Embed Size (px)
Citation preview

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
R E L A T Ó R I O L A B O R A T O R I A L E X P E R I M E N T A L D A S L I G A S D E A L U M Í N I O D E T R A T A M E N T O S A N T I - C O R R O S I V O S A L O D I N E 1 2 0 0 S , C H R O M I T A L 6 5 0 T C P E C O M O U S I M P L E S C O L M A T A G E M
UFCD 20- REOLOGIA DOS POLIMEROS
Formadora: Maria Ferreira
Formando: André Quendera

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
CONTEÚDO
Introdução................................................................................................................................................................ 5
Raios – Definição ................................................................................................................................................... 6
Tipos ........................................................................................................................................................................... 7
Origem ....................................................................................................................................................................... 7
Incidência ............................................................................................................................................................. 8
Efeitos dos impactos de raios em aeronaves .............................................................................................. 9
Diretos ................................................................................................................................................................... 9
Indiretos ................................................................................................................................................................ 10
proteção contra raios em aeronaves .......................................................................................................... 11
Objetivos ........................................................................................................................................................... 11
Conversão química por cromatos - “Chromate Conversion Coating (CCC) ” em ligas de
al (anodização crômica) .............................................................................................................................. 11
O mecanismo químico .................................................................................................................................. 11
O processo ............................................................................................................................................................. 13
Tipos de tratamentos: ...................................................................................................................................... 13
Classes ................................................................................................................................................................ 14
Aplicação ........................................................................................................................................................... 14
Etapas ..................................................................................................................................................................... 15
Preparação da superfície ............................................................................................................................ 15

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
Deposição da camada ................................................................................................................................... 15
Inspeção e Pós-tratamento ........................................................................................................................ 16
Trabalho Prático ................................................................................................................................................. 16
Procedimento de trabalho .......................................................................................................................... 17
passos da Parte Experimental de quatro chapas: .................................................................................. 17
Equipamentos ................................................................................................................................................. 17
Conversão Química Ligas de Alumínio ...................................................................................................... 18
Com Crómio MIL-C-5541 C, Classe 1ª (Com Crómio Hexavalente) - (Alodine 1200 S) ...... 19
observações: ......................................................................................................................................... 21
Sem CRÓMIO (MIL – C, Classe 1ª (Sem Crómio Hexavalente) (Chromital 650 TCP) .......... 23
oservação: ......................................................................................................................................................... 25
Exemplo da ficha sequencial da Alonide 1200s ........................................................................ 25
Exemplo da ficha sequencial da Chromital 650 TCP .............................................................. 26
Oxidação Anódica Crómica - Anodização Crómica MIL – A 86251 Tipo I (com e sem
colmatagem) .................................................................................................................................................... 27
Oservação: ............................................................................................................................................. 33
Sem Colmatagem simples ........................................................................................................................... 32
Observação: .......................................................................................................................................... 29
Média: ..................................................................................................................................................................... 35
Grafico total: ......................................................................................................................................................... 35
Conceito de Corrosão ..................................................................................................................................... 36
Tipos de corrosão ............................................................................................................................................ 37
Conclusão .............................................................................................................................................................. 41
Referências Bibliográficas .............................................................................................................................. 42
Anexo 1 ...................................................................................................................................................................... 0

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina4
Curiosidade .............................................................................................................................................................. 1
Anexo 2 ...................................................................................................................................................................... 3
Meios Corrosivos ................................................................................................................................................... 4

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina5
INTRODUÇÃO
Um raio, relâmpago ou corisco é talvez a mais violenta manifestação que a natureza
proporciona. Numa fração de segundos, um raio pode produzir uma carga de energia
cujos parâmetros chegam a atingir valores tão altos quanto:
125 Milhões de volts
200 Mil amperes
25 Mil graus Celsius
Ao redor da Terra, caem cerca de 100 raios por segundo. No Brasil, nas regiões Sudeste
e Sul, a incidência é de 25 milhões de raios anualmente, sendo a maior quantidade, no
período de dezembro a março, que corresponde à época das chuvas de verão.
Embora nem sempre sejam alcançados tais valores, mesmo um raio menos potente
ainda tem energia suficiente para matar, ferir, incendiar, quebrar estruturas, derrubar
árvores, abrir buracos ou valas no chão e derrubar aeronaves.
O objetivo desse trabalho é mostrar de forma simplificada o processo de conversão
química por soluções contendo sais de cromo da superfície de ligas de alumínio
utilizadas na indústria aeronáutica visando, além da proteção contra a corrosão que
características desses processos e potencializar a capacidade de condução elétrica para
proteção contra raios.
Falou-se sobre os efeitos da corrosão, principalmente na indústria aeronáutica. Assim
deste modo neste trabalho irei referir me ao conceito de corrosão, a alguns tipos de
corrosão que pode acontecer aos metais (alumínios) dos aviões e as suas
consequências. Sabemos que a corrosão afeta vários sectores nas mais vastas industrias
existentes anos apos anos os aviões sofrem grandes desgastes nas suas fibras de metais,
devido às viagens que estão sujeitas a efetuar e as que fazem ao longo dos tempos, pois
a atmosfera pode provocas os mais variados desgastes corrosivos nos mesmo, com o
envelhecimento das aeronaves, foi despertado o seu interesse em desenvolver novas
prevenções de proteção à corrosão. As aeronaves modernas são construídas com novas
ligas metálicas ao que estão sujeitas aos contaminantes atmosféricos. A atmosfera
salina das regiões costeiras, os contaminantes industriais das áreas urbanas, ataca as
ligas metálicas das aeronaves, provocando assim grandes custos nas empresas
aeronáuticas. Por causa disso irei referir alguns métodos de prevenção que terão que
ser efetuados para que a sua durabilidade das aeronaves seja mais extensa e que
acidentes provocados por a corrosão nos metais sejam evitados. Um dos métodos de
prevenção, são os revestimentos (isolantes e inibidores), que efetuam nos metais para
evitar as corrosões a que estão sujeitas as nossas aeronaves.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina6
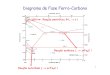
RAIOS – DEFINIÇÃO
Relâmpago é uma corrente elétrica muito intensa que ocorre na atmosfera com típica
duração de meio segundo e típica trajetória com comprimento de cinco a dez
quilômetros. Ele é consequência do rápido movimento de eletrões de um lugar para
outro. Os eletrões movem-se tão rápido que fazem o ar ao seu redor iluminar-se,
resultando num clarão e um som (trovão). Apesar de estarem normalmente associados
a tempestades, também podem ocorrer em tempestades de neve, tempestades de areia,
durante erupções vulcânicas, ou mesmo em outros tipos de nuvens, embora nestes
outros casos costumam ter extensões e intensidade bem menores.
14
12
10
8
6
4
-64
-55
-45
-33
-18
-7
Altitude (Km)
Free Air
Temperature
(ºC)
To a negative (-)
polarity charge
region
Source: Lightning Technologies Inc.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina7
TIPOS
Em termos gerais, existem dois tipos de relâmpagos:
Os relâmpagos existentes nas nuvens (sendo este que apresenta riscos a
aeronavegabilidade)
Os relâmpagos no solo.
Os relâmpagos nas nuvens originam-
se dentro das nuvens do tipo
cumulonimbus propagando-se dentro
(relâmpagos intranuvem) e fora da
nuvem; rumo a uma outra nuvem
(relâmpagos nuvem-nuvem) ou numa
direção qualquer no ar (descargas
para o ar).
ORIGEM
Os relâmpagos originam se da quebra de rigidez elétrica ou da capacidade isolante do
ar. A quebra de rigidez do ar ocorre quando o campo elétrico é suficiente para ionizar
os átomos do ar e acelerar os eletrões a ponto de produzir uma descarga. Medidas em
laboratório estimam que para que a quebra de rigidez do ar ocorra dentro da nuvem,
campos elétricos devem ser da ordem de 1 milhão de V/m.
Medidas recentes têm mostrado que
o campo elétrico dentro das nuvens
de tempestade atinge valores
máximos entre 100 e 400 kV/m. Estes
valores são inferiores àquele que
apresentam para a quebra de rigidez
do ar na altura da nuvem, e em
princípio, não seriam suficientes para
que ocorra a quebra de rigidez
dielétrica do ar nestes níveis, a não
ser que outros processos estejam
atuando. Dois processos têm sido
propostos para explicar a iniciação
dos relâmpagos a partir dos valores de campo elétrico medidos. Um deles considera
que as gotículas de água se polarizam pelo campo elétrico ambiente atuando de modo a
reduzir o campo necessário para a quebra de rigidez. Tal processo, contudo,
aparentemente não é capaz de reduzir o campo para quebra de rigidez dos valores

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina8
observados. O segundo processo considera que os eletrões secundários produzidos pela
radiação cósmica na atmosfera atuam de modo a iniciar as descargas ao serem
acelerados por estes campos, ao invés dos eletrões de baixa energia dos átomos do ar,
num processo denominado quebra de rigidez por avalanche. Para ambos os processos
não explicam completamente o surgimento dos relâmpagos. Depois de iniciada a
descarga, os eletrões na região de cargas negativas são atraídos por cargas positivas
que começam a se mover através do ar rumo a essas cargas criando um canal condutor.
O processo de quebra de rigidez é normalmente localizado perto da região de cargas
negativas da nuvem.
INCIDÊNCIA
A Troposfera é o nível mais baixo da atmosfera e é a camada atmosférica que está
diretamente relacionada com o homem (oxigénio), sendo onde a maioria dos voos de
carga e de passageiros têm a sua iniciação com o seu início no solo, até
aproximadamente 16 km de altitude. Possuindo
uma espessura que varia dos 28.000 pés (8.500
m) nos polos até 54.000 pés (16.500 m) no
equador.
As temperaturas são mais altas no verão do que
no inverno, bem como é mais alta sobre as áreas
de alta pressão do que sobre as de baixa pressão.
É a camada onde ocorrem as variações climáticas
e se concentram os poluentes que por sua vez é
onde se dão os fenômenos meteorológicos tais
como formação de nuvens, chuvas
(consequentemente os raios), nevoeiros, neve,
ventos, calor etc. e circulam os balões tripulados e
os aviões a jato. A temperatura diminui com o
aumento da altitude. Tropopausa - É o limite entre
a Troposfera e a Estratosfera. É onde deixa de ocorrer a queda da temperatura com o
aumento da altitude.
A temperatura média varia de 20°C na parte inferior a 93°C negativos na parte
superior.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina9
EFEITOS DOS IMPACTOS DE RAIOS EM AERONAVES
DIRETOS
ILUSTRAÇÃO 1 IMPACTO DE RAIO (ERJ145)
São aqueles efeitos que são causados pelo
impacto direto da descarga de corrente na
aeronave, pode causar incêndios, erosões,
explosões e deformações estruturais na
fuselagem do avião, superfícies de
comando e sistemas vitais.
ILUSTRAÇÃO 2 IMPACTO DE RAIO (CARGUEIRO ANTONOV)
Os custos de substituição das peças que sofrem corrosão;
Mão-de-obra;
Energia;
Os custos e a manutenção dos processos de proteção (recobrimentos, pinturas,
proteção catódica).

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
0
INDIRETOS
São aqueles causados pela interação dos campos magnéticos gerados pelo fluxo de
corrente do relâmpago através da estrutura da aeronave com os equipamentos
elétricos e chicotes.
Ilustração 3 Efeito indireto de um impacto de
raio (cordoalha queimada)
Ilustração 4 Efeito indireto de um impacto de
raio (antena de GPS )
Ilustração 5 Efeito indireto de um impacto de
raio (antena VHF)
Ilustração 6 EFEITO indireto de um impacto de
raio (suporte para fonte
A perda do produto;
As paralisações acidentais, para a substituição de um tubo corroído;
A perda dos produtos;
A perda da eficiência, proveniente da diminuição de transferência de calor
através de produtos de corrosão acumulados.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
1
PROTEÇÃO CONTRA RAIOS EM AERONAVES
OBJETIVOS
Os objetivos principais de se efetuar a proteção contra impacto de raios ou na
metalização Elétrica (termo utilizado na indústria aeronáutica) são:
Proteções contra descargas atmosféricas para as pessoas e para a integridade da
estrutura e sistemas da aeronave;
Retorno da corrente elétrica através da estrutura da aeronave, com eficiência,
baixo peso e baixo custo;
Proteção contra campos eletromagnéticos emissores;
Proteção contra cargas estáticas.
CONVERSÃO QUÍMICA POR CROMATOS - “CHROMATE CONVERSION COATING
(CCC) ” EM LIGAS DE AL (ANODIZAÇÃO CRÔMICA)
O MECANISMO QUÍMICO
Apesar da natureza cancerígena do Crómio (Cr VI) e de todos os problemas associados à
destinação do resíduo criado, o processo mais eficiente utilizado para inibir corrosão
localizada em ligas de alumínio (corrosão por pite é um dos exemplos de corrosão
localizada) é o tratamento superficial com soluções aquosas contendo cromatos e bi
cromatos (Chromate Conversion Coating - CCC). O resultado da modificação CCC da
superfície é a redução de Cr (VI) a Cr (III) e oxidação do substrato de alumínio na
presença de fluoreto, transformação que pode ser representada pela sequência de
reações químicas representadas pelas equações:

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
2
Uma vez que os óxidos/hidróxidos de cromo e alumínio são formados sobre a superfície
da liga, o contato posterior com a solução corrosiva é bloqueado e a superfície torna-se
protegida contra posterior dissolução. A eficiência da proteção contra a corrosão
localizada desse tipo de tratamento tem sido atribuída a diversos fatores que incluem a
inibição da reação de redução do oxigênio, o aumento na resistência do filme e a
presença de Cr(IV) no filme, que serve de reservatório de reagente catódico que é
liberado e reduzido na medida em que a liga metálica é exposta novamente, seja por
ranhuras ou aparecimento de defeitos no filme formado durante a modificação CCC da
superfície. Desse modo, a película protetora do óxido de cromo/alumínio é regenerada
(self-healing) nas regiões onde a liga foi exposta.
O cromo é armazenado na superfície modificada por CCC como uma mistura de óxidos
de Cr (III)/Cr(VI) numa matriz que é composta essencialmente por oxi-hidroxi de
Cr(III) e onde ocorrem ligações covalentes do tipo Cr(III)-O-Cr(VI).
Durante a modificação CCC da superfície, o Cr(VI) é reduzido a Cr(III) que sofre uma
série de reações de condensação para produzir o oxi-hidroxi de Cr(III) hidratado. Na
medida em que o polímero de oxi-hidroxi de Cr(III) é formado, o Cr(VI) liga-se, através
de um processo reversível, a este polímero formando uma mistura de óxidos de
Cr(III)/Cr(VI) contendo aproximadamente 25% de Cr(VI) e 75% de Cr(III).
Antes de passar pelo processo de modificação CCC, as superfícies das ligas de alumínio
sofrem um pré-tratamento inicial onde é realizada a limpeza (desengorduramento) e a
desoxidação com soluções de processamento que têm caráter, prospectivamente,
alcalino e ácido.
Apesar da sua eficiência na inibição da corrosão de ligas de alumínio, a utilização de
tratamentos envolvendo compostos de cromo tem sido restringida devido à natureza
cancerígena do Cr (VI), do impacto ambiental e de todos os problemas associados à
destinação do resíduo criado.
Hidróxidos- “Um hidróxido (OH) é uma função química caracterizada por um catião
(geralmente um metal, exceção feita apenas ao catião amónia) e um anião hidroxila. Os
exemplos mais conhecidos são o hidróxido de sódio (NaOH), vulgarmente conhecido
como "soda caustica", e o hidróxido de potássio (KOH), também conhecido como
"potassa cáustica". Os hidróxidos são caracterizados por seu caráter básico (tingem de
azul o papel de tornassol).Todos os hidróxidos de elevado grau de ionização (bases
fortes) são solúveis em água, por serem fortemente iônicos. Já os demais, por seu
caráter covalente, são insolúveis ou pouco solúveis em água.”
Oxi- hidróxidos-Inox é o termo empregado para identificar uma família de aços
contendo no mínimo 11% de cromo, elemento químico que garante ao material elevada
resistência à corrosão. Os aços inoxidáveis são resistentes à corrosão devido ao
fenômeno da passividade. Os elementos de liga presentes nos aços inoxidáveis reagem
com muita facilidade com o meio ambiente e um deles em particular, o cromo, ajuda a
formar um filme fino e aderente que protege o material de subsequentes ataques

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
3
corrosivos. Este filme é conhecido como filme passivo. O filme passivo dos aços
inoxidáveis resulta da reação entre o material e a água, sempre presente no meio
ambiente (a umidade do ar condensa sobre a superfície fria do metal). O produto dessa
reação é um Oxi-hidróxido de cromo e ferro, sendo que na região mais próxima da
superfície metálica predomina um óxido e na região mais próxima ao meio ambiente
predomina um hidróxido.
Com o decorrer do tempo a camada de óxido aumenta, não acontecendo o mesmo com a
de hidróxido e, aparentemente, existe um enriquecimento do filme passivo.
Apesar de invisível, estável e com espessura finíssima, essa película é muito aderente ao
inox e tem sua resistência aumentada à medida que é adicionado mais cromo à mistura.
Outros elementos como níquel, molibdênio e titânio por exemplo permitem que o inox
seja dobrado, soldado, estampado e trabalhado de forma a poder ser utilizado nos mais
variados produtos. A seleção correta do tipo de inox e de seu acabamento superficial é
importante para assegurar uma longa vida útil ao material.
O PROCESSO
Entre os materiais presentes na base de pesquisa desse trabalho utilizamos algumas
instruções de trabalho e trechos de normas Embraer (Empresa Brasileira de
Aeronáutica). Portanto, o que será apresentado é uma visão bem geral do tratamento de
conversão química utilizado na empresa.
Na Embraer, o tratamento de conversão química em ácido crômico é empregado para
aumentar a resistência à corrosão e prover ao mesmo tempo maior aderência para a
pintura e para a sua colagem estrutural. É recomendada para peças submetidas à
deformação e para o aquecimento em voo, pois a camada anódica apresenta maior
ductilidade quando comparada a anodização em ácido sulfúrico. É também
recomendado para aplicação em metais fundidos, pois o eletrólito retido nos poros é de
natureza inócua
TIPOS DE TRATAMENTOS:
O tratamento de conversão química compreende-se a três tipos:
Tipo I – colorida (Alodine® 1200 ou Alodine® 1200S) – Aplicação por imersão.
Tipo II – não colorida (Alodine 1000 ou Alodine® 1500) – Aplicação manual.
Tipo III – caneta “Touch-N-Prep” de Alodine® 1132, Alodine® 1200 ou Alodine®
1200S - Aplicação manual.
* Alodine® é um nome de marca internacional para conversão química da Henkel
Adhesives Technologies.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
4
CLASSES
O tratamento de conversão química pode ainda ser das seguintes classes:
CLASSE 1 - máxima proteção contra corrosão, para superfícies com ou sem pintura
CLASSE 2 - proteção contra corrosão onde se requer baixa resistência elétrica (áreas de
metalização).
APLICAÇÃO
O tratamento do Tipo I deve/pode ser aplicado em toda superfície das peças de chapa
de liga de alumínio CLAD, a menos que especificado em contrário em projeto,
produzindo uma cobertura de coloração característica que vai do amarelo pálido ao
castanho claro.
O tratamento do Tipo II deve ser aplicado somente quando é requerida a aparência do
alumínio metálico natural (camada transparente).
O tratamento do Tipo III deve ser usado em áreas retrabalhadas de peças de liga de
alumínio CLAD e não CLAD onde a proteção superficial original foi removida devido ao
retrabalho, ou como alternativa ao Tipo I (ex.: áreas com metalização ou áreas onde
não é permitido que a solução escorra ou esteja a pingar gotículas).
A Conversão Química da Classe 1 é aplicada em:
Superfícies não pintadas onde seja requerida proteção contra corrosão;
Ligas de alumínio para melhorarem a adesão de sistemas de pintura;
Superfícies internas (tanques, tubos e componentes estruturais) onde o acabamento
com pintura não é requerido;
Observação: (“As folhas de alumínio com CLAD consistem de duas camadas, a liga
base e o CLAD. O CLAD é uma camada fina de 5 a 10% da espessura total da folha e
pode servir para aumentar a resistência da superfície á corrosão ou como elemento
de fusão na brasagem de trocadores de calor. No último caso o CLAD têm ponto de
fusão mais baixo que a liga base. Ao passar o trocador no forno de brasagem funde-
se apenas o CLAD, fazendo a ligação entre os diferentes elementos do trocador de
calor (cabeceiras, aletas, tubos, etc”).
A Conversão Química da Classe 2 é utilizada em aplicações electro/eletrônicas onde
uma baixa resistência elétrica é requerida, produzindo uma película protetiva contra a
corrosão.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
5
ETAPAS
O processo é dividido em três etapas principais:
PREPARAÇÃO DA SUPERFÍCIE
É a etapa mais importante do processo:
A base da superfície metálica deve estar livre de defeitos causados por usinagem, corte,
etc., que possam danificar a qualidade e o efeito da camada anódica.
As sujidades devem ser removidas por processos de desengraxamento que podem ser
com ou sem ataque químico ou ainda por decapagem alcalina ou ácida.
Devem, também, ser removidos os óxidos superficiais por aplicação de ácidos ou
fluoretos. Normalmente são utilizados o ácido nítrico ou ácido sulfúrico nessa operação.
Abrasivos contendo elementos ferrosos como palha-de-aço que possam deixar resíduos
na superfície do alumínio possibilitando o processo de corrosão são proibidos para
limpeza mecânica.
Esta é uma sequência típica
de preparação, sendo que a
Sequência ideal depende
das condições da superfície
a tratar e do tipo de liga de
alumínio utilizada
DEPOSIÇÃO DA CAMADA
A deposição da camada ocorre electroquimicamente em reservatório contendo solução
de ácido crômico em agitação para melhorar a eficiência do banho.
A espessura da camada é controlada em função da tensão aplicada ao banho e do tempo
de imersão. Esse tempo passa a ser contado a partir do atingimento da tensão de
processo, uma vez que esta é aplicada a uma taxa entre 5 a 7 V / min.
ILUSTRAÇÃO 7 SEQUÊNCIA TÍPICA DE PROCESSAMENTO

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
6
Após a deposição, as peças são enxaguadas em água fria, (35ºC aproximadamente),
durante 2 a 15 minutos.
INSPEÇÃO E PÓS-TRATAMENTO
As peças devem ser inspecionadas, quanto à integridade da deposição por meio de
ensaio de adesão da camada e teste de resistência à corrosão que depende da aplicação
das mesmas. Em caso da rejeição, das peças podem ser reprocessadas iniciando
novamente o processo.
Peças com pontos de metalização elétrica, devem ter essas áreas protegidas da
cobertura do primário e posteriormente da cobertura de tinta por meio de
mascaramento com fita adesiva.
A cobertura do primário deve ser aplicada tão logo que possível após a alodinização.
Para a aplicação do primário até 48 horas após a alodinização, a superfície da peça deve
estar limpa, livre de poeira, impressões digitais ou outros contaminantes e caso haja
dúvida ou evidência de contaminação, a mesma deve ser limpa com MEK (Métil-Éter-
Acetona) conforme antes da aplicação do banho do alodine. Para a aplicação do
primário entre 48 e 72 horas após a alodinização, as peças devem ser embrulhadas em
papel Kraft neutro e limpas com solvente imediatamente antes da aplicação do
primário. O mesmo não deve ser aplicado em peças alodinizadas até 72 horas ou mais,
nesse caso, as peças deverão ser re-alodinizadas.
Após a aplicação do primário, a peça está pronta para pintura final e posterior remoção
da máscara.
TRABALHO PRÁTICO
O trabalho é realizado individualmente, tendo cada formando uma amostra própria
para utilizar em cada processo, ou seja, 4 amostras idênticas.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
7
PROCEDIMENTO DE TRABALHO
Obtenção da amostra
Medição da espessura
Revestimento não metálico inorgânico com tempos
de permanência indicados na respetiva
Ficha de Sequência Processual
Medição da espessura pós revestimento
Análise e interpretação dos resultados
ILUSTRAÇÃO 8 TAQUES DE CONVERSÃO QUIMICA
PASSOS DA PARTE EXPERIMENTAL DE QUATRO CHAPAS:
EQUIPAMENTOS
Os tanques são adequados e próprios para operações de limpeza e para tratamento de
conversão química. Os tanques onde o aquecimento é necessário, estão equipados com
resistências elétricas nas laterais, de forma a aquecer e manter a temperatura do banho
O transporte das peças nos diversos estágios do processo é feito a mão através de um
cabo de metal arame colocado nas extremidades de cada um quadrado, de materiais
química e fisicamente compatíveis.
O próprio equipamento está instalado nas instalações da sala da aeronáutica, sito no
IEFP de Setúbal e é mantido num local livre de sujidades e outros contaminantes
prejudiciais aos processos praticados nas chapas de alumínio, além de que devem ser
aprovados.
MATERIAL USADO
Ultra-som NDT TG 900 ULTRASONIC
Gel para o ultra-som poder penetrar na peça
4 Chapas de 100x50mm
Broca de Ø 2mm
Fio para colocar na chapa a modos de ir aos tratamentos

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
8
Berbequim pneumático
Tinas de tratamento com vários tipos de tratamento (alodine, chromital, com e
sem colmatagem)
Cronometro
CONVERSÃO QUÍMICA LIGAS DE ALUMÍNIO
Esta é efetuada em aços Macios, onde estes são mergulhados em banhos de ácido
sulfúrico ou clorídrico concentrado, a uma temperatura de 100ºC e 85ºC
respetivamente, tendo uma duração de um minuto a um mês. A nível químico, o que
acontece na decapagem, é que o sulfato e o cloro presentes no ácido sulfúrico e no ácido
clorídrico respetivamente, vão agregar- se ao ferro e formar sulfureto de ferro.Com a
combinação do ferro com a solução ácida, a camada superficial do aço fica limpa.
Geralmente, durante os primeiros quinze minutos, a camada de óxido é praticamente
toda retirada, contudo, o tempo de decapagem pode ser afetado por duas categorias
seguidamente:
Características do produto a decapar – natureza do ácido, composição, estrutura e
espessura da camada de óxido.
Características da solução ácida – natureza do ácido, composição e temperatura da
solução.
Após a imersão do aço na solução ácida, é de elevada conveniência a lavagem imediata
do aço com fortes jatos de água, para que não exista a possibilidade de este ficar
fragilizado a corrosão.
Na secção química das linhas de decapagem, está associado, na maioria dos casos, uma
secção de regeneração com o objetivo de eliminar o ferro proveniente da dissolução do
aço no banho da decapagem, em vista de recuperar a agressividade dele e usa-lo
novamente na linha de decapagem.
As linhas de decapagem sulfúricas estão a ser progressivament substituídas pelas linhas
clorídricas. A utilização do ácido clorídrico, tem uma produtividade mais elevada e
apresenta uma superfície decapada mais regular e uniforme. Por outro lado, a
regeneração do ácido é geralmente efetuada através de uma piro hidrólise da solução,
onde o ácido é recuperado totalmente.
Ao contrário, as linhas de decapagem sulfúrica funcionam com um processo de
regeneração parcial, que consiste em precipitar o ferro sob a forma de sulfato hepta-
hidratado, por arrefecimento da solução usada a temperatura baixa.
A velocidade dos subprodutos da decapagem, é também diferenciada pelos dois tipos
de solução química usada. O sulfato de ferro, subproduto da decapagem sulfúrica, é

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina1
9
utilizado na agricultura, sendo atualmente, quase sem aplicação. Os óxidos de ferro sob
a forma de hematite, subprodutos da decapagem clorídrica, são utilizados na eletrónica,
ou seja, no fabrico de ferrites macias, mas não podem ser corretamente valorizadas pois
contêm altos teores de impurezas.
COM CRÓMIO MIL-C-5541 C, CLASSE 1ª (COM CRÓMIO HEXAVALENTE) -
(ALODINE 1200 S)
Nesta estação piloto de conversões químicas mais em específico para a conversão de
Alodine. A chapa de alumínio neste processo passou por vários passos específicos para
o qual demorou 1hora e 9 minutos no qual passo a citar os passos dados para obter esta
chapa quimicamente tratada.
Ponto número um - Na estacão piloto passou na tina (1) para posteriormente a chapa
ser banhada com um pré-desengordurante, turco 6849 a modo de retirar todas as
impurezas que possa existir na mesma a uma temperatura não superior a 60ºC durante
10 minutos.
Ponto número dois – depois do passo anterior a chapa e submetida a lavagens duplas
em contra corrente a uma temperatura ambiente sendo que em cada cuba a chapa não
esteve mais do que dois minutos em cada uma completando num total de 4 (2+2)
minutos nas duas tinas.
Ponto número 3 – passou-se pela tina que contem desengordurantes alcalinos,
Turco 4215 a uma temperatura de 65ºC durante um tempo aproximado de 15 minutos
para retirar impurezas que não tenham sido retidas no ponto número um, ou seja e uma
salva guarda a quem trabalha com estes tratamentos químicos.
Ponto número 4 – como já aconteceu no ponto 3, neste acaba por repetir o passo da
lavagem dupla em contra corrente estando a uma temperatura ambiente em que as
peças tomam o seu “banho” durante 2+2 minutos em cada tina.
Ponto número 5 – depois de a peça ter acabado o seu segundo banho, a peça e posta
numa tina de desoxidação ácida, socosurf 1858 a uma temperatura de 45ºC durante
5 minutos.
Ponto número 6 – depois da passagem pela desoxidação ácida, a peça passa por uma
lavagem em água corrente por um tempo mais longo ou seja e passada pela lavagem
dupla em contra corrente durante 3+3 minutos em cada tina a uma temperatura
ambiente.
Ponto número 7 – depois de a peça ter passado pelos passos anteriores dá-se a parte
mais importante do trabalho o seu tratamento químico ou seja a conversão química,
Alodine 1200 S a uma temperatura ambiente durante 2 minutos.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
0
Ponto número 8 – apos o termino da conversão química, Alodine 1200S a chapa foi
colocada nas tinas de lavagem dupla em contra corrente a uma temperatura
ambiente durante 3+5 minutos para retirar o excesso do produto em sim.
Ponto número 9 – neste último ponto deste patamar de utilização das tinas dá-se a
parte da secagem da chapa para o produto depois de lavado e ter retirado o excesso o
que ficou seque na chapa a uma temperatura de 60ºC durante 15minutos.
Ponto número 10- na fase final depois de a chapa estar seca da se a remoção dos
provetes nos suporte e posterior fazer a inspeção do material
GRAFICO 1 ANTES DO ALODINE 1200S
GRAFICO 2 DEPOIS DO ALODINE 1200S
3,016
3,018
3,020
3,022
3,024
3,026
3,028
A B C D E
3,027
3,028
3,029
3,030
3,031
3,032
3,033
3,034
3,035
3,036
A B C D E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
1
OBSERVAÇÕES:
OBSERVA-SE QUE AS PLACAS DEPOIS DO TRATAMENTO A SUA ESPESSURA
CRESCE SIGNIFICAMENTE EM RELAÇÃO AO PROVETE SEM TRATAMENTO
NALGUNS PONTOS, NOUTROS PONTOS A SUA ESPESSURA CRESCEU MUITO.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
2
EXEMPLO DA FICHA SEQUENCIAL DA ALODINE 1200S

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
3
SEM CRÓMIO (MIL – C, CLASSE 1ª (SEM CRÓMIO HEXAVALENTE)
(CHROMITAL 650 TCP)
Nesta estação piloto de conversões químicas mais em específico para a conversão de
CHROMITAL 650 TCP. A chapa de alumínio neste processo passou por vários passos
específicos para o qual demorou 1 hora e 9 minutos no qual passo a citar os passos
dados para obter esta chapa quimicamente tratada.
Ponto número um - Na estacão piloto passou na tina (1) para posteriormente a chapa
ser banhada com um pré-desengordurante, turco 6849 a modo de retirar todas as
impurezas que possa existir na mesma a uma temperatura não superior a 60ºC durante
10 minutos.
Ponto número dois – depois do passo anterior a chapa e submetida a lavagens duplas
em contra corrente a uma temperatura ambiente sendo que em cada cuba a chapa não
esteve mais do que dois minutos em cada uma completando num total de 4 minutos nas
duas tinas.
Ponto número 3 – passou-se pela tina que contem desengordurantes alcalinos,
Turco 4215 a uma temperatura de 65ºC durante um tempo aproximado de 15 minutos
para retirar impurezas que não tenham sido retidas no ponto número um, ou seja e uma
salva guarda a quem trabalha com estes tratamentos químicos.
Ponto número 4 – como já aconteceu no ponto 3, neste acaba por repetir o passo da
lavagem dupla em contra corrente estando a uma temperatura ambiente em que as
peças tomam o seu “banho” durante 2+2 minutos em cada tina.
Ponto número 5 – depois de a peça ter acabado o seu segundo banho, a peça e posta
numa tina de desoxidação ácida, socosurf 1858 a uma temperatura de 45ºC durante
5 minutos.
Ponto número 6 – depois da passagem pela desoxidação ácida, a peça passa por uma
lavagem em água corrente por um tempo mais longo ou seja e passada pela lavagem
dupla em contra corrente durante 3+3 minutos em cada tina a uma temperatura
ambiente.
Ponto número 7 – depois de a peça ter passado pelos passos anteriores dá-se a parte
mais importante do trabalho o seu tratamento químico ou seja a conversão química,
Chromital 650TCP a uma temperatura de 35ºc durante 2 minutos.
Ponto número 8 – apos o termino da conversão química, Alodine 1200S a chapa foi
colocada nas tinas de lavagem dupla em contra corrente a uma temperatura
ambiente durante 3+5 minutos para retirar o excesso do produto em sim.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
4
Ponto número 9 – neste último ponto deste patamar de utilização das tinas dá-se a
parte da secagem da chapa para o produto depois de lavado e ter retirado o excesso o
que ficou seque na chapa a uma temperatura de 60ºC durante 15minutos.
Ponto número 10- na fase final depois de a chapa estar seca da se a remoção dos
provetes nos suporte e posterior fazer a inspeção do material
GRAFICO 3 ANTES DO CHROMITAL 650 TCP
Gráfico 4 antes do chromital 650 tcp
3,048
3,049
3,050
3,051
3,052
3,053
3,054
3,055
3,056
A B C D E
3,049
3,050
3,051
3,052
3,053
3,054
3,055
3,056
3,057
3,058
A B C D E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
5
OSERVAÇÃO:
Observa-se que apos o seu tratamento o provete nalguns pontos cresceu gradualmente, noutros
cresceu significamente

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
6
EXEMPLO DA FICHA SEQUENCIAL DA CHROMITAL 650 TCP

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
7
OXIDAÇÃO ANÓDICA CRÓMICA - ANODIZAÇÃO CRÓMICA MIL – A 86251 TIPO
I (COM E SEM COLMATAGEM)
Nesta estação piloto de conversões químicas mais em específico para a conversão
oxidação anódica cronica com e sem colmatagem. A chapa de alumínio neste
processo passou por vários passos específicos para o qual demorou 1 hora e 47 minutos
no qual passo a citar os passos dados para obter esta chapa quimicamente tratada.
SEM COLMATAGEM SIMPLES
Ponto número um - Na estacão piloto passou na tina (1) para posteriormente a chapa
ser banhada com um pré-desengordurante, turco 6849 a modo de retirar todas as
impurezas que possa existir na mesma a uma temperatura não superior a 60ºC durante
10 minutos.
Ponto número dois – depois do passo
anterior a chapa e submetida a
lavagens duplas em contra corrente
a uma temperatura ambiente sendo que
em cada cuba a chapa não esteve mais
do que dois minutos em cada uma
completando num total de 4 minutos
nas duas tinas.
Ponto número 3 – passou-se pela tina
que contem desengordurantes
alcalinos, Turco 4215 a uma
temperatura de 65ºC durante um
tempo aproximado de 15 minutos para
retirar impurezas que não tenham sido
retidas no ponto número um, ou seja e uma salva guarda a quem trabalha com estes
tratamentos químicos.
Ponto número 4 – como já aconteceu no ponto 3, neste acaba por repetir o passo da
lavagem dupla em contra corrente estando a uma temperatura ambiente em que as
peças tomam o seu “banho” durante 2+2 minutos em cada tina.
Ponto número 5 – depois de a peça ter acabado o seu segundo banho, a peça e posta
numa tina de desoxidação ácida, socosurf 1858 a uma temperatura de 45ºC durante
5 minutos.
Ponto número 6 – depois da passagem pela desoxidação ácida, a peça passa por uma
lavagem em água corrente por um tempo mais longo ou seja e passada pela lavagem

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
8
dupla em contra corrente durante 3+3 minutos em cada tina a uma temperatura
ambiente.
Ponto número 7 – depois de a peça ter passado pelos passos anteriores dá-se a parte
mais importante do trabalho o seu tratamento químico ou seja a oxidação anódica
crónica a uma temperatura de 40ºc durante 40 minutos.
Ponto número 8 – apos o termino da conversão química, Alodine 1200S a chapa foi
colocada nas tinas de lavagem dupla em contra corrente a uma temperatura
ambiente durante 3+5 minutos para retirar o excesso do produto .
Ponto número 9 – neste último ponto deste patamar de utilização das tinas dá-se a
parte da colmatagem simples em água da chapa para o produto depois de lavado e ter
retirado o excesso o que ficou seque na chapa a uma temperatura de 95ºC durante
20minutos.
Ponto número 10- na fase final depois de a chapa estar seca da se a remoção dos
provetes nos suporte e posterior fazer a inspeção do material
ILUSTRAÇÃO 9ANTES DO TRATAMENTO COLMATEGEM SIMPLES (SEM)
3,022
3,024
3,026
3,028
3,030
3,032
3,034
3,036
3,038
A B C D E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina2
9
ILUSTRAÇÃO 12 DEPOIS DO TRATAMENTO COLMATEGEM SIMPLES (SEM)
OBSERVAÇÃO:
OBSERVA-SE QUE ALGUNS PONTOS SUBIRAM A SUA ESPESSURA
SIGNIFICAMENTE
3,035
3,035
3,036
3,036
3,037
3,037
3,038
3,038
3,039
3,039
A B C D E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
0

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
1
EXEMPLO DA FICHA SEQUENCIAL COM E SEM COLMATAGEM SIMPLES

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
2
COM COLMATAGEM SIMPLES
Nesta estação piloto de conversões químicas mais em específico para a conversão
oxidação anódica cronica com e sem colmatagem. A chapa de alumínio neste
processo passou por vários passos específicos para o qual demorou 1 hora e 52 minutos
no qual passo a citar os passos dados para obter esta chapa quimicamente tratada
Ponto número um - Na estacão piloto passou na tina (1) para posteriormente a chapa
ser banhada com um pré-desengordurante, turco 6849 a modo de retirar todas as
impurezas que possa existir na mesma a uma temperatura não superior a 60ºC durante
10 minutos.
Ponto número dois – depois do passo anterior a chapa e submetida a lavagens duplas
em contra corrente a uma temperatura ambiente sendo que em cada cuba a chapa não
esteve mais do que dois minutos em cada uma completando num total de 4 minutos nas
duas tinas.
Ponto número 3 – passou-se pela tina que contem desengordurantes alcalinos,
Turco 4215 a uma temperatura de 65ºC durante um tempo aproximado de 15 minutos
para retirar impurezas que não tenham sido retidas no ponto número um, ou seja e uma
salva guarda a quem trabalha com estes tratamentos químicos.
Ponto número 4 – como já aconteceu no ponto 3, neste acaba por repetir o passo da
lavagem dupla em contra corrente estando a uma temperatura ambiente em que as
peças tomam o seu “banho” durante 2+2 minutos em cada tina.
Ponto número 5 – depois de a peça ter acabado o seu segundo banho, a peça e posta
numa tina de desoxidação ácida, socosurf 1858 a uma temperatura de 45ºC durante
5 minutos.
Ponto número 6 – depois da passagem pela desoxidação ácida, a peça passa por uma
lavagem em água corrente por um tempo mais longo ou seja e passada pela lavagem
dupla em contra corrente durante 3+3 minutos em cada tina a uma temperatura
ambiente.
Ponto número 7 – depois de a peça ter passado pelos passos anteriores dá-se a parte
mais importante do trabalho o seu tratamento químico ou seja a oxidação anódica
crónica a uma temperatura de 40ºc durante 40 minutos.
Ponto número 8 – apos o termino da conversão química, Alodine 1200S a chapa foi
colocada nas tinas de lavagem dupla em contra corrente a uma temperatura
ambiente durante 3+5 minutos para retirar o excesso do produto .
Ponto número 9 – neste último ponto deste patamar de utilização das tinas dá-se a
parte da secagem da chapa para o produto depois de lavado e ter retirado o excesso o
que ficou seque na chapa a uma temperatura de 60ºC durante 15minutos.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
3
Ponto número 10- na fase final depois de a chapa estar seca da se a remoção dos
provetes nos suporte e posterior fazer a inspeção do material
ILUSTRAÇÃO 10 ANTES DO TRATAMENTE DE COLMATAGEM SIMPLES (COM)
ILUSTRAÇÃO 11 DEPOIS DO TRATAMENTO DE COLMATAGEM SIMPLES (COM)
OSERVAÇÃO:
Observa-se que nalguns pontos devido ao seu tratamento os dados subiram
significamente.
3,046
3,047
3,048
3,049
3,050
3,051
3,052
A B C D E
3,048
3,049
3,050
3,051
3,052
3,053
3,054
A B C D E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
4
EXEMPLO DA FICHA SEQUENCIAL DAS LIGAS DE ALUMÍNIO SEM COLMATAGEM

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
5
MÉDIA:
ILUSTRAÇÃO 12 GRAFICO DA MÉDIA DOS TRATAMENTOS
GRAFICO TOTAL:
ILUSTRAÇÃO 13 GRAFICO TOTAL DE TODAS AS CHAPAS E TRATAMENTOS
3,000
3,010
3,020
3,030
3,040
3,050
3,060
1 2 3 4 5 6 7 8
Média
Média
3,000
3,010
3,020
3,030
3,040
3,050
3,060
1 2 3 4 5 6 7 8
Totalidade
A
B
C
D
E

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
6
CONCEITO DE CORROSÃO
A corrosão consite na determinação das matérias atraves da acçao quimica ou electroquimica do meio envolevente, estando ou não associados a esforços mecanicos. Ao contruir-se aeronaves, é necessario que as suas ligas de metal resistam ao meio corrosivo. A corrosao pode ocorrer nos mais diversos tipos de materias os metalicos como por exemplos vou dar:
As ligas de aluminio Ligas de cobre Fibras de vidro
E os não métalicos, como
Plasticos e ceramicos
Mas neste trabalho irei dar mais ênfase à corrosão metálica, pois é o maior constituinte das aeronaves. Dependendo do tipo de acção, a corrosão metálica pode ser classificadas em dois tipos de grupos:
Corrosão electroquimica Corrosão quimica
Os processos de corrosão electroquimicos são mais frequentes sendo caracterizados em estar

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
7
na presença de água em estado liquido ( electrolito), na temperatura ambiente, na formação de uma pilha, ou celula de corrosão, onde os electroes circulam na superficie metalica. Já na corrosao quimica a presença da agua é desnecessario sendo que esta sera sujeita a ersão através de altas temperaturas, provocando desgas materias metálicos, deste modo podemos ter também um processo fisico.
TIPOS DE CORROSÃO
Os processos corrosivos da natureza eletroquímica apresentam mecanismos
Idênticos, são constituídos por áreas anódicas e catódicas onde circulam uma corrente de eletrões e aniões, assim, sem entrar em grandes aprofundamentos, deve-se falar dos variados tipos de corrosão à qual os materiais e equipamentos aeronáuticos estão sujeitos a:
Corrosão uniforme (É uma corrosão na qual não há ataque preferencial. A superfície é atacada em toda sua extensão apresentando características que variam com a natureza do material e do tipo de contaminante. No alumínio, por exemplo, o aparecimento de uma descoloração da chapa. Após algum tempo, essa superfície passará a apresentar minúsculas rugosidades perceptíveis ao tato com destaque de um pó branco que é produto da corrosão. Essa forma de corrosão é frequentemente provocada pelo ataque direto de ácidos álcalis, material de limpeza não especificado, atmosfera industrial e marinha, gases de escapamento, óleo lubrificante, lama, etc....)
Corrosão por pites; (É uma forma de corrosão muito frequente em quase toda as ligas e especialmente em ligas de alumínio e magnésio. A presença desta forma de corrosão é evidenciada pelo aparecimento de um pó branco ou cinza na superfície do alumínio. Ao removermos este pó, notamos pequenas cavidades na superfície do material. A essas cavidades damos o nome de pitting, e é caracterizada pela profundidade ser sempre maior que o diâmetro da base, como observado na fig. 6. Pelo fato de ser localizada, esta forma de corrosão é extremamente prejudicial. Verificamos também a presença de pites em ligas de aço inoxidável, sendo os principais responsáveis os íons cloretos, brometos e iodetos presentes nos diversos meios corrosivos.)
Corrosão por concentração diferencial; Corrosão por concentração iónica; Corrosão por aeração; Corrosão em frestas; Corrosão filiforme; Corrosão Galvânica ( É aquela em que a corrosão é provocada com a participação
de uma corrente elétrica gerada internamente pela formação de uma pilha com os próprios constituintes do sistema)
Corrosão Grafítica; Corrosão por Dezincificação; Corrosão associada ao escoamento dos fluidos; Corrosão por erosão;

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
8
Corrosão com cativação; Corrosão por turbulência; Corrosão Intergranular, nos aços inoxidáveis e nas ligas de alumínio; Fissuração por corrosão; Corrosão sob tensão; Fissuração induzida pela pressão de hidrogénio; Fragilização por metal líquido; Corrosão por fadiga.
PREVENÇÃO DE CORROSÃO NAS AERONAVES
Apos referir os variadíssimos tipos de corrosão a que as aeronaves estãosujeitas, devo
também falar sobre a prevenção dessas corrosões. Para haver o seu combate a corrosão
envolve-se a aplicação de revestimentos protetores na estrutura da aeronave. Para
evitar a corrosão deve-se isolar o contacto do ânodo-cátodo e remover o eletrólito, o
que é um processo complexo e de difícil execução, ou seja, existem variados fatores que
devem ser prevenidos, com especiais tratamentos, com uma formação especializada
para combater as corrosões, inspeções regulares de manutenção, etc. mas antes de

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina3
9
referir os fatores determinantes que provocam a corrosão deve-se referir em primeiro
que a construção da aeronave deve ria ter se em conta logo de imediato a prevenção de
possíveis corrosões que podem aparecer posteriormente assim pode se começar por
dizer que os fatores que contribuem para a corrosão:
Provisão de drenagem;
Esquema de pintura;
Selecção de materiais;
Tratamentos de superfícies;
Provisão de acesso até à estrutura;
Presença de fendas;
Montagens entre materiais dissimilares;
Presença de cavidades.
Como já antes referi o processo eletroquímico é o mais frequente, então teremos que o
controlar, paralisando ou diminuindo a intensidade das pilhas de corrosão. Para isso
acontecer temos vários métodos que melhoram a resistência à corrosão como os
revestimentos, inibidores e isolantes.
REVESTIMENTOS
Revestimento é um dos métodos usados para a resistência à corrosão das aeronaves,
tanto na sua manutenção como na sua construção.
Revestimento é a pelicula interposta entre o metal que da um comportamento mais
nobre aumentando a resistência de contacto das áreas catódica e anódicas das pilhas de
corrosão. Esses revestimentos podem ser metálicos, usados na aeronáutica para a
resistência da corrosão atmosférica

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina4
0
INIBIDORES DE CORROSÃO
Os inibidores são compostos químicos ao meio que promovem polarização anódica ou catódica, são formadores de peliculas que aumentam a resistência de contactos das áreas anódicas e catódicas das pilhas de corrosão.
ISOLANTES
Isolantes, consiste na interposicoa de um revestimento entre a superficie metalica, no meio corrosivo.
Este tipo de protecção é muito frequente em materias que estão sujeitos a altas tempetraturas. Ou seja, são usados como revestimentos internos em materiais como forno, caldeiras e outros mais e revestimentos externos como tubulaçoes e vasos, etc.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina4
1
CONCLUSÃO
Mesmo com todos os problemas de destinação de resíduos gerados em função da natureza cancerígena do Cr (VI), não há ainda completamente desenvolvido um processo alternativo que tenha as características de proteção, principalmente na indústria aeronáutica, da conversão química por cromatos.
Muito tem se estudado acerca de processos substitutivos a esse processo dentre os quais podemos citar: a anodização modificada utilizando soluções aquosas contendo terras raras (sais de lantânio) como inibidores de corrosão e soluções aquosas contendo análogos ao cromato (molibdatos, tungstatos e vanadatos) além da fosforização com zinco, entre outros.
Ao elaborar este trabalho conclui que o efeito de corrosão é um factor bastante importante para combater, principalmente na aeronáutica. Devemos ter bastantes cautelas com a corrosão, prosseguir com os estudos para encontrar, ou mesmo continuar com técnicas possíveis para a prevenção da corrosão. Uma simples corrosão pode fazer perder tempo, dinheiro, para grandes empresas e por isso que elas começam a ter uma preparação maior para evitar, melhor dizendo prevenir os variados tipos de corrosão existentes e descobertos.

INSTUTO DE FORMAÇÂO E PROFISSIONAL DE SETÙBAL
PRODUÇÃO E TRANSFORMAÇÂO DE COMPÓSITOS
Pág
ina4
2
REFERÊNCIAS BIBLIOGRÁFICAS
FARIA, Carlos Mateus Soares de - Pré-Tratamentos superficial para as ligas AA2024-T3 e seu efeito sob o tratamento à base de cromo (VI) atualmente utilizado no setor aeronáutico para inibição de corrosão. 2005.
Http://www0.rio.rj.gov.br/defesacivil/raios.htm - Defesa Civil do Estado do Rio de Janeiro.
http://www.inpe.br/webelat/homepage/ - Portal ELAT, Grupo de Eletricidade do Instituto Nacional de Pesquisas Espaciais.
Normas Embraer.
http://www.inovacaotecnologica.com.br/noticias/noticia.php?artigo=01017
0041201
http://pt.wikipedia.org/wiki/Corros%C3%A3o
http://www.aaende.org.ar/sitio/biblioteca/material/PDF/COTE077.PDF
http://reec.uvigo.es/volumenes/volumen8/art12_vol8_n2.pd

ANEXO 1

Pág
ina1
CURIOSIDADE
Neste capítulo vou apresentar uma curiosidade que achei bastante interessante e importante para o tema que estou apresentar neste trabalho
“Cientistas descobrem como corrosão se espalha em liga de alumínio”
Redacção do Site Inovação Tecnológica -
01/12/2004
“Pesquisadores da Universidade do Estado de Ohio, Estados Unidos, estão descobrindo novas pistas sobre como o processo de corrosão ataca ligas de alumínio utilizadas em aviões e em vários outros produtos industriais.
Eles desenvolveram um modelo estatístico da deterioração e fizeram uma simulação por computador, utilizando uma analogia singular: um muro de tijolos com rachaduras. O resultado foi não apenas um melhor entendimento da corrosão no alumínio, mas também da corrosão em diversos outros tipos de ligas metálicas.
Embora a liga de alumínio, chamada 2024-T3 seja forte e resistente à corrosão em geral, ela é vulnerável à corrosão intergranular, um tipo de corrosão que ocorre quando
minúsculos furos na superfície se transformam em fissuras ao longo da peça, enfraquecendo a estrutura.
A equipe, liderada por Gerald Frankel e Doug Wolfe, irá publicar o resultado da pesquisa, um modelo de corrosão intergranular em ligas com uma precisão quase perfeita, no exemplar de Dezembro do Jornal de Planejamento Estatístico e Inferência.
O modelo matemático poderá permitir que os engenheiros simulem a progressão de pontos de corrosão, substituindo a peça quando sua integridade estiver ameaçada.
Ligas metálicas são formadas por inúmeros grânulos individuais, que nada mais são do que regiões onde os átomos estão alinhados em uma direção definida. Enquanto em um material de alumínio comum essas regiões podem ser vistas a olho nu, nas ligas aeroespaciais os grânulos são microscópicos.
As fissuras seguem um padrão aleatório na região fronteiriça entre os grânulos.

Pág
ina2
Algumas vezes a corrosão pode simplesmente dar a volta em torno de um grânulo e ficar circunstrita. Mas, muitas vezes, ela vai atacando a região intermediária dos grânulos vizinhos e se espalha por toda a peça.
Wolfe e o estudante Shiling Ruan analisaram a possibilidade de que uma fissura crescesse a partir de um lado de uma lâmina de alumínio e a atravessasse completamente. Baseando-se em milhares de simulações, eles descobriram que, até emergir do outro lado, uma fissura percorrerá um caminho que terá um comprimento de 4,29 vezes a espessura da lâmina.
Ao submeter a teoria a testes reais de laboratório, os pesquisadores chegaram a um número muito próximo: 4,25.
Eles descobriram que o que determina o comprimento da fissura não é a direção que ela toma a partir de seu início, mas o que acontece quando ela atinge uma interseção, um ponto na liga onde se encontram as bordas de três grânulos. Nesses pontos, a fissura pode continuar seguindo um caminho reto, virar ou, para surpresa dos cientistas, saltar a interseção.
Fissuras com poucos saltos têm comprimentos pequenos, espalhando-se pouco pela liga. No futuro, os engenheiros poderão projetar a microestrutura de um material para aumentar a probabilidade de saltos, o que aumentará sua resistência à corrosão intergranular.”

Pág
ina3
ANEXO 2

Pág
ina4
MEIOS CORROSIVOS
Atmosfera: o ar contém umidade, sais em suspensão, gases industriais, poeira, etc.
O eletrólito constitui-se da água que condensa na superfície metálica, na presença de sais ou gases presentes no ambiente.
Outros constituintes como poeira e poluentes diversos podem acelerar o processo corrosivo;
Solos: os solos contêm umidade, sais minerais e bactérias. Alguns solos apresentam também, características ácidas ou básicas. O eletrólito constitui-se principalmente da água com sais dissolvidos;
Águas naturais (rios, lagos e do subsolo): estas águas podem conter sais minerais, eventualmente ácidos ou bases, resíduos industriais, bactérias, poluentes diversos e gases dissolvidos. O eletrólito constitui-se principalmente da água com sais dissolvidos. Os outros constituintes podem acelerar o processo corrosivo;
Água do mar: estas águas contêm uma quantidade apreciável de sais. Uma análise da água do mar apresenta em média os seguintes constituintes em gramas por litro de água:
Cloreto (Cl-) 18,9799
Sulfato (SO-) 2,6486
Bicarbonato (HCO) 0,1397
Brometo (Br-) 0,0646
Sódio (Na+) 10,5561
Magnésio (Mg 2+) 1,2720
Potássio (K+) 0,3800
Fluoreto (F-) 0,0013
Cálcio (Ca2+) 0,4001
Estrôncio (Sr+2) 0,0133
Ácido Bórico (H3BO3 ) 0,0260
Produtos químicos: os produtos químicos, desde que em contato com água ou com umidade e formem um eletrólito, podem provocar corrosão eletroquímica.




![Tratamentos de Recozimento [20] - feis.unesp.br · Tratamentos de Recozimento [20] ¾Finalidade dos tratamentos de recozimento:Finalidade dos tratamentos de recozimento: eli i f it](https://img.document.onl/doc/110x75/5c4cc36c93f3c3245e2872bb/tratamentos-de-recozimento-20-feisunespbr-tratamentos-de-recozimento-20.jpg)