Embed Size (px)
Citation preview

특장차용 의 고강성 경량화특장차용 의 고강성 경량화특장차용 의 고강성 경량화특장차용 의 고강성 경량화Lift GateLift GateLift GateLift Gate
기술 지원기술 지원기술 지원기술 지원
2005. 122005. 122005. 122005. 12
지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원::::
지원기업 주 골 드 밴지원기업 주 골 드 밴지원기업 주 골 드 밴지원기업 주 골 드 밴: ( ): ( ): ( ): ( )
산 업 자 원 부산 업 자 원 부산 업 자 원 부산 업 자 원 부

- 2 -
제 출 문제 출 문제 출 문제 출 문
산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하산 업 자 원 부 장 관 귀 하
본 보고서를 특장차용 의 고강성 경량화 기술지원 지원기간" Lift Gate "( :
과제의 기술지원 성과 보고서로 제출합니다2004.11.01.~2005.10.30.) .
2005. 12.2005. 12.2005. 12.2005. 12.
지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원지원기관 한국기계연구원::::
박 화 영박 화 영박 화 영박 화 영
지원기업 주 골드밴지원기업 주 골드밴지원기업 주 골드밴지원기업 주 골드밴: ( ): ( ): ( ): ( )
김 수 덕김 수 덕김 수 덕김 수 덕
지원 책임자지원 책임자지원 책임자지원 책임자 강 재 훈강 재 훈강 재 훈강 재 훈::::
참여 연구원참여 연구원참여 연구원참여 연구원 송 준 엽송 준 엽송 준 엽송 준 엽::::
김 수 덕김 수 덕김 수 덕김 수 덕::::
이 재 언이 재 언이 재 언이 재 언::::
임 용 철임 용 철임 용 철임 용 철::::

- 3 -
목 차목 차목 차목 차
제 장 서론제 장 서론제 장 서론제 장 서론1111
제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용1111
기술지원의 필요성기술지원의 필요성기술지원의 필요성기술지원의 필요성1.1.1.1.
기술지원의 목표기술지원의 목표기술지원의 목표기술지원의 목표2.2.2.2.
기술지원의 내용기술지원의 내용기술지원의 내용기술지원의 내용3.3.3.3.
제 절 물류서비스 산업에서의 하역 장비제 절 물류서비스 산업에서의 하역 장비제 절 물류서비스 산업에서의 하역 장비제 절 물류서비스 산업에서의 하역 장비2222
제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성3333
제 절 관련시장의 동향분석과 다양한 기종의 개발추세제 절 관련시장의 동향분석과 다양한 기종의 개발추세제 절 관련시장의 동향분석과 다양한 기종의 개발추세제 절 관련시장의 동향분석과 다양한 기종의 개발추세4444
제 절 선진국들의 최근 개발사례제 절 선진국들의 최근 개발사례제 절 선진국들의 최근 개발사례제 절 선진국들의 최근 개발사례5555
제 장 본론제 장 본론제 장 본론제 장 본론2222
제 절 기술지원의 성과제 절 기술지원의 성과제 절 기술지원의 성과제 절 기술지원의 성과1111
기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도기술지원의 달성정도1.1.1.1.
개요개요개요개요2.2.2.2.
격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링3.3.3.3.
고강성 경량화로의 요구고강성 경량화로의 요구고강성 경량화로의 요구고강성 경량화로의 요구4. ,4. ,4. ,4. ,
경량화를 위한 고강도 알루미늄합금 소재의 선정경량화를 위한 고강도 알루미늄합금 소재의 선정경량화를 위한 고강도 알루미늄합금 소재의 선정경량화를 위한 고강도 알루미늄합금 소재의 선정5.5.5.5.
격납식 리프트 게이트의 설계를 위한 선정격납식 리프트 게이트의 설계를 위한 선정격납식 리프트 게이트의 설계를 위한 선정격납식 리프트 게이트의 설계를 위한 선정6.6.6.6.
고강도 일루미늄합금을 이용한 플랫폼과 성형공정고강도 일루미늄합금을 이용한 플랫폼과 성형공정고강도 일루미늄합금을 이용한 플랫폼과 성형공정고강도 일루미늄합금을 이용한 플랫폼과 성형공정7.7.7.7.
격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성8.8.8.8.
제 절 기술지원의 수행제 절 기술지원의 수행제 절 기술지원의 수행제 절 기술지원의 수행2222
기술지원의 추진체계기술지원의 추진체계기술지원의 추진체계기술지원의 추진체계1.1.1.1.
기술지원의 추진일정기술지원의 추진일정기술지원의 추진일정기술지원의 추진일정2.2.2.2.
수행체계의 담당업무수행체계의 담당업무수행체계의 담당업무수행체계의 담당업무3.3.3.3.
기술지원의 진도기술지원의 진도기술지원의 진도기술지원의 진도4.4.4.4.
제 장 결론제 장 결론제 장 결론제 장 결론3333
참고 문헌참고 문헌참고 문헌참고 문헌
부록 도면 공정 계수 등부록 도면 공정 계수 등부록 도면 공정 계수 등부록 도면 공정 계수 등( , )( , )( , )( , )

- 4 -
제 장 서 론제 장 서 론제 장 서 론제 장 서 론1111
제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용제 절 기술지원의 필요성과 목표 및 내용1111
기술지원의 필요성기술지원의 필요성기술지원의 필요성기술지원의 필요성1.1.1.1.
지원기업인 주 골드밴은 국내 최초로 차량용 샌드위치 판넬을 개발하여 화물자동( )
차의 주 생산제조사에서 생산하는 각종 차량들의 모델별로 수요자들의 다양한 용도
에 맞는 각종 냉동탑차 내장탑차 윙바디차 특수무진동차 등의 물류운송용 특장차, , ,
를 판넬에서 완제품까지 일괄 공정으로 전문 생산하여 보급하는 기업이다.
주 골드밴은 기업부설 연구소를 설립하여 항상 연구 개발하는 기업 자세와 벤처정( )
진을 갖고 고객의 만족을 최우선 목표로 하여 직원들 모두가 특장차 업계의 최고
가 되기 위하여 많은 노력을 경주하고 있으며 쾌적한 공장 환경과 최신 장비 최고, ,
의 기술력과 새로운 도전 정신으로 철저한 품질 관리 및 제품의 적가한도로 최상의
고객 만족을 실현하기 위하여 관련 업계 최초의 벤처기업 선정에 이어 자동차 관련
제품의 해외 수출에 필요 요건인 인증을 획득한 바도 있다Q.S 9000 .
아울러 특장차용 샌드위치판넬 및 냉동탑차용 페널 등과 관련하여 총 건의 실용신8
안등록을 보유하고 있으며 특장차 관련 업계로서는 최초로 기술평가 벤처기업으로,
지정받는 한편 기술 혁신형 중소기업으로 선정된 바 도 있다, .
그러나 국내의 영세한 중소기업들의 일반적인 사정과 마찬가지로 설계와 생산제조
와 관련된 기반기술이 취약하고 고급 연구 인력을 확보하기가 곤란하며 신규개발
투자와 관련된 기술자금을 확보하기가 곤란하다는 문제점을 지니고 있었다.
근래에 들어서는 전세계적으로 경쟁 중인 물류운송용 신형 특장차들과의 국내외 판
매시장에서 경쟁하기 위해서는 특히 리프트 게이트 에 대한 새로운 모델, (Lift Gate)
에 대한 기술 개발력이 다소 낙후되어 있는 실정이었으며 더욱 경량화되면서도 고,
강성을 발휘할 수 있는 모델을 개발하여 적용해야만 향후의 기술력 경쟁 차원에서
우위력을 보유할 수 있다고 판단되었다.
작업자 하역자 에게 과다하게 부과되는 노동력을 생략하고 안전성과 신속성을 추구( )
하기 위하여 적용되기 시작한 하역 작업용 리프트 게이트는 점차 그 적용도가 높아
지고 물류유통 관련 서비스 업계의 발전이 두드러지면서 점차적으로 트럭 등에 대
한 장착률이 높아지는 한편 다양한 모델들이 출현하게 되었으며 다양한 기능성과,
더불어 첨단성이 느껴지는 고급형 모델에 대한 선호도가 집중되고 있는 실정이다.

- 5 -
주 골드밴은 미래지향적으로 컴팩트하며 스마트한 격납식 기프트 게이트를 국산화( )
하고자 하는 추진 일정을 가지고 있었으며 부족한 기술 분야에 대하여 기계 및 부,
품 소재 개발에 대한 다양한 연구과제의 수행 경험을 지녀 설치 및 생산 제조 분,
야에 있어서의 많은 노하우를 가지고 있는 연구기관으로 부터의 지원사업을 통하여
해결하고자 하였다.
이와 같은 단계에서 정부에서 추진하고 있는 부품 소재 종합기술 지원사업 에 대한" · "
정보를 얻게 되어 부품 소재 전문기업을 신청하여 확인서를 받고 체계적인 지원절·
차를 밟아 본 지원사업을 추진하게 되었다.
기술지원의 목표기술지원의 목표기술지원의 목표기술지원의 목표2.2.2.2.
냉동탑차를 비롯한 각종 특장차 트럭 등 에 적용하여 작업자의 수작업에 의존하지( )
않고 화물을 상하차 하역할 수 있는 리프트 게이트의 고강성 경량화를 위한 핵심,
구성부품 플랫폼 의 최적 소재선정과 설계 및 시제작 기술지원을 목표로 한다( ) .
기술지원 내용기술지원 내용기술지원 내용기술지원 내용3.3.3.3.
기술지원의 주 내용은 다음과 같다.
소재 등과 관련한 자료의 조사 및 분석-
대상소재 적합 군에 대한 기계적인 특성 분석-
최적경량화 소재선정과 경량화 구조물 형상 모델링-
강성보완을 위한 형상의 적정화 설정-
플랫폼의 세부 설계와 성형제작 공정의 정립-
리프트 게이트 유닛을 구성하는 부품들의 강성에 대한 적정성 분석-
가공제작 및 조립에 의한 리프트 게이트의 시제작에 대한 관련기술 지원-
리프트 게이트 시작품의 동작성 테스트와 성능평가 및 모델의 최종보완-

- 6 -
제 절 물류 서비스 산업에서의 하역 장비제 절 물류 서비스 산업에서의 하역 장비제 절 물류 서비스 산업에서의 하역 장비제 절 물류 서비스 산업에서의 하역 장비2222
물류 활동 분야 중에서도 하역활동은 특히 가장 기술적인 진보가 늦다고 할 수 있,
으며 또한 이 분야는 아직도 인력에 의한 하역작업 방식에 대한 의존도가 높아서,
가장 낙후된 분야로 지적되고 있다 인력에 의한 하역은 물류 시스템의 발전을 저.
해할 뿐만 아니라 물류비의 상승에 도 직접적인 영향을 미친다 따라서 하역활동에.
대한 합리화는 물류 서비스 관련 산업 전반에 걸친 발전에 있어서의 중요한 과제로
대두되고 있다.
이 중에서도 특히 기계화가 이뤄져야하는 분야로서는 인력으로 작업하기 어려운,
무거운 화물이나 액체 및 분립체 등의 취급이 곤란한 화물 그리고 유해하거나 위,
험한 화물 등과 관련된 하역작업이라고 할 수 있다.
일반적으로 육상 물류 서비스 산업에 있어서 대표적으로 사용되고 있는 하역장비들
은 다음과 같다.
지게차지게차지게차지게차①①①①
국내의 물류관련 서비스 산업 활동 부문 중에서도 가장 낙후된 부문이라고 할 수
있는 하역 운반 작업에 대해서도 최근에 들어서 물류의 중요성이 강조되면서 크게
개선되어 가고 있다 그래서 인력에 의존해서 물건을 옮기던 기업들이 자동화를 추.
진해가면서 지게차의 수요가 늘고 있다.
지게차 종류는 크게 디젤엔진식과 엔진식 전동식 등으로 나눌 수 있다 디젤LPG , .
이나 는 주로 야외 작업장에서 많이 쓰이고 있으며 전동식은 실내작업용으로LPG ,
보급되고 있다 특히 전동식은 식품 섬유 전자업계 등 실내에서 조용하고 신속하. , , ,
게 물건을 이동시켜야 할 회사들이 많이 찾고 있다.
상하차 장비상하차 장비상하차 장비상하차 장비②②②②
각종 화물수송의 성력화 신속화 추세가 요구되는 가운데 상하차 작업을 수월하게,
해주는 물류장비로 윙바디 트럭과 리프트 게이트가 각광을 받고 있다.
윙바디 트럭이란 차체 밑에 부착된 파워 유닛에 의해 원터치로 측면(Wing Body)
문이 날개처럼 개폐되도록 함으로써 지게차 등이 측면에서 하역작업을 할 수 있도
록 한 차량이다.
년도에 두산식품 롯데칠성음료 등이 도입한 이래 태평양화학 롯데제과 해태1987 , , ,
제과 동아식품 등 주로 음식료업종에서 많이 도입하고 있다 윙바디 트럭은 로프나, .
천막작업 등이 필요가 없으므로 하역작업을 단축할 수 있고 간편하다는 장점을 가
지고 있다.
- 7 -
또한 윙바디 트럭은 운송물품을 비나 눈 먼지로부터 보호하는데 뛰어날 뿐만 아니, ,
라 과적방지나 화물도난방지 광고효과 등에도 기여하고 있다, .
수직방식과 스윙방식으로 분류되는 리프트게이트 는 트럭 차량에 의한 하(Lift Gate)
역작업의 안전 신속화를 목적으로 개발된 것인데 일반적으로 톤 정도의 화물을, , 1.5
초 이내에 상하차할 수 있는 성능을 가지고 있다 수직방식은 적재화물의 흔들림20 .
이 적고 하대보다 높은 위치까지 승강이 가능하고 스윔방식은 유지보수가 용이하,
며 적재함에 장착이 간편하다.
식음료나 정밀기기 도자기 미술품 전자제품 및 피아노 등의 중량물과 이삿짐 등, , ,
의 운반에 다양하게 이용된다.
자동 분류기자동 분류기자동 분류기자동 분류기③③③③
인력을 대신하는 기기로서 자동분류장치를 들 수 있다 자동분류기. (Auto Sorter
란 반송물을 사람의 손을 빌리지 않고 정해진 입력 정Machine : Sorting Machine)
보에 의해 자동적으로 분류하는 장치로 내용 형상 치수 중량 운반단위 행선지별 등, · · · · ·
에 의거하여 다양하게 물품을 분류한다.
선진국에서는 이미 오래전에 등장한 자동 분류기이지만 우리나라에서는 최근에 들
어서 도입이 가시화되고 있으며 몇 년 후에는 컴퓨터 등과 같은 각종 첨단기술이,
활용되는 대표적인 물류기기로 각광받을 것으로 전망되고 있다.
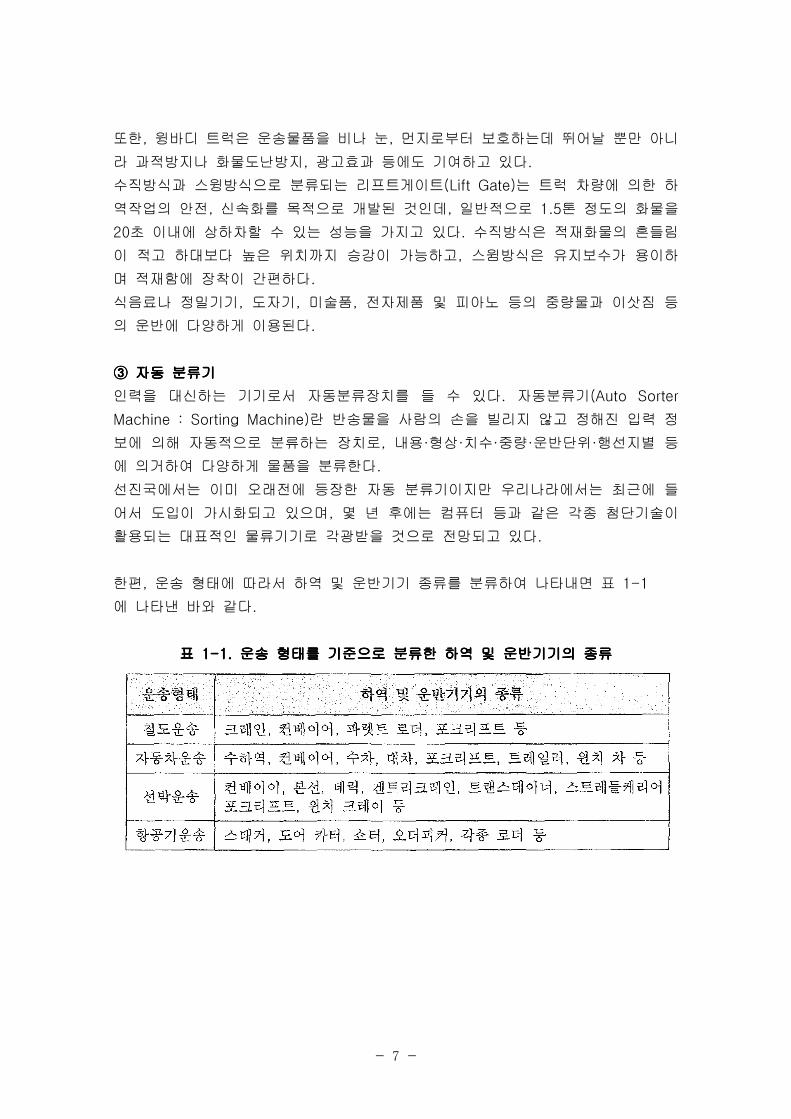
한편 운송 형태에 따라서 하역 및 운반기기 종류를 분류하여 나타내면 표, 1-1
에 나타낸 바와 같다.
표 운송 형태를 기준으로 분류한 하역 및 운반기기의 종류표 운송 형태를 기준으로 분류한 하역 및 운반기기의 종류표 운송 형태를 기준으로 분류한 하역 및 운반기기의 종류표 운송 형태를 기준으로 분류한 하역 및 운반기기의 종류1-1.1-1.1-1.1-1.

- 8 -
제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성제 절 리프트 게이트의 필요성3333
기존에 대부분의 화물차 트럭 냉동탑차 특장차 택배차 등에서 작업자들이 화물, , , ,
을 싣거나 내릴 때 힘겨워도 수작업에 거의 의존하여 직접 손으로만 하역작업을 하
는 것을 볼 수 있다 근래에 들어서는 전세계적으로 물류운송 분야가 활성화되면서.
하역작업에 있어서의 편이화가 요구되는 한편 최근에는 국내의 경우에도 택배 및,
냉동 냉장 운송 산업 분야가 활성화되면서 배송자에 대한 안전을 확보하고 과다한·
노동력에 대한 부담을 경감하는 차원에서 기계적인 기구를 이용한 특별한 하역장치
의 적용을 다양하게 시도하고자 하는 실정에 있다.
이와 같은 요구에 대한 대응책으로서 리프트 게이트라고도 함 란Tail Gate Lifter( )
예를 들어 그림 을 나타낸 바와 같이 트럭 등 차체의 후방에서 화물 등을 싣고1-1
내릴 경우에 사용하는 기계 구동식 하역장치라고 할 수 있다.
그림 리프트 게이트의 기능적인 개념그림 리프트 게이트의 기능적인 개념그림 리프트 게이트의 기능적인 개념그림 리프트 게이트의 기능적인 개념1-1.1-1.1-1.1-1.
일반적으로 화물을 운송하는 용도를 같이 지니는 자동차 차량의 중량이 톤 이하( 3.5
인 소형 자동차 및 트럭과 트레일러와 같은 차량의 후면에는 다른 자동차가 추돌)
하는 경우에 자동차 차체의 전부가 돌입하는 것을 적절하게 방지하기 위하여 강도
와 형상 등을 고려하여 특별한 장치라고 할 수 있는 충돌 방지 장치를 도입하고 있
다.
는 차량의 하대 및 이와 같은 충동 방지 장치의 부위를 활용하고 연Tail Gate Lifter
결하여 사용하지 않을 경우에는 장치를 하대 밑에 격납할 수도 있도록 하여 편리하
고 언제나 차체의 후부로부터 화물을 다룰 수 있도록 하는 특징을 지닌다.

- 9 -
이와 같은 는 그림 에 나타낸 바와 같이 중대형 트럭에 차랑 등Tail Gate Lifter 1-2
을 탑재하기 위하여 적용하는 램프 방식과는 차별성을 지닌다고 할 수 있다.
그림 램프 방식이 채택된 트럭의 예그림 램프 방식이 채택된 트럭의 예그림 램프 방식이 채택된 트럭의 예그림 램프 방식이 채택된 트럭의 예1-2.1-2.1-2.1-2.
근래에 들어서 채택되고 있는 다양한 형태의 에 대한 사진을 그림Tail Gate Lifter
에 나타내었다1-3 .
그림 다양한 형태의 예그림 다양한 형태의 예그림 다양한 형태의 예그림 다양한 형태의 예1-3. Tail Gate Lifter1-3. Tail Gate Lifter1-3. Tail Gate Lifter1-3. Tail Gate Lifter
- 10 -
를 적용하였을 경우의 장점으로서는 다음과 같은 항목들을 들 수 있Tail Gate Lifter
다.
인건비와 경비의 절감 :◯
조수가 없이도 기사가 혼자서 화물의 상하차 작업이 가능하므로 고임금과 인력난
시대에 인원절감이야말로 기업경영의 요체라 할 수 있으며 리프트게이트를 사용함,
으로써 인력투입을 최대한 억제하여 노사 임금 등 인력관리 상의 복잡한 문제들을,
효율적으로 배제할 수 있음
화물의 안전취급 :◯
각종 화물들을 일정한 속도로 상 하차함으로써 화물의 손상예방 및 조작자의 안전,
을 확보할 수 있는 한편 작업자의 힘으로 화물을 상하차할 때엔 화물취급에 무리,
가 가해지기 쉬워 파손으로 인한 손실 및 배상문제가 발생할 우려가 있으나 리프트
게이트를 사용함으로써 화물이 일정한 속도로 안전하게 상하차가 이뤄지므로 사고
나 배상의 문제를 억제할 수 있음
상 하차시의 시간절감, :◯
수 초 내에 많은 중량을 한 번에 상 하차할 수 있어 매우 편리하며 상하차시 반복,
작업으로 인한 피로를 느끼지 않고 연속적인 작업이 가능하며 상하차 시간도 효율,
적으로 절감할 수 있음
장소에 무관한 상하차 작업 :◯
차량이 진입할 수 있는 곳이라면 어느 곳에서나 상하차가 용이하게 이뤄질 수 있어
다른 장비를 사용할 때처럼 넓은 장소가 필요 없으며 차량 크기에 따라 적당한 리,
프트 게이트를 부착할 수 있음
반영구적인 수명 :◯
조수가 없이도 기사가 혼자서 화물의 상하차 작업이 가능함
한편 리프트 게이트가 적용되는 예로써 대상 화물들의 분야나 품목 등은 다음과,
같다.
각종 기계류와 금형 및 밸브류•
펌프와 컴프레서•
냉 온풍기와 방열기 및 보일러,•
각종 드럼유 화학원료 안료 염료 용접기 오일류 젓갈류 와 가스통( , , , , , )•
모터와 변압기•
- 11 -
쌀 등의 곡물류와 사료원료 푸대( )•
배전반과 전선케이블•
생수와 주류•
발전기와 원등기•
육절기와 분쇄기•
가전제품과 자판기•
가구류와 피아노•
석재류•
철재금고•
포장기•
버너•
젓갈류•
폭발물•
정원수•
계란 수송 대차 사용( )•
자동차 부품 대차 사용( )•
요업 및 유리제품•
방송 기자재•
개별 화물과 물류 대행 업체•
과수원•
전기 통신•
소방서•
음반 제작•
조경•
양식장•

- 12 -
제 절 관련 시장의 동향 분석과 다양한 기종의 개발 추세제 절 관련 시장의 동향 분석과 다양한 기종의 개발 추세제 절 관련 시장의 동향 분석과 다양한 기종의 개발 추세제 절 관련 시장의 동향 분석과 다양한 기종의 개발 추세4444
트럭용 하역장치인 는 소형 트럭으로부터 대형 트럭에 이르기 까지Tail gate lifter
폭넓게 장착하여 사용할 수 있지만 특히 중소형 트럭에 장착하는 경우가 매우 많,
다 중소형 트럭의 연간 등록대수는 그림 에 나타낸 바와 같으며 년부터는. 1-4 1950
점차적으로 감소하는 경향을 보이지만 를 장착하는 차량의 대수는Tail gate lifter
상대적으로 증가하는 경향을 나타내 년도에 이르러서는 그림 에 나타낸 바2004 1-5
와 같이 장착률이 약 를 상회하고 있는 실정이다15% .
일본의 경우에는 물류운송 서비스와 관련된 차량의 특장화에 대한 일환으로서
년대 초반부터 소수의 관련기업들이 의 생산과 판매를 시작하기1970 Tail gate lifter
에 이르렀으며 최근에는 다수의 전문생산 제조기업들이 각축을 벌이며 다양한 사양
과 기능 및 처리능력을 보유한 기종들을 개발하여 상품화고 있는 실정이다.
그림 중소형 트럭과 의 대수그림 중소형 트럭과 의 대수그림 중소형 트럭과 의 대수그림 중소형 트럭과 의 대수1-4. Lift gate1-4. Lift gate1-4. Lift gate1-4. Lift gate
그림 장착률그림 장착률그림 장착률그림 장착률1-5. Lift gate1-5. Lift gate1-5. Lift gate1-5. Lift gate

- 13 -
년도 이후에 생산된 중소형 트럭들을 하대의 형태별로 분류하면 그림 에1990 1-6
타나낸 바와 같이 일반형 평형 과 덤프형의 하대가 차지하는 비율은 점차적으로 감( )
소하는 한편 밴형과 냉동차형의 하대가 차지하는 비율이 상대적으로 증가하는 경,
향을 보이고 있다.
이와 같은 이유를 분석하면 프로판 가스용기와 공사용 도구 및 각종 기재 등과 같
이 비에 접촉해도 별다는 상관이 없는 화물류를 취급하는 경우는 감소하는 한편,
전기제품이나 생활용품 등과 같이 비나 먼지 등과의 접촉을 피해야 하는 필요성이
있는 화물이나 냉장 냉동차를 이용하여 온도관리를 해야만 하는 필요성이 있는 화,
물을 다루는 경우가 상대적으로 증가했기 때문이라고 생각된다.
또한 물류운송 서비스 업계의 정비가 진전되어 밴형과 냉동차형의 하대를 이용한,
배송이 점차적으로 정착되어간 것도 그 이유들 중의 하나라고 생각된다 즉 신선도. ,
가 높은 상품이나 쇼핑한 기호품들을 빠른 시간 내에 최상의 상태를 유지하며 운송
해주는 택배 등의 각종 물류운송 서비스가 널리 확대되어 보편화되면서 이와 같이
중소형 트럭의 하대 형태가 전이되고 있는 것이다.
그림 중소형 트럭의 하대 형상별 점유 비율그림 중소형 트럭의 하대 형상별 점유 비율그림 중소형 트럭의 하대 형상별 점유 비율그림 중소형 트럭의 하대 형상별 점유 비율1-6.1-6.1-6.1-6.
이와 같이 물류운송 서비스 업계의 활동과 관련된 환경에 있어서 의Tail gate lifter
기종별로 차지하는 비율을 조사 비교한 결과를 나타내면 그림 과 같다 일반형, 1-7 .
평형 의 하대에 장착하는 암식 주로 라고도 함 과 수직식 혹은( ) ( Power gate ) (Elevator
의 비율은 점차적으로 감소하는 것에 비하여 밴형과 냉동차의 하대에 주Lift type)
로 장착하는 경우가 많은 틸팅식 과 격납식 의 비율은 상대(Link type) (Folding type)
적으로 증가하고 있다는 것을 확인할 수 있다.

- 14 -
그림 의 기종별 판매 점유 비율그림 의 기종별 판매 점유 비율그림 의 기종별 판매 점유 비율그림 의 기종별 판매 점유 비율1-7. Tail Gate Lifter1-7. Tail Gate Lifter1-7. Tail Gate Lifter1-7. Tail Gate Lifter
모든 는 그림 에 비교하여 나타낸 바와 같이 일반적으로 수직식Tail gate lifter 1-8
혹은 암식 주로 라고 함 틸팅식 혹은(Elevator Lift type), ( Power gate ), (Link Multi
격납식 과 그 외의 식으로 크게 가지 형태로 분류할 수 있다type), (Folging type) 5 .
그림 의 기종과 주요 용도그림 의 기종과 주요 용도그림 의 기종과 주요 용도그림 의 기종과 주요 용도1-8. Tail gate lifter1-8. Tail gate lifter1-8. Tail gate lifter1-8. Tail gate lifter
- 15 -
그리고 각 형태가 지니는 동작 특성상의 이유로 인하여 대상으로 하는 주 용도도
차별화가 될 수 있다 즉 수직식은 일반 화물이나 프로판 가스용기 자동판매기. , , ,
대형 기기 등과 같이 크기와 높이에 따른 무게 중심이 높아서 취급상의 안정성OA
이 상대적으로 다소 부족한 대상에 암식은 크고 무거운 화물이나 롤 박스 팰럿 등, ,
과 같이 구르거나 넘어질 위험성이 거의 없는 대상에 틸팅식은 식품이나 편의용품,
등과 같이 엎질러지거나 기울어 흐르게 되면 안 되는 대상에 격납식은 집하장이나,
냉동 밴용의 적재물을 주로 대상에 그 외의 기타 식은 작고 비교적 가벼운 일반,
배송물의 운반을 주로 대상으로 하여 적용된다.
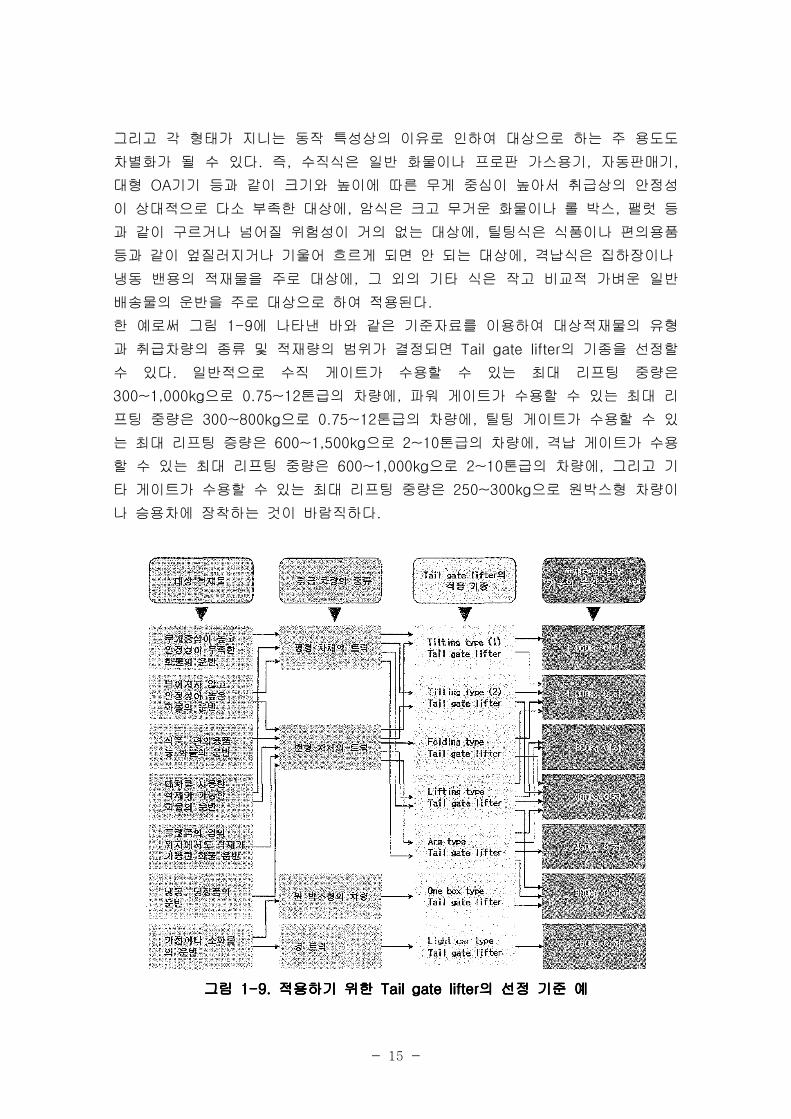
한 예로써 그림 에 나타낸 바와 같은 기준자료를 이용하여 대상적재물의 유형1-9
과 취급차량의 종류 및 적재량의 범위가 결정되면 의 기종을 선정할Tail gate lifter
수 있다 일반적으로 수직 게이트가 수용할 수 있는 최대 리프팅 중량은.
으로 톤급의 차량에 파워 게이트가 수용할 수 있는 최대 리300~1,000kg 0.75~12 ,
프팅 중량은 으로 톤급의 차량에 틸팅 게이트가 수용할 수 있300~800kg 0.75~12 ,
는 최대 리프팅 증량은 으로 톤급의 차량에 격납 게이트가 수용600~1,500kg 2~10 ,
할 수 있는 최대 리프팅 중량은 으로 톤급의 차량에 그리고 기600~1,000kg 2~10 ,
타 게이트가 수용할 수 있는 최대 리프팅 중량은 으로 원박스형 차량이250~300kg
나 승용차에 장착하는 것이 바람직하다.
그림 적용하기 위한 의 선정 기준 예그림 적용하기 위한 의 선정 기준 예그림 적용하기 위한 의 선정 기준 예그림 적용하기 위한 의 선정 기준 예1-9. Tail gate lifter1-9. Tail gate lifter1-9. Tail gate lifter1-9. Tail gate lifter
- 16 -
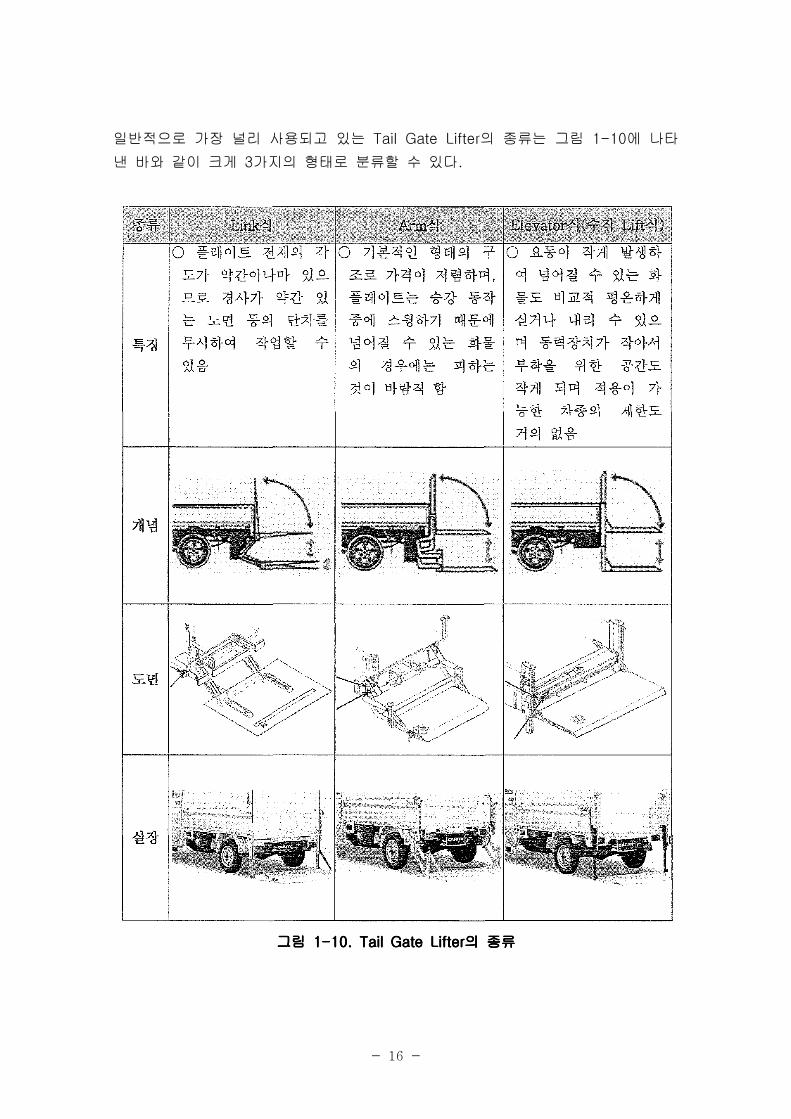
일반적으로 가장 널리 사용되고 있는 의 종류는 그림 에 나타Tail Gate Lifter 1-10
낸 바와 같이 크게 가지의 형태로 분류할 수 있다3 .
그림 의 종류그림 의 종류그림 의 종류그림 의 종류1-10. Tail Gate Lifter1-10. Tail Gate Lifter1-10. Tail Gate Lifter1-10. Tail Gate Lifter

- 17 -
제 절 선진국들의 최근 개발 사례제 절 선진국들의 최근 개발 사례제 절 선진국들의 최근 개발 사례제 절 선진국들의 최근 개발 사례5555
멀티 게이트멀티 게이트멀티 게이트멀티 게이트1.1.1.1.
틸팅 게이트는 화물을 탑재하는 게이트를 넓게 할 수 있으므로 대형 화물의 승강
장치로써 밴형 트럭에 장착하는 경우가 증가하고 있다 최근에는 다양한 도로의 상.
태에 쉽게 적응하며 큰 힘을 발휘할 수 있는 모델 기종이 개발되어 판매 중에 있으
며 특징은 다음과 같다.
차량의 주행성 향상①
차량의 주행성을 향상시키기 위하여 미케니즘을 소형화하고 가장 낮은 지상의 높이
와 착지 각도를 확대하였다.
내구성의 향상②
편의점으로의 배송은 대부분이 시간 체제로 변화하고 있으며 이로 이하여 당연24 ,
히 게이트를 사용하는 횟수 차량 가동률 가 증가하는 경향을 나타내고 있다 따라서( ) .
종래에 비하여 내구성을 향상시키기 위하여 가동 링크나 유압 실린더의 축 부위에
는 을 부족한 수지 부쉬를 채택하고 있는 경우도 있다 이로써 윤활유 등의O-ring .
오일에 의한 침투나 축의 열 눌음 층 형성을 방지하여 사용자 입장에서 유지 관리
회수를 저감할 수 있게 되었다.
저소음화③
게이트 개폐시의 충격 완화나 저소음형 파워 유닛을 채택하여 소음의 발생크기를
약 이하로 저감함으로써 심야나 주택가에서의 작업을 원만하게 수행할 수 있45dB
도록 하였다.
기능과 유형의 공존화④
도시형으로는 알루미늄 소재의 게이트를 교외형으로는 강 소재의 게이트를 주로,
적용하며 기능과 유형을 겸비한 멀티 게이트로 모델링함으로써 사용자들의 호응을
얻고 있으며 특히 알루미늄 소재의 게이트에는 알루마이트 처리와 전착 도장을 복,
합적으로 피막 처리함으로써 표면 손상을 억제하고 용접하지 않은 가공에 의하여
왜곡변형을 극소화하는 한편 알루미늄 판넬 플랫폼 을 더욱 강인하게 하였다, ( ) .
격납 게이트격납 게이트격납 게이트격납 게이트2.2.2.2.
격납 게이트는 하역 작업을 필요로 하지 않는 경우에는 차량의 하대 밑에 접어서
격납하고 하역 작업을 수행할 때에는 단계적으로 꺼내어 펼쳐지고 상승 하강하며,
화물을 적재하는 역할을 하는 것이다.

- 18 -
밴형 트럭의 차체에 게이트를 자유롭게 개폐할 수 있는 특성을 지니므로 최근에 전
세계적으로 그 수요가 급증하고 있는 실정이며 다음과 같은 특징을 나타낸다.
기능과 스타일의 공존화①
리어 범퍼의 겸용이 되는 부분은 종래의 다른 기종보다도 얇게 됨으로써Tail gate
가장 낮은 지상의 높이를 높게 하여 범퍼의 겸용이 되는 커버로 구조물을 커버 내
에 집속 격납함으로써 외관성을 향상시켰다, .
저소음화와 주행성의 향상②
멀티 게스트와 대등하게 소음을 저감하였으며 주행성의 향상도 실현하였다.
장착 시간의 최단축화③
장착 과정에 있어서의 샷시 개조 부분을 최소화함으로써 장착 시간을 단축하여 사
용자의 대기 시간을 최대한 억제하였다.
향후에는 소형차의 일반적인 평형 하대 구조에 장착하는 수직식이나 암식의 저기능
형 가 적용되는 비율은 점차적으로 감소하는 반면에 중대형차인 밴형의Gate lifter
하대 구조에 장착하는 틸팅 멀티 식과 격납식의 고기능형 가 채택되는 비( ) Gate lifer
율이 점차적으로 증가할 것이라고 전망된다.
아울러 시대에 적합한 형태 적재 부하에 따른 진동의 완화 환경의 배려 하역작업, , ,
의 안전성 조작의 용이화 가동률의 향상 등에 대한 사용자 입장에서의 요구성이, ,
더욱 증가할 것으로 사료된다.
또한 운송서비스 관련 사업을 운영하는 기업들의 단순 임시직원이나 여성 등, , Tail
를 잘 모르는 사람이 이를 조작해야 할 기회가 찾아질 수 있으므로 알기gate lifter
쉽고 안심하고 사용할 수 있는 제품이 되도록 개발해야 할 필요도 있다.

- 19 -
제 장 본 론제 장 본 론제 장 본 론제 장 본 론2222
제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과제 절 기술지원 성과1111
기술지원 달성정도기술지원 달성정도기술지원 달성정도기술지원 달성정도1.1.1.1.
본 기술지원사업의 수행에 따른 세부 항목별 달성정도는 다음과 같다.
한편 본 기술지원사업에서 제시한 바 있는 평가항목과 평가기준 및 평가방법 등은,
다음과 같다.

- 20 -
개요 냉동탑차용 고성능의 격납식 리프트 게이트개요 냉동탑차용 고성능의 격납식 리프트 게이트개요 냉동탑차용 고성능의 격납식 리프트 게이트개요 냉동탑차용 고성능의 격납식 리프트 게이트2. ( )2. ( )2. ( )2. ( )
해당 기업에서는 국내의 특장차 관련 산업 분야에 있어서 기존의 단순한 형태로부
터 탈피하여 점차적으로 그 수요가 증가 추세에 있는 리프트 게이트의 새로운 모델
화에 대한 요구를 충족하는 한편 의형과 동작의 편이성을 고려하고 저소음화와 수,
납공간의 축소화를 달성할 수 있는 고성능의 격납식 리프트 게이트를 개발하고자
하였다 그림 에는 이와 같은 모델에 대한 초기의 개념도를 나타내었다. 2-1 .
그림 초기의 격납식 리프트 게이트에 대한 모델링화 개념도그림 초기의 격납식 리프트 게이트에 대한 모델링화 개념도그림 초기의 격납식 리프트 게이트에 대한 모델링화 개념도그림 초기의 격납식 리프트 게이트에 대한 모델링화 개념도2-1.2-1.2-1.2-1.
한편 개발하고자 하는 리프트 게이트 형태에 대한 모델링화를 추진함에 있어서 고,
려한 특성화 내용들에 대한 항목들은 다음과 같다.
경량화를 추구①
기존의 경우에 있어서 플랫폼 혹은 의 소재로 대부분 적용되(Platform Floor plate)
던 스테인레스강 등의 소재를 고강도 알루미나 합금으로 대체화한 설계 방식을 적
용함으로써 중량을 약 이상 경량화1/3
높은 안정성을 추구②

- 21 -
전원 스위치를 끄는 것을 혹 잊는 경우에도 오작동을 방지할 수 있는 신호기가 장
착되고 작업자의 실수에 의한 사고나 돌발적인 사고를 방지할 수 있는 보조 스프린
터를 카버 내에 수납
장착이 가능한 차량의 확대와 장착의 편이성을 도모③
톤 급의 차량에 대응할 수 있고 작업위치 설정용 방식을 옵션형으로2~10 Stopper
채택하여 작업이 용이하며 짧은 공간에 장착할 수 있도록 컴팩트Rear over back
화를 실현
슬림화 형상으로의 설계화④
하대 하부에 격납시 차량 후부의 대형부재를 슬림화하여 노면과의 간섭을 피할 수
있는 구조를 채택하여 주행성을 가능한 한 개선
컴팩트한 저소음형 파워 유닛의 적용⑤
파워 유닛은 스위치 박스를 일체화하여 컴팩트하게 설계하였으며 심야 혹은 주택지
에서의 작업을 고려하여 소음을 저감할 수 있도록 사양을 설정
내구성의 향상⑥
플랫폼의 선단에는 알루마이트로 처리한 고강도 알루미늄 합금을 적용하여 내부식
성과 방청의 효과를 향상
화물의 최대 승하강 중량을 최대 톤 정도까지 처리할 수 있는 구조의 강성화1⑦
최대 승하강 화물 중량 범위를 로 할 수 있는 고강성화 구조로 설계600~1,000kg
슬라이드식의 저부 격납형 구조⑧
트럭의 하대 후부에 놓여지는 플랫폼이 지면과 하대의 사이를 승강하는 장치로써
무거운 화물이나 카트에 수납된 물건을 별도로 옮기는 작업을 생략하거나 효율적으
로 수행이 가능

- 22 -
격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링격납식 리프트 게이트의 모델링3.3.3.3.
그림 에는 개발하고자 하는 격납식 리프트 게이트의 모델링을 정립하기 위하여2-2
구상한 부품들의 구성 및 조립에 대한 안을 스케치 도면으로 나타내었다 플랫폼. ,
카트 스톱퍼 범퍼 리프트 프레임 슬라이드 프레임 리프트 암 컴프레션 암 컨트, , , , , ,
롤 박스 파워 유닛 리프트 실린더 슬라이드 실린더 등의 핵심 요소 부품들로 구, , ,
성되도록 하였다.
그림 격납식 리프트 게이트의 모델링화를 위한 구성 및 조립 안의 스케치그림 격납식 리프트 게이트의 모델링화를 위한 구성 및 조립 안의 스케치그림 격납식 리프트 게이트의 모델링화를 위한 구성 및 조립 안의 스케치그림 격납식 리프트 게이트의 모델링화를 위한 구성 및 조립 안의 스케치2-2.2-2.2-2.2-2.
이와 같은 격납식 리프트 게이트는 유압 파워 유닛과 전자제어 장치 및 실린더의
구동에 의하여 동작이 이뤄지도록 하며 그림 에는 전자제어 장치의 구성을 위2-3
한 스케치 도면을 나타내었다.
그림 유압 파워 유닛과 전자제어 장치의 구성 및 조립 안의 스케치그림 유압 파워 유닛과 전자제어 장치의 구성 및 조립 안의 스케치그림 유압 파워 유닛과 전자제어 장치의 구성 및 조립 안의 스케치그림 유압 파워 유닛과 전자제어 장치의 구성 및 조립 안의 스케치2-3.2-3.2-3.2-3.
- 23 -
제 절 고강성 경량화로의 요구제 절 고강성 경량화로의 요구제 절 고강성 경량화로의 요구제 절 고강성 경량화로의 요구4 ,4 ,4 ,4 ,
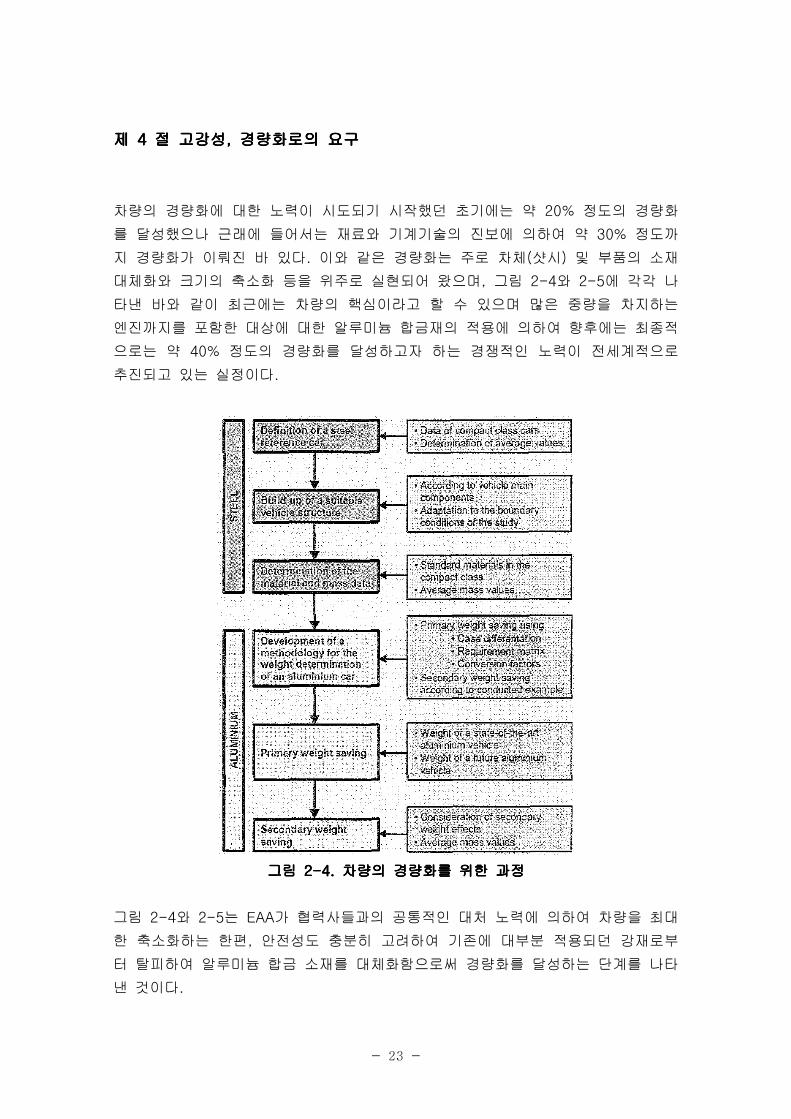
차량의 경량화에 대한 노력이 시도되기 시작했던 초기에는 약 정도의 경량화20%
를 달성했으나 근래에 들어서는 재료와 기계기술의 진보에 의하여 약 정도까30%
지 경량화가 이뤄진 바 있다 이와 같은 경량화는 주로 차체 샷시 및 부품의 소재. ( )
대체화와 크기의 축소화 등을 위주로 실현되어 왔으며 그림 와 에 각각 나, 2-4 2-5
타낸 바와 같이 최근에는 차량의 핵심이라고 할 수 있으며 많은 중량을 차지하는
엔진까지를 포함한 대상에 대한 알루미늄 합금재의 적용에 의하여 향후에는 최종적
으로는 약 정도의 경량화를 달성하고자 하는 경쟁적인 노력이 전세계적으로40%
추진되고 있는 실정이다.
그림 차량의 경량화를 위한 과정그림 차량의 경량화를 위한 과정그림 차량의 경량화를 위한 과정그림 차량의 경량화를 위한 과정2-4.2-4.2-4.2-4.
그림 와 는 가 협력사들과의 공통적인 대처 노력에 의하여 차량을 최대2-4 2-5 EAA
한 축소화하는 한편 안전성도 충분히 고려하여 기존에 대부분 적용되던 강재로부,
터 탈피하여 알루미늄 합금 소재를 대체화함으로써 경량화를 달성하는 단계를 나타
낸 것이다.

- 24 -
그림 차량의 경량화 추세그림 차량의 경량화 추세그림 차량의 경량화 추세그림 차량의 경량화 추세2-5.2-5.2-5.2-5.
이와 같은 차량의 경량화에 대한 목적은 언급할 필요가 거의 없을 정도로 현재는
전문인이 아닌 많은 일반인들까지도 충분히 인식하고 있는 추세이다 화석연료에.
의존하여 주행하는 거의 대부분의 차량은 점차적으로 고갈되어가는 한정된 자원의
양으로 인하여 향후에 있어서는 심각한 사용 상의 제한을 받게 되어 가능한 한 연
비를 향상시켜 사용할 수 밖에 없는 상황에 놓이게 되었다 이와 같은 상황은 물론.
현재 극도로 발전되어가고 있는 물류 중심의 인간사회에 있어서 급증할 수 밖에 없
는 육로운송의 수단에 기인한 것으로도 볼 수 있다.
차량의 증가율을 일단 회피하고 화석연료의 사용률을 저감하고자 하기 위해서는 연
비를 향상시킨다는 것이 무엇보다도 중요하며 이를 위해서는 엔진 효율을 증가시,
키는 등의 다양한 방법론이 있을 수 있겠지만 차량의 경량화가 무엇보다도 중요하
게 다뤄질 수 밖에 없다.
따라서 차체와 그 구성부품들의 감량화를 위한 알루미늄 등 소재로의 대체화 노력
이 주로 진행되는 한편 차량 중량의 약 정도를 차지하는 엔진의 경량화를 위, 1/3
한 엔지니어링 세라믹스로의 소재 대체화 노력도 부분적으로 진행된 바 도 있다.
이와 같은 차원에서 트럭 등에 장착하고자 하는 리프트 게이트에 있어서도 가능한
한 경량화를 추구해야 한다는 것은 당연한 일이라고 할 수 있으며 경량화가 가장,
가능할 것으로 예상되는 플랫폼을 대상으로 한 노력이 이뤄져야 할 것으로 예상된
다.
기존에 사용되어 오던 강재나 스테인레스 강재로부터 소재를 대체하여 경량화를 달
성하기 위해서는 알루미늄 소재의 적응이 바람직 할 것이나 가능한 한 고강성화를
동지에 만족하면서도 경량화를 추구하기 위해서는 적정한 기계적인 특성치를 지니
는 고강도의 알루미늄 합금 소재를 적용하는 것이 요구될 것으로 사료된다.

- 25 -
경량화를 위한 고강도 알루미늄 합금 소재의 선정경량화를 위한 고강도 알루미늄 합금 소재의 선정경량화를 위한 고강도 알루미늄 합금 소재의 선정경량화를 위한 고강도 알루미늄 합금 소재의 선정5.5.5.5.
알루미늄과 알루미늄 합금 소재들은 포장산업으로부터 항공산업에 이르기까지 폭넓
게 효율적으로 사용되고 있는 실정이다 또한 양호한 기계적인 특성치와 경량성 등. ,
의 특성을 지녀 알루미늄 합금 소재들은 특히 기존의 구조용 소재에 대한 대체화,
가 널리 추진되고 있기도 하다 알루미늄 합금은 항공기의 구조용 소재로 적용되어.
전체 중량 약 이르는 부분을 차지하고 있다 복합재의 경우는 매우 우수한 소80% .
재로 적용될 수 있으나 초기의 생산 투자 비용이 높게 소요되는 한편 생산제조 과,
정에 있어서 노동력이 많이 투입되어야 하고 유지관리비가 많이 요구된다는 단점을
지니고 있다.
항공긍기의 구조물에 적용되는 알루미늄 합금 소재로는 과 계열 등을 대2000 7000
표적으로 들 수 있다 알루미늄 합금 는 매우 높은 내손상성을 지니는 한편. 2024 ,
피로에 의한 크랙전파에 대한 내구성이 양호하여 항공기의 구조용 소재로 중요하게
적용되고 있으나 항복 강도와 파괴 인성이 상대적으로 다소 낮은 관계로 인하며 응
력을 높게 부여받을 수 있는 부위에 대한 적용은 곤란하다.
참고로 그림 에는 반복 하중에 의한 피로 파괴 시험에 사용된 알루미늄 합금의2-6
시험편에 있어서 크랙이 발생된 현상을 비교하여 나타내었다.
그림 크랙의 발생이 시작된 표면과 전파된 크랙의 상태 비교그림 크랙의 발생이 시작된 표면과 전파된 크랙의 상태 비교그림 크랙의 발생이 시작된 표면과 전파된 크랙의 상태 비교그림 크랙의 발생이 시작된 표면과 전파된 크랙의 상태 비교2-6.2-6.2-6.2-6.
알루미늄 합금 와 은 강도가 적정하여 많이 상용화가 되고 있으나 역시7075 7050
파괴 인성이 부족하고 환경에 민감하게 반응하여 파괴가 야기될 수 있다는 단점을
지닌다 이에 반하여 알루미늄 합금 는 를 기본으로 하여. 7475(Al-Zn-Mg-Cu) 7075
조직이 조밀한 특정을 지니도록 보완한 것으로써 상대적으로 높은 강도와 파괴 인
성을 지니는 한편 피로에 의한 크랙전파에 대한 내구성이 우수하며 고강도와 내부,
식성 등을 요구하는 부품의 소재로써 더욱 적정하게 사용될 수 있다.
일반적으로 차량용 판넬이나 이를 구성하는 부품들의 경량화를 위하여 소재 대체화
되고 있는 알루미늄 합금 종류들에 대한 성분 규격을 비교하여 표 에 나타내었2-1
다.
- 26 -
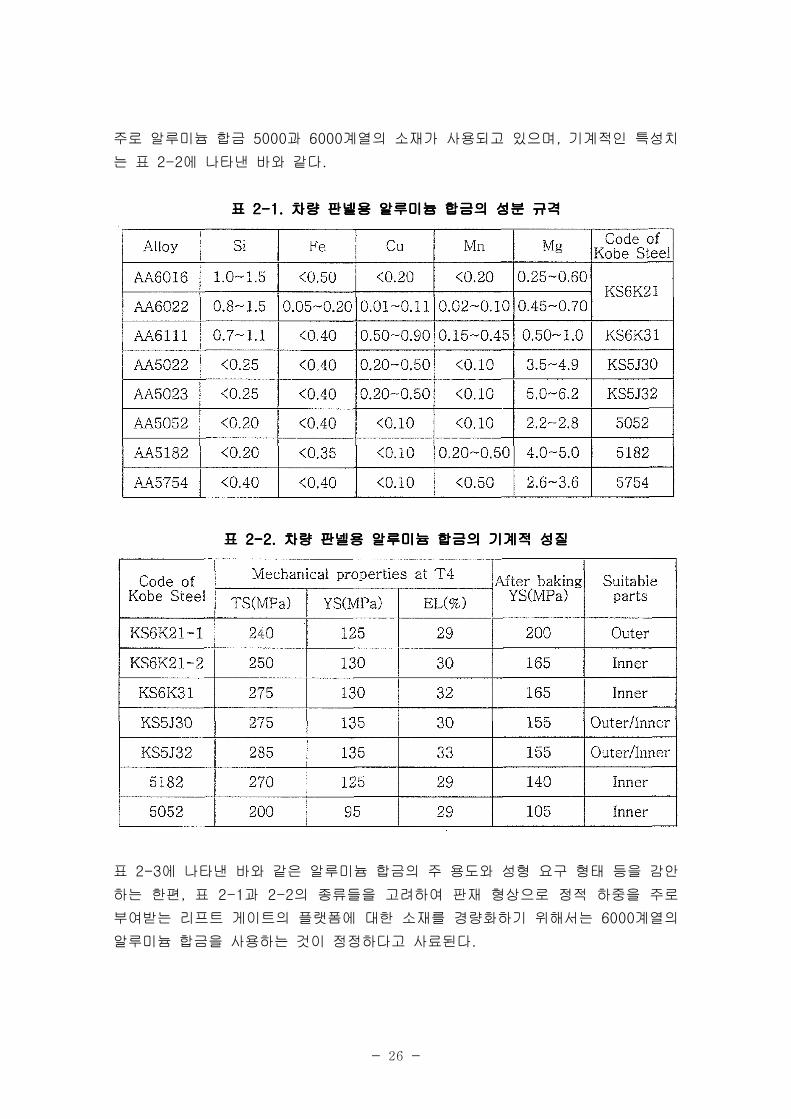
주로 알루미늄 합금 과 계열의 소재가 사용되고 있으며 기계적인 특성치5000 6000 ,
는 표 에 나타낸 바와 같다2-2 .
표 차량 판넬용 알루미늄 합금의 성분 규격표 차량 판넬용 알루미늄 합금의 성분 규격표 차량 판넬용 알루미늄 합금의 성분 규격표 차량 판넬용 알루미늄 합금의 성분 규격2-1.2-1.2-1.2-1.
표 차량 판넬용 알루미늄 합금의 기계적 성질표 차량 판넬용 알루미늄 합금의 기계적 성질표 차량 판넬용 알루미늄 합금의 기계적 성질표 차량 판넬용 알루미늄 합금의 기계적 성질2-2.2-2.2-2.2-2.
표 에 나타낸 바와 같은 알루미늄 합금의 주 용도와 성형 요구 형태 등을 감안2-3
하는 한편 표 과 의 종류들을 고려하여 판재 형상으로 정적 하중을 주로, 2-1 2-2
부여받는 리프트 게이트의 플랫폼에 대한 소재를 경량화하기 위해서는 계열의6000
알루미늄 합금을 사용하는 것이 정정하다고 사료된다.

- 27 -
표 알루미늄 합금별 용도표 알루미늄 합금별 용도표 알루미늄 합금별 용도표 알루미늄 합금별 용도2-3.2-3.2-3.2-3.
참고로 표 와 에는 더욱 세분화하여 자세하게 비교한 기계적인 물성치와 특2-4 2-5
성 및 용도들을 나타내었다.
표 대표적인 알루미늄 합금들의 기계적 물성치표 대표적인 알루미늄 합금들의 기계적 물성치표 대표적인 알루미늄 합금들의 기계적 물성치표 대표적인 알루미늄 합금들의 기계적 물성치2-4.2-4.2-4.2-4.

- 28 -
표 대표적인 알루미늄 합금들의 특성과 용도표 대표적인 알루미늄 합금들의 특성과 용도표 대표적인 알루미늄 합금들의 특성과 용도표 대표적인 알루미늄 합금들의 특성과 용도2-5.2-5.2-5.2-5.

- 29 -
격납식 리프트 게이트의 설계를 위한 계산격납식 리프트 게이트의 설계를 위한 계산격납식 리프트 게이트의 설계를 위한 계산격납식 리프트 게이트의 설계를 위한 계산6.6.6.6.
가 개요가 개요가 개요가 개요....
화물의 하역작업을 수행하지 않을 경우나 차량의 주행 시에는 샷시 프레임 하대 의( )
하부에 격납시켜 그 자체만으로도 차량 돌입 방지 장치라는 기능을 동시에 수행할
수 있도록 하였다.
이와 같은 특성을 지니도록 모델링하고자 하는 격납식 리프트 게이트의 구조는 그
림 에 나타낸 바와 같이 크게 부 과 승강용 부2-7 Slide rail Slide mechanism① ②
및 승강용 부 로 구성된다Platform .③
따라서 차량의 주행 시에는 플랫폼이 접혀진 후에 슬라이드 기구에 의하여 전방으
로 이동되어져 플랫폼이 샷시 프레임 하대 부 의 하부에 격납되는 구조를 지니게( ) ④
된다 차량의 돌입 방지 기능을 수행하게 되는 장치부 는 플랫폼의 일부라고 할. ⑤
수도 있으며 하역 작업 시에는 승강 기능을 수행하는 구조의 일부가 된다.
차량 주행 시에 있어서 돌입 방지 장치에 대한 차량 뒤 부분으로 부터의 하중작용
은 승강용 부 에 집중적으로 부여받도록 됨으로써 결국에는 슬라이드 기구Arm ,⑥
를 탑재한 슬라이드 레일로부터 부 과 샷시 프레임 하대 부에 전달되어지Bracket ( )⑦
므로 돌입 방지 장치가 이동되지 않는 구조를 지니도록 모델링을 수행할 필요가 있
다.
그림 격납식 리프트 게이트의 동작에 대한 모델링그림 격납식 리프트 게이트의 동작에 대한 모델링그림 격납식 리프트 게이트의 동작에 대한 모델링그림 격납식 리프트 게이트의 동작에 대한 모델링2-7.2-7.2-7.2-7.

- 30 -
참고로 그림 에는 트럭의 하대에 장착이 격납식 리프트 게이트의 구조에 대한2-8
각법의 도면을 나타내었다3 .
그림 트럭의 하대에 장착될 경우에 대한 격납식 리프트 게이트의 예상 배치도그림 트럭의 하대에 장착될 경우에 대한 격납식 리프트 게이트의 예상 배치도그림 트럭의 하대에 장착될 경우에 대한 격납식 리프트 게이트의 예상 배치도그림 트럭의 하대에 장착될 경우에 대한 격납식 리프트 게이트의 예상 배치도2-8.2-8.2-8.2-8.

- 31 -
변위 량과 강도의 해석을 위한 계산변위 량과 강도의 해석을 위한 계산변위 량과 강도의 해석을 위한 계산변위 량과 강도의 해석을 위한 계산2.2.2.2.
그림 에는 모델링한 설계 도면의 변위 량을 계산하기 위하여 하중이 집중적으2-9
로 부가될 것으로 예측되는 (A1)~(A4 의 위치와 각 지점들 간의 거리) (L1)~(L9 을)
나타내었다.
그림 하중의 부가 위치와 각 지점들 간의 위치그림 하중의 부가 위치와 각 지점들 간의 위치그림 하중의 부가 위치와 각 지점들 간의 위치그림 하중의 부가 위치와 각 지점들 간의 위치2-9.2-9.2-9.2-9.

- 32 -
여기서 (L1)~(L9 의 실제 치수는 다음과 같다) .
L1 = 1,000mm L6 = 174.5mm
L2 = 281.5mm L7 = 1,175mm
L3 =: 820mm L8 = 156.5mm
L4 = 107mm L9= 1,036mm
L5 = : 1,349mm = 7.2°�
Bumper(A1), Arm(A2), Angle pipe(A3 와) Rail bracket(A4 의 재질과 기계적 특성치)
는 다음과 같다.
Bumper(A• 1) 재질 명 종탄성계수- SS400, E1=205,940 N/mm²
Arm(A• 2) 재질 명 종탄성계수- SS400, E2=205,940 N/mm²
Angle pipe(A• 3) 재질 명 종탄성계수- SS400, E3=205,940 N/mm²
Rail bracket(A• 4) 재질 명 종탄성계수- SS400, E4=205,940 N/mm²
Bumper(A1 의 두 지점에 부가되는) P1, P2의 부하 량은 다음과 같이 산정할 수 있
다 이 때 차량의 총 중량 은. (GVW) 8,000kgf 이라고 설정한다(78,400N) .
• P1 지점에 부가되는 부하 량, P1 = 1/8×GVW = 1,000kgf (9,800N)
• P2 지점에 부가되는 부하 량, P2 = 1/2×GVW = 4,000kgf (39,200N)
• P2 지점의 경우에는 의 각도 가 이뤄져 있으므로7.2° ( )�
P`2 = P2/cos = 39,200/cos 7.2°�
= 39,514 N
(A1 부의 단면 형상은 그림 에 나타낸 바와 같으며 각 부위에 대한 변위)~(A4) 2-10
량을 산정하기 위한 단면 특성은 다음과 같이 모멘트 측면에서 나타낼 수 있다.
Bumper(A• 1 부의 단면 차 모멘트) 2 I1 = 13,046,549 mm⁴
Arm(A• 2 부의 단면적) A2 = 936 mm²
Angle pipe(A• 3 부의 단면 차 모멘트) 2 I3 = 2,492,851 mm⁴
Rail bracket(A• 4 부의 단면 차 모멘트) 2 I4 = 1,779,278 mm⁴

- 33 -
그림그림그림그림 2-10. (A2-10. (A2-10. (A2-10. (A1111)~(A)~(A)~(A)~(A4444 부의 단면 형상부의 단면 형상부의 단면 형상부의 단면 형상))))
하중이 부가되는 Bumper(A1 부의) P1, P2 지점에 대한 각각의 변위 량 δ1, δ2은
식 과 와 같이 산정할 수 있다2-1 2-2 .
아울러 Arm(A2 과) Angle pipe(A3 및) Rail bracket(A4 부에 대한 각각의 변위량) δ
3, δ4, δ5 는 식 과 와 같이 산정할 수 있다2-3 2-4, 2-5 .

- 34 -
따라서 트럭을 기준으로 한 차량의 하대 차랑 돌입방지 장치 포함 에 리프트 게이( )
트가 설치될 경우의 변위 향에 대한 계산 결과는 식 를2-1, 2-2, 2-3, 2-4, 2-5
이용하여 총합적인 변위 량으로써 식 과 같이 산정할 수 있다2-6 .
Rail bracket(A4 부는 용접 방식에 의하여 접합이 되므로 전단 응력을 받는 경우에)
있어서 용접 부위에 대한 강도를 계산할 필요가 있다 그림 에 나타낸 바와. 2-11
같이 하중 P2가 용접된 Rail bracket(A4 부에 작용하게 되며 다음과 같이 용접 강)
도를 산정할 수 있다.
그림 용접 방식에 의하여 접합되는그림 용접 방식에 의하여 접합되는그림 용접 방식에 의하여 접합되는그림 용접 방식에 의하여 접합되는2-11. Rail bracket(A2-11. Rail bracket(A2-11. Rail bracket(A2-11. Rail bracket(A4444 부부부부))))
여기에서 용접 강도를 산정하기 위한 계산식에 사용되는 각 인자 값들은 다음과 같
다.
차량의 총중량 (GVW) : 8,000kg• f (78,400N)
하중의 부하 량 :• P2= 39,200N
하중이 작용되는 지점까지의 거리 :• L11= 220mm
Rail bracket(A• 4 가 부착되는 피치) : L12= 1023mm
용접 길이 :• L13= 40mm
용접 두께 : h = 3.5mm•
사용되는 소재 항복점: SS400 ( : 245.0N/mm²)•

- 35 -
부가되는 하중 P2을 전 후 개의, 2 Rail bracket(A4 각 지점에서 용접에 의하여) 2
지지되고 있는 형태로 제작되므로 용접 부위에서의 작용력 F는 식 과 같이 산2-7
정할 수 있다.
한편 전단응력 과 수직응력 은 부가하중, � � P2와 작용력 F을 각각 대입하여 식
과 와 같이 산정할 수 있다2-8 2-9 .
합성응력 �max은 전단응력 과 수직응력 값을 대입하여 식 과 같이 산정2-10� �
할 수 있다.
안전율 S은 사용되는 소재의 항복강도 값과 산정된 합성응력 값을 적용하여 식
과 같이 상정할 수 있다2-11 .
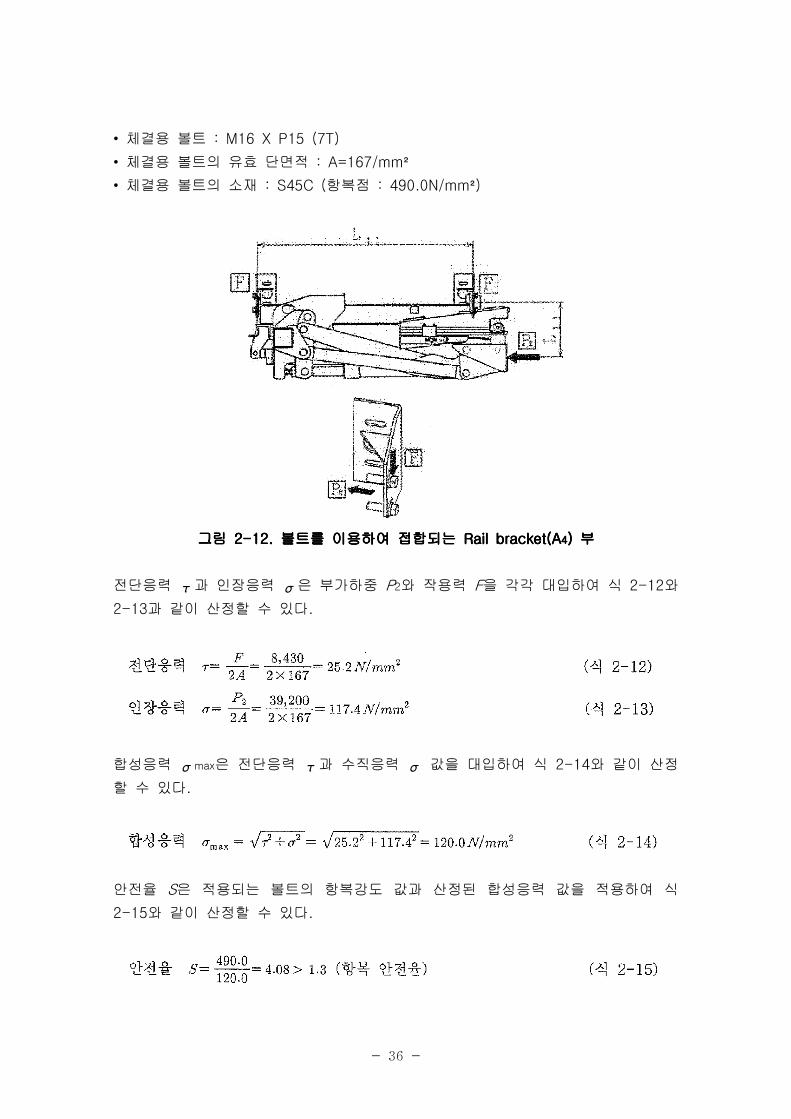
Rail bracket(A4 부는 용접 방식에 의하여 접합이 되는 한편 볼트에 의한 체결 방) ,
식으로도 부착이 되어야 하므로 볼트에 대한 강도도 계산할 필요가 있다 그림.
에 나타낸 바와 같이 부가되는 하중2-12 P2을 전 후 개의, 2 Rail bracket(A4 각) 2
지점에서 용접에 의하여 지지되고 있는 한편 볼트에 의하여 체결되는 형태로 제작,
되며 이 때의 작용력 F는 식 에서 산정한 바와 같이 이다2-7 8,430N .
여기에서 볼트에 대한 강도를 산정하기 위한 계산식에 사용되는 각 인자 값들은 다
음과 같다.
차량의 총중량 (GVW) : 8,000kg• f (78,400N)
하중의 부하 량 :• P2= 39,200N
하중이 작용되는 지점까지의 거리 :• L11= 220mm
Rail bracket(A• 4 가 부착되는 피치) : L12= 1023mm
- 36 -
체결용 볼트 : M16 X P15 (7T)•
체결용 볼트의 유효 단면적 : A=167/mm²•
체결용 볼트의 소재 항복점: S45C ( : 490.0N/mm²)•
그림 볼트를 이용하여 접합되는그림 볼트를 이용하여 접합되는그림 볼트를 이용하여 접합되는그림 볼트를 이용하여 접합되는2-12. Rail bracket(A2-12. Rail bracket(A2-12. Rail bracket(A2-12. Rail bracket(A4444 부부부부))))
전단응력 과 인장응력 은 부가하중� � P2와 작용력 F을 각각 대입하여 식 와2-12
과 같이 산정할 수 있다2-13 .
합성응력 �max은 전단응력 과 수직응력 값을 대입하여 식 와 같이 산정2-14� �
할 수 있다.
안전율 S은 적용되는 볼트의 항복강도 값과 산정된 합성응력 값을 적용하여 식
와 같이 산정할 수 있다2-15 .
- 37 -
고강도 알루미늄 합금을 이용한 플랫폼과 성형 공정고강도 알루미늄 합금을 이용한 플랫폼과 성형 공정고강도 알루미늄 합금을 이용한 플랫폼과 성형 공정고강도 알루미늄 합금을 이용한 플랫폼과 성형 공정7.7.7.7.
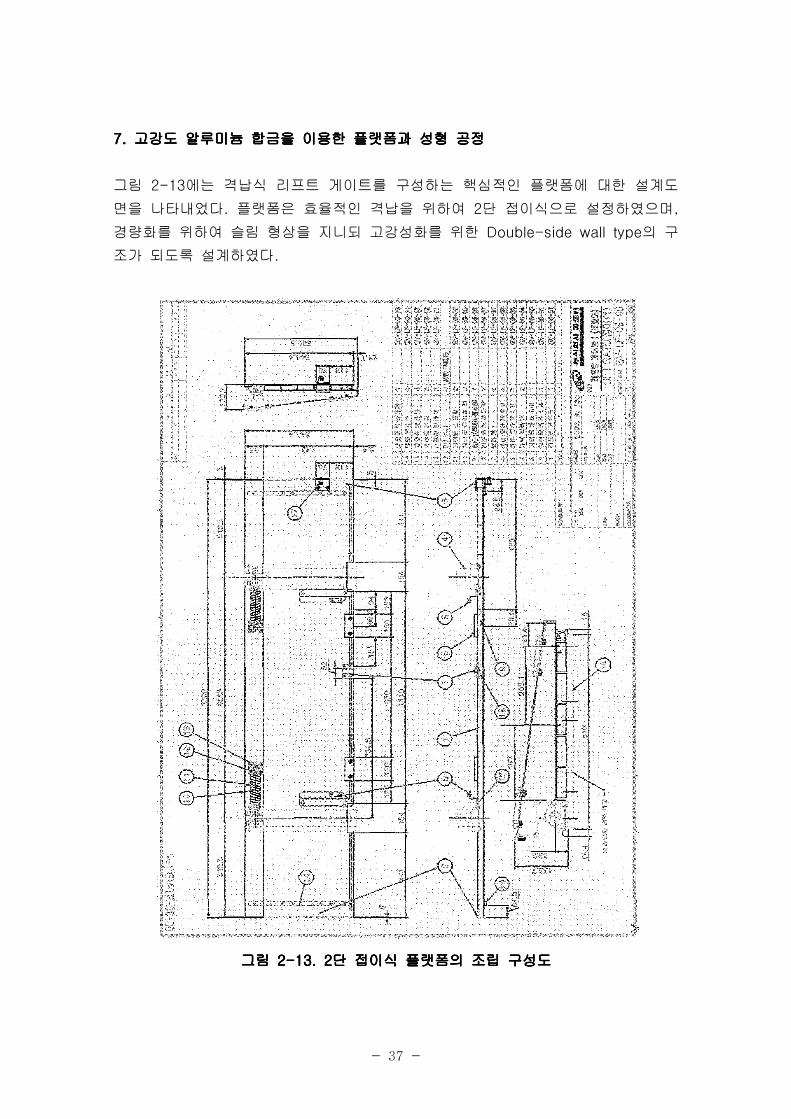
그림 에는 격납식 리프트 게이트를 구성하는 핵심적인 플랫폼에 대한 설계도2-13
면을 나타내었다 플랫폼은 효율적인 격납을 위하여 단 접이식으로 설정하였으며. 2 ,
경량화를 위하여 슬림 형상을 지니되 고강성화를 위한 의 구Double-side wall type
조가 되도록 설계하였다.
그림 단 접이식 플랫폼의 조립 구성도그림 단 접이식 플랫폼의 조립 구성도그림 단 접이식 플랫폼의 조립 구성도그림 단 접이식 플랫폼의 조립 구성도2-13. 22-13. 22-13. 22-13. 2
- 38 -
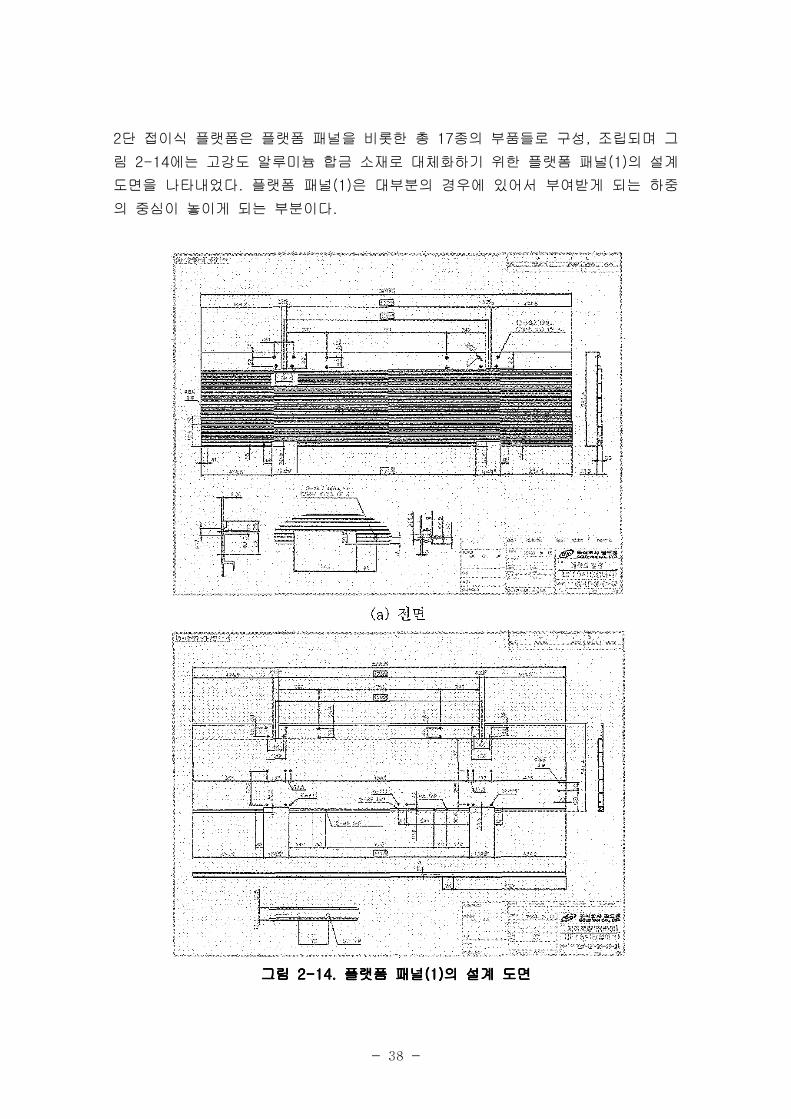
단 접이식 플랫폼은 플랫폼 패널을 비롯한 총 종의 부품들로 구성 조립되며 그2 17 ,
림 에는 고강도 알루미늄 합금 소재로 대체화하기 위한 플랫폼 패널 의 설계2-14 (1)
도면을 나타내었다 플랫폼 패널 은 대부분의 경우에 있어서 부여받게 되는 하중. (1)
의 중심이 놓이게 되는 부분이다.
그림 플랫폼 패널 의 설계 도면그림 플랫폼 패널 의 설계 도면그림 플랫폼 패널 의 설계 도면그림 플랫폼 패널 의 설계 도면2-14. (1)2-14. (1)2-14. (1)2-14. (1)

- 39 -
그림 에는 그림 에 나타낸 바와 같은 단 접이식 플랫폼 패널 에 대한2-15 2-14 2 (1)
차원적인 설계 도면을 나타내었다 플랫폼의 상면에는 패널의 길이 방향으로 요철3 .
패턴을 형성하여 작업시의 미끄럼 현상의 발생에 대처할 수 있도록 하였다.
그림 플랫폼 패널 의 차원적인 상 하 도면그림 플랫폼 패널 의 차원적인 상 하 도면그림 플랫폼 패널 의 차원적인 상 하 도면그림 플랫폼 패널 의 차원적인 상 하 도면2-15. (1) 3 ,2-15. (1) 3 ,2-15. (1) 3 ,2-15. (1) 3 ,
- 40 -
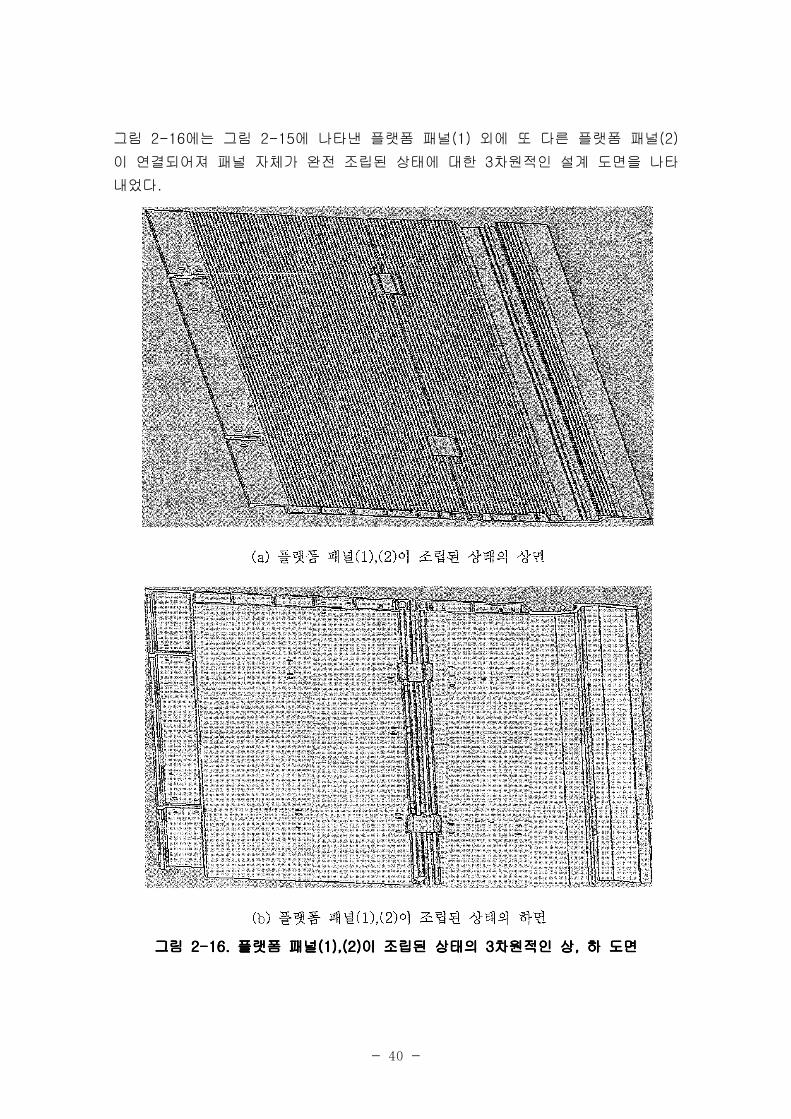
그림 에는 그림 에 나타낸 플랫폼 패널 외에 또 다른 플랫폼 패널2-16 2-15 (1) (2)
이 연결되어져 패널 자체가 완전 조립된 상태에 대한 차원적인 설계 도면을 나타3
내었다.
그림 플랫폼 패널 이 조립된 상태의 차원적인 상 하 도면그림 플랫폼 패널 이 조립된 상태의 차원적인 상 하 도면그림 플랫폼 패널 이 조립된 상태의 차원적인 상 하 도면그림 플랫폼 패널 이 조립된 상태의 차원적인 상 하 도면2-16. (1),(2) 3 ,2-16. (1),(2) 3 ,2-16. (1),(2) 3 ,2-16. (1),(2) 3 ,
- 41 -
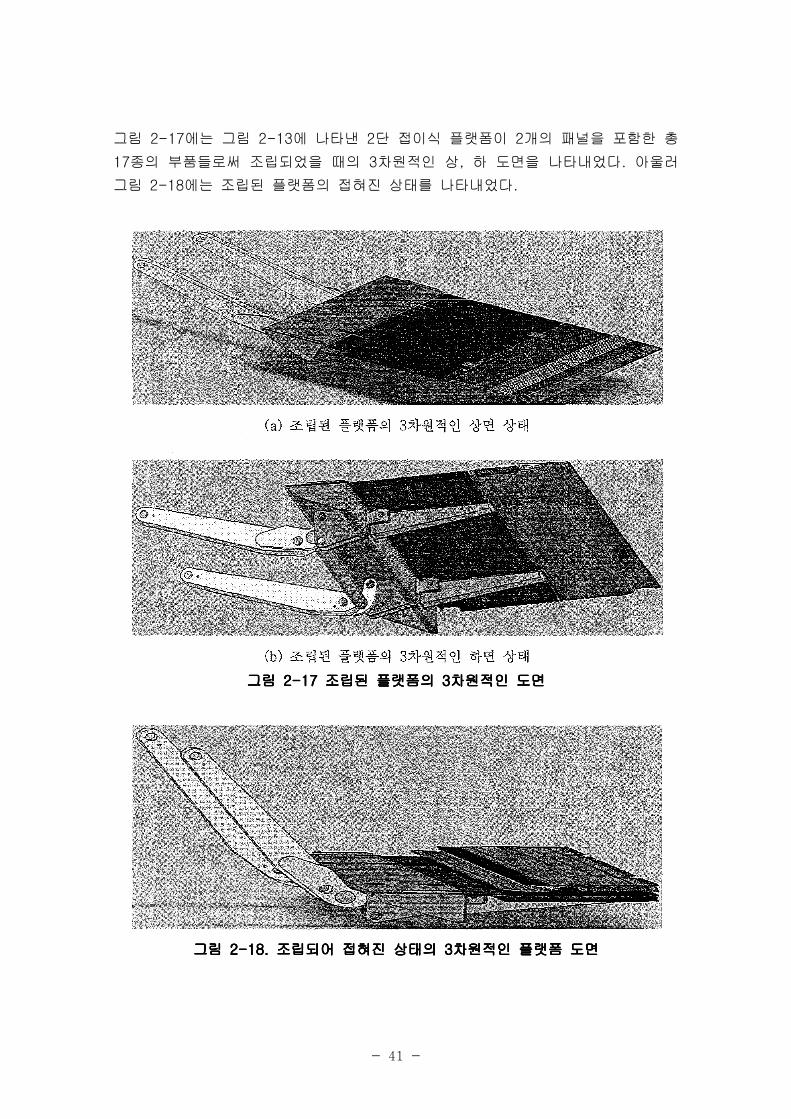
그림 에는 그림 에 나타낸 단 접이식 플랫폼이 개의 패널을 포함한 총2-17 2-13 2 2
종의 부품들로써 조립되었을 때의 차원적인 상 하 도면을 나타내었다 아울러17 3 , .
그림 에는 조립된 플랫폼의 접혀진 상태를 나타내었다2-18 .
그림 조립된 플랫폼의 차원적인 도면그림 조립된 플랫폼의 차원적인 도면그림 조립된 플랫폼의 차원적인 도면그림 조립된 플랫폼의 차원적인 도면2-17 32-17 32-17 32-17 3
그림 조립되어 접혀진 상태의 차원적인 플랫폼 도면그림 조립되어 접혀진 상태의 차원적인 플랫폼 도면그림 조립되어 접혀진 상태의 차원적인 플랫폼 도면그림 조립되어 접혀진 상태의 차원적인 플랫폼 도면2-18. 32-18. 32-18. 32-18. 3

- 42 -
그림 에는 그림 에 나타낸 단 접이식 플랫폼이 총 종의 부품들로써2-19 2-13 2 17
조립되었을 때의 측면도를 나타내었다.
그림 단 접이식 플랫폼의 조립 측면도그림 단 접이식 플랫폼의 조립 측면도그림 단 접이식 플랫폼의 조립 측면도그림 단 접이식 플랫폼의 조립 측면도2-19. 22-19. 22-19. 22-19. 2
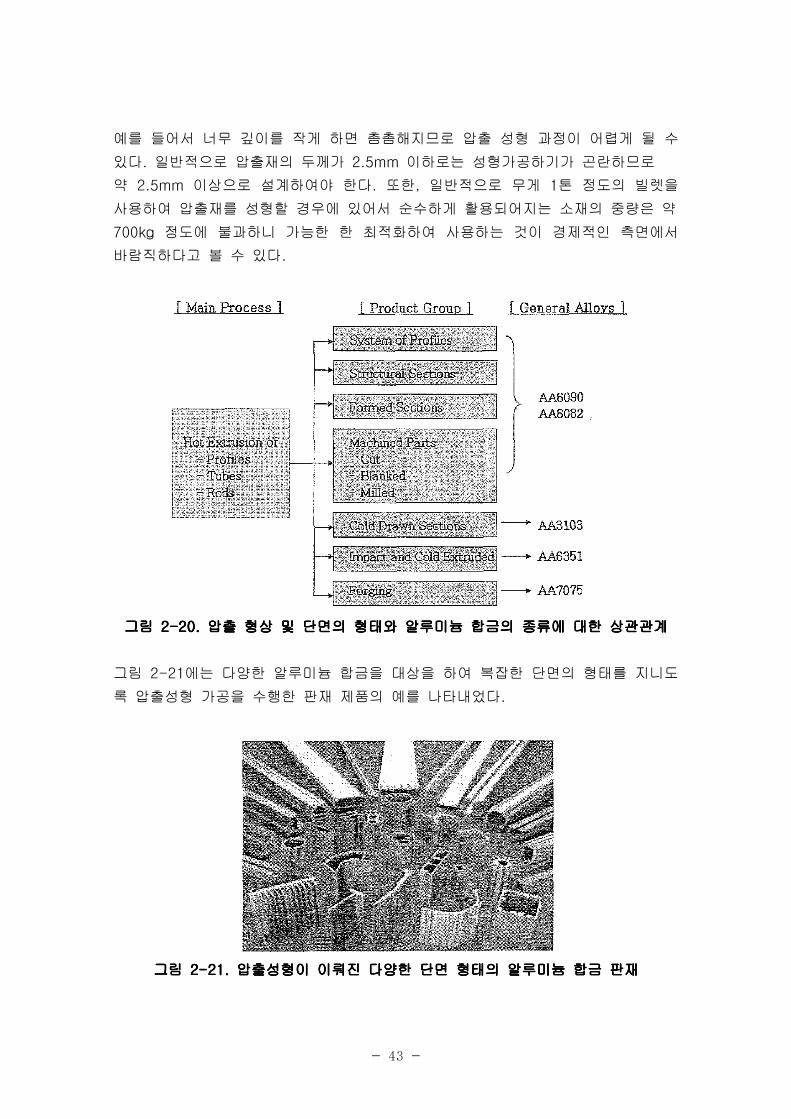
그림 에 나타낸 플랫폼의 패널은 고강도의 알루미늄 합금 소재를 적용하여 압2-14
출 공정으로 제작을 하게 된다 그림 에는 압출을 요구하는 형상 및 단면의. 2-20
형태와 알루미늄 합금의 종류에 대한 상관관계를 예로 들었다 계열의 알루미. 6000
늄 합금 소재의 경우는 와 단면 형상을 지닌 패널 형태를 성Double-side wall type
형할 때에 열간 압출 공정을 적용하는 것이 바람직하다는 것을 확인할 수 있다.
일반적으로 알루미늄 합금을 적용하는 차체에 사용되는 압출재 부품의 형상은 매우
다양하게 제작이 가능하다 판재 형태를 지니는 알루미늄 합금의 압출재 부품을 대.
형화한다는 것은 절단이나 접합 조립 등에 필연적으로 소요되는 공정을 축소할 수,
있다는 큰 장점을 지니므로 가능한 한 대형화하는 것이 바람직하다.
그러나 한편으로는 압출재는 금형을 통해서 생산되므로 압출재의 크기는 금형 및
압출에 소요되는 프레스의 용량에 따라 한계가 주어진다는 문제점이 따른다 또한. ,
압출재의 형상은 알루미늄 합금의 압출재 생산업체에서 산출된 규정을 따라 설계,
제작되어지고 있다.
현재 국내의 동양강철에서 보유하고 있는 압출 프레스의 용량이 톤이며 이와8000 ,
같은 압출 시스템을 이용하여 생산할 수 있는 압출재의 폭은 깊이는600mm,
이하로 하는 것이 적합하다고 알려져 있다 여기서 폭과 깊이의 치수는 반85mm .
드시 정해진 것은 아니며 어떻게 설계하느냐에 따라 달라질 수 있다 어떠한 프로.
파일이든지 금형에 따라 가능하지만 최적의 설계를 수행하는 것이 중요하다고 할
수 있다.
- 43 -
예를 들어서 너무 깊이를 작게 하면 촘촘해지므로 압출 성형 과정이 어렵게 될 수
있다 일반적으로 압출재의 두께가 이하로는 성형가공하기가 곤란하므로. 2.5mm
약 이상으로 설계하여야 한다 또한 일반적으로 무게 톤 정도의 빌렛을2.5mm . , 1
사용하여 압출재를 성형할 경우에 있어서 순수하게 활용되어지는 소재의 중량은 약
정도에 불과하니 가능한 한 최적화하여 사용하는 것이 경제적인 측면에서700kg
바람직하다고 볼 수 있다.
그림 압출 형상 및 단면의 형태와 알루미늄 합금의 종류에 대한 상관관계그림 압출 형상 및 단면의 형태와 알루미늄 합금의 종류에 대한 상관관계그림 압출 형상 및 단면의 형태와 알루미늄 합금의 종류에 대한 상관관계그림 압출 형상 및 단면의 형태와 알루미늄 합금의 종류에 대한 상관관계2-20.2-20.2-20.2-20.
그림 에는 다양한 알루미늄 합금을 대상을 하여 복잡한 단면의 형태를 지니도2-21
록 압출성형 가공을 수행한 판재 제품의 예를 나타내었다.
그림 압출성형이 이뤄진 다양한 단면 형태의 알루미늄 합금 판재그림 압출성형이 이뤄진 다양한 단면 형태의 알루미늄 합금 판재그림 압출성형이 이뤄진 다양한 단면 형태의 알루미늄 합금 판재그림 압출성형이 이뤄진 다양한 단면 형태의 알루미늄 합금 판재2-21.2-21.2-21.2-21.
- 44 -
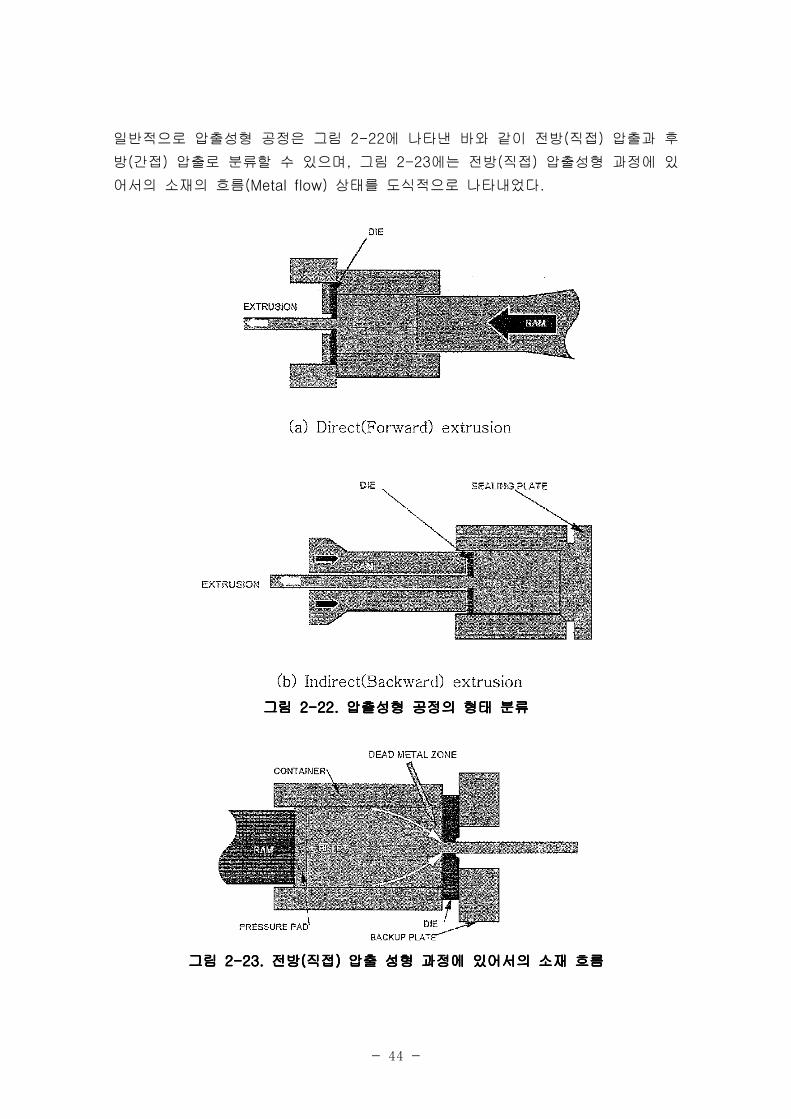
일반적으로 압출성형 공정은 그림 에 나타낸 바와 같이 전방 직접 압출과 후2-22 ( )
방 간접 압출로 분류할 수 있으며 그림 에는 전방 직접 압출성형 과정에 있( ) , 2-23 ( )
어서의 소재의 흐름 상태를 도식적으로 나타내었다(Metal flow) .
그림 압출성형 공정의 형태 분류그림 압출성형 공정의 형태 분류그림 압출성형 공정의 형태 분류그림 압출성형 공정의 형태 분류2-22.2-22.2-22.2-22.
그림 전방 직접 압출 성형 과정에 있어서의 소재 흐름그림 전방 직접 압출 성형 과정에 있어서의 소재 흐름그림 전방 직접 압출 성형 과정에 있어서의 소재 흐름그림 전방 직접 압출 성형 과정에 있어서의 소재 흐름2-23. ( )2-23. ( )2-23. ( )2-23. ( )

- 45 -
그림 에는 전방 직접 압출 성형을 위한 프레스 금형의 구성 부품과 조립 상태2-24 ( )
를 도식적으로 나타내었다.
그림 전방 직접 압출 성형을 위한 금형의 조립 구성그림 전방 직접 압출 성형을 위한 금형의 조립 구성그림 전방 직접 압출 성형을 위한 금형의 조립 구성그림 전방 직접 압출 성형을 위한 금형의 조립 구성2-24. ( )2-24. ( )2-24. ( )2-24. ( )
그림 에는 압출 성형 과정에 있어서 저속과 고속 방식을 각각 적용하는 경우2-25
에 대한 금형의 입 출부 형상과 성형 각도 등을 도식적으로 나타내었다, .
그림 압출 성형용 금형의 형상과 각도의 예그림 압출 성형용 금형의 형상과 각도의 예그림 압출 성형용 금형의 형상과 각도의 예그림 압출 성형용 금형의 형상과 각도의 예2-25.2-25.2-25.2-25.
그림 알루미늄 합금 판재의 압출 성형용 금형의 제작 예그림 알루미늄 합금 판재의 압출 성형용 금형의 제작 예그림 알루미늄 합금 판재의 압출 성형용 금형의 제작 예그림 알루미늄 합금 판재의 압출 성형용 금형의 제작 예2-26.2-26.2-26.2-26.

- 46 -
그림 에는 압출 성형 공정에 의하여 제작된 플랫폼 의 사진을 나타내었다2-27 (1) .
그림 시제작한 플랫폼 이 조립 구성된 사진그림 시제작한 플랫폼 이 조립 구성된 사진그림 시제작한 플랫폼 이 조립 구성된 사진그림 시제작한 플랫폼 이 조립 구성된 사진2-27. (1)2-27. (1)2-27. (1)2-27. (1)
그림 에는 단 접이식 격납식 리프트 게이트의 플랫폼을 시제작하여 조립구성2-28 2
한 사진을 나타내었다.
그림 시제작한 단 접이식 플랫폼이 조립 구성된 사진그림 시제작한 단 접이식 플랫폼이 조립 구성된 사진그림 시제작한 단 접이식 플랫폼이 조립 구성된 사진그림 시제작한 단 접이식 플랫폼이 조립 구성된 사진2-28. 22-28. 22-28. 22-28. 2
- 47 -
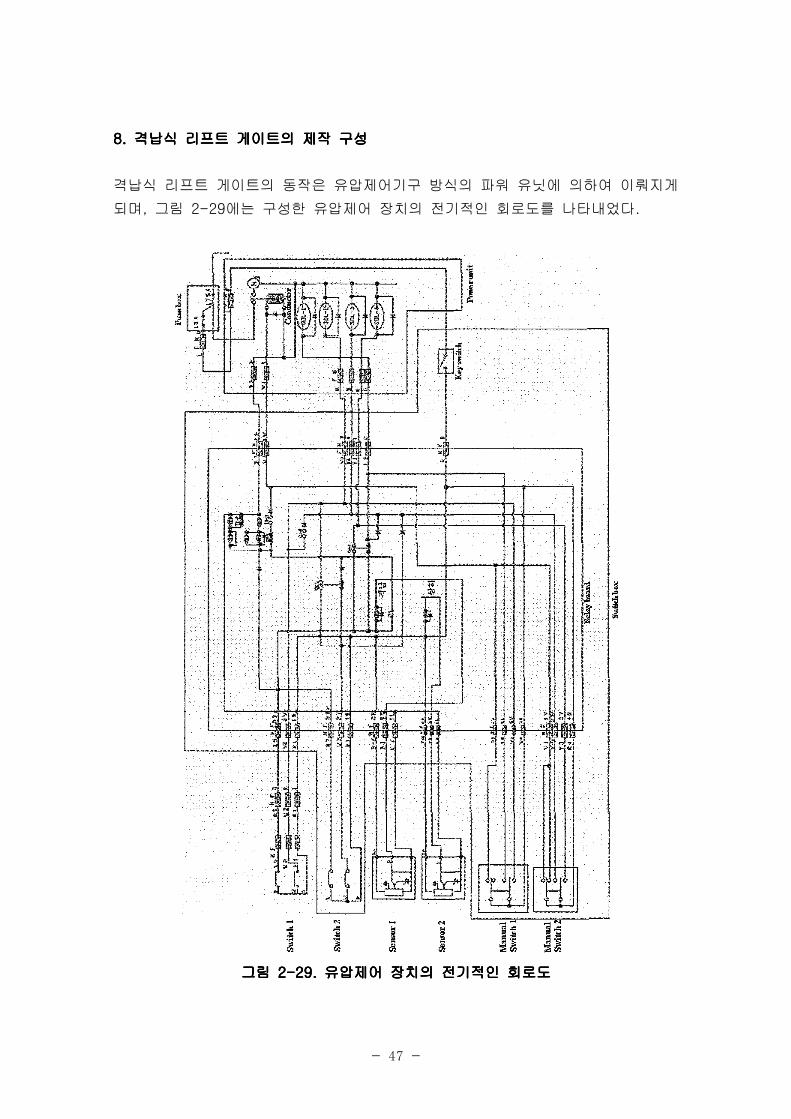
격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성격납식 리프트 게이트의 제작 구성8.8.8.8.
격납식 리프트 게이트의 동작은 유압제어기구 방식의 파워 유닛에 의하여 이뤄지게
되며 그림 에는 구성한 유압제어 장치의 전기적인 회로도를 나타내었다, 2-29 .
그림 유압제어 장치의 전기적인 회로도그림 유압제어 장치의 전기적인 회로도그림 유압제어 장치의 전기적인 회로도그림 유압제어 장치의 전기적인 회로도2-29.2-29.2-29.2-29.

- 48 -
그림 에는 격납식 리프트 게이트의 동작용 유압제어기구 방식의 파워2-30, 2-31
유닛에 대한 구성 개략도와 사진을 각각 나타내었다.
그림 유압제어기구 방식의 파워 유닛에 대한 개략도그림 유압제어기구 방식의 파워 유닛에 대한 개략도그림 유압제어기구 방식의 파워 유닛에 대한 개략도그림 유압제어기구 방식의 파워 유닛에 대한 개략도2-30.2-30.2-30.2-30.
유압제어기구 방식의 파워 유닛에 대한 작동의 원리는 다음과 같다.
컨트롤 박스에 있는 스위치 이 위치로 켜지면 유압 실린더 에 고압 호스를UP① ⑤
통하여 유압작동유가 공급되어짐으로써 펌프 가 작동되도록 하는 모터 의 구동④ ③
력을 발생시키기 위한 솔레노이드 가 동작되고 유압 실린더의 압력은 피스톤이②
나오도록 하여 리프트 게이트의 플랫폼이 펼쳐지도록 하는 작용을 한다.
컨트롤 박스에 있는 스위치 이 위치로 내려지면 하강용 밸브 코일 이DOWN① ⑥
동작되어 실린더 안에 있던 유압작동유가 보조 탱크 로 흘러 들어가게 된다 이.⑦
때 실린더의 피스톤에 대한 압력이 느슨해지면 리프트 게이트의 플랫폼이 중력 자(
중 에 의하여 자연스럽게 밑으로 쳐지게 된다) .
그림 유압제어기구 방식의 파워 유닛 사진그림 유압제어기구 방식의 파워 유닛 사진그림 유압제어기구 방식의 파워 유닛 사진그림 유압제어기구 방식의 파워 유닛 사진2-31.2-31.2-31.2-31.
- 49 -
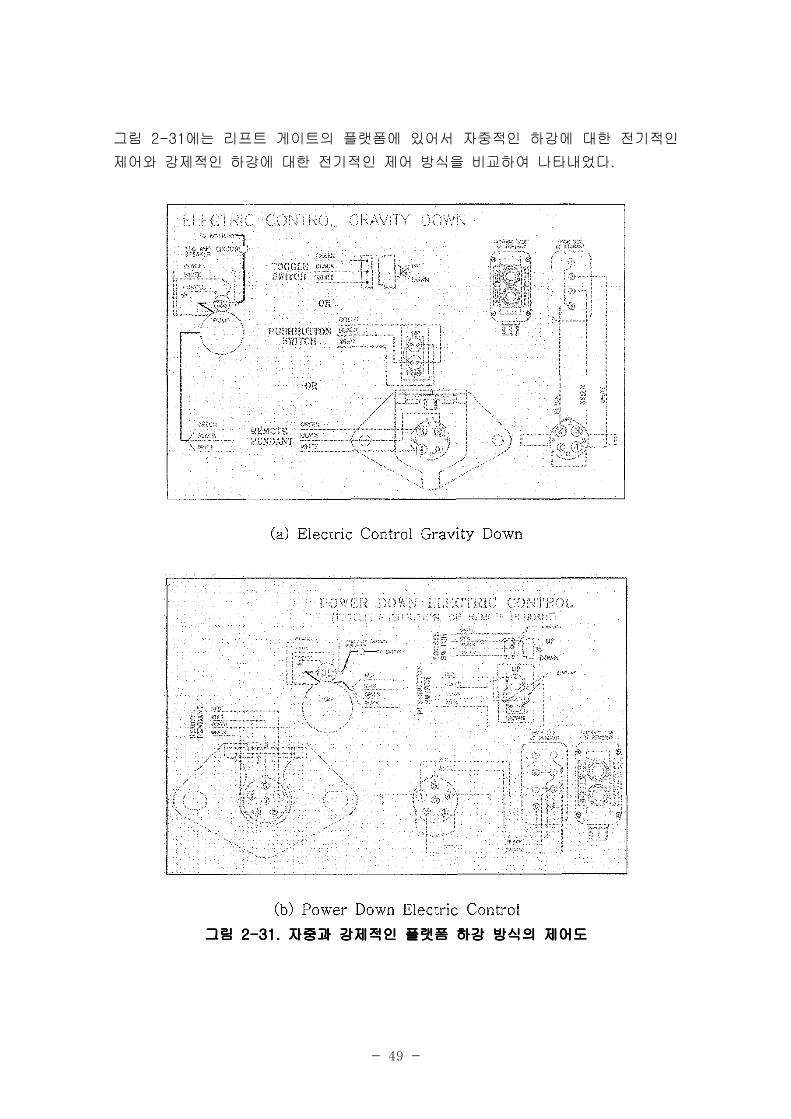
그림 에는 리프트 게이트의 플랫폼에 있어서 자중적인 하강에 대한 전기적인2-31
제어와 강제적인 하강에 대한 전기적인 제어 방식을 비교하여 나타내었다.
그림 자중과 강제적인 플랫폼 하강 방식의 제어도그림 자중과 강제적인 플랫폼 하강 방식의 제어도그림 자중과 강제적인 플랫폼 하강 방식의 제어도그림 자중과 강제적인 플랫폼 하강 방식의 제어도2-31.2-31.2-31.2-31.

- 50 -
그림 에는 리프트 게이트의 플랫폼에 있어서 자중적인 하강에 대한 전기적인2-32
제어와 강제적인 하강에 대한 전기적인 개략 구성도를 비교하여 나타내었다.
그림 자중과 강제적인 플랫폼 하강 방식의 전기적인 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 전기적인 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 전기적인 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 전기적인 구성 개략도2-32.2-32.2-32.2-32.

- 51 -
그림 에는 리프트 게이트의 플랫폼에 있어서 자중적인 하강에 대한 전기적인2-33
제어와 강제적인 하강에 대한 구성도를 비교하여 나타내었다.
그림 자중과 강제적인 플랫폼 하강 방식의 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 구성 개략도그림 자중과 강제적인 플랫폼 하강 방식의 구성 개략도2-33.2-33.2-33.2-33.

- 52 -
그림 에는 트럭의 하대에 장착되어지는 격납식 리프트 게이트의 조립 구성에2-34
대한 상면 설계 도면을 나타내었다 플랫폼은 효율적인 격납을 위하여 단 접이식. 2
으로 설정하였으며 경량화를 위하여 슬림 형상을 지니되 고강성화를 위한,
의 구조가 되도록 설계하였다 유압제어기구 방식의 파워 유Double-side wall type .
닛과 유압실린더 및 링크에 의하여 하대로부터 움직이게 되며 경첩과도 같은 이음
새를 경계로 하여 작업자가 단 접이식 형태의 플랫폼을 접거나 펴는 동작을 하도2
록 되어 있다.
그림 격납식 리프트 게이트의 설계 도면 상면그림 격납식 리프트 게이트의 설계 도면 상면그림 격납식 리프트 게이트의 설계 도면 상면그림 격납식 리프트 게이트의 설계 도면 상면2-34. ( )2-34. ( )2-34. ( )2-34. ( )

- 53 -
그림 에 나타낸 바와 같이 설계한 단 접이식 격납형 리프트 게이트는 그림2-34 2
에 나타낸 바와 같이 크게 분류하여 단 접이식 플랫폼 플랫폼 구동부2-35 (1)2 , (2) ,
하대 연결부 등으로 나뉘어진 부위로 조립 구성된다(3) , .
그림 격납식 리프트 게이트의 구성 상면그림 격납식 리프트 게이트의 구성 상면그림 격납식 리프트 게이트의 구성 상면그림 격납식 리프트 게이트의 구성 상면2-35. ( )2-35. ( )2-35. ( )2-35. ( )
그림 에는 트럭 등의 하대에 연계하여 장착하기 위한 부위 와 플랫폼2-36, 2-37 (3)
을 격납하거나 꺼내기 위한 구동 부위 를 각각 나타내었다(2) .
그림 트럭의 하대 연결부 측면그림 트럭의 하대 연결부 측면그림 트럭의 하대 연결부 측면그림 트럭의 하대 연결부 측면2-36. (3)2-36. (3)2-36. (3)2-36. (3)

- 54 -
그림 플랫폼을 격납하거나 꺼내기 위한 구동부 상면그림 플랫폼을 격납하거나 꺼내기 위한 구동부 상면그림 플랫폼을 격납하거나 꺼내기 위한 구동부 상면그림 플랫폼을 격납하거나 꺼내기 위한 구동부 상면2-37. (2)2-37. (2)2-37. (2)2-37. (2)
그림 에는 트럭의 하대에 장착된 단 접이식 격납형 리프트 게이트가 하역을2-38 2
시작하기 위한 하강 시에 내려져 완전히 펼쳐진 후에 경사면을 갖고 지면에 접촉하
게 되는 상태와 하역을 종료하기 위한 상승 시에 올려져 트럭의 적재 기준면에 도
달되어진 상태를 비교하여 도면으로 나타내었다.
그림 격납형 리프트 게이트의 하강과 상승 상태에 대한 도면 측면그림 격납형 리프트 게이트의 하강과 상승 상태에 대한 도면 측면그림 격납형 리프트 게이트의 하강과 상승 상태에 대한 도면 측면그림 격납형 리프트 게이트의 하강과 상승 상태에 대한 도면 측면2-38. ( )2-38. ( )2-38. ( )2-38. ( )

- 55 -
그림 에는 단 접이식 격납형 리프트 게이트가 접혀져 트럭의 하대 밑 공간에2-39 2
격납되어져 있는 초기의 상태에 대한 조립 구성도 측면 를 나타내었다( ) .
그림 격납되어져 있는 초기의 상태에 대한 조립 구성도 측면그림 격납되어져 있는 초기의 상태에 대한 조립 구성도 측면그림 격납되어져 있는 초기의 상태에 대한 조립 구성도 측면그림 격납되어져 있는 초기의 상태에 대한 조립 구성도 측면2-39. ( )2-39. ( )2-39. ( )2-39. ( )
그림 에는 제작하여 조립 구성한 단 접이식 격납형 리프트 게이트가 접혀져2-40 2
트럭의 하대 밑 공간에 격납되어져 있는 초기의 상태에 대한 측면 사진을 나타내었
다.
그림 격납되어져 있는 초기의 상태에 대한 사진 측면그림 격납되어져 있는 초기의 상태에 대한 사진 측면그림 격납되어져 있는 초기의 상태에 대한 사진 측면그림 격납되어져 있는 초기의 상태에 대한 사진 측면2-40. ( )2-40. ( )2-40. ( )2-40. ( )

- 56 -
그림 에는 격납되어져 있는 초기의 상태에 대한 확대 사진 측면 과 하2-41, 2-42 ( )
역 작업을 하지 않는 비가동 중의 수납된 격납식 리프트 게이트의 상태에 대한 사
진 전면 을 각각 나타내었다( ) .
그림 격납되어져 있는 초기의 상태에 대한 확대 사진 측면그림 격납되어져 있는 초기의 상태에 대한 확대 사진 측면그림 격납되어져 있는 초기의 상태에 대한 확대 사진 측면그림 격납되어져 있는 초기의 상태에 대한 확대 사진 측면2-41. ( )2-41. ( )2-41. ( )2-41. ( )
그림 비가동 중의 수납된 격납식 리프트 게이트 사진 전면그림 비가동 중의 수납된 격납식 리프트 게이트 사진 전면그림 비가동 중의 수납된 격납식 리프트 게이트 사진 전면그림 비가동 중의 수납된 격납식 리프트 게이트 사진 전면2-42. ( )2-42. ( )2-42. ( )2-42. ( )
그림 에서와 갈이 격납되어져 있는 초기 상태로부터 트럭의 적재 기준면에 도2-39
달할 때까지의 과정을 단계로 세분화하여 그림 에 조립 구성도 측면8 2-43~2-50 ( )
를 나타내었다.

- 57 -
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계2-43. (1 )2-43. (1 )2-43. (1 )2-43. (1 )
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계2-44. (2 )2-44. (2 )2-44. (2 )2-44. (2 )
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계3-45. (3 )3-45. (3 )3-45. (3 )3-45. (3 )

- 58 -
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계2-46. (4 )2-46. (4 )2-46. (4 )2-46. (4 )
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계2-47. (5 )2-47. (5 )2-47. (5 )2-47. (5 )
그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계그림 격납식 리프트 게이트의 동작과정 단계2-48. (6 )2-48. (6 )2-48. (6 )2-48. (6 )

- 59 -
그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계2-49. (7 )2-49. (7 )2-49. (7 )2-49. (7 )
그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계그림 격납식 리프트 게이트 동작과정 단계2-50. (8 )2-50. (8 )2-50. (8 )2-50. (8 )
그림 에서와 같이 격납되어져 있는 초기 상태로부터 트럭의 적재 기준면에 도2-40
달할 때까지의 과정을 단계로 세분화하여 그림 에 사진 측면 을 나타6 2-51~2-55 ( )
내었다.

- 60 -
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-51. (1 )2-51. (1 )2-51. (1 )2-51. (1 )
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-52. (2 )2-52. (2 )2-52. (2 )2-52. (2 )

- 61 -
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-53. (3 )2-53. (3 )2-53. (3 )2-53. (3 )
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-54. (4 )2-54. (4 )2-54. (4 )2-54. (4 )

- 62 -
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-55. (5 )2-55. (5 )2-55. (5 )2-55. (5 )
그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계그림 격납식 리프트 게이트의 동작과정 사진 단계2-56. (6 )2-56. (6 )2-56. (6 )2-56. (6 )
- 63 -
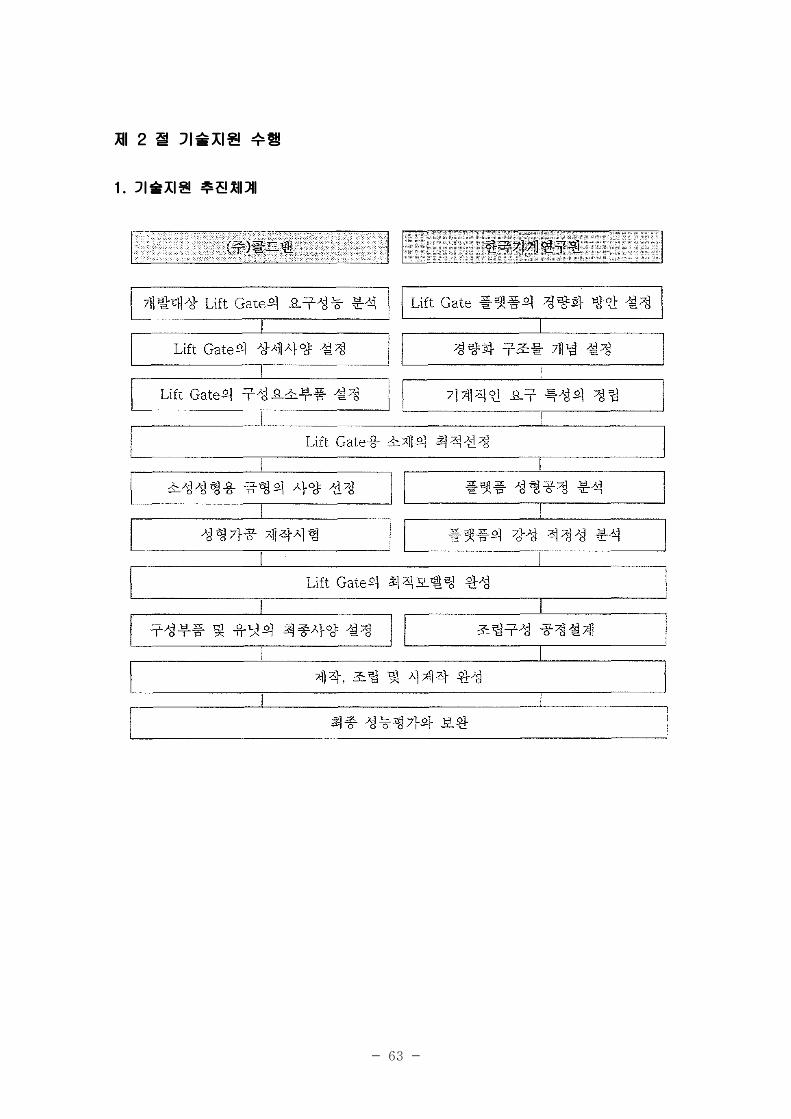
제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행제 절 기술지원 수행2222
기술지원 추진체계기술지원 추진체계기술지원 추진체계기술지원 추진체계1.1.1.1.
- 64 -
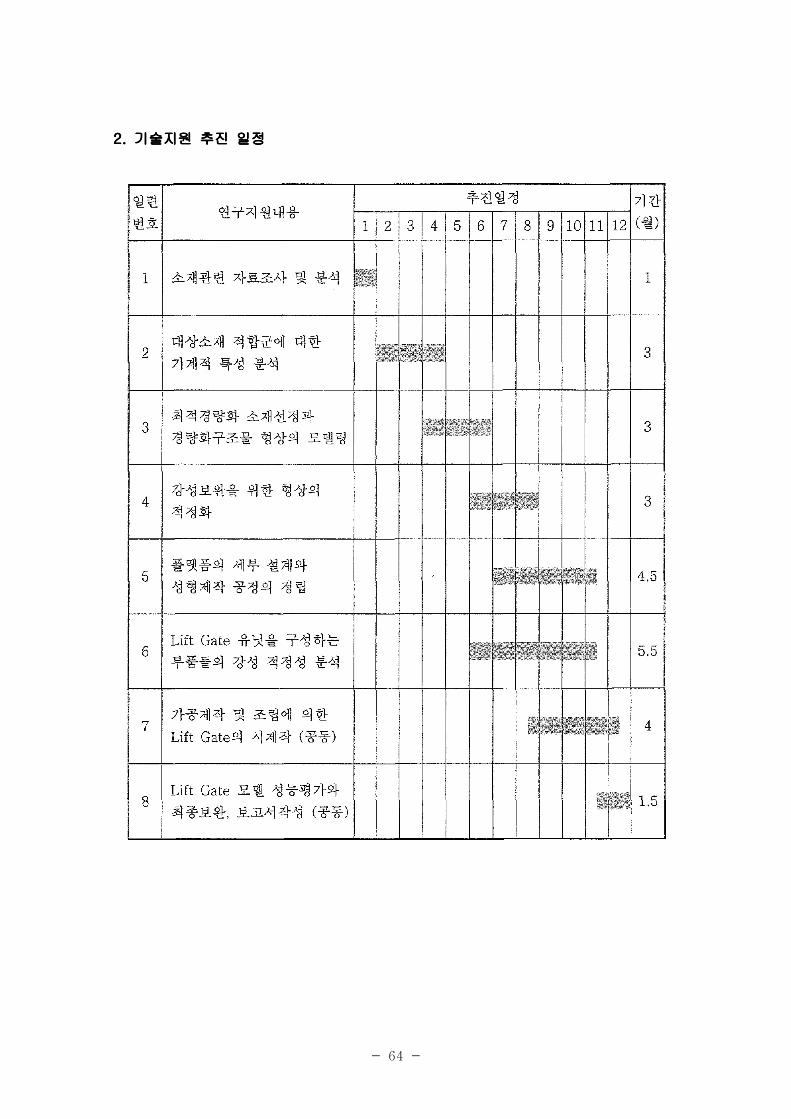
기술지원 추진 일정기술지원 추진 일정기술지원 추진 일정기술지원 추진 일정2.2.2.2.
- 65 -
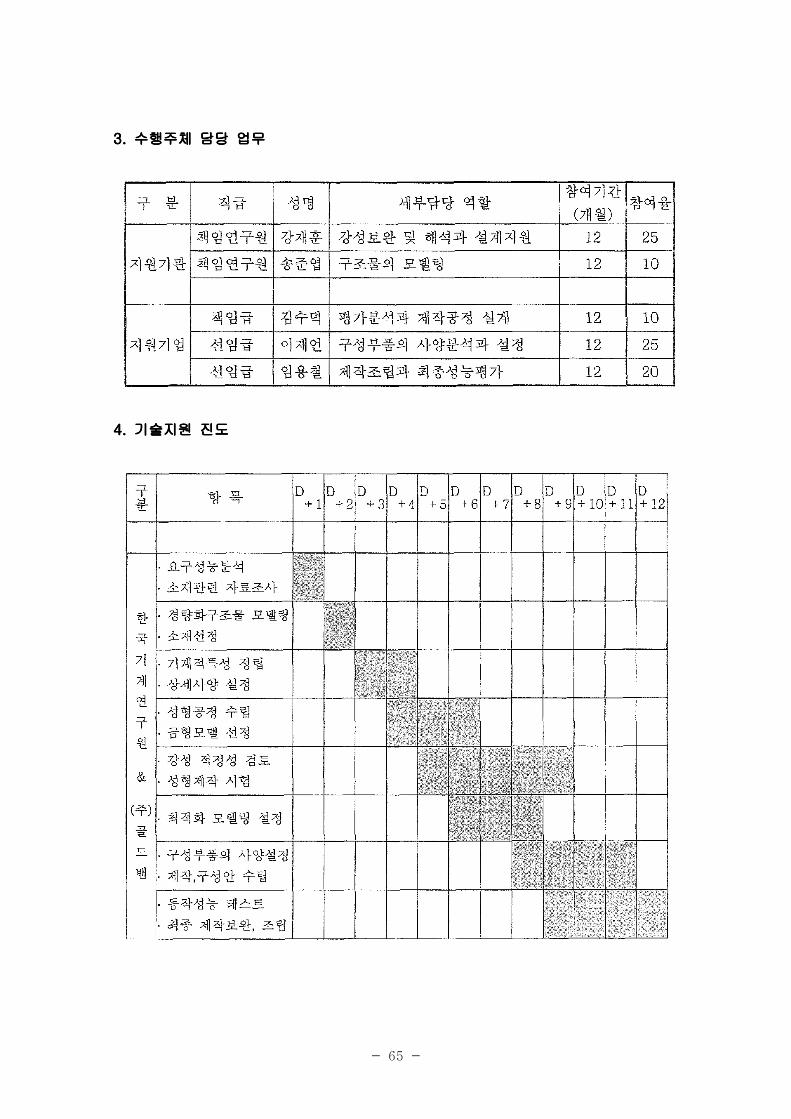
수행주체 담당 업무수행주체 담당 업무수행주체 담당 업무수행주체 담당 업무3.3.3.3.
기술지원 진도기술지원 진도기술지원 진도기술지원 진도4.4.4.4.

- 66 -
제 장 결 론제 장 결 론제 장 결 론제 장 결 론3333
본 기술지원 과제에서는 아직 국내의 경우에 있어서 보편화가 되어 있지 않은 특장
차량용 격납식 리프트 게이트의 시제작을 위하여 요구되는 다음과 같은 내용들을
중심으로 한 지원업무를 수행하였다.
장의 플랫폼으로 구성하여 단으로 접혀진 후 사용하지 않을 경우에 트럭 등2 2 ,①
의 하대에 수납할 수 있는 구조의 컴팩트형 격납식 리프트 게이트를 모델링하였다.
경량화와 고강성화를 추구하기 위하여 고강도의 알루미늄합금 소재를 선정하였②
으며 구조를 적용하여 플랫폼의 형상 설계를 하였다, Double-side walled .
격납식 리프트 게이트의 동작을 위한 유압작동 제어식 파워 유닛과 공압 실린더③
및 링크 등의 구성부품들을 설정하고 사양을 결정하여 제작 및 조립 구성하였다, .
격납식 리프트 게이트와 하대간의 장착 부위에 대한 변형량 발생과 정적 하중의④
변화에 따른 플랫폼의 변형량의 예측 계산을 하여 적정성을 검토하였다.
플랫폼의 성형제작을 위한 압출공정기법을 설정하고 금형을 제작한 후 시제작하⑤
여 조립 구성하였다, .
국산 차종의 특장차량에 장착할 수 있는 모델을 최종적으로 설정한 후 시제작하⑥
여 조립 구성 및 장착을 하여 동작테스트를 수행하였다, .
향후에 국내의 다양한 물류유통 관련 산업에 있어서도 작업자 하역자 의 과다한 노( )
동력을 생략하는 한편 안전성과 신속성 깔끔한 수납성 및 폭 넓은 대상화물에 대, ,
한 적용성 등의 장점을 지니고 새롭고 미래지향적인 느낌을 줄 수 있는 격납식 리
프트 게이트의 수요는 급증하리하고 예측된다.
아울러 본 기술지원 과제의 수행에 의하여 모델링화된 단 접이형 격납식 리프트2
게이트는 경량화의 측면도 동시에 고려됨으로써 고유가와 관련된 산업분야에 있어
서 외화절감은 효과를 획득할 수 있을 뿐만 아니라 가격 경쟁력이 있어서도 외국산
에 비하여 약 정도를 낮출 수 있게 되어 국내의 보급과 더불어 동남아 등의30%
시장에 수출을 하여 해외시장을 선점할 수 있다는 우위성도 발휘할 수 있게 되었
다.

- 67 -
참 고 문 헌참 고 문 헌참 고 문 헌참 고 문 헌
1. Budinsky, B., "On The Minimum Weights of Compression Stryctures", Int. J.
of Solids Struct,, Vol.36, pp.3677~3708, 1999
2. Gerard, G., "Minimum Weight Analysis of Compression Structure", New York
University Press, New York, 1986
3. Haftka, R.T., Grandhi, R.V., "Structural Shape Optimization - A Survery.
Computer Methods in Applied Mechanics and Engineering", Vol.57,
pp.91~106, 1986
4. Bradford, M.A., "Distortional buckling of elastically restrained cantilevers",
Journal of Constructional Steel Research, Vol.47, pp.3~18, 1996
5. Lourenco, P.B., Borst de, R. and Rots, J.G., "A plane stress softening
plasticity model for orthotropic materials", Int. J. Num. Meth. Eng., Vol.40,
pp.4033~4057, 1997
6. Mikami, I. and Niwa, K, "Ultimate Compressive Strength of OrthogonalIy
Stiffened Steel Plates", Journal of Structural Engineering, Vol.6, pp.674~682,
1996
7. Myhr, O.R., S., Holm, E.J., Grong, "An Advanced Simulation Model for
Aluminium Welding", Proc. 9th I. C. on Computer Technology in Welding,
pp.28~30, Detroit, Michigan, 1999
8. Verma. B B., Atkinson, J, D, and Kumar, M, "Study of Fatigue Behavior of
7475 Aluminium Alloy", Bull. of Mater. Sci., Vol.24, No.2, pp.231~236, 2001
9. Narayanan, R,, "Aluminium Structures: Advances, Design & Connections",
Elsevier Applied Science, London, UK, 1987
10.H. Sakai, K. Saito, and H. Tsukada,, "Stiffness and dent characteristics of
body outer surface panel - finite element analysis and experiment",
Inernational Journal of Vehicle Design, Vol.4, No.1, pp.13~22, 1983.
11.Mazzolani F. M., "Aluminium alloy structures", London, E & FN Spon.,
1995.
12.Grondin G. Y., Chen Q., Elwi AE., Cheng J. J., "Stiffened steel plates
under compression and bending", Journal of Construct Steel Res., Vol.45,
No.2, pp.125~148, 1998

- 68 -









![Kaletra (Lopinavir/Ritonavir) · 2021. 1. 31. · 필름코팅분말 [효능효과] 다른 항레트로바이러스제와의 병용으로 hiv-1(인체 면역결핍 바이러스)의](https://img.document.onl/doc/110x75/611cab52152a7e69cf2204df/kaletra-lopinavirritonavir-2021-1-31-eoeee-ee-ee.jpg)



















