Embed Size (px)
Citation preview
1
SIDERÚRGIA
CURSO
DE
PROCESSOS METALÚRGICOS
FATEC So
Prof. J. Paes

2
Inicio
Quando as terras brasileiras foram descobertas, as práticas mercantilistas imperavam na Europa. Os portugueses chegaram ao Brasil com a esperança da extração de metais como ouro, prata e cobre (bronze). No entanto, nenhum tipo de metal, nem mesmo ferro, foi encontrado em um primeiro momento. Os poucos ferreiros que vieram para o Brasil utilizavam o ferro originário da Europa para produzir os instrumentos usados na lavoura.
1554 - O padre jesuíta José de Anchieta relatou, em um informe ao rei de Portugal, a existência de depósitos de prata e minério de ferro no interior da capitania de São Vicente (atual estado de São Paulo).
Quem primeiro trabalhou na redução desse minério de ferro foi Afonso Sardinha.
1587 - Ele descobriu magnetita na atual região de Sorocaba, no interior de São Paulo, e iniciou a produção de ferro a partir da redução do minério. É a primeira fábrica de ferro que se tem notícia no Brasil.
As forjas construídas por Sardinha operaram até a sua morte, em 1616. Após essa data, a siderurgia brasileira entrou em um período de estagnação que durou até o século seguinte.
A trajetória da primeira siderúrgica brasileira, iniciada por Afonso Sardinha e que hoje pode ser visitada dentro da Floresta Nacional de Ipanema.
Desenvolvimento
Foi a descoberta de ouro no atual Estado de Minas Gerais que desencadeou um novo estímulo à siderurgia. Fundições foram abertas para a construção de implementos de ferro utilizados no trabalho das minas.
Contudo, as mesmas práticas mercantilistas que impulsionaram a descoberta de metais em nossas terras fizeram com que a construção de uma indústria siderúrgica brasileira fosse reprimida. A colônia deveria ser explorada ao máximo e comercializar apenas ouro e produtos agrícolas. Portugal chegou a proibir a construção de novas fundições e ordenou a destruição das existentes.
A situação mudou com a ascensão de Dom João VI ao trono de Portugal. Em 1795, foi autorizada a construção de novas fundições. Em 1808, a família real portuguesa desembarcou fugitiva no Rio de Janeiro, temendo o avanço das tropas napoleônicas às terras lusitanas. Diversas indústrias siderúrgicas foram construídas a partir desse período.
1815 - Ficou pronta a usina do Morro do Pilar, em Minas Gerais.
1818,- A fábrica de Ipanema, nos arredores de Sorocaba, começa a produzir ferro forjado. Outras indústrias foram abertas em Congonhas do Campo, Caeté e São Miguel de Piracicaba, todas em Minas Gerais. Antes da abertura das fábricas locais, o ferro era exclusivamente importado de países europeus, especialmente da Suécia, da Alemanha e da Espanha.

3
Após esse início de século XIX promissor, houve um declínio na produção de ferro. A competição com os produtos importados da Inglaterra (que eram favorecidos com uma diminuição no imposto de importação) era desigual e travava o desenvolvimento da siderurgia brasileira. Além disso, havia escassez de mão-de-obra, já que os trabalhadores, em sua maioria, eram sugados pela lavoura do açúcar e, mais tarde, do café.
Mesmo assim, um marco importante para o posterior progresso da siderurgia brasileira data desse período: a fundação, em 1876, da Escola de Minas de Ouro Preto, que formaria engenheiros de minas, metalurgistas e geólogos.
Início do Século XX
As primeiras décadas do século XX foram de avanços para a siderurgia brasileira, impulsionados pelo surto industrial verificado entre 1917 e 1930. O mais importante foi a criação, na cidade de Sabará (MG), da Companhia Siderúrgica Mineira.
Em 1921, a CSBM-Cia. Siderúrgica Belgo-Mineira foi criada como resultado da associação da Companhia Siderúrgica Mineira com o consórcio industrial belgo-luxemburguês ARBEd-Aciéres Réunies de Bubach-Eich-dudelange que, em 1922, associou-se a capitais belgas e se transformou na Companhia Siderúrgica Belgo-Mineira.
Os governos brasileiros dos primeiros 30 anos do século XX, mais preocupados com o café, davam pouca atenção ao crescimento da indústria nacional. A siderurgia era exceção: decretos governamentais concederam às empresas de ferro e aço diversos benefícios fiscais. Na ocasião, a produção brasileira era de apenas 36 mil toneladas anuais de gusa.
A década de 30 registrou um grande aumento na produção siderúrgica nacional, principalmente incentivada pelo crescimento da Belgo-Mineira que, em 1937, inaugurava a usina de Monlevade, com capacidade inicial de 50 mil toneladas anuais de lingotes de aço. Ainda em 1937, são constituídas a companhia siderúrgica de Barra Mansa e a Companhia Metalúrgica de Barbará. Apesar disso, o Brasil continuava muito dependente de aços importados.
Expansão
O cenário de permanente dependência brasileira de produtos siderúrgicos importados começou a mudar nos anos 40, com a ascensão de Getúlio Vargas à presidência do Brasil. Era uma das suas metas fazer com que a indústria de base brasileira crescesse e se nacionalizasse.
Um dos grandes exemplos desse esforço foi a inauguração, em 1946, no município de Volta Redonda (RJ), da Companhia Siderúrgica Nacional (CSN), que começou a produzir coque metalúrgico. No mesmo ano, foram ativados os altos-fornos e a aciaria. As laminações entraram em atividade em 1948 e marcaram o início da autonomia brasileira na produção de ferro e aço. Erguida com financiamentos americanos e fundos do Governo, a gigante estatal do setor nascia para preencher um vazio econômico.

4
O ano de 1950, quando a usina já funcionava com todas as suas linhas, pode ser tomado como marco de um novo ciclo de crescimento da siderurgia brasileira. A produção nacional de aço bruto alcançava 788 mil toneladas e tinha início uma fase de crescimento continuado da produção de aço no País. Dez anos depois, a produção triplicava e passados mais dez anos, em 1970, eram entregues ao mercado 5,5 milhões de toneladas.
A oferta estimulou a expansão da economia, que passou a fazer novas e crescentes exigências às usinas. Outra conseqüência foi o acentuado aumento das importações de aço. Foi este cenário que deu origem, em 1971, ao Plano Siderúrgico Nacional (PSN), com o objetivo de iniciar novo ciclo de expansão e quadruplicar a produção. Caberia responsabilidade maior por esta meta às empresas estatais, que então respondiam por cerca de 70% da produção nacional e detinham exclusividade nos produtos planos. Parte da produção era para ser exportada.
Em 1973, foi inaugurada no País a primeira usina integrada produtora de aço que utiliza o processo de redução direta de minérios de ferro a base de gás natural, a Usina Siderúrgica da Bahia (Usiba). No mesmo ano foi criada a Siderurgia Brasileira S.A (Siderbrás). Dez anos depois, entrou em operação, em Vitória (ES), a Companhia Siderúrgica de Tubarão (CST). Em 1986, foi a vez da Açominas começar a funcionar em operação em Ouro Branco (MG).
Na década de 80, o mercado interno estava em retração e a alternativa era voltar-se para o exterior. De uma hora para outra, o Brasil passava de grande importador a exportador de aço, sem ter tradição no ramo. Mas a crise que atingia a siderurgia brasileira tinha amplitude mundial. Por toda parte, os mercados se fechavam com medidas restritivas às importações. Na época, começaram a freqüentar as páginas dos jornais termos como restrições voluntárias, sobretaxas antidumping, direitos compensatórios e salvaguardas.
Década de 90
O parque siderúrgico nacional iniciou a década de 90 contando com 43 empresas estatais e privadas, cinco delas integradas a coque, nove a carvão vegetal, duas integradas a redução direta e 27 semi-integradas, além de produtores independentes de ferro-gusa e carvão vegetal, que somavam cerca de 120 altos-fornos. A instalação dessas unidades produtoras se concentrou principalmente no Estado de Minas Gerais e no eixo Rio-São Paulo, devido à proximidade de regiões ricas em matérias-primas empregadas na fabricação do aço, ou de locais com grande potencial de consumo.
Nos primeiros anos da década de 90, era visível o esgotamento do modelo com forte presença do Estado na economia. Em 1991, começou o processo de privatização das siderúrgicas. Dois anos depois, oito empresas estatais, com capacidade para produzir 19,5 milhões de toneladas (70% da produção nacional), tinham sido privatizadas.
Entre 1994 e 2007, as empresas siderúrgicas investiram US$ 21,5 bilhões, dando prioridade para a modernização e atualização tecnológica das usinas, alcançando uma capacidade instalada de 41 milhões de toneladas.
Momento Atual

5
A privatização trouxe ao setor expressivo afluxo de capitais, em composições acionárias da maior diversidade. Assim, muitas empresas produtoras passaram a integrar grupos industriais e/ou financeiros cujos interesses na siderurgia se desdobraram para atividades correlatas, ou de apoio logístico, com o objetivo de alcançar economia de escala e competitividade.
O parque siderúrgico brasileiro compõe-se hoje de 27 usinas, administradas por oito grupos empresariais. São eles:
Arcelor Mittal Brasil, Gerdau, CSN, Usiminas, SINOBRAS, V&M do Brasil, Villares Metals e Votorantim Siderurgia.
O parque produtor é relativamente novo e passa por um processo de atualização tecnológica constante. Está apto a entregar ao mercado qualquer tipo de produto siderúrgico, desde que sua produção se justifique economicamente.
Processo de elaboração de aços
Introdução
A metalurgia do ferro apresenta um dos roteiros menos intuitivos sob os aspectos termodinâmicos e composição química, sendo ao mesmo tempo um dos mais bem estabelecidos entre todos os metais. O desafio da elevada produção mundial de aços, contendo pelo menos cinco elementos controlados em nível de precisão de até dezenas de ppm (partes por milhão em peso), a custos razoáveis e a temperaturas nas quais os revestimentos refratários dos equipamentos terminam por fazer parte dos processos faz que esta seja possivelmente uma das indústrias siderúrgicas mais avançadas atualmente.
O minério de ferro é uma das matérias primas mais importante para produção de ferro fundido e aço. O ferro ocorre na natureza sob diversas formas de minerais, entretanto, apenas alguns destes tem valor comercial como fonte de ferro para indústria siderúrgica, são eles:
• Magnetita (Fe3O4) – Correspondem a 72% de Fe e 28% de O2 em peso de coloração cinza escura a preta e densidade 5,16 gr/cm3. É magnética o que facilita a separação.
• Hematita (Fe2O3) – Correspondem a 70% de Fe e 30% de O2 em peso com coloração cinzenta a avermelhada e densidade 5,26 gr/cm3 . É o minério de maior emprego na siderurgia, sendo o Brasil um dos maiores produtores mundiais.
Em muitas jazidas, há certa proporção de material friável, que se desagrega facilmente, produzindo finos que não podem ser utilizados diretamente no alto forno ou nos processos de redução. Também na moagem e classificação da hematita ocorre a formação de finos. A existência destes finos levou ao desenvolvimento dos processos de aglomeração de minérios: sinterização e pelotização.

6
As vantagens decorrentes do uso destes aglomerados no alto-forno, tais como controle da permeabilidade, uniformidade de reatividade, alto rendimento etc., fizeram que estes materiais passassem a ser os preferidos para carga dos modernos altos fornos.
Os minérios de ferro precisam ser quimicamente reduzidos para que se obtenha o ferro metálico com processo chamado de redução:
Fe2O3 + 3C —> 2Fe +3CO
Atualmente, há duas técnicas mais importantes para redução do minério de Ferro:
- O alto forno produzindo Gusa liquido.
- A redução direta como COREX® que produz metal liquido equivalente ao gusa, vem sendo desenvolvidos nas ultimas décadas.
O Ferro Gusa - É uma forma intermediária pela qual passa praticamente todo ferro usado na produção primária do aço. Além desse emprego, o ferro gusa pode ser utilizado em fundições para produção de fundidos de ferro. Genericamente podemos definir o ferro gusa pela composição química situada nas seguintes faixas:
Carbono 3,5 a 4,5 % ; Silício 0,3 a 2,0 % ; Enxofre 0,01 a 0,1 %; Fósforo 0,05 a 2 %; Manganês 0,5 a 2%. A figura abaixo mostra esquematicamente um alto. Nesse processo, são carregados alternadamente, em camadas, pelo topo: minério de ferro ( e/ou pelotas ou sinter), coque (combustível e redutor) e fundente (calcário e/ou dolomita). Por meio de penetrações na parte inferior do forno, chamadas “ventaneiras”, ar quente e/ou enriquecido com oxigênio é injetado. Em altos-fornos modernos, carvão pulverizado (e, eventualmente, óleo ou gás combustível) pode também ser injetado pelas ventaneiras para complementar as necessidades de combustível e redutor. O ar soprado pelas ventaneiras queima parte do coque e o combustível injetado, para fornecer calor às reações químicas e para fusão do ferro, enquanto o resto do coque e parte do produto da queima remove o oxigênio combinado com o metal nas reações de redução. Ocorrendo a redução do minério, o metal liquido goteja sendo coletado no cadinho, no fundo do forno.

7
O alto-forno é, portanto, um complexo reator químico que envolve três fases em contracorrente: gás, sólido e líquido. A fase sólida, por sua vez, é uma mistura de diferentes materiais, com diferentes características físicas e químicas. Uma das variáveis críticas para operação eficiente do alto-forno é, portanto,a permeabilidade do interior do forno. Como a carga sólida tem grande importância na definição da permeabilidade, é necessário observar e controlar: a) As características dos materiais carregados, tamanho e comportamento no interior do forno. b) O modo de carregamento para garantir distribuição uniforme. c) As alterações físico-químicas que estes materiais sofrem a medida que “descem” pelo interior do alto-forno, participando das reações químicas inerentes do processo. O controle de escoamento dos gases exige que o carregamento se faça mantendo a pressão interna constante. O sistema de carregamento “sem cone” tem substituído os sistemas tradicionais de dois cones. Nestes sistemas um distribuidor giratório é capaz de colocar o material em posição predefinida no topo da carga do forno, pelo conhecimento da sua trajetória da queda, prevista em função da densidade e granulometria. Isto é essencial para operação estável do forno.

8
O balanço energético do alto-forno é ajustado para atender as necessidades de uma usina integrada, considerando-se os custos relativos dos combustíveis e produtos. Na década de 70 grande quantidades de óleo combustíveis eram injetados para reduzir o consumo especifico do coque, o aumento do preço de petróleo levou a seleção de outras fontes de energia. O aumento também dos custos do coque e as pressões ambientais sobre operações de coquerias fomentaram o uso de carvão pulverizado (Pulverized Coal Injection – PCI) Um exemplo de carga para alto forno ( as proporções variam em função da prática operacional):
• 1610 kg de minério ( 73% sinter, 5% pelotas e 22% minério ) • 506 kg de redutor (381 kg de coque, 125 kg de carvão pulverizado) • 250 kg de calcáreo (eventualmente contido em parte nas pelotas e sinter) • 1,8 a 2,0 ton de ar
Dessa carga obter-se-ia 1 ton de gusa, 0,2 a 0,4 ton escória (usada em fabrica de cimento) e 2,5 a 3,5 ton de gás de alto-forno, utilizado para aquecimento em diversos setores da usina devido conter alto teor de CO.

9
Reações no processo do alto-forno
A análise das reações que ocorrem no processo do alto-forno é realizada pela termoquímica metalúrgica e pela cinética química.
Produção de calor e redução do ferro
Quando os materiais da carga e o coque são carregados no topo do alto-forno, eles são pré-aquecidos pelos gases quentes que ascendem pela coluna. Assim quando o coque atinge a porção inferior do forno, entrando em contato com o ar quente insuflado pelas ventaneiras, ele queima com grande intensidade, em conjunto com o carvão pulverizado injetado. Nas temperaturas existentes nessa região (> 1500ºC) o CO2 não é estável em presença de um excesso de carbono sendo a reação de oxidação expressa por :
C + ½ O2 <—> CO
Entre ( com temperatura menor e igual a 700-800ºC) ocorre equilíbrio termodinâmico :
½ Fe2O3 + 3/2 CO < — > Fe + 3/2 CO2
1/3 Fe3O4 + 4/3 CO < — >Fe + 4/3 CO2

10
FeO + CO < — > Fe + CO2
A umidade do ar soprado e os hidrocarbonetos presentes no carvão injetado estabelecem, no gás, o equilíbrio:
C + H2O < — > CO + H2 assim o hidrogênio está disponível para atuar como redutor.
O óxido de ferro não reduzido nas regiões mais altas do forno, será reduzido na porção inferior, a mais alta temperatura, em que o CO2 não é estável, portanto:
FeO +CO < — > Fe + CO2 e CO2 + C < — > 2CO => Reação de Boudoard ou “gaseificação endotérmica do carbono.”
Ocorrem em seqüência, resultando em: FeO + C < — > Fe + CO
Redução do silício, fósforo e manganês:
MnO + C < — > Mn + CO
SiO2 + 2C < — > Si + 2CO
P2O5 + 5C < — > 2P + 5CO

11
Construção do Alto-Forno.
Como se vê, trata-se de uma estrutura cilíndrica, de grande altura, que compreende essencialmente uma fundação e o forno propriamente dito. Esta, por sua vez, é constituída de três partes essenciais: cadinho, rampa e cuba.
Cadinho
O cadinho corresponde á parte do alto-forno onde se acumulam o metal fundido e a escória, resultantes das reações que ocorrem no seu interior. O cadinho tem forma cilíndrica e é construído em chapa grossa de aço, com revestimento interno de material refratário de natureza sílico-aluminosa ou de blocos de carbono. Entre a chapa de aço e o revestimento refratário são colocadas placas retangulares de ferro fundido, contendo no seu interior tubos de água, por onde esta circula, promovendo o resfriamento e proporcionando, assim, melhor condição do material suportar as temperaturas elevadas que ocorrem nessa região e as pressões devidas ao peso da carga. O diâmetro do cadinho, dependendo da capacidade do forno, pode ser mais ou menos igual ou maior que 10 metros. A altura do cadinho supera frequentemente 4 metros.
Na parte inferior do cadinho, acerca de 1m do fundo, situa-se o furo de corrida do gusa, o qual, durante a operação do forno, permanece fechado com massa refrataria colocada sob pressão e,por Acima do furo de corrida do gusa, a cerca de 2,0 a 2,40m do fundo , situam-se os furos de corrida de escória, geralmente em números de dois.
Na parte superior do cadinho, a cerca de 3,25m do fundo situam-se as ventaneiras , através das quais é soprado ar pré-aquecido e sob pressão.O número de ventaneiras, de formato cônico, construídas de cobre e refrigeradas a água, varia de 20 a 32.

12
Rampa
A rampa tem formato tronco-cônico; suas dimensões variam desde o diâmetro do cadinho até 10,5 ou mais, com altura que pode superar 4m. A rampa corresponde á zona, de certo modo, mais quente: aí a espessura do refratário é menor que a do cadinho, exigindo, em conseqüência, um resfriamento externo mediante o emprego de placas metálicas por onde circula a água. A inclinação da rampa é da ordem de 80 a 82º em relação á horizontal,
Cuba
A cuba, também de forma tronco-cônica, tem a seção menor voltada para cima, no topo ou goela. Sua altura, a partir da rampa, pode superar 25m.
Em conseqüência, a altura do alto-forno, compreendendo o cadinho, rampa e cuba, a partir do fundo do cadinho, supera 30m, aos quais devem juntar-se cerca de 4,5 a 5,0m do fundo de cadinho ao piso do chão.
O diâmetro superior da rampa, na sua junção com o topo, é de aproximadamente 7,25 a 7,50 metros.
A cuba é constituída de revestimento de tijolos refratários de grande espessura, devido ao desgaste, essa espessura é maior no inferior e vai diminuindo até chegar ao topo.
No topo do alto-forno situa-se o sistema de carregamento(fig.6). O sistema de carregamento mais comum é chamado copo e cone, como a figura mostra. Ele é constituído de uma tremonha de recebimento de carga, ligada ao silo ou tremonha superior rotativa, cujo fundo corresponde ao sino ou cone pequeno; esta pode ser movimentado por um sistema de alavancas.
A tremonha de recebimento descarrega a carga no silo ou tremonha rotativa, uma vez feita a descarga, o cone pequeno abre-se e descarrega o material na tremonha inferior, cujo fundo corresponde ao sino ou cone grande.
Após ter carga suficiente na tremonha inferior, abre-se o cone grande que despeja o material no interior do forno.Isto só e feito quando o cone pequeno esta fechado para evitar a fuga de gases, estes saem pelos tubos de saída normalmente a 90º um do outro que se comunicam com tubos de ascensão de gases.
Sistema de limpeza
O alto-forno tem um sistema de limpeza cujo é composto pelos seguintes acessórios:
- Coletor de poeiras, cuja a função é recolher a grande quantidade de poeiras carregadas no gases. Num alto-forno de 1.600t/dia de ferro gusa, a quantidade de poeiras arrastada pelos gases situa-se em torno de 100t/dia.O gás penetra no coletor pela sua parte superior, cuja forma é tronco-cônica. A parte central do coletor é cilíndrica e a poeira é retirada por meio de carrinhos. O gás é, em seguida, dirigido para os lavadores .
- Lavadores, que empregam, atualmente, um precipitador eletrostático, o qual permite a geração de um campo elétrico que ioniza as partículas de pó, atraindo-os para as paredes do parelho. Daí são levadas ao fundo, por intermédio de uma camada de água que escorre pelas paredes.
13
-Regenerador de calor,Finalmente, o acessório mais importante corresponde ás estufas ou regeneradores de calo. constituído de uma câmara de combustão em que o gás do alto-forno é queimado juntamente com ar. Ao atingir a cúpula do regenerador, o gás muda de direção e atravessa, no sentido descendente, a outra seca do regenerador ou seja uma câmara de empilhamento de tijolos refratários, cedendo calor aos tijolos que atingem temperaturas da rodem de 1.400ºC, a pos cerca de 1h 30 ,min.Uma vez atingida essa temperatura, interrompe-se, por intermédio de válvulas, a entrada de ar e gás na câmara de combustão e promove-se a entrada de ar sob pressão, pela parte inferior da câmara de empilhamento. O ar, ao atravessar os tijolos aquecidos, vai-se aquecendo, muda de direção ao chegar à cúpula do regenerador e desce pela câmara de combustão até atingir o terço inferior desta, de onde sai para o alto-forno, através da válvula de ar quente.O gás queimado é dirigido á chaminé, colocada perto do regenerador, de modo a reduzir a um mínimo a perda de triagem.Normalmente um alto-forno é equipado com três regeneradores .
Operação do alto-forno
A operação do alto-forno é iniciada depois de ter passado pelo processo de secagem e preparo preliminar os regeneradores são aquecidos previamente, de modo que um dos meios de secar o alto-forno consiste em soprar-se ar quente dos regeneradores, atraves das ventaneiras, durante 10 a 15 dias, até que a temperatura em torno de 600ºC seja alcançada. Outro método de secagem é a queima de carvão de madeira ou coque.
A primeira carga de matéria prima apresenta uma proporção maior de coque para acelerar o aquecimento do revestimento refratário, assim como para formar uma quantidade maior que a normal de escória.
Á medida que a combustão do carvão progride, a proporção dos vários elementos constituintes da carga é modificada até atingir-se a normal.
Essa carga , em outras palavras, é modificada em função da qualidade das várias matérias-primas, inclusive se utiliza apenas minérios de ferro ou igualmente sinter ou pelotas .
Além da carga sólida, a quantidade de ar necessária é muito elevada da ordem de 2000 a 25000t por 1000t de gusa; do mesmo modo a água de refrigeração, num alto forno moderno, é da ordem de 20m3/t de gusa líquido e o consumo de energia para o acionamento dos vários dispositivos elétricos de carregamento, queimadores, precipitadores, controles etc. é da ordem de 10kWh/t de gusa líquido.
Num alto forno, existem duas correntes de materiais responsáveis pelas reações que se verificam: uma corrente sólida, representada pela carga que desce paulatinamente e uma corrente gasosa que se origina pela reação de carbono do carvão com o oxigênio do ar soprado pelas ventaneiras, que sobe em contracorrente.
A carga introduzida pelo topo, ao entrar em contato com a corrente gasosa ascendente, sofre uma secagem, inicialmente, pela remoção da água higroscópica e , a seguir, remoção da água de hidratação, remoção essa que se completa somente por volta de 500ºC.

14
A formação de escória compreende reações bem mais complexas.Essa escória, resulta da combinação do CaO e do MgO do calcário com a ganga do minério e as cinzas do carvão.A escória se origina, na sua quase totalidade, ao ser alcançada a rampa, a cerca de 1200ºC.
Esse produto caracteriza-se por sua grande fluidez e seu baixo peso específico.Assim no cadinho, a escória e o gusa líquido separam-se por gravidade, formando duas camadas: a inferior, metálica e a superior, a escória, facilitando o vazamento de ambos os produtos.
Produtos do Alto-forno.
O principal produto do alto-forno é o ferro gusa, cuja utilização é feita nas aciarias, para onde é encaminhado no estado líquido e transformado em aço.O ferro fusa é ainda utilizado no estado sólido como principal matéria-prima das fundições de ferro fundido.
Há vários tipo de ferro gusa, basicamente, é uma liga ferro-carbono de alto teor de carbono e teores variáveis de silício, manganês, fósforo e enxofre, devido as matérias-primas utilizadas e o processo de produção.
De uma modo geral, a maioria dos ferros gusas possíveis de serem obtidos em alto-forno está compreendida na seguinte faixa de composições:
Carbono - 3 a 4,5%
Silício - 0,5 a 4,0%
Manganês - 0,5 a 2,5%
Fósforo - 0,05 a 2,0%
Enxofre - 0,20% max.
A escória também é uma produto do alto-forno, depois de solidificada pode ser empregado como lastro de ferrovias, material isolante, etc.Sua mais importante aplicação dá-se na fabricação do chamado cimento metalúrgico .
Conclusão
O alto-forno é um dos mais usados aparelhos para a produção de ferro-gusa líquido, assim podendo aproveitar a escória na produção de cimento, os gases do alto-forno atualmente não mais despejados na atmosfera. Um alto-forno moderno tem uma produção muito alta.

15
RESUMO DO PROCESSO:
1. Minério de ferro, mais carvão coque e mais o fundente CaCo3 (Carbonato de Cálcio) são
adicionados no Alto Forno para produção do Ferro Gusa. Este será levado para aciaria LD
onde ocorre a redução do teor de carbono e ajuste de outros elementos para produção de
aço. O aço é vazado em lingoteiras sendo em seguida desbastado em laminadores
desbastadores dando origem as chapas grossas. O Ferro Gusa é também entregue em
fundições, onde é fundido em fornos Cubilô para fabricar ferros fundidos. O metal liquido é
vazado em moldes de areia com resina com uma cavidade equivalente à forma definitiva
da peça a produzir.
AAllttoo FFoorrnnoo
16
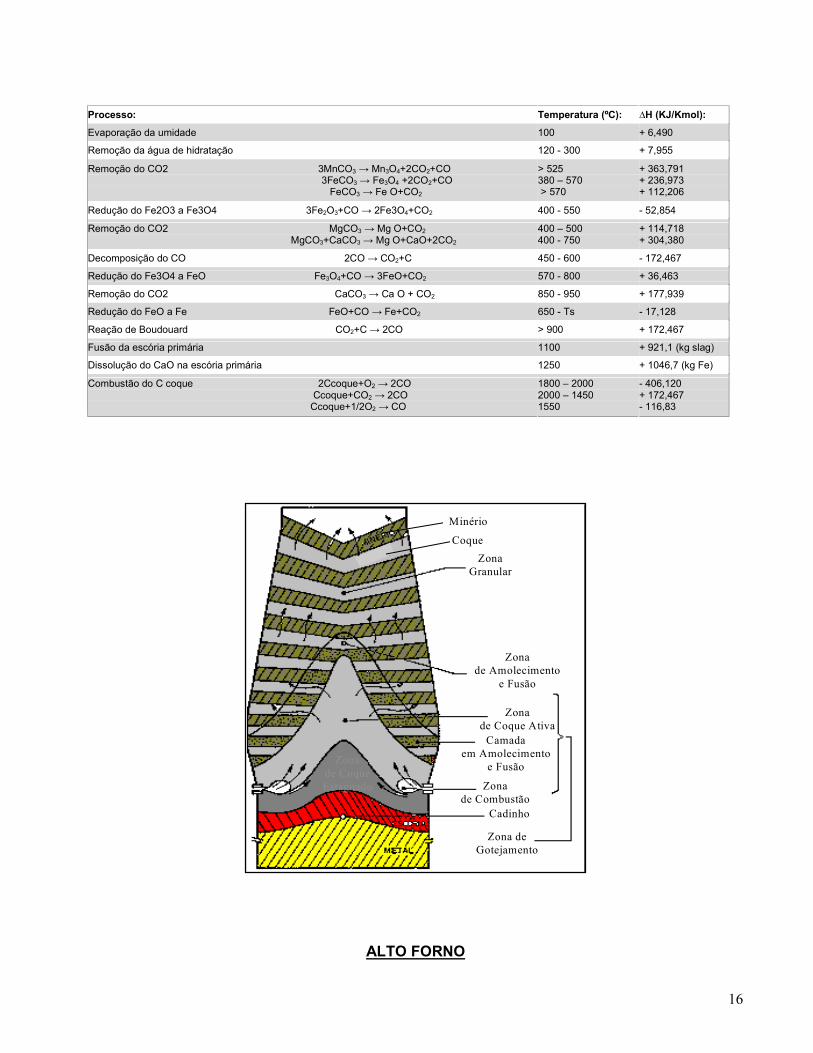
Processo: Temperatura (ºC): ∆H (KJ/Kmol):
Evaporação da umidade 100 + 6,490
Remoção da água de hidratação 120 - 300 + 7,955
Remoção do CO2 3MnCO3 → Mn3O4+2CO2+CO 3FeCO3 → Fe3O4 +2CO2+CO FeCO3 → Fe O+CO2
> 525 380 – 570 > 570
+ 363,791 + 236,973 + 112,206
Redução do Fe2O3 a Fe3O4 3Fe2O3+CO → 2Fe3O4+CO2 400 - 550 - 52,854
Remoção do CO2 MgCO3 → Mg O+CO2 MgCO3+CaCO3 → Mg O+CaO+2CO2
400 – 500 400 - 750
+ 114,718 + 304,380
Decomposição do CO 2CO → CO2+C 450 - 600 - 172,467
Redução do Fe3O4 a FeO Fe3O4+CO → 3FeO+CO2 570 - 800 + 36,463
Remoção do CO2 CaCO3 → Ca O + CO2 850 - 950 + 177,939
Redução do FeO a Fe FeO+CO → Fe+CO2 650 - Ts - 17,128
Reação de Boudouard CO2+C → 2CO > 900 + 172,467
Fusão da escória primária 1100 + 921,1 (kg slag)
Dissolução do CaO na escória primária 1250 + 1046,7 (kg Fe)
Combustão do C coque 2Ccoque+O2 → 2CO Ccoque+CO2 → 2CO Ccoque+1/2O2 → CO
1800 – 2000 2000 – 1450 1550
- 406,120 + 172,467 - 116,83
ALTO FORNO
Minério
Coque
Zona
Granular
Zona
de Amolecimento
e Fusão
Zona
de Coque Ativa
Camada
em Amolecimento
e Fusão
Zona
de Combustão
Cadinho
Zona de
Gotejamento
Zona
de Coque
Estagnado

17
As condições termodinâmicas existentes no interior do reator promovem a incorporação
de algumas impurezas ao gusa líquido e separa outras na fase escória e gás.
PRÉ-TRATAMENTO DO GUSA De forma a maximizar a produtividade do conversor LD ou Forno a Arco Elétrico (EAF) e
minimizar os custos de refino é importante realizar um pré-tratamento do gusa antes do refino.
O pré-tratamento do gusa influi:
- remoção de enxofre
- remoção de Silício
- remoção de fósforo
- processos para redução do teor de V, Cr, Ti e Mn.
DESSULFURAÇÃO DO GUSA
COQUE MINÉRIO
Fe2O3 MnO2 P2O5 K2O SiO2 CaO Al2O3
ESCÓRIA
GUSA
Fe3O4
FeO
FeO
Fe (99%) Si (10%)
SiO2 CaO Al2O3 P2O5
P (95%)
GÁS
K2O
GÁS
C
C (12%)
GÁS
Mn (70%)
MnO
GÁS Mn3O4
MnO

18
O Carbureto de Cálcio é utilizado para a remoção de enxofre do gusa, em carros-torpedo ou
panelas.É aplicado micro pulverizado, através de processo de injeção profunda por lança
refratária fixa ou rotativa, usando o nitrogênio como gás de transporte, ou granulado em adição
direta por lançamento.
O uso do Carbureto de Cálcio traz como benefícios, baixo tempos de tratamento, altas taxas de
remoção de enxofre, baixas perdas térmicas e metálicas, proporcionando alta repetibilidade de
resultados e permitindo a obtenção de produtos mais nobres e de maior valor agregado, a custos
competitivos.
DESSULFURAÇÃO DO AÇO O Carbureto de Cálcio é utilizado para a remoção de enxofre no aço em fornos-panela. É aplicado
micro pulverizado ou granulado, através de processos de injeção por lanças (Nitrogênio como gás
de transporte) ou adição direta por lançamento.
Devido ao excelente potencial de dessulfuração do carbureto de cálcio, pode-se usar sucata
menos nobre e, portanto de mais baixo custo, tanto no LD, quanto nos fornos elétricos.
PRODUÇÃO DO AÇO LIQUIDO
A produção do aço líquido se dá através da oxidação controlada das impurezas presentes no
gusa líquido e na sucata.
Este processo é denominado refino do aço e é realizado em uma instalação conhecida como
aciaria.
O refino do aço normalmente é realizado em batelada pelos seguintes processos:
-Aciaria a oxigênio – Conversor LD (carga predominantemente líquida).
-Aciaria elétrica – Forno elétrico a arco – FEA (carga predominantemente sólida).
CONVERSOR LD

19
Responsável por cerca 60% (540 milhões ton/ano) da produção de aço líquido mundial, a
tecnologia continua a ser a mais importante rota para a produção de aço, particularmente, chapas
de aço de alta qualidade.
Processo industrial teve início em 1952, quando o oxigênio tornou-se industrialmente barato. A
partir daí o crescimento foi explosivo.Permite elaborar uma enorme gama de tipos de aços, desde
o baixo carbono aos média-liga.
ACIARIA ELÉTRICA

20
Processo industrial começou no início do século XX.
Inicialmente, o forno elétrico era considerado, sobretudo como um aparelho para a fabricação de
aços especiais, inoxidáveis e de alta liga.
Atualmente, ele tem sido cada vez mais utilizado na fabricação de aço carbono.
Processo reciclador de sucata por excelência; não há restrição para proporção de sucata na
carga.
A participação do aço elétrico no mundo vem crescendo substancialmente nas últimas décadas.
METALURGIA DE PANELA
Após o refino, o aço ainda não se encontra em condições de ser lingotado. O tratamento a ser
feito visa os acertos finais na composição química e na temperatura. Portanto, situa-se entre o
refino e o lingotamento contínuo na cadeia de produção de aço carbono.
Desta forma o FEA ou o conversor LD pode ser liberado, maximizando a produção de aço.
- Forno de panela
- Desgaseificação
FORNO DE PANELA
As seguintes operações podem ser executadas:
- Homogeneização do calor.
- Ajuste da composição.
- Ajuste da temperatura do aço.
-Desoxidação – remoção do oxigênio residual do aço e cria condições termodinâmicas para a
adição de elementos de liga (os desoxidantes mais comuns são ferros-liga, escolhidos em função
do aço a ser fabricado (FeMn, FeSiMn) e Alumínio.
-Dessulfuração com escória sintética ou injeção de pós;
-Desfosforação.
DESGASEIFICAÇÃO
É uma operação que tem como objetivo a remoção de gases residuais do aço (hidrogênio,
nitrogênio e oxigênio) e secundariamente auxilia na remoção de inclusões.

21
Na siderurgia, a desgaseificação é processada de duas maneiras:
- Desgaseificação à vácuo
- Desgaseificação com sopro de argônio
LINGOTAMENTO
Toda a etapa de refino do aço se dá no estado líquido. É necessário, pois, solidificá-lo de forma
adequada em função da sua utilização posterior.
O lingotamento do aço pode ser realizado de três maneiras distintas:
- DIRETO: o aço é vazado diretamente na lingoteira;
- INDIRETO: o aço é vazado num conduto vertical penetrando na lingoteira pela sua base;
- CONTÍNUO: o aço é vazado continuamente para um molde de cobre refrigerado à água.
LINGOTAMENTO CONTINUO

22
O lingotamento contínuo é um processo pelo qual o aço fundido é solidificado em um produto
semi-acabado, tarugo, perfis ou placas para subseqüente laminação.
Antes da introdução do lingotamento contínuo, nos anos 50, o aço era vazado em moldes
estacionário (lingoteiras).
Seções possíveis no lingotamento contínuo (mm)
CONFORMAÇÃO
A grande importância dos metais na tecnologia moderna deve-se, em grande parte, à facilidade
com que eles podem ser produzidos nas mais variadas formas, para atender a diferentes usos.
Os processos de fabricação de peças a partir dos metais no estado sólido podem ser
classificados em:
-Conformação Mecânica: volume e massa são conservados;
-Remoção Metálica ou Usinagem: retira-se material para se obter a forma desejada;
CONFORMAÇÃO
Os processos de conformação mecânica podem ser classificados de acordo com o tipo de força
aplicada ao material:
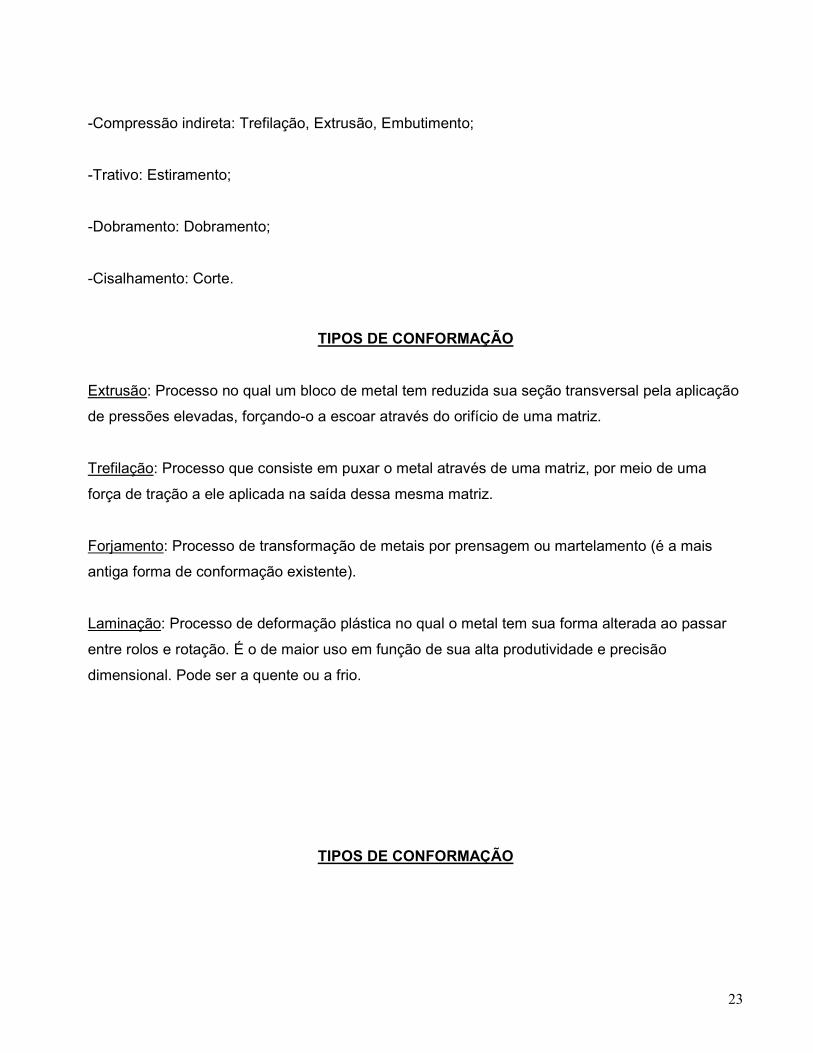
-Compressão direta: Forjamento, Laminação;
23
-Compressão indireta: Trefilação, Extrusão, Embutimento;
-Trativo: Estiramento;
-Dobramento: Dobramento;
-Cisalhamento: Corte.
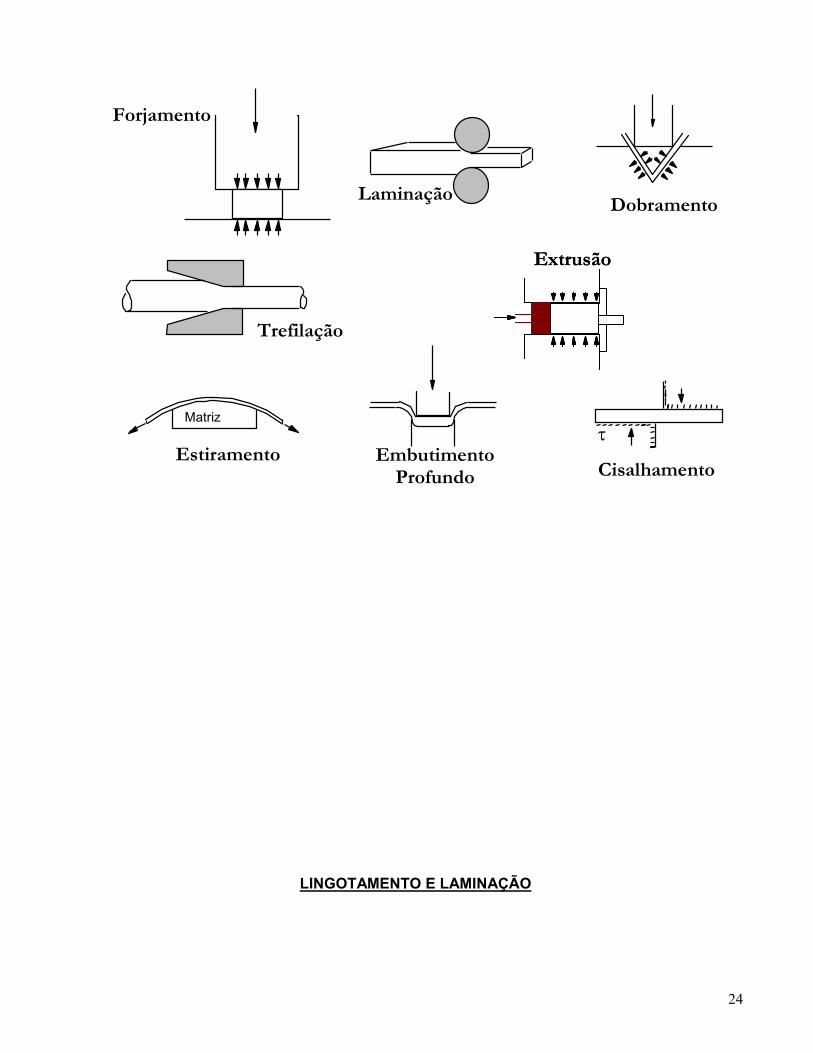
TIPOS DE CONFORMAÇÃO
Extrusão: Processo no qual um bloco de metal tem reduzida sua seção transversal pela aplicação
de pressões elevadas, forçando-o a escoar através do orifício de uma matriz.
Trefilação: Processo que consiste em puxar o metal através de uma matriz, por meio de uma
força de tração a ele aplicada na saída dessa mesma matriz.
Forjamento: Processo de transformação de metais por prensagem ou martelamento (é a mais
antiga forma de conformação existente).
Laminação: Processo de deformação plástica no qual o metal tem sua forma alterada ao passar
entre rolos e rotação. É o de maior uso em função de sua alta produtividade e precisão
dimensional. Pode ser a quente ou a frio.
TIPOS DE CONFORMAÇÃO
24
LINGOTAMENTO E LAMINAÇÃO
Forjamento
Laminação Dobramento
Trefilação
ExtrusãoExtrusão
Estiramento
Matriz
Embutimento
Profundo Cisalhamento
τ

25
Nomenclatura para Aços
AÇO AO CARBONO E AÇOS LIGA
Sistema de classificação e Propriedades Mecânicas

26
Os aços podem ser classificados em grupos, em base de propriedades comuns: a- composição, como aços-carbono e aços-liga; b- processo de acabamento, como aços laminados a quente ou aços laminados a frio; c- forma do produto acabado, como barras, chapas grossas, chapas finas, tiras, tubos ou perfis estruturais. Os aços-liga são freqüentemente classificados de acordo com o principal ou principais elementos
de liga presentes.
Uma das classificações mais generalizadas - e que, inclusive, serviu de base para o sistema
adotado no Brasil - é a que considera a composição química dos aços e, dentre os sistemas
conhecidos, são muito usados os da :
- "American Iron and Steel Institute -AISI" e
- "Society of Automotive Engineers - SAE".
A Tabela, adaptada do DATABOOK - 1980, editado pela American Society for Metals (101)
mostra a designação adotada pela AISI e SAE que coincidem e a do "Unifield Numbering System
- UNS", devido à "American Society for Testing Materials - ASTM" e SAE.
Nesse sistema, as letras XX ou XXX correspondem a cifras indicadoras dos teores de carbono.
Assim, por exemplo, nas designações AISI-SAE, a classe 1023 significa aço-carbono com 0,23%
de carbono em média e na designação UNS, a classe G10230, significa o mesmo teor de
carbono.
Por outro lado, os dois primeiros algarismos diferenciam os vários tipos de aços:
- entre si, pela presença ou somente de carbono como principal elemento de liga;
(além, é claro, das impurezas normais silício, manganês, fósforo e enxofre), ou
- de outros elementos de liga, como níquel, cromo, etc., além do carbono.
Assim, quando os dois primeiros algarismos são 10, os aços são simplesmente ao carbono
10XX; quando são 11, os aços são de usinagem fácil com alto enxofre 11XX; quando são 40, os

27
aços são ao molibdênio, com 0,25% de molibdênio em média e assim em sucessivamente,
40XX.
Os aços de alto teor em liga, como os inoxidáveis, refratários, para ferramentas, etc., são
classificados de modo diferente, como se verificará por ocasião de discussão dos mesmos.
A norma DIN 17100, da Alemanha, classifica os "aços para construção em geral", por exemplo,
em função o seu limite de resistência à tração.
Assim, a designação St 42 corresponde a um aço com limite de resistência à tração
entre 42 e 50 kgf/mm2 (410 e 490 MPa), St 60, limite de resistência à tração entre 60 e 72
kgf/mm2 (590 e 710 MPa).
No Brasil, a Associação Brasileira de Normas Técnicas – ABNT, por intermédio das normas NBR
6006 (102) classifica os aços-carbono e os de baixo teor em liga segundo os critérios adotados
pela AISI e SAE.
Muitos aços-liga são igualmente especificados pela sua endurecibilidade quando esse
característico é exigido.
Nesse caso, emprega-se o sufixo "H" (hardenability) para distingui-los dos tipos correspondentes
que não apresentam exigências de endurecibilidade.
Sistemas SAE, AISI e UNS de classificação dos aços.

28
Designação Tipos de Aço
AISI-SAE UNS
10XX G10XXX Aços-carbono comuns
11XX G11XXX Aços de usinagem fácil, com alto S
12XX G12XXX Aços de usinagem fácil, com alto P e S
15XX G15XXX Aços-Mn com manganês acima de 1%
13XX G13XXX Aços-Mn com 1,75% de Mn médio
40XX G40XXX Aços-Mo com 0,25% de Mo médio
41XX G41XXX Aços-Cr-Mo com 0,4 a 1,1% de Cr e 0,08 a 0,35% de Mo
43XX G43XXX Aços-Ni-Cr-Mo com 1,65 a 2 de Ni, 0,4 a 0,9% de Cr e 0,2 a 0,3% de Mo
46XX G46XXX Aços-Ni-Mo com 0,7 a 2% de Ni e 0,15 a 0,3% de Mo
47XX G47XXX Aços-Ni-Cr-Mo com 1,05% de Ni, 0,45% de Cr e 0,2% de Mo
48XX G48XXX Aços-Ni-Mo com 3,25 a 3,75% de Ni e 0,2 a 0,3% de Mo
51XX G51XXX Aços-Cr com 0,7 a 1,1% de Cr
E51100 G51986 Aços-cromo (forno elétrico) com 1% de Cr
E52100 G52986 Aços-cromo (forno elétrico) com 1,45% de Cr
61XX G61XXX Aços-Cr-V com 0,6 ou 0,95% de Cr e 0,1 ou 0,15% de V mín.
86XX G86XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,2% de Mo
87XX G87XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,25% de Mo
88XX G88XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,3 a 0,4 de Mo
9260 G92XXX Aços-Si com 1,8% a 2,2% de Si
50BXX G50XXX Aços-Cr com 0,2 a 0,6% de Cr e 0,0005 a 0,003% de boro
51B60 G51601 Aços-Cr com 0,8% de Cr e 0,0005 a 0,003 de boro
81B45 G81451 Aços-Ni-Cr-Mo com 0,3% de Ni, 0,45% de Cr, 0,12% Mo e 0,0005 a 0,003% de boro
94BXX G94XXX Aços-Ni-Cr-Mo com 0,45% de Ni, 0,4% de Cr, 0,12% Mo e 0,0005 a 0,003% de boro
De acordo com a norma 6006 da ABTN, os aços-carbono são assim chamados quando os teores
de silício e manganês não ultrapassam os teores de 0,6% (Si) e 1,65% (Mn).
Neles, possa ainda ser especificado teor máximo de 0,1% de alumínio, teor mínimo de boro de
0,0005%, teor máximo de cobre de 0,3% ou ainda um teor máximo de chumbo de 0,35%.
Se forem adicionados outros elementos como selênio, telúrio e bismuto, para melhorar as
características de usinabilidade dos aços, estes são ainda considerados aços-carbono, do mesmo
modo que o aço com adição de nióbio.
Ainda de acordo com a ABTN, os aços-liga são os aços em que possuem outros elementos de
liga, não se considerando como tais os elementos adicionados para melhorar sua usinabilidade.

29
A soma de todos esses elementos, inclusive carbono, Si, Mn, P e S não pode ultrapassa 6%.
Os aços serão considerados ligados quando seus teores ultrapassarem Si > 0,6 % ,
Mn > 1,65% e Al > 0,1%.
- Inclusões não-metálicas
Como se viu, as impurezas normais são o fósforo, o enxofre, o manganês, o silício e o alumínio.
A maior parte delas reage entre si ou com outros elementos não-metálicos como o oxigênio e,
eventualmente, o nitrogênio, formando as chamadas “inclusões não metálicas”.
A formação dessas inclusões se dá, em grande parte, na fase final de desoxidação os aços.
Dentre as impurezas, o Fósforo foi considerado, por muito tempo, um elemento exclusivamente
nocivo, devido à fragilidade a frio que confere aos aços, sobretudo nos
aços duros, de alto carbono e quando seu teor ultrapassa certos limites.
As porcentagens máximas admissíveis do Fósforo aos valores abaixo, conforme as aplicações
consideradas.
Trilhos
eixos
estrutura de
pontes
estrutura de construção e barras de
concreto armado
0,04% 0,05% 0,06% 0,10%
Aspecto micrográfico de aço doce forjado mostrando a textura chamada “ghost lines”. Ataque: reativo de nital.
Aumento: 100 X
Para concluir, no que se refere as impurezas e inclusões não-metálicas, pode-se tirar as
seguintes conclusões:

30
1 - O enxofre, o fósforo, o oxigênio, o hidrogênio são elementos considerados indesejáveis
sob o ponto de vista de qualidade de aço.
2 - O manganês, o silício e o alumínio, os três agindo como desoxidantes e manganês também
como desulfurante são elementos de um lado benéficos, mas de outro lado prejudiciais pelas
inclusões que formam de sulfetos, silicatos e aluminatos.
3 - O conceito "aço limpo", ou seja, isento de inclusões é relativo, porque, sob o ponto de vista
técnico é impossível um aço totalmente isento de inclusões.
4 - Outro fator importante a considerar é a deformabilidade das inclusões: os óxidos FeO, MnO e
(FeMnO) apresentam alta deformabilidade à temperatura ambiente e perdem gradualmente esse
característico na faixa de temperaturas de 400° a 800°C.
Propriedades Mecânicas dos aços-carbono
As propriedades mecânicas dos aços-carbono são afetadas, em princípio, pelos dois fatores
seguintes:
- Composição química: Nos aços esfriados lentamente, quanto maior o teor de carbono,
maiores serão as propriedades mecânicas e menores a ductilidade (alongamento) e
tenacidade (resistência ao choque).
- Microestrutura: Depende conforme se trate de aço hipoeutetóide, hipereutetóide ou
eutetóide.
Propriedades Mecânicas dos aços-carbono
Estado ou condição do aço, sob o ponto de vista de Fabricação:

31
• Se fundido;
• Trabalhado a quente (laminado, forjado, etc.)
• Trabalhado a frio (encruado);
• Tamanho de grão austenítico;
• Velocidade de esfriamento;
Efeito do encruamento obtido por laminação a frio sobre as propriedades de tração de aço
de baixo carbono.
Propriedade Estado recozido Encruado com 30% de
redução Encruado com 60% de redução
Limite de proporcionalidade de kgf/mm2 (MPa) 19,0 (190) 11,0 (110) 7,0 (70)
Limite de escoamento kgf/mm2 (MPa) 24,0 (240) 52,5 (515) 67,5 (665)
Limite de resistência à tração, kgf/mm2 (MPa) 41,0 (400) 56,5 (555) 68,5 (675)
Alongamento em 4", % 41,7 22,0 10,5
Estricção, % 65,8 58,0 43,0
Aspecto comum de aço moldado, no estado bruto de fusão. Parte da estrutura é acicular e parte é
rendilhada
32
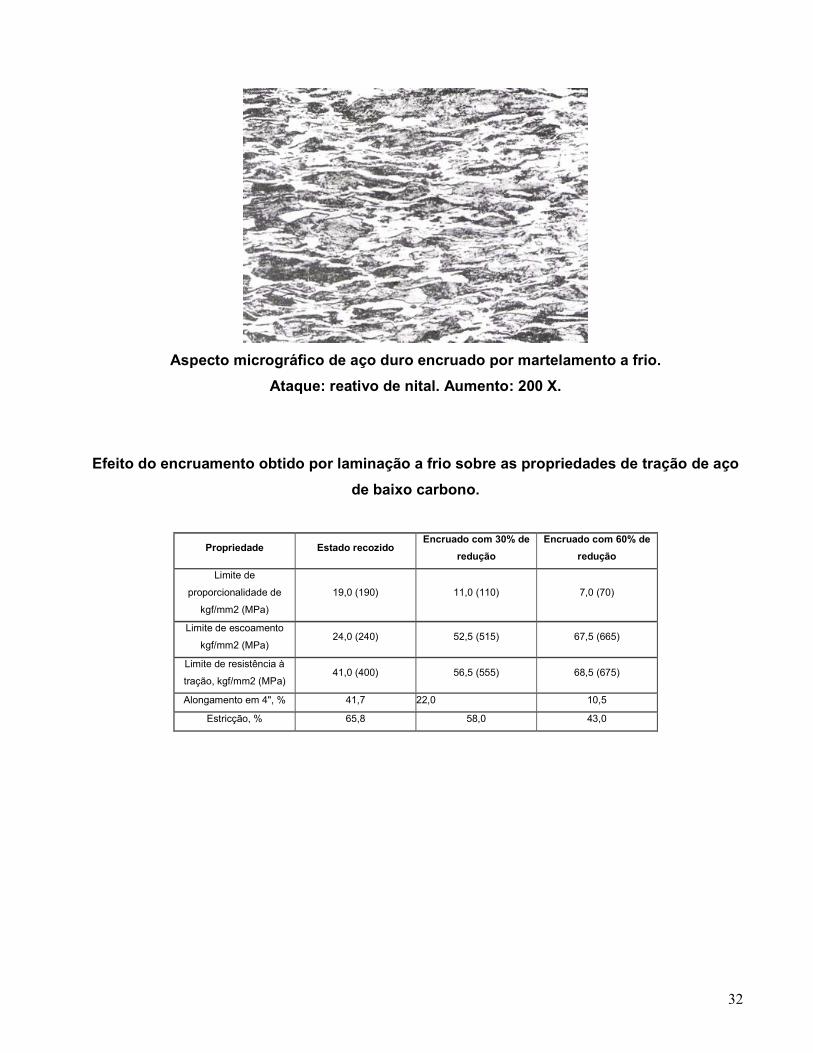
Aspecto micrográfico de aço duro encruado por martelamento a frio.
Ataque: reativo de nital. Aumento: 200 X.
Efeito do encruamento obtido por laminação a frio sobre as propriedades de tração de aço
de baixo carbono.
Propriedade Estado recozido Encruado com 30% de
redução
Encruado com 60% de
redução
Limite de
proporcionalidade de
kgf/mm2 (MPa)
19,0 (190) 11,0 (110) 7,0 (70)
Limite de escoamento
kgf/mm2 (MPa) 24,0 (240) 52,5 (515) 67,5 (665)
Limite de resistência à
tração, kgf/mm2 (MPa) 41,0 (400) 56,5 (555) 68,5 (675)
Alongamento em 4", % 41,7 22,0 10,5
Estricção, % 65,8 58,0 43,0
33
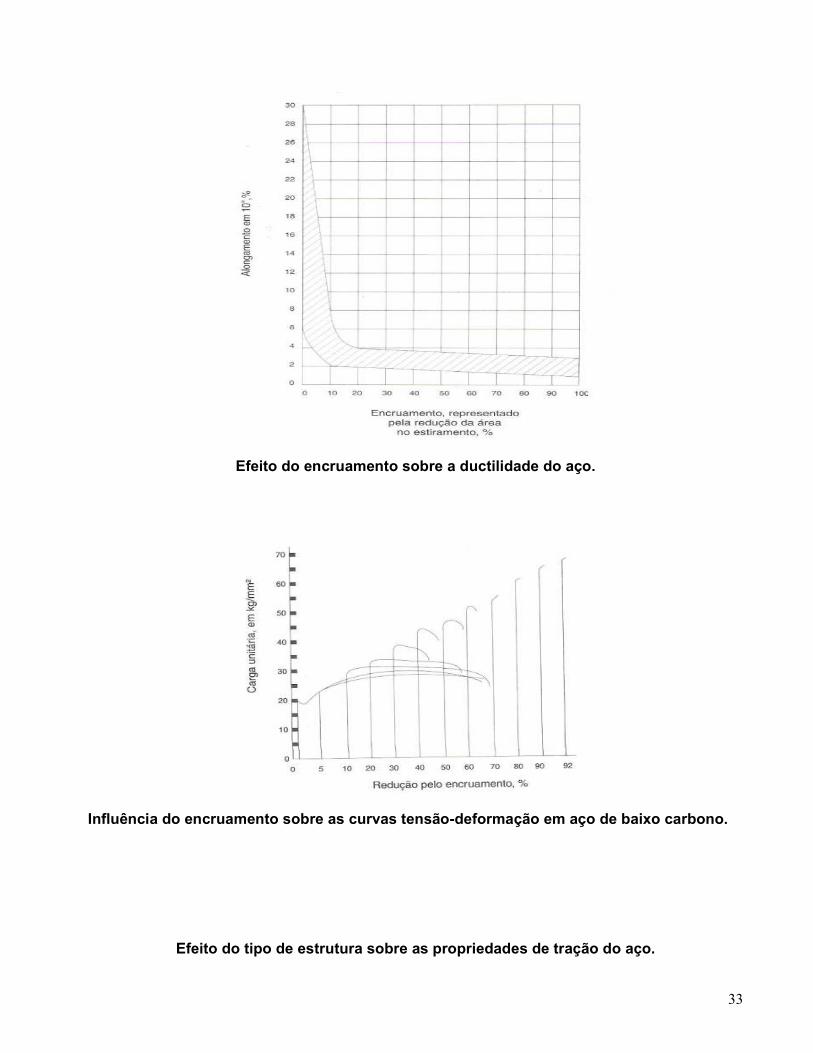
Efeito do encruamento sobre a ductilidade do aço.
Influência do encruamento sobre as curvas tensão-deformação em aço de baixo carbono.
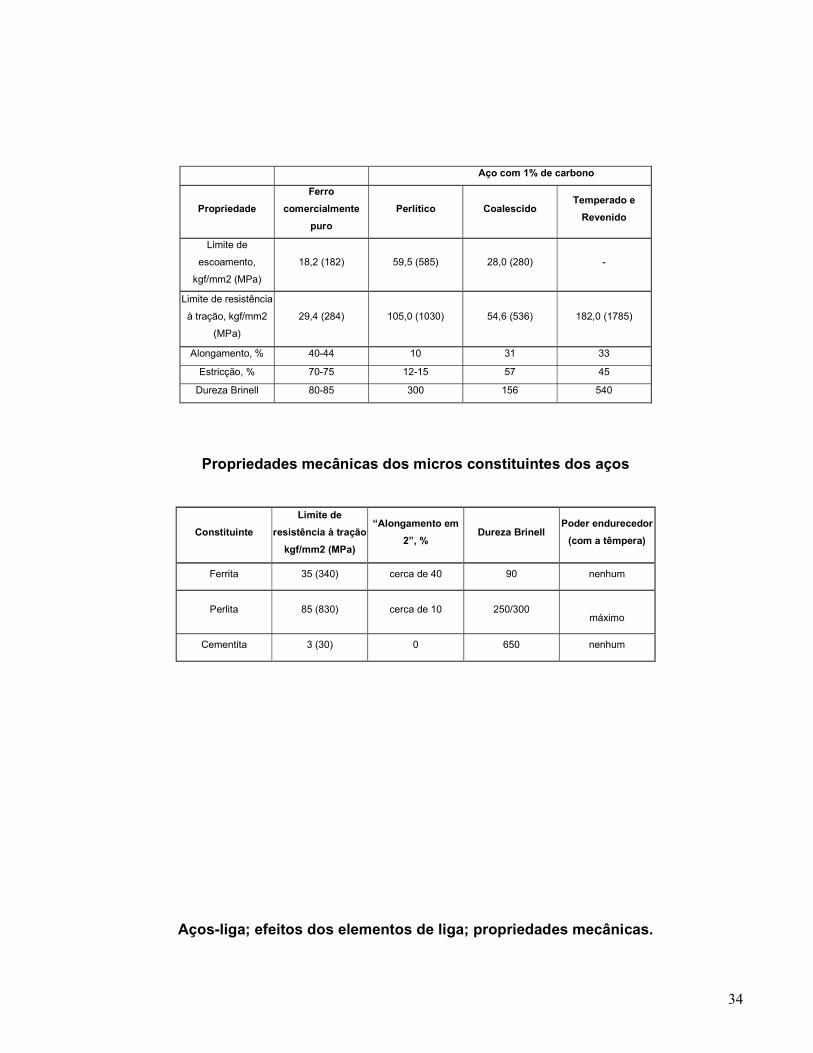
Efeito do tipo de estrutura sobre as propriedades de tração do aço.
34
Aço com 1% de carbono
Propriedade
Ferro
comercialmente
puro
Perlítico Coalescido Temperado e
Revenido
Limite de
escoamento,
kgf/mm2 (MPa)
18,2 (182) 59,5 (585) 28,0 (280) -
Limite de resistência
à tração, kgf/mm2
(MPa)
29,4 (284) 105,0 (1030) 54,6 (536) 182,0 (1785)
Alongamento, % 40-44 10 31 33
Estricção, % 70-75 12-15 57 45
Dureza Brinell 80-85 300 156 540
Propriedades mecânicas dos micros constituintes dos aços
Constituinte
Limite de
resistência à tração
kgf/mm2 (MPa)
“Alongamento em
2”, % Dureza Brinell
Poder endurecedor
(com a têmpera)
Ferrita 35 (340) cerca de 40 90 nenhum
Perlita 85 (830) cerca de 10 250/300
máximo
Cementita 3 (30) 0 650 nenhum
Aços-liga; efeitos dos elementos de liga; propriedades mecânicas.

35
A introdução de outros elementos de liga nos aços-carbono e feita quando se deseja um ou
diversos dos seguintes efeitos:
a) aumentar a dureza e a resistência mecânica;
b) conferir resistência uniforme através de toda a secção em peças de grandes dimensões;
c) diminuir o peso (conseqüência do aumento da resistência), de modo a reduzir a inércia de uma
parte em movimento ou reduzir a carga-morta em um veículo ou numa estrutura;
d) conferir resistência à corrosão;
e) aumentar a resistência ao calor;
f) aumentar a resistência ao desgaste;
g) aumentar a capacidade de corte;
h) melhorar as propriedades elétricas e magnéticas

36

37

38