TECNOLOGIAS DeSOx - REDECAM
DID = Dry InjectionDesulphurization
DID reactor
RDS = Redecam semiDry Scrubber
DeSOx
UMA OPÇÃO PARA A INDÚSTRIA DE CIMENTO

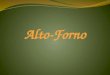
TRATAMENTO DE GASES - RDS
Injeção de água
Entrada de Gases do processo
Silo de EstocagemCal Hidratada
Coletor do pó do processo +
subprodutos da reação
Descarga de subprodutos
Reator
Ch
amin
é
Exaustor

TRATAMENTO DE GASES - RDS
Leito fluidizado
circulante = melhor
mistura com reagentes
Baixa temperature
de operação
(~20°C acima do
ponto de orvalho)
Alta eficiencia
(Até 96-97%)
Injeção de água
separada
Evita dificuldades
com manuseio de
‘lama’ por tubulações
Evaporação de água
completa
Material
recirculado seco e
subprodutos secos

TRATAMENTO DE GASES - RDS
Reagente: Cal
hidratada comum
Baixa razão molar
reagente/enxofre (~
1.4)
Baixo custo
operacional
Turn-down ratio Até
65%
Alta
flexibilidade

TRATAMENTO DE GASES - RDS
Demais características
Filtro de baixa relação ar-pano devido à alta concentração de pó recirculado
Subprodutos: SO2 e SO3 CaSO3*1/2H2O + CaSO4*nH2O + Cal não reagida;2HCl CaCl2 + 2H2O + Cal não reagida;
2HF CaF2 + 2H2O + Cal não reagida.Possivel recuperação de subprodutos na pilha de farinha crua
Redução de emissões de mercúrio (>90%)
Layout compacto
Baixo custo de manutenção
Sem necessidade de tratamento de água

TRATAMENTO DE GASES - RDS
Injeção de água
Entrada de Gases do processo
Coletor do pó do processo +
subprodutos da reação
Silo de EstocagemCal Hidratada
Reator
Descarga de subprodutos
Ch
amin
é
Exaustor
T(°C) gases
Nível de material
Emissão de SO2
Injeção de reagente
Dp(mmca)

ESTUDO DE CASO - RDS x WET FGD
to coal mill
Linha de 3000 tpd clinkerOperação 7680 h/anoMoagem de coque desfrutandode gases do forno

ESTUDO DE CASO - RDS x WET FGD
Limites de emissão e Targets Notas
SOx base2000 mg/Nm3 b. seca10% O2
NOx base 1000Queimador de baixo NOx instalado
SO2 base 1000S– nas MP; valor diárioentre marchas composta e direta
Target NOx < 200
Target SO2 < 50
Target de particulados < 5
1. PROBABILIDADES DE ALCANÇAR OS LIMITES DE EMISSÃO IMPOSTOS
2. CONFIABILIDADE
3. INTERAÇÃO COM OUTRAS TECNOLOGIAS DE TRATAMENTO DE GASES E FLEXIBILIDADE (TURN-DOWN RATIO)
4. RECUPERAÇÃO DE SUBPRODUTOS
5. REQUISITOS ESPECIFICOS PARA OPERAÇÃO
6. CUSTO OPERACIONAL
7. CUSTO DE INVESTIMENTO

ESTUDO DE CASO - RDS x WET FGD
RDS WFGD
1. Alcance das metas de emissão
Sem risco Sem risco
2. Confiabilidade operacional
AltaManutenção cuidadosa
necessária
3. Interação & flexibilidade
Adaptações nos sistemas de filtração necessárias
Sem problemas
4. SubprodutosPó do forno + Cal hidratada,
sulfatos e sulfitos (<10%) >95% CaSO4*2H2O
5. Habilidades especificas de operação
Nenhuma Sim (Controle da quimica do
processo)
Redução de SO2 solicitada 95%

ESTUDO DE CASO - RDS x WET FGD
Opção A: Wet FGD

ESTUDO DE CASO - RDS x WET FGD
Opção B: RDS

ESTUDO DE CASO - RDS x WET FGD
RDS Lavador de gases
Reagente utilizado -Cal hidratada de qualidade
normalCalcário de alto grau de pureza
pulverizado (>95%)
Razão molar - 1.4 1.1
Consumo de reagente Ton/a 2995 3484
Dp do Reactor Mbar 10 Insignificante
Consumo de energia kWh/t clk 2.7 5.0
Consumo de água m3/d 202 232
Subprodutos (excl. pó do forno)
Ton/a 5226 5325
Recuperação de subprodutos -Reciclagem com outros
materiais ao fornoGesso para o cimento*
Outras características - Layout compacto Rastro de vapor na Chaminé
*a quantidade necessária de gesso é muito maior que a produção do sistema (> 10 vezes neste estudo de caso)

ESTUDO DE CASO - RDS x WET FGD
RDS Lavador de gases
Custos de reagente kUSD/y 299.6 17.4
Custos de energia kUSD/y 128.4 239.9
Agua para o processo kUSD/y 19.3 22.2
Manutenção kUSD/y 201.5 379.4
Economia com subprodutos kUSD/y - 8*
Custo operacional totalkUSD/y 648.8 650.9
USD/t clk 0.7 0.7
Capex estimado kUSD 3,500 7,000
*depende dos valores do gesso natural
Custo unitário
Cal hidratada USD/t 100
Energia USD/MWh 50
Custo unitário
Spare parts RDS %Capex 2
Spare parts LdG %Capex 3

ESTUDO DE CASO - CONCLUSÕES
• A seleção do sistema depende fortemente de condições locais:→ Tipo de processo (linha de produção moderna com moagem de cru em
marcha composta, forno via úmida ou via seca, forno com alta taxa de bypass)
→ Emissões e limites a atingir (Demissão solicitado)→ Composição das MP (sulfetos, umidade)→ País (disponibilidade de água)
• RDS é uma opção muito competitiva quando os requerimentos de redução são altos ou em qualquer local que os custos operacionais para tecnologias via seca não são justificáveis
• Lavador de gases via úmida é a única opção quando o percentual de abatimento supera os 97%
Recommended