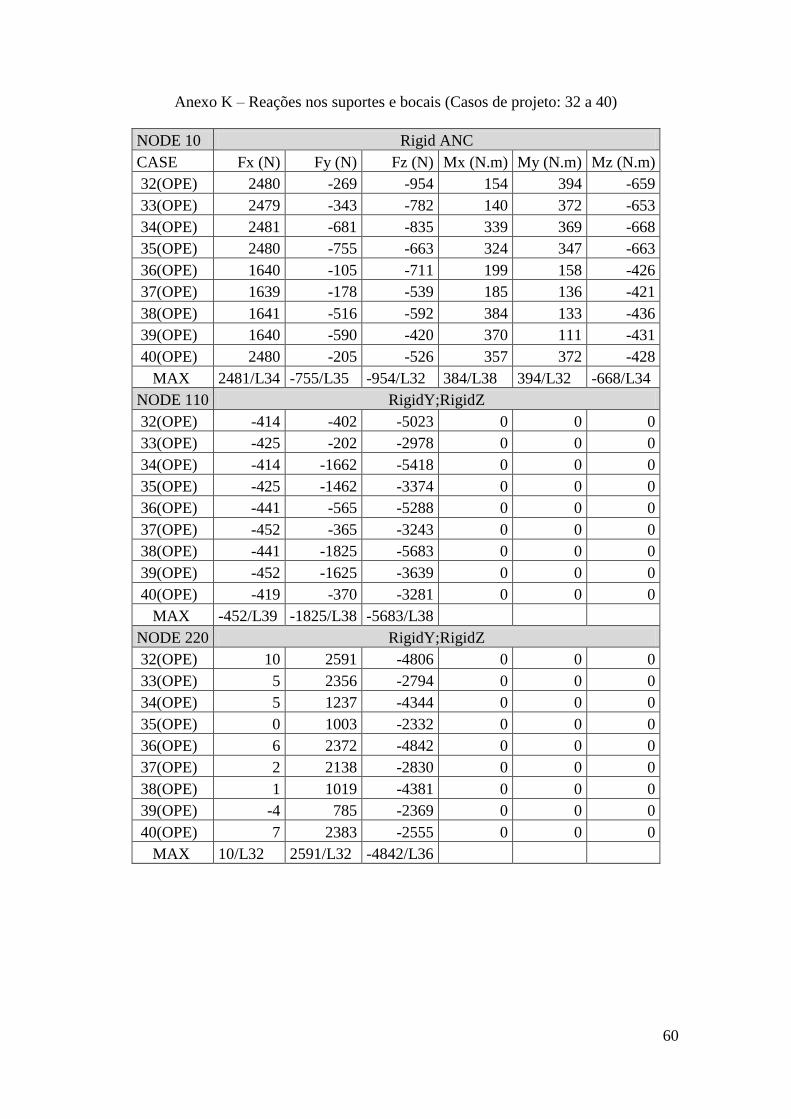
60
Anexo K – Reações nos suportes e bocais (Casos de projeto: 32 a 40)
NODE 10 Rigid ANC
CASE Fx (N) Fy (N) Fz (N) Mx (N.m) My (N.m) Mz (N.m)
32(OPE) 2480 -269 -954 154 394 -659
33(OPE) 2479 -343 -782 140 372 -653
34(OPE) 2481 -681 -835 339 369 -668
35(OPE) 2480 -755 -663 324 347 -663
36(OPE) 1640 -105 -711 199 158 -426
37(OPE) 1639 -178 -539 185 136 -421
38(OPE) 1641 -516 -592 384 133 -436
39(OPE) 1640 -590 -420 370 111 -431
40(OPE) 2480 -205 -526 357 372 -428
MAX 2481/L34 -755/L35 -954/L32 384/L38 394/L32 -668/L34
NODE 110 RigidY;RigidZ
32(OPE) -414 -402 -5023 0 0 0
33(OPE) -425 -202 -2978 0 0 0
34(OPE) -414 -1662 -5418 0 0 0
35(OPE) -425 -1462 -3374 0 0 0
36(OPE) -441 -565 -5288 0 0 0
37(OPE) -452 -365 -3243 0 0 0
38(OPE) -441 -1825 -5683 0 0 0
39(OPE) -452 -1625 -3639 0 0 0
40(OPE) -419 -370 -3281 0 0 0
MAX -452/L39 -1825/L38 -5683/L38
NODE 220 RigidY;RigidZ
32(OPE) 10 2591 -4806 0 0 0
33(OPE) 5 2356 -2794 0 0 0
34(OPE) 5 1237 -4344 0 0 0
35(OPE) 0 1003 -2332 0 0 0
36(OPE) 6 2372 -4842 0 0 0
37(OPE) 2 2138 -2830 0 0 0
38(OPE) 1 1019 -4381 0 0 0
39(OPE) -4 785 -2369 0 0 0
40(OPE) 7 2383 -2555 0 0 0
MAX 10/L32 2591/L32 -4842/L36
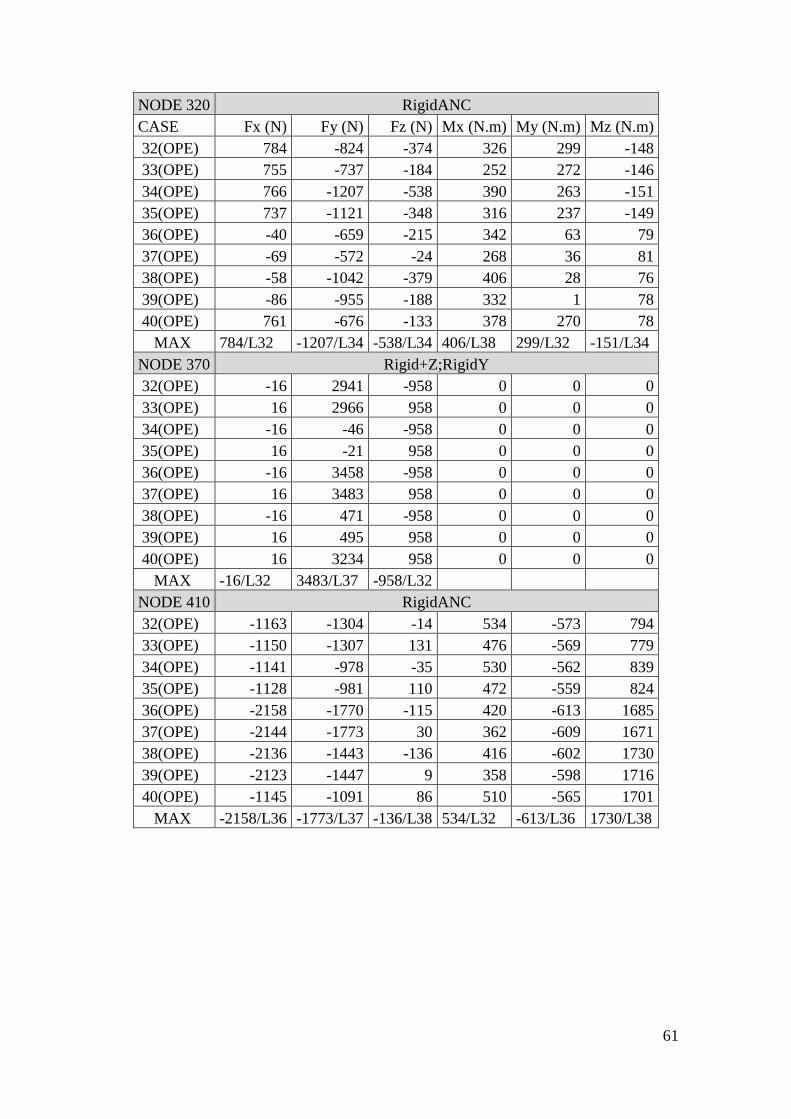
61
NODE 320 RigidANC
CASE Fx (N) Fy (N) Fz (N) Mx (N.m) My (N.m) Mz (N.m)
32(OPE) 784 -824 -374 326 299 -148
33(OPE) 755 -737 -184 252 272 -146
34(OPE) 766 -1207 -538 390 263 -151
35(OPE) 737 -1121 -348 316 237 -149
36(OPE) -40 -659 -215 342 63 79
37(OPE) -69 -572 -24 268 36 81
38(OPE) -58 -1042 -379 406 28 76
39(OPE) -86 -955 -188 332 1 78
40(OPE) 761 -676 -133 378 270 78
MAX 784/L32 -1207/L34 -538/L34 406/L38 299/L32 -151/L34
NODE 370 Rigid+Z;RigidY
32(OPE) -16 2941 -958 0 0 0
33(OPE) 16 2966 958 0 0 0
34(OPE) -16 -46 -958 0 0 0
35(OPE) 16 -21 958 0 0 0
36(OPE) -16 3458 -958 0 0 0
37(OPE) 16 3483 958 0 0 0
38(OPE) -16 471 -958 0 0 0
39(OPE) 16 495 958 0 0 0
40(OPE) 16 3234 958 0 0 0
MAX -16/L32 3483/L37 -958/L32
NODE 410 RigidANC
32(OPE) -1163 -1304 -14 534 -573 794
33(OPE) -1150 -1307 131 476 -569 779
34(OPE) -1141 -978 -35 530 -562 839
35(OPE) -1128 -981 110 472 -559 824
36(OPE) -2158 -1770 -115 420 -613 1685
37(OPE) -2144 -1773 30 362 -609 1671
38(OPE) -2136 -1443 -136 416 -602 1730
39(OPE) -2123 -1447 9 358 -598 1716
40(OPE) -1145 -1091 86 510 -565 1701
MAX -2158/L36 -1773/L37 -136/L38 534/L32 -613/L36 1730/L38

62
Anexo L – Matriz de rigidez de viga 3D em coordenada local do elemento
Recommended