
Tratamento de metais Conceitos Básicos 002
Relatório de Trabalho PráticoAço CK 45
AÇO ST 37.2
Formando Paulo Teixeira
Formadora Maria Ferreira
23/10/2012
1

Resumo de trabalhoO objectivo deste trabalho práctico é empregar tratamentos mecânicos, térmicos e termoquímicos, saber identificá-los, conjugá-los e analisar a influência destes sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento nas amostras dos aços CK 45 e ST 37.2.
Amostras CK 45 40x50x20mm Amostras ST 37.2 40x32x12mm
Índice
Resumo de trabalho………………………………………………………………………2Índice.........................................................................................................................2
Introdução Teórica...................................................................................................5
Tratamentos Térmicos................................................................................................................5
1. Recozimento......................................................................................................................6
Condições de trabalho...................................................................................................................................... 6
Efeitos do Recozimento.................................................................................................................................... 6
2. Normalização.....................................................................................................................6
Condições de trabalho...................................................................................................................................... 7
Efeitos da Normalização................................................................................................................................... 7
3. Têmpera............................................................................................................................. 7
Condições de trabalho...................................................................................................................................... 7
Efeitos da Têmpera............................................................................................................................................ 7
4. Revenido............................................................................................................................8
Condições de trabalho...................................................................................................................................... 8
Efeitos do Revenido.......................................................................................................................................... 8
Tratamentos Termoquímicos.....................................................................................................9
Cementação..............................................................................................................................9
Condições de trabalho...................................................................................................................................... 9
Efeitos da Cementação..................................................................................................................................... 9
Factores que afectam os tratamentos.....................................................................................10
Taxa de aquecimento.............................................................................................................10
Tempo de permanência na temperatura de aquecimento..................................................10
Arrefecimento.........................................................................................................................11
Atmosfera no forno................................................................................................................12
Parte Experimental.................................................................................................12
Caracterização do Equipamento utilizado..............................................................................12
Caracterização Material............................................................................................................13
2

Influência dos elementos nas propriedades dos Aços......................................................13
CK45 (SAE 1045).......................................................................................................................16
Composição Química............................................................................................................16
Propriedades Mecânicas.......................................................................................................16
ST 37.2 (SAE 1012/15)...............................................................................................................16
Composição Química................................................................................................................16
Propriedades Mecânicas.......................................................................................................17
Descrição Trabalho Efectuado..............................................................................17
CK 45 40x50x20mm................................................................................................17
ST 37.2 40x32x12mm..............................................................................................17
Preparação das Amostras........................................................................................................17
1. Corte………………………………………………………………………………………………17
3. Lixagem............................................................................................................................17
4. Leitura Rugosidade.........................................................................................................17
5. Oleamento Amostras......................................................................................................17
6. Limpeza............................................................................................................................18
Teste Dureza HL........................................................................................................................18
1. Esquema Faces Amostras..............................................................................................18
2. Leitura Durezas HL..........................................................................................................18
TX1 CK45.......................................................................................................................................................... 18
TX2 CK45.......................................................................................................................................................... 19
TX3 CK45.......................................................................................................................................................... 19
TX1 ST37.2....................................................................................................................................................... 19
TX2 ST37.2....................................................................................................................................................... 19
5. Análise de dados obtidos...............................................................................................20
Recozimento Total ou Pleno....................................................................................................20
1. Aquecimento....................................................................................................................20
2. Patamar............................................................................................................................ 20
3. Arrefecimento..................................................................................................................20
4. Leitura Dureza HL............................................................................................................20
TX1 CK45.......................................................................................................................................................... 20
5. Análise de dados obtidos...............................................................................................20
Normalização.............................................................................................................................20
1. Aquecimento -..................................................................................................................20
2. Patamar............................................................................................................................ 21
3. Arrefecimento -................................................................................................................21
4. Leitura Dureza HL............................................................................................................21
3

TX3 CK45.......................................................................................................................................................... 21
5. Análise de dados obtidos...............................................................................................21
Cementação...............................................................................................................................21
1. Aquecimento....................................................................................................................21
2. Patamar............................................................................................................................ 21
3. Arrefecimento..................................................................................................................21
4. Leitura Dureza HL............................................................................................................21
TX2 ST37.2....................................................................................................................................................... 22
5. Análise dos dados obtidos.............................................................................................22
Têmpera..................................................................................................................................... 22
1. Aquecimento....................................................................................................................22
CK45................................................................................................................................................................. 22
ST37.2............................................................................................................................................................... 22
2. Patamar............................................................................................................................ 22
CK45................................................................................................................................................................. 22
3. Arrefecimento..................................................................................................................22
4. Leitura Dureza HL............................................................................................................22
TX2 CK45.......................................................................................................................................................... 23
TX1 ST37.2....................................................................................................................................................... 23
TX2 ST37.2....................................................................................................................................................... 23
5. Análise dos dados obtidos……………………………………………………………………23
Revenido....................................................................................................................................23
1. Aquecimento....................................................................................................................23
CK45................................................................................................................................................................. 24
ST37.2............................................................................................................................................................... 24
2. Patamar............................................................................................................................ 24
CK45................................................................................................................................................................. 24
ST37.2............................................................................................................................................................... 24
3. Arrefecimento -................................................................................................................24
4. Leitura Dureza HL............................................................................................................24
TX2 CK45.......................................................................................................................................................... 24
TX1 ST37.2....................................................................................................................................................... 24
TX2 ST37.2....................................................................................................................................................... 25
5. Análise dos dados obtidos…………….………………………………………………..…………25
Comentários e Sugestões para Futuros Trabalhos............................................27
Webgrafia/Bibliografia...........................................................................................29
Glossário.................................................................................................................29
4

Introdução Teórica
Tratamentos Térmicos
As operações de aquecimento e arrefecimento controlados, que visam a afetar as características de aços e ligas especiais, são denominadas tratamentos térmicos.
Aqui serão apresentadas as principais características dos tratamentos térmicos de aplicação mais comum em aços e ligas especiais.
Os tratamentos térmicos dos aços e ligas especiais englobam uma das mais amplas faixas de temperaturas dentro dos processos industriais, variando desde o tratamento subzero (temperaturas abaixo de 0 °C) para estabilização, até a austenitização de alguns tipos de aços rápidos a 1280 °C.
Além disso, diversas taxas de arrefecimento são empregadas, visando permitir a obtenção da exata estrutura desejada. É claro que, para realização destes tratamentos, são necessários fornos e outros aparatos auxiliares.
Os principais tratamentos térmicos abordados neste trabalho prático são:
1. Recozimento - é utilizado para corrigir a morfologia dos grãos de metais ou ligas metálicas que passaram por processos de conformação mecânica a frio.
Como consequência do trabalho de conformação mecânica os grãos deformam se e assumem o aspeto alongado, gerando no material características de aumento de dureza e aumento da resistência. Assim este tratamento permite a obtenção de um estado próximo do equilíbrio termodinâmico.
Condições de trabalho
•Temperatura: 800 – 960ºC •Patamar: no mínimo 1 hora por cada 25 mm de espessura. •Arrefecimento: lentamente no forno (com a porta fechada).
Aço recozido com 0,28%C
Efeitos do Recozimento Elimina a dureza de uma peça temperada anteriormente, fazendo-se voltar a
sua dureza normal.
5

Torna o aço mais homogêneo, melhora sua ductilidade tornando-o facilmente usinável.
Nota! A escolha da temperatura de recozimento é feita mediante consulta a uma tabela.
2. Normalização - Tem como objetivo aumentar a dureza e a resistência mecânica dos aços através de arrefecimento do aço ao ar, desde uma temperatura superior à sua temperatura crítica num meio como óleo, água ou salmoura.
No estado normalizado, a dureza, bem como os limites de escoamento e resistência são um pouco mais elevados do que no estado plenamente recozido ao passo que o alongamento e a estricção sofrem ligeira diminuição.
A causa dessas alterações reside no facto de não se processar completamente a separação da ferrite, que deveria separar-se na zona crítica.
A austenite transforma-se, então, numa perlite lamelar muito fina, que contém mais ferrite que na proporção normal.
Condições de trabalho
•Temperatura: 800 – 960ºC •Patamar: no mínimo 1 hora por cada 25 mm de espessura. •Arrefecimento: ao ar. Em casos especiais pode-se utilizar ar forçado.
Aço normalizado com 0,28%C
Efeitos da Normalização
Reduz a tendência de empenamento das peças. Facilita a dissolução dos carbonetos e elementos de liga.
3. Têmpera - É um tratamento térmico que consiste em aquecimento e arrefecimento brusco, que tem como finalidade aumentar a rigidez. Na têmpera,
6

a peça é aquecida à temperatura de austenização e em seguida submetida a um arrefecimento brusco feito em água, salmoura ou óleo (em alguns casos).
Condições de trabalho
•Temperatura: austenitizar a 800 – 960ºC •Patamar: no mínimo 1 hora por cada 25 mm de espessura. •Arrefecimento: em água
Aço CK 45 Tempera
Efeitos da Têmpera Aumento considerável da dureza do aço. Aumento da fragilidade em virtude do aumento de dureza. (O aço torna-se
muito quebradiço). Reduz-se a fragilidade de um aço temperado com um outro tratamento
térmico denominado Revenimento.
Nota! A temperatura de aquecimento e o meio de resfriamento são dados em tabelas
4. Revenido - é efetuado sempre após uma têmpera, para alívio de tensões. Pode também ser usado para aumentar a ductilidade e a elasticidade.
Condições de trabalho
•Temperatura: entre 150°C - 600°C
7

•Patamar: com uma duração de 1a 3 horas •Arrefecimento: ao ar calmo com as peças no forno com porta aberta
Aço revenido
Efeitos do Revenido Diminui um pouco a dureza da peça temperada, porém aumenta
consideravelmente a sua resistência aos choques.
Nota! Tabela de cores de Revenimento dos aços ao carbono.
Tratamentos Termoquímicos
Tratamentos termoquímicos são processos que visam à adição, por difusão, de elementos químicos (carbono, nitrogênio e boro, entre outros) na superfície do aço.
Como a difusão desses elementos é feita com o aquecimento do aço entre 300 e 1200 °C, o tratamento é denominado termoquímico.
O processo utilizado neste trabalho práctico é a Cementação.
Cementação - O objetivo é o de aumentar a dureza e a resistência ao desgaste da superfície com a introdução ao mesmo tempo em que o núcleo do material se mantém dúctil, embora possa ser aplicado com outros propósitos, como o de aumentar a resistência à fadiga, à corrosão, à oxidação em altas temperaturas, etc.
A cementação é feita aquecendo-se a peça de aço de baixo teor de carbono, junto com um material rico em carbono (carburante).Quando a peça atinge altas temperaturas passa a absorver parte do carbono do carburante.Quanto mais tempo a peça permanecer aquecida com o carburante, mais espessa se tornará a camada.
8

Os carburantes podem ser sólidos, (grãos ou pós), líquidos ou gasosos. A qualidade dos carburantes influi na rapidez com que se forma a camada.
Condições de trabalho
•Temperatura: 930°C O C é introduzido na fase austenítica. •Patamar: com uma duração até 5 horas •Arrefecimento: no forno
Aço cementado
Efeitos da Cementação Endurecimento superficial dos aços
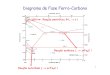
Podemos verificar mais em pormenor todas as fases por qual passa o aço através do esquema seguinte:
Nota! Alguns dados presentes neste diagrama podem variar devido aos factores que influenciam os tratamentos
9

Factores que afectam os tratamentos
Taxa de aquecimento
De maneira geral os tratamentos térmicos dos aços são realizados em temperaturas dentro do campo austenítico, visando-se a completa austenização do aço.
As velocidades ou taxas de aquecimento máximas dependem da condutividade térmica do aço, do tamanho e da forma do componente. Velocidades de aquecimento muito elevadas podem causar distorções ou, até mesmo, trincas, porém, em alguns casos, velocidades muito baixas de aquecimento pode causar crescimento de grão (Ex: aços fortemente encruados).
Normalmente, as taxas de aquecimento empregadas pela indústria são normalmente determinadas pelos fornos de tratamento, ou seja, os componentes são aquecidos com a taxa imposta pelo equipamento. Valores típicos em fornos de aquecimento resistivo ficam entre 600 e 1200°C /h. Fornos de indução e fornos do tipo banho de sal apresentam taxas mais elevadas. Nestes casos, são recomendados cuidados adicionais no controle da potência dos fornos de indução ou a prática de pré-aquecimento das peças em fornos tipo banho de sal.
Tempo de permanência na temperatura de aquecimento
O tempo de permanência na temperatura de tratamento é a soma do tempo para a homogeneização da temperatura no componente e o tempo da transformação de fase. Períodos superiores ao descrito, provocam o crescimento do tamanho de grão.
O tempo para a homogeneização de temperaturas é calculado por meio de equações de regime de calor transiente (números de Biot e Fourier) e o tempo de transformação em austenite é da ordem de alguns segundos. A literatura normalmente descreve equações empíricas para a determinação do tempo de permanência aplicada em aços de construção mecânica. A equação mais conhecida é:
tp = 0,5. eeq
tp - tempo de permanência em [h]
eeq- espessura equivalente em polegadas [pol]. Para fornos com duas fontes de calor (duas baterias de resistências ou maçaricos em duas paredes) a espessura equivalente é 0,5 da maior espessura do componente em polegadas.
Ex: Para um componente com espessura de 100mm (~4 polegadas), a espessura equivalente (eeq) é 2 pol. e o tempo de permanência (tp) será de 1h.
Arrefecimento
Este é o fator mais importante, pois é ele que determinará efetivamente a estrutura e, em consequência, as propriedades finais dos aços. Como pela variação da velocidade de arrefecimento pode-se obter desde a perlite grosseira de baixa
10

resistência mecânica e baixa dureza até a martensite que é o constituinte mais duro resultante dos tratamentos térmicos.
Por outro lado, a obtenção desses constituintes não é só função da velocidade de arrefecimento, dependendo também como se sabe, da composição do aço (teor em elemento de liga, das dimensões (seção) das peças, etc).
Os meios de arrefecimento usuais são: ambiente do forno, ar e meios líquidos. O arrefecimento mais brando é, evidentemente, o realizado no próprio interior do forno e ele se torna mais severo à medida que se passa para o ar ou para um meio líquido, onde a extrema agitação dá origem aos meios de arrefecimento mais drásticos ou violentos.
Na escolha do meio de arrefecimento, o fator inicial a ser considerado é o tipo de estrutura final desejada a uma determinada profundidade.
De facto, a seção e a forma da peça influem consideravelmente na escolha daquele meio. Muitas vezes, por exemplo, a seção da peça é tal que a alteração estrutural projetada não ocorre à profundidade esperada.
Algumas vezes a forma da peça é tal que um arrefecimento mais drástico, como em água, pode provocar consequências inesperadas e resultados indesejáveis tais como empenamento e mesmo ruptura da peça. Um meio de resfriamento menos drástico, como óleo, seria o indicado sob o ponto de vista de empenamento ou ruptura, porque reduz o gradiente de temperatura apreciavelmente durante o arrefecimento, mas não podem satisfazer sob o ponto de vista de profundidade de endurecimento. É preciso, então conciliar as duas coisas:
Arrefecer adequadamente para obtenção da estrutura e das propriedades desejadas à profundidade prevista
Evitar empenamento distorção ou mesmo ruptura da peça quando submetida ao resfriamento. Tal condição se consegue com a escolha apropriada do aço.
Atmosfera no forno
Nos tratamentos térmicos dos aços, deve-se evitar dois fenômenos muito comuns e que podem causar sérios aborrecimentos:
Oxidação que resulta na formação indesejadas da “casca de óxido” Descarbonatação que pode provocar a formação de uma camada mais mole
na superfície do metal.
As reações de oxidação mais comuns são:
2Fe + O2 = 2FeO, provocada pelo oxigênio Fe + Co = FeO + Co, provocada pelo anídrico carbônico Fe + H2O = FeO + H2, provocada pelo vapor de água.
Os agentes descarbonetantes usuais são os seguintes:
2C + O2 = 2CO C + CO2 = 2CO C + 2H2 = CH4
11

Tais fenômenos de oxidação e de descarbonetação, são evitados pelo uso de uma atmosfera protetora ou controlada no interior do forno, a qual, ao prevenir a formação da “casca de óxido”, torna desnecessário o emprego de métodos de limpeza e, ao eliminar a descarbonatação, garante uma superfície uniformemente dura e resistente ao desgaste.
Como auxílio para qualquer termo técnico que se encontre ao longo do relatório pratico que se desconheça existe na própria palavra em questão um acesso direto para o Glossário.
Parte Experimental
Caracterização do Equipamento utilizado
Serrote GBS 218 Eco AutoCut - serrote semiautomático para cortar as amostras de aço;
Lixas P80, P120, P220, P400 - para alisamento/polimento das faces das amostras de aço;
Durómetro Metrotec - para realizar medições de dureza nas amostras depois dos tratamentos mecânicos, térmicos e termoquímicos;
Torno de Bancada - para fixação das amostras nos tratamentos mecânicos; Lima Irimo 9 Rectangular Murça - para retirar ferrugem das amostras de aço; Lima Irimo 9 Bastarda Meia-Lua Grande - para retirar ferrugem das amostras
de aço; Forno NaberTherm Gmbh - forno com programador, para realizar tratamentos
térmicos e termoquímicos às amostras; Forno - não programável para realizar tratamentos térmicos e termoquímicos
às amostras de aço; Dotco Lixadeira Pneumática c/ Discos P80 - para retirar ferrugem das
amostras de aço; RodCraft Lixadeira Pneumática - para retirar ferrugem das amostras de aço; Mitutoyo Rugosímetro SJ-301- para medir o nível de rugosidade das amostras
de aço; E.P.I - os Equipamentos de Proteção Individual específicos para os
tratamentos como a bata, botas de biqueira de aço, óculos e luvas que cada operador tem de usar;
Caneta Gravação Metal Dremel - para identificação das amostras; Material Limpeza - para efectuar a limpeza das bancadas e limas após cada
utilização (vassoura, pá, panos e escova de aço); Almobolia 500gr Metal – recipiente com óleo para lubrificação das amostras
para evitar ganho de ferrugem;
12

13

Caracterização Material
O Aço é uma liga metálica formada essencialmente por ferro e carbono, em que percentagens deste último variam entre 0,008% e 2,11%. Distingue-se do ferro fundido, que também é uma liga de ferro e carbono, mas com teor de carbono entre 2,11% e 6,67%.
Influência dos elementos nas propriedades dos Aços
(+) Efeito positivo (-) Efeito negativo
a) Manganês (Mg): A adição do manganês resulta num aumento da dureza do material e na resistência mecânica do aço, com menor prejuízo para a soldabilidade e para a ductilidade do aço.O maior teor de Manganês no aço carbono é de 1,6%. Ainda o Mg combate o efeito nocivo do enxofre e aumenta a tenacidade do aço, promovendo uma diminuição da transição dúctil frágil.
b) Alumínio (Al): O alumínio assim como o silício, não estão presentes em todos os aços, funcionam como desoxidantes, que se combinam com o oxigênio, removendo as bolhas de gás que se formam na solidificação do metal em fusão. Os aços totalmente desoxidados são chamados aços acalmados. Um aço semi- acalmado tem uma quantidade insuficiente de Al ou Si para a desoxidação;
c) Silício (Si): é usado como desoxidante do aço. Favorece sensivelmente a resistência mecânica (limite de escoamento e de resistência) e a resistência à corrosão, reduzindo porém a soldabilidade;
d) Fósforo (P): aumenta o limite de resistência, favorece a resistência à corrosão e a dureza, prejudicando, contudo, a ductilidade e a soldabilidade. Quando ultrapassa certos teores, o fósforo torna o aço quebradiço.
e) Enxofre (S): é extremamente prejudicial aos aços. Desfavorece a ductilidade, em especial o dobramento transversal, e reduz a soldabilidade. Nos aços comuns, o teor de enxofre é limitado a valores abaixo de 0,05%.
14

f) Cobre (Cu): aumenta de forma sensível a resistência à corrosão atmosférica dos aços, em adições de até 0,35%. Aumenta também a resistência à fadiga, mas reduzem, de forma discreta, a ductilidade, a tenacidade e soldabilidade.
g) Níquel (Ni): O níquel aumenta a resistência mecânica, a tenacidade e resistência à corrosão. Reduz a soldabilidade.
h) Cromo (Cr): aumenta a resistência mecânica à abrasão e à corrosão atmosférica. Reduz, porém, a soldabilidade. O cromo melhora o desempenho do aço a temperaturas elevadas.
i) Nióbio (Nb): é um elemento muito interessante, quando se deseja elevada resistência mecânica e boa soldabilidade; teores baixíssimos deste elemento permitem aumentar o limite de resistência e, de forma notória, o limite de escoamento. É um componente, quase obrigatório nos aços de alta resistência e baixa liga; além de não prejudicar a soldabilidade, permite a diminuição dos teoresde carbono e de manganês, melhorando, portanto, a soldabilidade e a tenacidade. Entretanto, o seu efeito sobre a ductilidade é desfavorável.
É atualmente uma das mais importantes ligas metálicas, sendo empregue de forma intensiva em numerosas aplicações tais como máquinas, ferramentas, em construção, etc. Entretanto, a sua utilização está condicionada a determinadas aplicações devido a vantagens técnicas que oferecem outros materiais como o alumínio no transporte por sua maior leveza e na construção por sua maior resistência a corrosão, o cimento (mesmo combinado com o aço) pela sua maior resistência ao fogo e a cerâmica em aplicações que necessitem de elevadas temperaturas.Ainda assim, atualmente emprega-se o aço devido a sua nítida superioridade frente às demais ligas considerando-se o seu preço. Já que:
Existem numerosas jazidas de minerais de ferro suficientemente ricas, puras e fáceis de explorar, além da possibilidade de reciclar a sucata;
Os procedimentos de fabricação são relativamente simples e económicos, e são chamados de aciaria;
Apresentam uma interessante combinação de propriedades mecânicas que podem ser modificados dentro de uma ampla faixa variando-se os componentes da liga e as suas quantidades, mediante a aplicação de tratamentos;
A sua plasticidade permite obter peças de formas geométricas complexas com relativa facilidade;
A experiência acumulada na sua utilização permite realizar previsões de seu comportamento, reduzindo custos de projetos e prazos de colocação no mercado;
15

O aço pode ser classificado da seguinte maneira:
Quantidade de Carbono; Composição Química; Quanto à constituição Microestrutural; Quanto à sua aplicação;
A classificação mais comum é de acordo com a composição química, dentro dos sistemas de classificação química o SAE é o mais utilizado, e adota a notação ABXX, em que AB se refere a elementos de liga adicionados intencionalmente, e XX ao percentual em peso de carbono multiplicado por cem.
CK45 (SAE 1045)Pode-se afirmar que os aços CK45 caracterizam-se por terem uma óptima maleabilidade na forja, por serem aços sem elementos liga, com 0.45% de carbono e serem laminados a frio. Segundo a respectiva utilização, os aços podem classificar-se em:
Aço de construção, sendo exemplos a chapa de aço macio; Aço para betão armado e pré-esforçado, para material ferroviário, para fabrico
de órgãos de máquinas, para estruturas metálicas, etc.
Composição Química
Propriedades Mecânicas
Os valores da tabela podem variar consoante os factores de influência
16

ST 37.2 (SAE 1012/15)Aço extra-macio (carbono<0,12% peso), tratando-se portanto de um aço que aceita mal tratamentos térmicos, sendo todavia sensível ao tratamento termoquímico de Cementação que lhe vai aumentar o teor em carbono, ainda que de uma forma geral somente à superficie, sendo a camada mais ou menos profunda consoante o tempo de cementação.
Composição Química
Propriedades Mecânicas
Os valores da tabela podem variar consoante os factores de influência
Descrição Trabalho EfectuadoCK 45 40x50x20mm
ST 37.2 40x32x12mm
Preparação das Amostras
1. Corte - As amostras a serem analisadas devem ser cortadas de forma a não sofrer alterações pelo método de corte. Usa-se um equipamento denominado GBS 218 Eco AutoCut que faz um corte mais preciso, utilizando um serrote automatizado e com refrigeração, a fim de não provocar alterações por calor na amostra.
2. Limagem - Para iniciar a retirar a grosso modo a ferrugem que se encontra nas amostras utiliza-se a Lima Irimo 9 Bastarda Meia-Lua Grande. Para finalizar a remoção utiliza-se a Lima Irimo 9 Rectangular Murça para minimizar os “estragos” causados pela primeira lima.
17

3. Lixagem - Com a lixa de granulometria 80, seguida pelas lixas 120, 220 e 400. Em alguns casos usa-se a Dotco Lixadeira Pneumática c/ Discos P80 para uma mais rápida remoção da ferrugem e alisamento.
4. Leitura Rugosidade - É realizado um controle com o Rugosímetro Mitutoyo SJ-301 sobre as amostras para verificar se os valores estão aproximados dos referidos abaixo, se não estiverem continua-se com a lixagem.
Ra ≤ 1,6 µm Rz ≤ 3,2 µm
5. Oleamento Amostras - utiliza-se uma Almobolia 500gr Metal, que é um recipiente com óleo para lubrificação das amostras para evitar novo ganho de ferrugem.
6. Limpeza - Faz-se a limpeza da bancada de trabalho e arruma-se o material utilizado.
Teste Dureza HL
1. Esquema Faces Amostras - Preparou-se a seguinte esquemática a fim de se estabelecer uma ordem correcta para os testes com o Durómetro Metrotec, efectuando 3 leituras por cada face das amostras.
Face 5
Face 1 Face 2 Face 3
Face 4
Face 6
2. Leitura Durezas HL - São efectuadas com o Durómetro Metrotec 3 leituras em cada face por cada uma das amostras, de modo a obter dados iniciais de dureza para comparação com novas medições após os tratamentos térmicos e termoquímicos.
18

TX1 CK45
Face 5Face 1 Face 2 Face 3 Face4
1ªleitura
2ªleitura
3ªleitura
421 433
436 418 424 466 477 432
474 426 457 476 471 419
Face 6
437 451 460 437
Valor Máximo Dureza 474 Valor Mínimo Dureza 418
Tratamento Térmico – Recozimento Total ou Pleno
TX2 CK45
416 412 435 434
450 426 413 406 439 424
451 440 463 444 459 461
Face 6Face 5Face 1 Face 2 Face 3 Face4
1ªleitura
2ªleitura
3ªleitura
422 418
Valor Máximo Dureza 463 Valor Mínimo Dureza 406
Tratamento Térmico – Têmpera e Revenido
TX3 CK45
3ªleitura 420 441 427 443 436
Face 5
2ªleitura 451 454 438 467 441 468
453
Face 6
1ªleitura 414 410 410 407 440 452
Face 1 Face 2 Face 3 Face4
Valor Máximo Dureza 468 Valor Mínimo Dureza 407
Tratamento Térmico – Normalização
TX1 ST37.2
299 269 307 310
273 302 304 276 300 304
326 309 320 308 334 340
Face 6
1ªleitura
2ªleitura
3ªleitura
276 263
Face 5Face 1 Face 2 Face 3 Face4
Valor Máximo Dureza 340 Valor Mínimo Dureza 263
Tratamento Térmico – Têmpera e Revenido
19
445,321,2
MédiaDesvio Padrão
434,118,0
MédiaDesvio Padrão
437,319,1
MédiaDesvio Padrão
301,122,2
MédiaDesvio Padrão

TX2 ST37.2
Face 5Face 1 Face 2 Face 3 Face4
268 289 291 325 320 285
323 326 319 347 345 322
Face 6
270 314 315 2861ªleitura
2ªleitura
3ªleitura
285 294
Valor Máximo Dureza 347 Valor Mínimo Dureza 268
Tratamento Térmico e termoquímico – Cementação, Têmpera e Revenido
5. Análise de dados obtidos
Depois de se obter as leituras de dureza das amostras verifica-se que os valores obtidos correspondem às características inerentes a cada tipo de aço (CK45 e ST37.2).
Mesmo que entre o mesmo tipo de aço se exiba algumas diferenças, essas podem corresponder ao tipo de tratamento mecânico que foi empregue nas amostras.
Recozimento Total ou Pleno
1. Aquecimento – A amostra TX1 CK45 foi ao forno para uma temperatura de 850°C no dia 9/10/12 pelas 14h30.
2. Patamar - A amostra permaneceu aquecida por algum tempo (50min) na temperatura recomendada para que as modificações atinjam toda a massa da mesma.
3. Arrefecimento - Interrompeu-se o aquecimento, deixando a peça a arrefecer no forno em porta fechada. No dia 11/10/12 pelas 9h30 a amostra TX1 CK45 foi retirada do forno ainda este estava com 65°C e deixou-se a amostra a arrefecer o restante ao ar (temperatura ambiente).
4. Leitura Dureza HL - São efectuadas novamente com o Durómetro Metrotec 3 leituras em cada face, de modo a obter os dados resultantes do Recozimento da amostra TX1 CK45.
TX1 CK45
Face 6
1ªleitura 398 415 395 418 416 420
Face 1 Face 2 Face 3 Face4 Face 5
2ªleitura 418 414 422 408 413 424
4143ªleitura 407 419 414 407 421
Valor Máximo Dureza 424 Valor Mínimo Dureza 398
20
306,923,9
MédiaDesvio Padrão
413,57,9
MédiaDesvio Padrão

5. Análise de dados obtidos - Verifica-se que existe uma diminuição da dureza HL após o Recozimento na amostra de 445 para cerca de 413. Se fossem feitos testes de alongamento e a estricção verificava-se que esta amostra de aço sofreu um ligeiro aumento da ductibilidade, sendo que percentualmente o recozimento aumenta consideravelmente a capacidade de alongamento e de estricção.
Normalização
1. Aquecimento - A amostra TX3 CK45 foi ao forno para uma temperatura de 850°C no dia 22/10/12 pelas 15h07.
2. Patamar - A amostra permaneceu aquecida durante 50min na temperatura recomendada.
3. Arrefecimento - No próprio dia pelas 16h45 a amostra foi retirada do forno e deixou-se a arrefecer ao ar (temperatura ambiente).
4. Leitura Dureza HL - São efectuadas novamente com o Durómetro Metrotec 3 leituras em cada face, de modo a obter os dados resultantes da Normalização na amostra TX3 CK45.
TX3 CK45
3ªleitura 449 439 426 450 444
2ªleitura 492 471 440 479 440 464
435
Face 6
1ªleitura 448 443 416 445 437 437
Face 1 Face 2 Face 3 Face4 Face 5
Valor Máximo Dureza 492 Valor Mínimo Dureza 416
5. Análise de dados obtidos - Verifica-se que se obteve o resultado desejado da Normalização que é o aumento dos níveis de dureza HL na amostra que passou de 437,3 para 447,5.
Cementação
1. Aquecimento - em caixa: As peças são colocadas em caixas juntamente com o carburante, fechadas hermeticamente e aquecidas até a temperatura recomendada.
A amostra TX2 ST37.2 dia 17/10/12 foi colocada no forno às 16h55 a 930°C.
2. Patamar - O tempo de duração desta fase varia de acordo com a espessura da camada que se deseja e da qualidade do carburante utilizado. (0,1mm a
21
447,518,6
MédiaDesvio Padrão

0,2mm por hora). O patamar teve uma duração de 5 horas. O forno desligou-se por volta das 23h45.
3. Arrefecimento - A peça é arrefecida lentamente dentro da própria caixa no forno de porta aberta até às 16h30 do dia 18/10/12. Após a cementação a amostra é temperada.
4. Leitura Dureza HL - São efectuadas com o Durómetro Metrotec 3 leituras em cada face, de modo a obter os dados resultantes da Cementação na amostra TX2 ST37.2.
TX2 ST37.2
3ªleitura 388 347 376 388 408
2ªleitura 453 420 453 440 401 417
422
Face 6
1ªleitura 421 440 459 405 394 393
Face 1 Face 2 Face 3 Face4 Face 5
Valor Máximo Dureza 459 Valor Mínimo Dureza 347
Tratamento Térmico – Têmpera e Revenido
5. Análise de dados obtidos – Ao verificar o aumento de dureza, embora ligeiro, pode-se chegar a uma conclusão que se depositou Carbono na amostra conforme esperado.
Têmpera
1. Aquecimento
CK45 Amostra TX2 CK45 foi colocada no forno pelas 16h00 a 850°C dia 15/10/12.
ST37.2 Amostra TX1 ST37.2 foi colocada no forno pelas 15h45 a 900°C dia 31/10/12. Amostra TX2 ST37.2 foi colocada no forno pelas 15h15 a 900°C dia 19/10/12.
2. Patamar
CK45
Amostra TX2 CK45 permaneceu 50min no forno.
ST37.2
Amostra TX1 ST37.2 permaneceu 30min no forno.
22
412,529,7
MédiaDesvio Padrão

Amostra TX2 ST37.2 permaneceu 30min no forno.
3. Arrefecimento - Todas as amostras são resfriadas em água.
4. Leitura Dureza HL - São efectuadas com o Durómetro Metrotec 3 leituras em cada face, de modo a obter os dados resultantes da Têmpera nas amostras TX2 CK45, TX1 ST37.2 e TX2 ST37.2.
TX2 CK45
3ªleitura 692 756 640 714 667
Face4 Face 5
2ªleitura 698 754 607 757 686 725
711
Face 6
1ªleitura 707 729 470 700 643 740
Face 1 Face 2 Face 3
Valor Máximo Dureza 757 Valor Mínimo Dureza 470
Tratamento Térmico – Revenido
TX1 ST37.2
3ªleitura 303 318 291 301 391
2ªleitura 371 338 285 346 417 409
392
Face 6
1ªleitura 334 329 306 298 387 396
Face 1 Face 2 Face 3 Face4 Face 5
Valor Máximo Dureza 417 Valor Mínimo Dureza 298
Tratamento Térmico – Revenido
TX2 ST37.2
Face 6
1ªleitura 536 614 611 721 650 689
Face 1 Face 2 Face 3 Face4 Face 5
2ªleitura 560 610 599 696 600 747
7313ªleitura 538 618 571 638 723
Valor Máximo Dureza 747 Valor Mínimo Dureza 536
Tratamento Térmico – Revenido
23
688,768,7
MédiaDesvio Padrão
345,144,6
MédiaDesvio Padrão
636,267,4
MédiaDesvio Padrão

5. Análise dos dados obtidos - Ao efectuar uma têmpera de arrefecimento brusco em água obtém-se um enorme aumento de dureza em que em algumas amostras verificou-se um aumento para o dobro do valor (TX2 ST37.2)
Revenido
1. Aquecimento
CK45
Amostra TX2 CK45 foi colocada no forno pelas 19h10 a 225°C dia 15/10/12.
ST37.2
Amostra TX1 ST37.2 foi colocada no forno pelas 16h15 a 250°C dia 31/10/12. Amostra TX2 ST37.2 foi colocada no forno pelas 18h00 a 225°C dia 19/10/12.
2. Patamar
CK45
Amostra TX2 CK45 permaneceu 2h no forno.
ST37.2
Amostra TX1 ST37.2 permaneceu 2h no forno. Amostra TX2 ST37.2 permaneceu 2h no forno.
3. Arrefecimento - Todas as peças arrefeceram no forno de porta aberta
4. Leitura Dureza HL - São efectuadas com o Durómetro Metrotec 3 leituras em cada face, de modo a obter os dados resultantes do Revenido nas amostras TX2 CK45, TX1 ST37.2 e TX2 ST37.2.
TX2 CK45
Face 6
1ªleitura 670 658 639 501 734 676
Face 1 Face 2 Face 3 Face4 Face 5
2ªleitura 692 671 683 608 692 677
6743ªleitura 666 670 660 560 653
Valor Máximo Dureza 734 Valor Mínimo Dureza 501
24
654,752,6
MédiaDesvio Padrão

TX1 ST37.2
3ªleitura 384 359 357 406 438
Face 5
2ªleitura 368 406 387 409 465 419
447
Face 6
1ªleitura 320 342 313 405 469 444
Face 1 Face 2 Face 3 Face4
Valor Máximo Dureza 469 Valor Mínimo Dureza 313
TX2 ST37.2
Face 6
1ªleitura 562 552 576 602 623 616
Face 1 Face 2 Face 3 Face4 Face 5
2ªleitura 572 651 624 625 657 637
6413ªleitura 526 546 570 587 652
Valor Máximo Dureza 657 Valor Mínimo Dureza 526
5. Análise de dados obtidos - Apesar de se verificar uma diminuição do valor de dureza em todas as amostras que efetuaram o Revenido depois da Têmpera, comparando com os valores iniciais das durezas, estes aumentaram largamente o que se poderia comprovar com testes ao aumento da resistência ao desgaste e/ou impacto.
25
601,140,7
MédiaDesvio Padrão
396,646,8
MédiaDesvio Padrão

Conclusão Trabalhos Práticos
O objectivo deste trabalho práctico é empregar tratamentos mecânicos, térmicos e termoquímicos, saber identificá-los, conjugá-los e analisar a influência destes sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento nas amostras dos aços CK 45 e ST 37.2. (Ver Introdução Teórica)
Média Base Recozimento Tempera Revenido Normalização
CK45 TX1 445,3 413,5
CK45 TX2 434,1 688,7 654,7
CK45 TX3 437,3 447,5
Desvio Padrão
Base Recozimento Tempera Revenido Normalização
CK45 TX1 21,2 7,9
CK45 TX2 18 68,7 52,6
CK45 TX3 19,1 18,6
Média Base Cementação Tempera Revenido
ST37.2 TX1 301,1 345,1 396,6
ST37.2 TX2 306,9 412,5 636,2 601,1
Desvio Padrão
Base Cementação Tempera Revenido
ST37.2 TX1 22,2 44,6 46,8
ST37.2 TX2 23,9 29,7 67,4 40,7
Conclui-se que: A Têmpera tem papel fundamental no sentido de garantir o aumento de
resistência mecânica e também da dureza como pudemos verificar na CK45 TX2 que passou dos 434,1 HL para 688HL.
26

O Revenido é um tratamento térmico aplicado aos aços que foram temperados, como objectivo de aliviar as tensões e corrigir a dureza obtida ao final do processo (ST37.2 TX2)
A Normalização consiste no aquecimento do aço a uma temperatura acima da zona crítica, seguido de resfriamento ao ar.(CK45 TX3)
O Recozimento tem papel fundamental na construção mecânica quando se trata de obter características de baixa dureza e elevada ductilidade nas ligas metálicas (CK45 TX1).
A Cementação aumenta a dureza e a resistência ao desgaste, mantendo o núcleo dúctil e tenaz e uma maior resistência ao impacto e à fadiga.
Em suma, conclui-se que os principais objetivos dos tratamentos térmicos dos aços envolvem:
Remoção de tensões residuais decorrentes de processos mecânicos de conformação ou térmicos
Refino da microestrutura (diminuição do tamanho de grão) Aumento ou diminuição de dureza Aumento ou diminuição da resistência mecânica Aumento da ductilidade Melhoria da usinabilidade Aumento da resistência ao desgaste Melhoria da resistência a corrosão Melhoria da resistência a fluência Modificação de propriedades elétricas e magnéticas
Comentários e Sugestões para Futuros Trabalhos
É de minha opinião que a estruturação para o trabalho prático se deve processar da seguinte forma, para a sua melhor compreensão:
Resumo do Trabalhoa 4 linhas onde se resume o objetivo do trabalho.
ÍndiceO índice deve ser sempre feito, todavia só toma caráter obrigatório quando o
relatório tem mais de 10 páginas.
Introdução teórica Teoria correspondente ao assunto que motivou a execução do trabalho prático.
Caracterização do Equipamento utilizadoDeverá ser feita referindo:
27

Designação do equipamento; Indicação de marca e modelo (se possível); Indicação da finalidade da utilização.
Caracterização do MaterialDeverá ser feita referindo:
Natureza do material fazendo a sua identificação; Composição química do material; Características/propriedades;
Parte Experimental (divide-se em grupos de peças)Deverá ser feita referindo:
Geometria e dimensões das amostras As etapas constitutivas do trabalho; Descrição de cada etapa ; Referência aos equipamentos utilizados em cada etapa; Indicação do tipo de elementos (dados) recolhidos em cada etapa; Análise dos resultados relacionando-os com bases e expectativas
teóricas;
Conclusão Trabalho Retirar as conclusões face ao alcançado e ao previsto e as razões que terão levado à disparidade dos resultados dos trabalhos efetuados se for caso disso.
Comentários e sugestões para futuros trabalhos Podem ser de:
âmbito processual; metodologia; equipamentos, etc..
Bibliografia/WebgrafiaPara anexar toda e qualquer fonte a qual tenha tido influência no trabalho prático referente ao manuseamento e teoria aplicados.
GlossárioPara dar a conhecer palavras ou termos usados no trabalho prático pouco conhecidas pelo virtual leitor, acompanhadas de definição.
28

Webgrafia/BibliografiaLINKS
www.favorit.com.br/ www.ebah.com.br/ pt.scribd.com/ pt.wikipedia.org/
Relatorio-Trabalho-Pratico-FT32-Processos-Especiais-Prevencao-Contra-a-Corrosao-PAME003;
ISSUU-Acos-Ligas-Especiais-Isb; Relatório-Metal Instituto Politécnico de Bragança - Mecânica dos materiais; FEPI -Trabalho-Acos-Ferramenta; Catálogo Mecânico PI 2008-2009;
Glossário
Austenização - austenite é o ponto de partida para vários tratamentos térmicos nas ligas de ferro, pois partindo da austenite é possível a transformação da liga em vários microconstituintes, como por exemplo a têmpera que consiste na transformação da austenite em martensite por meio de um rápido resfriamento da peça tratada termicamente
Aciaria - é a unidade de uma usina siderúrgica onde existem máquinas e equipamentos voltados para o processo de transformar o ferro gusa em diferentes tipos de aço.
Jazida - é uma concentração local ou massa individualizada de uma ou mais substâncias úteis que tenham valor econômico, seja na superfície ou no interior da Terra. Ainda que o termo seja mais associado a uma concentração de minerais, pode referir-se também à concentração de outras substâncias naturais, inclusive fósseis, tais como o carvão e o petróleo;
Ligas metálicas - são materiais com propriedades metálicas que contêm dois ou mais elementos químicos sendo que pelo menos um deles é metal. Apesar da grande variedade de metais existentes, a maioria não é empregada em estado puro, mas em ligas com propriedades alteradas em relação ao material inicial, o que visa, entre outras coisas, a reduzir os custos de produção;
Ductibilidade - é a propriedade que representa o grau de deformação que um material suporta até o momento de sua fratura;
Forja - é uma fornalha de que se servem os ferreiros e outros artífices para incandescer os metais para serem trabalhados numa bigorna;
29

Forja é um sistema composto dos seguintes itens: fornalha (material carburante e ar), bigorna, martelos, tenazes e líquidos para arrefecimento (óleo/água). Neste sistema o ferreiro atua no metal aquecido a fim de gerar uma forma desejada. A principal ação é a deformação da estrutura inicial. Posteriormente segue-se para o tratamento térmico para o conferir ao metal as qualidades desejadas;
Laminação - Processo de reduzir a espessura de uma chapa, barra ou perfil metálico por meio de sua passagem entre dois ou mais cilindros girantes, com separação menor que a espessura de entrada. A barra é "puxada" pelos cilindros devido às forças de atrito entre as superfícies. O montante da redução é limitada pelas potências dos motores, e resistência mecânica dos cilindros, mancais, eixos e redutores;
Extrusão - é um processo de produção de componentes mecânicos de forma semi-contínua onde o material é forçado através de uma matriz adquirindo assim a forma pré determinada pelo projetista da peça.
Usinabilidade – propriedade do material em que, através de um ou mais processos mecânicos, permite trabalha-la como matéria-prima para remoção de peças mais pequenas.
Têmpera_ - refere-se a um resfriamento brusco. Na química de polímeros e na ciência dos materiais, o processo de têmpera é usado para evitar processos que se dão em temperaturas mais baixas, tais como transformações de fase, disponibilizando apenas uma pequena janela de tempo em que a reacção é termodinamicamente favorável e cineticamente acessível.
Soldabilidade - Capacidade de um material ser soldado, sob condições de fabricação obrigatórias a uma estrutura especifica adequadamente projetada, e de se apresentar desempenho satisfatório em serviço.
Limite de Escoamento_ - é a tensão máxima que o material suporta ainda no regime elástico de deformação. Se houver algum acréscimo de tensão o material começa a sofrer deformação definitiva.
Limite de resistência_ - é o limite da capacidade de um material resistir a uma força a ele aplicada.
Alongamento - representa o aumento percentual do comprimento da peça sob tração.
Voltar ao topo
30
Recommended
















![Tratamentos Térmicos [7] - feis.unesp.br · ¾Tecnologia para geração de calor: Tratamentos Térmicos 3> batelada Fornos contínuo energia (elétrica / gás / óleo combustível](https://img.document.onl/doc/110x75/5be410ed09d3f2f9648befd6/tratamentos-termicos-7-feisunespbr-tecnologia-para-geracao-de-calor.jpg)