Embed Size (px)
Citation preview

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
SEMINÁRIO PSA X NR-13
NOTAS DA REUNIÃO OBJETIVO: Analisar as Inspeção Periódica da NR-13 a ser aplicada aos vasos de pressão das Unidades de Purificação de Hidrogênio - PSALOCAL: EDISEDATA: 8 Setembro 2003PARTICIPANTES:Nestor RPBC/InspeçãoAngelotto RPBC/OperaçãoBarreto REVAP/InspeçãoArakaki REPLAN/InspeçãoCezar REDUC/InspeçãoSérgio REDUC/InspeçãoRubem FAFE-BA/InspeçãoMoura LUBNOR/InspeçãoFerreira REGAP/InspeçãoMarchiori CENPES/Engenharia BásicaDonato CENPES/Tecnologia de MateriaisJosé Cláudio CENPES/Tecnologia de MateriaisJosé Joaquim ENGENHARIA/InspeçãoZorrom ENGENHARIA/ProjetoSantini AB-RE/Tecnologia Equipamentos EstáticosMontebello AB-RE/Tecnologia Equipamentos Estáticos
Notas por Santini.
1- Informações sobre o processamento das Unidades da PSA - Pressure Swing Adsortion
São unidades para purificação do Hidrogênio a ser utilizados nas Unidades de Hidrirrefino: Hidrotratamento HDT, Hidrodessulfurização HDS e Hidrocraqueamento HCC.
O processo de purificação é por adsorção por a variação de pressão de operação, para produção de Hidrogênio altamente puro (99,99% V), a partir de correntes gasosas das Unidades de Geração de Hidrogênio UGH e Reforma Catalítica URC.
Utiliza catalisadores adsorventes (peneiras moleculares) que possuem a capacidade de reter as moléculas dos contaminantes em função do tamanho, permitindo que apenas as moléculas do H2 passem.
Leito inferior: catalisador de alumina 2% Volume do vaso (dissecante para a adsorção da umidade)
G:\trab\santini\Inspeção NR-13 de PSA.doc 1/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
Leito intermediário: catalisador de carvão ativo 54% Volume do vaso (adsorve o CO e CH4)
Leito superior: catalisador de silicato de alumina 44% Volume do vaso (adsorve os demais contaminantes).
Ao saturarem os catalisadores, é necessária a regeneração que é feita com a redução da pressão, sendo os gases provenientes da regeneração levados para a queima.
2- Caso da PSA da RPBCSão dez vasos de pressão com produção contínua assegurada pelo controle
com 7 válvulas interligadas em cada vaso a um PLC, para a operação e regeneração dos catalisadores.
Os bloqueios entre vasos permitem a saída da operação de cada vaso, porém não permite a retirada para a liberação individual.
Operam a 20 kgf/cm², com ciclos de variação de pressão de 20,0 a 0,0 a 20,0, que correspondem à adsorção e regeneração, de 140 vezes por dia (6 ciclos por hora).
Há PSV individual; os vasos são pintados externamente, há “fire-proofing” na saia e bocais só nos tampos superior e inferior.
Bocal de entrada por baixo (bocal de 12”) e saída (bocal de 24”) por cima, servindo também como boca de entrada.
A linha de carga tem aquecimento por traço elétrico, para não haver condensação de umidade presente nos gases no interior dos vasos.
Material do corpo: aço ou carbono ASTM A-516 Gr 70, normalizado e desgaseificado a vácuo.
COMPONENTES CARGA GASOSA DE ENTRADA (% V)
PRODUTO: H2 PURO (%V)
H2 71,8 99,984N2 0,5 0,010CO 3,7 0,0010CO2 16,4 0,00010CH4 7,3 0,0050H2O 0,3 0,0
3- Características especiais do processo As PSAs são projeto proprietário de algumas licenciadoras internacionais, como as LINDE (250 plantas), UOP e KTI.
Cada vaso tem vida útil calculada à fadiga de 15 anos, na RPBC, e 20 anos, na REPLAN, tendo os três leitos adsorventes (3 leitos) a mesma vida útil do vaso.
A limitação para a fadiga é o bocal de topo que deve ter uma geometria auto-reforçada.
O fabricante recomenda a troca do vaso após o fim da vida útil.
G:\trab\santini\Inspeção NR-13 de PSA.doc 2/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
Os ciclos de variação da pressão têm duração média de 15 minutos por vaso.A proteção dos adsorventes é com controle da temperatura por termopar (50º C).Em cada vaso o carregamento dos catalisadores é tipo denso, com dispositivo
(mangote) que leva o fluxo de catalisador do bocal de topo até o nível de cada leito, estando o vaso inertizado com N2, não requerendo a entrada de homem no vaso.
O descarte para o reaproveitamento do catalisador deve ser realizado em atmosfera inerte, com sistema de vácuo dirigindo o catalisador para contêineres, por sua vez também inertizados para o armazenamento.
Não há, no Brasil, empresas que façam esse descarte com reaproveitamento.O descarte do catalisador para rejeito tem impacto ambiental (240 toneladas de
resíduo na RPBC) a ser administrado, devido à presença de contaminantes tóxicos (CO), não podendo ser armazenado em galpões fechados, exigindo ventilação abundante.
Tanto no enchimento como no descarte há riscos de acidentes, caso haja contato do catalisador com a atmosfera (umidade e oxigênio), quando o catalisador se aquece ao rubro, por oxidação ao ar, levando ao rompimento da mangueira e do próprio contêiner.
Os licenciadores da tecnologoia não prestam os serviços de enchimento ou descarte, apenas oferecem a supervisoria das operações.
É previsto uma perda de 10 a 15% de catalisador durante o descarte devido à geração de finos que prejudica os catalisadores.
A recomendação do licenciador da tecnologia é de compra de um novo inventário de catalisadores no caso de descarte, não garantindo a efetividade no caso do reaproveitamento..
O problema do reaproveitamento dos catalisadores é o risco da desativação ao contato com a umidade e o oxigênio da atmosfera, quando manuseados nas operações de carregamento e descarregamento, por falha no sistema de inertização.
Outro problema no manuseio é a fragilidade dos catalisadores, que se quebram gerando finos que também acarretam perda de ativação.
Em operação, após 10 a 12 anos, os catalisadores começam a perder área de adsorção, resultando em H2 de menor pureza.
Na RPBC o custos da substituição dos leitos de catalisadores é da ordem de 900.000 € para os 10 vasos.
4- Fabricantes dos vasos das PSAs existentesNa RPBC: SHWARTZ-HAUTMONE (Espanha);Na REPLAN: MASCHINEN UND ANLAGENBAU (Alemanha);Na LUBNOR: GARGANO INDUSTRIE SrL (Itália).
G:\trab\santini\Inspeção NR-13 de PSA.doc 3/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
5- Avaliação dos possíveis mecanismos de deterioração dos vasos de pressão de PSA
5.1 - Avaliação pelo API-572, realizada pela RPBC, indicou como mecanismos de deterioração trincas por fadiga mecânica e corrosão sob o revestimento “fire-proofing” da saia.
5.2 – Possibilidades de ocorrência de corrosão Interna a- Se houver alguma umidade (H2O) no gás de carga, o bocal de entrada e o tampo inferior poderão apresentar corrosão interna, pela condensação durante a despressurização na regeneração.
b- Se o vaso na entrada da PSA permitir a entrada de água, a presença de CO2 no gás de carga, torna o fundo do vaso uma região crítica com risco de corrosão por ácido carbônico.
5.3 - Locais com histórico de falhas anterioresa- Solda interna de fixação ao tampo da grade do bocal do fundo, devido ao
registro de trinca nessa solda, ocorrida na Itália em PSA de projeto da LINDE. b – Grades separadoras de recheios, com risco de rompimento por fadiga
durante os ciclos de operação.
6- Análise das propostas de inspeção periódica NR-13 dos vasos de pressão da PSA
Foram analisadas as seguintes propostas para rotina de inspeção6.1- Proposta 1 (a cada 7 anos em todos os vasos)a- Executar Emissão Acústica durante a operação normal e ao final da
operação, para comparar os sinais na procura de indicações de possíveis locais de falha;
b- Abertura da boca de visita e Inspeção interna apenas acima do último leito, com câmera de vídeo;
c- Executar US externamente e ACFM internamente no bocal de topo; d- Executar US externamente no bocal de fundo e solda do anel de suporte
da grade.e- Realizar C Scan em todo o vaso.f- Realizar B Scan na região do primeiro leito (local possível de perda de
espessura por corrosão interna).g- Realizar teste de pressão máxima a 25 kgf/cm² na pré-operação da
unidade.h- Inspeção externa completa com remoção do revestimento “fire proofing” da
saia;i- PM na solda da saia e na solda externa dos bocais de topo e de fundo;j- Substituição integral dos 10 vasos a cada 15 anos.
G:\trab\santini\Inspeção NR-13 de PSA.doc 4/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
6.2- Proposta 2 (a cada 7 anos apenas em vasos escolhidos)a- Realizar a inspeção interna apenas dos vasos que ultrapassem 0,5% tolerados pela Portaria 16 e NR-13;b- Realizar teste de pressão máxima a 25 kgf/cm² na pré-operação da unidade.c- Inspeção externa completa com remoção do revestimento “fire proofing” da saia;d- PM na solda da saia e na solda externa dos bocais de topo e de fundo;e- Substituição integral dos 10 vasos a cada 15 anos.
6.3- Proposta 3 (a cada 7 anos apenas em vasos escolhidos)a- Realizar inspeção interna total em apenas um dos vasos como amostra válida para o conjunto dos 10 vasos;b- Realizar teste de pressão máxima a 25 kgf/cm² na pré-operação da unidade.d- Inspeção externa completa com remoção do revestimento “fire proofing” da saia;e- PM na solda da saia e na solda externa dos bocais de topo e de fundo;f- Substituição integral dos 10 vasos a cada 15 anos.
6.4- Proposta 4 (a cada 7 anos em todos os vasos)a- Análise de tensões dos vasos para identificar os locais de tensões localizadas e verificação da vida à fadiga;b- Abertura da boca de visita e Inspeção visual interna do tampo superior com
câmara de vídeo;c- US externamente nos tampos e bocais do topo e de fundo, incluído a solda
do distribuidor de fundo com o tampo;d- Medição de espessura ao longo do vaso;e- Inspeção externa completa com remoção do revestimento “fire proofing” da
saia;f- PM na solda da saia e na solda externa dos bocais de topo e de fundo.g- Substituição integral dos 10 vasos a cada 15 anos.
6.5- Outras propostas analisadas
a- Reservar para os vasos da PSA o percentual (0,5%) de vasos de pressão fora do prazo de inspeção periódica aceito na Portaria nº16 do INMETRO:
b- Inspeção interna dirigida por amostragem a apenas um dos vasos da PSA, tendo em consideração que os vasos são todos de um mesmo sistema, com
G:\trab\santini\Inspeção NR-13 de PSA.doc 5/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
as mesmas características dimensionais e de operação, logo sujeitos ao mesmo mecanismo de falha e com igual risco.
7- Conclusões
Decidiu-se adotar a Proposta 4 (a cada 7 anos em todos os vasos), como Plano de Inspeção de Segurança Periódica NR-13 a ser seguido por todas UNs do Abastecimento-Refino para os vasos de pressão de Unidades PSA.
a- Análise de tensões dos vasos para identificar os locais de tensões localizadas e verificação da vida à fadiga;
b- Abertura da boca de visita e inspeção visual interna do tampo superior com câmara de vídeo;
c- US externamente nos tampos e bocais do topo e de fundo, incluído a solda do distribuidor de fundo com o tampo;
d- Medição de espessura ao longo do vaso;e- Inspeção externa completa com remoção do revestimento “fire proofing” da
saia;f- PM na solda da saia e na solda externa dos bocais de topo e de fundo;
g- Substituição integral dos 10 vasos a cada 15 anos. 8- Informações externas relativas ao assunto discutido
8.1- Recomendações de Simpósio de Inspeção “Conferência de Manutenção do NPRA de 2002 Essential Elements in a Pressure Equipment Integrity Management Program for Hydrocarbon Process Industry” Autor: John T. Reynolds (Shell Global solutions, Houston, TX) Título - 101 Elementos essenciais para gerenciar um programa de Integridade de equipamentos pressurizados em uma industria de processamento de hidrocarbonetos
Recomendação 41: O autor recomenda fazer inspeções externas utilizando técnicas modernas que são eficazes e evitam fazer inspeção interna que expõe pessoas ao risco de entrar em espaços confinados.
G:\trab\santini\Inspeção NR-13 de PSA.doc 6/8 15/4/2023

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
G:\trab\santini\Inspeção NR-13 de PSA.doc 7/8 15/4/2023
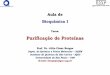
UT
UT
UT
UT - Exame por Ultra-som nas regiões indicadas
MT- Exame por partículas magnéticas nas soldas principais (circunferenciais e longitudinais), soldas de bocais e solda da saia com o corpo
PT – Exame com líquido penetrantes nas soldas da saia e de acessórios externos
Vaso de pressão típico de PSA

AB-RE/ES/TEE ANÁLISE DE INSPEÇÃO INTERNA ALTERNATIVA PARA AS UNIDADES DE PSA DO REFINO
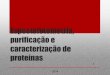
9- ANEXOS9.1- Ciclo Operacional de Pressão da PSA da RPBC
9.2- Foto da Unidade PSA RPBC
G:\trab\santini\Inspeção NR-13 de PSA.doc 8/8 15/4/2023