Embed Size (px)
Citation preview

1
UNIVERSIDADE DO OESTE DE SANTA CATARINA - UNOESC
PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
EDSON DOMENECH
PLANEJAMENTO E CONTROLE DA PRODUÇÃO
COM ERP SAP PP
JOAÇABA-SC
2016

2
EDSON DOMENECH
PLANEJAMENTO E CONTROLE DA PRODUÇÃO COM ERP SAP PP
Trabalho de conclusão de curso apresentado ao curso de especialização em Engenharia de Produção, área das Ciências Exatas e da Terra da Universidade do Oeste de Santa Catarina Unoesc Campus de Joaçaba, como requisito parcial à obtenção do grau de especialista em Engenharia de Produção.
Orientador: MAURO JORDAN
JOAÇABA-SC
2016
3
RESUMO
Apesar de existir uma grande quantidade de sistemas para gestão de produção no
mercado, boa parte das empresas não utilizam ferramentas integradas para
controlar seus processos produtivos ou usam ferramentas limitadas que não
atendem todos os requisitos necessários para uma boa gestão produtiva. Este
trabalho tem como objetivo simular o processo produtivo de uma indústria
produtora de bicicletas, demostrando passo a passo o uso da ferramenta SAP PP
para a gestão de todas as etapas produtivas, desde o cadastro de dados mestres
ao planejamento produtivo e finalizando pela estocagem dos materiais acabados.
Usando como guia os documentos fornecidos pela SAP em sua biblioteca virtual e
em partícula o documento SAP Best Practices que descreve as melhores práticas
executadas pelas maiores empresas do mundo. Para a realização desse trabalho
foi simulado uma demanda de produção de uma indústria produto de bicicletas e
por essa demanda foi iniciado os cadastramentos das principais informações
referentes à estrutura dos produtos, dos centros de trabalho, da lista técnica, do
roteiro de produção, da versão de produção e na sequência feito todo o
planejamento de produção, execução do MRP, nivelamento de capacidade
produtiva, conversão das ordens planejadas em ordens produtoras para finalizar
com o apontamento da produção e a entrada dos produtos semiacabado e
acabado nos seus devidos estoques para atender a demanda inicial. O
mapeamento levantado nos mostrou que o SAP PP é um sistema complexo,
completo e amigável, que demostra com exatidão os principais passos executados
nos processos produtivos das organizações e podem ser usado nos mais diversos
segmentos industriais.
Palavras-chave: Produção, Planejamento Produtivo, SAP, SAP PP, SAP Best
Practices.
4
LISTA DE ILUSTRAÇÕES
Esquema 01 – Principal diferença entre o MRP e MRP II......................................15
Esquema 02 – Evolução do sistema ERP..............................................................15
Esquema 03 – Principais módulos do SAP............................................................16
Esquema 04 – As três camadas do SAP................................................................18
Esquema 05 – SAP Best Practices.........................................................................19
Fotografia 01 – Fonte para o SAP Best Practices..................................................21
Esquema 06 – SAP PP Estrutura organizacional...................................................23
Esquema 07 – Estrutura da Bicicleta Sport............................................................26
Esquema 08 – Fluxo do processo..........................................................................27
Esquema 09 – Roteiro de produção do semiacabado............................................29
Esquema 10 – Roteiro de produção do produto acabado......................................30
Esquema 11 – Cinco dados mestres do SAP PP...................................................31
Fotografia 02 – Acesso à transação de cadastro de materiais MM01....................33
Esquema 12 – Lista técnica single, semiacabado..................................................37
Esquema 13 – Lista técnica multiple, produto acabado.........................................38
Fotografia 03 – Acesso à transação de cadastro da lista técnica CS01.................39
Fotografia 04 – Lista técnica completa (transação CS11)......................................40
Fotografia 05 – Sequência de turnos......................................................................41
Fotografia 06 – Início e fim dos turnos e período de validade................................41
Fotografia 07 – Horários de intervalos....................................................................42
Fotografia 08 – Acesso à transação de cadastro de plano de capacidade CR11..42
Fotografia 09 – Cadastro do plano de capacidade, aplicação de turnos................44
Esquema 14 – Utilização dos dados do centro de trabalho....................................46
Fotografia 10 – Acesso à transação de cadastro de centro de trabalho CR01......47
Fotografia 11 – Detalhes da chave ZPP1...............................................................49
Fotografia 12 – Detalhes da chave ZPP2...............................................................50
Esquema 15 – Capacidade versus planejamento..................................................51
Esquema 16 – Operações paralelas (com linha vermelha)....................................52
Esquema 17 – Operações sequenciais..................................................................52
5
Esquema 18 – Operações alternativas (com linha vermelha)................................52
Esquema 19 – Estrutura de um roteiro de produção..............................................53
Esquema 20 – Material, roteiro, lista técnica e distribuição dos componentes nas
operações...............................................................................................................53
Fotografia 13– Acesso à transação de cadastro do roteiro de produção CA01.....54
Esquema 21 – Sequência das operações no produto semiacabado......................58
Esquema 22 – Sequência das operações no produto acabado.............................58
Esquema 23 – Estrutura da versão de produção...................................................61
Fotografia 14 – Acesso à transação de cadastro de versões de produção C223..62
Fotografia 15 – Verificação de consistência de versões de produção....................63
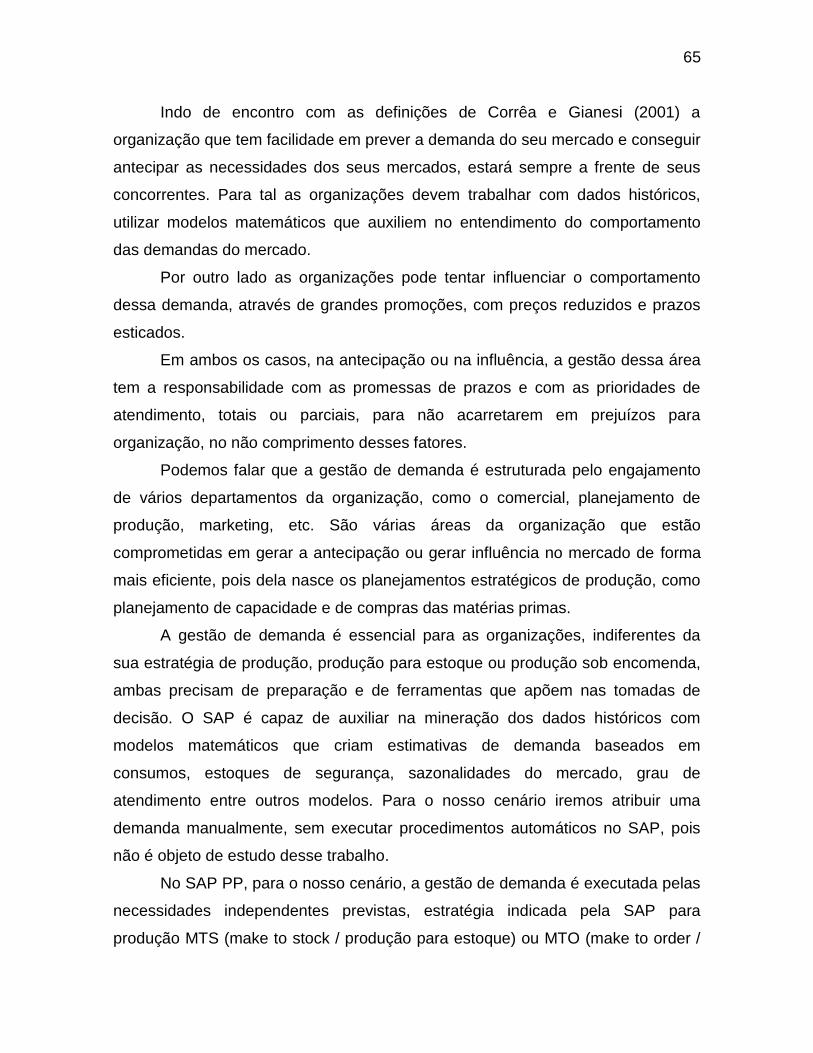
Esquema 24 – Gestão de demanda no SAP..........................................................66
Fotografia 16 – Acesso à transação de cadastro de demanda MD61....................67
Fotografia 17 – Cadastro das necessidades independentes previstas MD61........68
Fotografia 18 – Lista de necessidades e estoque..................................................69
Fotografia 19 – Acesso à transação do MRP MD61...............................................71
Fotografia 20 – Resultado da execução do MRP...................................................73
Fotografia 21 – Acesso à transação de resultado do MRP MD05..........................74
Fotografia 22 – Estrutura gerada pelo MRP...........................................................74
Fotografia 23 – Ordens planejadas para o material acabado.................................75
Fotografia 24 – Ordens planejadas para o material semiacabado.........................75
Fotografia 25 – Requisição de compra de um componente (igual para as
demais)...................................................................................................................76
Esquema 25 – Planejamento alinhado a capacidade.............................................77
Fotografia 26 – Exibição das ordens planejadas, transação MD16........................79
Fotografia 27 – Sobrecargas nos centros de trabalho, transação CM05...............80
Fotografia 28 – Acesso à transação de nivelamento de capacidade CM21...........81
Esquema 26 – Aplicando a estratégia regressiva na CM21...................................81
Esquema 27 – Executando o nivelamento/planejamento na CM21.......................82
Fotografia 29 – Nivelamento aplicado em todas as ordens....................................82
Fotografia 30 – Exibição das ordens planejadas, transação MD16........................83
6
Fotografia 31 – Cargas nos centros de trabalho do material semiacabado,
transação CM01......................................................................................................84
Fotografia 32 – Cargas nos centros de trabalho do material acabado, transação
CM01......................................................................................................................85
Fotografia 33 – Exibição das ordens planejadas, transação MD16........................86
Esquema 28 – Ajustes nas datas das requisições de compra, transação MD16...86
Fotografia 34 – Exibição das ordens planejadas, transação MD16........................87
Esquema 29 – Fluxo da execução do MRP............................................................88
Fotografia 35 – Acesso à transação necessidades de estoque MD04...................90
Fotografia 36 – Lista de necessidades, requisição de compra...............................91
Esquema 30 – Passos para converter a requisição de compra em pedido de
compra....................................................................................................................91
Fotografia 37 – Pedido de compra ME21N.............................................................92
Fotografia 38 – Estoque dos componentes, transação MB52................................92
Fotografia 39 – Lista de necessidades, ordem planejada......................................94
Esquema 31 – Passos para converter a ordem planejada em ordem de
produção.................................................................................................................95
Fotografia 40 – Ordem de produção.......................................................................95
Fotografia 41 – Validação de quantidade e data de início/fim................................96
Fotografia 42 – Validação da atribuição do lote e do depósito de entrada.............96
Fotografia 43 – Validação da versão de produção, roteiro de produção e lista
técnica.....................................................................................................................97
Esquema 32 – Síntese de sequências da ordem de produção..............................98
Esquema 33 – Síntese de operações da sequência base da ordem de
produção.................................................................................................................98
Esquema 34 – Representação gráfica das operações da ordem de produção......98
Fotografia 44 – Síntese dos componentes.............................................................99
Fotografia 45 – Disponibilidade de capacidade....................................................100
Fotografia 46 – Disponibilidade de componentes.................................................100
Fotografia 47 – Determinação de custos..............................................................100
Fotografia 48 – Programar ordem de produção....................................................101
7
Fotografia 49 – Liberar ordem de produção.........................................................101
Fotografia 50 – Número da ordem de produção atribuída ao salvar....................101
Fotografia 51 – Lista de necessidades, de OrdPla para OrdPro..........................102
Esquema 35 – Operação que deve ter confirmação de produção.......................104
Fotografia 52 – Acesso à transação de confirmação de produção CO15............104
Fotografia 53 – Confirmação de produção CO15.................................................105
Fotografia 54 – Movimento de mercadorias, matéria prima.................................105
Fotografia 55 – Consumo das matérias primas....................................................106
Fotografia 56 – Status da ordem de produção.....................................................107
Fotografia 57 – Dados sobre: Fornecido, Confirmações e Encerramento
técnico...................................................................................................................107
Esquema 35 – Movimentação de mercadoria no SAP.........................................109
Fotografia 58 – Saída de mercadoria, tipo de movimento 261, transação
MB51.....................................................................................................................110
Fotografia 59 – Relatório de confirmações de produção, transação COOIS........110
Fotografia 60 – Acesso à transação MIGO...........................................................111
Fotografia 61 – Informações de cabeçalho da MIGO...........................................111
Fotografia 62 – Cabeçalho, item, tipo de movimento, ordem de produção, lote..112
Fotografia 63 – Confirmação do movimento de mercadoria de entrada...............112
Fotografia 64 – Entrada de mercadoria, tipo de movimento 101, transação
MB51.....................................................................................................................113
Fotografia 65 – Estoque do material 8000370 atribuído ao lote 0000000646......113
8
LISTA DE TABELAS
Tabela 01 – Cadastro dos mestres de materiais....................................................34
Tabela 02 – Cadastro das listas técnicas...............................................................40
Tabela 03 – Cadastro do plano de capacidade......................................................43
Tabela 04 – Cadastro dos centros de trabalho.......................................................48
Tabela 05 – Cadastro dos roteiros de produção, material semiacabado...............55
Tabela 06 – Cadastro dos roteiros de produção, material acabado.......................56
Tabela 07 – Detalhamento das operações.............................................................59
Tabela 08 – Versão de produção dos materiais.....................................................62
Tabela 09 – Cadastro das demandas.....................................................................67
Tabela 10 – Informações para executar o MRP.....................................................72
Tabela 11 – Ordens planejadas e Requisições de compras geradas pelo MRP...89
9
SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 11
1.1 JUSTIFICATIVA .............................................................................................. 12
1.2 OBJETIVOS .................................................................................................... 12
1.2.1 Objetivo Geral .............................................................................................. 12
1.2.2 Objetivos específicos.................................................................................... 12
2 FUNDAMENTAÇÃO TEÓRICA ......................................................................... 14
2.1 CONCEITO E EVOLUÇÃO DO ERP................................................................ 14
2.2 O SAP..... ......................................................................................................... 16
2.3 SAP BEST PRACTICES (MELHORES PRÁTICAS) ........................................ 19
2.4 O MÓDULO SAP PP ........................................................................................ 21
2.4.1 Estrutura organizacional do SAP PP ............................................................ 23
3 METODOLOGIA UTILIZADA ............................................................................ 25
3.1 DADOS PARA SIMULAÇÃO ........................................................................... 25
4 CENÁRIO INDUSTRIAL SIMULADO ................................................................ 28
4.1 SIMULANDO O CENÁRIO DA RUN NO SAP PP ............................................. 31
4.1.1 Dados mestres ............................................................................................. 31
4.1.2 Mestre de material ........................................................................................ 32
4.1.3 Lista técnica ................................................................................................. 36
4.1.4 Definição de turnos e capacidades .............................................................. 41
4.1.5 Centro de trabalho ........................................................................................ 44
4.1.6 Roteiro de produção ..................................................................................... 51
4.1.7 Versão de produção ..................................................................................... 60
4.1.8 Gestão de demanda ..................................................................................... 64
4.1.9 Planejamento de necessidade de materiais – MRP ..................................... 69
4.1.10 Planejamento e nivelamento de produção ................................................. 76
4.1.11 Ordens planejadas ..................................................................................... 87
4.1.11.1 Requisição de compras ........................................................................... 89
4.1.11.2 Ordem de produção ................................................................................. 93
10
4.1.11.3 Confirmação e encerramento da produção ........................................... 102
4.1.12 Movimentação de mercadoria .................................................................. 108
5 ANALISE DE RESULTADOS ALCANÇADOS ................................................ 115
6 CONCLUSÃO .................................................................................................. 118
7 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................ 119
11
1 INTRODUÇÃO
Com a soma da globalização e o crescimento das tecnologias as indústrias
têm passado por grandes mudanças para manterem-se competitivas no mercado.
A entrada de produtos internacionais de qualidade e preços mais acessíveis fez
com que as indústrias brasileiras passassem por grandes mudanças em seus
processos produtivos. Tais mudanças exigiram mais controle em toda cadeia
produtiva com a finalidade de mais eficiência e menos custos adicionais no
produto acabado e assim manterem-se no mercado.
Os consumidores estão mais exigentes, estão buscando mais qualidade e
mais diversidade, somando ainda a preços baixos e menor tempo de entrega.
Corrêa e Gianesi (1993) afirmam que num ambiente em que a competição é
crescente, o cumprimento de prazos ganha importância e, ao mesmo tempo, os
altos custos da manutenção de estoques (custos financeiros e outros, como os
custos decorrentes da capacidade de os estoques mascararem ineficiências do
processo) sugerem uma busca pela redução de seus níveis pelas empresas.
Vollmann et al. (2006, 28) dissertam que “para ser uma competidora no
mercado atual, as empresas precisam de sistemas de PCP que tenham a
habilidade de determinar, transmitir, revisar e coordenar necessidades através de
um sistema global da cadeia de suprimentos”.
Indo ao encontro a esta realidade, o SAP (Systeme, Anwendungen,
Produkte in der Datenverarbeitung) ERP (Enterprise Resource Planning) é um
software de gestão empresarial composto por módulos que corresponde aos
processos reais das áreas funcionais das empresas. O SAP está agrupado em
três grandes áreas principais, financeira, logística e recursos humanos onde
trabalham totalmente integradas. Fazendo parte da área de logística o módulo PP
(Planejamento da Produção), no qual é o objeto de estudo, engloba diferentes
tarefas e metodologias utilizadas nos processos e controles da produção.
Auxiliando no planejamento e controle da produção alinhando a capacidade de
fabricação com a demanda do mercado por produtos, atuando diretamente nos
registros e fluxos do processo da fabricação.
12
1.1 JUSTIFICATIVA
SAP emergiu como líder dominante no mundo dos ERPs, sendo uma das
ferramentas mais utilizadas para otimizar e redesenhar os processos de negócio
das organizações. Um dos motivos no qual a transformou em uma gigante dos
ERPs foi a inclusão das melhores metodologias levantada pelos mais renomados
nomes da administração do mundo em seu ERP. A SAP com intuito de disseminar
esses conhecimentos disponibilizou a biblioteca on-line chamada SAP Best
Practices que fornecem uma base sólida para soluções SAP adquirida através de
anos de experiência e melhores práticas em mais de 50 países, com mais de
10.000 clientes, o SAP Best Practices abordar as necessidades de negócios em
todas as áreas das empresas e não menos para o processo produtivo,
demostrando as melhores práticas executadas nas maiores empresas do mundo
para planejar e controlar de forma otimizada a produção e assim atender as
demandas do mercado com eficiência.
1.2 OBJETIVOS
1.2.1 Objetivo Geral
O objetivo do presente trabalho é, através de uma simulação produtiva,
utilizando o SAP Best Practices, identificar no módulo SAP PP os melhores
conceitos e recursos para o planejamento e controle da produção, identificando e
mapeando os fluxos dos procedimentos executados na ferramenta durante o ciclo
produção de um produto.
1.2.2 Objetivos específicos
Com base na estrutura organizacional do SAP PP:
1. Dados mestres;
2. Mestre de materiais;
13
3. Lista técnica;
4. Definição de turnos e capacidades;
5. Centro de trabalho;
6. Roteiro de produção;
7. Versão de produção;
8. Gestão de demanda;
9. Planejamento de necessidade de materiais - MRP
10. Planejamento e nivelamento de produção;
11. Ordens planejadas:
1. Requisição de compras;
2. Ordem de produção;
3. Confirmação e encerramento da produção;
12. Movimentação de mercadoria.
Executar e documentar cada etapa, alinhado ao fluxo descrito no SAP Best
Practices.

14
2 FUNDAMENTAÇÃO TEÓRICA
2.1 CONCEITO E EVOLUÇÃO DO ERP
Kumar e Van Hillegersberg (2000) definem ERP como um pacote de
sistema de informações configuráveis que integram todos os processos de todas
as áreas funcionais de uma organização. Sendo projetado para envolver e criar
padronizações de processos de negócios nas diversas áreas da organização que
demandam essas padronizações.
O processamento de dados de um sistema ERP requer uma base de dados
única para toda empresa com padrões de dados e o uso comum de códigos em
diferentes partes da organização, integrando todas as operações em conjunto,
onde a simples execução de uma transação em um subsistema instantaneamente
é atualizada em outros subsistemas permitindo que todos os departamentos
tenham as suas informações, relevantes ao processo, em tempo real.
O desenvolvimento de sistemas ERP foi resultado da evolução da
reengenharia de processos combinados com o advento das tecnologias
client/server (cliente/servidor) e entre 1970 a 1980, quando os computadores
tornavam-se cada vez mais acessíveis à atenção foi focada no planejamento de
necessidades de materiais (MRP) e no plano mestre de produção (MPS).
O MRP é uma técnica sequencial no qual foi utilizado para converter o MPS
dos produtos em um cronograma de produção e a exposição dos componentes
necessários para cobrir um curto período de tempo de produção. O sistema MRP
“basicamente traduzia o planejamento de produção de vendas na necessidade de
materiais para produzi-los à medida que estes conjuntos, subconjuntos e
componentes fossem necessários no chão de fábrica” (Slack et al, 1996, p. 139).
Nos anos 80, o conceito de planejamento de materiais foi expandido e
integrando a novas funcionalidades das empresas e assim evoluiu para o MRP II.
O MRP II manteve sua base original, o MRP, mas novas atribuições foram
adicionadas para planejar e monitorar todos os recursos de uma empresa, sendo
elas: manufatura, marketing, finanças e engenharia.
15
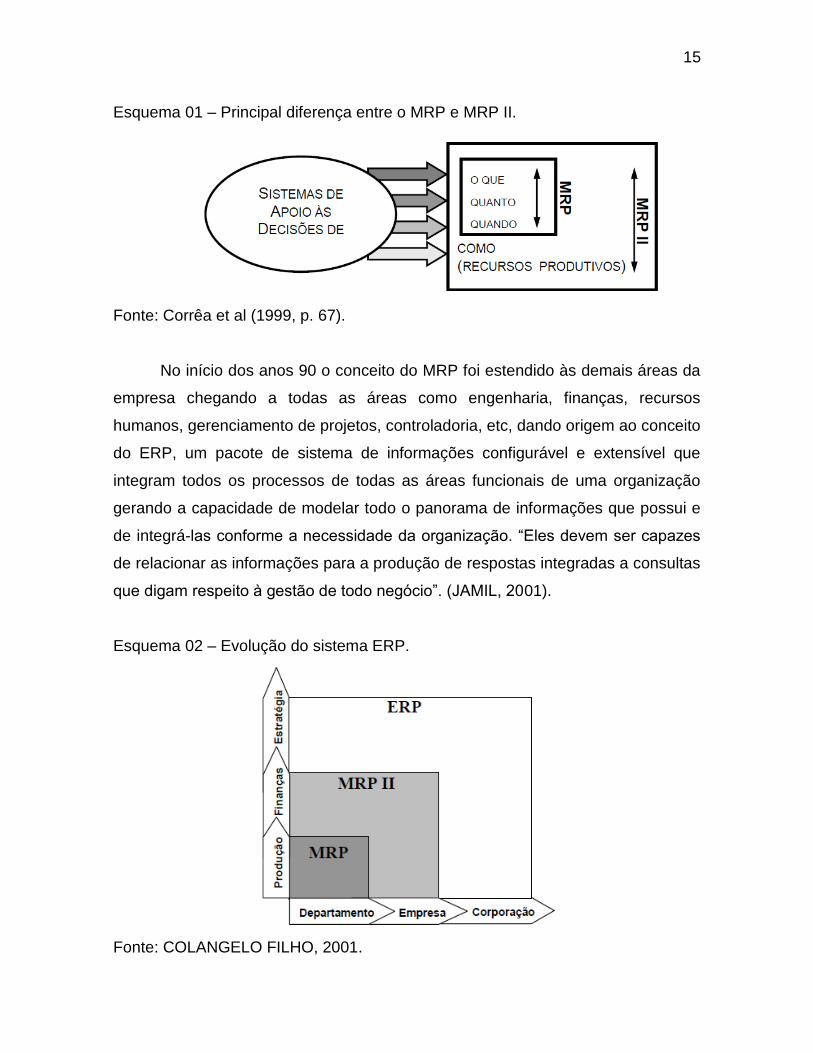
Esquema 01 – Principal diferença entre o MRP e MRP II.
Fonte: Corrêa et al (1999, p. 67).
No início dos anos 90 o conceito do MRP foi estendido às demais áreas da
empresa chegando a todas as áreas como engenharia, finanças, recursos
humanos, gerenciamento de projetos, controladoria, etc, dando origem ao conceito
do ERP, um pacote de sistema de informações configurável e extensível que
integram todos os processos de todas as áreas funcionais de uma organização
gerando a capacidade de modelar todo o panorama de informações que possui e
de integrá-las conforme a necessidade da organização. “Eles devem ser capazes
de relacionar as informações para a produção de respostas integradas a consultas
que digam respeito à gestão de todo negócio”. (JAMIL, 2001).
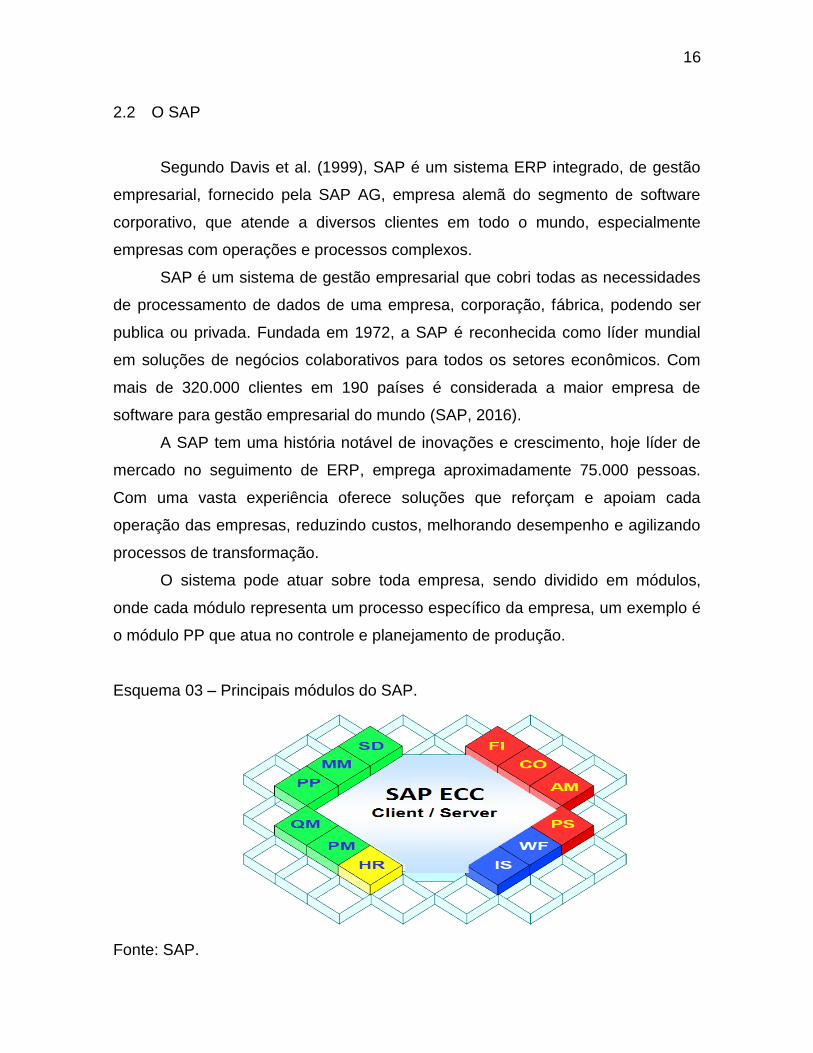
Esquema 02 – Evolução do sistema ERP.
Fonte: COLANGELO FILHO, 2001.
16
2.2 O SAP
Segundo Davis et al. (1999), SAP é um sistema ERP integrado, de gestão
empresarial, fornecido pela SAP AG, empresa alemã do segmento de software
corporativo, que atende a diversos clientes em todo o mundo, especialmente
empresas com operações e processos complexos.
SAP é um sistema de gestão empresarial que cobri todas as necessidades
de processamento de dados de uma empresa, corporação, fábrica, podendo ser
publica ou privada. Fundada em 1972, a SAP é reconhecida como líder mundial
em soluções de negócios colaborativos para todos os setores econômicos. Com
mais de 320.000 clientes em 190 países é considerada a maior empresa de
software para gestão empresarial do mundo (SAP, 2016).
A SAP tem uma história notável de inovações e crescimento, hoje líder de
mercado no seguimento de ERP, emprega aproximadamente 75.000 pessoas.
Com uma vasta experiência oferece soluções que reforçam e apoiam cada
operação das empresas, reduzindo custos, melhorando desempenho e agilizando
processos de transformação.
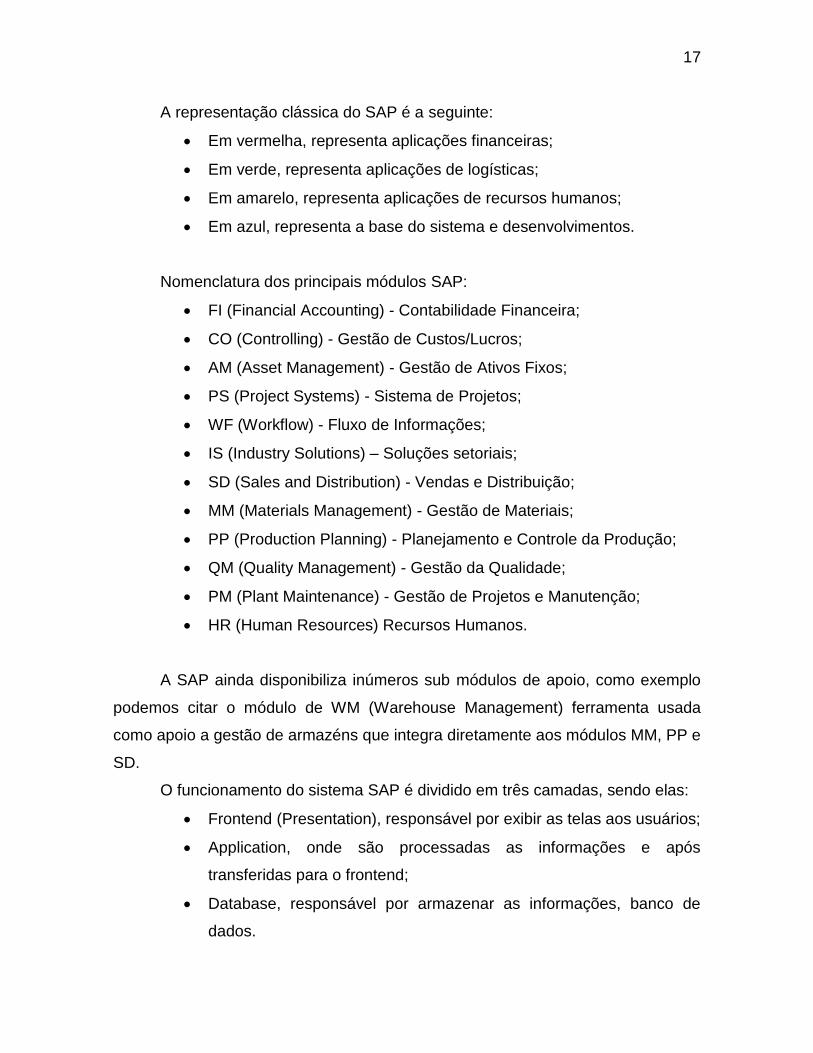
O sistema pode atuar sobre toda empresa, sendo dividido em módulos,
onde cada módulo representa um processo específico da empresa, um exemplo é
o módulo PP que atua no controle e planejamento de produção.
Esquema 03 – Principais módulos do SAP.
Fonte: SAP.
17
A representação clássica do SAP é a seguinte:
Em vermelha, representa aplicações financeiras;
Em verde, representa aplicações de logísticas;
Em amarelo, representa aplicações de recursos humanos;
Em azul, representa a base do sistema e desenvolvimentos.
Nomenclatura dos principais módulos SAP:
FI (Financial Accounting) - Contabilidade Financeira;
CO (Controlling) - Gestão de Custos/Lucros;
AM (Asset Management) - Gestão de Ativos Fixos;
PS (Project Systems) - Sistema de Projetos;
WF (Workflow) - Fluxo de Informações;
IS (Industry Solutions) – Soluções setoriais;
SD (Sales and Distribution) - Vendas e Distribuição;
MM (Materials Management) - Gestão de Materiais;
PP (Production Planning) - Planejamento e Controle da Produção;
QM (Quality Management) - Gestão da Qualidade;
PM (Plant Maintenance) - Gestão de Projetos e Manutenção;
HR (Human Resources) Recursos Humanos.
A SAP ainda disponibiliza inúmeros sub módulos de apoio, como exemplo
podemos citar o módulo de WM (Warehouse Management) ferramenta usada
como apoio a gestão de armazéns que integra diretamente aos módulos MM, PP e
SD.
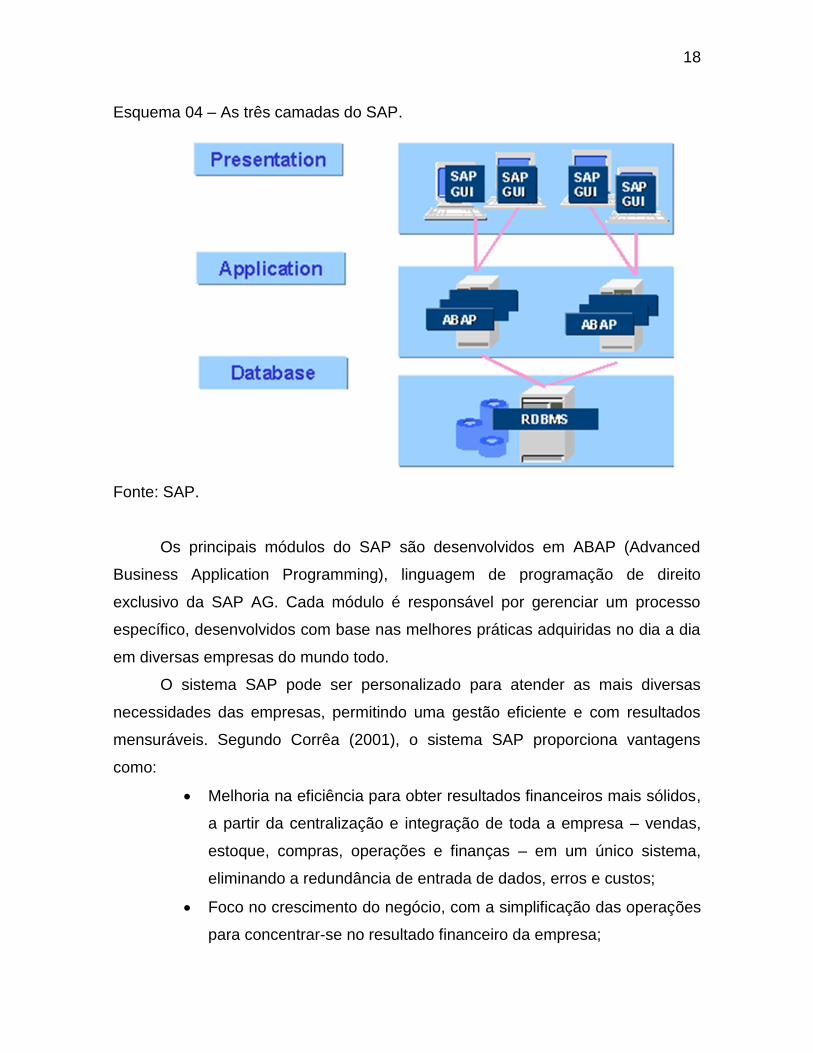
O funcionamento do sistema SAP é dividido em três camadas, sendo elas:
Frontend (Presentation), responsável por exibir as telas aos usuários;
Application, onde são processadas as informações e após
transferidas para o frontend;
Database, responsável por armazenar as informações, banco de
dados.
18
Esquema 04 – As três camadas do SAP.
Fonte: SAP.
Os principais módulos do SAP são desenvolvidos em ABAP (Advanced
Business Application Programming), linguagem de programação de direito
exclusivo da SAP AG. Cada módulo é responsável por gerenciar um processo
específico, desenvolvidos com base nas melhores práticas adquiridas no dia a dia
em diversas empresas do mundo todo.
O sistema SAP pode ser personalizado para atender as mais diversas
necessidades das empresas, permitindo uma gestão eficiente e com resultados
mensuráveis. Segundo Corrêa (2001), o sistema SAP proporciona vantagens
como:
Melhoria na eficiência para obter resultados financeiros mais sólidos,
a partir da centralização e integração de toda a empresa – vendas,
estoque, compras, operações e finanças – em um único sistema,
eliminando a redundância de entrada de dados, erros e custos;
Foco no crescimento do negócio, com a simplificação das operações
para concentrar-se no resultado financeiro da empresa;

19
Tomada de decisões mais rápidas e acertadas com a
disponibilização das informações em uma única fonte de dados, o
que permite buscas detalhadas de dados completos e atualizados,
além de atendimento às necessidades dos clientes, com mais
rapidez e maior capacitação na tomada de decisões;
Personalização de Sistemas com ferramentas de customização de
soluções add-on fornecidas, que podem ser ajustadas e estendidas
para atender às necessidades empresariais.
O sistema SAP é uma ferramenta eficaz e de resultados sólidos para
gerenciar empresas, através do sistema é possível monitorar e controlar todas as
operações, em escala mundial, criando padrões nos processos que proporcionam
a redução dos erros e percas em toda cadeia produtiva e administrativa.
2.3 SAP BEST PRACTICES (MELHORES PRÁTICAS)
SAP Best Practices são pacotes de cenários empresariais dos mais
derivados seguimentos pré-configurados e documentados no sistema SAP que
aceleram todo o processo de implantação, estudo e aprendizado.
No esquema 05 vemos a diferença entre usar o SAP Best Practices e não
usar no processo de implementação do ERP SAP.
Esquema 05 – SAP Best Practices.
Fonte: SAP.
20
SAP Best Practices foi desenvolvida através das experiências da SAP com
seus clientes, levando em conta mais de 40 anos de implementações e feedback
dos mais inúmeros seguimentos atendido com seu ERP.
No pacote SAP Best Practices existe manuais com os procedimentos de
configurações e de uso dos seus principais módulos que atendem em até 80% das
necessidades do setor industrial.
Como indicação da SAP o SAP Best Practices deve ser usado para:
Para reduzir custos. Os clientes que utilizam as SAP Best Practices
conseguem reduzir seus recursos de consultoria e projeto de cliente
em uma média de 50%;
Utilize as SAP Best Practices para poupar tempo. O tempo de projeto
diminui, em média, 22%;
Utilize as SAP Best Practices para reduzir riscos. As pré-
configurações e a documentação por etapas ajudam a evitar erros.
SAP Best Practices oferece aos seus usuários:
Procedimentos de implementação detalhados, passo-a-passo,
incluindo atividades automáticas;
Documentação completa que pode ser utilizada para o estudo
autodidata ou avaliação, assim como para a equipe de projeto e
treinamento do usuário;
Definições completas de pré-configuração que permitem que os
principais processos integrados sejam executados com um esforço
de implementação reduzido.
21
Fotografia 01 – Fonte para o SAP Best Practices.
Fonte: SAP.
Como base para à metodologia desse projeto utilizarei a documentação do
módulo SAP PP que descreve um processo empresarial típico de empresas com
produção para estoque.
2.4 O MÓDULO SAP PP
O módulo PP da SAP é um dos maiores módulo do seu ERP é
essencialmente dividido em planejamento e execução.
No âmbito de planejamento atua sobre o planejamento das necessidades,
planejamento de capacidade e planejamento de materiais.
Na execução atua sobre a programação de produção, sobre as ordens
planejadas e ordens de produção, criação de roteiro, administra o fluxo de trabalha
22
(como controle de impressão de documentos), confirmações de produção, os
movimentos de mercadorias até o encerramento da ordem.
Para ambas as atribuições, planejamento e execução, o SAP PP trabalha
com dados mestres para gerar dados transacionais, como ordem de produção ou
documentos contábeis.
No SAP PP existem cenários ou sub módulos que variam de acordo com o
tipo de indústria, podendo ser Produção Discreta, Produção Repetitiva, Indústria
de Processo e Kanban.
Na Produção Discreta descreve-se um cenário empresarial típico de
empresas com produção controladas por lotes e os custos são calculados de
acordo com as ordens de produção e lotes fabricados.
Na Produção Repetitiva descreve-se um cenário empresarial no qual o
produto não é mudado por um longo período de tempo. A produção pode ser feita
para estoque ou sob encomenda, por exemplo indústria automotiva.
Indústria de Processo é a ferramenta de integração do planejamento para a
produção para processos orientada por lotes (SAP, 2016). Esse cenário ou sub
módulo foi desenvolvido principalmente para setores químicos, farmacêuticos,
alimentícios, de bebidas e eletrônicos que tem sua produção orientada por lotes e
precisam de receitas mestres estruturadas e detalhadas com especificações das
listas técnicas, dos roteiros de produção e dos recursos necessários.
No Kanban o controle da produção e a necessidades de materiais se baseia
na quantidade em estoque na produção. Os materiais são fornecidos de forma
continua e em pequenas quantidades, são acionados quando o nível de produção
superior necessita do material.
O reabastecimento ocorre diretamente na linha de produção e os dados
mestres são atualizados previamente para manter a homogeneidade do estoque
físico com o estoque no sistema.
A atualização é efetuada por processos simples, que se resume a leitura de
códigos de barras, o processamento pesado é executado pelo SAP em
background. “Com o KANBAN, o processo de produção se autocontrola, e o
23
lançamento manual é reduzido ao máximo. O resultado disto é uma redução do
tempo do ciclo de produção e do estoque” (SAP, 2016).
Para os tipos de indústrias mencionadas acima o planejamento e a
execução são comumente usadas e algumas etapas são executadas antes da
execução da produção como a montagem da lista técnica, definição do roteiro de
produção, gestão da demanda, execução do MRP e geração das ordens
planejadas. Já na execução da produção iniciasse pela conversão da ordem
planejada em ordem de produção, seguindo pela sua liberação e emissão dos
documentos necessários à produção. Após essa etapa é feito a separação das
mercadorias necessárias para ordem de produção e ao concluir a produção efetiva
é feito a confirmação e a entrada dos materiais produzido no estoque e por fim a
ordem é encerrada tecnicamente.
2.4.1 Estrutura organizacional do SAP PP
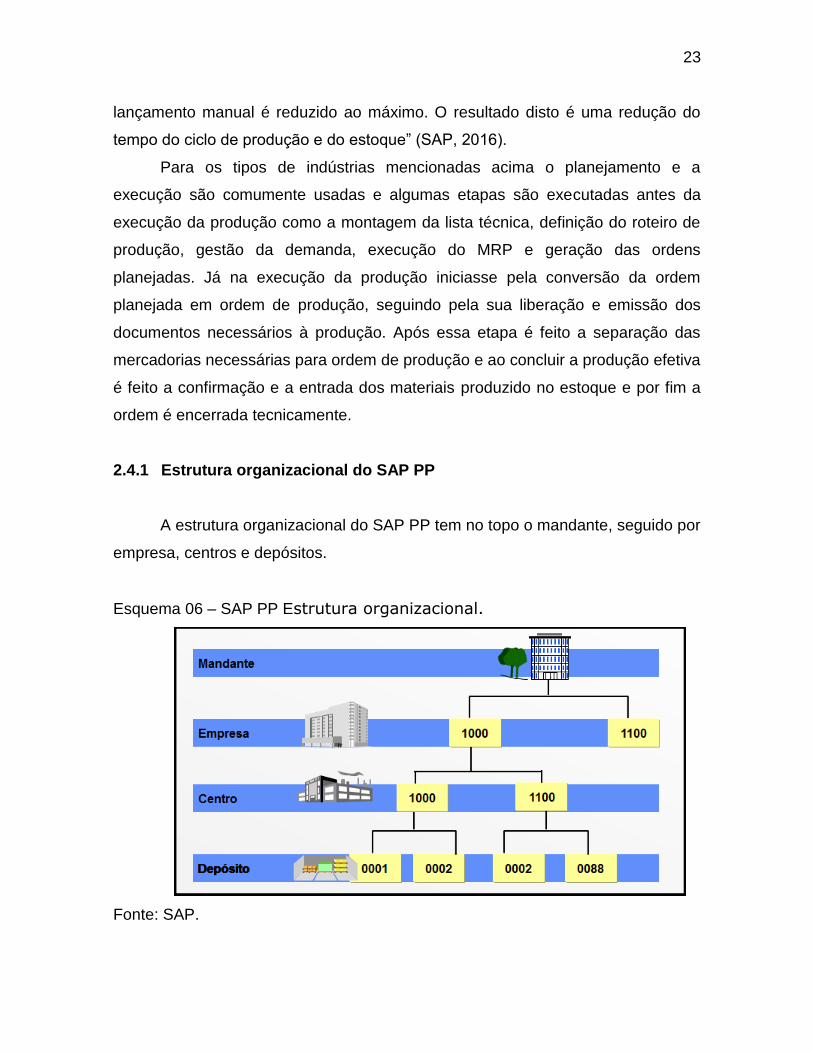
A estrutura organizacional do SAP PP tem no topo o mandante, seguido por
empresa, centros e depósitos.
Esquema 06 – SAP PP Estrutura organizacional.
Fonte: SAP.
24
O mandante é o nível mais alto. É possível atribuir várias empresas ao
mandante. Os dados de material aplicáveis a toda a empresa são gravados no
nível do mandante (SAP, 2016).
A empresa é a menor unidade organizacional para a qual é possível formar
um conjunto completo e independente de contas para relatórios externos. Isso
compreende o registro de todas as transações relevantes e a geração de todos os
documentos de apoio para demonstrações contábeis, como balanços patrimoniais
e cálculos de lucros e perdas (SAP, 2016).
No centro armazena dados de acordo com os aspectos de produção,
aquisição, manutenção e planejamento de materiais da empresa. É um local em
que são produzidos materiais ou fornecidos serviços e mercadorias (SAP, 2016).
O depósito permite a diferenciação de estoques de material em um centro.
É possível atribuir vários depósitos a um centro (SAP, 2016).
Todo o planejamento de produção do módulo SAP PP é feito à nível de
centro. Existe um sub módulos específico da SAP para planejamento e otimização
de produção que atua à nível de empresa, SAP APO (Advanced Planning
Optimization) que não irei me aprofundar pois não é objeto de estudo para esse
projeto, mas ele faz todo nivelamento de produção, analisando o mercado
consumidor (produzir mais perto dos locais que mais consomem), estoque de
matérias primas, capacidade, recursos disponíveis e logística de entrega.
25
3 METODOLOGIA UTILIZADA
O presente trabalho procura apresentar o uso da tecnologia do sistema
integrado SAP como apoio para administração da produção, indo de encontro com
a introdução, onde mencionamos que tais recursos trazem vantagens competitivas
que garantem a sobrevivência da empresa em longo prazo.
Sendo a ferramenta, SAP PP, específica para o controle da produção, é
necessário que o pesquisador tenha domínio prévio do assunto, tanto no âmbito
dos processos produtivos como na ferramenta em si.
A metodologia utilizada para o desenvolvimento da pesquisa do presente
trabalho é caracterizada como descritiva qualitativa, conforme Richardson (1999) a
pesquisa qualitativa apresenta apenas teorias, mas pode ser classificada como
descritiva, pois se descreve as características de determinado fenômeno;
explicativa, procura-se identificar determinados fatores; e bibliográfica, utilizam-se
textos para pesquisas.
Relacionado à técnica da pesquisa, foi utilizada pesquisa bibliográfica, de
cunho exploratório, desenvolvida através de consultas à biblioteca SAP Best
Practices, livros, trabalhos, artigos, dissertações, monografias e teses publicados
que tratam de temas como processos produtivos, gestão empresarial, SAP, ERP,
MRP, sistema integrados e mais especificamente, processos produtivos com
sistema integrado SAP PP.
Para pesquisa bibliográfica e definição das teorias foram utilizados livros
como Kumar, SLACK, CORRÊA, COLANGELO FILHO, Björn Weber, destacando-
se Kumar “ERP experiences and evolution” e Björn Weber “First Steps in the SAP
Production Processes (PP)” por demostrar maior relevância no tema e assim mais
adequado para o desenvolvimento do presente trabalho.
3.1 DADOS PARA SIMULAÇÃO
Como o objetivo deste trabalho é estudar através de uma simulação
produtiva o módulo SAP PP com base no SAP Best Practices para identificar os
26
melhores conceitos e recursos para planejamento e controle da produção, a
mesma foi dividido em etapas de estudos e execuções seguindo o mesmo
princípio dos objetivos específicos.
Para tal objetivo simularemos a existência de uma empresa privada,
nomeada como “Run” no qual produz e vende bicicletas. A produção e venda será
de um modelo de lançamento “Bicicleta Sport”, com sua estrutura representada no
esquema 07.
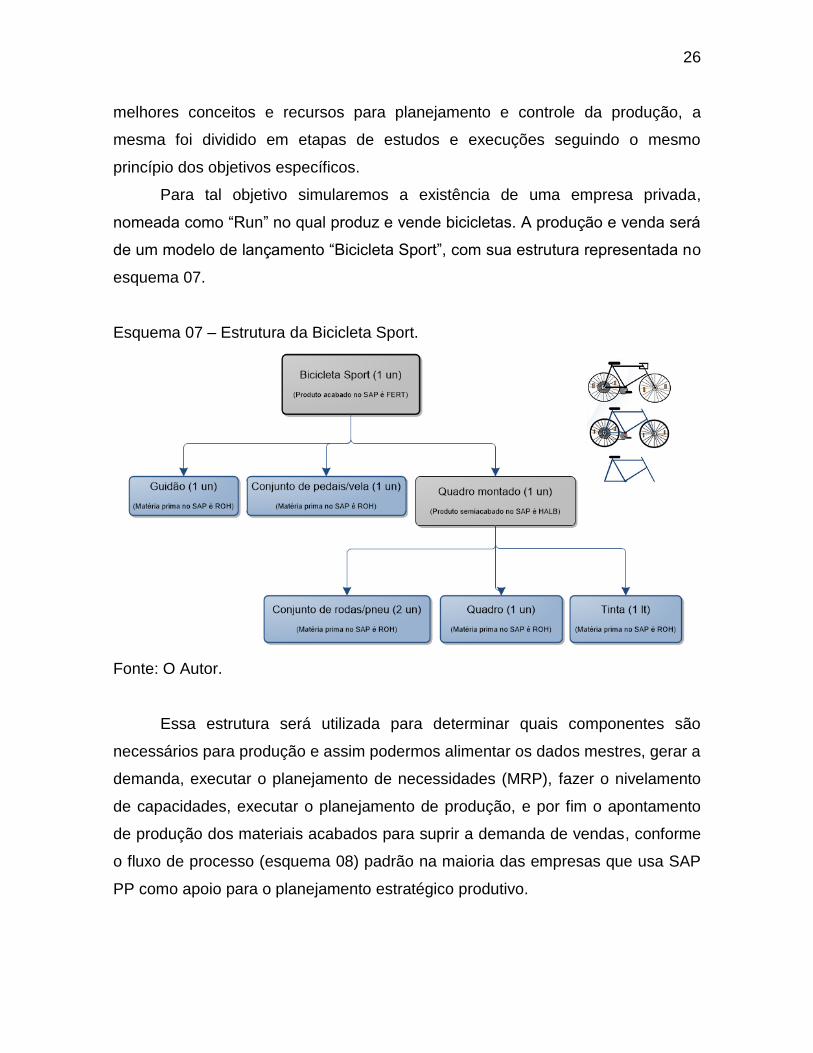
Esquema 07 – Estrutura da Bicicleta Sport.
Fonte: O Autor.
Essa estrutura será utilizada para determinar quais componentes são
necessários para produção e assim podermos alimentar os dados mestres, gerar a
demanda, executar o planejamento de necessidades (MRP), fazer o nivelamento
de capacidades, executar o planejamento de produção, e por fim o apontamento
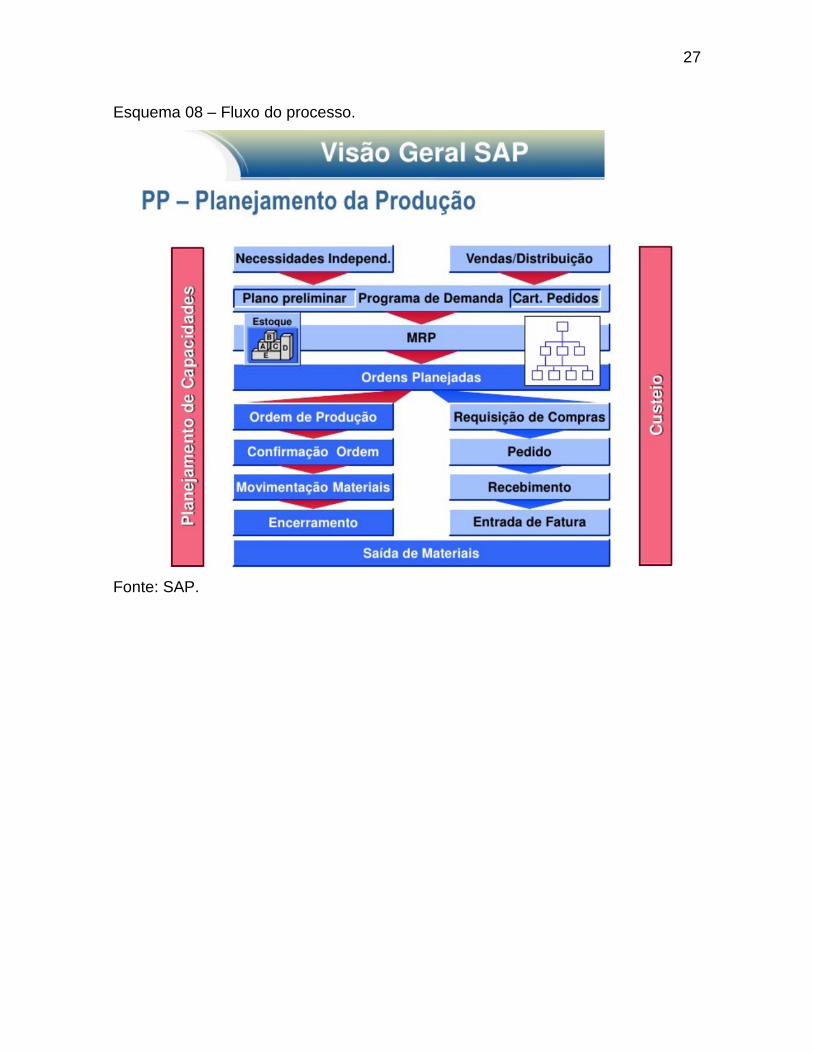
de produção dos materiais acabados para suprir a demanda de vendas, conforme
o fluxo de processo (esquema 08) padrão na maioria das empresas que usa SAP
PP como apoio para o planejamento estratégico produtivo.
27
Esquema 08 – Fluxo do processo.
Fonte: SAP.
28
4 CENÁRIO INDUSTRIAL SIMULADO
Para facilitar o entendimento e a replicação desse cenário no SAP PP
executaremos todos os procedimentos com configurações standard, produção
para estoque, manufatura discreta, seguindo este cenário industrial.
A Run juntamente com sua equipe comercial está estimando para o Natal
de 2017 uma venda de aproximadamente 10.000 unidades do seu modelo de
lançamento Bicicleta Sport e para atingir tal objetivo a Run deve criar um plano de
produção que possa prever as necessidades das matérias primas, dos produtos
semiacabados e da gestão da sua capacidade produtiva.
A Run se preocupa muito com a qualidade das suas bicicletas e em
especial para demanda do Natal de 2017 a Run irá produzir lotes de 1.000
unidades no modelo de lançamento Bicicleta Sport e assim ter um controle mais
efetivo sobre todas as etapas de produção com lotes menores que a demanda
total.
O setor de PD (Pesquisa e Desenvolvimento) da Run fez o levantamento
técnico para a produção do modelo Bicicleta Sport, onde foram levantados os
requisitos para lista técnica, roteiro de produção e a necessidade de capacidade
produtiva para os dois produtos que contemplam a estrutura da Bicicleta Sport,
produto acabado e semiacabado.
A lista técnica da Bicicleta Sport, produto acabado, tem as seguintes
necessidades para cada lote de 1.000 unidades produzido:
1.000 unidades de Guidão (matéria prima)
1.000 unidades de Conjunto de pedais/vela (matéria prima)
1.000 unidades de Quadro montado (prod. semiacabado)
Já para o produto semiacabado, Quadro Montado, a lista técnica tem as
seguintes necessidades para cada lote de 1.000 unidades produzido:
2.000 unidades de Conjunto de rodas/pneu (matéria prima)
1.000 unidades de Quadro (matéria prima)
1.000 litros de Tinta (matéria prima)
29
Sabendo que o modelo é lançamento e estamos com os estoques de
matérias primas zerados, nossa necessidade de compra de materiais será à
seguinte:
Guidão: 10.000 unidades;
Conjunto de pedais/vela: 10.000 unidades;
Conjunto de rodas/pneu: 20.000 unidades;
Quadro: 10.000 unidades;
Tinta: 10.000 litros.
Para produção da Bicicleta Sport foi necessário criar dois roteiros de
produção, um para o produto acabado e outro para o semiacabado.
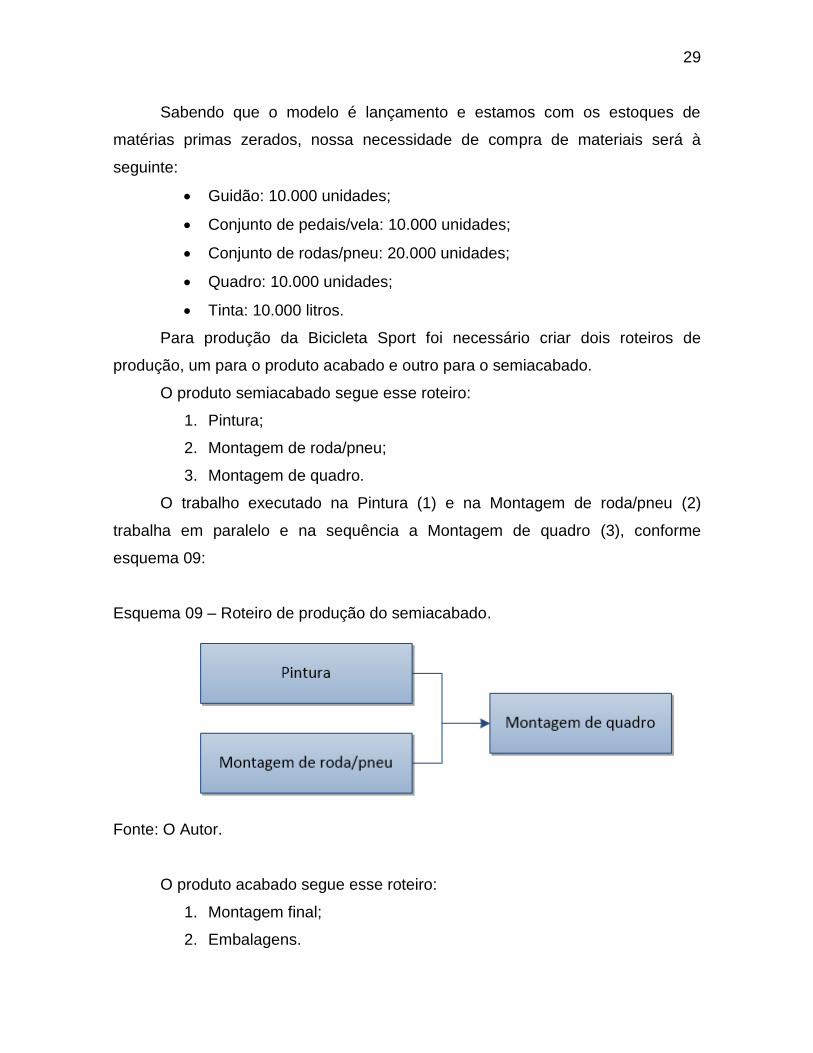
O produto semiacabado segue esse roteiro:
1. Pintura;
2. Montagem de roda/pneu;
3. Montagem de quadro.
O trabalho executado na Pintura (1) e na Montagem de roda/pneu (2)
trabalha em paralelo e na sequência a Montagem de quadro (3), conforme
esquema 09:
Esquema 09 – Roteiro de produção do semiacabado.
Fonte: O Autor.
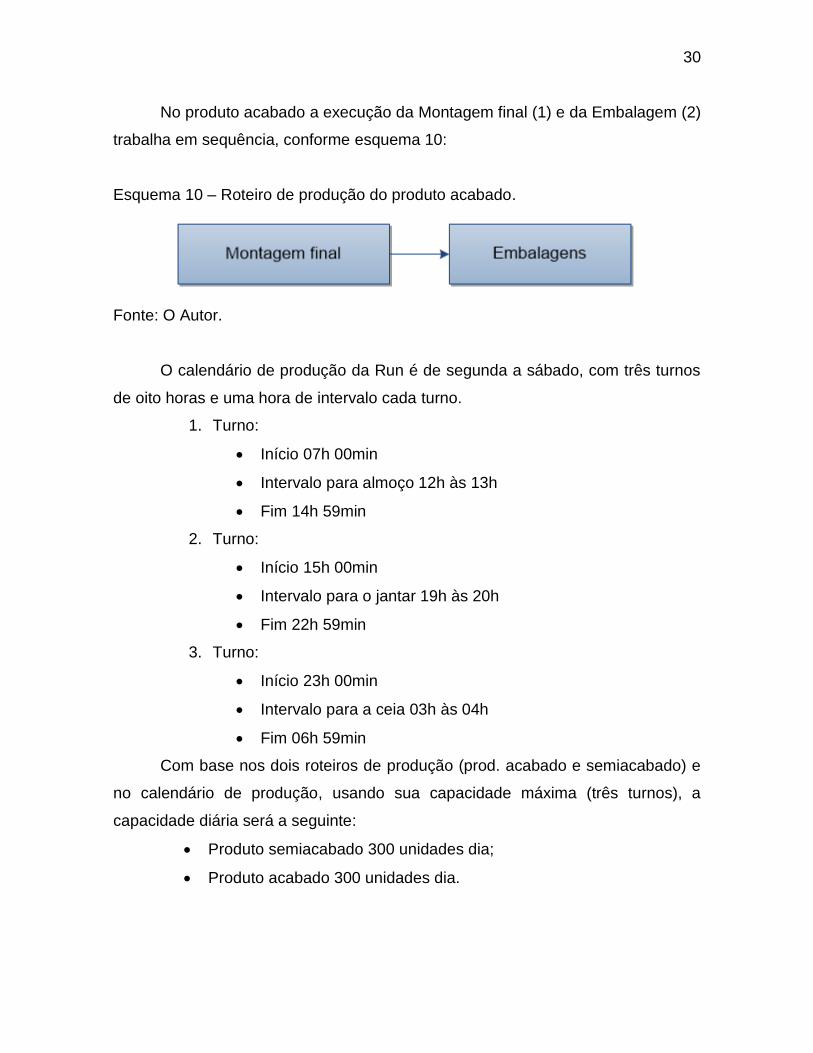
O produto acabado segue esse roteiro:
1. Montagem final;
2. Embalagens.
30
No produto acabado a execução da Montagem final (1) e da Embalagem (2)
trabalha em sequência, conforme esquema 10:
Esquema 10 – Roteiro de produção do produto acabado.
Fonte: O Autor.
O calendário de produção da Run é de segunda a sábado, com três turnos
de oito horas e uma hora de intervalo cada turno.
1. Turno:
Início 07h 00min
Intervalo para almoço 12h às 13h
Fim 14h 59min
2. Turno:
Início 15h 00min
Intervalo para o jantar 19h às 20h
Fim 22h 59min
3. Turno:
Início 23h 00min
Intervalo para a ceia 03h às 04h
Fim 06h 59min
Com base nos dois roteiros de produção (prod. acabado e semiacabado) e
no calendário de produção, usando sua capacidade máxima (três turnos), a
capacidade diária será a seguinte:
Produto semiacabado 300 unidades dia;
Produto acabado 300 unidades dia.
31
Com esses dados a Run necessita de apoio nas tomadas de decisões,
como, quando devemos iniciar a produção, quando devemos comprar as matérias
primas, quanto devemos comprar, temos recursos, capacidade produtiva para
atender a demanda, em resumo a Run necessita de apoio para gerenciar e
controlar todas as etapas do processo produtivo da sua fábrica e assim poder
assumir a demanda gerada pela área comercial de 10.000 unidades da Bicicleta
Sport para o Natal de 2017 e esse apoio a Run encontrará no SAP PP.
4.1 SIMULANDO O CENÁRIO DA RUN NO SAP PP
4.1.1 Dados mestres
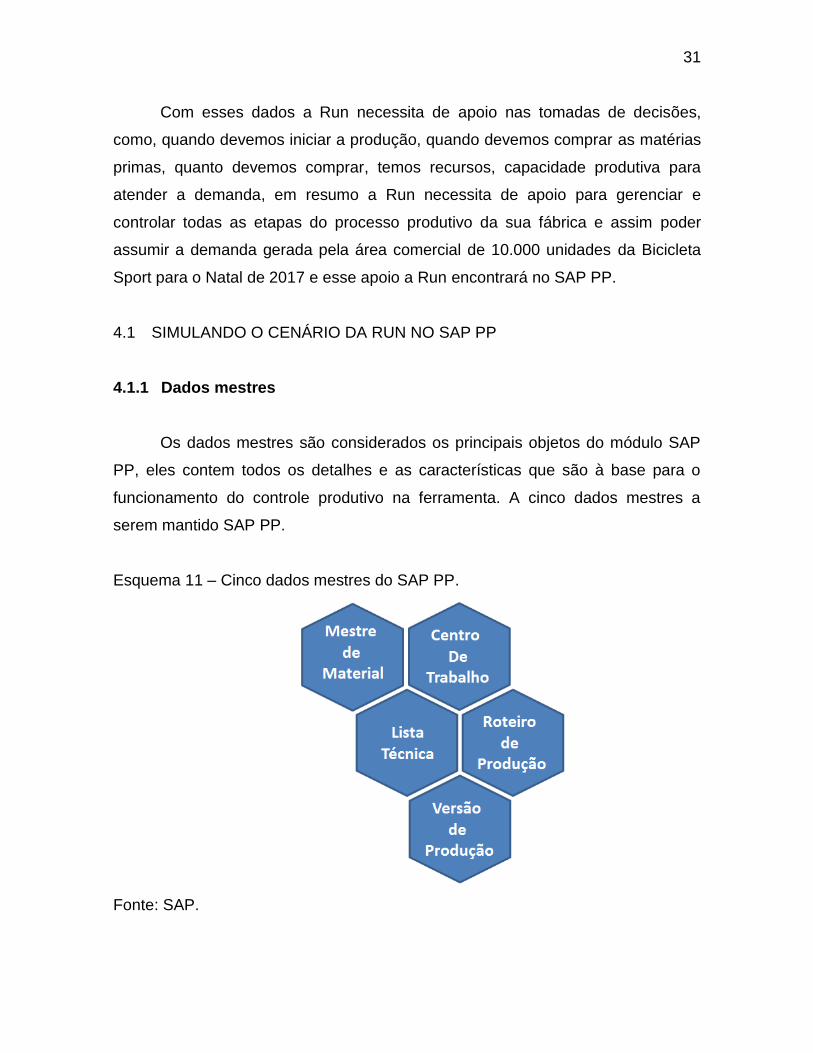
Os dados mestres são considerados os principais objetos do módulo SAP
PP, eles contem todos os detalhes e as características que são à base para o
funcionamento do controle produtivo na ferramenta. A cinco dados mestres a
serem mantido SAP PP.
Esquema 11 – Cinco dados mestres do SAP PP.
Fonte: SAP.
32
4.1.2 Mestre de material
O mestre de material é o elemento chave dos dados mestres no SAP, nele
contem todos os dados relevantes a todos módulos do SAP, esses dados definem
todo o funcionamento do negócio, sendo o repositório central de informações
relevantes a todos os materiais que a empresa adquire, produz, armazena ou
vende. Esses materiais podem ser divididos em “tipos de materiais” que podem
ser:
ROH – Matéria prima;
HALB – Semiacabado;
FERT – Produto acabado;
HAWA – Produto comercializável ou de revenda;
VERP – Embalagem;
ERSA – Peças de reposição;
DIEN – Serviços;
HIBE – Material auxiliar de produção ou de consumo;
NLAG – Material não estocável.
No mestre de materiais são cadastradas informações relevantes a compras,
gestão de estoque, vendas e distribuição, finanças, custos, produção, MRP,
manutenção e controle de qualidade.
Os dados informados no mestre de material podem ser divididos em duas
sessões:
Dados descritivos, nome, tamanho, dimensão, etc.;
Dados utilizados para executar funções de controles, como MRP,
tamanho de lotes, grupo de estratégia de planejamento, etc.
O cadastro de mestre de material no SAP começa com o fornecimento de
três elementos chaves:
Número do material;
Setor industrial;
33
Tipo de material.
Nosso cenário conterá mestres de materiais com numeração atribuída
automaticamente pelo SAP, o setor industrial será do tipo “Indústria” e os tipos que
iremos cadastrar será ROH para matéria prima, HALB para semiacabado e FERT
para o produto acabado.
Iniciaremos nossos cadastros de materiais pelo tipo ROH, HALB e
finalizando com o FERT mostrando os principais detalhes que serão utilizados no
SAP PP.
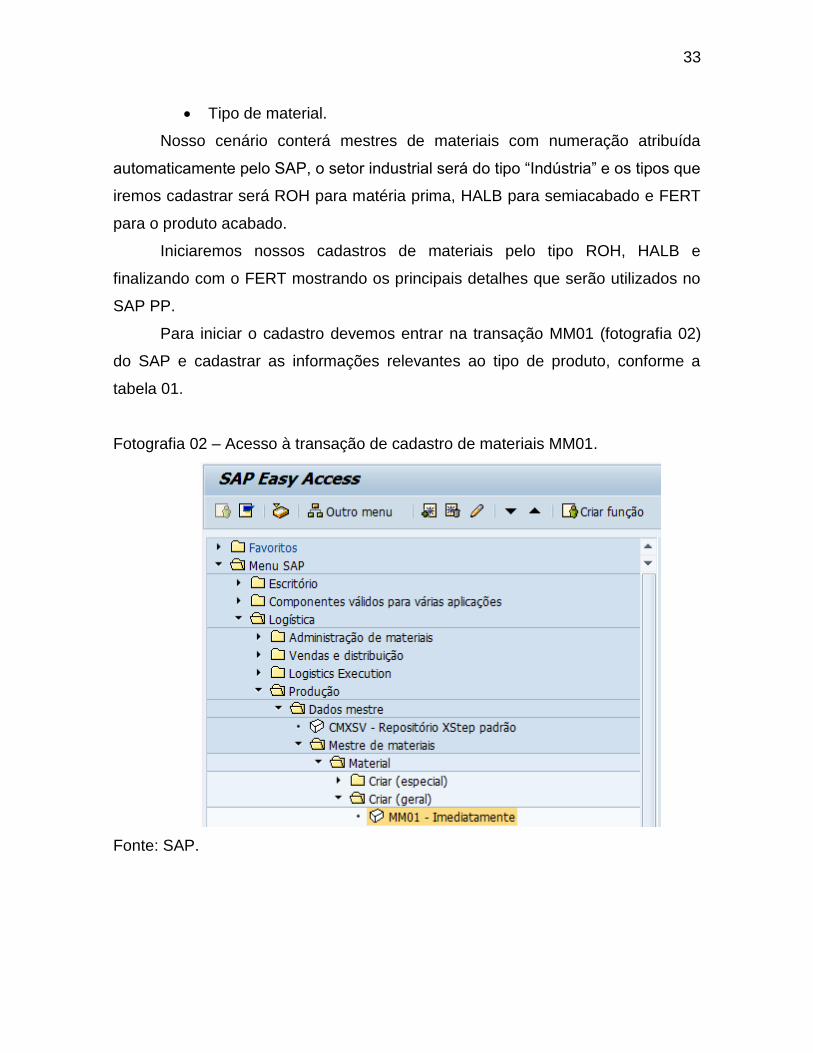
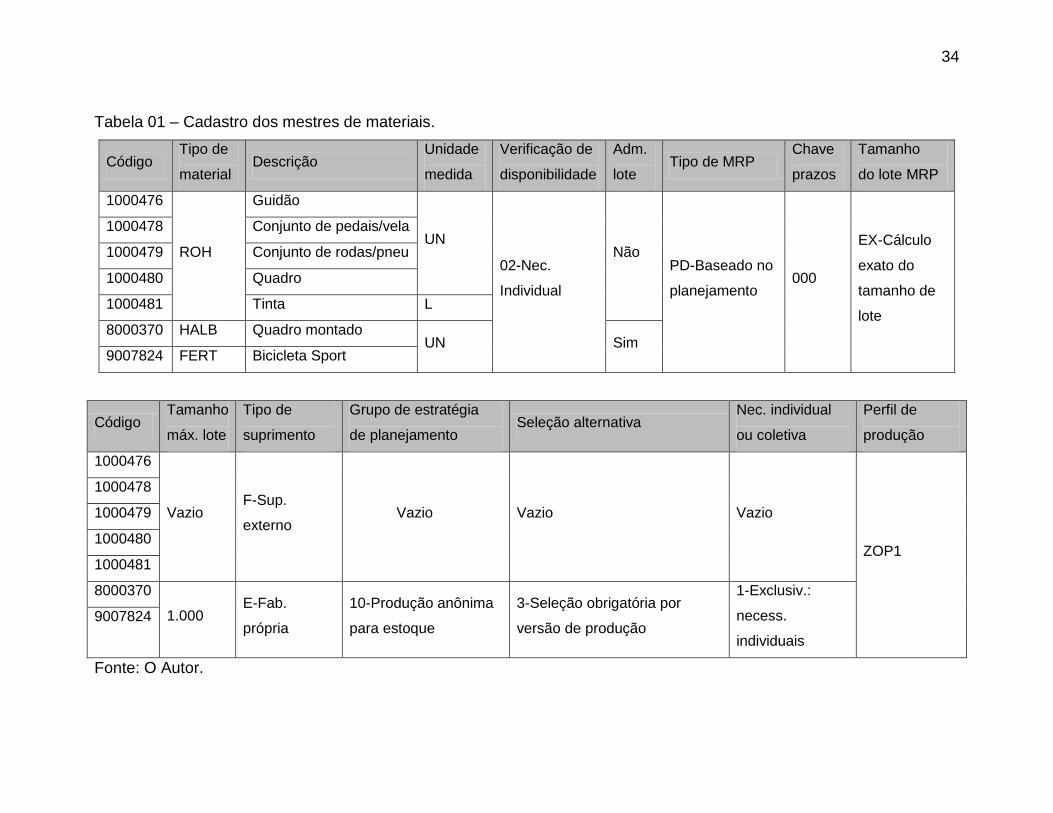
Para iniciar o cadastro devemos entrar na transação MM01 (fotografia 02)
do SAP e cadastrar as informações relevantes ao tipo de produto, conforme a
tabela 01.
Fotografia 02 – Acesso à transação de cadastro de materiais MM01.
Fonte: SAP.
34
Tabela 01 – Cadastro dos mestres de materiais.
Código Tipo de
material Descrição
Unidade
medida
Verificação de
disponibilidade
Adm.
lote Tipo de MRP
Chave
prazos
Tamanho
do lote MRP
1000476
ROH
Guidão
UN
02-Nec.
Individual
Não PD-Baseado no
planejamento 000
EX-Cálculo
exato do
tamanho de
lote
1000478 Conjunto de pedais/vela
1000479 Conjunto de rodas/pneu
1000480 Quadro
1000481 Tinta L
8000370 HALB Quadro montado UN Sim
9007824 FERT Bicicleta Sport
Código Tamanho
máx. lote
Tipo de
suprimento
Grupo de estratégia
de planejamento Seleção alternativa
Nec. individual
ou coletiva
Perfil de
produção
1000476
Vazio F-Sup.
externo Vazio Vazio Vazio
ZOP1
1000478
1000479
1000480
1000481
8000370
1.000 E-Fab.
própria
10-Produção anônima
para estoque
3-Seleção obrigatória por
versão de produção
1-Exclusiv.:
necess.
individuais
9007824
Fonte: O Autor.
35
Existem alguns itens cadastrados que devemos destacar a sua
funcionalidade no SAP, como:
Verificação de disponibilidade: Indica como o sistema verifica a
disponibilidade e gera necessidades para MRP. Nossos materiais
usam a necessidade individual, tanta para gerar requisições de
compra como para ordens de produção.
Adm. lote: Indica se os materiais são administrado por lotes.
Tipo de MRP: Indica o tipo de MRP que será executado no material.
No SAP existe inúmeros tipo de MRP, para o nosso cenário
usaremos o tipo PD (baseado no planejamento), onde nesta
modalidade de processamento o sistema utiliza os dados
alimentados no planejamento de necessidades individual que
veremos a diante.
Chave prazos: Determinar os tempos de folga para a programação
de uma ordem, como o horizonte de abertura, a margem de
segurança, margem de antecipação do início de produção e
horizonte de liberação da ordem. Nosso cenário não usara esse
recurso.
Tamanho do lote MRP: Regra para cálculo do tamanho dos lotes a
produzida no quadro do MRP. Usaremos EX (cálculo exato do
tamanho de lote).
Tamanho máx. lote: Tamanho máximo do lote para cálculo do MRP
para gerar as ordens planejadas e ordens de produção, não pode
exceder o valor ali definido.
Tipo de suprimento: Determinar como o material é suprido.
Estamos utilizando dois tipos, para o ROH usamos o F (suprimento
externo), onde gerara requisição de compras. Para o HALB e FERT
usamos o E (fabricação própria).
Grupo de estratégia de planejamento: A estratégia de
planejamento representa o procedimento para o planejamento de um
material no MRP. Por exemplo, podemos citar a produção sob
36
encomenda, produção por lotes, produção por ordem de venda, etc.
Estamos utilizando a estratégia 10, produção para estoque.
Seleção alternativa: Determina a forma da seleção da lista técnica
alternativa, caso não exista a principal, na explosão de necessidades
do MRP. Estamos utilizando seleção de versão de produção, código
3.
Nec. individual ou coletiva: Determina se é permitido cálculo do
MRP para necessidades individuais ou coletivas. Para os materiais
ROH atribuímos o cálculo individual ou coletivo, mas para o HALB e
FERT deve ser individual.
Perfil de produção: Perfil de controle da produção que é transferido
na abertura da ordem de produção.
4.1.3 Lista técnica
A lista técnica representa a estrutura de subconjuntos, montagens, itens e
matérias primas que compõem um produto. A lista técnica é composta pela
estruturada completa dos componentes que compõem um produto ou montagem.
A lista técnica e também um elemento que gera a integração, já que suas informações compartilhadas por quase todos os departamentos da empresa. Logo a forma como é gerenciada, controlada pode influenciar diretamente o sucesso da empresa. (ROSENFELD, 2006, p. 335).
Uma lista técnica estruturada contempla o número, a quantidade e a
unidade de medida usada em cada componente, trazendo informações básicas e
importantes para diversas áreas atuarem em seus planejamentos, por exemplo:
MRP;
Provisões de material para produção;
Cálculo de custos do produto;
Manutenção.
37
No SAP é possível ir além do planejamento de produção com as listas
técnicas, podem ser criadas listas técnicas para:
Listas técnicas de materiais;
Listas de peças para equipamento;
Listas técnicas para locais de instalação;
Listas técnicas com referência a documentos;
Lista técnica com referência a ordem do cliente;
Lista técnica de projetos.
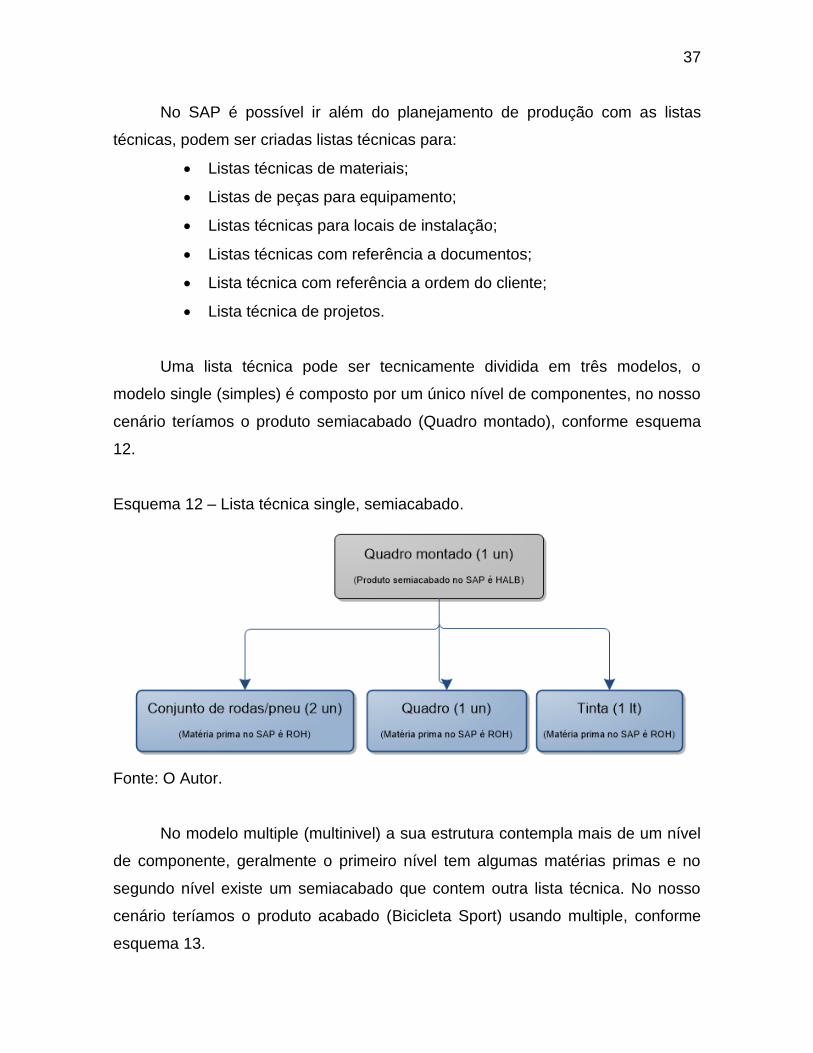
Uma lista técnica pode ser tecnicamente dividida em três modelos, o
modelo single (simples) é composto por um único nível de componentes, no nosso
cenário teríamos o produto semiacabado (Quadro montado), conforme esquema
12.
Esquema 12 – Lista técnica single, semiacabado.
Fonte: O Autor.
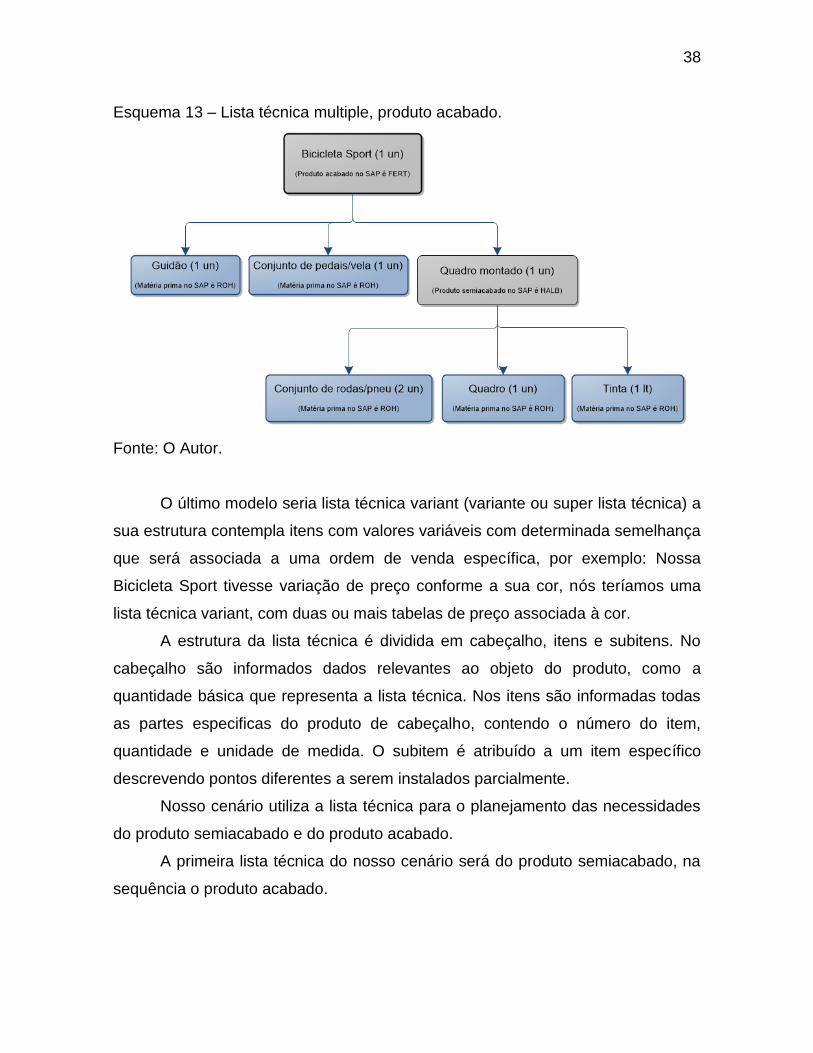
No modelo multiple (multinivel) a sua estrutura contempla mais de um nível
de componente, geralmente o primeiro nível tem algumas matérias primas e no
segundo nível existe um semiacabado que contem outra lista técnica. No nosso
cenário teríamos o produto acabado (Bicicleta Sport) usando multiple, conforme
esquema 13.
38
Esquema 13 – Lista técnica multiple, produto acabado.
Fonte: O Autor.
O último modelo seria lista técnica variant (variante ou super lista técnica) a
sua estrutura contempla itens com valores variáveis com determinada semelhança
que será associada a uma ordem de venda específica, por exemplo: Nossa
Bicicleta Sport tivesse variação de preço conforme a sua cor, nós teríamos uma
lista técnica variant, com duas ou mais tabelas de preço associada à cor.
A estrutura da lista técnica é dividida em cabeçalho, itens e subitens. No
cabeçalho são informados dados relevantes ao objeto do produto, como a
quantidade básica que representa a lista técnica. Nos itens são informadas todas
as partes especificas do produto de cabeçalho, contendo o número do item,
quantidade e unidade de medida. O subitem é atribuído a um item específico
descrevendo pontos diferentes a serem instalados parcialmente.
Nosso cenário utiliza a lista técnica para o planejamento das necessidades
do produto semiacabado e do produto acabado.
A primeira lista técnica do nosso cenário será do produto semiacabado, na
sequência o produto acabado.
39
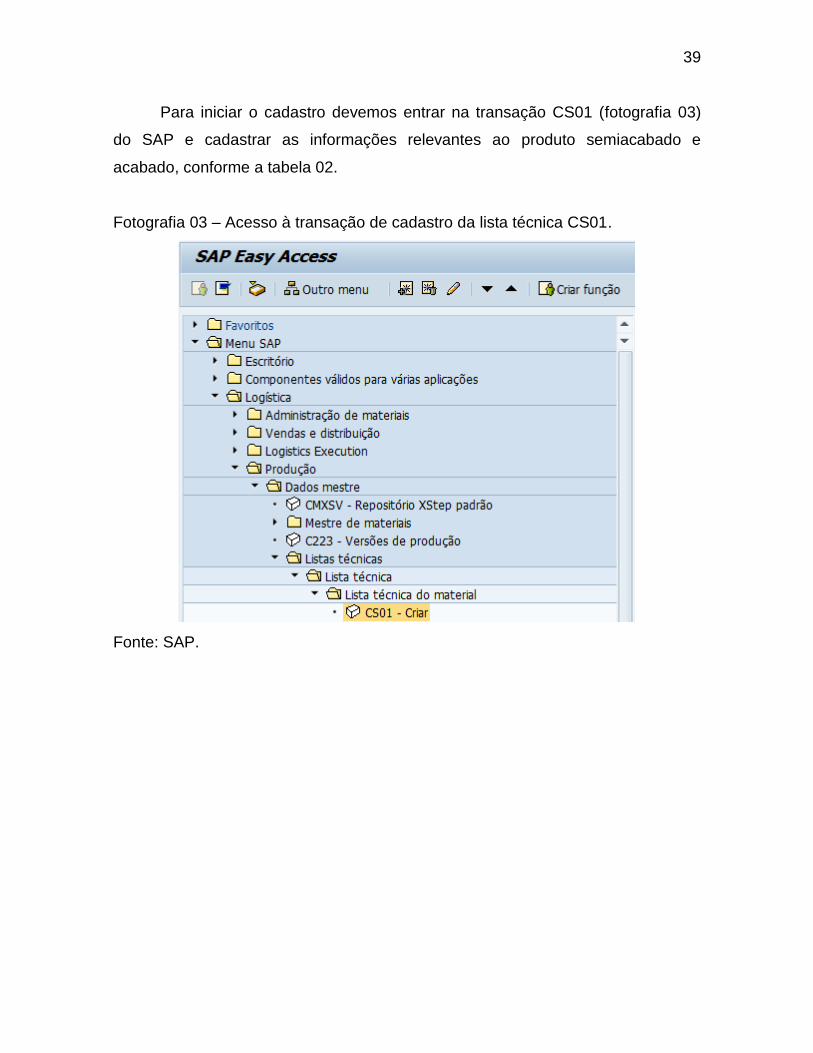
Para iniciar o cadastro devemos entrar na transação CS01 (fotografia 03)
do SAP e cadastrar as informações relevantes ao produto semiacabado e
acabado, conforme a tabela 02.
Fotografia 03 – Acesso à transação de cadastro da lista técnica CS01.
Fonte: SAP.
40
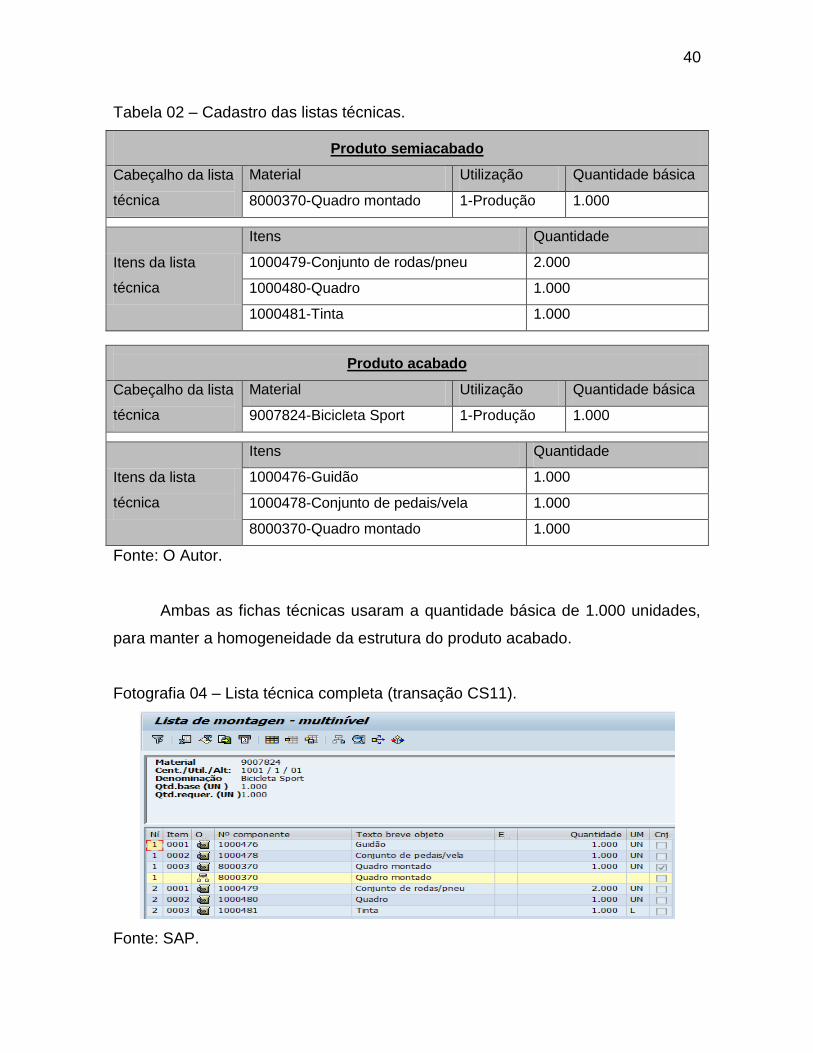
Tabela 02 – Cadastro das listas técnicas.
Produto semiacabado
Cabeçalho da lista
técnica
Material Utilização Quantidade básica
8000370-Quadro montado 1-Produção 1.000
Itens da lista
técnica
Itens Quantidade
1000479-Conjunto de rodas/pneu 2.000
1000480-Quadro 1.000
1000481-Tinta 1.000
Produto acabado
Cabeçalho da lista
técnica
Material Utilização Quantidade básica
9007824-Bicicleta Sport 1-Produção 1.000
Itens da lista
técnica
Itens Quantidade
1000476-Guidão 1.000
1000478-Conjunto de pedais/vela 1.000
8000370-Quadro montado 1.000
Fonte: O Autor.
Ambas as fichas técnicas usaram a quantidade básica de 1.000 unidades,
para manter a homogeneidade da estrutura do produto acabado.
Fotografia 04 – Lista técnica completa (transação CS11).
Fonte: SAP.

41
4.1.4 Definição de turnos e capacidades
Em decorrência de alguns processos produtivos ou do aumento de algumas
linhas de produção por força da demanda, empresas necessitam trabalhar de
forma continua e assim implantam os chamados turnos de produção. Segundo
Crislaine Vanilza Simões (2009), turno de produção é a operação feita
alternativamente para desenvolvimento da soma de bens ou serviços.
Sendo assim, trabalhar em turnos significa organizar as atividades, onde as
equipes de trabalhadores estão na mesma empresa, no mesmo local de trabalho
em horários alternados mantendo o funcionamento ininterrupto das atividades.
No SAP (na transação OP4A de customização) é possível criar as
sequências de turnos (fotografia 05) por dia da semana, definindo o início e o fim
dos turnos (fotografia 06), os horários de intervalos (fotografia 07) e o período de
validade (fotografia 06), criados para uma área específica da empresa ou
referenciados ao plano de horário do RH (Recursos Humanos) da empresa.
Fotografia 05 – Sequência de turnos.
Fonte: SAP.
Fotografia 06 – Início e fim dos turnos e período de validade.
Fonte: SAP.
42
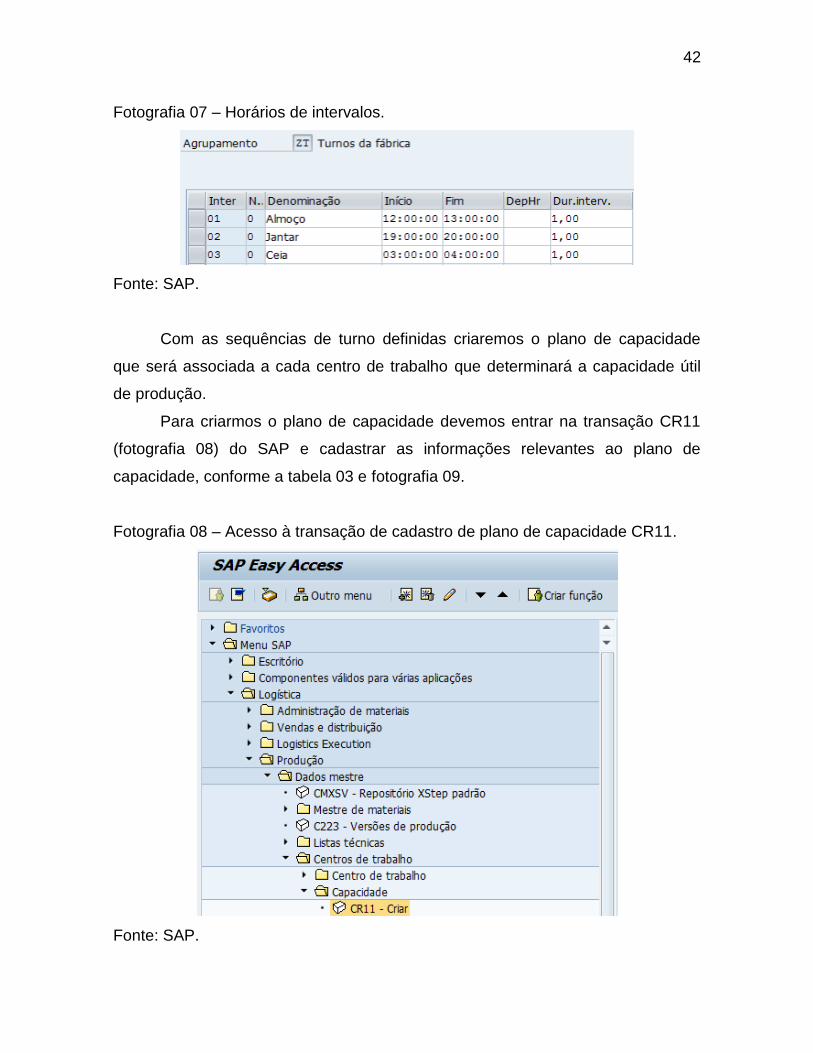
Fotografia 07 – Horários de intervalos.
Fonte: SAP.
Com as sequências de turno definidas criaremos o plano de capacidade
que será associada a cada centro de trabalho que determinará a capacidade útil
de produção.
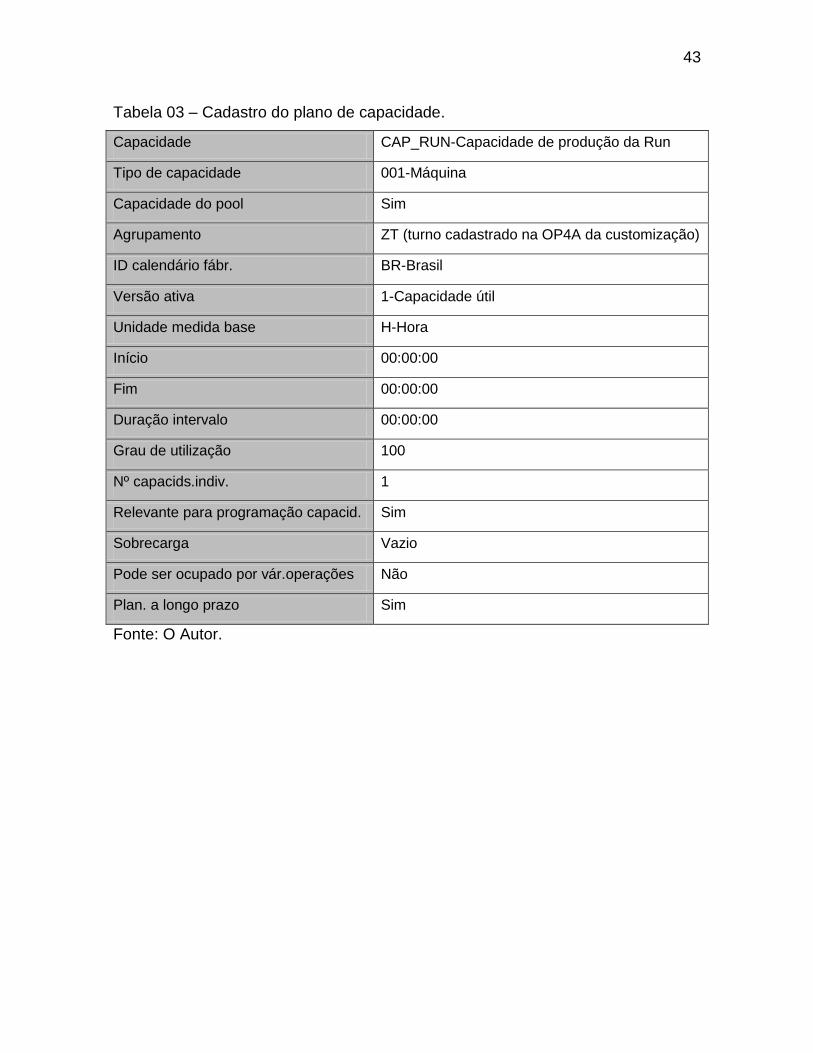
Para criarmos o plano de capacidade devemos entrar na transação CR11
(fotografia 08) do SAP e cadastrar as informações relevantes ao plano de
capacidade, conforme a tabela 03 e fotografia 09.
Fotografia 08 – Acesso à transação de cadastro de plano de capacidade CR11.
Fonte: SAP.
43
Tabela 03 – Cadastro do plano de capacidade.
Capacidade CAP_RUN-Capacidade de produção da Run
Tipo de capacidade 001-Máquina
Capacidade do pool Sim
Agrupamento ZT (turno cadastrado na OP4A da customização)
ID calendário fábr. BR-Brasil
Versão ativa 1-Capacidade útil
Unidade medida base H-Hora
Início 00:00:00
Fim 00:00:00
Duração intervalo 00:00:00
Grau de utilização 100
Nº capacids.indiv. 1
Relevante para programação capacid. Sim
Sobrecarga Vazio
Pode ser ocupado por vár.operações Não
Plan. a longo prazo Sim
Fonte: O Autor.
44
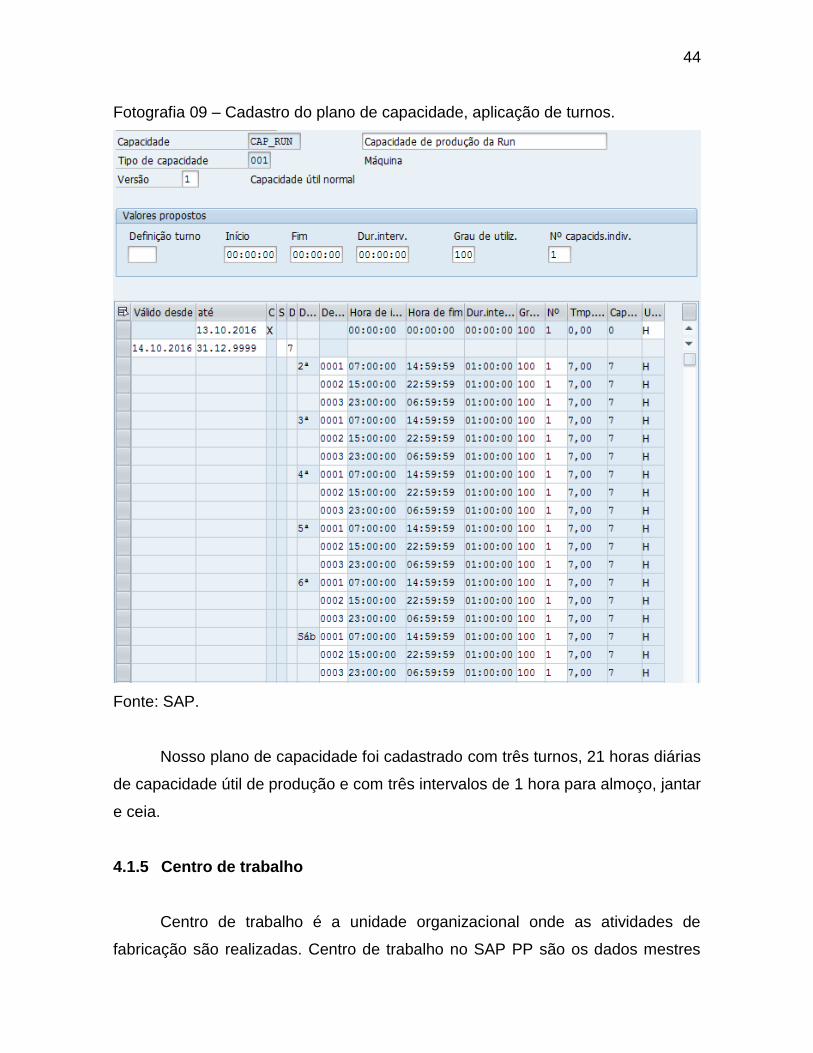
Fotografia 09 – Cadastro do plano de capacidade, aplicação de turnos.
Fonte: SAP.
Nosso plano de capacidade foi cadastrado com três turnos, 21 horas diárias
de capacidade útil de produção e com três intervalos de 1 hora para almoço, jantar
e ceia.
4.1.5 Centro de trabalho
Centro de trabalho é a unidade organizacional onde as atividades de
fabricação são realizadas. Centro de trabalho no SAP PP são os dados mestres
45
que representam máquinas, linhas de produção, recursos humanos, mão de obra,
etc., vinculadas a um centro de custos e a diversos tipos de atividades ou
processos empresariais. Desta forma, o centro de trabalho liga as entradas na
contabilidade de centro de custo e no custeio baseado em atividades executadas
no chão da fábrica.
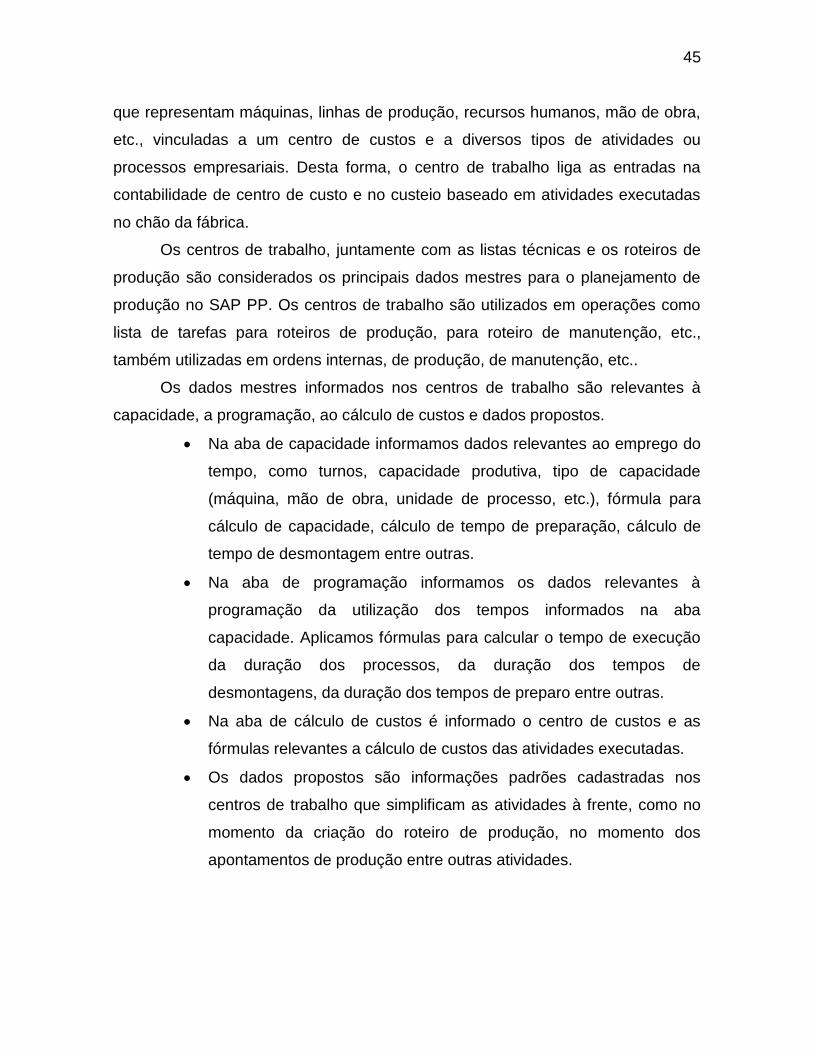
Os centros de trabalho, juntamente com as listas técnicas e os roteiros de
produção são considerados os principais dados mestres para o planejamento de
produção no SAP PP. Os centros de trabalho são utilizados em operações como
lista de tarefas para roteiros de produção, para roteiro de manutenção, etc.,
também utilizadas em ordens internas, de produção, de manutenção, etc..
Os dados mestres informados nos centros de trabalho são relevantes à
capacidade, a programação, ao cálculo de custos e dados propostos.
Na aba de capacidade informamos dados relevantes ao emprego do
tempo, como turnos, capacidade produtiva, tipo de capacidade
(máquina, mão de obra, unidade de processo, etc.), fórmula para
cálculo de capacidade, cálculo de tempo de preparação, cálculo de
tempo de desmontagem entre outras.
Na aba de programação informamos os dados relevantes à
programação da utilização dos tempos informados na aba
capacidade. Aplicamos fórmulas para calcular o tempo de execução
da duração dos processos, da duração dos tempos de
desmontagens, da duração dos tempos de preparo entre outras.
Na aba de cálculo de custos é informado o centro de custos e as
fórmulas relevantes a cálculo de custos das atividades executadas.
Os dados propostos são informações padrões cadastradas nos
centros de trabalho que simplificam as atividades à frente, como no
momento da criação do roteiro de produção, no momento dos
apontamentos de produção entre outras atividades.

46
Esquema 14 – Utilização dos dados do centro de trabalho.
Fonte: SAP.
Os centros de trabalho são utilizados como operações nas ordens de
produção. Em nosso cenário a produção do semiacabado contempla três centros
de trabalho ou três operações, pintura, montagem de roda/pneu e montagem de
quadro, onde pintura e montagem de roda/pneu são executadas paralelamente e
na sequência a montagem do quadro (esquema 09). Para o produto acabado é
contemplado o centros de trabalho ou as operações montagem final e embalagens
(esquema 10) executados em sequência.
Para iniciar o cadastro devemos entrar na transação CR01 (fotografia 10)
do SAP e cadastrar as informações relevantes aos centros de trabalho, conforme
a tabela 04.

47
Fotografia 10 – Acesso à transação de cadastro de centro de trabalho CR01.
Fonte: SAP.
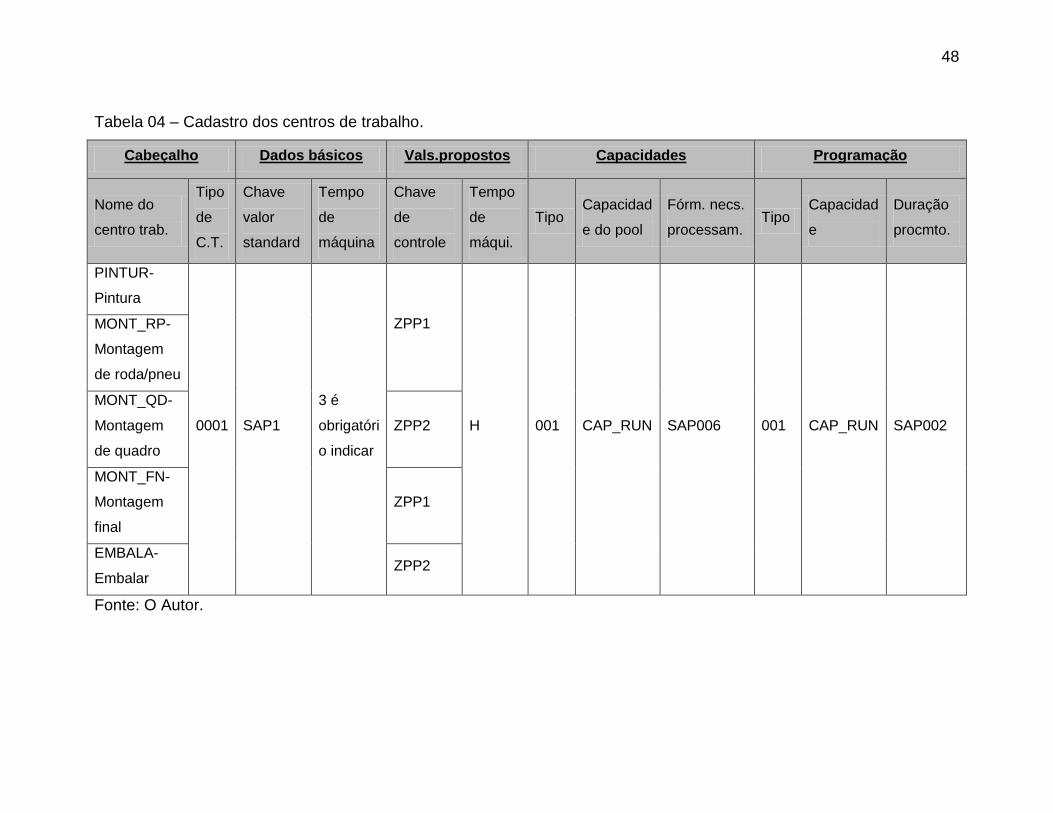
48
Tabela 04 – Cadastro dos centros de trabalho.
Cabeçalho Dados básicos Vals.propostos Capacidades Programação
Nome do
centro trab.
Tipo
de
C.T.
Chave
valor
standard
Tempo
de
máquina
Chave
de
controle
Tempo
de
máqui.
Tipo Capacidad
e do pool
Fórm. necs.
processam. Tipo
Capacidad
e
Duração
procmto.
PINTUR-
Pintura
0001 SAP1
3 é
obrigatóri
o indicar
ZPP1
H 001 CAP_RUN SAP006 001 CAP_RUN SAP002
MONT_RP-
Montagem
de roda/pneu
MONT_QD-
Montagem
de quadro
ZPP2
MONT_FN-
Montagem
final
ZPP1
EMBALA-
Embalar ZPP2
Fonte: O Autor.
49
Existem alguns itens cadastrados que devemos destacar a sua
funcionalidade no SAP, como:
Tipo de C.T.: Os centros de trabalho são objetos de negócio, de
atividades que podem ser representados por tipo, esses tipos podem
ser, por exemplo, máquinas (usado no nosso cenário), linhas de
produção, centros de trabalho de montagem e funcionários.
Chave valor standard: São utilizados como parâmetro de entrada
de valores referenciados em uma fórmula. Nosso cenário utiliza os
valores nas fórmulas SAP006 (determinar necessidade de
capacidade) e SAP002 (determinar duração do processamento).
Tempo de máquina: Parâmetro com a entrada de valor a ser
utilizada nas fórmulas SAP006 (determinar necessidade de
capacidade) e SAP002 (determinar duração do processamento).
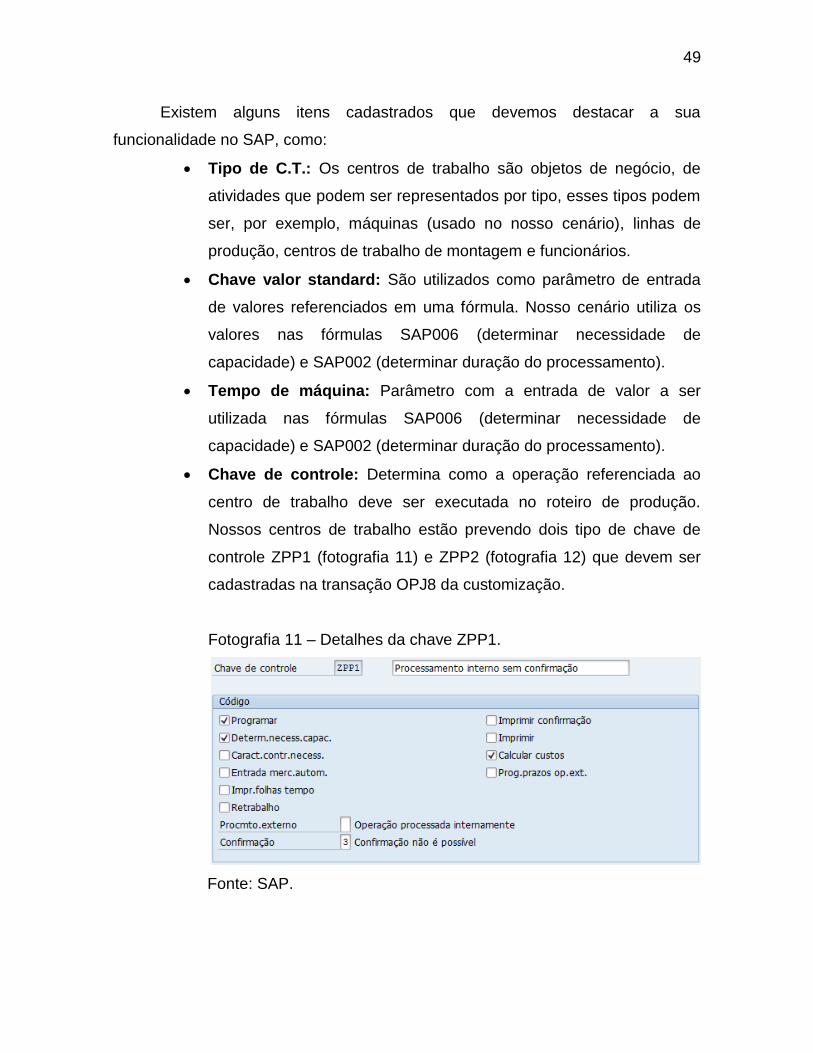
Chave de controle: Determina como a operação referenciada ao
centro de trabalho deve ser executada no roteiro de produção.
Nossos centros de trabalho estão prevendo dois tipo de chave de
controle ZPP1 (fotografia 11) e ZPP2 (fotografia 12) que devem ser
cadastradas na transação OPJ8 da customização.
Fotografia 11 – Detalhes da chave ZPP1.
Fonte: SAP.
50
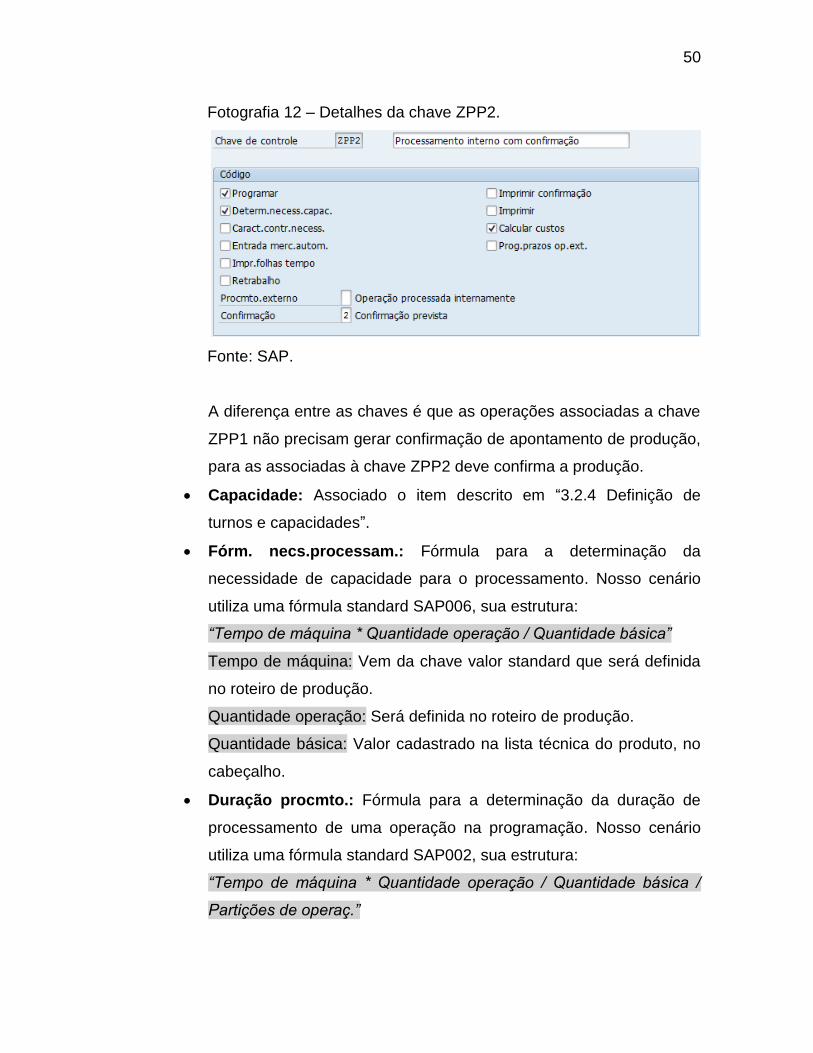
Fotografia 12 – Detalhes da chave ZPP2.
Fonte: SAP.
A diferença entre as chaves é que as operações associadas a chave
ZPP1 não precisam gerar confirmação de apontamento de produção,
para as associadas à chave ZPP2 deve confirma a produção.
Capacidade: Associado o item descrito em “3.2.4 Definição de
turnos e capacidades”.
Fórm. necs.processam.: Fórmula para a determinação da
necessidade de capacidade para o processamento. Nosso cenário
utiliza uma fórmula standard SAP006, sua estrutura:
“Tempo de máquina * Quantidade operação / Quantidade básica”
Tempo de máquina: Vem da chave valor standard que será definida
no roteiro de produção.
Quantidade operação: Será definida no roteiro de produção.
Quantidade básica: Valor cadastrado na lista técnica do produto, no
cabeçalho.
Duração procmto.: Fórmula para a determinação da duração de
processamento de uma operação na programação. Nosso cenário
utiliza uma fórmula standard SAP002, sua estrutura:
“Tempo de máquina * Quantidade operação / Quantidade básica /
Partições de operaç.”
51
Tempo de máquina: Vem da chave valor standard que será definida
no roteiro de produção.
Quantidade operação: Será definida no roteiro de produção.
Quantidade básica: Valor cadastrado na lista técnica do produto, no
cabeçalho.
Partições de operaç.: Valor que indica o número de capacidade,
equipamentos de cada centro de trabalho. No nosso cenário foram
cadastrado centros de trabalho como máquinas e o valor indicado
para partições é de um, conforme descrito no item “3.2.4 Definição
de turnos e capacidades”.
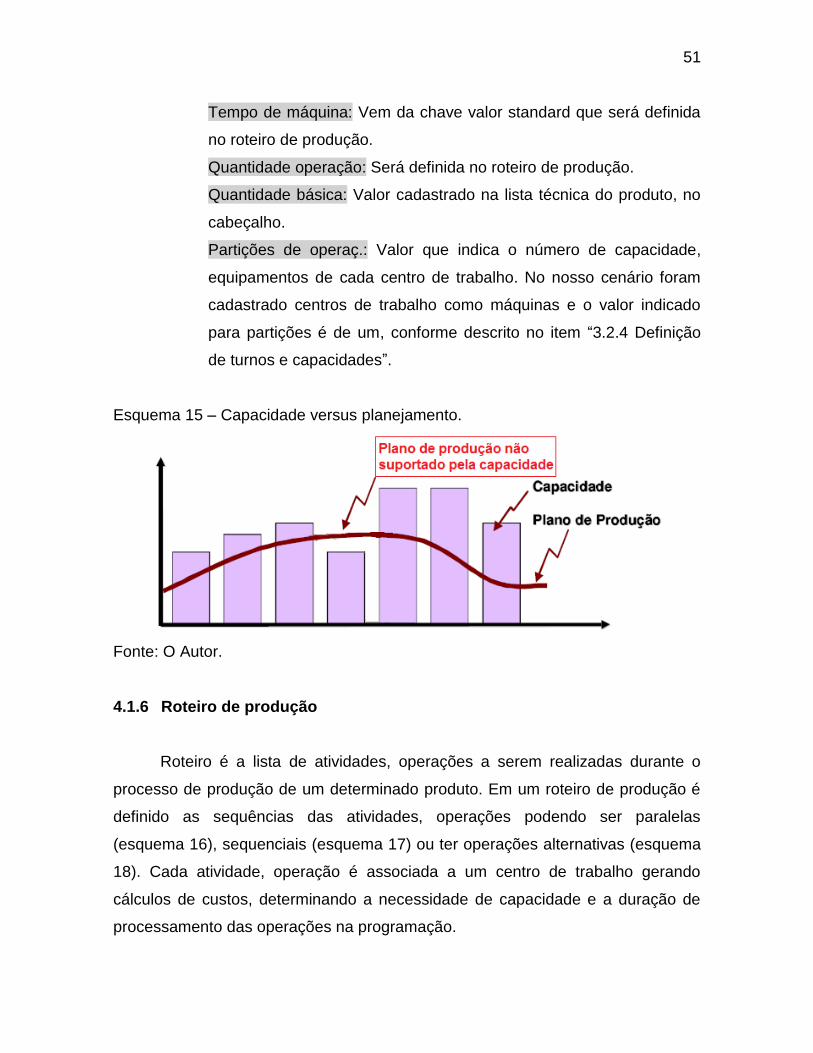
Esquema 15 – Capacidade versus planejamento.
Fonte: O Autor.
4.1.6 Roteiro de produção
Roteiro é a lista de atividades, operações a serem realizadas durante o
processo de produção de um determinado produto. Em um roteiro de produção é
definido as sequências das atividades, operações podendo ser paralelas
(esquema 16), sequenciais (esquema 17) ou ter operações alternativas (esquema
18). Cada atividade, operação é associada a um centro de trabalho gerando
cálculos de custos, determinando a necessidade de capacidade e a duração de
processamento das operações na programação.
52
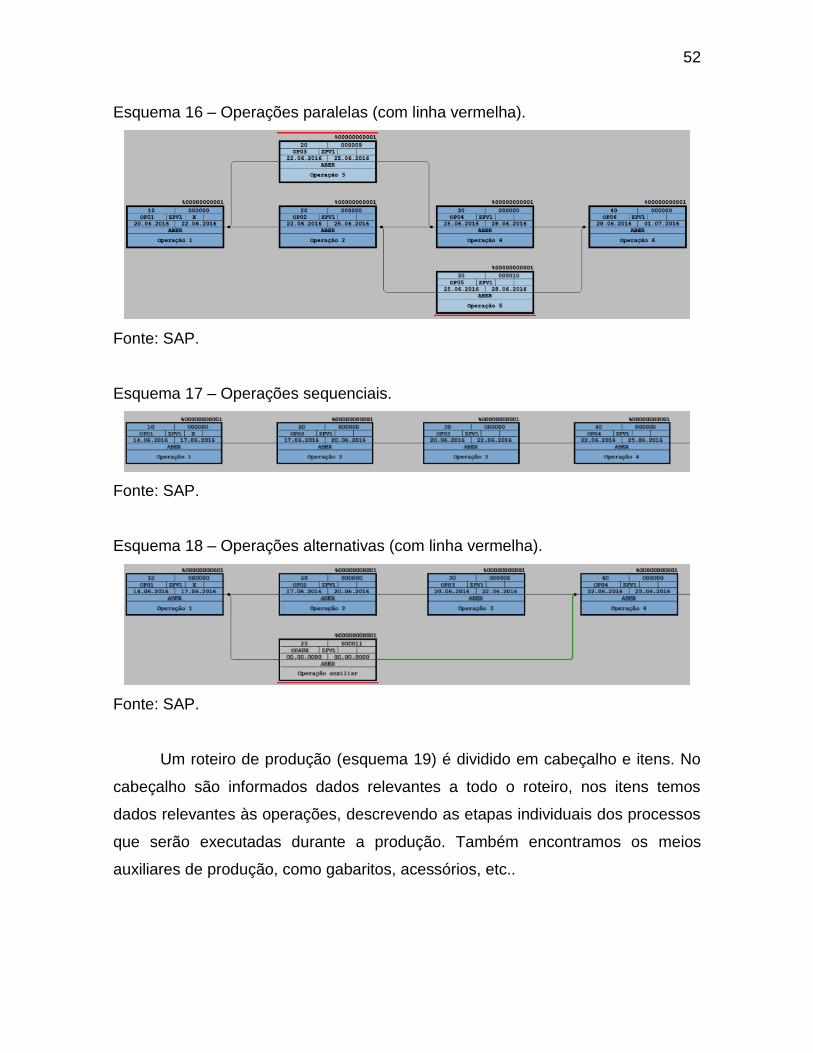
Esquema 16 – Operações paralelas (com linha vermelha).
Fonte: SAP.
Esquema 17 – Operações sequenciais.
Fonte: SAP.
Esquema 18 – Operações alternativas (com linha vermelha).
Fonte: SAP.
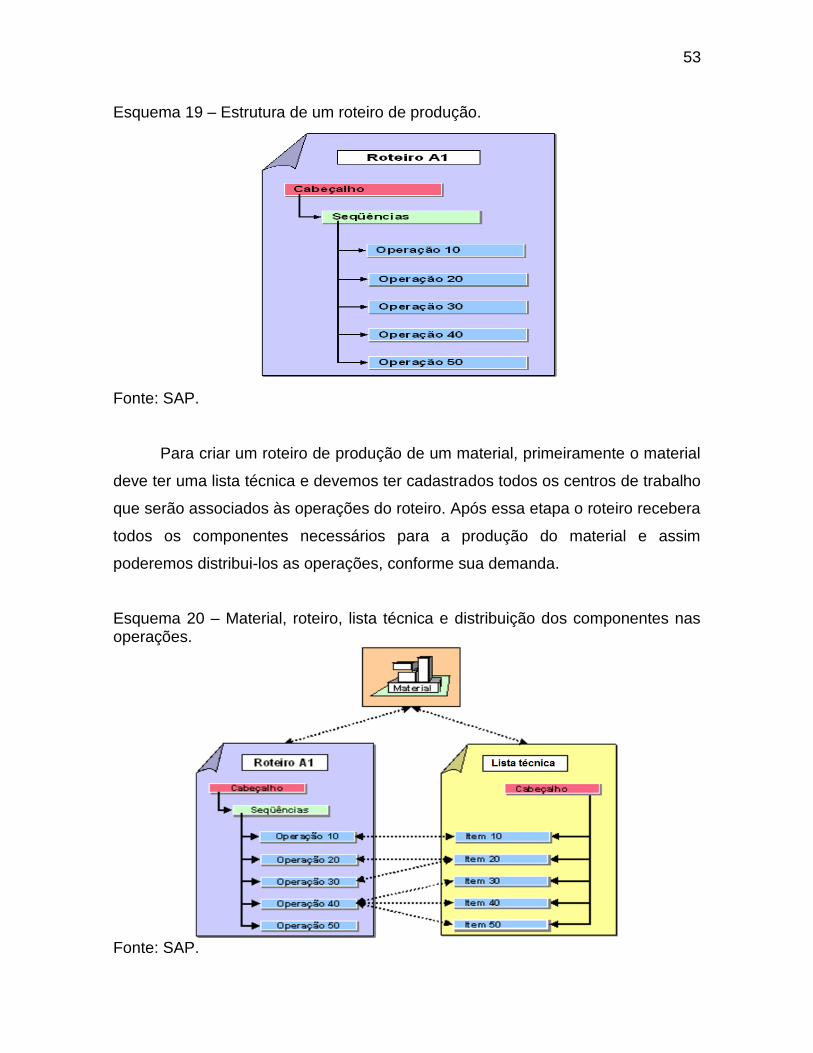
Um roteiro de produção (esquema 19) é dividido em cabeçalho e itens. No
cabeçalho são informados dados relevantes a todo o roteiro, nos itens temos
dados relevantes às operações, descrevendo as etapas individuais dos processos
que serão executadas durante a produção. Também encontramos os meios
auxiliares de produção, como gabaritos, acessórios, etc..
53
Esquema 19 – Estrutura de um roteiro de produção.
Fonte: SAP.
Para criar um roteiro de produção de um material, primeiramente o material
deve ter uma lista técnica e devemos ter cadastrados todos os centros de trabalho
que serão associados às operações do roteiro. Após essa etapa o roteiro recebera
todos os componentes necessários para a produção do material e assim
poderemos distribui-los as operações, conforme sua demanda.
Esquema 20 – Material, roteiro, lista técnica e distribuição dos componentes nas operações.
Fonte: SAP.
54
O roteiro de produção é um dos principais dados mestre de produção no
SAP PP, todos os dados planejados, como, operações, necessidades de
capacidade, materiais utilizado, meios auxiliares de produção, centros de
trabalhos, as atuações do controle de qualidade serão utilizadas como modelos
para a criação das ordens de produção.
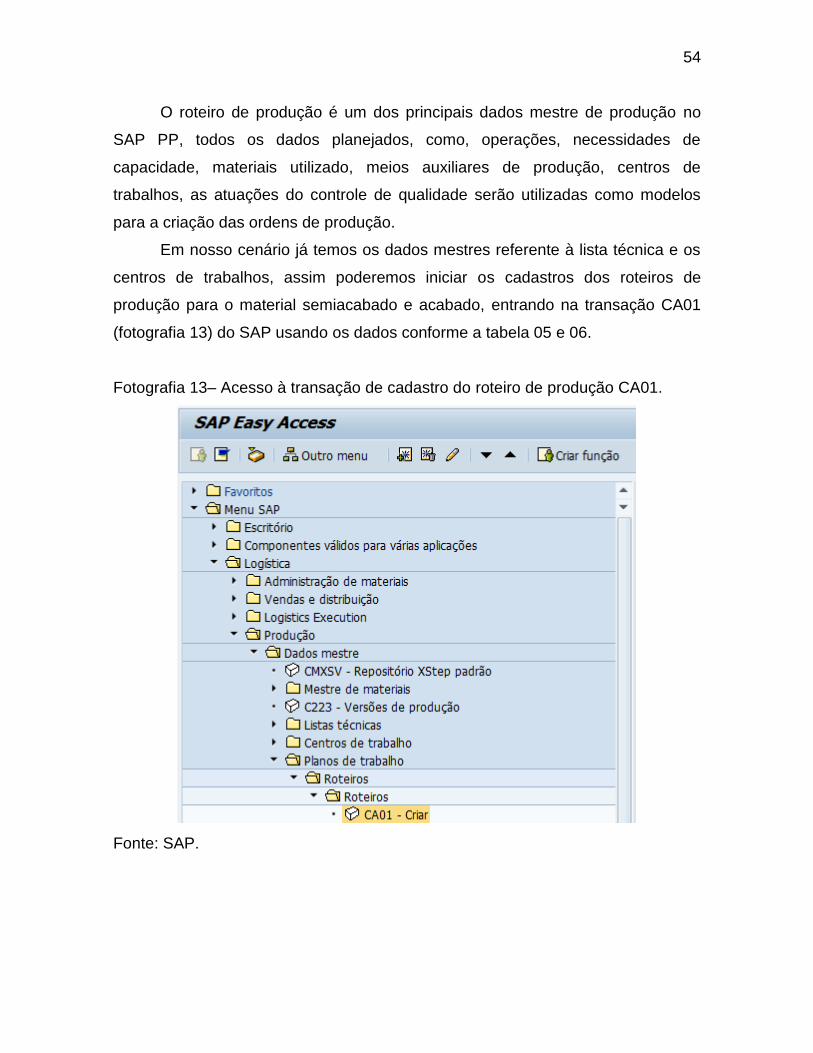
Em nosso cenário já temos os dados mestres referente à lista técnica e os
centros de trabalhos, assim poderemos iniciar os cadastros dos roteiros de
produção para o material semiacabado e acabado, entrando na transação CA01
(fotografia 13) do SAP usando os dados conforme a tabela 05 e 06.
Fotografia 13– Acesso à transação de cadastro do roteiro de produção CA01.
Fonte: SAP.
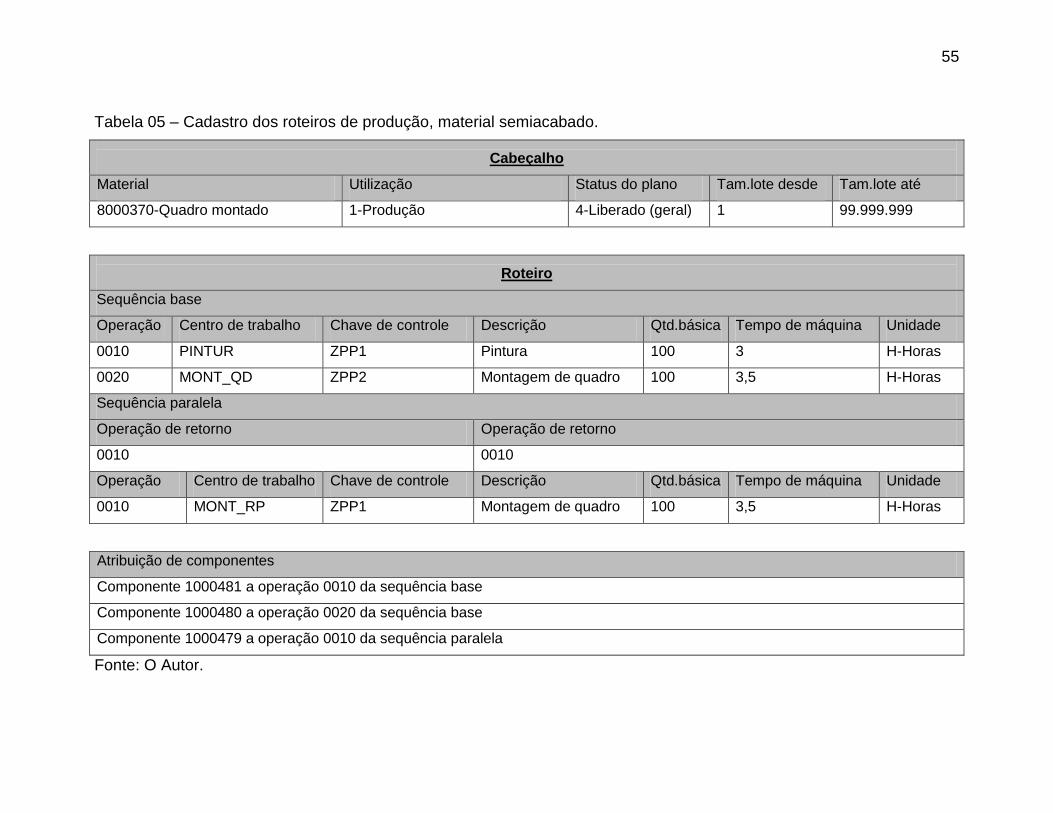
55
Tabela 05 – Cadastro dos roteiros de produção, material semiacabado.
Cabeçalho
Material Utilização Status do plano Tam.lote desde Tam.lote até
8000370-Quadro montado 1-Produção 4-Liberado (geral) 1 99.999.999
Roteiro
Sequência base
Operação Centro de trabalho Chave de controle Descrição Qtd.básica Tempo de máquina Unidade
0010 PINTUR ZPP1 Pintura 100 3 H-Horas
0020 MONT_QD ZPP2 Montagem de quadro 100 3,5 H-Horas
Sequência paralela
Operação de retorno Operação de retorno
0010 0010
Operação Centro de trabalho Chave de controle Descrição Qtd.básica Tempo de máquina Unidade
0010 MONT_RP ZPP1 Montagem de quadro 100 3,5 H-Horas
Atribuição de componentes
Componente 1000481 a operação 0010 da sequência base
Componente 1000480 a operação 0020 da sequência base
Componente 1000479 a operação 0010 da sequência paralela
Fonte: O Autor.
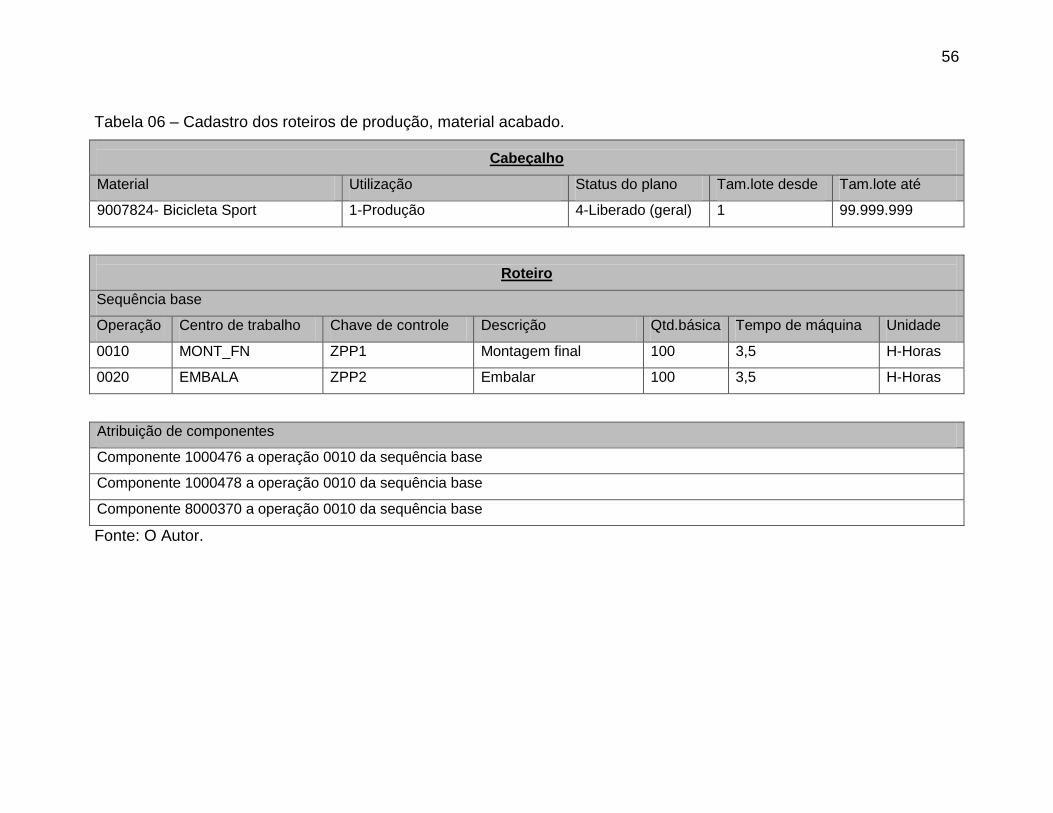
56
Tabela 06 – Cadastro dos roteiros de produção, material acabado.
Cabeçalho
Material Utilização Status do plano Tam.lote desde Tam.lote até
9007824- Bicicleta Sport 1-Produção 4-Liberado (geral) 1 99.999.999
Roteiro
Sequência base
Operação Centro de trabalho Chave de controle Descrição Qtd.básica Tempo de máquina Unidade
0010 MONT_FN ZPP1 Montagem final 100 3,5 H-Horas
0020 EMBALA ZPP2 Embalar 100 3,5 H-Horas
Atribuição de componentes
Componente 1000476 a operação 0010 da sequência base
Componente 1000478 a operação 0010 da sequência base
Componente 8000370 a operação 0010 da sequência base
Fonte: O Autor.
57
Existem alguns itens cadastrados que devemos destacar a sua
funcionalidade no SAP, como a existência de dois roteiros, um para o material
semiacabado e outro para o acabado.
Utilização: Indica em que área pode ser utilizado o roteiro. No SAP um
roteiro pode ser usado em produção, engenharia, manutenção, etc..
Status do plano: Com o status, o usuário identifica o estado de
processamento de um roteiro, por exemplo, se o roteiro ainda se encontra na fase
de criação ou se o usuário já o liberou.
Tam.lote desde e Tam.lote até: Tamanho inicial e final do lote para o
roteiro.
Operação: Determina em que sequência as operações devem ser
executadas.
Centro de trabalho: Indica o centro de trabalha que executara a operação.
Chave de controle: Ações executadas na operação. A chave ZPP1
executa programação, determina a necessidade de capacidade e calcula os
custos, mas não precisa de confirmação de produção. A chave ZPP2 faz as
mesmas ações que a chave ZPP1, mas necessita a confirmação de produção.
Qtd.básica: Quantidade standard a ser produzido do material na operação
que o roteiro referência.
Tempo de máquina: Tempo standard para produzir a Qtd.básica do
material na operação que o roteiro referência.
Simulando uma ordem de produção com quantidade igual à quantidade
básicas aplicada no roteiro de produção, chegaremos a essas datas para cada
operação. Sendo que o esquema 21 demostra o roteiro para o produto
semiacabado e no esquema 22 o roteiro do produto acabado.
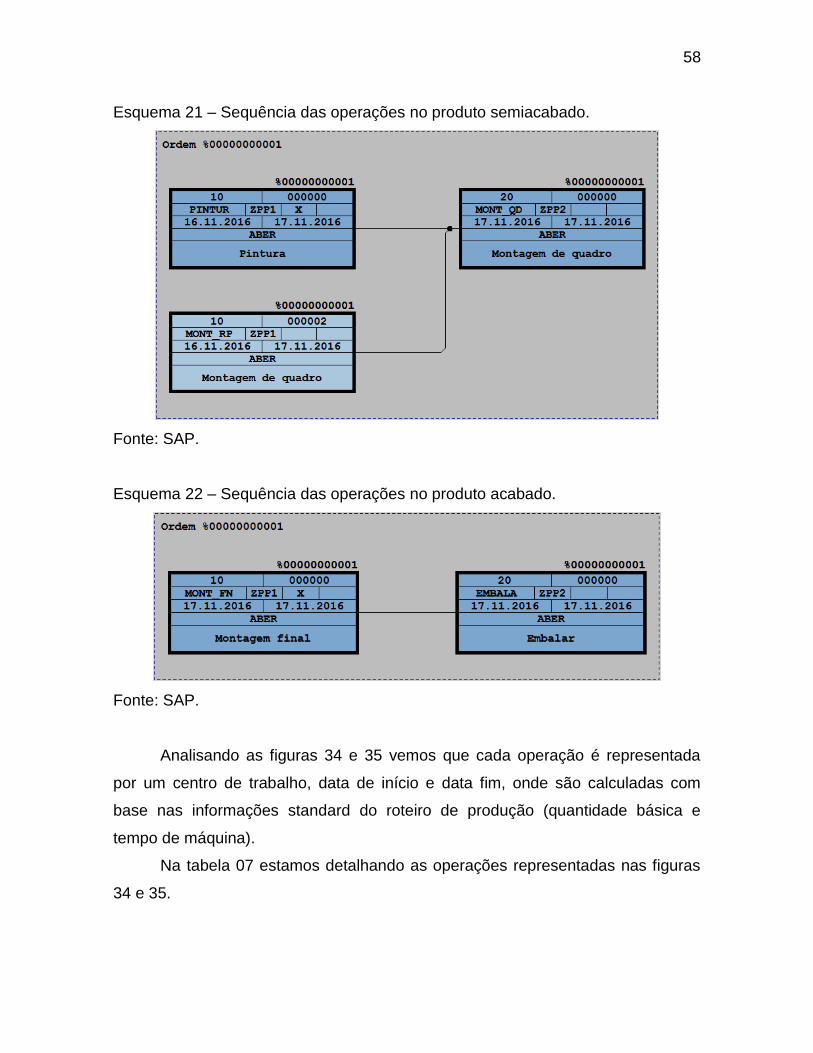
58
Esquema 21 – Sequência das operações no produto semiacabado.
Fonte: SAP.
Esquema 22 – Sequência das operações no produto acabado.
Fonte: SAP.
Analisando as figuras 34 e 35 vemos que cada operação é representada
por um centro de trabalho, data de início e data fim, onde são calculadas com
base nas informações standard do roteiro de produção (quantidade básica e
tempo de máquina).
Na tabela 07 estamos detalhando as operações representadas nas figuras
34 e 35.
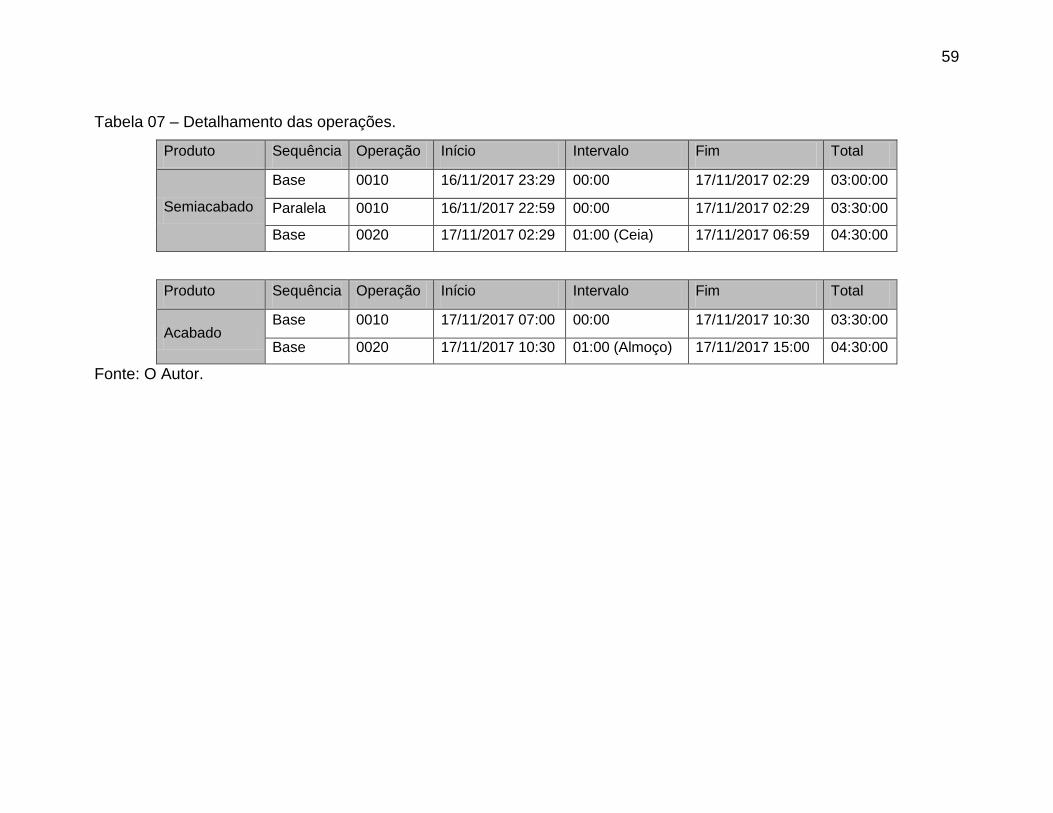
59
Tabela 07 – Detalhamento das operações.
Produto Sequência Operação Início Intervalo Fim Total
Semiacabado
Base 0010 16/11/2017 23:29 00:00 17/11/2017 02:29 03:00:00
Paralela 0010 16/11/2017 22:59 00:00 17/11/2017 02:29 03:30:00
Base 0020 17/11/2017 02:29 01:00 (Ceia) 17/11/2017 06:59 04:30:00
Produto Sequência Operação Início Intervalo Fim Total
Acabado Base 0010 17/11/2017 07:00 00:00 17/11/2017 10:30 03:30:00
Base 0020 17/11/2017 10:30 01:00 (Almoço) 17/11/2017 15:00 04:30:00
Fonte: O Autor.
60
4.1.7 Versão de produção
A versão de produção é usada para estruturar diferentes formas de produzir
um determinado material. Um material pode ter várias listas técnicas, contendo
diferentes componentes para sua produção. Em seu processo produtivo também
pode existir diferentes métodos, técnicas, roteiros e em ambos os casos são
registrados e controlados com versões diferentes atribuídas ao material.
No SAP PP um material pode possuir uma ou mais versões de produção, a
sua codificação é livre, desde que seja exclusiva para facilitar sua identificação.
Toda versão de produção é ligada a uma lista técnica e a um roteiro de produção,
podendo haver diferentes tamanhos de lotes, diferentes datas de vencimento e
locais de armazenamentos.
A versão de produção proporciona trabalhar com situações diferentes, que
muitas vezes são vantajosas para empresa, podemos considerar versões
diferentes para roteiros de produção e listas técnicas que podem ser usadas como
contra tipos no caso de faltas, tanto da capacidade produtiva como das matérias
primas. A utilização da versão de produção também proporciona facilidades nos
controles dos processos produtivos, em vez de termos que escolher listas técnicas
e roteiros de produção alternativos, podemos apenas selecionar a versão correta
para o momento.
61
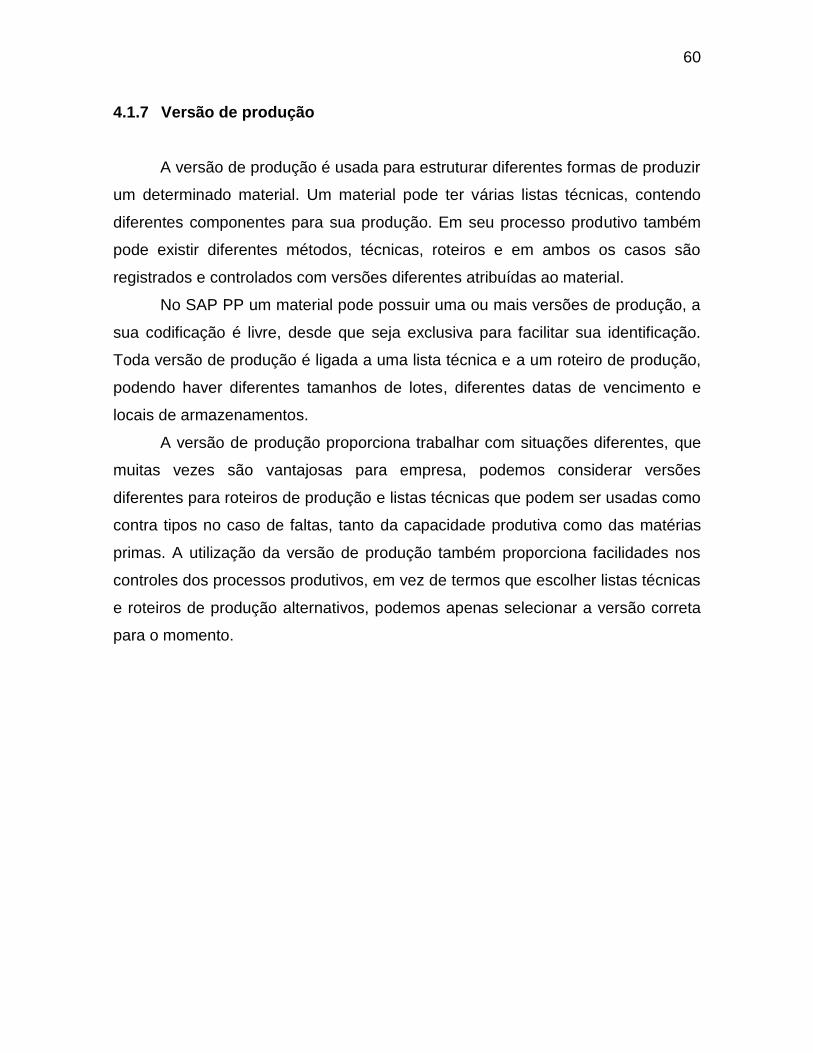
Esquema 23 – Estrutura da versão de produção.
Fonte: SAP.
A versão de produção é utilizada no SAP PP no processo de planejamento
da produção, ela controla qual lista técnica e roteiro de produção usar, podendo
ser alterada com facilidade em cenários reais de produção ou em simulações
(usados para adequar a melhor forma de produzir um determinado material).
Qualquer tipo de material pode conter diferentes versões, desde que permita a
produção interna e assim criam relações com o MRP e com os dados de
programação da produção.
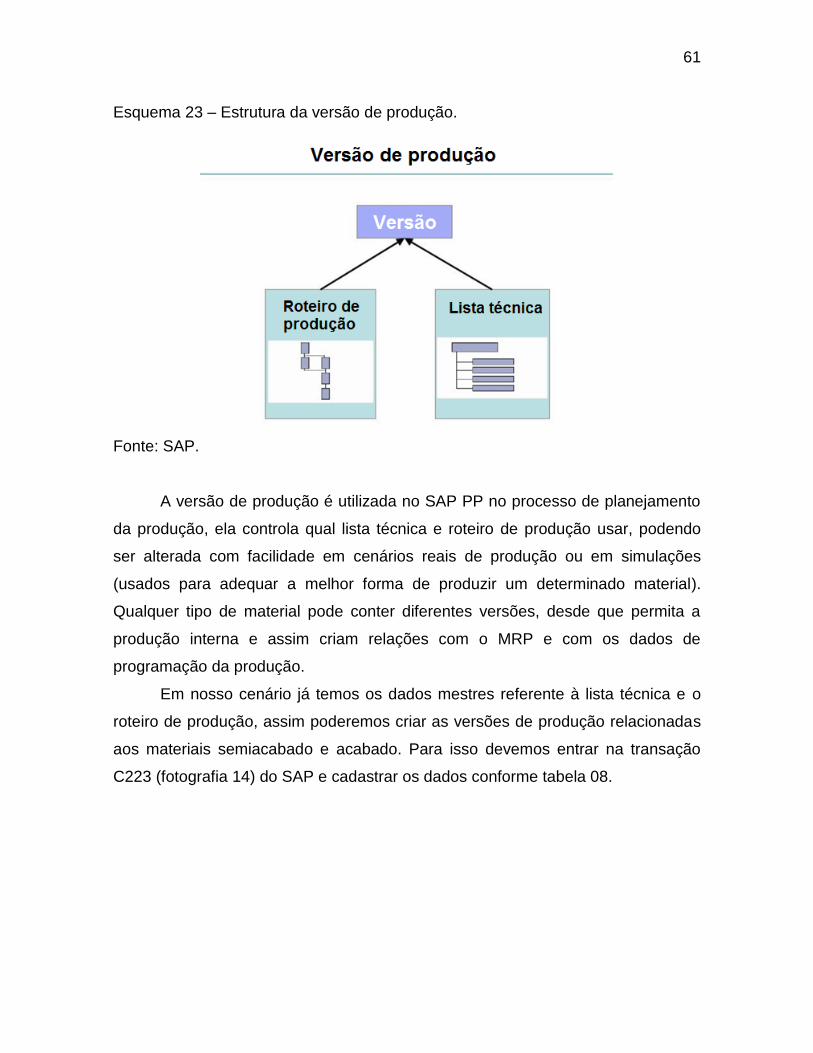
Em nosso cenário já temos os dados mestres referente à lista técnica e o
roteiro de produção, assim poderemos criar as versões de produção relacionadas
aos materiais semiacabado e acabado. Para isso devemos entrar na transação
C223 (fotografia 14) do SAP e cadastrar os dados conforme tabela 08.
62
Fotografia 14 – Acesso à transação de cadastro de versões de produção C223.
Fonte: SAP.
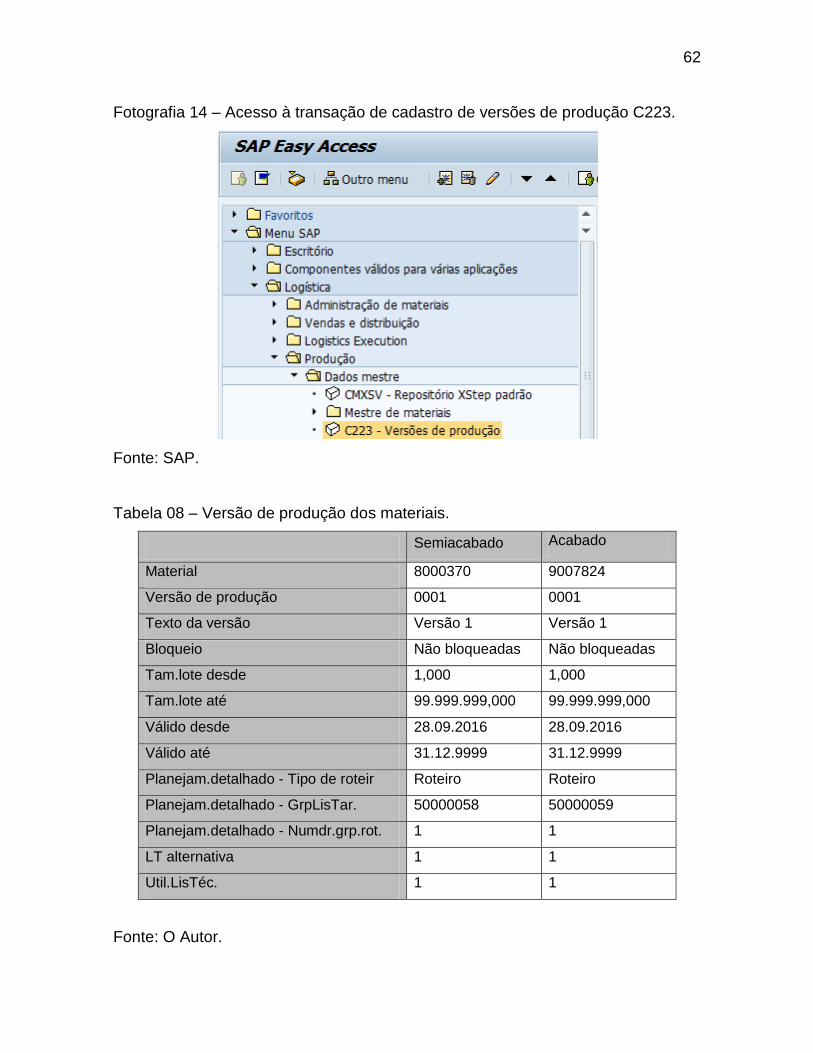
Tabela 08 – Versão de produção dos materiais.
Semiacabado Acabado
Material 8000370 9007824
Versão de produção 0001 0001
Texto da versão Versão 1 Versão 1
Bloqueio Não bloqueadas Não bloqueadas
Tam.lote desde 1,000 1,000
Tam.lote até 99.999.999,000 99.999.999,000
Válido desde 28.09.2016 28.09.2016
Válido até 31.12.9999 31.12.9999
Planejam.detalhado - Tipo de roteir Roteiro Roteiro
Planejam.detalhado - GrpLisTar. 50000058 50000059
Planejam.detalhado - Numdr.grp.rot. 1 1
LT alternativa 1 1
Util.LisTéc. 1 1
Fonte: O Autor.

63
Após cadastrar as versões de produção na transação C223, elas devem ser
validadas clicando no botão verificar para receber a verificação de consistência da
versão de produção, na fotografia 15 demostramos a verificação de consistência
do produto acabado.
Fotografia 15 – Verificação de consistência de versões de produção.
Fonte: SAP.
Existem alguns itens cadastrados que devemos destacar a sua
funcionalidade no SAP.
Versão de produção: Indica as diversas técnicas de produção que o
material pode ser produzido.
Bloqueio: Indica se a versão está bloqueada ou não bloqueada para
utilização.
64
Tam.lote desde e Tam.lote até: Nesses campos são definidos os
tamanhos iniciais e finais do lote de produção para a versão em si.
Válido desde e Válido até: É atribuído datas de validade para a versão.
GrpLisTar.: Quando é cadastrado um roteiro de produção o SAP PP atribui
um número de grupo de roteiro que deve ser indicado no cadastro de versão para
criar o vinculo entre a versão e o roteiro de produção.
Numdr.grp.rot.: Identifica um roteiro univocamente, juntamente com o
grupo de roteiros. Nesse campo podem ser informados roteiros alternativos, por
exemplo, o roteiro principal é do grupo 1(um), os subsequentes são roteiros
alternativos de produção no caso de falta de capacidade.
LT alternativa: Identificação de uma lista técnica dentro de um grupo de
listas técnicas do material. Igualmente ao grupo de roteiro (Numdr.grp.rot.),
podemos exemplificar que a lista técnica 1(um) é a principal e os subsequentes
são listas técnicas alternativas com componentes usados como contra tipo no
caso de faltas de matéria prima.
4.1.8 Gestão de demanda
A gestão de demanda está diretamente ligada com os requisitos do
mercado que por seu lado é influenciado pelas situações políticas e sociais do
país.
Como qualquer área da organização deve ser gerenciada de forma eficiente
e eficaz, a gestão de demandas deve ter os mesmo tratamentos, pois dela que
nasce às necessidades de produção indicadas pela área de previsão de demanda,
que tem por responsabilidade principal o estudo de mercado, a influência do
segmento, as necessidades, estudo de prazos, priorização e a alocação de
matérias em mercados influentes.
Corrêa e Gianesi (2001) definem que gestão de demanda é antecipar a
demanda futura, identificando todas as suas fontes e utilizando todas as
informações disponíveis, como ações sobre o mercado, canal de comunicação,
promessas de prazos e priorização e alocação.
65
Indo de encontro com as definições de Corrêa e Gianesi (2001) a
organização que tem facilidade em prever a demanda do seu mercado e conseguir
antecipar as necessidades dos seus mercados, estará sempre a frente de seus
concorrentes. Para tal as organizações devem trabalhar com dados históricos,
utilizar modelos matemáticos que auxiliem no entendimento do comportamento
das demandas do mercado.
Por outro lado as organizações pode tentar influenciar o comportamento
dessa demanda, através de grandes promoções, com preços reduzidos e prazos
esticados.
Em ambos os casos, na antecipação ou na influência, a gestão dessa área
tem a responsabilidade com as promessas de prazos e com as prioridades de
atendimento, totais ou parciais, para não acarretarem em prejuízos para
organização, no não comprimento desses fatores.
Podemos falar que a gestão de demanda é estruturada pelo engajamento
de vários departamentos da organização, como o comercial, planejamento de
produção, marketing, etc. São várias áreas da organização que estão
comprometidas em gerar a antecipação ou gerar influência no mercado de forma
mais eficiente, pois dela nasce os planejamentos estratégicos de produção, como
planejamento de capacidade e de compras das matérias primas.
A gestão de demanda é essencial para as organizações, indiferentes da
sua estratégia de produção, produção para estoque ou produção sob encomenda,
ambas precisam de preparação e de ferramentas que apõem nas tomadas de
decisão. O SAP é capaz de auxiliar na mineração dos dados históricos com
modelos matemáticos que criam estimativas de demanda baseados em
consumos, estoques de segurança, sazonalidades do mercado, grau de
atendimento entre outros modelos. Para o nosso cenário iremos atribuir uma
demanda manualmente, sem executar procedimentos automáticos no SAP, pois
não é objeto de estudo desse trabalho.
No SAP PP, para o nosso cenário, a gestão de demanda é executada pelas
necessidades independentes previstas, estratégia indicada pela SAP para
produção MTS (make to stock / produção para estoque) ou MTO (make to order /
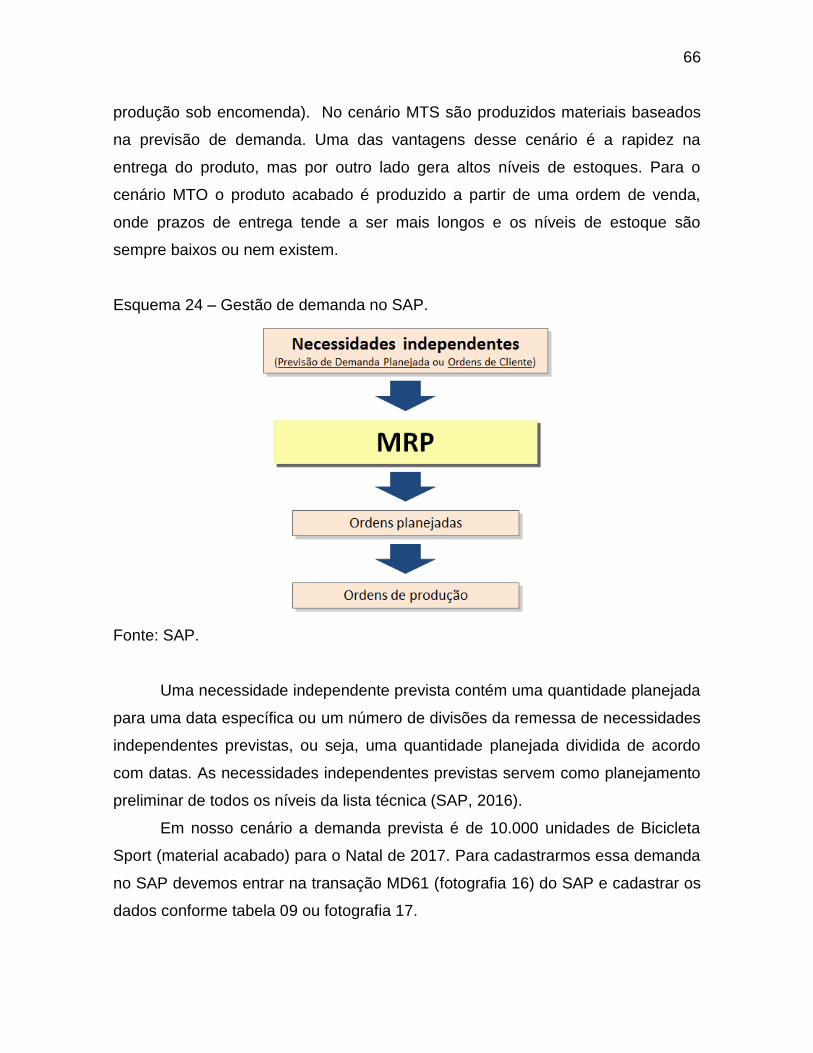
66
produção sob encomenda). No cenário MTS são produzidos materiais baseados
na previsão de demanda. Uma das vantagens desse cenário é a rapidez na
entrega do produto, mas por outro lado gera altos níveis de estoques. Para o
cenário MTO o produto acabado é produzido a partir de uma ordem de venda,
onde prazos de entrega tende a ser mais longos e os níveis de estoque são
sempre baixos ou nem existem.
Esquema 24 – Gestão de demanda no SAP.
Fonte: SAP.
Uma necessidade independente prevista contém uma quantidade planejada
para uma data específica ou um número de divisões da remessa de necessidades
independentes previstas, ou seja, uma quantidade planejada dividida de acordo
com datas. As necessidades independentes previstas servem como planejamento
preliminar de todos os níveis da lista técnica (SAP, 2016).
Em nosso cenário a demanda prevista é de 10.000 unidades de Bicicleta
Sport (material acabado) para o Natal de 2017. Para cadastrarmos essa demanda
no SAP devemos entrar na transação MD61 (fotografia 16) do SAP e cadastrar os
dados conforme tabela 09 ou fotografia 17.
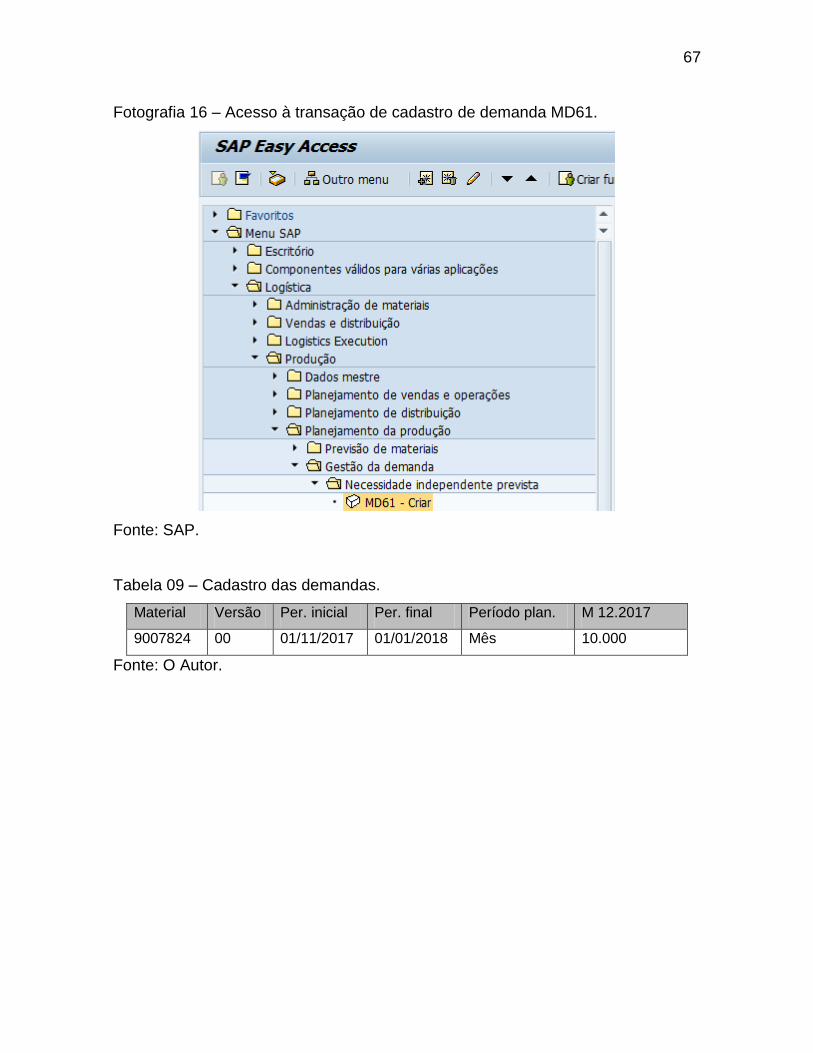
67
Fotografia 16 – Acesso à transação de cadastro de demanda MD61.
Fonte: SAP.
Tabela 09 – Cadastro das demandas.
Material Versão Per. inicial Per. final Período plan. M 12.2017
9007824 00 01/11/2017 01/01/2018 Mês 10.000
Fonte: O Autor.
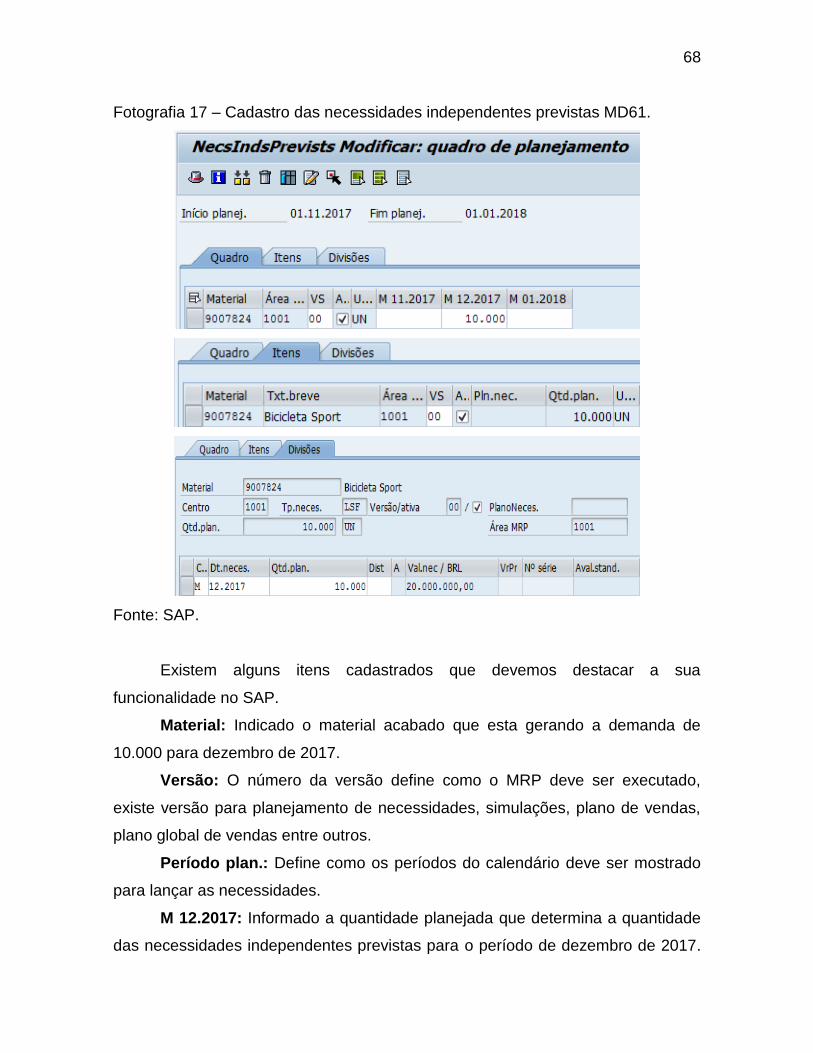
68
Fotografia 17 – Cadastro das necessidades independentes previstas MD61.
Fonte: SAP.
Existem alguns itens cadastrados que devemos destacar a sua
funcionalidade no SAP.
Material: Indicado o material acabado que esta gerando a demanda de
10.000 para dezembro de 2017.
Versão: O número da versão define como o MRP deve ser executado,
existe versão para planejamento de necessidades, simulações, plano de vendas,
plano global de vendas entre outros.
Período plan.: Define como os períodos do calendário deve ser mostrado
para lançar as necessidades.
M 12.2017: Informado a quantidade planejada que determina a quantidade
das necessidades independentes previstas para o período de dezembro de 2017.
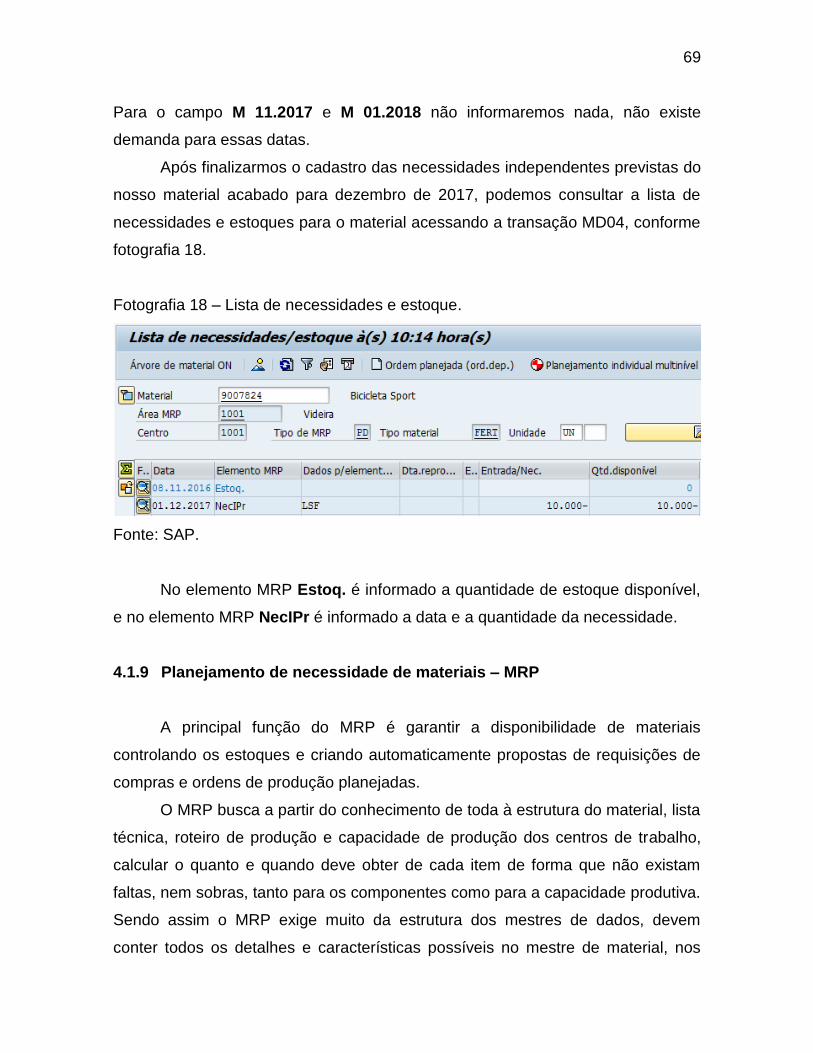
69
Para o campo M 11.2017 e M 01.2018 não informaremos nada, não existe
demanda para essas datas.
Após finalizarmos o cadastro das necessidades independentes previstas do
nosso material acabado para dezembro de 2017, podemos consultar a lista de
necessidades e estoques para o material acessando a transação MD04, conforme
fotografia 18.
Fotografia 18 – Lista de necessidades e estoque.
Fonte: SAP.
No elemento MRP Estoq. é informado a quantidade de estoque disponível,
e no elemento MRP NecIPr é informado a data e a quantidade da necessidade.
4.1.9 Planejamento de necessidade de materiais – MRP
A principal função do MRP é garantir a disponibilidade de materiais
controlando os estoques e criando automaticamente propostas de requisições de
compras e ordens de produção planejadas.
O MRP busca a partir do conhecimento de toda à estrutura do material, lista
técnica, roteiro de produção e capacidade de produção dos centros de trabalho,
calcular o quanto e quando deve obter de cada item de forma que não existam
faltas, nem sobras, tanto para os componentes como para a capacidade produtiva.
Sendo assim o MRP exige muito da estrutura dos mestres de dados, devem
conter todos os detalhes e características possíveis no mestre de material, nos
70
centros de trabalho, nas listas técnicas, nos roteiros de produção e nas versões de
produção e com a junção dessas informações o MRP poderá com segurança
definir quantidades e momentos em que cada item deve ser produzido ou
comprado.
Existem inúmeros modelos de MRP, entre os principais que se encontram
no SAP estão o MRP baseado no consumo, que está subdivido em MRP ponto de
reabastecimento, Planejamento baseado em previsão e MRP cíclico, no SAP
também entramos o MRP baseado no planejamento usado em nosso cenário.
Os procedimentos do MRP baseado no consumo usam dados anteriores de
consumo (dados históricos) para calcular necessidades futuras, com o auxílio da
previsão de material ou de procedimentos de planejamento estático. Os
procedimentos do MRP baseado no consumo não têm qualquer referência com o
plano de produção. Isso significa que o cálculo das necessidades líquidas não é
acionado por uma necessidade dependente ou independente. Em vez disso, o
cálculo das necessidades líquidas é acionado quando os níveis de estoque ficam
abaixo de um ponto de reabastecimento ou por necessidades previstas calculadas
a partir de dados anteriores de consumo. Igualmente no planejamento baseado
em previsão que opera com valores históricos e de previsão, e as necessidades
futuras são calculadas pelo programa de previsão integrado. No MRP cíclico são
planejadas as necessidades dos materiais com ciclo de entrega fixas, por
exemplo, em um determinado dia da semana, do mês (SAP, 2016).
O modelo MRP baseado no planejamento, usado em nosso cenário, é
executado com números de vendas atuais e futuras. As quantidades necessárias
planejadas e exatas acionam o cálculo das necessidades líquidas. Os elementos
necessários desse cálculo incluem ordens do cliente, necessidades independentes
previstas, reservas de materiais e necessidades dependentes recebidas da
explosão da lista técnica (SAP, 2016).
Nossos materiais, acabado e semiacabado, usam o MRP baseado no
planejamento, nessa modalidade o SAP compara as quantidades disponíveis em
estoque (todos os componentes existente nas listas técnicas), levando em
consideração ordens de produção e pedidos de compras em aberto, com a
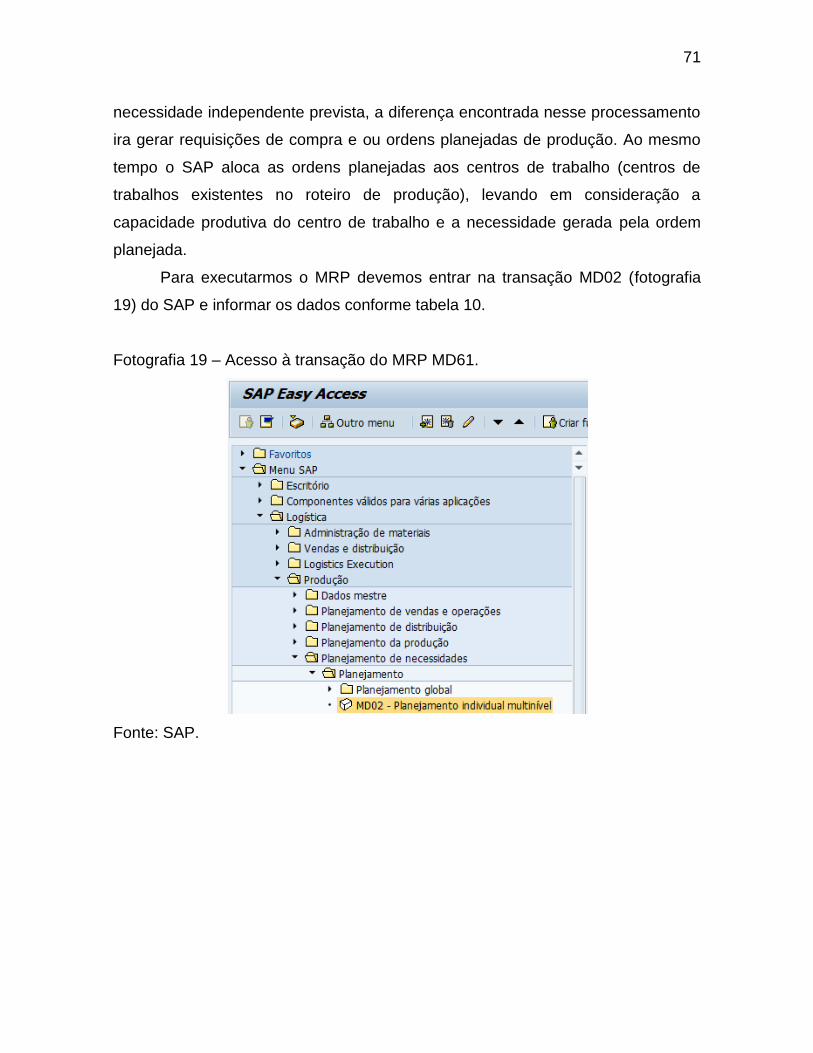
71
necessidade independente prevista, a diferença encontrada nesse processamento
ira gerar requisições de compra e ou ordens planejadas de produção. Ao mesmo
tempo o SAP aloca as ordens planejadas aos centros de trabalho (centros de
trabalhos existentes no roteiro de produção), levando em consideração a
capacidade produtiva do centro de trabalho e a necessidade gerada pela ordem
planejada.
Para executarmos o MRP devemos entrar na transação MD02 (fotografia
19) do SAP e informar os dados conforme tabela 10.
Fotografia 19 – Acesso à transação do MRP MD61.
Fonte: SAP.
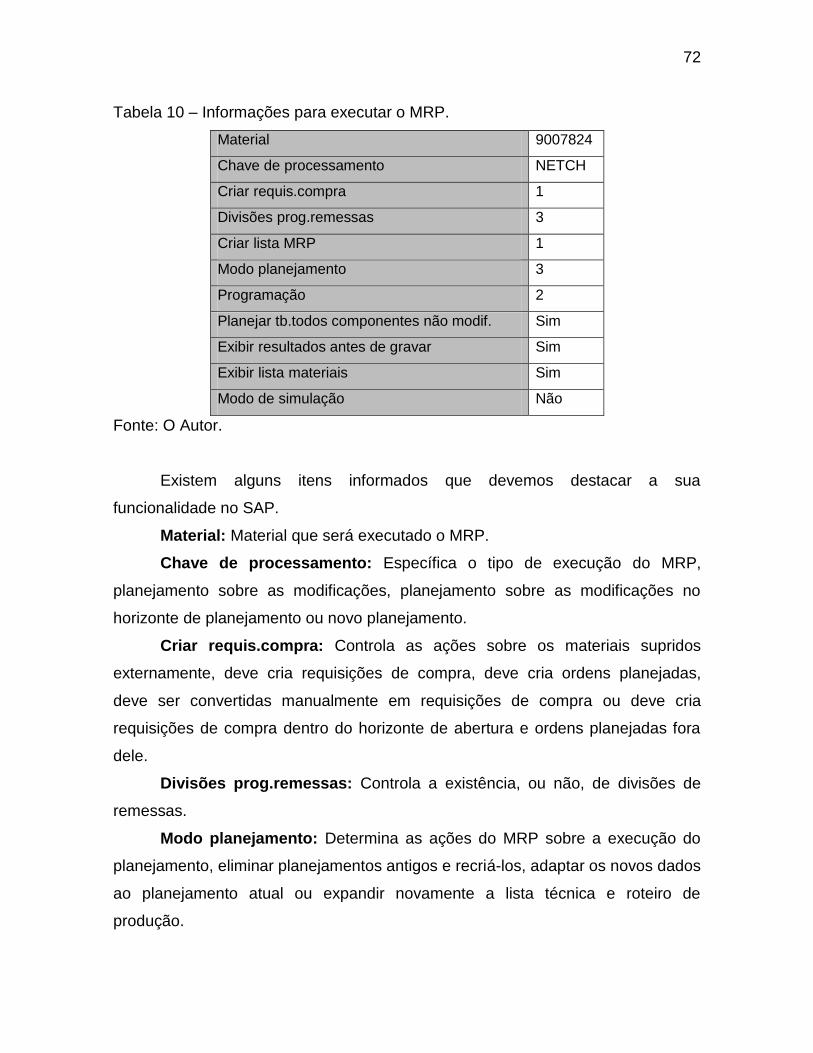
72
Tabela 10 – Informações para executar o MRP.
Material 9007824
Chave de processamento NETCH
Criar requis.compra 1
Divisões prog.remessas 3
Criar lista MRP 1
Modo planejamento 3
Programação 2
Planejar tb.todos componentes não modif. Sim
Exibir resultados antes de gravar Sim
Exibir lista materiais Sim
Modo de simulação Não
Fonte: O Autor.
Existem alguns itens informados que devemos destacar a sua
funcionalidade no SAP.
Material: Material que será executado o MRP.
Chave de processamento: Específica o tipo de execução do MRP,
planejamento sobre as modificações, planejamento sobre as modificações no
horizonte de planejamento ou novo planejamento.
Criar requis.compra: Controla as ações sobre os materiais supridos
externamente, deve cria requisições de compra, deve cria ordens planejadas,
deve ser convertidas manualmente em requisições de compra ou deve cria
requisições de compra dentro do horizonte de abertura e ordens planejadas fora
dele.
Divisões prog.remessas: Controla a existência, ou não, de divisões de
remessas.
Modo planejamento: Determina as ações do MRP sobre a execução do
planejamento, eliminar planejamentos antigos e recriá-los, adaptar os novos dados
ao planejamento atual ou expandir novamente a lista técnica e roteiro de
produção.

73
Programação: Determina como deve ser as datas das ordens planejadas,
com base nos dados mestre dos materiais, componentes ou com base na
capacidade de produção de cada centro de trabalho.
Modo de simulação: Essa opção possibilita a execução do MRP com
dados reais em modo simulado. Essa opção possibilita o usuário validar as
informações antes de gerar um planejamento real.
Ao executar o MRP no material acabado teremos o resultado da fotografia
20, onde podemos visualizar o estoque atual e a existência de dez ordens
planejadas de produção de 1.000 unidades, conforme especificado no mestre de
materiais para o tamanho máximo do lote. Outra informação de destaque é a data
da necessidade, primeiro de dezembro, conforme o planejamento da gestão de
demanda. Devemos salvar esse planejamento para que a execução ocorra em
todos os níveis da estrutura do produto acabado.
Fotografia 20 – Resultado da execução do MRP.
Fonte: SAP.
Para visualizarmos os resultados da execução do MRP no SAP, devemos
entrar na transação MD05, conforme fotografia 21.
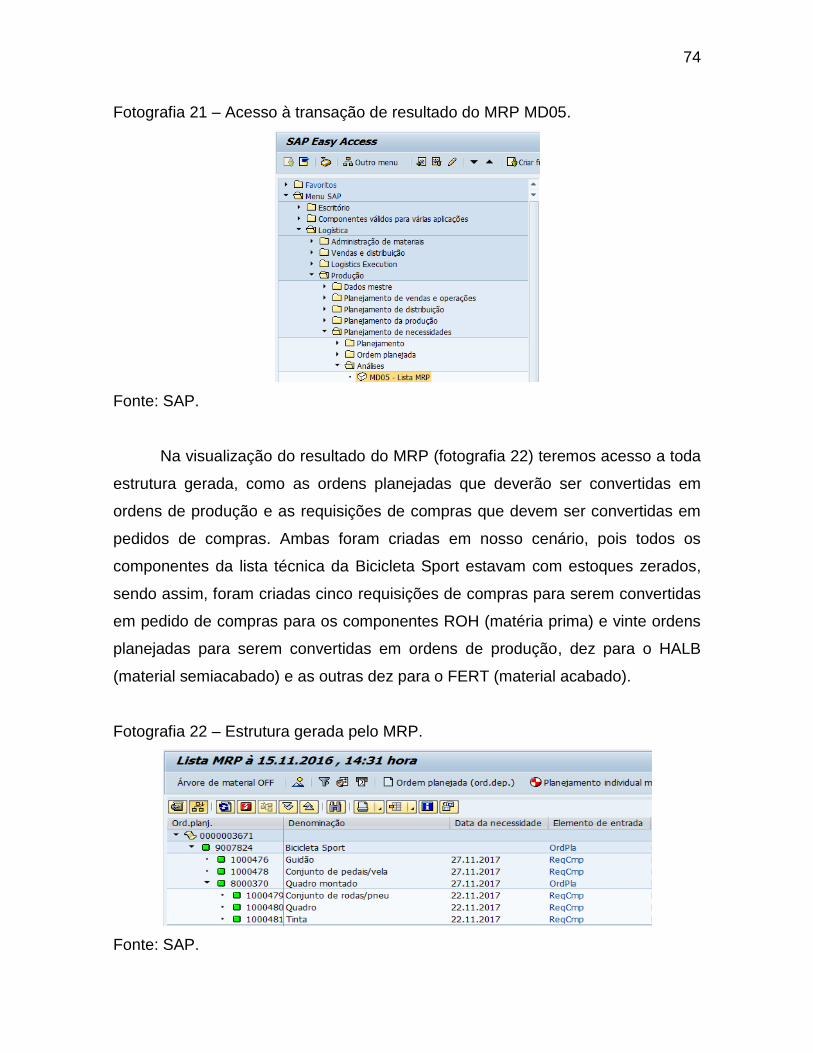
74
Fotografia 21 – Acesso à transação de resultado do MRP MD05.
Fonte: SAP.
Na visualização do resultado do MRP (fotografia 22) teremos acesso a toda
estrutura gerada, como as ordens planejadas que deverão ser convertidas em
ordens de produção e as requisições de compras que devem ser convertidas em
pedidos de compras. Ambas foram criadas em nosso cenário, pois todos os
componentes da lista técnica da Bicicleta Sport estavam com estoques zerados,
sendo assim, foram criadas cinco requisições de compras para serem convertidas
em pedido de compras para os componentes ROH (matéria prima) e vinte ordens
planejadas para serem convertidas em ordens de produção, dez para o HALB
(material semiacabado) e as outras dez para o FERT (material acabado).
Fotografia 22 – Estrutura gerada pelo MRP.
Fonte: SAP.
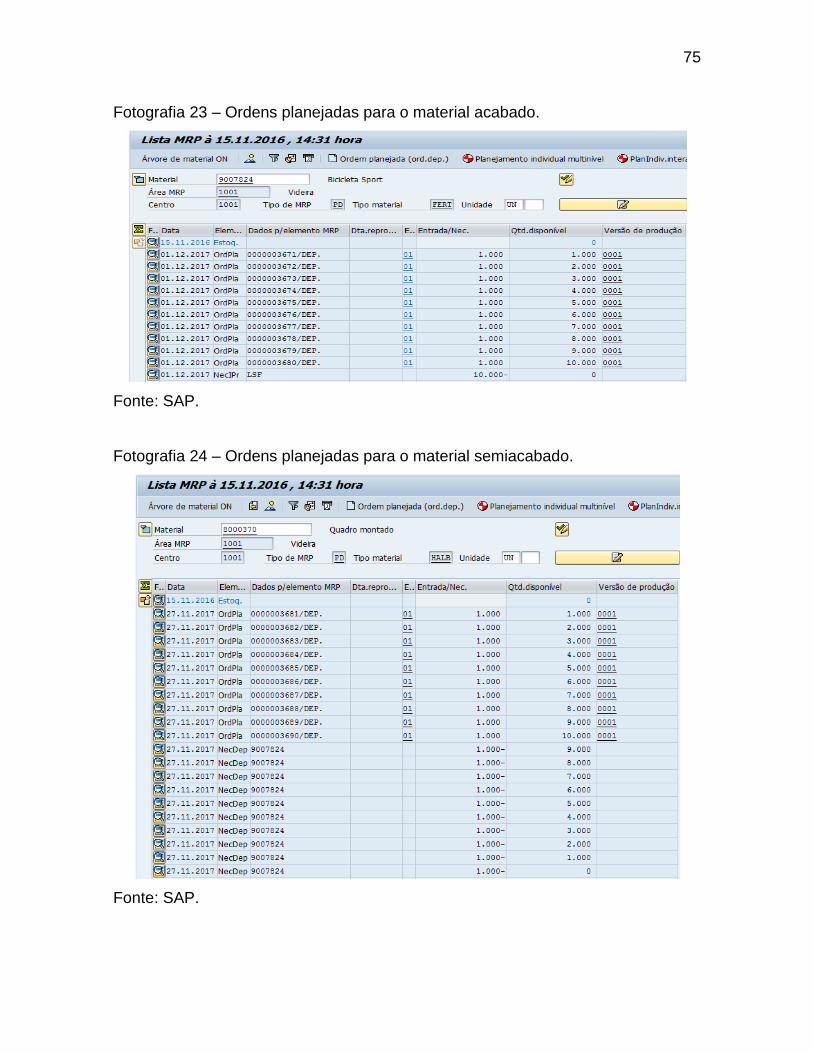
75
Fotografia 23 – Ordens planejadas para o material acabado.
Fonte: SAP.
Fotografia 24 – Ordens planejadas para o material semiacabado.
Fonte: SAP.
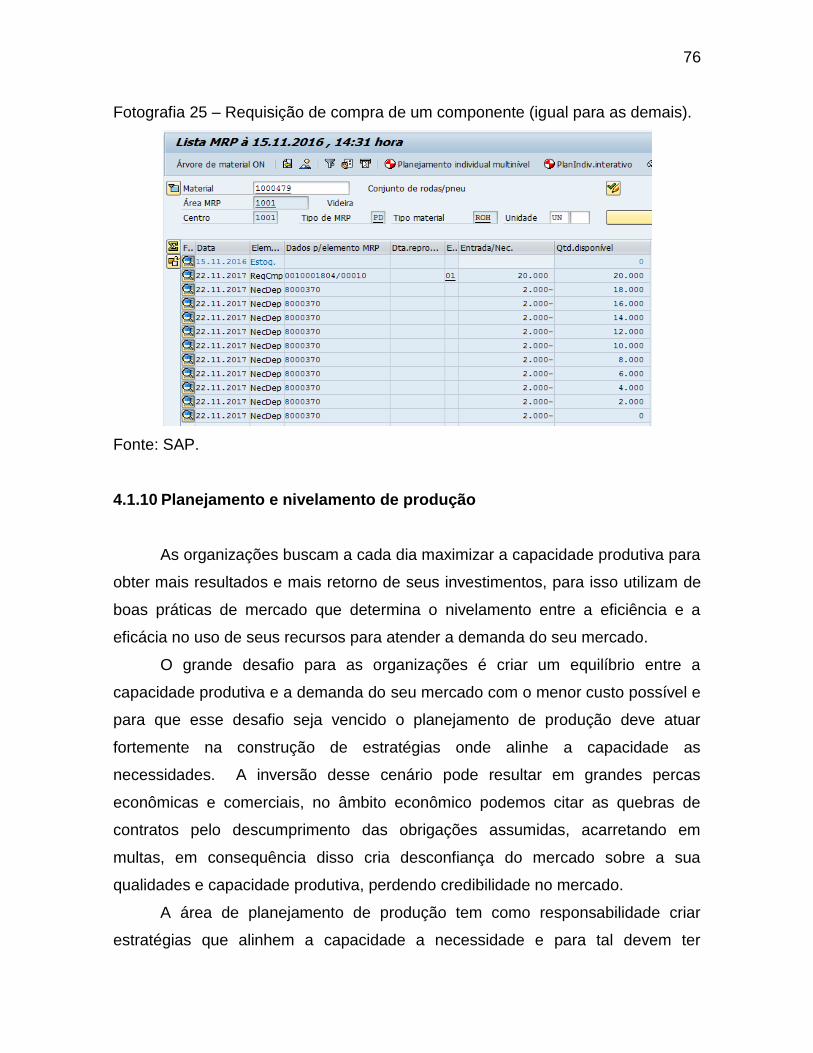
76
Fotografia 25 – Requisição de compra de um componente (igual para as demais).
Fonte: SAP.
4.1.10 Planejamento e nivelamento de produção
As organizações buscam a cada dia maximizar a capacidade produtiva para
obter mais resultados e mais retorno de seus investimentos, para isso utilizam de
boas práticas de mercado que determina o nivelamento entre a eficiência e a
eficácia no uso de seus recursos para atender a demanda do seu mercado.
O grande desafio para as organizações é criar um equilíbrio entre a
capacidade produtiva e a demanda do seu mercado com o menor custo possível e
para que esse desafio seja vencido o planejamento de produção deve atuar
fortemente na construção de estratégias onde alinhe a capacidade as
necessidades. A inversão desse cenário pode resultar em grandes percas
econômicas e comerciais, no âmbito econômico podemos citar as quebras de
contratos pelo descumprimento das obrigações assumidas, acarretando em
multas, em consequência disso cria desconfiança do mercado sobre a sua
qualidades e capacidade produtiva, perdendo credibilidade no mercado.
A área de planejamento de produção tem como responsabilidade criar
estratégias que alinhem a capacidade a necessidade e para tal devem ter

77
informações primordiais sobre capacidades e disponibilidades. A capacidade,
isoladamente, vem associada ao termo de volume máximo ou quantidade máxima,
para ter sentido à programação de produção a capacidade deve vir associada à
dimensão de tempo, gerando informações sobre disponibilidade.
Para Gaither e Frazier (2001) capacidade de produção é o maior nível de
produção que uma empresa pode manter dentro de uma estrutura de
programação de trabalho realista, levando em conta um período de inatividade
normal e supondo uma disponibilidade suficiente de entradas para operar a
maquinaria e o equipamento existente.
Para Moreira (2004) é a quantidade máxima de produtos e/ou serviços que
podem ser produzidos num determinado tempo.
O nivelamento de produção é um conceito relacionado à programação de
produção que alinha o sequenciamento dos pedidos no processo de produção
alinhando planejamento a capacidade e eliminando as sobrecargas, conforme
esquema 25.
Esquema 25 – Planejamento alinhado a capacidade.
Fonte: O Autor.
O nivelamento de produção proporciona tomadas de decisão como, O que
produzir? Quanto produzir? Quando produzir? E como produzir? Reduzindo as
incertezas e convertendo a instabilidade de demandas em um nivelado e
previsível processo produtivo.
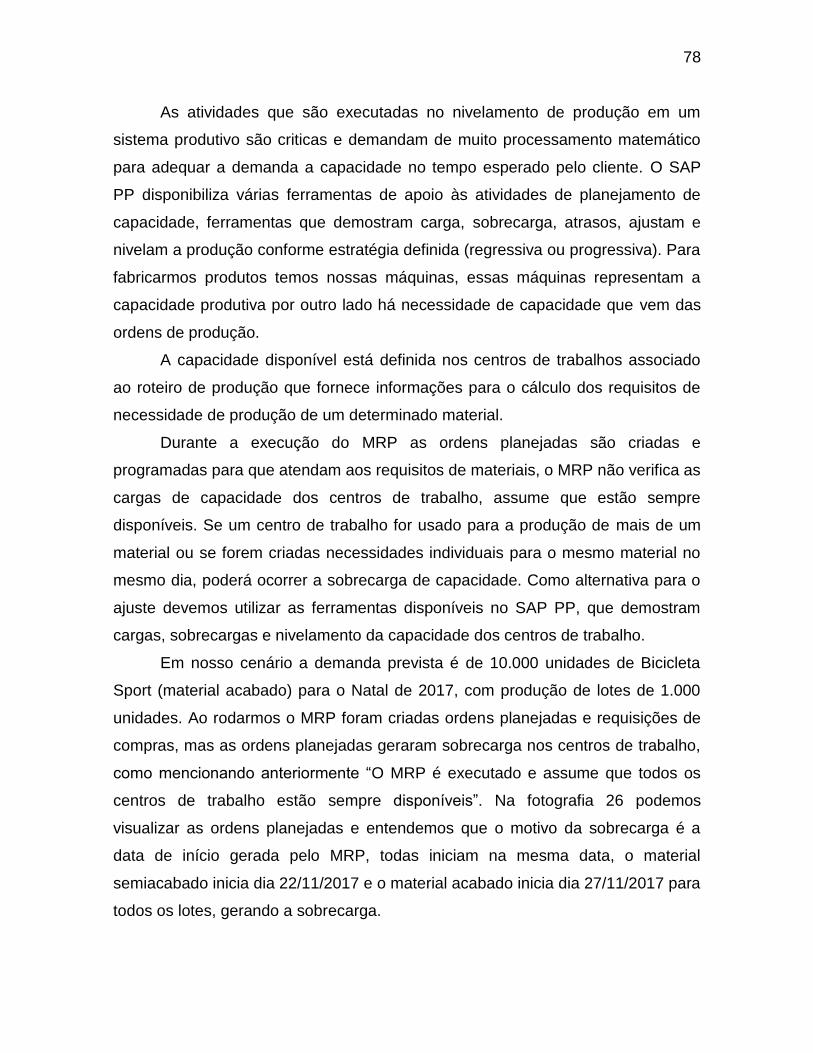
78
As atividades que são executadas no nivelamento de produção em um
sistema produtivo são criticas e demandam de muito processamento matemático
para adequar a demanda a capacidade no tempo esperado pelo cliente. O SAP
PP disponibiliza várias ferramentas de apoio às atividades de planejamento de
capacidade, ferramentas que demostram carga, sobrecarga, atrasos, ajustam e
nivelam a produção conforme estratégia definida (regressiva ou progressiva). Para
fabricarmos produtos temos nossas máquinas, essas máquinas representam a
capacidade produtiva por outro lado há necessidade de capacidade que vem das
ordens de produção.
A capacidade disponível está definida nos centros de trabalhos associado
ao roteiro de produção que fornece informações para o cálculo dos requisitos de
necessidade de produção de um determinado material.
Durante a execução do MRP as ordens planejadas são criadas e
programadas para que atendam aos requisitos de materiais, o MRP não verifica as
cargas de capacidade dos centros de trabalho, assume que estão sempre
disponíveis. Se um centro de trabalho for usado para a produção de mais de um
material ou se forem criadas necessidades individuais para o mesmo material no
mesmo dia, poderá ocorrer a sobrecarga de capacidade. Como alternativa para o
ajuste devemos utilizar as ferramentas disponíveis no SAP PP, que demostram
cargas, sobrecargas e nivelamento da capacidade dos centros de trabalho.
Em nosso cenário a demanda prevista é de 10.000 unidades de Bicicleta
Sport (material acabado) para o Natal de 2017, com produção de lotes de 1.000
unidades. Ao rodarmos o MRP foram criadas ordens planejadas e requisições de
compras, mas as ordens planejadas geraram sobrecarga nos centros de trabalho,
como mencionando anteriormente “O MRP é executado e assume que todos os
centros de trabalho estão sempre disponíveis”. Na fotografia 26 podemos
visualizar as ordens planejadas e entendemos que o motivo da sobrecarga é a
data de início gerada pelo MRP, todas iniciam na mesma data, o material
semiacabado inicia dia 22/11/2017 e o material acabado inicia dia 27/11/2017 para
todos os lotes, gerando a sobrecarga.
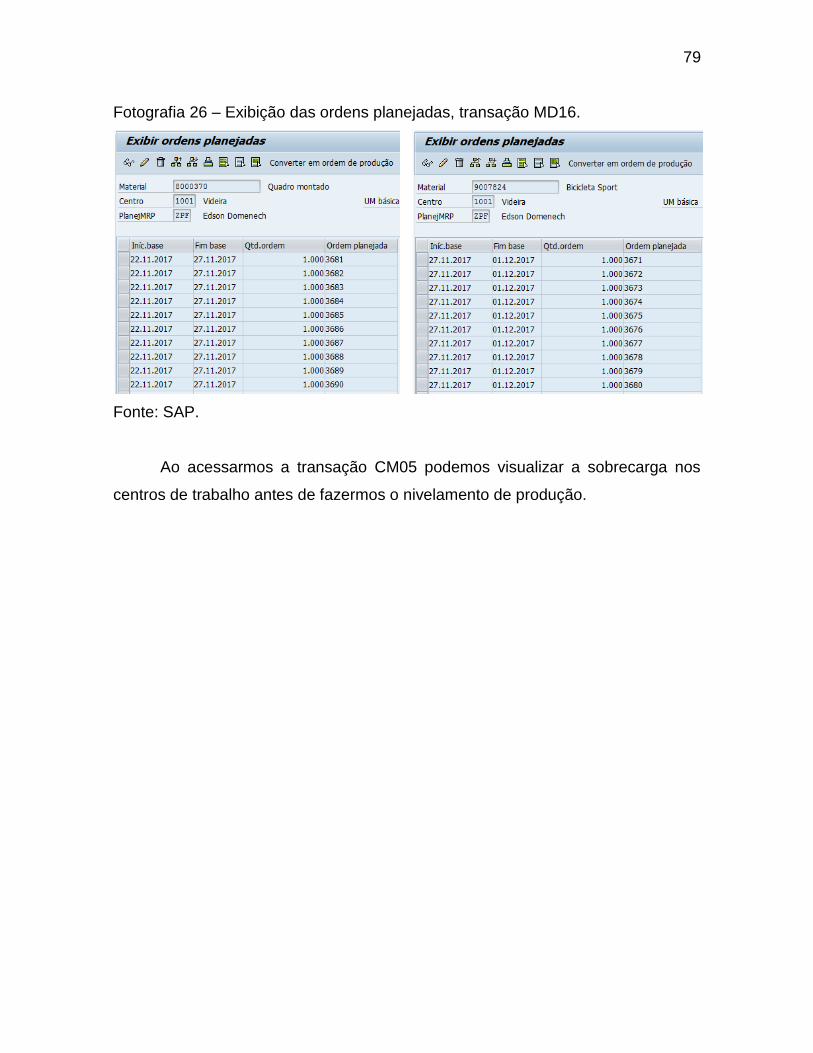
79
Fotografia 26 – Exibição das ordens planejadas, transação MD16.
Fonte: SAP.
Ao acessarmos a transação CM05 podemos visualizar a sobrecarga nos
centros de trabalho antes de fazermos o nivelamento de produção.

80
Fotografia 27 – Sobrecargas nos centros de trabalho, transação CM05.
Fonte: SAP.
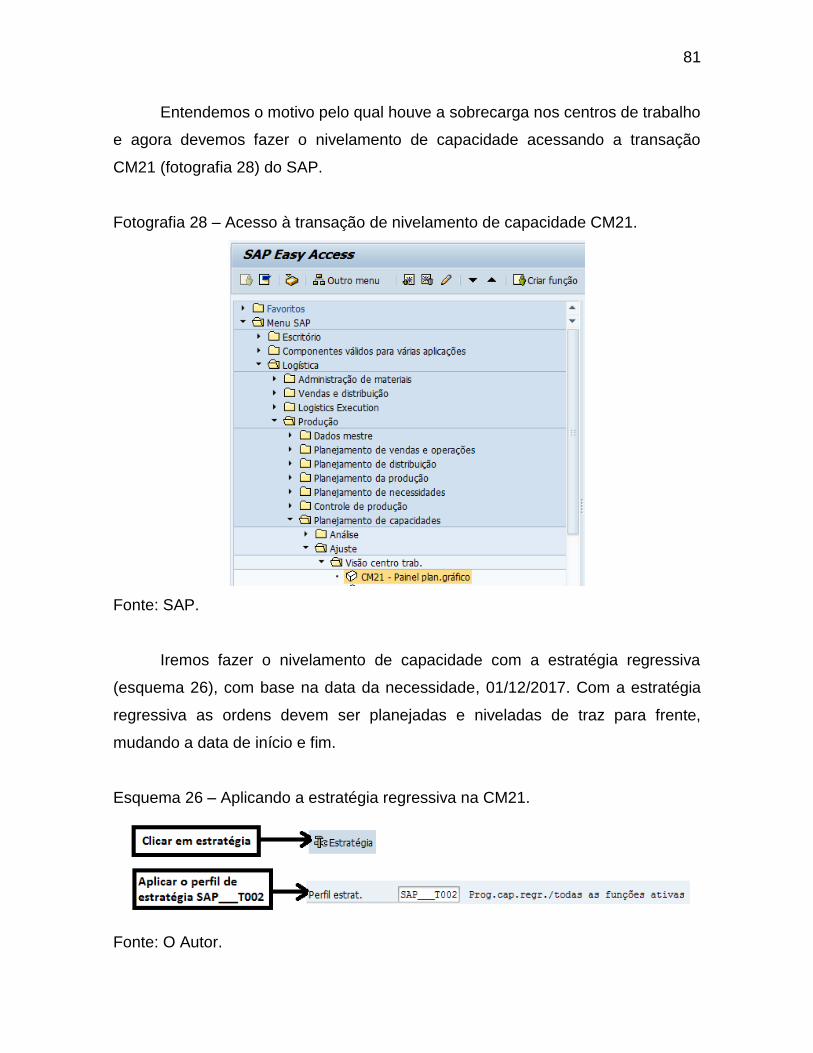
81
Entendemos o motivo pelo qual houve a sobrecarga nos centros de trabalho
e agora devemos fazer o nivelamento de capacidade acessando a transação
CM21 (fotografia 28) do SAP.
Fotografia 28 – Acesso à transação de nivelamento de capacidade CM21.
Fonte: SAP.
Iremos fazer o nivelamento de capacidade com a estratégia regressiva
(esquema 26), com base na data da necessidade, 01/12/2017. Com a estratégia
regressiva as ordens devem ser planejadas e niveladas de traz para frente,
mudando a data de início e fim.
Esquema 26 – Aplicando a estratégia regressiva na CM21.
Fonte: O Autor.
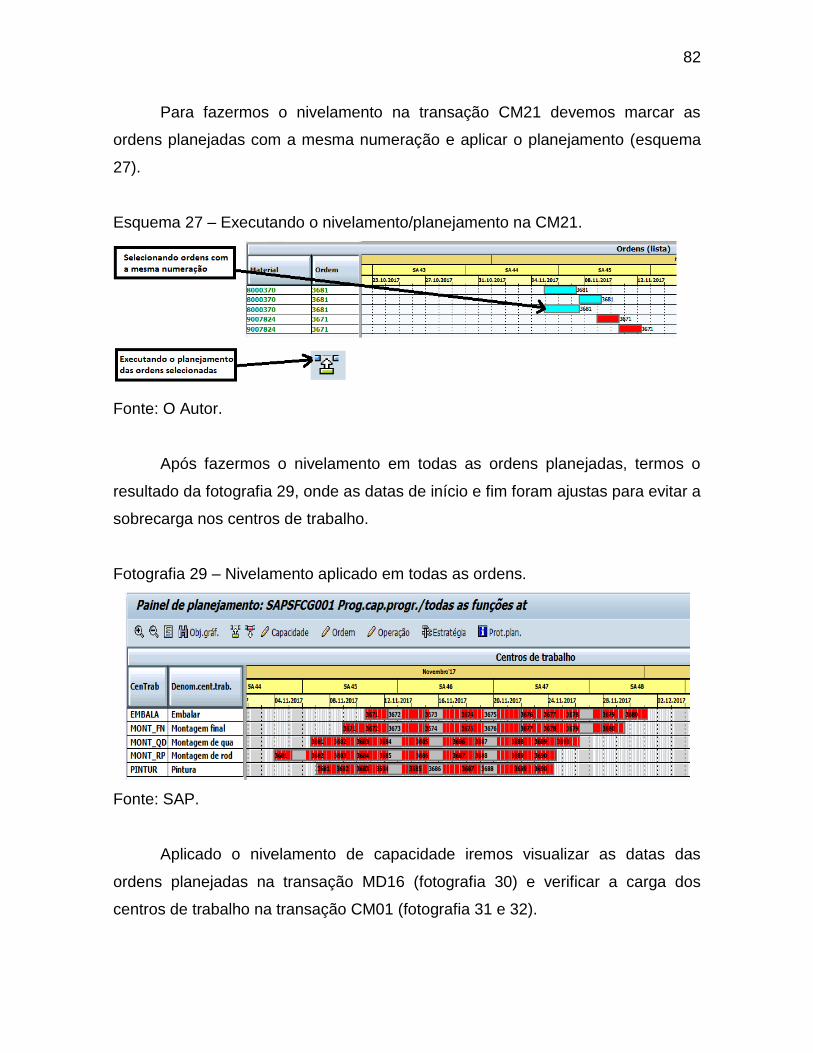
82
Para fazermos o nivelamento na transação CM21 devemos marcar as
ordens planejadas com a mesma numeração e aplicar o planejamento (esquema
27).
Esquema 27 – Executando o nivelamento/planejamento na CM21.
Fonte: O Autor.
Após fazermos o nivelamento em todas as ordens planejadas, termos o
resultado da fotografia 29, onde as datas de início e fim foram ajustas para evitar a
sobrecarga nos centros de trabalho.
Fotografia 29 – Nivelamento aplicado em todas as ordens.
Fonte: SAP.
Aplicado o nivelamento de capacidade iremos visualizar as datas das
ordens planejadas na transação MD16 (fotografia 30) e verificar a carga dos
centros de trabalho na transação CM01 (fotografia 31 e 32).
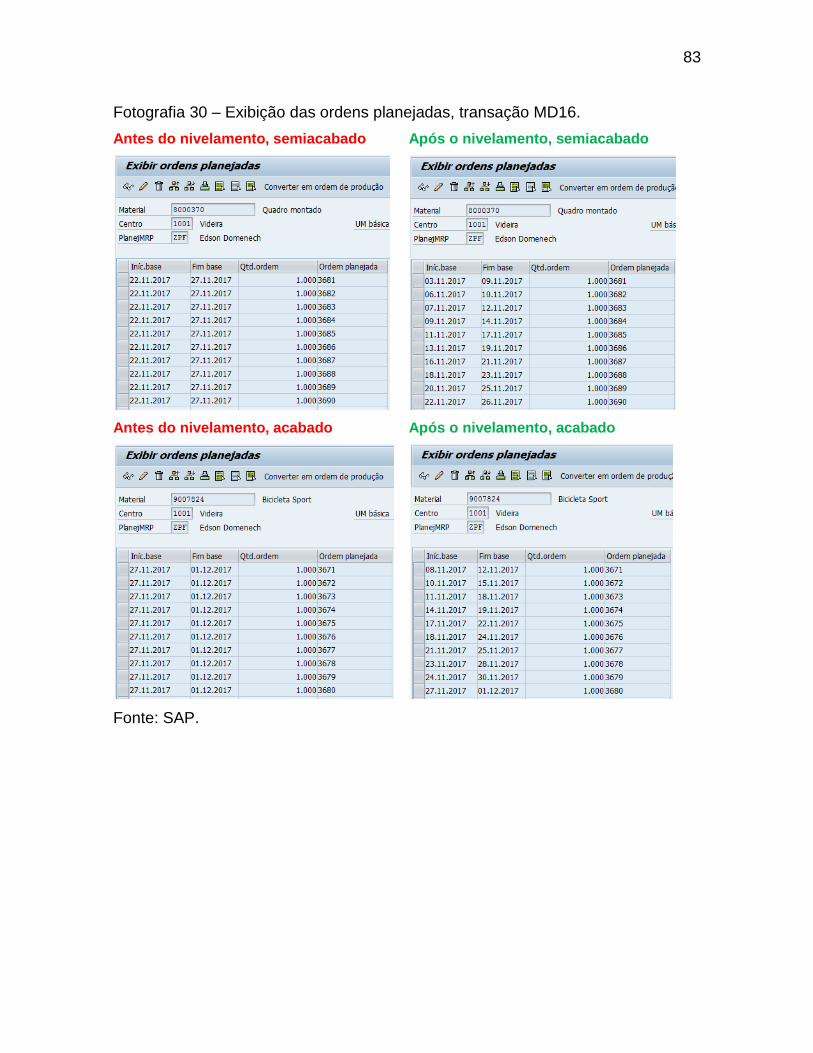
83
Fotografia 30 – Exibição das ordens planejadas, transação MD16.
Antes do nivelamento, semiacabado Após o nivelamento, semiacabado
Antes do nivelamento, acabado Após o nivelamento, acabado
Fonte: SAP.

84
Fotografia 31 – Cargas nos centros de trabalho do material semiacabado, transação CM01.
Fonte: SAP.
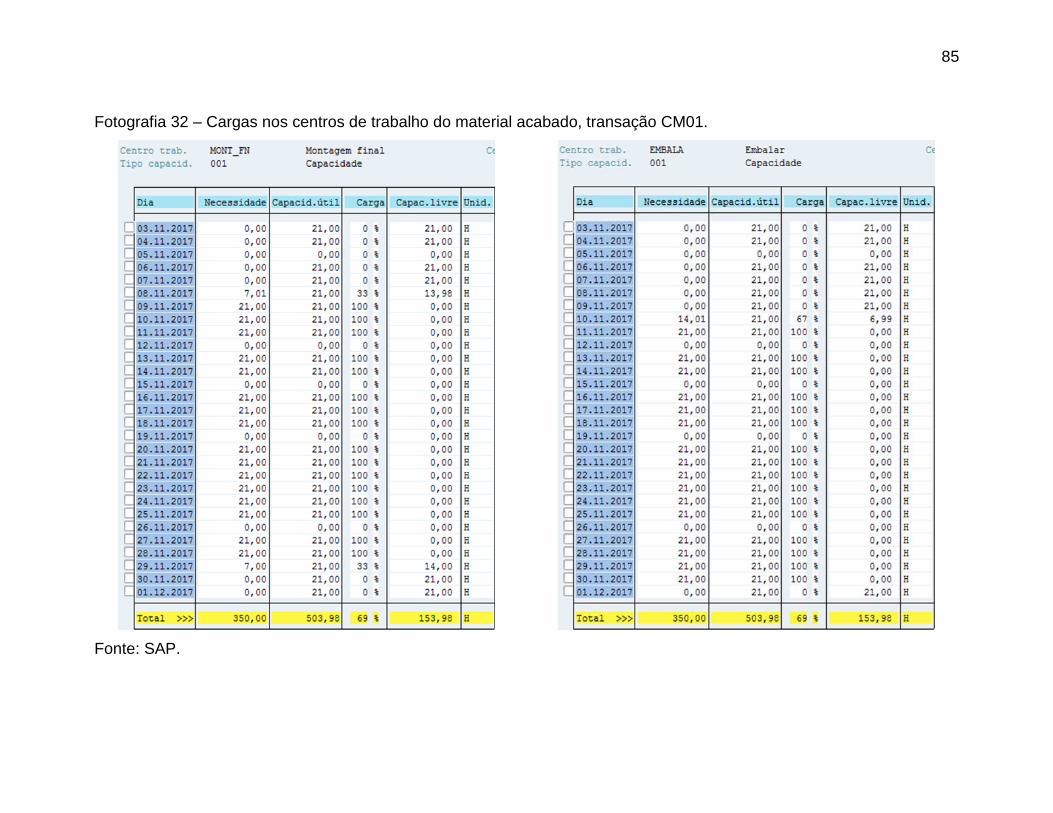
85
Fotografia 32 – Cargas nos centros de trabalho do material acabado, transação CM01.
Fonte: SAP.
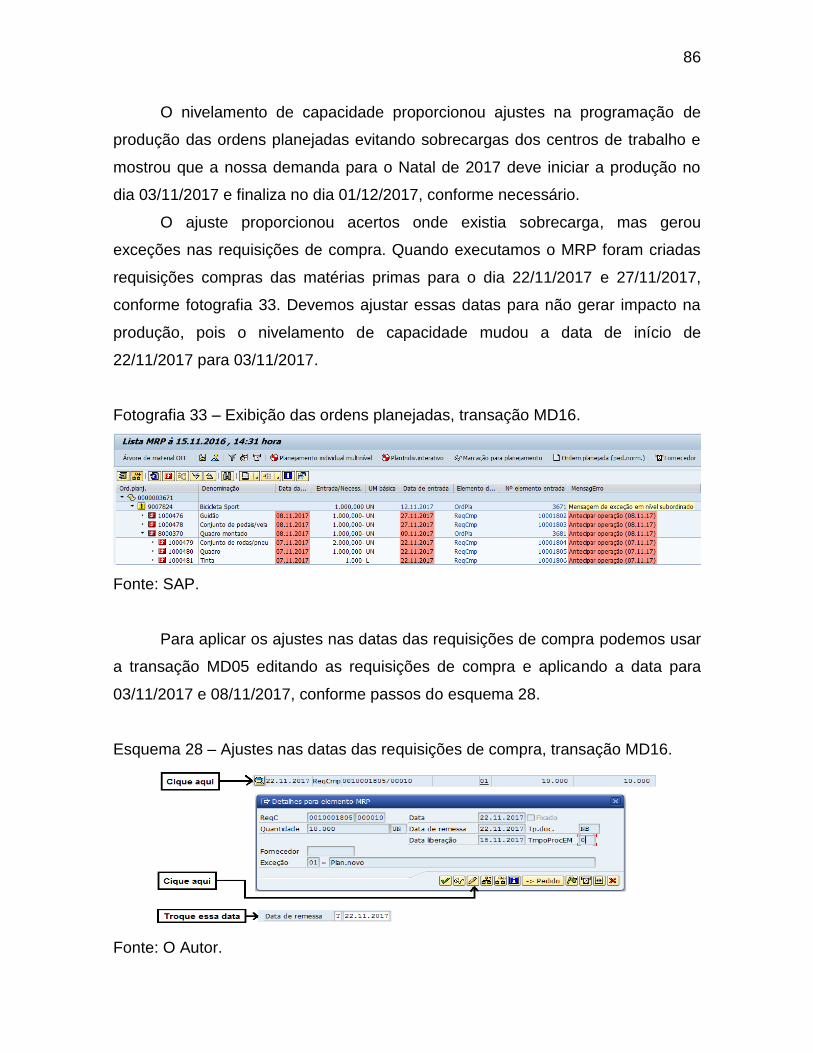
86
O nivelamento de capacidade proporcionou ajustes na programação de
produção das ordens planejadas evitando sobrecargas dos centros de trabalho e
mostrou que a nossa demanda para o Natal de 2017 deve iniciar a produção no
dia 03/11/2017 e finaliza no dia 01/12/2017, conforme necessário.
O ajuste proporcionou acertos onde existia sobrecarga, mas gerou
exceções nas requisições de compra. Quando executamos o MRP foram criadas
requisições compras das matérias primas para o dia 22/11/2017 e 27/11/2017,
conforme fotografia 33. Devemos ajustar essas datas para não gerar impacto na
produção, pois o nivelamento de capacidade mudou a data de início de
22/11/2017 para 03/11/2017.
Fotografia 33 – Exibição das ordens planejadas, transação MD16.
Fonte: SAP.
Para aplicar os ajustes nas datas das requisições de compra podemos usar
a transação MD05 editando as requisições de compra e aplicando a data para
03/11/2017 e 08/11/2017, conforme passos do esquema 28.
Esquema 28 – Ajustes nas datas das requisições de compra, transação MD16.
Fonte: O Autor.
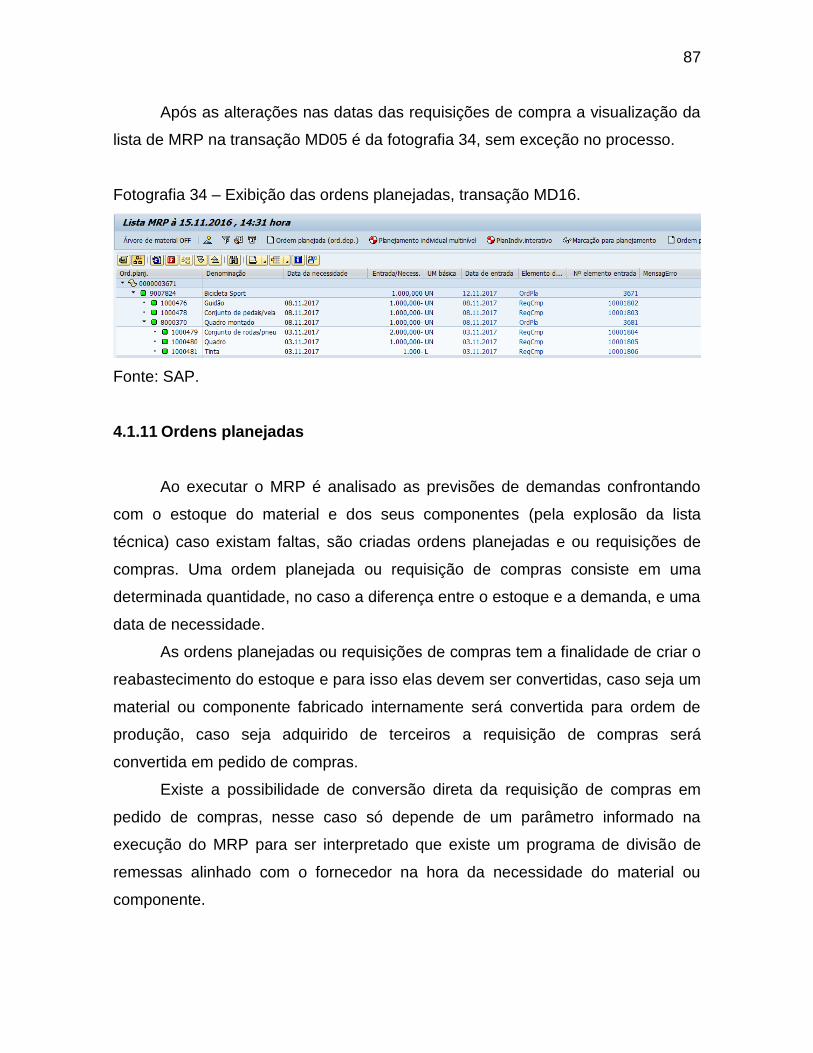
87
Após as alterações nas datas das requisições de compra a visualização da
lista de MRP na transação MD05 é da fotografia 34, sem exceção no processo.
Fotografia 34 – Exibição das ordens planejadas, transação MD16.
Fonte: SAP.
4.1.11 Ordens planejadas
Ao executar o MRP é analisado as previsões de demandas confrontando
com o estoque do material e dos seus componentes (pela explosão da lista
técnica) caso existam faltas, são criadas ordens planejadas e ou requisições de
compras. Uma ordem planejada ou requisição de compras consiste em uma
determinada quantidade, no caso a diferença entre o estoque e a demanda, e uma
data de necessidade.
As ordens planejadas ou requisições de compras tem a finalidade de criar o
reabastecimento do estoque e para isso elas devem ser convertidas, caso seja um
material ou componente fabricado internamente será convertida para ordem de
produção, caso seja adquirido de terceiros a requisição de compras será
convertida em pedido de compras.
Existe a possibilidade de conversão direta da requisição de compras em
pedido de compras, nesse caso só depende de um parâmetro informado na
execução do MRP para ser interpretado que existe um programa de divisão de
remessas alinhado com o fornecedor na hora da necessidade do material ou
componente.
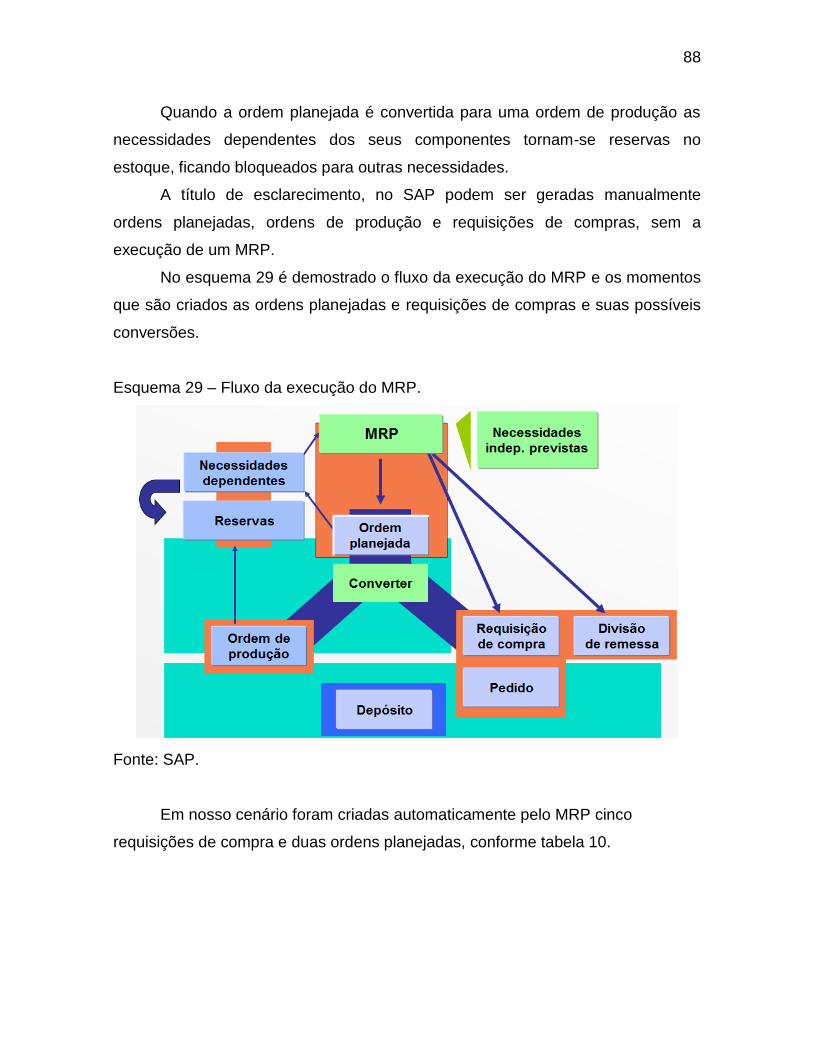
88
Quando a ordem planejada é convertida para uma ordem de produção as
necessidades dependentes dos seus componentes tornam-se reservas no
estoque, ficando bloqueados para outras necessidades.
A título de esclarecimento, no SAP podem ser geradas manualmente
ordens planejadas, ordens de produção e requisições de compras, sem a
execução de um MRP.
No esquema 29 é demostrado o fluxo da execução do MRP e os momentos
que são criados as ordens planejadas e requisições de compras e suas possíveis
conversões.
Esquema 29 – Fluxo da execução do MRP.
Fonte: SAP.
Em nosso cenário foram criadas automaticamente pelo MRP cinco
requisições de compra e duas ordens planejadas, conforme tabela 10.
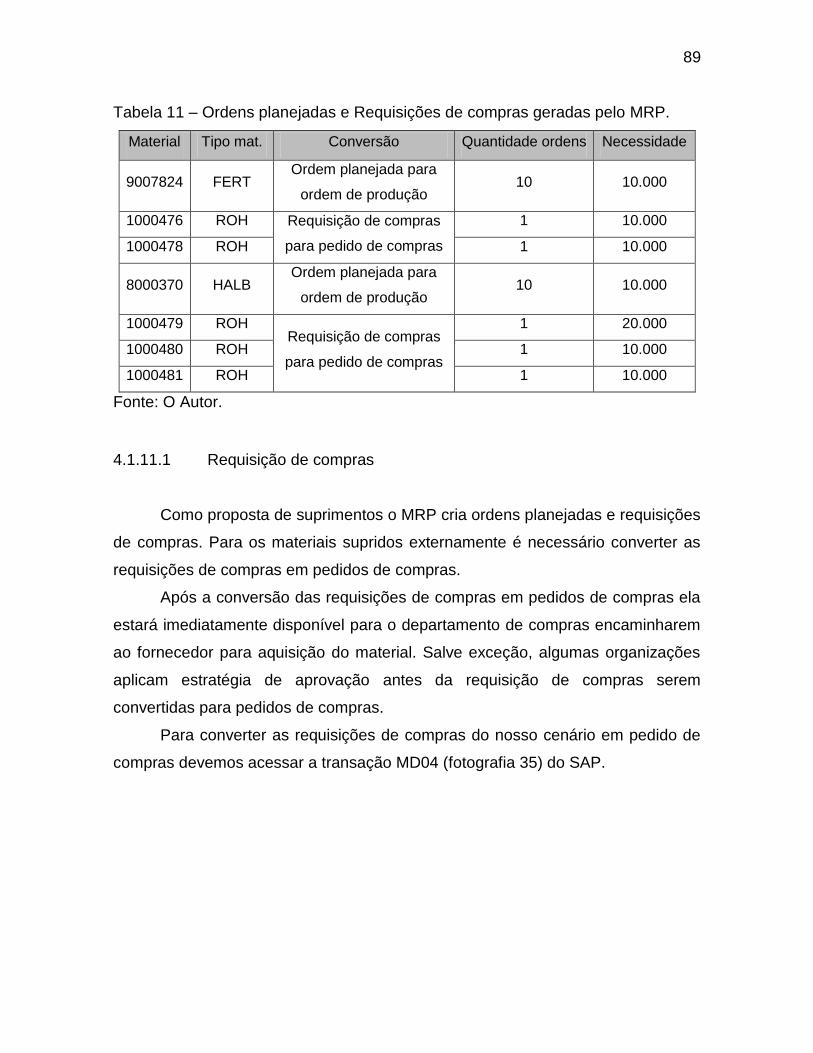
89
Tabela 11 – Ordens planejadas e Requisições de compras geradas pelo MRP.
Material Tipo mat. Conversão Quantidade ordens Necessidade
9007824 FERT Ordem planejada para
ordem de produção 10 10.000
1000476 ROH Requisição de compras
para pedido de compras
1 10.000
1000478 ROH 1 10.000
8000370 HALB Ordem planejada para
ordem de produção 10 10.000
1000479 ROH Requisição de compras
para pedido de compras
1 20.000
1000480 ROH 1 10.000
1000481 ROH 1 10.000
Fonte: O Autor.
4.1.11.1 Requisição de compras
Como proposta de suprimentos o MRP cria ordens planejadas e requisições
de compras. Para os materiais supridos externamente é necessário converter as
requisições de compras em pedidos de compras.
Após a conversão das requisições de compras em pedidos de compras ela
estará imediatamente disponível para o departamento de compras encaminharem
ao fornecedor para aquisição do material. Salve exceção, algumas organizações
aplicam estratégia de aprovação antes da requisição de compras serem
convertidas para pedidos de compras.
Para converter as requisições de compras do nosso cenário em pedido de
compras devemos acessar a transação MD04 (fotografia 35) do SAP.
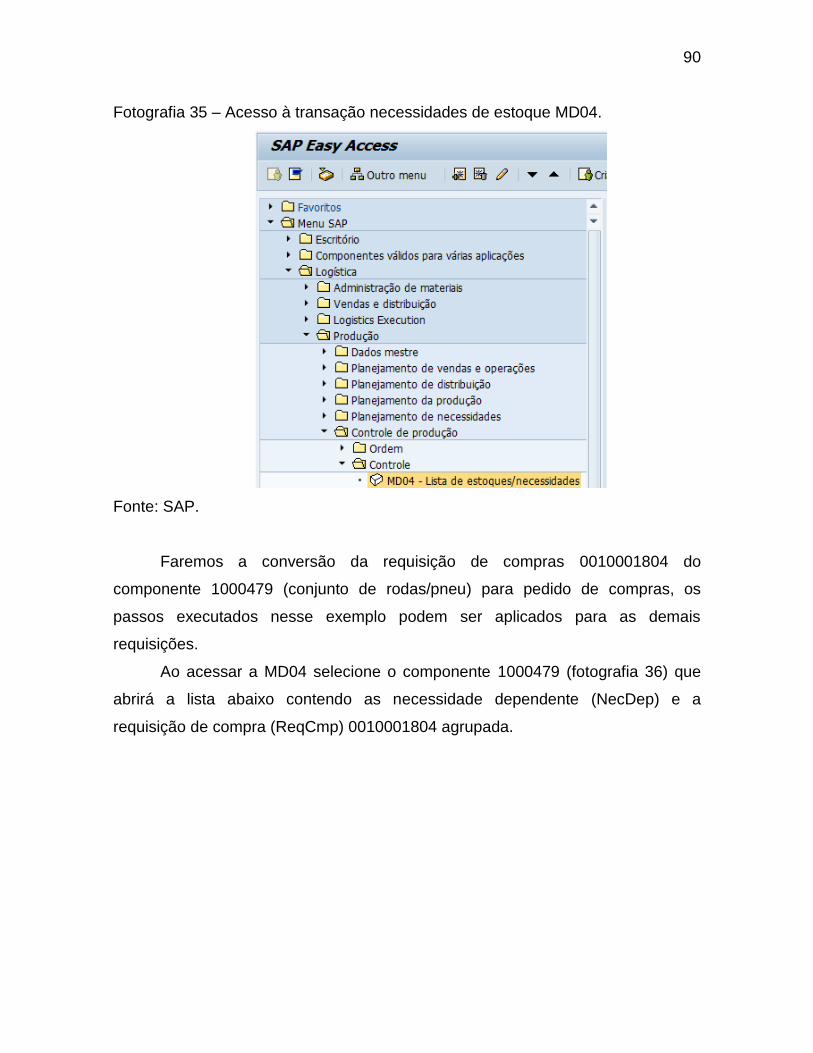
90
Fotografia 35 – Acesso à transação necessidades de estoque MD04.
Fonte: SAP.
Faremos a conversão da requisição de compras 0010001804 do
componente 1000479 (conjunto de rodas/pneu) para pedido de compras, os
passos executados nesse exemplo podem ser aplicados para as demais
requisições.
Ao acessar a MD04 selecione o componente 1000479 (fotografia 36) que
abrirá a lista abaixo contendo as necessidade dependente (NecDep) e a
requisição de compra (ReqCmp) 0010001804 agrupada.
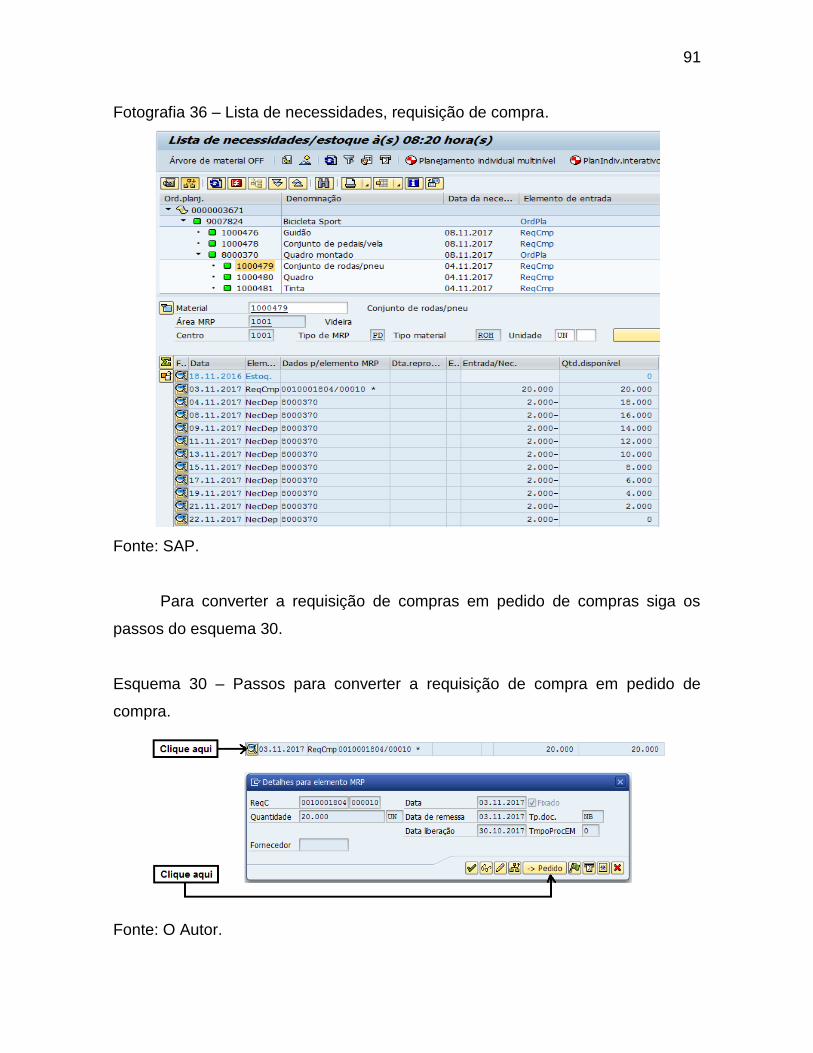
91
Fotografia 36 – Lista de necessidades, requisição de compra.
Fonte: SAP.
Para converter a requisição de compras em pedido de compras siga os
passos do esquema 30.
Esquema 30 – Passos para converter a requisição de compra em pedido de
compra.
Fonte: O Autor.
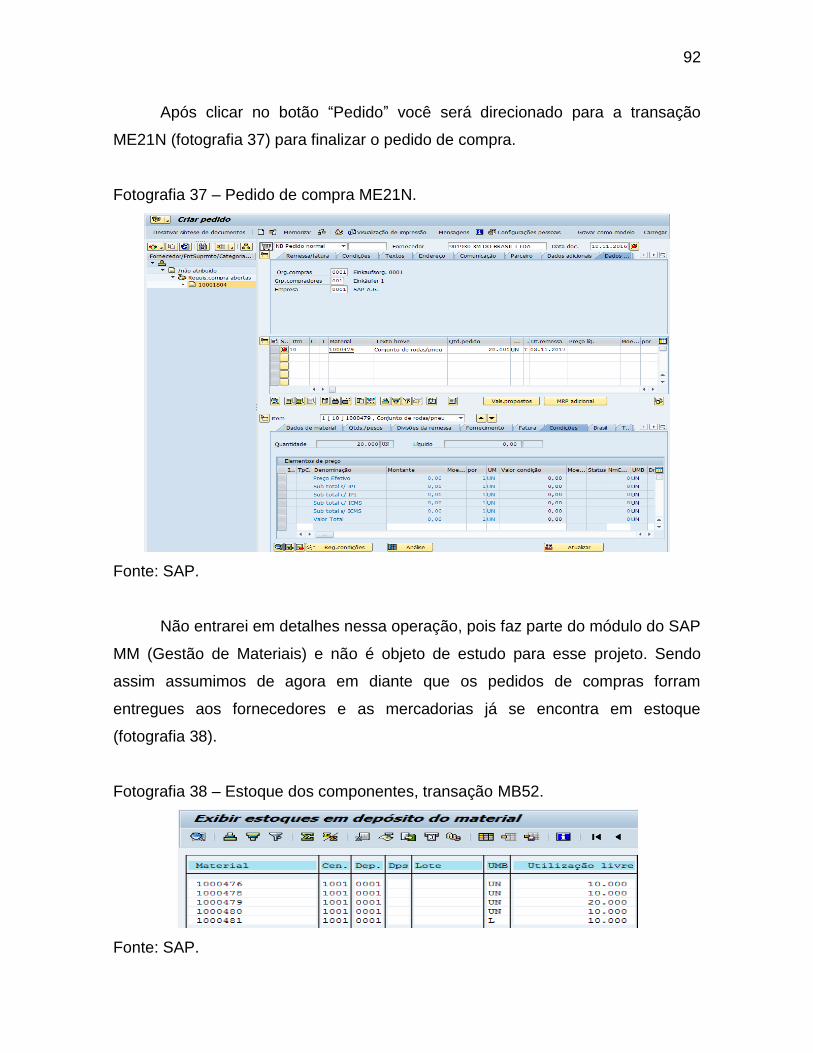
92
Após clicar no botão “Pedido” você será direcionado para a transação
ME21N (fotografia 37) para finalizar o pedido de compra.
Fotografia 37 – Pedido de compra ME21N.
Fonte: SAP.
Não entrarei em detalhes nessa operação, pois faz parte do módulo do SAP
MM (Gestão de Materiais) e não é objeto de estudo para esse projeto. Sendo
assim assumimos de agora em diante que os pedidos de compras forram
entregues aos fornecedores e as mercadorias já se encontra em estoque
(fotografia 38).
Fotografia 38 – Estoque dos componentes, transação MB52.
Fonte: SAP.
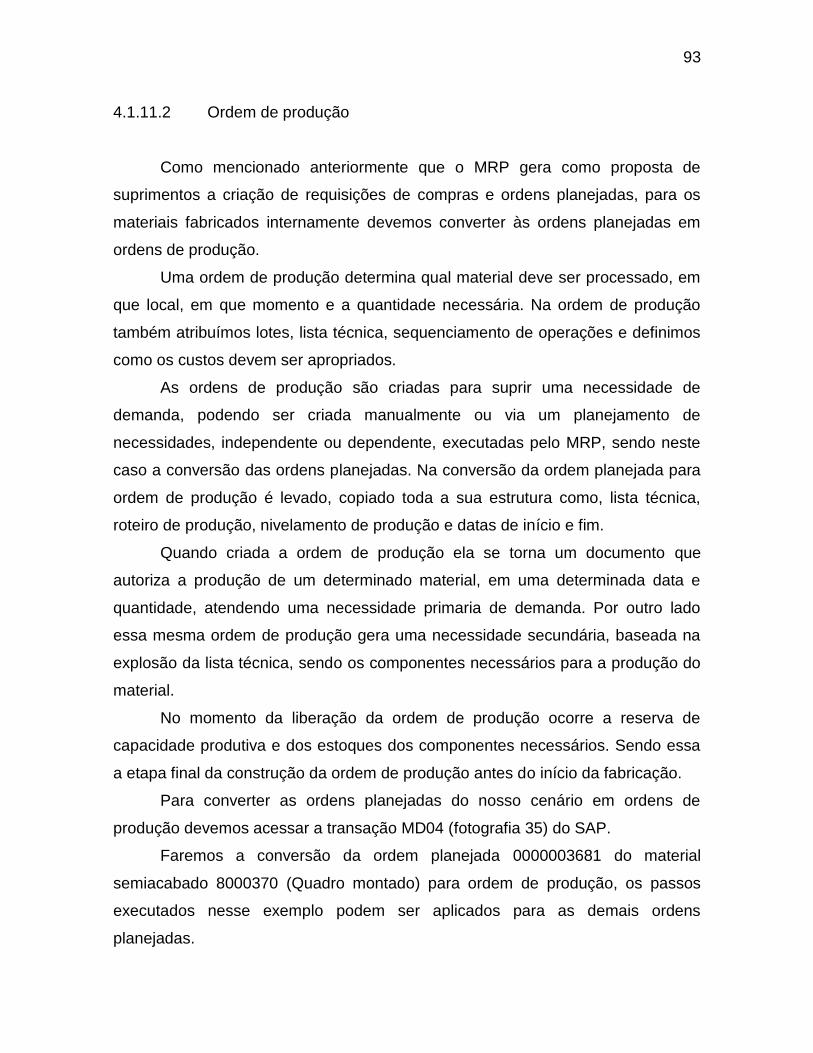
93
4.1.11.2 Ordem de produção
Como mencionado anteriormente que o MRP gera como proposta de
suprimentos a criação de requisições de compras e ordens planejadas, para os
materiais fabricados internamente devemos converter às ordens planejadas em
ordens de produção.
Uma ordem de produção determina qual material deve ser processado, em
que local, em que momento e a quantidade necessária. Na ordem de produção
também atribuímos lotes, lista técnica, sequenciamento de operações e definimos
como os custos devem ser apropriados.
As ordens de produção são criadas para suprir uma necessidade de
demanda, podendo ser criada manualmente ou via um planejamento de
necessidades, independente ou dependente, executadas pelo MRP, sendo neste
caso a conversão das ordens planejadas. Na conversão da ordem planejada para
ordem de produção é levado, copiado toda a sua estrutura como, lista técnica,
roteiro de produção, nivelamento de produção e datas de início e fim.
Quando criada a ordem de produção ela se torna um documento que
autoriza a produção de um determinado material, em uma determinada data e
quantidade, atendendo uma necessidade primaria de demanda. Por outro lado
essa mesma ordem de produção gera uma necessidade secundária, baseada na
explosão da lista técnica, sendo os componentes necessários para a produção do
material.
No momento da liberação da ordem de produção ocorre a reserva de
capacidade produtiva e dos estoques dos componentes necessários. Sendo essa
a etapa final da construção da ordem de produção antes do início da fabricação.
Para converter as ordens planejadas do nosso cenário em ordens de
produção devemos acessar a transação MD04 (fotografia 35) do SAP.
Faremos a conversão da ordem planejada 0000003681 do material
semiacabado 8000370 (Quadro montado) para ordem de produção, os passos
executados nesse exemplo podem ser aplicados para as demais ordens
planejadas.
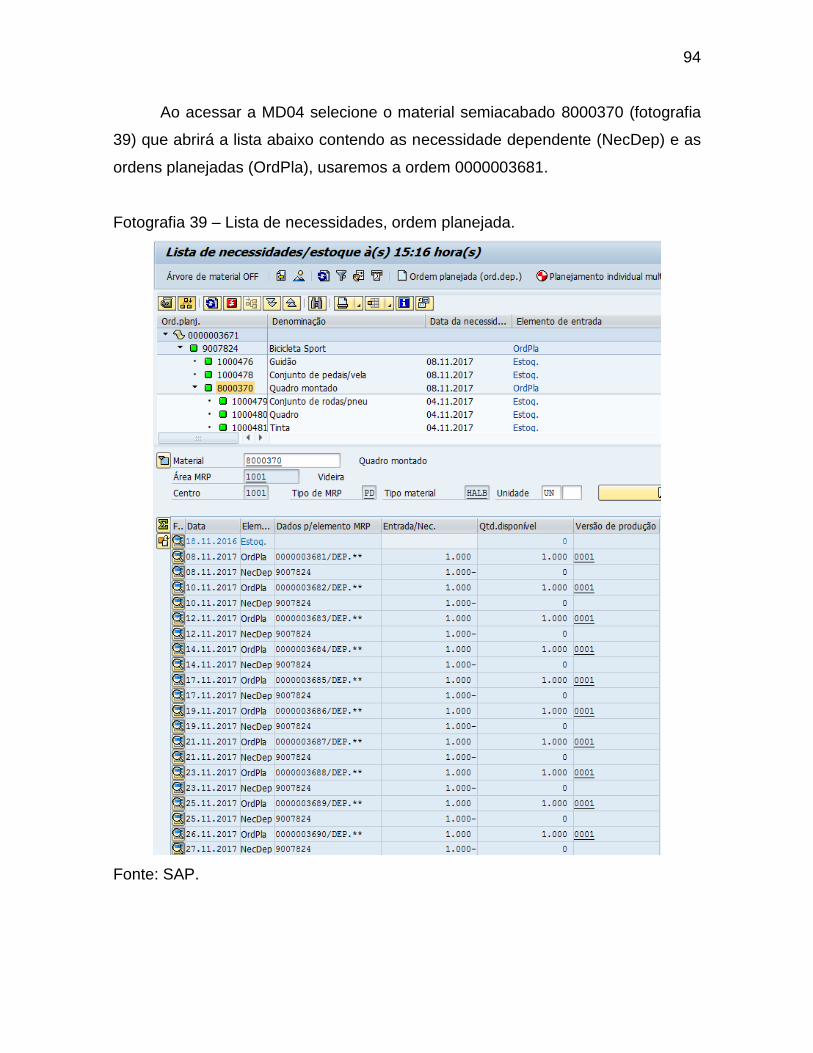
94
Ao acessar a MD04 selecione o material semiacabado 8000370 (fotografia
39) que abrirá a lista abaixo contendo as necessidade dependente (NecDep) e as
ordens planejadas (OrdPla), usaremos a ordem 0000003681.
Fotografia 39 – Lista de necessidades, ordem planejada.
Fonte: SAP.
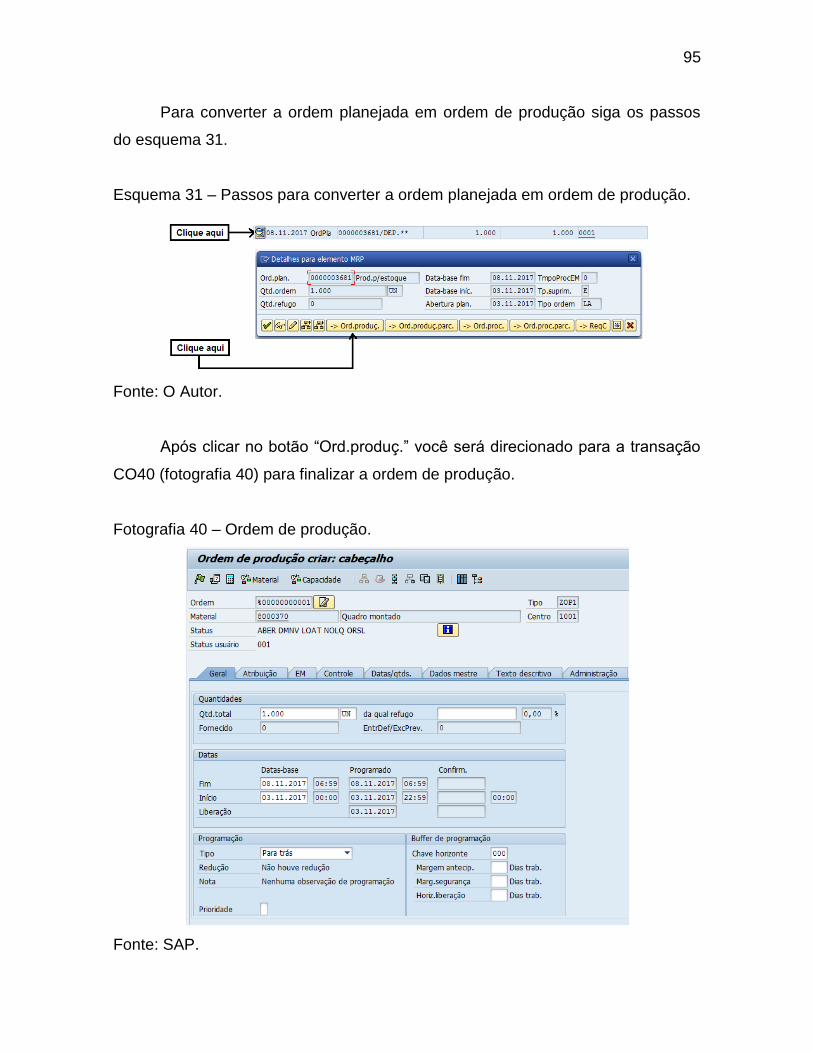
95
Para converter a ordem planejada em ordem de produção siga os passos
do esquema 31.
Esquema 31 – Passos para converter a ordem planejada em ordem de produção.
Fonte: O Autor.
Após clicar no botão “Ord.produç.” você será direcionado para a transação
CO40 (fotografia 40) para finalizar a ordem de produção.
Fotografia 40 – Ordem de produção.
Fonte: SAP.
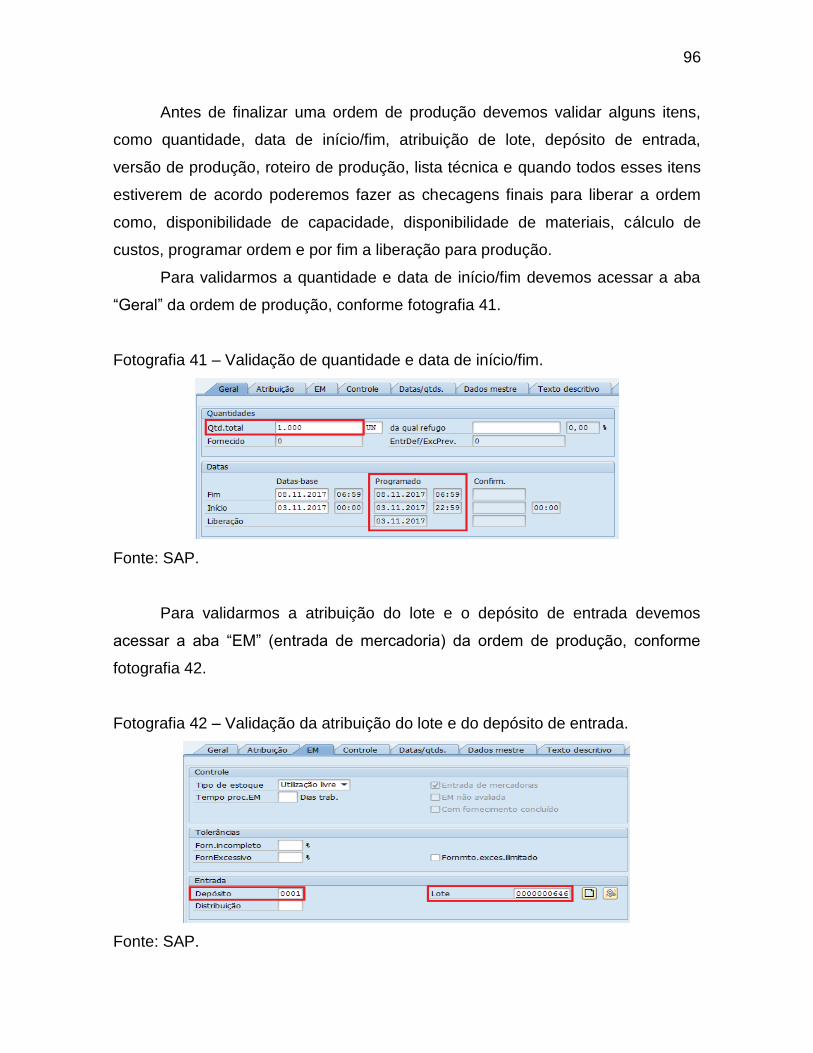
96
Antes de finalizar uma ordem de produção devemos validar alguns itens,
como quantidade, data de início/fim, atribuição de lote, depósito de entrada,
versão de produção, roteiro de produção, lista técnica e quando todos esses itens
estiverem de acordo poderemos fazer as checagens finais para liberar a ordem
como, disponibilidade de capacidade, disponibilidade de materiais, cálculo de
custos, programar ordem e por fim a liberação para produção.
Para validarmos a quantidade e data de início/fim devemos acessar a aba
“Geral” da ordem de produção, conforme fotografia 41.
Fotografia 41 – Validação de quantidade e data de início/fim.
Fonte: SAP.
Para validarmos a atribuição do lote e o depósito de entrada devemos
acessar a aba “EM” (entrada de mercadoria) da ordem de produção, conforme
fotografia 42.
Fotografia 42 – Validação da atribuição do lote e do depósito de entrada.
Fonte: SAP.
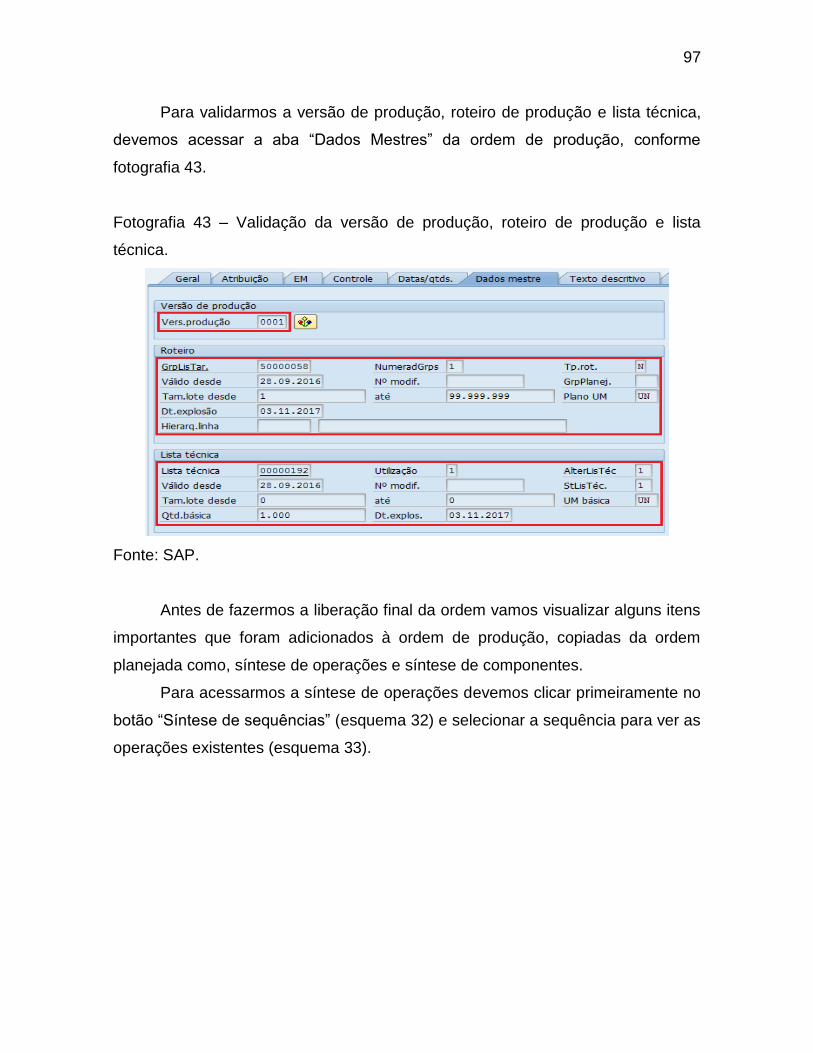
97
Para validarmos a versão de produção, roteiro de produção e lista técnica,
devemos acessar a aba “Dados Mestres” da ordem de produção, conforme
fotografia 43.
Fotografia 43 – Validação da versão de produção, roteiro de produção e lista
técnica.
Fonte: SAP.
Antes de fazermos a liberação final da ordem vamos visualizar alguns itens
importantes que foram adicionados à ordem de produção, copiadas da ordem
planejada como, síntese de operações e síntese de componentes.
Para acessarmos a síntese de operações devemos clicar primeiramente no
botão “Síntese de sequências” (esquema 32) e selecionar a sequência para ver as
operações existentes (esquema 33).
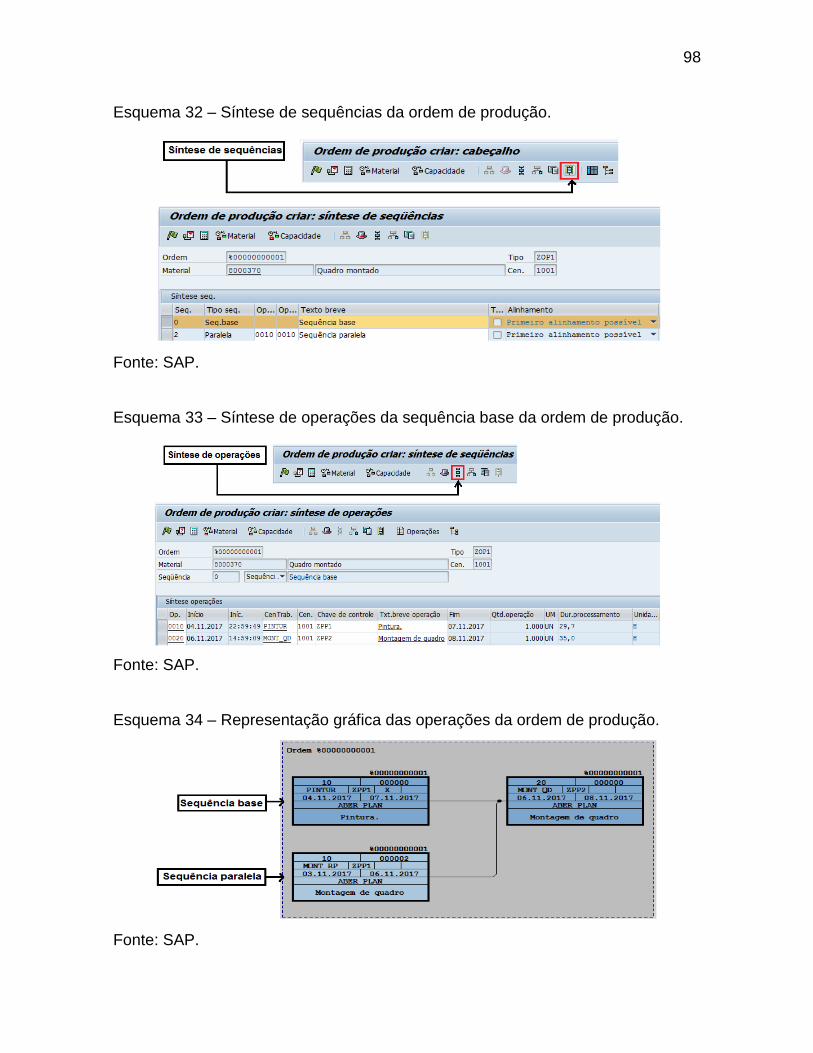
98
Esquema 32 – Síntese de sequências da ordem de produção.
Fonte: SAP.
Esquema 33 – Síntese de operações da sequência base da ordem de produção.
Fonte: SAP.
Esquema 34 – Representação gráfica das operações da ordem de produção.
Fonte: SAP.
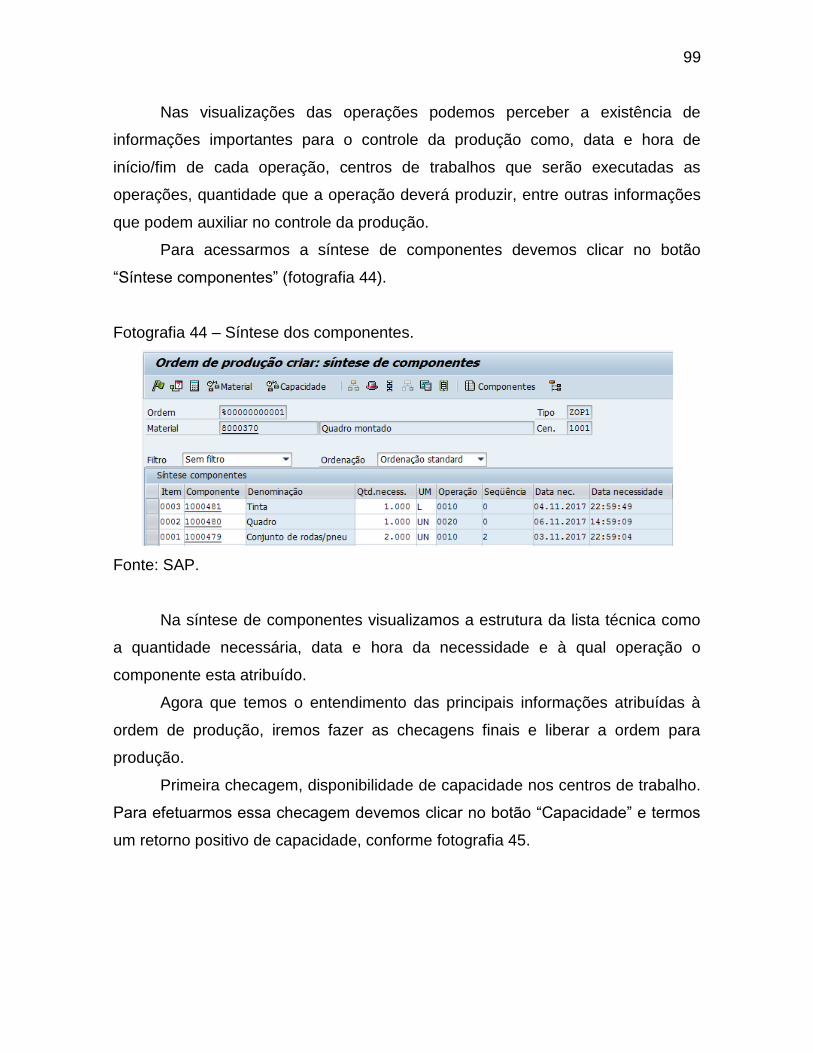
99
Nas visualizações das operações podemos perceber a existência de
informações importantes para o controle da produção como, data e hora de
início/fim de cada operação, centros de trabalhos que serão executadas as
operações, quantidade que a operação deverá produzir, entre outras informações
que podem auxiliar no controle da produção.
Para acessarmos a síntese de componentes devemos clicar no botão
“Síntese componentes” (fotografia 44).
Fotografia 44 – Síntese dos componentes.
Fonte: SAP.
Na síntese de componentes visualizamos a estrutura da lista técnica como
a quantidade necessária, data e hora da necessidade e à qual operação o
componente esta atribuído.
Agora que temos o entendimento das principais informações atribuídas à
ordem de produção, iremos fazer as checagens finais e liberar a ordem para
produção.
Primeira checagem, disponibilidade de capacidade nos centros de trabalho.
Para efetuarmos essa checagem devemos clicar no botão “Capacidade” e termos
um retorno positivo de capacidade, conforme fotografia 45.
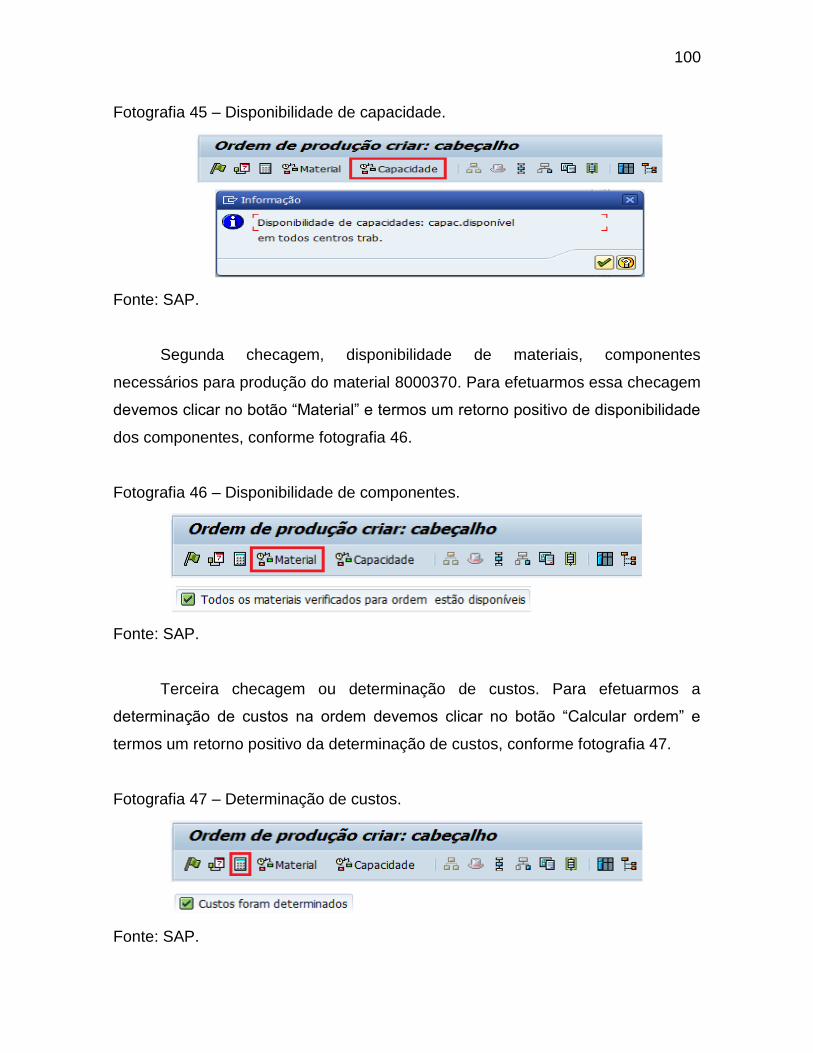
100
Fotografia 45 – Disponibilidade de capacidade.
Fonte: SAP.
Segunda checagem, disponibilidade de materiais, componentes
necessários para produção do material 8000370. Para efetuarmos essa checagem
devemos clicar no botão “Material” e termos um retorno positivo de disponibilidade
dos componentes, conforme fotografia 46.
Fotografia 46 – Disponibilidade de componentes.
Fonte: SAP.
Terceira checagem ou determinação de custos. Para efetuarmos a
determinação de custos na ordem devemos clicar no botão “Calcular ordem” e
termos um retorno positivo da determinação de custos, conforme fotografia 47.
Fotografia 47 – Determinação de custos.
Fonte: SAP.
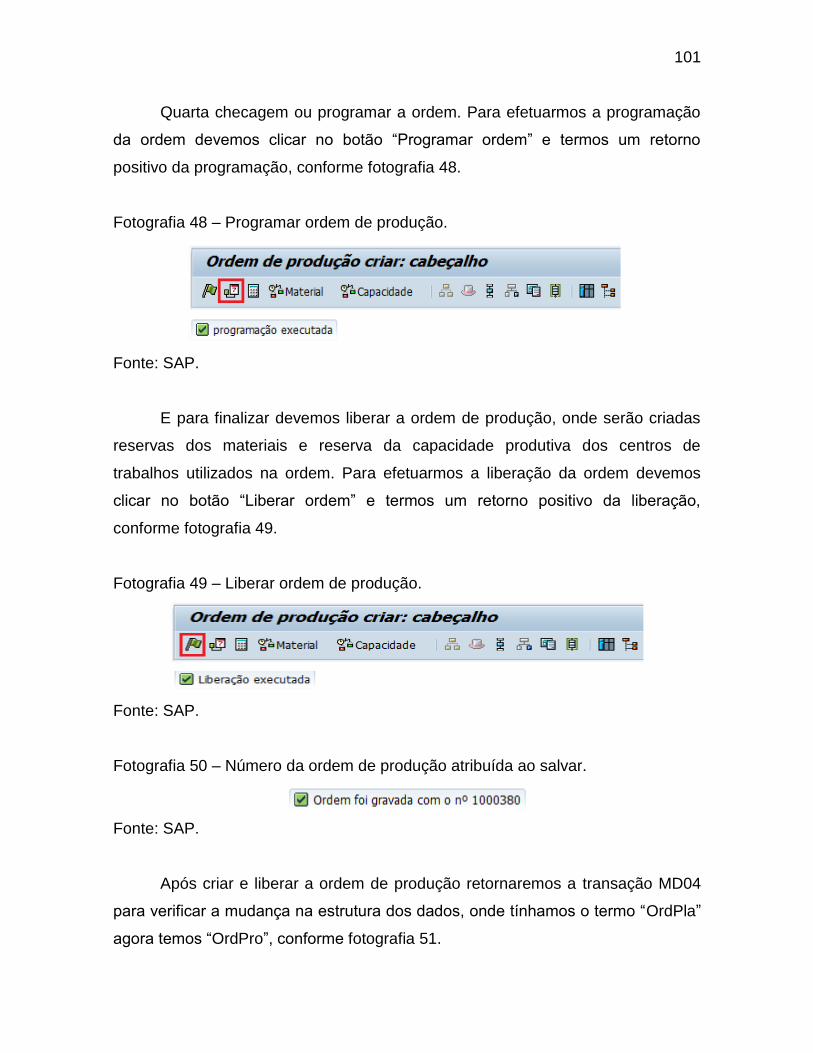
101
Quarta checagem ou programar a ordem. Para efetuarmos a programação
da ordem devemos clicar no botão “Programar ordem” e termos um retorno
positivo da programação, conforme fotografia 48.
Fotografia 48 – Programar ordem de produção.
Fonte: SAP.
E para finalizar devemos liberar a ordem de produção, onde serão criadas
reservas dos materiais e reserva da capacidade produtiva dos centros de
trabalhos utilizados na ordem. Para efetuarmos a liberação da ordem devemos
clicar no botão “Liberar ordem” e termos um retorno positivo da liberação,
conforme fotografia 49.
Fotografia 49 – Liberar ordem de produção.
Fonte: SAP.
Fotografia 50 – Número da ordem de produção atribuída ao salvar.
Fonte: SAP.
Após criar e liberar a ordem de produção retornaremos a transação MD04
para verificar a mudança na estrutura dos dados, onde tínhamos o termo “OrdPla”
agora temos “OrdPro”, conforme fotografia 51.
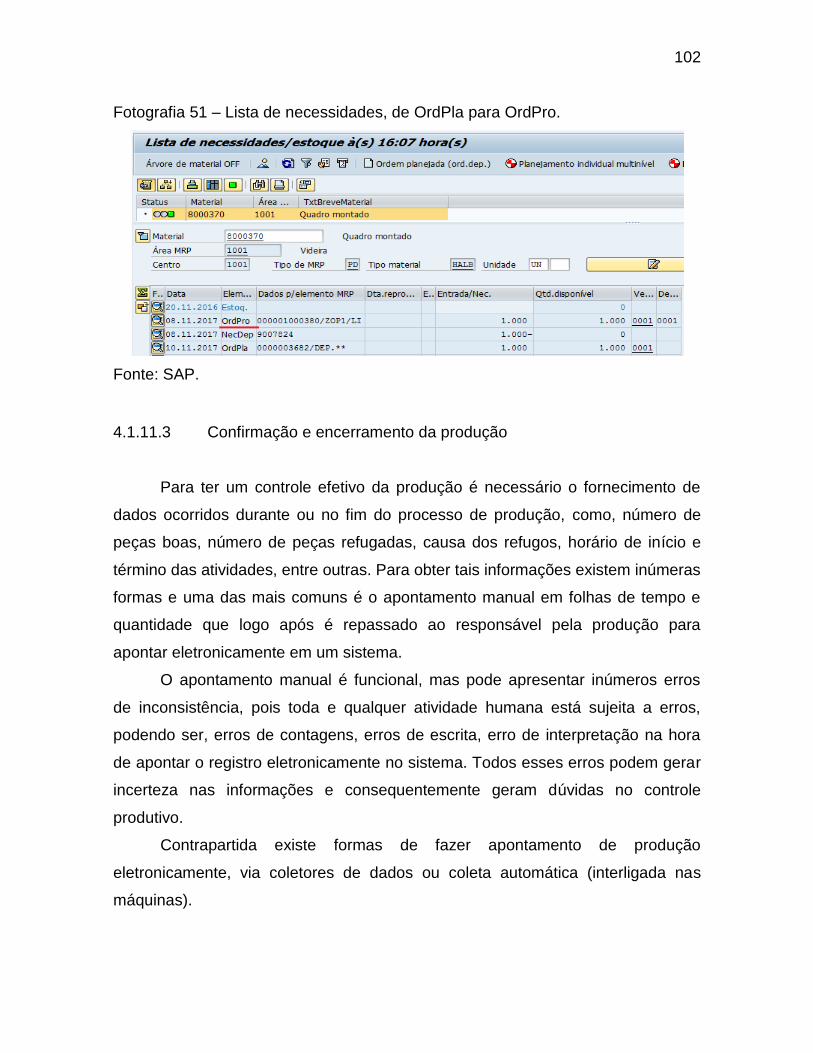
102
Fotografia 51 – Lista de necessidades, de OrdPla para OrdPro.
Fonte: SAP.
4.1.11.3 Confirmação e encerramento da produção
Para ter um controle efetivo da produção é necessário o fornecimento de
dados ocorridos durante ou no fim do processo de produção, como, número de
peças boas, número de peças refugadas, causa dos refugos, horário de início e
término das atividades, entre outras. Para obter tais informações existem inúmeras
formas e uma das mais comuns é o apontamento manual em folhas de tempo e
quantidade que logo após é repassado ao responsável pela produção para
apontar eletronicamente em um sistema.
O apontamento manual é funcional, mas pode apresentar inúmeros erros
de inconsistência, pois toda e qualquer atividade humana está sujeita a erros,
podendo ser, erros de contagens, erros de escrita, erro de interpretação na hora
de apontar o registro eletronicamente no sistema. Todos esses erros podem gerar
incerteza nas informações e consequentemente geram dúvidas no controle
produtivo.
Contrapartida existe formas de fazer apontamento de produção
eletronicamente, via coletores de dados ou coleta automática (interligada nas
máquinas).

103
O uso de coletores, com ou sem leitores de códigos de barras, elimina a
necessidade de escrever os dados manualmente, evitando erros, pois os dados
apontados nos coletores geralmente têm validações para gerar consistências das
informações, por exemplo, no apontamento do código do produto, do código da
máquina, no código do operador, entre outras informações que podem ter
validações que evitam erros.
Por outro lado existe a coleta automática, quando possível, são instalados
equipamentos nas máquinas que geram informações produtivas sem a
intervenção do operador. Esses equipamentos, geralmente coletores, sensores
que captam a produção online da máquina, por exemplo, número de peças,
metros, litros produzidos, tempo de produção, refugos gerados, entre outras
informações dependendo da necessidade da organização.
TUBINO (2000) define que é possível coletar e armazenar dados sobre tudo
que está acontecendo no processo produtivo, porém, se nenhuma ação efetiva em
benefício para a empresa resultar desta coleta, ela deve ser revista e eliminada.
No SAP PP quando ocorre uma confirmação, um apontamento de produção
gera um estoque do produto que deve ser usado para atender uma demanda.
Nesse mesmo momento, dependendo da configuração aplicada, é gerado o
consumo das matérias primas indicadas na lista técnica que está associada à
ordem de produção.
Geralmente, apenas a última fase das operações da ordem é confirmada e
quando atinge o solicitado na ordem, ocorre à confirmação automaticamente,
mudando o status da ordem para confirmada.
A partir das confirmações que inicia os controles de produção como, analise
para atendimento das demandas, analise de desvios, apropriação de custos,
encerramentos da ordem, entre outras atividades.
No nosso cenário, no roteiro de produção, foram adicionadas as chaves de
controles ZPP1 e ZPP2. Para as operações associadas à chave ZPP1 não existe
a possibilidade de confirmar a produção. Para as operações associadas á chave
ZPP2 é obrigado fazer a confirmação para que o produto esteja disponível para
dar entrada no estoque.

104
Na ordem planejada que foi convertida em ordem de produção com o
número 1000380 que estamos trabalhando, devemos fazer a confirmação para a
operação 20 (montagem de quadro), conforme esquema 35.
Esquema 35 – Operação que deve ter confirmação de produção.
Fonte: SAP.
Para fazermos a confirmação de produção devemos acessar a transação
CO15 (fotografia 52) do SAP.
Fotografia 52 – Acesso à transação de confirmação de produção CO15.
Fonte: SAP.
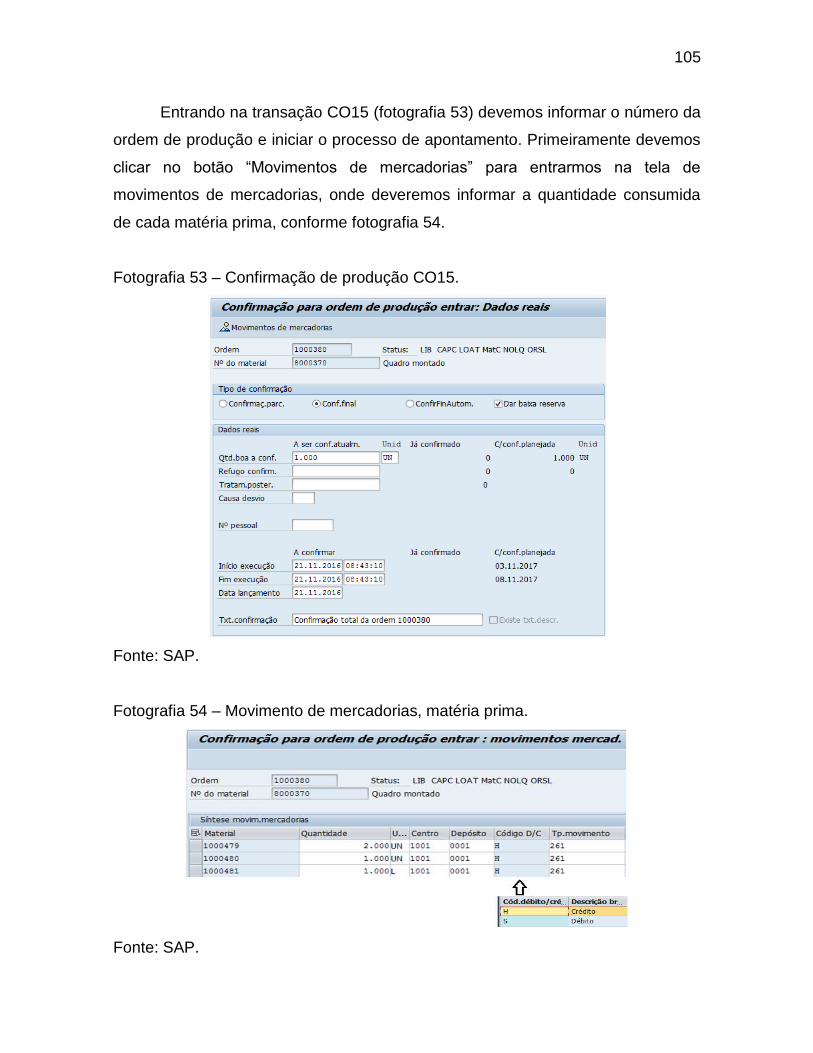
105
Entrando na transação CO15 (fotografia 53) devemos informar o número da
ordem de produção e iniciar o processo de apontamento. Primeiramente devemos
clicar no botão “Movimentos de mercadorias” para entrarmos na tela de
movimentos de mercadorias, onde deveremos informar a quantidade consumida
de cada matéria prima, conforme fotografia 54.
Fotografia 53 – Confirmação de produção CO15.
Fonte: SAP.
Fotografia 54 – Movimento de mercadorias, matéria prima.
Fonte: SAP.
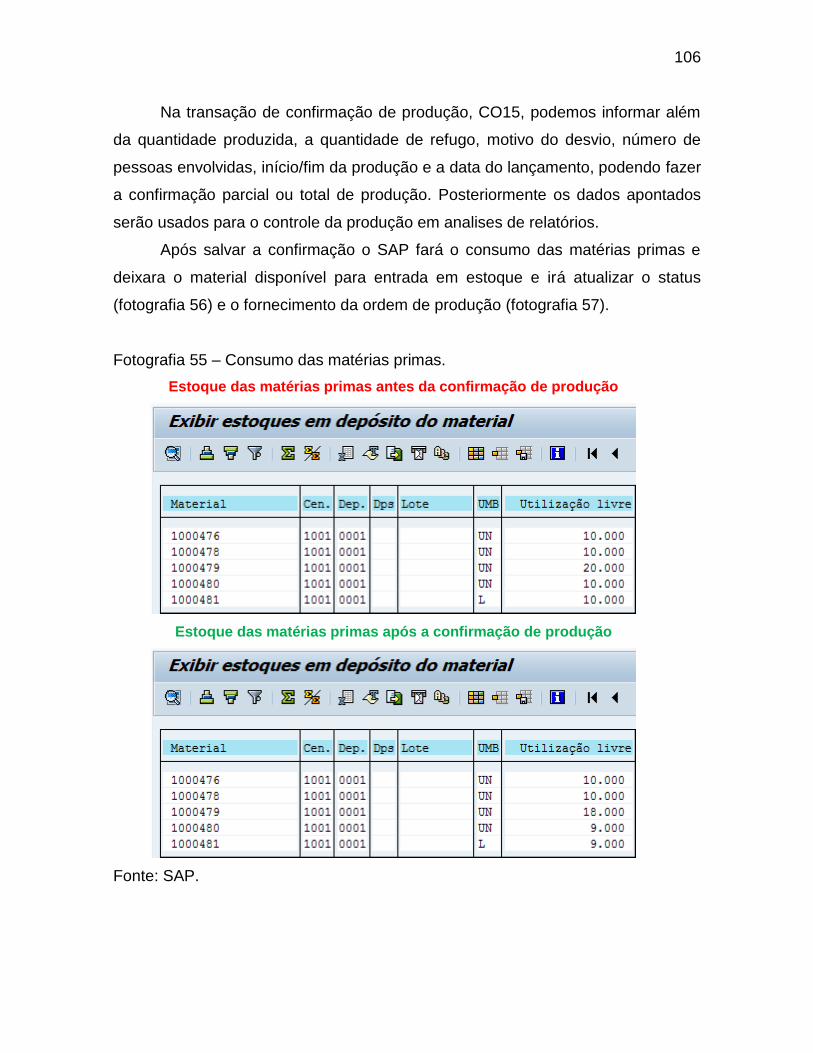
106
Na transação de confirmação de produção, CO15, podemos informar além
da quantidade produzida, a quantidade de refugo, motivo do desvio, número de
pessoas envolvidas, início/fim da produção e a data do lançamento, podendo fazer
a confirmação parcial ou total de produção. Posteriormente os dados apontados
serão usados para o controle da produção em analises de relatórios.
Após salvar a confirmação o SAP fará o consumo das matérias primas e
deixara o material disponível para entrada em estoque e irá atualizar o status
(fotografia 56) e o fornecimento da ordem de produção (fotografia 57).
Fotografia 55 – Consumo das matérias primas.
Estoque das matérias primas antes da confirmação de produção
Estoque das matérias primas após a confirmação de produção
Fonte: SAP.
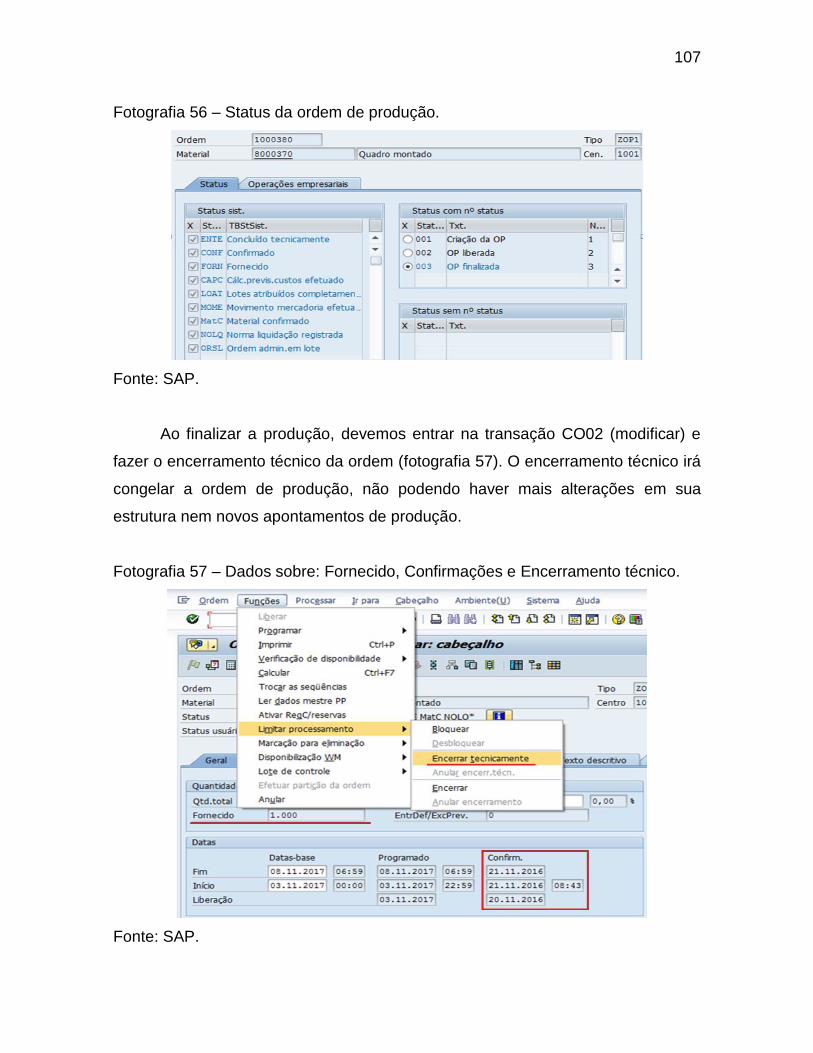
107
Fotografia 56 – Status da ordem de produção.
Fonte: SAP.
Ao finalizar a produção, devemos entrar na transação CO02 (modificar) e
fazer o encerramento técnico da ordem (fotografia 57). O encerramento técnico irá
congelar a ordem de produção, não podendo haver mais alterações em sua
estrutura nem novos apontamentos de produção.
Fotografia 57 – Dados sobre: Fornecido, Confirmações e Encerramento técnico.
Fonte: SAP.
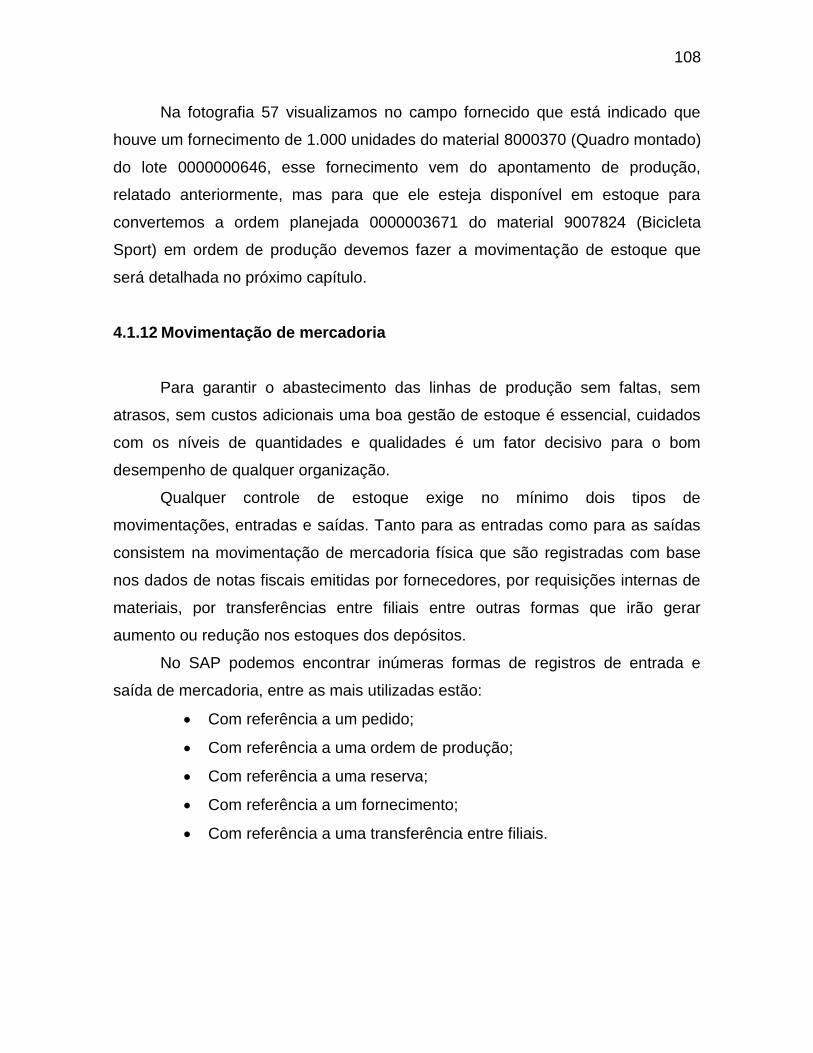
108
Na fotografia 57 visualizamos no campo fornecido que está indicado que
houve um fornecimento de 1.000 unidades do material 8000370 (Quadro montado)
do lote 0000000646, esse fornecimento vem do apontamento de produção,
relatado anteriormente, mas para que ele esteja disponível em estoque para
convertemos a ordem planejada 0000003671 do material 9007824 (Bicicleta
Sport) em ordem de produção devemos fazer a movimentação de estoque que
será detalhada no próximo capítulo.
4.1.12 Movimentação de mercadoria
Para garantir o abastecimento das linhas de produção sem faltas, sem
atrasos, sem custos adicionais uma boa gestão de estoque é essencial, cuidados
com os níveis de quantidades e qualidades é um fator decisivo para o bom
desempenho de qualquer organização.
Qualquer controle de estoque exige no mínimo dois tipos de
movimentações, entradas e saídas. Tanto para as entradas como para as saídas
consistem na movimentação de mercadoria física que são registradas com base
nos dados de notas fiscais emitidas por fornecedores, por requisições internas de
materiais, por transferências entre filiais entre outras formas que irão gerar
aumento ou redução nos estoques dos depósitos.
No SAP podemos encontrar inúmeras formas de registros de entrada e
saída de mercadoria, entre as mais utilizadas estão:
Com referência a um pedido;
Com referência a uma ordem de produção;
Com referência a uma reserva;
Com referência a um fornecimento;
Com referência a uma transferência entre filiais.

109
Esquema 35 – Movimentação de mercadoria no SAP.
Fonte: SAP.
Em nosso cenário os movimentos de mercadorias são executados contra
uma ordem de produção, tanto para saída das matérias primas, como para as
entradas das produções dos materiais semiacabado ou acabado. As saídas são
executadas com um tipo de movimento, nomeado 261, para as entradas o tipo de
movimento é 101.
No capítulo anterior foram feitas as confirmações de produção que geraram
o consumo das matérias primas, gerando os movimentos de estoque de saída
261, conforme a fotografia 58.
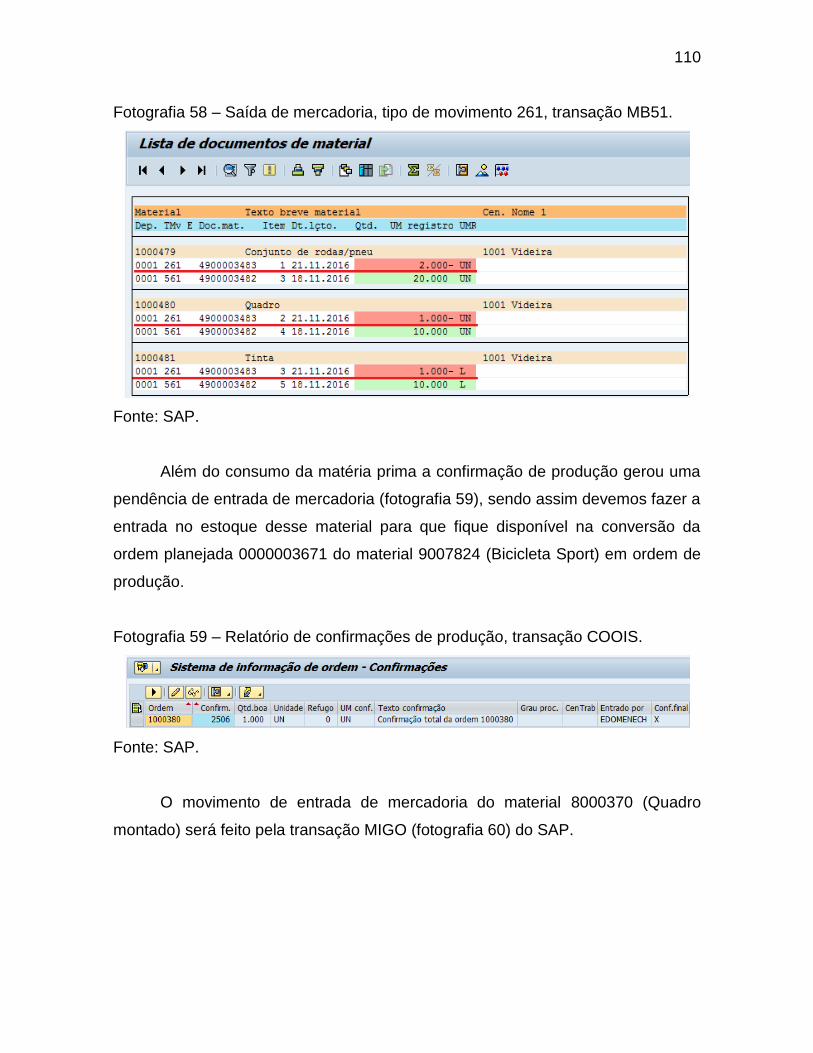
110
Fotografia 58 – Saída de mercadoria, tipo de movimento 261, transação MB51.
Fonte: SAP.
Além do consumo da matéria prima a confirmação de produção gerou uma
pendência de entrada de mercadoria (fotografia 59), sendo assim devemos fazer a
entrada no estoque desse material para que fique disponível na conversão da
ordem planejada 0000003671 do material 9007824 (Bicicleta Sport) em ordem de
produção.
Fotografia 59 – Relatório de confirmações de produção, transação COOIS.
Fonte: SAP.
O movimento de entrada de mercadoria do material 8000370 (Quadro
montado) será feito pela transação MIGO (fotografia 60) do SAP.
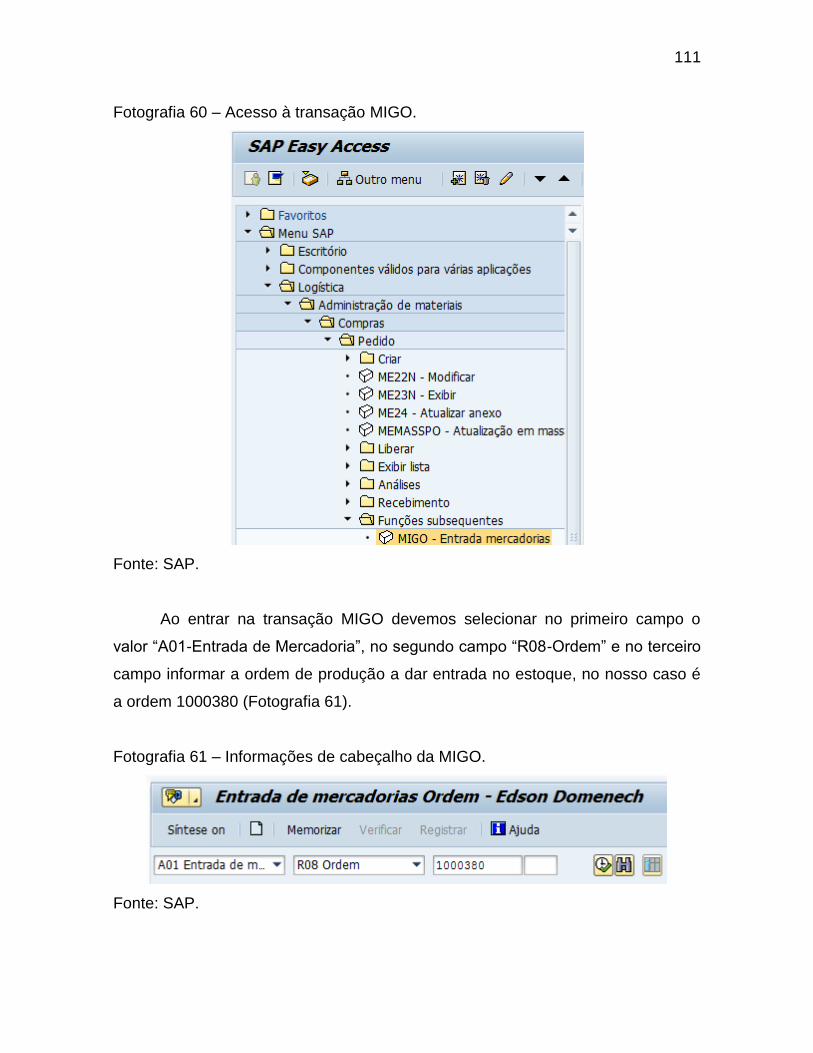
111
Fotografia 60 – Acesso à transação MIGO.
Fonte: SAP.
Ao entrar na transação MIGO devemos selecionar no primeiro campo o
valor “A01-Entrada de Mercadoria”, no segundo campo “R08-Ordem” e no terceiro
campo informar a ordem de produção a dar entrada no estoque, no nosso caso é
a ordem 1000380 (Fotografia 61).
Fotografia 61 – Informações de cabeçalho da MIGO.
Fonte: SAP.
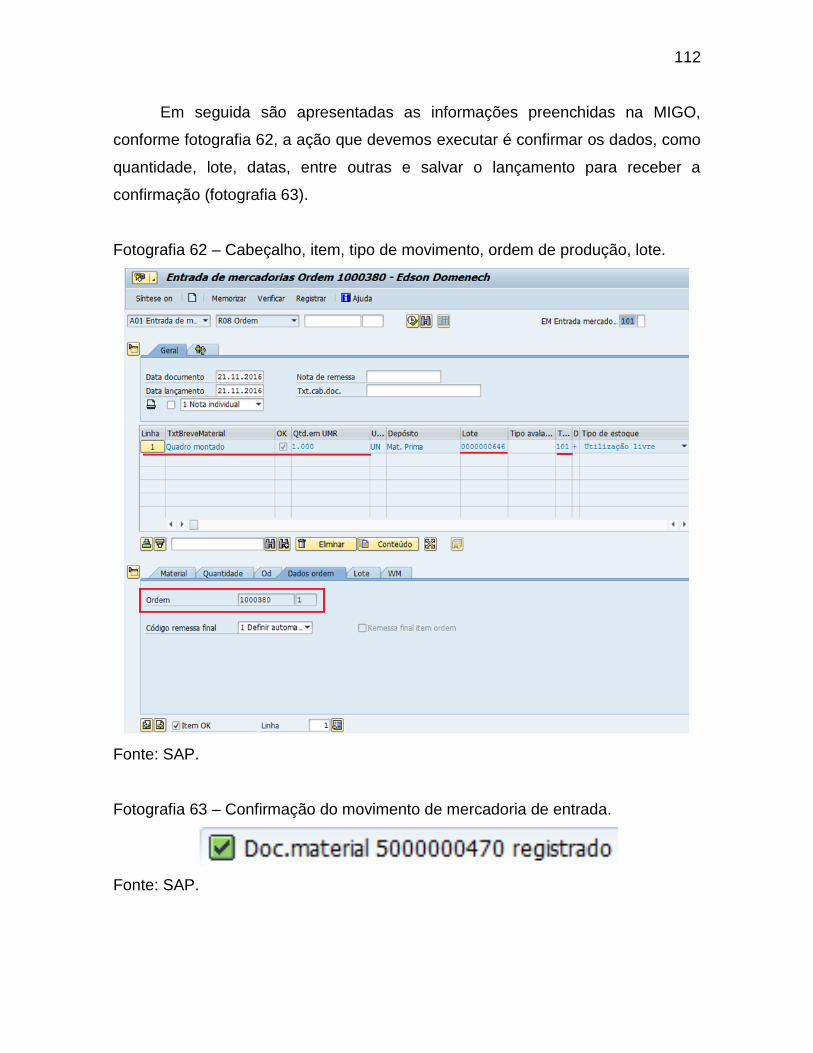
112
Em seguida são apresentadas as informações preenchidas na MIGO,
conforme fotografia 62, a ação que devemos executar é confirmar os dados, como
quantidade, lote, datas, entre outras e salvar o lançamento para receber a
confirmação (fotografia 63).
Fotografia 62 – Cabeçalho, item, tipo de movimento, ordem de produção, lote.
Fonte: SAP.
Fotografia 63 – Confirmação do movimento de mercadoria de entrada.
Fonte: SAP.

113
Para confirmar a entrada podemos entrar na transação MB51 (fotografia 63)
e verificar o estoque e tipo de movimento executado no material 8000370.
Fotografia 64 – Entrada de mercadoria, tipo de movimento 101, transação MB51.
Fonte: SAP.
É possível consultar o estoque do material atribuído ao lote usando a
transação MMBE (fotografia 63).
Fotografia 65 – Estoque do material 8000370 atribuído ao lote 0000000646.
Fonte: SAP.
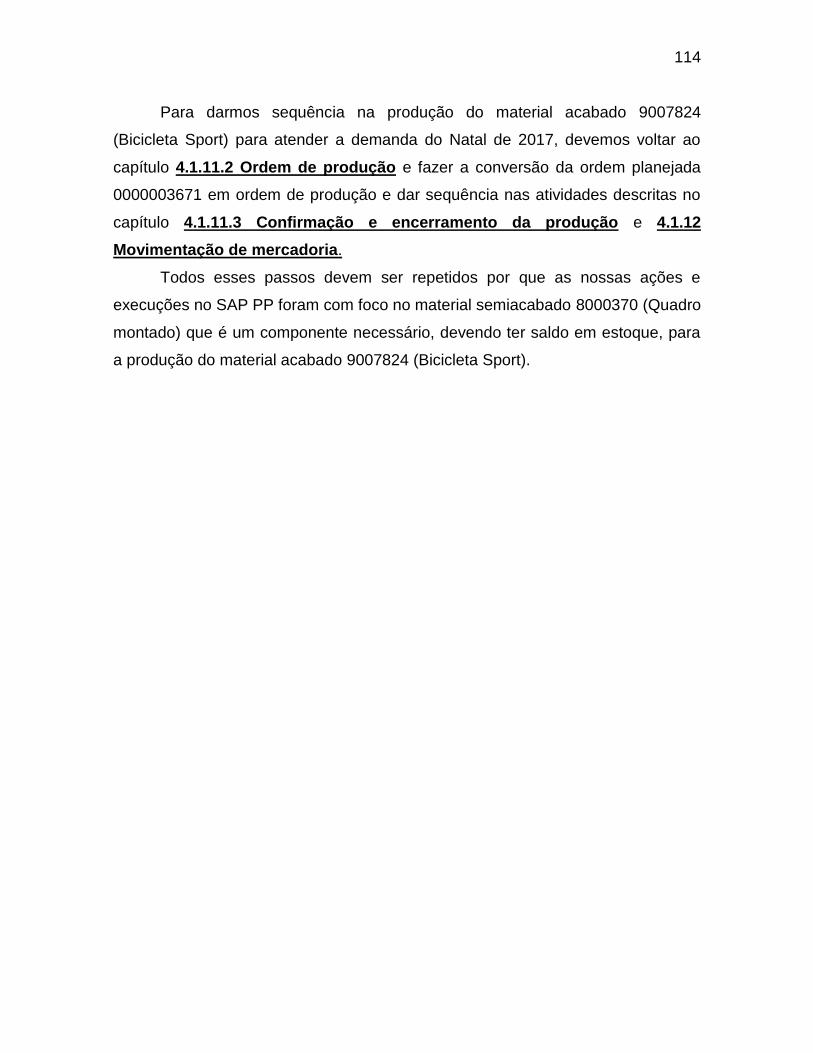
114
Para darmos sequência na produção do material acabado 9007824
(Bicicleta Sport) para atender a demanda do Natal de 2017, devemos voltar ao
capítulo 4.1.11.2 Ordem de produção e fazer a conversão da ordem planejada
0000003671 em ordem de produção e dar sequência nas atividades descritas no
capítulo 4.1.11.3 Confirmação e encerramento da produção e 4.1.12
Movimentação de mercadoria.
Todos esses passos devem ser repetidos por que as nossas ações e
execuções no SAP PP foram com foco no material semiacabado 8000370 (Quadro
montado) que é um componente necessário, devendo ter saldo em estoque, para
a produção do material acabado 9007824 (Bicicleta Sport).
115
5 ANALISE DE RESULTADOS ALCANÇADOS
O principal objetivo desse projeto foi simular um processo produtivo
utilizando o SAP PP com base na proposta SAP Best Practices, onde a SAP
propôs, baseada nessa documentação, sendo as melhores práticas para
administrar as organizações.
O SAP PP nos mostrou uma organização exemplar para os dados mestres
no processo produtivo, a divisão proposta pela ferramenta no cadastramento das
informações para os mestres de matérias, para as listas técnicas, as definições de
turnos e capacidades, os centros de trabalhos, os roteiro de produção e as
versões de produção, criam padrões nos procedimentos, que consequentemente
geram segurança e estabilidade, tanto para organização como para os
colaboradores dessa organização.
Nos mestre de materiais podemos fazer os cadastros de todos os produtos
usados no processo produtivo como, matéria prima, semiacabado e acabado. E
em todos os cadastros tivemos padrões de informações sendo solicitado, como
unidade de medida, tipo de MRP, tamanhos de lotes, tipo de suprimento, perfil de
produção, entre outras informações.
As listas técnicas para os produtos semiacabado e acabado tem como
principio a atribuição, no cabeçalho, a quantidade básica que está representando
e nos itens informamos o quanto ele representa da quantidade básica. Nos itens
também é possível associar documentos, itens não inventariados, itens com
dimensões variáveis, entre várias possibilidades de uso.
Podemos cadastrar os turnos e as suas capacidades produtivas, conforme
nossas necessidades, definindo nossos intervalos, nossos horários, não
engessando o nosso processo produtivo.
Uns dos itens de destaque no mestre de dados é o cadastro de centros de
trabalho, um cadastro dinâmico e amplo, que possibilita o cadastro e a simulação
de formulas para cálculos de capacidade produtiva e capacidade de programação
de produção, sendo agrupadas por tipo de capacidades (máquinas, mão de obra,
unidade de depósito, pessoas, etc.) e subdivididas em atividades, como tempo de
116
preparação, tempo de processamento, tempo para desmontagem, tempo de
processamento interno, tempo de distribuição, entre outras subdivisões que
podem ser customizada, caso as standard não atenda.
O roteiro de produção é a ferramenta do SAP PP que definiu os locais, os
centros de trabalho que o material deve passar e em qual momento, podendo ter
atividades paralelas, sequenciais e alternativas.
A versão de produção é o agrupador de informação para o planejamento
produtivo. Usada para estruturar diferentes formas de produzir um material, (com
lista técnica e roteiros de produção diferentes), trazendo inúmeras vantagens para
as organizações, como a criação de versões diferente de um determinado
material, caracterizado para uma determinada época festiva.
No planejamento produtivo, englobando a gestão de demanda, o
planejamento de necessidades (MRP) e o nivelamento de produção, encontramos
ferramentas que dão apoio total às organizações que desejam ter um
planejamento mais assertivo.
A gestão de demanda pode trabalhar de várias formas a escolha para o
projeto foi make-to-stock, baseado em históricos e na sazonalidade do mercado,
mas podemos utilizar a gestão de demanda em make-to-order com foco em
encomenda.
O planejamento das necessidades, MRP, se mostrou muito útil e eficaz,
pois fez todo o planejamento das necessidades de matérias primas e da
capacidade produtiva dos centros de trabalho, além de gerar requisições de
compra e ordens planejadas, acelerando o trabalho para atendimento das
necessidades. Um ponto do MRP do SAP que deixou a desejar, foi a forma como
ele faz o planejamento de capacidade para as ordens planejadas, “O MRP é
executado e assume que todos os centros de trabalho estão sempre disponíveis”,
e para solucionar esse problema a SAP disponibiliza a ferramenta de nivelamento
de produção, onde podemos visualizar as ordens planejadas e suas datas
atribuídas pelo MRP e planeja-las conforme nossa capacidade, evitando as
sobrecargas de produção.
117
As ordens de produção surgem para determinar que um material deva ser
processado, em uma determinada versão, que engloba uma lista técnica e um
roteiro de produção, para uma determinada data e quantidade, trazendo consigo
ferramentas que facilitam os apontamentos, as confirmações e os controles de
produção.
E por fim as movimentações de mercadorias são executadas entre os
depósitos, com entradas e saídas, tendo diferenciadores nomeados como tipos de
movimento, que caracterizam em aumento ou redução dos saldos nos estoques
dos depósitos.
No desenvolvimento do projeto podemos ver o quando a SAP está à frente
com suas ferramentas, em destaque o SAP PP, trazendo organização e qualidade
para os processos nela executados. Além de gerar grandes oportunidades para
profissionais se especializarem em suas ferramentas e terem grandes
oportunidades no mercado de consultoria.
118
6 CONCLUSÃO
Através do presente trabalho foi possível mapear os principais processos do
controle de produção usados no SAP PP, aprimorar o conhecimento no uso da
ferramenta e ampliar o entendimento sobre os principais conceitos produtivos.
O mapeamento levantado nos mostrou que o SAP PP é um sistema
complexo, completo e amigável, que demostra com exatidão os principais passos
executados nos processos produtivos das organizações e podem ser usado nos
mais diversos segmentos industriais.
A ferramenta pode proporcionar para as organizações padrões nos
procedimentos do processo produtivo, gerando reduções de custos, aumento da
competitividade, redução de percas, redução de estoques, melhor cumprimento
nos prazos assumidos, entre outras vantagens.
O cenário simulado teve o intuito de proporcionar um melhor entendimento
do leitor no uso da ferramenta e a sua aplicabilidade nos principais departamentos
de uma organização, demostrando na prática o uso de cadastros, da gestão de
demanda, da programação de produção, da confirmação de produção e por fim da
estocagem dos materiais, e assim poder ser usado como parâmetro de apoio na
tomada decisória de escolha da ferramenta de gestão produtiva para sua
empresa, indústria.
Por fim podemos perceber o quanto é importante ás ferramentas para a
gestão de produção nas organizações, pois proporcionam com rapidez,
informações para tomadas de decisões mais assertivas na detecção de problemas
e na construção de planejamentos estratégicos.
Com relação ao conhecimento da ferramenta, apesar de muito avançada
conceitualmente e tecnologicamente, existe uma grande lacuna do conhecimento
a ser preenchida e pesquisada, pois há pouco ou quase nada de trabalhos
científicos relacionados ao tema.
119
7 REFERÊNCIAS BIBLIOGRÁFICAS
CORRÊA, H. L.; CORRÊA, GIANESI, I. G. N. CAON, M. Planejamento, programação e controle da produção: MRP II / ERP conceitos, uso e implantação. São Paulo: Atlas. 2001.
CORRÊA, H. L. Planejamento, Programação e Controle da Produção. São Paulo: Atlas, 2001. CORRÊA, H.; Gianesi, I. Just in time, MRP II e OPT: um enfoque estratégico. São Paulo: Atlas, 1993. SAP BEST PRACTICES, SAP AG. Disponível em: <http://help.sap.com/bestpractices>. Acesso em: Outubro e Novembro de 2016.
SAP COMMUNITY, SAP AG. Disponível em: <https://blogs.sap.com>. Acesso em: Outubro e Novembro de 2016.
CENÁRIOS PRÉ CONFIGURADOS (BRASIL): FABRICAÇÃO, SAP AG. Disponível em: <http://help.sap.com/bp_bl604/BL_BR/html/preconfigured_scenarios_manufacturing_PT_BR.htm >. Acesso em: Outubro e Novembro de 2016.
PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PP), SAP AG. Disponível em: <http://help.sap.com/saphelp_46C/helpdata/pt/b4/df293581dc1f79e10000009b38f889/content.htm?current_toc=/pt/ba/df293581dc1f79e10000009b38f889/plain.htm&show_children=true>. Acesso em: Outubro e Novembro de 2016.
BIBLIOTECA SAP, SAP AG. Disponível em: <http://help.sap.com/saphelp_470/helpdata/es/e1/8e51341a06084de10000009b38f83b/frameset.htm>. . Acesso em: Outubro e Novembro de 2016.
PACOTE SAP BEST PRACTICES BASELINE (BRASIL) - V1.605, SAP AG. Disponível em: <http://bp.sapzh.com/cn/50105231/BL_BR/Html/index_PT_BR.htm >. Acesso em: Outubro e Novembro de 2016.
HEIJUNKA, Wikipédia. Disponível em: <https://pt.wikipedia.org/wiki/Heijunka>. . Acesso em: Novembro de 2016. CRISLAINE VANILZA SIMÕES, Administradores.com.br. Disponível em: <http://www.administradores.com.br/noticias/negocios/o-sistema-de-turnos-de-producao/28890/>. Acesso em: Novembro de 2016.
120
DAVENPORT, Thomas. Putting the Enterprise into the Enterprise System. Disponível em: < https://hbr.org/1998/07/putting-the-enterprise-into-the-enterprise-system>. Acesso em: Outubro de 2016. TUBINO, D. F. Manual de planejamento e controle da produção. São Paulo: Atlas, 2000.
GAITHER, Norman; FRAZIER, Greg. Administração da produção e operações. São Paulo: Pioneira, 2001. RICHARDSON, R. J. Pesquisa Social: Métodos e Técnicas. 3 ed. São Paulo: Atlas, 1999. SLACK, Nigel, et al. Administração da produção. Revisão técnica por: Henrique Corrêa e Irineu Gianesi. São Paulo: Atlas, 1996.
DAVIS, M. M. AQUILANO, N. J. CHASE, R. B. Fundamentos da Administração de Produção. São Paulo: Bookman, 1999.
COLANGELO FILHO, L. Implantação de Sistemas ERP: um enfoque de longo prazo. São Paulo: Atlas, 2001.
JAMIL, George L. Repensando a TI na empresa moderna: atualizando a gestão com a tecnologia da informação. Rio de Janeiro: Axcel Books, 2001.
WEBER, Björn. First Steps in the SAP Production Processes (PP). Espresso Tutorials, 2014.
MOREIRA, Daniel Augusto. Administração da produção e operações. São Paulo: Pioneira/Thomson Learning, 2004.
VOLLMANN, et al. Sistemas de Planejamento e Controle da Produção para o Gerenciamento da Cadeia de Suprimentos. Porto Alegre: Bookman, 2006. KUMAR, K.; Van Hillegersberg, J. ERP experiences and evolution. Communications of the ACM, 2000.