Embed Size (px)
Citation preview
Autonomous Maintenance
113
Workplace Organization (Organização do Posto de Trabalho) Existem dois tipos de atividades autônomas: uma focalizada nas estruturas, ou seja, nas áreas intensivas de máquinas, e outra no trabalho, ou seja, nas áreas intensivas das atividades manuais. As atividades inerentes às estruturas têm como pilar a Manutenção Autônoma (Autonomous Maintenance) e aquelas relativas ao trabalho têm como pilar a Organização do Posto de Trabalho (Workplace Organization).
4.2.1 O que é
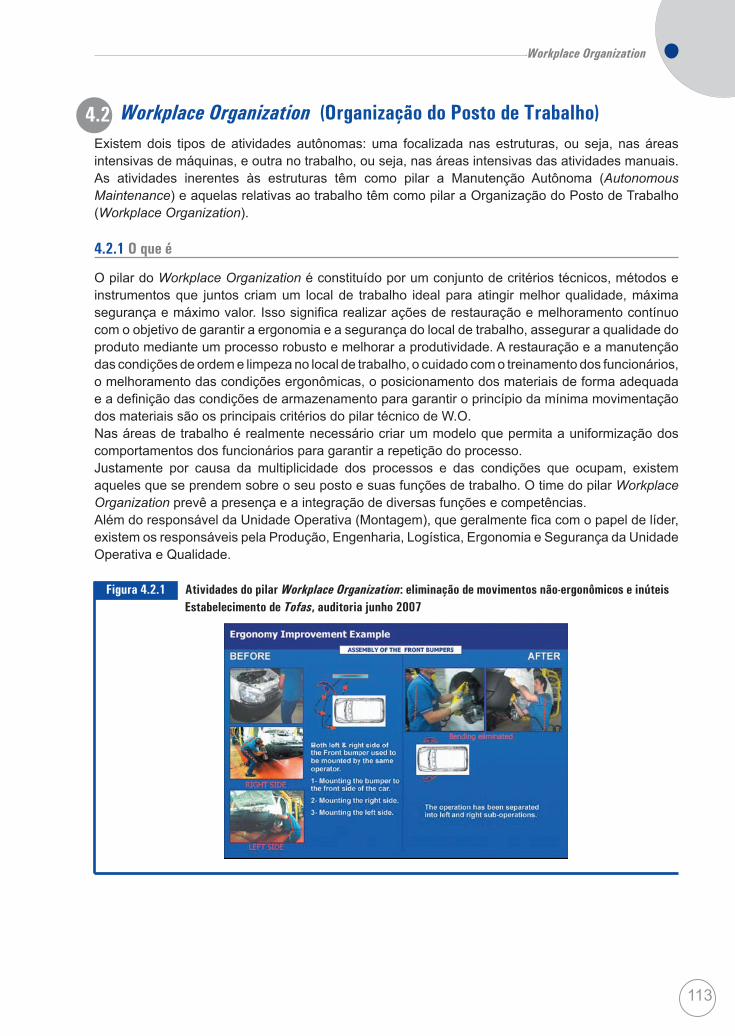
O pilar do Workplace Organization é constituído por um conjunto de critérios técnicos, métodos e instrumentos que juntos criam um local de trabalho ideal para atingir melhor qualidade, máxima segurança e máximo valor. Isso significa realizar ações de restauração e melhoramento contínuo com o objetivo de garantir a ergonomia e a segurança do local de trabalho, assegurar a qualidade do produto mediante um processo robusto e melhorar a produtividade. A restauração e a manutenção das condições de ordem e limpeza no local de trabalho, o cuidado com o treinamento dos funcionários, o melhoramento das condições ergonômicas, o posicionamento dos materiais de forma adequada e a definição das condições de armazenamento para garantir o princípio da mínima movimentação dos materiais são os principais critérios do pilar técnico de W.O.Nas áreas de trabalho é realmente necessário criar um modelo que permita a uniformização dos comportamentos dos funcionários para garantir a repetição do processo.Justamente por causa da multiplicidade dos processos e das condições que ocupam, existem aqueles que se prendem sobre o seu posto e suas funções de trabalho. O time do pilar Workplace Organization prevê a presença e a integração de diversas funções e competências.Além do responsável da Unidade Operativa (Montagem), que geralmente fica com o papel de líder, existem os responsáveis pela Produção, Engenharia, Logística, Ergonomia e Segurança da Unidade Operativa e Qualidade.
Figura 4.2.1 Atividades do pilar Workplace Organization: eliminação de movimentos não-ergonômicos e inúteis Estabelecimento de Tofas, auditoria junho 2007
4.2
Workplace Organization
Pilares Técnicos
114
4.2.2 Objetivos
O objetivo deste pilar é criar um padrão de local de trabalho que garanta a segurança dos locais e o bem-estar das pessoas, a qualidade das funções executadas e a máxima produtividade, através do envolvimento dos operários individualmente e como um time. O pilar prevê a transferência para os funcionários das competências e capacidades susceptíveis a realizar o melhoramento contínuo do microprocesso de trabalho e dos resultados de trabalho pelos quais são responsáveis através da aplicação de métodos e das técnicas mais apropriadas para otimizar: a movimentação dos materiais; a ergonomia e a segurança do local de trabalho (eliminação de MURI); a qualidade do produto através de operações, ciclos de trabalho e seqüências robustas à prova de erros; a agilidade e a produtividade do processo com a eliminação das atividades que causem desperdício ou não agreguem valor (MUDA) e das atividades irregulares (MURA).
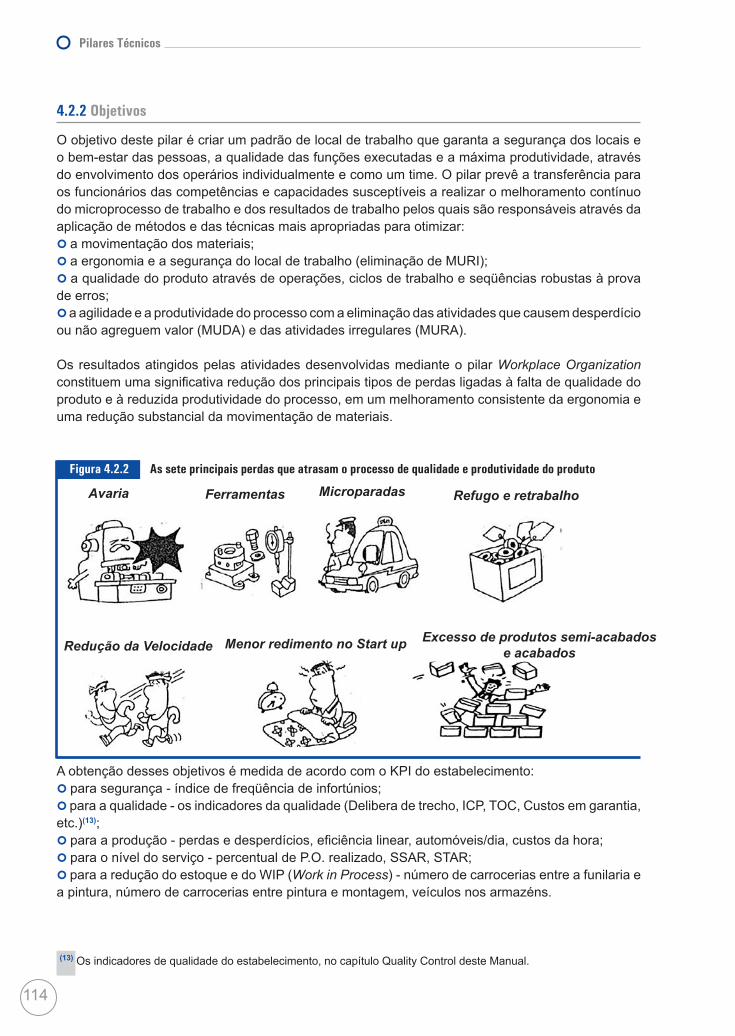
Os resultados atingidos pelas atividades desenvolvidas mediante o pilar Workplace Organization constituem uma significativa redução dos principais tipos de perdas ligadas à falta de qualidade do produto e à reduzida produtividade do processo, em um melhoramento consistente da ergonomia e uma redução substancial da movimentação de materiais.
Figura 4.2.2 As sete principais perdas que atrasam o processo de qualidade e produtividade do produto
A obtenção desses objetivos é medida de acordo com o KPI do estabelecimento: para segurança - índice de freqüência de infortúnios; para a qualidade - os indicadores da qualidade (Delibera de trecho, ICP, TOC, Custos em garantia, etc.)(13); para a produção - perdas e desperdícios, eficiência linear, automóveis/dia, custos da hora; para o nível do serviço - percentual de P.O. realizado, SSAR, STAR; para a redução do estoque e do WIP (Work in Process) - número de carrocerias entre a funilaria e a pintura, número de carrocerias entre pintura e montagem, veículos nos armazéns.
(13) Os indicadores de qualidade do estabelecimento, no capítulo Quality Control deste Manual.
Avaria Ferramentas Microparadas Refugo e retrabalho
Redução da Velocidade Menor redimento no Start up Excesso de produtos semi-acabados e acabados

Autonomous Maintenance
115
4.2.3 As Ferramentas
O pilar Workplace Organization utiliza ferramentas específicas e úteis para analisar as criticidades surgidas no local de trabalho e determinadas principalmente pelo modo como se trabalha, e para fornecer indicações e regras para soluciona-las das mesmas.As técnicas e os instrumentos utilizados vão dos simples 5S, 5 Whys, Poka Yoke aos mais complexos, que consistem na análise ergonômica dos locais de trabalho e no estudo dos movimentos sem valor agregado (inúteis / dispensáveis).
Análise e eliminação de MURI, MURA, MUDA
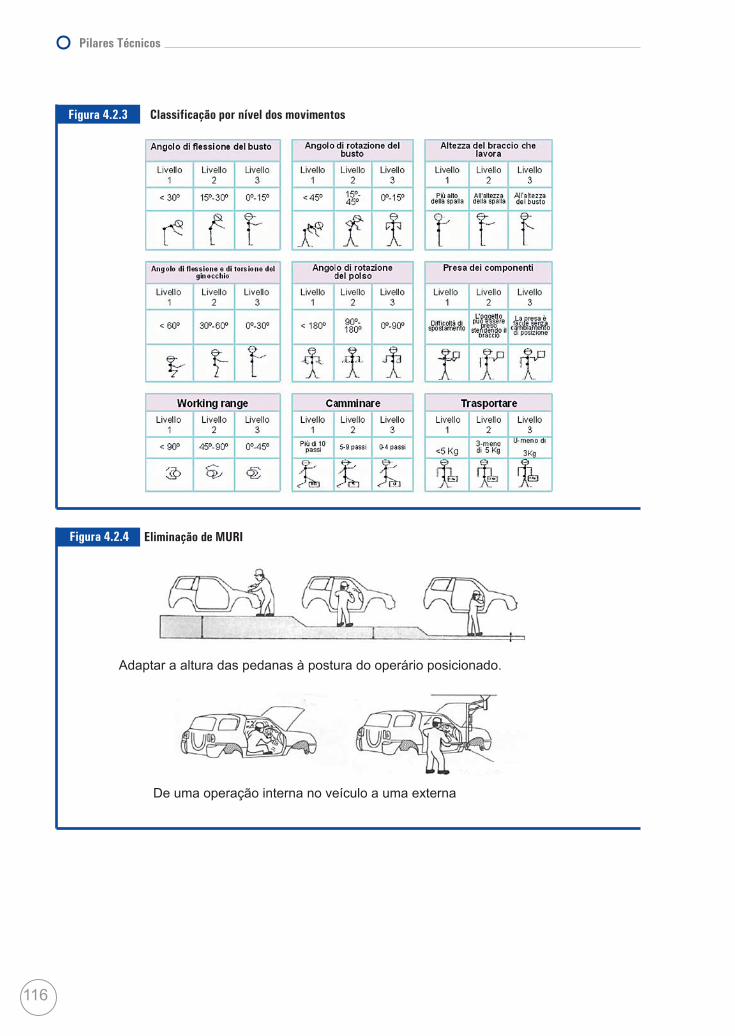
Esta análise tem seu foco nas tarefas de trabalho e deve identificar individualmente todos os movimentos que possam gerar impactos negativos sobre a qualidade, sobre os custos (que geram desperdícios) e sobre a segurança e o bem-estar das pessoas, seja porque estão errados, inúteis, cansativos seja porque são perigosos.MURI é o conjunto de tarefas difíceis ou não-naturais que geram fadiga e que possam causar riscos para os trabalhadores reduzindo a produtividade do trabalho. Devem ser analisados e resolvidos aplicando a ergonomia.MURA são os movimentos irregulares que podem gerar impactos negativos sobre a qualidade. Podem ser reconhecidos mediante de uma observação prolongada e são solucionados com a introdução de atividades-padrão.MUDA são as tarefas sem valor agregado que geram desperdício e devem ser identificadas e eliminadas através de observação. MURIUma tarefa difícil ou não-natural é uma tarefa que causa fadiga: Cansaço muscular no caso de tarefas que necessitam de força; Cansaço causado por uma posição incorreta ou não-natural; Cansaço mental no caso de tarefas que necessitam de atenção; Cansaço emotivo no caso de tarefas não-agradáveis.Para eliminar MURI é necessário executar primeiro a análise ergonômica dos postos de trabalho, e classificar os movimentos efetuados pelos trabalhadores com base numa tabela-padrão codificada internacionalmente, para depois definir as corretas intervenções reparadoras a serem aplicadas no ciclo de produção e na organização dos postos de trabalho.Deve ser efetuado um controle duplo, primeiramente com uma aplicão de um check list de filtro e sucessivamente pela colocação dos resultados críticos, com a utilização de outro check list (OCRA), que classifica as colocações por nível: verde (nenhuma intervenção a efetuar), amarelo ou alaranjado (necessidade de atenção) e vermelho (necessidade de medidas corretivas).
Workplace Organization
Pilares Técnicos
116
Figura 4.2.3 Classificação por nível dos movimentos
Figura 4.2.4 Eliminação de MURI
Adaptar a altura das pedanas à postura do operário posicionado.
De uma operação interna no veículo a uma externa
Autonomous Maintenance
117
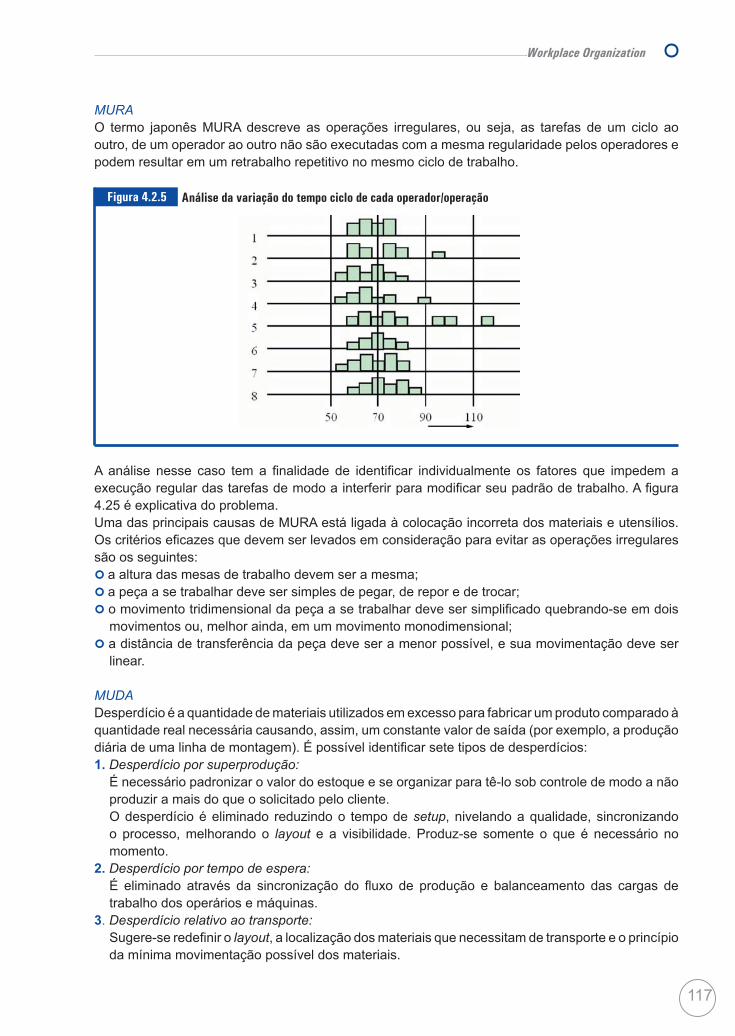
MURA O termo japonês MURA descreve as operações irregulares, ou seja, as tarefas de um ciclo ao outro, de um operador ao outro não são executadas com a mesma regularidade pelos operadores e podem resultar em um retrabalho repetitivo no mesmo ciclo de trabalho.
Figura 4.2.5
A análise nesse caso tem a finalidade de identificar individualmente os fatores que impedem a execução regular das tarefas de modo a interferir para modificar seu padrão de trabalho. A figura 4.25 é explicativa do problema.Uma das principais causas de MURA está ligada à colocação incorreta dos materiais e utensílios. Os critérios eficazes que devem ser levados em consideração para evitar as operações irregulares são os seguintes: a altura das mesas de trabalho devem ser a mesma; a peça a se trabalhar deve ser simples de pegar, de repor e de trocar; o movimento tridimensional da peça a se trabalhar deve ser simplificado quebrando-se em dois
movimentos ou, melhor ainda, em um movimento monodimensional; a distância de transferência da peça deve ser a menor possível, e sua movimentação deve ser
linear.
MUDA Desperdício é a quantidade de materiais utilizados em excesso para fabricar um produto comparado à quantidade real necessária causando, assim, um constante valor de saída (por exemplo, a produção diária de uma linha de montagem). É possível identificar sete tipos de desperdícios: 1. Desperdício por superprodução:
É necessário padronizar o valor do estoque e se organizar para tê-lo sob controle de modo a não produzir a mais do que o solicitado pelo cliente.O desperdício é eliminado reduzindo o tempo de setup, nivelando a qualidade, sincronizando o processo, melho rando o layout e a visibilidade. Produz-se somente o que é necessário no momento.
2. Desperdício por tempo de espera:É eliminado através da sincronização do fluxo de produção e balanceamento das cargas de trabalho dos operários e máquinas.
3. Desperdício relativo ao transporte:Sugere-se redefinir o layout, a localização dos materiais que necessitam de transporte e o princípio da mínima movimentação possível dos materiais.
Análise da variação do tempo ciclo de cada operador/operação
Workplace Organization
Pilares Técnicos
118
4. Desperdício relativo ao próprio trabalho:Por que devem ser fabricadas certas peças ou produtos?Por que se deve adotar determinado método de trabalho? Essas perguntas são propostas para entender qual ciclo de fabricação é mais apropriado ou se é viável adotar uma alternativa melhor.
5. Desperdício devido ao estoque:Reduz-se encurtando o tempo de setup e o lead time, sincronizando o fluxo, melhorando as habilidades e o nivelamento linear.
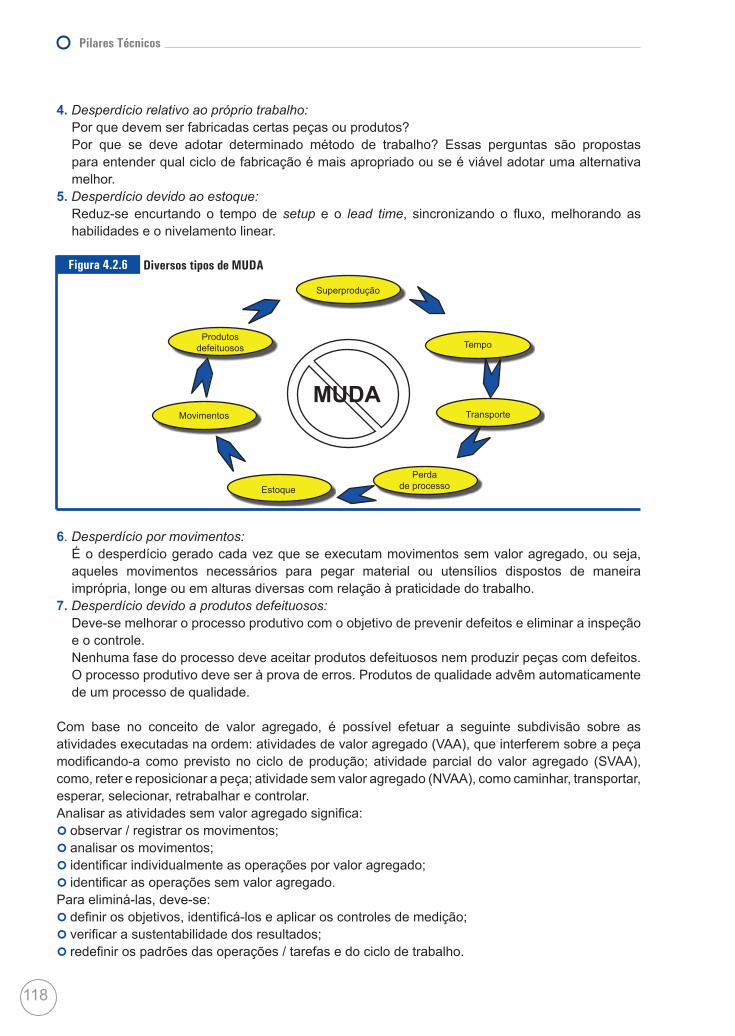
Figura 4.2.6
6. Desperdício por movimentos:É o desperdício gerado cada vez que se executam movimentos sem valor agregado, ou seja, aqueles movimentos necessários para pegar material ou utensílios dispostos de maneira imprópria, longe ou em alturas diversas com relação à praticidade do trabalho.
7. Desperdício devido a produtos defeituosos:Deve-se melhorar o processo produtivo com o objetivo de prevenir defeitos e eliminar a inspeção e o controle.Nenhuma fase do processo deve aceitar produtos defeituosos nem produzir peças com defeitos. O processo produtivo deve ser à prova de erros. Produtos de qualidade advêm automaticamente de um processo de qualidade.
Com base no conceito de valor agregado, é possível efetuar a seguinte subdivisão sobre as atividades executadas na ordem: atividades de valor agregado (VAA), que interferem sobre a peça modificando-a como previsto no ciclo de produção; atividade parcial do valor agregado (SVAA), como, reter e reposicionar a peça; atividade sem valor agregado (NVAA), como caminhar, transportar, esperar, selecionar, retrabalhar e controlar.Analisar as atividades sem valor agregado significa: observar / registrar os movimentos; analisar os movimentos; identificar individualmente as operações por valor agregado; identificar as operações sem valor agregado. Para eliminá-las, deve-se: definir os objetivos, identificá-los e aplicar os controles de medição; verificar a sustentabilidade dos resultados; redefinir os padrões das operações / tarefas e do ciclo de trabalho.
Diversos tipos de MUDA
TransporteMovimentos
Perda de processo
Tempo
Superprodução
Produtos defeituosos
Estoque
MUDA

Autonomous Maintenance
119
Figura 4.2.7 Natureza das atividades do tempo de trabalho
O percurso para eliminar as atividades sem valor agregado/inúteis pode ser esquematizado em cinco steps, dos quais o primeiro a exclui tarefas mais fáceis, o segundo melhorar as operações, o terceiro elimina as tarefas sem valor agregado/inúteis, o quarto reorganiza o processo e o quinto introduz a automação. O princípio de aplicação dessa metodologia é não automatizar o trabalho antes de estuda-lo e reestruturá-lo atentamente.
Figura 4.2.8
Workplace Organization
O percurso para eliminar a atividade sem valor agregado
Refeição, descanço e reuniõesVA
LOR
NÃ
O A
GR
EG
AD
O NVAA - Atividade não valor agregado
Esperar
Caminhar
Perda máquina (O.E.E)
SVAA - Atividade com semi valor agregado
VAA - Atividade de valor agregado
Procurar, registrar dados, encher, regular, falar, remover, controlar, pegar/colocar (para o transporte)
Interno no ciclo de trabalho
Caminhar para alcançar uma posiçãoCaminhar deslocando o material
Ferramentas, avarias, micro paradas, refugo, troca de material, espera (por problemas de gestão)
Movimentações manuais, reter, preparar, carregar, descarregar, posicionar
Montar, unir, cortar, soldar, raspar
2º step
1º step
3º step
4º step
5º step
Restaurar as operações simples• Melhorar as operações difíceis
Melhorar as operações• Melhorar as operações irregulares
Melhorar os movimentos • Eliminar as atividades sem valor agregado
Reorganizar o trabalho• Integração do processo
Promover o LCA• Introduzir a automação

Pilares Técnicos
120
Golden Zone (Área dourada)
É denominada Golden Zone (Área Dourada) a área ideal de trabalho do funcionário interno, que garante a redução das atividades sem valor agregado e das operações difíceis ou não-naturais.
Figura 4.2.9
Spaghetti chart Spaghetti chart é um método de representação gráfica das trocas de posições efetuadas pelos funcionários no curso da própria execução do trabalho e consiste em desenvolver uma análise profunda para otimizar as movimentações dos materiais e a recolocação de pessoas (eliminar MUDA).Para realizar um spaghetti chart, reproduz-se o layout da linha sobre uma folha de papel, evidenciando os percursos que o trabalhador efetua durante o ciclo de trabalho.
Figura 4.2.10
Golden Zone
Gráfico de Spaghetti antes/depois da otimização da UTE 3, linha 1 Montagem – Estabelecimento de Mirafiori, auditoria fevereiro 2007
AATodos os componentes devem ser abastecidos no posto de trabalho dentro do campo de visão e altura de trabalho.
A
Os componentes são dispostos em uma área três vezes maior que a área de trabalho. Os componentes podem ser apanhados esticando-se os braços e com ambas as mãos.
B
Os componenetes podem ser apanhados esticando-se os braços e acima dos ombros. Os componentes podem ser dispostos em uma área seis vezes maior que a área de trabalho.
C Os componentes podem ser apanhados girando o corpo.
D Os componentes podem ser apanhados caminhando.
B
Máquina
A
AA60º
400
700C
D
Pessoa
Autonomous Maintenance
121
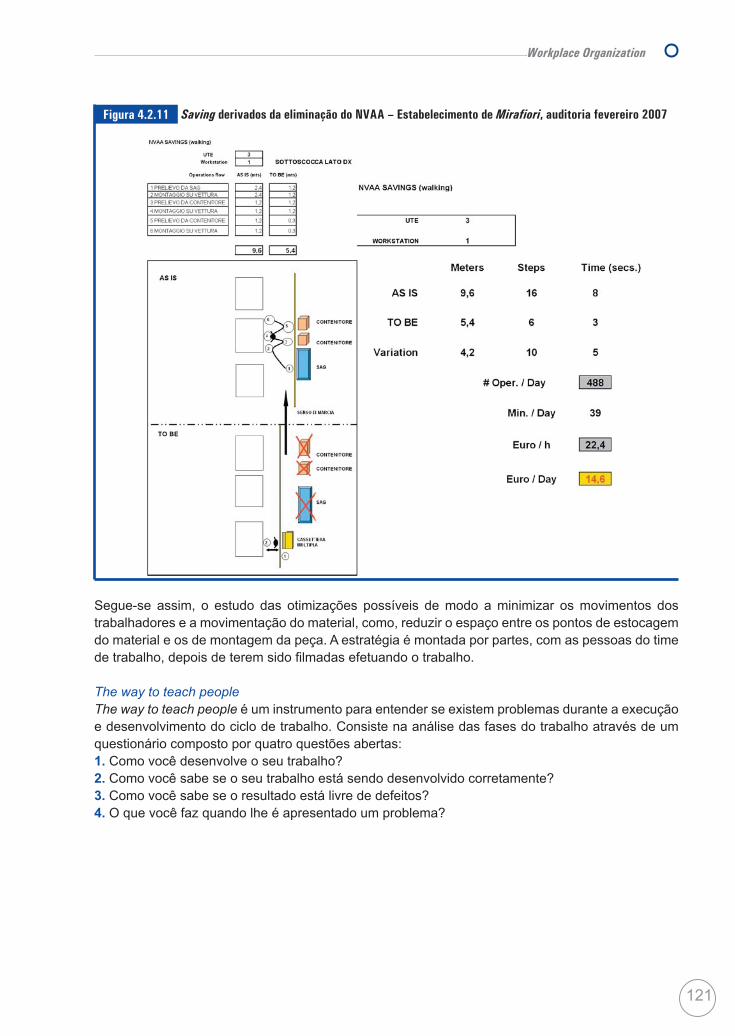
Figura 4.2.11
Segue-se assim, o estudo das otimizações possíveis de modo a minimizar os movimentos dos trabalhadores e a movimentação do material, como, reduzir o espaço entre os pontos de estocagem do material e os de montagem da peça. A estratégia é montada por partes, com as pessoas do time de trabalho, depois de terem sido filmadas efetuando o trabalho.
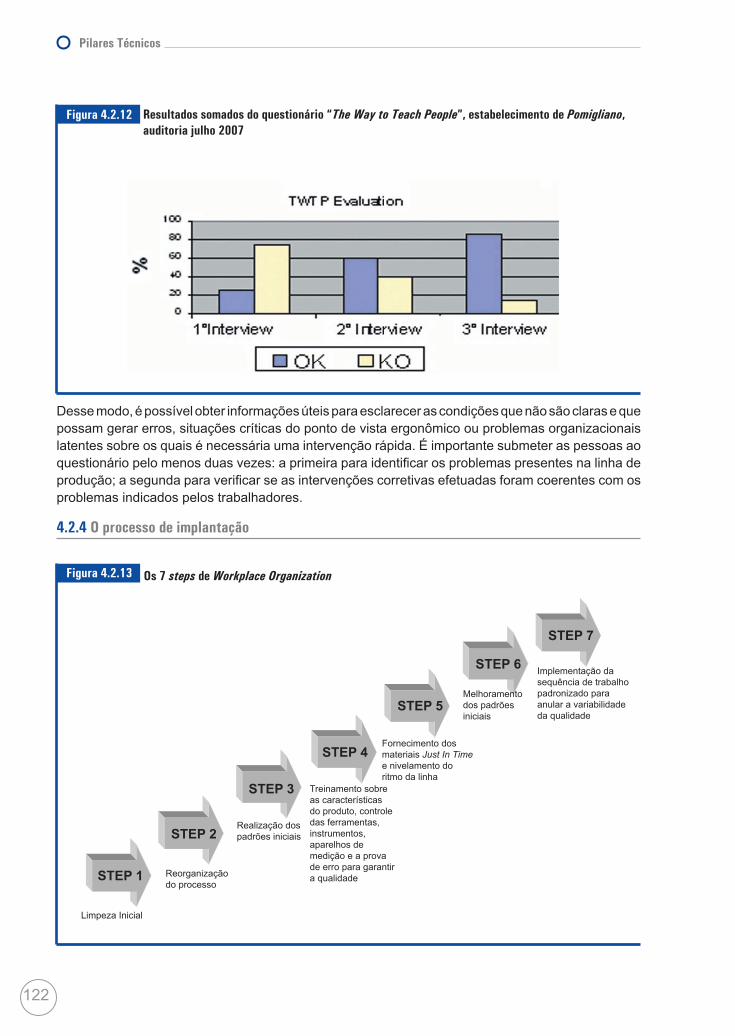
The way to teach people The way to teach people é um instrumento para entender se existem problemas durante a execução e desenvolvimento do ciclo de trabalho. Consiste na análise das fases do trabalho através de um questionário composto por quatro questões abertas:1. Como você desenvolve o seu trabalho? 2. Como você sabe se o seu trabalho está sendo desenvolvido corretamente? 3. Como você sabe se o resultado está livre de defeitos? 4. O que você faz quando lhe é apresentado um problema?
Workplace Organization
Saving derivados da eliminação do NVAA – Estabelecimento de Mirafiori, auditoria fevereiro 2007
Pilares Técnicos
122
Figura 4.2.12
Desse modo, é possível obter informações úteis para esclarecer as condições que não são claras e que possam gerar erros, situações críticas do ponto de vista ergonômico ou problemas organizacionais latentes sobre os quais é necessária uma intervenção rápida. É importante submeter as pessoas ao questionário pelo menos duas vezes: a primeira para identificar os problemas presentes na linha de produção; a segunda para verificar se as intervenções corretivas efetuadas foram coerentes com os problemas indicados pelos trabalhadores.
4.2.4 O processo de implantação
Figura 4.2.13
Resultados somados do questionário “The Way to Teach People”, estabelecimento de Pomigliano, auditoria julho 2007
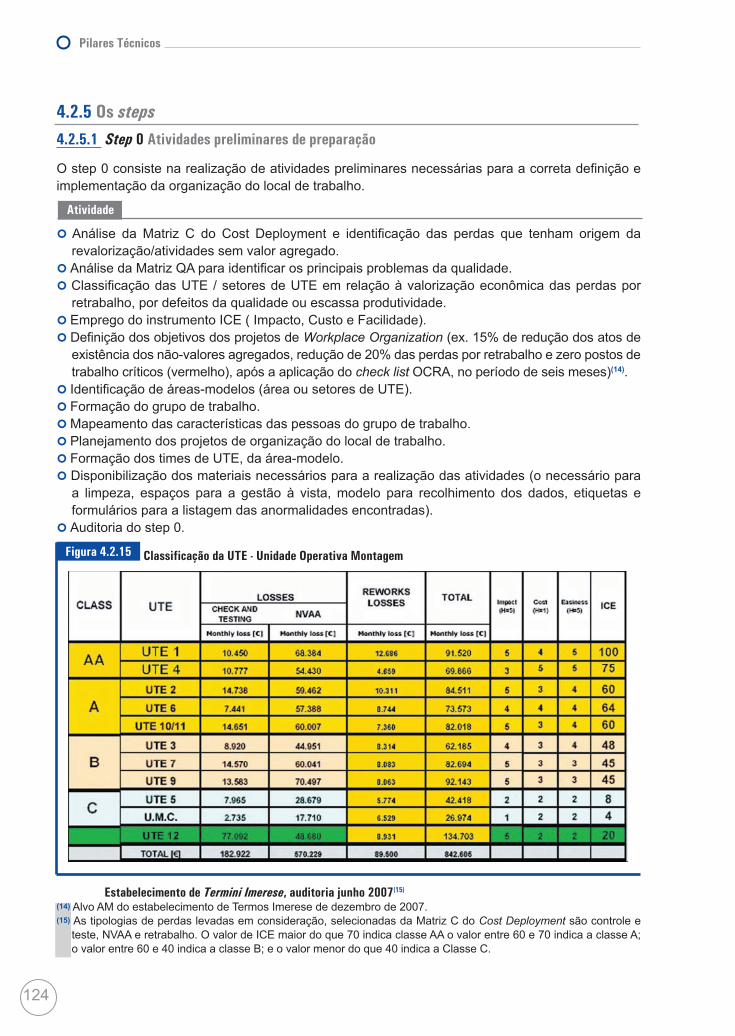
Os 7 steps de Workplace Organization
STEP 1
STEP 2
STEP 3
STEP 4
STEP 5
STEP 6
STEP 7
Limpeza Inicial
Reorganização do processo
Realização dos padrões iniciais
Treinamento sobre as características do produto, controle das ferramentas, instrumentos, aparelhos de medição e a prova de erro para garantir a qualidade
Fornecimento dos materiais Just In Time e nivelamento do ritmo da linha
Melhoramento dos padrões iniciais
Implementação da sequência de trabalho padronizado para anular a variabilidade da qualidade

Autonomous Maintenance
123
A lógica do processo de realização do pilar técnico Workplace Organization prevê que: antes de tudo, restabelecer as condições básicas dos locais, no que se refere à ordem e limpeza
do local de trabalho (step 1, step 2 e step 3); depois, definir as condições de utilização dos locais e os métodos de trabalho a ser aplicados
(step 4) finalmente, padronizar as modalidades de fornecimento, a colocação do material na linha da
montagem, os movimentos dos operários, os procedimentos e as seqüências do trabalho com o objetivo de eliminar a variação da qualidade e melhorar os ciclos do trabalho (step 5, step 6 e step 7).
Os três primeiros steps 1,2 e 3 têm o objetivo de gerar uma mudança na organização dos postos de trabalho, passando da condição de desordem, degradação, sujeira, potencial de perigo, fadiga devido à postura incorreta ou a movimentos inúteis, para condições de limpeza, segurança, eficiência dos ciclos de trabalho e melhoramento da qualidade do produto. A aplicação dos steps de 1 a 3 é a chave para determinar as condições de base da organização do local de trabalho. Em um estabelecimento World Class os materiais e utensílios são ordenados sistematicamente, e as áreas de trabalho, perfeitamente limpas.
Figura 4.2.14
O step 4 objetiva a geração de uma mudança nas pessoas. Na verdade, o controle feito diretamente pelos funcionários permite a compreensão e a garantia de responsabilidades como do que e como controlar. Os operários gradualmente assumem a capacidade de realizar com autonomia as atividades de manutenção básicas do local de trabalho e de melhoramento qualitativo resolvendo os principais problemas de sua competência que surgem.Os steps 5,6 e 7 têm o objetivo de determinar uma mudança duradoura na gestão da atividade dos trabalhadores através da implantação do regime do novo sistema organizacional no local de trabalho.
Workplace Organization
Lógica operativa válida para os steps 1-2-3
Pilares Técnicos
124
4.2.5 Os steps 4.2.5.1 Step 0 Atividades preliminares de preparação
O step 0 consiste na realização de atividades preliminares necessárias para a correta definição e implementação da organização do local de trabalho.
Análise da Matriz C do Cost Deployment e identificação das perdas que tenham origem da revalorização/atividades sem valor agregado.
Análise da Matriz QA para identificar os principais problemas da qualidade. Classificação das UTE / setores de UTE em relação à valorização econômica das perdas por
retrabalho, por defeitos da qualidade ou escassa produtividade. Emprego do instrumento ICE ( Impacto, Custo e Facilidade). Definição dos objetivos dos projetos de Workplace Organization (ex. 15% de redução dos atos de
existência dos não-valores agregados, redução de 20% das perdas por retrabalho e zero postos de trabalho críticos (vermelho), após a aplicação do check list OCRA, no período de seis meses)(14).
Identificação de áreas-modelos (área ou setores de UTE). Formação do grupo de trabalho. Mapeamento das características das pessoas do grupo de trabalho. Planejamento dos projetos de organização do local de trabalho. Formação dos times de UTE, da área-modelo. Disponibilização dos materiais necessários para a realização das atividades (o necessário para
a limpeza, espaços para a gestão à vista, modelo para recolhimento dos dados, etiquetas e formulários para a listagem das anormalidades encontradas).
Auditoria do step 0.
Figura 4.2.15
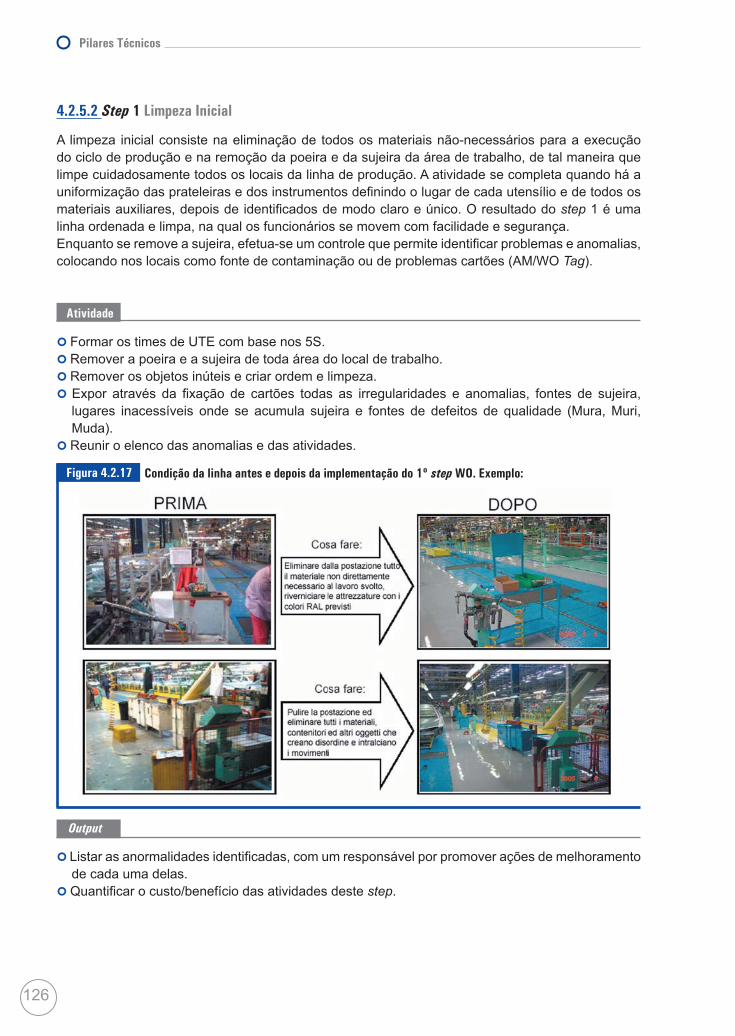
Estabelecimento de Termini Imerese, auditoria junho 2007(15)
(14) Alvo AM do estabelecimento de Termos Imerese de dezembro de 2007.
(15) As tipologias de perdas levadas em consideração, selecionadas da Matriz C do Cost Deployment são controle e teste, NVAA e retrabalho. O valor de ICE maior do que 70 indica classe AA o valor entre 60 e 70 indica a classe A; o valor entre 60 e 40 indica a classe B; e o valor menor do que 40 indica a Classe C.
Atividade
Classificação da UTE - Unidade Operativa Montagem

Autonomous Maintenance
125
Input
Matriz C do Cost Deployment. QA Matrix.
Output
Mapa das habilidades de WO para os times envolvidos. Setores/UTE selecionados como áreas-modelos. Planejamento das atividades previstas para cada um dos quatro primeiros steps (do 0 ao 3) nas
áreas-modelo se estendendo para o resto do estabelecimento. Atividade formativa realizada pelo time de UTE.
Atores
Os times do projeto são constituídos pelos funcionários da área-modelo e pelo responsável do time WO (Líder do Pilar do estabelecimento).
Ferramentas
Classificação dos setores/UTE. Matriz ICE. Lição de Um Ponto para o desenvolvimento das habilidades dos participantes do time. Radar Chart para o mapeamento das habilidades. Matriz C do Cost Deployment.
KPI
Know-how criado pelos participantes do time de UTE e mensurado com os testes de entrada/saída.
Número de operários envolvidos na área-modelo. Figura 4.2.16 Plano de extensão de atividade de WO - Unidade Operativa Montagem
Estabelecimento de Mirafiori, auditoria dezembro 2006
Workplace Organization
Pilares Técnicos
126
4.2.5.2 Step 1 Limpeza Inicial
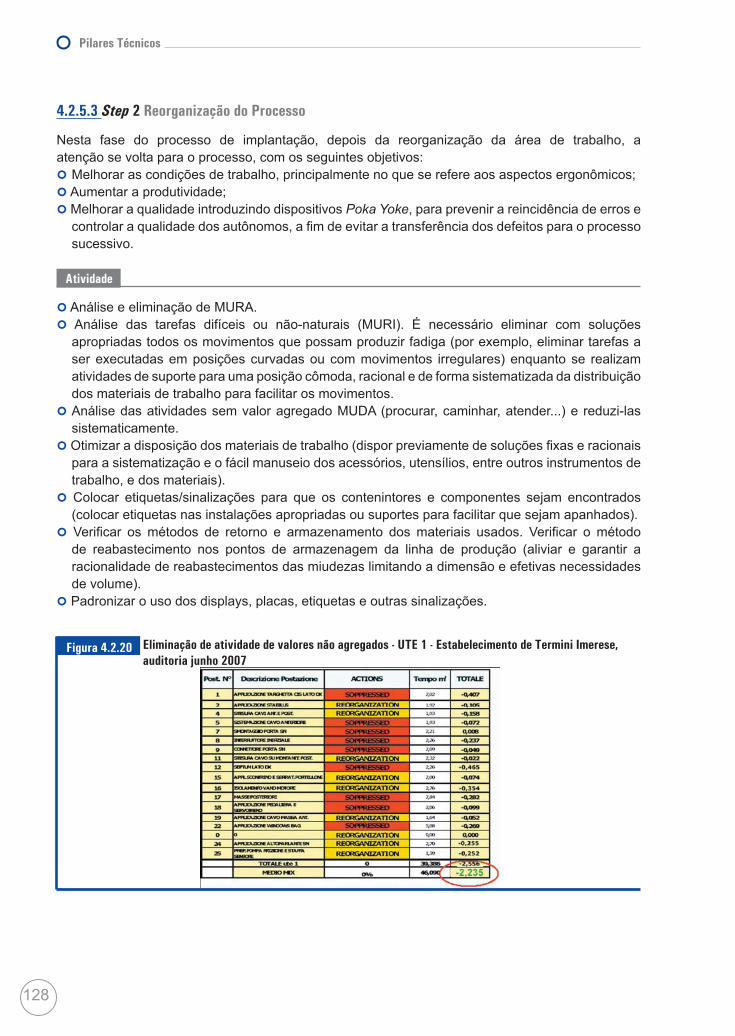
A limpeza inicial consiste na eliminação de todos os materiais não-necessários para a execução do ciclo de produção e na remoção da poeira e da sujeira da área de trabalho, de tal maneira que limpe cuidadosamente todos os locais da linha de produção. A atividade se completa quando há a uniformização das prateleiras e dos instrumentos definindo o lugar de cada utensílio e de todos os materiais auxiliares, depois de identificados de modo claro e único. O resultado do step 1 é uma linha ordenada e limpa, na qual os funcionários se movem com facilidade e segurança.Enquanto se remove a sujeira, efetua-se um controle que permite identificar problemas e anomalias, colocando nos locais como fonte de contaminação ou de problemas cartões (AM/WO Tag).
Atividade
Formar os times de UTE com base nos 5S. Remover a poeira e a sujeira de toda área do local de trabalho. Remover os objetos inúteis e criar ordem e limpeza. Expor através da fixação de cartões todas as irregularidades e anomalias, fontes de sujeira,
lugares inacessíveis onde se acumula sujeira e fontes de defeitos de qualidade (Mura, Muri, Muda).
Reunir o elenco das anomalias e das atividades. Figura 4.2.17
Output
Listar as anormalidades identificadas, com um responsável por promover ações de melhoramento de cada uma delas.
Quantificar o custo/benefício das atividades deste step.
Condição da linha antes e depois da implementação do 1º step WO. Exemplo:

Autonomous Maintenance
127
Atores
Esta atividade envolve todos os funcionários da área-modelo e deve ser orientada pelo líder da Unidade Operativa. No lançamento das atividades de Workplace Organization e durante as primeiras atividades, é bom que os diretores do estabelecimento participem ativamente, para criar um envolvimento maior e estimular a adesão dos trabalhadores da linha de produção.
Figura 4.2.18
Ferramentas
5S AM/WO tag é um pequeno cartão que contém os pontos críticos identificados; deve ser afixado
sobre o local de trabalho (materiais, prateleiras, containers, etc.) e serve para mostrar os problemas, além de ser um espaço aberto para sugestões de mudanças de melhoramento.
KPI
Número dos operários formados sobre os 5S. Número dos cartões emitidos por semana. Comparação dos cartões emitidos por semana. Quantidade de materiais inúteis que foram removidos da linha de produção. Número e qualidade das OPL (One Point Lesson, em português, Lição de um ponto) emitidas. Redução do tempo de limpeza.
Figura 4.2.19
Workplace Organization
Cartões resolvidos x cartões emitidos de WO – Unidade Operativa Montagem – Estabelecimento de Termini Imerese, auditoria junho 2007
Redução do custo de limpeza UO Montagem - Estabelecimento de Termini Imerese, auditoria junho 2007
Pilares Técnicos
128
4.2.5.3 Step 2 Reorganização do Processo
Nesta fase do processo de implantação, depois da reorganização da área de trabalho, a atenção se volta para o processo, com os seguintes objetivos: Melhorar as condições de trabalho, principalmente no que se refere aos aspectos ergonômicos; Aumentar a produtividade; Melhorar a qualidade introduzindo dispositivos Poka Yoke, para prevenir a reincidência de erros e
controlar a qualidade dos autônomos, a fim de evitar a transferência dos defeitos para o processo sucessivo.
Atividade
Análise e eliminação de MURA. Análise das tarefas difíceis ou não-naturais (MURI). É necessário eliminar com soluções
apropriadas todos os movimentos que possam produzir fadiga (por exemplo, eliminar tarefas a ser executadas em posições curvadas ou com movimentos irregulares) enquanto se realizam atividades de suporte para uma posição cômoda, racional e de forma sistematizada da distribuição dos materiais de trabalho para facilitar os movimentos.
Análise das atividades sem valor agregado MUDA (procurar, caminhar, atender...) e reduzi-las sistematicamente.
Otimizar a disposição dos materiais de trabalho (dispor previamente de soluções fixas e racionais para a sistematização e o fácil manuseio dos acessórios, utensílios, entre outros instrumentos de trabalho, e dos materiais).
Colocar etiquetas/sinalizações para que os contenintores e componentes sejam encontrados (colocar etiquetas nas instalações apropriadas ou suportes para facilitar que sejam apanhados).
Verificar os métodos de retorno e armazenamento dos materiais usados. Verificar o método de reabastecimento nos pontos de armazenagem da linha de produção (aliviar e garantir a racionalidade de reabastecimentos das miudezas limitando a dimensão e efetivas necessidades de volume).
Padronizar o uso dos displays, placas, etiquetas e outras sinalizações.
Figura 4.2.20 Eliminação de atividade de valores não agregados - UTE 1 - Estabelecimento de Termini Imerese, auditoria junho 2007
Autonomous Maintenance
129
Figura 4.2.21
Output
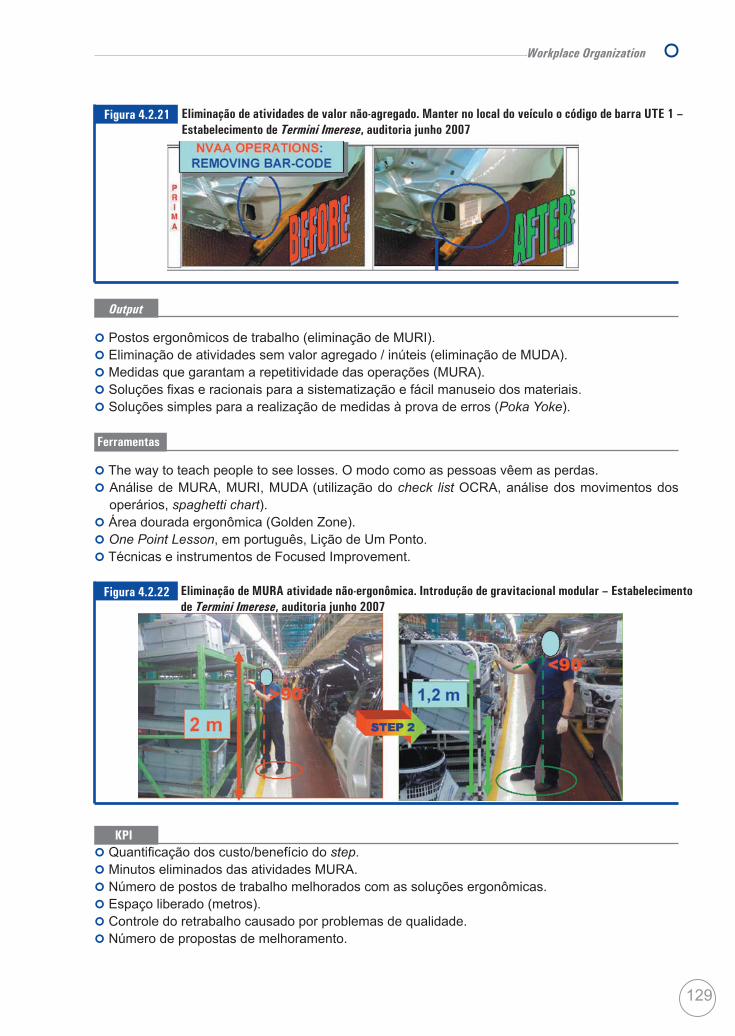
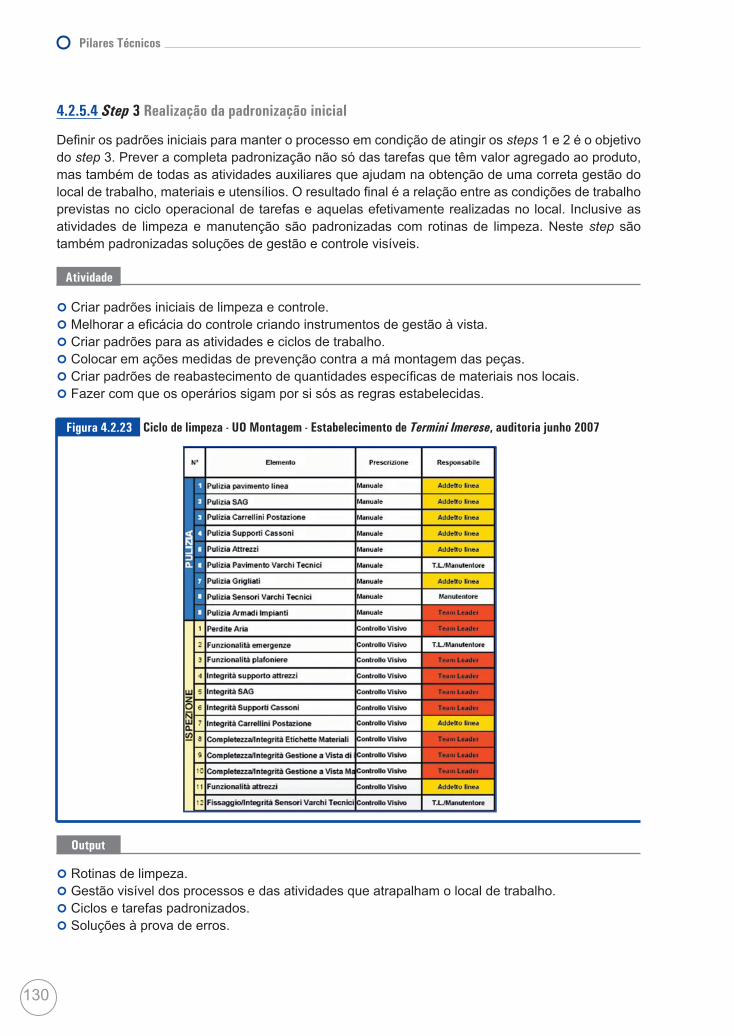
Postos ergonômicos de trabalho (eliminação de MURI). Eliminação de atividades sem valor agregado / inúteis (eliminação de MUDA). Medidas que garantam a repetitividade das operações (MURA). Soluções fixas e racionais para a sistematização e fácil manuseio dos materiais. Soluções simples para a realização de medidas à prova de erros (Poka Yoke).
Ferramentas
The way to teach people to see losses. O modo como as pessoas vêem as perdas. Análise de MURA, MURI, MUDA (utilização do check list OCRA, análise dos movimentos dos
operários, spaghetti chart). Área dourada ergonômica (Golden Zone). One Point Lesson, em português, Lição de Um Ponto. Técnicas e instrumentos de Focused Improvement. Figura 4.2.22
Quantificação dos custo/benefício do step. Minutos eliminados das atividades MURA. Número de postos de trabalho melhorados com as soluções ergonômicas. Espaço liberado (metros). Controle do retrabalho causado por problemas de qualidade. Número de propostas de melhoramento.
Workplace Organization
Eliminação de atividades de valor não-agregado. Manter no local do veículo o código de barra UTE 1 – Estabelecimento de Termini Imerese, auditoria junho 2007
Eliminação de MURA atividade não-ergonômica. Introdução de gravitacional modular – Estabelecimento de Termini Imerese, auditoria junho 2007
KPI
Pilares Técnicos
130
4.2.5.4 Step 3 Realização da padronização inicial
Definir os padrões iniciais para manter o processo em condição de atingir os steps 1 e 2 é o objetivo do step 3. Prever a completa padronização não só das tarefas que têm valor agregado ao produto, mas também de todas as atividades auxiliares que ajudam na obtenção de uma correta gestão do local de trabalho, materiais e utensílios. O resultado final é a relação entre as condições de trabalho previstas no ciclo operacional de tarefas e aquelas efetivamente realizadas no local. Inclusive as atividades de limpeza e manutenção são padronizadas com rotinas de limpeza. Neste step são também padronizadas soluções de gestão e controle visíveis.
Atividade
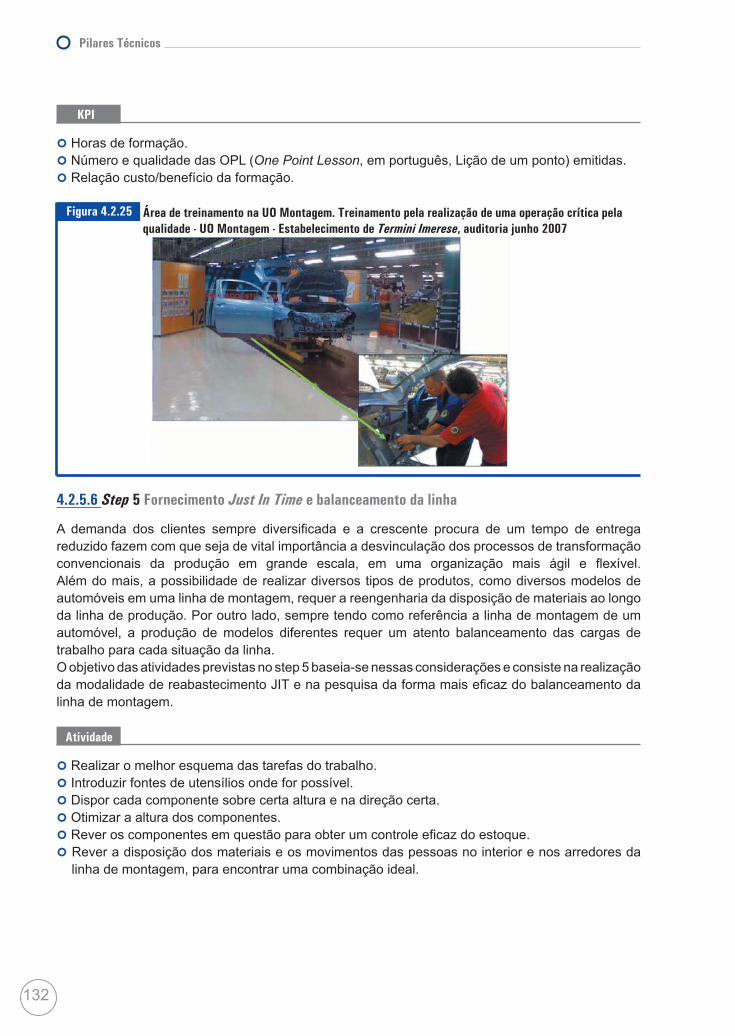
Criar padrões iniciais de limpeza e controle. Melhorar a eficácia do controle criando instrumentos de gestão à vista. Criar padrões para as atividades e ciclos de trabalho. Colocar em ações medidas de prevenção contra a má montagem das peças. Criar padrões de reabastecimento de quantidades específicas de materiais nos locais. Fazer com que os operários sigam por si sós as regras estabelecidas. Figura 4.2.23
Output
Rotinas de limpeza. Gestão visível dos processos e das atividades que atrapalham o local de trabalho. Ciclos e tarefas padronizados. Soluções à prova de erros.
Ciclo de limpeza - UO Montagem - Estabelecimento de Termini Imerese, auditoria junho 2007

Autonomous Maintenance
131
KPI
Custo/benefício da padronização e do plano de manutenção. Custo/benefício de cada step. Impacto sobre os indicadores de qualidade. Horas dedicadas à limpeza. Número de soluções implementadas para a gestão.
Figura 4.2.24
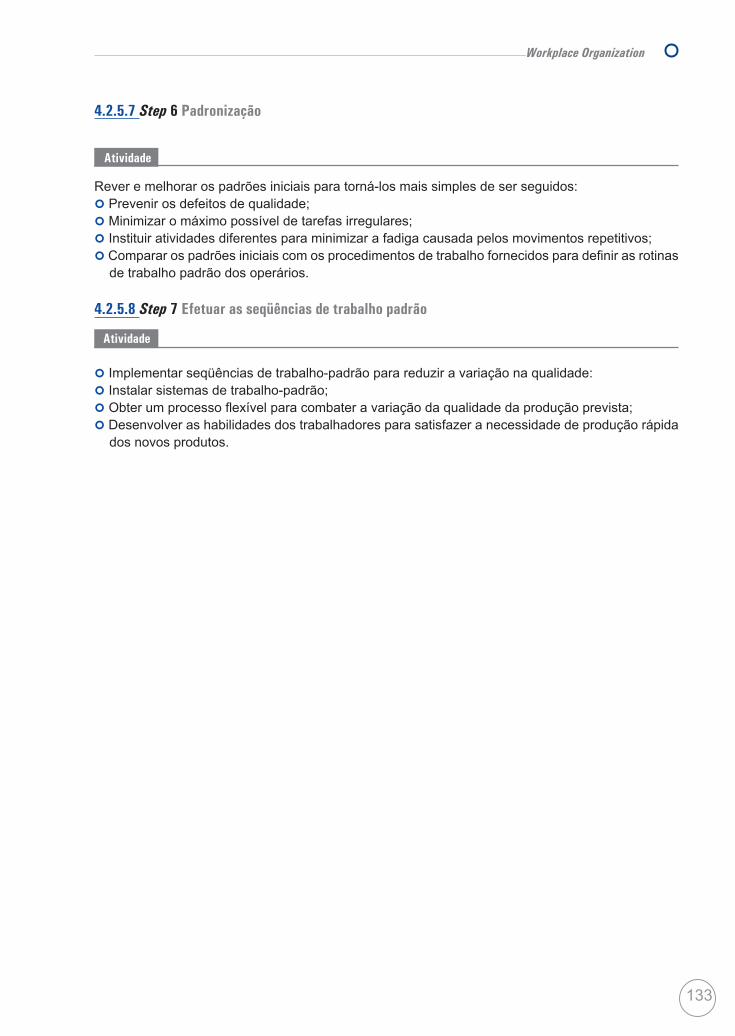
4.2.5.5 Step 4 Formação sobre o produto e controle geral
Esta fase tem como objetivos o conhecimento da estrutura e das funções do produto para assegurar a qualidade do trabalho e a condução de uma inspeção geral nos utensílios e instrumentos de medição para assegurar a qualidade dos resultados.Este step tem a finalidade de aumentar o conhecimento do funcionário em relação aos controles de qualidade do próprio processo, como o que ocorre no momento em que se apresenta um problema que poderia influenciar na qualidade do produto. É o caso de uma máquina que, para assegurar que esteja funcionando corretamente, é necessário um indicador de pressão na zona verde do quadrante. Se o indicador ficar na zona vermelha, significa que haverá impactos negativos na qualidade do produto, que poderão necessariamente se manifestar não imediatamente, mas nas fases seguintes. Nesse caso, é importante que a equipe de produção se organize para aplicar as correções necessárias que demonstrem que a pressão aumentará (por exemplo, colorindo uma faixa de alaranjado, a qual mostrará a evolução do caso). Atividade
Identificar os principais problemas de qualidade presentes no processo de gestão e melhorar os conhecimentos sobre a qualidade, resolvendo os problemas levantados.
Dispor de melhores instrumentos, utensílios, soluções à prova de erros para assegurar a qualidade dos resultados.
Dispor de utensílios e instrumentos de fácil e segura utilização para assim poder realizar um trabalho seguro e durável.
Formar operadores sobre produto para a resolução dos problemas de qualidade.
Workplace Organization
Gestão à vista da seqüência chamada de material - UO Montagem Estabelecimento de Termini Imerese, auditoria junho 2007
Pilares Técnicos
132
KPI
Horas de formação. Número e qualidade das OPL (One Point Lesson, em português, Lição de um ponto) emitidas. Relação custo/benefício da formação.
Figura 4.2.25
4.2.5.6 Step 5 Fornecimento Just In Time e balanceamento da linha
A demanda dos clientes sempre diversificada e a crescente procura de um tempo de entrega reduzido fazem com que seja de vital importância a desvinculação dos processos de transformação convencionais da produção em grande escala, em uma organização mais ágil e flexível. Além do mais, a possibilidade de realizar diversos tipos de produtos, como diversos modelos de automóveis em uma linha de montagem, requer a reengenharia da disposição de materiais ao longo da linha de produção. Por outro lado, sempre tendo como referência a linha de montagem de um automóvel, a produção de modelos diferentes requer um atento balanceamento das cargas de trabalho para cada situação da linha.O objetivo das atividades previstas no step 5 baseia-se nessas considerações e consiste na realização da modalidade de reabastecimento JIT e na pesquisa da forma mais eficaz do balanceamento da linha de montagem.
Atividade
Realizar o melhor esquema das tarefas do trabalho. Introduzir fontes de utensílios onde for possível. Dispor cada componente sobre certa altura e na direção certa. Otimizar a altura dos componentes. Rever os componentes em questão para obter um controle eficaz do estoque. Rever a disposição dos materiais e os movimentos das pessoas no interior e nos arredores da
linha de montagem, para encontrar uma combinação ideal.
Área de treinamento na UO Montagem. Treinamento pela realização de uma operação crítica pela qualidade - UO Montagem - Estabelecimento de Termini Imerese, auditoria junho 2007
Autonomous Maintenance
133
4.2.5.7 Step 6 Padronização
Atividade
Rever e melhorar os padrões iniciais para torná-los mais simples de ser seguidos: Prevenir os defeitos de qualidade; Minimizar o máximo possível de tarefas irregulares; Instituir atividades diferentes para minimizar a fadiga causada pelos movimentos repetitivos; Comparar os padrões iniciais com os procedimentos de trabalho fornecidos para definir as rotinas
de trabalho padrão dos operários. 4.2.5.8 Step 7 Efetuar as seqüências de trabalho padrão
Atividade Implementar seqüências de trabalho-padrão para reduzir a variação na qualidade: Instalar sistemas de trabalho-padrão; Obter um processo flexível para combater a variação da qualidade da produção prevista; Desenvolver as habilidades dos trabalhadores para satisfazer a necessidade de produção rápida
dos novos produtos.
Workplace Organization
Workplace OrganizationMelhores Práticas
134
4.2.6 Melhores Práticas
– Melhoramento do layout e reabastecimento Just In Time no estabelecimento de Tofas Auditoria Junho de 2007
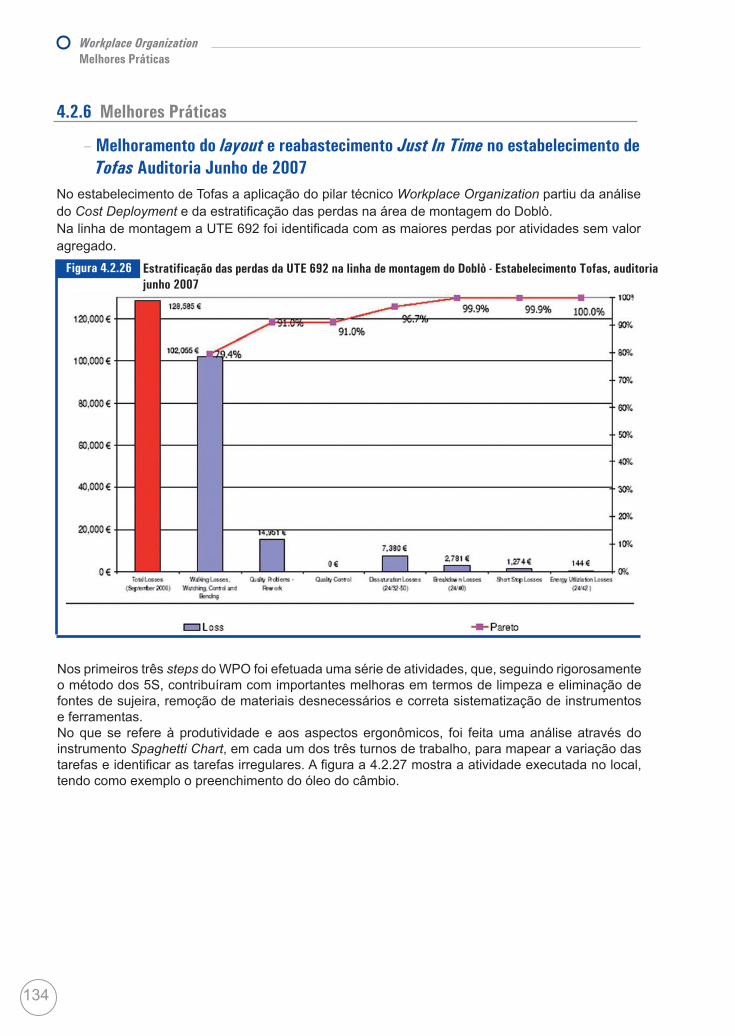
No estabelecimento de Tofas a aplicação do pilar técnico Workplace Organization partiu da análise do Cost Deployment e da estratificação das perdas na área de montagem do Doblò.Na linha de montagem a UTE 692 foi identificada com as maiores perdas por atividades sem valor agregado.
Estratificação das perdas da UTE 692 na linha de montagem do Doblò - Estabelecimento Tofas, auditoria junho 2007
Figura 4.2.26
Nos primeiros três steps do WPO foi efetuada uma série de atividades, que, seguindo rigorosamente o método dos 5S, contribuíram com importantes melhoras em termos de limpeza e eliminação de fontes de sujeira, remoção de materiais desnecessários e correta sistematização de instrumentos e ferramentas.No que se refere à produtividade e aos aspectos ergonômicos, foi feita uma análise através do instrumento Spaghetti Chart, em cada um dos três turnos de trabalho, para mapear a variação das tarefas e identificar as tarefas irregulares. A figura a 4.2.27 mostra a atividade executada no local, tendo como exemplo o preenchimento do óleo do câmbio.

Workplace OrganizationMelhores Práticas
135
Nas áreas-piloto foram desenvolvidas análises da situação ergonômica utilizando um check list de avaliação, e foi calculada uma pontuação para cada estação. Como resultado as operações que haviam atingido uma pontuação entre 15 ou maior do que 15 melhoraram. Na figura 4.2.28 pode-se ver um exemplo de melhora de algumas atividades não-ergonômicas. Pode-se observar que os tubos da armação da plataforma de levantamento tinham um ângulo de 90º e os braços dos operários batiam nelas durante as operações de montagem do intercooler; assim, o ângulo foi alterado, e o problema foi resolvido.
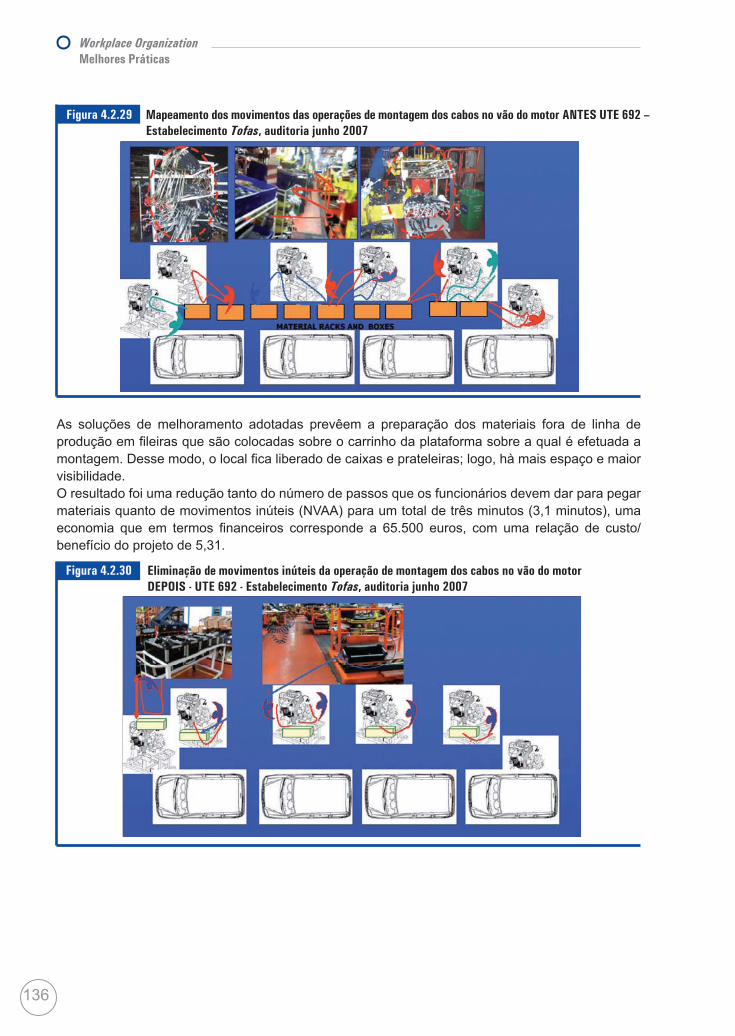
Como conseqüência da análise das atividades sem valor agregado foi definido certo número de modificações no layout da linha e das modalidades de reabastecimento. A figura 4.2.29 mostra em verde como os operários eram obrigados a pegar as peças a ser montadas sobre os motores das esteiras e dos recipientes colocados no interior da linha; o elevado número de particularidades existentes em função das diversas versões do motor requer do trabalhador significativas mudanças nas operações de apanhar/pegar.
Figura 4.2.27 Análises das operações irregulares na UTE 692 - Estabelecimento Tofas, auditoria junho 2007
Análises das operações não-ergonômicas na UTE 692 - Estabelecimento Tofas, auditoria junho 2007Figura 4.2.28
Workplace OrganizationMelhores Práticas
136
Figura 4.2.29
As soluções de melhoramento adotadas prevêem a preparação dos materiais fora de linha de produção em fileiras que são colocadas sobre o carrinho da plataforma sobre a qual é efetuada a montagem. Desse modo, o local fica liberado de caixas e prateleiras; logo, hà mais espaço e maior visibilidade.O resultado foi uma redução tanto do número de passos que os funcionários devem dar para pegar materiais quanto de movimentos inúteis (NVAA) para um total de três minutos (3,1 minutos), uma economia que em termos financeiros corresponde a 65.500 euros, com uma relação de custo/benefício do projeto de 5,31.
Mapeamento dos movimentos das operações de montagem dos cabos no vão do motor ANTES UTE 692 – Estabelecimento Tofas, auditoria junho 2007
Figura 4.2.30 Eliminação de movimentos inúteis da operação de montagem dos cabos no vão do motor DEPOIS - UTE 692 - Estabelecimento Tofas, auditoria junho 2007

Workplace OrganizationMelhores Práticas
137
Outro importante projeto foi realizado no estabelecimento Tofas através da seqüência Just in Time e da preparação de kits. Essa seqüência foi utilizada em 68 grupos de materiais, dos quais cada um apresentava quatro ou mais tipologias. Para efetuar esse projeto, na Unidade Montagem, foram liberados e utilizados 606 metros quadrados.Na figura 4.2.31 pode-se ver um grupo de materiais seqüenciais: o kit motor. O motor e o intercooler são posicionados na parte superior do vagão, enquanto na parte inferior foram colocados o radiador e outras peças.
Figura 4.2.31
Nota-se para que o transporte dos kits não seja sobrecarregado, usa-se um pequeno trem com vagões, e cada um transporta um kit.
Kit motor - Estabelecimento Tofas, auditoria junho 2007
Transporte do kit motor - Estabelecimento Tofas, auditoria junho 2007 Figura 4.2.32
Workplace OrganizationMelhores Práticas
138
No que se refere à UTE campeã no conjunto de todas as atividades de melhoria da organização do local de trabalho nas áreas modelo (datas de Maio 2007), podemos destacar:
uma redução no tempo de realização das tarefas de 7,86 minutos por automóvel; uma redução de 28,9% do tempo das atividades inúteis (NVAA); uma economia de 166.000 euros; uma relação de custo/benefício de 6,5.No que se refere à linha de produção do Doblô, os resultados são: uma redução do tempo da execução de tarefas de 25,57 minutos por automóvel; uma redução de 21,03% do tempo das atividades inúteis (NVAA); uma economia de 539,988 euros; uma relação de custo/benefício de 6,6.
Workplace Organization
139
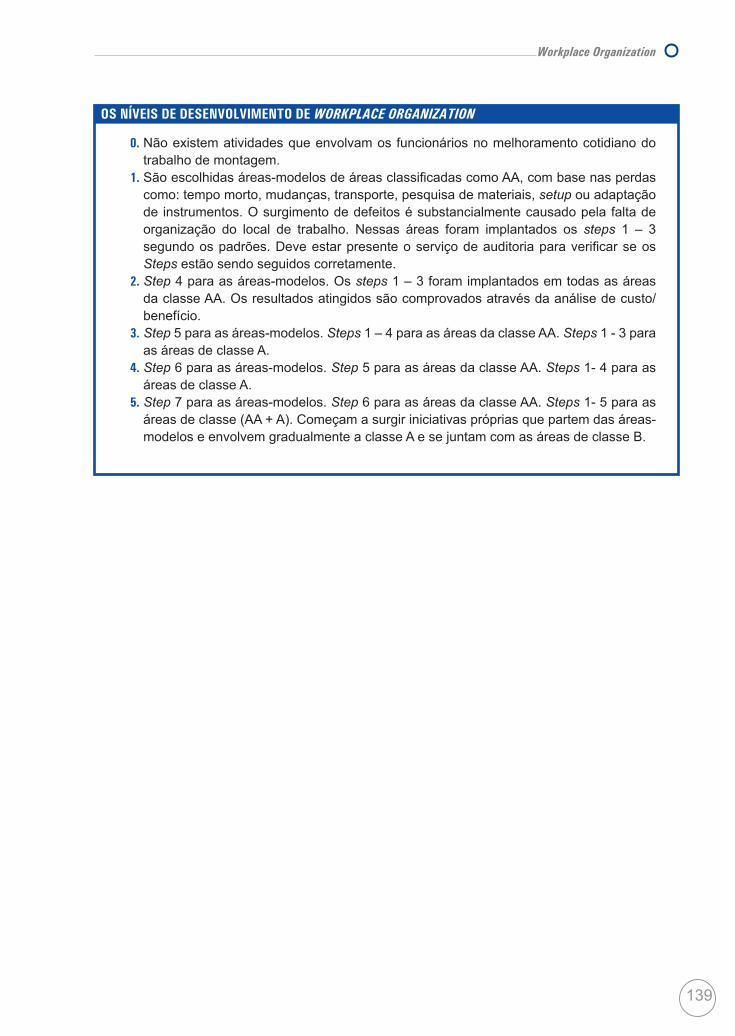
OS NÍVEIS DE DESENVOLVIMENTO DE WORKPLACE ORGANIZATION
0. Não existem atividades que envolvam os funcionários no melhoramento cotidiano do trabalho de montagem.
1. São escolhidas áreas-modelos de áreas classificadas como AA, com base nas perdas como: tempo morto, mudanças, transporte, pesquisa de materiais, setup ou adaptação de instrumentos. O surgimento de defeitos é substancialmente causado pela falta de organização do local de trabalho. Nessas áreas foram implantados os steps 1 – 3 segundo os padrões. Deve estar presente o serviço de auditoria para verificar se os Steps estão sendo seguidos corretamente.
2. Step 4 para as áreas-modelos. Os steps 1 – 3 foram implantados em todas as áreas da classe AA. Os resultados atingidos são comprovados através da análise de custo/benefício.
3. Step 5 para as áreas-modelos. Steps 1 – 4 para as áreas da classe AA. Steps 1 - 3 para as áreas de classe A.
4. Step 6 para as áreas-modelos. Step 5 para as áreas da classe AA. Steps 1- 4 para as áreas de classe A.
5. Step 7 para as áreas-modelos. Step 6 para as áreas da classe AA. Steps 1- 5 para as áreas de classe (AA + A). Começam a surgir iniciativas próprias que partem das áreas-modelos e envolvem gradualmente a classe A e se juntam com as áreas de classe B.