AnAnáálise da Capacidade de processoslise da Capacidade de processos
VVííctorctor Hugo Hugo LachosLachos DDáávilavila
AULA: 1AULA: 1
CampinasCampinas20072007
2
Capacidade de processos
- Um processo mesmo com variabilidade controlada e previsível pode produzir itens defeituosos. Conseqüentemente, não é suficiente colocar o processo sobre controle e dizer que o processo é capaz de atender as especificações do cliente.
- Estudo da capacidade de um processo é comparar a variabilidade própria do produto com as exigências ou especificações para o produto.
- A capacidade do processo é definida pela faixa μ +/- 3σ (faixa característica de um processo). Sob normalidade 99.73% dos valores da variável devem pertencer a esta faixa.
- A capacidade de um processo só pode ser estimada quando o processo esta sobre estatístico, ou seja, tem comportamento previsível caracterizado por uma distribuição.Graficamente a capacidade de um processo pode ser avaliada por médio de Histogramas e probabilidade normal. Testes de normalidade (Shapiro), índices de assimetria, curtose.
No entanto, convêm termos uma forma simples, quantitativa de expressar-la (Índices de Capacidade de Processos)
3
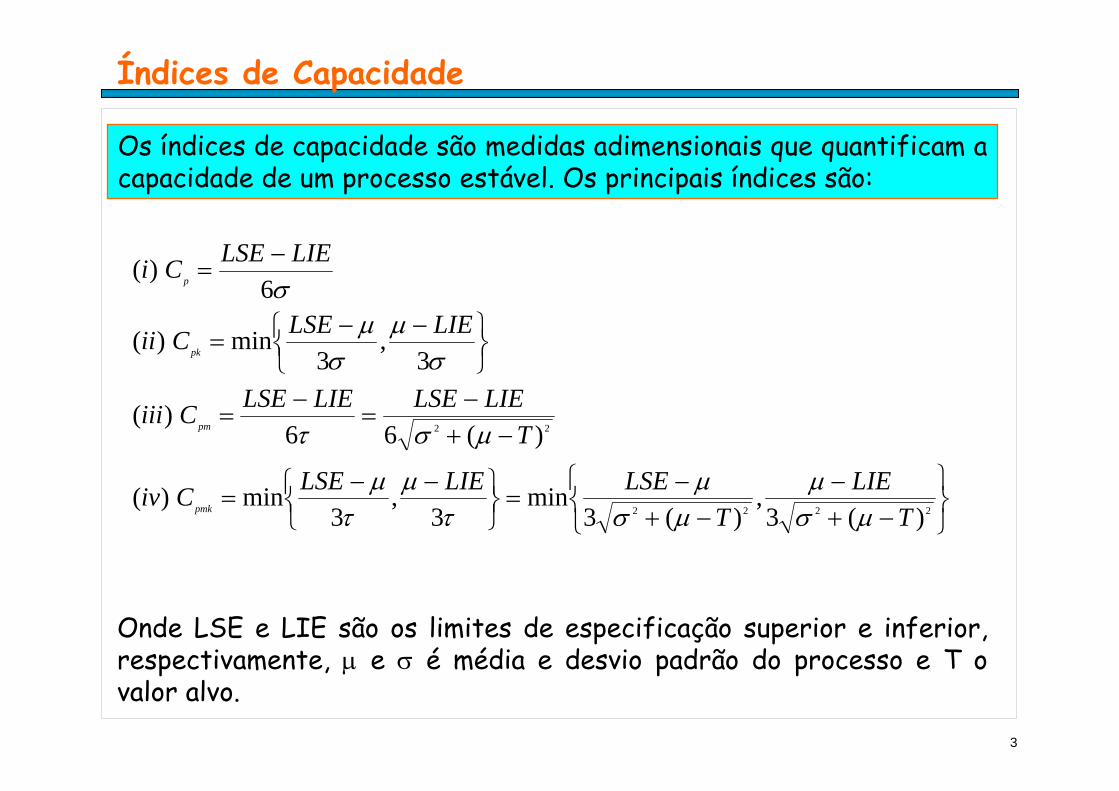
Índices de Capacidade
Os índices de capacidade são medidas adimensionais que quantificam acapacidade de um processo estável. Os principais índices são:
⎭⎬⎫
⎩⎨⎧
−+−
−+−
=⎭⎬⎫
⎩⎨⎧ −−
=
−+−
=−
=
⎭⎬⎫
⎩⎨⎧ −−
=
−=
2222
22
)(3,
)(3min
3,
3min)(
)(66)(
3,
3min)(
6)(
TLIE
TLSELIELSECiv
TLIELSELIELSECiii
LIELSECii
LIELSECi
pmk
pm
pk
p
μσμ
μσμ
τμ
τμ
μστ
σμ
σμ
σ
Onde LSE e LIE são os limites de especificação superior e inferior, respectivamente, μ e σ é média e desvio padrão do processo e T o valor alvo.
4
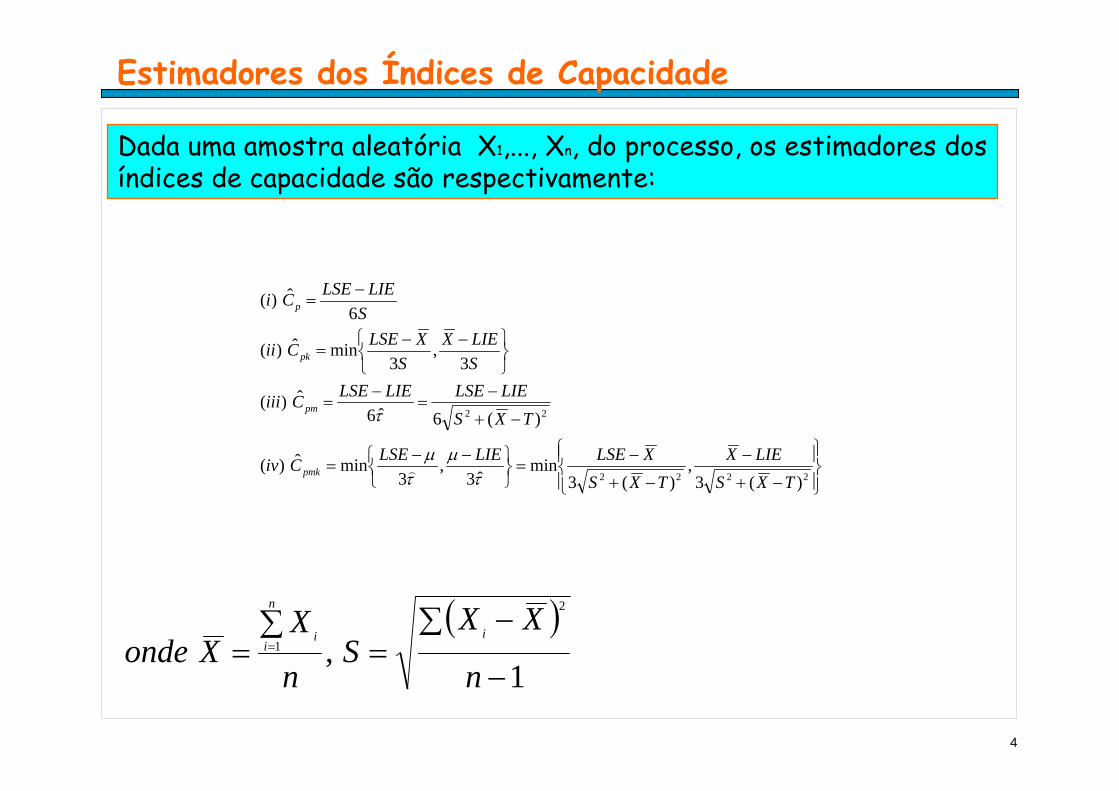
Estimadores dos Índices de Capacidade
Dada uma amostra aleatória X1,..., Xn, do processo, os estimadores dos índices de capacidade são respectivamente:
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
−+
−
−+
−=
⎭⎬⎫
⎩⎨⎧ −−
=
−+
−=
−=
⎭⎬⎫
⎩⎨⎧ −−
=
−=
2222
22
)(3,
)(3min
ˆ3,
3minˆ)(
)(6ˆ6ˆ)(
3,
3minˆ)(
6ˆ)(
TXSLIEX
TXSXLSELIELSECiv
TXSLIELSELIELSECiii
SLIEX
SXLSECii
SLIELSECi
pmk
pm
pk
p
τμ
τμ
τ
)
( )1
,2
1
−
∑ −=
∑= =
n
XXS
n
XXonde
i
n
ii
5
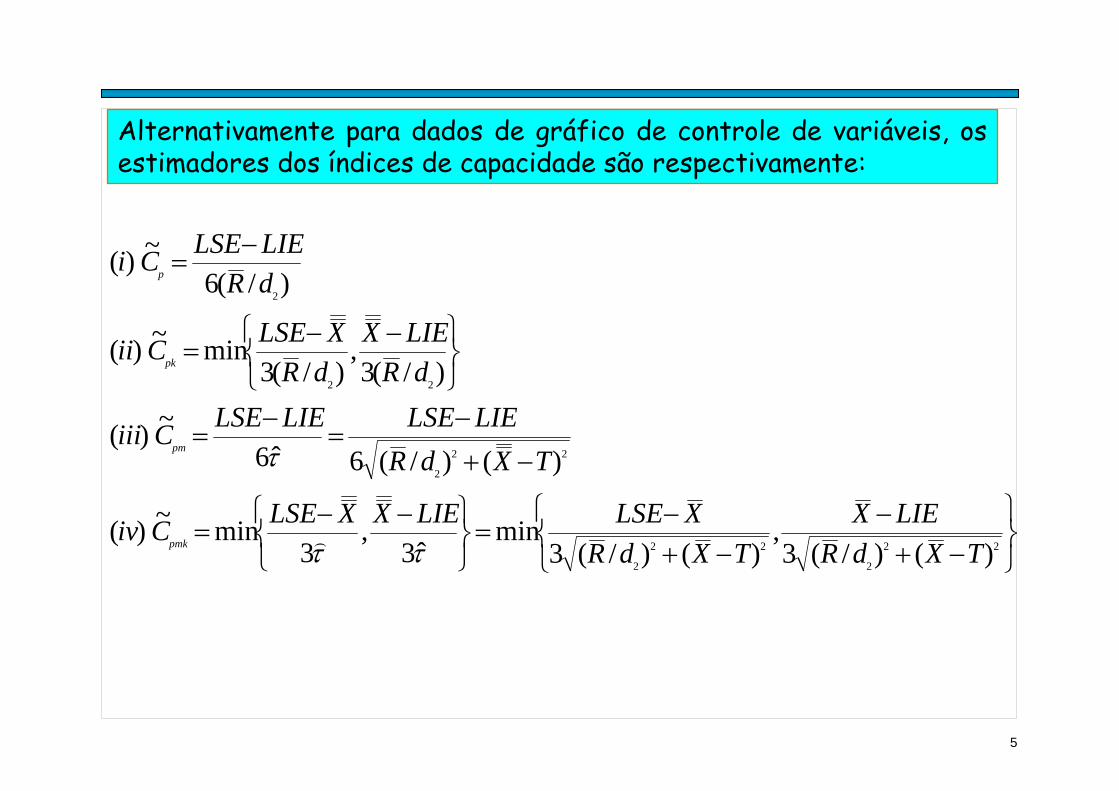
Alternativamente para dados de gráfico de controle de variáveis, os estimadores dos índices de capacidade são respectivamente:
⎭⎬⎫
⎩⎨⎧
−+−
−+−
=⎭⎬⎫
⎩⎨⎧ −−
=
−+
−=
−=
⎭⎬⎫
⎩⎨⎧ −−
=
−=
22
2
22
2
22
2
22
2
)()/(3,
)()/(3min
ˆ3,
3min~)(
)()/(6ˆ6~)(
)/(3,
)/(3min~)(
)/(6~)(
TXdRLIEX
TXdRXLSELIEXXLSECiv
TXdRLIELSELIELSECiii
dRLIEX
dRXLSECii
dRLIELSECi
pmk
pm
pk
p
ττ
τ
)
6
Intervalos de confiança
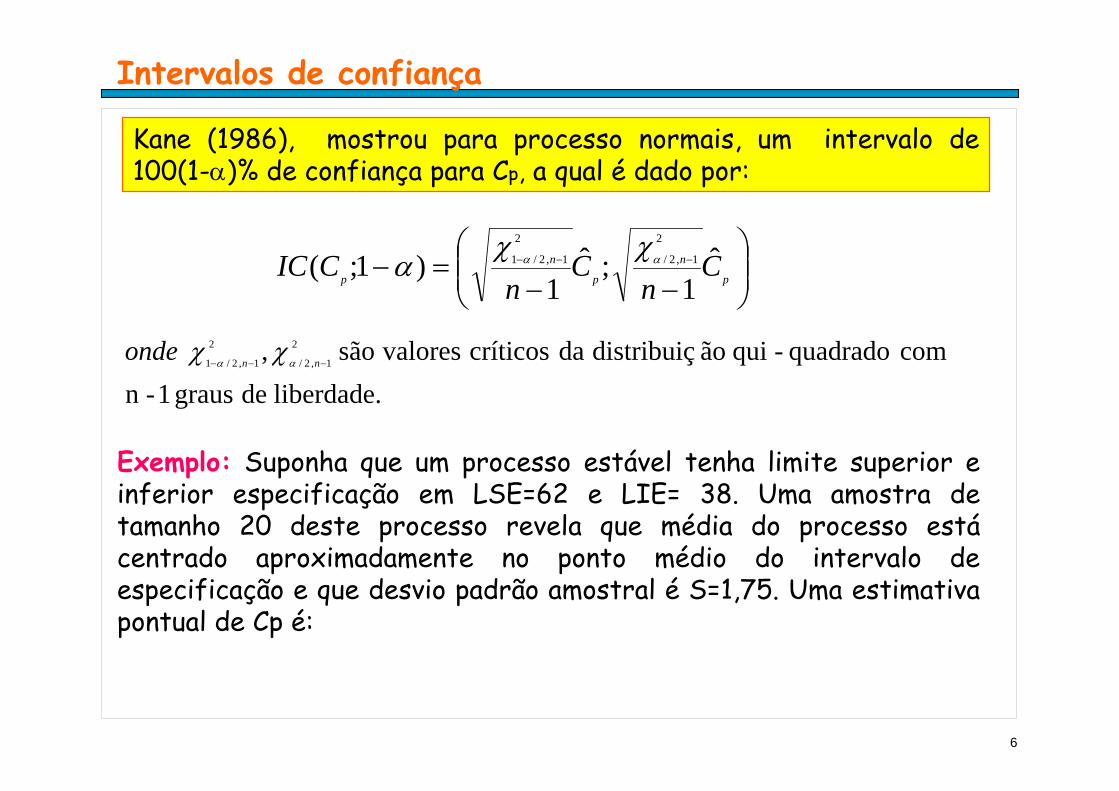
Kane (1986), mostrou para processo normais, um intervalo de 100(1-α)% de confiança para Cp, a qual é dado por:
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
=− −−−
p
n
p
n
p Cn
Cn
CIC ˆ1
;ˆ1
)1;(2
1,2/
2
1,2/1 αα χχα
liberdade. de graus 1-n com quadrado-qui ãodistribuiç da críticos valoressão , 2
1,2/
2
1,2/1 −−− nnonde αα χχ
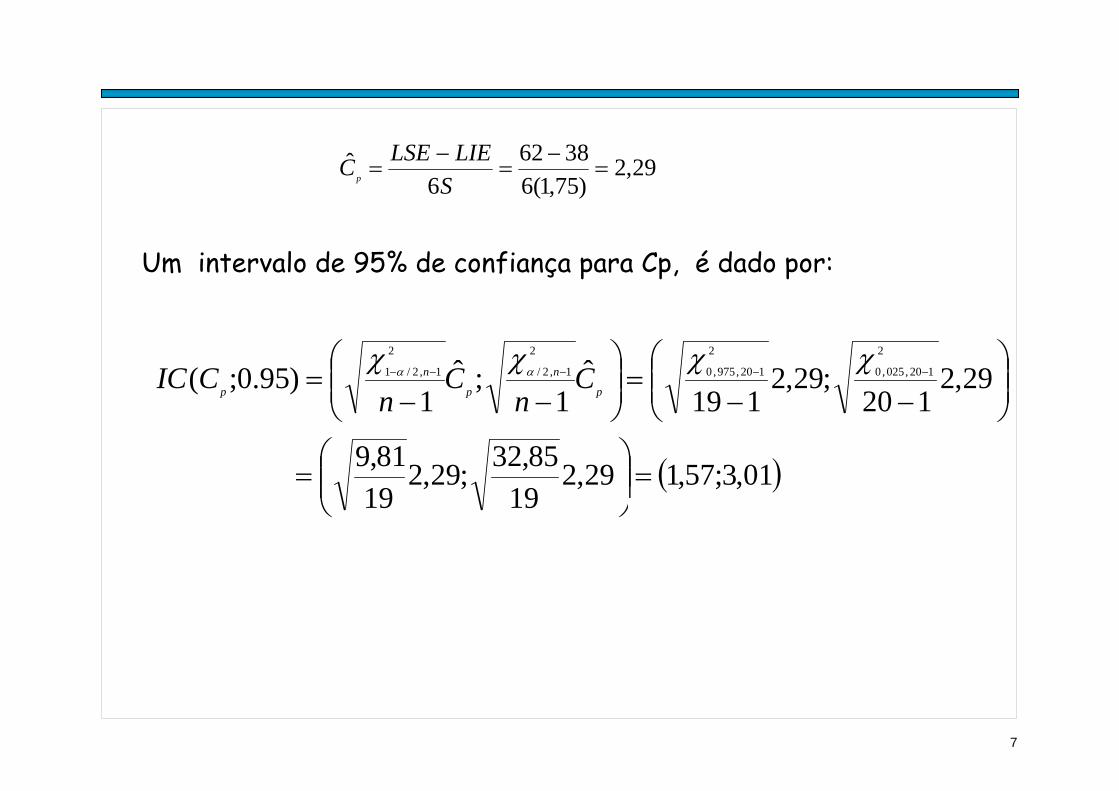
Exemplo: Suponha que um processo estável tenha limite superior e inferior especificação em LSE=62 e LIE= 38. Uma amostra de tamanho 20 deste processo revela que média do processo estácentrado aproximadamente no ponto médio do intervalo de especificação e que desvio padrão amostral é S=1,75. Uma estimativa pontual de Cp é:
7
29,2)75,1(6
38626
ˆ =−
=−
=S
LIELSECp
Um intervalo de 95% de confiança para Cp, é dado por:
( )01,3;57,129,219
85,32;29,21981,9
29,2120
;29,2119
ˆ1
;ˆ1
)95.0;(2
120,025,0
2
120,975,0
2
1,2/
2
1,2/1
=⎟⎟⎠
⎞⎜⎜⎝
⎛=
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
=⎟⎟⎠
⎞⎜⎜⎝
⎛−−
= −−−−−χχχχ
αα
p
n
p
n
p Cn
Cn
CIC
8
Pearn et. Al (1992), derivaram para processo normais, um intervalo de 100(1-α)% de confiança para Cpk, a qual é dado por:
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−++
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−+−=−
)1(21
ˆ911ˆ;
)1(21
ˆ911ˆ)1;( 2/2/ nCn
zCnCn
zCCICpk
pk
pk
pkpk ααα
Exemplo: Considere uma amostra aleatória de tamanho n=20 de um processo estável uma estimativa pontual de Cpk, resultou, 1.33. Um intervalo de 95% de confiança para Cpk, é:
).67,1;99,0()119(2
1)33,1)(20(9
196,1133,1
;)119(2
1)33,1)(20(9
196,1133,1)1;(
2
2
=⎟⎟⎠
⎞⎥⎦
⎤⎢⎣
⎡−
++=
⎜⎜⎝
⎛⎥⎦
⎤⎢⎣
⎡−
+−=−αpkCIC
9
Exercicios.
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
=− −−−
p
n
p
n
p Cn
Cn
CIC ˆ1
;ˆ1
)1;(2
1,2/
2
1,2/1 αα χχα
1.- Prove que um intervalo de 100(1-α)% de confiança para Cp é dado por
2.- O peso molecular de um polímero deveria ficar entre 2100 e 2350. Cinqüenta amostra desse material foram analisadas com os resultados
. Suponha que os pesos moleculares tenham distribuição normal.
a) Calcule uma estimativa pontual para Cpkb) Ache um intervalo de confiança de nível 95% para Cpk.
60 2750 == SeX
10
Teste de hipóteses
Na análise de capacidade de um processo, o interesse é testar as hipóteses:
capaz é processo o :Hcapaz é não processo o :
1
0H
Essas hipóteses em termos do índice de capacidade Cp é equivalente testar:
0p100 C :H: ccCH p >=
Onde c0 são valores padrões de Cp freqüentemente considerado com 1,33. 1,67 ou 2. A hipótese nula H0 é rejeitada e se : onde c é obtido para um nível de significância α fixada.
cCp >ˆ
α=> )|ˆ(, 0HcCPéIsto p
11
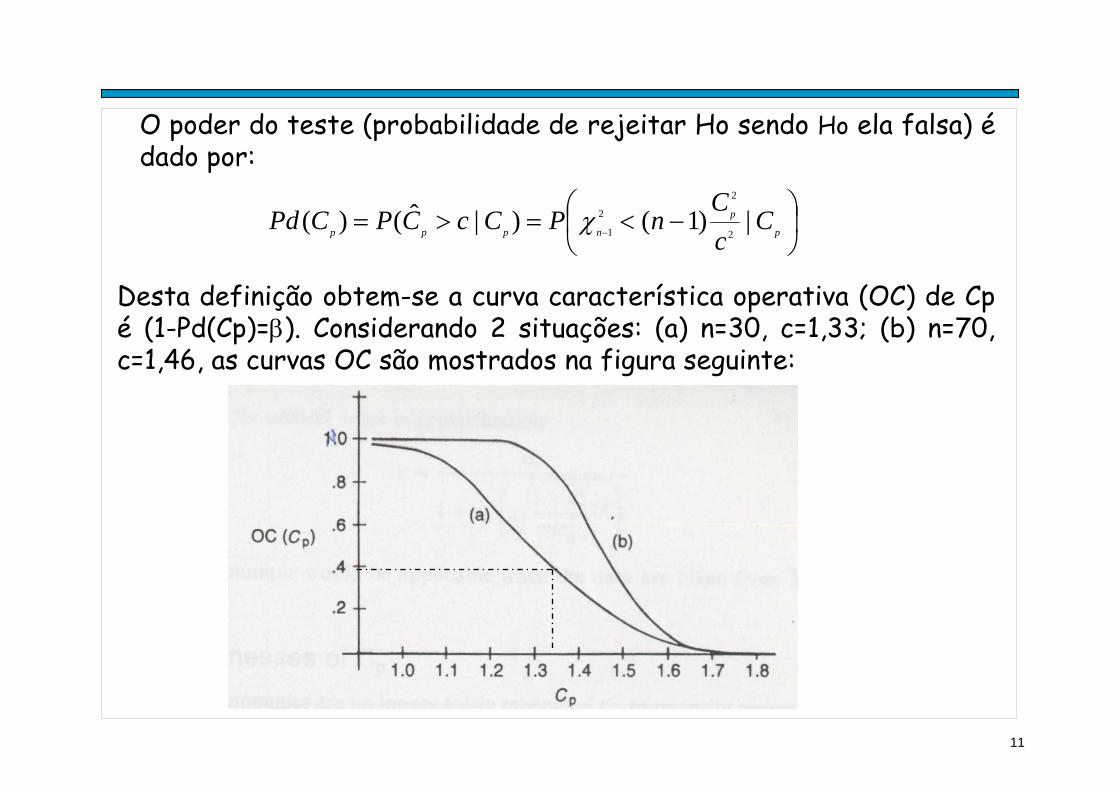
O poder do teste (probabilidade de rejeitar Ho sendo Ho ela falsa) édado por:
⎟⎠⎞
⎜⎝⎛ −<=>=
− p
p
nppp CcC
nPCcCPCPd |)1()|ˆ()(2
2
2
1χ
Desta definição obtem-se a curva característica operativa (OC) de Cp é (1-Pd(Cp)=β). Considerando 2 situações: (a) n=30, c=1,33; (b) n=70, c=1,46, as curvas OC são mostrados na figura seguinte:
12
Kane (1986) propôs uma tabela de tamanhos amostrais (n) e valores críticos (c) para a realização do teste. Para o uso dessa tabela énecessário especificar os seguintes valores:
• Cp (alto); representa a nível de qualidade aceitável, ou seja, é um valor suficientemente alto para Cp, de tal forma que, com probabilidade 1-α gostaríamos classificar como capazes processos cujos índices fossem superiores a Cp (alto).
• Cp(baixo): representa o nível de qualidade inaceitável, ou seja, é um valor suficientemente baixo para Cp, de tal forma que, com probabilidade 1-β gostaríamos de classificar como incapazes processos cujos índices fossem inferiores a Cp(baixo).
13
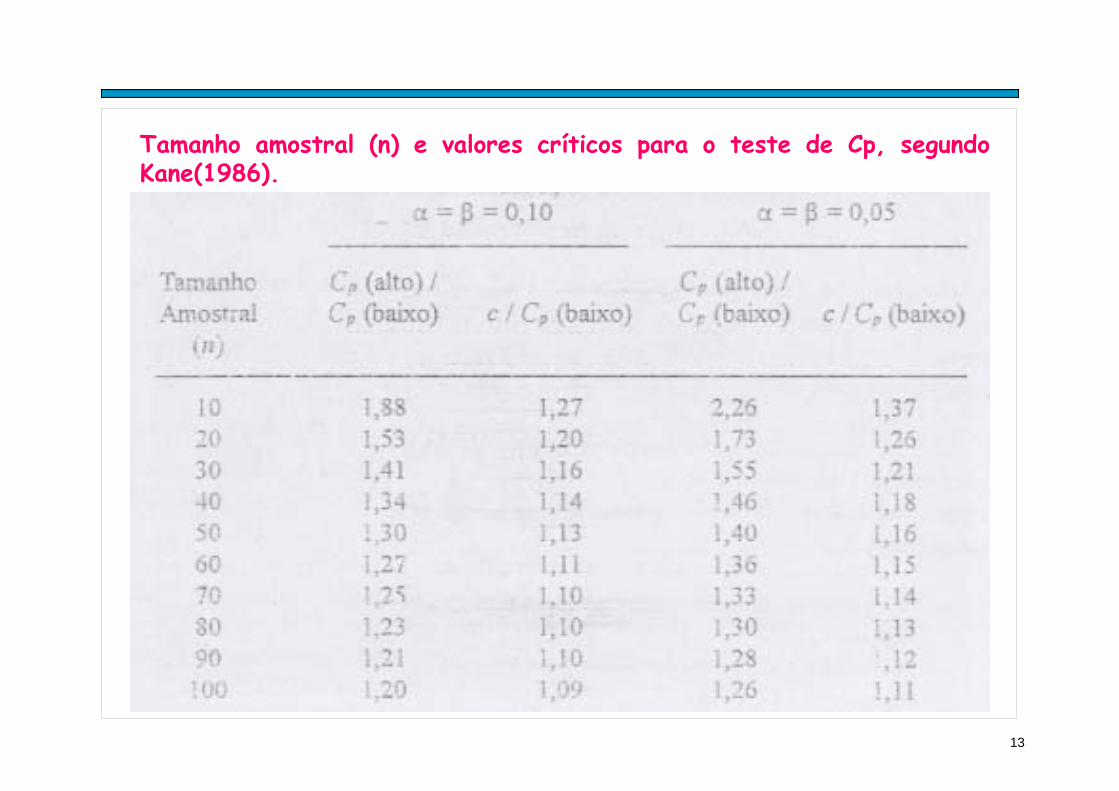
Tamanho amostral (n) e valores críticos para o teste de Cp, segundo Kane(1986).
14
Exemplo: Uma empresa de mineração opera um grande complexo de pelotização exportando minério de ferro sob a forma de pelotas para diversos paises. Um dos itens de controle do processo de queima é a resistência à compressão das pelotas queimadas, que deve atender as especificações dos clientes. Os clientes informam que, para se qualificar para negócios, a empresa deve demonstrar que sua capacidade supere 1.33. Assim a empresa deseja estabelecer um procedimento para o teste das hipóteses:
33,1C :H
33,1:
p1
0
>
=pCH
O responsável pelo processo deseja ter certeza de que a capacidade do processo for inferior a 1,33, haverá uma probabilidade de 0.90 de detectar esse fato, enquanto se o processo exceder 1,66, haverá uma grande probabilidade de o processo julgado ser capaz (digamos, 0,90)
15
Observe que, para a formulação do teste, essas informações significam que
10,0
66,1)(
33,1)(
==
=
=
βα
altoC
baixoC
p
p
Para a determinação de n e do valor crítico c, calculou-se:
46,1)(10,110,1)(
=×=⇒= baixaCcbaixoCC
p
p
Da tabela com α=β=0,10, tem-se n=70.
25,133,166,1
)()(
==baixoCaltoC
p
p
Logo, o fornecedor deve tomar uma amostra de 70 peças e a razão da capacidade deve exceder C=1,46.
16
Estudo Sobre Capacidade De Um Medidor e De Um Sistema De Medidas
Um aspecto importante para implementação de CEP é assegurar uma adequada capacidade do medidorcapacidade do medidor e do sistema de medição.
Em qualquer problema que envolva mensurações, a variabilidade observada será devida à variabilidade do próprio produto e parte decorrerá do erro de mensuração ou variabilidade do medidor. Isto é,
222
medidorprodutototal σσσ +=
Métodos estatísticos podem ser usados para estimar e separar essas componentes de variância.1. Gráficos de controle e métodos tabulares
Exemplo: Medindo a capacidade do medidor
Um instrumento deverá ser usado como parte de uma implementação de proposta de CEP. É de interesse da equipe envolvida no projeto de melhoria da qualidade a avaliação da capacidade do medidor.
17
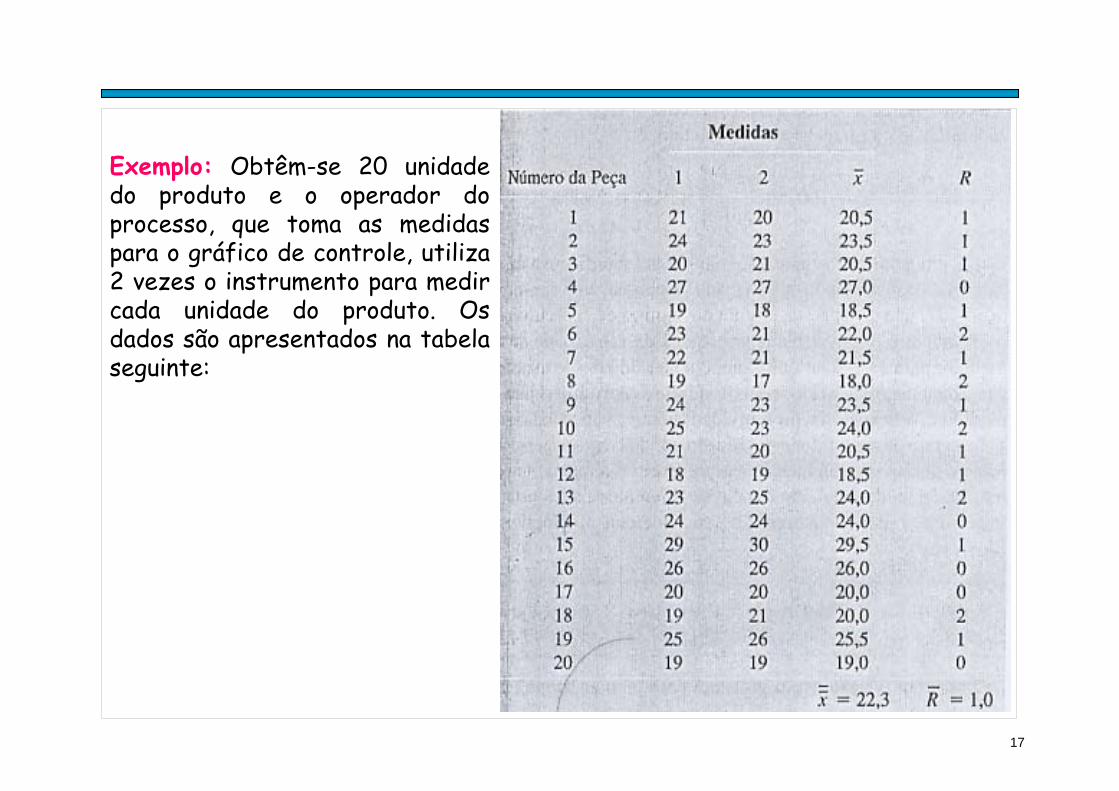
Exemplo: Obtêm-se 20 unidade do produto e o operador do processo, que toma as medidas para o gráfico de controle, utiliza 2 vezes o instrumento para medir cada unidade do produto. Os dados são apresentados na tabela seguinte:
18
20100
30
25
20
Subgroup
Mea
ns
1
1 1 1
1
1
1 1
1
1
X=22.303.0SL=24.18
-3.0SL=20.42
3
2
1
0
Ran
ges
R=1.000
3.0SL=3.267
-3.0SL=0.000
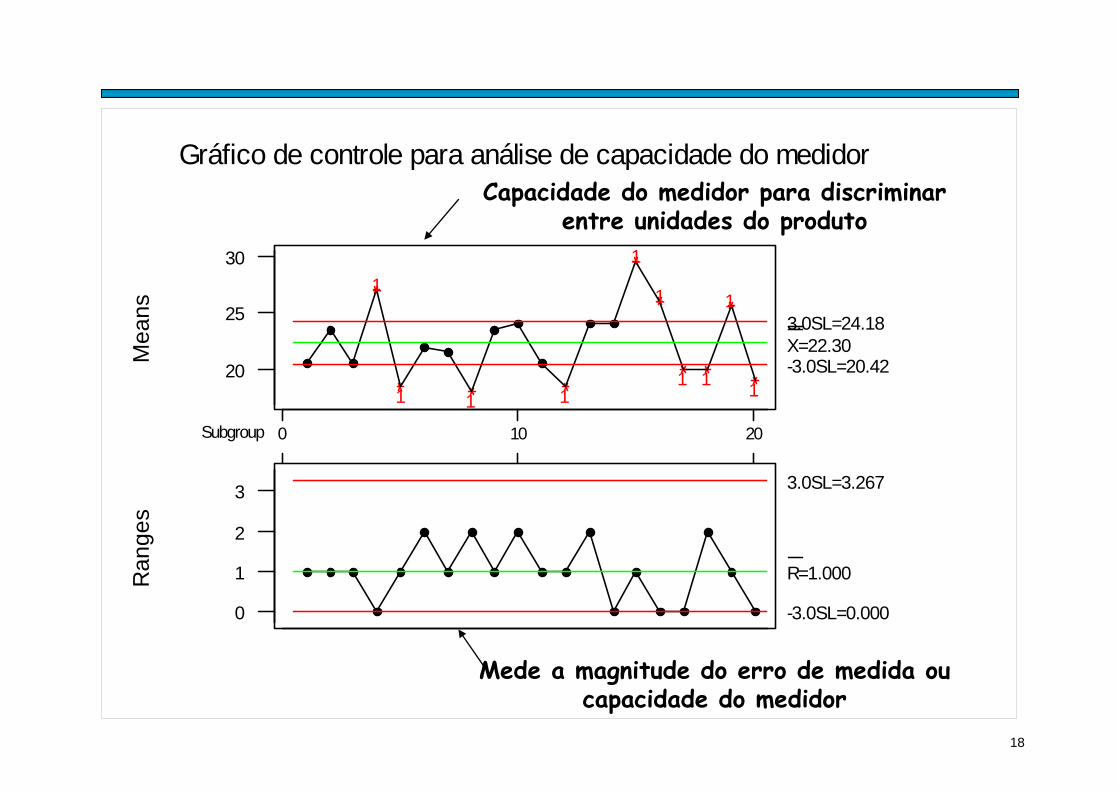
Gráfico de controle para análise de capacidade do medidorCapacidade do medidor para discriminar
entre unidades do produto
Mede a magnitude do erro de medida ou capacidade do medidor
19
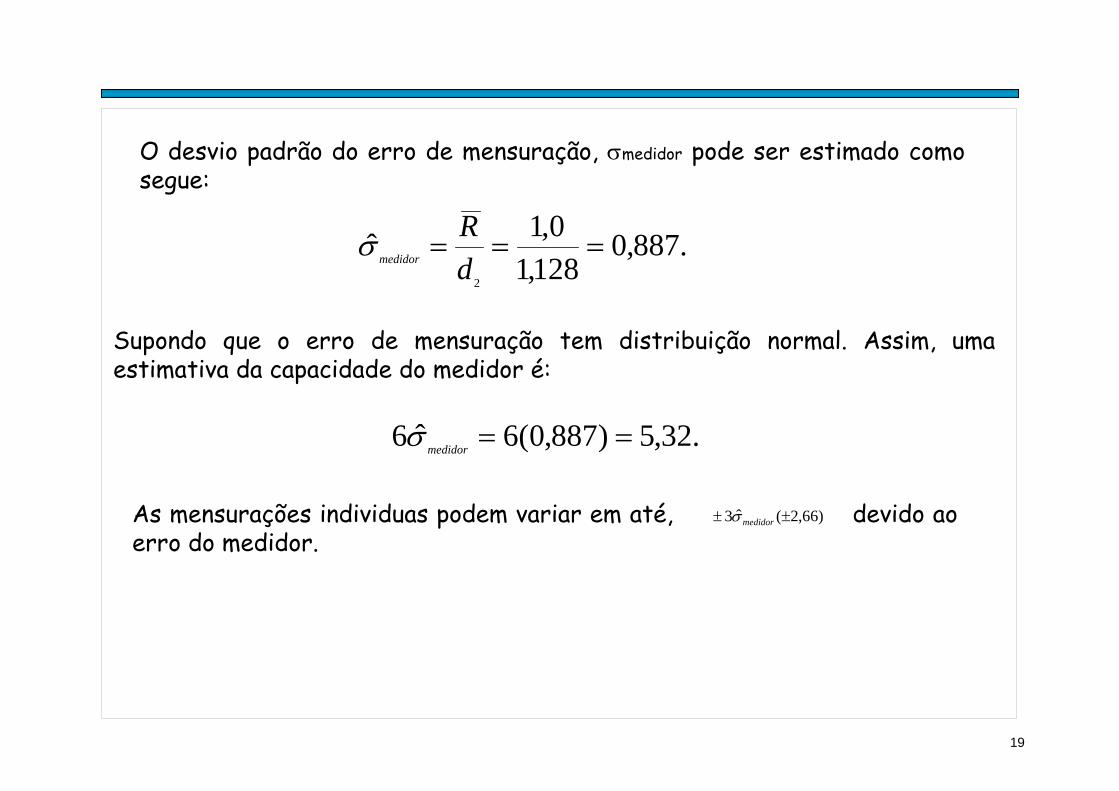
O desvio padrão do erro de mensuração, σmedidor pode ser estimado como segue:
.887,0128,1
0,1ˆ2
===dR
medidorσ
Supondo que o erro de mensuração tem distribuição normal. Assim, uma estimativa da capacidade do medidor é:
.32,5)887,0(6ˆ6 ==medidorσ
As mensurações individuas podem variar em até, devido ao erro do medidor.
)66,2(ˆ3 ±± medidorσ
20
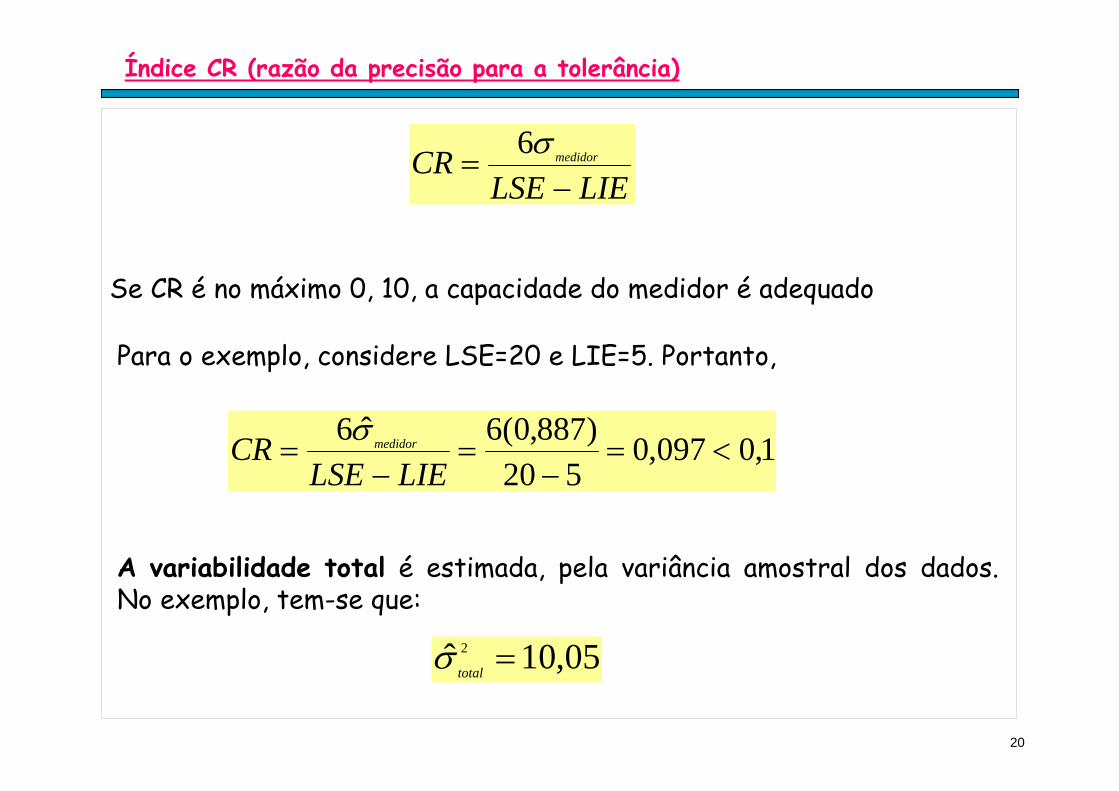
Índice CR (razão da precisão para a tolerância)
1,0097,0520
)887,0(6ˆ6<=
−=
−=
LIELSECR medidorσ
Para o exemplo, considere LSE=20 e LIE=5. Portanto,
LIELSECR medidor
−=
σ6
Se CR é no máximo 0, 10, a capacidade do medidor é adequado
A variabilidade total é estimada, pela variância amostral dos dados. No exemplo, tem-se que:
05,10ˆ 2 =totalσ
21
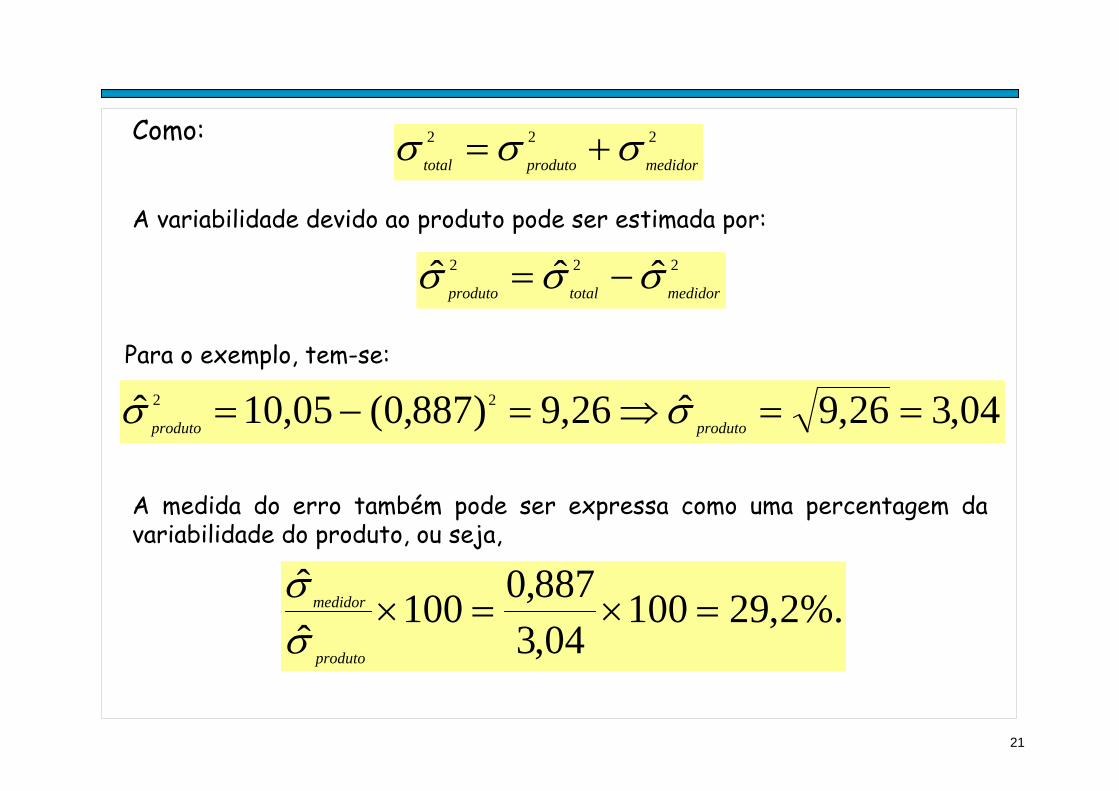
222
medidorprodutototal σσσ +=Como:
A variabilidade devido ao produto pode ser estimada por:
222 ˆˆˆmedidortotalproduto σσσ −=
Para o exemplo, tem-se:
04,326,9ˆ26,9)887,0(05,10ˆ 22 ==⇒=−= produtoproduto σσ
A medida do erro também pode ser expressa como uma percentagem da variabilidade do produto, ou seja,
%.2,2910004,3887,0100
ˆˆ
=×=×produto
medidor
σσ
22
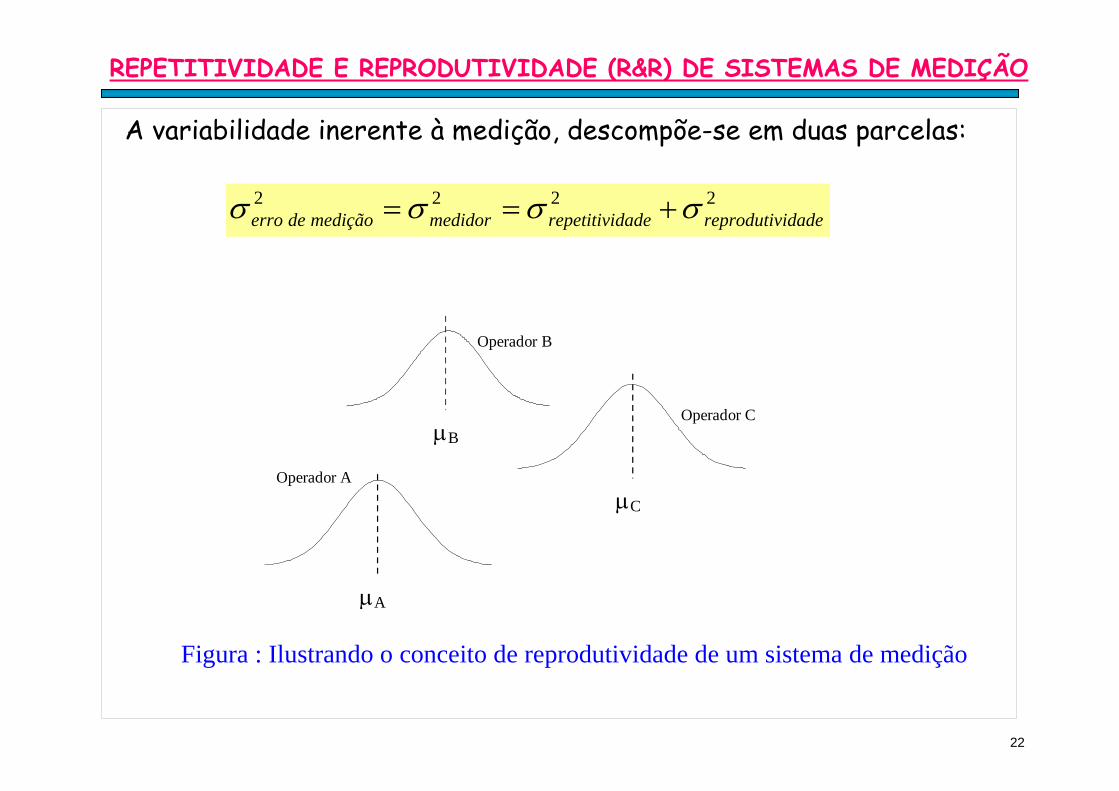
REPETITIVIDADE E REPRODUTIVIDADE (R&R) DE SISTEMAS DE MEDIÇÃO
A variabilidade inerente à medição, descompõe-se em duas parcelas:
2222idadereprodutivdaderepetitivimedidormediçãodeerro σσσσ +==
Operador A
Operador B
Operador CμB
μA
μC
Figura : Ilustrando o conceito de reprodutividade de um sistema de medição
23
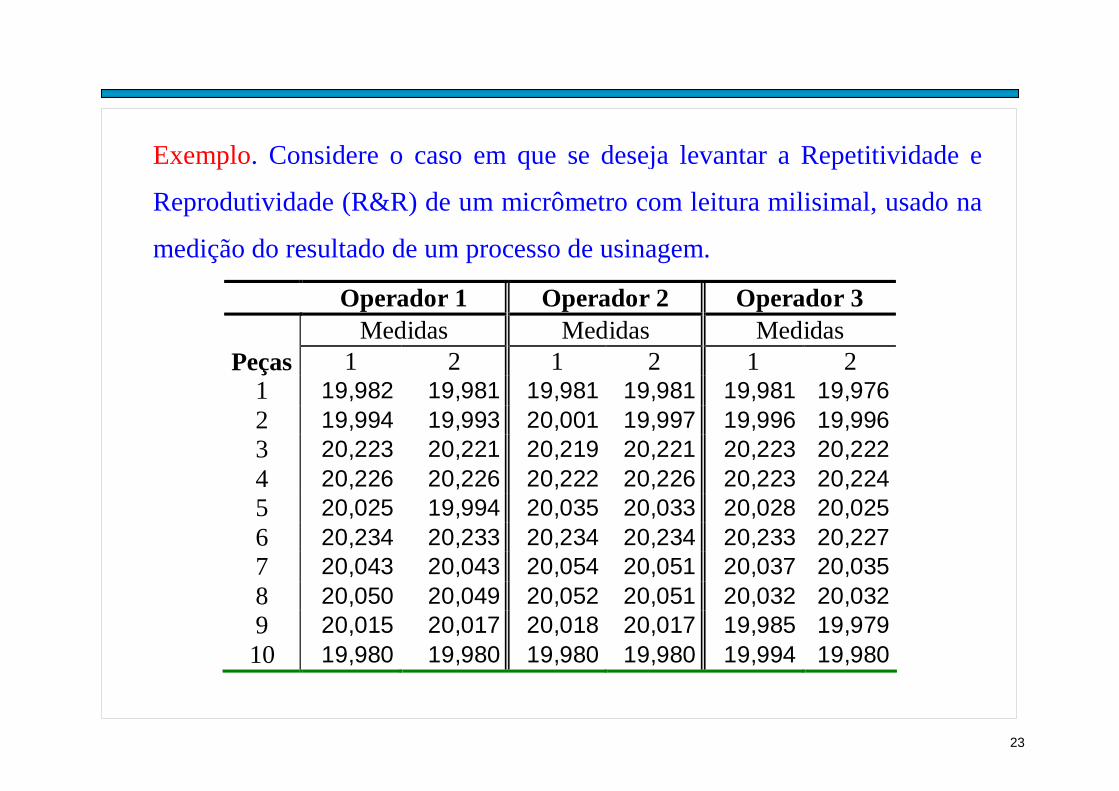
Exemplo. Considere o caso em que se deseja levantar a Repetitividade e
Reprodutividade (R&R) de um micrômetro com leitura milisimal, usado na
medição do resultado de um processo de usinagem.
Operador 1 Operador 2 Operador 3 Medidas Medidas Medidas
Peças 1 2 1 2 1 2 1 19,982 19,981 19,981 19,981 19,981 19,9762 19,994 19,993 20,001 19,997 19,996 19,9963 20,223 20,221 20,219 20,221 20,223 20,2224 20,226 20,226 20,222 20,226 20,223 20,2245 20,025 19,994 20,035 20,033 20,028 20,0256 20,234 20,233 20,234 20,234 20,233 20,2277 20,043 20,043 20,054 20,051 20,037 20,0358 20,050 20,049 20,052 20,051 20,032 20,0329 20,015 20,017 20,018 20,017 19,985 19,97910 19,980 19,980 19,980 19,980 19,994 19,980
24
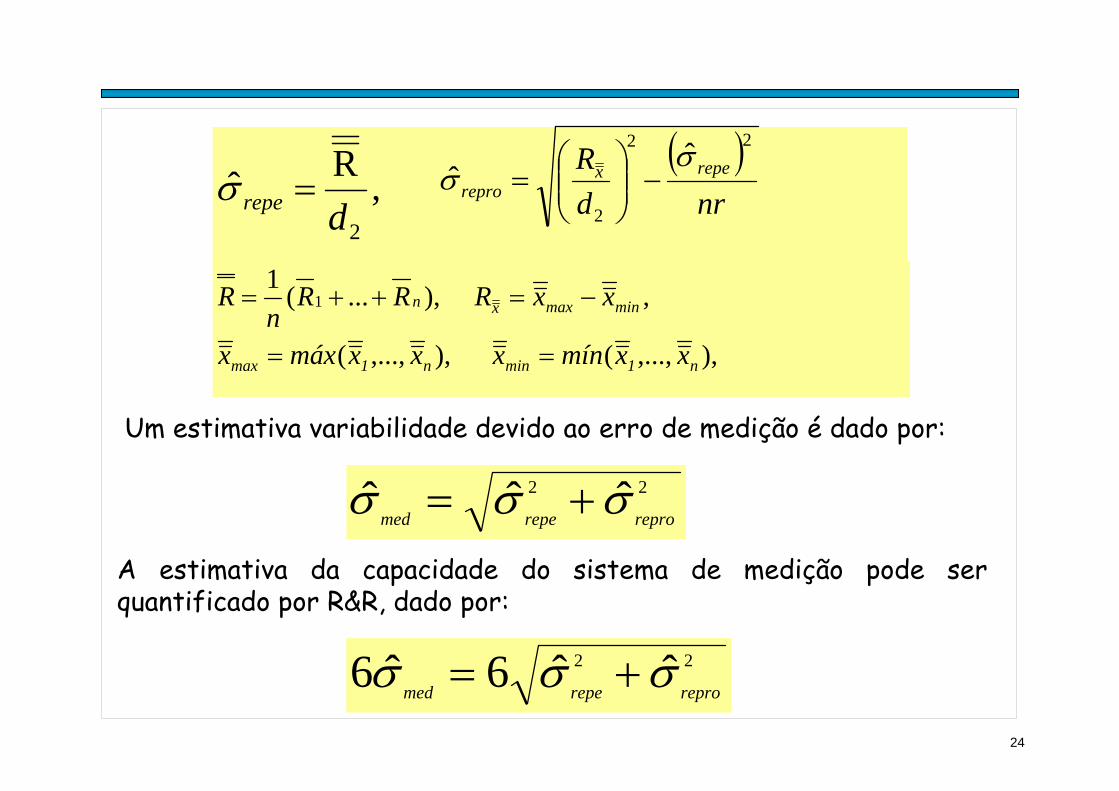
Um estimativa variabilidade devido ao erro de medição é dado por:
A estimativa da capacidade do sistema de medição pode ser quantificado por R&R, dado por:
22 ˆˆˆreprorepemed σσσ +=
22 ˆˆ6ˆ6 reprorepemed σσσ +=
,Rˆ2drepe =σ
),,...,( ),,...,(
, ),...(11
n1minn1max
minmaxxn
xxmínxxxmáxx
xxRRRn
R
==
−=++=
( )nrd
R repexrepro
22
2
ˆˆ
σσ −⎟⎟
⎠
⎞⎜⎜⎝
⎛=
25
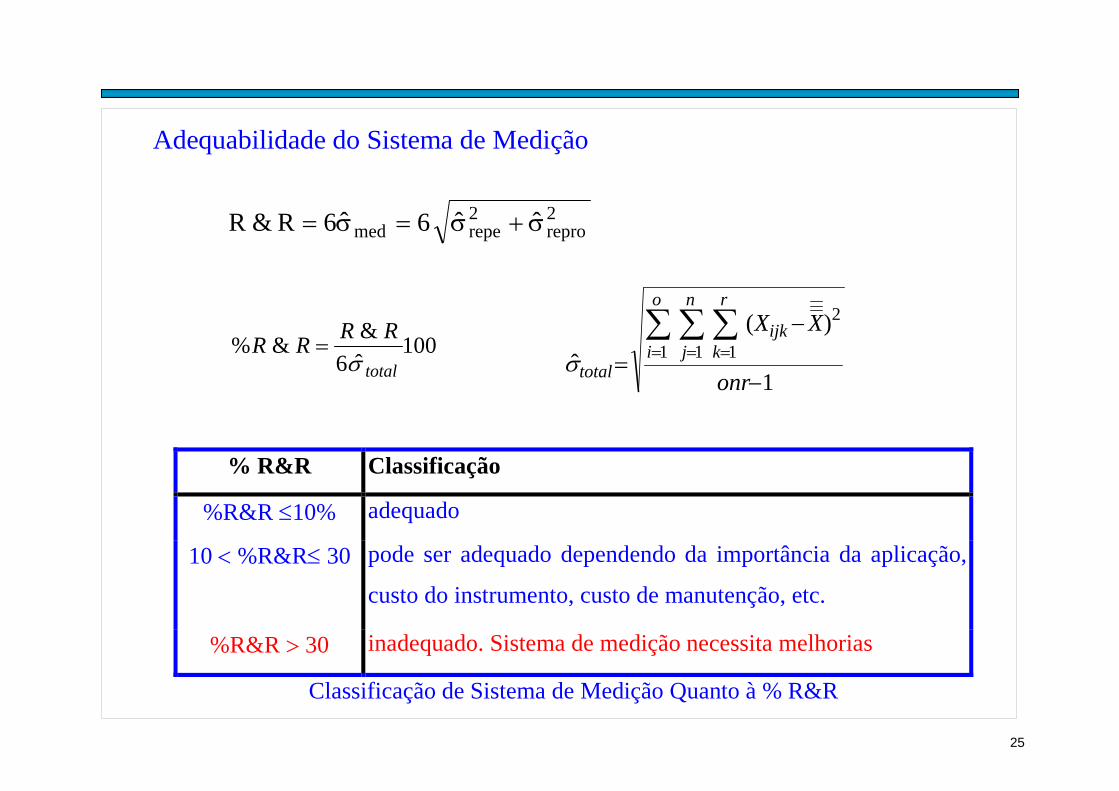
Adequabilidade do Sistema de Medição
2repro
2repemed ˆˆ6ˆ6R&R σ+σ=σ=
100ˆ6&&%total
RRRRσ
=
1
)(
ˆ 1 1
2
1
−
−
=∑ ∑ ∑= = =
onr
XXo
i
n
j
r
kijk
totalσ
% R&R Classificação
%R&R ≤10% adequado
10 < %R&R≤ 30 pode ser adequado dependendo da importância da aplicação,
custo do instrumento, custo de manutenção, etc.
%R&R > 30 inadequado. Sistema de medição necessita melhorias
Classificação de Sistema de Medição Quanto à % R&R
26
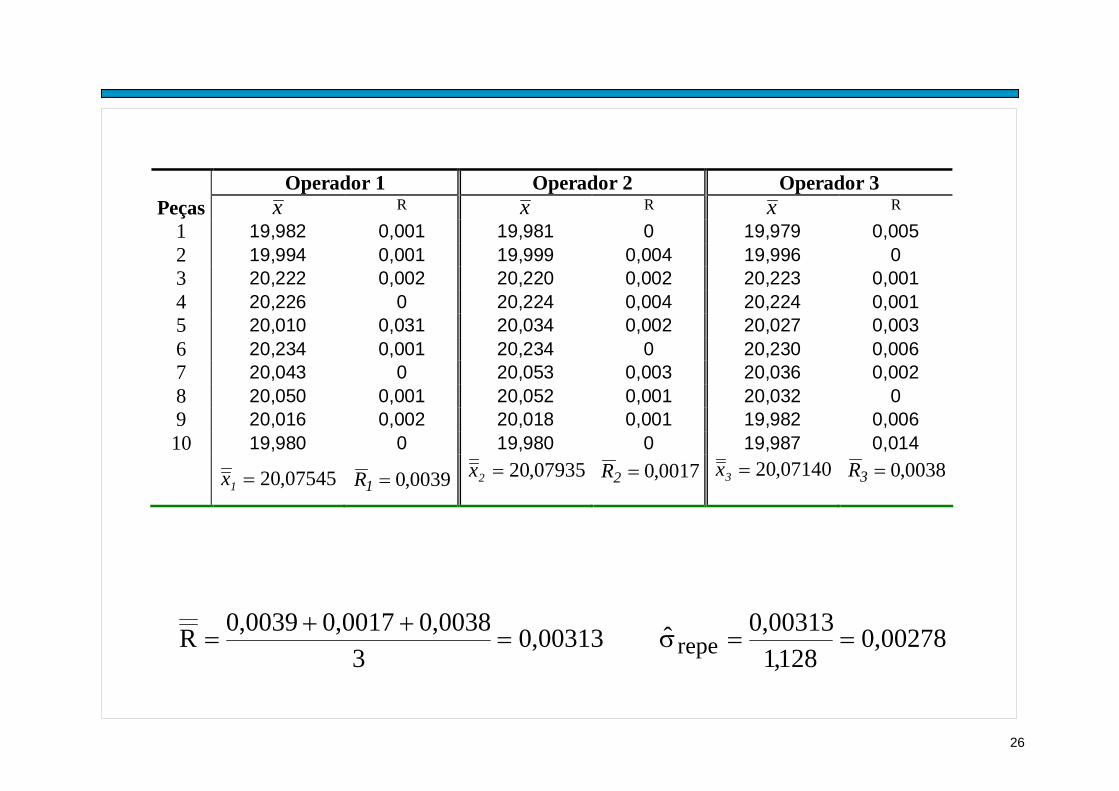
Operador 1 Operador 2 Operador 3 Peças x R x R x R
1 19,982 0,001 19,981 0 19,979 0,005 2 19,994 0,001 19,999 0,004 19,996 0 3 20,222 0,002 20,220 0,002 20,223 0,001 4 20,226 0 20,224 0,004 20,224 0,001 5 20,010 0,031 20,034 0,002 20,027 0,003 6 20,234 0,001 20,234 0 20,230 0,006 7 20,043 0 20,053 0,003 20,036 0,002 8 20,050 0,001 20,052 0,001 20,032 0 9 20,016 0,002 20,018 0,001 19,982 0,006 10 19,980 0 19,980 0 19,987 0,014
07545,20=1x 0039,0=1R 07935,20=2x 0017,0=2R
07140,20=3x 0038,0=3R
00313,03
0038,00017,00039,0R =++
= 00278,0128,1
00313,0ˆ repe ==σ
27
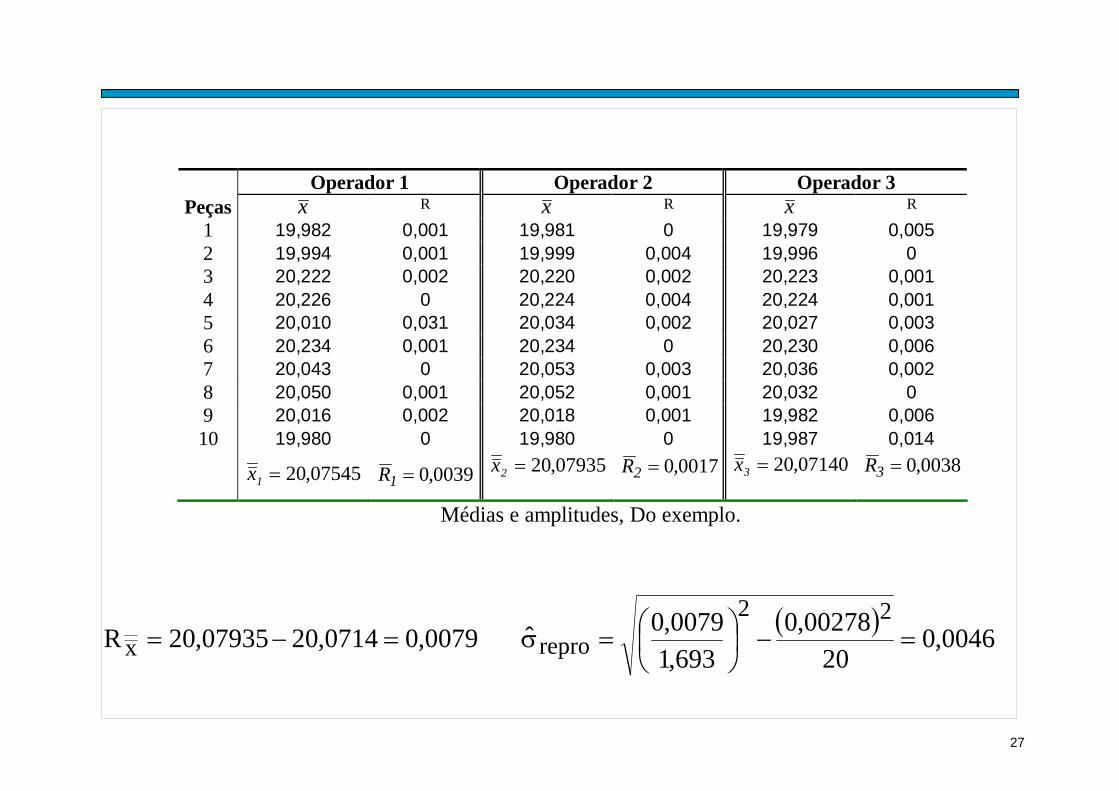
Operador 1 Operador 2 Operador 3 Peças x R x R x R
1 19,982 0,001 19,981 0 19,979 0,005 2 19,994 0,001 19,999 0,004 19,996 0 3 20,222 0,002 20,220 0,002 20,223 0,001 4 20,226 0 20,224 0,004 20,224 0,001 5 20,010 0,031 20,034 0,002 20,027 0,003 6 20,234 0,001 20,234 0 20,230 0,006 7 20,043 0 20,053 0,003 20,036 0,002 8 20,050 0,001 20,052 0,001 20,032 0 9 20,016 0,002 20,018 0,001 19,982 0,006 10 19,980 0 19,980 0 19,987 0,014
07545,20=1x 0039,0=1R 07935,20=2x 0017,0=2R
07140,20=3x 0038,0=3R
Médias e amplitudes, Do exemplo.
0079,00714,2007935,20R x =−= ( ) 0046,0
2000278,0
693,10079,0ˆ
22repro =−⎟
⎠⎞
⎜⎝⎛=σ
28
A estimativa da capacidade do sistema de medição é dada por R&R:
mreprorepemed
μ
σσσ
5,32
)0046,0()00278,0(ˆˆ6ˆ6 2222
=
+=+=
Portanto, a reprodutibilidade do instrumento é quantificada por:
( ) mrepro μσ 280280,0)0046,0(620
00278,0693,10079,0ˆ6
22
===−⎟⎠⎞
⎜⎝⎛=
Está largura de faixa conterá 99,73% dos resultados se o erro de medição seguir uma distribuição normal.
29
Além disso, o sistema de medição quanto à %R&R é:
1
)(
ˆ 1 1
2
1
−
−
=∑ ∑ ∑= = =
onr
XXo
i
n
j
r
kijk
totalσ =0,102
4,6%100)102,0(6
0325,0ˆ6&&% =×==
total
RRRRσ
30
Exercicios.
1.- Desenvolva os exercícios 7-20 e 7-21 do livro texto:Entrega 25/10/2007
Recommended