Embed Size (px)
Citation preview

Compostos de Borracha
LT Quimicos23/03/2010
FORMULAÇÃO E VULCANIZAÇÃO DE
ELASTÔMEROS A propriedade que caracteriza um elastômero é sua elevada elasticidade, ou seja, sua capacidade de sofrer deformações sob carga e de recuperar rapidamente a forma e dimensões originais quando cessa esta força, recuperando a energia armazenada durante a deformação.
O elastômero deve suas propriedades à sua natureza de polímero, mas diferente dos termoplásticos, os elastômeros são amorfos e suas longas cadeias são mais flexíveis, mas com ligações fracas. Se uma amostra de elastômero não reticulada for submetida a um esforço prolongado a uma temperatura elevada, serão produzidos deslizamentos entres as cadeias poliméricas, resultando uma deformação plástica, ou seja, não recuperará sua forma original. Por isso, para conseguir a elasticidade característica dos elastômeros é necessário fixar as posições relativas das cadeias, o que se consegue mediante a criação de um reticulo (reticulação). Este processo de entrecruzamento das cadeias é o que conhecemos como vulcanização. O entrecruzamento é de baixa densidade; somente um, em cada cem a duzentos átomos de carbono da cadeia principal é enlaçado com outro átomo de uma cadeia adjacente, mantendo sua capacidade de deformação, mas evitando os deslizamentos. De maneira simples dizemos que o produto passa de um estado plástico para um estado elástico.
Para fazer este enlace e para conferir as propriedades físicas e químicas necessárias ao elastômero em sua aplicação, ele deve ser composto com outros materiais; são estes materiais que descrevemos a seguir:
A qualidade e quantidade dos ingredientes utilizados em uma formulação como ainda as condições de processamento afeta sensivelmente as propriedades do produto final.
Assim é que, se não forem conhecidas corretamente as propriedades cujos valores são críticos para o desempenho de um artefato, ao ser formulada a composição, poderão ser obtidos valores muito elevados para propriedades não essenciais em detrimento das principais características.
Ao ser formulada uma composição, além das propriedades do produto final que devem ser atingidas, é necessário levar em conta o processo de fabricação do artefato.
Nas formulações, as quantidades de cada ingrediente devem ser especificadas como o número de partes em peso, por 100 partes em peso de elastômero.
FORMULAÇÃO E VULCANIZAÇÃO DE
ELASTÔMEROS Os componentes principais de uma formulação são: Elastômeros Agentes de vulcanização Aceleradores Ativadores Antioxidantes Cargas Plastificantes, peptizantes, agentes de
pegajosidade Retardadores Materiais auxiliares
Agentes Vulcanizantes A vulcanização foi descoberta em 1839 por Charles Goodyear, que utilizou enxofre para criar as ligações necessárias para formar os
retículos na borracha natural. Descobriu-se que qualquer enxofre pode ser o agente vulcanizante, mas para facilitar seu uso e dispersão no composto elastomérico o utilizamos moído, preferencialmente micronizado, seguido de um tratamento superficial para evitar a reaglomeração das partículas.
A vulcanização é um processo pelo qual materiais elastoméricos são preparados; consiste na formação de uma rede molecular, utilizando um produto químico que liga as macromoléculas entre si. A vulcanização é uma reação intermolecular, que aumenta a força retrativa e reduz a deformação permanente residual após a remoção de forças deformantes, aumenta a elasticidade e reduz a plasticidade.
O processo de vulcanização é extremamente complexo e, mesmo com os atuais avanços na sua compreensão, muitos aspectos ainda não estão claros.
Outra variedade de enxofre é o enxofre insolúvel, que somente oferece a vantagem de reduzir a eflorescência do enxofre em compostos não vulcanizados (crus). A eflorescência pode dificultar a aderência entre as diferentes partes de um artefato confeccionado a partir delas, por exemplo, um pneumático. Como a 120ºC ocorre a conversão para a forma alotrópica solúvel, devemos evitar a composição e processamento do composto acima desta temperatura até o momento da vulcanização.
O enxofre atua como vulcanizante somente nos elastômeros insaturados. Com os elastômeros saturados, tais como copolímeros de etileno-propileno ou borracha de silicone, deveremos utilizar outros agentes; os mais utilizados são os peróxidos orgânicos, que por ação do calor dividem-se, formando dois radicais livres capazes de reagir com as cadeias do elastômero, subtraindo delas átomos de hidrogênio e transferindo aos átomos de carbono o caráter de radical; estes carbonos com caráter de radical são instáveis e reativos e, ao se aproximarem de carbonos com caráter radical das cadeias vizinhas neutralizam-se, estabelecendo uma ligação química. (ponte de reticulação).
Além do fato de serem mais caros que os sistemas a base de enxofre/aceleradores, a vulcanização por peróxidos apresenta diversas limitações. A velocidade de vulcanização é função da velocidade de decomposição do peróxido, que depende de sua estrutura química e da temperatura, sem que seja possível acelerá-la ou retardá-la por ação de outros ingredientes. Como o oxigênio é um aceptor de radicais mais ativos que o elastômero, a vulcanização por peróxido deve ser feita em um ambiente livre de ar; por este motivo não são utilizados em alguns processos como a vulcanização contínua de perfis em túneis de microondas. Devemos notar que alguns ingredientes que possuem hidrogênio ativo, como certos antioxidantes, podem interferir parcialmente na reticulação por peróxidos. A resistência mecânica dos vulcanizados por peróxidos é inferior à obtida na vulcanização por enxofre. Como vantagem, temos maior estabilidade da reticulação carbono-carbono, que é responsável por melhor envelhecimento térmico, ausência de reversão e menor deformação permanente por compressão.
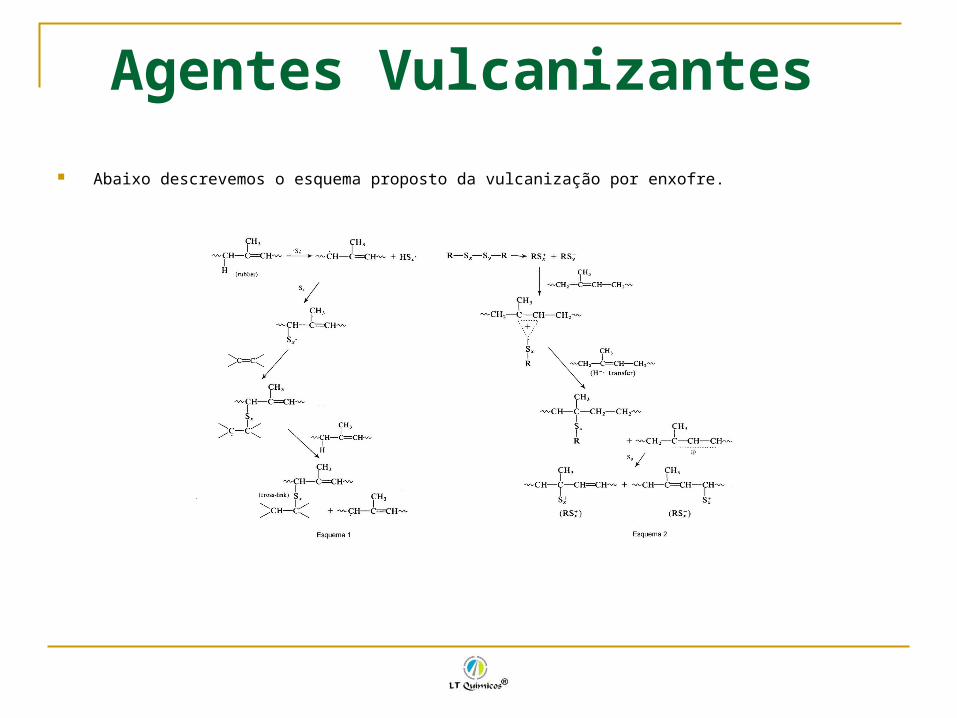
Agentes Vulcanizantes Abaixo descrevemos o esquema proposto da vulcanização por enxofre.
Aceleradores de vulcanização
A reação entre o elastômero e o enxofre, sem a utilização de nenhum outro aditivo é muito lenta; mesmo com 8 partes de enxofre para 100 de borracha necessitamos de várias horas a 150ºC, para atingir um nível de vulcanização adequado. Assim, desenvolveu-se o uso de aceleradores para reduzir o tempo de vulcanização. Além de reduzir o tempo de vulcanização, os aceleradores também permitem reduzir o teor de enxofre empregado, evitando desta maneira sua eflorescência, melhorando o envelhecimento dos vulcanizados. Permitem também atingir propriedades mecânicas melhores dos que às obtidas apenas com enxofre.
Diferentes tipos de aceleradores dão características de vulcanização que diferem na resistência ao scorch (vulcanização prematura) e na taxa de vulcanização, após o inicio da reticulação. As dezenas de aceleradores disponíveis no mercado e suas variedades comerciais, em sua maioria pertencem às seguintes famílias: Aldeido-Aminas Aminas Guanidinas Tioureias Ureias Ditiocarbamatos Tiurans Xantatos Sulfenamidas Tiazóis Peróxidos Óxidos metálicos Misturas
Aceleradores de vulcanização
Para selecionar um acelerador entre as variedades existentes devemos atentar para três fatores:
velocidade de vulcanização pré- cura plateau
A velocidade de vulcanização é representada pelo grau de ativação da reação entre o elastômero e o enxofre; assim, os aceleradores são classificados como lentos, rápidos, ultra-aceleradores, etc.
A pré-cura é a tendência prematura de vulcanização dos compostos em temperaturas moderadamente elevadas, que inevitavelmente ocorrem durante o processo de composição e processamento do composto. A pré-cura também pode ocorrer durante o armazenamento do composto.
Por último, o termo plateau designa o período de tempo na temperatura de vulcanização, contado a partir do momento em que alcança o valor ótimo da propriedade considerada, durante a qual tal propriedade não varia ou varia levemente.
Entre os aceleradores de vulcanização ocorre o fenômeno de sinergia, isto é, a potencialização de duas ou mais substâncias, de modo que o efeito seja maior que seus efeitos em separado.
Na prática, usa-se frequentemente esta sinergia ativando um acelerador, chamado principal ou primário, com uma pequena quantidade de outro, designado acelerador secundário. Um caso particularmente interessante são os derivados do MBT, conhecidos como aceleradores de ação retardada. Por muitos anos, o MBT foi um produto que gerava compostos com pré-cura acentuada; este problema foi resolvido com o bloqueio de seus grupos - SH ativos com outro radical benzotiazol-2-ila, obtendo-se o MBTS (estrutura 3a). Na temperatura de vulcanização o MBTS separa-se, regenerando o MBT. Se no lugar de empregar um radical benzotiazila para bloquear o grupo ativo –SH, empregarmos um radical amínico, ao separar-se durante a vulcanização, produziremos uma combinação sinérgica MBT/amina, muito ativa.
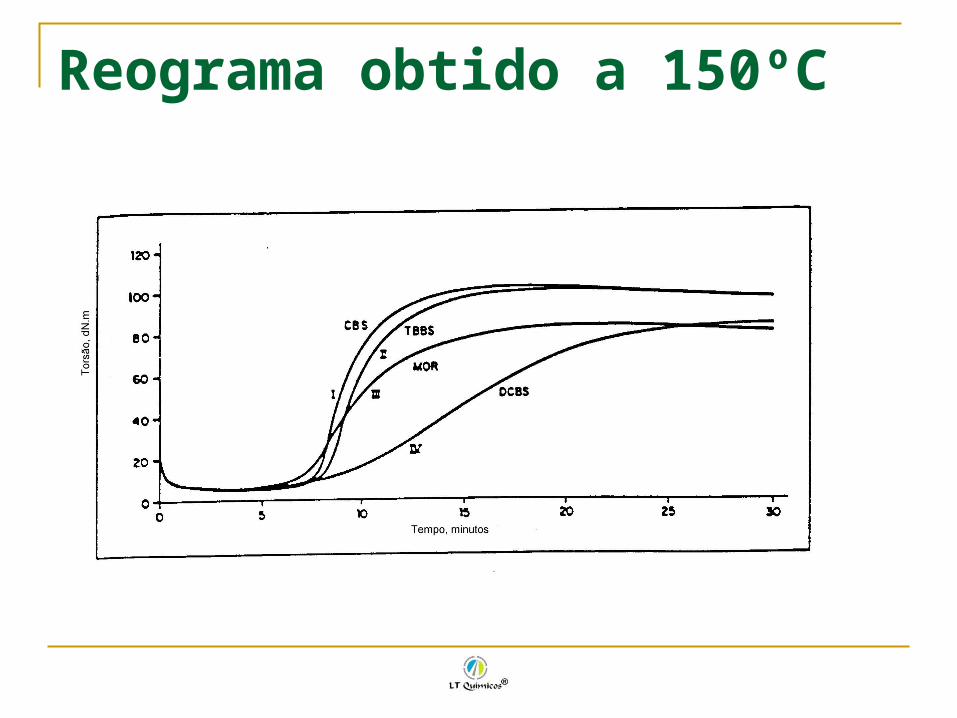
Variando a amina empregada como bloqueante, obteremos aceleradores com diferentes períodos de indução. Na figura 2, vemos o efeito dos vários tipos de aceleradores em uma curva típica de vulcanização.
Reograma obtido a 150ºC
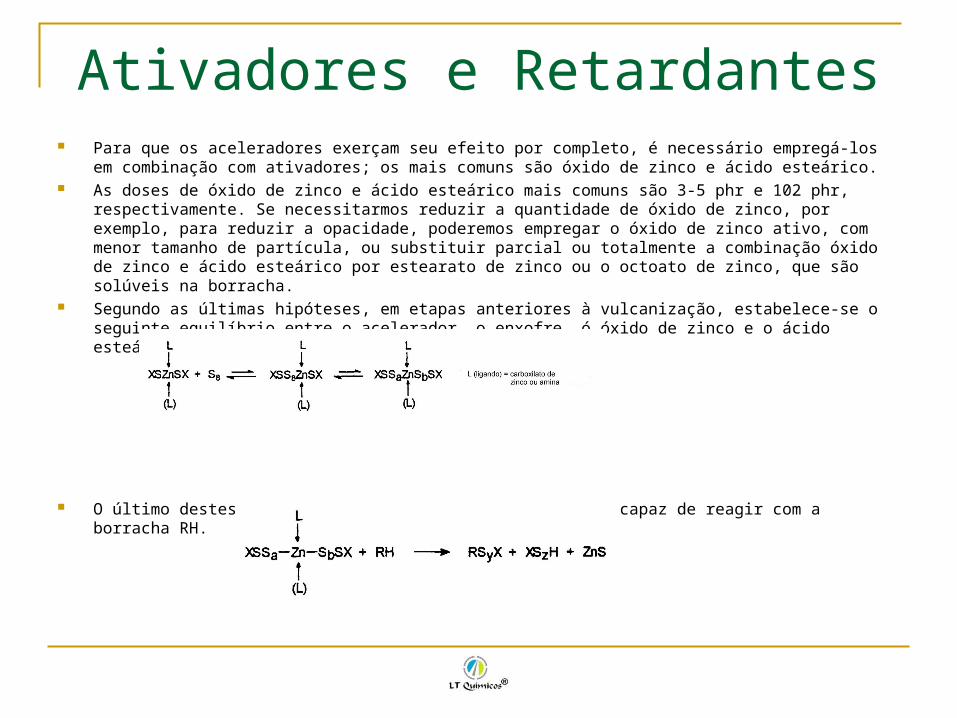
Ativadores e Retardantes Para que os aceleradores exerçam seu efeito por completo, é necessário empregá-los em combinação com
ativadores; os mais comuns são óxido de zinco e ácido esteárico. As doses de óxido de zinco e ácido esteárico mais comuns são 3-5 phr e 102 phr, respectivamente. Se
necessitarmos reduzir a quantidade de óxido de zinco, por exemplo, para reduzir a opacidade, poderemos empregar o óxido de zinco ativo, com menor tamanho de partícula, ou substituir parcial ou totalmente a combinação óxido de zinco e ácido esteárico por estearato de zinco ou o octoato de zinco, que são solúveis na borracha.
Segundo as últimas hipóteses, em etapas anteriores à vulcanização, estabelece-se o seguinte equilíbrio entre o acelerador, o enxofre, ó óxido de zinco e o ácido esteárico:
O último destes compostos é o agente sulfurante ativo, capaz de reagir com a borracha RH.
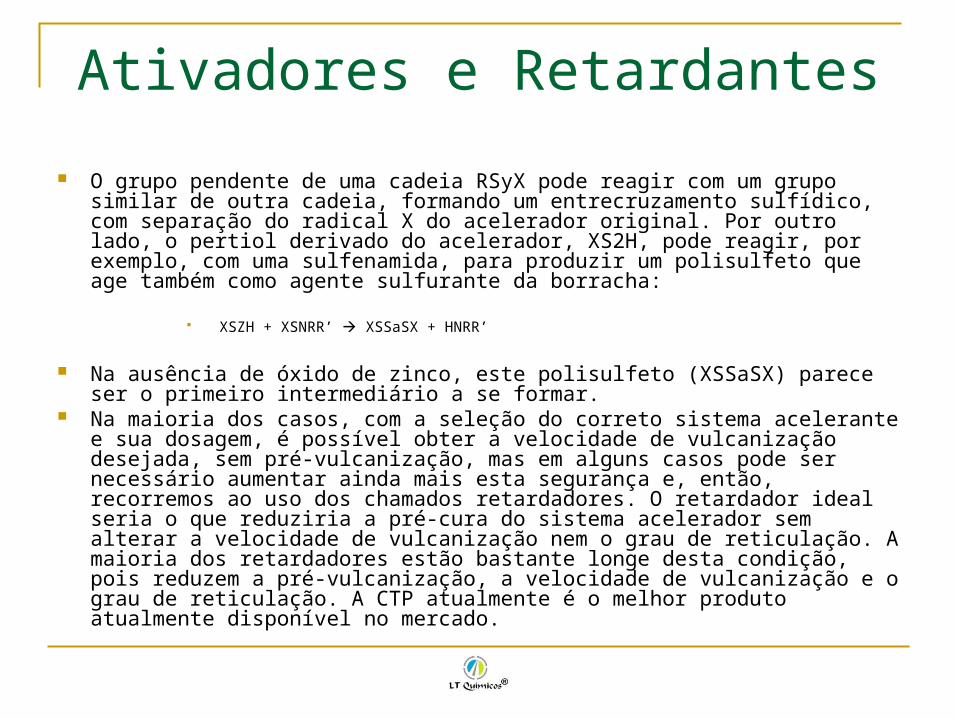
Ativadores e Retardantes O grupo pendente de uma cadeia RSyX pode reagir com um grupo similar de
outra cadeia, formando um entrecruzamento sulfídico, com separação do radical X do acelerador original. Por outro lado, o pertiol derivado do acelerador, XS2H, pode reagir, por exemplo, com uma sulfenamida, para produzir um polisulfeto que age também como agente sulfurante da borracha:
XSZH + XSNRR’ XSSaSX + HNRR’
Na ausência de óxido de zinco, este polisulfeto (XSSaSX) parece ser o primeiro intermediário a se formar.
Na maioria dos casos, com a seleção do correto sistema acelerante e sua dosagem, é possível obter a velocidade de vulcanização desejada, sem pré-vulcanização, mas em alguns casos pode ser necessário aumentar ainda mais esta segurança e, então, recorremos ao uso dos chamados retardadores. O retardador ideal seria o que reduziria a pré-cura do sistema acelerador sem alterar a velocidade de vulcanização nem o grau de reticulação. A maioria dos retardadores estão bastante longe desta condição, pois reduzem a pré-vulcanização, a velocidade de vulcanização e o grau de reticulação. A CTP atualmente é o melhor produto atualmente disponível no mercado.
Antidegradantes Compostos de borracha podem ser degradados
pela reação com o oxigênio, ozônio, luz, íons metálicos e calor. Os degradantes mais comuns para a borracha são o oxigênio e o ozônio.
A degradação pelo oxigênio e ozônio tem diferentes mecanismos e resulta em efeitos diferentes sobre as propriedades físicas da borracha.
A degradação pelo ozônio resulta em descoloração e eventual quebra das amostras; é mais um fenômeno superficial.
A degradação pelo oxigênio resulta em endurecimento ou amolecimento, dependendo do polímero-base do artigo de borracha.
CargasNegros de fumo
Negros de fumo são as melhores cargas utilizadas na indústria da borracha. São compostos de partículas finas de carbono, obtidas pela decomposição térmica do gás natural ou de hidrocarbonetos de petróleo gasificados.
Os negros de fumo são classificados como negros de canal, de fornalha ou térmicos, segundo sua técnica de fabricação. Sua designação é feita por um sistema de duas a quatro letras, iniciais de alguma de suas características em inglês, incluindo-se a última letra, C, F ou T (de Channel, Furnace ou Thermal).
Atualmente, por razões econômicas e ecológicas, desapareceram do mercado os negros de canal e quase todos os térmicos, restando apenas o processo de fornalha (furnace). No processo de fornalha são introduzidas simultaneamente em uma fornalha tubular, uma corrente de óleo de petróleo gaseificado e uma corrente de ar em quantidade insuficiente para a combustão total do óleo; o calor produzido na combustão parcial decompõe termicamente o resto dos hidrocarbonetos em seus componentes, hidrogênio e carbono, que em seguida são resfriados por gotículas de água e conduzidos a separadores ciclônicos, nos quais é recolhido o negro de fumo. Variando a composição e velocidade da mistura ar/óleo, a forma da tubulação, a duração da combustão, a temperatura da mesma, etc., podemos obter variados tipos de negro de fumo.
O fenômeno de reforçamento por negro de fumo ocorre como conseqüência da quantidade de grupos quimicamente ativos (fenólicos, quinônicos, carboxílicos, hidroxílicos, lactônicos, etc.) presentes na superfície do negro de fumo, e que podem polarizar as duplas ligações da borracha e interagir com o reticulo do vulcanizado. Por outro lado, por seu conhecido caráter aceptor ácido, os radicais formados durante a mastigação da borracha pela ruptura mecânica das cadeias de borracha, fixam-se sobre o negro de fumo, o que explica a chamada “bound rubber”. Comprovou-se também que parte da borracha presente em um composto fica imobilizada nas reentrâncias dos aglomerados de negro de fumo; inclusive, nas partes lisas da superfície existem forças de adsorção poderosas do tipo Van der Waals.
Do ponto de vista técnico, os fatores fundamentais que caracterizam um negro de fumo são: tamanho da partícula, superfície específica, índice de estrutura
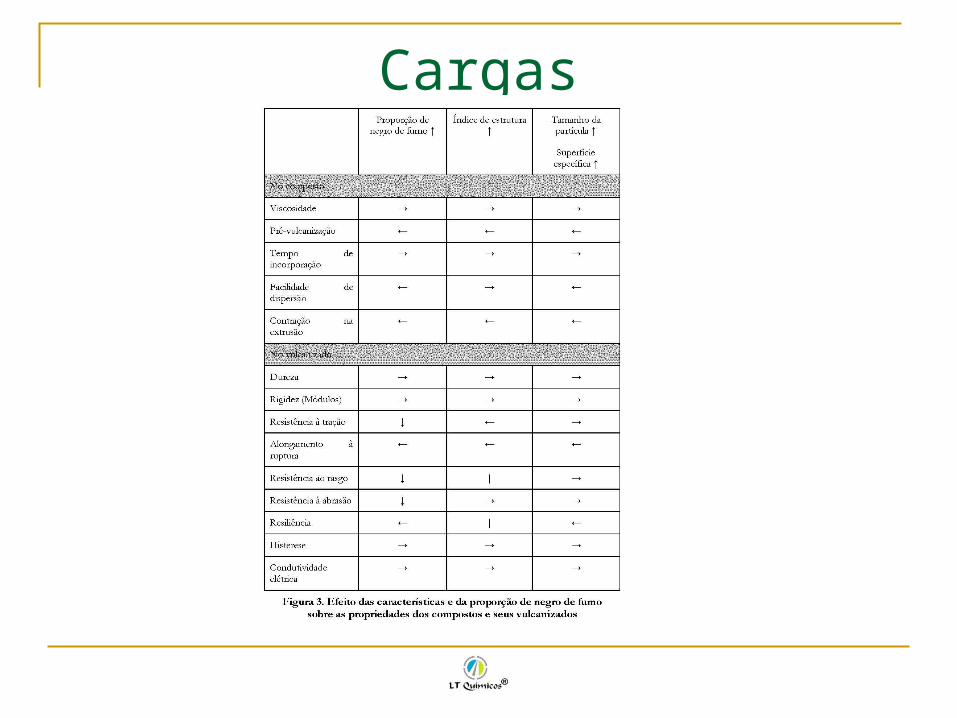
Cargas
CargasCargas inorgânicas claras
Por razões técnicas e econômicas, na indústria da borracha utilizamos uma grande variedade de cargas de natureza inorgânica, tanto naturais como sintéticas, em substituição parcial ou total ao negro de fumo. Se comparadas em idênticos tamanhos de partículas, o poder reforçante das cargas inorgânicas é inferior ao do negro de fumo; sua incorporação e dispersão no composto é mais difícil e é mais significativo o aumento da viscosidade. Por último, outro inconveniente é sua maior densidade, que faz com que o preço por unidade de volume seja maior.
O grau máximo de reforçamento é atingido com as sílicas pirogênicas obtidas por combustão de vapores de cloreto de silício ou de silicato de etila; constam essencialmente de partículas de anidrido silícico, SiO2, de 15 nm; no entanto, pelo seu preço elevado e pelas dificuldades de processamento em compostos de borracha e pela sua periculosidade, têm sua aplicação limitada a alguns compostos de borracha, como silicones.
A carga mais importante em tecnologia de borracha é a sílica precipitada, obtida por acidificação de soluções aquosas de silicatos alcalinos. Porém, em virtude do tamanho das partículas primárias, da ordem de 20 nm, estas partículas unem-se em aglomerados primários muito estáveis-como ocorre com o negro de fumo-, que não podem ser desagregadas no processo de preparação dos compostos.
A sílica precipitada tem uma grande capacidade de adsorver superficialmente determinados compostos, sobretudo os polares e básicos. Entre estes compostos figuram os aceleradores de vulcanização que, ao serem adsorvidos pela sílica ficam desativados; por este motivo, os compostos com sílica são de vulcanização mais lenta.
Devemos notar que as sílicas precipitadas, pela grande quantidade de grupos ácidos hidroxila Si-OH (silanois) em sua superfície, são higroscópicos, estabelecendo um equilíbrio entre a água absorvida e a umidade ambiental. Para evitar os inconvenientes que seriam gerados pela presença de água, como maior velocidade de vulcanização, com freqüência adicionamos glicóis na proporção de 8-10 % e aminas de 4-6 % sobre o peso da sílica. Feito isto, a velocidade de vulcanização cai a níveis normais e facilita a dispersão da sílica.
O poder reforçante da sílica é inferior aos negros de fumo de idêntico tamanho de partículas, porém, os valores de resistência ao rasgo são maiores, a resistência à abrasão é inferior e os valores de módulos e resiliência são menores. Contudo, estas aparentemente piores propriedades viscoelásticas foram favoráveis para a substituição parcial de negro de fumo em bandas de rodagem, nas chamadas bandas ecológicas ou “verdes”, que, devido sua menor resistência à rolagem, permitem reduzir o consumo de combustíveis dos automóveis.
Plastificantes Os plastificantes têm a função de plastificar o composto, melhorar seu processamento, reduzir a energia
necessária para o processamento e ajudar na incorporação dos ingredientes, melhorando sua dispersão. Nos vulcanizados reduzem a dureza e rigidez, aumentam o alongamento à ruptura e melhoram sua flexibilidade à baixa temperatura. Estas mudanças são acompanhadas de uma redução nas propriedades mecânicas e nas propriedades elásticas. Os plastificantes são muitas vezes utilizados com o objetivo de reduzir a viscosidade do composto, permitindo assim adicionar mais cargas; quando são utilizados para este fim recebem o nome de extensores.
Além dos plastificantes e extendedores existem outros produtos que não modificam a viscosidade do composto, nem as propriedades dos vulcanizados, porém, facilitam o processamento dos compostos e são denominados auxiliares de processo, que geralmente são combinações de ceras, sais de ácidos graxos e outros produtos de composição não revelada; utilizam-se na ordem de 1-3 phr.
Em alguns artefatos de borracha onde exista a necessidade de aumentar a pegajosidade dos compostos, utilizamos os chamados agentes de pegajosidade, na ordem de 2-5 phr.
Os plastificantes de maior consumo são os óleos minerais, derivados de frações pesadas do petróleo. Pela sua composição química classificam-se em aromáticos, naftênicos e parafinicos. Os óleos são misturas complexas de hidrocarbonetos, que frequentemente são misturas de estruturas aromáticas, naftênicas (cicloparafina) e parafínicas. O caráter do óleo é determinado pela chamada constante de viscosidade-densidade, VGC (Viscosity Gravity Constant), que é dada pela seguinte fórmula empírica:
10G – 1,072 log(V-38) VGC = ------------------------------- 10 – log(V-38)sendo G o peso específico do óleo a 15,5ºC e V sua viscosidade Saybolt a 38ºC.
Plastificantes
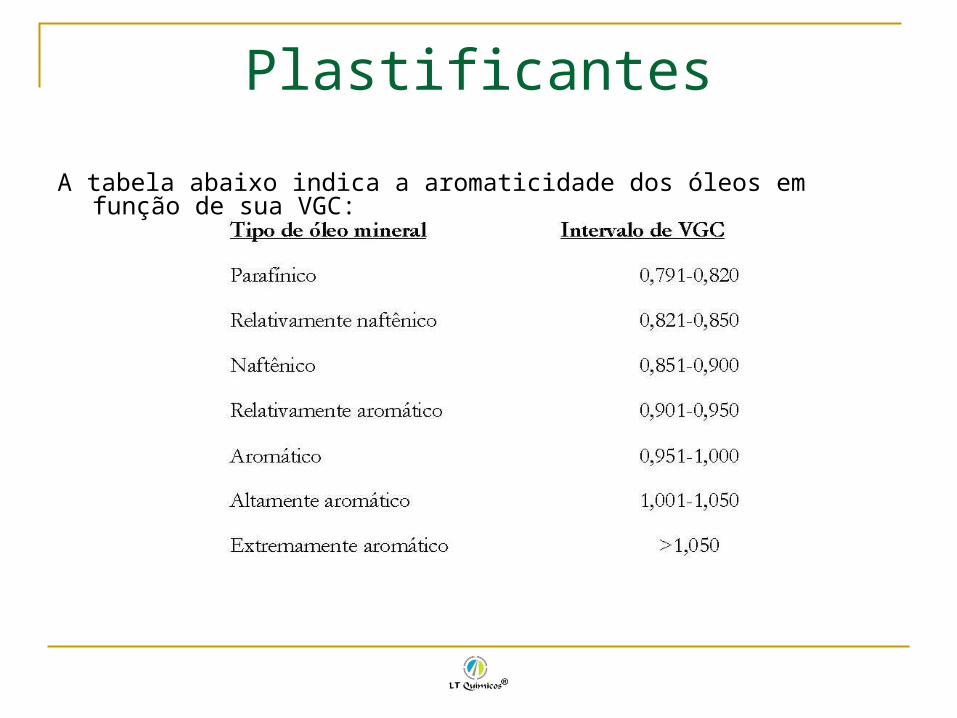
A tabela abaixo indica a aromaticidade dos óleos em função de sua VGC:
Plastificantes
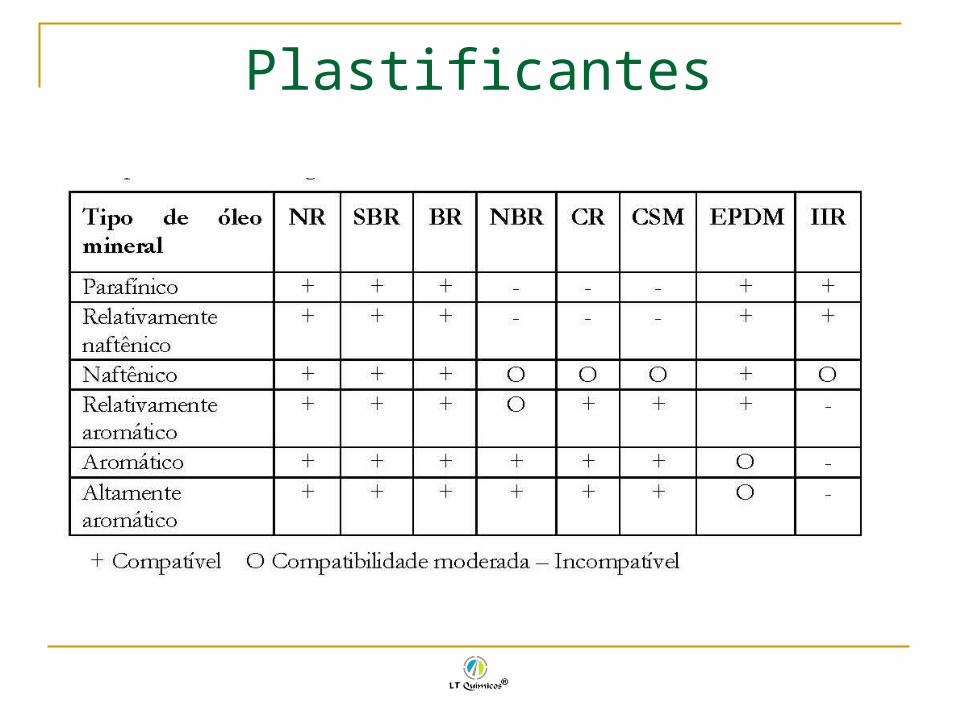
647 – ponto de anilina (ºC)VGC = -------------------------------------- 650 Um fator importante para a escolha do tipo
de plastificante é sua compatibilidade com a borracha. A tabela abaixo mostra alguns óleos e sua compatibilidade com algumas borrachas:
Plastificantes
Outros Ingredientes Existem outras dezenas de produtos que são
utilizados em compostos de borracha; entre eles podemos destacar:
- Factis – óleos vegetais vulcanizados utilizados em compostos de baixa dureza, ou para controlar a dilatação em calandrados e extrudados.
- Pigmentos e corantes – Utilizados principalmente em compostos claros e alguns elastômeros sintéticos que utilizem cargas minerais.
- Expansores – Utilizados para a confecção de compostos expandidos, com baixa densidade; são utilizados em solados, isolantes acústicos, etc.



















![[E-book] Composicao da Conta de Energia Elétrica](https://img.document.onl/doc/110x75/587af8b11a28ab93488b4d19/e-book-composicao-da-conta-de-energia-eletrica.jpg)