1
UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
RETROFITTING INDUSTRIAL – O USO DE NOVAS TECNOLOGIAS
Área de Engenharia Elétrica
por
Ednei de Oliveira Leite [email protected]
Luiz Sérgio Carvalho Conceição, Especialista Orientador
Campinas (SP), Dezembro de 2007

i
UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
RETROFITTING INDUSTRIAL – O USO DE NOVAS TECNOLOGIAS
Área de Engenharia Elétrica da Universidade São Francisco, Campinas - SP
por
Ednei de Oliveira Leite Relatório apresentado à Banca Examinadora do Trabalho de Conclusão do Curso de Engenharia Elétrica para análise e aprovação. Orientador: Luiz Sérgio Carvalho Conceição, Professor de Automação Industrial da Área de Engenharia
Campinas (SP), Dezembro de 2007

ii
SUMÁRIO
LISTA DE ABREVIATURAS.................................................................. iv
LISTA DE FIGURAS ................................................................................. v
LISTA DE TABELAS ............................................................................... vi LISTA DE EQUAÇÕES .......................................................................... vii RESUMO .................................................................................................. viii ABSTRACT ................................................................................................ ix
1. INTRODUÇÃO ...................................................................................... 1 1.1. OBJETIVOS ..................................................................................................... 2 1.1.1. Objetivo Geral ................................................................................................ 2 1.1.2. Objetivos Específicos...................................................................................... 2 1.2. METODOLOGIA ............................................................................................. 2 1.3. ESTRUTURA DO TRABALHO ..................................................................... 3
2. SISTEMAS DE PRODUÇÃO ............................................................... 4 2.1. PRINCÍPIO DOS SISTEMAS DE PRODUÇÃO ........................................... 4 2.2. FORDISMO ...................................................................................................... 5 2.3. SISTEMA TOYOTA DE PRODUÇÃO ........................................................... 5 2.4. AUTOMAÇÃO .................................................................................................. 7
3. EQUIPAMENTOS ................................................................................. 9 3.1. INVESOR DE FREQÜÊNCIA ........................................................................ 9 3.1.1. Introdução....................................................................................................... 9 3.1.2. Funcionamento ............................................................................................. 10 3.2. CLP ............................................................................................................... 11 3.2.1. Introdução..................................................................................................... 11 3.2.2. Histórico ........................................................................................................ 12 3.2.3. Funcionamento ............................................................................................. 13 3.2.4. Porque usar um CLP .................................................................................... 16 3.3. SISTEMAS SUPERVISÓRIOS ...................................................................... 17 3.3.1. Introdução..................................................................................................... 17 3.3.2. Funcionamento ............................................................................................. 17 3.4. CNC ............................................................................................................... 20 3.4.1. Introdução..................................................................................................... 20 3.5. ROBÔ INDUSTRIAL ..................................................................................... 21 3.5.1. Introdução..................................................................................................... 21 3.5.2. Histórico ........................................................................................................ 23 3.5.3. Tipos de Robôs .............................................................................................. 24 3.5.4. Aplicações ..................................................................................................... 25 3.5.5. Fabricantes de Robôs ................................................................................... 25

iii
4. RETROFITTING INDUSTRIAL ...................................................... 26 4.1. O QUE É RETROFITTING INDUSTRIAL? ............................................... 26 4.2. EXEMPLO DE RETROFITTING ................................................................. 28 4.2.1. Funcionamento ............................................................................................. 28 4.2.2. Painel elétrico ............................................................................................... 29 4.2.3. Resultados ..................................................................................................... 33
5. CONSIDERAÇÕES FINAIS .............................................................. 35
REFERÊNCIAS BIBLIOGRÁFICAS ................................................... 36

iv
LISTA DE ABREVIATURAS
TCC Trabalho de Conclusão de Curso USF Universidade São Francisco ISO International Standard Organization GM General Motors CNC Comando Numérico Computadorizado SDCD Sistema Digital de Controle Distribuído CLP Controlador Lógico Programável CAN Controller Network IHM Interface Homem-Máquina PID Proporcional Integral Derivativo CPU Central Processment Unit RAM Random Access Memory EEPROM Electrically Erasable Programmable Read Only Memory SCADA Supervisory Control & Data Acquisition Systems CASE Computer Aided Software Engineering RTU Remote Terminal Units PUMA Máquina Programável Universal para Montagem KUKA Keller Und Knappich Augsburg ABB Asea Brown – Boveri SCARA Selective Compliant Articulated Robot Arm

v
LISTA DE FIGURAS
Figura 1. Sistema de Produção Fordista ........................................................................................... 5 Figura 2. Inversores de freqüência das marcas Yaskawa, Telemecanique e Siemens,
respectivamente ....................................................................................................................... 9 Figura 3. Principais blocos do inversor de freqüência .................................................................... 10 Figura 4. CLP da marca Altus e Fanuc respectivamente ................................................................. 13 Figura 5. Diagrama de blocos simplificado de um CLP.................................................................. 14 Figura 6. Diagrama simplificado do bloco de entradas de um CLP ................................................ 14 Figura 7. Diagrama simplificado do bloco de saídas de um CLP .................................................... 15 Figura 8. Diagrama simplificado dos blocos de processamento da CPU ......................................... 16 Figura 9. Sistema simplificado de supervisão e controle ................................................................ 19 Figura 10. CNC’s das marcas FAGOR e Siemens respectivamente ................................................ 21 Figura 11. Robô industrial da marca KUKA .................................................................................. 22 Figura 12. Robôs industriais realizando a montagem da porção inferior de veículos ...................... 23 Figura 13. Painel elétrico comandado por contatores antigos ......................................................... 26 Figura 14. Módulos de potência de uma máquina comandada por um CNC ................................... 27 Figura 15. Painel elétrico antes e depois do retrofitting .................................................................. 27 Figura 16. Painel elétrico da máquina MG9 antes da reforma ........................................................ 30 Figura 17. Painel elétrico da máquina MG9 depois da reforma ...................................................... 30 Figura 18. Painel da máquina MG20 antes da reforma ................................................................... 31 Figura 19. Painel da máquina MG20 antes da reforma ................................................................... 31 Figura 20. Painel da máquina MG20 depois da reforma ................................................................. 32 Figura 21. Painel da máquina MG20 depois da reforma ................................................................. 32 Figura 22. Painel da máquina MG20 depois da reforma ................................................................. 33

vi
LISTA DE TABELAS

vii
LISTA DE EQUAÇÕES

viii
RESUMO
LEITE, Ednei de Oliveira. Retrofitting Industrial – O uso de novas tecnologias. Campinas, 2007. Trabalho de Conclusão de Curso, Universidade São Francisco, Campinas, 2007. O Retrofitting é uma técnica utilizada nas indústrias que visa a otimização do rendimento de um equipamento ou de um processo. É muito empregado quando a demanda de um determinado produto é aumentada e o antigo processo não é capaz de suprir esse aumento. Consiste basicamente na troca de alguns equipamentos por outros com um melhor rendimento ou até mesmo com aplicações específicas. Há também alguns casos que objetivam o melhor controle do processo, deixando o processo mais automatizado, fazendo com que o homem apenas supervisione o processo, diminuindo assim, a margem de erro de controle. Alguns equipamentos são utilizados com freqüência na prática do retrofitting, como o CLP, o inversor de freqüência entre outros. As indústrias empregam essa técnica quando precisam dar uma sobrevida para o equipamento, obtendo vantagens como facilidade na programação, peças de reposição disponíveis por um tempo maior, maior confiabilidade no processo. A implantação dessa técnica pode ser feita total ou parcialmente numa determinada máquina ou processo. Isto se dá, quando o retrofitting é realizado numa parte específica da máquina ou na máquina toda. O custo de implantação dessa técnica é elevado, não podendo ser maior do que o preço de uma máquina nova. Palavras-chave: Retrofitting, rendimento, aumento.

ix
ABSTRACT
The Retrofittig is a technique used in industries that aims to optimize the performance of equipment
or a process. It is used when demand for a particular product is increased and the former process is
not able to meet this increase. It consists basically in the exchange of some equipment by others
with better performance or even with specific applications. There are also some cases that is
designed to better control of the process, leaving the process more automated, so that the man only
oversee the process, thus decreasing the margin of error of control. Some equipment are used
frequently in the practice of retrofitting, such as PLC, the inverter frequency among others. The
industries employ this technique when giving a survival need for the equipment, obtaining benefits
such as ease in programming, spare parts available for a long time, greater reliability in the
process. Implementation of this technique can be made wholly or partly in a particular machine or
process. This is when the retrofitting is done in a specific part of the machine or the entire machine.
The cost of implementing this technique is high, and may not be greater than the price of a new
machine.
Keywords:Retrofitting. Performance. Increase.
1
1. INTRODUÇÃO
No início da civilização humana, os processos industriais eram totalmente manuais,
dependendo a todo o instante da atuação dos operadores.
Os primeiros sistemas de controle de processos implantados eram pneumáticos e instalados
próximos ao ponto a ser controlado, desde então os controles de processo e a automação industrial
vêm evoluindo gradativamente, passando por inovações que geram vantagens e desvantagens em
suas aplicações, porém nos últimos anos a eletrônica e a micro eletrônica possibilitaram um grande
salto na evolução de novas tecnologias para automação e controle de processo.
A evolução das tecnologias, equipamentos e sistemas de controle de processos e automação
industrial, sempre objetivam a eliminação ou minimização de algum problema gerado pela
implantação anterior. Sempre que se desenvolve uma nova solução busca-se a obtenção de maiores
vantagens, como controle em tempo real a longas distâncias, redução de tempo de manutenção e
conseqüentemente maior produtividade. A definição pela utilização ou não da nova solução é
sempre baseada em um fator de custo/beneficio, visto que nenhum sistema de controle atende
perfeitamente todas as necessidades do mercado industrial.
Com a padronização dos produtos industriais, o surgimento de sistemas de garantia de
qualidade (ISO) e a exigência cada vez maior do mercado globalizado, se deu à necessidade de
controles de processos e automação mais precisos e eficientes.
Com a tendência global de automação das manufaturas, surgiram os padrões de qualidade e
de valores agregados ao produto, o que obrigou as empresas a manterem um alto nível de qualidade
e confiabilidade dos processos, proporcionando cada vez mais o emprego de sistemas de automação
e novas tecnologias.
Nos dias de hoje, o retrofitting é amplamente utilizado em máquinas e/ou processos onde a
demanda de produção é cada vez maior, seja em termos quantitativos quanto qualitativos, por isso
será apresentada algumas das novas tecnologias que são empregadas nesse serviço, visando atingir
os objetivos impostos pelos processos de produção.
2
1.1. OBJETIVOS
1.1.1. Objetivo Geral
Este TCC (trabalho de conclusão de curso) tem o objetivo de apresentar os conceitos da
técnica do retrofitting industrial, fazendo um breve levantamento da evolução dos sistemas
produtivos, desde os primeiros meios de produção, onde o próprio sustento era o pensamento
primordial, até os dias de hoje, onde a manufatura em grande escala dos mais diferentes produtos e
materiais exigem técnicas e equipamentos eficazes e que possam suprir a grande demanda, e por
fim apresentar alguns dos equipamentos mais utilizados na realização desta técnica, vantagens e
algumas das aplicações de cada equipamento.
1.1.2. Objetivos Específicos
Os objetivos deste trabalho enfocam as seguintes atividades específicas:.
• Pesquisa sobre o desenvolvimento e evolução dos sistemas de produção;
• Apresentação dos conceitos do retrofitting industrial, a necessidade e as vantagens
da realização desta técnica;
• Apresentação de alguns dos equipamentos utilizados atualmente na realização do
retrofitting industrial.
1.2. METODOLOGIA
A metodologia utilizada para o desenvolvimento desse TCC foi inicialmente uma pesquisa
bibliográfica sobre os primeiros meios de produção, a evolução da manufatura, a revolução
proporcionada pela Toyota nos anos 50 e 60 e a produção em grande escala dos dias de hoje.
Após toda pesquisa feita e levantamento do material bibliográfico, desenvolveu-se a parte de
apresentação dos equipamentos mais utilizados atualmente, dando uma breve explicação do
funcionamento dos mesmos e suas principais aplicações.
O trabalho termina com a apresentação do estudo da técnica do retrofitting, seus conceitos,
aplicações e vantagens.
3
1.3. ESTRUTURA DO TRABALHO
O capítulo 1 apresenta uma introdução sobre os sistemas de manufatura, de controle de
processos e sobre a técnica do retrofitting.
Já no capítulo 2 é apresentado a evolução dos sistemas de manufatura.
No capítulo 3, é apresentado alguns equipamentos que são muito utilizados no retrofitting, e
por fim, o capítulo 4 apresenta a técnica do retrofitting, seus conceitos, o porquê da realização e
suas vantagens apresenta alguns equipamentos mais utilizados no retrofitting.
[FIM DE SEÇÃO. Não remova esta quebra de seção]

4
2. SISTEMAS DE PRODUÇÃO
2.1. PRINCÍPIO DOS SISTEMAS DE PRODUÇÃO
Nas primeiras formas de manufatura, todos os materiais e produtos gerados eram criados por
artesões. Não havia a preocupação da produção em grande escala e da alta qualidade exigida pelos
clientes.
Esses artesões, eram pessoas que se preocupavam primeiramente em produzir para o seu
próprio sustento, onde o lucro era um objetivo secundário. A produção era feita para facilitar as
atividades diárias. Um bom exemplo disso, foi a “invenção” da roda. Tudo era feito manualmente,
ou seja, não havia o emprego de máquinas para auxiliar a produção de qualquer que fosse o
produto.
Todos que se sujeitavam a criar algo, eram denominados artesões. Daí surgiu a idéia de
artesanato que temos hoje, onde as pessoas confeccionam produtos manualmente. Com o passar do
tempo, esses artesões foram se aprimorando em algumas atividades, como por exemplo os ferreiros
na idade média, que confeccionavam utensílios para guerras, como espadas, lanças e escudos.
Nesse tempo, os ferreiros já objetivavam lucros e começaram a ser exigidos por uma boa
qualidade dos produtos e também para se produzir cada vez mais.
Em meados do século XX, empresas têxteis, automobilísticas, bélicas, entre outras, já
possuíam uma demanda maior de produtos, que eram confeccionados em grupos, e, em muitas
oportunidades, pela mesma pessoa.
Essa produção “em grupos” era feita da seguinte forma: um operário executava uma
determinada função até acumular uma determinada quantidade de produtos, que posteriormente
seriam encaminhadas para outro operário, senão o mesmo, executar outra função e continuar o
processo produtivo.
Esse sistema, apesar de demorado, atendia a demanda, mas exigia muito dos operários, que
executavam sempre as mesmas funções, e acarretavam em problemas de saúde prematuros.
Surgiu-se então o Taylorismo, que foi caracterizado por uma série de fundamentos
empregados nos sistemas produtivos empresariais da época.

5
2.2. FORDISMO
Idealizado pelo empresário norte-americano Henry Ford (1863-1947), fundador da Ford
Motor Company, o fordismo se caracteriza por ser um método de manufatura caracterizado pela
produção em série, sendo um aperfeiçoamento do taylorismo.
Ford introduziu em suas fábricas as chamadas linhas de montagem, nas quais os veículos a
serem produzidos eram colocados em esteiras rolantes e cada operário realizava uma etapa do
processo, fazendo com que a produção necessitasse de altos investimentos e grandes instalações. O
método de produção fordista permitiu que Ford produzisse mais de 2 milhões de carros por ano,
durante a década de 1920. O veículo pioneiro de Ford no processo de produção fordista foi o mítico
Ford Modelo T, mais conhecido no Brasil como "Ford Bigode". A figura a seguir exemplifica o
modelo de produção fordista (figura 1).
Figura 1 – Sistema de produção fordista
O fordismo, teve seu ápice no período posterior à Segunda Guerra Mundial, nas décadas de
1950 e 1960, que ficaram conhecidas na história do capitalismo como “Os Anos Dourados”. A crise
sofrida pelos Estados Unidos na década de 1970 foi considerada uma crise do próprio modelo, que
apresentava queda da produtividade e das margens de lucros. A partir da década de 1980, esboçou-
se nos países industrializados um novo padrão de desenvolvimento denominado pós-fordismo ou
modelo flexível (toyotismo), baseado na tecnologia da informação.
2.3. SISTEMA TOYOTA DE PRODUÇÃO
O Sistema Toyota de Produção, também chamado de Produção Enxuta e Lean
Manufacturing (Manufatura Enxuta), surgiu no Japão, na fábrica de automóveis Toyota, logo após a
6
Segunda Guerra Mundial. Nesta época a indústria japonesa tinha uma produtividade muito baixa e
uma enorme falta de recursos, o que naturalmente a impedia adotar o modelo da Produção em
massa.
A criação do sistema se deve a três pessoas: O fundador da Toyota e mestre de invenções,
Toyoda Sakichi, seu filho Toyoda Kiichiro e o engenheiro Taiichi Ohno. O sistema objetiva
aumentar a eficiência da produção pela eliminação contínua de desperdícios.
O sistema de Produção em massa desenvolvido por Frederick Taylor e Henry Ford no início
da século XX, predominou no mundo até a década de 90. Procurava reduzir os custos unitários dos
produtos através da produção em larga escala, especialização e divisão do trabalho. Entretanto este
sistema tinha que operar com estoques e lotes de produção elevados. No início não havia grande
preocupação com a qualidade do produto.
Já no sistema de manufatura enxuta, os lotes de produzidos são pequenos, permitindo uma
maior variedade de produtos. Exemplo: em vez de produzir um lote de 50 sedans brancos, produz-
se 10 lotes com 5 veículos cada, com cores e modelos variados. Os trabalhadores são
multifuncionais, ou seja, desenvolvem mais do que uma única tarefa e operam mais que uma única
máquina. Nesse sistema a preocupação com a qualidade do produto é extrema. Foram
desenvolvidas diversas técnicas simples mas extremamente eficientes para proporcionar os
resultados esperados, como o Kanban e o Poka-Yoke.
A base de sustentação da Manufatura Enxuta é a absoluta eliminação do desperdício e os
dois pilares necessários à sustentação é o “Just-in-time” e a “Autonomação.”
Os 7 desperdícios que o sistema visa eliminar:
• Superprodução, a maior fonte de desperdício.
• Tempo de espera, refere-se a materiais que aguardam em filas para serem
processados.
• Transporte, nunca gera valor agregado no produto.
• Processamento, algumas operações de um processo poderiam nem existir.
• Estoque, sua redução ocorrerá através de sua causa raiz.

7
• Movimentação
• Defeitos, produzir produtos defeituosos significa desperdiçar materiais, mão-de-obra,
movimentação de materiais defeituosos e outros.
A Manufatura Enxuta ou Lean Manufacturing vem sendo implantado em várias empresas no
mundo todo, porém nem sempre com grande sucesso. A dificuldade reside no aspecto cultural.
Toda uma herança histórica e filosófica confere uma singularidade ao modelo japonês.
Segundo matéria na Newsweek International, em 2005, a Toyota Motors Company obteve
lucros recordes de US$ 11 bilhões, que ultrapassa os ganhos da GM, Ford e Daimler-Chrysler
juntas.
2.2. AUTOMAÇÃO
Automação industrial é o uso de qualquer dispositivo mecânico ou eletro-eletrônico para
controlar máquinas e processos. Entre os dispositivos eletro-eletrônicos pode-se utilizar
computadores ou outros dispositivos lógicos (como controladores lógicos programáveis ou CNC's),
substituindo algumas tarefas da mão-de-obra humana e realizando outras que o humano não
consegue realizar. É um passo além da mecanização, onde operadores humanos são providos de
maquinaria para auxiliá-los em seus trabalhos. É largamente aplicada nas mais variadas áreas de
produção industrial.
A parte mais visível da automação, atualmente, está ligada à robótica, mas também é
utilizada nas indústrias químicas, petroquímicas e farmacêuticas, com o uso de transmissores de
pressão, vazão, temperatura e outras variáveis necessárias para um SDCD (Sistema Digital de
Controle Distribuído) ou CLP (Controlador Lógico Programável). A automação visa,
principalmente, a produtividade, qualidade e segurança em um processo. Em um sistema típico toda
a informação dos sensores é concentrada em um controlador programável o qual de acordo com o
programa em memória define o estado dos atuadores. Atualmente, com o advento de
instrumentação de campo inteligente, funções executados no controlador programável tem uma
tendência de serem migradas para estes instrumentos de campo. A automação possui vários
barramentos de campo (mais de 10, incluindo vários protocolos como: CAN OPEN, INTERBUS-S,
FOUNDATION FIELDBUS, MODBUS, STD 32, SSI, PROFIBUS, etc) específicos para a área
industrial (em tese, estes barramentos se assemelham a barramentos comerciais tipo ethernet,
8
intranet, etc.), mas controlando equipamentos de campo como válvulas, atuadores eletromecânicos,
indicadores, e enviando estes sinais a uma central de controle conforme descritos acima. A partir
destes barramentos que conversam com o sistema central de controle eles podem também conversar
com o sistema administrativo da empresa.
Uma contribuição adicional importante dos sistemas de automação industrial é a conexão do
sistema de supervisão e controle com sistemas corporativos de administração das empresas. Esta
conectividade permite o compartilhamento de dados importantes da operação diária dos processos,
contribuindo para uma maior agilidade do processo decisório e maior confiabilidade dos dados que
suportam as decisões dentro da empresa.FIM DE SEÇÃO. Não remova esta quebra de seção]

9
3. EQUIPAMENTOS
Como foi visto anteriormente, o retrofitting é uma prática que visa a modernização de
equipamentos, para a obtenção de melhores resultados de demanda e qualidade. Serão apresentados
a seguir, alguns dos equipamentos mais utilizados no mercado atual para a prática do retrofitting.
3.1. INVERSOR DE FREQUÊNCIA
3.1.1. Introdução
Os inversores de freqüência são equipamentos eletrônicos que fornecem total controle sobre
a velocidade de motores elétricos de corrente alternada através da conversão das grandezas fixas,
tensão e freqüência da rede, em grandezas variáveis.
Apesar de o princípio ser o mesmo, houve grandes mudanças entre os primeiros inversores
de freqüência e os atuais, devidas principalmente a evolução dos componentes eletrônicos com
destaque aos tiristores e aos microprocessadores digitais.
Figura 2 – Inversores de Freqüência das marcas Yaskawa, Telemecanique e Siemens,
respectivamente
A grande maioria dos inversores de freqüência usados pela indústria para controlar a
velocidade de motores elétricos trifásicos de corrente alternada são desenvolvidos de acordo com
dois princípios:
• Inversores desenvolvidos sem um circuito intermediário conhecidos com
conversores diretos e;
• Inversores de freqüência com um circuito intermediário variável ou fixo.
10
Os circuitos intermediários podem ser tanto com corrente contínua como com tensão
contínua e são conhecidos como inversores com fonte de corrente ou inversores com fonte de
tensão.
Os inversores de freqüência com circuitos intermediários oferecem inúmeras vantagens
sobre os inversores sem circuito intermediário:
• Melhor controle sobre a potência reativa;
• Redução de harmônicas;
• Não existem limitações com relação à freqüência de saída (mas existe uma limitação
nos sistemas de controle e nos componentes utilizados).
Inversores de freqüência com altas freqüências de saída são normalmente inversores com
circuito intermediário, que são mais caros em relação aos inversores diretos.
3.1.2. Funcionamento
Desde meados da década de 60, os inversores de freqüência tem passado por várias e rápidas
mudanças, principalmente pelo desenvolvimento da tecnologia dos microprocessadores e semi-
condutores e a redução dos seus preços. Entretanto, os princípios básicos dos inversores de
freqüência continuam o mesmo.
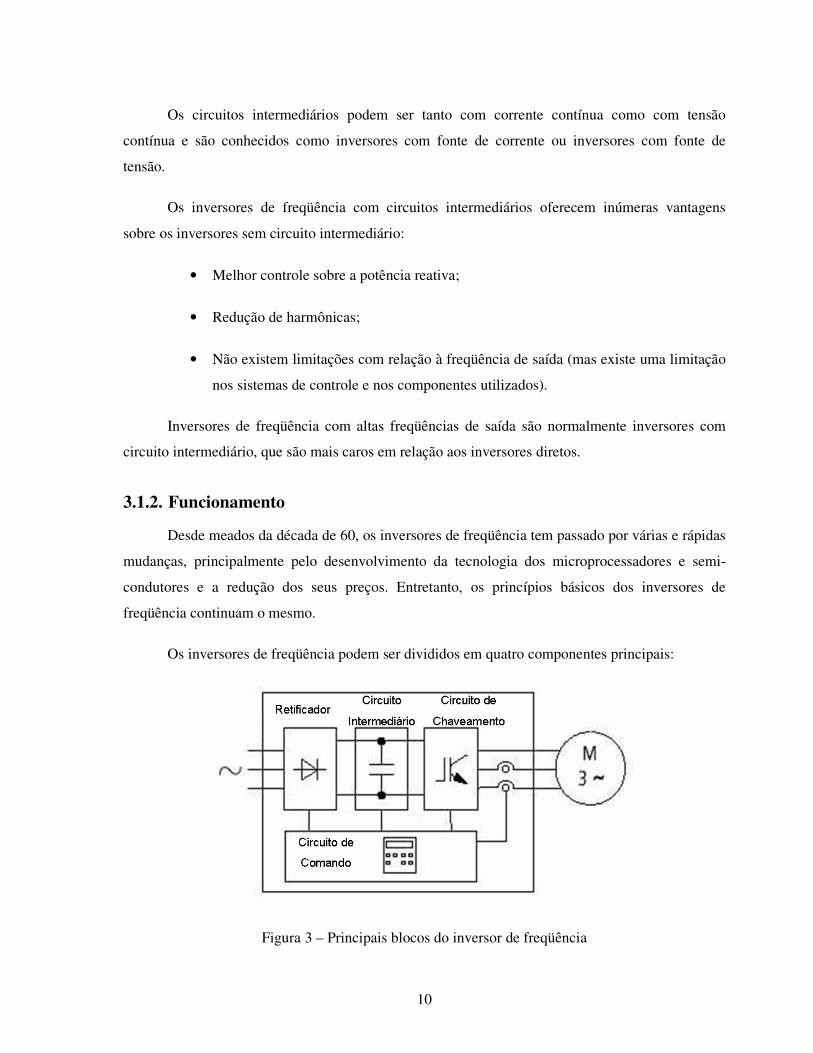
Os inversores de freqüência podem ser divididos em quatro componentes principais:
Figura 3 – Principais blocos do inversor de freqüência
11
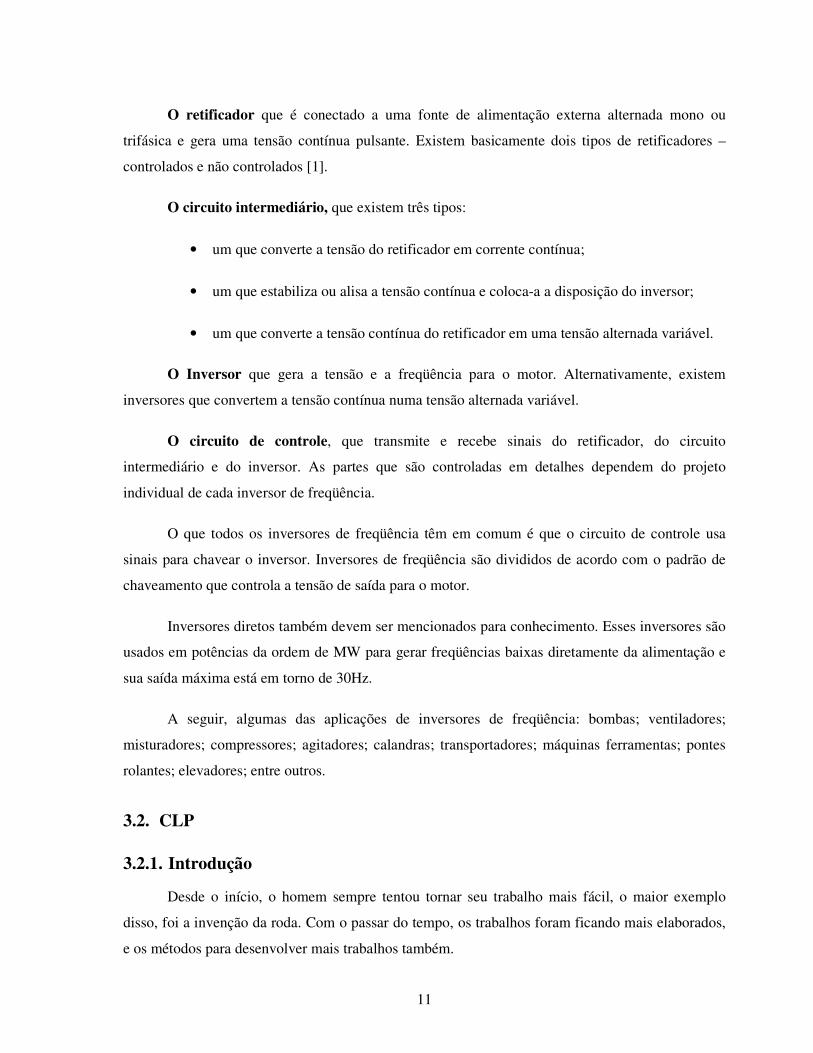
O retificador que é conectado a uma fonte de alimentação externa alternada mono ou
trifásica e gera uma tensão contínua pulsante. Existem basicamente dois tipos de retificadores –
controlados e não controlados [1].
O circuito intermediário, que existem três tipos:
• um que converte a tensão do retificador em corrente contínua;
• um que estabiliza ou alisa a tensão contínua e coloca-a a disposição do inversor;
• um que converte a tensão contínua do retificador em uma tensão alternada variável.
O Inversor que gera a tensão e a freqüência para o motor. Alternativamente, existem
inversores que convertem a tensão contínua numa tensão alternada variável.
O circuito de controle, que transmite e recebe sinais do retificador, do circuito
intermediário e do inversor. As partes que são controladas em detalhes dependem do projeto
individual de cada inversor de freqüência.
O que todos os inversores de freqüência têm em comum é que o circuito de controle usa
sinais para chavear o inversor. Inversores de freqüência são divididos de acordo com o padrão de
chaveamento que controla a tensão de saída para o motor.
Inversores diretos também devem ser mencionados para conhecimento. Esses inversores são
usados em potências da ordem de MW para gerar freqüências baixas diretamente da alimentação e
sua saída máxima está em torno de 30Hz.
A seguir, algumas das aplicações de inversores de freqüência: bombas; ventiladores;
misturadores; compressores; agitadores; calandras; transportadores; máquinas ferramentas; pontes
rolantes; elevadores; entre outros.
3.2. CLP
3.2.1. Introdução
Desde o início, o homem sempre tentou tornar seu trabalho mais fácil, o maior exemplo
disso, foi a invenção da roda. Com o passar do tempo, os trabalhos foram ficando mais elaborados,
e os métodos para desenvolver mais trabalhos também.
12
A revolução industrial exigiu equipamentos mais sofisticados e eficientes, porém tais
equipamentos eram acionados por meios mecânicos. Com o advento da eletricidade no começo
deste século, surgiram equipamentos com acionamentos elétricos [2].
Com a exigência das indústrias, estes equipamentos evoluíram de forma absurdamente
rápida, tornaram-se sistemas de controle complexos, os conhecidos comandos elétricos. Nesta
técnica, a lógica de controle era feita por meio de contatores, estes eram acionados ou não de acordo
com a atuação de chaves eletromecânicas conhecidas como chaves limite.
Com os comandos elétricos podiam-se montar lógicas complexas, mas quanto maior a
complexidade, maior o número de contatores auxiliares utilizados, além dos próprios contatores de
potencia e das chaves limite. O resultado de tudo isso eram sistemas imensos e com um consumo
elevado de energia. Um outro problema dos comandos elétricos era a dificuldade de manutenção e
modificação para a atualização do equipamento.
Na indústria automobilística, onde as mudanças acontecem com maior freqüência, estes
problemas eram sentidos com maior intensidade.
Graças ao surgimento da eletrônica, foi possível pensar em equipamentos de controle
menores e com recurso de programação de suas funções. Surgiu então o CLP, ou Controlador
Lógico Programável, este passou a controlar toda a lógica através de um programa, enquanto a parte
de potência continuou a ser acionada por contatores, os quais são acionados pelas saídas do CLP.
As tão conhecidas chaves limite, em muitos casos, foram substituídas por sensores que são
ligadas às entradas do CLP.
Hoje, o CLP vai além do controle de um simples intertravamento de máquina, é capaz de ser
ligado em rede, possibilitando o controle de um processo inteiro, gerando até mesmo o diagnóstico
de problemas no equipamento controlado.
3.2.2. Histórico
Concebido originalmente para a linha de montagem da General Motors em 1968 para
substituir os painéis de controle a relé, estes painéis possuíam pouca flexibilidade sendo necessária
sua reconstrução a cada modificação do projeto. Como estas modificações ocorriam de maneira
freqüente, os CLP foram concebidos com o principal objetivo de facilitar e desonerar e reduzir a
13
manutenção das linhas de produção. O primeiro controlador que atendia a estas especificações foi
construído em 1969 pela Gould Modicon (Modular Digital Controller), em 1971 sua aplicação foi
ampliada a outras indústrias e, em 1973 surgiu o primeiro sistema de comunicação que permitia que
os CLP trocassem informação entre si e, já em 1975 passou a incorporar o controle PID
(Proporcional - Integral - Derivativo). Até 1977 os CLP eram implementados com componentes
eletrônicos discretos, somente a partir de então passando a serem confeccionados a partir de
microprocessadores. Com a evolução dos microprocessadores ocorreu o aumento da capacidade de
processamento e de memória dos CLP que passaram a se tornar atrativos, além de todos os campos
de atividade industrial, também, a área de automação predial atuando no controle de climatização,
alarmes, iluminação. As atuais gerações de controladores possuem funções avançadas de controle,
disponibilidade de grande número de entradas e saídas, além de uma grande facilidade de
comunicação com sistemas supervisórios e sensores e atuadores inteligentes.
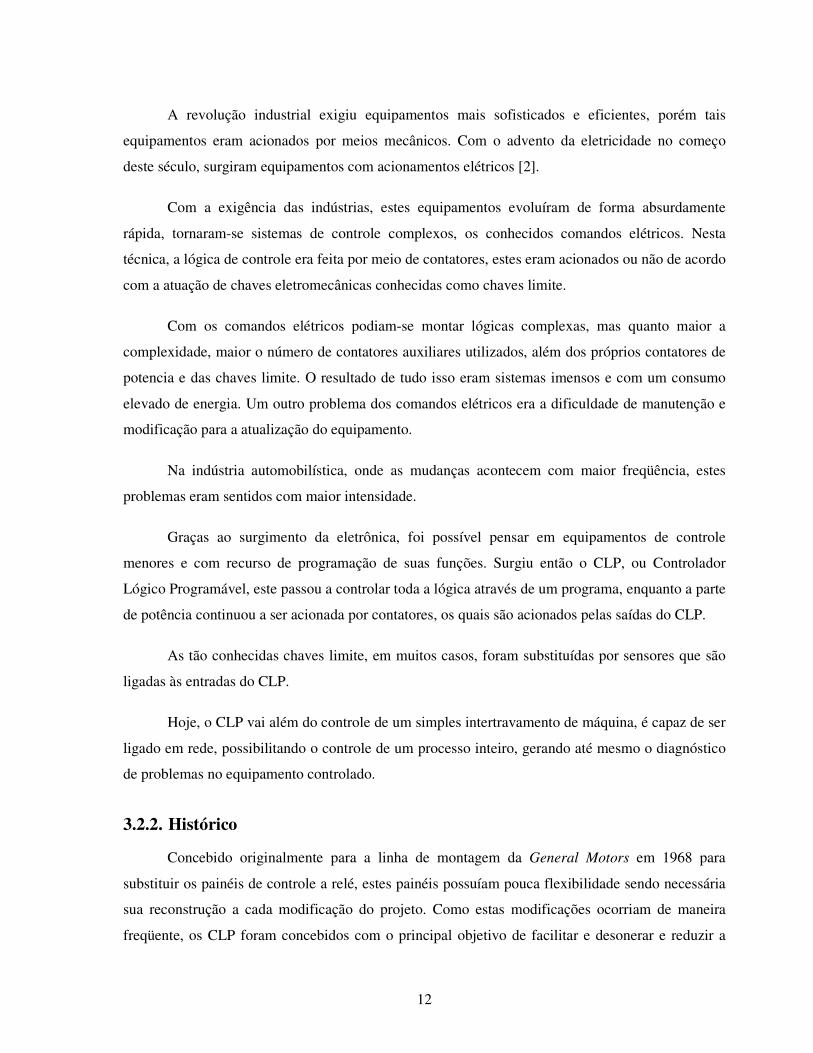
Figura 4 – CLP da marca Altus e Fanuc respectivamente
Talvez a razão principal da aceitação dos CLP`s pela indústria foi que a linguagem inicial de
programação era baseada nos diagramas ladder e símbolos elétricos usados normalmente pelos
eletricistas. A maior parte do pessoal de fábrica já estava treinada nesses diagramas, adotando-o
rapidamente nos CLP´s. Na verdade a lógica ladder ainda tem papel importante na programação e
localização de falhas, mesmo com as linguagens mais avançadas de programação desenvolvidas
posteriormente.
3.2.3. Funcionamento
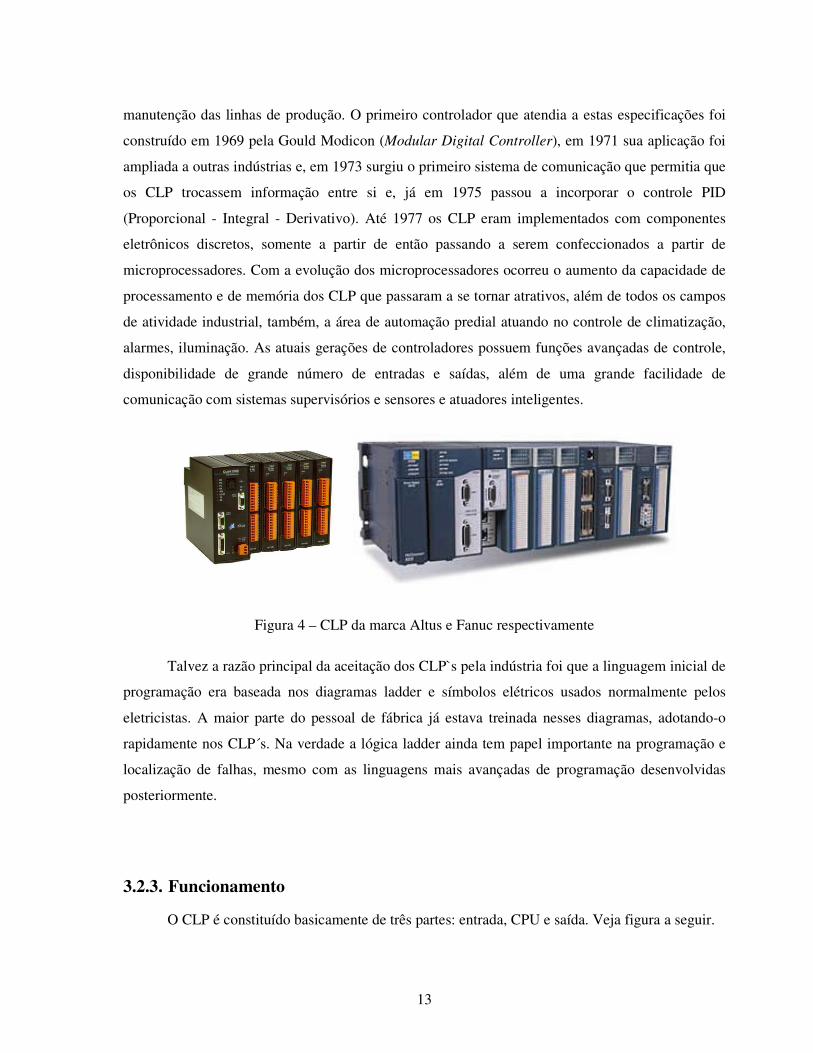
O CLP é constituído basicamente de três partes: entrada, CPU e saída. Veja figura a seguir.
14
Figura 5 – Diagrama de blocos simplificado de um CLP
• Entrada: Trata-se da parte do sistema responsável pela aquisição dos sinais
provenientes dos sensores, limites, botoeiras, etc. Os módulos ou cartões de entrada compatibilizam
as tensões de comando disponíveis no campo (24 Vcc, 110 Vca, entre outras) com níveis digitais
utilizados pela CPU.
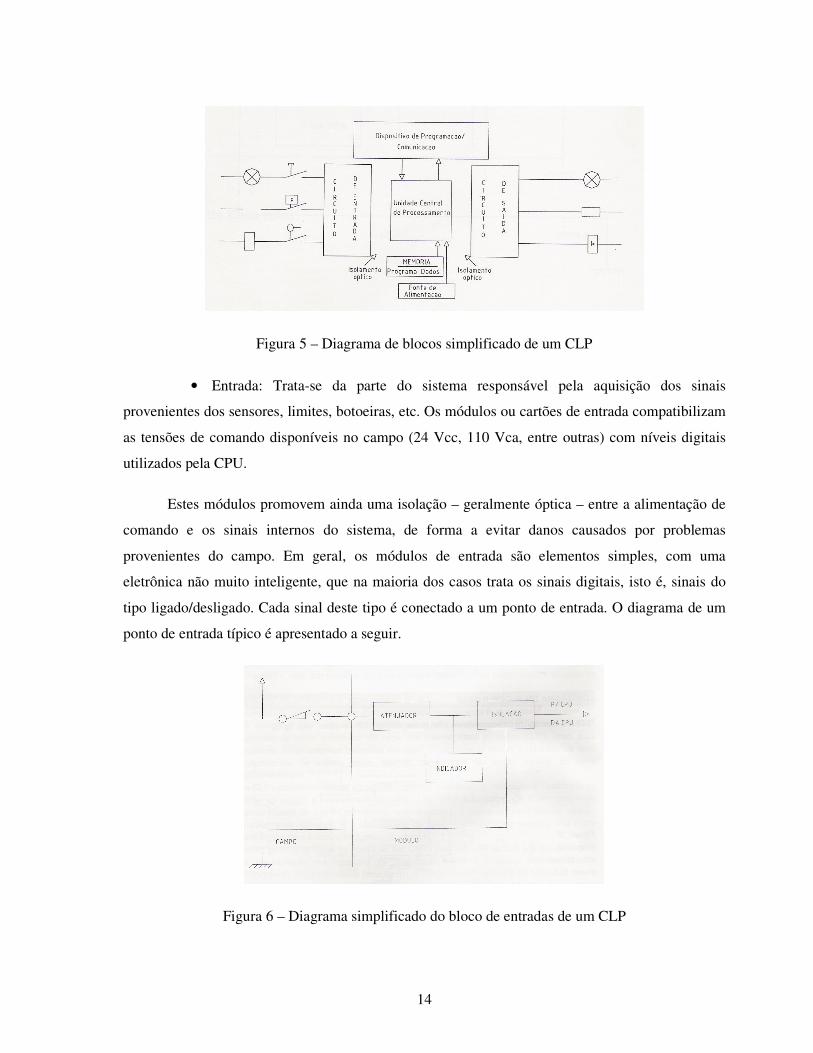
Estes módulos promovem ainda uma isolação – geralmente óptica – entre a alimentação de
comando e os sinais internos do sistema, de forma a evitar danos causados por problemas
provenientes do campo. Em geral, os módulos de entrada são elementos simples, com uma
eletrônica não muito inteligente, que na maioria dos casos trata os sinais digitais, isto é, sinais do
tipo ligado/desligado. Cada sinal deste tipo é conectado a um ponto de entrada. O diagrama de um
ponto de entrada típico é apresentado a seguir.
Figura 6 – Diagrama simplificado do bloco de entradas de um CLP
15
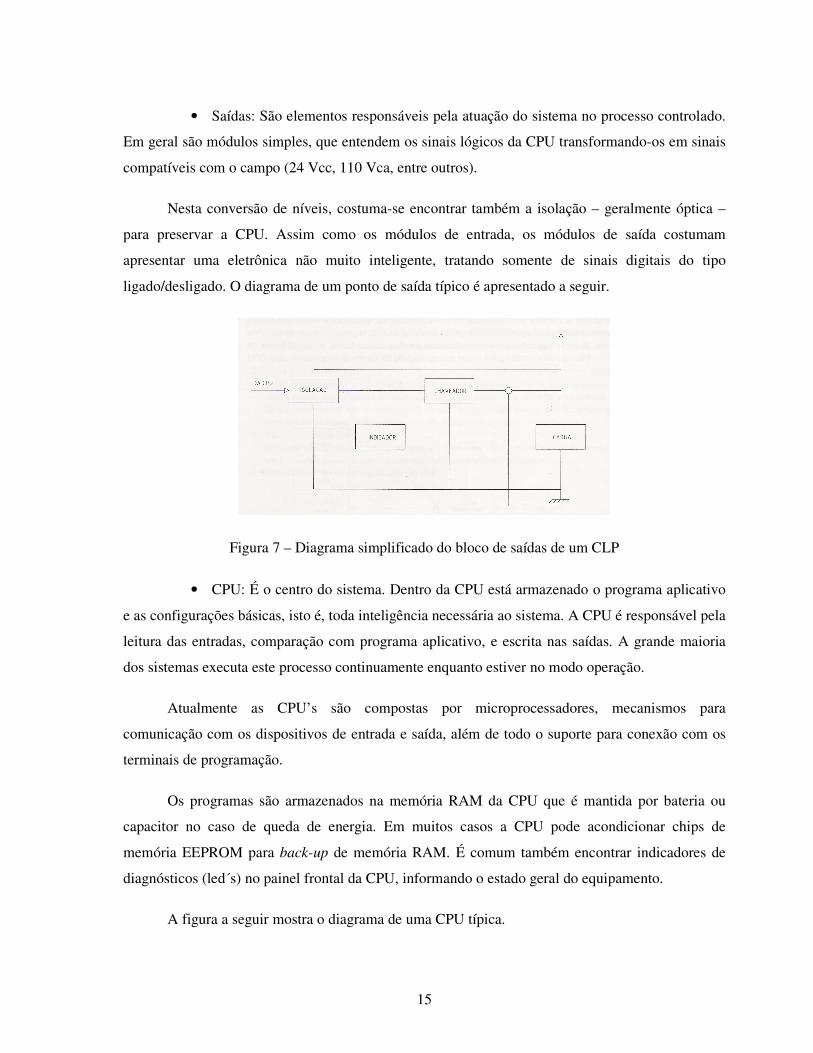
• Saídas: São elementos responsáveis pela atuação do sistema no processo controlado.
Em geral são módulos simples, que entendem os sinais lógicos da CPU transformando-os em sinais
compatíveis com o campo (24 Vcc, 110 Vca, entre outros).
Nesta conversão de níveis, costuma-se encontrar também a isolação – geralmente óptica –
para preservar a CPU. Assim como os módulos de entrada, os módulos de saída costumam
apresentar uma eletrônica não muito inteligente, tratando somente de sinais digitais do tipo
ligado/desligado. O diagrama de um ponto de saída típico é apresentado a seguir.
Figura 7 – Diagrama simplificado do bloco de saídas de um CLP
• CPU: É o centro do sistema. Dentro da CPU está armazenado o programa aplicativo
e as configurações básicas, isto é, toda inteligência necessária ao sistema. A CPU é responsável pela
leitura das entradas, comparação com programa aplicativo, e escrita nas saídas. A grande maioria
dos sistemas executa este processo continuamente enquanto estiver no modo operação.
Atualmente as CPU’s são compostas por microprocessadores, mecanismos para
comunicação com os dispositivos de entrada e saída, além de todo o suporte para conexão com os
terminais de programação.
Os programas são armazenados na memória RAM da CPU que é mantida por bateria ou
capacitor no caso de queda de energia. Em muitos casos a CPU pode acondicionar chips de
memória EEPROM para back-up de memória RAM. É comum também encontrar indicadores de
diagnósticos (led´s) no painel frontal da CPU, informando o estado geral do equipamento.
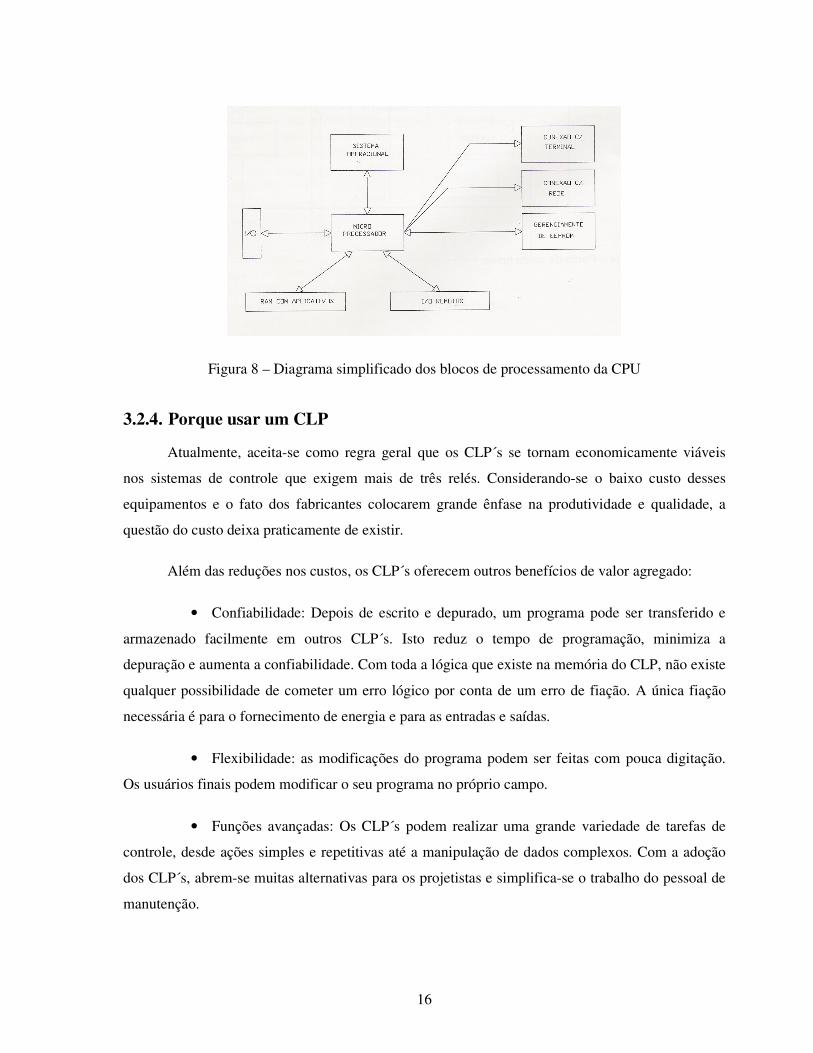
A figura a seguir mostra o diagrama de uma CPU típica.
16
Figura 8 – Diagrama simplificado dos blocos de processamento da CPU
3.2.4. Porque usar um CLP
Atualmente, aceita-se como regra geral que os CLP´s se tornam economicamente viáveis
nos sistemas de controle que exigem mais de três relés. Considerando-se o baixo custo desses
equipamentos e o fato dos fabricantes colocarem grande ênfase na produtividade e qualidade, a
questão do custo deixa praticamente de existir.
Além das reduções nos custos, os CLP´s oferecem outros benefícios de valor agregado:
• Confiabilidade: Depois de escrito e depurado, um programa pode ser transferido e
armazenado facilmente em outros CLP´s. Isto reduz o tempo de programação, minimiza a
depuração e aumenta a confiabilidade. Com toda a lógica que existe na memória do CLP, não existe
qualquer possibilidade de cometer um erro lógico por conta de um erro de fiação. A única fiação
necessária é para o fornecimento de energia e para as entradas e saídas.
• Flexibilidade: as modificações do programa podem ser feitas com pouca digitação.
Os usuários finais podem modificar o seu programa no próprio campo.
• Funções avançadas: Os CLP´s podem realizar uma grande variedade de tarefas de
controle, desde ações simples e repetitivas até a manipulação de dados complexos. Com a adoção
dos CLP´s, abrem-se muitas alternativas para os projetistas e simplifica-se o trabalho do pessoal de
manutenção.
17
• Comunicação: A comunicação com interfaces de operação, outros CLP´s ou
computadores facilita a coleta de dados e o intercâmbio de informações.
• Velocidade: Como certas máquinas automatizadas processam milhares de itens por
minuto e como os objetos estão expostos aos sensores durante apenas uma fração de segundo,
muitas aplicações de automação necessitam da capacidade de resposta rápida dos CLP´s.
• Diagnóstico: A capacidade de localização de falhas dos dispositivos de programação
e o recurso de diagnóstico incorporado no CLP permitem que os usuários localizem e corrijam
rapidamente os problemas de software e hardware.
3.3. SISTEMAS SUPERVISÓRIOS
3.3.1. Introdução
Atualmente a grande quantidade de processos automatizados, existentes nos mais diversos
meios, motiva a utilização dos chamados sistemas SCADA (Supervisory Control & Data
Acquisition Systems), que permitem a monitoração do processo em tempo real.
O uso de sistemas SCADA de maneira interligada com ferramentas CASE (Computer Aided
Software Engineering) tende a facilitar o processo de desenvolvimento, uma vez que as informações
provenientes do modelo de análise podem ser reaproveitadas no sistema de supervisão. Os Sistemas
supervisórios podem ser vistos como sistemas que supervisionam ou monitoram processos
executados em uma planta industrial, através da visualização de variáveis da planta que está sendo
automatizada, bem como das ações tomadas pelo sistema de automação [3].
Sistemas supervisores são usualmente empregados com a finalidade de tornar possível o
reconhecimento de possíveis falhas em componentes da planta antes que essas falhas ocorram
efetivamente, partindo-se da premissa que a eminente ocorrência de uma falha geralmente pode ser
detectada através de maus funcionamentos e pequenas anomalias no comportamento do sistema
antes que a falha realmente ocorra.
3.3.2. Funcionamento
Os sistemas supervisórios permitem que sejam monitoradas e rastreadas informações de um
processo produtivo ou instalação física. Tais informações são coletadas através de equipamentos de
18
aquisição de dados e, em seguida, manipuladas, analisadas, armazenadas e posteriormente,
apresentadas ao usuário. Estes sistemas também são chamados de SCADA.
Os primeiros sistemas SCADA, basicamente telemétricos, permitiam informar
periodicamente o estado corrente do processo industrial, monitorando sinais representativos de
medidas e estados de dispositivos, através de um painel de lâmpadas e indicadores, sem que
houvesse qualquer interface aplicacional ao operador.
Atualmente, os sistemas de automação industrial utilizam tecnologias de computação e
comunicação para automatizar a monitoração e controle dos processos industriais, efetuando coleta
de dados em ambientes complexos, eventualmente dispersos geograficamente, e a respectiva
apresentação de modo amigável para o operador, com recursos gráficos elaborados (interfaces
homem-máquina) e conteúdo multimídia.
Para permitir isso, os sistemas SCADA identificam os tags, que são todas as variáveis
numéricas ou alfanuméricas envolvidas na aplicação, podendo executar funções computacionais
(operações matemáticas, lógicas, com vetores ou strings, etc) ou representar pontos de entrada/saída
de dados do processo que está sendo controlado. Neste caso, correspondem às variáveis do processo
real (ex: temperatura, nível, vazão etc), se comportando como a ligação entre o controlador e o
sistema. É com base nos valores das tags que os dados coletados são apresentados ao usuário.
Os sistemas SCADA podem também verificar condições de alarmes, identificadas quando o
valor do tag ultrapassa uma faixa ou condição pré-estabelecida, sendo possível programar a
gravação de registros em Bancos de Dados, ativação de som, mensagem, mudança de cores, envio
de mensagens por pager, e-mail, celular, etc.
Os componentes físicos de um sistema de supervisão podem ser resumidos, de forma
simplificada, em: sensores e atuadores, rede de comunicação, estações remotas (aquisição/controle)
e de monitoração central (sistema computacional SCADA).
Os sensores são dispositivos conectados aos equipamentos controlados e monitorados pelos
sistemas SCADA, que convertem parâmetros físicos tais como velocidade, nível de água e
temperatura, para sinais analógicos e digitais legíveis pela estação remota. Os atuadores são
utilizados para atuar sobre o sistema, ligando e desligando determinados equipamentos.
19
O processo de controle e aquisição de dados se inicia nas estações remotas, PLCs
(Programmable Logic Controllers) e RTUs (Remote Terminal Units), com a leitura dos valores
atuais dos dispositivos que a ele estão associados e seu respectivo controle.
Os PLCs e RTUs são unidades computacionais específicas, utilizadas nas instalações fabris
(ou qualquer outro tipo de instalação que se deseje monitorar) para a funcionalidade de ler entradas,
realizar cálculos ou controles, e atualizar saídas.
A diferença entre os PLCs e as RTUs é que os primeiros possuem mais flexibilidade na
linguagem de programação e controle de entradas e saídas, enquanto as RTUs possuem uma
arquitetura mais distribuída entre sua unidade de processamento central e os cartões de entradas e
saídas, com maior precisão e seqüenciamento de eventos.
A rede de comunicação é a plataforma por onde as informação fluem dos PLCs/RTUs para o
sistema SCADA e, levando em consideração os requisitos do sistema e a distância a cobrir, pode ser
implementada através de cabos ethernet, fibras ópticas, linhas dial-up, linhas dedicadas, rádio
modems, etc.
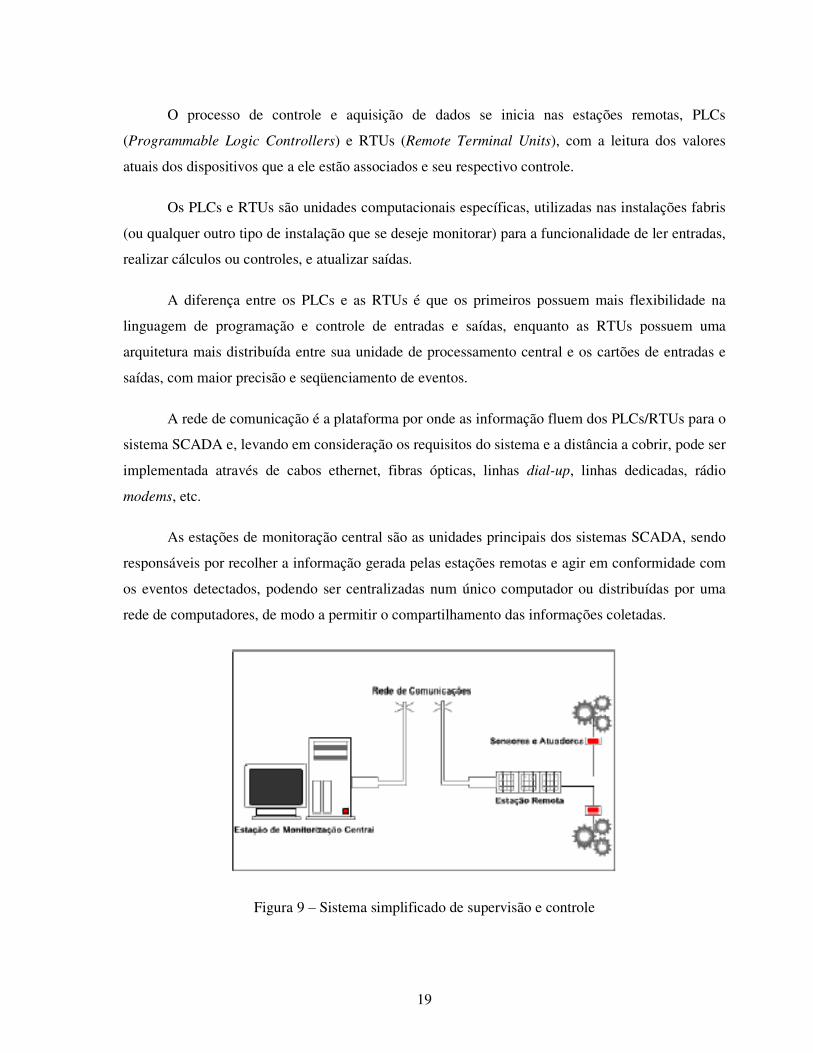
As estações de monitoração central são as unidades principais dos sistemas SCADA, sendo
responsáveis por recolher a informação gerada pelas estações remotas e agir em conformidade com
os eventos detectados, podendo ser centralizadas num único computador ou distribuídas por uma
rede de computadores, de modo a permitir o compartilhamento das informações coletadas.
Figura 9 – Sistema simplificado de supervisão e controle

20
3.4. CNC
3.4.1. Introdução
Um sistema de controle numérico comanda as ações de uma ou mais máquinas por
interpretação automática de instruções expressas em números. A palavra "interpretação" refere-se a
conversão de alguns ou todos os dados numéricos, como distancias, ângulos, temperaturas,
concentrações, etc. Estas são quantidades mensuráveis cujas magnitudes podem ser expressa
numericamente, assim como numero de pessoas ou quantia em dinheiro. Uma máquina
numericamente controlada, recebe informações em forma digital. Números em códigos indicando
dimensões de peças que podiam ser produzidos em cartões perfurados na década de 60 (sistemas de
transmissões de dados deste tipo era possível ser encontrado até na década de 80), eletronicamente
gravados em fita magnética, como é mais comum atualmente em disquetes ou até mesmo num
banco de dados centralizado. Operações de manufatura têm sido usadas com auxilio do controle
numérico com muito sucesso, e cada dia mais percebemos possibilidade mais generalizadas de
sistemas alimentados com informações CNC (desde as máquinas de usinagem CNC até maquinas
de costura ou de bordar).
Nos meios industriais e nos fabricantes, o termo CNC é dito como comando numérico
computadorizado, um termo que na verdade diz muito pouco por si só e necessita de uma melhor
definição.
Um CLP combinado com um acionamento e um servomotor, é capaz de controlar em
velocidade e posição um eixo de movimento; mas como fazer para gerar uma interpolação de dois
ou mais eixos em uma função linear do tipo Y=aX, onde “a” é uma variável real qualquer ou outros
sincronismos?
Com certeza, o software de CLP deveria ter em sua estrutura todo um algoritmo de
interpolação, que certamente consumiria mais do processador e memória. Após essa constatação, a
indústria passou a trabalhar em um produto derivado do CLP, que já possuía muitos algoritmos de
interpolação, e denominou-o de CNC, que era capaz de executar o movimento de um único eixo
para uma determinada posição e com uma determinada velocidade.

21
No começo, o CNC se resumia a isso, fazer um movimento de um único eixo ou até dois
eixos simultâneos, ou até mesmo dois eixos sincronizados, que mesmo com distâncias diferentes a
percorrer, eles iniciavam e terminavam juntos os movimentos.
Hoje, os CNC’s são mais utilizados em máquinas de usinagem (centros de usinagem).
Podem ter n eixos, dependendo da aplicação. As posições dos eixos são transmitidas de diversas
formas, sendo que a mais usual delas é o uso de encoders. Também são utilizados resolvers e alguns
tipos de transdutores.
Figura 10 – CNC’s das marcas FAGOR e Siemens respectivamente
A introdução do CNC na indústria mudou radicalmente os processos industriais. Curvas são
facilmente cortadas, complexas estruturas com 3 dimensões tornam-se relativamente fáceis de
produzir e o número de passos no processo com intervenção de operadores humanos é
drasticamente reduzido. O CNC reduziu também o número de erros humanos (o que aumenta a
qualidade dos produtos e diminui o retrabalho e o desperdício), agilizou as linhas de montagens e
tornou-as mais flexíveis, pois a mesma linha de montagens pode agora ser adaptada para produzir
outro produto num tempo muito mais curto do que com os processos tradicionais de produção.
Acompanhando o desenvolvimento tecnológico da informática e a tendência por uma interatividade
cada vez maior com o usuário, o código e linguagem de máquina também evoluíram.
3.5. ROBÔ INDUSTRIAL
3.5.1. Introdução
O termo robô tem origem na palavra checa robota, que significa "trabalho forçado". O robô
presente no imaginário mundial teve origem numa peça do dramaturgo Karel Čapek, na qual existia
um autômato com forma humana, capaz de fazer tudo em lugar do homem.
22
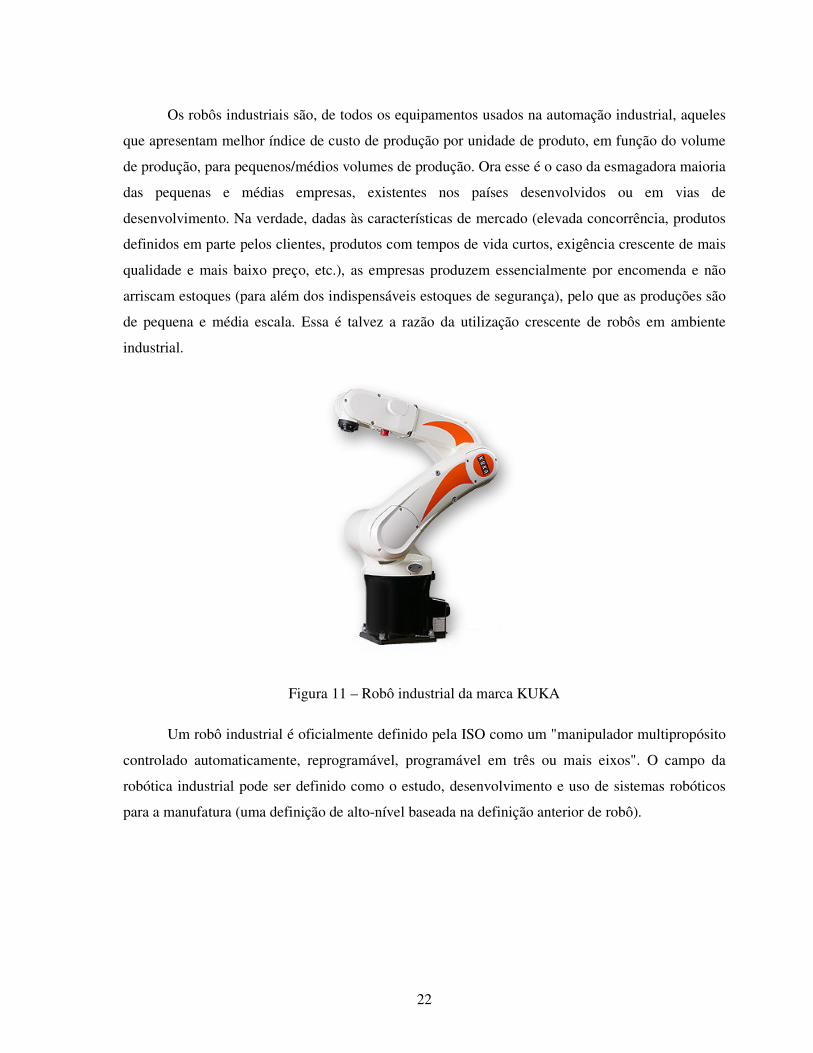
Os robôs industriais são, de todos os equipamentos usados na automação industrial, aqueles
que apresentam melhor índice de custo de produção por unidade de produto, em função do volume
de produção, para pequenos/médios volumes de produção. Ora esse é o caso da esmagadora maioria
das pequenas e médias empresas, existentes nos países desenvolvidos ou em vias de
desenvolvimento. Na verdade, dadas às características de mercado (elevada concorrência, produtos
definidos em parte pelos clientes, produtos com tempos de vida curtos, exigência crescente de mais
qualidade e mais baixo preço, etc.), as empresas produzem essencialmente por encomenda e não
arriscam estoques (para além dos indispensáveis estoques de segurança), pelo que as produções são
de pequena e média escala. Essa é talvez a razão da utilização crescente de robôs em ambiente
industrial.
Figura 11 – Robô industrial da marca KUKA
Um robô industrial é oficialmente definido pela ISO como um "manipulador multipropósito
controlado automaticamente, reprogramável, programável em três ou mais eixos". O campo da
robótica industrial pode ser definido como o estudo, desenvolvimento e uso de sistemas robóticos
para a manufatura (uma definição de alto-nível baseada na definição anterior de robô).
23
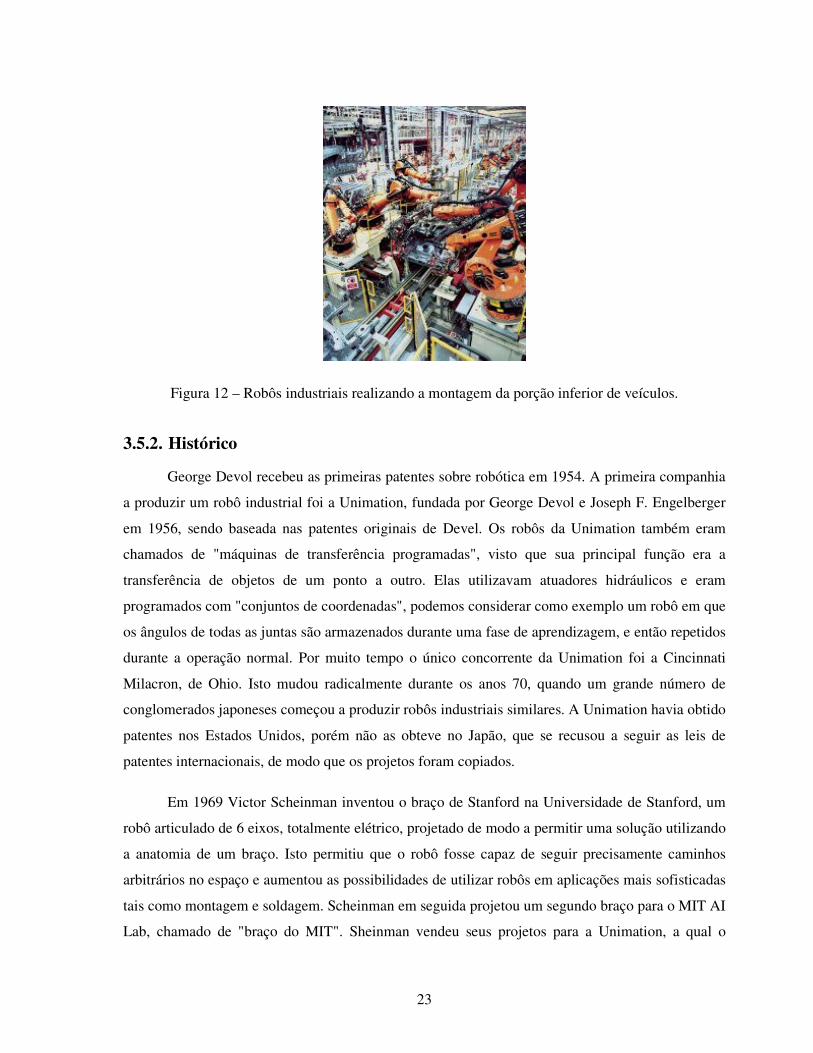
Figura 12 – Robôs industriais realizando a montagem da porção inferior de veículos.
3.5.2. Histórico
George Devol recebeu as primeiras patentes sobre robótica em 1954. A primeira companhia
a produzir um robô industrial foi a Unimation, fundada por George Devol e Joseph F. Engelberger
em 1956, sendo baseada nas patentes originais de Devel. Os robôs da Unimation também eram
chamados de "máquinas de transferência programadas", visto que sua principal função era a
transferência de objetos de um ponto a outro. Elas utilizavam atuadores hidráulicos e eram
programados com "conjuntos de coordenadas", podemos considerar como exemplo um robô em que
os ângulos de todas as juntas são armazenados durante uma fase de aprendizagem, e então repetidos
durante a operação normal. Por muito tempo o único concorrente da Unimation foi a Cincinnati
Milacron, de Ohio. Isto mudou radicalmente durante os anos 70, quando um grande número de
conglomerados japoneses começou a produzir robôs industriais similares. A Unimation havia obtido
patentes nos Estados Unidos, porém não as obteve no Japão, que se recusou a seguir as leis de
patentes internacionais, de modo que os projetos foram copiados.
Em 1969 Victor Scheinman inventou o braço de Stanford na Universidade de Stanford, um
robô articulado de 6 eixos, totalmente elétrico, projetado de modo a permitir uma solução utilizando
a anatomia de um braço. Isto permitiu que o robô fosse capaz de seguir precisamente caminhos
arbitrários no espaço e aumentou as possibilidades de utilizar robôs em aplicações mais sofisticadas
tais como montagem e soldagem. Scheinman em seguida projetou um segundo braço para o MIT AI
Lab, chamado de "braço do MIT". Sheinman vendeu seus projetos para a Unimation, a qual o
24
desenvolveu com o auxílio da General Motors e posteriormente o comercializou como a Máquina
Programável Universal para Montagem (PUMA). Em 1973, a KUKA construiu seu primeiro robô
industrial, conhecido como FAMULUS, sendo este o primeiro robô industrial articulado a possuir
seis eixos controlados eletronicamente.
O interesse na robótica industrial aumentou no final dos anos 70 e muitas companhias
entraram no campo, incluindo grandes empresas como a General Eletric e a General Motors (que
formaram o empreendimento FANUC Robotics junto com a FANUC do Japão). Dentre as empresas
norte-americanas temos a Automatix e a Adept Technology. No momento mais intenso do
crescimento da robótica em 1984, a Unimation foi comprada pela Westinghouse por 107 milhões de
dólares. A Westinghouse vendeu a Unimation para a Stäubli Faverges SCA, da França, em 1988. A
Stäubli ainda fabricava robôs articulados para a indústria em geral e aplicações de limpeza até o ano
de 2004 e havia inclusive comprado a divisão de robótica da Bosch no mesmo ano.
Eventualmente a visão limitada da indústria americana foi substituída pelos recursos
financeiros e grande mercado interno usufruído pelas indústrias japonesas. Apenas um pequeno
número de companhias não-japonesas foi capaz de se manter nesta área, incluindo a Adept
Technology, a Stäubli-Unimation, a companhia Sueca-Suíça ABB (ASEA Brown-Boveri), a
construtora da Áustria igm Robotersysteme AG e a companhia Alemã KUKA Robotics.
3.5.3. Tipos de Robôs
As configurações de robôs utilizadas mais comumente na automação industrial incluem os
robôs articulados (o tipo mais comum), os robôs SCARA, e os robôs cartesianos (também
conhecidos como robôs x-y-z). No contexto da robótica geral, a maior parte dos robôs industriais
seria categorizada como braços robóticos (inerente no uso da palavra “manipulador” mencionado na
definição da ISO).
Os robôs industriais possuem diferentes níveis de autonomia. Alguns robôs são programados
para realizarem ações repetidamente sem nenhuma variação, com um nível elevado de precisão.
Estas ações são determinadas por rotinas pré-programadas que especificam a direção, aceleração,
velocidade e distância de uma série de movimentos coordenados. Outros são mais flexíveis com
relação à orientação do objeto em que trabalham ou com o trabalho que realizam sobre o objeto, o
qual pode eventualmente ser identificado pelo robô. Por exemplo, para uma orientação mais precisa,

25
os robôs geralmente contém câmeras, ligadas a computadores ou controladores. A inteligência
artificial, e suas variações, possui uma importância crescente nos robôs industriais modernos.
3.5.4. Aplicações
As aplicações típicas dos robôs industriais incluem fundição, pintura, soldagem, montagem,
movimentação de cargas, inspeção de produtos, e realização de teste, tudo realizado com uma
precisão, velocidade, e robustez relativamente elevadas.
3.5.5. Fabricantes de Robôs
Nos dias atuais, existem muitos fabricantes de robôs usados nas mais diversas indústrias. A
Seguir, o nome dos principais fabricantes em todo o mundo: ABB, Adept, Janome, Cloos GmbH,
Comau, DENSO Robotics, Epson Robots, FANUC Robotics, HYUNDAI Robotics, Kawasaki,
KUKA, Nachi, Nidec Sankyo, OTC, Stäubli Robotics, Yaskawa-Motoman, entre outros.

26
4. RETROFITTING INDUSTRIAL
4.1. O QUE É RETROFITTING INDUSTRIAL?
O retrofitting, ou simplesmente retrofit de máquinas e equipamentos industriais, também
conhecidos como reforma ou modernização, pode ser a solução para empresas que pretendem dar
uma “sobrevida” para máquinas antigas, ou seja, fazer com que essas máquinas tenham um tempo
maior de funcionamento, desde que mantenham um bom estado de conservação mecânica.
Essa necessidade é crescente, uma vez que a eletrônica das máquinas, equipamentos e
sistemas evoluiu muito nos últimos anos e continua em rápida evolução.
Basicamente, no retrofit, há a troca dos comandos eletrônicos por outros de última geração,
troca de peças antigas por novas e também de componentes e acionamentos antigos por modernos e
mais confiáveis.
Nas figuras 2 e 3, são mostrados painéis elétricos de diferentes épocas, o primeiro
comandado por contatores e relés antigos, produtos dos quais não existem mais no mercado, o outro
possui módulos de potência de CNC que controlam a potência do motor em máquinas CNC.
Figura 13 – Painel elétrico comandado por contatores antigos

27
Figura 14 – Módulos de potência de uma máquina comandada por um CNC
A seguir, na figura 4, são apresentadas fotos de um painel elétrico com tecnologias
diferentes, um ainda original, com equipamentos utilizados desde a fabricação e outro já com a
técnica do retrofitting implementado.
Figura 15 – Painél elétrico antes e depois do retrofitting
28
O retrofitting é, geralmente, uma prática interessante para quem deseja eliminar ou
minimizar algum problema gerado pelo processo ou equipamento utilizado anteriormente [4].
O retrofitting de um equipamento ou processo produtivo visa também a sua otimização,
obtendo produtos com um custo unitário reduzido em um tempo menor e com uma maior
uniformidade. Isto é conseguido indiretamente quando alcançados os seguintes objetivos:
• Aumentar e controlar a qualidade do produto;
• Incrementar a produtividade;
• Aumentar a confiabilidade do processo;
• Disponibilizar os dados referentes ao processo para análise;
• Aumentar a segurança em relação às pessoas e ao ambiente.
A implantação do retrofitting proporciona também, a melhora estética e em muitos casos é
utilizado em empresas que necessitam minimizar as perdas por manutenção, com recursos mais
simples de programação e uma maior disponibilidade de peças de reposição por um maior tempo.
Hoje em dia, também está sendo muito utilizado no controle de processos, onde se exige
muito em termos de precisão e uma resposta mais rápida.
O preço das reformas é baseado no projeto e na tecnologia incorporada, por exemplo:
sistemas de controle, CLPs, softwares etc. O preço final do Retrofit busca sempre ser inferior ao de
uma máquina, equipamento ou sistema novo [5].
4.2. EXEMPLO DE RETROFITTING
Foi utilizada uma máquina empregada no processo de fabricação de pistões para motores de
carros.
4.2.1. Funcionamento
Essa máquina funciona da seguinte maneira: o operador da máquina pressiona os botões de
controle bi-manual, fazendo com que uma parte da máquina (chamada coquilha, que se parece com
uma panela) se feche. Com as coquilhas fechadas, o operador coloca o alumínio derretido dentro

29
dessa coquilha e pressiona um botão para abaixar a tampa e iniciar a solidificação. Após um sensor
indicar que a tampa está em baixo, inicia-se a solidificação, resfriando por um tempo ajustado pelo
operador. Depois da contagem desse tempo, a máquina volta ao seu estado inicial e é acionado um
jato de ar comprimido para limpeza das coquilhas, enquanto um outro sistema faz a retirada da peça
solidificada. Após a retirada da peça e da limpeza das coquilhas, a máquina está apta iniciar o
processo de outra peça.
4.2.2. Painel Elétrico
O painel elétrico responsável pelo comando das operações da máquina foi trocado ao invés
de simplesmente instalar alguns equipamentos de melhoria.
Nesse caso, no painel existente na máquina, havia uma série de contatores, relés e
temporizadores que faziam o sincronismo da máquina e, com isso, os devidos movimentos para a
execução do processo.
No novo painel elétrico, todos os contatores, relés e temporizadores foram substituídos por
um CLP e uma IHM. Através desta IHM obteve-se a possibilidade do ajuste do tempo através de
um teclado e um display, no qual o operador pôde inserir o tempo preciso para os devidos fins.
Esse sistema também auxiliou no processo de setup – processo no qual há a troca de produto
que uma determinada máquina irá produzir –, pois o usuário pôde selecionar qual das partes ele iria
ajustar através da IHM.
Nesse painel, foram inseridos vários relés responsáveis por acionar as válvulas. Foi feito isso
para que não houvesse uma sobrecarga de corrente no bloco de saídas do CLP, uma vez que este
possui um limite baixo de corrente nas suas saídas.
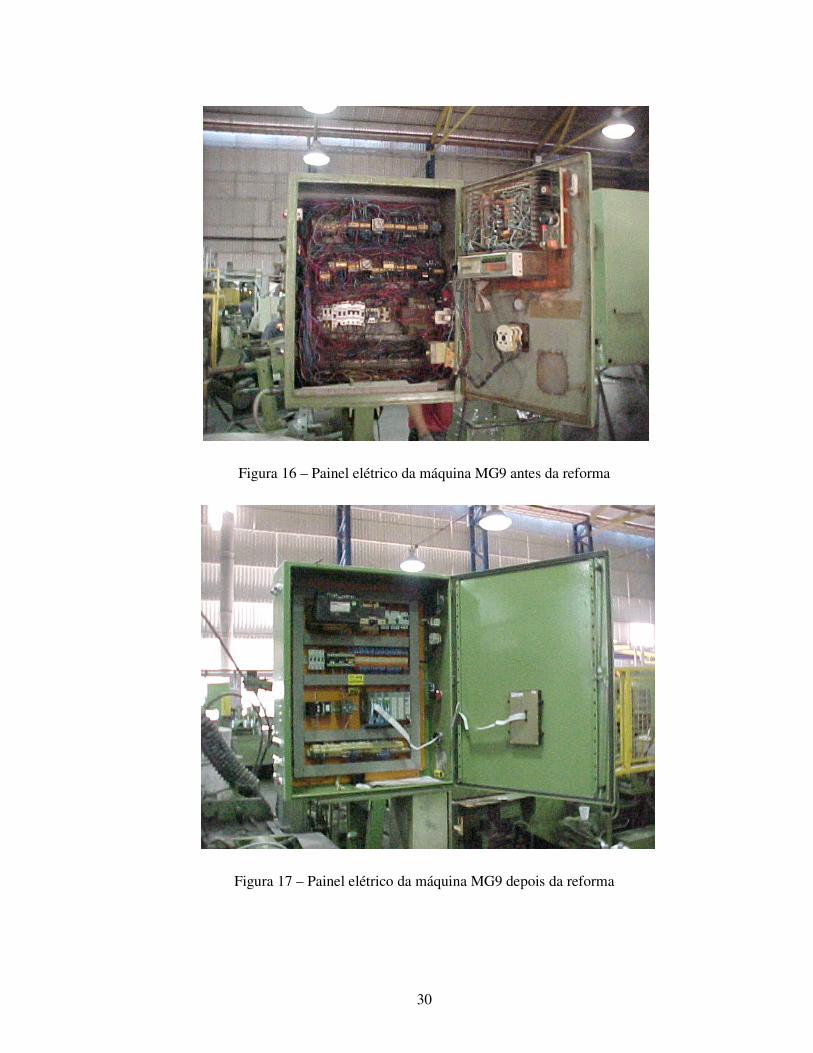
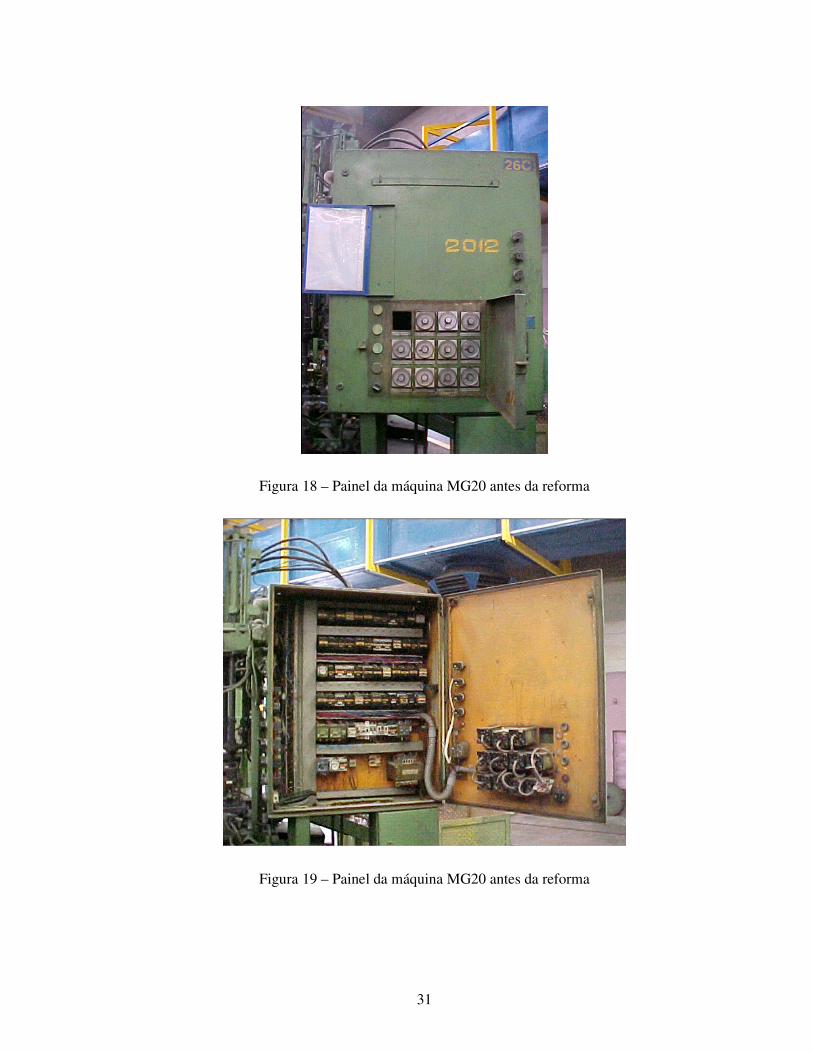
A seguir, são apresentadas fotografias de duas máquinas onde foi empregado o retrofitting,
podendo fazer a comparação entre o antes e depois, baseados em organização do painel, estética do
painel e espaço livre para futuras melhorias. As máquinas apresentadas são as máquinas MG9 e
MG20.
30
Figura 16 – Painel elétrico da máquina MG9 antes da reforma
Figura 17 – Painel elétrico da máquina MG9 depois da reforma
31
Figura 18 – Painel da máquina MG20 antes da reforma
Figura 19 – Painel da máquina MG20 antes da reforma

32
Figura 20 – Painel da máquina MG20 depois da reforma
Figura 21 – Painel da máquina MG20 depois da reforma

33
Figura 22 – Painel da máquina MG20 depois da reforma
4.2.3. Resultados
A máquina MG20 obteve resultados expressivos de melhora após a implantação do
retrofitting. Com o painel elétrico antigo, e conseqüentemente, toda a parte de controle do processo
antigo, a máquina produzia 58 peças por hora em média, com um tempo total de ciclo de 62
segundos. O setup desta máquina durava em média 43 minutos, entre troca de ferramental e ajuste
de tempo e de sensores de posicionamento.
Já com o painel comandado pelo CLP, o tempo de setup reduziu-se para 32 minutos em
média, também entre o ferramental e os ajustes de tempo e sensores. A quantidade de peças
produzidas por hora também melhorou, passando a produzir 60 peças por hora, com um tempo de
ciclo de 1 minuto.

34
Em termos de economia, também houve melhora, pois com a máquina atuando com os
comandos antigos, repletos de contatores e relés, consumia cerca 2,3kW/h, e com o comando a CLP
passaram a consumir aproximadamente 1,35kW/h.
[FIM DE SEÇÃO. Não remova esta quebra de seção]

35
5. CONSIDERAÇÕES FINAIS
Com o avanço da tecnologia utilizada nos sistemas de manufaturas, entre eles a automação,
existe hoje a necessidade de equipamentos com alto desempenho capazes de suprir a demanda de
produção e variabilidade dos processos.
Entre os equipamentos apresentados, o CLP e o Inversor de freqüência são os produtos mais
utilizados no uso desta técnica, uma vez que proporciona benefícios de programação e controle com
um custo relativamente baixo.
O CLP foi o equipamento escolhido na implantação da reforma da máquina de fundir,
atendendo perfeitamente às expectativas de programação, o que facilitou e reduziu o tempo de setup
e manutenção, criando possibilidades econômicas para melhorias futuras, como a implantação de
sistemas de retirada de peças automáticos.
Outros equipamentos, como o Robô Industrial e o CNC, possuem aplicações mais
especificas de um determinado processo, como o torneamento de materiais, soldagens industrias,
entre outros, fato que faz com que esses equipamentos possuam um custo elevado em relação a
outras tecnologias.
[FIM DE SEÇÃO. Não remova esta quebra de seção]

36
REFERÊNCIAS BIBLIOGRÁFICAS
[1] RASHID, Muhammad Harunur. Power Electronics – Circuits, devices and applications. 2ª ed. Prentice Hall, New Jersey: 1993
[2] VARELLA, Ricardo. Apostila Automação Industrial. Campinas, 1998.
[3] Gourgand, Michel e Tanguy, Alain. A Simula Object-Oriented Modelling Enviroment. Object Oriented Simulation, SCS, 1993
[4] PANSIERA, Paulo Eduardo. Retrofitting – Atualização. Mecatrônica Atual, nº 4, Junho 2002
[5] www.siemens.com.br/retrofit - último acesso 20/10/2007
Recommended

















