UNIVERSIDADE ESTADUAL DO CENTRO-OESTE, UNICENTRO-PR
APLICAÇÃO DA COAGULAÇÃO, FLOCULAÇÃO E
SEDIMENTAÇÃO COMO PÓS-TRATAMENTO DE
EFLUENTE DE UMA INDÚSTRIA DE PAPEL E
CELULOSE
DISSERTAÇÃO DE MESTRADO
JÓICE CRISTINI KURITZA
IRATI-PR
2012

JÓICE CRISTINI KURITZA
APLICAÇÃO DA COAGULAÇÃO, FLOCULAÇÃO E SEDIMENTAÇÃO
COMO PÓS-TRATAMENTO DE EFLUENTE DE UMA INDÚSTRIA DE
PAPEL E CELULOSE
Dissertação apresentada à Universidade
Estadual do Centro-Oeste, como parte das
exigências do Programa de Pós-Graduação em
Ciências Florestais, área de concentração em
Manejo Sustentável dos Recursos Florestais,
para obtenção do título de Mestre.
Prof. Dr. Jeanette Beber de Souza
Orientadora
Dr. Sérgio Martinelli
Co-Orientador
Prof. Dr. Carlos Magno Souza Vidal
Co-Orientador
IRATI-PR
2012

i
Catalogação na Fonte
Biblioteca da UNICENTRO
KURITZA, Jóice Cristini.
K97a Aplicação da coagulação, floculação e sedimentação como pós-
tratamento de efluente de uma indústria de papel e celulose / Jóice
Cristini Kuritza. – Irati, PR : UNICENTRO, 2012.
109f.
ISBN
Dissertação (Mestrado) - Universidade Estadual do Centro-
Oeste, PR. Programa de Pós-Graduação em Ciências Florestais,
área de concentração em Manejo Sustentável dos Recursos
Florestais.
Orientadora: Prof.ª Drª. Jeanette Beber de Souza
Coorientador: Prof. Dr. Sérgio Martinelli
Coorientador: Prof. Dr. Carlos Magno Souza Vidal
1.Engenharia Florestal – dissertação. 2. Tecnologia – papel –
celulose. I. Souza, Jeanette Beber de. II. Martinelli, Sérgio.
III. Vidal, Carlos Magno Souza. IV. Título.
CDD 20ª ed. 676

ii

iii
Dedico aos meus pais, Jairo e Eliane como pequena
retribuição pelo amor puro e incondicional que sempre
dedicaram a mim, em toda minha vida.

iv
AGRADECIMENTO
Agradeço a Deus, por ter me dado saúde, inteligência e discernimento. Por iluminar
meus caminhos e me dar força para percorrê-los.
Aos amados pais, Jairo e Eliane, por terem sido os primeiros a acreditar que eu era
capaz, por terem me ensinado tudo que é importante saber e por todo apoio e amor concedidos
sempre.
Aos meus irmãos Agair e Marilize e seus filhos, meus amados sobrinhos, Nicolas,
Nathan, Gabriely, Marina, Felipe e Sofia por alegrarem a minha vida e me encherem de
esperança naqueles momentos em que tudo parece ir de mal a pior.
Aos professores Jeanette Beber de Souza e Carlos Magno de Sousa Vidal pela
orientação no mestrado, por todas as ideias e contribuições para esse trabalho, pelo imenso
carinho, paciência e simpatia em todas as vezes que precisei de ajuda, além de terem me
inspirado, desde a graduação, para optar pela carreira acadêmica.
À minha família iratiense, todas as meninas que foram minhas irmãs na Casa Rosa, e
principalmente à Dona Elizabeth Beraldo. Por toda atenção, cuidado e carinho nesses 6 anos
morando em Irati.
Especialmente agradeço ao Diego Gasparetto, por ter ouvido minhas lamúrias com
amável atenção e “atrapalhado” de uma forma única e maravilhosa sempre que precisei de
distração.
Às minhas mestras preferidas, Larissa Quartaroli e Heloísa Rancatti, que deixaram
muitas “digitais” nesse trabalho. Agradeço por toda amizade e companheirismo e
principalmente por terem se tornado minhas irmãs do coração.
As minhas amigas Letícia, Dariana, Débora, Bárbara, Caciane, Ludmila, Laís e Nádia.
Por terem sido minha equipe de apoio, aquelas que nunca questionaram e estiveram sempre na
torcida.
Àqueles que tornaram os dias na sala de estudos mais leves e agradáveis, os colegas de
metrado: Ângelo, Aurélio, Gustavo, Maílson, Marilu e Rodrigo.
Aos colegas de trabalho do laboratório de saneamento da UNICENTRO,
principalmente à MSc. Grasiele Soares Cavallini por todo conhecimento compartilhado e
também ao aluno Frederico José Krüger, por toda ajuda.
Aos professores do programa de mestrado em ciências florestais, à secretaria em nome
da secretária Nilce Flávia Bühler dos Santos e à coordenação em nome do professor Eduardo
Silva Lopes.

v
À CAPES pela concessão da bolsa de mestrado.
Esse trabalho só foi possível graças a vocês, aceitem meu sincero agradecimento.

vi
SUMÁRIO
Lista de figuras ........................................................................................................................ viii Lista de tabelas .......................................................................................................................... xi
Lista de símbolos e abreviaturas .............................................................................................. xiii Resumo ..................................................................................................................................... xv Abstract .................................................................................................................................... xvi
1. Introdução ............................................................................................................................... 1
2. Objetivos ................................................................................................................................. 4
3. Referencial Teórico ................................................................................................................. 5 3.1 A Indústria de papel e celulose ......................................................................................... 5 3.2 Impactos Ambientais associados à indústria de papel e celulose ..................................... 7 3.3 Tratamento do efluente da indústria de celulose e papel .................................................. 9
3.3.1 Coagulação, floculação e sedimentação ...................................................................... 11 3.3.2 Membranas filtrantes ................................................................................................... 16
4. Materiais e Métodos ............................................................................................................. 20
4.1 Caracterização do efluente.............................................................................................. 20
4.2 Etapas da pesquisa .......................................................................................................... 21 4.2.1 Primeira etapa: ensaios preliminares de coagulação ................................................... 24 4.2.1.1 Ensaio 01: ensaio preliminar de coagulação empregando PAC como coagulante,
sem adição de polímero e com variação do gradiente de velocidade de mistura lenta ........ 24 4.2.1.2 Ensaio 02: ensaio preliminar de coagulação empregando PAC como coagulante e
testando três polímeros como auxiliares de floculação ........................................................ 25 4.2.1.3 Ensaio 03: ensaio preliminar de coagulação empregando PAC como coagulante e
polímero aniônico como auxiliar de floculação ................................................................... 26
4.2.2 Segunda etapa: ensaios principais de coagulação ........................................................ 27 4.2.3 Terceira etapa: ensaio final de coagulação/floculação/sedimentação e ensaio de
microfiltração........................................................................................................................ 28 4.2.3.1 Caracterização da unidade de microfiltração tangencial .......................................... 31
5. RESULTADOS E DISCUSSÃO .................................................................................................. 33 5.1 Resultados da primeira etapa: ensaios preliminares de
coagulação/floculação/sedimentação.................................................................................... 33 5.1.1 Caracterização do efluente da primeira etapa .............................................................. 33 5.1.2 Ensaio 01: ensaio preliminar de coagulação/floculação/sedimentação empregando
PAC como coagulante, sem adição de polímero e com variação do gradiente de velocidade
de mistura lenta ..................................................................................................................... 34
5.1.3 Ensaio 02: ensaio preliminar de coagulação/floculação/sedimentação empregando
PAC como coagulante e testando três polímeros como auxiliares de floculação ................. 37 5.1.3.1 Ensaio 02a: ensaio preliminar de coagulação/floculação/sedimentação empregando
PAC como coagulante e polímero aniônico PRAESTOL 2540 como auxiliar de floculação
.............................................................................................................................................. 38
5.1.3.2 Ensaio 02b: ensaio preliminar de coagulação/floculação/sedimentação empregando
PAC como coagulante e polímero aniônico PRAESTOL 2510 como auxiliar de floculação
.............................................................................................................................................. 40
5.1.3.3 Ensaio 02c: ensaio preliminar de coagulação/floculação/sedimentação empregando

vii
PAC como coagulante e polímero PRAESTOL 2510 como auxiliar de floculação ............. 42
5.1.3.4 Escolha do melhor polímero ..................................................................................... 43 5.1.4 Ensaio 03: ensaio preliminar de coagulação/floculação/sedimentação empregando
PAC como coagulante e polímero aniônico como auxiliar de floculação ............................ 44 5.2 Resultados da segunda etapa: ensaios principais de coagulação/floculação/sedimentação
.............................................................................................................................................. 48
5.2.1 Resultados da primeira fase: ensaios principais de
coagulação/floculação/sedimentação, utilizando ampla faixa de dosagens de PAC como
coagulante, utilizado individualmente e combinado com diferentes dosagens do polímero
aniônico como auxiliar de floculação ................................................................................... 48
5.2.1.1 Caracterização do efluente da primeira fase da segunda etapa ................................ 48 5.2.1.2 Ensaio 04: ensaio de coagulação/floculação/sedimentação utilizando ampla faixa de
dosagens de PAC como coagulante, utilizado individualmente e combinado com diferentes
dosagens do polímero aniônico como auxiliar de floculação ............................................... 49
5.2.1.3 Produção e características de sedimentabilidade do lodo ......................................... 56 5.2.1.4 Ensaio 05: ensaios de coagulação/floculação/sedimentação utilizando ampla faixa
de dosagens de PAC como coagulante, utilizado individualmente e combinado com
diferentes dosagens de polímero aniônico como auxiliar de floculação .............................. 58
5.2.1.5 Produção e características de sedimentabilidade do lodo ......................................... 66 5.2.1.6 Ensaio 06: ensaios de coagulação/floculação/sedimentação utilizando ampla faixa
de dosagens de PAC como coagulante, utilizado individualmente e combinado com
diferentes dosagens de polímero aniônico como auxiliar de floculação .............................. 67
5.2.1.7 Produção e características de sedimentabilidade do lodo ......................................... 74 5.2.2 Resultados da segunda fase: ensaios principais de
coagulação/floculação/sedimentação, utilizando as melhores dosagens de PAC e polímero
aniônico e variando os tempos de mistura lenta. .................................................................. 75 5.2.2.1 Caracterização do efluente utilizado na segunda fase na segunda etapa .................. 75
5.2.2.2 Ensaio 07: ensaios de coagulação/floculação/sedimentação utilizando PAC como
coagulante, polímero aniônico como auxiliar de floculação e menores tempos de floculação
.............................................................................................................................................. 76
5.2.2.3 Ensaio 08: ensaios de coagulação/floculação/sedimentação utilizando PAC como
coagulante, polímero aniônico como auxiliar de floculação e menores tempos de floculação
.............................................................................................................................................. 81
5.3 Resultados da terceira etapa: ensaio final de coagulação/floculação/sedimentação e
ensaio de microfiltração........................................................................................................ 87 5.3.1 Ensaio 09: ensaio final de coagulação/floculação/sedimentação para definir a melhor
dosagem de polímero e avaliar a remoção de AOX e lignina .............................................. 87 5.3.1.1 Caracterização do efluente usado no ensaio 09 ........................................................ 88
5.3.1.2 Resultados do ensaio 09: ensaio final de coagulação/floculação/sedimentação para
definir a melhor dosagem de polímero e avaliar a remoção de AOX e lignina .................... 89 5.3.2 Ensaio 10: ensaio de microfiltração............................................................................. 92 5.3.2.1 Caracterização do efluente usado no ensaio 10 ........................................................ 92 5.3.2.2 Resultados do ensaio 10: ensaio de microfiltração ................................................... 93
6. Conclusões e Recomendações ............................................................................................ 101
7. Referências Bibliográficas .................................................................................................. 104

viii
LISTA DE FIGURAS
Figura 3.1 – Poluentes dos vários estágios do processo de fabricação do papel..................... 09
Figura 3.2 – Aglomeração de partículas pelo polímero dando origem aos grandes flocos...... 15
Figura 3.3 – Esquema de definição do processo por membrana.............................................. 17
Figura 4.1 – Fluxograma da Estação de Tratamento de Efluentes da indústria de papel e
celulose cujo efluente foi estudado nesta pesquisa.................................................................. 21
Figura 4.2 – Fotografia do jar-test utilizado na pesquisa......................................................... 22
Figura 4.3 – Fluxograma dos ensaios da etapa 01....................................................................26
Figura 4.4 – Fluxograma dos ensaios da primeira e segunda fase da etapa 02........................28
Figura 4.5 – Fluxograma dos ensaios da etapa 03....................................................................31
Figura 4.6 – Desenho esquemático do equipamento piloto utilizado nos experimentos de
microfiltração........................................................................................................................... 31
Figura 4.7 – Fotografia do equipamento piloto utilizado nos experimentos de microfiltração:
(A) vista frontal e (B) vista lateral........................................................................................... 32
Figura 5.1: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos nos jarros
numerados de 01 a 04............................................................................................................... 35
Figura 5.2: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos nos jarros
numerados de 05 a 08............................................................................................................... 35
Figura 5.3: Resultados das eficiências de remoção de turbidez, cor aparente e DQO, obtidas
no ensaio 01............................................................................................................................. 36
Figura 5.4: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio 01,
variando o gradiente de velocidade da mistura lenta............................................................... 37
Figura 5.5: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos no ensaio
02a............................................................................................................................................ 39
Figura 5.6: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio
02a............................................................................................................................................ 39
Figura 5.7: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio
02b............................................................................................................................................ 40
Figura 5.8: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio
02b............................................................................................................................................ 41
Figura 5.9: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio
02c............................................................................................................................................ 42
Figura 5.10: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio

ix
02c............................................................................................................................................ 43
Figura 5.11: Resultados das remoções de turbidez, cor aparente e DQO, utilizando 150mg/L
de PAC, variando os tipos e as dosagens de polímero empregado.......................................... 44
Figura 5.12: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio
03.............................................................................................................................................. 45
Figura 5.13: Resultados das remoções de turbidez obtidas no ensaio 03................................ 45
Figura 5.14: Resultados das remoções de cor aparente obtidas no ensaio 03.......................... 46
Figura 5.15: Resultados das remoções de DQO obtidas no ensaio 03..................................... 47
Figura 5.16: Resultados das remoções de turbidez, cor aparente e DQO obtidas no jarro
número 08 do ensaio 03............................................................................................................47
Figura 5.17: Resultado do residual de turbidez obtido no ensaio 04....................................... 51
Figura 5.18: Resultado do residual de cor aparente obtido no ensaio 04................................. 51
Figura 5.19: Resultado do residual de cor verdadeira obtido no ensaio 04............................. 52
Figura 5.20: Resultado do residual de DQO obtido no ensaio 04............................................ 52
Figura 5.21: Resultados das remoções de turbidez obtidas no ensaio 04................................ 53
Figura 5.22: Resultados das remoções de cor aparente obtidas no ensaio 04.......................... 54
Figura 5.23: Resultados das remoções de cor verdadeira obtidas no ensaio 04...................... 54
Figura 5.24: Resultados das remoções de DQO obtidas no ensaio 04..................................... 55
Figura 5.25: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 04................................................................................................................ 57
Figura 5.26: Resultado do residual de turbidez obtido no ensaio 05....................................... 60
Figura 5.27: Resultado do residual de cor aparente obtido no ensaio 05................................. 60
Figura 5.28: Resultado do residual de cor verdadeira obtido no ensaio 05............................. 61
Figura 5.29: Resultado do residual de DQO obtido no ensaio 05............................................ 61
Figura 5.30: Resultados das remoções de turbidez obtidas no ensaio 05................................ 62
Figura 5.31: Resultados das remoções de cor aparente obtidas no ensaio 05.......................... 63
Figura 5.32: Resultados das remoções de cor verdadeira obtidas no ensaio 05...................... 63
Figura 5.33: Resultados das remoções de DQO obtidas no ensaio 05..................................... 65
Figura 5.34: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 05................................................................................................................ 66
Figura 5.35: Resultado do residual de turbidez obtido no ensaio 06....................................... 69
Figura 5.36: Resultado do residual de cor aparente obtido no ensaio 06................................. 69
Figura 5.37: Resultado do residual de cor verdadeira obtido no ensaio 06............................. 70
Figura 5.38: Resultado do residual de DQO obtido no ensaio 06............................................ 70

x
Figura 5.39: Resultados das remoções de turbidez obtidas no ensaio 06................................ 71
Figura 5.40: Resultados das remoções de cor aparente obtidas no ensaio 06.......................... 72
Figura 5.41: Resultados das remoções de cor verdadeira obtidas no ensaio 06...................... 72
Figura 5.42: Resultados das remoções de DQO obtidas no ensaio 06..................................... 73
Figura 5.43: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 06................................................................................................................ 74
Figura 5.44: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 07a................................................................................................................................. 77
Figura 5.45: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 07b................................................................................................................................ 78
Figura 5.46: Resultados das remoções de turbidez obtidas nos ensaios 07a e 07b.................. 79
Figura 5.47: Resultados das remoções de cor aparente obtidas nos ensaios 07a e 07b........... 79
Figura 5.48: Resultados das remoções de cor verdadeira obtidas nos ensaios 07a e 07b........ 80
Figura 5.49: Resultados das remoções de DQO obtidas nos ensaio 07a e 07b........................ 80
Figura 5.50: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 08a................................................................................................................................. 82
Figura 5.51: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 08b................................................................................................................................ 83
Figura 5.52: Resultados das remoções de turbidez obtidas nos ensaio 08a e 08b................... 84
Figura 5.53: Resultados das remoções de cor aparente obtidas nos ensaio 08a e 08b............. 85
Figura 5.54: Resultados das remoções de cor verdadeira obtidas nos ensaio 08a e 08b......... 85
Figura 5.55: Resultados das remoções de DQO obtidas nos ensaio 08a e 08b........................ 86
Figura 5.56: Resultado dos residuais de turbidez, cor aparente e verdadeira, DQO, AOX e
lignina, obtido no ensaio 09..................................................................................................... 90
Figura 5.57: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, AOX e
lignina, obtidas no ensaio 09.................................................................................................... 90
Figura 5.58: Fluxo do permeado durante a operação na unidade piloto de microfiltração
tangencial................................................................................................................................. 96
Figura 5.59: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina, obtidas na microfiltração do efluente bruto, no ensaio 10.............................. 97
Figura 5.60: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina, obtidas pelo conjunto coagulação/floculação/sedimentação conjugado à
microfiltração, no ensaio 10................................................................................................... 100

xi
LISTA DE TABELAS
Tabela 3.1: Composição química aproximada dos diferentes constituintes da madeira de
coníferas e folhosas.................................................................................................................. 06
Tabela 4.1 Métodos utilizados para as análises físico-químicas.............................................. 22
Tabela 5.1: Caracterização do efluente nos ensaios da primeira etapa.................................... 34
Tabela 5.2: Configurações do ensaio 01 e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação............................................................... 35
Tabela 5.3: Configurações do ensaio 02a e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação............................................................... 38
Tabela 5.4: Configurações do ensaio 02b e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação............................................................... 40
Tabela 5.5: Configurações do ensaio 02c e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação............................................................... 42
Tabela 5.6: Configurações do ensaio 03 e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação............................................................... 45
Tabela 5.7: Caracterização do efluente nos ensaios da segunda etapa..................................... 49
Tabela 5.8: Configurações do ensaio 04 e residuais de turbidez, cor aparente, cor verdadeira e
DQO após tratamento por coagulação/floculação/sedimentação............................................ 50
Tabela 5.9: Faixa e valores típicos de IVL para as cinco faixas de sedimentabilidade........... 57
Tabela 5.10: Configurações do ensaio 05 e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 59
Tabela 5.11: Configurações do ensaio 06 e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 68
Tabela 5.12: Caracterização do efluente nos ensaios da segunda fase da segunda etapa........ 76
Tabela 5.13: Configurações do ensaio 07a e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 77
Tabela 5.14: Configurações do ensaio 07b e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 78
Tabela 5.15: Configurações do ensaio 08a e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 82
Tabela 5.16: Configurações do ensaio 07b e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação.......................................... 83
Tabela 5.17: Caracterização dos efluentes utilizados no ensaio 09......................................... 89

xii
Tabela 5.18: Configurações do ensaio 09 e residuais de turbidez, cor aparente, cor verdadeira,
DQO, AOX e lignina após tratamento por coagulação/floculação/sedimentação................... 90
Tabela 5.19: Caracterização dos efluentes utilizados no ensaio 10......................................... 92
Tabela 5.20: Resultados das análises realizadas no efluente coletado após tratamento por
coagulação/floculação/sedimentação....................................................................................... 93
Tabela 5.21: Características da operação com água destilada na unidade piloto de
microfiltração........................................................................................................................... 94
Tabela 5.22: Características da operação com efluente que recebeu pré-tratamento na unidade
piloto de microfiltração............................................................................................................ 95
Tabela 5.23: Características da operação com efluente sem pré-tratamento na unidade piloto
de microfiltração...................................................................................................................... 95
Tabela 5.24: Residuais de turbidez, cor aparente, cor verdadeira e DQO e resultados das
demais análises após tratamento por microfiltração do efluente sem pré-tratamento............. 97
Tabela 5.25: Resultados das análises realizadas na amostra composta após tratamento por
microfiltração do efluente sem pré-tratamento........................................................................ 97
Tabela 5.26: Residuais de turbidez, cor aparente, cor verdadeira e DQO e resultados das
demais análises após tratamento por microfiltração do efluente previamente tratado............ 98
Tabela 5.27: Resultados das análises realizadas na amostra composta após tratamento por
microfiltração do efluente previamente tratado...................................................................... 98
Tabela 5.28: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina......................................................................................................................... 99

xiii
LISTA DE SÍMBOLOS E ABREVIATURAS
°C – Graus Celsius, unidade de temperatura;
μm – Micrometro, unidade de medida de comprimento;
μS – MicroSiemens, medida de contundência elétrica;
ΔP - Perda de carga;
ABRAF – Associação Brasileira de Produtores de Florestas Plantadas;
Aln(OH)mCl3n-m – Fórmula química do policloreto de alumínio;
AOX – Composto orgânico halogenado;
APHA – American Public Heath Association;
BRACELPA – Associação Brasileira de Celulose e Papel;
cm – centímetro, unidade de comprimento;
COT – carbono orgânico total;
DBO – Demanda biológica de oxigênio;
DC – Dosagem de coagulante;
DP – Dosagem de polímero;
DQO – Demanda química de oxigênio;
ECF – Elementary chlorine free;
ETE – Estação de tratamento de esgoto;
g – Grama, unidade de medida de massa;
Gc–Gradiente de mistura rápida;
Gf – gradiente médio de mistura lenta;
h – altura da camada de lodo formada no fundo da proveta;
IVL – índice de volume de lodo;
m³ – Metro cúbico, unidade de medida de volume;
MBBR - Moving Bed Bio Reactor
mg – Miligrama, unidade de medida de massa;
mL – mililitro, unidade de medida de volume;
MPa – Megapascal, unidade de medida de pressão;
nm – Nanômetro, unidade de medida de comprimento;
NTK - Nitrogênio Kjeldahl Total;
OD – Oxigênio dissolvido;
PAC – Cloreto de polialumínio

xiv
pH – Potencial hidrogeniônico;
PVC – Policloreto de vinila;
Tf – Tempo de floculação;
Tc – Tempo de mistura rápida;
Ts – tempo de sedimentação
tsa – tonelada de celulose seca ao ar (-5% de umidade);
ton – Toneladas, unidade de medida de massa;
s – segundos, unidade de medida de tempo;
SS – Sólidos suspensos;
SST – Sólidos suspensos totais;
ST – Sólidos Totais;
uC – Unidade de cor, unidade de medida de cor;
uT – Unidade de turbidez, unidade de medida de turbidez;
Vs–velocidade de sedimentação

xv
RESUMO
Jóice Cristini Kuritza. Aplicação da coagulação/precipitação como pós-tratamento de efluente
de uma indústria de papel e celulose.
O objetivo desse trabalho foi avaliar o emprego do conjunto
coagulação/floculação/sedimentação no pós-tratamento do efluente de uma estação de
tratamento de efluentes de uma indústria de papel e celulose. Foram realizados testes em
laboratório, em equipamento de bancada do tipo jar-test, para estabelecer as melhores
configurações operacionais do tratamento empregado. Os testes foram divididos em três
etapas: o objetivo da primeira etapa foi verificar a eficiência do tratamento com aplicação
individual de coagulante (PAC – cloreto de polialumínio), definir os parâmetros operacionais
de mistura lenta e de sedimentação, escolher o polímero a ser usado como auxiliar de
floculação além de obter uma primeira indicação das melhores dosagens de coagulante e
polímero. Na etapa 02 foram realizados mais testes de coagulação/floculação/sedimentação
testando ampla faixa de dosagens de coagulante combinada com diferentes dosagens de
polímero aniônico. Além disso, foram testados tempos menores de floculação. O êxito do
tratamento foi medido em função da remoção de turbidez, cor aparente e verdadeira e DQO,
além da análise de IVL – índice de volume de lodo. Na etapa 03 foram feitos dois ensaios, um
de coagulação/floculação/sedimentação para definir a melhor dosagem de polímero e verificar
principalmente se o tratamento era eficiente na remoção de lignina e AOX, e um ensaio de
microfiltração, em uma unidade piloto, para avaliar o desempenho do sistema quando
submetido a efluente tratado na melhor configuração de coagulação/floculação/sedimentação
encontrada. Os resultados indicaram que a coagulação/floculação/sedimentação melhorou as
características do efluente, com redução de até 98% de turbidez, 95% de cor aparente, 93% de
cor verdadeira e 75% de DQO, utilizando dosagem de PAC de 250mg/L e 1mg/L de polímero
aniônico. Em valores residuais, a turbidez foi reduzida a 1,86uT, a cor aparente a 92uC, a cor
verdadeira a 79uC e a DQO a 78mg/L. Além disso, houve remoção de 60% dos AOX e 70%
de lignina. O lodo gerado pelo tratamento com polímero apresentou melhores condições de
sedimentabilidade, ao contrário das configurações em que foi utilizado somente coagulante.
No emprego do efluente tratado por coagulação/floculação/sedimentação na unidade piloto de
microfiltração, houve melhoria significativa no fluxo de permeado em relação ao fluxo de
permeado da filtração do efluente sem pré-tratamento. Sendo assim, o tratamento empregado
apresentou grande potencialidade de aplicação como pós-tratamento de efluente de indústria
de papel e celulose e também como pré-tratamento de efluentes de membranas de
microfiltração.
Palavras chave: coagulação, polímero aniônico, indústria de papel e celulose.

xvi
ABSTRACT
Jóice Cristini Kuritza. Application of coagulation / precipitation as a post-treatment of effluent
from a pulp and paper industry.
The purpose of this study was to evaluate the use of the coagulation / flocculation /
sedimentation set in the post-treatment of effluent from a treatment station from a pulp and
paper mill. Tests were performed in laboratory utilizing jar-test instruments to establish the
best operational settings for the treatment used. The tests were divided in three steps: the
purpose of the first step was to verify the treatment efficiency with individual application of
coagulant (PAC - aluminum polychloride), set the operational parameters of slow mixing and
sedimentation, choose the polymer to be used as an auxiliary of flocculation and to obtain a
first indication of the best dosages of coagulant and polymer. In stage 02 were performed
more tests of coagulation / flocculation / sedimentation testing a large range of doses of
coagulation combined with different dosages of anionic polymer. Moreover, were tested
shorter times of flocculation. The success of treatment was measured by removing turbidity,
color apparent and true and COD and true, besides analysis of SVI - sludge volume index. In
step 03 were made two tests, a coagulation / flocculation / sedimentation to define the best
dosage of polymer and especially verify whether the treatment was effective at removing
lignin and AOX, and an assay of microfiltration, on a pilot plant, to evaluate the system
performance when applied treated effluent in the best configuration found of coagulation /
flocculation / sedimentation. The results indicated that coagulation / flocculation /
sedimentation has improved characteristics of the effluent, reducing turbidity up to 98%, 95%
in apparent color, 93% of true color and 75% of COD using PAC dosage of 250 mg / L and
1mg / L of anionic polymer. In residual values, turbidity was reduced to 1.86 uT, the apparent
color to 92uC,the true color to 79uC and COD to 78mg / L. Furthermore, there was 60%
removal of AOX and 70% of lignin. The sludge generated by treatment with polymer had
better sedimentability compared to the configurations in which only coagulant was used. In
the use of the treated effluent by coagulation / flocculation / sedimentation in the pilot plant of
microfiltration, there was significant improvement in the permeate flux in relation to the
permeate flux filtration of the effluent without prior treatment. Therefore, the treatment used
presented great potential for application as post-treatment of effluent from pulp and paper mill
and as a pre-treating effluents from microfiltration membranes.
Key-words: coagulation, anionic polymer, pulp and paper mill

1
1. INTRODUÇÃO
As indústrias de base florestal tem grande importância no cenário econômico e
comercial brasileiro. Segundo a ABRAF – Associação Brasileira de Produtores de Florestas
Plantadas (2010) o Brasil contava com mais de 6,5 milhões de hectares de florestas plantadas
com pinus e eucalipto em 2010, sendo o estado do Paraná o terceiro colocado em área
plantada, atrás apenas de Minas Gerais e São Paulo. Dentre todos os produtos advindos da
produção florestal, os produtos derivados da celulose possuem alto grau de agregação de valor
ao produto madeireiro, além de chegar muito próximo das necessidades específicas do
consumidor por meio da produção dos diversos tipos de papel para impressão, papéis cartão,
papelões ondulados para embalagens, entre outros. Esses produtos são destinados ao mercado
interno e externo, movimentando a economia nacional e gerando milhares de empregos.
Em contrapartida aos grandes ganhos econômicos provenientes das indústrias de papel
e celulose estão os grandes impactos gerados por essas indústrias em todas as etapas da
produção, desde a colheita da madeira e o seu processamento, a polpação e o branqueamento
da polpa até o transporte do produto final ao consumidor. As indústrias de papel e celulose
estão entre as que utilizam maior vazão de água durante seu processo produtivo. Segundo
Thompson (2001) o consumo de água pode chegar a 60m³/tsa – tonelada de celulose seca ao
ar, e esse volume de água consumido está diretamente ligado ao volume de efluentes que
serão gerados ao longo do processo e que deverão receber tratamento previamente ao seu
lançamento nos corpos receptores.
As características das águas residuárias resultantes dessa produção variam de acordo
com o processo utilizado na polpação, do tipo de papel que está sendo produzido, da madeira
utilizada, dos processos tecnológicos empregados, das práticas de gestão da empresa, da
recirculação interna de efluentes e do volume de água utilizado em toda a indústria (Pokhrel e
Viraraghavan, 2004). No entanto, algumas características, como o elevado teor de matéria
orgânica, que acarreta em elevados valores de DBO e DQO, estão sempre presentes. Isso
deve-se ao fato da madeira apresentar uma fração representativa de constituintes orgânicos em
sua composição. Esses compostos são processados durante a polpação e conferem essa
característica ao efluente. Além disso, durante toda a fabricação da polpa e do papel, são
utilizados diversos reagentes químicos, que vão dar características específicas ao efluente.
Nesse sentido, o tipo de tratamento empregado deve ser pensado de modo particular em cada
indústria, para que se alcance a eficiência exigida pela lei vigente, além de, em alguns casos,
permitir a reutilização dos reagentes e da água.

2
A maioria das indústrias contempla tratamento somente até o nível secundário e nesses
casos existem as etapas de tratamento preliminar e primário, usualmente empregando
tecnologias de tratamento físico como grades e decantadores e o tratamento secundário,
usualmente representado por alguma tecnologia de tratamento biológico. Nesses casos é
comum o emprego de lagoas aeradas, lodos ativados ou reatores anaeróbios que são eficientes
na remoção de matéria orgânica biodegradável. Os tratamentos físicos como decantadores,
podem ser dispostos anterior ou posteriormente ao tratamento biológico, completando e
melhorando com isso a qualidade do efluente final. Algumas indústrias apresentam efluentes
com características químicas que podem prejudicar o tratamento biológico, sendo incluídas
então etapas complementares de tratamento químico como correção do pH ou adição de
oxigênio dissolvido, visando com isso favorecer e/ou estimular os microrganismos
responsáveis pela degradação do efluente na etapa biológica.
Com a associação de todas as etapas de tratamento, busca-se um efluente que esteja
adequado com a legislação vigente em termos de contaminação dos corpos receptores e do
solo. As indústrias que buscam um tratamento em nível terciário do efluente devem optar por
tecnologias complementares com intuito de melhorar ainda mais a qualidade final do efluente.
Nesses casos, são indicados processos físicos e químicos como a adsorção, a flotação, a
oxidação e a precipitação química, além dos processos de separação por membranas.
O conjunto coagulação/floculação/sedimentação é indicado como alternativa de
tratamento terciário para remoção complementar de matéria orgânica não biodegradável, de
compostos orgânicos halogenados (AOX), cor residual entre outros contaminantes
principalmente aqueles que se apresentam dissolvidos, na fração coloidal da água
(GANJIDOUST et al, 1997).
Em uma acepção abrangente, a coagulação é a alteração físico-química dessas
partículas coloidais, produzindo partículas que possam formar flocos e serem removidas em
seguida em um processo físico de separação, usualmente a sedimentação (RICHTER, 2009).
Essa desestabilização das partículas é normalmente alcançada pela adição de sais de alumínio
e ferro, denominados de coagulante, que podem ser utilizados individualmente ou combinados
com algum polieletrólito auxiliar de floculação, de origem sintética ou natural.
As plantas de tratamento que contemplam tecnologias de tratamento em nível terciário
apresentam, em geral, efluente final de ótima qualidade, sendo possível, em alguns casos, a
alternativa de recirculação ou reúso desse efluente.
O processo de separação por membranas se inclui nesse contexto como uma
alternativa tecnológica atrativa às indústrias de celulose e papel. As membranas são barreiras

3
físicas capazes de remover matéria orgânica, material particulado, turbidez, cor, entre outros,
tornando essa tecnologia aplicável para os casos em que se deseja um efluente com alta
qualidade final.
Apesar dos benefícios supracitados da tecnologia, alguns problemas podem ocorrer
durante sua utilização. O principal deles é a colmatação (entupimento das membranas) que
diminui o fluxo de operação, gerando custos com a limpeza e substituição da membrana,
podendo ocasionar a paralisação da operação. Para diminuir esse problema é essencial que o
afluente à membrana tenha pouca quantidade de sólidos suspensos e dissolvidos que conferem
turbidez e cor, que causam o entupimento dos poros das membranas, nesse sentido, o conjunto
coagulação/floculação/sedimentação é indicado como alternativa de pré-tratamento do
efluente com vistas à minimização da colmatação das membranas.
O objetivo da presente pesquisa foi avaliar o emprego da
coagulação/floculação/sedimentação como pós-tratamento do efluente de uma indústria
integrada de celulose e papel e como pré-tratamento do efluente em membrana de
microfiltração.

4
2. OBJETIVOS
Essa pesquisa teve como objetivo principal a avaliação do emprego da
coagulação/floculação/sedimentação no pós-tratamento do efluente de uma estação de
tratamento de efluentes de uma indústria de papel e celulose.
Especificamente, objetivou-se:
a) estudar os aspectos operacionais para emprego da coagulação/floculação/sedimentação no
pós-tratamento do efluente e estabelecer as melhores condições da tecnologia para o caso em
estudo;
b) avaliar o efeito do coagulante utilizado individualmente e combinado com polímero
aniônico no desempenho do conjunto coagulação/floculação/sedimentação;
c) avaliar a coagulação/floculação/sedimentação como alternativa de pré-tratamento de
sistemas de microfiltração;
d) avaliar o desempenho da microfiltração no tratamento do efluente final.

5
3. REFERENCIAL TEÓRICO
3.1 A Indústria de papel e celulose
Por dispor de vantagens climáticas, extensão territorial e tecnologia florestal evoluída,
o Brasil passou de uma posição insignificante no cenário mundial de papel e celulose no
início dos anos 70, para uma posição de relativo destaque no final da década de 80
(MATTOS, 1999).
Segundo dados da Associação Brasileira de Celulose e Papel (BRACELPA, 2011) o
Brasil produziu mais de 14 milhões de toneladas de celulose em 2010, apresentou crescimento
de 6,4% em relação ao produzido em 2009. Praticamente toda a produção nacional de
celulose, mais de 12 milhões de toneladas, é proveniente do processamento da madeira de
eucalipto, ou seja, madeira de fibra curta, sendo que 11 milhões de toneladas dessa produção
foi de pasta celulósica branqueada. O principal destino da celulose produzida no Brasil foi a
exportação, representando 59% do total produzido. Dos 41% restantes, 30% foram destinados
ao consumo próprio e 11% a vendas no mercado doméstico. No ano de 2009 o setor de
celulose e papel do Brasil movimentou 28 milhões de reais, 15,4% a mais do que tinha
movimentado no ano anterior.
Ainda com dados da Bracelpa (2011), a produção de papel em 2010 foi de quase 10
milhões de toneladas e houve crescimento de 4,4% em relação à produção de 2009. Destaca-
se que a maior parte desse total, quase 50%, foi destinado à produção de embalagens, seguido
da produção de papel para imprimir e escrever, além dos demais tipos. Em 2009, o Estado do
Paraná contava com 31 fábricas de papel, 4 unidades industriais produtoras de celulose e 16
fábricas de pastas de alto rendimento. A produção de celulose do estado, no ano de 2008,
atingiu 904.600 toneladas, com participação de 7,88% no total nacional, sendo 96% utilizados
para consumo próprio das empresas (produção de papel) e 4% comercializados no mercado
doméstico. Em 2009 a produção passou para 1,2 milhão de toneladas por ano. Essa produção
tornou o Estado do Paraná o 5º maior produtor de pasta celulósica do Brasil naquele ano,
sendo que, as frações mais representativas da produção do Estado são o papel cartão e o de
embalagem.
A produção de papel, papelão e outros artefatos afins podem ocorrer a partir da fibra
celulósica virgem, da reconstituição da polpa de papel reciclado (aparas) ou ambas
combinadas. Uma dada unidade industrial pode apenas processar a polpa produzida
externamente ou funcionar como uma unidade integrada (fábrica de papel e celulose)

6
(CETESB, 2008).
A principal fonte de matéria prima para a indústria de celulose e papel é a madeira
proveniente de reflorestamento. Estima-se que somente de 1% a 2% do papel produzido no
mundo tem base em fibras que não são provenientes da madeira (PEPE e SARAIVA, 2004).
As principais espécies reflorestadas são o pinus e o eucalipto. A espécie pinus pertence
ao grupo das coníferas, sua madeira apresenta fibra longa e também é conhecida como
softwood ou madeira macia. Já o eucalipto pertence ao grupo das folhosas, sua madeira
contém fibra curta e pode ser chamada de hardwood ou madeira dura. O produto que se deseja
obter da madeira para produção de papel é a celulose, no entanto, a madeira também é
composta de lignina, hemicelulose e extrativos.
Na tabela 3.1 é demonstrada a distribuição dos diferentes constituintes da madeira de
coníferas e folhosas.
Tabela 3.1: Composição química aproximada dos diferentes constituintes da madeira de
coníferas e folhosas
Componentes
Químicos
Composição (%)
Folhosas Coníferas
Celulose 45 a 47 42 a 45
Hemicelulose 30 a 35 27 a 30
Lignina 20 a 24 28 a 30
Extrativos 3 a 5 3 a 5
Fonte: MORAIS et al (2005).
Como o constituinte da madeira que interessa para produção do papel é a celulose, esta
deve ser separada dos demais constituintes do organismo vegetal, em especial, da lignina, que
é uma macromolécula aromática tridimensional, de estrutura complexa, que atua como agente
cimentante entre as células e proporciona rigidez à madeira. Sua eliminação ocorre por meio
de oxidação (BERTAZZOLI E PELEGRINI, 2002).
No entanto, anteriormente à separação da celulose, é importante ressaltar que a
produção da pasta celulósica se inicia nas áreas florestais, onde as árvores são derrubadas,
desgalhadas, descascadas e cortadas. Esse material é armazenado para o posterior
processamento que pode ser mecânico, termomecânico, semiquímico ou químico. Piotto
(2003) descreveu os diferentes tipos de processamentos:
Processo Mecânico (MP): O rendimento da polpação que utiliza esse método varia

7
entre 93 a 98%. A aplicação da pasta obtida por processamento mecânico é limitada
devido a oxidação da lignina residual, que faz com que o papel produzido escureça
rapidamente, mesmo que tenha passado pela etapa de branqueamento. As principais
aplicações da “pasta mecânica” são para produção de papel para jornal, revistas,
embrulhos, etc.
Processo Termomecânico (TMP): Com objetivo de provocar a transição do estado
rígido para o estado plástico na madeira, esta sofre aquecimento com vapor (em torno
de 140ºC), seguindo para o processo de desfibrilamento em refinador a disco. O
rendimento obtido por esse processo é levemente inferior ao obtido com o
processamento mecânico (92 a 95%), no entanto, o produto final é um papel de melhor
qualidade, com maior resistência mecânica e facilidade de impressão.
Processo Semiquímico: São acrescentados produtos químicos em baixas percentagens
para facilitar a desfibragem. Nesse caso, o rendimento fica em torno de 60 a 90%. Na
Europa o processo semiquímico mais comum é conhecido pela sigla NSSC (neutral
sulphite semi chemical).
Processo Químico (Kraft): Para o processo químico, a madeira é tratada em vasos de
pressão com soda cáutica e sulfeto de sódio. Esse processo permite obter uma pasta
forte (kraft significa forte em alemão) já que dissolve a lignina preservando a
resistência das fibras. O rendimento desse processo está entre 50 a 60%. A
empregabilidade dessa polpa está na produção de papéis cuja resistência é o fator
limitante, como as sacolas de supermercado, sacos de cimento, entre outros.
3.2 Impactos Ambientais associados à indústria de papel e celulose
Muitos são os impactos ambientais associados à indústria de papel e celulose, sendo
que esses se iniciam nas áreas de cultivo florestal e acompanham todo o processo de produção
da polpa e posteriormente do papel.
Os primeiros impactos ambientais associados a essa indústria, tiveram início com a
derrubada de extensas áreas de florestas nativas para utilização da madeira na produção. Com
a extinção das áreas florestadas, o reflorestamento surgiu como alternativa viável para
alimentar a demanda de matéria prima da indústria florestal, no entanto, alguns impactos estão
associados a eles como a redução da biodiversidade das áreas plantadas, compactação do solo
e geração de ruídos pelo uso de maquinário pesado para retirada da madeira e contaminação
dos recursos hídricos devido à ampla utilização de fertilizantes (CETESB, 2008).

8
Outro aspecto fortemente associado à indústria de papel e celulose é o alto consumo de
água. Segundo Mounteer et al (2005) o consumo pode oscilar entre 30 a 60 m³ de água por
tonelada de celulose seca ao ar. Esse volume de água representa impacto ambiental não só
pela retirada dos corpos d’água, mas também por estar diretamente relacionado com a geração
de águas residuárias em todo processo. Para diminuir a geração de efluentes líquidos, algumas
plantas (ou estações de tratamento) mais modernas preconizam a recirculação da água
utilizada no processo.
Oliveira (2003) aponta as restrições na disponibilidade de água, os altos custos de
instalação e de operação das estações de tratamento de efluentes, a capacidade limitada dessas
estações, bem como as exigências da legislação como os principais agentes incentivadores
para que as fábricas de papel e celulose limitem o consumo de água fresca e adotem o
fechamento de circuitos de águas. O mesmo autor define fechamento de circuito de águas
como a reutilização dos efluentes e recuperação dos insumos químicos de forma a minimizar
os efeitos ambientais adversos, provocados pelo lançamento de poluentes no ambiente, sem,
no entanto, comprometer o custo e a qualidade do produto final.
Os efluentes líquidos da indústria de papel e celulose causam consideráveis danos se
dispostos diretamente nos corpos d’água sem tratamento, isso se deve, principalmente, à alta
demanda biólogica de oxigênio (DBO), demanda química de oxigênio (DQO), compostos
organoclorados, sólidos suspensos, resinas, lignina, entre outros (TAMBOSI, 2005).
Além disso, o consumo elevado de energia também é um aspecto ambiental associado
à indústria de celulose e papel. Assim, as caldeiras de recuperação que queimam o licor negro
gerado durante o processo produtivo são importantíssimas no sentido de diminuir o gasto
energético dessas indústrias. Outro importante aspecto que colabora na economia de energia
são as caldeiras de biomassa que queimam as cascas e pedaços de madeira rejeitados pelo
processo, ação essa que, além de gerar energia evita o acúmulo de resíduos sólidos (CETESB,
2008).
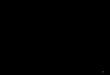
Na Figura 3.1 são apresentados os poluentes dos diversos estágios da produção de
papel.

9
Figura 3.1 – Poluentes dos vários estágios do processo de fabricação do papel (POKHREL e
VIRARAGHAVAN, 2004)
3.3 Tratamento do efluente da indústria de celulose e papel
Para adequar as características do efluente ao padrão de qualidade vigente para o corpo
receptor ou a algum padrão de reúso, deve ser feito o tratamento das águas residuárias, que
consiste na remoção dos poluentes presentes.
A escolha do processo a ser empregado no tratamento de águas residuárias depende
das características físico-químicas da água a ser tratada, do grau de tratamento desejado e
também dos custos operacionais do sistema escolhido.
Segundo Thompson et al (2001) o tratamento do efluente da indústria de celulose e
papel deve abranger o tratamento preliminar que tem por objetivo a remoção de sólidos
grosseiros e com posterior sedimentação ou flotação. O tratamento secundário é realizado
Preparação da
madeira
Polpação
Lavagem
Branqueamento
Fabricação do
papel
Cascas de madeira. Pedaços rejeitados pelo controle
de qualidade. Água utilizada na lavagem das toras
gera efluente contendo sólidos suspensos, areia,
DBO etc.
O licor negro gerado na polpação contém os
produtos químicos utilizados na fase de digestão,
lignina e outros compostos da madeira. O efluente
contém resinas, cor, DBO, DQO, compostos
organoclorados e compostos orgânicos voláteis.
O efluente gerado na lavagem apresenta alta DBO,
DQO, pH e sólidos suspensos.
O efluente gerado no branqueamento contém lignina
dissolvida, cor, DQO, compostos inorgânicos
clorados, compostos orgânicos clorados, e
compostos orgânicos voláteis.
Esse efluente recebe o nome de água branca e
contém compostos orgânicos, corantes inorgânicos,
DQO etc.

10
normalmente em reatores biológicos, e que se destina normalmente a remoção de matéria
orgânica, além do tratamento terciário, para polimento do efluente e melhoria ainda maior da
qualidade final do mesmo, nos casos em que a legislação ambiental seja mais restritiva ou que
sejam preconizados padrões de reúso desse efluente pela indústria.
As características do efluente dependem do processo empregado na produção da
celulose e do papel e das peculiaridades de cada unidade industrial. A DQO do efluente, por
exemplo, pode variar de 1000 até 13000mg/L, dependendo do tipo de polpação empregada na
produção de celulose. Os efluentes da indústria de celulose e papel podem conter materiais
não biodegradáveis, matéria orgânica halogenada adsorvível (AOX), compostos fenólicos,
entre outros. No entanto, a grande quantidade de material orgânico em suspensão e o alto teor
de sólidos suspensos são os principais poluentes desse efluente (Buyukkamaci e Koken,
2010).
Em decorrência dos elevados teores de DBO e DQO do efluente industrial da
produção de celulose e papel, o tratamento biológico é o processo mais empregado. Dentre
eles, Medeiros (2008) indica o sistema de lodos ativados e as lagoas aeradas como os mais
utilizados, todavia, há também uma forte tendência para os processos anaeróbios, devido,
principalmente, ao baixo custo e à menor geração de lodo se comparado aos processos
aeróbios.
Pohkrel e Viraraghavan (2004) discorrem sobre a empregabilidade dos processos
anaeróbios para o tratamento do efluente da indústria de celulose e papel e indicam esse tipo
de tratamento devido à alta carga orgânica apresentada pelo efluente, destacando o filtro
anaeróbio, as lagoas anaeróbias e os reatores anaeróbios de manta de lodo (UASB) como boas
opções tecnológicas. Apontam também a ampla utilização de processos de coagulação
química e floculação, seguidos de sedimentação, para remoção de sólidos suspensos e
polimento do efluente, sendo esses processos aplicados à etapa de tratamento terciário.
Além da coagulação química seguida de floculação e sedimentação alguns autores
apontam os processos oxidativos avançados (CATALKAYA E KARGI, 2007; MORAIS,
2006) e a separação por membranas (microfiltração, ultrafiltração, nanofiltração e osmose
reversa) como as principais alternativas disponíveis para tratamento terciário desse efluente
(KO e FAN, 2010; OLIVEIRA, 2003; ALMEIDA, 2002).
Mierzwa e Hespanhol (2005) expõem que a escolha de uma ou a combinação entre
duas ou mais tecnologias é função do potencial de cada uma, dos mecanismos envolvidos na
redução do contaminante de interesse e da qualidade final da água que se necessita.

11
3.3.1 Coagulação, floculação e sedimentação
O termo coagular provém do latim coagulare e significa juntar (CAMPOS e
POVINELLI, 1979). A coagulação é considerada um processo já que envolve fenômenos
químicos e físicos e surgiu da necessidade do homem em melhorar o aspecto visual da água
previamente ao consumo. Existem registros do século XVIII descrevendo a adição de sais de
alumínio no tratamento de águas minerais na Inglaterra. A partir de 1827, em Londres, era
empregado sulfato férrico associado ao aquecimento da água coagulada para remoção de cor e
turbidez (LIBÂNIO, 2005).
A coagulação consiste na desestabilização das partículas coloidais e suspensas
presentes na água, por meio da ação do coagulante, usualmente um sal de ferro ou alumínio,
em contato com a água e suas impurezas. Essas ações físicas e químicas duram poucos
segundos, os íons metálicos de ferro e de alumínio, quando em solução aquosa, carregados
positivamente, formam ligações com os átomos de oxigênio liberando os átomos de
hidrogênio e reduzindo o pH da suspensão. Este processo denomina-se hidrólise e seu produto
são as espécies hidrolisadas. Durante a etapa de coagulação deve haver agitação da massa
líquida de forma a proporcionar o contato dessas espécies com as impurezas presentes
causando sua desestabilização. Essa agitação é chamada de mistura rápida (LIBÂNIO, 2005).
Os principais mecanismos de coagulação, descritos por Di Bernardo (1993), Di
Bernardo e Dantas (2005) e Libânio (2005) são: compressão de camada difusa, adsorção e
neutralização, varredura e adsorção e formação de pontes.
Para entender esses mecanismos é necessário compreender alguns conceitos abordados
por Campos e Povinelli (1979), Di Bernardo (1993), Di Bernardo e Dantas (2005) e Libânio
(2005). As partículas coloidais e suspensas apresentam carga predominantemente negativa
devido à dissociação de grupos funcionais como carboxilas ou hidroxilas presentes na
superfície das partículas ou às imperfeições na estrutura das argilas minerais ou por efeito das
substituições isomórficas ou ainda devido à adsorção de íons na superfície das partículas em
suspensão por meio da ação das forças de Van Der Walls e ligações de hidrogênio.
Quando essas partículas são dispersas na água, íons de carga oposta se aproximam da
sua superfície formando uma camada de íons positivos e negativos chamada camada
compacta. Quando íons negativos se aproximam da camada compacta, atraem consigo outros
íons positivos, formando a camada difusa. O conjunto dessas camadas, compacta e difusa, é
chamado de dupla camada elétrica.
As partículas em suspensão se mantêm afastadas por conta da atuação da camada

12
difusa. A presença de um coloide na água implica na formação de um potencial elétrico
(potencial de Nernst) que diminui com a distância a partir da superfície do mesmo. Na região
de fronteira das camadas compacta e difusa o potencial elétrico é chamado de potencial zeta,
que consiste, então, na diferença de potencial entre a superfície da camada compacta e o
limite da camada difusa. As principais metas para que ocorra a coagulação são reduzir o
potencial zeta a valores bastante baixos, de modo que não haja repulsão entre as partículas e o
fornecimento de energia ao meio de modo que haja agitação e choque entre as partículas
desestabilizadas.
Abaixo são discutidos os quatro mecanismos de coagulação
Compressão da camada difusa: esse mecanismo é causado por meio da adição
de íons de carga positiva que atravessam a camada compacta e reduzem o
potencial zeta e a espessura da dupla camada, causando desestabilização das
partículas coloidais e posterior aproximação das mesmas. Di Bernardo (1993)
afirma que há independência da dosagem de coagulante com a concentração de
partículas coloidais e não é possível causar a reversão de cargas dos coloides.
Adsorção e neutralização de cargas: ocorre a desestabilização das partículas a
partir da adsorção das espécies hidrolisadas, que tem carga positiva, à
superfície das mesmas. Nesse caso a desestabilização ocorre com dosagens
inferiores àquelas utilizadas no mecanismo de compressão da dupla camada.
Há uma relação diretamente proporcional entre a dosagem do coagulante e a
concentração dos coloides. Além disso, é possível a reversão de carga dos
coloides.
Varredura: nesse caso não há relação estequiométrica entre a dosagem de
coagulante e a concentração dos coloides. De acordo com a quantidade de
coagulante, do pH da mistura e da concentração de alguns íons pode haver a
formação de precipitados que adsorvem as partículas coloidais e envolvem as
dissolvidas. Os flocos formados por meio desse mecanismo costumam ser
maiores, sedimentando-se com maior facilidade.
Adsorção e formação de pontes: nesse caso a coagulação é obtida por meio da
ação de polímeros orgânicos naturais ou sintéticos, que podem atuar como
coagulante por apresentarem longas cadeias, com vários sítios ionizáveis ao
longo dessas. Segundo Mendes (1989), a atuação de polímeros ocorre por meio

13
da adsorção das partículas aos sítios ionizáveis, causando redução de sua carga
ou então através da incorporação das partículas na cadeia dos polímeros.
Segundo Di Bernardo (2003) apesar de serem etapas distintas, a coagulação e a
floculação são interdependentes. A função da coagulação é desestabilizar as partículas com
auxílio de um coagulante, usualmente o sulfato de alumínio ou o cloreto férrico. O regime de
operação deve ser turbulento, promovendo o contato das partículas com o coagulante,
permitindo que haja aglomeração das mesmas, para o início da formação dos flocos. Na
floculação, etapa subsequente à coagulação, o gradiente de velocidade é inferior ao usado
durante a coagulação, já que, o objetivo da mesma, é dar condições para que os flocos se
unam, tornando-se maiores.
Participam da floculação apenas fenômenos físicos de aglutinação das partículas, nos
quais o principal objetivo é a redução de partículas coloidais e suspensas presentes na massa
líquida. Para tanto, fornecem-se condições em termos de agitação e tempo de detenção, para
que ocorram choques entre as partículas que foram previamente desestabilizadas na etapa de
coagulação, objetivando a formação dos flocos a serem removidos na etapa de sedimentação
(LIBÂNIO, 2005).
Campos e Povinelli (1979) ressaltam que nos estudos de coagulação e floculação, em
escala laboratorial, devem ser observados alguns aspectos como a natureza das partículas a
serem removidas, o tamanho dessas partículas, a concentração da solução do coagulante, o pH
de operação e os gradientes de velocidade que serão empregados, tanto na unidade de mistura
rápida (coagulação), quanto na de mistura lenta (floculação). A análise acurada desses
parâmetros tornará o sistema mais eficiente, além de proporcionar eventual economia com
reagentes e energia.
A importância dos estudos em escala laboratorial consiste também em o mesmo
permitir variar com facilidade os parâmetros operacionais, fornecendo a oportunidade de
realizar uma análise detalhada desses parâmetros em função dos resultados obtidos, para
garantir o sucesso do sistema quando operado em escala industrial.
O uso de processos de precipitação química, ou seja, coagulação química, seguida de
floculação e sedimentação é essencial em tratamento de água, entretanto, tem sido apontado
em diversos estudos como processo importante também no tratamento de águas residuárias.
Estudos visando a remoção de SST, turbidez, cor, DQO e outros contaminantes, no tratamento
complementar ou terciário de águas residuárias industriais e domésticas, especialmente com
respeito à otimização do desempenho de coagulante, determinação das condições

14
experimentais, avaliação do pH e investigação a respeito da adição de floculantes são
abundantes na literatura nacional e internacional.
Marguti et al (2008) objetivaram a remoção de fósforo em esgoto doméstico
proveniente de reator UASB alcançando remoção de até 90% para dosagens iguais ou
superiores a 60mg/L de cloreto férrico, sendo que observaram também, remoção de até 70%
do carbono orgânico total (COT) nesse mesmo efluente e 40% para efluente tratado por lodo
ativado convencional.
Fabreti (2006) avaliou o uso de coagulação/floculação/sedimentação como pós-
tratamento do efluente sanitário de lagoa anaeróbia e facultativa obtendo boa remoção de
fósforo, DQO, SST e clorofila a para dosagem de 264mg/L de sulfato de alumínio.
Viveiros (2008) realizou testes de tratabilidade do efluente da usina de reciclagem de
plástico utilizando sulfato de alumínio e cloreto férrico como coagulante buscando por meio
de testes de jarro as melhores condições de aplicação de coagulantes e faixas de pH. Observou
a eficiência do tratamento por meio da remoção de turbidez e cor do sobrenadante. Escolheu-
se o sulfato de alumínio como melhor coagulante, sendo a faixa de concentração ótima foi
entre 311,58 a 324,08mg/L para pH 7,06 com remoção de mais de 90% de turbidez e cor
nessas condições de operação.
Dominguez et al (2007) utilizaram o teste de jarro para determinar a capacidade de
remoção de matéria orgânica em efluente de processamento de couro. Os autores variaram a
dosagem de coagulante, a carga poluidora afluente, representada pela DQO, o tempo de
floculação, o gradiente de velocidade da etapa de floculação e o pH durante a operação.
Obtiveram remoção entre 20 e 55% para DQO, 28 a 89% para polifenóis e 29 a 90% para
outros compostos aromáticos.
A utilização de coagulantes no tratamento de águas residuais, bem como de alguns
polímeros auxiliares de floculação, tem sido muito difundida, em virtude da potencialidade do
uso de processos físico-químicos, principalmente quando associados aos processos
biológicos. O processo de precipitação química pode ser utilizado em diversos pontos do
sistema de tratamento de efluentes, desde o afluente bruto até o pós-tratamento, precedendo
uma eventual etapa de desinfecção (SANTOS, 2001).
Muitos pesquisadores defendem o uso de polímeros como auxiliares de floculação,
afirmando que o uso dos mesmos, concomitante ao uso do coagulante, apresenta vantagens
como: melhoria na qualidade do efluente tratado, redução no consumo do coagulante primário
e redução do volume de lodo (WONG et al, 2006; SENA, 2005; OENNING JUNIOR, 2006;
AMOO e AMUDA, 2007; ZHONG et al, 2003; WALKER e KELLEY, 2003). Esses

15
polímeros são denominados em muitos trabalhos como floculantes, pois atuam no processo de
floculação trazendo como vantagem a formação de flocos maiores e mais resistentes quando
comparados àqueles obtidos por coagulação (SENA, 2005).
Os polímeros usados no tratamento de água e efluentes são normalmente sintéticos e
solúveis em água. Quanto a sua natureza iônica, podem ser aniônicos ou catiônicos e a
densidade de carga também é variável. Quando em meio aquoso, os polímeros aniônicos
apresentam sítios negativos ao longo da cadeia, os catiônicos apresentam sítios positivos e os
não-iônicos não apresentam sítios ionizáveis (BOLTO E GREGORY, 2007). Na figura 3.2 é
apresentado um esquema de aglomeração de partículas pela ação de polímeros.
Figura 3.2 – Aglomeração de partículas pelo polímero dando origem aos grandes flocos
(SENA, 2005)
O uso de polímeros como auxiliares de floculação proporcionam menores dosagens de
coagulante, menor volume de lodo, redução de custos de até 25%, entre outras vantagens.
Além disso, o fato de utilizar menos coagulante reduz a presença de alumínio no lodo a ser
disposto posteriormente (ROUT et al. 1999).
Diante da grande variabilidade de polímeros disponíveis, são importantes os estudos
em escala laboratorial para guiar o processo de tomada de decisão sobre qual espécie de
polímero deve ser utilizada (AHMAD et al. 2008; WONG et al. 2006; AGUILAR et al. 2005;
AL-MALACK et al. 1999).
Ahmad et al (2008) avaliaram a eficiência do tratamento dos efluentes de uma
indústria de papel e celulose feita pelo conjunto coagulação-floculação-sedimentação com uso
isolado e combinado de coagulante e polímero. Como parâmetros de avaliação foram
observadas as remoções de: turbidez, sólidos totais, DQO, além do volume de lodo produzido
e do tempo de sedimentação para cada condição operacional testada. Os melhores resultados
obtidos foram 99,8% de redução de turbidez, 99,4% de redução de sólidos totais e 91,3% de

16
redução de DQO. Para obtenção de tais resultados, foram variados os parâmetros
operacionais, como pH, dosagem e tipo de coagulante e adição de diferentes tipos e dosagens
de polímeros durante os experimentos. Os autores concluíram que o uso combinado de
coagulante com polímero melhorou a eficiência de todos os parâmetros observados além de
produzir menor volume de lodo num tempo de sedimentação inferior.
Wong et al (2006) testaram 9 tipos de polímeros catiônicos e aniônicos com diferentes
pesos moleculares e densidade de carga no tratamento do efluente de uma indústria de papel e
celulose por meio de coagulação/floculação/sedimentação. Os experimentos foram realizados
variando a dosagem de polímero de 0,5 a 15mg/L, com destaque para o fato de que o
polímero foi usado individualmente e não como auxiliar do coagulante primário. A eficácia do
tratamento foi medida em termos de remoção de turbidez, SST e DQO além da análise do
volume e das características de sedimentabilidade do lodo. Os autores obtiveram remoção
maior que 90% para todos os parâmetros analisados além de lodo com ótimas características
de sedimentabilidade, já que o índice de volume de lodo (IVL) foi menor que 70mL/g em
todas as configurações testadas, chegando a 14mL/g na configuração ótima, com dosagem
igual a 5mg/L de polímero catiônico.
3.3.2 Membranas filtrantes
Uma tecnologia que tem sido largamente utilizada nas grandes indústrias de papel e
celulose é o processo de separação por membranas de micro e ultrafiltração. Segundo Judd
(2006) as membranas são barreiras físicas seletivas capazes de conter partículas que sejam
maiores que os seus poros durante a passagem de uma solução. Não ocorrem alterações
químicas ou biológicas de componentes durante o processo de filtração. Os processos de
separação por membranas são divididos de acordo com a seletividade da membrana, definida
pelo tamanho dos poros. Nesse sentido, os quatro principais processos são a osmose reversa, a
microfiltração, a ultrafiltração e a nanofiltração.
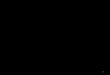
No entanto, todos os processos têm os mesmos elementos comuns, sendo uma fonte de
alimentação com o efluente que se deseja filtrar, o material retido pela membrana, que recebe
o nome de concentrado, e o material filtrado, que também é conhecido como permeado.
A Figura 3.4 demonstra esquematicamente o processo de tratamento usando
membranas filtrantes.

17
Figura 3.3 – Esquema de definição do processo por membranas - METCALF & EDDY
(2003) apud VIDAL (2006)
As membranas são elaboradas por diferentes tipos de materiais, sendo os mais comuns
o polímero e a cerâmica. A configuração do reator de membranas, ou seja, a sua geometria e a
posição em relação ao fluxo de água, é determinante para o desempenho global da operação.
Um projeto de aplicação de membranas deve prever, entre outras coisas, uma alta taxa de
filtração, grande turbulência do efluente, para garantir contato com os poros da membrana,
um baixo custo com energia por unidade de volume filtrado, um design que facilite a
operação e a limpeza (JUDD, 2006).
Durante o processo de filtração pode ocorrer a deposição de material sobre a superfície
da membrana e/ou na sua matriz. Essa deposição de material causa decréscimo no fluxo de
operação e é chamado de fouling ou colmatação da membrana. Koros et al (1996) definiram
fouling como resultado do processo de decréscimo no desempenho da membrana devido à
deposição de substâncias suspensas ou dissolvidas sobre sua superfície externa e em seus
poros.
Sendo assim, alguns fatores são determinantes para o êxito do tratamento por
membranas como a qualidade do afluente, o modo de operação, a característica da membrana
utilizada e o método de limpeza empregado. Todos esses fatores devem trabalhar em conjunto
para garantir um bom fluxo de massa (transferência de massa por unidade de área de

18
membrana) durante a operação (LAUTENSCHLAGER, 2006). Para que isso seja possível, a
colmatação do leito filtrante, ou fouling, deve ser evitada. Conforme Field et al. (1995) a
deposição de material sobre a superfície do leito filtrante afeta diretamente a eficiência do
processo, pois, bloqueia parcial ou totalmente os poros oferecendo resistência adicional ao
fluxo do permeado.
Dentre as tecnologias de membranas filtrantes disponíveis, a microfiltração é
caracterizada por apresentar macroporos (>50nm). Seu mecanismo típico de separação é o
peneiramento e a faixa típica de operação está entre 0,08-2,0µm (METCALF & EDDY, 2003
apud VIDAL, 2006).
O pré-tratamento do processo de membranas, para garantir a qualidade do afluente e
minimizar a colmatação do leito filtrante, pode ser feito por meio de tratamento físico-
químico. Dentre eles destaca-se a coagulação química seguida de floculação e sedimentação
como alternativa viável e que vem sendo apontada por muitos autores em todo o mundo.
Decarolis et al (2001) avaliaram diferentes condições operacionais no desempenho de
membranas de ultrafiltração para tratamento terciário de efluente sanitário. Dentre as
alternativas testadas, os autores avaliaram o efeito da adição de cloreto férrico na água de
alimentação da membrana de ultrafiltração e concluíram que o tratamento com coagulação
desestabiliza as partículas coloidais, resultando em partículas maiores que são retidas
prontamente pela membrana.
Khayet et al (2011) indicam o processo de coagulação/floculação/sedimentação como
pré-tratamento à microfiltração para diminuir a colmatação do leito filtrante e aumentar a vida
útil da membrana.
Gabelich et al. (2002) afirmam que os processos de pré-tratamento representam uma
melhora significativa em relação aos custos totais e à operação das membranas filtrantes.
Choi e Dempsey (2004) utilizaram a coagulação in-line, ou seja, o uso de coagulantes
sem a etapa de sedimentação, como pré-tratamento de uma unidade de ultrafiltração. O estudo
procurou definir as melhores dosagens de coagulante em função do desempenho da unidade
de ultrafiltração. Os autores afirmam que a resistência à filtração pode aumentar ou diminuir
devido a adição do coagulante, ou seja, a etapa de pré-tratamento pode prejudicar a filtração
se não houver um estudo preliminar em escala piloto.
Nordin e Jönsson (2006) estudaram os aspectos operacionais de uma planta de
ultrafiltração usada para tratar o efluente do branqueamento de uma indústria de celulose e
papel. Os autores observaram valores de remoção de DQO e sólidos totais de 96 e 93%,
respectivamente.

19
Em alguns casos, quando o objetivo principal do tratamento com membranas é
retornar a água ao processo produtivo, a tecnologia empregada é a osmose reversa,
caracterizada por poros densos com faixa típica de operação entre 0,0001-0,001µm
(METCALF & EDDY, 2003 apud VIDAL, 2006).
Zhang et al (2009) avaliaram a osmose reversa como forma de tratamento final para o
efluente de uma indústria de celulose e papel. O efluente da ETE era primeiramente tratado
numa unidade de microfiltração. Essa unidade recebia seu afluente com valores superiores a
600 mg/L de DQO e mais de 140 mg/L de sólidos suspensos. Após o tratamento com
microfiltração os sólidos eram reduzidos a valores inferiores a 2 mg/L e a remoção de DQO
foi de 92,1%, ou seja, a DQO no efluente era menor que 50 mg/L. Esses resultados, apesar de
serem satisfatórios para os padrões de lançamento desse efluente no ambiente, ainda não
atendem aos padrões de reúso, podendo causar problemas ao processo produtivo, em caso de
recirculação. Para melhorar a eficiência do tratamento foi empregada uma unidade de osmose
reversa logo após a microfiltração. A remoção média de DQO apresentada pela unidade de
osmose reversa foi de 91,7%, chegando a valores de concentração de DQO inferiores a 5
mg/L.

20
4. MATERIAIS E MÉTODOS
Esse capítulo compreende a descrição dos materiais, equipamentos e métodos
experimentais utilizados para realização dessa pesquisa. São detalhados os sistemas de
coagulação/floculação/sedimentação em escala de bancada e da unidade de microfiltração
tangencial, bem como os ensaios para realização de cada etapa da pesquisa.
4.1 Caracterização do efluente
Os efluentes empregados nesta pesquisa foram coletados em uma estação de
tratamento de efluentes de uma indústria de papel e celulose de grande porte do Estado do
Paraná. A referida estação possui vazão de projeto de 4000 m3/dia e apresenta as seguintes
unidades de tratamento em sequência: calha parshall, grade, caixa de areia, decantador
primário, caixa de mistura de nutrientes, antiespumante e correção de pH, torre de
resfriamento, reator biológico aerado de crescimento aderido (MBBR), tanque de aeração,
decantador secundário e unidade de ultrafiltração. O fluxograma desta estação encontra-se
apresentado na Figura 4.1.

21
Figura 4.1 – Fluxograma da Estação de Tratamento de Efluentes da indústria de papel e
celulose cujo efluente foi estudado nesta pesquisa
As coletas do efluente estudado nessa pesquisa foram conduzidas na saída do
decantador secundário 01, local destacado na figura 4.1.
4.2 Etapas da pesquisa
Esta pesquisa foi realizada em três etapas, sendo que em todas o primeiro passo foi a
caracterização do efluente. Os parâmetros analisados para caracterização do efluente do
decantador secundário, chamado de efluente bruto ao longo do trabalho, foram: turbidez, cor
aparente e verdadeira, DQO, DBO, temperatura, pH, sólidos totais e suspensos, alcalinidade,
nitrogênio amoniacal, NTK – nitrogênio total kjeldahl, fósforo total, OD - oxigênio
dissolvido, AOX – compostos organohalogenados adsorvíveis e lignina, sendo que o
parâmetro AOX foi analisado somente no ensaio 09, e o parâmetro lignina foi analisado
somente nos ensaios 09 e 10. Na tabela 4.1 são apresentados os métodos utilizados para
realização de cada análise.

22
Tabela 4.1 Métodos utilizados para as análises físico-químicas
Parâmetro Métodos
Turbidez Standard Methods 2130B (APHA, 1999)
Cor Standard Methods 2120C (APHA, 1999)
DQO Standard Methods 5220D (APHA, 1999)
DBO Standard Methods 5210B (APHA, 1999)
pH Standard Methods 4500 - H+
B (APHA, 1999)
ST Standard Methods 2540B (APHA, 1999)
SST Standard Methods 2540D (APHA, 1999)
Alcalinidade Standard Methods 2320B (APHA, 1999)
Nitrogênio amoniacal Standard Methods 4500 - NH3 B e C (APHA, 1999)
NTK Standard Methods 4500 Norg B (APHA, 1999)
Fósforo total Standard Methods 4500 - P E (APHA, 1999)
OD Standard Methods 4500 - O G (APHA, 1999)
AOX Standard 9562 (ISO, 2004)
Lignina (fenol) Standard Methods 5550B (APHA, 1999)
Depois de caracterizado, o efluente era submetido ao tratamento por meio de
coagulação, floculação e sedimentação em aparelho do tipo jar-test da marca MILAN®,
modelo JT102, contendo 06 jarros de acrílico, com capacidade de 2 litros cada. Cada jarro
contém uma pá que sofre rotação e causa movimento da massa líquida. O equipamento
(Figura 4.3) apresenta também um controlador analógico do gradiente de velocidade das pás.
Segundo Azevedo Netto (1987) ensaios de bancada em jar-test permitem simular as condições
operacionais ideais de coagulação e floculação, variando a dosagem de coagulante, os
gradientes de velocidade de mistura rápida e lenta bem como os tempos de mistura rápida e
lenta, possibilitando uma análise precisa do processo.

23
Figura 4.2 – Fotografia do jar-test utilizado na pesquisa
Para verificar o êxito do tratamento empregado no laboratório o efluente tratado,
denominado sobrenadante, era avaliado em termos de remoção de turbidez, cor aparente e
verdadeira e DQO, denominados de parâmetros de resposta. Nos ensaios 09 e 10 foram
analisados além desses parâmetros os AOX e a lignina do sobrenadante, para verificar se
havia remoção desses contaminantes.
A primeira etapa dessa pesquisa consistiu em conhecer as características do efluente e
avaliar o efeito da variação do gradiente de mistura lenta, da dosagem de coagulante, do uso
combinado de coagulante com polímero, dos tipos de polímero, da dosagem do mesmo e da
velocidade de sedimentação nos parâmetros de resposta. O coagulante usado nessa e nas
outras etapas da pesquisa foi o cloreto de polialumínio (PAC - Aln (OH)m(Cl3)n-m).
A segunda etapa foi dividida em duas fases. Na primeira fase foi testada uma faixa
mais ampla de dosagens do coagulante, por repetidas vezes, para consolidar a escolha das
melhores configurações e também para verificar se a tecnologia estudada seria capaz de
suportar as variações das características iniciais do efluente, causadas pelas diferenças no
processo produtivo além de possíveis problemas em alguma etapa da ETE a cada coleta. Foi
avaliada também a variação das características de sedimentabilidade do lodo, causada pelas
diferentes dosagens de coagulante e polímero empregadas. Na segunda fase foi estudado o
efeito da diminuição do tempo de floculação nos resultados de remoção dos parâmetros
analisados.
Na terceira etapa foram repetidas as melhores configurações operacionais obtidas até
então para averiguar se o tratamento era capaz de remover, além do que já estava sendo

24
observado, também lignina e AOX. Além disso, o efluente coletado a partir da melhor
configuração foi filtrado numa unidade piloto de microfiltração tangencial para verificar a
viabilidade do emprego dessa tecnologia para o tratamento complementar de efluente gerado
na coagulação/precipitação e dessa forma poder avaliar essa alternativa de pré-tratamento de
sistemas de microfiltração.
4.2.1 Primeira etapa: ensaios preliminares de coagulação
Para realização da primeira etapa do trabalho foram feitas 03 coletas na ETE da
indústria estudada. As coletas foram realizadas em média a cada três semanas.
Em todos os ensaios dessa etapa o efluente foi caracterizado previamente e submetido
aos ensaios em jar-test a fim de avaliar a eficiência do processo variando os aspectos
operacionais.
4.2.1.1 Ensaio 01: ensaio preliminar de coagulação empregando PAC como
coagulante, sem adição de polímero e com variação do gradiente de velocidade de
mistura lenta
Apesar do prévio conhecimento que a adição de polímeros auxilia no tratamento de
efluentes e proporciona melhores resultados na qualidade final do efluente, além da redução
na formação de lodo, entre outros ganhos, esse ensaio foi feito sem adição de auxiliar de
floculação. Assim, o objetivo era averiguar se o coagulante empregado seria capaz de
proporcionar eficiências elevadas de remoção dos parâmetros analisados. Caso isso fosse
observado, não haveria necessidade de adicionar polímeros para auxiliar no tratamento, o que
representaria uma economia com produtos químicos em caso de tratamento em escala real. As
dosagens do coagulante PAC (DC) testadas foram 40, 60, 80 e 100mg/L.
A mistura rápida tem como função misturar o coagulante em toda massa líquida,
promovendo a desestabilização das partículas. Já a mistura lenta permite a colisão e posterior
agrupamento das partículas desestabilizadas promovendo a formação de flocos, que devem ter
massa suficiente para sedimentar na etapa subsequente. O gradiente de velocidade da mistura
rápida (Gc), bem como os tempos de mistura rápida (Tc) e lenta (Tf) foram definidos
previamente. O gradiente de velocidade da mistura rápida utilizado foi de 500s-1
, máximo
alcançado pelo aparelho utilizado, durante 60 segundos e foram testados dois gradientes de
velocidade para mistura lenta 40 e 80s-1
durante 10 minutos. O tempo de mistura rápida era

25
contado a partir do contato do coagulante com a massa liquida. O início da rotação acontecia
simultaneamente à adição do coagulante. Logo que o gradiente de velocidade era diminuído,
passado o tempo de mistura rápida (60 segundos), iniciava-se a etapa de mistura lenta. Após o
tempo de mistura lenta (10 minutos) o aparelho era desligado e o sobrenadante coletado após
o término do tempo de sedimentação (Ts).
Por tratar-se do primeiro ensaio, ainda não eram conhecidas as características que o
efluente tratado iria apresentar, logo, não se podia afirmar qual a melhor velocidade de
sedimentação (Vs) a ser adotada. Nesse caso, foram investigados tempos de sedimentação
diferentes. O objetivo dessa análise era buscar o menor tempo de sedimentação possível que
resultasse em boa remoção dos contaminantes. Isso representa, na prática, decantadores
menores com tempos de detenção também mais baixos. Foram analisados três tempos de
sedimentação, 2, 4 e 6 minutos que implicaram nas seguintes velocidades de sedimentação: 4,
2 e 1,3cm/min. Esses tempos eram contados a partir do término da mistura lenta, quando o
equipamento jar-test era desligado e a massa líquida entrava em repouso, permitindo a
sedimentação dos flocos formados. Sendo assim, logo após o término dos tempos de
sedimentação eram retirados de cada jarro três amostras de sobrenadante de aproximadamente
20mL.
Os parâmetros analisados para comprovar o efeito das variações operacionais foram
turbidez, cor aparente e DQO.
4.2.1.2 Ensaio 02: ensaio preliminar de coagulação empregando PAC como
coagulante e testando três polímeros como auxiliares de floculação
A partir do ensaio 02 passou-se a utilizar o coagulante combinado com polímeros
auxiliares de floculação. Foram testados três polímeros sendo os três aniônicos, com faixas de
aplicação de pH diferentes. Polímero PRAESTOL 2540 (pH 06 a 10), polímero PRAESTOL
2510 (pH 01 a 08) e polímero PRAESTOL 2510 (pH 03 a 08). As dosagens de PAC utilizadas
foram de 100 e 150mg/L combinadas com 1, 2 e 3mg/L de polímero (DP).
O gradiente de velocidade da mistura rápida, bem como os tempos de mistura rápida e
lenta foram mantidos os mesmos do ensaio anterior. O gradiente de velocidade da mistura
lenta foi definido em 80s-1
, durante 10 minutos. O polímero era adicionado no início dessa
etapa. As velocidades de sedimentação empregadas foram 2, 1,3 e 0,80cm/min o que implicou
em tempos de sedimentação iguais a 4, 6 e 10 minutos contados após a estabilização do
movimento rotacional no líquido proveniente da fase de floculação. Após o término da

26
sedimentação era feita a coleta de aproximadamente 20mL de sobrenadante para cada tempo
de sedimentação. As amostras foram submetidas às análises de turbidez, cor aparente e DQO.
4.2.1.3 Ensaio 03: ensaio preliminar de coagulação empregando PAC como
coagulante e polímero aniônico como auxiliar de floculação
Esse ensaio foi realizado empregando o polímero PRAESTOL 2540 (pH 06 a 10),
como auxiliar de floculação, com objetivo de verificar as eficiências obtidas no ensaio
anterior, além de variar a dosagem de PAC numa faixa mais ampla do que a testada até então.
Sendo assim, além das dosagens testadas anteriormente (100 e 150mg/L) foi utilizada nesse
ensaio a dosagem de 200mg/L de PAC, todas combinadas com 1, 2 e 3mg/L de polímero.
Mantiveram-se as mesmas configurações do ensaio anterior, gradiente de velocidade de 500s-1
na mistura rápida durante 60 segundos, gradiente de velocidade de 80s-1
na mistura lenta
durante 10 minutos e velocidades de sedimentação de 2, 1,3 e 0,80cm/min o que implicava
em tempos de sedimentação iguais a 4, 6 e 10 minutos.
O fluxograma dos ensaios da primeira etapa é apresentado na figura 4.3.
Figura 4.3: Fluxograma dos ensaios da etapa 01

27
4.2.2 Segunda etapa: ensaios principais de coagulação
A segunda etapa foi dividida em duas fases. Para realização da primeira fase da
segunda etapa da pesquisa foram feitas 03 coletas na ETE da indústria estudada, em média a
cada três semanas.
A partir da análise da etapa 01, fixaram-se os valores de dosagem de coagulante a
serem testados, bem como o polímero utilizado e suas dosagens. O polímero escolhido foi o
PRAESTOL 2540 (pH 06 a 10). As dosagens de coagulante testadas foram 50, 100, 125, 150,
175, 200 e 250mg/L. Foram feitos ensaios só com o coagulante, que serviram como
testemunha dessa pesquisa, e ensaios combinando coagulante e polímero. As dosagens de
polímero estudadas foram 1, 2 e 3 mg/L.
Os gradientes de velocidade e os tempos de mistura rápida e lenta foram mantidos os
mesmos da etapa 01. A coleta de sobrenadante foi feita após 6 minutos de sedimentação,
sendo assim a velocidade de sedimentação adotada foi de 1,3cm/min, valor atribuído a partir
da análise dos resultados da primeira etapa. O sobrenadante foi submetido à análise dos
parâmetros: turbidez, cor aparente e verdadeira. Nos casos em fosse observado remoção
desses parâmetros era feita também a análise de DQO no sobrenadante para que fosse
possível calcular sua remoção.
Foi feita também a análise das características de sedimentabilidade do lodo de cada
configuração de tratamento. Para realização dessa análise foi estabelecido o índice IVL –
índice de volume de lodo - que representa a estimativa da produção de lodo do tratamento
empregado e permite avaliar sua sedimentabilidade.
A determinação do IVL foi realizada vertendo-se o conteúdo dos jarros do jar-test em
provetas de 1 litro e permitindo a total sedimentação dos flocos formados durante 30 minutos.
Após esse tempo, era feita a medição da camada de lodo formada. Logo após a medição da
camada de lodo todo o conteúdo da proveta era agitado e submetido à análise de sólidos
suspensos. A partir desses resultados o índice IVL foi estimado pela equação 1:
IVL = h x 1000 Equação 01
SST
Em que:
IVL: índice de volume de lodo (mL/g);
h: altura da camada de lodo formada no fundo da proveta (mL);
SST: sólidos suspensos da amostra (mg/L);

28
Para realização da segunda fase da segunda etapa foram feitas 02 coletas na ETE da
indústria estudada. Foi diminuído o tempo de mistura rápida de 10 minutos para 07 e 05
minutos uma vez que se notou em ensaios anteriores, a rápida formação dos flocos. Foram
avaliados os efeitos dessa diminuição nas remoções dos parâmetros resposta. Foram testadas
as melhores dosagens de coagulante obtidas nos ensaios anteriores, 175, 200 e 250mg/L,
combinadas com 1, 2 e 3mg/L de polímero. O polímero utilizado foi o PRESTOL 2540 (pH
06 a 10). Os ensaios sem adição de polímero foram mantidos como testemunha do tratamento.
O êxito do tratamento era avaliado em função das remoções de turbidez, cor aparente e
verdadeira e DQO.
O fluxograma dos ensaios da primeira e segunda fase da etapa 02 está apresentado na
figura 4.4.
Figura 4.4: Fluxograma dos ensaios da primeira e segunda fase da etapa 02
4.2.3 Terceira etapa: ensaio final de coagulação/floculação/sedimentação e ensaio
de microfiltração
Para realização da terceira etapa foram feitas 02 coletas na ETE da indústria estudada,
em média a cada três semanas.
O objetivo do primeiro ensaio foi verificar se o tratamento empregado seria capaz de
remover lignina e AOX, além dos parâmetros que já estavam sendo observados nos ensaios

29
anteriores.
Foi realizado um ensaio aplicando a melhor configuração em termos de dosagem de
coagulante adotada por meio da análise dos ensaios anteriores. A dosagem de coagulante
testada nessa fase foi de 250mg/L combinada com 1, 2 e 3mg/L de polímero. A partir da
análise da segunda fase da etapa 02 foi mantido 07 minutos como tempo de mistura lenta.
O sobrenadante, coletado após 06 minutos de sedimentação, foi analisado para que
fossem observadas as remoções de turbidez, cor aparente, cor verdadeira, DQO, lignina e
AOX.
Para análise desse ensaio, foi caracterizado não só o efluente coletado do decantador
secundário da ETE, mas também o efluente bruto da ETE, sem qualquer tratamento. Isso
permitiu vislumbrar as remoções proporcionadas pelas tecnologias empregadas na ETE além
das remoções obtidas pelo pós-tratamento aplicado no laboratório.
A segunda fase foi feita numa unidade piloto de microfiltração tangencial. Foram
realizadas três bateladas de ensaio de microfiltração sendo uma com água destilada, uma com
efluente previamente tratado por coagulação/floculação/sedimentação e outra com o efluente
sem pré-tratamento, ou seja, aquele coletado na saída do decantador secundário da ETE da
indústria estudada.
Antes de cada ensaio de filtração a membrana era submetida à limpeza química
durante período de uma hora, recirculando no sistema uma solução de hidróxido de sódio 5%
aquecida a 600C.
Aplicando-se a melhor configuração de coagulação/floculação/sedimentação indicada
pelas fases anteriores foi obtido o efluente para ser filtrado. Foi utilizado então 500s-1
como
gradiente de velocidade de mistura rápida durante 60 segundos, 80s-1
como gradiente de
velocidade de mistura lenta durante 10 minutos, 6 minutos de sedimentação, ou velocidade de
sedimentação de 1,33cm/min e dosagem de coagulante de 250mg/L associada a 1mg/L de
polímero. Foram realizados ensaios no jar-test até que fossem coletados aproximadamente 12
litros de efluente tratado para ser filtrado na unidade de microfiltração. Foi coletado
aproximadamente um litro de sobrenadante de cada jarro. Antes de passar pela unidade piloto
de microfiltração esse efluente foi analisado em termos de temperatura, pH, turbidez, cor
aparente, cor verdadeira, DQO, oxigênio dissolvido, condutividade, alcalinidade, sólidos
totais, sólidos suspensos totais, DBO e lignina. Isso permitiu avaliar as remoções desses
parâmetros pelo pós-tratamento empregado.
Esse efluente foi filtrado por três horas na unidade piloto de microfiltração. O
permeado foi coletado a cada meia hora e seu volume medido para estimar o fluxo do

30
permeado. As amostras de permeado coletadas a cada meia hora foram analisadas em termos
de temperatura, pH, turbidez, cor aparente, cor verdadeira, DQO, oxigênio dissolvido,
condutividade e alcalinidade. Após as duas horas, as amostras de permeado foram misturadas
em um recipiente único. Essa amostra composta foi avaliada em termos de sólidos totais,
DBO e lignina. Isso permitiu avaliar as remoções desses parâmetros pela microfiltração. Esses
parâmetros não puderam ser analisados em cada amostra de permeado porque o volume
coletado a cada meia hora de operação não era suficiente para todas as análises.
Para avaliar se o pré-tratamento empregado melhorou efetivamente o desempenho da
unidade de microfiltração foi filtrado o efluente do decantador secundário coletado na ETE da
indústria estudada sem tratamento prévio. Esse efluente também foi filtrado por três horas e o
permeado coletado a cada meia hora. Foi medido o volume coletado de permeado para avaliar
o fluxo da filtração. Esse fluxo foi comparado com o fluxo obtido durante a filtração do
efluente que recebeu o pré-tratamento. O roteiro de operação foi o mesmo da batelada anterior
e as amostras de permeado sofreram as mesmas análises e depois foram misturados em um
recipiente único, formando a amostra composta.
Além de filtrar o efluente com e sem tratamento prévio, foi filtrado na unidade piloto
água destilada por três horas e o permeado coletado a cada meia hora teve seu volume
medido. A filtração da água destilada ocorreu anteriormente às demais. O fluxo calculado para
filtração da água destilada representa o máximo fluxo possível para a unidade piloto utilizada,
já que não há nenhuma obstrução dos poros da membrana quando somente água é filtrada.
A comparação desses resultados serviu para mostrar se o pré-tratamento empregado
causava melhoria significativa na taxa de filtração e, por conseguinte, na diminuição da
colmatação da membrana. Além disso, permitiu-se avaliar a remoção dos contaminantes,
proporcionada pela microfiltração.
Oliveira (2003) utilizou membrana de ultrafiltração para tratar a água branca de uma
indústria de papel e celulose e também avaliou o fluxo de permeado da unidade durante a
filtração de água limpa e comparou com o fluxo de permeado durante a filtração do efluente
para verificar se ocorria colmatação do leito filtrante da membrana.
O fluxograma dos ensaios da terceira etapa está apresentado na figura 4.5.

31
Figura 4.5: Fluxograma dos ensaios da etapa 03
4.2.3.1 Caracterização da unidade de microfiltração tangencial
A unidade piloto de microfiltração (representação esquemática e foto apresentadas nas
Figuras 4.6 e 4.7, respectivamente) possui um módulo de membrana de microfiltração de
cerâmica com diâmetro médio de poro de 0,2 µm e área efetiva de filtração de 0,00475m².
Figura 4.6 – Desenho esquemático do equipamento piloto utilizado nos experimentos de
microfiltração

32
Figura 4.7 – Fotografia do equipamento piloto utilizado nos experimentos de microfiltração:
(A) vista frontal e (B) vista lateral
A pressão aplicada (P) na membrana foi gerada por uma bomba centrífuga instalada
no sistema. O tanque de alimentação do sistema era de PVC com volume de 60 L .
A unidade de microfiltração foi operada em batelada, o concentrado era recirculado ao
tanque de alimentação continuamente e o filtrado (permeado) era coletado na parte inferior da
unidade.
A unidade piloto era munida de mecanismo de retrolavagem com ar comprimido vindo
de um compressor. Este mecanismo era regulado pela abertura e fechamento de válvulas
solenóides. No momento da retrolavagem uma das válvulas solenóides abre e permite a
entrada de ar que impulsionava parcela do permeado em sentido inverso da filtração,
removendo continuamente parte das partículas que se acumulam na superfície da membrana.
Durante o pulso de retrolavagem não há interrupção de entrada de água no sistema.
As condições operacionais empregadas foram: pressão aplicada na membrana de 0,25
MPa; pressão de retrolavagem de 0,3 MPa; intervalo de retrolavagem de 10 minutos,
velocidade tangencial de 3,9 m/s, vazão da bomba de alimentação de 6,6L/min, temperatura
média de operação de 30°C, volume de efluente de cada ensaio de 12 litros, período de
operação de 03 horas e coleta de permeado a cada 30 minutos.

33
5. RESULTADOS E DISCUSSÃO
Nesse capítulo serão apresentados e discutidos os resultados obtidos no trabalho
experimental em escala de bancada que contemplou as etapas de ensaios preliminares, ensaios
principais e ensaio final de coagulação/floculação/sedimentação além de ensaio de
microfiltração tangencial em unidade piloto com efluente coletado da ETE de indústria de
papel e celulose.
5.1 Resultados da primeira etapa: ensaios preliminares de
coagulação/floculação/sedimentação
O objetivo dessa etapa foi avaliar a eficiência do coagulante utilizado individualmente
e combinado com diferentes tipos de polímero, além de combinar diferentes dosagens de
coagulante com diferentes dosagens de polímero. Fazem parte dessa etapa os três primeiros
ensaios.
5.1.1 Caracterização do efluente da primeira etapa
Todos os efluentes industriais apresentam diferentes graus de complexidade nas suas
características por serem resultantes, em geral, da mistura de diversos compostos advindos
muitas vezes de todo o pátio fabril, como das partes produtiva, cozinha, refeitórios, banheiros,
etc. Sendo assim, podem apresentar características que variam muito a cada coleta,
justificando, portanto, no caso da presente pesquisa, a caracterização prévia do efluente
sempre que o mesmo chegava ao laboratório antes da realização dos ensaios de
coagulação/floculação/sedimentação.
Durante todas as etapas da pesquisa o efluente era caracterizado antes de passar pelos
tratamentos.
Na tabela 5.1 são apresentados os parâmetros monitorados nas coletas (numeradas de
01 a 03) realizadas durante a primeira etapa. As variações observadas a cada coleta são
resultado não só da complexa mistura de efluentes de toda indústria, mas também dos
diferentes tipos de papel que são produzidos a cada período, utilizando todas as máquinas ou
só parte delas, mais ou menos produtos químicos, entre outros aspectos que podem mudar
temporalmente e que refletem nas características do efluente no final da estação.

34
Tabela 5.1: Caracterização do efluente nos ensaios da primeira etapa
Parâmetro Ensaio 01 Ensaio 02 Ensaio 03
Turbidez (uT) 25,1 6,18 18,3
Cor aparente (uC) 606 364 548
Cor verdadeira (uC) NR 294 398
DQO (mg/L) 261 150 186
DBO (mg/L) NR 3,0 5,0
ST (mg/L) 1083 1165 1275
SST (mg/L) 34 8 37
pH 7,3 7,9 7,4
Temperatura (°C) 25,8 26,8 24,2
Nitrogênio amoniacal (mg/L) 3,5 <0,1 <0,1
Fósforo (mg/L) 0,45 <0,1 <0,1
Oxigênio Dissolvido (mg/L) NR 5,5 4,18
Alcalinidade (mgCaCO3/L) 44 74 52
*NR: não realizado
5.1.2 Ensaio 01: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante, sem adição de polímero e com variação do gradiente
de velocidade de mistura lenta
O principal objetivo do ensaio 01 era verificar se o coagulante usado individualmente
seria eficiente no tratamento do efluente, verificar as dosagens mais eficientes e testar dois
gradientes de velocidade para a mistura lenta (Gf). As configurações do ensaio 01 e os
resultados de turbidez, cor aparente e DQO residual após o tratamento são demonstrados na
tabela 5.2 a partir da qual foram construídas as figuras 5.1 e 5.2.

35
Tabela 5.2: Configurações do ensaio 01 e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
Gf
(s-1
) pH
Turbidez (uT) Cor Aparente (uC) DQO (mg/L)
2 min 4 min 6 min 2 min 4 min 6 min 2 min 4 min 6 min
1 40
40
7,1 34,2 30,1 30,8 576 428 554 256 254 245
2 60 7,1 34,1 27,8 25,6 580 464 449 248 234 251
3 80 7 39 27,3 29,2 556 430 431 342 244 226
4 100 6,8 30,4 23,3 24,5 454 382 385 213 221 217
5 40
80
7,2 38,1 36,3 36,3 590 556 404 275 228 273
6 60 7,2 35,7 28,9 25,9 568 506 406 245 228 258
7 80 6,9 43,9 23,3 19,1 638 363 297 252 196 161
8 100 6,8 40,7 19,5 14,9 590 289 243 233 192 185
0
100
200
300
400
500
600
700
2 4 6
Co
r ap
aren
te (
uC)
Tempo de sedimentação (minutos)
Cor aparente
0
50
100
150
200
250
300
350
400
2 4 6
DQ
O (
mg/
L)
Tempo de sedimentação (minutos)
DQO
DC 0
DC 40mg/L
DC 60mg/L
DC 80mg/L
DC 100mg/L
0
5
10
15
20
25
30
35
40
45
2 4 6
Tu
rbid
ez (
uT
)
Tempo de sedimentação (minutos)
Turbidez
Figura 5.1: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos nos jarros
numerados de 01 a 04
0
5
10
15
20
25
30
35
40
45
50
2 4 6
Tu
rbid
ez (
uT
)
Tempo de sedimentação (minutos)
Turbidez
0
100
200
300
400
500
600
700
2 4 6
Co
r ap
are
nte
(uC
)
Tempo de sedimentação (minutos)
Cor aparente
0
50
100
150
200
250
300
2 4 6
DQ
O (
mg/L
)
Tempo de sedimentação (minutos)
DQO
DC 0
DC 40mg/L
DC 60mg/L
DC 80mg/L
DC 100mg/L
Figura 5.2: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos nos jarros
numerados de 05 a 08
Para avaliar o êxito do tratamento empregado foram analisadas as eficiências de

36
remoção de turbidez, cor e DQO. Na figura 5.3 são apresentadas as eficiências de remoção
dos parâmetros analisados.
-10
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8
Jarros
Cor aparente
-40
-30
-20
-10
0
10
20
30
40
50
1 2 3 4 5 6 7 8
Jarros
DQO
2 min
4 min
6 min
-100
-80
-60
-40
-20
0
20
40
60
1 2 3 4 5 6 7 8
Efic
ien
cia
rem
oçã
o (%
)
Jarros
Turbidez
Figura 5.3: Resultados das eficiências de remoção de turbidez, cor aparente e DQO, obtidas
no ensaio 01
Nota-se que para os três parâmetros analisados o tempo de sedimentação de 2 minutos
não se mostrou eficiente. Logo, a partir desse ensaio descartou-se esse tempo de
sedimentação. Em termos de remoção de turbidez, a máxima eficiência alcançada foi de
40,6% no jarro 08, sendo que nesse mesmo jarro foi observada a maior remoção de cor
aparente, 59,9%, ambos para a coleta após 6 minutos de sedimentação. Em relação à DQO a
melhor eficiência foi obtida no jarro 7, sendo esta de 38,7%. Também nesse caso o tempo de
sedimentação foi de 6 minutos.
Como o tempo de sedimentação mais efetivo na remoção dos três parâmetros
analisados foi o de 6 minutos, esse tempo foi escolhido para se analisar qual o gradiente de
rotação de mistura lenta era o mais efetivo. Azevedo Netto (1987) indica algumas etapas que
podem ser adotadas para otimização dos aspectos operacionais em ensaios de bancada com
jar-test. Em suma, os autores indicam uma sequência de ensaios em que algumas condições
sejam fixadas e outras variadas, permitindo com isso a conclusão sobre qual a melhor
condição operacional.
A figura 5.4 mostra a diferença de eficiência de cada rotação para o tempo de
sedimentação de 6 minutos variando a dosagem de coagulante.

37
-50
-40
-30
-20
-10
0
10
20
30
40
50
40 60 80 100
Efi
ciê
ncia
de r
em
oçã
o (
%)
Dosagem PAC (mg/L)
Turbidez
0
10
20
30
40
50
60
70
40 60 80 100
Dosagem PAC (mg/L)
Cor aparente
-10
0
10
20
30
40
50
40 60 80 100
Dosagem PAC (mg/L)
DQO
55s-1
80s-1
Figura 5.4: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio 01,
variando o gradiente de velocidade da mistura lenta
O maior gradiente de velocidade (80s-1
) foi o que apresentou maior eficiência nos três
parâmetros analisados. Sendo assim, o mesmo foi fixado como condição de operação em
todos os ensaios subsequentes. Azevedo Netto (1987) aponta que a escolha da melhor
configuração operacional deve ser baseada de acordo com o aspecto do floco formado e da
remoção de cor e turbidez na amostra de sobrenadante.
5.1.3 Ensaio 02: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante e testando três polímeros como auxiliares de
floculação
A partir da análise do primeiro ensaio foi possível observar que o coagulante utilizado
individualmente não foi efetivo na remoção dos parâmetros analisados. Além disso, muitos
autores indicam que o uso de polímeros como floculantes proporciona aumento significativo
na remoção de turbidez, cor e DQO (WONG et al, 2006; SENA, 2005; OENNING JUNIOR,
2006; AMOO e AMUDA, 2007; ZHONG et al, 2003; WALKER e KELLEY, 2003). Sendo
assim, foram testados no ensaio 02 três polímeros auxiliares de floculação com objetivo de
escolher o melhor polímero a ser usado durante os próximos ensaios em função da eficiência
apresentada pelos mesmos. Os resultados estão organizados nos itens subsequentes e foram
denominados ensaio 02a, ensaio 02b e ensaio 02c.
Outra alternativa para melhorar a eficiência do tratamento por
coagulação/floculação/sedimentação é a variação do pH de coagulação para valores ácidos e
alcalinos, de modo que o coagulante apresente melhor desempenho na clarificação do
efluente. No entanto, concomitantemente aos experimentos realizados nessa etapa preliminar,

38
Quartaroli (2012) testou a variação do pH natural do mesmo efluente utilizado nessa pesquisa
para valores ácidos (5,0, 5,5 e 6,0) e alcalinos (7,5, 8,0 e 8,5), não encontrando grandes
variações nos resultados de remoção de turbidez, cor e DQO por flotação, quando dessas
mudanças, em relação ao uso do efluente com pH natural. O autor concluiu, portanto, que é
melhor utilizar o pH natural do efluente, já que houve pouca variação nos resultados,
reduzindo assim os gastos com reagente para correção de pH. Destaca-se que, previamente a
flotação, há uma etapa de coagulação e floculação, nas quais foi possível observar, que os
flocos formados pela ação do coagulante, nos ensaios com variação de pH, não tinham boas
características para sedimentação, ou seja, eram fracos e muito pequenos.
5.1.3.1 Ensaio 02a: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante e polímero aniônico PRAESTOL 2540 como auxiliar
de floculação
No ensaio 02a utilizou-se o polímero aniônico de alto peso molecular PRAESTOL
2540 como auxiliar de floculação. A faixa de operação de pH desse polímero, indicada pelo
fabricante é entre 06 e 10. As configurações do ensaio e os resultados de turbidez, cor
aparente e DQO residual estão apresentados na tabela 5.3 por meio da qual foi elaborada a
figura 5.5.
Tabela 5.3: Configurações do ensaio 02a e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
DP
(mg/L) pH
Turbidez (uT) Cor Aparente (uC) DQO (mg/L)
4 min 6 min 10 min 4 min 6 min 10 min 4 min 6 min 10 min
1 100 1 7,1 27,9 25,9 22,3 407 365 364 134 138 119
2 100 2 7,1 9,4 9,2 9,9 217 225 229 90 87 102
3 100 3 7,13 7,8 6,4 7,7 205 205 220 95 89 90
4 150 1 7,04 3,5 3,4 3,8 144 136 137 77 75 71
5 150 2 6,98 3,2 3,8 3,8 125 122 131 59 62 61
6 150 3 6,97 4,9 1,5 1,7 137 103 106 65 67 63

39
0
5
10
15
20
25
30
4 6 10
Tu
rbid
ez
(uT
)
Tempo de sedimentação (minutos)
Turbidez
0
50
100
150
200
250
300
350
400
450
4 6 10
Co
r ap
aren
te (
uC
)
Tempo de sedimentação (minutos)
Cor aparente
0
20
40
60
80
100
120
140
160
4 6 10
DQ
O (
mg/L
)
Tempo de sedimentação (minutos)
DQO
DC 0
DC 100 DP 1
DC 100 DP 2
DC 100 DP 3
DC 150 DP 1
DC 150 DP 2
DC 150 DP 3
Figura 5.5: Resultados dos residuais de turbidez, cor aparente e DQO, obtidos no ensaio 02a
Para compreender melhor o efeito do tratamento empregado devem ser observadas as
eficiências de remoção dos parâmetros, ou seja, quanto foi removido de turbidez, cor aparente
e DQO em termos percentuais no sobrenadante em relação ao efluente bruto. Os resultados
estão organizados em três séries, demonstradas na figura 5.6, sendo cada uma delas relativa ao
tempo de sedimentação a partir do qual foi coletado o sobrenadante.
-400
-350
-300
-250
-200
-150
-100
-50
0
50
100
1 2 3 4 5 6
Efi
ciê
ncia
de r
em
oçã
o (
%)
Jarros
Turbidez
-20
-10
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6
Jarros
Cor aparente
0
10
20
30
40
50
60
70
1 2 3 4 5 6
Jarros
DQO
4 min
6 min
10 min
Figura 5.6: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio 02a
Observou-se que as eficiências de remoção dos três parâmetros foram semelhantes nos
três tempos de coleta e variaram bastante para as diferentes dosagens de coagulante ou
polímero aplicadas (linhas próximas, com inclinação acentuada). Isso levou a intuir que o
fator que mais influenciou na eficiência do tratamento foi a dosagem de coagulante e de
polímero e não o tempo de sedimentação. A melhor eficiência obtida em termos de remoção
de turbidez foi de 75,24% no jarro 06, para 06 minutos de sedimentação sendo que para 10
minutos de sedimentação foi obtida eficiência de 73,14%, muito próxima àquela obtida no
tempo de sedimentação inferior. A configuração adotada no jarro 06 foi também a mais

40
eficiente em termos de remoção de cor aparente, alcançando-se 71,7% de eficiência para 06
minutos de sedimentação. Já a remoção de DQO foi mais eficiente no jarro 05, obtendo-se
60,63% de eficiência com 04 minutos de sedimentação.
5.1.3.2 Ensaio 02b: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante e polímero aniônico PRAESTOL 2510 como auxiliar
de floculação
No ensaio 02b usou-se o polímero aniônico de alto peso molecular PRAESTOL 2510
como auxiliar de floculação. A faixa de operação de pH desse polímero, indicada pelo
fabricante é entre 01 e 08. As configurações do ensaio 02b e os resultados de turbidez, cor
aparente e DQO residual são apresentados na tabela 5.4 por meio da qual foi elaborada a
figura 5.7.
Tabela 5.4: Configurações do ensaio 02b e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
DP
(mg/L) pH
Turbidez (uT) Cor Aparente (uC) DQO (mg/L)
4 min 6 min 10 min 4 min 6 min 10 min 4 min 6 min 10 min
1 100 1 7,04 23,4 24,3 26,1 370 375 399 123 123 130
2 100 2 7,09 23,7 24,1 27,1 376 377 424 133 131 139
3 100 3 7,12 29,7 45 39,7 434 622 582 164 200 187
4 150 1 7 14,6 8,45 15,4 254 178 250 114 82 108
5 150 2 6,96 8,0 11,6 10,6 179 227 204 91 104 94
6 150 3 6,95 21,1 15,4 11,2 212 220 195 204 127 130
0
5
10
15
20
25
30
35
40
45
50
4 6 10
Tu
rbid
ez
(uT
)
Tempo de sedimentação (minutos)
Turbidez
0
100
200
300
400
500
600
700
4 6 10
Co
r ap
are
nte
(uC
)
Tempo de sedimentação (minutos)
Cor aparente
0
50
100
150
200
250
4 6 10
DQ
O (
mg/L
)
Tempo de sedimentação (minutos)
DQO
DC 0
DC 100 DP 1
DC 100 DP 2
DC 100 DP 3
DC 150 DP 1
DC 150 DP 2
DC 150 DP 3
Figura 5.7: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio 02b

41
O tratamento não proporcionou remoção turbidez, já que houve aumento do valor
residual nas amostras de sobrenadante em relação ao efluente bruto. Houve remoção de cor
aparente e de DQO. Os resultados percentuais são apresentados na figura 5.8.
-700
-600
-500
-400
-300
-200
-100
0
1 2 3 4 5 6
Efi
ciê
ncia
de r
em
oçã
o (
%)
Jarros
Turbidez
-80
-60
-40
-20
0
20
40
60
1 2 3 4 5 6
Jarros
Cor aparente
-50
-40
-30
-20
-10
0
10
20
30
40
50
1 2 3 4 5 6
Jarros
DQO
4 min
6 min
10 min
Figura 5.8: Resultado do aumento e turbidez e das remoções de cor aparente e DQO, obtidas
no ensaio 02b
Considerando a parte da figura que descreve a “remoção” de turbidez é possível
perceber que foram resultados negativos para todas as configurações testadas, significando
que, em relação ao bruto, houve aumento da turbidez no sobrenadante, ou seja, com a adição
do coagulante e do polímero formavam-se os flocos, mas os mesmos não tinham massa
suficiente para sedimentar e acabavam sendo coletados junto ao sobrenadante, de modo a
conferir aumento de turbidez ao efluente.
Piveli e Kato (2006) destacam a dificuldade em tratar, por meio de coagulação e
floculação, águas que apresentam baixa turbidez e cor elevada, que resultam na formação de
flocos muito pequenos, de baixa velocidade de sedimentação.
Já a remoção de cor aparente ocorreu de fato a partir do jarro 04, quando a dosagem
de coagulante passou de 100 para 150mg/L. A maior eficiência foi alcançada no jarro 04
sendo esta de 51,1% para 06 minutos de sedimentação. Observando somente a remoção de
cor, nota-se que as dosagens de coagulante e polímero tiveram maior influência que a
velocidade de sedimentação no êxito do tratamento. A maior remoção de DQO obtida foi
45,19%, também no jarro 04, com 06 minutos de coleta.

42
5.1.3.3 Ensaio 02c: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante e polímero PRAESTOL 2510 como auxiliar de
floculação
No ensaio 02c utilizou-se o polímero aniônico de alto peso molecular PRAESTOL
2510 como auxiliar de floculação. A faixa de operação de pH desse polímero, indicada pelo
fabricante é entre 03 e 08. As configurações do ensaio 02c e os resultados de turbidez, cor
aparente e DQO residual são apresentados na tabela 5.5 por meio da qual foi elaborada a
figura 5.9.
Tabela 5.5: Configurações do ensaio 02c e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
DP
(mg/L) pH
Turbidez (uT) Cor Aparente (uC) DQO (mg/L)
4 min 6 min 10 min 4 min 6 min 10 min 4 min 6 min 10 min
1 100 1 7,07 21,4 25,4 24,8 359 376 374 121 137 120
2 100 2 7,05 18,4 19,4 20,2 326 319 330 106 112 100
3 100 3 7,07 23,0 19,1 21,7 382 336 358 140 111 116
4 150 1 7,02 9,52 7,53 8,13 230 197 201 96 94 87
5 150 2 6,95 4,72 2,75 3,77 165 137 142 70 66 59
6 150 3 6,95 13,3 4,81 5,16 188 153 142 81 62 63
0
5
10
15
20
25
30
4 6 10
Tu
rbid
ez (
uT
)
Tempo de sedimentação (minutos)
Turbidez
0
50
100
150
200
250
300
350
400
450
4 6 10
Co
r ap
aren
te (
uC)
Tempo de sedimentação (minutos)
Cor aparente
0
20
40
60
80
100
120
140
160
4 6 10
DQ
O (
mg/
L)
Tempo de sedimentação (minutos)
DQO
DC 0
DC 100 DP 1
DC 100 DP 2
DC 100 DP 3
DC 150 DP 1
DC 150 DP 2
DC 150 DP 3
Figura 5.9: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio 02c
Considera-se as eficiências de remoção dos três parâmetros, apresentados na figura
5.10, para discutir sobre o tratamento empregado no ensaio 02c.

43
-350
-300
-250
-200
-150
-100
-50
0
50
100
1 2 3 4 5 6
Efi
ciê
ncia
de r
em
oçã
o (
%)
Jarros
Turbidez
-10
0
10
20
30
40
50
60
70
1 2 3 4 5 6
Jarros
Cor aparente
0
10
20
30
40
50
60
70
1 2 3 4 5 6
Jarros
DQO
4 min
6 min
10 min
Figura 5.10: Resultados das remoções de turbidez, cor aparente e DQO, obtidas no ensaio 02c
Apesar de no ensaio 02c, em alguns jarros terem sido obtidas remoções de turbidez,
para a maioria das configurações, similarmente ao que aconteceu no ensaio 02b, foi verificado
aumento da turbidez no sobrenadante em relação ao efluente bruto. A máxima eficiência
obtida foi de 55,5% no jarro 05, na amostra de sobrenadante coletada após 06 minutos de
sedimentação. Quanto à remoção de cor, a máxima eficiência obtida foi de 60,9% nos jarros
05 e 06, ambos com 10 minutos de sedimentação. A remoção de DQO foi mais eficiente no
jarro 05, apresentando 60,57% de remoção na amostra que foi mantida por 10 minutos em
sedimentação. Para os três parâmetros analisados a variação das dosagens de coagulante e
polímero foi mais significativa do que a variação da velocidade de sedimentação para o êxito
do tratamento.
5.1.3.4 Escolha do melhor polímero
Comparando os ensaios 01 e 02 notou-se que quando houve emprego de polímero
auxiliar de floculação houve também efetiva melhora na remoção de turbidez, cor aparente e
DQO. O desempenho dos floculantes na floculação é função do tipo de floculante, seu peso
molecular, conteúdo e natureza iônica (QIAN et al, 2004). Para decidir a respeito de qual o
melhor polímero entre os três testados no ensaio 02 foi feita a análise das eficiências de
remoção alcançadas pelos mesmos em relação aos três parâmetros analisados.
As eficiências de remoção de turbidez, cor aparente e DQO dos três polímeros foram
comparadas para auxiliar na decisão a respeito de qual o melhor polímero. Como a velocidade
de sedimentação não influenciou no tratamento tanto quanto as dosagens de coagulante e
polímero, para facilitar a análise e compreensão dos resultados obtidos pelos três polímeros

44
em conjunto, consideraram-se somente os resultados para o tempo de 06 minutos de
sedimentação. Outra simplificação adotada nessa análise foi considerar apenas os jarros em
que foi utilizado 150mg/L de PAC, excluindo a dosagem inferior de 100mg/L já que esta foi
menos eficiente. Os polímeros foram numerados em 01, 02 e 03 conforme a ordem
apresentada nos itens anteriores. Na figura 5.11 estão apresentados os resultados de remoção
de turbidez, cor aparente e DQO dos três polímeros estudados, variando as dosagens do
mesmo, aplicados juntamente com a dosagem de 150mg/L de PAC.
-200
-150
-100
-50
0
50
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem de polímero (mg/L)
Turbidez
0
10
20
30
40
50
60
70
80
1 2 3
Dosagem de polímero (mg/L)
Cor aparente
0
10
20
30
40
50
60
70
1 2 3
Dosagem de polímero (mg/L)
DQO
pol 01
pol 02
pol 03
Figura 5.11: Resultados das remoções de turbidez, cor aparente e DQO, utilizando 150mg/L
de PAC, variando os tipos e as dosagens de polímero empregado
A figura 5.11 permite concluir que o polímero 01 (PRAESTOL 2540, pH 06 a 10) foi
mais eficiente que os demais analisados na remoção de cor aparente em todas as dosagens
empregadas e contribuiu também para a maior eficiência de remoção de turbidez e DQO, na
menor dosagem testada, 1mg/L, em relação aos demais. A partir dessa análise, adotou-se o
polímero 01 como auxiliar de floculação em todos os ensaios posteriores.
5.1.4 Ensaio 03: ensaio preliminar de coagulação/floculação/sedimentação
empregando PAC como coagulante e polímero aniônico como auxiliar de floculação
O ensaio 03 foi feito com o polímero PRAESTOL 2540 (pH 06 a 10) como auxiliar de
floculação. As configurações do ensaio 03 e os resultados dos residuais de turbidez, cor
aparente e DQO são apresentados na tabela 5.6 por meio da qual foi elaborada a figura 5.12.

45
Tabela 5.6: Configurações do ensaio 03 e residuais de turbidez, cor aparente e DQO após
tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
DP
(mg/L)
Turbidez (uT) Cor Aparente (uC) DQO (mg/L)
4 min 6 min 10 min 4 min 6 min 10 min 4 min 6 min 10 min
1 100 1 35,8 22,4 22,9 576 396 390 128 152 136
2 100 2 3,7 3,3 4,5 148 146 147 84 87 81
3 100 3 10,2 10,4 10,2 228 249 223 86 108 96
4 150 1 2,7 3,2 1,0 134 129 126 83 72 81
5 150 2 4,7 3,2 3,2 159 149 121 81 73 66
6 150 3 4,3 3,7 3,8 206 220 267 115 113 80
7 200 1 24,5 11,3 8,5 188 157 159 63 52 59
8 200 2 1,2 0,8 0,9 72 68 65 62 52 55
9 200 3 4,0 11,2 6,6 110 91 121 49 56 103
0
5
10
15
20
25
30
35
40
4 6 10
Tu
rbid
ez (
uT
)
Tempo de sedimentação (minutos)
Turbidez
0
100
200
300
400
500
600
700
4 6 10
Co
r ap
aren
te (
uC)
Tempo de sedimentação (minutos)
Cor aparente
0
20
40
60
80
100
120
140
160
180
200
4 6 10
DQ
O (
mg/
L)
Tempo de sedimentação (minutos)
DQO
DC 0 DP 0
DC 100 DP 1
DC 100 DP 2
DC 100 DP 3
DC 150 DP 1
DC 150 DP 2
DC 150 DP 3
DC 200 DP 1
DC 200 DP 2
DC 200 DP 3
Figura 5.12: Resultados dos residuais de turbidez, cor aparente e DQO obtidos no ensaio 03
Em termos percentuais, ou seja, as eficiências de remoção de turbidez, cor aparente e
DQO, são demonstradas nas figuras 5.13, 5.14 e 5.15, respectivamente.
-150
-100
-50
0
50
100
4 6 10
Efi
ciên
cia
de
rem
oçã
o (
%)
Tempo de sedimentação (minutos)
Turbidez
DC 100 DP 1 DC 100 DP 2
DC 100 DP 3
0
20
40
60
80
100
4 6 10
Tempo de sedimentação (minutos)
Turbidez
DC 150 DP 1 DC 150 DP 2
DC 150 DP 3
-50
0
50
100
150
4 6 10
Tempo de sedimentação (minutos)
Turbidez
DC 200 DP 1 DC 200 DP 2
DC 200 DP 3
Figura 5.13: Resultados das remoções de turbidez obtidas no ensaio 03

46
Os melhores resultados para remoção de turbidez foram obtidos para a dosagem de
PAC igual a 200mg/L e 2 mg/L de polímero, sendo que nessa configuração os três tempos de
sedimentação empregados apresentaram eficiências parecidas ou seja: 93,28% de remoção na
amostra coletada após 4 minutos de sedimentação, 95,46% de remoção na amostra coletada
após 6 minutos e 95,19% de remoção na amostra coletada após 10 minutos. Algumas outras
configurações também tiveram essa característica, é o caso dos jarros em que se empregaram
100mg/L de PAC com 2 e 3mg/L de polímero. Nesses dois casos não foram observadas
variações significativas entre os diferentes tempos de sedimentação. O mesmo ocorreu
quando foram empregadas três diferentes dosagens de polímero combinadas com 150mg/L de
PAC. Isso reafirma o que já tinha sido observado nos ensaios anteriores, em que as dosagens
de coagulante e polímero influenciaram muito mais na eficiência do tratamento do que as
velocidades de sedimentação.
-20
0
20
40
60
80
4 6 10
Efi
ciên
cia
de
rem
oçã
o (
%)
Tempo de sedimentação (minutos)
Cor aparente
DC 100 DP 1 DC 100 DP 2
DC 100 DP 3
0
20
40
60
80
100
4 6 10
Tempo de sedimentação (minutos)
Cor aparente
DC 150 DP 1 DC 150 DP 2
DC 150 DP 3
0
20
40
60
80
100
4 6 10
Tempo de sedimentação (minutos)
Cor aparente
DC 200 DP 1 DC 200 DP 2
DC 200 DP 3
Figura 5.14: Resultados das remoções de cor aparente obtidas no ensaio 03
A remoção de cor também foi mais eficiente na configuração do jarro em que foi
dosado 200mg/L de PAC e 2mg/L de polímero, sendo obtidos 86,86% de remoção de cor na
amostra coletada após 4 minutos, 87,59% após 6 minutos e 88,14% após 10 minutos de
sedimentação, mantendo a tese de que o tempo de sedimentação não teve influência
significativa na eficiência do tratamento. Ao longo dos ensaios observou-se que os flocos
formados eram grandes e sedimentavam com facilidade. Havia sedimentação desses flocos
em breve espaço de tempo, indicando que não haveria necessidade de emprego do maior
tempo de sedimentação.

47
0
10
20
30
40
50
60
4 6 10
Efi
ciên
cia
de r
em
oçã
o (
%)
Tempo de sedimentação (minutos)
DQO
DC 100 DP 1 DC 100 DP 2
DC 100 DP 3
0
10
20
30
40
50
60
70
4 6 10
Tempo de sedimentação (minutos)
DQO
DC 150 DP 1 DC 150 DP 2
DC 150 DP 3
0
20
40
60
80
4 6 10
Tempo de sedimentação (minutos)
DQO
DC 200 DP 1 DC 200 DP 2
DC 200 DP 3
Figura 5.15: Resultados das remoções de DQO obtidas no ensaio 03
Em termos de remoção de DQO, nos jarros em que foi dosado 200mg/L de PAC houve
remoção parecida desse parâmetro em todas as dosagens de polímero e tempos de
sedimentação testados, com exceção da amostra coletada após 10 minutos do jarro com
3mg/L de polímero em que foi obtida queda da eficiência de remoção 73,53% para 44,79%
entre a coleta com 4 minutos e com 10 minutos e que não foi possível de se explicar.
Observando-se as três figuras em conjunto, percebeu-se que quando uma configuração
foi eficiente na remoção de um determinado parâmetro, turbidez, por exemplo, essa eficiência
repetiu-se nos outros dois. Isso mostra que o tratamento capaz de remover sólidos em
suspensão, responsáveis por conferir turbidez, também é capaz de remover sólidos
dissolvidos, responsáveis por conferir cor e isso causa consequente remoção de DQO. Uma
representação disso é demostrada na figura 5.16, onde foram agrupados os resultados de
remoção do jarro 08, no qual foi dosado 200mg/L de PAC com 2mg/L de polímero.
0
20
40
60
80
100
120
4 6 10
Efi
ciên
cia
de
rem
oçã
o
Tempo de sedimentação (minutos)
Eficiências de remoção do jarro 08
turbidez
cor aparente
DQO
Figura 5.16: Resultados das remoções de turbidez, cor aparente e DQO obtidas no jarro
número 08 do ensaio 03

48
5.2 Resultados da segunda etapa: ensaios principais de
coagulação/floculação/sedimentação
A segunda etapa foi dividida em duas fases. O objetivo da primeira fase foi avaliar a
eficiência do coagulante utilizado individualmente e combinado com polímero, além de testar
diversas dosagens de coagulante combinadas com diferentes dosagens de polímero. Foram
mantidos os ensaios sem polímero de modo que servissem como testemunha do tratamento,
ou seja, comprovando se a inserção do polímero era de fato efetiva para o tratamento. Além
disso, foi possível confirmar se o tratamento era eficaz mesmo com as variações do efluente
bruto, provocadas, por exemplo, por alterações no processo produtivo industrial, ou seja, se o
tratamento é capaz de suportar tais variações.
Já o objetivo da segunda fase foi tentar diminuir o tempo de mistura lenta de 10 para
07 e 05 minutos e avaliar o efeito dessa mudança nas respostas do tratamento empregado.
5.2.1 Resultados da primeira fase: ensaios principais de
coagulação/floculação/sedimentação, utilizando ampla faixa de dosagens de PAC como
coagulante, utilizado individualmente e combinado com diferentes dosagens do polímero
aniônico como auxiliar de floculação
5.2.1.1 Caracterização do efluente da primeira fase da segunda etapa
Da mesma forma que na etapa 01 o efluente foi caracterizado antes de passar pelo
tratamento. Na tabela 5.7 são apresentados os parâmetros monitorados nas coletas (numeradas
de 04 a 06) realizadas durante a segunda etapa. As variações observadas a cada coleta são
resultado não só da complexa mistura de efluentes de toda indústria, mas também dos
diferentes tipos de papel que são produzidos a cada período, utilizando todas as máquinas ou
só parte delas, mais ou menos produtos químicos, entre outros aspectos que podem mudar
temporalmente e que refletem nas características do efluente no final da estação.

49
Tabela 5.7: Caracterização do efluente nos ensaios da primeira fase da segunda etapa
Parâmetro Ensaio 04 Ensaio 05 Ensaio 06
Turbidez (uT) 611 69,4 52,6
Cor aparente (uC) 2320 1870 1770
Cor verdadeira (uC) 1260 1160 1615
DQO (mg/L) 484 373 518
DBO (mg/L) 28 12 17
ST (mg/L) 1520 1519 1856
SST (mg/L) 122 95 35
pH 7,4 7,5 7,4
Temperatura (°C) 23,1 21,8 20,8
Nitrogênio amoniacal (mg/L) <0,1 <0,1 <0,1
Fósforo (mg/L) 0,4 0,18 0,26
Oxigênio Dissolvido (mg/L) 3,71 4,2 3,83
Alcalinidade (mg/L) 89 92 103
De acordo com os dados apresentados na tabela 5.7 foi possível observar grande
variação em termos de turbidez e cor aparente entre o ensaio 04 e os ensaios 05 e 06. Esse
fato pode ser decorrente de alguma falha na operação da estação ou então de alguma alteração
na produção da indústria nesse período. Esse fato reforça a importância da caracterização
prévia do efluente a cada coleta e também o fato de serem feitas várias coletas no decorrer de
um longo período, sempre testando diversas configurações do tratamento de modo a se
verificar a eficácia do mesmo frente às variações observadas.
5.2.1.2 Ensaio 04: ensaio de coagulação/floculação/sedimentação utilizando ampla
faixa de dosagens de PAC como coagulante, utilizado individualmente e combinado com
diferentes dosagens do polímero aniônico como auxiliar de floculação
O principal objetivo do ensaio 04 foi testar a eficiência de remoção de turbidez, cor
aparente e verdadeira e DQO aplicando PAC como coagulante associado a um polímero
aniônico auxiliar de floculação. As configurações do ensaio 04 e os resultados dos residuais
de turbidez, cor aparente, cor verdadeira e DQO são apresentados na tabela 5.8 por meio da
qual foram elaboradas as figuras 5.17, 5.18, 5.19 e 5.20, respectivamente.

50
Tabela 5.8: Configurações do ensaio 04 e residuais de turbidez, cor aparente, cor verdadeira e
DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 50 0 509,0 2390 1440 NR
2 50 1 214,0 2190 1270 NR
3 50 2 89,1 1700 1290 NR
4 50 3 84,0 1870 1270 NR
5 100 0 733,0 2940 2490 NR
6 100 1 85,0 1920 1710 NR
7 100 2 96,0 1870 1170 NR
8 100 3 37,9 1090 850 293
9 125 0 522,0 2680 1570 NR
10 125 1 42,2 1180 960 338
11 125 2 56,7 1410 920 NR
12 125 3 30,8 850 730 265
13 150 0 199,0 1930 1240 NR
14 150 1 43,4 960 700 NR
15 150 2 39,6 880 770 260
16 150 3 17,5 440 410 209
17 175 0 82,4 1430 990 NR
18 175 1 38,8 740 630 172
19 175 2 10,2 270 260 177
20 175 3 4,5 225 220 175
21 200 0 72,7 1250 236 NR
22 200 1 3,1 191 189 166
23 200 2 2,3 194 192 152
24 200 3 2,7 196 192 173
25 250 0 88,9 1600 190 NR
26 250 1 3,1 174 173 146
27 250 2 2,1 154 153 138
28 250 3 4,5 185 174 148
*NR: não realizado

51
0
100
200
300
400
500
600
700
800T
urb
idez
(uT
)
Turbidez
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2 DC 100 DP 3 DC 125 DP 0
DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2 DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2
DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2 DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.17: Resultado do residual de turbidez obtido no ensaio 04
0
500
1000
1500
2000
2500
3000
3500
Co
r v
erd
ad
eira
(uC
)
Cor aparente
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2 DC 100 DP 3 DC 125 DP 0
DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2 DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2
DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2 DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.18: Resultado do residual de cor aparente obtido no ensaio 04

52
0
500
1000
1500
2000
2500
3000C
or
verd
ad
eira
(uC
)
Cor verdadeira
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2 DC 100 DP 3 DC 125 DP 0
DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2 DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2
DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2 DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.19: Resultado do residual de cor verdadeira obtido no ensaio 04
0
100
200
300
400
500
600
DQ
O (
mg/L
)
DQO
DC 0 DP 0 DC 100 DP 3 DC 125 DP 1 DC 125 DP 3 DC 150 DP 2 DC 150 DP 3 DC 175 DP 1 DC 175 DP 2
DC 175 DP 3 DC 200 DP 1 DC 200 DP 2 DC 200 DP 3 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.20: Resultado do residual de DQO obtido no ensaio 04
Para facilitar a compreensão sobre o efeito do tratamento empregado devem ser
observados os resultados das remoções dos parâmetros de interesse. Nas figuras 5.21, 5.22 e
5.23, respectivamente, são apresentados os resultados de remoção de turbidez, cor aparente e

53
verdadeira, organizados em séries em função das dosagens de coagulante.
-40
-20
0
20
40
60
80
100
120
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Turbidez
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.21: Resultados das remoções de turbidez obtidas no ensaio 04
O tratamento empregado proporcionou efetiva remoção de turbidez chegando a
valores próximos de 100% de remoção. Todas as dosagens de polímero combinadas com 200
e 250mg/L de PAC obtiveram mais de 99% de eficiência. Em todas as dosagens de coagulante
testadas houve significativa melhora da remoção entre a configuração sem e com polímero.
Em comparação com os ensaios anteriores, esse foi o que se obteve os melhores resultados de
remoção de turbidez, no entanto, o residual de turbidez foi semelhante ao encontrado nos
demais ensaios. Isso se deve ao fato de que nesse ensaio, a turbidez do efluente bruto era
muito mais elevada do que a encontrada nos demais ensaios. Logo, em termos percentuais a
remoção mostra-se maior. Analisando somente os valores do residual, há similaridade entre os
resultados dos ensaios 03 e 04 para dosagem de 200mg/L de PAC com adição de polímero.

54
-40
-20
0
20
40
60
80
100
0 1 2 3
Efi
ciê
ncia
de r
em
oçã
o (
%)
Dosagem polímero (mg/L)
Cor aparente
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.22: Resultados das remoções de cor aparente obtidas no ensaio 04
Observando a remoção de cor aparente fica ainda mais clara a influência do uso do
polímero na melhora do tratamento. Os melhores resultados de remoção, semelhantemente ao
encontrado para remoção de turbidez, estão nas configurações em que foram dosados 200 e
250mg/L de PAC com adição de polímero, sendo 93,36% a maior remoção para o jarro que
foi dosado 250mg/L de PAC com 2mg/L de polímero.
-150
-100
-50
0
50
100
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (
%)
Dosagem polímero (mg/L)
Cor verdadeira
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.23: Resultados das remoções de cor verdadeira obtidas no ensaio 04
Em relação à remoção de cor verdadeira, para as dosagens de 200 e 250mg/L de PAC,

55
tanto com como sem polímero houve mais de 80% de eficiência remoção. É curioso o fato de
que, comparando as remoções de cor aparente e verdadeira, para essas dosagens de
coagulante, nos jarros em que não houve adição de polímero, houve um acréscimo de 46,12%
de remoção de cor aparente para 81,27% de remoção de cor verdadeira para 200mg/L de PAC
e de 31,03% de remoção de cor aparente para 84,12% de remoção de cor verdadeira para
250mg/L de PAC. A explicação para esse fato encontra-se na remoção de turbidez, que foi
bem menor nos jarros sem polímero em relação aos jarros com polímero. Sendo assim, a
turbidez remanescente desses jarros acabou por conferir cor aparente à amostra. No entanto,
quando a mesma é submetida à centrifugação, para posterior leitura de cor verdadeira, há
remoção dos sólidos suspensos, logo a remoção de cor verdadeira mostra-se muito maior que
a remoção de cor aparente.
A DQO residual foi calculada somente nas amostras coletadas dos jarros em que
houve boa remoção de turbidez, cor aparente e verdadeira. Nesse sentido, os resultados de
remoção de DQO estão apresentados na figura 5.24 onde se observa a remoção por jarro,
conforme numeração apresentada na tabela 5.8.
0 10 20 30 40 50 60 70 80
Eficiência de Remoção (%)
Remoção DQO
jarro 28
jarro 27
jarro 26
jarro 24
jarro 23
jarro 22
jarro 20
jarro 19
jarro 18
jarro 16
jarro 15
jarro 12
jarro 10
jarro 08
Figura 5.24: Resultados das remoções de DQO obtidas no ensaio 04
A maior remoção de DQO foi observada no jarro 27, em que foi dosado 250mg/L de
PAC com 2mg/L de polímero, sendo 71,49% de eficiência. Nos demais jarros da série de
250mg/L de PAC foram obtidas eficiências de remoção parecidas: 69,84% para 1mg/L de
polímero (jarro 26) e 69,42% para 3mg/L de polímero (jarro 28).

56
Observando os resultados de remoção de turbidez, cor aparente e verdadeira e DQO
observou-se maior dificuldade em remover DQO do que os demais parâmetros. Enquanto a
remoção de turbidez apresentou valores superiores a 99% e a remoção de cor aparente e
verdadeira apresentaram valores superiores a 90%, a remoção de DQO foi levemente superior
a 70% somente em uma configuração. Essa mesma dificuldade foi observada por Santos
(2001) nos ensaios preliminares de coagulação/floculação/sedimentação da sua pesquisa. O
autor verificou nesses ensaios, utilizando cloreto férrico como coagulante e efluente sanitário,
remoção de mais de 99% de turbidez, sendo que essa eficiência de remoção aumentava
proporcionalmente ao aumento da dosagem de coagulante e à diminuição da velocidade de
sedimentação, enquanto as remoções de DQO pareciam ter um limite de 85%, ou seja, mesmo
com aumento da dosagem de coagulante e diminuição da velocidade de sedimentação, a
remoção não ultrapassava esse valor.
5.2.1.3 Produção e características de sedimentabilidade do lodo
O tratamento físico-químico produz lodo que deve ser tratado e disposto
posteriormente. Esse lodo é devido aos sólidos em suspensão e dissolvidos retirados por meio
do tratamento empregado. De acordo com Ahmad et al. (2008) e FERREIRA FILHO e
WAELKENS (2009), em geral, a quantidade e as características do lodo produzido durante o
processo de coagulação/floculação depende do coagulante utilizado e das condições
operacionais e uma boa forma de estudar o volume e a sedimentabilidade do lodo é por meio
da estimativa do IVL.
Jordão et al (1997) apresentam que, por definição e conceito, o IVL é o volume em
mililitros ocupado por 01 grama de lodo, após sedimentação de 30 minutos. Nessa pesquisa
foi estimado o IVL para cada configuração de ensaio estudada (tabela 5.8). Os resultados
desse índice estão apresentados na figura 5.25.

57
0
20
40
60
80
100
120
01
23
IVL
(m
l/g)
Dosagem polímero (mg/L)
Índice de Volume de Lodo
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.25: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 04
Von Sperling (2001) apresenta cinco faixas de sedimentabilidade e organiza os valores
de IVL em intervalos que representam essas faixas. Sendo assim, os lodos são classificados de
acordo com sua sedimentabilidade em ótima, boa, média, ruim ou péssima. Esses dados estão
sintetizados na tabela 5.9.
Tabela 5.9: Faixa e valores típicos de IVL para as cinco faixas de sedimentabilidade
Sedimentabilidade Faixa de valores do índice volumétrico de lodo – IVL
Faixa Típico
Ótima 0 – 50 45
Boa 50 – 100 75
Média 100 – 200 150
Ruim 200 – 300 250
Péssima 300 – 400 350
Fonte: VON SPERLING (2001)
Para discussão dos valores de IVL foi necessário retomar os resultados de eficiência de
remoção dos parâmetros analisados para as diversas dosagens testadas, já que há relevância
das características de sedimentabilidade do lodo somente quando o tratamento é eficiente na
remoção de turbidez, cor e DQO. Nas configurações em que não houve efetiva remoção de
turbidez, cor e DQO também não houve formação de lodo. Nesses casos o índice IVL

58
apresenta valores baixos, mas isso não indica lodo de boa qualidade e sim ausência de lodo.
Sendo assim, consideraram-se os valores de IVL para as dosagens de 200 e 250mg/L de PAC
para discussão, já que foram os que apresentaram melhores resultados. Fica evidente a
influência da adição de polímero na sedimentabilidade do lodo já que o IVL passa de 90,9
para 32,27mL/g e de 105,3 para 45,6mL/g entre as amostras sem polímero e com 1mg/L de
polímero para as doses de 200 e 250mg/L de PAC respectivamente.
5.2.1.4 Ensaio 05: ensaios de coagulação/floculação/sedimentação utilizando
ampla faixa de dosagens de PAC como coagulante, utilizado individualmente e
combinado com diferentes dosagens de polímero aniônico como auxiliar de floculação
O objetivo do ensaio 05 foi o mesmo do ensaio 04, ou seja, testar a eficiência de
remoção de turbidez, cor aparente e verdadeira e DQO aplicando PAC como coagulante e um
polímero auxiliar de floculação. As configurações do ensaio 05 e os resultados dos residuais
de turbidez, cor aparente, cor verdadeira e DQO são apresentados na tabela 5.10 por meio da
qual foram elaboradas as figuras 5.26, 5.27, 5.28 e 5.29, respectivamente.

59
Tabela 5.10: Configurações do ensaio 05 e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 50 0 89,7 1735 1075 NR
2 50 1 52,8 1230 1170 NR
3 50 2 36,7 1050 1040 305
4 50 3 77,6 1300 1050 NR
5 100 0 83,9 1535 1205 NR
6 100 1 55,4 1040 940 NR
7 100 2 36,8 795 790 293
8 100 3 29,8 785 780 268
9 125 0 83,0 1475 1225 NR
10 125 1 53,6 910 802 NR
11 125 2 61,6 770 676 NR
12 125 3 26,1 515 514 268
13 150 0 74,3 1315 945 NR
14 150 1 41,6 715 520 NR
15 150 2 15,1 515 462 197
16 150 3 14,6 305 300 188
17 175 0 70,5 1210 590 NR
18 175 1 20,0 330 320 201
19 175 2 4,7 311 310 163
20 175 3 3,7 310 308 158
21 200 0 82,5 1470 388 NR
22 200 1 11,0 330 304 170
23 200 2 9,9 355 284 167
24 200 3 12,8 371 266 170
25 250 0 79,8 1230 295 NR
26 250 1 6,2 280 276 164
27 250 2 3,2 297 203 160
28 250 3 4,1 301 214 168
*NR: não realizado

60
0
10
20
30
40
50
60
70
80
90
100T
urb
idez
(uT
)
Turbidez
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.26: Resultado do residual de turbidez obtido no ensaio 05
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Co
r ap
aren
te (
uC
)
Cor aparente
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.27: Resultado do residual de cor aparente obtido no ensaio 05

61
0
200
400
600
800
1000
1200
1400C
or
verd
ad
eira
(uC
)
Cor verdadeira
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.28: Resultado do residual de cor verdadeira obtido no ensaio 05
0
50
100
150
200
250
300
350
400
DQ
O (
mg/L
)
DQO
DC 0 DP 0 DC 50 DP 2 DC 100 DP 2 DC 100 DP 3 DC 125 DP 3 DC 150 DP 2 DC 150 DP 3 DC 175 DP 1
DC 175 DP 2 DC 175 DP 3 DC 200 DP 1 DC 200 DP 2 DC 200 DP 3 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.29: Resultado do residual de DQO obtido no ensaio 05
Além dos valores residuais de turbidez, cor aparente e verdadeira e DQO, outra forma
de analisar os dados é por meio do cálculo da eficiência de remoção desses parâmetros, em
valores percentuais, em relação ao efluente bruto. Os resultados de remoção de turbidez, cor
aparente e verdadeira e DQO, obtidos no ensaio 05, são apresentados nas figuras 5.30, 5.31,

62
5.32 e 5.33, respectivamente.
-40
-20
0
20
40
60
80
100
120
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Turbidez
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.30: Resultados das remoções de turbidez obtidas no ensaio 05
Os melhores resultados de remoção de turbidez foram encontrados para as dosagens de
175, 200 e 250mg/L de PAC com adição de polímero. O melhor resultado de remoção de
turbidez foi 95,39%, obtido para o jarro em que foi dosado 250mg/L de PAC com 2mg/L de
polímero. No entanto, as demais dosagens de polímero para combinadas com essa dosagem de
PAC proporcionaram resultados similares, 91,07% para 1mg/L de polímero e 94,09% para
3mg/L de polímero. Foram encontrados 93,21% e 94,65% como resultado de remoção nos
jarros em que foram dosados 175mg/L de PAC com 2 e 3 mg/L de polímero, respectivamente.

63
0
10
20
30
40
50
60
70
80
90
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (
%)
Dosagem polímero (mg/L)
Cor aparente
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.31: Resultados das remoções de cor aparente obtidas no ensaio 05
Similarmente à remoção de turbidez, a remoção de cor foi maior para as dosagens de
175, 200 e 250mg/L de PAC com adição de polímero. Houve remoções parecidas entre essas
dosagens de PAC para as três dosagens de polímero empregadas. O melhor resultado foi
85,03% de remoção, obtida na amostra coletada do jarro em que foi dosado 250mg/L de PAC
com 1mg/L de polímero.
-20
-10
0
10
20
30
40
50
60
70
80
90
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (
%)
dosagem polímero
Cor verdadeira
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.32: Resultados das remoções de cor verdadeira obtidas no ensaio 05
Seguindo o observado nos dois parâmetros anteriores, a remoção de cor verdadeira foi

64
mais eficiente para as dosagens de 175, 200 e 250mg/L de PAC. O melhor resultado foi 82,5%
de remoção na amostra coletada do jarro em que foi dosado 250mg/L de PAC com 2mg/L de
polímero. Comparando-se as remoções de cor aparente e verdadeira nas configurações sem
adição de polímero notou-se significativa diferença entre os resultados. Por exemplo, para a
dosagem de 250mg/L houve um acréscimo de 34,22% de remoção de cor aparente para
74,57% de remoção de cor verdadeira. O mesmo também foi observado no ensaio 04, e a
explicação é a mesma para esse ensaio. Baseia-se no fato de que a cor aparente tem origem na
presença de sólidos dissolvidos na amostra, mas sofre influência dos sólidos em suspensão, ou
seja, da turbidez da amostra, que nas configurações sem adição de polímero segue elevada. Já
a cor verdadeira é medida após a centrifugação da amostra, esse processo remove os sólidos
em suspensão, diminuindo o valor da cor verdadeira em relação à cor aparente.
A análise das figuras 5.30, 5.31 e 5.32 confirmou a hipótese de que a adição de
polímero como auxiliar de floculação melhora a qualidade do sobrenadante em todos os
aspectos analisados. Observando-se a inclinação das linhas de cada série, que representam as
dosagens de coagulante, notou-se que para as dosagens menores há efeito evidente do
aumento da dosagem de polímero na remoção dos parâmetros analisados. Isso ocorre para 50,
100, 125 e 150mg/L de PAC. Nessas dosagens, há melhoria da qualidade do sobrenadante
diretamente proporcional ao aumento nas dosagens de polímero. Já nas dosagens maiores de
coagulante, o aumento na dosagem de polímero não causa influência significativa. Isso pode
ser observado nos resultados de remoção de turbidez, cor aparente e verdadeira para 175, 200
e 250mg/L de PAC. Nessas três dosagens de coagulante as três dosagens de polímero
acarretaram em remoções similares.

65
0 10 20 30 40 50 60 70
Eficiência de remoção (%)
Remoção DQO
jarro 28
jarro 27
jarro 26
jarro 24
jarro 23
jarro 22
jarro 20
jarro 19
jarro 18
jarro 16
jarro 15
jarro 08
jarro 07
jarro 03
Figura 5.33: Resultados das remoções de DQO obtidas no ensaio 05
A remoção de DQO foi calculada somente nas amostras em que houve boa remoção de
turbidez, cor aparente e verdadeira. O melhor resultado foi obtido na amostra coletada do
jarro 20, em que foi dosado 175mg/L de PAC com 3mg/L de polímero, 57,51% de remoção,
seguido por 57,1% de remoção no jarro 27, em que foi dosado 250mg/L de PAC com 2mg/L
de polímero.

66
5.2.1.5 Produção e características de sedimentabilidade do lodo
A produção de lodo e sua sedimentabilidade foram avaliadas por meio do IVL. O valor
de IVL de cada jarro é apresentado na figura 5.34.
0
20
40
60
80
100
120
0 1 2 3
IVL
(m
L/g
)
Dosagem polímero (mg/L)
Índice de Volume de Lodo
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.34: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 05
Observou-se que a adição de polímero melhorou a sedimentabilidade do lodo a partir
da dosagem de 150mg/L de PAC. Nas dosagens inferiores, somente com o uso de PAC, o
valor do IVL é praticamente nulo, mostrando que não houve formação de lodo, pois não
houve remoção de turbidez e cor. O menor valor de IVL obtido, que representa o melhor lodo
em termos de sedimentabilidade, foi 27,2mL/g para o jarro em que foi dosado 175mg/L de
PAC com 3mg/L de polímero, no entanto, nas dosagens de 175, 200 e 250mg/L de PAC todos
os jarros com adição de polímero tiveram IVL similares, indicando boa sedimentabilidade do
lodo produzido nessas configurações.
Ribeiro (2007) aponta que, dependendo do tipo e disposição do lodo, os custos com
transporte e disposição final podem compor parcela significativa nos custos totais da ETE.
Januário e Ferreira Filho (2007) trazem ainda que os custos com transporte e disposição final
do lodo em regiões metropolitanas estavam à epoca entre R$100 a R$150 por tonelada, o que
tem justificado pesquisas que permitam a menor geração de lodo, acarretando na diminuição
desses custos.

67
5.2.1.6 Ensaio 06: ensaios de coagulação/floculação/sedimentação utilizando
ampla faixa de dosagens de PAC como coagulante, utilizado individualmente e
combinado com diferentes dosagens de polímero aniônico como auxiliar de floculação
O objetivo do ensaio 06 foi o mesmo do ensaio 04 e 05, ou seja, testar a eficiência de
remoção de turbidez, cor aparente e verdadeira e DQO, aplicando PAC como coagulante e um
polímero auxiliar de floculação. As configurações do ensaio 06 e os resultados dos residuais
de turbidez, cor aparente, cor verdadeira e DQO são apresentados na tabela 5.11 por meio da
qual foram elaboradas as figuras 5.35, 5.36, 5.37 e 5.38, respectivamente.

68
Tabela 5.11: Configurações do ensaio 06 e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 50 0 285,0 2180 1810 NR
2 50 1 61,5 2716 1545 NR
3 50 2 42,0 1716 1450 NR
4 50 3 54,8 1450 1515 NR
5 100 0 308,0 2360 1995 NR
6 100 1 55,5 1412 1410 NR
7 100 2 42,7 1108 1100 NR
8 100 3 42,8 1136 1125 NR
9 125 0 252,0 2295 1810 NR
10 125 1 82,6 1632 1560 NR
11 125 2 52,3 1184 1276 NR
12 125 3 70,1 1424 1370 NR
13 150 0 312,0 2295 2055 NR
14 150 1 78,3 1424 1320 NR
15 150 2 48,9 976 965 NR
16 150 3 50,9 988 900 NR
17 175 0 374,0 2430 2030 NR
18 175 1 50,4 976 965 337
19 175 2 40,7 814 730 276
20 175 3 28,0 638 620 282
21 200 0 328,0 2345 1825 NR
22 200 1 49,1 880 780 210
23 200 2 18,6 468 435 216
24 200 3 19,6 493 392 221
25 250 0 329,0 2410 508 NR
26 250 1 13,4 347 291 196
27 250 2 4,6 241 258 183
28 250 3 8,7 267 247 179
*NR: Não realizado

69
0
50
100
150
200
250
300
350
400
Tu
rbid
ez
(uT
)
Turbidez
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.35: Resultado do residual de turbidez obtido no ensaio 06
0
500
1000
1500
2000
2500
3000
Co
r ap
are
nte
(uC
)
Cor aparente
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.36: Resultado do residual de cor aparente obtido no ensaio 06

70
0
500
1000
1500
2000
2500
Co
r v
erd
ad
eira
(uC
)
Cor verdadeira
DC 0 DP 0 DC 50 DP 0 DC 50 DP 1 DC 50 DP 2 DC 50 DP 3 DC 100 DP 0 DC 100 DP 1 DC 100 DP 2
DC 100 DP 3 DC 125 DP 0 DC 125 DP 1 DC 125 DP 2 DC 125 DP 3 DC 150 DP 0 DC 150 DP 1 DC 150 DP 2
DC 150 DP 3 DC 175 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 0 DC 200 DP 1 DC 200 DP 2
DC 200 DP 3 DC 250 DP 0 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.37: Resultado do residual de cor verdadeira obtido no ensaio 06
0
100
200
300
400
500
600
DQ
O (
mg/
L)
DQO
DC 0 DP 0 DC 175 DP 1 DC 175 DP 2 DC 175 DP 3 DC 200 DP 1
DC 200 DP 2 DC 200 DP 3 DC 250 DP 1 DC 250 DP 2 DC 250 DP 3
Figura 5.38: Resultado do residual de DQO obtido no ensaio 06
Os resultados de eficiência de remoção de turbidez, cor aparente e verdadeira e DQO
são apresentados nas figuras 5.39, 5.40, 5.41 e 5.42 respectivamente.

71
-700
-600
-500
-400
-300
-200
-100
0
100
200
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Turbidez
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.39: Resultados das remoções de turbidez obtidas no ensaio 06
O ensaio 06 tornou ainda mais evidente o efeito da adição do polímero para o êxito do
tratamento empregado. Todas as configurações sem polímero apresentaram “eficiência
negativa” de remoção o que significa que a turbidez do sobrenadante foi maior que a turbidez
da amostra bruta, ou seja, o tratamento não foi capaz de remover os sólidos e ainda fez com
que a quantidade desses sólidos aumentasse, conferindo turbidez à amostra. Observando-se,
por exemplo, a série que representa a dosagem de 250mg/L de PAC houve aumento de
turbidez de 525,48% no jarro sem polímero e remoção de 74,52% no jarro com 1mg/L de
polímero. A eficiência aumenta ainda mais no jarro em que foi dosado 250mg/L de PAC e
2mg/L de polímero sendo 91,29% a eficiência de remoção, sendo que esse resultado foi o
melhor do ensaio 06.

72
-80
-60
-40
-20
0
20
40
60
80
100
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Cor aparente
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.40: Resultados das remoções de cor aparente obtidas no ensaio 06
Os melhores resultados de remoção de cor aparente foram obtidos nos jarros em que
foi dosado 250mg/L de PAC com adição de polímero sendo que o melhor resultado de
remoção foi 85,08% para o jarro em que foi dosado 2mg/L de polímero, no entanto, as demais
dosagens de polímero testadas para essa dosagem de PAC proporcionaram remoções
próximas, 78,51% e 83,47% para 1 e 3mg/L de polímero, respectivamente. Conforme já havia
sido observado na remoção de turbidez, a remoção de cor melhorou com adição de polímero.
-40
-20
0
20
40
60
80
100
0 1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Cor verdadeira
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.41: Resultados das remoções de cor verdadeira obtidas no ensaio 06

73
A remoção de cor verdadeira seguiu a tendência da remoção de cor aparente com
exceção da amostra retirada do jarro em que foi dosado somente 250mg/L de PAC, sem
adição de polímero. Nesse caso não foi verificado remoção de cor aparente, devido à turbidez
da amostra ser alta. Como previamente à análise de cor verdadeira a amostra passa por
centrifugação, houve remoção de cor verdadeira, proporcionada por esse processo. O melhor
resultado obtido foi de 84,71% de remoção para 250mg/L de PAC com 3mg/L de polímero.
0 10 20 30 40 50 60 70
Eficiência de remoção (%)
Remoção DQO
jarro 28
jarro 27
jarro 26
jarro 24
jarro 23
jarro 22
jarro 20
jarro 19
jarro 18
Figura 5.42: Resultados das remoções de DQO obtidas no ensaio 06
O melhor resultado de remoção de DQO foi de 65,44%, obtido no jarro 28, seguido
por 64,67% no jarro 27. Ambos referem-se à dosagem de 250mg/L de PAC com adição de 3 e
2mg/L de polímero, respectivamente.

74
5.2.1.7 Produção e características de sedimentabilidade do lodo
O índice volumétrico de lodo foi estimado para todas as configurações empregadas
nesse ensaio. Os resultados do IVL do ensaio 06 são apresentados na figura 5.43.
0,000
20,000
40,000
60,000
80,000
100,000
0 1 2 3
IVL
(m
L/g
)
Dosagem polímero (mg/L)
Índice de Volume de Lodo
DC 50
DC 100
DC 125
DC 150
DC 175
DC 200
DC 250
Figura 5.43: Resultados do índice volumétrico de lodo, obtidos a partir das configurações
testadas no ensaio 06
Conforme já havia sido observado nos ensaios 04 e 05, no ensaio 06 o IVL melhorou
com adição de polímero. O melhor resultado de IVL foi de 12,51mL/g, encontrado no jarro
em que foi dosado 250mg/L de PAC com 1mg/L de polímero.
Vieira (2009) também avaliou o IVL a partir de ensaios de
coagulação/floculação/sedimentação em jar-test. O autor testou dois coagulantes, sulfato de
alumínio e cloreto férrico, combinados com um auxiliar de floculação aniônico. Obteve
100mL/g como melhor resultado de IVL para 200mg/L de coagulante com 1,3mg/L de
polímero.
A partir da análise dos três ensaios que compõe a primeira fase da segunda etapa
observou-se dificuldade em se obter uma única dosagem ótima de coagulante e auxiliar de
floculação já que as características do efluente bruto, coletado na ETE da indústria, variam a
cada coleta. Todavia, o tratamento empregado com PAC como coagulante e polímero aniônico
como auxiliar de floculação mostrou-se eficiente em todos os ensaios realizados, mesmo com
essas variações. O mesmo foi observado por Santos (2001), que também encontrou essa

75
dificuldade, mas concluiu que o cloreto férrico como coagulante foi capaz de remover os
parâmetros observados em todos os ensaios, mesmo com as variações de pH e de
contaminantes nas amostras brutas.
5.2.2 Resultados da segunda fase: ensaios principais de
coagulação/floculação/sedimentação, utilizando as melhores dosagens de PAC e polímero
aniônico e variando os tempos de mistura lenta.
O objetivo da segunda fase foi diminuir o tempo de mistura lenta de 10 minutos, que
estava sendo utilizado nos ensaios anteriores, para 07 e 05 minutos e avaliar as respostas do
tratamento empregado a partir dessas novas condições operacionais.
5.2.2.1 Caracterização do efluente utilizado na segunda fase da segunda etapa
O efluente foi caracterizado antes de passar pelo tratamento. Na tabela 5.12 são
apresentados os parâmetros monitorados nas coletas (numeradas em ensaio 07 e 08)
realizadas durante a segunda fase da segunda etapa. Observaram-se variações nas
características do efluente entre um ensaio e outro, justificando a importância da
caracterização prévia do efluente.

76
Tabela 5.12: Caracterização do efluente nos ensaios da segunda fase da segunda etapa
Parâmetro Ensaio 07 Ensaio 08
Turbidez (uT) 61,5 24,1
Cor aparente (uC) 1884 842
Cor verdadeira (uC) 1784 558
DQO (mg/L) 583 261
DBO (mg/L) 23 8
ST (mg/L) 1678 1399
SST (mg/L) 86 38
pH 7,6 7,4
Temperatura (°C) 21,2 23,4
Nitrogênio amoniacal (mg/L) <0,1 <0,1
Fósforo (mg/L) 0,2 <0,1
Oxigênio Dissolvido (mg/L) 4,25 3,98
Alcalinidade (mg/L) 88 80
5.2.2.2 Ensaio 07: ensaios de coagulação/floculação/sedimentação utilizando PAC
como coagulante, polímero aniônico como auxiliar de floculação e menores tempos de
floculação
O ensaio 07 foi dividido em duas séries, a e b, sendo que na primeira (07a) o tempo de
floculação empregado foi de 07 minutos e na segunda (07b) de 05 minutos.
As configurações do ensaio 07a e os residuais de turbidez, cor aparente, cor verdadeira
e DQO encontram-se na tabela 5.13, por meio da qual foi elaborada a figura 5.44.

77
Tabela 5.13: Configurações do ensaio 07a e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 175 0 302,0 2567 1767 507
2 175 1 50,6 790 602 288
3 175 2 49,8 791 598 276
4 175 3 47,1 785 591 274
5 200 0 277,0 2340 1755 476
6 200 1 26,2 556 544 263
7 200 2 27,4 596 586 271
8 200 3 14,4 453 436 240
9 250 0 337 2730 810 509
10 250 1 9,12 339 303 235
11 250 2 7,1 293 258 239
12 250 3 9,5 309 232 205
0
50
100
150
200
250
300
350
400
Tu
rbid
ez (
uT
)
Turbidez
0
500
1000
1500
2000
2500
3000
Co
r ap
aren
te (
uC
)
Cor aparente
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Co
r v
erd
adei
ra (
uC
)
Cor verdadeira
0
100
200
300
400
500
600
700
DQ
O (
mg/
L)
DQO
DC 0 DP 0
DC 175 DP 0
DC 175 DP 1
DC 175 DP 2
DC 175 DP 3
DC 200 DP 0
DC 200 DP 1
DC 200 DP 2
DC 200 DP 3
DC 250 DP 0
DC 250 DP 1
DC 250 DP 2
DC 250 DP 3
Figura 5.44: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 07a
As configurações do ensaio 07b e os residuais de turbidez, cor aparente, cor verdadeira
e DQO encontram-se na tabela 5.14, por meio da qual foi elaborada a figura 5.45.

78
Tabela 5.14: Configurações do ensaio 07b e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 175 0 492,0 3851 2474 710
2 175 1 102,7 1106 883 403
3 175 2 99,9 1028 818 386
4 175 3 98,6 1021 809 384
5 200 0 591,0 2905 2190 565
6 200 1 84,0 900 780 378
7 200 2 80,2 894 844 387
8 200 3 85,6 845 772 351
9 250 0 432,0 2901 950 546
10 250 1 44,6 747 454 359
11 250 2 42,9 778 474 346
12 250 3 45,3 767 445 311
0
100
200
300
400
500
600
700
Tu
rbid
ez (
mg/
L)
Turbidez
0
500
1000
1500
2000
2500
3000
3500
4000
4500
Co
r ap
aren
te (
mg/
L)
Cor aparente
0
500
1000
1500
2000
2500
3000
Co
r v
erd
adei
ra (
mg/
L)
Cor verdadeira
0
100
200
300
400
500
600
700
800
DQ
O (
mg/
L)
DQO
DC 0 DP 0
DC 175 DP 0
DC 175 DP 1
DC 175 DP 2
DC 175 DP 3
DC 200 DP 0
DC 200 DP 1
DC 200 DP 2
DC 200 DP 3
DC 250 DP 0
DC 250 DP 1
DC 250 DP 2
DC 250 DP 3
Figura 5.45: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 07b
Observando-se os residuais de turbidez, cor aparente, cor verdadeira e DQO
apresentados nas tabelas 5.13 e 5.14 e nas figuras 5.44 e 5.45, nota-se que a configuração sem
adição polímero aumentou esses residuais no sobrenadante em relação ao efluente bruto. Para
facilitar a análise e compreensão dos ensaios 07a e 07b foram analisadas somente as
eficiências de remoção de turbidez, cor aparente e verdadeira e DQO dos jarros com adição de
polímero. Essas eficiências são apresentadas nas figuras 5.46, 5.47, 5.48 e 5.49,
respectivamente.

79
-80
-60
-40
-20
0
20
40
60
80
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Turbidez
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.46: Resultados das remoções de turbidez obtidas nos ensaios 07a e 07b para os
ensaios com adição de polímero
Foi possível observar que, comparando as séries de dosagens estudadas em cada
ensaio, no ensaio 07a foram obtidos os valores mais elevados de remoção de turbidez em
relação ao ensaio 07b. A série com dosagem de PAC igual a 250mg/L do ensaio 07b foi mais
eficiente que a série com dosagem de PAC 175mg/L do ensaio 07a, sendo esse o único caso
em que o ensaio 07b superou o ensaio 07a, mostrando que para tempos de floculação menores
devem ser aumentadas as dosagens de coagulante. Os melhores resultados foram obtidos no
ensaio 07a, para dosagem de PAC igual a 250mg/L, sendo maior que 80% de remoção para
todas as dosagens de polímero.
0
10
20
30
40
50
60
70
80
90
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Cor aparente
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.47: Resultados das remoções de cor aparente obtidas nos ensaios 07a e 07b para os
ensaios com adição de polímero

80
Em relação à remoção de cor aparente, há menor influência do tempo de floculação já
que as eficiências dos ensaios a e b, apesar de não serem tão próximas entre si, são menos
distantes que aquelas observadas na remoção de turbidez já quase todas as configurações de
dosagem resultaram em remoções entre 40% e 80%. Os únicos casos com remoção maior que
80% foram no ensaio 07a, para dosagem de PAC de 250mg/L, em todas as dosagens de
polímero.
0
10
20
30
40
50
60
70
80
90
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (
%)
Dosagem polímero (mg/L)
Cor verdadeira
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.48: Resultados das remoções de cor verdadeira obtidas nos ensaios 07a e 07b para os
ensaios com adição de polímero
A remoção de cor verdadeira seguiu a tendência da remoção de cor aparente e nesse
caso o tempo de floculação teve influência ainda menor no resultado do que aquela observada
no caso da cor aparente. Observou-se que a maior dosagem de coagulante, 250mg/L de PAC,
foi a mais eficiente nos dois ensaios, a e b, mostrando que a dosagem, mais que o tempo de
floculação, influenciou o tratamento. Os melhores resultados foram encontrados no ensaio 07a
para dosagem de 250mg/L de PAC, em todas as dosagens de polímero, obtendo-se valores
superiores a 80% de remoção.

81
0
10
20
30
40
50
60
70
1 2 3
Efi
ciê
ncia
de r
em
oçã
o (
%)
Dosagem polímero (mg/L)
DQO
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.49: Resultados das remoções de DQO obtidas nos ensaio 07a e 07b para os ensaios
com adição de polímero
A remoção de DQO, mostrada na figura 5.48, deixou clara a superioridade do ensaio
07a em relação ao 07b já que no primeiro obteve-se mais que 50% de remoção de DQO em
todas as dosagens testadas e no segundo não se obteve 50% de remoção em nenhuma
dosagem. Similarmente aos demais parâmetros, a configuração que teve melhor eficiência foi
no ensaio 07a, com 250mg/L de PAC, em todas as dosagens de polímero.
5.2.2.3 Ensaio 08: ensaios de coagulação/floculação/sedimentação utilizando PAC
como coagulante, polímero aniônico como auxiliar de floculação e menores tempos de
floculação
O ensaio 08 foi dividido em duas séries, a e b, sendo que na primeira (08a) o tempo de
floculação empregado foi de 07 minutos e na segunda (08b) 05 minutos.
As configurações do ensaio 08a e os residuais de turbidez, cor aparente, cor verdadeira
e DQO encontram-se na tabela 5.15, por meio da qual foi elaborada a figura 5.50.

82
Tabela 5.15: Configurações do ensaio 08a e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 175 0 57,6 1113 181 250
2 175 1 17,3 237 239 122
3 175 2 6,5 202 121 120
4 175 3 6,3 198 106 110
5 200 0 58,1 1170 170 247
6 200 1 4,7 212 116 103
7 200 2 5,2 211 111 118
8 200 3 9,4 271 107 116
9 250 0 62,4 960 123 249
10 250 1 4,2 140 121 100
11 250 2 4,2 127 111 124
12 250 3 6,2 120 92 105
0
10
20
30
40
50
60
70
Tu
rbid
ez
(uT
)
Turbidez
0
200
400
600
800
1000
1200
1400
Co
r ap
aren
te (
uC)
Cor aparente
0
100
200
300
400
500
600
Co
r v
erd
ad
eira
(uC
)
Cor verdadeira
0
50
100
150
200
250
300
DQ
O (
mg/L
)
DQO
DC 0 DP 0
DC 175 DP 0
DC 175 DP 1
DC 175 DP 2
DC 175 DP 3
DC 200 DP 0
DC 200 DP 1
DC 200 DP 2
DC 200 DP 3
DC 250 DP 0
Figura 5.50: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 08a
As configurações do ensaio 08b e os residuais de turbidez, cor aparente, cor verdadeira
e DQO encontram-se na tabela 5.16, por meio da qual foi elaborada a figura 5.51.

83
Tabela 5.16: Configurações do ensaio 08b e residuais de turbidez, cor aparente, cor verdadeira
e DQO após tratamento por coagulação/floculação/sedimentação
Jarro DC (mg/L) DP (mg/L) Turbidez
(uT)
Cor
Aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L)
1 175 0 97,9 1876 709 375
2 175 1 28,5 567 382 185
3 175 2 12,7 356 191 183
4 175 3 11,3 387 171 175
5 200 0 99,5 1732 467 391
6 200 1 13,8 314 190 165
7 200 2 14,1 314 189 177
8 200 3 9,8 392 215 176
9 250 0 108,7 1315 388 384
10 250 1 10,2 172 147 144
11 250 2 10,8 176 155 167
12 250 3 10,7 181 139 147
0
20
40
60
80
100
120
Tu
rbid
ez
(uT
)
Turbidez
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Co
r ap
are
nte
(uC
)
Cor aparente
0
100
200
300
400
500
600
700
800
Co
r v
erd
ad
eira
(uC
)
Cor verdadeira
0
50
100
150
200
250
300
350
400
450
DQ
O (
mg/L
)
DQO
DC 0 DP 0
DC 175 DP 0
DC 175 DP 1
DC 175 DP 2
DC 175 DP 3
DC 200 DP 0
DC 200 DP 1
DC 200 DP 2
DC 200 DP 3
DC 250 DP 0
Figura 5.51: Resultado dos residuais de turbidez, cor aparente e verdadeira e DQO obtido no
ensaio 08b
Similarmente ao que foi feito na análise do ensaio 07, no ensaio 08 foram analisadas
somente as eficiências de remoção dos parâmetros para os jarros com adição de polímero, já
que quando não há adição de polímero o tratamento não apresenta eficiência de remoção de
nenhum parâmetro, em nenhuma dosagem estudada.
Ahmad et al (2008) também concluíram que a adição de polímeros teve um efeito
significativo sobre o tempo de sedimentação dos flocos em comparação com o tratamento
somente com coagulante. Os autores indicam que o uso de polímeros na floculação faz com
que os flocos formados sejam maiores e mais fortes, e com isso tenham maior facilidade em

84
sedimentar.
As eficiências de remoção de turbidez, cor aparente e verdadeira e DQO
proporcionadas pelo tratamento empregado estão apresentadas nas figuras 5.52, 5.53, 5.54 e
5.55, respectivamente.
-40
-20
0
20
40
60
80
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Turbidez
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.52: Resultados das remoções de turbidez obtidas nos ensaio 08a e 08b para os
ensaios com adição de polímero
Observando-se os resultados apresentados na figura 5.52 percebeu-se que para a
menor dosagem de polímero empregada (1mg/L) o aumento na dosagem de coagulante
proporcionou maior remoção de turbidez, representada na figura 5.52 pelos pontos mais
afastados entre si. Já para maior dosagem de polímero (3mg/L), a dosagem de coagulante teve
menor efeito sobre o tratamento, sendo assim os pontos ficaram mais próximos.
Os melhores resultados de remoção de turbidez encontraram-se no ensaio 08a, nas
dosagens de PAC igual a 200 e 250mg/L para todas as dosagens de polímero testadas.
No ensaio 08b não se obteve remoção maior que 60% em nenhuma combinação de
dosagem. Concluiu-se então que o tempo de floculação, além da dosagem de coagulante, teve
influência sobre a remoção de turbidez.

85
0
10
20
30
40
50
60
70
80
90
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Cor aparente
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.53: Resultados das remoções de cor aparente obtidas nos ensaio 08a e 08b para os
ensaios com adição de polímero
Com exceção da menor dosagem de PAC e polímero no ensaio b, em que se obteve
remoção inferior a 40%, em todas as demais combinações de dosagem foram obtidos mais de
40% de remoção de cor aparente, com destaque para a dosagem de 250mg/L de PAC no
ensaio 08a, em que se obteve mais de 80% de remoção para todas as dosagens de polímero
testadas. No ensaio 08b, para a maior dosagem de PAC empregada também foi obtida boa
resposta, com remoções próximas a 80% para todas as dosagens de polímero. Isso mostra que
o tempo de floculação não teve tanta influência na remoção de cor aparente como teve na
remoção de turbidez.
0
10
20
30
40
50
60
70
80
90
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
Cor verdadeira
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.54: Resultados das remoções de cor verdadeira obtidas nos ensaio 08a e 08b para os
ensaios com adição de polímero

86
A remoção de cor verdadeira foi similar a de cor aparente. Houve remoção maior que
50% para quase todos os casos, ficando abaixo disso somente a configuração com menor
dosagem de coagulante combinada com a menor dosagem de polímeros nos ensaios 08a e
08b.
0
10
20
30
40
50
60
70
1 2 3
Efi
ciên
cia
de
rem
oçã
o (%
)
Dosagem polímero (mg/L)
DQO
DC 175 a DC 175 b DC 200 a
DC 200 b DC 250 a DC 250 b
Figura 5.55: Resultados das remoções de DQO obtidas nos ensaio 08a e 08b para os ensaios
com adição de polímero
Conforme o que havia sido observado na análise dos resultados de remoção de DQO
no ensaio 07, no ensaio 08 há evidente superioridade do ensaio que contou com maior tempo
de floculação (08a) em relação ao outro, com menor tempo. Para todas as combinações de
dosagem do ensaio 08a foram obtidos mais de 50% de remoção de DQO, enquanto que no
ensaio 08b, nenhuma combinação proporcionou mais de 50% de remoção.
Para todos os parâmetros analisados observou-se que o ensaio 08a proporcionou
maiores eficiências de remoção que o ensaio 08b, similarmente ao que já havia sido
observado na análise dos ensaios 07a e 07b. Sendo assim, conclui-se que o tempo de mistura
lenta menor, 05 minutos, não foi viável ao tratamento empregado. Já o tempo de 07 minutos
proporcionou boa resposta de remoção de turbidez, cor aparente e verdadeira e DQO nos dois
ensaios, 07 e 08, semelhante ao que estava sendo obtido com 10 minutos de floculação. Desse
modo, o tratamento é otimizado sem que hajam prejuízos em termos de remoção dos
contaminantes. A partir disso, para os próximos ensaios foi adotado 07 minutos como tempo
de floculação.
Outra observação importante, a partir da avaliação da segunda fase da etapa 02, foi
que a dosagem de PAC igual a 250mg/L foi a que proporcionou melhor eficiência de remoção

87
de todos os parâmetros analisados.
5.3 Resultados da terceira etapa: ensaio final de
coagulação/floculação/sedimentação e ensaio de microfiltração
A terceira etapa foi dividida em dois ensaios. O objetivo do primeiro ensaio (ensaio
09) foi avaliar as diferenças de remoção proporcionadas pelas diferentes dosagens de
polímero utilizadas e se o pós-tratamento empregado no laboratório removeria AOX e lignina
além de turbidez, cor aparente e verdadeira e DQO. Para realização desse ensaio foi utilizada
a melhor dosagem de coagulante encontrada por meio da análise dos resultados dos ensaios
anteriores.
Já o objetivo do segundo ensaio (ensaio 10) foi verificar a viabilidade do emprego da
microfiltração tangencial para o efluente estudado e, conjugado às membranas, estudar a
alternativa de pré-tratamento feito com coagulação/floculação/sedimentação como melhoria
da tratabilidade do efluente.
Khayet et al (2011) indicam o processo de coagulação/floculação/sedimentação como
pré-tratamento a microfiltração para diminuir a colmatação do leito filtrante e aumentar a vida
útil da membrana.
Wang et al (2011) assinalam forte tendência ao uso de microfiltração no tratamento de
água de abastecimento e águas residuárias domésticas e industriais em todo o mundo. Os
autores apontam a colmatação da membrana como principal problema associado a essa
tecnologia e estudaram o efeito do pré-tratamento por coagulação/floculação/sedimentação
como alternativa para minimizar esse problema.
5.3.1 Ensaio 09: ensaio final de coagulação/floculação/sedimentação para definir a
melhor dosagem de polímero e avaliar a remoção de AOX e lignina
Para observar o efeito da dosagem de polímero sobre o tratamento foi escolhida a
melhor dosagem de coagulante obtida até o momento (250mg/L) para ser mantida fixa
enquanto a dosagem de polímero era variada. Sendo assim, foi possível verificar a influência
somente da dosagem do polímero no tratamento. Além disso, foi analisado o teor de AOX e
lignina no efluente bruto e tratado para verificar se o tratamento era capaz de remover esses
contaminantes.
Durante o processo de produção de polpa celulósica para posterior produção de papel

88
deve haver a separação da celulose dos demais compostos da madeira, entre eles a lignina. Os
processos de polpação levam à despolimerização e dissolução das moléculas de lignina
fazendo com que o branqueamento da polpa tenha maior eficiência, já que a lignina é uma das
responsáveis pela coloração marrom das polpas celulósicas. Sendo assim, nos processos de
lavagem as moléculas de lignina, juntamente com os extrativos da madeira e os demais
produtos químicos utilizados no processo de fabricação são levados até a estação de
tratamento de efluentes (MORAIS, 2006).
Catalkaya e Kargi (2007) apontam que os principais poluentes presentes no efluente
da indústria de celulose e papel são sólidos em suspensão e dissolvidos, que conferem
turbidez, cor e demanda química de oxigênio elevada ao efluente além de compostos
orgânicos halogenados adsorvíveis (AOX), originados da etapa de branqueamento, devido aos
compostos clorados utilizados nesse processo.
Torrades et al (2003) afirmam que mesmo em plantas que utilizam processos de
branqueamento livre de cloro elementar (ECF - elementary chlorine free), liberam
quantidades significativas de AOX no efluente industrial.
Almeida (2002) aponta ainda que os compostos organohalogenados presentes no
efluente do branqueamento da polpa celulósica, são substâncias ligadas quimicamente ao
cloro, que são responsáveis por grande parte da toxidez e mutagenicidade do efluente além de
serem prejudiciais às comunidades aquáticas, caso venham a ser lançados nos corpos d’água.
5.3.1.1 Caracterização do efluente usado no ensaio 09
Na primeira fase da terceira etapa houve a caracterização de dois efluentes, sendo o
primeiro o efluente bruto da indústria, antes de passar pela estação de tratamento de efluentes,
e o segundo o efluente coletado na saída do decantador secundário da ETE, chamado de
efluente tratado na tabela 5.17, onde estão demonstrados os resultados da caracterização.

89
Tabela 5.17: Caracterização dos efluentes utilizados no ensaio 09
Parâmetro Efluente
Bruto
Efluente
Tratado
Turbidez (uT) 396 11,7
Cor aparente (uC) 3790 520
Cor verdadeira (uC) 1412 451
DQO (mg/L) 1010 208
DBO (mg/L) 592 6
ST (mg/L) 3047 1087
SST (mg/L) 1690 62
pH 7,1 7,4
Temperatura (°C) 25 26,8
NTK (mg/L) 4 2,52
Fósforo (mg/L) 1 <0,1
Oxigênio Dissolvido (mg/L) 2,1 3,98
Alcalinidade (mgCaCO3/L) 91,2 85,5
AOX 5,37 1,25
Lignina 74,8 46,5
Observou-se que nessa coleta, a ETE estava operando com eficiência de 97% de
remoção de turbidez, 86,3% de remoção de cor aparente, 85,3% de remoção de cor
verdadeira, 79,4% de remoção de DQO, 64,3% de remoção dos sólidos totais, 96% de
remoção dos sólidos suspensos totais, além de 76% de remoção de AOX e 37,8% de remoção
de lignina. Mesmo com essas eficiências elevadas, os residuais desses contaminantes ainda
apresentam valores elevados, principalmente para o caso de o efluente passar numa unidade
de micro ou ultrafiltração. Assim o pós-tratamento por coagulação/floculação/sedimentação
foi avaliado em função da remoção desses parâmetros.
5.3.1.2 Resultados do ensaio 09: ensaio final de
coagulação/floculação/sedimentação para definir a melhor dosagem de polímero e
avaliar a remoção de AOX e lignina
As configurações do ensaio 09, bem como os residuais de turbidez, cor aparente, cor
verdadeira, DQO, AOX e lignina estão apresentados na tabela 5.18, por meio da qual foi

90
elaborada a figura 5.56.
Tabela 5.18: Configurações do ensaio 09 e residuais de turbidez, cor aparente, cor verdadeira,
DQO, AOX e lignina após tratamento por coagulação/floculação/sedimentação
Jarro DC
(mg/L)
DP
(mg/L) Turbidez (uT)
Cor Aparente
(uC)
Cor verdadeira
(uC) DQO (mg/L) AOX (mg/L)
Lignina
(mgFenol/L)
1 250 1 2,1 75 71 77 0,51 14,7 2 250 2 1,4 61 61 76 0,46 11,7 3 250 3 3,2 67 65 73 0,34 16,5
0
2
4
6
8
10
12
14
Tu
rbid
ez (
uT
)
Turbidez
0
100
200
300
400
500
600
Co
r ap
aren
te (
uC
)
Cor aparente
0
50
100
150
200
250
300
350
400
450
500
Co
r v
erd
adei
ra (
uC
)
Cor verdadeira
0
50
100
150
200
250
DQ
O (
mg/
L)
DQO
0
0,2
0,4
0,6
0,8
1
1,2
1,4
AO
X (
mg/
L)
AOX
0
5
10
15
20
25
30
35
40
45
50
Lig
nin
a (m
gFen
ol/
L)
Lignina
DC 0 DP 0
DC 250 DP 1
DC 250 DP 2
DC 250 DP 3
Figura 5.56: Resultado dos residuais de turbidez, cor aparente e verdadeira, DQO, AOX e
lignina, obtido no ensaio 09
Outra forma de apresentar os resultados do ensaio é por meio das eficiências
percentuais de remoção dos contaminantes. Esses resultados são apresentados na figura 5.57.
0
10
20
30
40
50
60
70
80
90
100
1 2 3
Efi
ciên
cia
de
rem
oçã
o (
%)
Dosagem de polímero (mg/L)
Eficiência de Remoção
turbidez cor aparante cor verdadeira
0
10
20
30
40
50
60
70
80
90
100
1 2 3
Efi
ciên
cia
de r
em
oçã
o (
%)
Dosagem de polímero (mg/L)
Eficiência de Remoção
DQO AOX lignina
Figura 5.57: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, AOX e
lignina, obtidas no ensaio 09

91
A remoção de cor aparente e cor verdadeira foram similares entre si, mais de 80% de
remoção em todas as dosagens de polímero testada. A remoção de turbidez seguiu a mesma
tendência e só apresentou resultado inferior a 80% de remoção para dosagem de 3mg/L de
polímero. A remoção de cor aparente, cor verdadeira e DQO foram praticamente constantes
para todas as dosagens de polímero testadas, mostrando que para a dosagem de coagulante
empregada nesse ensaio, o aumento na dosagem de polímero não causou aumento na
eficiência de remoção desses parâmetros.
O mesmo foi observado por Ahmad et AL (2008) que concluíram que apesar da adição
de polímero ter grande relevância no tratamento, aumentando muito a remoção dos
contaminantes, melhorando as características de sedimentabilidade dos flocos, além de
reduzir a formação de lodo, o aumento na dosagem de polímero não é significativo ao
tratamento, já que os resultados de remoção não aumentam proporcionalmente ao aumento da
dosagem.
A remoção de AOX e lignina teve tendência similar até a dosagem de 2mg/L,
aumentando a remoção com o aumento da dosagem. Para o novo aumento de dosagem, de 2
para 3mg/L, a remoção de AOX seguiu aumentando enquanto que a remoção de lignina
decaiu. O melhor resultado para remoção de AOX e lignina foi 72,8% para 3mg/L de
polímero e 74,83% para 2mg/L, respectivamente.
Catalkaya e Kargi (2007) estudaram o pós-tratamento do efluente de uma indústria de
celulose e papel por meio de processos oxidativos avançados com vistas à remoção de cor,
DQO e AOX. Dentre todos os processos testados pelos autores, a remoção de AOX variou de
17 a 95%, sendo a maior remoção obtida para a combinação de ozônio com peróxido de
hidrogênio.
Almeida (2002) obteve 34% de remoção de AOX no pós-tratamento por ultrafiltração
do efluente do processo de branqueamento da polpa, livre de cloro elementar, proveniente do
estágio de extração alcalina de uma indústria de papel e celulose.
Chen et al (2003) obtiveram 52% de remoção de AOX em efluente do branqueamento
de uma indústria de papel e celulose utilizando coagulação com 100mg/L de PAC e 5mg/L de
polímero sintético.
Morais (2006) obteve remoção de até 92% de lignina utilizando processos oxidativos
avançados com ozônio no pós-tratamento do efluente industrial alcalino de branqueamento de
polpa Kraft de eucalipto e Ugurlu et al (2008) utilizaram a eletrocoagulação como tratamento
desse tipo de efluente e alcançaram remoção de até 80% de lignina utilizando eletrodos de
alumínio e ferro.

92
5.3.2 Ensaio 10: ensaio de microfiltração
Para realização da etapa de microfiltração foi feita uma coleta na ETE da indústria
estudada e o efluente foi previamente tratado no laboratório por
coagulação/floculação/sedimentação. A configuração utilizada para esse tratamento foi
escolhida por meio da análise dos ensaios preliminares, principais e final, apresentados nos
itens anteriores.
5.3.2.1 Caracterização do efluente usado no ensaio 10
Da mesma forma que no ensaio 09, no ensaio 10 houve a caracterização de dois
efluentes, sendo o primeiro o efluente bruto da indústria, antes de passar pela estação de
tratamento de efluentes, e o segundo o efluente coletado na saída do decantador secundário da
ETE, chamado de efluente tratado. Na tabela 5.19, estão apresentados os resultados da
caracterização.
Tabela 5.19: Caracterização dos efluentes utilizados no ensaio 10
Parâmetro Efluente
Bruto
Efluente
Tratado
Turbidez (uT) 555 94,5
Cor aparente (uC) 4110 1865
Cor verdadeira (uC) 1210 1190
DQO (mg/L) 1346 320
DBO (mg/L) 32 6
ST (mg/L) 2021 1354
SST (mg/L) 370 52
pH 7,8 7,5
Temperatura (°C) 20 20
NTK (mg/L) NR NR
Fósforo (mg/L) NR NR
Oxigênio Dissolvido (mg/L) 2,28 6,67
Alcalinidade (mgCaCO3/L) 99 90
Lignina (mgFenol/L) 89,5 58,8
*NR: não realizado

93
Na ocasião da coleta para realização do ensaio 10, a ETE da indústria estava operando
com aproximadamente 83% de remoção de turbidez, 55% de remoção de cor aparente, 76%
de remoção de DQO, 33% de remoção de sólidos totais e 34% de remoção de lignina. Para
verificar se esse efluente tinha qualidade suficiente para ser filtrado na unidade de
microfiltração, parte dele recebeu pré-tratamento e parte foi filtrada sem tratamento prévio.
Os resultados desse ensaio são apresentados no próximo item.
5.3.2.2 Resultados do ensaio 10: ensaio de microfiltração
Foram realizadas três bateladas de ensaio na unidade piloto de microfiltração
tangencial sendo a primeira com água destilada, a segunda com efluente que recebeu pré-
tratamento por coagulação/floculação/precipitação e a terceira com o efluente sem pré-
tratamento, ou seja, aquele coletado do decantador secundário da ETE da indústria estudada.
Os residuais de turbidez, cor aparente, cor verdadeira, DQO e lignina, obtidos após o
tratamento são apresentados na tabela 5.20. São apresentados também os demais resultados
das análises realizadas nessa amostra. Ressalta-se que os resultados apresentados foram
medidos na amostra composta formada pela coleta de aproximadamente um litro de
sobrenadante de cada jarro e união dessas amostras em um único recipiente, sendo que as
configurações operacionais empregadas foram iguais em todos os jarros.
Tabela 5.20: Resultados das análises realizadas no efluente coletado após tratamento por
coagulação/floculação/sedimentação
Turbidez (uT) Cor Aparente
(uC)
Cor verdadeira
(uC) DQO (mg/L)
Lignina
(mgFenol/L) pH
1,9 92 79 78 21,9 6,8
DBO (mg/L) ST (mg/L) SST (mg/L) Condutividade
(µS/cm²)
Alcalinidade
(mgCaCO3/L) OD
4,2 1242 1 1917 55,2 9,79
Comparando os valores iniciais apresentados na tabela 5.19 com os residuais
apresentados na tabela 5.20 observa-se que o tratamento por
coagulação/floculação/sedimentação proporcionou remoção de 98% de turbidez, 95% de cor
aparente, 93% de cor verdadeira, 75% de DQO e 63% de lignina. Esses resultados mostram
que, conforme já havia sido observado nos ensaios anteriores, o tratamento empregado
apresentou bons resultados de remoção de todos os parâmetros analisados.

94
Stephenson e Duff (1996) pesquisaram a aplicação dos processos de coagulação e
precipitação empregando sulfato de alumínio, cloreto de alumínio, sulfato de ferro e cloreto
de ferro como coagulantes, em efluente combinado do branqueamento quimiotermomecânico
e termomecânico. Os autores objetivaram encontrar a faixa de operação de pH de cada
coagulante e comparar as eficiências de remoção dos contaminantes obtidas por cada um
desses. Similarmente ao que foi obtido nessa pesquisa, os autores concluíram que os sais de
ferro e alumínio foram capazes de remover entre 90-98% da cor e da turbidez, e que esse
resultado foi fortemente influenciado pelo pH.
Apesar disso, o principal objetivo do ensaio 10 não foi verificar as remoções
proporcionadas pelo tratamento, já que isso foi explorado nos ensaios anteriores, e sim
verificar se a aplicação desse tratamento melhoraria o fluxo de permeado durante a operação
na unidade piloto de microfiltração.
Nesse sentido, para cada batelada de ensaio na unidade piloro, foi medido o volume de
permeado coletado no intervalo de 30 minutos. A partir desse volume e conhecida a área da
membrana (0,00465m²), foi possível calcular o fluxo de permeado em litros por hora para
cada metro quadrado de membrana. Na tabela 5.21 estão apresentados os resultados para o
ensaio feito com água destilada, na tabela 5.22 os resultados para o ensaio feito com o
efluente que recebeu pré-tratamento e na tabela 5.23 os resultados para o ensaio feito com o
efluente sem pré-tratamento.
Almeida (2002) avaliou o fluxo durante a operação de uma unidade de ultrafiltração
com o efluente de indústria de papel e celulose e também com água limpa e comparou os
resultados, observando queda do fluxo ao longo da operação com o efluente.
Tabela 5.21: Características da operação com água destilada na unidade piloto de
microfiltração
Tempo
(min)
Volume de
permeado
(mL)
Volume de
permeado
(L)
Vazão de
permeado
(L/h)
Fluxo de
permeado
(L/h.m²)
T
(°C)
0 0 - - - 19
30 760 0,76 1,52 320,00 21
60 870 0,87 1,74 366,32 23
90 1024 1,024 2,048 431,16 24,5
120 1095 1,095 2,19 461,05 25,5
150 1175 1,175 2,35 494,74 26
180 1220 1,22 2,44 513,68 26,5

95
Tabela 5.22: Características da operação com efluente que recebeu pré-tratamento na unidade
piloto de microfiltração
Tempo
(min)
Volume de
permeado
(mL)
Volume de
permeado
(L)
Vazão de
permeado
(L/h)
Fluxo de
permeado
(L/h.m²)
T
(°C)
0 0 - - -
30 245 0,245 0,49 103,16 25
60 180 0,18 0,36 75,79 28
90 150 0,15 0,3 63,16 29
120 150 0,15 0,3 63,16 29
150 140 0,14 0,28 58,95 29
180 120 0,12 0,24 50,53 29
Tabela 5.23: Características da operação com efluente sem pré-tratamento na unidade piloto
de microfiltração
Tempo
(min)
Volume de
permeado
(mL)
Volume de
permeado
(L)
Vazão de
permeado
(L/h)
Fluxo de
permeado
(L/h.m²)
T
(°C)
0 0 - - - 23
30 780 0,78 1,56 328,42 29
60 710 0,71 1,42 298,95 28
90 710 0,71 1,42 298,95 30
120 720 0,72 1,44 303,16 31
150 650 0,65 1,3 273,68 32
180 650 0,65 1,3 273,68 32
A partir do cálculo do fluxo de permeado de cada batelada foi possível comparar se
houve diminuição desse fluxo durante a filtração do efluente com e sem pré-tratamento. Essa
comparação entre os fluxos está demonstrada na figura 5.58.

96
0,00
100,00
200,00
300,00
400,00
500,00
600,00
30 60 90 120 150 180
Tempo de operação (min)
Fluxo permeado (L/h.m²)
água destilada
efluente bruto
efluente tratado
Figura 5.58: Fluxo do permeado durante a operação na unidade piloto de microfiltração
tangencial
Observou-se que ao longo dos 180 minutos o fluxo da água destilada aumentou. Isso
ocorre devido ao aumento da temperatura ao longo da operação, que diminui a viscosidade da
água e facilita a passagem da mesma através dos poros da membrana. Para as demais
operações, para os dois efluentes filtrados, com e sem pré-tratamento, esse fluxo diminuiu ao
longo do tempo devido ao entupimento de parte dos poros, causado pela deposição de
material sobre e entre os poros do leito filtrante. Nota-se, no entanto, que o fluxo do efluente
que foi previamente tratado foi maior que o fluxo do efluente sem pré-tratamento. Ao final da
operação, o fluxo do efluente que passou pelo pré-tratamento foi igual a 275,78L/h.m²
enquanto que o fluxo do efluente bruto foi igual a 50,53L/h.m².
Durante toda a operação, além de medir o volume de permeado para calcular o fluxo,
eram feitas análises de turbidez, cor aparente, cor verdadeira e DQO, para verificar se haveria
remoção desses parâmetros pela microfiltração, além das demais análises propostas na
metodologia. Os resultados das análises realizadas nas amostras de permeado coletadas a cada
30 minutos de operação com efluente sem pré-tratamento são apresentados na tabela 5.24. Já
na tabela 5.25 são apresentados os resultados das análises que foram feitas somente na
amostra composta, formada pela união de todas as amostras de permeado coletadas.

97
Tabela 5.24: Residuais de turbidez, cor aparente, cor verdadeira e DQO e resultados das
demais análises após tratamento por microfiltração do efluente sem pré-tratamento
Tempo
(min)
Turbidez
(uT)
Cor
aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L) pH
Condutividade
(µS/cm²)
Alcalinidade
(mgCaCO3/L)
0 - - - - - - -
30 11,4 383 302 128 8,2 1264 68,25
60 10,3 370 311 116 8,42 1302 74,25
90 12 356 318 112 8,48 1338 72
120 11,1 355 316 108 8,48 1252 60,75
150 11,4 357 288 111 8,6 1325 67,13
180 7,54 324 255 102 8,53 1294 55,88
Tabela 5.25: Resultados das análises realizadas na amostra composta após tratamento por
microfiltração do efluente sem pré-tratamento
Tempo
(min) ST (mg/L)
DBO
(mg/L)
Lignina
(mgFenol/L)
180 818 5 23,5
A passagem do efluente do decantador secundário pela membrana proporcionou
melhoria na qualidade deste, já que removeu turbidez, cor aparente e verdadeira e DQO. Na
figura 5.59 estão apresentados os resultados de remoção desses parâmetros no permeado
coletado durante a operação com o efluente bruto.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
30 60 90 120 150 180
Efi
ciên
cia
de
rem
oçã
o (
%)
tempo de operação (min)
Eficiências de remoção da microfiltração do efluente do
decantador secundário
turbidez
cor aparente
cor verdadeira
DQO
Sólidos totais
lignina
Figura 5.59: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina, obtidas na microfiltração do efluente bruto, no ensaio 10

98
A microfiltração levou a bons resultados de remoção dos parâmetros analisados.
Houve remoção de praticamente 90% de turbidez, 80% de cor aparente, 75% de cor
verdadeira, 65% de DQO, 60% de lignina e 40% de sólidos totais. No entanto, o fluxo dessa
operação foi baixo quando comparado ao fluxo da operação com efluente pré-tratado por
coagulação/floculação/sedimentação. Isso significa que houve entupimento dos poros durante
e filtração desse efluente.
Todo esse roteiro de análises foi realizado para as amostras de permeado e para a
amostra composta, coletadas durante a operação da microfiltração do efluente tratado
previamente por coagulação/floculação/sedimentação. Os resultados dos residuais de turbidez,
cor aparente e verdadeira e DQO e das demais análises realizadas nas amostras de permeado
coletadas a cada 30 minutos de operação e na amostra composta, são apresentados nas tabelas
5.26 e 5.27, respectivamente.
Tabela 5.26: Residuais de turbidez, cor aparente, cor verdadeira e DQO e resultados das
demais análises após tratamento por microfiltração do efluente previamente tratado
Tempo
(min)
Turbidez
(uT)
Cor
aparente
(uC)
Cor
verdadeira
(uC)
DQO
(mg/L) pH
Condutividade
(µS/cm²)
Alcalinidade
(mgCaCO3/L)
0 - - - - - - -
30 1,6 87 81 74 7,7 1529 39,6
60 1,1 92 92 70 7,7 1728 56,7
90 1,1 103 97 85 8 1773 48
120 1,1 110 104 103 8,2 1787 48,6
150 1,5 123 106 88 8,4 1792 48,6
180 1,6 128 118 106 8,5 1783 41,7
Tabela 5.27: Resultados das análises realizadas na amostra composta após tratamento por
microfiltração do efluente previamente tratado
Tempo
(min) ST (mg/L)
DBO
(mg/L)
Lignina
(mgFenol/L)
180 1105 3 15,9
As remoções obtidas pela microfiltração do efluente tratado previamente por
coagulação/floculação/sedimentação está apresentada na tabela 5.28.

99
Tabela 5.28: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina
Eficiências de remoção (%)
Tempo
(min) Turbidez
Cor
aparente
Cor
verdadeira DQO ST DBO Lignina
30 16,13 5,43 -2,53 5,13 NR NR NR
60 40,86 0,00 -16,46 10,26 NR NR NR
90 42,47 -11,96 -22,78 -8,97 NR NR NR
120 39,25 -19,57 -31,65 -32,05 NR NR NR
150 18,82 -33,70 -34,18 -12,82 NR NR NR
180 11,83 -39,13 -49,37 -35,90 NR NR NR
Composta NR NR NR NR 11,03 28,10 27,40
*NR: Não realizado
A microfiltração do efluente tratado previamente por
coagulação/floculação/sedimentação permitiu reduzir ainda mais a turbidez, já que houve
remoção de até 42% desse parâmetro além dos 98% que já havia sido obtido somente com o
pré-tratamento.
Já a remoção de cor e DQO não foram tão eficientes quanto a remoção de turbidez,
mostrando que a membrana de microfiltração apresentou maior facilidade em remover
material particulado, de maior dimensão, do que material dissolvido, responsável por conferir
cor. A remoção de cor poderia ser melhorada com aplicação de processos oxidativos
avançados. Destaca-se que o fluxo da operação desse efluente tratado previamente foi muito
maior que o fluxo do efluente sem pré-tratamento. Isso mostrou que, nesse caso, o
entupimento dos poros foi menor, ou seja, houve menor colmatação do leito filtrante.
Contudo, mesmo com esse leve aumento de cor e DQO no efluente filtrado, o conjunto
coagulação/floculação/sedimentação ainda apresentou remoções elevadas dos parâmetros
analisados e os resultados dessas remoções são apresentados na figura 5.60.

100
0
20
40
60
80
100
120
30 60 90 120 150 180
Efi
ciên
cia
de
rem
oçã
o (
%)
tempo de operação (min)
Eficiências de remoção proporcionadas pelo conjunto
coagulação/floculação/sedimentação + microfiltração
turbidez
cor aparente
cor verdadeira
DQO
Sólidos totais
DBO
lignina
Figura 5.60: Resultados das remoções de turbidez, cor aparente, cor verdadeira, DQO, ST,
DBO e lignina, obtidas pelo conjunto coagulação/floculação/sedimentação conjugado à
microfiltração, no ensaio 10

101
6. CONCLUSÕES E RECOMENDAÇÕES
A partir dos resultados apresentados no capítulo anterior obtidos nas diversas etapas
desta pesquisa, chegaram-se às seguintes conclusões:
O efluente industrial, ao contrário do efluente sanitário, apresentou particularidades,
sendo difícil a definição prévia de quais seriam as respostas para cada condição
operacional empregada. Além disso, o efluente apresentou pouca homogeneidade ao
longo do tempo de observação dessa pesquisa, o que dificultou o estabelecimento de
condições ótimas de operação do tratamento empregado no laboratório.
Os ensaios preliminares de coagulação/floculação/sedimentação mostraram que o
coagulante utilizado individualmente não apresentou bons resultados de remoção dos
contaminantes, sendo necessária a adição de um polímero como auxiliar de floculação.
Ao longo dos ensaios preliminares foi possível concluir também que as velocidades de
sedimentação tiveram menos influência na eficiência do tratamento do que as
dosagens de coagulante e polímero.
Dentre os três polímeros aniônicos testados o que proporcionou melhores resultados
de remoção de turbidez, cor aparente e DQO foi o PRAESTOL 2540, cuja faixa de
operação de pH indicada pelo fabricante é entre 06 e 10 e o pH de coagulação obtido
nos ensaios com esse polímero estiveram dentro dessa faixa.
Houve significativa melhora nas características de sedimentabilidade do lodo nas
configurações em que foi utilizado coagulante combinado com polímero. Isso foi
observado por meio da redução do valor do IVL dessas amostras, sendo que, naquelas
em que só havia aplicação de coagulante o IVL atingiu valores superiores a 100mL/g,
sendo classificado como lodo de sedimentabilidade média e naquelas onde havia
adição de polímero juntamente com o coagulante o IVL baixou para até 12,51mL/g,
sendo classificado como lodo de ótima sedimentabilidade.
De acordo com os resultados obtidos na segunda fase da etapa 02 foi possível concluir
que não havia necessidade do emprego de 10 minutos de floculação uma vez que o
tempo de 07 minutos levou a bons resultados de remoções de turbidez, cor e DQO. No
entanto, na tentativa de aperfeiçoar ainda mais o tratamento, o tempo de floculação foi
diminuído para 05 minutos e, nesse caso, não ocorreram bons resultados de remoção
dos parâmetros analisados. Concluiu-se então que o melhor tempo de floculação para
o caso estudado foi de 07 minutos.

102
Concluiu-se também que a dosagem de 250mg/L de PAC, combinado com polímero é
a mais eficiente em termos de remoção de turbidez, cor aparente e verdadeira e DQO.
Quando não houve aplicação de polímero como auxiliar de coagulação o tratamento
não foi eficiente, os flocos não foram formados na fase de floculação e, por
conseguinte, não houve boa clarificação do sobrenadante na etapa de sedimentação.
Quando da aplicação da melhor dosagem de coagulante obtida com variação somente
da dosagem de polímero, condição que foi testada no último ensaio de
coagulação/floculação/sedimentação, foi possível concluir que a menor dosagem de
polímero empregada foi efetiva na remoção de todos os parâmetros analisados, sendo
que o aumento dessa dosagem não causa aumento proporcional nessas eficiências de
remoção.
A melhor condição operacional, definida pelos ensaios de
coagulação/floculação/sedimentação foi a combinação de 250mg/L de polímero com
1mg/L de polímero aniônico. Essa configuração proporcionou remoção de 98% de
turbidez, 95% de cor aparente, 93% de cor verdadeira e 75% de DQO.
Além desses parâmetros, que foram monitorados ao longo de todas as etapas da
pesquisa, houve remoção de 60% de AOX e 70% de lignina, demonstrando que o
tratamento empregado foi eficiente também na remoção desses compostos.
A unidade piloto de microfiltração tangencial melhorou a qualidade final do efluente
da indústria de papel e celulose empregada. Houve remoção de 90% de turbidez, 80%
de cor aparente, 75% de cor verdadeira, 65% de DQO, 60% de lignina e 40% de
sólidos totais. No entanto, o fluxo de filtração dessa operação foi baixo.
A aplicação de pré-tratamento por coagulação/floculação/sedimentação aumentou o
fluxo de filtração na unidade piloto de microfiltração. O fluxo da filtração do efluente
previamente tratado foi 275,78L/h.m² enquanto o fluxo da filtração do efluente que
não recebeu pré-tratamento foi de 50,53L/h.m². Isso mostrou que o pré-tratamento por
coagulação/floculação/sedimentação é eficiente na diminuição da colmatação da
membrana ao longo da operação, permitindo um bom fluxo de operação.
A microfiltração do efluente previamente tratado proporcionou ainda remoção de até
40% da turbidez remanescente, que já apresentava um valor bastante reduzido devido
ao pré-tratamento empregado.
O conjunto coagulação/floculação/sedimentação conjugado à microfiltração
proporcionou ótimos resultados para remoção de turbidez, cor, DQO, sólidos totais,

103
DBO e lignina. Ao longo da operação, o residual de turbidez chegou a valores
próximos de 1uT, a cor aparente remanescente foi próxima de 100uC e o residual de
DQO chegou a 70mg/L, sendo que isso representou remoção de 78% em relação a
amostra bruta, coletada na ETE da indústria.
Por acreditar-se que o tratamento físico-químico de efluentes industriais tende a se
difundir, mas que ainda necessita de investigações, ficam as seguintes sugestões para
pesquisas posteriores:
O polímero aniônico apresentou bons resultados na remoção dos parâmetros
observados, no entanto, por existir uma grande variedade de polímeros disponíveis no
mercado, sugerem-se novos trabalhos com aplicação de polímeros diferentes.
Pesquisar além dos polímeros sintéticos, polímeros naturais, que podem ter bons
resultados com menores custos, além de possíveis melhorias nos aspectos ambientais.
Avaliar os custos da implantação do pós-tratamento estudado nessa pesquisa para
discutir a respeito da viabilidade do emprego deste em escala real.
Estudar possíveis formas de reúso do efluente gerado a partir das tecnologias
empregadas e avaliar o impacto econômico e ambiental dessa alternativa.
Testar a microfiltração do efluente previamente tratado com outras configurações
operacionais de coagulação/floculação/sedimentação, para avaliar o desempenho da
operação.

104
7. REFERÊNCIAS BIBLIOGRÁFICAS
ABRAF – Associação Brasileira de Produtores de Florestas Plantadas, Anuário Estatístico da
ABRAF 2010, ano base 2009.
Disponível em: < http://www.abraflor.org.br/estatisticas/ABRAF10-BR/controle.html >
AHMAD, A. L.; WONG, S.S.; TENG, T.T.; ZUHAIRI, A. Improvement of alum and PACl
coagulation by polyacrylamides (PAMs) for the treatment of pulp and paper mill wastewater.
Chemical Engineering Journal, v. 137, p. 510–517, 2008.
AGUILAR, M. I. SÁEZ, J.; LLORÉNS, M.; SOLER, A.; ORTUÑO, J. F.; MESEGUER, V.;
FUENTES, A. Improvement of coagulation–flocculation process using anionic
polyacrylamide as coagulant aid, Chemosphere, v. 58, n. 1, p. 47-56, 2005.
ALMEIDA, K. M. Tratamento do efluente alcalino no branqueamento da polpa de celulose
pelo processo de separação por membranas. 2002. 139 p. Dissertação de mestrado.
Universidade Federal do Rio Grande do Sul, Porto Alegre – RS. 2002.
AL-MALACK, M. H.; ABUZAID, N. S.; EL-MUBARAK, A. H. Coagulation of polymeric
wastewater discharged by a chemical factory, Water Research, v. 33, n. 2, p. 521-529, 1999.
AMOO, I. A.; AMUDA, O. S. Coagulation/flocculation process and sludge conditioning in
beverage industrial wastewater treatment. Journal of Hazardous Materials, v. 141, p. 778-783,
2007.
APHA (1999). American Public Health Association. Standard Methods for the Examination of
Water and Wasterwater. 20ed. Washington: American Public Health Association, 1999.
AZEVEDO NETTO, J. M.. Técnicas de Abastecimento e Tratamento de Água. São Paulo,
CETESB, 1987. 319p.
BERTAZZOLI, R.; PELEGRINI, R. Descoloração e degradação de poluentes orgânicos em
soluções aquosas através do processo fotoeletroquímico. Quimica Nova, v. 25, n. 3, p. 477-
482, 2002.
BRACELPA – Associação Brasileira de Celulose e Papel, Relatório anual 2008/2009.
Disponível em: < http://www.bracelpa.org.br/bra/estatisticas/pdf/anual/rel2008.pdf >
BRACELPA – Associação Brasileira de Celulose e Papel, Relatório anual 2010/2011.
Disponível em: < http://www.bracelpa.org.br/bra2/sites/default/files/estatisticas/rel2010.pdf >
BOLTO, B.; GREGORY, J. Organic polyelectrolytes in water treatment, Water Research, v.
41, n. 11, p. 2301-2324, 2007.
BUYUKKAMACI, N.; KOKEN, E. Economic evaluation of alternative wastewater treatment
plant options for pulp and paper industry. Science of the Total Environment, v. 408, p. 6070–
6078, 2010.
CAMPOS, J. R.; POVINELLI, J. Coagulação e floculação. In: NETTO, J. M. A. Técnica de
abastecimento e tratamento de água. São Paulo. Cetesb, 1979. p. 91-129.

105
CATALKAYA, E. C.; KARGI, F. Color, TOC and AOX removals from pulp mil efluente by
advanced oxidation processes: a comparative study. Journal of Hazardous Materials, v. 139, p.
244-253. 2007.
CETESB – Companhia de tecnologia de saneamento ambiental, Guia técnico ambiental da
indústria de papel e celulose – série P + L. 2008.
CHEN, Y.; ZHAN, H.; CHEN, Z.; FU, S. Study on the treatment of the sulfite pulp
CEHbleaching effluents with the coagulation–anaerobic acidification–aeration package
reactor. Water Research, v. 37, p. 2106 – 2112. 2003.
CHOI, K. Y.; DEMPSEY, B. A. In-line coagulation with low-pressure membrane filtration,
Water Research, Volume 38, Issue 19, November 2004, Pages 4271-4281
DECAROLIS, J.; HONG, S.; TAYLOR, J. Fouling behavior of a pilot scale inside-out hollow
fiber UF membrane during dead-end filtration of tertiary wastewater. Journal of Membrane
Science, v. 191, n. 1–2, p. 165-178, 2001.
DI BERNARDO, L. Métodos e técnicas de tratamento de água. Rio de Janeiro, RJ: ABES:
Rima, 1993. v. 1.
DI BERNARDO, L. Tratamento de água para abastecimento por filtração direta. Sao Carlos,
SP: ABES : Rima, 2003. 498 p.
DI BERNARDO, L.; DANTAS, A. D. B. Métodos e técnicas de tratamento de água. Rio de
Janeiro, RJ: ABES: Rima, 2005. v. 1.
DOMÍNGUEZ, J. R.; GONZÁLEZ, T.; GARCÍA, H. M.; SÁNCHEZ-LAVADO, F.;
HEREDIA, J. B. Aluminium sulfate as coagulant for highly polluted cork processing
wastewaters: Removal of organic matter, Journal of Hazardous Materials, v. 148, p 15-21,
2007.
FABRETI, A. A. Pós-tratamento de efluente de lagoa de estabilização através de processo
físico-químico. 2006. 179 p. Dissertação de mestrado. Escola Politécnica da Universidade de
São Paulo. São Paulo – SP. 2006.
FERREIRA FILHO, S. S.; WAELKENS, B. E. Minimização da produção de lodo no
tratamento de águas de abastecimento mediante uso do cloreto de polialumínio e sua
disposição em estações de tratamento de esgotos. Revista Engenharia Sanitária e Ambiental,
v. 14, n. 3, p. 317-323, 2009.
FIELD, R. W.; WU, D.; HOWELL, J. A.; GUPTA, B. B. Critical flux concept for
rnicrofiltration fouling. Journal of Membrane Science, v. 100, p. 259-272, 1995.
GABELICH, C.J., YUN, T.I., COFFEY, B.M., SUFFET, I.H. Effects of aluminum sulfate and
ferric chloride coagulant residuals on polyamide membrane performance. Desalination, v.
150, p. 15–30, 2002.

106
GANJIDOUST, H.; TATSUMI, K.; YAMAGISHI, T.; GHOLIAN, R. N. Effect of synthetic
and natural coagulant on lignin removal from pulp and paper wastewater, Water Science and
Technology, v. 35, p. 291-296, 1997.
INTERNATIONAL STANDARD ISO 9562:2004. Water quality – Determination of
Adsorbable Organically Bound Halogens (AOX). 3rd Edition. ISO copyright
office.Switzerland, 2004.
JANUÁRIO, G.F.; FERREIRA FILHO, S.S. Planejamento e aspectos ambientais envolvidos
na disposição final de lodos das estações de tratamento de água da região metropolitana de
São Paulo. Revista Engenharia Sanitária e Ambiental, v. 12, n. 2, p. 117-126, 2007.
JORDÃO, E. P.; SANTOS, V. M. M.; CONCEIÇÃO, J. R.; SOBRINHO, P. A. Determinação
do índice volumétrico de lodo numa concentração padrão. In: 19° CONGRESSO
BRASILEIRO DE ENGENHARIA SANITÁRIA E AMBIENTAL, 1997. Foz do Iguaçu.
Anais. Rio de Janeiro, ABES. 1997. p. 637-645.
JUDD, S. The MBR Book: Principles and Applications of Membrane Bioreactors in Water
and Wastewater Treatment. Editora Elsevier. 2006
KHAYET, M.; ZAHRIM, A. Y.; HILAL, N. Modelling and optimization of coagulation of
highly concentrated industrial grade leather dye by response surface methodology. Chemical
Engineering Journal, v. 167, p. 77–83. 2011.
KO, C. H.; FAN, C. Enhanced chemical oxygen demand removal and flux reduction in pulp
and paper wastewater treatment using laccase-polymerized membrane filtration. Journal of
Hazardous Materials, v. 181, p. 763–70, 2010.
KOROS, W. J.; MA, Y. H.; SHIMIDZU, T. Terminology of membranes and membrane
process; IUPAC recommendation. Journal of membrane science, v. 120, p. 149-159, 1996.
LAUTENSCHLAGER, S. R. Otimização do processo de ultrafiltração no tratamento
avançado de efluentes e águas superficiais. São Paulo, 2006. 226 p. Tese (Doutorado) - Escola
Politécnica da Universidade de São Paulo. Departamento de Engenharia Hidráulica e
Sanitária, São Paulo – SP.
LIBÂNIO, M. Fundamentos de qualidade e tratamento de água. 3 ed. Campinas: Editora
Átomo, 2005. 493 p.
MARGUTI, A. L.; FERREIRA FILHO, S. S.; PIVELI, R. P. Otimização de processos físico-
químicos na remoção De fósforo de esgotos sanitários por processos de precipitação química
com cloreto férrico. Revista Engenharia Sanitária e Ambiental, v. 13, n. 4, p. 395-404, 2008.
MATTOS, R. L. G., VALENÇA, A. C. V. A reestruturação do setor de papel e ceulose.
BNDES Setorial, Rio de Janeiro, n. 10, p. 253-268, set. 1999
MEDEIROS, D. R. Tratamento de efluentes do branqueamento da polpa celulósica por
processos oxidativos avançados baseados em ozônio. São Carlos, 2008. 223 p. Tese
(Doutorado) – Escola de engenharia de São Carlos da Universidade de São Paulo. São Carlos
– SP. 2008.

107
MENDES, C. G. N. Estudo da coagulação e floculação de águas sintéticas e naturais com
turbidez e cor variáveis. 1989. 244 p., 2 v. Tese de doutorado. Escola de engenharia de São
Carlos, Universidade de São Paulo, São Paulo – SP. 1989.
METCALF & EDDY. Wastewater engineering: treatment, disposal and reuse. 4.ed., McGraw-
Hill, 2003. 1819 p.
MIERZWA, J. C.; HESPANHOL, I. Água na indústria: uso racional e reúso. São Paulo:
Oficina de textos, 2005. 143 p.
MORAIS, A. A. Uso de ozônio como pré e pós-tratamento de efluentes da indústria de
celulose kraft branqueada. 2006. 110 p. Dissertação de mestrado. Universidade Federal de
Viçosa, Viçosa - MG. 2006.
MORAIS, S. A. L.; NASCIMENTO, E. A.; MELO, D. C. Análise da madeira de pinus
oocarpa parte I – estudo dos constituintes macromoleculares e extrativos voláteis. Revista
Árvore, Viçosa-MG, v.29, n.3, p.461-470, 2005.
MOUNTEER, A. H.; MOKFIENSKI, J. J.; AMORIM, F. R. Remoção de matéria orgânica
recalcitrante de efluentes de celulose kraft de branqueamento por ozonólise. O papel, São
Paulo, v. 66, n. 3, p. 64-70, 2005.
NORDIN, A. K., JÖNSSON, A. S. Case study of an ultrafiltration plant treating bleach plant
effluent from a pulp and paper mill. Desalination, v. 201, p. 277-289, 2006.
OENNING JUNIOR, A. Avaliação de tecnologias avançadas para o reúso de água em
indústria metal-mecânica. 2006. 248f. Dissertação de mestrado. Universidade Federal do
Paraná, Curitiba-PR. 2006.
OLIVEIRA, C. R. Aplicação da ultrafiltração na reciclagem de água na indústria de celulose e
papel. 2003. 73 p. Universidade Federal de Viçosa, Viçosa – MG. 2003.
PIOTTO, Z. C. Eco-eficiência na indústria de celulose e papel – estudo de caso. São Paulo,
2003. 379 p. Tese de doutorado – Escola Politécnica da Universidade de São Paulo,
Departamento de Engenharia Hidráulica e Sanitária, São Paulo – SP.
PIVELI, R. P.; KATO, M. T. Qualidade das águas e poluição: aspectos físico-químicos. São
paulo: ABES, 2005. 285 p.
PEPE, L.; SARAIVA, F. Setor de cellulose e papel – visão panorâmica sobre momento e
perspectivas. Revista O Papel, p. 40-49, Abril de 2004.
POKHREL, D.; VIRARAGHAVAN, T. Treatment of pulp and paper mill wastewater: a
review. Science of Total Environmental, n. 333, p. 37-58, 2004.
QIAN, J. W.; XIANG, X. J.; YANG, W. Y.; WANG, M.; ZHENG, B. Q. Flocculation
performance of different polyacrylamide and the relation between optimal dose and critical
concentration, European Polymer Journal, v. 40, p. 1699-1704, 2004.

108
QUARTAROLI, L. Aplicação da flotação por ar dissolvido como pós-tratamento de efluente
de lodos ativados. 2012. 112 p. Dissertação de mestrado – Universidade Estadual do Centro-
Oeste, Irati – PR.
RICHTER, C. A. Água: métodos e tecnologia de tratamento. São Paulo: Blucher, 2009. 340 p.
ROUT, D.; VERMA, R.; AGARWAL, S. K. Polyelectrolyte treatment: an approach for water
quality improvement, Water Science and Technology, v. 40, n. 2, p. 137-141, 1999
RIBEIRO, F. L. M. Quantificação e caracterização química da ETA Itabirito – MG. 2007.
134f. Dissertação de mestrado. Universidade de Ouro Preto, Ouro Preto-MG. 2007.
SANTOS, H.R. Aplicação de coagulantes no afluente de reator anaeróbio de leito expandido
alimentado com esgoto sanitário. 2001. 166 p. Dissertação de mestrado. Escola de Engenharia
de São Carlos da Universidade de São Paulo, São Carlos - SP. 2001.
SENA, R. F. Avaliação da biomassa obtida pela otimização da flotação de efluentes de
indústria de carnes para geração de energia. 2005. 94 p. Dissertação de mestrado.
Universidade Federal de Santa Catarina, Faculdade de Engenharia Química, Florianópolis -
SC. 2005.
STEPHENSON, R. J.; DUFF, S. J. B. Coagulation and precipitation of a mechanical pulping
efluente - I. Removal of carbon, colour and turbidity. Water Research, v. 30, n. 44, p. 781 –
792. 1996.
TAMBOSI, J. L. Remediação de efluente da indústria de papel e celulose por processos
oxidativos avançados e coagulação férrica. Florianópolis, 2005. 131 p. Tese (Doutorado) –
Universidade Federal de Santa Catarina. Departamento de Engenharia Química e Engenharia
de Alimentos.
THOMPSON, G.; SWAIN, J.; KAY, M.; FORSTER, C. F. The treatment of pulp and paper
mill effluent: a review. Bioresource Technology, v. 77, n. 3, p. 275-286, 2001.
TORRADES, F.; PÉREZ, M.; MANSILLA, H. D.; PERAL, J. Experimental design of
Fenton and photo- Fenton reactions for the treatment of cellulose bleaching effluents,
Chemosphere, v. 53, p. 1211-1220. 2003.
UĞURLU, M.; GÜRSES, A.; DOĞAR, Ç.; YALÇIN, M. The removal of lignin and phenol
from paper mill effluents by electrocoagulation, Journal of Environmental Management, v. 87,
n. 3, p. 420 - 428. 2008.
VIDAL, C. M. Avaliação da microfiltração tangencial como alternativa de tratamento
avançado de efluente gerado em sistema de tratamento de esgoto sanitário constituído de
reator UASB (upflow anaerobic sludge blanket) seguido de tanque de aeração. 2006. 213 p.
Tese de doutorado. Escola de Engenharia de são Calos da Universidade de São Paulo, São
Calos – SP. 2006.
VIEIRA, R. B. Estudo da coagulação de cultura mista utilizada na biodegradação de efluente
de terminais de combustíveis. 2009. 108 p. Dissertação de mestrado. Universidade Federal de
Uberlância, Uberlândia-MG. 2009.

109
VIVEIROS, L. S. Tratamento físico-químico de efluente de uma usina de reciclagem de
plástico de Campo Grande - MS. 2008. 72 p. Dissertação de mestrado. Universidade Federal
do Mato Grosso do Sul, Campo Grande – MS. 2008.
VON SPERLING, M. V. Dimensionamento de lodos ativados por batelada. Revista
Engenharia Sanitária e Ambiental, v. 6, p. 147-156, 2001.
WALKER, P.; KELLEY, T. Solids, organic load and nutrient concentration reduction in swine
waste slurry using a polyacrylamide (PAM)- aided solids flocculation treatment, Bioresources
Technology, v. 90 , p. 151-158, 2003.
WANG, S.; LIU, C.; LI, Q. Fouling of microfiltration membranes by organic polymer
coagulants and flocculants: Controlling factors and mechanisms. Water Research, v. 45, p.
357-365. 2011.
WONG, S.S; TENG, T.T; AHMAD, A.L.; ZUHAIRI, A.; NAJAFPOUR, G. Treatment of
paper and pulper mill wastewater by polyacrylamide (PAM) in polymer induced flocculation,
Journal of Hazardous Materials, v. 135, p. 278-378. 2006
ZHANG, Y.; MA, C.; YE, F.; KONG, Y.; LI, H. The treatment of wastewater of paper mill
with integrated membrane process. Desalination, n. 236, p. 349-356, 2009.
ZHONG, J.; SUN, X.; WANG, C. Treatment of oily wastewater produced from refinery
process using flocculation and ceramic membrane filtration, Separation and Purification
Technology, v. 32, p. 93-98. 2003.
Recommended