-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
50Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Escola de Administrao Mau - ADM 340 Prof. Clovis E. Hegedus -
03/2004
Cap. 5 Brainstorming. As sete velhas ferramentas da
qualidade
5.1 ABORDAR METODICAMENTE A QUALIDADE Como j discutido
anteriormente a qualidade deve ser abordada de forma metdica e
trabalhada sistematicamente. A qualidade fruto de um esforo
planejado, direcionado e organizado. Portanto para obter qualidade
necessrio identificar e compreender os processos envolvidos em toda
a cadeia de transformao que nasce no desejo ou nas necessidades do
consumidor e termina quando o mesmo recebe o produto ou servio
desejado. Entretanto para compreender o processo necessrio
identificar meios para seu estudo, planejamento e implementao. Isto
requer dados e informaes. Requer conhecimento. Desde que um
processo esteja implementado ele pode e deve ser melhorado e isto
requer ferramentas para sua compreenso e controle. Esse um dos
principais papis das diversas ferramentas desenvolvidas para a
qualidade. Portanto antes de compreender os desejos dos clientes,
como um processo estruturado e melhorado, como identificar
possibilidades de melhoria de um produto ou servio, necessrio que
conhecer algumas tcnicas de organizao, identificao, estudo e
planejamento na rea da qualidade. A primeira delas fundamental para
o trabalho de vrias das outras e conhecida como brainstorming. 5.2
BRAINSTORMING : UMA FERRAMENTA BSICA DA QUALIDADE Brainstorming
pode ser traduzido como tempestade de idias. A tcnica foi
desenvolvida com o objetivo de gerar idias de forma a romper com
eventuais paradigmas e bloqueios existentes. Um brainstorming
reflexo de uma atividade mental onde se busca identificar junto a
um grupo diversas opinies sobre um determinado assunto (ou
problema), conseguindo-se desencadear conceitos e idias dos demais
a partir de colocaes feitas. A mente humana trabalha por meio de
associaes e correlaes e a tcnica do brainstorming explora este
aspecto.
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
51Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Durante o processo as diversas idias sugeridas conduzem a linhas
de raciocnio diferentes das iniciais, no imaginadas inicialmente e
assim facilitam encontrar uma soluo ao problema apresentado.
ATENO! Os cuidados a serem tomados durante uma reunio de
brainstorming so: - nunca criticar uma idia, por mais absurda que
possa parecer. A separao deve ser feita em etapas posteriores da
soluo do problema. - escrever as idias sugeridas em local onde
todos os participantes possam ler. - escrever exatamente as
palavras e termos colocados pelo participante. No cabe ao
coordenador interpretar o que foi dito. - ao final fazer uma breve
avaliao do que foi colocado, fazendo uma rpida classificao e
agrupamento de idias, pedindo que cada um explique, se necessrio, o
que ele colocou, para que todos possam apreender o sentido,
evitando-se mal entendidos futuros. - elaborar a lista final e
encaminhar aos participantes.
O brainstorming pode ser executado de forma estruturada, onde
todos os participantes tero, em seqncia, possibilidade de opinar ou
ento passar a vez.
Vantagens: obriga a participao de todos Desvantagens: o processo
pode conduzir a uma maior racionalizao nas propostas feitas, o que
limitaria a criatividade
Outra possibilidade execut-lo de forma no estruturada, isto , os
participantes se manifestam em funo da quantidade de idias que lhes
surgem, no havendo preferncia de ordem dos participantes.
Vantagens: h uma maior possibilidade de aumentar a criatividade,
enriquecendo o processo. Desvantagens: muitas vezes ocorre o
monoplio da palavra e do processo por uns poucos participantes
O brainstorming pode ser realizado individualmente como uma
variao possvel do conceito apresentado, explorando a possibilidade
que todos tm de correlacionar assuntos e tirar concluses, ou ento
da mente encontrar solues quando desligada do problema principal a
nvel consciente. Desta forma deve-se colocar uma pequena folha, ou
caderno, ou gravador etc. e durante algumas horas ou dias anotar
todas as idias que surgem referente ou no ao problema em questo,
fazendo posteriormente a devida separao.
Vantagens: qualquer um pode se aproveitar desta ferramenta
Desvantagens: Dificilmente os paradigmas de cada um sero rompidos e
portanto o entendimento do problema pode ser limitado
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
52Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
0
1 0 0
90
95
85
7570
80
65605550454035
25
30
2015105
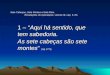
1 2 543 76 98DISTRIBUIO DOS PROBLEMAS
PO
RC
EN
TU
AL
1 - SISTEMA OPERACIONAL
3 - WINCHESTER
2 - SOFTWARE
5 - MEMRIA RAM
6 - DRIVE A
4 - FALTA DE ENERGIA
7 - CPU
8 - CD ROM
9 - OUTROS
MOTIVOS DE PARADA DOS COMPUTADORESDIAGRAMA DE PARETO
Figura 5.1 Diagrama de Pareto
- essas reunies no devem passar de 15 / 20 minutos, evitando
assim o desgaste ou cansao dos participantes.
Para o brainstorming funcionar melhor alguns outros cuidados
devem ser tomados: - ter um problema claramente definido - ter um
nmero razovel de pessoas compondo o grupo, isto , nem muito poucos,
nem em
demasia, algo em torno de 4 a 10 pessoas. - ter algum
incentivando que as pessoas trabalhem sobre as idias apresentadas
por outros,
assim como evitar crticas dos demais a alguma idia apresentada.
5.3 AS SETE VELHAS FERRAMENTAS DA QUALIDADE As conhecidas 7
ferramentas estatsticas para a qualidade (tambm chamadas de sete
velhas ferramentas da qualidade) tm como objetivo a soluo analtica
de problemas. O uso dessas ferramentas auxilia a abordagem de
problemas por metodizar e simplificar a cole-ta e a visualizao dos
dados disponveis, permitindo uma anlise crtica do mesmo. A maioria
delas tem como ponto em comum a visualizao grfica dos dados o que
facilita o entendimento global da situao e conseqente tomada de
deciso. As sete velhas ferramentas so discutidas em seguida. 5.3.1
Diagrama de Pareto
Serve para classificar os problemas de acordo com a causa e o
fenmeno, permitindo determinar quais devam ser resolvidos e qual
ser abordado inicialmente.
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
53Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Em forma de barras verticais, os grficos de Pareto podem ser
usados para identificar um problema importante ou a causa de
origem, ou para acompanhar os resultados. As barras, conforme se v
na figura 5.1 so dispostas a partir da esquerda para a direita,
comeando da maior para a menor. Isso permite concentrar nos
problemas mais importantes. A partir do topo da barra mais alta,
traa-se uma linha para mostrar a medida cumulativa das categorias.
Com isso visualizam-se quanto as primeiras duas ou trs categorias
respondem em relao ao valor total. Os problemas podem ser
escolhidos com base em dados existentes ou atravs de
"brainstorming, o qual poder ser seguido de levantamento de dados
que permitam quantificar aquilo que foi apontado. Lembre-se que os
problemas mais freqentes nem sempre so os de maiores custos. Use o
bom senso e no se limite a uma anlise superficial do problema.
Marque o grfico com clareza mostrando os valores e unidades de
medida. O diagrama de Pareto tambm conhecido como diagrama 80-20
que significa que 80% das causas esto concentradas em 20% dos
problemas apontados, ou ento que 80% dos fatores estudados esto
concentrados em 20% das caractersticas analisadas. Para facilitar
tal identificao desenha-se o grfico de freqncia acumulada.
O conceito envolvido na proposta 80-20 pode ser compreendido
como uma forma no s de identificao dos principais problemas, mas
tambm quanto perspectiva de soluo mais rpida do conjunto de
problemas analisados, quando poucos respondem pela maioria dos
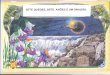
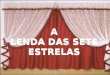
efeitos detectados. Ver figura 5.2. Em casos onde para se acumular
algo prximo aos 80% dos efeitos medidos hajam muitos problemas,
deve-se ter em mente que para que uma reduo perceptvel e conseqente
melhoria da situao analisada, ser necessrio atuar em diversas
frentes
simultaneamente ou ento aguardar um tempo bem maior para que a
reduo do conjunto de efeitos seja percebido. Ver figura 5.3.
100
%
25
50
75
0
32,5
%
45 %
5 %
2,5
%
5 %
10 %
conjunto de problemasidentificados
OUTROS
RECLAMAES EMGARANTIA
Figura 5.2 - Um exemplo onde a soluo pode ser concentrada em
poucas frentes de ao
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
54Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Uma nota importante que os problemas ou caractersticas
analisadas podem estar listados em grande nmero, sendo que muitos
so pouco representativos, isto , surgem com baixa freqncia ou
incidncia, e por razes de simplificao do trabalho de compreenso da
ferramenta so agrupados recebendo o ttulo OUTROS. Por essa razo a
barra OUTROS sempre dever ser a ltima a ser colocada esquerda do
grfico. 5.3.2 Diagrama de Ishikawa Conhecido tambm como Diagrama de
Causa e Efeito ou Diagrama Espinha de Peixe, essa ferramenta mostra
as causas, as origens do problema apontado, indo ao encontro de
suas causas reais, e no aquelas que aparentam serem bvias, pois
essas, no mais das vezes, so apenas conseqncias de causas
anteriores. O diagrama de Ishikawa composto por uma linha principal
horizontal, com a indicao direita em um quadro, do efeito ou
sintoma existente, ou seja, o problema apontado. Pode ser elaborado
de forma a indicar os primeiros pontos anotados, e em seguida
procurando identificar as causas dos mesmos (classificao do
processo), ou ento list-los e organiz-los dentro de cinco
categorias, chamadas de 5 M's, ou seja, Mquina, Mtodo, Mo de obra,
Material e Meio Ambiente.
100
%
25
50
75
0
20 %
25 %
10 %
7,5
%
5 %
12,5
%
conjunto de sugestespropostas pelos clientes
OUTROS
SUGESTES DENOVAS OPES DE
LAZER
13 %
3 %
4 %
Figura 3 - Um exemplo onde o atendimento dos diversos desejos
pode obrigar diversas aes simultneas ou seqenciais para que haja
uma percepo de mudana por parte dos clientes
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
55Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Em servios podem ser organizados como Equipamentos, Polticas,
Procedimentos, Pessoas e Meio ambiente. Lembre-se de procurar
eliminar as causas primrias e no os seus efeitos. Para ir o mais
longe possvel na identificao das causas pergunte "por qu?" quatro a
cinco vezes. Identificadas as possveis causas, selecione as mais
provveis ou aquelas que por outros meios, indiquem serem as mais
importantes. Analise-as mais profundamente. Ateno: causa primria a
origem, isto , o fato que pode ser o causador do problema. No
diagrama a que est mais distante do problema apontado. (Ver figura
5.5) O diagrama de causa e efeito pode ser construdo dentro da
classificao dos 5 M's ou ento dentro do enfoque de classificao de
processo. A partir de um deles possvel construir o outro,
entretanto isto poucas vezes se faz necessrio. Aconselha-se o uso
dos 5 Ms quando as idias surgem de forma muita lenta, pois fica
mais
fcil fazer perguntas do tipo: Em que a mo de obra influencia (ou
gera) o problema apontado?, Qual o impacto do mtodo utilizado no
problema apontado?, as quais podem servir como fatores de agregao
de conceitos e idias (vide diagrama de afinidades nas sete novas
ferramentas da qualidade), bem como identificar quais as reas que
sero as responsveis pela anlise e implementao da soluo escolhida. O
uso da abordagem pelos 5 Ms facilitada quando pessoas que sejam
conhecedoras do segmento so envolvidas na apreciao e busca das
causas primrias, isto , aps agrupados os fatores em mo de obra,
mtodo, mquina, meio ambiente e material, pessoas que entendam
desta rea sero envolvidas aumentando a possibilidade de sucesso na
identificao das causas primrias possveis.
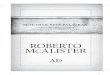
PROJETO COMPLEXO -envolve novas tecnologiase novos conhecimentos
e
envolvimento de vriasreas/setores/
empresas/pessoas/equipamentos/
processos
PROJETO AMPLO -envolve tecnologias
conhecidas e/ouconhecimento consolidadoe envolvimento de
vriasreas/setores/ empresas/pessoas/equipamentos/
processos
PROJETO ABRANGENTE -envolve tecnologiasconhecidas e novos
conhecimentos ou novastecnologias e
conhecimento consolidadoe envolvimento de vriasreas/setores/
empresas/pessoas/equipamentos/
processos
PROJETO SIMPLES -envolve tecnologias
conhecidas e/ouconhecimento consolidadoe/ou experincia
anteriorsimilar e/ou envolvimento
de nenhuma outra oupoucas rea(s)/setor(es)/
pessoa(s)/equipamento(s)/processo(s)
TEMPO
RECURSOS
Figura 5. 4 Como tratar a complexidade de projetos
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
56Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
importante notar que uma mesma causa primria potencial pode
aparecer em diversos ramos, entretanto, quando de sua soluo deve-se
atentar para a seqncia que liga a causa primria ao problema. Como
exemplo: encontrada causa primria treinamento na seqncia mtodos
poder exigir uma abordagem para soluo diferente daquela requerida
se o treinamento for identificado na seqncia meio ambiente. O
enfoque via classificao do processo facilitado quando a viso dos
participantes est mais ligada a uma abordagem operacional ou prtica
do problema. Um dos pontos crticos na elaborao de um diagrama
espinha de peixe at que ponto ir e quando parar no aprofundamento
do problema. Quando se est sendo superficial demais e quando est
havendo um desvio do problema original. A sugesto que o grupo leve
o problema at trs ou quatro nveis a partir do problema inicial
apontado. Passar de cinco ou seis nveis exigir um esforo muito
grande dos participantes e isso somente ser justificvel para
projetos/problemas complexos, cuja relao custo benefcio seja
comprovada. Claro que outra forma de orientar o bom senso (que deve
ser pea fundamental nessa deciso) que as causas apontadas estejam
suficientemente simplificadas para que o grupo possa buscar sua
soluo dentro dos recursos disponveis. Lembrando Juran: "administre
projeto por projeto". Lembre-se que quanto maior a complexidade do
projeto, maior o custo e outros recursos despendidos, ou tempo ou
ambos, para sua implementao. (ver figura 5.4) importante notar que
muito provavelmente no haver deslocamento linear na horizontal ou
na vertical, mas sim na forma de crculos concntricos, sendo assim
possvel acelerar / retardar o desenvolvimento e implementao de um
determinado projeto seja dispondo de mais / menos tempo ou mais /
menos recursos. Este deslocamento estar limitado por algumas
caractersticas encontradas no projeto e listadas na figura
proposta. Uma outra sugesto que o grupo leve o nvel de por qus?
enquanto as causas que venham a ser apontadas estejam num processo
de convergncia, isto , enquanto as causas sejam de administrao mais
simples, os projetos decorrentes mais simplificados ou at o ponto
que a soluo da causa primria seja de competncia ou esteja dentro do
alcance do grupo organizado para este fim. Com certeza deve-se
parar quando as causas que venham a ser apontadas estejam num
processo de divergncia, isto , estejam num processo em que sua
abrangncia, sua complexidade, se torne maior que o passo anterior,
ou ento cuja soluo no dependa mais do grupo de trabalho. Alguns
cuidados e observaes em relao ao processo como um todo: - evite
buscar solues fora do mbito de alada ou responsabilidade do grupo;
- utilize poucas palavras para definir uma causa, entretanto nem
sempre o uso de uma nica palavra permite que outros compreendam
qual a causa identificada e seu enfoque (lembre-se que o diagrama
dever ser analisado e discutido por outras pessoas que no fizeram
parte do grupo original que o elaborou);
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
57Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
- todos os envolvidos no processo de elaborao do diagrama devem
estar de acordo e compreenderem o significado da causa
apontada;
- lembre-se que problemas decorrentes de semntica podem gerar
mal entendidos, portanto cuidado com a clareza do que foi escrito
em cada ramificao; - no seja preguioso(a) parando logo no primeiro
ou segundo porque, seja com a desculpa que no h espao no diagrama
ou que a causa primria
foi encontrada, pois todos j tinham experincia e era bvia a
soluo; - entenda que a discusso e busca da(s) causa(s) primrias, em
ltima anlise, permitir um conhecimento muito maior do processo
envolvido naquela operao ou projeto, possibilitando
PROBLEMA
MEIOAMBIENTE MATERIAL
MO DEOBRA
MTODOMQUINA
AA1
A11
A2A112
A12A13
POSSIVELMENTEPRIMRIA
EVENTUALMENTEPRIMRIA
Figura 5.5 - Diagrama de Ishikawa indicando posio de uma possvel
causa primria
PROBLEMA
MEIOAMBIENTE MATERIAL
MO DEOBRAMTODOMQUINA
AA1
A11
A2A112
A12A13
POSSIVELMENTEPRIMRIA
EVENTUALMENTEPRIMRIA
B1
B12
B11
C1
B121
B122
B1211
B1221
C11
C12
Por que?
Isto implica em? ouIsto ter comoconseqncia
provvel ? Figura 5.6 verificao da coerncia da seqncia no
Ishikawa
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
58Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
assim um maior domnio da tecnologia, do pessoal, dos
equipamentos e dos procedimentos envolvidos.
- a causa primria anotada e o problema estaro separados por
vrias etapas, chamadas causas secundrias, tercirias, quaternrias
etc, contadas a partir da causa primria em direo ao problema (ateno
figura 5.5). No modelo da figura 5.5, A112 possivelmente uma causa
primria, A11 uma causa secundria, A1 uma causa terciria, A uma
causa quaternria. Claro que se ao se avanar na procura da causa
primria, seguindo as regras anteriormente sugeridas, somente for
alcanado A12, este ser a causa primria naquela ramificao, A1 para
aquela ramificao ser secundria, A terciria etc. O conceito de nveis
mostrado na figura 5.7. - uma vez elaborado o diagrama deve ser
guardado, pois poder ser muito til no futuro, uma vez que devem ter
sido listadas vrias diferentes causas primrias, e um determinado
problema em diferentes pocas, devido a alteraes nas variveis do
processo, pode ser conseqncia de outras causas. As causas primrias
podero agir em conjunto ou separadamente. - uma vez elaborado o
diagrama, retorne a seqncia a partir de cada causa primria anotada
at o problema perguntando se a causa implica no outro passo,
verificando se h coerncia na seqncia, e se necessrio altere a redao
das causas intermedirias, tornando a seqncia mais clara para os
participantes do grupo ou para terceiros, ou verificando se alguma
causa que permitiria a coerncia da seqncia est faltando. (ver
figura 5.6)
PROBLEMA
MEIOAMBIENTE
MATERIAL
MO DEOBRA
MTODOMQUINA
AA1
A11
A2A112
A12A13
POSSIVELMENTEPRIMRIA
EVENTUALMENTEPRIMRIA
B1
B12
B11
C1
B121
B122
B1211
B1221
C11
C12
Diferentes nveis de causas
Bx - Primeiro nvelBxx - Segundo nvelBxxx - terceiro nvelBxxxx -
quarto nvelBxxxxx - quinto nveletc.
obs: no confundir primeironvel com causa primria
Figura 5.7 - representao dos diversos nveis em um Ishikawa
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
59Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
0
100
90
95
85
7570
80
65605550454035
25
30
2015105
DISTRIBUIO DOS PROBLEMAS
QU
AN
TID
AD
E
HISTOGRAMA110
105
1 2 543 76 98 10 1211
Figura 5.8 - Histograma
5.3.3 Histogramas Os histogramas, criados em forma de grficos de
barras, mostram variaes das medidas anotadas. O histograma envolve
o agrupamento de um conjunto de medies de dados (ex.: umidade,
comprimento etc), mostrando sua disperso. Ele mostrar quanto existe
de variao num processo. Quando a distribuio se d conforme uma curva
normal, chama-se este diagrama de curva do sino, mas isto no sempre
verdadeiro e a distribuio encontrada pode ser qualquer uma. Atravs
dele possvel ter uma viso do valor central da disperso e de sua
disperso. Veja exemplo na figura 5.8.
As diversas etapas para a construo de um histograma so: - faa
uma tabulao dos dados disponveis. Eles estaro colocados de forma
desordenada; - verifique o nmero de dados disponveis, contando-os;
- determine a amplitude R dos dados disponveis; - divida o valor da
amplitude em um determinado nmero de classes, conforme sugesto
adiante:
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
60Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Nmero de valores anotados Nmero de classes
abaixo de 50 5 a 7
de 50 a 100 6 a 10
de 100 a 250 7 a 12
acima de 250 10 a 20
- determine o intervalo de classe, dividindo a amplitude pelo
nmero de classes; - encontre os limites da classe ou os pontos
limites; - verifique o nmero de ocorrncias de dados anotados para
cada classe, isto indique a freqncia de ocorrncia em cada classe; -
construa o histograma baseado nas freqncias encontradas. Na
construo de um grfico de barras (histograma) tenha os seguintes
cuidados: - no espere que todas as distribuies apresentem forma de
sino; - a ocorrncia de picos duplos pode indicar que os dados provm
de duas ou mais fontes
diferentes;
CONJUNTO DEDADOS
LEVANTADOS PARAELABORAO DO
HISTOGRAMA
Figura 5.9 - como elaborar manualmente um histograma
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
61Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
com
prim
ento
(m
m)
lotes
CAUSA ESPECIAL
LIC (limite inferior de controle)
LSC (limite superior de controle)
Mdia
LIE (limite inferior de especificao)
LSE (limite superior de especificao)
Figura 5.10 Grfico de Controle
- grande preciso dos dados, com as classes interrompendo num
determinado instante, sem o correspondente decrscimo pode
significar que algo est errado nos dados fornecidos; - Caso no seja
utilizada nenhuma ferramenta de software para a elaborao do
histograma, trate cada medida como um bloco que ser depositado na
coluna (classe) correspondente. Veja exemplo na figura 5.9. 5.3.4-
Grficos de controle Uma das maneiras de acompanhar um processo ao
longo do tempo a utilizao de grficos de controle. Os grficos de
controle permitem monitorar a variao das caractersticas de um
produto ou de um servio, possibilitando agir sobre os processos e
melhor-los. O tipo mais conhecido de grfico de controle tem a forma
de uma linha superior, chamada de Linha Superior de Controle ou
Limite Superior de Controle, e uma linha inferior, chamada de Linha
Inferior de Controle ou Limite Inferior de Controle, ambas
determinadas estatisticamente, traadas a partir de uma certa
distncia do ponto central, ou mdia do processo. Em geral os limites
de controle situam-se em 3s, isto , mdia do processo mais ou menos
trs desvios
padres. As medidas efetuadas e anotadas no grfico podem ser de
dois tipos: aquelas decorrentes da variao inerente do processo e
que se situam dentro dos limites estabelecidos (inferior e
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
62Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
superior), denominadas causas comuns, e aquelas denominadas
causas especiais, que so os pontos que indicam uma distribuio
diferente da esperada pela variao normal decorrente do processo sob
acompanhamento ou pontos encontrados acima ou abaixo dos limites
estabelecidos, decorrentes de causas externas ao processo. Uma
combinao desfavorvel das variveis do processo pode indicar causas
especiais. Ver figura 5.10. O grfico de controle identificado por
meio de controle de suas variveis: mdia e amplitude. Encontra-se no
livro de Brassard (1992): (ver figura 5.11) O processo dito fora de
controle se: 1. Um ou mais pontos caem fora dos limites de
controle(um dos tipos de causas especiais); ou 2. Quando voc divide
a carta de controle em zonas como abaixo: - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - - - - - - - - Limite Superior de
Controle (LSC) Zona A Zona B Zona C Linha Central/Mdia Zona C Zona
B Zona A - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
- - - - - - - Limite Inferior de Controle (LIC) Voc deve observar e
investigar o que mudou e, possivelmente, efetuar ajustes no
processo se ocorrerem: a) dois pontos, em trs sucessivos, de um
mesmo lado da linha central, na Zona A ou acima desta. b) Quatro
pontos, em cinco sucessivos, de um mesmo lado da linha central, na
Zona B ou acima desta. c) Nove pontos sucessivos de um mesmo lado
da linha central. d) Seis pontos consecutivos ascendentes ou
descendentes. e) Quatorze pontos numa srie alternando para cima e
para baixo. f) Quinze pontos numa srie dentro da Zona C (acima e
abaixo da linha central)". Essas recomendaes no so regras
absolutas, so meras sugestes para o uso e anlise de um grfico de
controle.
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
63Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Alguns cuidados a serem tomados no uso de grficos de controle: -
No confunda limite superior e inferior de controle com limites de
especificao (tolerncias). Os LIC e LSC devem ser estatisticamente
calculados. - Os dados devem ser registrados sempre na ordem em que
foram coletados. - No altere nunca o processo durante uma seqncia
de coleta de dados para anlise. A abordagem feita para o grfico de
controle permite que se acompanhe um processo qualquer, permitindo
identificar tendncias, descontroles, e assim agir preventivamente
fazendo correes e evitando maiores perdas futuras. Quando se
pretende utilizar o formato de abordagem utilizado para um grfico
de controle mas sem o rigor de controle estatstico, denomina-se o
mesmo como diagrama de fluxo e seu uso ser principalmente como
suporte tomada de decises. Ver o exemplo mostrado na figura
5.12.
co
mp
ri
me
nt
o (
mm
)
l o t e s
C A U S A E S P E C I A L
L I C ( l i m i t e i n f e r i o r d e c o n t r o l e )
L S C ( l i m i t e s u p e r i o r d e c o n t r o l e )
M d i a
L I E ( l i m i t e i n f e r i o r d e e s p e c i f i c a o
)
L S E ( l i m i t e s u p e r i o r d e e s p e c i f i c a o
)
Z O N A A
Z O N A A
Z O N A B
Z O N A C
Z O N A C
Z O N A B
Figura 5.11 - exemplificando a anlise proposta por Brassard
(1992)
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
64Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
5.3.5 Diagramas de disperso Utilizados para estudar as possveis
relaes entre duas variveis. A leitura direta do diagrama no
possibilita provar que haja uma relao entre uma varivel e outra,
mas deixa claro, no caso dela existir, qual a fora dessa relao.
Serve como um bom indicador de relacionamento entre duas variveis
diferentes mostrando o comportamento de uma quando a outra se
modifica. Os diagramas de disperso podem mostrar correlaes do
seguinte tipo: (ver exemplos na figura 5.13) - correlao positiva (Y
aumenta se X aumentar); - provvel correlao positiva (Y aumenta se X
aumentar, mas sua influncia no to intensa); - nenhuma correlao (Y
independe de X); - correlao negativa (Y diminui se X aumentar); -
provvel correlao negativa (Y diminui se X aumentar, mas sua
influncia no to intensa).
8 : 3 0
ho
rri
o d
e c
he
ga
da
do
fu
nc
ion
ri
o
d i a s d a s e m a n a
L I C ( l i m i t e i n f e r i o r d e c o n t r o l e )
L S C ( l i m i t e s u p e r i o r d e c o n t r o l e )
L I E ( l i m i t e i n f e r i o r d e e s p e c i f i c a o
)
L S E ( l i m i t e s u p e r i o r d e e s p e c i f i c a o
)
M d i a
S T Q Q S S T Q Q S S T Q Q S S T Q Q S
8 : 3 0
8 : 5 0
8 : 4 0
8 : 1 0
8 : 2 0
8 : 0 0
7 : 5 0
9 : 0 0
9 : 1 0
Figura 5.12 - exemplo de um diagrama de fluxo
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
65Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Podem surgir correlaes de outra forma, como correlaes curvilneas
positivas ou negativas. Exemplo: tempo de vida de uma mquina e seu
custo de manuteno, nmero de horas trabalhadas por um indivduo em
determinada tarefa e seu rendimento, etc.
5.3.6 Grficos Vrios tipos de grficos so utilizados (vide
exemplos na figura 5.14), dos quais o Diagrama de Disperso um caso
especial. Esses grficos fornecem uma viso mais fcil e acessvel de
um conjunto de dados. Mostram conjuntos de nmeros e revelam padres
de relacionamento ou de tendncias dos dados. Demonstrar uma
ocorrncia pela conhecido grfico de pizza uma opo. Podem ainda ser
utilizados Grficos de Linha, Grficos de Estratificao, alm dos
Grficos de Disperso (Diagrama) ou Grficos de Controle.
D
B
A E
FC
CORRELAONEGATIVA
NO H CORRELAOCORRELAOPOSITIVA
Figura 5.13 - exemplos de diagramas de disperso
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
66Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Lembre-se: uma imagem vale por mil palavras, isto , grficos, em
geral, tornam as informaes mais compreensveis.
5.3.7 Folhas de verificao Ajudam a responder pergunta "Com que
freqncia acontecem certos fatos?". Reunindo dados a partir de
observaes sobre a amostragem, pode-se comear a detectar padres.
Quando da organizao de uma folha de verificao, deve-se estabelecer
o que deve ser observado e em que perodo essas observaes devem ser
feitas. As folhas de verificao tambm podem servir como ferramentas
iniciais para coleta de dados que serviro de subsdio s demais
ferramentas.
26 %16 %
6 %
8 %
10 %22 %
12 %
defe
itos
por
mil
homens hora
Participao de cada setor no totalde reclamaes dos
consumidores
GRFICO DE PIZZA
GRFICO DE LINHAS
72 %
19 %
9 %
GRFICO DE DIVISO EM BARRA
CUSTOS DAQUALIDADE
Preveno
Avaliao
Falhas
Figura 5.14 Exemplos de alguns tipos de representaes grficas
-
ADM 340 Gerenciamento da Qualidade Total prof. Clovis E Hegedus
03/2004 aulaeam340_2004.005.doc direitos autorais reservados
67Documento 05-2004 ADM 340 Qualidade Total 14/03/2004
Altura Largura furo observao
Lote A Lote B Lote C Lote D Lote E Mdia Maior med. Menor med
Figura 5.15 Exemplo de uma folha de verificao
Podem ser tabelas onde esto anotadas os tipos de fatos
procurados e em seguida, noutra coluna, vezes que tal fato ocorreu,
dando seu total, e em seguida o total geral de eventos anotados. Um
exemplo mostrado na figura 5.15.
REFERNCIAS BIBLIOGRFICAS
- BERENSON, Mark L. e LEVINE, David M. Basic business
statistics: concepts and applications. 7a ed., Upper Saddle River:
Prentice Hall, 1999. - BRASSARD, MICHAEL. Qualidade - ferramentas
para uma melhoria contnua. Rio de Janeiro: Qualitymark Editora,
1992. - COSTA NETO, PEDRO LUIZ DE OLIVEIRA. Estatstica. So Paulo:
Edgard Blcher, 1977. - FORSHA, HARRY I. Show Me - the complete
guide to storyboarding and problem Solving". Milwaukee: ASQC
Quality Press, 1995. - GITLOW, HOWARD S. Planejando a qualidade, a
produtividade e a competitividade. Rio de Janeiro: Qualitymark,
1993. - IMAI, MASAAKI. Kaizen - a estratgia para o sucesso
competitivo. So Paulo: IMAM, 1988. - JURAN, J. M. and GRYNA, FRANK
M. Juran's quality control handbook. 4 ed.,New York: McGraw Hill
Book Company, 1988.