Embed Size (px)
Citation preview

Universidade Federal do Rio de Janeiro Centro de Tecnologia Escola Politécnica
Departamento de Engenharia Naval e Oceânica
PROJETO FINAL DE CURSO
“Qualidade da Pintura na Construção Naval”
Luciano Viceconte de Castro Aluno de Graduação DRE:098138326
Marta Cecília Tapia Reyes Orientadora
2009/07

INDICE
INDICE ...................................................................................................................................... 2 1 INTRODUÇÃO ..................................................................................................................... 3 2 CORROSÃO ......................................................................................................................... 4
2.1 Processos Corrosivos ................................................................................................... 4 2.1.1 Corrosão Eletroquímica ......................................................................................... 4 2.1.2 Corrosão Química ................................................................................................. 4
2.2 Ambientes Corrosivos .................................................................................................. 5 2.3 Tipos de corrosão ........................................................................................................ 6
3 PINTURA INDUSTRIAL ......................................................................................................... 7 3.1 Mecanismos de proteção (Barreira, Anódica e Catódica) .................................................. 7 3.2 Outras finalidades da Pintura Industrial ......................................................................... 7 3.3 Tipos de Pintura .......................................................................................................... 9
4 TINTA .............................................................................................................................. 10 4.1 Composição da tinta .................................................................................................. 10
4.1.1 Veículo .............................................................................................................. 10 4.1.2 Pigmento .......................................................................................................... 12 4.1.3 Aditivo .............................................................................................................. 14 4.1.4 Carga ............................................................................................................... 15
4.2 Teor de Pigmentos .................................................................................................... 15 4.3 Formação da Película de tinta ..................................................................................... 16 4.4 Classificação das tintas .............................................................................................. 17
4.4.1 Tinta de Fundo ou “primer” ................................................................................. 17 4.4.2 Tintas Intermediárias ou “Tié Coat” ...................................................................... 17 4.4.3 Tintas Acabamento ............................................................................................. 18
4.5 Tipos de Tinta........................................................................................................... 18 4.6 Rendimento da Tinta ................................................................................................. 25
5 LIMPEZA E PREPARO DA SUPERFÍCIE .................................................................................. 27 5.1 Tipos de Limpeza por Ação Mecânica ........................................................................... 29 5.2 Rugosidade de Superfície ........................................................................................... 31 5.3 Equipamentos para jateamento .................................................................................. 32 5.4 Processos de Conversão ............................................................................................. 34
6 APLICAÇÃO DA TINTA ....................................................................................................... 37 6.1 Métodos de aplicação ................................................................................................ 37 6.2 Recomendações para aplicação de tinta ....................................................................... 42
7 ESQUEMA DE PINTURA ...................................................................................................... 45 7.1 Seleção do Esquema de Pintura .................................................................................. 45 7.2 Aderência ................................................................................................................. 48
8 INSPEÇÃO ........................................................................................................................ 49 9 DEFEITOS ........................................................................................................................ 55
9.1 Defeitos de película ................................................................................................... 55 10 ASPECTOS ECONÔMICOS ................................................................................................... 59
10.1 Custo inicial .............................................................................................................. 59 10.2 Custo de manutenção ................................................................................................ 59 10.3 Comparação entre os custos de esquemas de pintura .................................................... 60
11 Práticas de Projeto ............................................................................................................ 62 12 CONCLUSOES ................................................................................................................... 64 13 BIBLIOGRAFIA .................................................................................................................. 65

1 INTRODUÇÃO A Pintura Industrial é um método simples, mas utilizado em larga escala para a proteção anticorrosiva em superfícies metálicas. O esquema de pintura selecionado deve levar em consideração no momento de escolha os três aspectos principais: Desempenho, Custo e Preservação Ambiental. Durante um estágio em um estaleiro de Niterói fui alertado por um funcionário do controle da qualidade sobre a importância da pintura numa embarcação e ainda que era um setor no qual não davam muita importância, só olhavam para estruturas, máquinas, elétrica, etc. Escutando estas palavras e vendo que na faculdade não existe uma disciplina que trate deste assunto, resolvi fazer este trabalho de qualidade onde apresento os aspectos gerais da Pintura Industrial e no final ainda farei uma abordagem sobre o aspecto econômico, alertando sobre a economia que pode ser feita ao escolher um esquema de pintura correto e ainda, principalmente, podem ser observados alguns aspectos para reduzir a ocorrência de defeitos e com isso não ter um aumento de custo durante a própria construção de um navio.

2 CORROSÃO É a deterioração dos materiais, especialmente metálicos, pela ação do meio ambiente ou de agentes corrosivos, levando à perda de suas propriedades, desgaste e alterações estruturais, tornando-os inadequados para o uso. O processo de corrosão pode ser visto como o inverso do processo metalúrgico (onde adicionamos energia ao composto, óxido de ferros, e obtemos o metal). Na corrosão ocorre um processo espontâneo onde o metal retorna aos óxidos que lhe deram origem. 4 Fe + 3 O2 + 2 H2O → 2 Fe2O3.H2O (ferrugem) Logo podemos observar que os alimentos básicos da corrosão são o oxigênio e a água. O oxigênio é encontrado no ar atmosférico e a água pode ser encontrada na forma líquida ou de vapor. A própria umidade relativa do ar fornece água necessária para a corrosão. Em termos de material danificado pela corrosão, estima-se que uma parcela superior a 30% do aço produzido no mundo seja utilizado para reposição de peças e partes de equipamentos deteriorados pela corrosão e ainda sob o ponto de vista de custo, estima-se em 3,5% do PIB o dispêndio com a corrosão em países industrializados, mas também que cerca de 25% deste valor poderia ser economizado se fossem aplicadas de forma correta as técnicas de proteção anticorrosivas.
2.1 Processos Corrosivos
Os processos corrosivos podem ser classificados em dois grupos Corrosão Eletroquímica; Corrosão Química.
2.1.1 Corrosão Eletroquímica
Os processos de corrosão eletroquímica são caracterizados por ocorrerem: necessariamente na presença de água líquida; em temperaturas abaixo do ponto de orvalho e devido à formação de uma pilha de corrosão. Este tipo de corrosão é a mais freqüente na natureza. Como conseqüência do funcionamento da pilha tem-se a reação de oxidação de um local e reação de redução de outro, com um deslocamento dos elétrons envolvidos entre os dois locais.
2.1.2 Corrosão Química
São processos também chamados de corrosão ou oxidação em altas temperaturas. São menos freqüentas na natureza e se caracterizam basicamente por ocorrerem: na ausência de água líquida; em temperaturas elevadas (sempre acima do ponto de orvalho) e devido à interação entre o metal e o meio corrosivo (não há deslocamento de elétrons como no caso das pilhas eletroquímicas)

2.2 Ambientes Corrosivos
Os meios corrosivos são os responsáveis pelo aparecimento do eletrólito. O eletrólito é uma solução de água contendo sais, ácidos ou bases, que tem como característica ser eletricamente condutor. Os principais meios corrosivos e os eletrólitos formados por eles são: atmosfera: o ar da atmosfera contém umidade, sais em suspensão, gases industriais, poeira, etc. O eletrólito é constituído pela água que condensa na superfície junto com sais ou gases de enxofre. Solos: Estes contêm umidade e sais minerais. O eletrólito é formado pela água com os sais dissolvidos; Águas: estas águas podem ser dos rios, lagos ou do subsolo e podem conter sais minerais, resíduos industriais, poluentes diversos e gases dissolvidos. O eletrólito é constituído de água com sais dissolvidos. Os outros constituintes podem acelerar o processo corrosivo; Água do mar: contém grandes quantidades de sais, sendo um eletrólito por excelência. Produtos químicos: os produtos químicos quando em contato com a água ou com a umidade, se tornam um eletrólito. Podemos ainda definir tipos de atmosfera, de acordo com as condições que cada uma oferece para favorecer a corrosão atmosfera marinha: é aquela sobre o mar e na orla marítima (até 500 metros da praia); atmosfera junto à orla marinha: é aquela situada entre 500 metros da praia até onde os sais possam alcançar; atmosfera industrial: envolve as regiões onde se encontrem gases provenientes de combustão, principalmente aqueles que contenham alto teor de enxofre; atmosfera úmida: locais onde a umidade relativa média está acima de 60%; atmosfera urbana e semi-industrial: locais onde se encontra uma razoável quantidade de gases provenientes da queima em veículos automotores e uma industria desenvolvida; atmosfera rural e seca: locais onde não há gases industriais, sais em suspensão e a umidade relativa do ar está com valores mais baixos. Também temos os tipos de imersão ao qual estará em contato a superfície: líquidos aquosos: a agressividade depende da resistividade elétrica e presença de sais ou gases dissolvidos; produtos de petróleo: são em modo geral pouco agressivos; produtos químicos: a agressividade depende da presença de água ou umidade e ainda do grau de ionização da substância química. Para finalizar podemos ainda ter uma relação com a temperatura da superfície: na faixa de 80º e 100ºC pode ocorrer condensação de umidade e assim ocorrer corrosão eletroquímica; para temperaturas acima de 100º C não ocorre condensação na superfície e portanto a corrosividade é desprezível; para temperaturas acima de 400º C pode ocorrer corrosão química em temperatura elevada. Quanto à agressividade podem estar divididas da seguinte forma: ATMOSFERA MUITO AGRESSIVA: Marinha ou Industrial - espessura de tinta mínima de 250 µm ATMOSFERA MEDIAMENTE AGRESSIVA: Urbana ou úmida - espessura de tinta mínima de 160 µm ATMOSFERA POUCO AGRESSIVA: Rural ou Seca (com valores baixos para a umidade relativa do ar) - espessura de tinta mínima de 120 µm

IMERSÃO: água doce, água salgada, produtos químicos, etc - espessura de tinta mínima de 300 µm SUPERFÍCIES QUENTES: As superfícies se subdividem em quatro categorias: de 80ºC até 120ºC, de 120ºC até 250ºC, de 250ºC até 500ºC ou acima de 500ºC - espessura mínima de tinta de 75 – 120 µm.
2.3 Tipos de corrosão
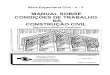
Corrosão generalizada:
− Corrosão uniforme – ocorre por toda superfície com perda regular de espessura do material ocorrendo a formação de escamas de ferrugem. − Corrosão Localizada: − Corrosão por placas – perda da espessura numa região específica de um material. − Corrosão alveolar – corrosão que ocorre na superfície metálica sob a forma de cavidade arredondada com profundidade menor que o diâmetro. − Corrosão por pites (puntiforme) - É aquela que ocorre na superfície metálica sob forma de cavidade de fundo em forma angular, com profundidade maior que o diâmetro.
Corrosão branca - Produto de corrosão de metais não ferrosos, tais como zinco e alumínio − Corrosão bacteriana - É a corrosão provocada por microorganismos − Corrosão galvânica - ocorre em diferentes potenciais e só se processa na presença de eletrólito, ocorrendo transferência de elétrons. Quando tivermos dois eletrodos em um meio eletrólito (permite a condução de eletricidade através de íons) um destes eletrodos será o Anodo (mais eletronegativo e libera íons para a solução, é quem se corrói) e o Catodo (mais eletropositivo e libera eletros para a solução, ele permanece intacto).
Fig.1 – Corrosão Uniforme Fig.2 – Corrosão por Placas Fig.3 – Corrosão Alveolar Fig.4 – Corrosão por Pites

3 PINTURA INDUSTRIAL A pintura é o método mais barato e apropriado para a proteção de estruturas e equipamentos metálicos contra a corrosão. A tinta é muito eficiente nesta proteção, observando também a facilidade de aplicação e manutenção da mesma. O objetivo principal da pintura é evitar a corrosão.
3.1 Mecanismos de proteção (Barreira, Anódica e Catódica)
A pintura industrial utiliza três mecanismos fundamentais contra a corrosão: barreira física, Proteção Anódica inibição e Proteção catódica. Barreira Física – este tipo de inibição ocorre quando se coloca uma película impermeável entre o substrato e o meio corrosivo, impedindo a passagem dos agentes corrosivos (umidade e íons agressivos). Para este tipo de mecanismo a eficiência da proteção está relacionada com a espessura do revestimento e da resistência da tinta ao meio corrosivo. Proteção Anódica – também chamada de passivação anódica, este mecanismo é observado nas tintas de fundo “primer”. Estas tintas são dotadas de pigmentos anticorrosivos de inibição anódica, que na presença de água e oxigênio (que atravessaram a camada de tinta) fornecem substâncias com propriedades inibidoras de corrosão. Elas formam junto ao metal uma camada de óxido de ferro, o qual impede a passagem de íons do metal. Proteção Catódica – é a proteção na qual se utiliza uma tinta contendo pigmentos metálicos, que possuem uma posição inferior ao ferro na série eletroquímica. Estes pigmentos encontram-se em elevada concentração na película seca. A substância mais comem é o Zinco. Ou seja, na presença do Zinco o ferro torna-se catódico e em contato com o meio corrosivo o zinco será consumido (pois ele será anódico). O Zinco é sacrificado enquanto o aço permanece intacto.
3.2 Outras finalidades da Pintura Industrial
A pintura industrial ainda possui outras finalidades: Cor: Identificação dos armadores da embarcação As cores são as partes visíveis do espectro eletromagnético o qual se torna visível quando compreendido entre os comprimentos de onda de 380 mm e 780 mm. Para comprimento de onda menor que 380 mm – radiação ultravioleta Para comprimento de onda maior que 780 mm – infravermelho As cores são o preto, o branco e seis cores básicas (violeta, azul, verde, amarelo, laranja e vermelho) Tonalidade – é a cor formada pela combinação das cores básicas Auxílio na segurança industrial: Rápida identificação de fluidos (Ex.: verde – água de resfriamento; vermelho – água de incêndio; amarelo – cloro), identificação de equipamentos (logotipo, etc.), sinalização (Ex.: vermelho – redes de incêndio; amarelo – escadas, corrimão, etc.), tinta anti-derrapante, indicação de falhas (tintas indicadoras de alta temperatura, estas tintas mudam de cor com o aumento da temperatura. Ex.: resina silicone com pigmento de óxido CR que ao atingir uma temperatura de 270º ocorre a mudança da cor original azul para a cor branca).

Absorção de calor: as cores escuras fazem maior absorção de calor Ex.: no tanque de óleo combustível temos que o aumento da temperatura diminui a viscosidade do óleo, facilitando o bombeamento do mesmo. Já as cores claras produzem uma maior reflexão do calor evitando evaporação de líquidos muito voláteis. Redução do atrito pela diminuição da rugosidade superficial Impermeabilização contra infiltração de água e outros líquidos Impedir incrustação de microorganismos marinhos Aspecto estético: torna o ambiente mais agradável Cores claras – Maior luminosidade do ambiente. Ex.:Verde, azul e branco são melhores para o estudo. Vermelho dá uma sensação de calor. Isolamento elétrico realizado com aplicação de vernizes isolantes para fios, etc. Redução da acústica via tinta anti-ruido, muito empregada na industria automobilística. A Pintura também tem o objetivo de sinalização, identificando tubulações conforme regra da ABNT – NBR 6493 - Vermelha incêndio - Amarela gás - Azul ar comprimido - Cinza Claro vácuo - Branca vapor - Cinza Escuro eletrodutos / conduítes - Laranja produtos ácidos - Púrpura produtos alcalinos - Verde água E ainda temos cores de advertência na área de trabalho, conforme ABNT – NBR 7195. Laranja - sinaliza partes móveis e perigosas de máquinas, Amarela - “CUIDADO” (corrimãos, pontes rolantes, etc.) e Vermelha - Equipamentos para incêndio.

3.3 Tipos de Pintura
A pintura industrial ainda se divide em 4 tipos, são eles: PINTURA DE FÁBRICA: É a pintura realizada ainda na fábrica produtora do equipamento. (Ex.: Bombas, compressores, etc.) Utiliza instalações fixas para pintura, cabines de jateamento, estufa, tanque de decapagem, pintura eletrostática em pó. Têm como principal característica não sofrer influência das condições atmosféricas: vento, chuva e umidade. PINTURA DE CAMPO: É a pintura realizada após a montagem dos equipamentos. Ex.: tanques, fornos, estruturas, etc. Essas peças não poderiam ser pintadas na fábrica, pois a mesma poderia ser danificada durante o manuseio, transporte ou mesmo durante a montagem da peças. Para realização desta pintura são utilizados equipamentos móveis. Ex.: Máquinas para jateamento, pistolas convencionais ou air less. PINTURA PROMOCIONAL: É uma pintura realizada ainda na fábrica, mas onde a superfície não é previamente preparada para receber a tinta. Geralmente é utilizada com o intuito de promover a publicidade do fabricante durante o transporte da mesma até o local de montagem. SHOP PRIMER: É a pintura realizada em chapas, tubos e etc., as quais serão estocados ao ar antes da instalação e montagem em plataformas, navios, etc. Esta pintura tem o objetivo de proteger as peças contra a corrosão até que as mesmas sejam utilizadas. Se o tempo de estocagem for longo, superior a 6 meses, deverá ser feito lixamento da peça para remover a tinta calcinada (porosa) e uma segunda demão do primer deverá ser aplicada para recompor a espessura de proteção. O Shop Primer não pode ter na sua composição um material que ao ser submetido a altas temperaturas (corte ou solda da peça) libere vapores tóxicos.

4 TINTA É um líquido pigmentado que ao ser aplicado sobre uma superfície se converte numa película sólida, aderente e elástica. As tintas são aplicadas sobre equipamentos e estruturas para que estas peças permaneçam por longos períodos, cerca de 6 meses, sem corrosão e que posteriormente venham sofrer uma manutenção, sendo que esta manutenção vai desde um retoque até uma substituição completa da tinta velha. As pinturas, em condições favoráveis, podem chegar a uma duração de 20 anos, mas em condições adversas teremos uma duração de 1 ou 2 anos. Esta duração depende principalmente do meio ambiente corrosivo, ao qual a peça encontra-se exposta, e ainda ao esquema de pintura aplicado.
4.1 Composição da tinta
Na composição de uma tinta, deveremos ter a combinação de diversas matérias-primas, formando uma substância homogenia na qual estão presentes pequenas partículas sólidas (pigmentos), dispersas em um líquido (veículo), podendo ou não ter ainda a presença de um componente em menor proporção chamado de aditivo. A tinta deve produzir um filme que deve ser fácil de aplicar sobre a superfície de um material (chamado de substrato), podendo este material ser uma chapa de aço, madeira, etc. E esta fina camada deverá se solidificar por mecanismo de secagem ou cura, tornando-se uma película contínua e uniforme, aderente a essa superfície, impermeável, resistente ao tempo e quando requerido, a ataque químico.
4.1.1 Veículo
O veículo é a parte fundamental da tinta, sendo composto pela resina e pelo solvente. O Veículo se divide em dois tipos: veículo volátil e veículo não volátil. Veículo volátil é composto pelo solvente, material este que é importante por facilitar a aplicação das tintas, mas estes não fazem parte do filme seco da tinta, pois evaporam durante a aplicação da tinta e ainda durante a secagem da mesma. O Solvente tem a função de solubilizar a tinta, ajustando a sua viscosidade. Quando a resina utilizada é em pó, a mistura com o pigmento também em pó resultará numa tinta em pó, o que tornaria impraticável a sua aplicação. Quando a resina utilizada é um líquido muito viscoso, temos que a mistura com o pigmento em pó se tornará numa tinta pastosa, o que também se tornaria impraticável para ser aplicada pelos métodos conhecidos. Nestes dois casos se torna necessário a utilização do solvente para dissolver a resina e se tornar num líquido homogêneo que chamamos de veículo. Este solvente tem a função então de ajudar na aplicação da tinta sobre o substrato, se evaporando após a aplicação e não fazendo parte da película de tinta restante no substrato. Tintas mais modernas utilizam uma resina líquida, sendo dispensado a utilização do solvente. Normalmente é chamado de solvente o material utilizado na fabricação da tinta, a qual normalmente é fornecida pela fábrica com uma viscosidade adequada para a aplicação com rolo ou pincel. Para a aplicação da tinta através de pistola, se faz necessário a diluição desta tinta para se obter uma tinta com uma viscosidade menor. Este solvente misturado à tinta pelo pintor no momento de aplicação da mesma tem o objetivo de diminuir a viscosidade da tinta e facilitar a aplicação do produto. Este solvente é chamado de diluente, ou também pode ser chamado de “thinner”. A tinta não é produzida com a viscosidade ideal para aplicação por pistola, pois a baixa viscosidade facilita a sedimentação dos pigmentos, formando assim uma camada endurecida no

fundo do recipiente. Desta forma a tinta é fornecida numa viscosidade maior e a mistura do diluente é feita no momento da aplicação da tinta. Este diluente deverá ser sempre compatível com o solvente e a resina utilizados na fabricação da tinta. Alguns problemas causados pela utilização do solvente podem ser a formação de poros e bolhas durante a evaporação do mesmo, facilitando assim o início da corrosão. Ocorre ainda a diminuição da espessura da camada de tinta após a evaporação do solvente. E temos ainda que alguns solventes são tóxicos e/ou inflamáveis, sendo restrito o seu uso devido a restrições ambientais ou a segurança.
A resina é o veículo não volátil que tem a propriedade de ser o ligante ou aglomerante das partículas do pigmento, mantendo os mesmo junto ao substrato. A resina deve formar uma película contínua e impermeável que evita o contato entre o substrato e os agentes corrosivos do meio. Se não houvesse a utilização das resinas os pigmentos seriam aplicados sobre o substrato, mas ficariam soltos sobre o mesmo podendo ser facilmente removidos como um pó. Logo a resina é responsável pela aderência deste pó sobre o substrato. O pigmento é o componente sólido que fica disperso na resina, conferindo a propriedade de cor e opacidade, possui ação anti-corrosiva, anti-incrustante. O pigmento não é um corante, este segundo trata-se de um elemento solúvel no veículo que geralmente tem a função de dar cor ao verniz (tinta sem
pigmento, que após a evaporação do solvente resta uma película de alto brilho), já o pigmento é insolúvel no veículo, ou seja, o pigmento pode ser separado do veículo através de centrifugação ou filtração, já os corantes não se conseguem separar do veículo. A Figura ao lado é apenas ilustrativa, pois o solvente e a resina (veículo) encontram-se em apenas uma fase e não separados. Os aditivos não são essenciais, mas melhoram determinadas características da tinta. Os aditivos podem ter característica secante, plastificante, antimofo, etc. O veículo pode ainda ser classificado em: Veículos não conversíveis ou veículos conversíveis. Veículo não conversível é aquele onde após a sua aplicação a resina não sofre mudança na sua estrutura, temos apenas a formação da película após o solvente se evaporar. Quando utilizado veículo não conversível a película tem como característica ser atacada pelo solvente, mesmo após estar seca. Veículo conversível é aquele onde a película é formada por reações químicas. A película não tem a mesma composição da resina. Após a aplicação ocorre a cura onde formam ligação cruzadas. A cura pode ser feita por oxigênio, calor ou catalisador. Propriedades dos solventes: Faixa de destilação – substâncias puras tem ponto de ebulição fixo, já os solventes tem faixa de destilação ampla. Ex. aguarrás – entre 150 e 200ºC Poder de solvência – trata-se da capacidade do solvente, em pequena quantidade, conseguir dissolver uma grande quantidade de resina. Taxa de evaporação – trata-se da velocidade de evaporação do solvente. Eles podem ser classificados em: Leves - quando têm uma taxa de evaporação maior que 3 (três) – são muito voláteis.

Médios – quanto tem uma taxa de evaporação entre 0,8 e 3 Pesados – quando tem uma taxa de evaporação menor que 0,8 - são pouco voláteis. Os principais tipos de solvente são: Inorgânicos - água, geralmente utilizada em tintas do tipo látex e PVA Orgânicos – Hidrocarbonetos: Alifáticos: - nafta, com curva de destilação entre 120º e 140º C - aguarrás mineral, com curva de destilação entre 150º e 200º C Aromáticos: - toluol, com curva de destilação entre 107º e 112º C - Xilol, com curva de destilação entre 135 e 140º C Terpênicos: - aguarrás vegetal - Ésterer: acetato de etila, acetato de butila, acetato de isopropila, etc. - álcoois: álcool etílico, álcool butílico, álcool isopropílico, etc. - Cetonas: acetona, metil-etil-cetona, etc. - Glicóis-éteres: etilglicol, etildiglicol, etc. Geralmente é utilizada uma combinação de vários solventes, ou seja, são misturados solventes leves (alta evaporação) com solventes pesados (baixa evaporação), pois o primeiro irá evaporar logo após a aplicação da tinta evitando desta forma o escorrimento da tinta e o solvente pesado irá evaporar mais lentamente possibilitando o desaparecimento de bolhas e crateras formadas durante a aplicação da tinta, bem como ajuda no nivelamento das marcas de pincel. Logo deve-se levar em consideração a solubilidade da resina no solvente, para que não ocorram defeitos na aplicação da pintura. Ex. se forem escolhidos dois solventes, um solvente leve onde a resina é solúvel e um solvente pesado onde a resina é insolúvel, teremos o surgimento de defeitos formados pela precipitação e formação de coágulos, pois o solvente leve irá evaporar logo após a aplicação da tinta e restará apenas o solvente pesado no qual a resina estará insolúvel. Logo é importante se conhecer a taxa de evaporação e o poder de solvência dos solventes para evitar o surgimento de defeitos.
4.1.2 Pigmento
Pigmentos são pequenas partículas sólidas com cerca de 5 µm de diâmetro. Estes ficam dispersos no veículo e são aglomerados pela resina após a secagem. Os pigmentos podem ser classificados em inertes e ativos. Pigmentos inertes têm baixo poder de cobertura e praticamente não interferem nas tonalidades das tintas, por não possuírem cor. Possuem dois empregos, o primeiro é para ser utilizado de forma técnica melhorando as características da tinta, sem interferir de modo significativo na cor. E a segunda aplicação é por questão econômica, substituindo parcialmente o pigmento ativo, utilizado para enchimento, desta forma reduz o custo da tinta sem perder a qualidade da mesma. Exemplos de pigmentos inertes: Carbonatos, silicatos, sílicas, sulfatos, etc. Pigmentos ativos são os pigmentos que possuem uma característica bem definida na tinta. Podem ser: Pigmentos coloridos: estes pigmentos têm a característica de dar cor à tinta, e ainda opacidade, ou seja, ter poder de cobertura para que após a aplicação não se veja a cor do fundo onde foi aplicado (cor do substrato ou da demão anterior). São diferentes dos corantes, pois estes são solúveis no veículo e conferem cor ao verniz, mas não possuem o poder de cobertura. Eles ainda podem ser: Orgânicos - tem maior poder de cobertura, tem menor densidade e possuem alto brilho.

Inorgânicos – também dão opacidade e cor, mas possuem maior resistência à luz, calor, intempéries e solventes. As cores básicas são misturadas para se formar as demais cores, podemos discriminar as cores e quando possível se os pigmentos são orgânicos ou inorgânicos. São elas:
Branca: é o mais utilizado para tinta de acabamento. O mais utilizado é o Dióxido de titânio, mas são usados também o branco de zinco, litopônio, alvaiade, sulfato de chumbo, etc. Amarelo: Inorgânicos – Amarelo de cromo (cromato de chumbo), ocre (óxido de ferro hidratado), amarelo de cádmio (sulfeto de cádmio), amarelo de zinco (cromato de zinco), etc. Orgânicos – Amarelo Hansa, Amarelo Benzidina Laranja: Inorgânico – Cromato básico de chumbo, laranja malibdênio (cromato, sulfato e molibdato de chumbo) Orgânico – laranja benzidina, laranja dinitroanilina Vermelho: Inorgânico – óxido de ferro, vermelho de molibdênio (molibdato de chumbo), vermelho de cádmio (seleneto de cádmio) Orgânico – Vermelho toluidina, vermelho “para-red” (para nitro-anilina + B naftol), vermelho naftol, vermelho pirazolona, vermelho quinacridona. Azul: Inorgânico – azul da Prússia (ferrocianeto férrico), azul ultramarino (complexo alumínio silicato). Orgânico – Azul de ftalocianina, azul molibdato. Verde: Inorgânico – Verde de cromo (azul da Prússia+amarelo de cromo), óxido de cromo verde. Orgânico – verde de ftalocianina (azul de ftalocianina clorado), verde molibdato. Preto: Óxido de ferro, negro de fumo (carbon-black), grafite. O negro de fumo é obtido da queima incompleta de hidrocarbonetos. Ele é o pigmento mais leve e com o maior poder de cobertura. Temos ainda os pigmentos metálicos: Alumínio: ele é fornecido de duas formas, “leafing” e “non-leafing”. As “leafing” os pigmentos ficam na disposição de pequenas lâminas que aparentam, na película seca de tinta, uma camada metálica contínua. O pigmento “non-leafing” se distribui de maneira aleatória na tinta. É utilizado nas tintas automobilísticas. Zinco: O pigmento de zinco em pó é utilizado em tintas de fundo anticorrosivas. Possui tonalidade cinza-claro. Bronze: São ligas de zinco e cobre e possuem aspecto dourado. Pigmentos Anticorrosivos são pigmentos que possuem a característica de protegerem os substratos ferrosos contra a corrosão por meio de mecanismos eletroquímicos como proteção catódica e passivação anódica. Estes pigmentos são utilizados somente em tintas de fundo, pois necessitam estar em contato com o substrato ferroso. Alguns pigmentos Anticorrosivos: Zarcão: Mistura de Pb3O4 com 2 a 10% de PbO, mas possui algumas desvantagens, como:
- Possui alto peso específico ocorrendo sedimentação. - Não é indicado para meio ambiente muito agressivo, nem para imersão na água. - É utilizado para proteção de ferro. Provoca corrosão no alumínio e aço galvanizado. - Não serve para ser utilizado como shop-primer pois quando submetido à alta temperatura (solda) produz vapores tóxicos.

Cromato de Zinco: É um pigmento amarelado. É levemente solúvel na água (1g/litro). Eficiente para pintura em Alumínio e Aço Galvanizado. Mas possui as desvantagens de não servir para alta umidade nem para imersão e ainda é tóxico e cancerígeno. Cromato básico de Zinco – Tetroxicromato de Zinco: É um pigmento amarelado, menos solúvel que o cromato de zinco (0,02 g/litro). Possui propriedades superiores ao cromato de zinco para a proteção de aço, alumínio e galvanizado. Fosfato de Zinco: É um pigmento branco. Não é tóxico, substituindo o Zarcão e o Cromato. Quando a água penetra na película é formado o fosfato de ferro que é protetor. Óxido de ferro: É um pigmento muito utilizado por ser barato. Ele só atua como barreira, não sendo anticorrosivo. Pó de Zinco: Pigmento metálico utilizado nas tintas chamadas de “ricas em zinco”, as quais são as tintas de fundo anticorrosivas. Temos ainda os pigmentos: Perolados: Deixam as tintas com aspecto de acetinado. Fluorescentes: Estes pigmentos quando submetidos à radiação ultravioleta emitem radiação luminosa no espectro visível, geralmente utilizados em tintas de demarcação e sinalização. Fosforescentes: Emitem radiação luminosa mesmo após ter cessado a fonte de luz incidente. Pigmentos Antiincrustantes são utilizados por serem venenosos e não permitirem a aderência de organismos marinhos como mariscos, cracas, algas e etc., os quais aumentariam o atrito entre a embarcação e o mar, ocasionando desta forma uma diminuição da velocidade e o maior consumo de combustível. A ação deste pigmento se baseia pela lixiviação dos componentes venenosos pela água do mar, formando junto ao casco uma camada, que impede a incrustação de organismos vivos.
4.1.3 Aditivo
Aditivos são constituintes que não estão obrigatoriamente nas tintas, mas estes melhoram certas propriedades das tintas durante a fabricação, estocagem ou aplicação. Os principais são os seguintes:
- antinata: Tintas que secam por oxidação, como tintas a óleo e alquídicas, estão mais sujeitas a formação de uma nata na superfície da tinta quando se encontram estocadas na embalagem. Estes aditivos evitam a formação desta nata e deverão ser voláteis para evaporar junto da secagem da tinta. - Secantes: atuam como catalisadores acelerando a secagem do filme de tinta através da oxidação. Ex. Naftenatos de cobalto, manganês, chumbo, cálcio, ferro, zinco, etc. - Antimofo: São utilizados para evitar a putrefação das tintas, principalmente em tintas a base de água, quando se encontram estocadas em suas embalagens, bem como evitar a formação de mofo em películas de tinta já aplicadas que se encontram em ambientes úmidos. - Tixotrópicos: Utilizadas em tintas de alta espessura. Estes aditivos são utilizados para diminuir a viscosidade da tinta com a agitação e estas recuperam a sua viscosidade após a aplicação. Ideais para aplicação da tinta em superfícies verticais evitando desta forma o escorrimento da mesma. Ex: Carboxi-metil-celulose, etil-celulose, sílica-gel, bentonita, etc. - Antisedimentante: Atuam sobre as partículas do pigmento produzindo um gel coloidal e evitando a sedimentação, e ocorrendo a sedimentação evitam que a mesma forme um sedimento duro e compacto. - Nivelante: Atuam como produtos tensoativos que agem na tensão superficial das tintas, melhoram o espalhamento e provocam o desaparecimento de marcas deixadas pelo pincel ou bolhas de ar.

- Antiespumante: Aumentam a tensão superficial, diminuindo então a formação de espuma durante a aplicação ou fabricação das tintas. - Plastificante: Atua de forma a dar à película uma maior flexibilidade à tinta. - Antiincrustante: São venenosos e utilizados para evitar a aderência de organismos marinhos.
4.1.4 Carga
As Cargas são constituintes similares aos pigmentos, porém de menos eficácia, sendo utilizado nas tintas para auxiliar na sua composição e barateá-las. Tem fraco poder de cobertura e não possuem propriedades anticorrosivas. Controlam o brilho da tinta, a tornando mais fosca. Aumentam a espessura da película da tinta seca (importante para tintas de alta espessura). Melhoram a consistência da tinta melhorando a mesma para aplicação. Evitam o escorrimento da tinta quando aplicadas em superfícies verticais. Principais cargas:
- Carbonato de Ca e Mg – tem baixo custo, mas não tem resistência a ácidos e álcalis. - talco e caulim (silicatos de Mg e Al) – boa resistência química, ao calor e às intempéries. - Mica (silicato de Al e K) – proteção por barreira. - Quartzo (sílica) – possui alta resistência química, dureza e resistência a abrasão - Barita (BaSO4) – resistente às intempéries e aos ácidos, mas tem o problema de sedimentar quando é estocado.
4.2 Teor de Pigmentos
A concentração volumétrica de pigmento (CVP), ou seja o teor de pigmento, pode influenciar em diversas propriedades da tinta. O brilho é influenciado pela CVP: CVP < 30 , baixo teor de pigmento – película brilhante CVP entre 30 e 40 – película semi-brilhante CVP entre 40 e 50 – película semi-fosca CVP > 50 – película fosca CVP=(Vol. Pigmento (P) / Vol. Pigmento (P+R)) x 100% CVP crítica – é a maior porcentagem de pigmento que pode ser agregado na resina. Se o CVP for maior que CVP crítico significa que não há resina suficiente formando desta forma um filme fosco, descontínuo, poroso, permeável à água, com fraca durabilidade e pouca resistência à abrasão. As tintas com baixo teor de pigmento são menos permeáveis , mais brilhantes, menos porosas e mais flexíveis. As tintas de alto teor são mais permeáveis e mais foscas. Tintas de fundo devem ter o teor de pigmento mais alto, próximo ao CVP crítico, para que os pigmentos anticorrosivos tenham sua ação mais edificante.

Tintas de acabamento devem ter o teor de pigmento mais baixo para terem uma película mais brilhante e mais impermeável.
Podemos também calcular a porcentagem de não-voláteis no volume (sólidos por volume) da tinta. %NVV=((vol. Pigmento + resina)/(vol. Total da tinta)) x 100 % onde a parte sólida é composta pelo pigmento + resina + carga Pode se determinar o NVV em um canteiro:
- para pintar uma área “A” (m2) - medir o peso “P” (kg) da tinta gasta na pintura da área A - medir a espessura média “e” da película seca (µm) - obter a massa específica “m” da tinta (kg/m)
logo, %NVV = (A x e x m) / (10 x P)
4.3 Formação da Película de tinta
A formação da película de tinta depende de dois fatores: Coesão (entre os constituintes do revestimento) e adesão (do revestimento ao substrato). Quando a coesão for máxima teremos uma adesão nula, desta forma para se obter uma tinta bem formulada é necessário se obter uma tinta com grande aderência, mas sem prejuízo da coesão molecular, obtendo uma película resistente e flexível. Os principais mecanismos de formação de película de tinta são:
- Evaporação do solvente: é o mecanismo existente em todas as tintas de uso industrial, mesmo naquelas que utilizam outro mecanismo a evaporação do solvente contribuem para a formação da película. Este mecanismo tem como vantagem a boa aderência entre demão e como desvantagem o fato de a própria evaporação do solvente

gerar bolhas, poros e cratera que podem diminuir a impermeabilidade da película e assim favorecer a ocorrência de corrosão. - Oxidação: este mecanismo ocorre quando temos duplas ligações no veículo fixo da tinta. Casos com resinas com óleos e derivados de óleos. A formação da película se dá pela evaporação do solvente e reação da resina com o oxigênio do ar. - Polimerização: Mecanismo das principais tintas de alto desempenho e alto poder impermeabilizante. O processo acontece de duas formas: polimerização térmica, quando é necessário uma energia térmica de ativação, são tintas curáveis em estufa. E a outra forma consiste da polimerização por condensação. Estas tintas são fornecidas em dois ou mais componentes. - Coalescência: neste mecanismo as partículas da resina, geralmente na forma esférica, são reunidas sob a influência do agente coalescedor, formando películas coesas e geralmente plásticas.
4.4 Classificação das tintas
Quanto a ordem de Aplicação as tintas podem ser classificadas em: Tinta de fundo; Tinta intermediária e Tinta de acabamento.
4.4.1 Tinta de Fundo ou “primer”
O primer é a tinta de base, utilizada para a primeira demão de tinta, e com a principal finalidade de aderência ao substrato e proteção anticorrosiva, sendo considerado um importante componente dos sistemas de pintura, uma vez que contém pigmentos anticorrosivos para assegurar uma boa proteção do substrato. As principais características de um primer são as seguintes:
- Aderência – Forte ligação ao substrato - Coesão – Alta resistência interna - Inércia e Proteção Anticorrosiva – Forte resistência aos agentes químicos e corrosivos - Dilatação – flexibilidade apropriada
Sob certas condições devem ter resistência química equivalente ao restante do sistema de pintura para proteção satisfatória contra a solução química na qual ele estiver imerso.
4.4.2 Tintas Intermediárias ou “Tié Coat”
As tintas intermediárias são geralmente utilizadas para aumentar a espessura do esquema de pintura, aumentando desta forma a proteção por barreira. A espessura física dos sistemas de pintura melhora muito outras propriedades essenciais para o revestimento, como o aumento da resistência elétrica, resistência à abrasão e resistência ao impacto. A tinta intermediária deve ter forte aderência ao primer e ser uma boa base para o acabamento, evitando desta forma problemas entre a aderência entre camadas.

4.4.3 Tintas Acabamento
Esta tinta contém finalidades estéticas de cor, textura e brilho, bem como possui importantes funções para proteger o esquema e aumentar a impermeabilidade. Formam a primeira barreira ao ambiente, devendo resistir aos agentes químicos, água e intempéries. Em alguns casos a tinta intermediária faz a barreira principal e a tinta de acabamento desempenha outras funções, como gerar uma superfície antiderrapante.
4.5 Tipos de Tinta
As tintas podem ser de um componente (monocomponentes) ou de dois ou mais componentes. Tintas de um componente são tintas prontas para o uso, são simples de utilizar, pois basta misturar e aplicar. Se necessário poderão ser diluídas para facilitar a aplicação. Podem ser armazenadas após o uso. Tintas de dois componentes vem em recipientes separados e só devem ser misturadas pouco tempo antes do uso. Estas tintas curam por reação química. Após o vencimento do pot-life, tempo de vida útil da mistura dos dois componentes, a tinta torna-se imprestável para o uso. Algumas tintas necessitam de tempo de indução (pré-reação), ou seja, após a mistura dos dois componentes deve-se aguardar cerca de 10-15 minutos para fazer a aplicação. Tintas Convencionais
- Tintas a Óleo: São tintas em que o veículo é um óleo secativo. Estes óleos possuem moléculas não-saturadas e secam pela adição de oxigênio às moléculas. Temos como principais óleos secativos: Linhaça – é o mais utilizado Tungue – tem mais insaturação (presença de ligações duplas C=C), logo forma películas mais duras e mais impermeáveis. Oiticica – tem alta reatividade, mas é escura não sendo utilizada para tintas claras. O óleo de mamona quando desidratado torna-se um óleo secativo. Ele não amarela com o tempo, sendo indicado para tintas claras. As tintas à óleo secam em parte pela evaporação do solvente e parte pela oxidação do óleo ao ar. Estas tintas possuem grande molhabilidade e por isso podem ser aplicadas em superfícies com pouco preparo: St2, St3 e Sa2, onde têm boa aderência. São tintas de secagem mais demorada e são saponificáveis, sendo indicadas para atmosferas pouco agressivas. Não são indicadas para atmosfera marinha, úmida ou industrial, nem para imersão em água. - Tintas Alquídicas Foram as primeiras resinas sintéticas a serem usadas em tintas - “esmaltes sintéticos”.
São obtidas pela reação de poliálcoois e poliácidos, gerando um poliéster. O poliácido geralmente utilizado é o ácido ftálico na forma anidrido ftálico, sendo o glicerol e pentaeritritol os mais utilizados como poliálcoois. Na formulação das tintas, é feita a modificação da resina alquídica pela substituição parcial do poliácido por óleo vegetal (óleo secativo). A secagem destas tintas ocorre como as tintas à óleo, parte por evaporação do solvente e parte pela oxidação do óleo secativo.
O teor de óleo secativo define a qualidade da tinta, são elas:

- curtas em óleo: 30-40% de óleo. Sendo usada na pintura de manutenção industrial. - Médias em óleo: 50-60% em óleo. - Longas em óleo: 60-70% em óleo. Usada em pintura doméstica (grades, portões, etc.). As tintas de teor curto possuem secagem rápida, aumentando o teor a secagem da tinta fica mais lenta.
Efeitos do teor de óleo nas tintas: - Flexibilidade: Longas formam filmes flexíveis e brilhantes, enquanto as curtas formam filmes duros. - Secagem: Longas secam mais lentamente. - Solubilidade: Longas são mais solúveis em aguarrás. Curtas são mais solúveis em Hidrocarbonetos aromáticos. - Método de aplicação: Longas podem ser aplicadas à pincel, rolo ou pistola. Curtas só podem ser aplicadas à pistola. As tintas Alquídicas são mais resistentes que as tintas à óleo, mas também são saponificáveis. Podem ser utilizadas em atmosferas mediamente agressivas onde apresentam bons resultados de proteção anticorrosiva, mas não devem ser utilizadas em atmosfera marinha ou industrial (altamente agressivas). Estas tintas tem boa molhabilidade, podendo ser aplicadas sobre superfícies com grau de limpeza St2, St3 ou jato Sa2.
Alquídicas Modificadas As resinas alquídicas podem ser associadas a outras com o objetivo de melhorar as suas propriedades. - Alquídica-melamínica – possui alta dureza, retenção de cor e brilho, resistente à umidade, utilizada em esmaltes para geladeira, máquina de lavar roupa, automóveis, etc. Sua cura ocorre apenas em estufa. - Alquídica-acrílica – tinta para automóveis associada às melamínicas. - Alquídica-silicone – resistente a 250º C e cura na temperatura ambiente. - Alquídica-Borracha clorada – resistente à abrasão.Utilizada em pintura de tráfego. Ex: ruas, estradas, etc. As tintas Alquídicas são produtos que apresentam custo final baixo, se comparado ao custo de outras tintas anticorrosivas.
- Tinta Fenólicas A resina fenólica é obtida pela reação de um fenol com um aldeído. Tem cura por calor (150º C). As resinas fenólicas modificadas com óleos secativos curam à temperatura ambiente. Estas tintas com resina fenólica modificada por óleos secativos curam à temperatura ambiente. Estas tintas com resina fenólica modificada pó óleo secativo apresentam resistência química, térmica e à água, todas superiores às tintas a óleo e alquídicas, mas tem resistência aos raios ultravioleta menor que elas. Estas tintas secam parte por evaporação do solvente e parte pela oxidação do óleo secativo. Possuem maior resistência ao calor que as tintas alquídicas, cerca de 120º C.
Possuem boa dureza, flexibilidade e adesão ao substrato. Estas tintas têm fraca molhabilidade exigindo preparo da superfície a ser pintada com jato Sa2 ½. Podem ser utilizadas em atmosferas mediamente agressivas. Não deverão ser utilizadas em atmosferas marinha ou industrial, nem em imersão em água salgada. - Tintas Betuminosas São tintas obtidas através dos resíduos do processo da destilação (piche) do petróleo ou carvão mineral.

Essa tinta se obtém dissolvendo estes resíduos, asfalto ou piche (coal-tar), em solventes apropriados. O petróleo gera como resíduo o asfalto que é solúvel em Hidrocarboneto alifático (aguarrás). O carvão mineral gera como resíduo o piche ou alcatrão que é solúvel em Hidrocarboneto aromático.
Estas tintas têm secagem somente pela evaporação do solvente. São tintas de baixo custo e elevada impermeabilidade. Tem como mecanismo de proteção por barreira, deve ser aplicado com grande espessura 2-3mm. Resistente à umidade e imersão em água. Possuem grande molhabilidade podendo ser aplicada em superfície com pouco preparo – St2, St3 e Sa2. Podem ser aplicadas a quente, conhecidas como “coal-tar-enamel” ou diluídas com solvente. Estas tintas possuem como desvantagem a pouca resistência térmica, ou seja, amolecem em temperaturas acima de 50º C escorrendo de superfícies verticais.
Só podem ser usadas em revestimento de cor escura. Tem fraca resistência aos raios ultravioletas, como também tem baixa resistência à abrasão. Emulsões aquosas de asfalto podem ser utilizadas como impermeabilizante para caixa d´água, lajes, etc.
Tintas Seminobres São caracterizadas pela secagem por evaporação do solvente. Eventualmente são chamadas de “lacas”.
- Tintas Acrílicas: São obtidas através de esterificação dos ácidos acrílico e metacrílico.
São tintas que tem grande resistência aos raios ultravioletas, tendo boa retenção de cor e brilho. A secagem desta tinta ocorre apenas pela secagem do solvente, são então sensíveis aos solventes mesmo após a secagem. Tem fraca molhabilidade exigindo uma boa limpeza de superfície para a sua aplicação – Sa2 ½. Podem ser utilizadas como proteção anticorrosiva para atmosfera mediamente agressiva. As emulsões acrílicas competem com a PVA na construção civil, tem melhor resistência às intempéries. Também são usadas como verniz de concreto, piso e etc. Utilizam como solvente a água o que evita restrições ambientais e de segurança.
- Tinta de Borracha Clorada São obtidas através da cloração da borracha natural, contendo em sua composição um teor de cloro 67%.
Secagem ocorre apenas pela secagem do solvente. É uma tinta monocomponente, não conversível, possuindo boa aderência entre demãos. São tintas de boa resistência a produtos químicos inorgânicos, ácidos e alcalinos. São pouco tóxicos sendo indicada para pintura de reservatórios de água potável. Tem baixa resistência térmica, não devendo ser utilizadas para temperatura acima de 60ºC. Atuam com proteção por barreira, possuem alta impermeabilidade podendo ser utilizadas em atmosfera marinha, alta umidade, imersão em água doce ou salgada.
Tem boa resistência a impacto e abrasão. Fraca molhabilidade, o que exige uma superfície com alto grau de limpeza – jato Sa2 ½ . Não devem ser aplicadas direto ao aço, deve ser utilizado junto com epoxi.

Possui uma secagem rápida, exigindo que a aplicação seja feita apenas à pistola.
- Tinta Vinílica As resinas vinílicas são obtidas a partir de copolímero de cloreto e acetato de vinila. Tem boa resistência em química, principalmente em meios ácidos. Sua película é flexível, com boa resistência à abrasão e impacto. Tem boa retenção de cor e brilho.
A secagem se dá somente pela evaporação do solvente. As tintas vinílicas por possuírem Cl na molécula são auto-extinguíveis, ou seja, não propagam a chama.
São tintas termoplásticas, suportando temperaturas de até 65-70º C. Estas tintas podem ser utilizadas em atmosferas mediamente agressivas. Tem fraca molhabilidade exigindo um alto preparo da superfície – Sa2 ½.
Tinta Anti-incrustantes – é um tipo de tinta vínilica usada como acabamento, onde são utilizados pigmentos venenosos. Estas tintas têm como objetivo prevenir as incrustações marinhas o que provocaria uma redução de velocidade e um aumento no consumo de combustível da embarcação. A tinta anti-incrustante quando imersa na água libera o biocida através de lixiviação. Os biocidas mais utilizados são o óxido de cobre e compostos de estanho (TBTO e TBTF). Seu desempenho está ligado à taxa de lixiviação, sendo eficiente no período entre 12-24 meses. Tinta Wash-primer - é um tipo especial de tinta vínilica onde é utilizada a resina polivinil Butiral (resina PVB), sendo esta obtida através da reação entre um álcool vinílico e um aldeído. Estas tintas têm a função de promover a aderência das tintas sobre superfícies de aço galvanizado e alumínio.
- Tinta Estireno-Acrilato
São obtidas pela polimerização de estireno com acrilonitrila. Estas tintas são muito bonitas e são resistentes aos raios ultravioletas, se caracterizando pela boa retenção de cor e brilho. Podendo então substituir as tintas acrílicas.
Estas tintas secam somente pela evaporação do solvente. São geralmente utilizadas como tinta de acabamento em equipamentos e instalações onde a retenção de cor e brilho são importantes.
São indicadas para uso em atmosfera mediamente agressiva. Estas tintas exigem um alto preparo da superfície onde será aplicada, Sa2 ½.
Tintas Nobres
- Tintas epoxis Estas tintas são obtidas pela reação entre epicloridrina e bisfenol.
São tintas muito utilizadas no Brasil, pois são tintas de alta performance e de custo médio. É uma tinta de dois componentes, um contendo o pré-polímero epóxi e o outro contém o agente de cura, geralmente amina ou amida. As tintas epoxis que utilizam a amina como agente de cura apresentam excelente resistência química à ácidos, álcalis e solventes. Possuem um menor tempo de secagem. Estas tintas são indicadas para ambientes quimicamente agressivos. Necessitam de um tempo de indução, ou seja, aguardar um período mínimo de 10-20 minutos após a mistura dos componentes para ocorrer a reação dos mesmos e poder aplicar a tinta. Possui um curto Pot-life, tempo máximo para aplicar a tinta antes que ela comece a endurecer, cerca de 6 a 8 horas. A segunda demão deve ser aplicada após 72 horas da primeira aplicação para evitar delaminação entre as camadas. A cura completa ocorre em 5 a 7 dias e em temperatura ambiente. Devem ser aplicadas quando a Umidade relativa do ar for inferior à 85%.

As tintas epoxis que utilizam a amida como agente de cura apresentam uma melhor resistência à água, sendo indicadas para ambientes altamente úmidos ou em imersão constante em água. Estas tintas ainda apresentam melhor flexibilidade e aderência que as tintas curadas pela amina, mas demoram mais para secar. As tintas epoxis possuem alta performance, pois têm excelente resistência química (álcalis, ácidos, etc), mecânica (abrasão, impacto, etc), mas são tintas de fraca resistência aos raios ultravioletas, ou seja, quando ficam expostas ao intemperismo natural sofrem descoloração, perda do brilho e calcinação (chalking), não sendo indicadas para pintura de sinalização. Maior Pot-life. Estas tintas não precisam de 02 para a cura, podendo completar a cura da tinta em total imersão da mesma. Possuem menor resistência térmica, cerca de 105º C. Podem ser aplicadas com alta Umidade Relativa do ar.
Estas tintas são as mais utilizadas na manutenção industrial em ambientes agressivos devido à excelente flexibilidade, dureza e resistência ao impacto e abrasão. Possuem também uma excelente aderência. Têm boa resistência à temperatura, suportando até 120ºC em uso contínuo e suportam ainda picos de 180º C. Necessitam de superfícies de alto preparo para serem aplicadas, mínimo Sa2 ½.
- Tinta Alcatrão de Hulha (coal-tar)
Conhecidas como tinta “coal-tar epóxi”. São tintas compostas de resina epóxi modificada com 50 a 70% de coal-tar mais o agente de cura. São tintas de dois componentes, tendo como base a resina epóxi e como catalisador o coal-tar somado ao agente de cura. Esta tinta combina a propriedade da resina epóxi (resistência mecânica e química) com a propriedade do coal-tar (flexibilidade, impermeabilidade à água, tolerância ao preparo da superfície e baixo custo). Podem ser aplicadas direto ao aço, sem necessidade do uso de primer. O agente de cura pode ser a amina que resiste mais à abrasão que a amida, mas possui uma secagem mais lenta. Já as tintas que usam a amida como agente de cura terão maior resistência à água, aumentando ainda mais a impermeabilidade destas tintas.
Estas tintas apresentam algumas desvantagens: São pouco compatíveis com muitas tintas, pode ocorrer sangramento se a tinta de acabamento tiver solventes fortes, suportam temperaturas até 60-70º C onde começam a escorrer. São tóxicas, pois o coal-tar é cancerígeno, não podendo ser utilizada em tanque de armazenamento de água potável ou nas industrias alimentícias. Estas tintas são muito utilizadas em estruturas metálicas enterradas, submersas, ou em contato com água doce e salgada.
- Tinta epóxi-Mastique São tintas de resina epóxi modificada com resina hidrocarbônica e com agente de cura (amina e isocianatos). A resina hidrocarbônica aumenta a resistência à umidade da tinta, bem como a molhabilidade e flexibilidade. Estas tintas possuem grande capacidade de aderência em superfície com baixo grau de limpeza, St2 e St3.
Estas tintas atuam com proteção por barreira. Para melhorar a estética podem ser usadas tintas acrílicas ou poliuretano como tintas de acabamento.

- Tinta epóxi-éster Estas tintas possuem resina epóxi modificadas com óleo secativo. Estas tintas secam por oxidação do óleo ao ar.
São tintas monocomponentes. Estas tintas possuem qualidade inferior, sendo comparáveis às tintas alquídicas e fenólicas óleo modificadas, mas têm maior resistência a álcalis que as tintas alquídicas. São também classificadas pelo teor de óleo, sendo curtas, médias ou longas. As longas são aplicáveis a trincha, secam mais lentamente e possuem menor resistência química. As curtas tem maior dureza, aderência e resistência química.
- Tinta epóxi-Isocianato São tintas de dois componente, usando resina epóxi com isocianato alifático com pigmento óxido Fe. São usadas como tintas condicionadoras para superfície de aço galvanizado ou alumínio promovendo aderência à mesma, substitui o wash-primer. Deve ser usada em pequena espessura (15-20 µm) para não prejudicar a aderência, depois é utilizada outra tinta por cima.
Resinas termo-curáveis Estas tintas fazem a cura pelo calor, secam somente em estufa com temperatura de 150º C e tempo entre 15 minutos e 2 horas. Estas tintas não reagem a temperatura ambiente, logo podem ser fornecidas em apenas um componente. Se a temperatura de cura foi baixa ou o tempo mais curto que o necessário a película de tinta ficará mole. Se a temperatura de cura for alta ou permanecer na estufa por um período maior que o necessário a película ficará quebradiça. As tintas termo-curáveis utilizam resina epóxi que pode ser associada à fenólica, uréica ou melamínica. Tinta com resina epóxi-fenólica tem grande resistência química, melhor que a tinta epóxi pura. Possui boa propriedade física como aderência, flexibilidade, resistência ao impacto e a abrasão. Mas não são disponíveis em cores claras. Tintas epóxi-uréica e melamínica são disponíveis em cores claras, apresentando boa retenção de cor e brilho. São tintas que possuem grande resistência ao calor. Boa aderência, resistência ao impacto e à abrasão, tem boa flexibilidade. São tintas indicadas para a pintura de automóveis e eletrodomésticos. - Tintas Poliuretana São tintas que utilizam a resina poliuretânica, as quais são obtidas pela reação de um isocianato com um álcool. São tintas de alta performance, alta resistência a agentes químicos e à abrasão e impacto. Tem grande beleza de acabamento e retenção de brilho. Sua secagem ocorre por Polimerização (união de moléculas de um certo composto formando um novo composto designado por polímero). As tintas que utilizam isocianato aromático têm fraca resistência a raios ultravioletas, não tendo boa retenção de cor e brilho quando expostas ao intemperismo natural. Já as tintas onde o agente de cura é um isocianato alifático são excelentes na resistência de raios ultravioletas, obtendo boa retenção de cor e brilho. Podem ser usadas em atmosferas altamente agressivas, mas requerem uma excelente limpeza da superfície onde será aplicada.
- Tintas de Silicone São tintas com resinas semi-orgânicas em cujas moléculas existem átomos de silício. São indicadas para a pintura de superfície que trabalham m temperaturas superiores á 120º C.

A secagem ocorre em parte pela evaporação do solvente e parte por conversão térmica. Para a cura da película da tinta é comum, após a evaporação do solvente, elevar a temperatura à razão de 50º C por hora, até atingir uma temperatura de 300º C. As tintas mais utilizadas são as pigmentadas com zinco para pintura de fundo e pigmentada com alumínio para pintura de acabamento (resistindo uma temperatura de até 600º C). Estas tintas requerem uma excelente limpeza de superfície, um grau mínimo de Sa2 ½. A resina de silicone pode ainda ser combinada com resinas alquídicas ou acrílicas, onde a cura ocorrerá em temperatura ambiente (não será necessário o aquecimento para que ocorra a cura quando combinada com estas resinas), mas só podem ser utilizadas em temperaturas até 250º C.
- Tintas ricas em zinco Estas tintas são de alta performance, para utilização como tinta de fundo. São tintas com pigmento de zinco que devem possuir um elevado teor de zinco, cerca de 92% em peso na película seca de tinta. Este alto teor de zinco é necessário para garantir o contato elétrico com o substrato, pois este zinco atuará com proteção catódica (são usadas como primer). Exige um alto grau de limpeza da superfície, padrão Sa3, para manter o contato do zinco com o substrato. Estas tintas possuem boa resistência à abrasão, condutividade elétrica, permitindo soldagem ou corte das chapas sem produzir fumaça. São usadas como Shop-primer para manter as chapas protegidas durante o armazenamento. Estas tintas resistem a atmosferas úmidas e marítimas, mas não resistem ao meio ácido ou alcalino, necessitando de uma tinta de acabamento protetora. Também não são utilizadas para atmosferas industriais, sendo necessário o uso de uma tinta acrílica ou PU como acabamento. Podem ser utilizadas tintas não saponificáveis (acrílica ou PU) como tinta de acabamento, pois as mesmas aumentarão a proteção e ajudarão a reter a cor e o brilho. As tintas ricas em zinco quando em imersão na água doce ou salgada liberam H2 gerando empolamento na película de tinta. Para evitar este problema pode ser usada uma tinta betuminosa, borracha clorada ou vinílica como tinta de acabamento. As tintas mais importantes são: Zinco epóxi, silicato inorgânico de zinco e etil-silicato de zinco. Zinco-Epoxi é uma tinta com veículo epóxi e possui como agente de cura a amina ou amida. Esta tinta é fornecida em dois componentes, possuindo um pot-life de 6 a 8 horas. Deve-se manter a tinta em agitação durante a aplicação para evitar a deposição do zinco. Usada como tinta de fundo para atmosfera altamente agressiva e imersão em produtos de petróleo e produtos químicos. Silicato Inorgânico de Zinco é uma tinta de dois componentes. Pode ser usada como tinta de fundo para atmosferas altamente agressivas, imersão em produtos de petróleo e químicos. Possui resistência a abrasão e impacto, e por ter a película totalmente inorgânica suportam elevadas temperaturas. É a única tinta que suporta temperaturas superiores à 600º C. Possui excelente aderência, a umidade do ar e o CO2 ajudam na cura, eles reagem com o zinco e vedam os poros, aumentando a impermeabilidade. Usa como solvente a água, a qual não é inflamável e pode ser utilizada para pintura em ambientes confinados. É resistente ao intemperismo natural resistindo aos raios ultravioletas e umidade. Permite a soldagem e corta das chapas, podendo ser usada como shop-primer.

Pode ser utilizado como acabamento a tinta acrílica (quando a atmosfera for pouco agressiva) ou a tinta poliuretana (quando a atmosfera for muito agressiva) para aumentar a proteção e reter a cor e brilho. Deve ter um excelente preparo da superfície, Sa3. a aplicação deve ser feita em temperatura superior a 20º C e com umidade relativa do ar abaixo de 85%, pois senão a secagem ficará muito lenta.
Pot-life de cinco dias. Etil-silicato de Zinco é uma tinta que foi desenvolvida para reduzir as desvantagens do silicato inorgânico de zinco. É uma tinta de dois componentes que usa um solvente orgânico (álcool), o qual é inflamável e possui restrições para ambientes confinados. Possui apenas 75% de zinco na película seca, continuando a efetuar a proteção catódica do aço. É resistente à abrasão e solventes. Pode ser utilizada em atmosfera marinha e em alta temperatura, cerca de 400º C. Mas não resiste à meios ácidos e alcalinos.
Esta tinta é mais flexível tendo uma aplicação mais fácil. A cura desta tinta ocorre mesmo com elevada umidade relativa do ar, mesmo maior que 90%.
Pot-life menor que Silicato inorgânico de Zinco, cerca de oito horas.
4.6 Rendimento da Tinta
O rendimento é definido com a área que se consegue pintar em 1 demão de tinta ao se utilizar 1 litro de tinta. O Rendimento Teórico leva em consideração a superfície lisa como vidro e que não ocorrem perdas na aplicação. Rendimento teórico = (%NVV x 10 )/ e %NVV - sólido por volume de tinta, é um dado fornecido pelo fabricante da tinta e - é a espessura do filme seco medido em µm O rendimento teórico é importante para se comparar o valor econômico entre duas tintas, pois uma tinta poderá ter um preço maior, mas seu rendimento ser muito superior a outra que acaba se tornando mais econômica. Ex. tinta A – preço unitário = 8,00; %NVV = 43% e espessura 1ª demão = 35 µm Tinta B – preço unitário = 7,50; %NVV = 37% e espessura 1ª demão = 35 µm Rendimento teórico : tinta A = (43x10)/35 = 12,3 m2/litro Tinta B = (37x10)/35 = 10,6 m2/litro A comparação será feita dividindo-se o preço unitário pelo rendimento teórico da tinta para então obtermos o valor por demão por metro quadrado Tinta A = 8,00/12,3 = 0,65 $/m2/demão Tinta B = 7,50/10,6 = 0,71 $/m2/demão Logo do exemplo podemos tirar que a tinta A, embora mais cara, é mais econômica. O Rendimento Real é definido como a área que se consegue pintar na prática, ou seja, levando em consideração as condições reais e suas perdas. Para uma rápida aproximação poderíamos considerar o rendimento real como sendo de 50 a 70% do rendimento teórico.

São levados em consideração para o cálculo do rendimento real:
- rugosidade da superfície - método de aplicação - seqüência de demãos, o rendimento vai melhorando conforme vão sendo aplicadas as demãos - estado inicial de oxidação - condições ambientais - tipo de tinta utilizada - qualidade da mão de obra
Rendimento real = (% NVV x F) / ((e/10)+R) %NVV – sólidos por volume a tinta e – espessura da película seca F – fração aproveitável da tinta (função do método de aplicação da tinta- pincel, rolo, pistola) R – fator obtido em função da rugosidade da superfície
Valores do Fator F Método Rendimento
Pincel ou brocha 0,90 – 0,95 Rolo 0,85 – 0,90 Pistola Convencional 0,75 – 0,90 Pistola “Airless” 0,85 – 0,90 Valores do R: Rugosidade Média (µµµµm)
R(Coeficiente de Rugosidade)
20 1,3 30 2,0 45 3,0 55 3,7 70 4,7 75 5,0 80 5,4 150 9,0
Obs: para 2ª demão utilizar R igual a 0,5 do valor utilizado para a 1ª demão e para demão de acabamento utilizar R = 0,5 Custo da tinta Consumo de tinta (litros/m2) = 1/rendimento real (m2/litro) Custo da tinta ($/m2) = consumo da tinta x preço da tinta ($/litro)

5 LIMPEZA E PREPARO DA SUPERFÍCIE O esquema de pintura consiste basicamente de quatro etapas:
- Limpeza e preparo da superfície - Aplicação da tinta de fundo (primer) - Aplicação da tinta intermediária - Aplicação da tinta de acabamento.
A especificação da pintura estará relacionada a diversos fatores, sendo eles os ambientes corrosivos em que estarão expostos; condições operacionais dos equipamentos; maior ou menor dificuldade para ser repintado e posição da superfície a ser pintada. Deverá ainda ser levada em consideração a utilização de tintas específicas como antiincrustante no casco de navios, tintas reflexivas em demarcação e sinalização, etc.
Para isso deverá ser levado em consideração:
- Limpeza e preparo da superfície: etapas da limpeza, padrão de limpeza e rugosidade da superfície; - Tinta de fundo, intermediária e acabamento: tipo, especificação, espessura por demão, intervalos entre demãos (mínimo e máximo), número de demãos, método de aplicação da tinta.
O preparo da superfície constitui uma das etapas mais importantes da Pintura Industrial, pois é a etapa mais cara, cerca de 50% do custo total, e de grande importância para a aderência da tinta. A melhor tinta poderá se desprender em uma superfície mal preparada. A ligação da tinta aos metais ocorre por ligações físicas, químicas ou mecânicas. As ligações físicas ou químicas se dão através de grupos de moléculas existentes nas resinas das tintas e que interagem com grupos existentes nos metais. A ligações mecânicas são associadas à ligação física ou química e necessita de uma certa rugosidade na superfície. Logo o preparo da superfície possui dois grandes objetivos, são eles: a limpeza da superfície para a remoção de impurezas (tinta antiga ou mal aderida, óleos e graxas, ferrugem, carepa de laminação) que poderiam prejudicar a aderência da tinta e tem como outro objetivo criar um perfil de rugosidade o qual aumenta a superfície de contato e proporciona uma boa ancoragem mecânica da tinta de fundo. O grau de preparação da superfície depende do esquema de pintura em função da agressividade do meio ambiente, restrições operacionais, custo, tempo e métodos disponíveis. A limpeza de superfícies pode ser realizada com a utilização de vários métodos como limpeza química, limpeza a fogo, limpeza com vapor, limpeza mecânica, etc. Iremos fazer a abordagem da limpeza mecânica.

A preparação da superfície para pintura utilizando o método de limpeza mecânica envolve três etapas:
1 – Inspeção: Etapa em que é realizada uma inspeção visual a fim de identificar locais contaminados com óleo, graxa, respingo de solda, defeitos na superfície, etc. 2 – Limpeza com solvente e remoção de defeitos na superfície: Nos locais onde são identificados a presença de óleos, graxas ou gordura as mesmas são removidas com a utilização de solvente. Essas substâncias gordurosas quando não são removidas podem prejudicar a aderência da tinta. Em locais onde existem defeitos superficiais, como respingo de solda, o mesmo deve ser corrigido por esmerilhamento.
Estes contaminantes podem ser óleos ou graxas, são óleos de usinagem, óleos de prensagem ou óleos protetivos temporários, óleos lubrificantes ou combustíveis que podem ser levados pelas mãos de operadores de máquinas. Temos ainda a contaminação por suor o qual contém água, gorduras , ácidos e sais. O toque da mão na superfície a ser pintada produz manchas que causam bolhas nas tintas e assim aceleram a corrosão. Por isso o manuseio das superfícies deve ser feito com a proteção de luvas.
3 - Limpeza por Decapagem Ácida: É um processo para remoção da carepa formada quando a chapa foi laminada a quente e para retirar a ferrugem que surgiu durante o transporte e o armazenamento da chapa.
Para que a decapagem seja eficiente a superfície deve ter sido desengraxada de forma adequada, pois gordura e oleosidade podem atrapalhar a ação dos decapantes. Os decapantes geralmente são ácidos, como o clorídrico e o sulfúrico, os quais em reação com os óxidos produzem sais solúveis, os quais são facilmente removidos por lavagem com um meio aquoso. Mas peças que estejam sujeitas à tensão, tração ou torção, não deverão sofrer processo de decapagem com ácidos se não puderem ser colocadas em fornos para minimizar a ação do hidrogênio gerado no processo, o qual pode penetrar no aço e provocar uma corrosão intragranular. O processo de aquecimento ajuda a eliminar o hidrogênio e por isso é chamado de desidrogenação. Para impedir que o ácido ataque também o metal deve-se então adicionar um inibidor de corrosão ao banho.
4 – Limpeza da superfície por ação mecânica: após a retirada de substâncias gordurosas e defeitos superficiais, deve-se proceder à limpeza da mesma por um dos métodos mecânicas que serão descritos posteriormente para que seja atingido o grau de limpeza e perfil de rugosidade requeridos pelo esquema de pintura escolhido.
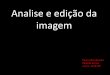
CAREPA DE LAMINAÇÃO: é um contaminante especial, pois a mesma é formada quando o aço sai da siderúrgica com uma camada de óxidos de ferro, a qual é formada na superfície do metal durante o processo de laminação à quente. Esta carepa é formada em perfis, tubos, vergalhões e chapas, dentro da faixa de 1250º C e 450º C, sendo que basta esquentar qualquer peça de aço dentro desta faixa de temperatura que o oxigênio reage com o ferro e forma-se a carepa. A carepa tem as seguintes características: é aderente, é impermeável, é dura e é lisa. A carepa de laminação possui coeficiente de dilatação diferente do coeficiente do aço e por estar sujeito a dilatação devido o calor do sol e contração devido a temperatura ser mais baixa durante a noite a carepa acaba se trincando e se destacando, levando a tinta junto. Um outro problema que pode ocorrer com a pintura sobre a carepa é que a mesma é lisa e com isso dificulta a aderência da tinta.
Fig. Carepa se formando pela reação do oxigênio do ar com o ferro do aço

Logo concluímos que a carepa de laminação é prejudicial, pois poderá provocar a trinca e dificulta a aderência da tinta junto à superfície.
5.1 Tipos de Limpeza por Ação Mecânica
Os principais tipos de limpeza por ação mecânica são: Limpeza com ferramentas manuais, Limpeza com ferramentas mecânicas manuais e Limpeza com jateamento abrasivo.
- Limpeza com ferramenta manual: Limpeza onde é realizada a remoção da camada de óxidos e outros materiais que não estejam muito aderidos à superfície, sendo utilizado ferramentas manuais como lixas, escovas de aço, raspadores, marteletes, etc.
Este é um tipo precário de limpeza pois possui um baixo rendimento de execução, aproximadamente 0,3 m2/h, sendo. São aplicadas geralmente em superfícies pequenas e para retoques, em locais de atmosferas não agressivas e próximo à instrumentos ou equipamentos para evitar a contaminação com areia e poeira. Este tipo de limpeza corresponde ao padrão St2 da Norma Sueca SIS 05 59 00. Tintas betuminosas e à base de óleo têm um desempenho satisfatório em superfície com este preparo.
- Limpeza com ferramenta mecânica: Limpeza onde é realizada a remoção de camada de óxidos e outros materiais não muito aderidos à superfície, utilizando ferramentas mecânicas manuais como escovas rotativas, lixadeiras, pistola de agulhas, etc, mas por serem movidos à energia elétrica ou a ar comprimido conseguem ter mais força e proporcionam um melhor rendimento, entre 3 e 6 m2/h, e uma melhor qualidade da limpeza do que as ferramentas manuais, proporcionando desta forma uma superfície com grau de limpeza padrão St3. Deve ter cuidado para não ocorrer o polimento da superfície o que dificulta a aderência da tinta.
Da mesma forma que a anterior, limpeza por ferramentas manuais, é recomendável onde não for possível, por razões técnicas ou econômica, a aplicação de um método mais eficiente de limpeza, como o jateamento abrasivo. Podem ser utilizadas tintas betuminosas ou à base de óleo secativo que aceitam este preparo de superfície.
- Limpeza por jateamento abrasivo: Limpeza onde é realizada a remoção da camada de óxidos e substâncias depositadas sobre a superfície por meio de aplicação de jato abrasivo de areia, granalha de aço, óxidos de alumínio ou escória de cobre. Este jato abrasivo é obtido pela projeção destas partículas (areia, granalha, etc) sobre a superfície, impulsionadas por um fluido, geralmente é utilizado o ar comprimido.
Este tipo de limpeza é o mais recomendável por ter um maior rendimento na execução, proporcionando uma limpeza mais adequada e uma rugosidade excelente para boa ancoragem da película de tinta. Quanto melhor o grau de limpeza e maior o perfil de rugosidade teremos uma melhor adesão da tinta, bem como um melhor desempenho e durabilidade do esquema de pintura. Podemos classificar o jateamento abrasivo em quatro graus de jateamento, bem como classificar o estado inicial de oxidação da superfície de aço em quatro graus. A norma Sueca SIS 05 59 00 estabelece normas visuais para classificação do estado inicial de oxidação da superfície, também chamado de grau de intemperismo. São eles:

GRAU A – Superfície de aço que contém carepa de laminação intacta em toda a superfície, sem corrosão. GRAU B – Superfície de aço com um início de intemperismo, ou seja, um princípio de desprendimento da carepa de laminação devido à corrosão atmosférica e dilatação diferencial entre carepa e metal. GRAU C – Superfície de aço onde a carepa foi eliminada e se observa uma corrosão atmosférica uniforme e generalizada, mas não apresenta sinais de cavidades visíveis. GRAU D – Superfície de aço onde não encontramos a carepa e apresenta ainda uma corrosão atmosférica severa com pontos profundos de corrosão, chamados pites ou alvéolos.
Superfícies com Grau A só aceitam jato ao metal branco ou quase-branco. Superfícies no Grau D não são indicadas pois têm uma menor produtividade na limpeza, maior consumo de energia, abrasivo, etc, e ainda um maior consumo de tinta de fundo. Os melhores graus para iniciar a limpeza estão entre os Graus B e C.
Temos ainda Graus de Intemperismo para superfícies pintadas. São eles:
Grau 8 – A pintura atual encontra-se quase intacta Grau 6 – A tinta de fundo está exposta, presença de corrosão e tinta solta em menos de 1% da área.
Grau 4 – Encontramos corrosão em até 10% da área. Grau 2 – Encontramos corrosão em até 33% da área.
Grau 0 – temos uma corrosão intensa, com pites, alvéolos e tinta sem aderência. Graus de Limpeza com jateamento abrasivo: St2 – Limpeza manual, onde é executada com ferramentas manuais.
St3 – Limpeza mecânica, onde a mesma é executada com ferramentas mecânicas manuais. Sa1 – limpeza ligeira ou jato de escovamento (brush-off), executada de forma ligeira e precária. Possui um rendimento de 30 a 45 m2/h, considerando superfícies em grau C. Só remove a ferrugem não aderente. Não é aplicável em superfícies de Grau A. Seu uso é geralmente para repintura. Sa2 – limpeza ao metal cinza ou jateamento comercial, se trata de uma limpeza onde cerca de 50 a 65% da carepa de laminação e da ferrugem são eliminados, chapa fica numa cor cinza escuro. Não é aplicável à superfícies em Grau A. Possui um rendimento de 15 a 20 m2/h. Sa21/2 – Limpeza ao metal quase branco, temos cerca de 95% da carepa e da ferrugem são removidas. A superfície fica com numa cor cinza claro, sendo toleradas pequenas manchas ou raias de óxidos encrustados. Rendimento com cerca de 10 a 15 m2/h. Sa3 – Limpeza ao metal branco, onde 100% da carepa e da ferrugem são removidos, deixando a superfície completamente limpa. Grau máximo de limpeza onde a superfície fica com uma cor cinza claro e uniforme. Rendimento é de cerca de 6 a 12 m2/h.
Alguns fatores são levados em consideração para a seleção entre os abrasivos, são eles: Facilidade de aquisição, custo, rendimento (m2/h), perfil de rugosidade obtido, uso em céu aberto ou em local confinado e ainda restrições ao ambiente e à saúde. Os abrasivos mais utilizados são: Areia, Granalha de aço, sinter ball e escória de cobre. O jateamento abrasivo com utilização de Areia têm baixo custo, pois a mesma é um abrasivo natural retirado de rios ou de jazidas. Após o jateamento com a areia temos que cerca de 70% deste material resulta em pó e sua reciclagem chega a no máximo dois ciclos. Quando o jateamento é feito em superfícies com tintas velhas e metais pesados, temos ainda um problema para o descarte do pó que fica contaminado. É importante que a areia utilizada para o jateamento deva estar isenta de sais, umidade, argila, mica, carvão ou de conchas, os quais podem iniciar a corrosão.

Seu uso é restrito a campo aberto, pois ao se chocar contra o metal a uma velocidade entre 300 e 700 km/h os grãos de areia se partem e viram pó. O organismo não consegue eliminar, via defesas respiratórias, partículas menores que 5 micrômetros, os quais acabam chegando nos pulmões. A aspiração deste pó provoca doenças graves como a silicose, que é uma doença irreversível e incurável. Esta doença surge como resposta do tecido pulmonar ao acúmulo de sílica nos pulmões, provocando a perda de elasticidade do tecido pulmonar, o que dificulta a respiração e pode até levar à morte. Por este motivo desde 2004 uma portaria do Ministério do Trabalho e Emprego proibiu a utilização de areia como abrasivo do jateamento. Este tipo de jateamento também pode ser prejudicial à equipamentos elétricos e mecânicos onde os graus de areia podem impregnar. Já para o jateamento com uso de Granalha de aço como abrasivo utilizam sistemas de recuperação da granalha. O sistema mais simples de recuperação manual é sacrificante para o operador, pois a pá de granalhas pesa cerca de 15 Kg. Temos outros sistemas automáticos de recuperação com piso gradeado, elevadores de canecas e sistema de purificação das granalhas, obtendo o máximo de reaproveitamento das granalhas. As granalhas são feitas com um tipo especial de aço de alta dureza. Podem ter dois formatos,
esféricas (shot), as quais formarão um perfil arredondado, ou angulares (grit), as quais formarão um perfil anguloso. As vantagens do jateamento com granalha de aço em relação ao jateamento com areia é que o sistema que utiliza a granalha executa uma
limpeza mais rápida, rendimento de 13 m2/h, produz menos poeira e desta forma se torna menos nociva e possui um reaproveitamento maior que a areia, cerca de 8 – 10 vezes. Também possui as suas desvantagens em relação à areia que são a produção de rugosidade irregular com ângulos mais agudos, custo maior (se tornando viável apenas com o reaproveitamento, ou seja, em circuito fechado). Uso só permitido em ambiente confinado com exaustão adequada, pois emite alta quantidade de material particulado, cerca de 150 mg/Nm3. Jateamento utilizando Sinterball o qual é obtido da bauxita sinterizada, não contém sílica (mais de 80% de óxido de alumínio). É um material duro, leve e não enferruja. Também pode ser encontrado nas formas esféricas e angulares. Com a utilização deste tipo de material uma pequena porção fica incrustada na superfície o que torna a coloração da superfície mais escura do que na utilização de areia ou granalha de aço. Este material incrustado não causa corrosão e nem prejudica a aderência da tinta.
5.2 Rugosidade de Superfície
Durante o impacto das partículas do abrasivo contra a superfície, temos a retirada da carepa de laminação, mas junto é arrancado parte do metal. Este impacto provocará uma aspereza da superfície, chamada de rugosidade. Esta rugosidade pode ser medida e é chamada de perfil de rugosidade ou perfil de ancoragem, pois a mesma tem grande importância na aderência da tinta. O perfil de rugosidade ideal é aquele entre ¼ e 1/3 da espessura total das camadas de tinta. Se for mais baixa poderá ter uma fraca aderência da tinta e se for mais alta podem ficar picos fora da tinta e assim originar corrosão nestas áreas.
Os principais fatores que influenciam na obtenção de um perfil de rugosidade são: estado inicial da superfície, tipo de abrasivo e sua granulometria, pressão, vazão do ar comprimido e ainda ângulo de jato, além da distância do bico.

A medida da rugosidade pode ser realizada por um rugosímetro ou através de discos comparadores. Rugosímetro é um relógio com uma agulha, contendo uma base de seção circular e um corte nesta base para visualização da agulha. Este aparelho quando apoiado sobre uma placa plana a agulha toca o plano da base e o aparelho marca zero. Ao se colocar o aparelho sobre a superfície jateada a base circular fica apoiada sobre os picos mais altos e a agulha desce ao fundo dos vales. Esta diferença entre o plano dos picos e os fundos dos vales é indicada no relógio comparador em micrometros e representa a medida do perfil de rugosidade em cada ponto onde é feita a leitura. Devem ser realizadas diversas medidas e desta forma obtemos uma média representativa do perfil de rugosidade. Os discos comparadores são compostos de cinco segmentos com perfil de rugosidade de 0,5; 1; 2; 3 e 4mils (ou seja, aproximadamente 12,5; 25; 50; 75 e 100 µm), onde estas superfícies são feitas de níquel e possuem um furo circular no meio. A medida é feita colocando-se este disco sobre a superfície e iluminando seu centro com uma lanterna especial. Esta determinação é feita de forma visual onde determinamos a rugosidade pela igualdade com uma das cinco superfícies pré-determinadas ou através de interpolações destes valores. Existem três tipos de discos, sendo um para uso em superfície jateada com areia, outro para superfície jateada com granada shot e outro para granalha grit.
A granulometria do abrasivo pode ser variada para se obter perfis de rugosidade diferentes. Partículas maiores produzem perfil mais alto e partículas menores produzem um perfil mais baixo. A tabela a seguir apresenta o perfil médio de rugosidade em função da granulometria dos abrasivos. Estes valores são obtidos com uma pressão de 7kg/m2, tanto para areia quanto para as granalhas. O tempo em que a superfície jateada pode ficar sem pintura depende das condições do clima e localização do ambiente onde a superfície ficará exposta.
- com umidade relativa do ar entre 30 e 70% a superfície poderá ficar exposta até 8 horas. - Com umidade relativa do ar entre 70 e 85% não deverá passar de 4 horas - Ambientes industrial agressivo ou à beira mar não deve passar de 2 horas. - Se houver poeira no ar ou chuvisco de torres de resfriamento deverá ser providenciado a cobertura do local por lonas e o tempo deverá ser o menor possível. - Se a umidade estiver acima de 85% não deverá ser efetuado nem o serviço de jateamento, nem o serviço de pintura.
5.3 Equipamentos para jateamento
É importante o correto dimensionamento do equipamento de jateamento em função do serviço, pois se feito de forma errada poderá provocar um baixo rendimento, mau preparo da superfície e um perfil de rugosidade inadequado. Os equipamentos utilizados para o jateamento abrasivo são constituídos por:
- compressor; - separador de umidade; - filtro de óleo; - vaso de pressão; - válvula de mistura ar-abrasivo; - sistemas de controle remoto; - mangueiras; - bicos; - abrasivo.

O compressor deverá fornecer o ar com uma pressão de aproximadamente 0,69 Mpa no bico e ainda uma vazão de ar compatível com o tamanho do equipamento de jato e com o diâmetro interno do bico. O ar utilizado deve ser desumificado no separador de umidade e ter óleo removido no filtro. O vaso de pressão deverá ter um duplo compartimento e possuir válvula de segurança e uma válvula automática de enchimento. Os bicos direcionam o abrasivo em alta velocidade, projetando-o contra o substrato metálico. Os bicos podem ser retos, no qual a velocidade da partícula é de 350km/h, ou venturi, o qual produz uma maior velocidade do abrasivo, ou seja cerca de 750km/h, e tem maior área de impacto, produzindo assim maior rendimento (cerca de 20-30% a mais). Eles podem ser fabricados em: Cerâmica: Têm pequena vida útil, duas a três horas; Ferro Fundido: vida útil de seis a dez horas; Carbeto de Tungstênio: vida útil de 250 a 400 horas; Carbeto de boro: vida útil de 800 a 1000 horas. Existem técnicas de jateamento onde a distância do bico pode varias de 15 a 50 cm. Distâncias menores são utilizadas para retirada de carepa de laminação ou ferrugem firmemente aderidas, já distâncias maiores são utilizadas para remover pinturas antigas. Ainda temos o ângulo de ataque que pode variar de 45 a 90 graus e com uma leve inclinação afastará o pó, o que melhora a visão. O jateamento também deve ter alguns cuidados pois o jato pode ferir e até matar. O bico deve ser ligado a fio-terra para evitar faíscas na presença de gases inflamáveis. Deve ainda ser utilizado vestimenta e capacete com suprimento de ar puro. Temos ainda outros processos de Jateamento, como: Jateamento úmido: Chamado também de jateamento com areia a úmido, onde é introduzida água no sistema antes do bico, no bico ou ainda após o bico. O sistema em que a água é adicionada antes do bico é o menos utilizado por ser o mais difícil de executar. Já o processo em que utiliza a mistura da água após o bico não é tão eficiente e consome um grande volume de água, sendo muito pesado para o jatista e desta forma é pouco utilizado. Logo o sistema que apresenta melhores resultados é o que molha a areia no meio do bico. Esse jateamento úmido tem a vantagem de emitir uma menor concentração de pó emitido para a atmosfera, além de não produzir faíscas e eliminar sais solúveis da superfície. Jateamento sem inibidor de corrosão: a água deve ser limpa e ligeiramente alcalinizada (PH acima de 8,5). O processo deve ser rápido e após o jateamento deve-se secar rapidamente a superfície com ar comprimido limpo e seco. Jateamento com inibidor de corrosão: O inibidor mais utilizado é o Nitrito de Sódio. Após o jateamento à úmido deve-se lavar com água limpa e secar rapidamente com ar comprimido e seco. O grau máximo conseguido é Sa21/2. Nestes casos deve-se ter muito cuidado para retirar os resíduos, pois a presenças do mesmo poderá provocar a formação de bolhas e assim futura corrosão. O “Flash Rust” trata-se de uma oxidação superficial que ocorre minutos, ou até horas, após um jato úmido ou hidrojato onde desaparece o aspecto metálico. A velocidade em que ocorre o “flash Rust” pode ser indicativa da contaminação da superfície por sais ou presença de umidade. Elas são evitadas com a utilização do inibidor de corrosão, mas como dito anteriormente deve-se ter cuidado de remover os resíduos do nitrito. Hidrojateamento: É o processo onde se utiliza somente água sob alta pressão. O impacto da água contra a superfície consegue remover ferrugem, tinta velha e até carepa de laminação. Mas por não possuir partículas sólidas não consegue produzir uma rugosidade suficiente na superfície.

Ela é indicada para superfície que já foram jateadas, onde irá remover a tinta velha e expor a rugosidade da superfície no jateamento original. O Hidrojato possui diversas vantagens, como: Remove sais solúveis da superfície, não utiliza abrasivo logo elimina o problema de descarte do abrasivo gasto, não contamina os instrumentos e equipamentos com areia, independe das condições atmosféricas (pode ser executado à noite ou com alta umidade), produz uma menor quantidade de resíduos (ferrugem e tinta), utiliza mão-de-obra reduzida e não produz fagulhas ou centelhas (permite executar o serviço com os equipamentos em funcionamento). Mas este processo também implica em algumas desvantagens, como: não promover perfil de rugosidade, é perigoso devido às altas pressões utilizadas, também gera flash rusting na superfície. Este tipo de jateamento atende normas de proteção ambiental com ótimos resultados na pintura de tanques, plataformas marítimas , navios, etc. Comparação entre os rendimentos:
- jato seco com areia: 7m2/h - jato úmido: 3m2/h - jato com granalha de aço: 8 a 12 m2/h (reciclável muitas vezes) - jato por sinter ball: 8 a 12 m2/h (reciclável até 30 vezes) - Hidrojato alta pressão: 1,5 a 4 m2/h - Hidrojato ultra pressão: 15 a 20 m2/h
Graus de limpeza após Hidrojato Pela Norma Americana: WJ1 – Remoção de toda a ferrugem, carepa e tinta existente, até se obter um acabamento fosco e uniforme WJ2 – 95% da área livre de resíduos e o restante com focos dispersos de ferrugem e tinta já existente WJ3 – 2/3 da superfície livre está livre de resíduos WJ4 – Remoção somente da ferrugem e carepas soltas e tintas não aderidas Pela Norma Alemã: DW1 – Remoção somente da ferrugem e carepas soltas e tintas não aderidas DW2 – permanecem na superfície a tinta e carepa que estão firmemente aderidas DW3 – remoção de toda a carepa, ferrugem e ainda a tinta antiga. Equivalência entre as normas: WJ4 = DW1 WJ3 = DW2 WJ2 = DW3 Outro tipo de jateamento abrasivo é aquele que utiliza máquinas equipadas com turbinas centrífugas. A turbina é um rotor centrífugo com palhetas que ao girar em alta velocidade arremessa as partículas de aço contra a peça. Este método é eficiente, pois não produz poeira e serve para perfis, tubos, chapas, e vigas e também para peças com geometria complicada. Em alguns casos as peças passam por rotores em posições fixas e giram na frente das turbinas centrífugas.
5.4 Processos de Conversão
São processos de tratamento da superfície com o objetivo de melhorar a ancoragem da camada de tinta e ainda inibir os processos corrosivos. Alguns processos:

Fosfatização: trata-se do tratamento da superfície onde é aplicado ácido fosfórico misturado à outras substâncias onde em reação com óxidos existentes na superfície formarão nesta superfície uma fina camada de fosfato o qual inibe o processo corrosivo e aumenta a aderência da tinta. Somente a fosfatização aumenta a resistência à corrosão em cerca de 5 vezes. A fosfatização pode ser realizada de três maneiras: fosfato 3 em 1, fosfato por imersão e fosfato por spray. Fosfato 3 em 1 – É um fosfato simples com relativa resistência anticorrosiva e seus componentes (desengraxante, decapante e fosfatizante) são formulados e embalados juntos. Sua aplicação ocorre por spray em alta pressão, tendo bom resultado quando aplicado em dois passes e a quente. Fosfato por imersão ou spray – São os melhores métodos de limpeza e preparação de superfície no processo industrial. O método é realizado segundo os seguintes estágios descritos no esquema a seguir. O refinador trata-se de um banho levemente alcalino que também funciona como uma decapagem alcalina com banho bem controlado, que além de remover os óxidos leves e a oleosidade, condiciona a superfície, promovendo a precipitação dos fosfatos. Este processo tem por finalidade criar pontos de nucleação na superfície metálica que induzam a formação de cristais pequenos e fortemente aderidos. Métodos de aplicação: Imersão – a peça cumpre uma seqüência de banhos em tanques, com controle de tempo, temperatura, concentração de produtos químicos e controle de contaminação destes banhos. Pulverização – processo que atualmente tem mostrado melhores resultados. As peças atravessam cabinas compartimentadas onde os produtos químicos são pulverizados através de bicos injetores. A quantidade dos produtos químicos são menores, mas pelo impacto do jato sobre as peças, eles podem atuar com maior eficiência do que estáticas dentro dos tanques. A fosfatização é utilizada na pintura em fábrica de geladeiras, máquinas de lavar, móveis de aço, industria automobilística, ferramentas, etc. Passivação: processo após a fosfatização com o objetivo de fechar poros deixados na camada de fosfato. Aumentando desta forma a resistência à corrosão. A passivação também aumenta a aderência da tinta. O processo consiste em mergulhar a peça fosfatizada em um banho de anidrido crômico. Após a passivação a peça deve ser levada para um estufa ou passar por sopros de ar quente (temperaturas entre 100 e 150º C, para que seja feita uma secagem e seja removida toda e qualquer umidade existente na superfície, pois a mesma poderiam formar bolhas na pintura e prejudica-las futuramente. Oleamento: Consiste em mergulhar a peça, já passivada, em óleo com o objetivo de aumentar a resistência à corrosão das peças não pintadas e ainda aumentar a resistência ao atrito e desgaste em peças móveis. Ex. Engrenagens, anéis de pistão, etc. Tintas de aderência ou condicionadora de superfície: São tintas com capacidade de ancorar em superfícies com limpeza apenas razoável e assim permitir que esquemas melhores passem a ser aplicados. É essencial na aplicação de tintas sobre superfícies Galvanizadas, alumínio e aço inox. Existem dois tipos de tinta de aderência: Wash-primer (tinta com veículo vinílico contendo ácido fosfórico e como pigmento cromato de zinco) e Tinta epóxi-isocianato pigmentado com óxido de ferro. Wash-primer – é uma tinta que quando aplicada sobre a superfície forma uma fina película (10 - 15 µm, pois espessuras maiores podem prejudicar aderência) com rugosidade propícia para a aderência das demais mãos de tinta. Esta tinta é essencial na pintura de Alumínio e aço galvanizado e tem como objetivos aumentar a aderência da tinta, passivar a superfície inibindo a

corrosão e ainda converter vestígios de ferrugem em fosfato de ferro aderente. A secagem desta tinta é rápida, cerca de 1 hora já pode-se aplicar o primer. Tinta epóxi-isocianato são tintas de dois componentes (resina epóxi + isocianato alifático) com pigmento de óxido de ferro. É usada como tinta condicionadora para superfícies de Alumínio e aço galvanizado. Deve-se utilizar pequena espessura (15 – 20 µm) para não prejudicar aderência. Tintas convertedoras de Ferrugem: São tintas que podem ser aplicadas sobre superfícies com limpeza precária, ou seja, superfícies oxidadas. Estas tintas impregnam a ferrugem convertendo-a em produto com características protetoras (magnetita, fosfato de ferro). De acordo com os fabricantes estas tintas substituem jateamento (50 – 60% do custo total), bastando remover apenas a ferrugem não aderente. Foram realizados testes pelo CENPES e foi possível chegar a conclusão de que estas tintas convertedoras não substituem jateamento para alto desempenho, que a proteção anticorrosiva depende mais das propriedades de barreira do revestimento. Tintas tolerantes à superfície: São tintas que podem ser aplicadas sobre superfícies com limpeza precária (St2, St3 ou Sa2). Estas tintas requerem boa molhabilidade e tem fácil penetração no substrato. Deve-se tomar alguns cuidados, como lavar a superfície para retirar sais solúveis, secar, aplicar primeira demão com trincha ou rolo para umectar substrato.

6 APLICAÇÃO DA TINTA A seleção adequada do método de aplicação e observação de alguns requisitos durante o processo de aplicação têm influência tão grande no desempenho do esquema de pintura quanto as tintas utilizadas. Os principais métodos de aplicação de tinta são:
- pincel ou trincha; - rolo; - pistola convencional; - pistola sem ar (“airless”); - pintura eletrostática; - pintura eletroforética.
6.1 Métodos de aplicação
Aplicação com trincha – é o método mais antigo de aplicação de tintas. É o método indicado para a aplicação da primeira demão do primer em superfícies irregulares ou em locais de difícil acesso como rebites, cordões de solda, frestas, cantos vivos, etc., onde outros métodos de aplicação poderiam deixar alguma falhas devido a dificuldade de penetração ou à deposição de tinta. Este método de aplicação apresenta algumas vantagens como ser um método simples, barato, com baixa perda da tinta (normalmente não alcança 5%), a tinta pode ser aplicada sem diluição e impregna melhor em superfícies irregulares. Este método também apresenta algumas limitações como a baixíssima produtividade em m2/h (indicadas para estruturas de pequeno porte), por melhor que seja a habilidade do aplicador obtemos películas com espessuras não uniformes e não tem bom efeito estético uma vez que deixa marcas (para minimizar estar marcas deve-se aplicar em cruz as camadas sucessivas). Os melhores pincéis para a pintura industrial com tintas anticorrosivas são geralmente feitos com pêlos de porco ou de orelha de boi. Os pincéis feitos com pêlos sintéticos como polipropileno e nylon são indicados para tintas à base de água. A escolha do tipo de pincel vai depender do trabalho a ser executado. Ao terminar o trabalho diário o pintor deverá lavar o pincel com solvente e em seguida com água e sabão, secando bem o mesmo e o armazenando apoiados pelo cabo. Desta forma os pincéis terão uma vida útil maior. Aplicação com rolo – é o mais tradicional método de aplicação, junto com a pistola, em pintura executada em campo. Este método visa a obter elevadas espessuras por demão, além de uma produtividade maior que a aplicação com trincha. Este método possui algumas vantagens como ser um método barato, simples e que não exige capacitação do aplicador. Possui ainda um bom rendimento, pois a perda se deve aos respingos durante a aplicação. A espessura da camada de tinta é mais uniforme que a obtida com a trincha. A pintura com rolo é aplicável em superfícies planas ou com grande raio de curvatura e ainda na presença de ventos, onde a aplicação por pistola causaria perdas elevadas de tinta. Os rolos podem ser fabricados com pele de carneiro ou lã sintética para tintas a base de água ou de solventes ou ainda de espuma de poliuretano para aplicação somente com tintas à base de água. Podem ainda ter pêlos entre 6mm e 23mm. Os rolos que utilizam pêlos curtos evitam formação de espuma e dão acabamento mais liso e uniforme, porém a espessura da camada de tinta fica mais baixa. Os rolos de pêlo longo carregam mais tintas e são mais indicados para superfícies irregulares. Para a aplicação é utilizada uma bandeja a qual possui uma área para que seja retirado o excesso de tinta do rolo.

Ao terminar o trabalha o aplicador deverá lavar o rolo com solvente e em seguida com água e sabão para aumentar a vida útil. Rolos utilizados em tintas à base de água basta lavá-lo com água e sabão. Aplicação com pistola – é o método de aplicação mais tradicional utilizado na pintura industrial não só no campo como em oficina. Na pistola convencional, ou pistola a ar, a tinta depositada no recipiente é expulsa em direção ao bico da pistola pela ação da pressão do ar. Pode ser empregado com caneca de sucção ou com tanque de pressão. Este método de aplicação garante uma grande produtividade, e ainda uma obtenção de espessura de película quase que constante ao longo de toda a superfície pintada. Mas necessita de um operador treinado e conscientizado para regular a pressão, e a abertura do leque, de acordo com a peça a ser pintada. Dependendo do tipo de peça a perda pode ser de até 60% da tinta. Tipos de pistola convencional Alimentação por SUCÇÃO – caneca: a corrente de ar forma um vácuo na frente do bico o que aspira a tinta da caneca acoplada à pistola. Utiliza apenas uma mangueira para a passagem de ar. Este tipo é utilizado para retoques ou pequenos volumes de tinta. Alimentação por PRESSÃO – Tanque: A tinta no tanque é pressurizada com ar comprimido o que faz a tinta escoar para a pistola. A pressão no tanque controla a vazão de tinta. Este sistema requer duas mangueiras, uma para o ar e outra para tinta. Este segundo sistema possui pelo menos duas vantagens em relação ao primeiro, sendo uma vantagem o fator de ter um recipiente maior de armazenamento de tinta onde no primeiro caso a operação deve ser interrompida diversas vezes para se completar a tinta no pequeno recipiente. E ainda outra vantagem é que a pistola no segundo caso fica mais leve, uma vez que o recipiente onde fica armazenada a tinta não fica acoplado à pistola. Algumas vantagens do método utilizando pistola são de que este método tem um preço acessível, padrão de leque e vazão de tinta são facilmente variáveis, uniformidade da película de tinta, maior produtividade que o método utilizando rolo ou trincha. Mas este método também possui algumas limitações como não permitir o uso de tintas muito viscosas, requer maior diluição da tinta o que aumenta a liberação de solventes para a atmosfera e reduz a espessura da camada de tinta seca não conseguindo uma espessura alta por demão, possui baixo rendimento em locais com vento forte, grande perda de tinta durante a aplicação (cerca de 25%), requer cuidados de segurança principalmente quando aplicadas tintas tóxicas em locais confinados e ainda podem ocorrer a formação de bolhas, poros e crateras quando o solvente se evapora. Na pistola de pintura convencional a tinta é soprada por jatos de ar formando um spray. A tinta, reduzida a gotas muito pequenas ao sair do bico da pistola, é levada pelo mesmo ar comprimido que a pulverizou, até a superfície. Na aplicação com pistola convencional uma série de medidas devem ser observadas, como diluição da tinta (ajuste de viscosidade da tinta), seleção do bico da pistola, pressão e vazão de ar que será injetado, etc. Pressão do ar – O fabricante informa a pressão requerida para pulverizar uma tinta, mas este real valor depende de outros fatores como temperatura, comprimento e diâmetro da mangueira. Em geral o compressor deverá fornecer 90-100psi (6-7kgf/cm2), onde ocorre uma perda de carga na mangueira e esta pressão chega na pistola com um valor de 75psi(5kgf/cm2). Deve-se usar o menor valor de pressão que consiga pulverizar bem a tinta, pois assim teremos uma diminuição no custo de operação do compressor e ainda uma economia de tinta. Quando a pressão está muito alta o ar ricocheteia na peça causando um escorrimento da tinta e uma grande perda de solvente. Logo uma boa prática é selecionar o diâmetro do orifício do bico para que a pressão não exceda 18psi (1,3 kgf/cm2). Efeito de viscosidade – Deve-se corrigir a viscosidade com a adição de diluente, conforme recomendação do fabricante e desde que não exceda o máximo de 30% em volume.

As tintas quando possuem menor viscosidade exige menor pressão do ar para ser pulverizada, mas com isso a tinta ficará com um baixo teor de sólido na película, requerendo várias demãos para obter a espessura de película desejada. Terá baixa cobertura na superfície e ainda uma maior tendência ao escorrimento da tinta. Leque – quando a pistola é posicionada à cerca de um palmo da superfície, a tinta pulverizada deixa uma mancha oval, chamada de configuração do leque. O ar comprimido que sai dos furos dos chifres da capa achata o leque que fica oval, sem estes chifres os leque seria redondo. Esta forma oval é conveniente por distribuir melhor a tinta pela superfície e ainda torna a aplicação mais cômoda e produtiva (o leque fica mais largo). Técnicas de aplicação – O ar é sempre aberto antes da tinta. A pistola deve ser posicionada com o leque incidindo perpendicularmente em relação à superfície a ser pintada e ainda deve ser deslocada em movimentos de ida e volta paralelos àquela superfície. Durantes estes movimentos de ida e volta deve-se fazer uma superposição da passada com cerca de 50% da faixa para termos uma continuidade da película aplicada. A pistola deve ficar a cerca de 15-25 cm da superfície, pois quando a pistola encontra-se muito próxima da superfície pode ocorrer o escorrimento da tinta e quando a pistola está muito longe pode ocorrer sobreaplicação (“overspray”) que é o depósito sobre a superfície em forma de pó ou grânulos. A pistola também não deve ser inclinada na passagem, formando um arco, pois muda a distância entre a pistola e a superfície produzindo acabamento irregular. Partes componentes de uma pistola: Bico pulverizador dirige o filete de tinta na direção do jato de ar, a escolha do tipo de bico depende da viscosidade da tinta e da produção desejada com a menor pressão aplicada. A pistola possui dois parafusos de ajuste, sendo um de ajuste da agulha onde este veda ou abre a passagem de tinta, variando a sua vazão e outro de controle de largura do leque onde regula o ar que vai comprimir o jato redondo. O sistema de aplicação de tinta por pistola convencional é composto de:
- pistola; - compressor – fornece ar comprimido na pressão e vazão necessários; - filtro regulador de ar – remove óleo, poeira e água, mantendo a vazão de ar com pressão constante; - mangueiras para tinta e para o ar – comprimento e diâmetro devem ser adequados para a vazão; - reservatório de tinta.
No final do dia, ou no caso de mudança de tinta, a caneca ou a mangueira de tinta devem ser limpas. No caso da caneca deve-se usar um pano ou papel absorvente que não soltem fiapos, embebido no diluente para limpeza. Já para o caso da mangueira deve-se colocar uma lata de ¼ de galão de diluente no tanque e acionar a pistola que efetuará a limpeza da tinta que estiver na mangueira. Pistola HVLP – HVLP (High Volume, Low Pressure) quer dizer alto volume e baixa pressão. É uma pistola de ar comprimido onde uma mudança no seu desenho interno propicia uma pressão de pulverização menor porém um volume de ar maior. Por este motivo consegue uma taxa de transferência de tinta melhor que as pistolas convencionais. Nesta pistola a pressão de pulverização é de 10 libras(0,7 kg/cm2) e nas pistolas convencionais gira em torno de 40 a 50 libras (2,8 a 3,5 kg/cm2). Este sistema consegue produzir uma menor nuvem de pulverização e o aproveitamento da tinta é mais eficiente. Vale lembrar que este sistema não aumenta a produtividade em relação às pistolas convencionais, mas é um sistema mais econômico (aproveita melhor a tinta) e tem um acabamento muito bom.

Aplicação com pistola Airless - A pistola sem ar é, em relação aos métodos disponíveis para aplicação em campo, o que apresenta melhor qualidade de pintura e o melhor desempenho do esquema de pintura. Este sistema como o próprio nome diz não utiliza ar comprimido para pulverizar a tinta, mas este sistema utiliza bombas hidráulicas e a atomização da tinta é produzida pela passagem da tinta em alta pressão através de um orifício de diâmetro muito pequeno. Este tipo de aplicação permite diversas vantagens, como pela alta pressão aplicada, cerca de 30Mpa (cerca de 300kg/cm2), isto permite que a tinta contenha elevadas quantidades de sólido por volume, inclusive tintas de alta viscosidade, sem necessidade de diluição com solvente, gerando uma economia de solvente. Também permite obter altas espessuras por demão reduzindo o tempo e o custo da pintura. O fator de não se fazer a diluição com solvente diminui de forma significativa as falhas das películas de tinta como poros, crateras e bolhas. A perda de tinta na aplicação é bastante reduzida, cerca de 15%. É ideal para a aplicação em grandes áreas pois tem uma produtividade muito alta, chega a até 200 m2/h. O equipamento que constitui o sistema airless tem um custo elevado, exigindo maior investimento inicial do que os outros métodos anteriores. O sistema é composto de:
- reservatório de tinta; - compressor de ar, este fornece ar a 80-100psi (5,5 a 7 kgf/cm2); - bomba, acionada por ar comprimido multiplica a pressão do ar resultando em pressões de até 4500psi (300kgf/cm2); - mangueira para tinta; - pistola.
A pressão de pulverização pode ser regulada pela variação da pressão do ar de alimentação, a bomba apenas multiplica a pressão mas não é capaz de regular a pressão. Este sistema possui algumas limitações como não possuir controle de vazão ou leque, para isso deve-se substituir o bico. Por envolver altas pressões necessita de um treinamento mais rigoroso do operador e ainda tem um maior custo de manutenção que a pistola convencional, bem como mencionado anteriormente um maior custo de investimento inicial no equipamento. A pistola deste sistema é leve e capaz de resistir às altas pressões de pulverização. A função da pistola é apenas de abrir ou fechar a saída de tinta, por ela não possuir regulagem, a variação da quantidade de tinta e tamanho do leque é necessário a troca do bico. Como na aplicação com pistola convencional na pistola airless a mesma deve ser mantida perpendicular à superfície, devendo-se começar o movimento da pistola antes de apertar o gatilho e soltá-lo antes de atingir o final da próxima faixa. A distância entre a pistola e a superfície é maior que a utilizada para a pistola convencional, cerca de 30 a 60cm. E a aplicação deve ser cruzada ou com superposição de 50% entre as faixas. Aplicação pintura Eletrostática – A pintura eletrostática é muito utilizado na pintura de fábrica. O princípio da pintura consiste na aplicação de cargas elétricas na tinta e na superfície que se quer proteger, criando-se uma diferença de potencial na ordem de 100.000 volts e provocando-se a atração da tinta pela superfície. A tinta é eletrizada na pistola e projetada contra a peça que está aterrada e portanto com carga de sinal contrário. Na pistola convencional a tinta é projetada e as partículas que não atingem a peça são perdidas, já na pintura eletrostática a tinta eletrizada é atraída pelo campo eletrostático e as partículas que seriam perdidas são atraídas para a peça. Logo o aproveitamento da tinta é muito maior na pintura eletrostática. Este tipo de aplicação pode utilizar tinta em pó ou tinta líquida. A pintura com tinta líquida utiliza a pulverização convencional com ar comprimido, o airless, ou a atomização por dispositivos como o disco ou o sino. O ajuste das tintas para aplicação por este

processo baseia-se na seleção dos aditivos e dos solventes, que irão fornecer maior ou menor polaridade. O sistema deverá estar bem aterrado, pois a faixa de energia fornecida é da ordem de 70.000 a 90.000 volts, para evitar incêndio, retorno de tinta e descargas elétricas no operador. A tinta em pó para mistura eletrostática é produzida com matérias primas em pó, processadas para aglomerar o componente A, o componente B e o pigmento em partículas que ao serem aquecidas em uma estufa na temperatura entre 160 e 190 ºC sofrem fusão, reação e cura. A ausência de solvente dá origem à película com baixíssima porosidade, evita risco de incêndio pela ausência de solventes inflamáveis. Este tipo de pintura com pó vêm sendo largamente utilizada pela indústria automobilística, em eletrodomésticos, em móveis de aço, etc. As principais vantagens do sistema com tinta em pó é o alto rendimento, 95-98%, devido ao pó não aderido poder ser recolhido na cabine. O pó cobre toda a peça, inclusive cantos vivos e peças com formas complexas. Este método de aplicação propicia películas de tinta com espessura uniforme e ainda possui uma alta produtividade. Podem utilizar resinas não usadas para tintas líquidas, ex. PVC, Teflon, nylon. Mas este tipo de aplicação também tem suas desvantagens como o elevado investimento na compra do equipamento, custo no aquecimento da estufa, a peça a ser pintada é limitada devido ao tamanho da estufa, só pode ser aplicado em peças cujo material resista a temperaturas entre 180 e 250º C. As tintas utilizadas são específicas e com isso são mais caras. Tintas com base epóxi dão origem a películas de elevada adesão e coesão, mas com baixa resistência à flexão e ao impacto. Resinas para revestimento: Resinas termoplásticas – só precisam de calor para fundir. Ex. PVC, tem problema na adesão, necessita de aplicação prévia de primer. Boa resistência na água do mar, ácidos e álcalis, mas não é resistente em ácidos oxidantes. Existem outras como nylon, teflon, etc. Resinas Termo-rígidas – As principais são a Epóxi e Poliéster Poliéster – Tem uma maior resistência aos raios Ultravioletas e uma melhor retenção de cor e brilho, mas têm menor resistência química que a Epóxi. Epóxi – è a resina mais utilizada, cerca de 90%. Têm cura a 190-200ºC durante um tempo de 10-15 minutos. Maior dureza, aderência, resistência à abrasão, impacto e térmica. A cura insuficiente pode provocar um película quebradiça com pouca aderência e sem resistência à corrosão. Temos também revestimentos mistos, como Epóxi-fenólica que possui ótima flexibilidade, resistência química e resistência ao impacto. Aplicação Eletroforética – O processo é semelhante ao processo por aplicação Eletrostática, com a diferença básica de que no processo eletroforético a superfície que se quer pintar é imersa num tanque em um banho aquoso (tinta na água) e sob a ação de um campo elétrico. As partículas de tinta migram do tanque para a peça e nela se aderem, expulsando a água por eletrosmose, que é a passagem do líquido de dentro para fora da película de tinta. Após receber a tinta as peças saem do tanque e vão para uma estufa onde sofrem a cura. Neste sistema a peça fica coberta por uma camada de tinta uniforme. A resina utilizada deve ter alto poder de penetração, para se ter capacidade de revestir partes internas. Estas tintas devem ser solúveis em água. O processo pode ainda ser dividido em dois sistemas: Eletroforese anódica ou anaforética, e Eletroforese catódica ou cataforética. Eletroforese anódica – a tinta e o tanque possuem cargas negativas e as peças a serem pintadas são ligadas em uma monovia (ou gancheira) com cargas elétricas positivas. A tinta então é atraída pelo campo elétrico para as peças e a mesma é depositada.

Eletroforese catódica – a tinta e o tanque tem cargas elétricas positivas e as peças têm cargas negativas. Este segundo processo é mais utilizado nos dias de hoje, pois tem maior penetração nas frestas e dentro de tubos e utiliza tintas epoxídicas mais modernas e com maior desempenho do que as utilizadas na anaforese.
6.2 Recomendações para aplicação de tinta
O desempenho e a durabilidade de um esquema de pintura estão diretamente ligados a diversos fatores, sendo eles a seleção de um esquema de pintura compatível com particularidades do equipamento a ser pintado e às condições ambientais que estará exposto, qualidade das tintas utilizadas e ainda o processo de aplicação destas tintas. Estão relacionados com a qualidade final do esquema de pintura os temas abordados a seguir: Escolha da época ideal para aplicação – esta escolha está direcionada a decidir se a tinta deve ser aplicada na fábrica ou em campo. Geralmente a pintura é feita em campo quando o transporte, armazenamento ou a montagem da peça pode causar dano na pintura. A experiência tem revelado que a otimização dos parâmetros de prazo, custo e qualidade é conseguida com uma solução intermediária. O preparo da superfície, bem como a aplicação da tinta de fundo e a tinta intermediária são realizados antes da montagem. Após a montagem do equipamento no seu local definitivo passa-se à execução de reparos nos locais onde ocorreram danos durante a montagem. Logo depois se faz um lixamento geral da superfície e imediatamente depois a aplicação da tinta de acabamento. O lixamento serve para criar um perfil de rugosidade e ajuda na adesão da tinta subseqüente. Quando o intervalo de tempo entre a aplicação de tinta de fundo ou intermediária e a montagem do equipamento for superior a seis meses, deve-se fazer um lixamento e aplicar uma fina camada de tinta de fundo, ou intermediária, dependendo da última tinta antes da montagem, pois este longo período provoca uma calcinação nestas tintas, o que deve ser removido durante o lixamento, e esta fina camada aplicada serve para repor a espessura de tinta original. Escolha do método de aplicação – A escolha do método de aplicação deve ser feita objetivando a maximização dos parâmetros de prazo, custo e qualidade. Deve ser observado a compatibilidade entre a tinta e o método de aplicação. Por exemplo, a aplicação de tintas ricas em zinco deve ser aplicadas por pistola que contenha um agitador mecânico, de forma a manter as partículas de zinco em permanente agitação, pois senão a película de tinta não alcançaria o teor mínimo de zinco necessário à continuidade elétrica e assim efetivar a proteção catódica. Outro caso se dá para tintas que devem ser aplicadas em altas espessuras (superior a 100 micrometros), para isto nunca poderemos utilizar rolos, uma vez que este método nunca consegue atingir estas espessuras. A diluição da tinta afeta a película de tinta podendo ocorrer falhas e diminuição da espessura. A fórmula a seguir permite prever a espessura úmida que, após a evaporação do solvente, dará origem à espessura de tinta seca prevista pelo esquema de pintura: EPU = (EPS (VT + VD))/(VT.SV) Onde: EPU – Espessura de película úmida em µm; EPS – espessura de película seca em µm; VD – volume de diluente em litro; VT – volume de tinta em litro; SV – sólidos por volume em % (dado na ficha técnica da tinta).

A determinação da espessura de película úmida também pode ser obtida através de um gráfico com base no volume de sólidos na tinta e da espessura de película seca que se quer atingir. Capacitação de pessoal de aplicação – Alguns métodos necessitam de pessoal mais treinado para executar a aplicação, visto que alguns requisitos básicos devem ser observados. Condições ambientais – A aplicação de tintas em condições ambientais diversas pode introduzir vários tipos de defeitos nas películas de tintas. As condições meteorológicas que influenciam as propriedades das tintas são a umidade relativa do ar, a temperatura ambiente, as chuvas e os ventos. A umidade relativa do ar quando superior a 80% pode possibilitar a introdução de partículas de água na película de tinta úmida. A temperatura da superfície a ser pintada também poderá causar problemas, retardando a cura, quando abaixo de 10ºC, ou acelerando a cura comprometendo a evaporação do solvente e alterando as propriedades da película seca quando a temperatura está acima de 40ºC. Com temperatura acima de 45º C poderão ocorrer diversos tipos de defeito como formação de bolhas, poros ou crateras, enrugamento, etc. As chuvas comprometem de forma semelhante à umidade contida no ar. Os ventos fortes provocam o aumento de perda de tinta nos métodos de aplicação por pistola. Mistura, homogeneização e diluição das tintas – Esta é também uma etapa importante no processo de aplicação das tintas. A homogeneização da tinta deve ser feita em seu recipiente original, admitindo-se que parte possa ser retirada, temporariamente, para facilitar a homogeneização. Algumas tintas às vezes necessitam de diluição com solvente para corrigir a viscosidade e facilitar na aplicação, mas deve-se tomar cuidado pois a introdução destes solventes altera as condições de secagem da tinta e podem gerar defeitos como poros, crateras ou bolhas. Para tintas de dois ou mais componentes deve-se observar as proporções de mistura e o tempo de indução indicado pelo fabricante. Outro ponto importante a ser observado é o tempo de vida útil (pot life) após a mistura dos componentes, onde dependendo do tipo de tinta este valor pode variar onde para algumas este tempo disponível após a mistura é de apenas algumas outras e em outras podem durar dias. Seqüência de aplicação – A seqüência de aplicação das tintas deve obedecer ao prescrito no esquema de pintura, particularmente aos intervalos entre demãos. O intervalo entre o preparo da superfície e aplicação da primeira demão da tinta de fundo varia em função das condições atmosféricas do meio ambiente. A aplicação da primeira demão da tinta de fundo deve ocorrer sempre na mesma jornada de trabalho da execução do preparo da superfície. Quando a superfície é muito grande e o jateamento efetuado não contempla toda a superfície, sendo o jateamento interrompido e aplicada a primeira demão de tinta de fundo, o reinício do preparo da superfície só deve ocorrer quando a tinta tiver alcançado o tempo de secagem ao toque, uma vez que desta forma a tinta não será capaz de impregnar areia ou pó, o que prejudicaria o esquema de pintura. Quando houver interrupção da pintura para aguardar a secagem entre demãos, deve ser observado que a interrupção deve ser feita após a aplicação da segunda demão da tinta de fundo ou da intermediária, para que desta forma esteja garantido que os picos da rugosidade foram cobertos pela tinta e desta forma não ocorrerá célula de corrosão. Sempre que o ocorrer a interrupção da aplicação do esquema de pintura por tempo superior ao tempo de secagem para repintura, deve-se antes de se reiniciar a pintura executar um leve lixamento para permitir que a aplicação da demão subseqüente tenha boa adesão mecânica sobre a mesma.

Cuidados de segurança – A aplicação dos esquemas de pintura envolve alguns riscos potenciais em termos de segurança. O manuseio de materiais tóxicos, corrosivos ou inflamáveis e a necessidade de acesso a locais confinados ou elevados são exemplos característicos. Alguns cuidados:
- O armazenamento das tintas e solventes deve ser feito em local coberto, não sujeito a centelhas, calor excessivo, raios solares e descargas elétricas e deve ser bem ventilado. Deve se respeitar o limite de empilhamento recomendado pelo fabricante. - Nas operações de peneiramento e secagem dos abrasivos e durante o jateamento, todos os profissionais devem utilizar máscaras contra pó. A aspiração de poeira, como as de areia, tende a se depositar nos pulmões e causam uma doença denominada silicose. - Quando a aplicação ocorrer em locais de altura elevada deve-se utilizar o acesso por andaimes fixos ou balancins móveis, onde as tábuas utilizadas como piso devem ter espessura mínima de 25 mm. - A mistura e a diluição das tintas devem ser feitas em local específico, ventilado e não sujeito à centelhas, bem como o operador deverá utilizar máscara para gases, devido ao desprendimento de gases tóxicos e inflamáveis. O local ainda deve dispor de extintor contra incêndio. - A aplicação de tintas deve ser feita, sempre que possível, em locais abertos e ventilados. A aplicação em locais confinados devem ser utilizados ventiladores, para insuflação de ar fresco para o interior e exaustores, para a aspiração do ar saturado. Os profissionais ainda deverão utilizar máscaras contra gases e deve se respeitar o intervalo de renovação de equipe, visto o tempo a que cada pessoa pode ficar exposta a um determinado solvente.

7 ESQUEMA DE PINTURA
Um esquema de pintura é definido através de requisitos que determinam suas propriedades após aplicação e o seu desempenho ao longo do tempo, tais requisitos são:
- preparação da superfície: etapas da limpeza, padrão de limpeza e rugosidade. É o processo mais caro (50% do custo). Objetivo de remover óleo, graxa, óxidos (ferrugem), tinta velha,etc para garantir boa aderência da tinta à superfície a pintar. E ainda criar perfil de rugosidade para permitir ancoragem mecânica da tinta. - Tinta de fundo: tipo, especificação, espessura por demão, número de demãos, intervalo entre demãos (mínimo e máximo) e método de aplicação. Ela é aplicada diretamente sobre o aço, ela é responsável para boa aderência da tinta. Esta tinta contém os pigmentos anticorrosivos em alta concentração (tinta fica fosca). Esta tinta alta molhabilidade e poder e poder de penetração para cobrir reentrâncias da superfície. - Tinta intermediária: tipo, especificação, espessura por demão, número de demãos, intervalo entre demãos e método de aplicação. É utilizada para compatibilizar a tinta de fundo com acabamento, facilitando a aderência. Esta tinta também é usada para aumentar a espessura total, evitando muitas demãos do primer. - Tinta de acabamento: tipo, especificação, espessura por demão, número de demãos, intervalo entre demãos, método de aplicação e cor. Esta tinta dá proteção por barreira contra agressividade do meio ambiente. Esta tinta tem que ser impermeável. Ela ainda é responsável pela cor final da tinta e absorção de calor, indicação de falhas, etc.
7.1 Seleção do Esquema de Pintura
O esquema de pintura tem por principal objetivo garantir a proteção da superfície da corrosão, mas também podem ter outras finalidades como identificação promocional, minimização das perdas ou ganhos de calor e ainda como forma de sinalização. Para a seleção do esquema de pintura além do ambiente corrosivo deve-se levar em consideração outros aspectos como as condições operacionais do equipamento a ser pintado, importância do equipamento a ser pintado, a dificuldade em se fazer a repintura, etc. Os mais variados aspectos poderão determinar se os esquemas adotados serão mais ou menos sofisticados. Também deve ser escolhido o tipo de tinta para cada finalidade, como antiincrustante para cascos de navio, reflexivas para sinalização, antiderrapantes para os pisos, etc. Esquemas para imersão Para se executar a pintura em superfícies submersa podemos separar quatro condições diferentes: IMERSÃO EM ÁGUA SALGADA limpeza de superfície: jateamento ao metal branco; tinta de fundo: tintas com veículos nobres (epóxi) com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas com veículos nobres (epoxis, poliuretanas,etc); espessura total desejável da película: 300 µm mínima. IMERSÃO EM ÁGUA DOCE NÃO-POTÁVEL limpeza de superfície: jateamento ao metal branco; tinta de fundo: tintas com veículos epoxis ou borracha clorada com pigmento inibidor (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo;

tinta de acabamento: esmaltes de tintas epoxis e borrachas cloradas; espessura total desejável da película: 160 µm mínima. IMERSÃO EM DERIVADOS DE PETRÓLEO E PRODUTOS QUÍMICOS limpeza de superfície: jateamento ao metal branco; tinta de fundo: tintas com veículos epoxis com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas epoxis; espessura total desejável da película: 130 µm mínima. Esquemas para superfícies quentes Para a pintura de superfícies quentes podem ser separadas quatro situações diferentes: SUPERFÍCIES QUENTES NA FAIXA DE 80 A 120ºC limpeza de superfície: jateamento ao metal branco ou quase branco; tinta de fundo: tintas com veículos epoxis ou fenólicos com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas epoxis ou fenólicas; espessura total desejável da película: 120 µm mínima. SUPERFÍCIES QUENTES DE 120 A 250ºC limpeza de superfície: jateamento ao metal branco ou quase branco; tinta de fundo: tintas de silicato inorgânico ou etil silicato de zinco, ou ainda silicone modificado com resina alquídica, acrílica ou vinílica, pigmentada com zinco ou pigmento inibidor; tinta de acabamento: esmalte de silicone modificado com resina alquídica, acrílica ou vinílica, pigmentadas com alumínio; espessura total desejável da película: 100 µm mínima. SUPERFÍCIES QUENTES NA FAIXA DE 250 A 500ºC limpeza de superfície: jateamento ao metal branco ou quase branco; tinta de fundo: tintas com veículo silicone ou silicatos inorgânicos de sódio ou etila, pigmentadas com pigmento protetor de zinco; tinta de acabamento: esmalte de silicone, pigmentada com alumínio; espessura total desejável da película: 120 µm mínima. SUPERFÍCIES QUENTES ACIMA DE 500ºC Normalmente estas superfícies que trabalham com temperaturas acima de 500ºC dispensam os esquemas de pintura, pois a esta temperatura não existe processo corrosivo. Entretanto pode-se selecionar um esquema de pintura para questões de aspecto visual ou de identificação. O silicato inorgânico de zinco e o etil silicato de zinco são tintas que suportam temperaturas superiores a 500ºC, e são aplicadas sobre superfícies com preparo ao metal branco ou quase branco e adotando uma espessura mínima de 75 µm. Esquemas para atmosferas altamente agressivas Em atmosferas altamente agressivas podemos adotar o seguinte: limpeza de superfície: jateamento ao metal branco; tinta de fundo: tintas com veículos nobres (epóxi, silicato inorgânico e etil silicato) com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco) ou com pigmentos protetores, especialmente o zinco. No caso de pigmentos inibidores, podem ser misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas com veículos nobres (epoxis e poliuretanas);

espessura total desejável da película: 250 µm mínima. Esquemas para atmosferas mediamente agressivas Em atmosferas mediamente agressivas podemos adotar o seguinte: limpeza de superfície: jateamento ao metal quase branco; tinta de fundo: tintas com veículo seminobre (acrílicas, vinílicas, etc) com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas com veículos seminobres (acrílicas, borracha clorada, vinílicas, betuminosas,etc); espessura total desejável da película: 160 µm. Mas podemos ainda escolher por empregar um esquema utilizando tinta de fundo epóxi, as quais são mais fáceis de aplicar e tem um custo menor. limpeza de superfície: jateamento ao metal quase branco; tinta de fundo: óxido de ferro epóxi, cromato de zinco epóxi ou fosfato de zinco epóxi. tinta de acabamento: esmalte acrílico ou esmalte e estirenoacrilato, esmalte fenólico pigmentado em alumínio e esmalte alquídico. Esquemas para atmosferas pouco agressivas Geralmente são adotados o seguinte esquema de pintura: limpeza de superfície: jateamento comercial; tinta de fundo: tintas com veículo convencional (óleos, alcatrões de hulha, alquídicas e fenólicas modificadas com óleos) com pigmentos inibidores (zarcão, cromato de zinco, fosfato de zinco, etc) misturados com pigmentos inertes, normalmente lamelares, como óxido de ferro micáceo; tinta de acabamento: esmaltes de tintas com veículo convencional (óleos, alquídicas e fenólicas modificadas com óleos); espessura total desejável da película: 120 µm. Esquemas para superfícies galvanizadas Estas superfícies devem ser pintadas obedecendo o seguinte esquema de pintura: limpeza de superfície:limpeza com solvente, jateamento abrasivo ligeiro ou escovamento; aplicação da tinta de aderência (wash primer ou isocianato): aplicação da tinta de aderência logo após a limpeza da superfície; aplicação do esquema de pintura: deve ser empregado o esquema recomendado para o ambiente onde se encontra a estrutura, eliminando-se a tinta e fundo e a intermediária, especialmente em ambientes de pouca e de média agressividade. Pintura de Navios, Embarcações, Monobóias e Bóias múltiplas A pintura do navio geralmente é realizada em dique seco durante a fabricação ou a docagem para pequenos reparos ou demãos de acabamento. Nos Navios e Embarcações as partes a pintar e respectivos esquemas são: Obras vivas: para as partes submersas, também denominadas obras vivas, deve ser selecionado um esquema para imersão em água salgada ou eventualmente em água doce. Deve ser empregada também, se for o caso, uma tinta de acabamento antiincrustante; Costado, conveses expostos e superestrutura: deve ser selecionado um esquema para atmosfera altamente agressiva; Tanque de lastro, água potável, carga e paióis de amarras: deve ser selecionado um esquema para imersão no produto considerado. Para tanques de carga é comum pintar o fundo, o teto e um metro das laterais junto ao fundo e ao teto. Tanques para transporte de produtos químicos recebem pintura total; Praça de máquinas: nesta região, a pintura sofre comumente muitos danos mecânicos, sendo freqüente a utilização de esquemas menos nobres que são refeitos periodicamente. Para monobóias e bóias múltiplas seguimos o seguinte esquema:

Obras vivas: deve ser selecionado um esquema para imersão em água salgada ou doce. Pode-se empregar também o acabamento antiincrustante; Costado, conveses expostos e estruturas diversas: deve ser selecionado um esquema para atmosfera altamente agressiva.
7.2 Aderência
É uma propriedade fundamental para um bom desempenho do esquema de pintura. A aderência pode se dar através de dois mecanismos: Aderência mecânica e aderência química (ou polar). Aderência mecânica – está relacionada à rugosidade superficial (perfil de ancoragem) da superfície. Para se obter um bom perfil de ancoragem deve-se fazer um bom preparo da superfície com remoção de óleo, graxas, ferrugem, etc. Aderência Química – está relacionada à reação química entre a tinta e a superfície. Devido à formação de uma ligação química da tinta com a superfície metálica, deve-se ter um excelente preparo da superfície para que ocorra esta aderência. Ex. Wash-primer – forma-se fosfato de zinco, tintas de silicato de zinco e tintas epoxis se ligam ao ferro da superfície. Coesão é a propriedade que permite a tinta formar película contínua e flexível. Esta coesão está relacionada às forças ou ligações internas da película e é antagônica à aderência da tinta à superfície, uma vez que uma máxima coesão é igual a uma mínima adesão. As falhas de aderência podem ser o desprendimento direto da superfície, ou o desprendimento entre demãos e pode ainda ter a falha coesiva onde o revestimento (tinta) romperá internamente. Para as falhas de aderência entre as demãos as causas mais prováveis são contaminantes entre demãos (óleo, graxa, umidade, sais, etc), intervalo entre demãos não respeitados, tintas incompatíveis e ainda a retenção de solvente (solvente não evapora).

8 INSPEÇÃO A Inspeção tem grande importância na pintura, pois com ela faremos o controle de qualidade de nossa pintura, como exemplo alguns esquemas de pintura que seriam de grande desempenho falham rapidamente por aspectos associados à má qualidade da aplicação. Na pintura a palavra qualidade deve estar associada à prevenção de defeitos. Não deve ser feita a inspeção de controle de qualidade apenas no produto final, pois a identificação de defeitos após a aplicação de todo o esquema de pintura torna o reparo difícil e principalmente por melhor que este seja feito não repõe as propriedades do esquema originalmente aplicado. Então podemos dizer que a idéia básica do controle de qualidade na Pintura Industrial está associado à prevenção dos defeitos e para isso devemos adotar diversas medidas preventivas antes, durante e depois da aplicação da tinta. Temos que a identificação dos defeitos somente ao final da aplicação da tinta acarreta paralisações do serviço, perda de tempo, gastos adicionais com tintas e mão-de-obra. Algumas ações de prevenção de defeitos: Explicitação do esquema de pintura: O esquema de pintura deverá estar explicitado por escrito e o mesmo deverá conter o seguinte conteúdo mínimo:
- preparo da superfície a ser alcançado, onde deverá conter o grau de limpeza e rugosidade que deve ser alcançado; - especificação das tintas a serem utilizadas; - intervalos entre demãos; - espessura de cada demão de tinta; - método de aplicação da tinta que deve ser utilizado e ensaios que devem ser realizados para verificarem se a película de tinta é aceitável ou se será rejeitada.
Qualidade das tintas utilizadas: Deve ser verificado se as tintas estão em conformidade com o especificado. Pode ser feito de duas maneiras: primeiro enviando a tinta para laboratório para, através de ensaio, comparar as propriedades das tintas com o especificado, acontece que este processo é demorado e tem um custo elevado; A forma mais adequada é efetuar uma qualificação preliminar do fornecedor de tinta. Esta qualificação deve observar aspectos de capacitação fabril, capacitação de pessoal e sistema de qualidade implementado pelo fabricante. Neste caso deve ser exigido que a tinta venha acompanhada de um certificado de qualidade. Treinamento e capacitação pessoal: é uma das ações preventivas mais importantes, pois a aplicação da tinta requer cuidados especiais que não dependendo só da habilidade do profissional, mas este também deve ter conhecimento de uma série de técnicas aplicáveis. Os profissionais da pintura, jatistas, bem como os supervisores devem receber treinamento teórico e prático, visando minimizar a ocorrência de defeitos durante a aplicação da tinta, não só relacionados com a aplicação em si, mas também com as condições ambientais e de superfície a serem observadas pelo aplicador. Elaboração de procedimentos de aplicação: trata-se da elaboração de um documento para ser seguido pelo pessoal da execução de aplicação das tintas, onde ficam estabelecidos os requisitos necessários para a aplicação do esquema de pintura. Um procedimento de aplicação de tintas deverá conter:
- esquema de pintura a ser usado; - normas do esquema de pintura a ser usado; - condições de recebimento e armazenamento das tintas, abrasivos e etc.; - preparo da superfície a ser executado; seqüência de aplicação do esquema de pintura, com os intervalos de tempo entre demãos; - processo de aplicação de cada tinta; - tintas a serem utilizadas e retoques no esquema de pintura.

Elaboração de planos de inspeção: Trata-se de documento elaborado destinado ao pessoal de Controle da qualidade. Este documento deverá conter:
- definição das etapas da aplicação que serão inspecionadas; - definição do procedimento de inspeção de cada etapa; - definição da freqüência de inspeção de cada etapa; - definição da época de inspeção de cada etapa; - definição da amostragem e critérios de aceitação ou rejeição a serem observados e definição dos pontos de parada obrigatória para inspeção.
Aferição/calibração dos aparelhos e instrumentos de medição e testes: Para se ter confiança no controle da qualidade devem ser utilizados aparelhos/instrumentos aferidos/calibrados periodicamente. A periodicidade de aferição/calibração irá depender de alguns aspectos como as condições de uso, características construtivas dos aparelhos e condições climáticas. O controle da qualidade deverá implementar um plano de aferição/calibração, onde o mesmo deverá conter:
- periodicidade da aferição/calibração; - entidade aferidora/calibradora; - procedimento de aferição/calibração e padrão de referência.
Ações de detecção de defeitos: Além de possuir um caráter de prevenção de defeitos, devem ser estabelecidos procedimentos para detecção de defeitos e estas ações de detecção devem ser aplicadas durante todo o processo e não apenas no produto final, pois diminui o gasto com matéria-prima, mão-de-obra e retrabalho. Como exemplo podemos analisar a areia utilizada como abrasivo para jateamento onde deve ser observada a granulometria no recebimento da mesma, pois uma baixa granulometria irá gerar um baixo perfil de rugosidade e a verificação no recebimento da areia irá evitar que este problema seja identificado somente no momento de medição do perfil de rugosidade ou, pior ainda, que o problema seja detectado apenas no teste de adesão do esquema de pintura. Inspeção visual da superfície a ser pintada: Consiste da primeira atividade realizada pelo controle da qualidade onde são verificadas as condições da superfície onde será aplicada a tinta, como existência de substâncias contaminantes que possam prejudicar a adesão do esquema se pintura. Esta inspeção é feita visualmente visando identificar a presença de óleos ou graxas sobre a superfície. Também deve ser identificado o estado inicial de oxidação da superfície e ainda defeitos na superfície como presença de escória, respingo de solda e mossas, os quais deverão ser removidos. Avaliação das condições atmosféricas: As condições atmosféricas Irão influenciar as etapas do processo de aplicação do esquema de pintura, desde o preparo da superfície até a cura das tintas.é importante que sejam verificados constantemente a umidade relativa do ar e a temperatura da superfície. A umidade relativa do ar irá influenciar diretamente na limpeza da superfície e na cura das tintas. O contato de uma superfície limpa pelo jateamento e exposta à umidade relativa do ar poderá sofrer uma oxidação precoce da superfície, por isso o trabalho de jateamento da superfície deve ser executando somente quando a umidade relativa do ar for inferior à 80%. Na prática o jateamento Pode ser realizado com umidade relativa do ar superior à 80% desde que se faça um último jateamento com umidade inferior à 80%. Com exceção da tintas de etil silicato de zinco as demais tintas tem uma alteração na cura quando expostas à umidade relativa do ar superior à 80%, originando películas de tinta com propriedades diferentes das desejadas. Temperaturas ambientais excessivamente altas ou excessivamente baixas podem causar uma aceleração, ou um retardamento, na cura da tinta aplicada, ocorrendo desta forma falhas na película de tinta. A temperatura ambiente influencia na temperatura de superfície e desta forma influencia na formação da película de tinta. Superfícies com temperatura abaixo de 10º C acarreta um retardamento da cura da película, mas não há falhas características. Já em superfícies com temperaturas superiores à 45º C aceleram a cura e desta forma introduzem uma

série de defeitos, os quais irão variar de acordo com o tipo de tinta que se está aplicando. Logo concluímos que durante o preparo da superfície e aplicação da tinta devem ser observados:
- umidade relativa do ar deve ser inferior a 85%; - temperatura ambiente não deve ser inferior a 5º C; - a temperatura da superfície deve ser medida através de um termômetro de contato e a mesma não deve ser inferior a 3º C acima do ponto de orvalho ou 2 º C, a que for maior, e nem superior a 45 º C (ou 40º C para as tintas inorgânicas de zinco).
Estas verificações devem ser observadas, pelo menos, a cada uma hora de trabalho. Inspeção de recebimento do abrasivo: A inspeção deve ser feita para verificação da granulometria e impurezas nos abrasivos recebidos. A granulometria será verificada através do sistema passa não passa com uso de peneiras com aberturas preestabelecidas em função do perfil de rugosidade que se quer obter durante o jateamento. Inspeção de recebimento das tintas: Para o controle da qualidade das tintas preliminarmente deve-se observar a qualificação dos fabricantes da tinta. Mas além da qualidade da tinta algumas outras questões de ser observadas:
- existência de deficiência de enchimento; - se o fechamento está correto; - verificação de problemas de vazamento, amassamento, cortes, falhas ou insegurança da alça e marcação deficiente; - marcação mínima exigida; - o prazo de validade; - se existe a presença de pigmentos sedimentados e se existe a presença de nata.
Avaliação do grau de limpeza da superfície: Uma das ações mais importantes do controla da qualidade na aplicação das tintas. O preparo da superfície está relacionado ao esquema de pintura que leva em consideração as particularidades da tinta de fundo e o desempenho esperado pelo esquema. A superfície deve ser inspecionada em sua totalidade (100%), visto que uma deficiência no preparo da superfície poderá comprometer o esquema de pintura. Esta inspeção é realizada de forma visual. Medição do perfil de rugosidade: Um perfil de rugosidade inadequado pode levar à uma falta de adesão da película de tinta. A rugosidade ideal é determinada em função da espessura do esquema de pintura, devendo ficar entre 1/4 e 1/3 da espessura total deste esquema. A rugosidade será estabelecida pela granulometria, angulosidade e dureza do abrasivo, bem como pela energia utilizada para projetar o mesmo contra a superfície. Geralmente é utilizado um relógio apalpador ou rugosímetro de agulhar para verificar o perfil de rugosidade que deve ser alcançado, forme especificação do esquema de pintura. O relógio apalpador funciona colocando-se o mesmo sobre a superfície a ser medida e a agulha se desloca para valores negativos quando encontra um vale ou valores positivos quando encontra um pico. Acompanhamento da mistura e diluição das tintas: A mistura e diluição das tintas é realizada pelo pessoal da execução, mas a mesma deve ser supervisionada pelo controla da qualidade para se certificar de que a mesma esta sendo realizada conforme especificações do fabricante. Para cada embalagem de tinta misturada alguns aspectos devem ser observados:
- se estão em bom estado de conservação, com o tempo de vida útil não ultrapassado e se estão sendo utilizadas primeiro as tintas armazenadas há mais tempo; - a retirada dos componentes de suas embalagens deve ser uniforme e completa; - a relação de mistura entre componentes; - se o solvente é o adequado e se a sua adição se dá atendendo ao estritamente necessário e na proporção máxima;

- se estão sendo utilizadas as ferramentas mais adequadas (recipientes e agitadores) e se estão limpas e em bom estado de conservação; - se a homegeinização é adequada de forma a não aparecerem veios e faixas de cores diferentes; - se os tempos de indução das tintas estão sendo observados; - se as tintas são aplicadas no seu pot life (tempo de vida útil após a mistura); - se não são adicionados aditivos não recomendados pelo fabricante.
Avaliação do método de aplicação das tintas: O método de aplicação é de responsabilidade do pessoal da execução, mas deve-se ter um acompanhamento do pessoal do controle da qualidade onde devem avaliar os seguintes aspectos:
- Se o método de aplicação é compatível com o esquema de pintura; - se o método de aplicação é compatível com as tintas e com as recomendações de seu fabricante; - se o método de aplicação é compatível com a geometria da superfície a ser pintada; - se o método de aplicação é compatível com as condições climáticas do local onde será realizada a pintura e se os esquemas e ferramentas utilizados estão em bom estado e são utilizados adequadamente.
Avaliação de eventuais falhas das películas de tinta: Diversos fatores podem levar ao surgimento de falhas nas películas de tinta, o que pode comprometer o seu desempenho. Algumas das seguintes causas originam tais defeitos:
- má qualidade da tinta; - método de aplicação inadequado, tanto pode ser selecionado erroneamente como pode ser utilizado de forma inadequada; má capacitação de pessoal; - presença de má condição climática como ventos, umidade ou temperaturas inadequadas. Após a aplicação de cada demão de tinta o controle da qualidade deverá inspecionar visualmente a superfície para tentar identificar possível falhas como: - poros: normalmente surgem por má qualidade da tinta, adição inadequada de solvente ou temperatura da superfície elevada; - crateras: normalmente surgem pela má qualidade da tinta ou adição inadequada de solvente. Este tipo de falha é muito comum em algumas tintas epoxis de acabamento ou acrílica; - bolhas ou empolamento: normalmente surgem pela má qualidade da tinta ou adição inadequada do solvente. Este tipo de falha é muito comum em algumas tintas epoxis de acabamento ou acrílica; - fiapos: normalmente surgem por uma seleção do método de aplicação inadequada, inabilidade do aplicador ou condições climáticas não favoráveis, particularmente existência de ventos. São freqüentes na aplicação de tintas acrílicas; - escorrimentos: normalmente surgem por diluição excessiva ou deficiência de capacitação do aplicador; - impregnação de abrasivos: surgem pela execução de jateamento sem que uma tinta anteriormente aplicada tenha atingido a secagem ao toque; - gretamento ou fendilhamento: normalmente surgem quando utilizadas tintas inorgânicas de zinco aplicadas em grandes espessuras; - enrugamento: normalmente ocorrem na aplicação de tintas de alumínio fenólico quando aplicadas em superfícies com temperatura alta; - sangramento: normalmente observado quando aplica-se uma demão de tinta com incompatibilidade química com a tinta da demão anterior ou não observância do intervalo mínimo entre demãos ou tempo de secagem para repintura.
Não existem critérios precisos que determinem se a existência de um defeito é aceitável ou não, esta determinação fica por conta da experiência do inspetor.

Medição das espessuras das películas de tinta: é muito importante e deve ser realizada para cada demão de tinta em dois estágios, primeiramente é medida a espessura da película úmida e posteriormente com a película seca. A medição da espessura de película úmida normalmente é feita pelo pessoal da execução e visa o controle da aplicação, evitando descontinuidades ou consumo exagerado da tinta. Esta medição é realizado com auxílio de instrumento do tipo calibre comparador.
A espessura da película seca é medida para cada 250m2 de área pitada e são utilizados instrumentos do tipo elcometer, microtes ou eletrônicos e todos têm funcionamento baseados no princípio de emissão de campo magnético.
Teste de adesão das películas de tinta: é um teste freqüentemente utilizado para controle da qualidade na aplicação da tinta. É um teste destrutivo e por como o reparo não restitui as propriedades originais do esquema de pintura, deve ser minimizado. Como a adesão da tinta está associado a problemas com a tinta ou ainda por uma deficiência no preparo da superfície, grau de limpeza inadequado ou perfil de rugosidade baixo, e este teste ser destrutivo, devemos primordialmente efetuar os testes de adesão no início do esquema de pintura e evitar de executar o mesmo no decorrer da aplicação das demãos seguintes. Estes testes de adesão devem ser realizados somente após a secagem completa da demão de tinta e o mesmo deve ser realizado para cada 250m2 de superfície pintada. O teste de adesão pode ser realizado de duas formas. Um método utiliza um corte em X, o qual é particularmente empregado para avaliar a adesão de tintas inorgânicas de zinco e outras tintas aplicadas com espessura superior à 100 µm por demão. Outro método é o corte em grade utilizado para as demais tintas. Quando temos películas frágeis, como as películas com alta espessura e as orgânicas de zinco, o corte na película provoca fraturas ao longo deste corte e a utilização do método de grade poderia mascarar estas fraturas. O teste com corte em grade deve ser realizado seguindo os seguintes procedimentos:
- efetuar cinco cortes com 50 mm de comprimento, espaçados de 5 mm; - efetuar cinco cortes com as mesmas características que os primeiros, mas perpendicular a estes; - colar uma fita adesiva; - arrancar a fita adesiva instantaneamente.
O teste de corte em X se assemelha muito ao corte em grade. Como resultado do teste de adesão deve ser observado a quantidade de película arrancada pela fita adesiva. Películas com excelente adesão não são removidas pela fita adesiva. São aceitos vários graus de remoção.
Determinação de descontinuidade em películas de tinta: o teste de descontinuidade é realizado após a aplicação de todo o esquema de pintura e geralmente realizado somente nos de alto desempenho, principalmente esquemas que irão trabalhar em esquemas imersão permanente. Quando aplicado deve abranger toda a área pintada. Podem ser utilizados dois aparelhos diferentes para a verificação de descontinuidade, um aparelho de via úmida e outro de via seca. Ambos têm como princípio avaliar a capacidade de

uma corrente elétrica atravessar a película de tinta. O aparelho de via úmida é de baixa voltagem e só identifica falhas passantes, ou seja, as que atravessam toda a película de tinta. O aparelho de via seca utiliza alta voltagem, até 30.000 volts, e é regulado de forma que a corrente elétrica possa passar através de uma região com falhas, mas que não atravessar uma região com espessura ideal e isenta de falhas. Este aparelho tem a vantagem de identificar falhas passantes ou não. O aparelho de via úmida é utilizado para verificação de esquemas de pintura que tenham no máximo 100 µm de espessura total e o aparelho de via seca é indicado para os demais casos.

9 DEFEITOS Após realizada a pintura onde todo o esquema de pintura fora obedecido, temos que realizar inspeções periódicas para verificar o desempenho do esquema de pintura ao longo do tempo. Esta inspeção deverá ser realizada por toda a extensão da superfície, mas deve-se ter uma atenção especial para regiões onde tenhamos frestas, cantos vivos, acúmulo de água, juntas soldadas ou qualquer região que tenham alguma irregularidade de superfície, pois nestes locais é mais freqüente o ocorrência de defeitos. Durante o primeiro ano da aplicação do esquema de pintura esta inspeção deverá ser realizada trimestralmente e nos anos seguintes com uma freqüência maior, a depender da agressividade do meio de trabalho. Quando exposta a condições de média agressividade basta uma inspeção anual. Quando identificado algum problema esta região deverá ser marcada para se fazer retoques ou repinturas. Os retoques são realizados quando os defeitos são de pequena extensão, não ultrapassando 5% da área pintada. A repintura parcial é realizada quando os defeitos atingem uma área entre 5 e 30% da área pintada. Maiores que 30% indicam falha no esquema de pintura e podem requerer repintura total. Para os casos de retoques ou repinturas devem ser observados dois pontos: se a superfície apresenta corrosão ou não. Quando apresenta corrosão – neste caso pode-se repetir o esquema de pintura original, ou não podendo-se executar o jateamento deverá ser feita uma limpeza mecânica e analisar o esquema para saber se a tinta aceita este tipo de limpeza, senão alterar o esquema original utilizando uma tinta de fundo com boa aderência em superfície com limpeza mecânica. Quando não apresenta corrosão – irá ser utilizado o mesmo esquema de pintura original, ou pode-se substituir por um esquema de maior desempenho. Ao se realizar retoques ou repinturas sobre esquemas de pintura existentes, deve-se efetuar um lixamento do esquema anterior com o objetivo de criar um perfil de rugosidade que garanta uma boa ancoragem da tinta.
9.1 Defeitos de película
Os defeitos são basicamente de dois tipos: os que estão relacionados a aplicação e aspectos estéticos e os defeitos em geral. Os defeitos podem estar relacionados a muitos fatores, como seleção inadequada do esquema de pintura, aplicação, qualidade da tinta, etc. Alguns defeitos já foram descritos anteriormente no capítulo de inspeção, poros, crateras, bolhas ou empolamento, fiapos, escorrimentos, impregnação de abrasivo, gretamento ou fendilhamento, enrugamento e sangramento. Os defeitos de película mais importantes que podem surgir são:
- Espessura excessivamente desuniforme: a espessura medida na película seca encontra-se entre a faixa de 10 % a menos e 30 % a mais que a espessura especificada. Dependendo do tipo de tinta esta faixa pode diminuir adotando-se como espessura máxima um valor de 20 ou 10 %. O excesso de espessura embora seja boa para a proteção constitui um gasto adicional desnecessário de tinta, e quando aplicada a tinta orgânica em zinco pode provocar fendilhamento. Já nos casos em que temos uma espessura deficiente, abaixo da espessura especificada, teremos problemas na proteção contra a corrosão.

- Consumo elevado: trata-se do rendimento real ou prático muito abaixo do esperado. Pode estar relacionado a diversos fatores como rugosidade excessiva, equipamento de aplicação inadequado para o tipo de estrutura, inabilidade do aplicador, vento excessivo quando a aplicação está sendo realizada com pistola, ou ainda pelo desperdício de tinta de bicomponentes onde a mesma endurece quando não aplicada no tempo recomendado pelo fabricante da mesma. - Impregnação de abrasivo: Ocorre quando se executa um jateamento próximo às regiões onde tenham sido aplicadas tintas e as mesmas ainda não atingiram a secagem ao toque. Com isto as partículas do abrasivo ficam grudadas na superfície comprometendo o aspecto estético e ainda podem prejudicar a proteção anticorrosiva. Em outros casos esta impregnação de abrasivo pode ser proposital para criar uma superfície antiderrapante, como os pisos de conveses e escadas. - Escorrimento: consiste do defeito onde a superfície apresenta uma tinta escorrida. Este defeito pode ser originado por uma série de procedimentos como acúmulo excessivo de tinta na superfície, defeitos na formulação da tinta (viscosidade e consistência baixas da tinta), superfície encontrava-se muito fria no momento da aplicação, uso de solvente com baixa evaporação ou ainda por uma aproximação excessiva da pistola à superfície. -
Fig. Escorrimento - Pele ou casca de laranja: quando a superfície apresenta uma rugosidade, ficando com o aspecto similar a uma casca de laranja. Este defeito ocorre geralmente com a aplicação é feita com pistola e o solvente é muito volátil, pouca pressão na pistola, ambiente muito quente durante a aplicação da tinta ou aproximação excessiva da pistola em relação à superfície pintada. Este tipo de defeito pode ser utilizado propositalmente para disfarçar, por ilusão de óticas, pequenos defeitos de nivelamento em chapas planas. Também pode-se aplicar aditivos a base de silicone originando as tintas chamadas de tintas marteladas onde o defeito casca de laranja é utilizado como efeito decorativo. -
Fig. Casca de Laranja - Overspray (sobreaplicação): é um defeito tipo do uso de pistola convencional ou a ar-comprimido. Este defeito é originado pela pré-secagem da tinta pela evaporação do solvente antes de depositar-se sobre a superfície. Pode ser ocasionado pela pressão excessiva na pistola (excesso de atomização), temperatura ambiente e da chapa muito elevadas, solvente utilizado muito volátil ou quando a distância entre a pistola e a superfície é muito grande. Com secagem prematura, a superfície pintada fica com um aspecto fosco e pulverulento, indicando que a tinta sofreu uma pré-secagem antes da deposição.

- Empolamento: é o defeito onde ocorre a formação de bolhas sob a película de tinta decorrente do aprisionamento de um fluido. Podem ser ocasionados por condições ambientais inadequadas para a aplicação de tinta (umidade relativa superior à 85% e temperatura da chapa abaixo de 10º C), retenção de solvente ou processo corrosivo acelerado.
Fig. Empolamento - Empoamento ou calcinação: também conhecido como engisamento. Trata-se da degradação da resina pela ação de raios ultravioletas do sol. Com a degradação ocorre a liberação de pigmentos e a conseqüente perda de brilho, podendo em alguns casos ocorrer inclusive a perda de cor. A resistência a raios ultravioletas é uma característica fundamental das resinas. Resinas do tipo Epoxis e Alquídicas possuem baixa resistência aos raios ultravioletas, enquanto as acrílicas e estirenoacrilato possuem razoável resistência e as Poliuretanas alifáticas possuem alta resistência. Este tipo de defeito também pode ser agravado pela degradação de pigmentos, principalmente os orgânicos.
Fig. Empoamento
- Fendilhamento ou gretamento: também pode ser chamado de fraturamento ou craqueamento. Trata-se da quebra da película devido a sua perda de flexibilidade. Este defeito ocorre geralmente por formulações mal balanceadas ou falta de plastificante na tinta. Algumas tintas que formam películas duras tem mais tendência a fraturas quando são aplicadas com espessuras maiores. - Descascamento: é um dos defeitos que mais ocorre e também é o mais indesejável. Trata-se da perda de aderência entre a película de tinta e a superfície ou entre as demãos de tinta. Com o desprendimento da película de tinta a superfície deixa de ser protegida contra a corrosão. Vários são os motivos que levam ao descascamento, alguns deles são: limpeza da superfície inadequada, contaminação da superfície a ser pintada, falta de rugosidade, incompatibilidade entre tintas, não obedecer aos intervalos entre demãos, contaminação da superfície entre demãos.

Fig. Descasamento - Enrugamento: trata-se da ondulação da película, originado por uma secagem irregular. Este defeito normalmente esta associado à formulação das tintas. Este defeito também pode ocorrer por aplicação de películas muito grossas ou ainda por utilizar solventes muito voláteis. - Sangramento: trata-se de um manchamento da película, principalmente pelo afloramento do pigmento da tinta de fundo. Este tipo de defeito ocorre principalmente com pigmentos vermelhos e marrons. Os solventes fortes da tinta de acabamento podem provocar a dissolução da tinta de fundo com a conseqüente migração dos pigmentos para a superfície de acabamento.
Fig. Sangramento

10 ASPECTOS ECONÔMICOS
A pintura é um revestimento protetor de baixa espessura o qual é colocado sobre a superfície para protege-la contra a corrosão. Devemos avaliar o custo inicial, o custo de manutenção , o desempenho e a vida do esquema de pintura. A pintura deverá ser analisada para que tenha um desempenho e custo adequado ao meio onde a superfície estará exposta ou a facilidade de execução do serviço. Por exemplo quando um equipamento está em local onde é fácil a execução da pintura ou não que a execução da repintura não afeta a produção, poderá ser utilizado um esquema de menor custo inicial. Já em locais de difícil acesso ou quando a pintura atrapalha a operação, é mais conveniente utilizar um esquema de pintura melhor e por tanto mais caro. O custo inicial geralmente se situa entre 3 e 5% do custo da instalação a ser protegida, podendo em alguns casos chegar a ordem de 20%. Já o custo de manutenção está ligado ao esquema de pintura utilizado e ao meio corrosivo de operação. A utilização de esquemas de pintura convencionais podem baixar o custo inicial, mas podem elevar os custos de manutenção. Já a utilização de esquemas de pintura nobres e com maior custo inicial podem ocasionar em custo de manutenção menor.
10.1 Custo inicial
O custo inicial de uma pintura é o custo referente à primeira execução do serviço de pintura e pode ser calculado pela seguinte equação: Ci = Cl +Ct + Ca Onde: Ci = Custo inicial por m2; Cl = Custo de limpeza da superfície por m2; Ct = Custo da tinta por m2; Ca = Custo da aplicação por m2. O custo de limpeza representa entre 40 a 60% do custo inicial de uma pintura e ainda engloba os seguintes custos:
- custo da inspeção; - custo da limpeza com solvente (material e mão-de-obra); - custo da remoção de defeitos superficiais; - custo de limpeza mecânica (custo de energia, abrasivos, mão-de-obra).
O custo da tinta representa entre 20 e 40% do custo inicial da pintura e nela estão incluídos os custos de cada demão de tinta aplicada. O custo de aplicação representa entre 10 e 30% do custo inicial de uma pintura.
10.2 Custo de manutenção
O custo de manutenção de um esquema de pintura está relacionado com o somatório do custo de retoques com o custo de repintura.

A determinação do custo de manutenção deverá considerar a extensão dos retoques e as condições de repintura, já que a mesma pode ser parcial ou total. Numa repintura parcial pode-se aproveitar a tinta de fundo e desta forma evitar o custo alto de preparação da superfície. Para o custo de manutenção também são levados em consideração o custo de limpeza, o custo da tinta e o custo de aplicação.
10.3 Comparação entre os custos de esquemas de pintura
O custo acumulado é o somatório entre o custo inicial e o custo de manutenção. Para podermos comparar dois esquemas de pintura diferentes e verificar qual seria o mais interessante para ser adotados devemos pegar o custo acumulado e dividir pelo número de anos previsto para o esquema, gerando desta forma o custo anual para cada esquema. Poderemos então comparar o custo anual para cada esquema e selecionar o que for mais econômico. Esta comparação entre os esquemas deve ser feita para um numero de anos relativamente grande, em média sete anos. Para exemplificar faremos um levantamento do custo anual de três esquemas de pintura (convencional, seminobre e nobre), considerando uma vida de 20 anos para o esquema. Os valores de tinta, limpeza e mão-de-obra foram retirados do livro “Pintura Industrial” e podem estar desatualizados, servindo apenas de exemplo para se fazer uma estimativa e comparação entre os esquemas.
Esquema de
Pintura
Atmosfera Rural Industrial Marinha
Retoques Repintura Parcial
Repintura Total
Retoques Repintura Parcial
Repintura Total
Retoques Repintura Parcial
Repintura Total
Esquema Convencional
4 a 6 anos
6 a 8 anos
8 a 10 anos
2 a 4 anos
4 a 7 anos
7 a 10 anos
0,3 a 0,8 anos
0,8 a 1,5 anos
1,5 a 2,5 anos
Esquema Seminobre
5 a 7 anos
7 a 10 anos
10 a 12 anos
3 a 6 anos
6 a 8 anos
8 a 12 anos
0,5 a 1 anos
1 a 2 anos
2 a 4 anos
Esquema Nobre
6 a 8 anos
8 a 12 anos
12 a 16 anos
5 a 7 anos
7 a 10 anos
10 a 15 anos
2 a 4 anos
4 a 7 anos
7 a 10 anos
Tab. Comparação do desempenho de Esquemas de pintura em diferentes Ambientes Corrosivos Para um ambiente de atmosfera Marinha podemos fazer uma estimativa que teríamos do custo anual, estipulando um exemplo para cada esquema de pintura, vale ressaltar que estes valores também sofreriam alterações se fossem adotados outros esquemas de pintura dentro do convencional, Seminobre e nobre, onde teríamos uma infinidade de opções com Preparo da Superfície, tinta de fundo utilizada, tinta intermediária utilizado e tinta de acabamento utilizada. Como forma de exemplificação temos: - Esquema: Convencional Preparo da Superfície: Jato Comercial Tinta de Fundo: 2 demãos de 35 µm de zarcão-alquídico Tinta de Acabamento: 2 demãos de 30 µm de alumínio fenólico - Custo inicial / m2 Cl = US$3,20 Ct =(11:7)x2 + (11:8)x2 = US$5,89

Ca = 0,5 x 4 = US$2,00 Ci = 3,20+ 5,89 + 2,00 = 11,09 - Considerando que faríamos uma repintura a cada 2,5 anos C = Ci + 8 Cr Onde 8 é o número de repinturas em 20 anos, considerando a tabela anterior no período mais longo para Esquema Convencional e repintura total e Cr é o Custo de repintura. C = 11,09 + 8x11,09 = US$99,81 - Esquema: Seminobre Preparo da Superfície: Jato Quase Branco Tinta de Fundo: 2 demãos de 35 µm de zarcão-óxido de ferro epoxi Tinta de Acabamento: 2 demãos de 30 µm de alumínio fenólico - Custo inicial / m2 Cl = US$5,00 Ct =(8:8)x2 + (11:8)x2 = US$4,75 Ca = 0,5 x 4 = US$2,00 Ci = 5,00+ 4,75 + 2,00 = 11,75 - Considerando que faríamos uma repintura a cada 4 anos C = Ci + 5 Cr C = US$70,50 - Esquema: Nobre Preparo da Superfície: Jato Quase Branco Tinta de Fundo: 1 demão de 75 µm de etil silicato de zinco Tinta Intermediária: 1 demão de 35 µm óxido de ferro epoxi Tinta de Acabamento: 2 demãos de 120 µm de epóxi alta espessura - Custo inicial / m2 Cl = US$5,00 Ct =(21:6) + (6:8) + (12:4,3)x2 = US$9,85 Ca = 4 x 0,5 = US$2,00 Ci = 5,00 + 9,83 + 2,00 = 16,83 - Considerando que faríamos uma repintura a cada 10 anos C = Ci + 2 Cr C = US$50,49 A princípio observando os valores calculados acima podemos verificar que para o ambiente corrosivo marinho o esquema Nobre, embora tenha um custo inicial mais elevado, no decorrer dos anos apresenta um menor custo de manutenção e com isso temos um menor custo anual. Deveríamos também levar em consideração que uma embarcação para refazer a pintura necessita que seja docada e com isso pare sua operação. Com a seleção de um esquema nobre a cada 20 anos teríamos que parar a operação apenas duas vezes, diminuindo as perdas por estar fora de operação. Vale ainda ressaltar que estes valores não foram considerados a repintura ou retoques para a ocorrência de defeitos durante a aplicação do esquema, o que aumentaria ainda mais estes valores.

11 Práticas de Projeto São métodos para auxiliar na proteção anticorrosiva, onde esta prática visa evitar o aparecimento de pilhas de corrosão. Dentre estes métodos podemos elencar:
- Evitar contato de metais dissimilares: desta forma evita-se o aparecimento de pilhas galvânicas; - Evitar frestas: para evitar o aparecimento de pilhas de aeração diferencial e concentração diferencial; - Evitar grande relação entre área catódica e área anódica: quando tiverem área anódicas e catódicas, as áreas anódicas devem ser maiores que as catódicas, a fim de assegurar uma menor taxa de corrosão e, conseqüentemente, um desgaste menor e mais uniforme nas áreas anódicas; - Prever sobreespessura de corrosão: os equipamentos deverão ser projetados com uma sobreespessura, a qual será consumida pela corrosão durante a sua vida útil. Esta prática deve ser adotada quando o equipamento está sujeito a um processo corrosivo uniforme e generalizado. - Evitar cantos vivos: estes cantos vivos são áreas onde os revestimentos e películas protetoras são de maior dificuldade de aplicação e mais facilmente danificados, sendo desta forma importante evita-los; - Prever fácil acesso para manutenção das áreas sujeitas à corrosão: devem ser previstos acessos às regiões sujeitas à corrosão para se realizar a inspeção periódica e se realizar os trabalhos de manutenção quando necessários; - Prever soldas bem acabadas: as soldas que apresentam falta de penetração e outros defeitos superficiais podem propiciar o acúmulo de fluidos, além de contribuir para o aparecimento de concentração de tensões. As soldas são regiões mais propensas à corrosão por dois aspectos, primeiro pelo metal de adição possuir quase sempre características diferentes do metal de base e em segundo lugar as tensões introduzidas pela soldagem junto ao cordão de solda tornam estas regiões mais susceptíveis à corrosão; - Prever drenagem de águas pluviais: as águas pluviais, ou de qualquer outra origem, quando ficam retidas e em contato com a superfície metálica, aceleram os processos corrosivos. Devem ser previstos declives nas chapas planas e perfis, bem como prever furos para escoamento da água. - corrosivos. Devem ser previstos declives nas chapas planas e perfis, bem como prever furos para escoamento da água.


12 CONCLUSOES Foi realizado um levantamento real, com dez embarcações, do custo da pintura e percentual em relação ao preço total da embarcação, mostrando que uma parcela importante do custo total, cerca de 4%, é relativo à pintura, englobando neste custo da pintura a limpeza da superfície, tinta e mão de obra. Desta forma concluímos que a pintura deve ser realizada com a maior atenção possível e controle na execução, evitando todas as situações que possam gerar defeitos na pintura e com isso implicar na realização de um retrabalho, aumentando o custo e diminuindo o lucro na construção de uma embarcação. Além de observar as condições de realização da pintura gerar defeitos e aumentar o custo, é também importante fazer um estudo mais elaborado para escolha do esquema de pintura, visto que no calculo que fizemos verificamos que o custo anual pode variar muito de acordo com o esquema adotado, bem como existem novas tintas no mercado que podem prolongar a vida útil da pintura. Este trabalho mostrou que diversos fatores estão relacionados a geração de defeitos e que é importante os funcionários da execução da pintura terem constante treinamento e serem fiscalizados para evitar a deixar de observar estas condições, seguindo-os como uma cartilha.

13 BIBLIOGRAFIA