Embed Size (px)
DESCRIPTION
TEXTO: Aparelho de mudança de via.- AMV.
Citation preview
DDIIRREETTOORRIIAA DDEE IINNFFRRAAEESSTTRRUUTTUURRAA FFEERRRROOVVIIÁÁRRIIAA
PPRROODDUUTTOO 77 -- IINNSSPPEEÇÇÃÃOO DDEE MMAATTEERRIIAAIISS
PPIIMM -- PPRROOCCEEDDIIMMEENNTTOO PPAARRAA IINNSSPPEEÇÇÃÃOO DDEE MMAATTEERRIIAALL
AAMMVV –– EEQQUUIIPPAAMMEENNTTOOSS DDEE MMAANNOOBBRRAA
PIM-018 – AMV – Equipamentos de Manobra : 2
PIM - PROCEDIMENTO PARA INSPEÇÃO DE MATERIAL
AMV – Equipamentos de Manobra
SUMÁRIO
1. OBJETIVO
2. DEFINIÇÃO - CARACTERÍSTICAS – FABRICAÇÃO
2.1. DEFINIÇÃO
2.2. CARACTERÍSTICAS
2.3. FABRICAÇÃO
3. TIPO – FORMA – DIMENSÃO
4. CALIBRES PARA INSPEÇÃO
5. TOLERÂNCIAS
6. INSPEÇÃO E RECEBIMENTO
6.1. INSPEÇÃO
6.2. PLANO DE AMOSTRAGEM
6.3. VERIFICAÇÕES
6.4. ISOLAÇÃO ELÉTRICA
6.5. COMPOSIÇÃO QUÍMICA
6.6. PROPRIEDADES MECÂNICAS
6.7. MARCAÇÃO
6.8. VERIFICAÇÃO DIMENSIONAL E VISUAL
6.9. OUTROS ENSAIOS (ESPECIFICAR)
7. LIBERAÇÃO PARA EMBARQUE
8. CARREGAMENTO E TRANSPORTE
9. LOCAL DE ENTREGA
10. TERMO DE ACEITAÇÃO PROVISÓRIA
11. GARANTIA
12. ACEITAÇÃO
13. TRANSPORTE E ESTOCAGEM
13.1. CARGA E DESCARGA
13.2. ESTOCAGEM
14. NORMAS TÉCNICAS
ANEXO: MODELO DE FICHAS DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA
(APARELHO DE MANOBRA - AM E MÁQUINA CHAVE - MC), PARA AMV.
PIM-018 – AMV – Equipamentos de Manobra : 3
1. OBJETIVO
Este procedimento tem por objetivo definir as principais características do material
fabricado, bem como as condições para a inspeção e recebimento de EQUIPAMENTOS
DE MANOBRA, constituídos de Aparelho de Manobra - AM e Máquina de Chave - MC
utilizados em aparelho de mudança de via – AMV.
2. DEFINIÇÃO - CARACTERÍSTICAS – FABRICAÇÃO
A definição dos termos técnicos e as características exigíveis para os equipamentos de
manobra utilizados em Aparelho de Mudança de Via – AMV obedecerão as Normas
Brasileiras da ABNT-NBR-7691/2011 (CB-49) – Aparelho de manobra – Classificação;
ABNT-NBR-11748/2011 (EB-978) – Aparelho de manobra manual ajustável –
Requisitos; ABNT-NBR-11764/2011 (EB-1235 e NBR-7696) – Máquina de chave –
Requisitos e classificação; e as referências normativas.
2.1. DEFINIÇÃO
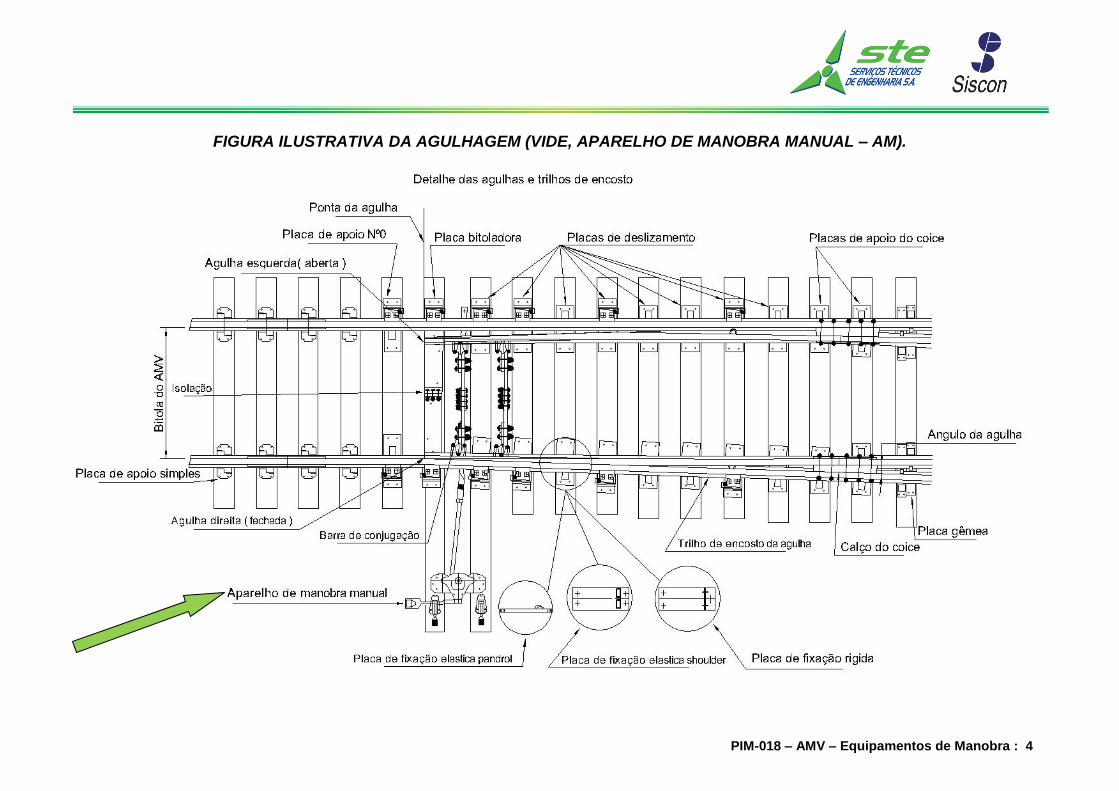
O equipamento de manobra é o componente do AMV destinado a movimentar as
agulhas, colocando-as na posição desejada para a passagem do veículo, conforme a
norma ABNT-NBR-15791/2010. (vide figura ilustrativa na página adiante).
O tirante é uma barra de comprimento ajustável, que interliga o AMV, através da barra
de conjugação ao equipamento de manobra, à máquina de chave ou aparelho de
manobra.
2.2. CARACTERÍSTICA DO EQUIPAMENTO DE MANOBRA
De acordo com a norma ABNT-NBR-7691/2011 (CB-49), o sistema de acionamento do
equipamento de manobra, pode ser manual ou automático. Quando movimentado
apenas por meio da alavanca de manobra é denominado de Aparelho de Manobra
manual – AM. O sistema de acionamento quando automático poderá ser movimentado
tanto manualmente quanto automaticamente, e denominado de Máquina Chave – MC.
Quanto à abertura da chave, o equipamento de manobra é classificado em:
Fixo - que não permite a regulagem da abertura entre o trilho de encosto e a
agulha sobre a barra de conjugação; e
Ajustável - que permite a regulagem da abertura entre o trilho de encosto e a
agulha sobre a barra de conjugação.
Quanto à movimentação das agulhas (ou da chave), o equipamento de manobra manual
é classificado em:
Talonável - que possibilita que as rodas de um trem, entrando pelo coice,
movimentem as agulhas; e
Não talonável - que fica travado, impossibilitando que as rodas de um trem,
entrando pelo coice movimentem as agulhas.
PIM-018 – AMV – Equipamentos de Manobra : 4
FIGURA ILUSTRATIVA DA AGULHAGEM (VIDE, APARELHO DE MANOBRA MANUAL – AM).
PIM-018 – AMV – Equipamentos de Manobra : 5
Quanto ao dispositivo de sinalização, o equipamento de manobra manual é classificado
em:
De bandeira (instrumento utilizado na sinalização manual, para indicar o nível de
velocidade permitido);
De disco (contrapeso do aparelho de manobra manual em formato de disco,
destinado a manter as agulhas na posição desejada);
De foco luminoso (fonte de luz de um sinal luminoso); e
Sem dispositivo de sinalização.
Quanto à localização, o equipamento de manobra manual é classificado em:
Paralelo ao eixo da via; e
Transversal ao eixo da via.
2.2.1. CARACTERÍSTICAS DO APARELHO DE MANOBRA MANUAL AJUSTÁVEL -
AM
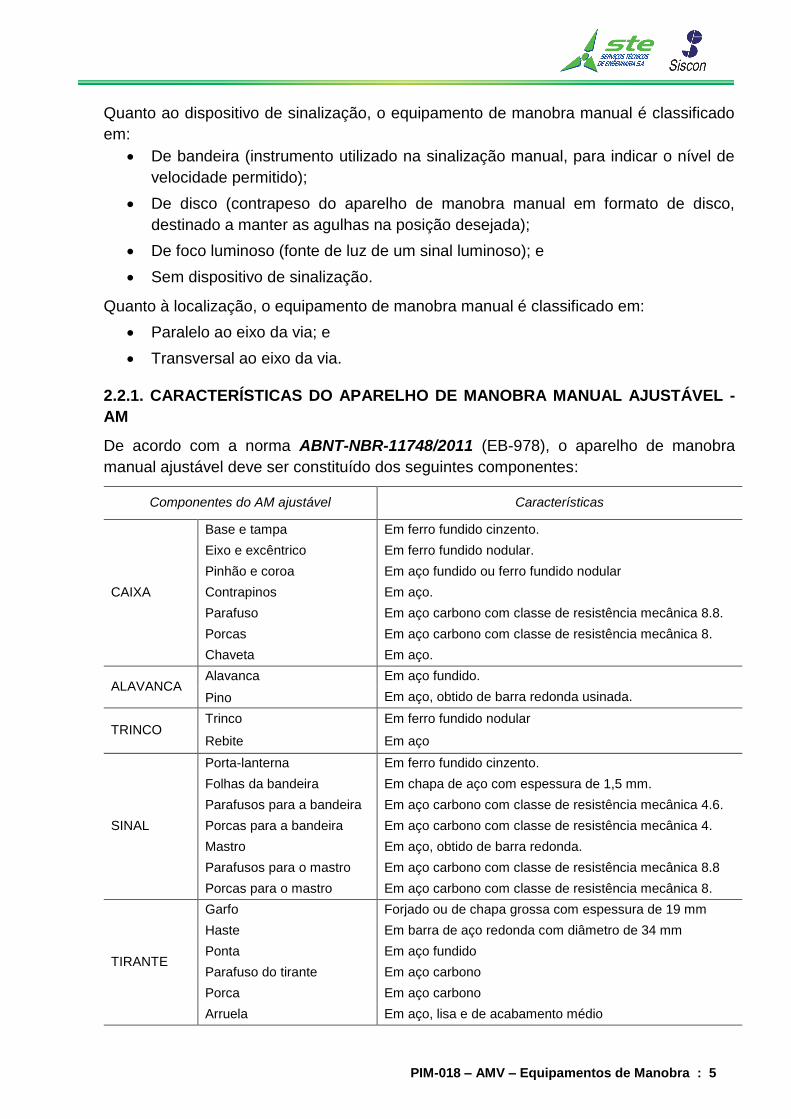
De acordo com a norma ABNT-NBR-11748/2011 (EB-978), o aparelho de manobra
manual ajustável deve ser constituído dos seguintes componentes:
Componentes do AM ajustável Características
CAIXA
Base e tampa Em ferro fundido cinzento.
Eixo e excêntrico Em ferro fundido nodular.
Pinhão e coroa Em aço fundido ou ferro fundido nodular
Contrapinos Em aço.
Parafuso Em aço carbono com classe de resistência mecânica 8.8.
Porcas Em aço carbono com classe de resistência mecânica 8.
Chaveta Em aço.
ALAVANCA Alavanca Em aço fundido.
Pino Em aço, obtido de barra redonda usinada.
TRINCO Trinco Em ferro fundido nodular
Rebite Em aço
SINAL
Porta-lanterna Em ferro fundido cinzento.
Folhas da bandeira Em chapa de aço com espessura de 1,5 mm.
Parafusos para a bandeira Em aço carbono com classe de resistência mecânica 4.6.
Porcas para a bandeira Em aço carbono com classe de resistência mecânica 4.
Mastro Em aço, obtido de barra redonda.
Parafusos para o mastro Em aço carbono com classe de resistência mecânica 8.8
Porcas para o mastro Em aço carbono com classe de resistência mecânica 8.
TIRANTE
Garfo Forjado ou de chapa grossa com espessura de 19 mm
Haste Em barra de aço redonda com diâmetro de 34 mm
Ponta Em aço fundido
Parafuso do tirante Em aço carbono
Porca Em aço carbono
Arruela Em aço, lisa e de acabamento médio
PIM-018 – AMV – Equipamentos de Manobra : 6
2.2.2. CARACTERÍSTICAS DO TIRANTE
Características do Tirante do Aparelho de Manobra manual ajustável - AM
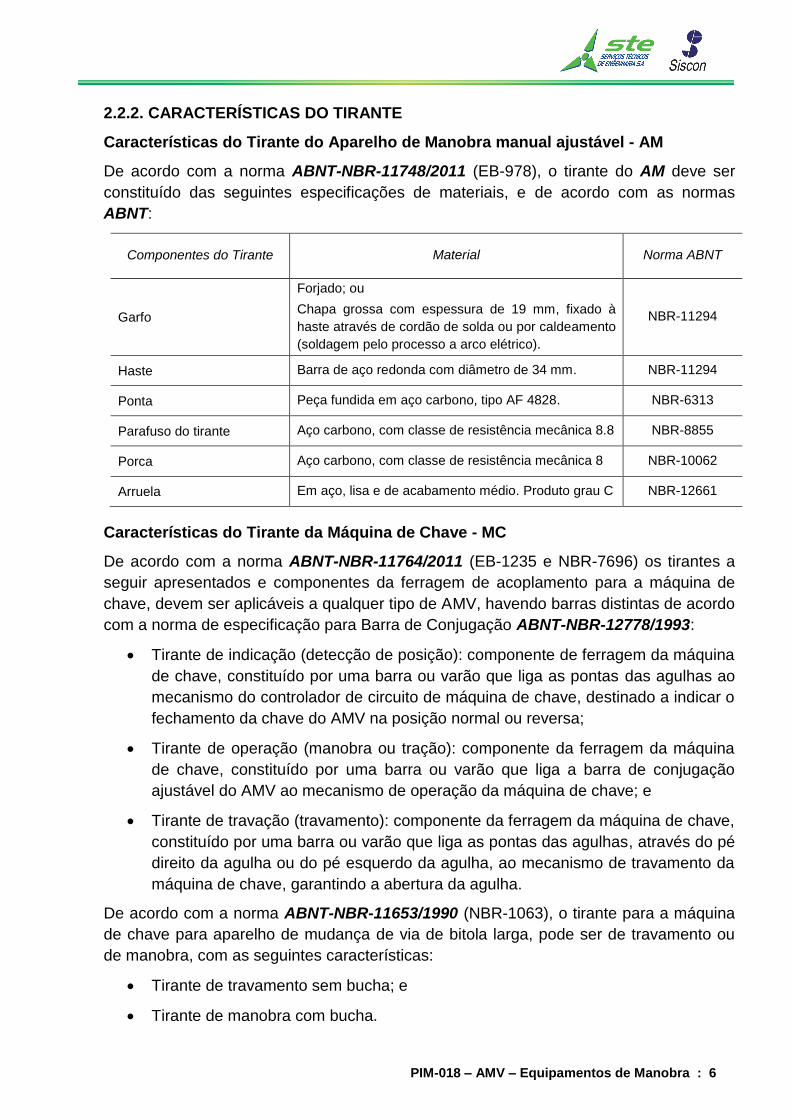
De acordo com a norma ABNT-NBR-11748/2011 (EB-978), o tirante do AM deve ser
constituído das seguintes especificações de materiais, e de acordo com as normas
ABNT:
Componentes do Tirante Material Norma ABNT
Garfo
Forjado; ou
NBR-11294 Chapa grossa com espessura de 19 mm, fixado à
haste através de cordão de solda ou por caldeamento
(soldagem pelo processo a arco elétrico).
Haste Barra de aço redonda com diâmetro de 34 mm. NBR-11294
Ponta Peça fundida em aço carbono, tipo AF 4828. NBR-6313
Parafuso do tirante Aço carbono, com classe de resistência mecânica 8.8 NBR-8855
Porca Aço carbono, com classe de resistência mecânica 8 NBR-10062
Arruela Em aço, lisa e de acabamento médio. Produto grau C NBR-12661
Características do Tirante da Máquina de Chave - MC
De acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696) os tirantes a
seguir apresentados e componentes da ferragem de acoplamento para a máquina de
chave, devem ser aplicáveis a qualquer tipo de AMV, havendo barras distintas de acordo
com a norma de especificação para Barra de Conjugação ABNT-NBR-12778/1993:
Tirante de indicação (detecção de posição): componente de ferragem da máquina
de chave, constituído por uma barra ou varão que liga as pontas das agulhas ao
mecanismo do controlador de circuito de máquina de chave, destinado a indicar o
fechamento da chave do AMV na posição normal ou reversa;
Tirante de operação (manobra ou tração): componente da ferragem da máquina
de chave, constituído por uma barra ou varão que liga a barra de conjugação
ajustável do AMV ao mecanismo de operação da máquina de chave; e
Tirante de travação (travamento): componente da ferragem da máquina de chave,
constituído por uma barra ou varão que liga as pontas das agulhas, através do pé
direito da agulha ou do pé esquerdo da agulha, ao mecanismo de travamento da
máquina de chave, garantindo a abertura da agulha.
De acordo com a norma ABNT-NBR-11653/1990 (NBR-1063), o tirante para a máquina
de chave para aparelho de mudança de via de bitola larga, pode ser de travamento ou
de manobra, com as seguintes características:
Tirante de travamento sem bucha; e
Tirante de manobra com bucha.
PIM-018 – AMV – Equipamentos de Manobra : 7
2.2.3. CARACTERÍSTICAS DA MÁQUINA DE CHAVE
A Máquina de Chave - MC, de acordo com o sistema de acionamento, pode ser
movimentado tanto manualmente quanto automaticamente.
De acordo com a norma ABNT-NBR-11764/2011, a máquina de chave MC é
classificada quanto à fonte de energia, em:
Elétrica (MC de comando elétrico e operação manual);
Eletropneumática (MC de comando elétrico e operação pneumática); e
Eletro-hidráulica (MC de comando elétrico e operação hidráulica).
Características da Máquina de Chave Elétrica
A máquina de chave deve ser alimentada em corrente contínua (DC) com 24 V, 110 V
ou 220 V e em corrente alternada (AC) com 110 V ou 220 V. É admitida uma variação na
tensão nominal de +10% e -20% ou outras tolerâncias, mediante acordo prévio entre o
comprador e fornecedor.
Ela deve ser imune às interferências geradas pela eletrificação da via.
Quanto ao talonamento, os valores das forças, em Newton (N), são fixados mediante
acordo entre comprador e fornecedor, e a máquina de chave elétrica é classificada em:
Talonável; quando a operação é manual, sendo a energia da força contra a
movimentação absorvida em sistema elástico ou dissipada em fricção; e
Não talonável; quando a força de travamento é suportada, sem implicar
deformação do conjunto máquina de chave/ferragem de acoplamento.
A máquina de chave deve ter isolação com as partes metálicas e rigidez dielétrica
suficiente para suportar 3000 VCA durante 1 minuto.
A máquina de chave elétrica é classificada, quanto ao tipo de operação em:
Com comando simples:
- Sem manivela e
- Com manivela (permite a operação manual da MC elétrica)
Com comando duplo:
- Com manivela e
- Com alavanca (permite a operação manual da MC elétrica de comando duplo).
De acordo com o tipo de comando, a máquina de chave elétrica deve dispor dos
seguintes elementos:
Comando simples:
PIM-018 – AMV – Equipamentos de Manobra : 8
- Comandos elétricos distintos para cada posição (normal ou reversa) da máquina
de chave;
- Comandos elétricos distintos que forneçam a indicação da posição (normal ou
reversa) da máquina de chave; e
- Manivela para operação manual da máquina em emergência que deve ser
fornecida como parte independente do mecanismo e quando nele introduzida
deve abrir o circuito de operação do motor.
Comando duplo:
- Comandos elétricos distintos para cada posição (normal ou reversa) da máquina
de chave;
- Comandos elétricos distintos que forneçam a indicação da posição (normal ou
reversa) da máquina de chave;
- Dispositivo mecânico para operação manual;
- Dispositivo que permita a passagem de operação automática para operação
manual, na seguinte sequência: abrir circuito de alimentação do motor;
destravar alavanca; e acoplar a alavanca ao mecanismo de tração, habilitando
a máquina à operação manual;
- Dispositivo que permita a passagem de operação manual para operação
automática, na seguinte sequência: verificar se a alavanca está em uma das
posições extremas, correspondentes à posição normal ou reversa travada;
desacoplar a alavanca do mecanismo de tração; e restituir o circuito de controle
e de alimentação do motor.
A máquina de chave equipada com dispositivo indicador de posição deve obedecer à
seguinte sequência de operação:
Abrir o circuito de indicação; e
Destravar a máquina de chave:
- Operar a chave;
- Travar a máquina de chave; e
- Restituir o circuito de indicação.
Na presença de obstáculo, a máquina de chave deve ser capaz de:
Parar sob força de obstáculo; e
Inverter o sentido de movimento sem provocar deformação no conjunto máquina
de chave / ferragem de acoplamento.
O tempo de operação da máquina de chave é fixado mediante acordo entre o comprador
e fornecedor.
PIM-018 – AMV – Equipamentos de Manobra : 9
Características da Máquina de Chave Eletropneumática
A característica da máquina de chave eletropneumática e demais requisitos devem ser
estabelecidos, mediante acordo prévio entre o comprador e fornecedor.
Características da Máquina de Chave Eletro-Hidráulica
A característica da máquina de chave eletro-hidráulica, com aplicação no tipo talonável e
não talonável, bem como os requisitos exigíveis encontram-se especificados na norma
ABNT-NBR-13309/1995. Demais requisitos devem ser estabelecidos mediante acordo
prévio entre o comprador e fornecedor.
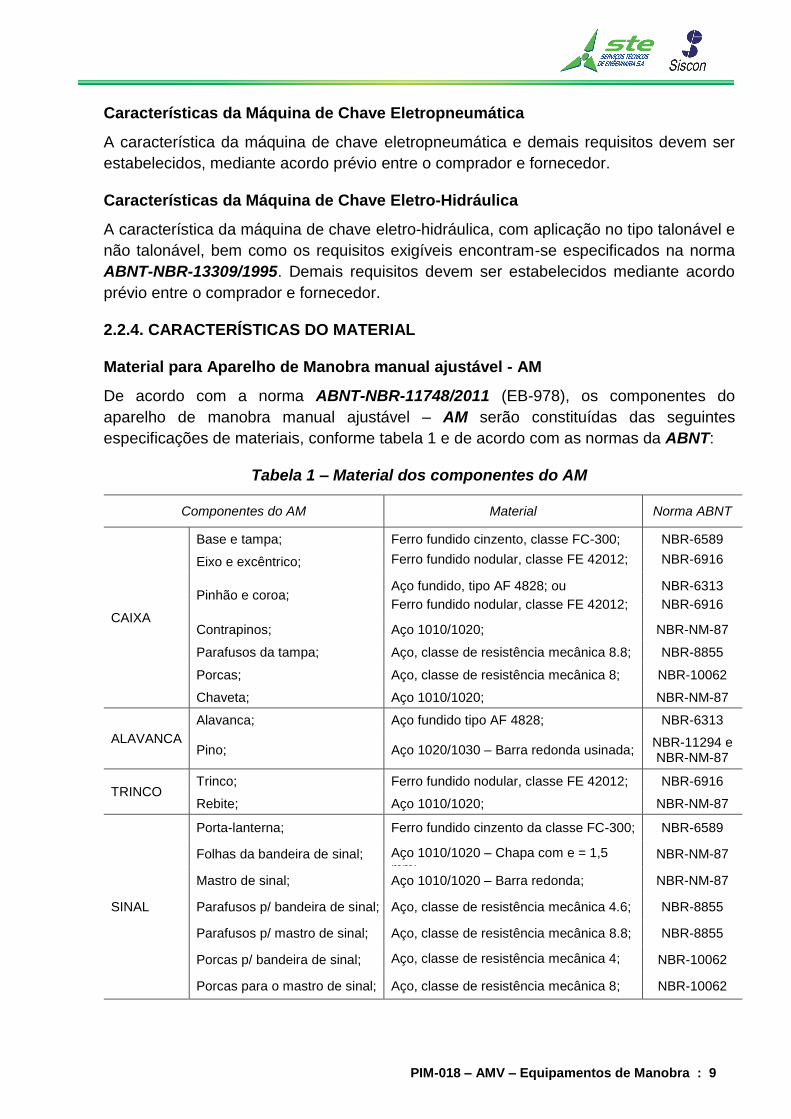
2.2.4. CARACTERÍSTICAS DO MATERIAL
Material para Aparelho de Manobra manual ajustável - AM
De acordo com a norma ABNT-NBR-11748/2011 (EB-978), os componentes do
aparelho de manobra manual ajustável – AM serão constituídas das seguintes
especificações de materiais, conforme tabela 1 e de acordo com as normas da ABNT:
Tabela 1 – Material dos componentes do AM
Componentes do AM Material Norma ABNT
CAIXA
Base e tampa; Ferro fundido cinzento, classe FC-300; NBR-6589
Eixo e excêntrico; Ferro fundido nodular, classe FE 42012; NBR-6916
Pinhão e coroa; Aço fundido, tipo AF 4828; ou NBR-6313
Ferro fundido nodular, classe FE 42012; NBR-6916
Contrapinos; Aço 1010/1020; NBR-NM-87
Parafusos da tampa; Aço, classe de resistência mecânica 8.8; NBR-8855
Porcas; Aço, classe de resistência mecânica 8; NBR-10062
Chaveta; Aço 1010/1020; NBR-NM-87
ALAVANCA
Alavanca; Aço fundido tipo AF 4828; NBR-6313
Pino; Aço 1020/1030 – Barra redonda usinada; NBR-11294 e NBR-NM-87
TRINCO Trinco; Ferro fundido nodular, classe FE 42012; NBR-6916
Rebite; Aço 1010/1020; NBR-NM-87
SINAL
Porta-lanterna; Ferro fundido cinzento da classe FC-300; NBR-6589
Folhas da bandeira de sinal; Aço 1010/1020 – Chapa com e = 1,5 mm;
NBR-NM-87
Mastro de sinal; Aço 1010/1020 – Barra redonda; NBR-NM-87
Parafusos p/ bandeira de sinal; Aço, classe de resistência mecânica 4.6; NBR-8855
Parafusos p/ mastro de sinal; Aço, classe de resistência mecânica 8.8; NBR-8855
Porcas p/ bandeira de sinal; Aço, classe de resistência mecânica 4; NBR-10062
Porcas para o mastro de sinal; Aço, classe de resistência mecânica 8; NBR-10062
PIM-018 – AMV – Equipamentos de Manobra : 10
Componentes do AM Material Norma ABNT
TIRANTE
Garfo forjado; Aço 1010/1020; NBR-NM-87
Garfo, de chapa grossa, fixado à haste por cordão de solda ou por caldeamento;
Chapa grossa com espessura de 19 mm; NBR-11889
Haste; Aço 1010/1020 – Redonda com diâmetro de 34 mm;
NBR-11294 e NBR-NM-87
Ponta; Aço fundido tipo AF 4828; NBR-6313
Parafuso do tirante; Aço, classe de resistência mecânica 8.8; NBR-8855
Porca do parafuso do tirante; Aço, classe de resistência mecânica 8; NBR-10062
Arruela do parafuso do tirante; Em aço, lisa e de acabamento médio; NBR-12661
SOLDA Soldagem. Executado com o processo a arco elétrico. -
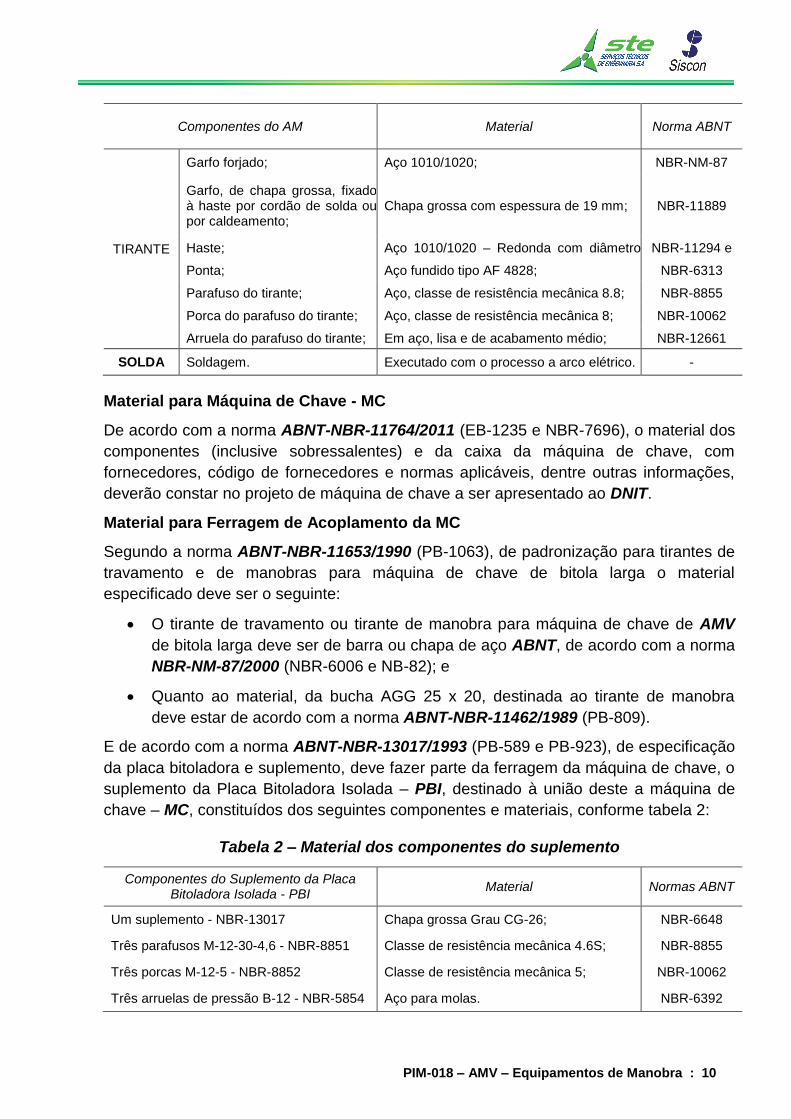
Material para Máquina de Chave - MC
De acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696), o material dos
componentes (inclusive sobressalentes) e da caixa da máquina de chave, com
fornecedores, código de fornecedores e normas aplicáveis, dentre outras informações,
deverão constar no projeto de máquina de chave a ser apresentado ao DNIT.
Material para Ferragem de Acoplamento da MC
Segundo a norma ABNT-NBR-11653/1990 (PB-1063), de padronização para tirantes de
travamento e de manobras para máquina de chave de bitola larga o material
especificado deve ser o seguinte:
O tirante de travamento ou tirante de manobra para máquina de chave de AMV
de bitola larga deve ser de barra ou chapa de aço ABNT, de acordo com a norma
NBR-NM-87/2000 (NBR-6006 e NB-82); e
Quanto ao material, da bucha AGG 25 x 20, destinada ao tirante de manobra
deve estar de acordo com a norma ABNT-NBR-11462/1989 (PB-809).
E de acordo com a norma ABNT-NBR-13017/1993 (PB-589 e PB-923), de especificação
da placa bitoladora e suplemento, deve fazer parte da ferragem da máquina de chave, o
suplemento da Placa Bitoladora Isolada – PBI, destinado à união deste a máquina de
chave – MC, constituídos dos seguintes componentes e materiais, conforme tabela 2:
Tabela 2 – Material dos componentes do suplemento
Componentes do Suplemento da Placa Bitoladora Isolada - PBI
Material Normas ABNT
Um suplemento - NBR-13017 Chapa grossa Grau CG-26; NBR-6648
Três parafusos M-12-30-4,6 - NBR-8851 Classe de resistência mecânica 4.6S; NBR-8855
Três porcas M-12-5 - NBR-8852 Classe de resistência mecânica 5; NBR-10062
Três arruelas de pressão B-12 - NBR-5854 Aço para molas. NBR-6392
PIM-018 – AMV – Equipamentos de Manobra : 11
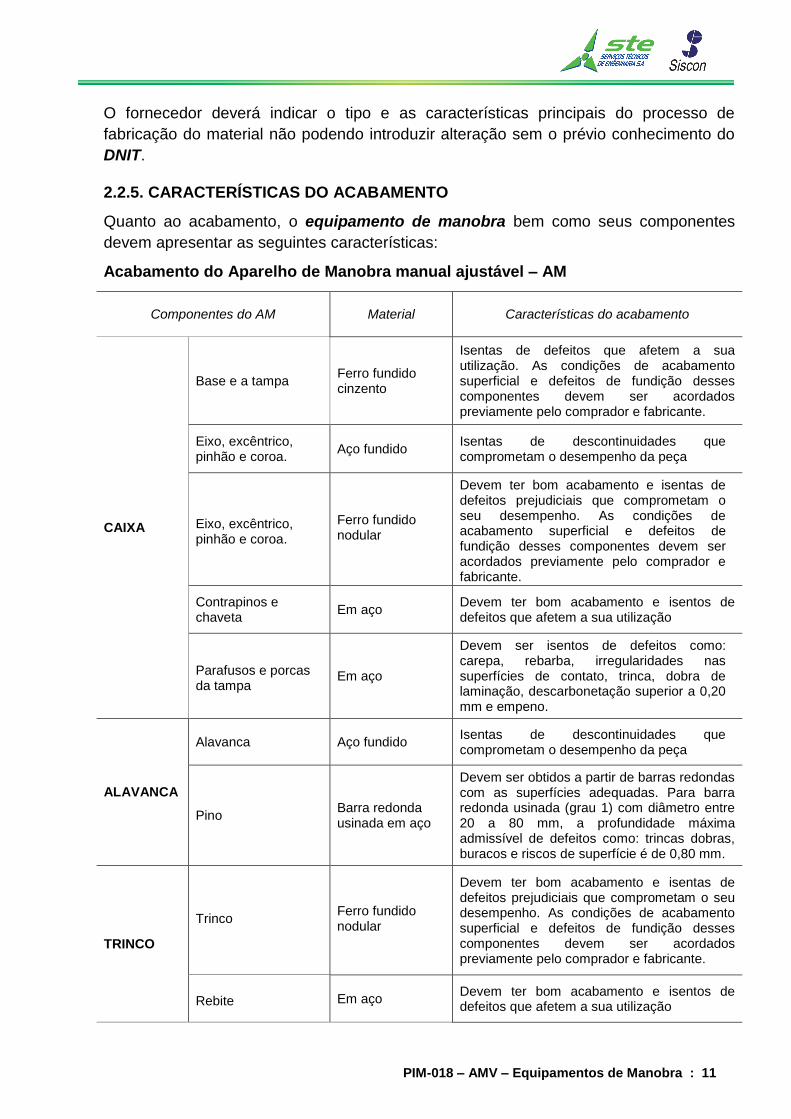
O fornecedor deverá indicar o tipo e as características principais do processo de
fabricação do material não podendo introduzir alteração sem o prévio conhecimento do
DNIT.
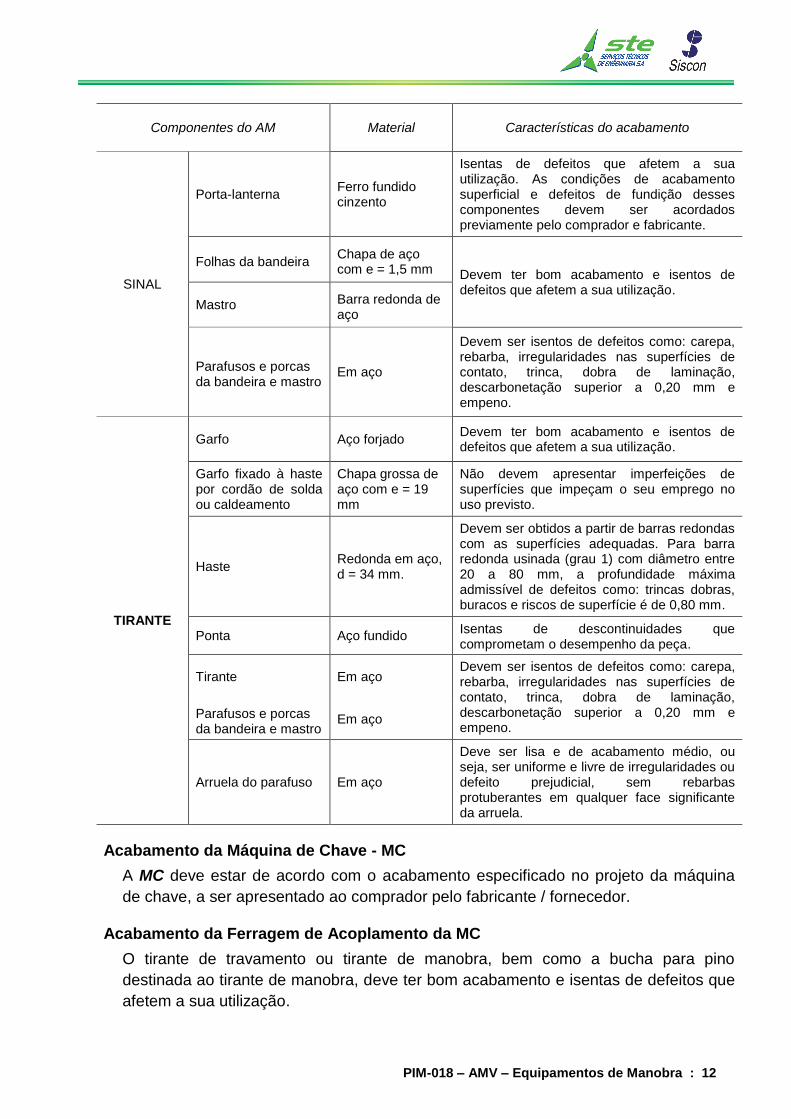
2.2.5. CARACTERÍSTICAS DO ACABAMENTO
Quanto ao acabamento, o equipamento de manobra bem como seus componentes
devem apresentar as seguintes características:
Acabamento do Aparelho de Manobra manual ajustável – AM
Componentes do AM Material Características do acabamento
CAIXA
Base e a tampa Ferro fundido cinzento
Isentas de defeitos que afetem a sua utilização. As condições de acabamento superficial e defeitos de fundição desses componentes devem ser acordados previamente pelo comprador e fabricante.
Eixo, excêntrico, pinhão e coroa.
Aço fundido Isentas de descontinuidades que comprometam o desempenho da peça
Eixo, excêntrico, pinhão e coroa.
Ferro fundido nodular
Devem ter bom acabamento e isentas de defeitos prejudiciais que comprometam o seu desempenho. As condições de acabamento superficial e defeitos de fundição desses componentes devem ser acordados previamente pelo comprador e fabricante.
Contrapinos e chaveta
Em aço Devem ter bom acabamento e isentos de defeitos que afetem a sua utilização
Parafusos e porcas da tampa
Em aço
Devem ser isentos de defeitos como: carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra de laminação, descarbonetação superior a 0,20 mm e empeno.
ALAVANCA
Alavanca Aço fundido Isentas de descontinuidades que comprometam o desempenho da peça
Pino Barra redonda usinada em aço
Devem ser obtidos a partir de barras redondas com as superfícies adequadas. Para barra redonda usinada (grau 1) com diâmetro entre 20 a 80 mm, a profundidade máxima admissível de defeitos como: trincas dobras, buracos e riscos de superfície é de 0,80 mm.
TRINCO
Trinco Ferro fundido nodular
Devem ter bom acabamento e isentas de defeitos prejudiciais que comprometam o seu desempenho. As condições de acabamento superficial e defeitos de fundição desses componentes devem ser acordados previamente pelo comprador e fabricante.
Rebite Em aço Devem ter bom acabamento e isentos de defeitos que afetem a sua utilização
PIM-018 – AMV – Equipamentos de Manobra : 12
Componentes do AM Material Características do acabamento
SINAL
Porta-lanterna Ferro fundido cinzento
Isentas de defeitos que afetem a sua utilização. As condições de acabamento superficial e defeitos de fundição desses componentes devem ser acordados previamente pelo comprador e fabricante.
Folhas da bandeira Chapa de aço com e = 1,5 mm Devem ter bom acabamento e isentos de
defeitos que afetem a sua utilização. Mastro Barra redonda de
aço
Parafusos e porcas da bandeira e mastro
Em aço
Devem ser isentos de defeitos como: carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra de laminação, descarbonetação superior a 0,20 mm e empeno.
TIRANTE
Garfo Aço forjado Devem ter bom acabamento e isentos de defeitos que afetem a sua utilização.
Garfo fixado à haste por cordão de solda ou caldeamento
Chapa grossa de aço com e = 19 mm
Não devem apresentar imperfeições de superfícies que impeçam o seu emprego no uso previsto.
Haste Redonda em aço, d = 34 mm.
Devem ser obtidos a partir de barras redondas com as superfícies adequadas. Para barra redonda usinada (grau 1) com diâmetro entre 20 a 80 mm, a profundidade máxima admissível de defeitos como: trincas dobras, buracos e riscos de superfície é de 0,80 mm.
Ponta Aço fundido Isentas de descontinuidades que comprometam o desempenho da peça.
Tirante Em aço Devem ser isentos de defeitos como: carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra de laminação, descarbonetação superior a 0,20 mm e empeno.
Parafusos e porcas da bandeira e mastro
Em aço
Arruela do parafuso Em aço
Deve ser lisa e de acabamento médio, ou seja, ser uniforme e livre de irregularidades ou defeito prejudicial, sem rebarbas protuberantes em qualquer face significante da arruela.
Acabamento da Máquina de Chave - MC
A MC deve estar de acordo com o acabamento especificado no projeto da máquina
de chave, a ser apresentado ao comprador pelo fabricante / fornecedor.
Acabamento da Ferragem de Acoplamento da MC
O tirante de travamento ou tirante de manobra, bem como a bucha para pino
destinada ao tirante de manobra, deve ter bom acabamento e isentas de defeitos que
afetem a sua utilização.
PIM-018 – AMV – Equipamentos de Manobra : 13
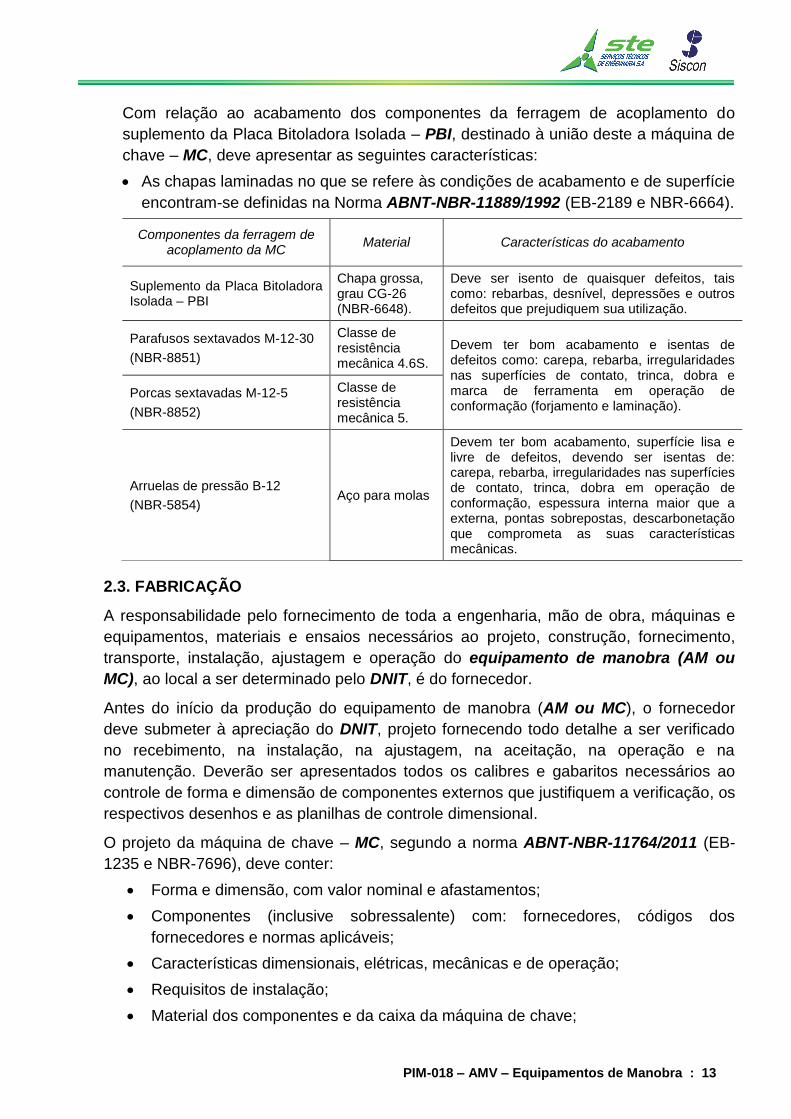
Com relação ao acabamento dos componentes da ferragem de acoplamento do
suplemento da Placa Bitoladora Isolada – PBI, destinado à união deste a máquina de
chave – MC, deve apresentar as seguintes características:
As chapas laminadas no que se refere às condições de acabamento e de superfície
encontram-se definidas na Norma ABNT-NBR-11889/1992 (EB-2189 e NBR-6664).
Componentes da ferragem de acoplamento da MC
Material Características do acabamento
Suplemento da Placa Bitoladora Isolada – PBI
Chapa grossa, grau CG-26 (NBR-6648).
Deve ser isento de quaisquer defeitos, tais como: rebarbas, desnível, depressões e outros defeitos que prejudiquem sua utilização.
Parafusos sextavados M-12-30
(NBR-8851)
Classe de resistência mecânica 4.6S.
Devem ter bom acabamento e isentas de defeitos como: carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra e marca de ferramenta em operação de conformação (forjamento e laminação).
Porcas sextavadas M-12-5
(NBR-8852)
Classe de resistência mecânica 5.
Arruelas de pressão B-12
(NBR-5854) Aço para molas
Devem ter bom acabamento, superfície lisa e livre de defeitos, devendo ser isentas de: carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra em operação de conformação, espessura interna maior que a externa, pontas sobrepostas, descarbonetação que comprometa as suas características mecânicas.
2.3. FABRICAÇÃO
A responsabilidade pelo fornecimento de toda a engenharia, mão de obra, máquinas e
equipamentos, materiais e ensaios necessários ao projeto, construção, fornecimento,
transporte, instalação, ajustagem e operação do equipamento de manobra (AM ou
MC), ao local a ser determinado pelo DNIT, é do fornecedor.
Antes do início da produção do equipamento de manobra (AM ou MC), o fornecedor
deve submeter à apreciação do DNIT, projeto fornecendo todo detalhe a ser verificado
no recebimento, na instalação, na ajustagem, na aceitação, na operação e na
manutenção. Deverão ser apresentados todos os calibres e gabaritos necessários ao
controle de forma e dimensão de componentes externos que justifiquem a verificação, os
respectivos desenhos e as planilhas de controle dimensional.
O projeto da máquina de chave – MC, segundo a norma ABNT-NBR-11764/2011 (EB-
1235 e NBR-7696), deve conter:
Forma e dimensão, com valor nominal e afastamentos;
Componentes (inclusive sobressalente) com: fornecedores, códigos dos
fornecedores e normas aplicáveis;
Características dimensionais, elétricas, mecânicas e de operação;
Requisitos de instalação;
Material dos componentes e da caixa da máquina de chave;
PIM-018 – AMV – Equipamentos de Manobra : 14
Procedimentos de regulagem;
Requisitos de operação;
Requisitos de manutenção;
Ensaios;
Instrumentação;
Treinamento;
Documentação;
Acabamento;
Defeitos permissíveis (não prejudiciais ao uso);
Tolerâncias dimensionais;
Cuidados indispensáveis à movimentação e estocagem.
Fabricação do Aparelho de Manobra manual ajustável - AM
De acordo com a norma ABNT-NBR-11748/2011 (EB-978), os componentes do AM
deve ser de aço de baixo teor de carbono, de acordo com a ABNT-NBR-NM-87/2000
(NBR-6006 e NB-82), ou de ferro fundido. Quando de aço, devem ser confeccionados,
de barra, chapa ou aço fundido.
Fabricação da Máquina de Chave - MC
De acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696), a máquina de
chave deve estar de acordo com o gabarito de construção de instalação fixa conforme
segue:
Bitola métrica: de acordo com a norma ABNT-NBR-11522/1988 (PB-527) que
padroniza o gabarito de construção de instalação fixa para via férrea eletrificada
ou eletrificável, com rede aérea, de bitola métrica, em tangente ou em curva com
raio de mais de 350 m;
Bitola métrica e larga: de acordo com a norma ABNT-NBR-11523/1988 (PB-528)
que padroniza as dimensões mínimas para o gabarito de construção de
instalação fixa para via férrea eletrificada ou eletrificável, com rede aérea, de
bitola normal e larga, em tangente ou em curva com raio de mais de 500 m;
Outras situações: de acordo com a norma ABNT-NBR-12915/2009 (NB-104) que
especifica os requisitos para entrevia e gabarito para instalação fixa e para
material rodante ferroviário.
A ferragem trilho a trilho deve estar de acordo com a característica exigida pelo circuito
de via, observadas as normas de juntas isoladas para o setor metroferroviário.
Os cabos e eletrodutos conectados à máquina de chave devem ser flexíveis e
resistentes às vibrações decorrentes da passagem dos trens e à movimentação
admissível da via, inclusive para sua manutenção, observadas as Normas Brasileiras
pertinentes.
PIM-018 – AMV – Equipamentos de Manobra : 15
Todos os componentes da máquina de chave devem ser fixados, direta ou
indiretamente, à sua base e protegidos por uma tampa facilmente removível e dotada de
dispositivo para fixação de cadeado. Quando removida a tampa, todas as partes da
máquina de chave devem ficar acessíveis.
Os componentes devem ser rigidamente acoplados à base da máquina de chave e
fixados por meio de parafusos.
Os subconjuntos compostos de componentes eletroeletrônicos devem ser
acondicionados em caixas vedadas e presas à base da máquina de chave, através de
sistema amortecedor.
Os rolamentos, quando utilizados, devem ser métricos.
A máquina de chave deve ser fixada em dois dormentes, através de sua base,
observando-se as características da bitola utilizada.
Fabricação da Ferragem de Acoplamento da MC
A ferragem de acoplamento deve permitir que a máquina de chave seja aplicável a
qualquer tipo de AMV, havendo barras distintas para tração, travamento e detecção de
posição de acordo com a norma ABNT-NBR-12778/1993, de especificação para Barra
de Conjugação - BC.
De acordo com a norma ABNT-NBR-11653/1990 (PB-1063) de padronização dos
tirantes de travamento e de manobra para máquina de chave, para AMV de bitola larga,
o tirante de travamento sem bucha ou tirante de manobra com bucha são produzidas a
partir de barra ou chapa de aço ABNT, de acordo com a norma NBR-NM-87/2000 (NBR-
6006 e NB-82).
Quanto à fabricação da bucha AGG 25 x 20, destinada ao pino do tirante de manobra,
deve estar de acordo com a norma ABNT-NBR-11462/1989 (PB-809), de padronização
para bucha para freio ferroviário.
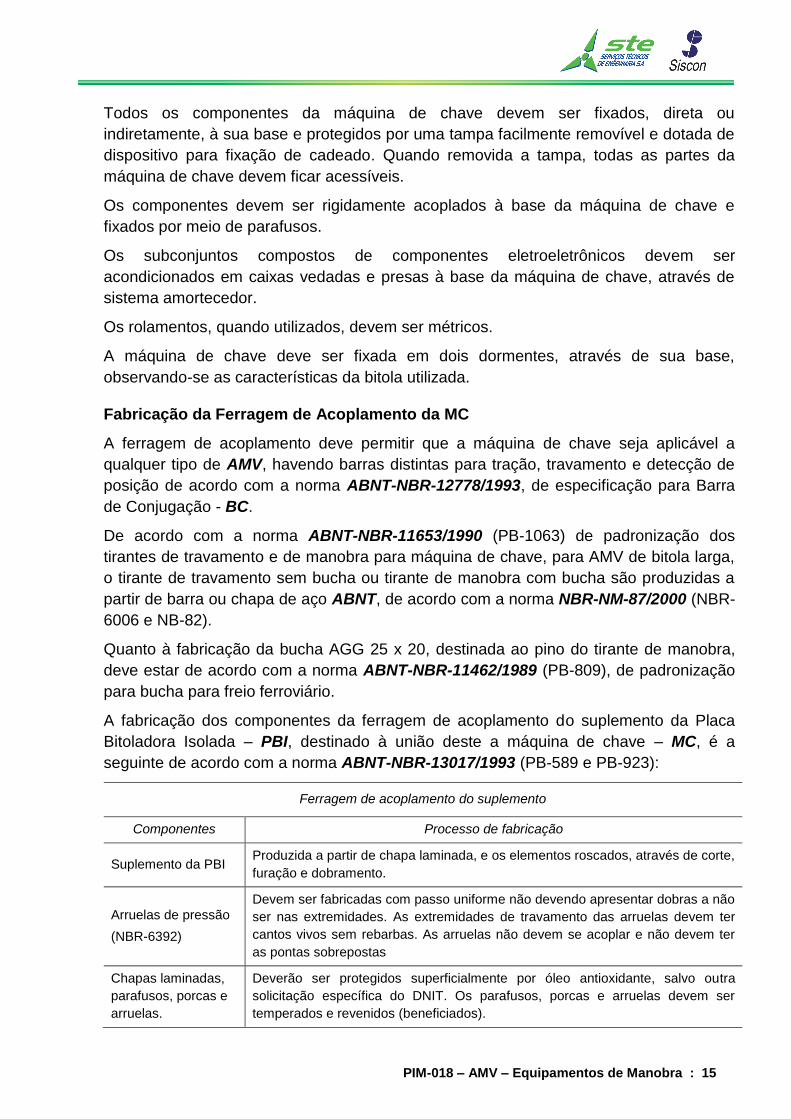
A fabricação dos componentes da ferragem de acoplamento do suplemento da Placa
Bitoladora Isolada – PBI, destinado à união deste a máquina de chave – MC, é a
seguinte de acordo com a norma ABNT-NBR-13017/1993 (PB-589 e PB-923):
Ferragem de acoplamento do suplemento
Componentes Processo de fabricação
Suplemento da PBI Produzida a partir de chapa laminada, e os elementos roscados, através de corte,
furação e dobramento.
Arruelas de pressão
(NBR-6392)
Devem ser fabricadas com passo uniforme não devendo apresentar dobras a não
ser nas extremidades. As extremidades de travamento das arruelas devem ter
cantos vivos sem rebarbas. As arruelas não devem se acoplar e não devem ter
as pontas sobrepostas
Chapas laminadas,
parafusos, porcas e
arruelas.
Deverão ser protegidos superficialmente por óleo antioxidante, salvo outra
solicitação específica do DNIT. Os parafusos, porcas e arruelas devem ser
temperados e revenidos (beneficiados).
PIM-018 – AMV – Equipamentos de Manobra : 16
O fornecedor deve apresentar ao DNIT uma descrição do processo de fabricação e as
condições de movimentação, manuseio e estocagem que são consideradas parte do
processo de fabricação e devem ser submetidos ao DNIT para aprovação.
No caso de aquisição de equipamento de manobra (AM ou MC) de terceiros, o material
a ser utilizado e o processo de fabricação poderão ser fixados nas especificações do
DNIT.
Demais requisitos encontram-se especificados nas Normas da Associação Brasileira
de Normas Técnicas - ABNT e Manual for Railway Engineering da American
Railway Engineering and Maintenance-of-Way Association - AREMA.
Mediante entendimento entre o DNIT e o fornecedor, o fabricante fornecerá certificado
de qualidade do material empregado na fabricação indicando:
Laminados de aço com número de corrida, fornecida pela usina produtora;
Características técnicas do produto fornecido pelo fabricante do equipamento de
manobra (AM ou MC), de das respectivas ferragens (tirantes, buchas, parafusos,
porcas, arruelas, etc);
O fornecedor entregará ao DNIT, certificados de qualidade do produto acabado,
contendo resultados obtidos nos ensaios.
A unidade de compra do equipamento de manobra para AM e MC deve ser:
Um conjunto completo;
Um conjunto parcial;
Um componente.
Independentemente da marcação das suas partes e componentes, a marcação do
equipamento de manobra (AM ou MC) deverá ser na carcaça, contendo:
Marca do DNIT
Marca do fabricante;
Data de fabricação, com mês e ano;
Modelo, de acordo com o fabricante;
Número de série.
A designação do equipamento de manobra (AM ou MC) conterá:
Tipo do AM ou MC;
Tipo de bitola, métrica (BM), larga (BL) ou mista (D1E, D1D, E1E ou E1D), e
quando houver MC designar o lado esquerdo ou direito. Exemplo: D1D/E;
Com ou sem proteção antioxidante (CP ou SP);
Referência ao nº da norma.
PIM-018 – AMV – Equipamentos de Manobra : 17
No caso da ferragem de acoplamento da MC:
A designação do tirante conterá:
Tirante de travamento ou tirante de manobra;
Referência ao nº da norma.
A designação da bucha conterá:
Bucha (AGG);
Diâmetro nominal (d), altura nominal (l), sem a tração;
Referência ao nº da norma.
A designação do complemento conterá:
Tipo da placa bitoladora (PBI);
Tipo da bitola: (BM); (BL); (D1E/*); (D1D/*); (E1E/*) ou (E1D/*);
* Especificar o lado direito (D) ou esquerdo (E) de posição da máquina de chave.
Com máquina chave (CM);
Tipo de escora, ajustável ou fixa (EA ou EF);
Tipo da placa [para AMV, sob a placa de apoio nº 0 (0) e nº 1 ou nº 2 (1/2)];
Com ou sem proteção anticorrosiva (CP ou SP);
Referência ao nº da Norma.
Quanto ao acondicionamento, o aparelho de manobra manual – AM deve ser apoiado e
fixado sobre paletes de altura suficiente para impedir que o acoplamento do tirante atinja
o solo. O AM não suporta empilhamento e deve ser movimentado sem choque.
A máquina de chave – MC deve ser engradada ou encaixotada.
O suplemento de placa bitoladora isolada - PBI e elementos de fixação são
acondicionados em amarrados metálicos contendo um suplemento com o conjunto de
ferragem de acoplamento para a montagem de uma máquina chave - MC.
Para o suplemento da PBI ou ferragem de acoplamento para reposição, os amarrados
metálicos deverão conter componentes de um mesmo tipo, conforme designação.
O pedido de Aparelho de Manobra manual – AM deverá conter pelo menos:
a) Especificação técnica do AM e seus componentes, conforme normas da ABNT;
b) Quantidade de unidades de AM;
c) Designação;
PIM-018 – AMV – Equipamentos de Manobra : 18
d) Cronograma de entrega;
e) Destino e transporte a ser utilizado;
f) Onde serão feitos os ensaios do DNIT;
g) Normas técnicas.
Quando for o caso, o pedido conterá também:
h) Condição especial à corrosão, quando houver;
i) Revestimento;
j) Gabarito;
k) Antecedência à inspeção;
l) Com isolamento elétrico;
m) Exigência de certificados;
n) Empilhamento;
o) Acondicionamento;
p) Proteção requerida, e
q) Garantia.
O pedido de Máquina de Chave – MC deverá conter pelo menos:
a) Especificação técnica da MC e seus componentes, conforme normas da ABNT;
b) Quantidade de unidades de MC;
c) Designação (tipo, posição e localização);
d) Características mecânicas (força de tração em N; força de travamento em N; tipo
de chave, fornecendo a furação da agulha para instalação da ferragem de
acoplamento; curso em mm; e talonabilidade);
e) Características elétricas (tensão de alimentação do motor em volts; isolação das
partes elétricas com a base da máquina em megaohms; tensão de alimentação
do circuito controlador em volts; e características dos comandos e indicações
requeridas);
f) Características operacionais (tipo de operação; aplicação; tempo de operação em
segundos; e regime de trabalho);
g) Ensaios de verificação na fábrica (isolação elétrica; tempo de operação; força de
tração; força de travamento; e outras características operacionais);
h) Ensaios após instalação no local a que se destina (tempo de operação; comando;
indicações; e outras características operacionais);
i) Ensaio da MC integrada no sistema a que se destina (avaliação de seu
desempenho como elemento de intertravamento vital integrante do sistema);
j) Cronograma de entrega;
PIM-018 – AMV – Equipamentos de Manobra : 19
k) Destino e transporte a ser utilizado;
l) Onde serão feitos os ensaios do DNIT;
m) Normas técnicas.
Quando for o caso, o pedido conterá também:
n) Quando for o caso, ligação até a sala de equipamento;
o) Antecedência à inspeção;
p) Exigência de certificados;
q) Empilhamento;
r) Acondicionamento;
s) Proteção requerida, e
t) Garantia.
3. TIPO – FORMA – DIMENSÃO
Em conformidade com a Norma ABNT-NBR-7691/2011 (CB-49), o equipamento de
manobra de acordo com o tipo de acionamento pode ser:
Acionamento manual por meio de Aparelho de Manobra manual – AM; ou
Acionamento manual e elétrico por meio de Máquina de Chave – MC.
Quanto à abertura da chave, o aparelho de manobra manual é classificado em fixo ou
ajustável.
A norma ABNT-NBR-11748/2011 (EB-978), estabelece os requisitos do aparelho de
manobra manual ajustável – AM para aparelho de mudança de via – AMV,
apresentando as referências normativas, os componentes do AM e materiais.
Com relação aos desenhos, tipo, forma e dimensão do AM, de seus componentes e
demais requisitos serão objetos de apresentação no projeto do aparelho de manobra,
pelo fabricante.
A norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696), estabelece os requisitos e a
classificação da máquina de chave – MC para o aparelho de mudança de via AMV,
apresentando as referências normativas e requisitos de projeto, gabarito de construção,
ferragem de acoplamento, talonamento, isolação, alimentação, imunidade, circuito de
via, cabo e eletroduto, componentes da MC, dormentes e operação.
Com relação aos desenhos, forma e dimensão da MC, de seus componentes, materiais
dos componentes (inclusive sobressalentes) e demais requisitos serão objetos de
apresentação no projeto da máquina de chave, pelo fabricante.
De acordo com a norma ABNT-NBR-11653/1990 (PB-1063) que padroniza tirantes de
travamento e de manobra para máquina de chave – MC, destinada ao aparelho de
mudança de via – AMV de bitola larga, os tipos podem ser: tirante de travamento, sem
PIM-018 – AMV – Equipamentos de Manobra : 20
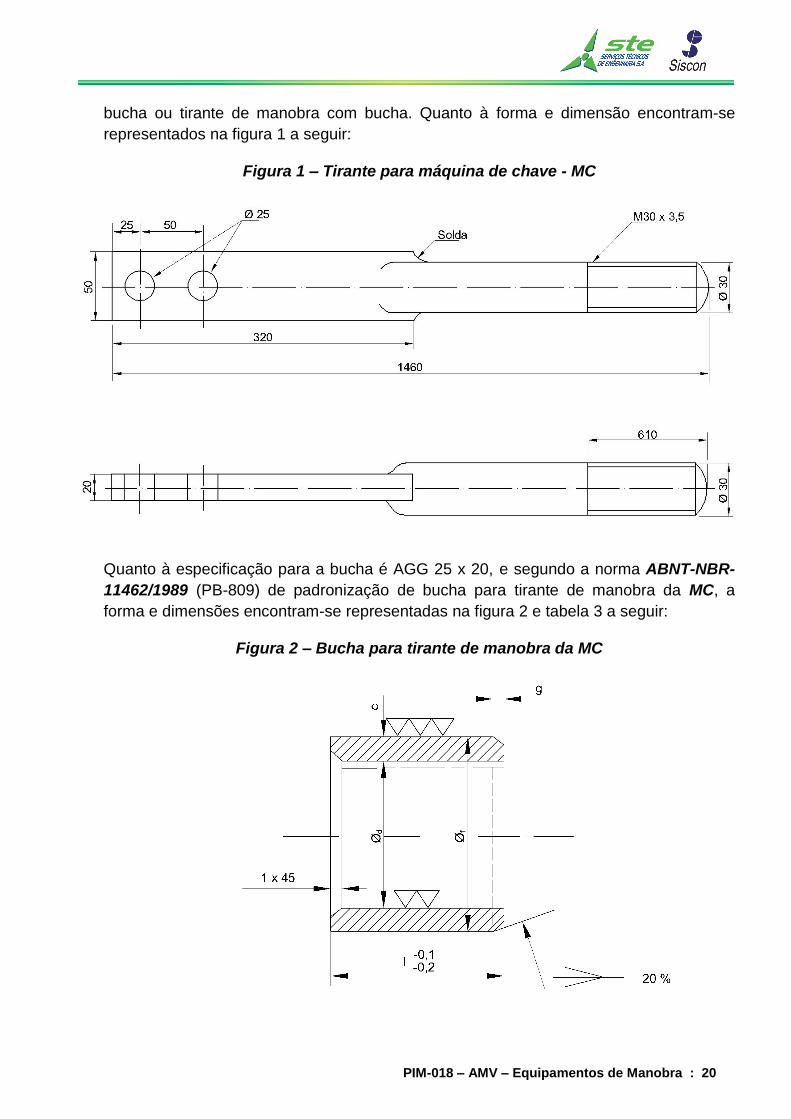
bucha ou tirante de manobra com bucha. Quanto à forma e dimensão encontram-se
representados na figura 1 a seguir:
Figura 1 – Tirante para máquina de chave - MC
Quanto à especificação para a bucha é AGG 25 x 20, e segundo a norma ABNT-NBR-
11462/1989 (PB-809) de padronização de bucha para tirante de manobra da MC, a
forma e dimensões encontram-se representadas na figura 2 e tabela 3 a seguir:
Figura 2 – Bucha para tirante de manobra da MC
PIM-018 – AMV – Equipamentos de Manobra : 21
Tabela 3 – Dimensões da bucha para tirante de manobra da MC
Dimensões da bucha (mm) AGUARDAR NBR-6158
Diâmetro externo
(Φf)
Diâmetro interno
(Φd) Altura (l) Espessura (c)
Chanfro externo
(g)
Dimensão Tolerância
(f) Dimensão
Tolerância (H11)
Dimensão Tolerância Dimensão Tolerância cmáx-cmín
≤ IT10 Dimensão
25 -0,020 17 +0,011 20 -0,1
-0,2 4 ≤ 0,070 2
NOTA: Tolerâncias de acordo com a NBR-11462/1989 e NBR-6158/1995.
No que se refere aos demais componentes da ferragem de acoplamento da MC, de
acordo com a norma ABNT-NBR-13017/1993 (PB-589 e PB-923), constitui-se nos
seguintes tipos, formas e dimensões:
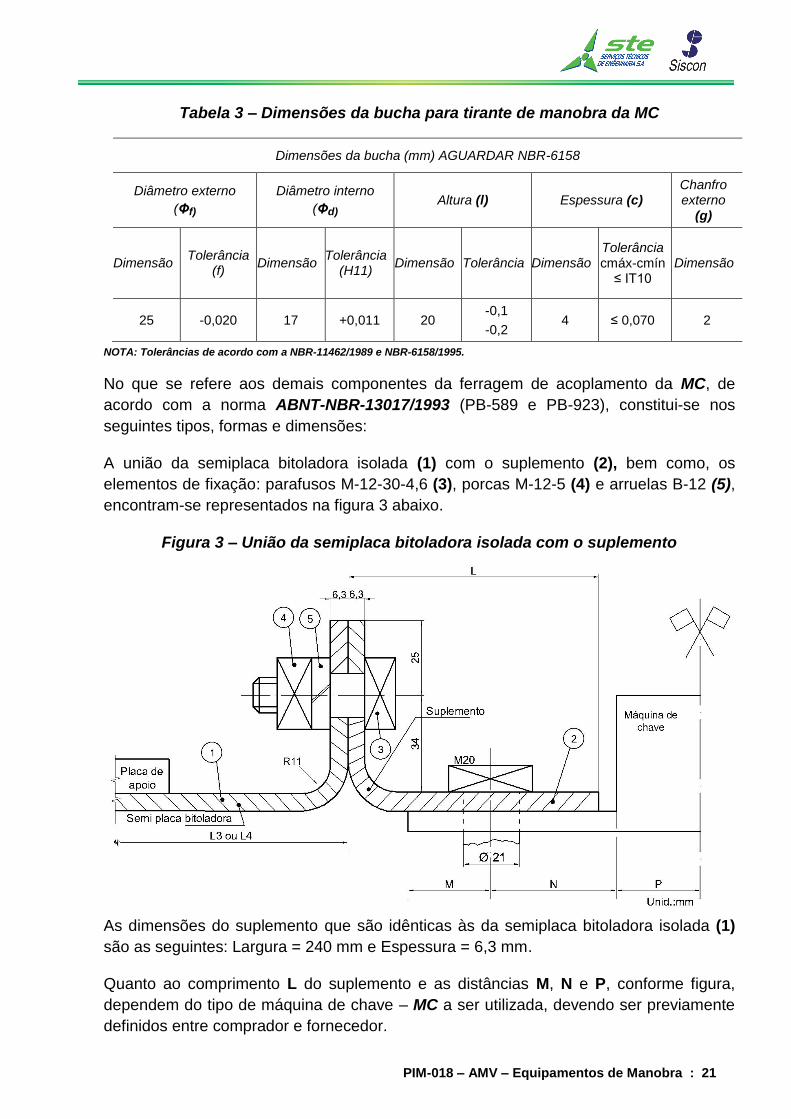
A união da semiplaca bitoladora isolada (1) com o suplemento (2), bem como, os
elementos de fixação: parafusos M-12-30-4,6 (3), porcas M-12-5 (4) e arruelas B-12 (5),
encontram-se representados na figura 3 abaixo.
Figura 3 – União da semiplaca bitoladora isolada com o suplemento
As dimensões do suplemento que são idênticas às da semiplaca bitoladora isolada (1)
são as seguintes: Largura = 240 mm e Espessura = 6,3 mm.
Quanto ao comprimento L do suplemento e as distâncias M, N e P, conforme figura,
dependem do tipo de máquina de chave – MC a ser utilizada, devendo ser previamente
definidos entre comprador e fornecedor.
PIM-018 – AMV – Equipamentos de Manobra : 22
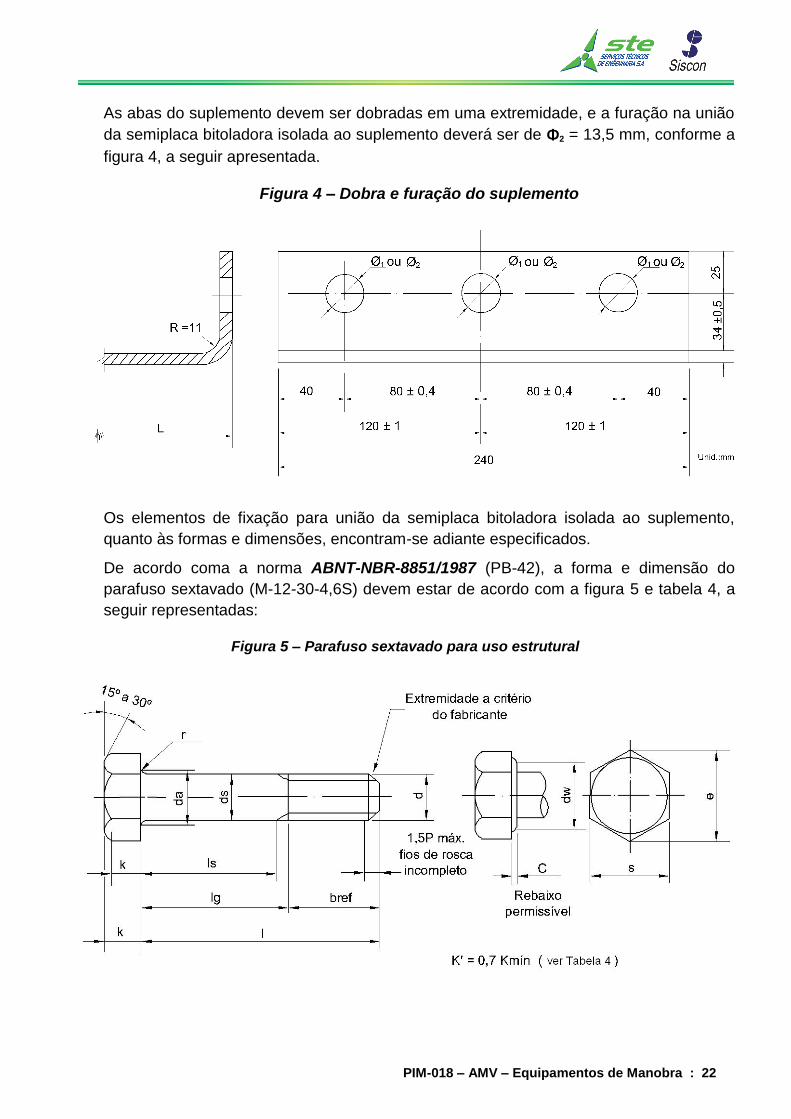
As abas do suplemento devem ser dobradas em uma extremidade, e a furação na união
da semiplaca bitoladora isolada ao suplemento deverá ser de Φ2 = 13,5 mm, conforme a
figura 4, a seguir apresentada.
Figura 4 – Dobra e furação do suplemento
Os elementos de fixação para união da semiplaca bitoladora isolada ao suplemento,
quanto às formas e dimensões, encontram-se adiante especificados.
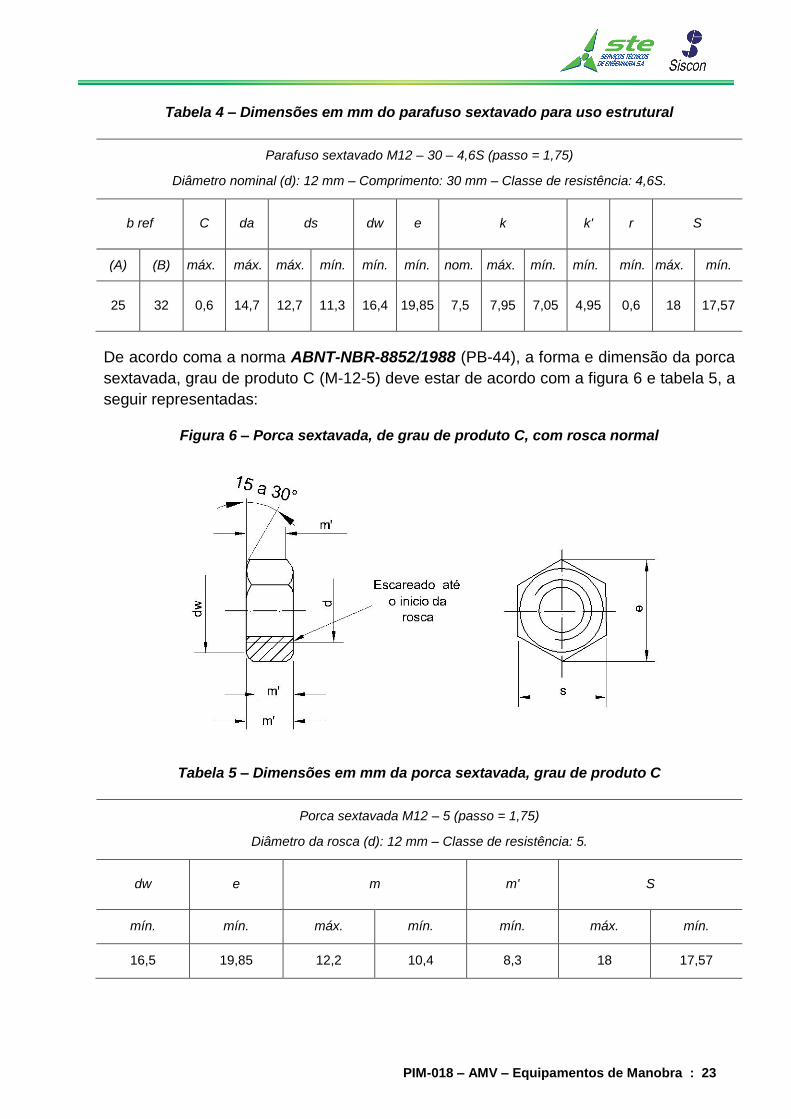
De acordo coma a norma ABNT-NBR-8851/1987 (PB-42), a forma e dimensão do
parafuso sextavado (M-12-30-4,6S) devem estar de acordo com a figura 5 e tabela 4, a
seguir representadas:
Figura 5 – Parafuso sextavado para uso estrutural
PIM-018 – AMV – Equipamentos de Manobra : 23
Tabela 4 – Dimensões em mm do parafuso sextavado para uso estrutural
Parafuso sextavado M12 – 30 – 4,6S (passo = 1,75)
Diâmetro nominal (d): 12 mm – Comprimento: 30 mm – Classe de resistência: 4,6S.
b ref C da ds dw e k k' r S
(A) (B) máx. máx. máx. mín. mín. mín. nom. máx. mín. mín. mín. máx. mín.
25 32 0,6 14,7 12,7 11,3 16,4 19,85 7,5 7,95 7,05 4,95 0,6 18 17,57
De acordo coma a norma ABNT-NBR-8852/1988 (PB-44), a forma e dimensão da porca
sextavada, grau de produto C (M-12-5) deve estar de acordo com a figura 6 e tabela 5, a
seguir representadas:
Figura 6 – Porca sextavada, de grau de produto C, com rosca normal
Tabela 5 – Dimensões em mm da porca sextavada, grau de produto C
Porca sextavada M12 – 5 (passo = 1,75)
Diâmetro da rosca (d): 12 mm – Classe de resistência: 5.
dw e m m' S
mín. mín. máx. mín. mín. máx. mín.
16,5 19,85 12,2 10,4 8,3 18 17,57
PIM-018 – AMV – Equipamentos de Manobra : 24
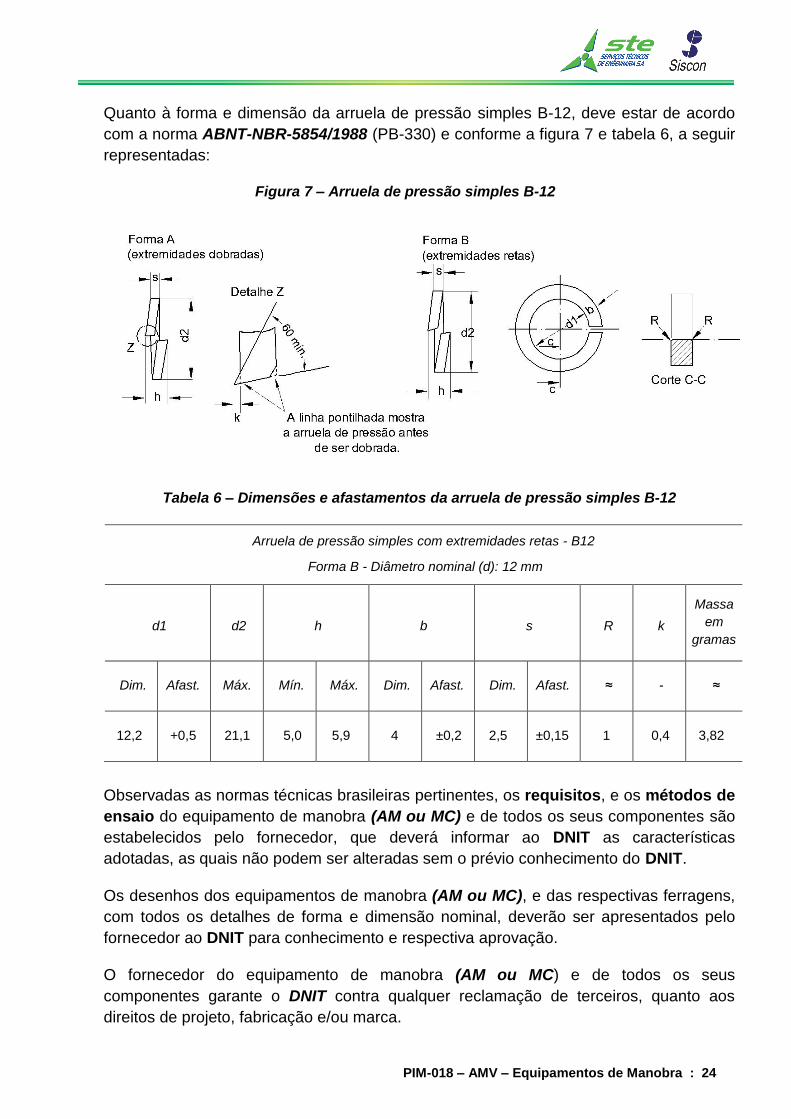
Quanto à forma e dimensão da arruela de pressão simples B-12, deve estar de acordo
com a norma ABNT-NBR-5854/1988 (PB-330) e conforme a figura 7 e tabela 6, a seguir
representadas:
Figura 7 – Arruela de pressão simples B-12
Tabela 6 – Dimensões e afastamentos da arruela de pressão simples B-12
Arruela de pressão simples com extremidades retas - B12
Forma B - Diâmetro nominal (d): 12 mm
d1 d2 h b s R k
Massa
em
gramas
Dim. Afast. Máx. Mín. Máx. Dim. Afast. Dim. Afast. ≈ - ≈
12,2 +0,5 21,1 5,0 5,9 4 ±0,2 2,5 ±0,15 1 0,4 3,82
Observadas as normas técnicas brasileiras pertinentes, os requisitos, e os métodos de
ensaio do equipamento de manobra (AM ou MC) e de todos os seus componentes são
estabelecidos pelo fornecedor, que deverá informar ao DNIT as características
adotadas, as quais não podem ser alteradas sem o prévio conhecimento do DNIT.
Os desenhos dos equipamentos de manobra (AM ou MC), e das respectivas ferragens,
com todos os detalhes de forma e dimensão nominal, deverão ser apresentados pelo
fornecedor ao DNIT para conhecimento e respectiva aprovação.
O fornecedor do equipamento de manobra (AM ou MC) e de todos os seus
componentes garante o DNIT contra qualquer reclamação de terceiros, quanto aos
direitos de projeto, fabricação e/ou marca.
PIM-018 – AMV – Equipamentos de Manobra : 25
4. CALIBRES PARA INSPEÇÃO
Os calibres necessários ao controle de forma e dimensão são fornecidos pelo fabricante,
sem ônus específicos ao DNIT, quando por ele solicitado, e submetidos à aceitação
deste, antes da fabricação do equipamento de manobra (AM ou MC) e de seus
componentes. Um jogo fica em poder do DNIT até o recebimento final.
5. TOLERÂNCIAS
As tolerâncias dimensionais do equipamento de manobra (AM ou MC) e de seus
componentes BC deverão estar contempladas nos desenhos a serem apresentados pelo
fornecedor, sujeito à aprovação do DNIT.
O Fabricante ou fornecedor deverá informar ao DNIT os pesos em kg de uma AM ou de
uma MC, considerando todos os seus componentes.
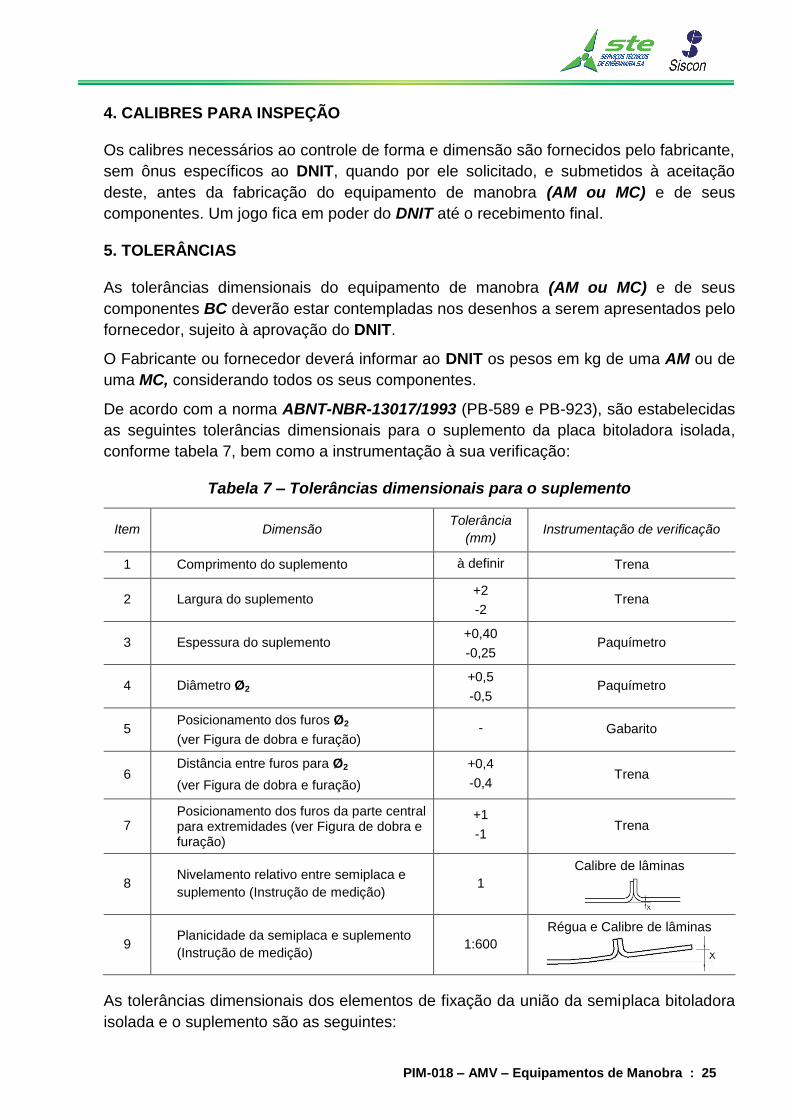
De acordo com a norma ABNT-NBR-13017/1993 (PB-589 e PB-923), são estabelecidas
as seguintes tolerâncias dimensionais para o suplemento da placa bitoladora isolada,
conforme tabela 7, bem como a instrumentação à sua verificação:
Tabela 7 – Tolerâncias dimensionais para o suplemento
Item Dimensão Tolerância
(mm) Instrumentação de verificação
1 Comprimento do suplemento à definir Trena
2 Largura do suplemento +2
-2 Trena
3 Espessura do suplemento +0,40
-0,25 Paquímetro
4 Diâmetro Ø2 +0,5
-0,5 Paquímetro
5 Posicionamento dos furos Ø2
(ver Figura de dobra e furação) - Gabarito
6 Distância entre furos para Ø2
(ver Figura de dobra e furação)
+0,4
-0,4 Trena
7 Posicionamento dos furos da parte central para extremidades (ver Figura de dobra e furação)
+1
-1 Trena
8 Nivelamento relativo entre semiplaca e
suplemento (Instrução de medição) 1
Calibre de lâminas
9 Planicidade da semiplaca e suplemento
(Instrução de medição) 1:600
Régua e Calibre de lâminas
As tolerâncias dimensionais dos elementos de fixação da união da semiplaca bitoladora
isolada e o suplemento são as seguintes:
PIM-018 – AMV – Equipamentos de Manobra : 26
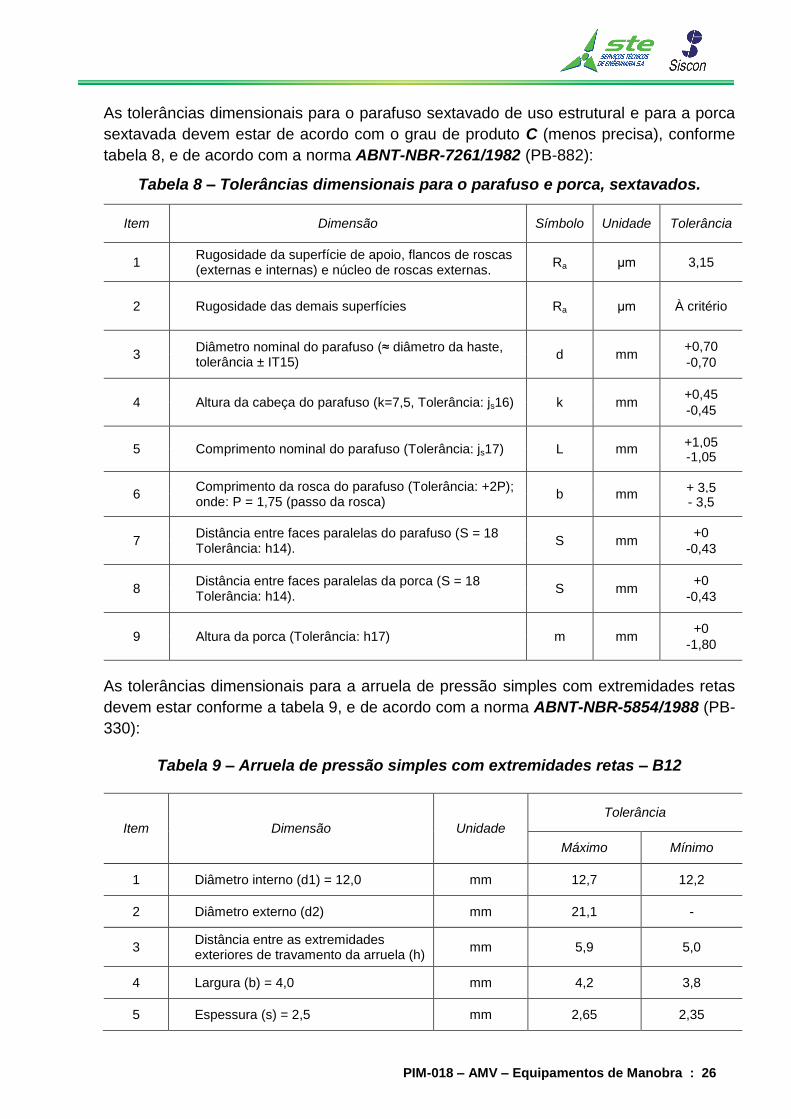
As tolerâncias dimensionais para o parafuso sextavado de uso estrutural e para a porca
sextavada devem estar de acordo com o grau de produto C (menos precisa), conforme
tabela 8, e de acordo com a norma ABNT-NBR-7261/1982 (PB-882):
Tabela 8 – Tolerâncias dimensionais para o parafuso e porca, sextavados.
Item Dimensão Símbolo Unidade Tolerância
1 Rugosidade da superfície de apoio, flancos de roscas (externas e internas) e núcleo de roscas externas.
Ra μm 3,15
2 Rugosidade das demais superfícies Ra μm À critério
3 Diâmetro nominal do parafuso (≈ diâmetro da haste, tolerância ± IT15)
d mm +0,70
-0,70
4 Altura da cabeça do parafuso (k=7,5, Tolerância: js16) k mm +0,45
-0,45
5 Comprimento nominal do parafuso (Tolerância: js17) L mm +1,05 -1,05
6 Comprimento da rosca do parafuso (Tolerância: +2P); onde: P = 1,75 (passo da rosca)
b mm + 3,5 - 3,5
7 Distância entre faces paralelas do parafuso (S = 18 Tolerância: h14).
S mm +0
-0,43
8 Distância entre faces paralelas da porca (S = 18 Tolerância: h14).
S mm +0
-0,43
9 Altura da porca (Tolerância: h17) m mm +0
-1,80
As tolerâncias dimensionais para a arruela de pressão simples com extremidades retas
devem estar conforme a tabela 9, e de acordo com a norma ABNT-NBR-5854/1988 (PB-
330):
Tabela 9 – Arruela de pressão simples com extremidades retas – B12
Item Dimensão Unidade
Tolerância
Máximo Mínimo
1 Diâmetro interno (d1) = 12,0 mm 12,7 12,2
2 Diâmetro externo (d2) mm 21,1 -
3 Distância entre as extremidades exteriores de travamento da arruela (h)
mm 5,9 5,0
4 Largura (b) = 4,0 mm 4,2 3,8
5 Espessura (s) = 2,5 mm 2,65 2,35

PIM-018 – AMV – Equipamentos de Manobra : 27
6. INSPEÇÃO E RECEBIMENTO
6.1. INSPEÇÃO
É facultado ao DNIT, através de seus fiscais ou de terceiros devidamente credenciados,
o direito de realizar as inspeções que julgar necessárias, tanto na fase de fabricação
quanto na de controle de qualidade, de manipulação, de estocagem e de expedição,
bem como executar contraensaios, a seu exclusivo critério, sem prejuízo à atividade
normal do fabricante.
Deverão ser colocados à disposição do DNIT, pelo fabricante, todos os meios
necessários à execução das inspeções, sejam de pessoal, material, ferramentas,
equipamentos, etc.
O pessoal designado pelo DNIT estará autorizado a executar todos os controles
adicionais para se assegurar a correta observação das condições exigidas na
especificação.
Para esta finalidade, o fabricante nacional deverá informar ao DNIT com pelo menos 10
dias de antecedência, o dia do início previsto de produção e o respectivo cronograma de
produção. Para o fabricante estrangeiro esse prazo não poderá ser inferior a 30 dias.
Todas as despesas decorrentes de ensaios e testes laboratoriais e outros que o DNIT
julgar necessário correrá por conta do fabricante, sem ônus para o DNIT.
Deverá ser fornecida ao DNIT, também sem ônus, sob a forma de certificado, uma via
original de todos os resultados das verificações, dos ensaios e contra-ensaios.
6.2. PLANO DE AMOSTRAGEM
A amostragem deve ser individual em 100% do lote do equipamento de manobra (AM
ou MC).
Antes de qualquer outra verificação, todas as amostras de cada lote devem ser
submetidas às verificações de aspecto, forma e dimensão complementadas pelas
demais verificações das condições gerais e específicas, apresentadas no projeto do
fabricante, para o AM ou MC e de todos os seus componentes, inclusive ferragens.
Somente a amostra e/ou lote que estejam de acordo com estas verificações devem ser
submetidas a ensaio.
O Plano de Amostragem e os procedimentos para inspeção por atributos obedecerão a
Norma ABNT-NBR-5426/1985 (NB-309-01) Versão Corrigida/1989, relativa ao Plano de
Amostragem e Procedimentos na Inspeção por Atributos, observando-se os seguintes
parâmetros sempre que possível, ou aqueles eventualmente especificados pelo DNIT:
6.2.1. Plano de amostragem para Suplemento da Placa bitoladora Isolada e
elementos de fixação.
a) Plano de Amostragem – SIMPLES;
PIM-018 – AMV – Equipamentos de Manobra : 28
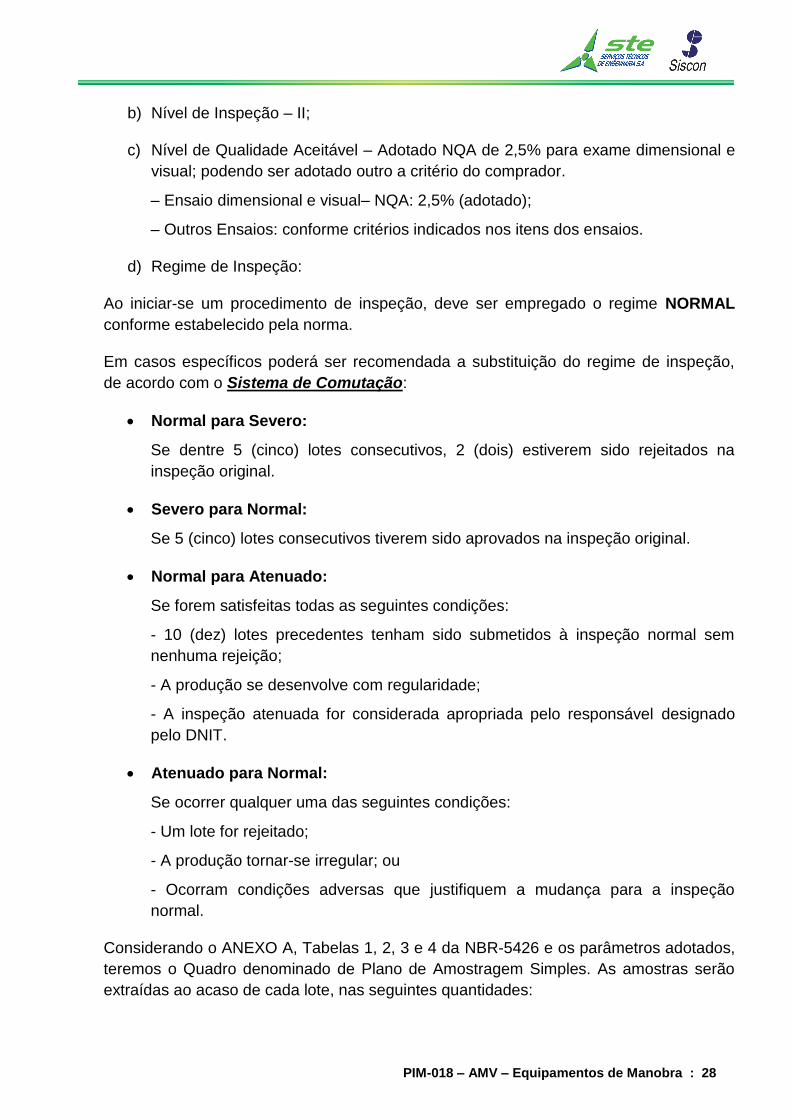
b) Nível de Inspeção – II;
c) Nível de Qualidade Aceitável – Adotado NQA de 2,5% para exame dimensional e
visual; podendo ser adotado outro a critério do comprador.
– Ensaio dimensional e visual– NQA: 2,5% (adotado);
– Outros Ensaios: conforme critérios indicados nos itens dos ensaios.
d) Regime de Inspeção:
Ao iniciar-se um procedimento de inspeção, deve ser empregado o regime NORMAL
conforme estabelecido pela norma.
Em casos específicos poderá ser recomendada a substituição do regime de inspeção,
de acordo com o Sistema de Comutação:
Normal para Severo:
Se dentre 5 (cinco) lotes consecutivos, 2 (dois) estiverem sido rejeitados na
inspeção original.
Severo para Normal:
Se 5 (cinco) lotes consecutivos tiverem sido aprovados na inspeção original.
Normal para Atenuado:
Se forem satisfeitas todas as seguintes condições:
- 10 (dez) lotes precedentes tenham sido submetidos à inspeção normal sem
nenhuma rejeição;
- A produção se desenvolve com regularidade;
- A inspeção atenuada for considerada apropriada pelo responsável designado
pelo DNIT.
Atenuado para Normal:
Se ocorrer qualquer uma das seguintes condições:
- Um lote for rejeitado;
- A produção tornar-se irregular; ou
- Ocorram condições adversas que justifiquem a mudança para a inspeção
normal.
Considerando o ANEXO A, Tabelas 1, 2, 3 e 4 da NBR-5426 e os parâmetros adotados,
teremos o Quadro denominado de Plano de Amostragem Simples. As amostras serão
extraídas ao acaso de cada lote, nas seguintes quantidades:
PIM-018 – AMV – Equipamentos de Manobra : 29
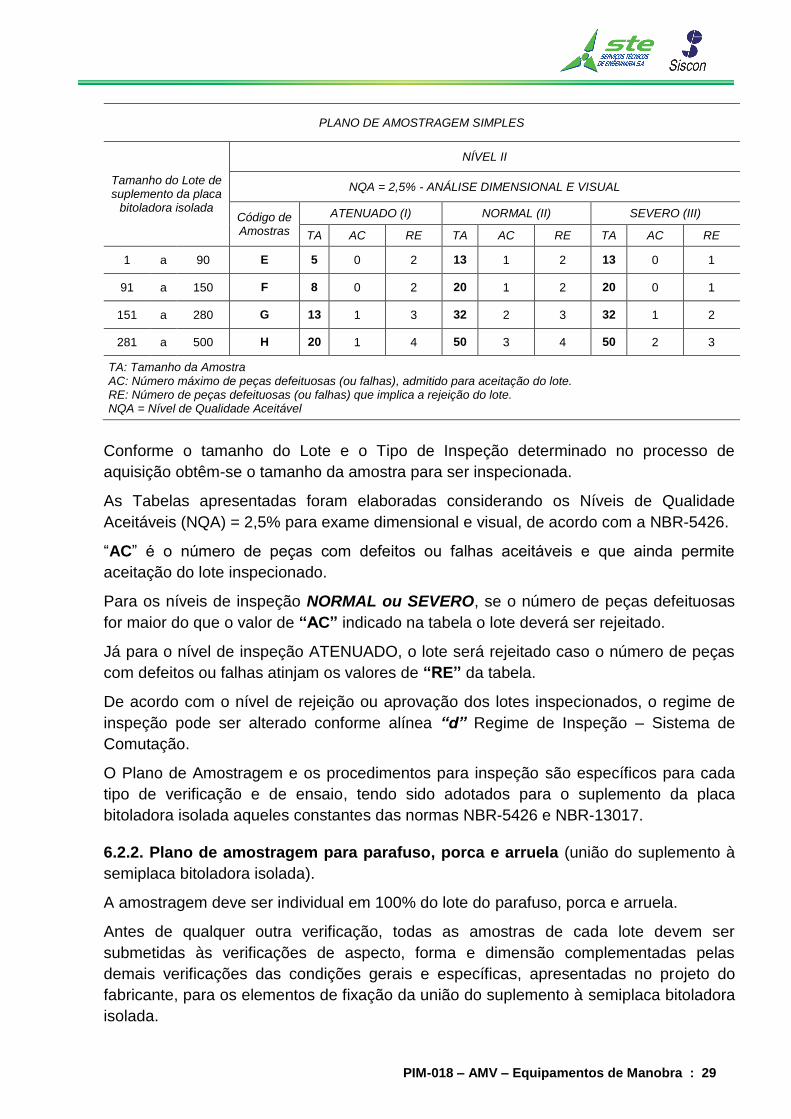
PLANO DE AMOSTRAGEM SIMPLES
Tamanho do Lote de suplemento da placa
bitoladora isolada
NÍVEL II
NQA = 2,5% - ANÁLISE DIMENSIONAL E VISUAL
Código de Amostras
ATENUADO (I) NORMAL (II) SEVERO (III)
TA AC RE TA AC RE TA AC RE
1 a 90 E 5 0 2 13 1 2 13 0 1
91 a 150 F 8 0 2 20 1 2 20 0 1
151 a 280 G 13 1 3 32 2 3 32 1 2
281 a 500 H 20 1 4 50 3 4 50 2 3
TA: Tamanho da Amostra AC: Número máximo de peças defeituosas (ou falhas), admitido para aceitação do lote. RE: Número de peças defeituosas (ou falhas) que implica a rejeição do lote. NQA = Nível de Qualidade Aceitável
Conforme o tamanho do Lote e o Tipo de Inspeção determinado no processo de
aquisição obtêm-se o tamanho da amostra para ser inspecionada.
As Tabelas apresentadas foram elaboradas considerando os Níveis de Qualidade
Aceitáveis (NQA) = 2,5% para exame dimensional e visual, de acordo com a NBR-5426.
“AC” é o número de peças com defeitos ou falhas aceitáveis e que ainda permite
aceitação do lote inspecionado.
Para os níveis de inspeção NORMAL ou SEVERO, se o número de peças defeituosas
for maior do que o valor de “AC” indicado na tabela o lote deverá ser rejeitado.
Já para o nível de inspeção ATENUADO, o lote será rejeitado caso o número de peças
com defeitos ou falhas atinjam os valores de “RE” da tabela.
De acordo com o nível de rejeição ou aprovação dos lotes inspecionados, o regime de
inspeção pode ser alterado conforme alínea “d” Regime de Inspeção – Sistema de
Comutação.
O Plano de Amostragem e os procedimentos para inspeção são específicos para cada
tipo de verificação e de ensaio, tendo sido adotados para o suplemento da placa
bitoladora isolada aqueles constantes das normas NBR-5426 e NBR-13017.
6.2.2. Plano de amostragem para parafuso, porca e arruela (união do suplemento à
semiplaca bitoladora isolada).
A amostragem deve ser individual em 100% do lote do parafuso, porca e arruela.
Antes de qualquer outra verificação, todas as amostras de cada lote devem ser
submetidas às verificações de aspecto, forma e dimensão complementadas pelas
demais verificações das condições gerais e específicas, apresentadas no projeto do
fabricante, para os elementos de fixação da união do suplemento à semiplaca bitoladora
isolada.
PIM-018 – AMV – Equipamentos de Manobra : 30
Somente a amostra e/ou lote que estejam de acordo com estas verificações devem ser
submetidas a ensaio.
O Plano de Amostragem e os procedimentos para inspeção por atributos obedecerão a
NBR-5426, e a NBR-10106 de especificação para a inspeção de aceitação de elementos
de fixação, observando-se sempre que possível, os parâmetros especificados pelo
DNIT.
6.3. VERIFICAÇÕES
Deverão ser executadas, sob a coordenação e acompanhamento do pessoal designado
pelo DNIT, as seguintes verificações, ficando a critério do DNIT a escolha dos ensaios a
serem realizados obrigatoriamente.
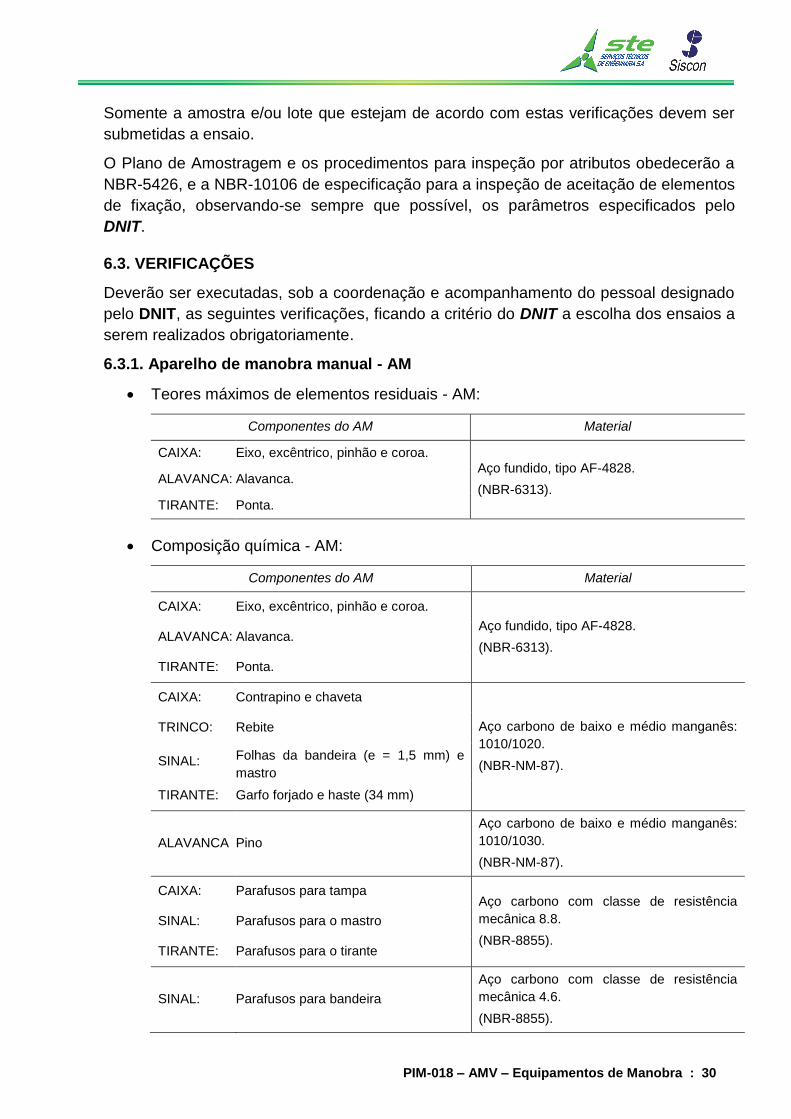
6.3.1. Aparelho de manobra manual - AM
Teores máximos de elementos residuais - AM:
Componentes do AM Material
CAIXA: Eixo, excêntrico, pinhão e coroa. Aço fundido, tipo AF-4828.
(NBR-6313). ALAVANCA: Alavanca.
TIRANTE: Ponta.
Composição química - AM:
Componentes do AM Material
CAIXA: Eixo, excêntrico, pinhão e coroa.
Aço fundido, tipo AF-4828.
(NBR-6313). ALAVANCA: Alavanca.
TIRANTE: Ponta.
CAIXA: Contrapino e chaveta
Aço carbono de baixo e médio manganês:
1010/1020.
(NBR-NM-87).
TRINCO: Rebite
SINAL: Folhas da bandeira (e = 1,5 mm) e
mastro
TIRANTE: Garfo forjado e haste (34 mm)
ALAVANCA Pino
Aço carbono de baixo e médio manganês:
1010/1030.
(NBR-NM-87).
CAIXA: Parafusos para tampa Aço carbono com classe de resistência
mecânica 8.8.
(NBR-8855).
SINAL: Parafusos para o mastro
TIRANTE: Parafusos para o tirante
SINAL: Parafusos para bandeira
Aço carbono com classe de resistência
mecânica 4.6.
(NBR-8855).
PIM-018 – AMV – Equipamentos de Manobra : 31
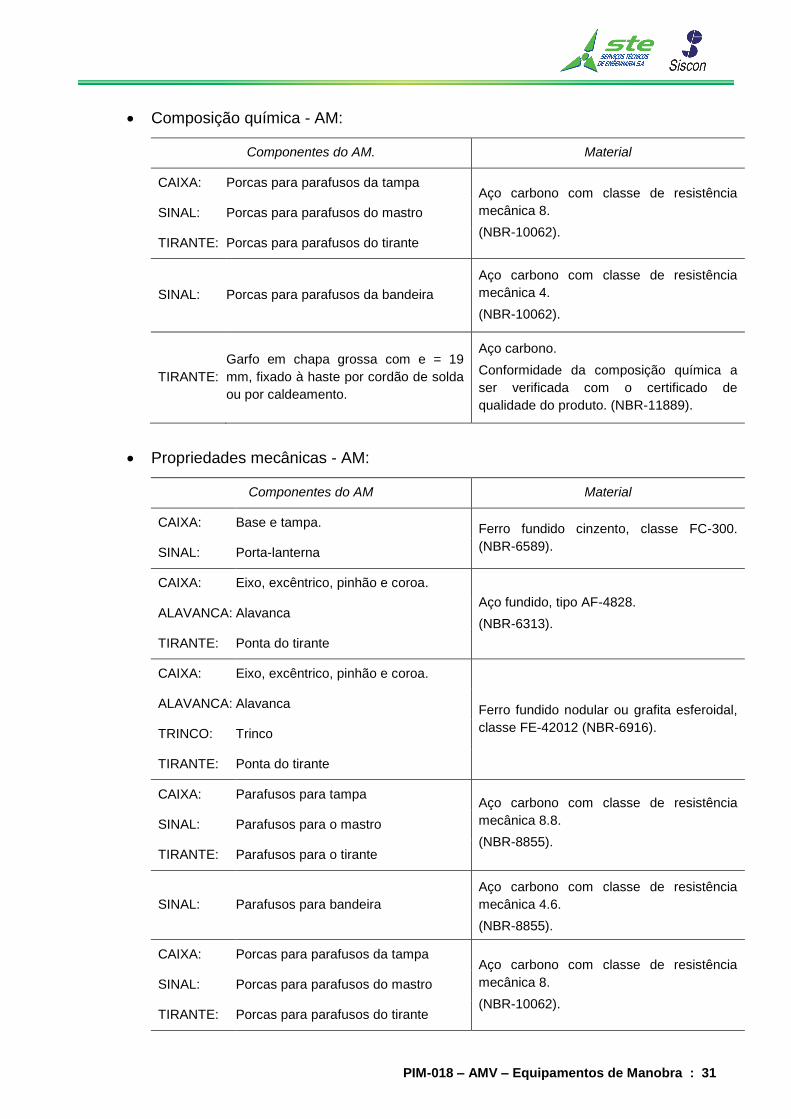
Composição química - AM:
Componentes do AM. Material
CAIXA: Porcas para parafusos da tampa Aço carbono com classe de resistência
mecânica 8.
(NBR-10062).
SINAL: Porcas para parafusos do mastro
TIRANTE: Porcas para parafusos do tirante
SINAL: Porcas para parafusos da bandeira
Aço carbono com classe de resistência
mecânica 4.
(NBR-10062).
TIRANTE:
Garfo em chapa grossa com e = 19
mm, fixado à haste por cordão de solda
ou por caldeamento.
Aço carbono.
Conformidade da composição química a
ser verificada com o certificado de
qualidade do produto. (NBR-11889).
Propriedades mecânicas - AM:
Componentes do AM Material
CAIXA: Base e tampa. Ferro fundido cinzento, classe FC-300.
(NBR-6589). SINAL: Porta-lanterna
CAIXA: Eixo, excêntrico, pinhão e coroa.
Aço fundido, tipo AF-4828.
(NBR-6313). ALAVANCA: Alavanca
TIRANTE: Ponta do tirante
CAIXA: Eixo, excêntrico, pinhão e coroa.
Ferro fundido nodular ou grafita esferoidal,
classe FE-42012 (NBR-6916).
ALAVANCA: Alavanca
TRINCO: Trinco
TIRANTE: Ponta do tirante
CAIXA: Parafusos para tampa Aço carbono com classe de resistência
mecânica 8.8.
(NBR-8855).
SINAL: Parafusos para o mastro
TIRANTE: Parafusos para o tirante
SINAL: Parafusos para bandeira
Aço carbono com classe de resistência
mecânica 4.6.
(NBR-8855).
CAIXA: Porcas para parafusos da tampa Aço carbono com classe de resistência
mecânica 8.
(NBR-10062).
SINAL: Porcas para parafusos do mastro
TIRANTE: Porcas para parafusos do tirante
PIM-018 – AMV – Equipamentos de Manobra : 32
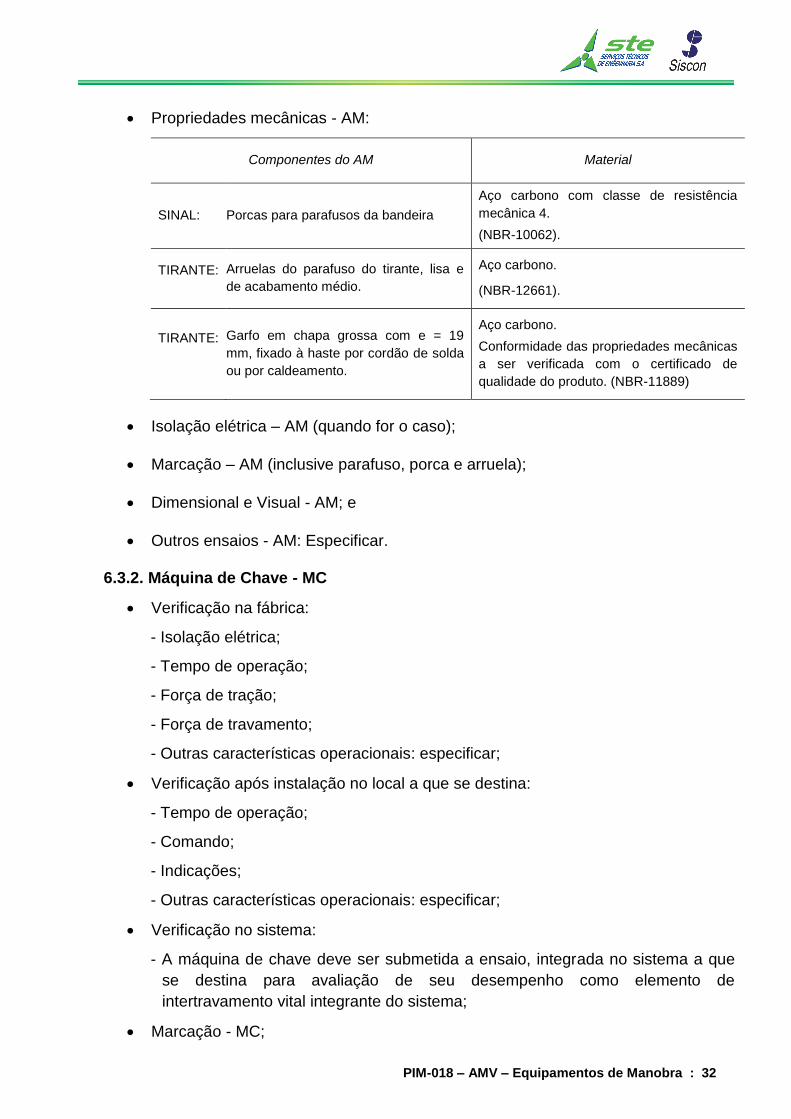
Propriedades mecânicas - AM:
Componentes do AM Material
SINAL: Porcas para parafusos da bandeira
Aço carbono com classe de resistência
mecânica 4.
(NBR-10062).
TIRANTE: Arruelas do parafuso do tirante, lisa e
de acabamento médio.
Aço carbono.
(NBR-12661).
TIRANTE: Garfo em chapa grossa com e = 19
mm, fixado à haste por cordão de solda
ou por caldeamento.
Aço carbono.
Conformidade das propriedades mecânicas
a ser verificada com o certificado de
qualidade do produto. (NBR-11889)
Isolação elétrica – AM (quando for o caso);
Marcação – AM (inclusive parafuso, porca e arruela);
Dimensional e Visual - AM; e
Outros ensaios - AM: Especificar.
6.3.2. Máquina de Chave - MC
Verificação na fábrica:
- Isolação elétrica;
- Tempo de operação;
- Força de tração;
- Força de travamento;
- Outras características operacionais: especificar;
Verificação após instalação no local a que se destina:
- Tempo de operação;
- Comando;
- Indicações;
- Outras características operacionais: especificar;
Verificação no sistema:
- A máquina de chave deve ser submetida a ensaio, integrada no sistema a que
se destina para avaliação de seu desempenho como elemento de
intertravamento vital integrante do sistema;
Marcação - MC;
PIM-018 – AMV – Equipamentos de Manobra : 33
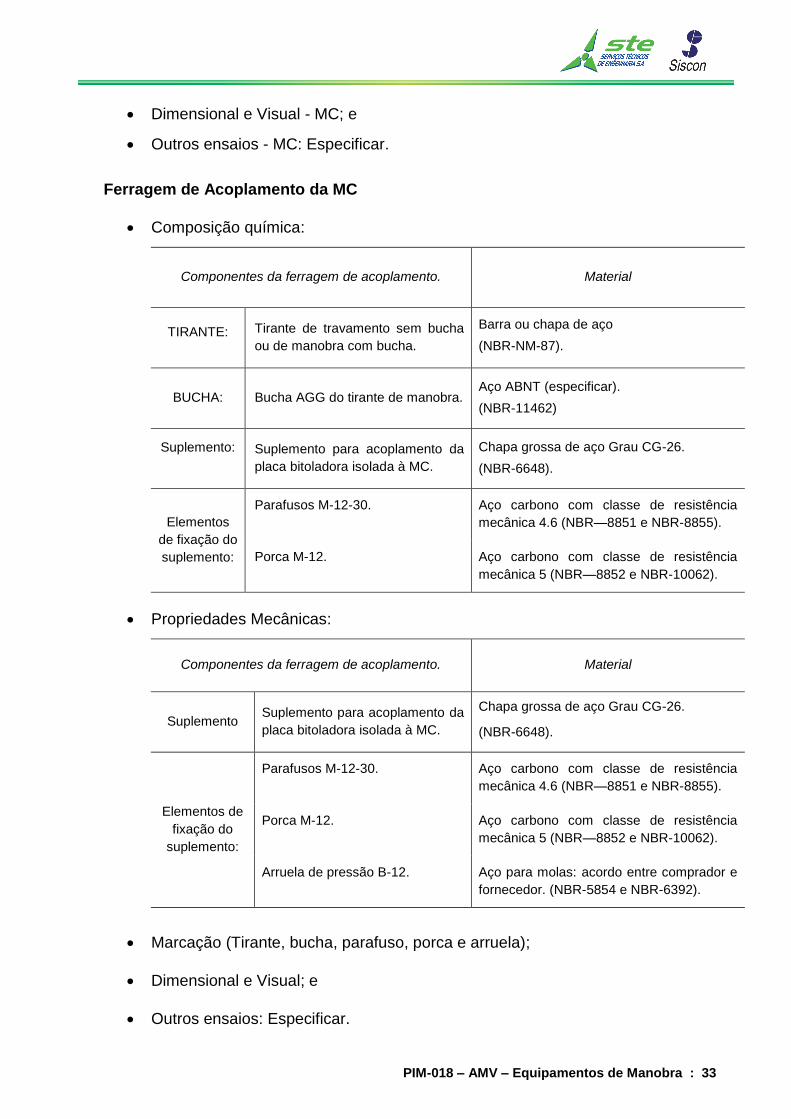
Dimensional e Visual - MC; e
Outros ensaios - MC: Especificar.
Ferragem de Acoplamento da MC
Composição química:
Componentes da ferragem de acoplamento. Material
TIRANTE: Tirante de travamento sem bucha
ou de manobra com bucha.
Barra ou chapa de aço
(NBR-NM-87).
BUCHA: Bucha AGG do tirante de manobra. Aço ABNT (especificar).
(NBR-11462)
Suplemento: Suplemento para acoplamento da
placa bitoladora isolada à MC.
Chapa grossa de aço Grau CG-26.
(NBR-6648).
Elementos
de fixação do
suplemento:
Parafusos M-12-30. Aço carbono com classe de resistência
mecânica 4.6 (NBR—8851 e NBR-8855).
Porca M-12. Aço carbono com classe de resistência
mecânica 5 (NBR—8852 e NBR-10062).
Propriedades Mecânicas:
Componentes da ferragem de acoplamento. Material
Suplemento Suplemento para acoplamento da
placa bitoladora isolada à MC.
Chapa grossa de aço Grau CG-26.
(NBR-6648).
Elementos de
fixação do
suplemento:
Parafusos M-12-30. Aço carbono com classe de resistência
mecânica 4.6 (NBR—8851 e NBR-8855).
Porca M-12. Aço carbono com classe de resistência
mecânica 5 (NBR—8852 e NBR-10062).
Arruela de pressão B-12. Aço para molas: acordo entre comprador e
fornecedor. (NBR-5854 e NBR-6392).
Marcação (Tirante, bucha, parafuso, porca e arruela);
Dimensional e Visual; e
Outros ensaios: Especificar.
PIM-018 – AMV – Equipamentos de Manobra : 34
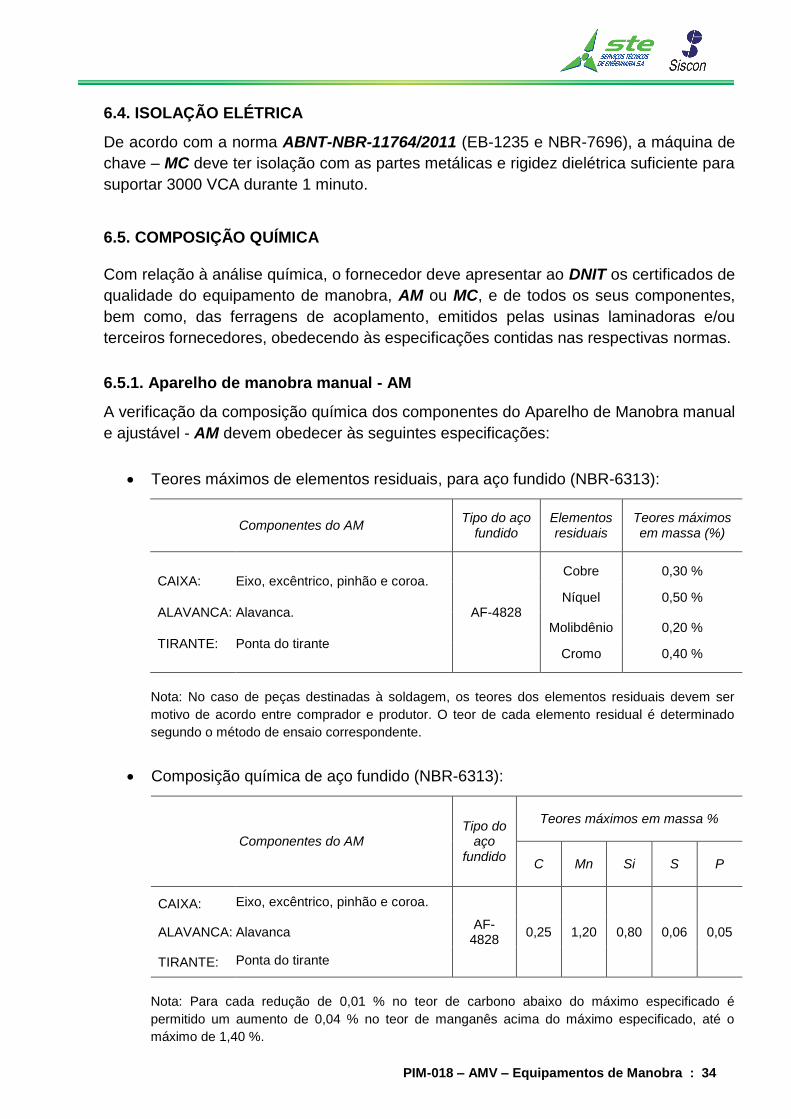
6.4. ISOLAÇÃO ELÉTRICA
De acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696), a máquina de
chave – MC deve ter isolação com as partes metálicas e rigidez dielétrica suficiente para
suportar 3000 VCA durante 1 minuto.
6.5. COMPOSIÇÃO QUÍMICA
Com relação à análise química, o fornecedor deve apresentar ao DNIT os certificados de
qualidade do equipamento de manobra, AM ou MC, e de todos os seus componentes,
bem como, das ferragens de acoplamento, emitidos pelas usinas laminadoras e/ou
terceiros fornecedores, obedecendo às especificações contidas nas respectivas normas.
6.5.1. Aparelho de manobra manual - AM
A verificação da composição química dos componentes do Aparelho de Manobra manual
e ajustável - AM devem obedecer às seguintes especificações:
Teores máximos de elementos residuais, para aço fundido (NBR-6313):
Componentes do AM Tipo do aço
fundido Elementos residuais
Teores máximos em massa (%)
CAIXA:
ALAVANCA:
TIRANTE:
Eixo, excêntrico, pinhão e coroa.
Alavanca.
Ponta do tirante
AF-4828
Cobre 0,30 %
Níquel 0,50 %
Molibdênio 0,20 %
Cromo 0,40 %
Nota: No caso de peças destinadas à soldagem, os teores dos elementos residuais devem ser
motivo de acordo entre comprador e produtor. O teor de cada elemento residual é determinado
segundo o método de ensaio correspondente.
Composição química de aço fundido (NBR-6313):
Componentes do AM Tipo do
aço fundido
Teores máximos em massa %
C Mn Si S P
CAIXA: Eixo, excêntrico, pinhão e coroa.
AF-4828
0,25 1,20 0,80 0,06 0,05 ALAVANCA: Alavanca
TIRANTE: Ponta do tirante
Nota: Para cada redução de 0,01 % no teor de carbono abaixo do máximo especificado é
permitido um aumento de 0,04 % no teor de manganês acima do máximo especificado, até o
máximo de 1,40 %.
PIM-018 – AMV – Equipamentos de Manobra : 35
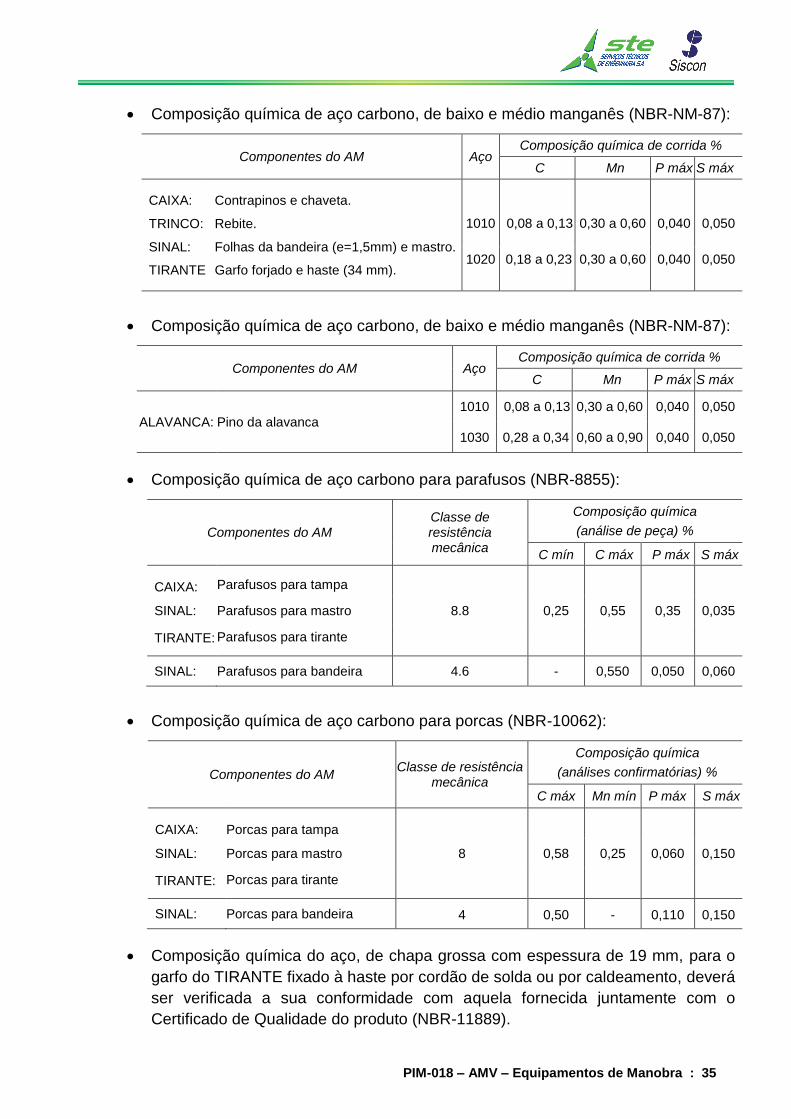
Composição química de aço carbono, de baixo e médio manganês (NBR-NM-87):
Componentes do AM Aço Composição química de corrida %
C Mn P máx S máx
CAIXA:
TRINCO:
SINAL:
TIRANTE:
Contrapinos e chaveta.
Rebite.
Folhas da bandeira (e=1,5mm) e mastro.
Garfo forjado e haste (34 mm).
1010 0,08 a 0,13 0,30 a 0,60 0,040 0,050
1020 0,18 a 0,23 0,30 a 0,60 0,040 0,050
Composição química de aço carbono, de baixo e médio manganês (NBR-NM-87):
Componentes do AM Aço Composição química de corrida %
C Mn P máx S máx
ALAVANCA: Pino da alavanca 1010 0,08 a 0,13 0,30 a 0,60 0,040 0,050
1030 0,28 a 0,34 0,60 a 0,90 0,040 0,050
Composição química de aço carbono para parafusos (NBR-8855):
Componentes do AM Classe de resistência mecânica
Composição química
(análise de peça) %
C mín C máx P máx S máx
CAIXA: Parafusos para tampa
8.8 0,25 0,55 0,35 0,035 SINAL: Parafusos para mastro
TIRANTE: Parafusos para tirante
SINAL: Parafusos para bandeira 4.6 - 0,550 0,050 0,060
Composição química de aço carbono para porcas (NBR-10062):
Componentes do AM Classe de resistência
mecânica
Composição química
(análises confirmatórias) %
C máx Mn mín P máx S máx
CAIXA: Porcas para tampa
8 0,58 0,25 0,060 0,150 SINAL: Porcas para mastro
TIRANTE: Porcas para tirante
SINAL: Porcas para bandeira 4 0,50 - 0,110 0,150
Composição química do aço, de chapa grossa com espessura de 19 mm, para o
garfo do TIRANTE fixado à haste por cordão de solda ou por caldeamento, deverá
ser verificada a sua conformidade com aquela fornecida juntamente com o
Certificado de Qualidade do produto (NBR-11889).
PIM-018 – AMV – Equipamentos de Manobra : 36
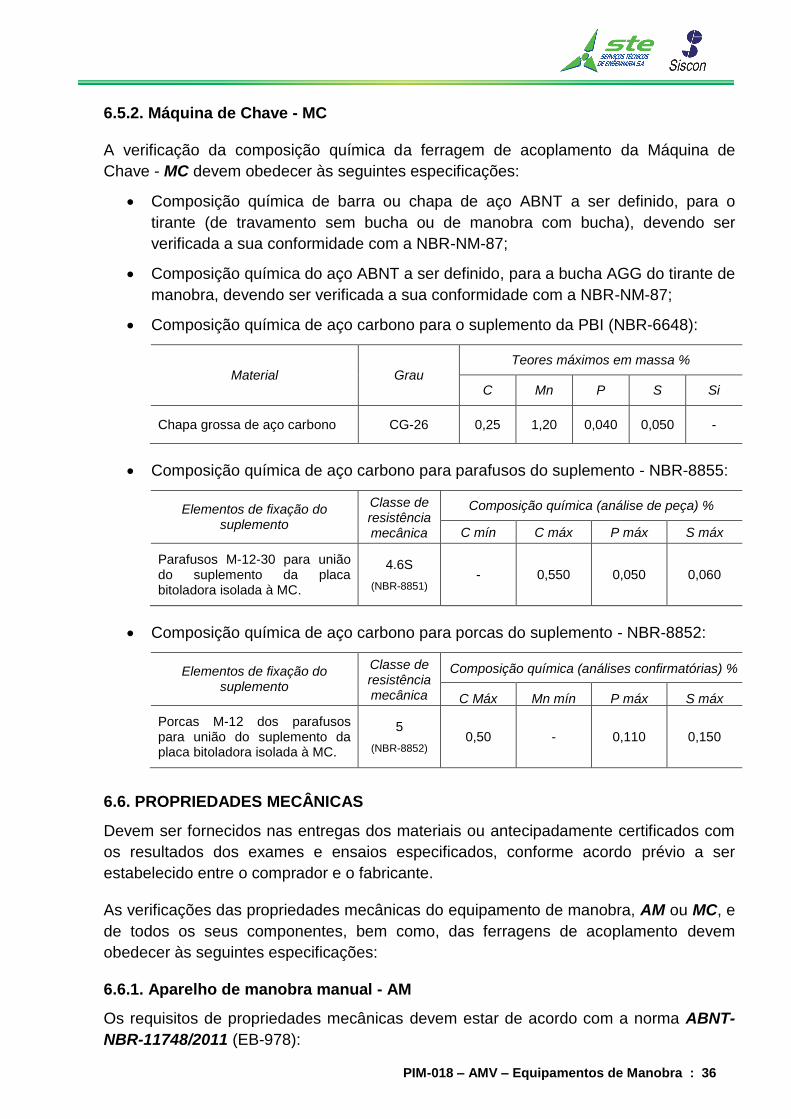
6.5.2. Máquina de Chave - MC
A verificação da composição química da ferragem de acoplamento da Máquina de
Chave - MC devem obedecer às seguintes especificações:
Composição química de barra ou chapa de aço ABNT a ser definido, para o
tirante (de travamento sem bucha ou de manobra com bucha), devendo ser
verificada a sua conformidade com a NBR-NM-87;
Composição química do aço ABNT a ser definido, para a bucha AGG do tirante de
manobra, devendo ser verificada a sua conformidade com a NBR-NM-87;
Composição química de aço carbono para o suplemento da PBI (NBR-6648):
Material Grau Teores máximos em massa %
C Mn P S Si
Chapa grossa de aço carbono CG-26 0,25 1,20 0,040 0,050 -
Composição química de aço carbono para parafusos do suplemento - NBR-8855:
Elementos de fixação do suplemento
Classe de resistência mecânica
Composição química (análise de peça) %
C mín C máx P máx S máx
Parafusos M-12-30 para união do suplemento da placa bitoladora isolada à MC.
4.6S
(NBR-8851) - 0,550 0,050 0,060
Composição química de aço carbono para porcas do suplemento - NBR-8852:
Elementos de fixação do suplemento
Classe de resistência mecânica
Composição química (análises confirmatórias) %
C Máx Mn mín P máx S máx
Porcas M-12 dos parafusos para união do suplemento da placa bitoladora isolada à MC.
5
(NBR-8852) 0,50 - 0,110 0,150
6.6. PROPRIEDADES MECÂNICAS
Devem ser fornecidos nas entregas dos materiais ou antecipadamente certificados com
os resultados dos exames e ensaios especificados, conforme acordo prévio a ser
estabelecido entre o comprador e o fabricante.
As verificações das propriedades mecânicas do equipamento de manobra, AM ou MC, e
de todos os seus componentes, bem como, das ferragens de acoplamento devem
obedecer às seguintes especificações:
6.6.1. Aparelho de manobra manual - AM
Os requisitos de propriedades mecânicas devem estar de acordo com a norma ABNT-
NBR-11748/2011 (EB-978):
PIM-018 – AMV – Equipamentos de Manobra : 37
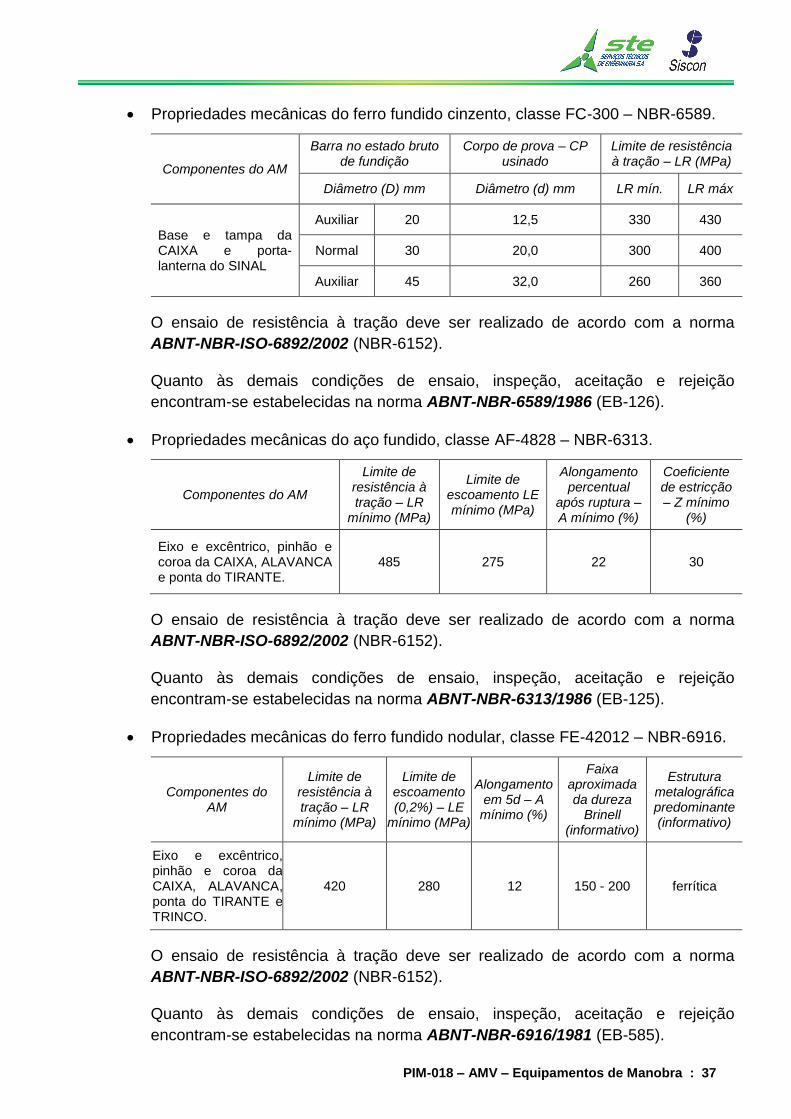
Propriedades mecânicas do ferro fundido cinzento, classe FC-300 – NBR-6589.
Componentes do AM
Barra no estado bruto de fundição
Corpo de prova – CP usinado
Limite de resistência à tração – LR (MPa)
Diâmetro (D) mm Diâmetro (d) mm LR mín. LR máx
Base e tampa da CAIXA e porta-lanterna do SINAL
Auxiliar 20 12,5 330 430
Normal 30 20,0 300 400
Auxiliar 45 32,0 260 360
O ensaio de resistência à tração deve ser realizado de acordo com a norma
ABNT-NBR-ISO-6892/2002 (NBR-6152).
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma ABNT-NBR-6589/1986 (EB-126).
Propriedades mecânicas do aço fundido, classe AF-4828 – NBR-6313.
Componentes do AM
Limite de resistência à tração – LR
mínimo (MPa)
Limite de escoamento LE mínimo (MPa)
Alongamento percentual
após ruptura – A mínimo (%)
Coeficiente de estricção – Z mínimo
(%)
Eixo e excêntrico, pinhão e coroa da CAIXA, ALAVANCA e ponta do TIRANTE.
485 275 22 30
O ensaio de resistência à tração deve ser realizado de acordo com a norma
ABNT-NBR-ISO-6892/2002 (NBR-6152).
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma ABNT-NBR-6313/1986 (EB-125).
Propriedades mecânicas do ferro fundido nodular, classe FE-42012 – NBR-6916.
Componentes do AM
Limite de resistência à tração – LR
mínimo (MPa)
Limite de escoamento (0,2%) – LE
mínimo (MPa)
Alongamento em 5d – A mínimo (%)
Faixa aproximada da dureza
Brinell (informativo)
Estrutura metalográfica predominante (informativo)
Eixo e excêntrico, pinhão e coroa da CAIXA, ALAVANCA, ponta do TIRANTE e TRINCO.
420 280 12 150 - 200 ferrítica
O ensaio de resistência à tração deve ser realizado de acordo com a norma
ABNT-NBR-ISO-6892/2002 (NBR-6152).
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma ABNT-NBR-6916/1981 (EB-585).
PIM-018 – AMV – Equipamentos de Manobra : 38
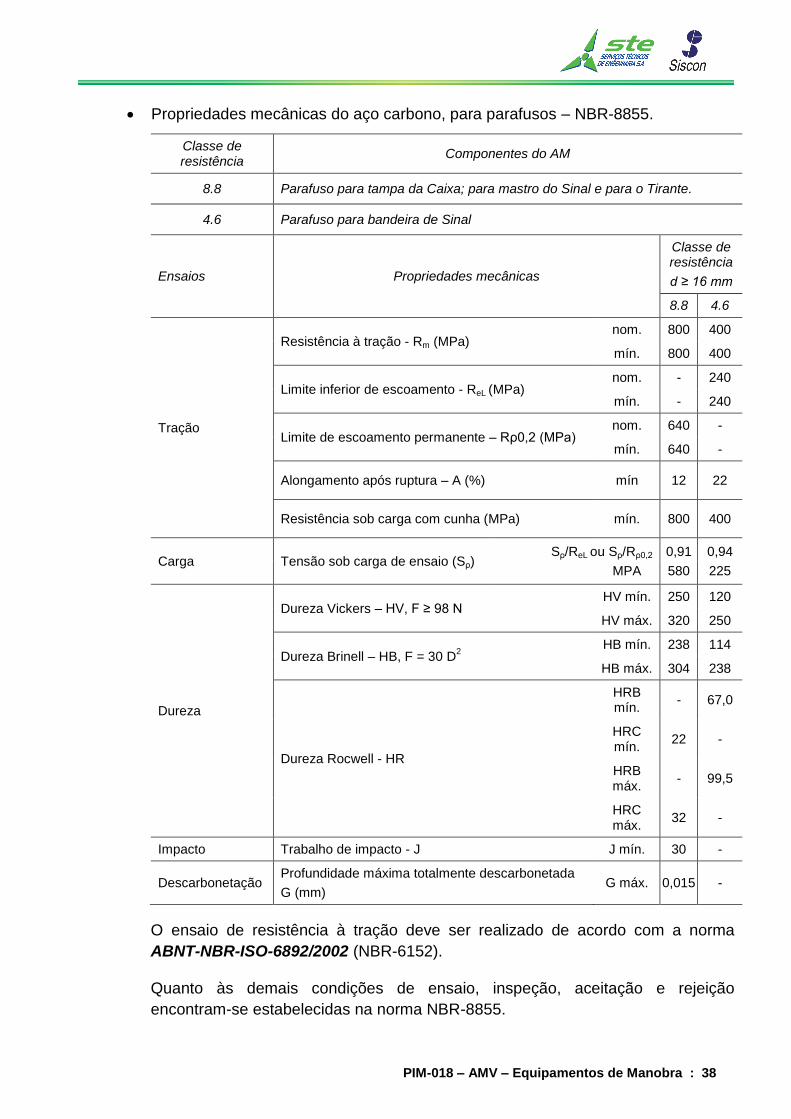
Propriedades mecânicas do aço carbono, para parafusos – NBR-8855.
Classe de resistência
Componentes do AM
8.8 Parafuso para tampa da Caixa; para mastro do Sinal e para o Tirante.
4.6 Parafuso para bandeira de Sinal
Ensaios Propriedades mecânicas
Classe de resistência
d ≥ 16 mm
8.8 4.6
Tração
Resistência à tração - Rm (MPa) nom. 800 400
mín. 800 400
Limite inferior de escoamento - ReL (MPa) nom. - 240
mín. - 240
Limite de escoamento permanente – Rρ0,2 (MPa) nom. 640 -
mín. 640 -
Alongamento após ruptura – A (%) mín 12 22
Resistência sob carga com cunha (MPa) mín. 800 400
Carga Tensão sob carga de ensaio (Sρ) Sρ/ReL ou Sρ/Rρ0,2 0,91 0,94
MPA 580 225
Dureza
Dureza Vickers – HV, F ≥ 98 N HV mín. 250 120
HV máx. 320 250
Dureza Brinell – HB, F = 30 D2
HB mín. 238 114
HB máx. 304 238
Dureza Rocwell - HR
HRB mín.
- 67,0
HRC mín.
22 -
HRB máx.
- 99,5
HRC máx.
32 -
Impacto Trabalho de impacto - J J mín. 30 -
Descarbonetação Profundidade máxima totalmente descarbonetada
G (mm) G máx. 0,015 -
O ensaio de resistência à tração deve ser realizado de acordo com a norma
ABNT-NBR-ISO-6892/2002 (NBR-6152).
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma NBR-8855.
PIM-018 – AMV – Equipamentos de Manobra : 39
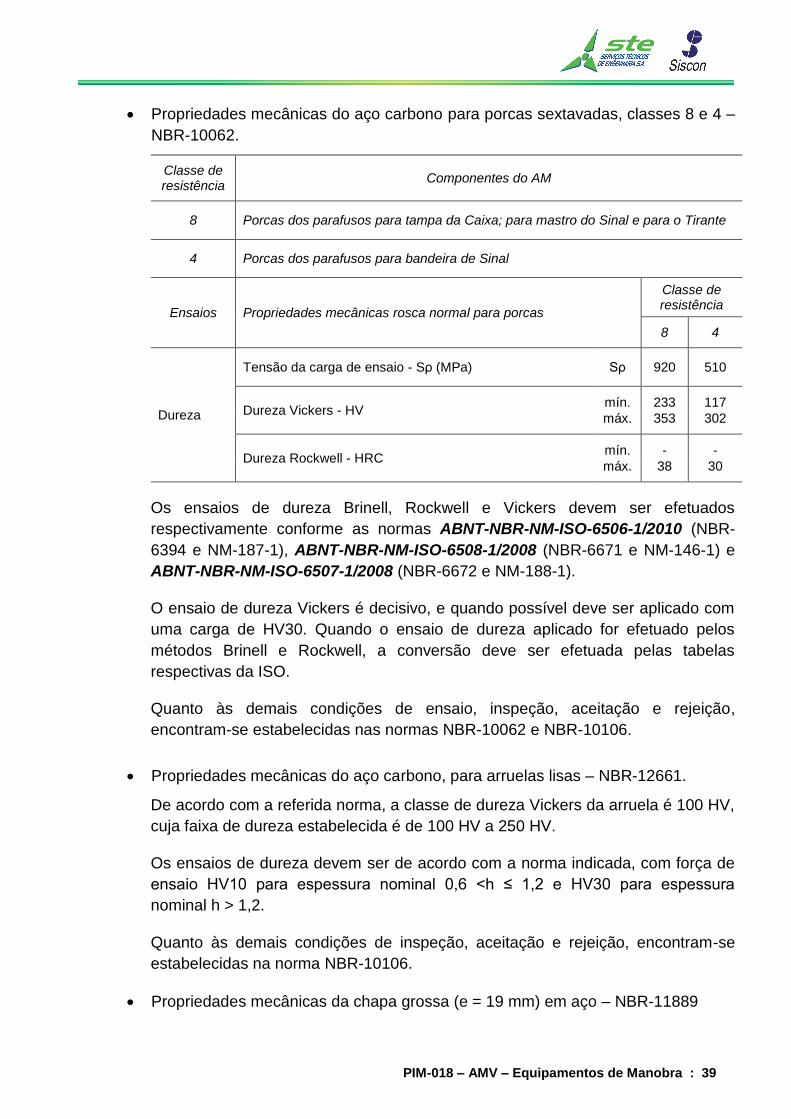
Propriedades mecânicas do aço carbono para porcas sextavadas, classes 8 e 4 –
NBR-10062.
Classe de resistência
Componentes do AM
8 Porcas dos parafusos para tampa da Caixa; para mastro do Sinal e para o Tirante
4 Porcas dos parafusos para bandeira de Sinal
Ensaios Propriedades mecânicas rosca normal para porcas
Classe de resistência
8 4
Dureza
Tensão da carga de ensaio - Sρ (MPa) Sρ 920 510
Dureza Vickers - HV mín. 233 117
máx. 353 302
Dureza Rockwell - HRC mín. - -
máx. 38 30
Os ensaios de dureza Brinell, Rockwell e Vickers devem ser efetuados
respectivamente conforme as normas ABNT-NBR-NM-ISO-6506-1/2010 (NBR-
6394 e NM-187-1), ABNT-NBR-NM-ISO-6508-1/2008 (NBR-6671 e NM-146-1) e
ABNT-NBR-NM-ISO-6507-1/2008 (NBR-6672 e NM-188-1).
O ensaio de dureza Vickers é decisivo, e quando possível deve ser aplicado com
uma carga de HV30. Quando o ensaio de dureza aplicado for efetuado pelos
métodos Brinell e Rockwell, a conversão deve ser efetuada pelas tabelas
respectivas da ISO.
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição,
encontram-se estabelecidas nas normas NBR-10062 e NBR-10106.
Propriedades mecânicas do aço carbono, para arruelas lisas – NBR-12661.
De acordo com a referida norma, a classe de dureza Vickers da arruela é 100 HV,
cuja faixa de dureza estabelecida é de 100 HV a 250 HV.
Os ensaios de dureza devem ser de acordo com a norma indicada, com força de
ensaio HV10 para espessura nominal 0,6 <h ≤ 1,2 e HV30 para espessura
nominal h > 1,2.
Quanto às demais condições de inspeção, aceitação e rejeição, encontram-se
estabelecidas na norma NBR-10106.
Propriedades mecânicas da chapa grossa (e = 19 mm) em aço – NBR-11889
PIM-018 – AMV – Equipamentos de Manobra : 40
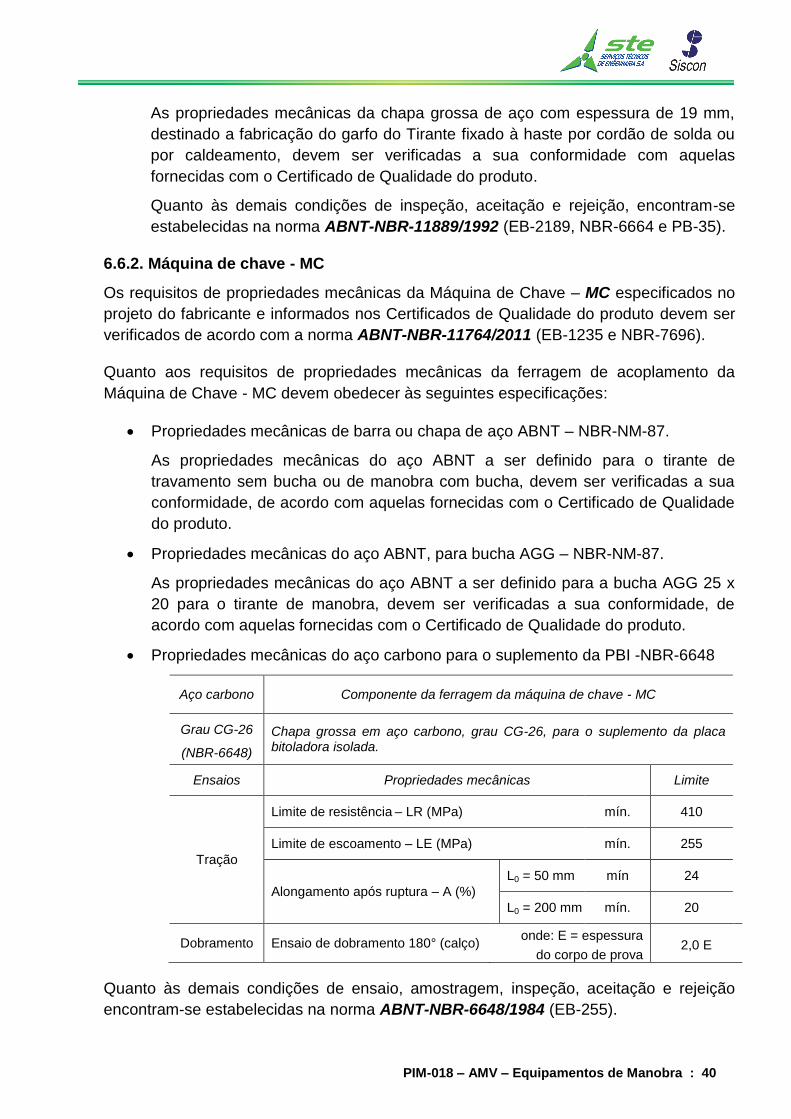
As propriedades mecânicas da chapa grossa de aço com espessura de 19 mm,
destinado a fabricação do garfo do Tirante fixado à haste por cordão de solda ou
por caldeamento, devem ser verificadas a sua conformidade com aquelas
fornecidas com o Certificado de Qualidade do produto.
Quanto às demais condições de inspeção, aceitação e rejeição, encontram-se
estabelecidas na norma ABNT-NBR-11889/1992 (EB-2189, NBR-6664 e PB-35).
6.6.2. Máquina de chave - MC
Os requisitos de propriedades mecânicas da Máquina de Chave – MC especificados no
projeto do fabricante e informados nos Certificados de Qualidade do produto devem ser
verificados de acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696).
Quanto aos requisitos de propriedades mecânicas da ferragem de acoplamento da
Máquina de Chave - MC devem obedecer às seguintes especificações:
Propriedades mecânicas de barra ou chapa de aço ABNT – NBR-NM-87.
As propriedades mecânicas do aço ABNT a ser definido para o tirante de
travamento sem bucha ou de manobra com bucha, devem ser verificadas a sua
conformidade, de acordo com aquelas fornecidas com o Certificado de Qualidade
do produto.
Propriedades mecânicas do aço ABNT, para bucha AGG – NBR-NM-87.
As propriedades mecânicas do aço ABNT a ser definido para a bucha AGG 25 x
20 para o tirante de manobra, devem ser verificadas a sua conformidade, de
acordo com aquelas fornecidas com o Certificado de Qualidade do produto.
Propriedades mecânicas do aço carbono para o suplemento da PBI -NBR-6648
Aço carbono Componente da ferragem da máquina de chave - MC
Grau CG-26
(NBR-6648)
Chapa grossa em aço carbono, grau CG-26, para o suplemento da placa bitoladora isolada.
Ensaios Propriedades mecânicas Limite
Tração
Limite de resistência – LR (MPa) mín. 410
Limite de escoamento – LE (MPa) mín. 255
Alongamento após ruptura – A (%)
L0 = 50 mm mín 24
L0 = 200 mm mín. 20
Dobramento Ensaio de dobramento 180° (calço) onde: E = espessura
do corpo de prova 2,0 E
Quanto às demais condições de ensaio, amostragem, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma ABNT-NBR-6648/1984 (EB-255).
PIM-018 – AMV – Equipamentos de Manobra : 41
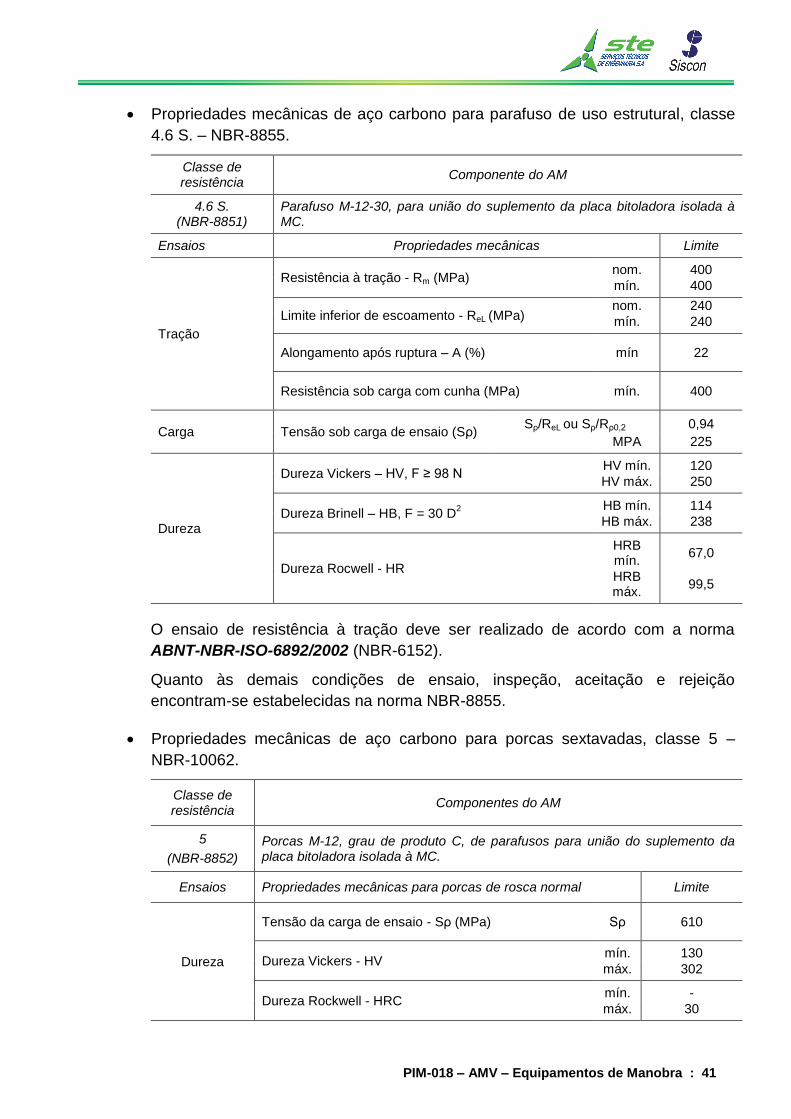
Propriedades mecânicas de aço carbono para parafuso de uso estrutural, classe
4.6 S. – NBR-8855.
Classe de resistência
Componente do AM
4.6 S. (NBR-8851)
Parafuso M-12-30, para união do suplemento da placa bitoladora isolada à MC.
Ensaios Propriedades mecânicas Limite
Tração
Resistência à tração - Rm (MPa) nom. 400
mín. 400
Limite inferior de escoamento - ReL (MPa) nom. 240
mín. 240
Alongamento após ruptura – A (%) mín 22
Resistência sob carga com cunha (MPa) mín. 400
Carga Tensão sob carga de ensaio (Sρ) Sρ/ReL ou Sρ/Rρ0,2 0,94
MPA 225
Dureza
Dureza Vickers – HV, F ≥ 98 N HV mín. 120
HV máx. 250
Dureza Brinell – HB, F = 30 D2
HB mín. 114
HB máx. 238
Dureza Rocwell - HR
HRB mín.
67,0
HRB máx.
99,5
O ensaio de resistência à tração deve ser realizado de acordo com a norma
ABNT-NBR-ISO-6892/2002 (NBR-6152).
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição
encontram-se estabelecidas na norma NBR-8855.
Propriedades mecânicas de aço carbono para porcas sextavadas, classe 5 –
NBR-10062.
Classe de resistência
Componentes do AM
5
(NBR-8852)
Porcas M-12, grau de produto C, de parafusos para união do suplemento da placa bitoladora isolada à MC.
Ensaios Propriedades mecânicas para porcas de rosca normal Limite
Dureza
Tensão da carga de ensaio - Sρ (MPa) Sρ 610
Dureza Vickers - HV mín. 130
máx. 302
Dureza Rockwell - HRC mín. -
máx. 30
PIM-018 – AMV – Equipamentos de Manobra : 42
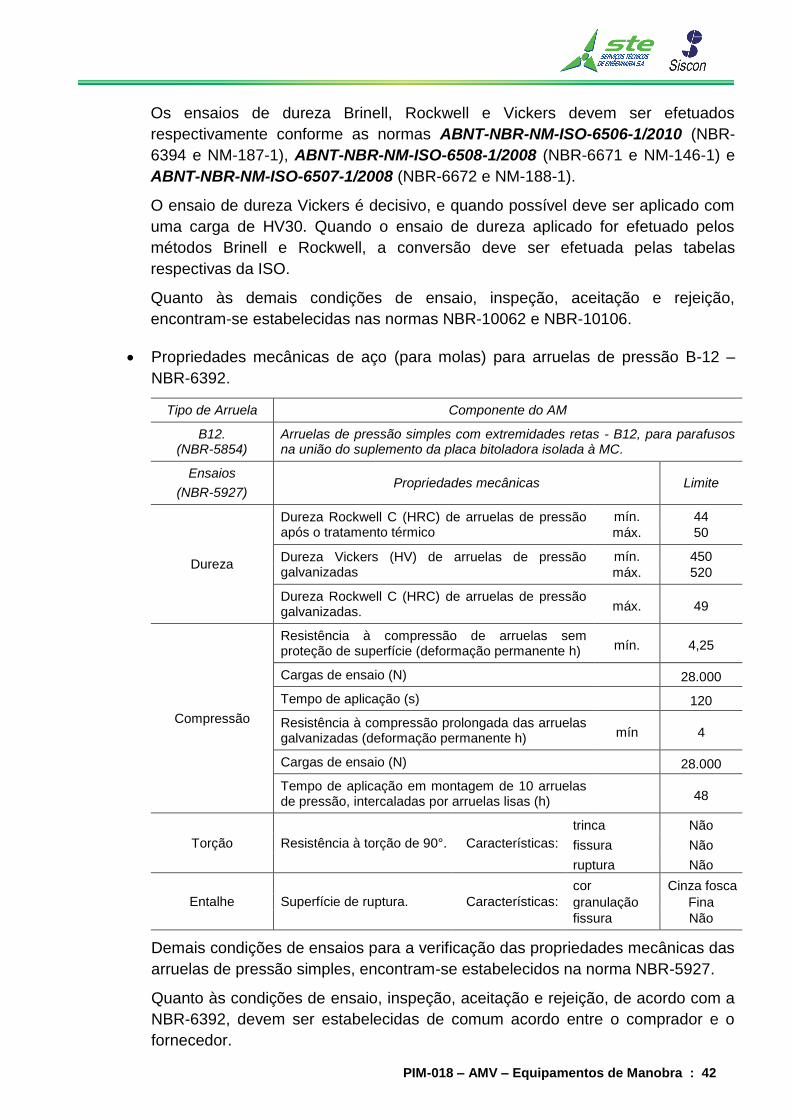
Os ensaios de dureza Brinell, Rockwell e Vickers devem ser efetuados
respectivamente conforme as normas ABNT-NBR-NM-ISO-6506-1/2010 (NBR-
6394 e NM-187-1), ABNT-NBR-NM-ISO-6508-1/2008 (NBR-6671 e NM-146-1) e
ABNT-NBR-NM-ISO-6507-1/2008 (NBR-6672 e NM-188-1).
O ensaio de dureza Vickers é decisivo, e quando possível deve ser aplicado com
uma carga de HV30. Quando o ensaio de dureza aplicado for efetuado pelos
métodos Brinell e Rockwell, a conversão deve ser efetuada pelas tabelas
respectivas da ISO.
Quanto às demais condições de ensaio, inspeção, aceitação e rejeição,
encontram-se estabelecidas nas normas NBR-10062 e NBR-10106.
Propriedades mecânicas de aço (para molas) para arruelas de pressão B-12 –
NBR-6392.
Tipo de Arruela Componente do AM
B12. (NBR-5854)
Arruelas de pressão simples com extremidades retas - B12, para parafusos na união do suplemento da placa bitoladora isolada à MC.
Ensaios
(NBR-5927) Propriedades mecânicas Limite
Dureza
Dureza Rockwell C (HRC) de arruelas de pressão após o tratamento térmico
mín. 44
máx. 50
Dureza Vickers (HV) de arruelas de pressão galvanizadas
mín. 450
máx. 520
Dureza Rockwell C (HRC) de arruelas de pressão galvanizadas. máx. 49
Compressão
Resistência à compressão de arruelas sem proteção de superfície (deformação permanente h) mín. 4,25
Cargas de ensaio (N) 28.000
Tempo de aplicação (s) 120
Resistência à compressão prolongada das arruelas galvanizadas (deformação permanente h) mín 4
Cargas de ensaio (N) 28.000
Tempo de aplicação em montagem de 10 arruelas de pressão, intercaladas por arruelas lisas (h) 48
Torção Resistência à torção de 90°. Características:
trinca Não
fissura Não
ruptura Não
Entalhe Superfície de ruptura. Características:
cor Cinza fosca
granulação Fina
fissura Não
Demais condições de ensaios para a verificação das propriedades mecânicas das
arruelas de pressão simples, encontram-se estabelecidos na norma NBR-5927.
Quanto às condições de ensaio, inspeção, aceitação e rejeição, de acordo com a
NBR-6392, devem ser estabelecidas de comum acordo entre o comprador e o
fornecedor.
PIM-018 – AMV – Equipamentos de Manobra : 43
6.7. MARCAÇÃO
6.7.1. Equipamentos de manobra
Independentemente da marcação das suas partes e componentes, a marcação do
equipamento de manobra (Aparelho de Manobra - AM ou Máquina de Chave - MC)
deverá ser na carcaça, contendo:
a) Marca do DNIT
b) Marca do fabricante;
c) Data de fabricação, com mês e ano;
d) Modelo, de acordo com o fabricante;
e) Número de série.
6.7.2. Tirante de travamento ou de manobra para MC
A marcação do tirante deverá conter:
a) Marca do DNIT
b) Marca do fabricante;
c) Data de fabricação, com mês e ano;
6.7.3. Bucha AGG para tirante de manobra para MC
A marcação da bucha deverá ser em local bem visível quando devidamente ajustada,
contendo:
a) Marca do DNIT
b) Marca do fabricante;
c) Data de fabricação, com mês e ano;
6.7.4. Suplemento da placa bitoladora isolada – PBI para MC
A marcação do suplemento deverá ser marcada em baixo relevo, contendo:
a) Marca do DNIT
b) Marca do fabricante;
c) Data de fabricação, com mês e ano;
d) Tipo da placa com a indicação para AMV sob a placa de apoio nº 0 e 1 ou nº 2
6.7.5. Parafusos M-12-30-4.6S, para fixação do suplemento à MC
A marcação dos parafusos deverá conter:
a) Classe de resistência mecânica seguida da letra “S”, indicativa do tipo estrutural;
b) Marca do fabricante.
PIM-018 – AMV – Equipamentos de Manobra : 44
6.7.6. Porcas M-12-5, para parafusos de fixação do suplemento à MC
De acordo com a norma NBR-10062, as porcas com classes de resistência 4 e 5 não
necessitam de marcação.
6.7.7. Arruelas B-12, para parafusos de fixação do suplemento à MC
Não existindo nenhuma exigência normativa da ABNT, com relação à marcação das
arruelas de pressão com extremidades retas B-12, fica a critério do fornecedor.
6.8. VERIFICAÇÃO DIMENSIONAL E VISUAL
A amostragem deve ser individual em 100% do lote para os equipamentos de manobra
((Aparelho de Manobra – AM e/ou Máquina de Chave – MC), de seus componentes e
respectivas ferragens.
Antes de qualquer outra verificação, todas as amostras de cada lote devem ser
submetidas às verificações de aspecto, forma e dimensão complementadas pelas
demais verificações das condições gerais e específicas, apresentadas no projeto do
fabricante, para o AM ou MC e de todos os seus componentes, inclusive ferragens. Além
dessas verificações poderão ser exigidas, inclusive de proteção superficial por óleo
antioxidante e acondicionamento, quando for o caso. Assim, durante a inspeção visual
de recebimento, o DNIT poderá, a seu critério, decidir quais lotes de equipamentos de
manobra e de seus componentes serão aceitos ou rejeitados.
Somente a amostra e/ou lote que estejam de acordo com estas verificações devem ser
submetidas a ensaio.
A verificação dimensional das peças acabadas será realizada por meio do uso de
gabaritos e calibres a serem fornecidos, em dois jogos pelo fabricante, previamente
aprovados pelo DNIT.
As medidas a serem verificadas são aquelas cotadas nos desenhos especificados no
respectivo projeto pelo fornecedor, e aprovado pelo DNIT.
6.8.1. Suplemento para a placa bitoladora isolada - PBI, da MC
Para as verificações de aspecto, forma, marcação, dimensão e massa média, ou a
critério do DNIT, o tamanho do lote é de, no mínimo, 90 BC e de, no máximo, 500 BC.
Quando a quantidade apresentada for inferior a 90 BC, esta constitui um lote.
Todos os suplementos para placas bitoladoras isoladas que constituem as amostras
representativas de um lote são submetidos às verificações de aspecto, de forma, de
dimensão e de massa média.
A amostragem, condições de inspeção, aceitação e rejeição para a verificação
dimensional e visual, devem estar de acordo com o item 6.2.1., e conforme a NBR-5426
e a NBR-13017.
Na verificação visual, o suplemento deve ter marcação de acordo com o item 6.7.4, deve
ser isento de quaisquer defeitos, tais como: rebarbas, desnível, depressões, e outros
defeitos que prejudiquem sua utilização.
PIM-018 – AMV – Equipamentos de Manobra : 45
Para a verificação de forma e dimensional, encontram-se especificadas neste
procedimento figuras 3 e 4 contendo respectivamente detalhes da união da semiplaca
bitoladora isolada ao suplemento, dobra e furação do suplemento; dimensões e
tolerâncias, de acordo com a norma ABNT-NBR-13017/1993 (PB-589 e PB-923).
As verificações de forma, dimensão e tolerâncias do suplemento geralmente são
realizadas por meio de instrumentação de verificação em:
Comprimento do suplemento, mediante Trena;
Largura do suplemento, mediante Trena;
Espessura do suplemento, mediante Paquímetro;
Diâmetro – Ø2, mediante Paquímetro;
Posicionamento dos furos Ø2, mediante Trena;
Distância entre furos para Ø2 (ver figura 4 de dobra e furação), mediante Gabarito;
Posicionamento dos furos da parte central para extremidades (ver figura 4 de dobra e
furação), mediante Trena;
Nivelamento relativo entre semiplaca e suplemento, mediante Calibre de lâminas e
conforme instrução de medição; e
Planicidade da semiplaca e suplemento, mediante Régua e calibre de lâminas e
conforme instrução de medição.
Somente a amostra e/ou lote não rejeitados por estas verificações são submetidos a
ensaio.
Em relação às verificações dos demais componentes do suplemento, a critério do DNIT,
obedecerão às seguintes verificações de aspecto, forma, dimensão e massa:
6.8.2. Parafuso sextavado M-12-30-4.6S, para uso estrutural (união do suplemento à
semiplaca bitoladora isolada).
Para as verificações de forma, dimensão e aspecto, ou a critério do DNIT, o tamanho do
lote é de, no mínimo, 270 (90x3) parafusos e de, no máximo, 1.500 (500x3) parafusos.
Quando a quantidade apresentada for inferior a 270 (90x3) unidades, esta constitui um
lote.
Todos os parafusos que constituem as amostras representativas de um lote são
submetidos às verificações de forma, dimensão e visual.
A amostragem, condições de inspeção, aceitação e rejeição para a verificação
dimensional e visual, devem estar de acordo com o item 6.2.2., e conforme a NBR-5426,
NBR-10106 e a NBR-8854.
Na verificação visual, os parafusos devem ter marcação de acordo com o item 6.7.5,
bom acabamento e isentos de defeitos como: carepa, rebarba, irregularidades nas
superfícies de contato, trinca, dobra ou marca de ferramenta em operação de
conformação (forjamento e laminação) e empeno.
PIM-018 – AMV – Equipamentos de Manobra : 46
Para a verificação de forma e dimensional encontram-se especificadas na Figura 5 e
Tabela 4 deste procedimento, de acordo com a norma ABNT-NBR-8851/1987 (PB-42).
Quanto às tolerâncias dimensionais, encontram-se especificadas no item 5 deste
procedimento, de acordo com a referida norma.
6.8.3. Porca sextavada M-12-5, grau de produto C, com rosca normal (união do
suplemento à semiplaca bitoladora isolada).
Para as verificações de forma, dimensão e aspecto, ou a critério do DNIT, o tamanho do
lote é de, no mínimo, 270 (90x3) e de, no máximo, 1.500 (500x3) porcas. Quando a
quantidade apresentada for inferior a 270 (90x3) unidades, esta constitui um lote.
Todas as porcas que constituem as amostras representativas de um lote são submetidas
às verificações de forma, dimensão e visual.
A amostragem, condições de inspeção, aceitação e rejeição para a verificação
dimensional e visual, devem estar de acordo com o item 6.2.2., e conforme a NBR-5426,
NBR-10106 e a NBR-10061.
Na verificação visual, as porcas devem ter marcação de acordo com o item 6.7.6, bom
acabamento e isentas de defeitos como: carepa, rebarba, irregularidades nas superfícies
de contato, trinca, dobra e marca de ferramenta em operação de conformação
(forjamento e laminação).
Para a verificação de forma e dimensional encontram-se especificadas na Figura 6 e
Tabela 5 deste procedimento, de acordo com a norma ABNT-NBR-8852/1988 (PB-44).
Quanto às tolerâncias dimensionais, encontram-se especificadas no item 5 deste
procedimento, de acordo com a referida norma.
6.8.4. Arruela de pressão simples, com extremidades retas – B-12 (união do
suplemento à semiplaca bitoladora isolada).
Para as verificações de forma, dimensão e aspecto, ou a critério do DNIT, o tamanho do
lote é de, no mínimo, 270 (90x3) arruelas de pressão e de, no máximo, 1.500 (500x3)
arruelas de pressão. Quando a quantidade apresentada for inferior a 270 (90x3)
unidades, esta constitui um lote.
Todas as arruelas de pressão simples que constituem as amostras representativas de
um lote são submetidas às verificações de forma, dimensão e visual.
A amostragem, condições de inspeção, aceitação e rejeição para a verificação
dimensional e visual, devem estar de acordo com o item 6.2.2., e conforme a NBR-5426,
NBR-10106 e a NBR-6392.
Na verificação visual, a arruela de pressão deve ter marcação de acordo com o item
6.7.7, bom acabamento, superfície lisa e livre de defeitos, devendo ser isenta de:
carepa, rebarba, irregularidades nas superfícies de contato, trinca, dobra em operação
de conformação, espessura interna maior que a externa, pontas sobrepostas,
descarbonetação que comprometa as suas características mecânicas.
PIM-018 – AMV – Equipamentos de Manobra : 47
Para a verificação de forma e dimensional encontram-se especificadas na Figura 7 e
Tabela 6 deste procedimento, de acordo com a norma ABNT-NBR-5854/1988 (PB-330).
Quanto às tolerâncias dimensionais, encontram-se especificadas no item 5 deste
procedimento, de acordo com a referida norma.
6.7. OUTROS ENSAIOS (Especificar)
Demais ensaios realizados na fabricação dos equipamentos de manobra (Aparelho de
Manobra – AM e/ou Máquina de Chave – MC), de seus componentes e respectivas
ferragens, devem ser comunicados pelo fornecedor e/ou fabricante, e estar em
conformidade com as normas da ABNT e devidamente aprovados pelo DNIT.
7. LIBERAÇÃO PARA EMBARQUE
A liberação para embarque dos equipamentos de manobra (Aparelho de Manobra – AM
e/ou Máquina de Chave – MC), de seus componentes e respectivas ferragens, dar-se-á
após a execução de todas as verificações, ensaios e contraensaios sob a supervisão e
fiscalização do DNIT, e a correspondente emissão de Termo de Liberação de Inspeção.
8. CARREGAMENTO E TRANSPORTE
É de responsabilidade do fornecedor a movimentação e o manuseio dos equipamentos
de manobra (Aparelho de Manobra – AM e/ou Máquina de Chave – MC), de seus
componentes e respectivas ferragens nas instalações da fábrica, durante o
carregamento, transporte, descarregamento e empilhamento no local de entrega a ser
definido pelo DNIT.
Toda e qualquer movimentação dos equipamentos de manobra (Aparelho de Manobra –
AM e/ou Máquina de Chave – MC), de seus componentes e respectivas ferragens, deve
ser feita por processos mecânicos, que garantam a sua preservação e
indeformabilidade, de modo a evitar danos de qualquer natureza em consequência de
golpes, quedas e impactos.
Quanto ao acondicionamento, o aparelho de manobra manual – AM deve ser apoiado e
fixado sobre paletes de altura suficiente para impedir que o acoplamento do tirante atinja
o solo. O AM não suporta empilhamento e deve ser movimentado sem choque.
A máquina de chave – MC deve ser engradada ou encaixotada.
O suplemento de placa bitoladora isolada - PBI e elementos de fixação são
acondicionados em amarrados metálicos contendo um suplemento com o conjunto de
ferragem de acoplamento para a montagem de uma máquina chave - MC.
Para o suplemento da PBI ou ferragem de acoplamento para reposição, os amarrados
metálicos deverão conter componentes de um mesmo tipo, conforme designação.
Portanto, todos os equipamentos de manobra (Aparelho de Manobra – AM e/ou Máquina
de Chave – MC), de seus componentes e respectivas ferragens, ao serem transportadas
para seu destino serão de inteira responsabilidade do fornecedor, sem nenhum tipo de
ônus para o DNIT.

PIM-018 – AMV – Equipamentos de Manobra : 48
9. LOCAL DE ENTREGA
O local de entrega é o estipulado pelo DNIT no Contrato de fornecimento.
10. TERMO DE ACEITAÇÃO PROVISÓRIA
Após a chegada dos equipamentos de manobra (Aparelho de Manobra – AM e/ou
Máquina de Chave – MC), de seus componentes e respectivas ferragens nas
dependências do DNIT, os mesmos, serão vistoriados e, se o DNIT julgar necessário,
realizará verificações de qualquer ordem.
Caso esteja tudo em ordem, inclusive a parte quantitativa, o DNIT emitirá o Termo de
Aceitação Provisória.
11. GARANTIA
Os equipamentos de manobra (Aparelho de Manobra – AM e/ou Máquina de Chave –
MC), de seus componentes e respectivas ferragens, serão garantidos, no mínimo, até 12
meses após o assentamento na linha, ou 24 meses, após a entrega em fábrica,
prevalecendo o que primeiro ocorrer, ou de acordo com o prazo a ser especificado pelo
DNIT, contra todo e qualquer defeito imputável à sua fabricação independentemente dos
resultados da inspeção no ato do recebimento e/ou ensaios posteriores.
O DNIT poderá optar entre a substituição dos equipamentos de manobra (Aparelho de
Manobra – AM e/ou Máquina de Chave – MC), de seus componentes e respectivas
ferragens, comprovadamente com defeito de fabricação por outra nova colocada no
mesmo local, ou por uma indenização, em valor equivalente ao de uma nova, na data de
substituição, mais as despesas decorrentes para ser disponibilizada no mesmo local.
Os equipamentos de manobra (Aparelho de Manobra – AM e/ou Máquina de Chave –
MC), de seus componentes e respectivas ferragens, defeituosos, substituídos ou
indenizados pelo fabricante, não sendo retiradas no prazo de 30 dias a contar da data da
substituição, passam a ser de propriedade do DNIT, que delas poderá dispor a seu
exclusivo critério, sem qualquer tipo de ônus.
12. ACEITAÇÃO
Serão aceitos somente os lotes de equipamentos de manobra (Aparelho de Manobra –
AM e/ou Máquina de Chave – MC), de seus componentes e respectivas ferragens que
atenderem totalmente à Especificação Técnica constante no Termo de Referência do
Edital.
O DNIT se reserva o direito de rejeitar qualquer peça defeituosa, encontrada na
inspeção, independentemente do fato de pertencer ou não à amostra, e do lote ser
aprovado ou rejeitado. As peças rejeitadas de um lote aprovado poderão ser reparadas
e apresentadas para nova inspeção, desde que autorizada pelo DNIT.
Os lotes rejeitados somente poderão ser reapresentados, para nova inspeção, após
haverem sido reexaminadas todas as unidades pertencentes aos referidos lotes e
retiradas ou reparadas aquelas consideradas defeituosas.
PIM-018 – AMV – Equipamentos de Manobra : 49
Nesse caso o responsável pela inspeção determinará se este reexame deve incluir todos
os tipos de defeitos ou ficarem restritos somente aqueles que ocasionaram as referidas
rejeições.
O fabricante colocará à disposição dos inspetores do DNIT todos os meios necessários
ao bom desempenho de suas funções, permitindo o livre acesso a qualquer fase da
fabricação e controle de qualidade.
Será obrigatória a execução, pelo fabricante, de todos os ensaios exigidos neste
procedimento, na presença dos inspetores do DNIT.
13. TRANSPORTE E ESTOCAGEM
13.1. CARGA E DESCARGA
A responsabilidade pela carga, descarga e empilhamento do material é exclusiva do
transportador, cabendo ao responsável pelo almoxarifado do DNIT a conferência pelas
quantidades entregues e verificação da existência de possíveis danos ocorridos durante
a carga, transporte, descarga e empilhamento.
Na ocorrência de danos no material, este pode ser recusado pelo responsável pelo
recebimento, lavrando no ato um Termo de Não Recebimento de Material, onde serão
discriminados a quantidade e motivo do não aceite.
13.2. ESTOCAGEM
É importante que o responsável pelo almoxarifado conheça bem a área de estocagem
para que este possa orientar o transportador quanto aos acessos e locais de guarda dos
lotes dos equipamentos de manobra (Aparelho de Manobra – AM e/ou Máquina de
Chave). de seus componentes e respectivas ferragens.
PIM-018 – AMV – Equipamentos de Manobra : 50
14. NORMAS TÉCNICAS
ABNT-NBR-7691/2011 (CB-49) – Título: Aparelho de mudança de via – Aparelho de
manobra - Classificação.
Data de Publicação: 25/05/2011
Objetivo: Esta Norma classifica os aparelhos de manobra dos aparelhos de mudança
de via.
ABNT-NBR-11.748/2011 (EB-978)– Título: Aparelho de mudança de via – Aparelho de
manobra manual ajustável - Requisitos.
Data de Publicação: 20/05/2011
Objetivo: Esta Norma estabelece os requisitos para aparelho de manobra manual
ajustável (AM) para aparelho de mudança de via (AMV).
ABNT-NBR-11.764/2011 (EB-1235 e NBR-7696) – Título: Aparelho de mudança de via
– Máquina de chave – Requisitos e classificação.
Data de Publicação: 15/08/2011
Objetivo: Esta Norma estabelece os requisitos e a classificação da máquina de chave
do aparelho de mudança de via (AMV) para via férrea.
ABNT-NBR-13.309/1995 – Título: Máquina de chave eletro-hidráulica - Especificação
Data de Publicação: 30/03/1995
Objetivo: Esta Norma fixa as condições exigíveis para as máquinas de chave eletro-
hidráulicas.
ABNT-NBR-15791/2010 – Título: Aparelho de mudança de via A — Terminologia.
Data de Publicação: 15/01/2010
Objetivo: Esta Norma define os termos empregados em aparelho de mudança de via
(AMV-A) para via férrea.
ABNT-NBR-7635/2010 (TB-34) – Título: Sinalização ferroviária — Terminologia.
Data de Publicação: 17/08/2010
Objetivo: Esta Norma define os termos empregados em sinalização ferroviária.
ABNT-NBR-11294/1990 (EB-2054) – Título: Barras de aço ao carbono e ligado,
redondas, quadrada e sextavadas, laminadas a quente - Especificação.
Data de Publicação: 30/09/1990
Objetivo: Esta Norma fixa as condições gerais de fornecimento de barras de aço ao
carbono e ligado, redondas, quadradas e sextavadas, laminadas a quente, para usos
gerais.
PIM-018 – AMV – Equipamentos de Manobra : 51
ABNT-NBR-6313/1986 (EB-125) – Título: Peça fundida de aço-carbono para uso geral
- Especificação.
Data de Publicação: 30/09/1986
Objetivo: Esta Norma fixa as condições exigíveis para encomenda, fabricação e
fornecimento de peças fundidas de aço-carbono para uso geral.
ABNT-NBR-8854/1985 – (NB 902) – Título: Defeitos superficiais em parafusos -
Procedimento.
Data de Publicação: 30/05/1985
Objetivo: Esta Norma fixa os limites admissíveis para vários tipos de defeitos
superficiais que normalmente ocorrem durante a fabricação e processamento em
parafusos e prisioneiros com dimensões de rosca M3 até M39.
ABNT-NBR-8855/1991 – (EB 168) – Título: Propriedades mecânicas de elementos de
fixação - Parafusos e prisioneiros - Especificação.
Data de Publicação: 30/08/1991
Objetivo: Esta Norma fixa as características mecânicas de parafusos e prisioneiros
quando ensaiados à temperatura ambiente (ver PB-18). As propriedades mecânicas
variam com a temperatura alta ou baixa.
ABNT-NBR-10061/1987 – (NB 1001) – Título: Defeitos superficiais em porcas -
Procedimento.
Data de Publicação: 30/10/1987
Objetivo: Esta Norma fixa os limites admissíveis para vários tipos de defeitos
superficiais que normalmente ocorrem durante a fabricação e o processamento em
porcas com dimensões de rosca M3 até M39.
ABNT-NBR-10062/1987 – (EB 1647) – Título: Porcas com valores de cargas
específicos - Características mecânicas de elementos de fixação - Especificação.
Data de Publicação: 30/10/1987
Objetivo: Esta Norma fixa as propriedades mecânicas de porcas com valores de carga
de ensaio específicos.
ABNT-NBR-12661/1992 – Título: Arruelas lisas - Série normal - Produto grau C -
Padronização.
Data de Publicação: 30/08/1992
Objetivo: Esta Norma padroniza a forma, as dimensões e as características de arruelas
lisas, de grau C, preferenciais para parafusos e porcas sextavados de grau C, com
dimensão de chave de acordo com a NBR 12500, série normal com dimensão de rosca
de 5 mm até 64 mm.
PIM-018 – AMV – Equipamentos de Manobra : 52
ABNT-NBR-12.778/1993 – Título: Aparelho de mudança de via A (AMVA) - Barra de
conjugação - Especificação.
Data de Publicação: 28/02/1993
Objetivo: Esta Norma fixa condições exigíveis para barra de conjugação (BC) utilizada
em chave do AMVA.
ABNT-NBR-11.653/1990 (PB-1063) – Título: Tirantes de travamento e de manobras
para máquina de chave para AMVA e AMVM de bitola larga - Forma e dimensões -
Padronização.
Data de Publicação: 30/06/1990
Objetivo: Esta Norma padroniza tirantes de travamento e de manobra para máquina de
chave, destinada a AMVA e AMVM de bitola larga.
ABNT-NBR-NM-87/2000 (NBR-6006 e NB-82)– Título: Aço carbono e ligados para
construção mecânica - Designação e composição química.
Data de Publicação: 30/10/2000
Objetivo: Esta Norma estabelece a designação numérica empregada para identificar os
aços carbono e ligados para construção mecânica, de acordo com a sua composição
química.
ABNT-NBR-11462/1989 (PB-809) – Título: Bucha para freio ferroviário - Forma e
dimensões - Padronização.
Data de Publicação: 30/10/1989
Objetivo: Esta Norma padroniza a bucha para freio de veículo ferroviário, observadas
as PB-35 e PB-320.
ABNT-NBR-13017/1993 (PB-589 e PB-923) – Título: AMV – Placa bitoladora e
suplemento - Especificação.
Data de Publicação: 30/11/1993
Objetivo: Esta Norma fixa condições exigíveis à fabricação da placa bitoladora isolada
(PBI) ou não isolada (PBN) e suplemento da máquina de chave para aparelho de
mudança de via (AMV).
ABNT-NBR-6648/1984 (EB-255) – Título: Chapas grossas de aço-carbono para uso
estrutural.
Data de Publicação: 30/04/1984
Objetivo: Esta Norma fixa as condições exigíveis para encomenda, fabricação e
fornecimento de chapas grossas de aço-carbono para uso estrutural, com espessura
máxima de 100 mm. No caso de espessuras acima de 100 mm, esta Norma pode ser
aplicada mediante acordo prévio entre produtor e comprador.
PIM-018 – AMV – Equipamentos de Manobra : 53
ABNT-NBR-8851/1987 (PB-42) – Título: Parafuso sextavado para uso estrutural -
Dimensões - Padronização.
Data de Publicação: 30/08/1987
Objetivo: Esta Norma padroniza as dimensões de parafusos para uso estrutural, na
classe de resistência 4.6s de diâmetro de rosca M.10 até M.36 inclusive.
ABNT-NBR-8852/1988 (PB-44) – Título: Porcas sextavadas - Grau de produtos C -
Dimensões - Padronização.
Data de Publicação: 30/01/1988
Objetivo: Esta Norma padroniza as dimensões de porcas sextavadas de grau de
produto C com rosca normal de diâmetros M5 até M36 inclusive.
ABNT-NBR-5854/1988 (PB-330) – Título: Arruelas de pressão simples com
extremidades dobradas ou retas formas e dimensões.
Data de Publicação: 30/01/1988
Objetivo: Esta Norma padroniza formas, dimensões e afastamentos de arruelas de
pressão simples com extremidades dobradas ou retas, usadas para o travamento de
parafusos ou porcas sextavadas.
ABNT-NBR-5927/1988 (MB-1017) – Título: Arruelas de pressão – Determinação das
características mecânicas.
Data de Publicação: 30/05/1988
Objetivo: Esta Norma prescreve o procedimento usado na verificação das
características mecânicas das arruelas de pressão.
ABNT-NBR-6392/1988 (EB-785) – Título: Arruelas de pressão.
Data de Publicação: 30/05/1988
Objetivo: Esta Norma fixa as condições exigíveis para as características físicas e
mecânicas para arruelas de pressão.
ABNT-NBR-11889/1992 – (EB 2189 e NBR-6664/1983) – Título: Bobinas grossas e
chapas grossas de aço-carbono e de aço de baixa liga e alta resistência - Requisitos
gerais - Especificação.
Data de Publicação: 30/04/1992
Objetivo: Esta Norma fixa as condições exigíveis para encomenda, fabricação e
fornecimento a que devem obedecer as bobinas grossas e chapas grossas de aço-
carbono e de aço baixa liga e de baixa resistência e de aços de alta resistência,
laminadas em laminador contínuo ou em laminador reversível. Caso haja divergência
entre esta Norma e a especificação particular do produto, prevalece o prescrito na
especificação particular do produto.
PIM-018 – AMV – Equipamentos de Manobra : 54
ABNT-NBR-11522/1988 (PB-527) – Título: Gabarito de construção de instalação fixa
ferroviária - Bitola métrica em tangente ou em curva com raio de mais de 350 metros -
Formas e dimensões - Padronização.
Data de Publicação: 30/05/1988
Objetivo: Esta Norma padroniza o gabarito de construção de instalação fixa para via
férrea eletrificada ou eletrificável, com rede aérea, de bitola métrica, em tangente ou em
curva com raio de mais de 350m.
ABNT-NBR-11523/1988 (PB-528) – Título: Gabarito de construção de instalação fixa
ferroviária - Bitola normal e larga em tangente ou em curva com raio de mais de 500
metros - Formas e dimensões - Padronização.
Data de Publicação: 30/05/1988
Objetivo: Esta Norma padroniza as dimensões mínimas para o gabarito de construção
de instalação fixa para via férrea eletrificada ou eletrificável, com rede aérea, de bitola
normal e larga, em tangente ou em curva com raio de mais de 500m.
ABNT-NBR-12915/2009 (NB-104) – Título: Via férrea - Entrevia e gabarito ferroviário -
Requisitos.
Data de Publicação: 13/08/2009
Objetivo: Esta Norma especifica os requisitos para entrevia e gabarito para instalação
fixa e para material rodante ferroviário.
ABNT-NBR-13017/1993 (PB-589 e PB-923) – Título: Aparelho de mudança de via
(AMV) Placa bitoladora e suplemento - Especificação.
Data de Publicação: 30/12/1993
Objetivo: Esta Norma fixa condições exigíveis à fabricação da placa bitoladora isolada
(PBI) ou não isolada (PBN) e suplemento da máquina de chave para aparelho de
mudança de via (AMV).
ABNT-NBR-7261/1982 (PB-882) – Título: Elementos de fixação roscados - Tolerâncias
dimensionais, de forma, posição e rugosidade para graus de produtos A, B e C.
Data de Publicação: 30/04/1982
Objetivo: Esta Norma padroniza seleção de tolerâncias a serem utilizadas na
elaboração de normas dimensionais de elementos de fixação roscados, com diâmetros
de 1,6 até 150 mm inclusive, e as tolerâncias para os graus de produtos A, B e C.

PIM-018 – AMV – Equipamentos de Manobra : 55
ABNT-NBR-5426/1985 (NB-309-1) – Título: Planos de amostragem e procedimentos
na inspeção por atributos.
Data de Publicação: 30/01/1985
Objetivo: Esta Norma estabelece planos de amostragem e procedimentos para
inspeção por atributos. Quando especificada pelo responsável, esta Norma deve ser
citada nos contratos, instruções ou outros documentos, e as determinações
estabelecidas devem ser obedecidas.
ABNT-NBR-10106/2010 (NB-1019) – Título: Inspeção de aceitação de elementos de
fixação — Procedimento.
Data de Publicação: 26/11/2010
Objetivo: Esta Norma estabelece o procedimento a ser seguido pelo comprador na sua
inspeção de recebimento, quanto à decisão de quando um lote de elementos de fixação
pode ser aceito ou rejeitado, quando nenhum procedimento de aceitação foi combinado
com fornecedor no ato da encomenda. Requisitos específicos adicionais de aceitação
podem ser incluídos dentro de uma norma específica de produtos; por exemplo: porcas
autotravantes. O procedimento também é aplicável quando a conformidade da
especificação está em questão.
ABNT-NBR-6589/1986 (EB-126) – Título: Peças, em ferro fundido cinzento,
classificadas conforme a resistência à tração - Especificação.
Data de Publicação: 30/09/1986
Objetivo: Esta Norma fixa as condições exigíveis para encomenda, fabricação e
fornecimento de peças em ferro fundido cinzento para usos gerais, em função da
resistência à tração.
ABNT-NBR-6916/1981 (EB-585) – Título: Ferro fundido nodular ou ferro fundido com
grafita esferoidal - Especificação.
Data de Publicação: 30/10/1981
Objetivo: Esta Norma fixa as condições exigíveis para classificar em função de
características mecânicas o ferro fundido nodular para uso geral e estabelecer algumas
condições que as peças fundidas com este material devem obedecer.
ABNT-NBR-ISO-6892/2002 (NBR-6152) – Título: Materiais metálicos - Ensaio de
tração à temperatura ambiente.
Data de Publicação: 30/11/2002
Objetivo: Esta Norma especifica o método de ensaio de tração em materiais metálicos e
define as propriedades mecânicas que podem ser determinadas à temperatura
ambiente.
PIM-018 – AMV – Equipamentos de Manobra : 56
ABNT-NBR-NM-ISO-6506-1/2010 (NBR-6394 e NM-187-1) – Título: Materiais
metálicos - Ensaio de dureza Brinell.
Data de Publicação: 05/07/2010
Objetivo: Esta parte da ABNT NBR NM ISO 6506 especifica o método de ensaio de
dureza Brinell para materiais metálicos e a aplicabilidade até o limite de 650 HBW.
ABNT-NBR-NM-ISO-6507-1/2008 (NBR-6672 e NM-188-1) – Título: Materiais
metálicos - Ensaio de dureza Vickers - Parte 1: Método de ensaio.
Data de Publicação: 11/08/2008
Objetivo: Esta parte da NM ISO 6507 especifica o método de ensaio de dureza Vickers
para as três faixas de forças de ensaio para materiais metálicos.
ABNT-NBR-NM-ISO-6508-1/2008 (NBR-6671 e NM-146-1) – Título: Materiais
metálicos - Ensaio de dureza Rockwell - Parte 1: Método de ensaio (escalas A, B, C, D,
E, F, G, H, K, N, T).
Data de Publicação: 15/12/2008
Objetivo: Esta parte da NM ISO 6508 especifica o método para os ensaios de dureza
Rockwell e Rockwell superficial (escalas e campo de aplicação de acordo com a Tabela
1) para materiais metálicos.
ABNT-NBR-15497/2007 (NBR-12759) – Título: Metroferroviário – Placa de apoio -
Especificação.
Data de Publicação: 02/07/2007
Objetivo: Esta Norma estabelece os requisitos para fabricação, fornecimento e
recebimento do material e aceitação das placas de apoio fundidas e laminadas.
ABNT-NBR-6158/1995 (NB-86) – Título: Sistema de tolerâncias e ajustes -
Procedimento.
Data de Publicação: 30/06/1995
Objetivo: Esta Norma fixa o conjunto de princípios, regras e tabelas que se aplicam à
tecnologia mecânica, a fim de permitir escolha racional de tolerâncias e ajustes,
visando a fabricação de peças intercambiáveis.
PIM-018 – AMV – Equipamentos de Manobra : 57
Modelo de Ficha para Inspeção de Equipamentos de Manobra
(Aparelho de Manobra - AM e Máquina Chave - MC), para
Aparelho de Mudança de Via – AMV
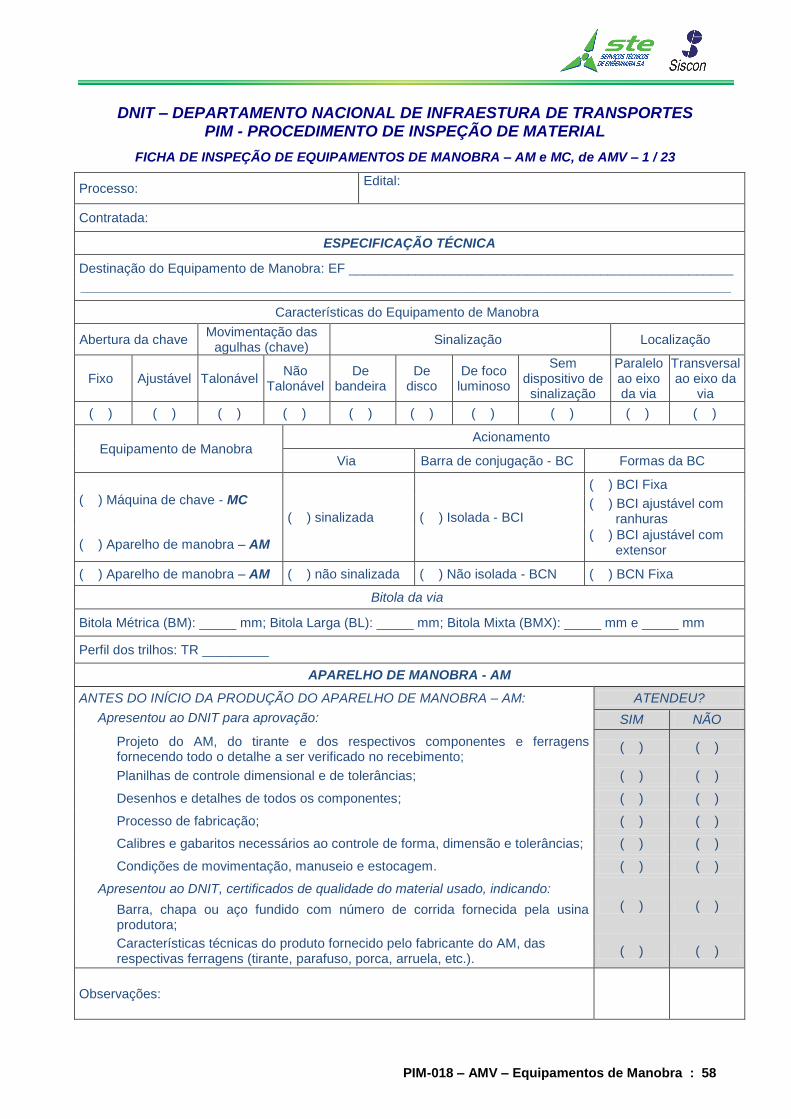
PIM-018 – AMV – Equipamentos de Manobra : 58
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 1 / 23
Processo: Edital:
Contratada:
ESPECIFICAÇÃO TÉCNICA
Destinação do Equipamento de Manobra: EF ____________________________________________________
________________________________________________________________________________________
Características do Equipamento de Manobra
Abertura da chave Movimentação das
agulhas (chave) Sinalização Localização
Fixo Ajustável Talonável Não
Talonável De
bandeira De
disco De foco
luminoso
Sem dispositivo de sinalização
Paralelo ao eixo da via
Transversal ao eixo da
via
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
Equipamento de Manobra Acionamento
Via Barra de conjugação - BC Formas da BC
( ) Máquina de chave - MC
( ) sinalizada ( ) Isolada - BCI
( ) BCI Fixa
( ) BCI ajustável com ranhuras
( ) Aparelho de manobra – AM ( ) BCI ajustável com
extensor
( ) Aparelho de manobra – AM ( ) não sinalizada ( ) Não isolada - BCN ( ) BCN Fixa
Bitola da via
Bitola Métrica (BM): _____ mm; Bitola Larga (BL): _____ mm; Bitola Mixta (BMX): _____ mm e _____ mm
Perfil dos trilhos: TR _________
APARELHO DE MANOBRA - AM
ANTES DO INÍCIO DA PRODUÇÃO DO APARELHO DE MANOBRA – AM: ATENDEU?
Apresentou ao DNIT para aprovação: SIM NÃO
Projeto do AM, do tirante e dos respectivos componentes e ferragens fornecendo todo o detalhe a ser verificado no recebimento;
( ) ( )
Planilhas de controle dimensional e de tolerâncias; ( ) ( )
Desenhos e detalhes de todos os componentes; ( ) ( )
Processo de fabricação; ( ) ( )
Calibres e gabaritos necessários ao controle de forma, dimensão e tolerâncias; ( ) ( )
Condições de movimentação, manuseio e estocagem. ( ) ( )
Apresentou ao DNIT, certificados de qualidade do material usado, indicando:
( ) ( ) Barra, chapa ou aço fundido com número de corrida fornecida pela usina produtora;
Características técnicas do produto fornecido pelo fabricante do AM, das respectivas ferragens (tirante, parafuso, porca, arruela, etc.).
( ) ( )
Observações:
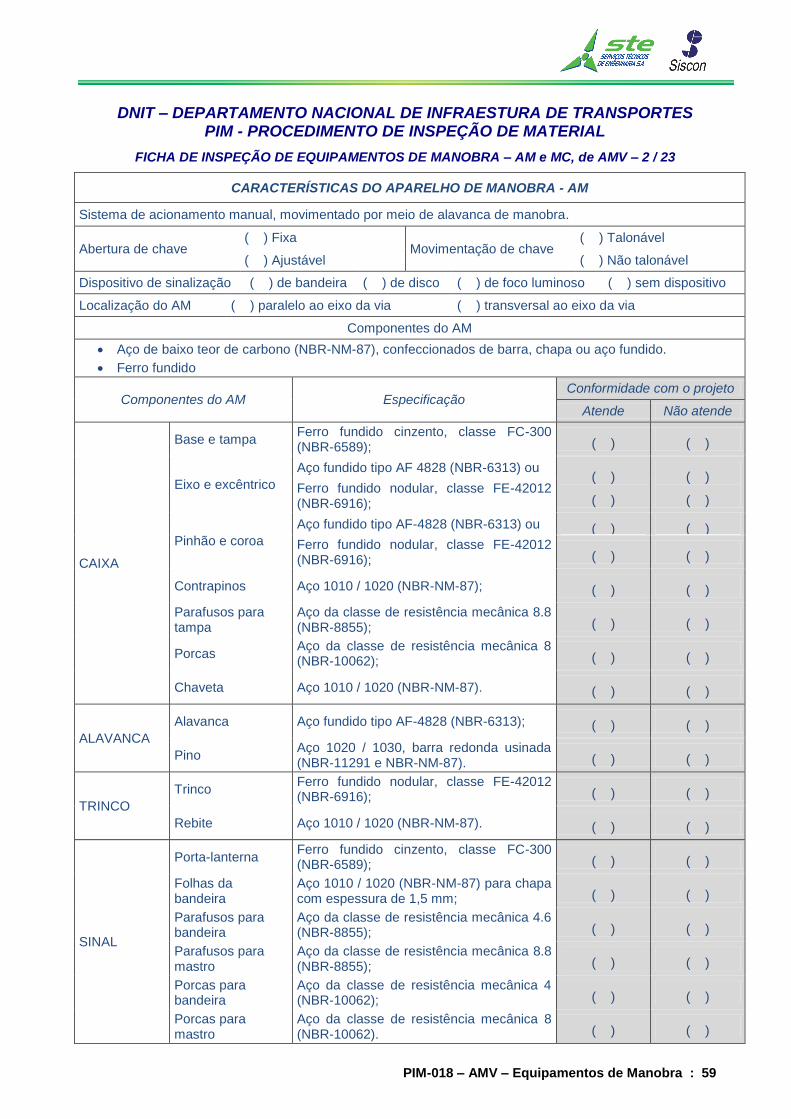
PIM-018 – AMV – Equipamentos de Manobra : 59
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 2 / 23
CARACTERÍSTICAS DO APARELHO DE MANOBRA - AM
Sistema de acionamento manual, movimentado por meio de alavanca de manobra.
Abertura de chave ( ) Fixa
Movimentação de chave ( ) Talonável
( ) Ajustável ( ) Não talonável
Dispositivo de sinalização ( ) de bandeira ( ) de disco ( ) de foco luminoso ( ) sem dispositivo
Localização do AM ( ) paralelo ao eixo da via ( ) transversal ao eixo da via
Componentes do AM
Aço de baixo teor de carbono (NBR-NM-87), confeccionados de barra, chapa ou aço fundido.
Ferro fundido
Componentes do AM Especificação Conformidade com o projeto
Atende Não atende
CAIXA
Base e tampa Ferro fundido cinzento, classe FC-300 (NBR-6589); ( ) ( )
Eixo e excêntrico
Aço fundido tipo AF 4828 (NBR-6313) ou ( )
( )
( )
( ) Ferro fundido nodular, classe FE-42012 (NBR-6916);
Pinhão e coroa
Aço fundido tipo AF-4828 (NBR-6313) ou ( ) ( )
Ferro fundido nodular, classe FE-42012 (NBR-6916); ( ) ( )
Contrapinos Aço 1010 / 1020 (NBR-NM-87); ( ) ( )
Parafusos para tampa
Aço da classe de resistência mecânica 8.8 (NBR-8855); ( ) ( )
Porcas Aço da classe de resistência mecânica 8 (NBR-10062); ( ) ( )
Chaveta Aço 1010 / 1020 (NBR-NM-87). ( ) ( )
ALAVANCA
Alavanca Aço fundido tipo AF-4828 (NBR-6313); ( ) ( )
Pino Aço 1020 / 1030, barra redonda usinada (NBR-11291 e NBR-NM-87). ( ) ( )
TRINCO
Trinco Ferro fundido nodular, classe FE-42012 (NBR-6916); ( ) ( )
Rebite Aço 1010 / 1020 (NBR-NM-87). ( ) ( )
SINAL
Porta-lanterna Ferro fundido cinzento, classe FC-300 (NBR-6589); ( ) ( )
Folhas da bandeira
Aço 1010 / 1020 (NBR-NM-87) para chapa com espessura de 1,5 mm; ( ) ( )
Parafusos para bandeira
Aço da classe de resistência mecânica 4.6 (NBR-8855); ( ) ( )
Parafusos para mastro
Aço da classe de resistência mecânica 8.8 (NBR-8855); ( ) ( )
Porcas para bandeira
Aço da classe de resistência mecânica 4 (NBR-10062); ( ) ( )
Porcas para mastro
Aço da classe de resistência mecânica 8 (NBR-10062). ( ) ( )
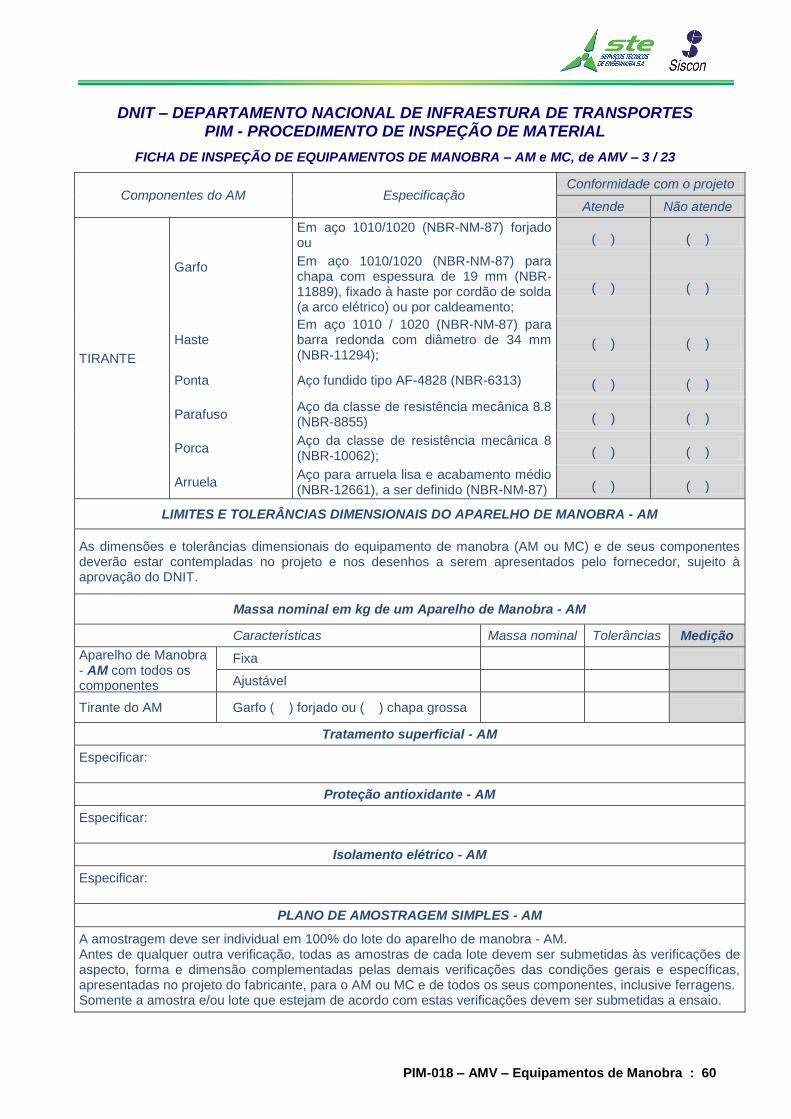
PIM-018 – AMV – Equipamentos de Manobra : 60
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 3 / 23
Componentes do AM Especificação Conformidade com o projeto
Atende Não atende
TIRANTE
Garfo
Em aço 1010/1020 (NBR-NM-87) forjado ou ( ) ( )
Em aço 1010/1020 (NBR-NM-87) para chapa com espessura de 19 mm (NBR-11889), fixado à haste por cordão de solda (a arco elétrico) ou por caldeamento;
( ) ( )
Haste Em aço 1010 / 1020 (NBR-NM-87) para barra redonda com diâmetro de 34 mm (NBR-11294);
( ) ( )
Ponta Aço fundido tipo AF-4828 (NBR-6313) ( ) ( )
Parafuso Aço da classe de resistência mecânica 8.8 (NBR-8855) ( ) ( )
Porca Aço da classe de resistência mecânica 8 (NBR-10062); ( ) ( )
Arruela Aço para arruela lisa e acabamento médio (NBR-12661), a ser definido (NBR-NM-87) ( ) ( )
LIMITES E TOLERÂNCIAS DIMENSIONAIS DO APARELHO DE MANOBRA - AM
As dimensões e tolerâncias dimensionais do equipamento de manobra (AM ou MC) e de seus componentes deverão estar contempladas no projeto e nos desenhos a serem apresentados pelo fornecedor, sujeito à aprovação do DNIT.
Massa nominal em kg de um Aparelho de Manobra - AM
Características Massa nominal Tolerâncias Medição
Aparelho de Manobra - AM com todos os componentes
Fixa
Ajustável
Tirante do AM Garfo ( ) forjado ou ( ) chapa grossa
Tratamento superficial - AM
Especificar:
Proteção antioxidante - AM
Especificar:
Isolamento elétrico - AM
Especificar:
PLANO DE AMOSTRAGEM SIMPLES - AM
A amostragem deve ser individual em 100% do lote do aparelho de manobra - AM. Antes de qualquer outra verificação, todas as amostras de cada lote devem ser submetidas às verificações de aspecto, forma e dimensão complementadas pelas demais verificações das condições gerais e específicas, apresentadas no projeto do fabricante, para o AM ou MC e de todos os seus componentes, inclusive ferragens. Somente a amostra e/ou lote que estejam de acordo com estas verificações devem ser submetidas a ensaio.
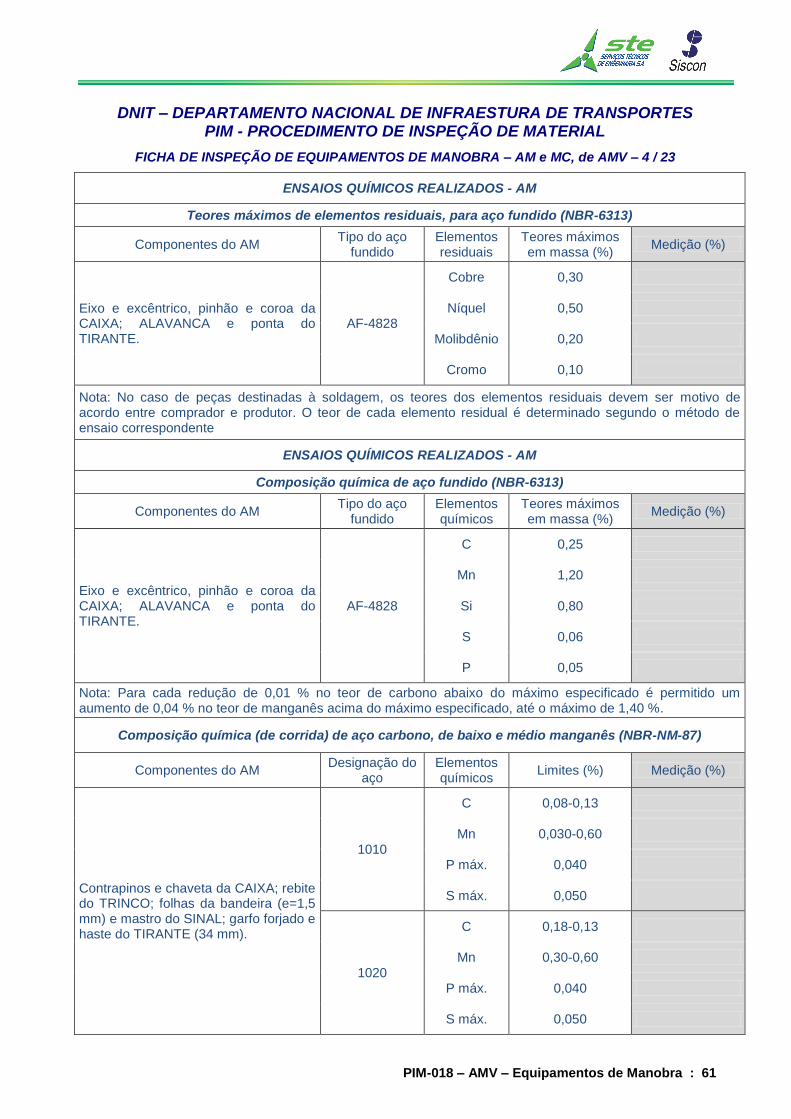
PIM-018 – AMV – Equipamentos de Manobra : 61
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 4 / 23
ENSAIOS QUÍMICOS REALIZADOS - AM
Teores máximos de elementos residuais, para aço fundido (NBR-6313)
Componentes do AM Tipo do aço
fundido Elementos residuais
Teores máximos em massa (%)
Medição (%)
Eixo e excêntrico, pinhão e coroa da CAIXA; ALAVANCA e ponta do TIRANTE.
AF-4828
Cobre 0,30
Níquel 0,50
Molibdênio 0,20
Cromo 0,10
Nota: No caso de peças destinadas à soldagem, os teores dos elementos residuais devem ser motivo de acordo entre comprador e produtor. O teor de cada elemento residual é determinado segundo o método de ensaio correspondente
ENSAIOS QUÍMICOS REALIZADOS - AM
Composição química de aço fundido (NBR-6313)
Componentes do AM Tipo do aço
fundido Elementos químicos
Teores máximos em massa (%)
Medição (%)
Eixo e excêntrico, pinhão e coroa da CAIXA; ALAVANCA e ponta do TIRANTE.
AF-4828
C 0,25
Mn 1,20
Si 0,80
S 0,06
P 0,05
Nota: Para cada redução de 0,01 % no teor de carbono abaixo do máximo especificado é permitido um aumento de 0,04 % no teor de manganês acima do máximo especificado, até o máximo de 1,40 %.
Composição química (de corrida) de aço carbono, de baixo e médio manganês (NBR-NM-87)
Componentes do AM Designação do
aço Elementos químicos
Limites (%) Medição (%)
Contrapinos e chaveta da CAIXA; rebite do TRINCO; folhas da bandeira (e=1,5 mm) e mastro do SINAL; garfo forjado e haste do TIRANTE (34 mm).
1010
C 0,08-0,13
Mn 0,030-0,60
P máx. 0,040
S máx. 0,050
1020
C 0,18-0,13
Mn 0,30-0,60
P máx. 0,040
S máx. 0,050
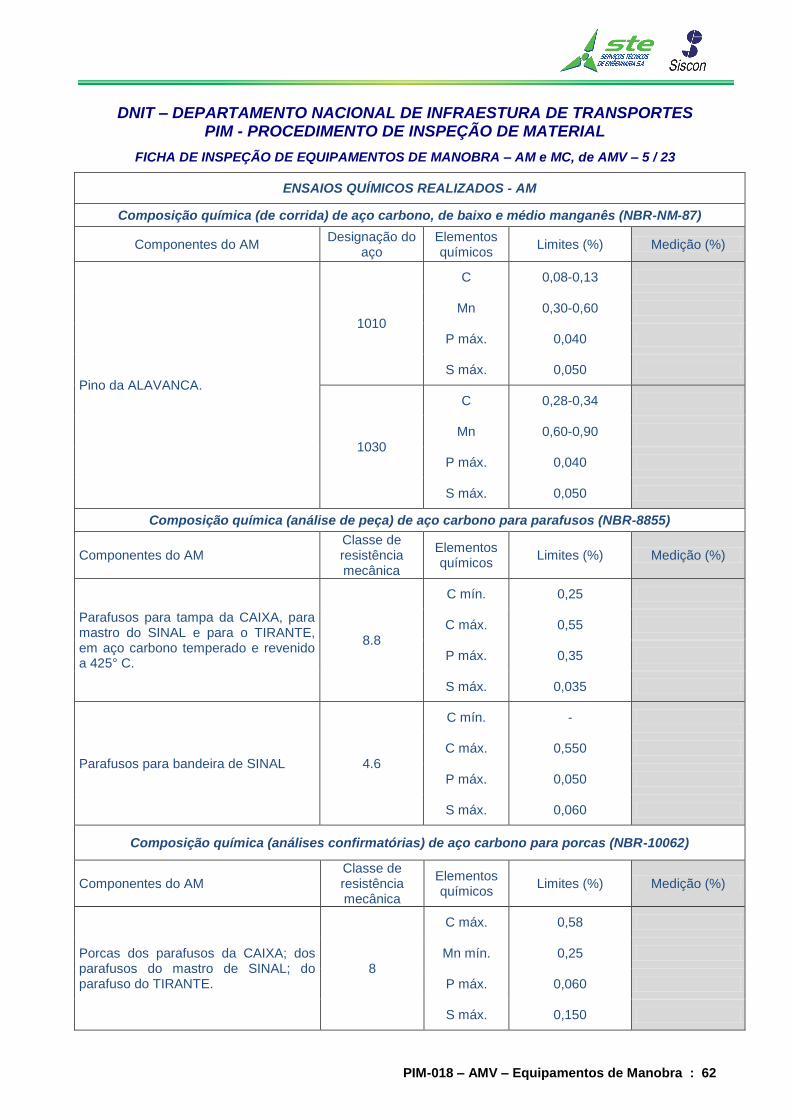
PIM-018 – AMV – Equipamentos de Manobra : 62
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 5 / 23
ENSAIOS QUÍMICOS REALIZADOS - AM
Composição química (de corrida) de aço carbono, de baixo e médio manganês (NBR-NM-87)
Componentes do AM Designação do
aço Elementos químicos
Limites (%) Medição (%)
Pino da ALAVANCA.
1010
C 0,08-0,13
Mn 0,30-0,60
P máx. 0,040
S máx. 0,050
1030
C 0,28-0,34
Mn 0,60-0,90
P máx. 0,040
S máx. 0,050
Composição química (análise de peça) de aço carbono para parafusos (NBR-8855)
Componentes do AM Classe de resistência mecânica
Elementos químicos
Limites (%) Medição (%)
Parafusos para tampa da CAIXA, para mastro do SINAL e para o TIRANTE, em aço carbono temperado e revenido a 425° C.
8.8
C mín. 0,25
C máx. 0,55
P máx. 0,35
S máx. 0,035
Parafusos para bandeira de SINAL 4.6
C mín. -
C máx. 0,550
P máx. 0,050
S máx. 0,060
Composição química (análises confirmatórias) de aço carbono para porcas (NBR-10062)
Componentes do AM Classe de resistência mecânica
Elementos químicos
Limites (%) Medição (%)
Porcas dos parafusos da CAIXA; dos parafusos do mastro de SINAL; do parafuso do TIRANTE.
8
C máx. 0,58
Mn mín. 0,25
P máx. 0,060
S máx. 0,150
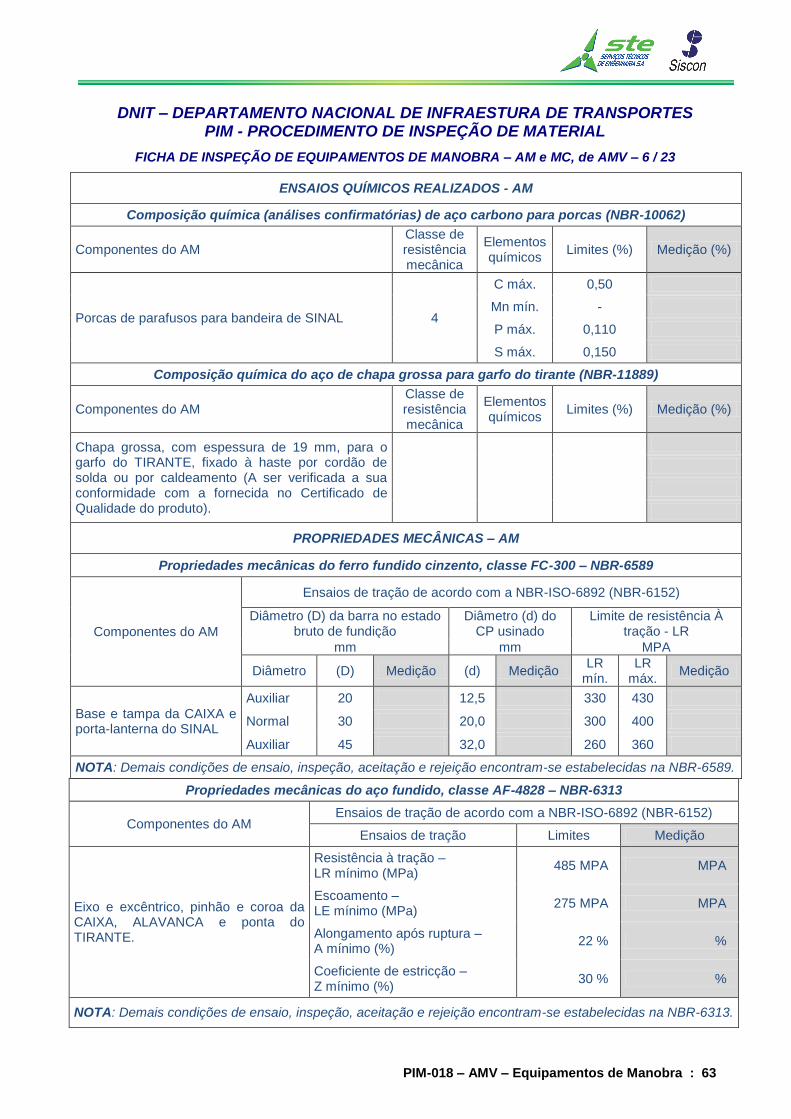
PIM-018 – AMV – Equipamentos de Manobra : 63
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 6 / 23
ENSAIOS QUÍMICOS REALIZADOS - AM
Composição química (análises confirmatórias) de aço carbono para porcas (NBR-10062)
Componentes do AM Classe de resistência mecânica
Elementos químicos
Limites (%) Medição (%)
Porcas de parafusos para bandeira de SINAL 4
C máx. 0,50
Mn mín. -
P máx. 0,110
S máx. 0,150
Composição química do aço de chapa grossa para garfo do tirante (NBR-11889)
Componentes do AM Classe de resistência mecânica
Elementos químicos
Limites (%) Medição (%)
Chapa grossa, com espessura de 19 mm, para o garfo do TIRANTE, fixado à haste por cordão de solda ou por caldeamento (A ser verificada a sua conformidade com a fornecida no Certificado de Qualidade do produto).
PROPRIEDADES MECÂNICAS – AM
Propriedades mecânicas do ferro fundido cinzento, classe FC-300 – NBR-6589
Componentes do AM
Ensaios de tração de acordo com a NBR-ISO-6892 (NBR-6152)
Diâmetro (D) da barra no estado bruto de fundição
Diâmetro (d) do CP usinado
Limite de resistência À tração - LR
mm mm MPA
Diâmetro (D) Medição (d) Medição LR
mín. LR
máx. Medição
Base e tampa da CAIXA e porta-lanterna do SINAL
Auxiliar 20 12,5 330 430
Normal 30 20,0 300 400
Auxiliar 45 32,0 260 360
NOTA: Demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na NBR-6589.
Propriedades mecânicas do aço fundido, classe AF-4828 – NBR-6313
Componentes do AM Ensaios de tração de acordo com a NBR-ISO-6892 (NBR-6152)
Ensaios de tração Limites Medição
Eixo e excêntrico, pinhão e coroa da CAIXA, ALAVANCA e ponta do TIRANTE.
Resistência à tração – LR mínimo (MPa)
485 MPA MPA
Escoamento – LE mínimo (MPa)
275 MPA MPA
Alongamento após ruptura – A mínimo (%)
22 % %
Coeficiente de estricção – Z mínimo (%)
30 % %
NOTA: Demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na NBR-6313.
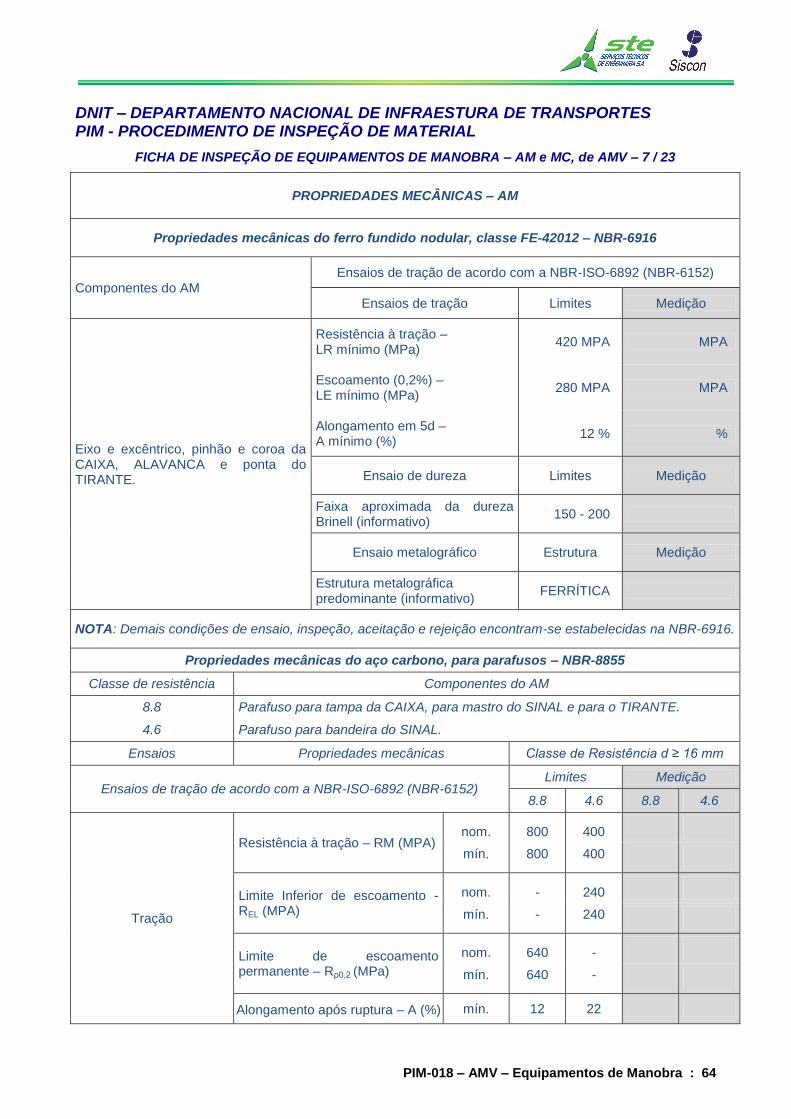
PIM-018 – AMV – Equipamentos de Manobra : 64
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 7 / 23
PROPRIEDADES MECÂNICAS – AM
Propriedades mecânicas do ferro fundido nodular, classe FE-42012 – NBR-6916
Componentes do AM Ensaios de tração de acordo com a NBR-ISO-6892 (NBR-6152)
Ensaios de tração Limites Medição
Eixo e excêntrico, pinhão e coroa da CAIXA, ALAVANCA e ponta do TIRANTE.
Resistência à tração – LR mínimo (MPa)
420 MPA MPA
Escoamento (0,2%) – LE mínimo (MPa)
280 MPA MPA
Alongamento em 5d – A mínimo (%)
12 % %
Ensaio de dureza Limites Medição
Faixa aproximada da dureza Brinell (informativo)
150 - 200
Ensaio metalográfico Estrutura Medição
Estrutura metalográfica predominante (informativo)
FERRÍTICA
NOTA: Demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na NBR-6916.
Propriedades mecânicas do aço carbono, para parafusos – NBR-8855
Classe de resistência Componentes do AM
8.8 Parafuso para tampa da CAIXA, para mastro do SINAL e para o TIRANTE.
4.6 Parafuso para bandeira do SINAL.
Ensaios Propriedades mecânicas Classe de Resistência d ≥ 16 mm
Ensaios de tração de acordo com a NBR-ISO-6892 (NBR-6152) Limites Medição
8.8 4.6 8.8 4.6
Tração
Resistência à tração – RM (MPA) nom. 800 400
mín. 800 400
Limite Inferior de escoamento - REL (MPA)
nom. - 240
mín. - 240
Limite de escoamento permanente – Rρ0,2 (MPa)
nom. 640 -
mín. 640 -
Alongamento após ruptura – A (%) mín. 12 22
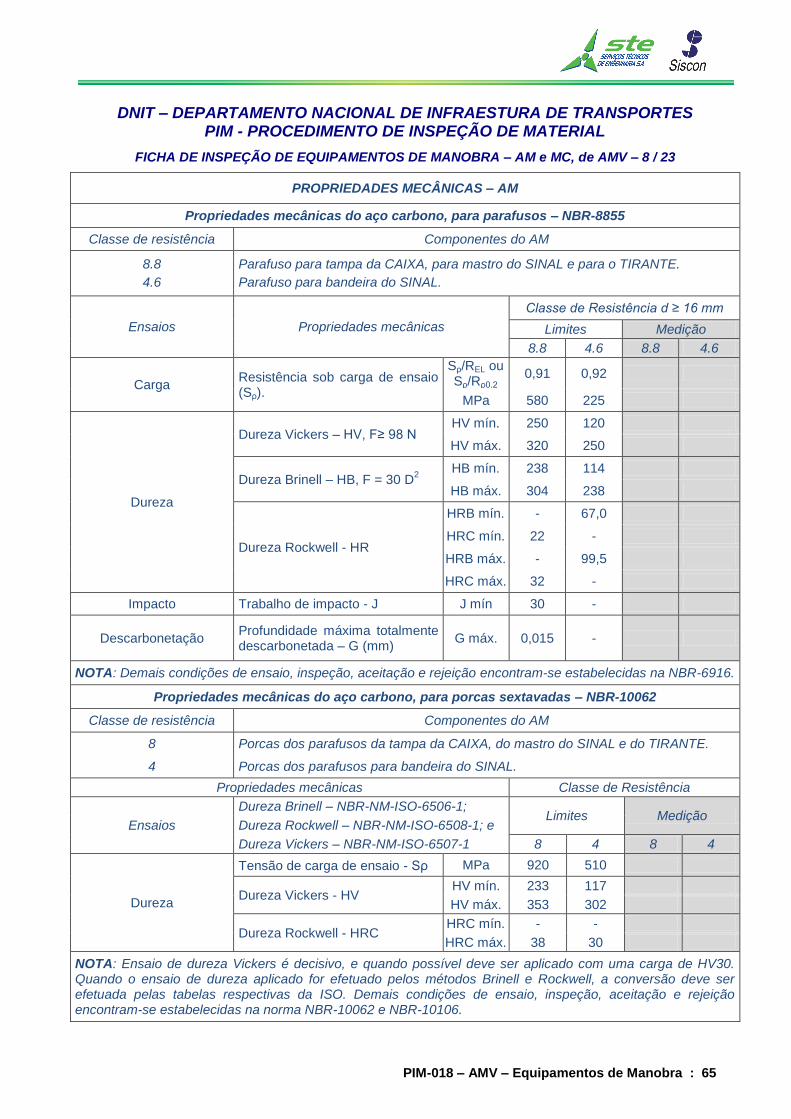
PIM-018 – AMV – Equipamentos de Manobra : 65
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 8 / 23
PROPRIEDADES MECÂNICAS – AM
Propriedades mecânicas do aço carbono, para parafusos – NBR-8855
Classe de resistência Componentes do AM
8.8 Parafuso para tampa da CAIXA, para mastro do SINAL e para o TIRANTE.
4.6 Parafuso para bandeira do SINAL.
Ensaios Propriedades mecânicas
Classe de Resistência d ≥ 16 mm
Limites Medição
8.8 4.6 8.8 4.6
Carga Resistência sob carga de ensaio (Sρ).
Sρ/REL ou Sρ/Rρ0,2
0,91 0,92
MPa 580 225
Dureza
Dureza Vickers – HV, F≥ 98 N HV mín. 250 120
HV máx. 320 250
Dureza Brinell – HB, F = 30 D2
HB mín. 238 114
HB máx. 304 238
Dureza Rockwell - HR
HRB mín. - 67,0
HRC mín. 22 -
HRB máx. - 99,5
HRC máx. 32 -
Impacto Trabalho de impacto - J J mín 30 -
Descarbonetação Profundidade máxima totalmente descarbonetada – G (mm)
G máx. 0,015 -
NOTA: Demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na NBR-6916.
Propriedades mecânicas do aço carbono, para porcas sextavadas – NBR-10062
Classe de resistência Componentes do AM
8 Porcas dos parafusos da tampa da CAIXA, do mastro do SINAL e do TIRANTE.
4 Porcas dos parafusos para bandeira do SINAL.
Propriedades mecânicas Classe de Resistência
Ensaios
Dureza Brinell – NBR-NM-ISO-6506-1; Limites Medição
Dureza Rockwell – NBR-NM-ISO-6508-1; e
Dureza Vickers – NBR-NM-ISO-6507-1 8 4 8 4
Dureza
Tensão de carga de ensaio - Sρ MPa 920 510
Dureza Vickers - HV HV mín. 233 117
HV máx. 353 302
Dureza Rockwell - HRC HRC mín. - -
HRC máx. 38 30
NOTA: Ensaio de dureza Vickers é decisivo, e quando possível deve ser aplicado com uma carga de HV30. Quando o ensaio de dureza aplicado for efetuado pelos métodos Brinell e Rockwell, a conversão deve ser efetuada pelas tabelas respectivas da ISO. Demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na norma NBR-10062 e NBR-10106.
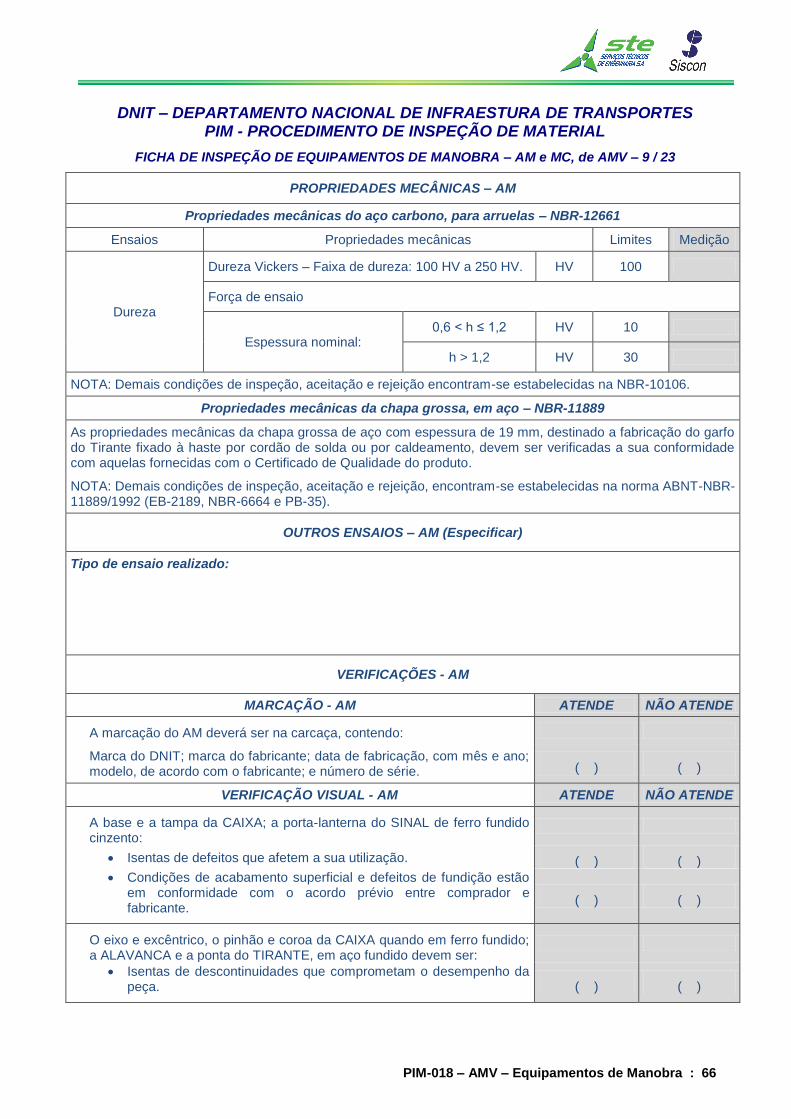
PIM-018 – AMV – Equipamentos de Manobra : 66
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 9 / 23
PROPRIEDADES MECÂNICAS – AM
Propriedades mecânicas do aço carbono, para arruelas – NBR-12661
Ensaios Propriedades mecânicas Limites Medição
Dureza
Dureza Vickers – Faixa de dureza: 100 HV a 250 HV. HV 100
Força de ensaio
Espessura nominal: 0,6 < h ≤ 1,2 HV 10
h > 1,2 HV 30
NOTA: Demais condições de inspeção, aceitação e rejeição encontram-se estabelecidas na NBR-10106.
Propriedades mecânicas da chapa grossa, em aço – NBR-11889
As propriedades mecânicas da chapa grossa de aço com espessura de 19 mm, destinado a fabricação do garfo do Tirante fixado à haste por cordão de solda ou por caldeamento, devem ser verificadas a sua conformidade com aquelas fornecidas com o Certificado de Qualidade do produto.
NOTA: Demais condições de inspeção, aceitação e rejeição, encontram-se estabelecidas na norma ABNT-NBR-11889/1992 (EB-2189, NBR-6664 e PB-35).
OUTROS ENSAIOS – AM (Especificar)
Tipo de ensaio realizado:
VERIFICAÇÕES - AM
MARCAÇÃO - AM ATENDE NÃO ATENDE
A marcação do AM deverá ser na carcaça, contendo:
Marca do DNIT; marca do fabricante; data de fabricação, com mês e ano; modelo, de acordo com o fabricante; e número de série. ( ) ( )
VERIFICAÇÃO VISUAL - AM ATENDE NÃO ATENDE
A base e a tampa da CAIXA; a porta-lanterna do SINAL de ferro fundido cinzento:
Isentas de defeitos que afetem a sua utilização. ( ) ( )
Condições de acabamento superficial e defeitos de fundição estão em conformidade com o acordo prévio entre comprador e fabricante.
( ) ( )
O eixo e excêntrico, o pinhão e coroa da CAIXA quando em ferro fundido; a ALAVANCA e a ponta do TIRANTE, em aço fundido devem ser:
Isentas de descontinuidades que comprometam o desempenho da peça. ( ) ( )
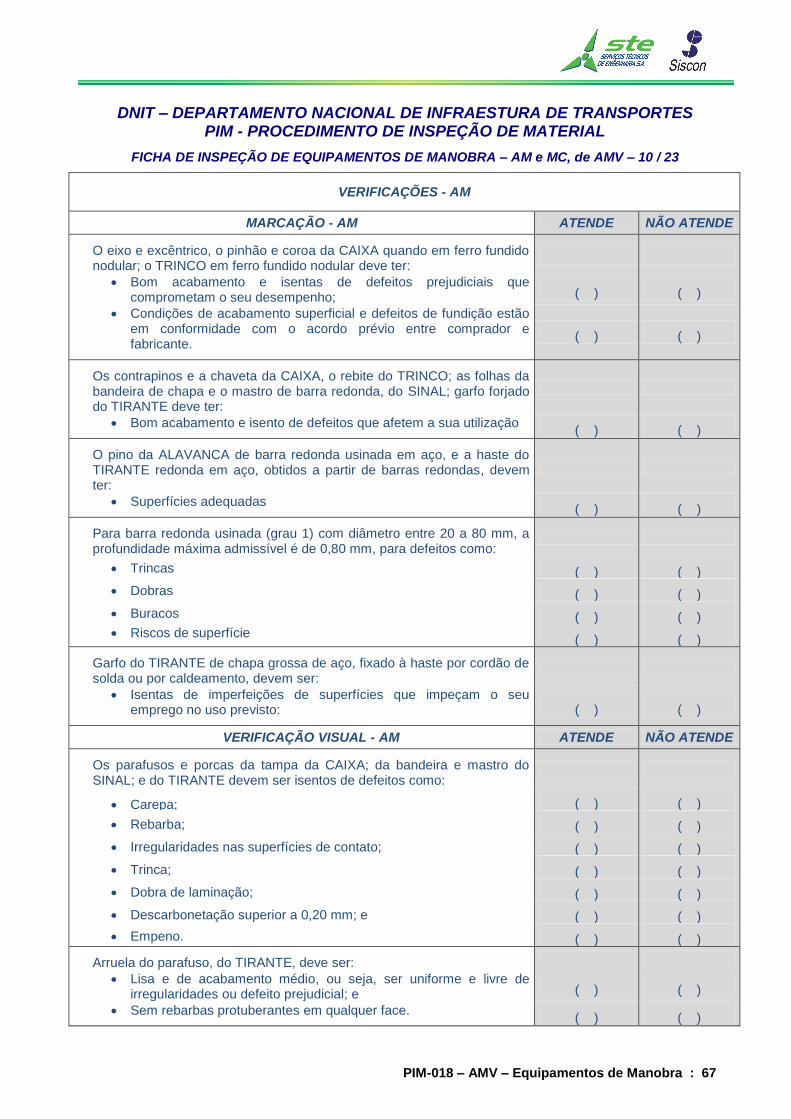
PIM-018 – AMV – Equipamentos de Manobra : 67
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 10 / 23
VERIFICAÇÕES - AM
MARCAÇÃO - AM ATENDE NÃO ATENDE
O eixo e excêntrico, o pinhão e coroa da CAIXA quando em ferro fundido nodular; o TRINCO em ferro fundido nodular deve ter:
Bom acabamento e isentas de defeitos prejudiciais que comprometam o seu desempenho; ( ) ( )
Condições de acabamento superficial e defeitos de fundição estão em conformidade com o acordo prévio entre comprador e fabricante.
( ) ( )
Os contrapinos e a chaveta da CAIXA, o rebite do TRINCO; as folhas da bandeira de chapa e o mastro de barra redonda, do SINAL; garfo forjado do TIRANTE deve ter:
Bom acabamento e isento de defeitos que afetem a sua utilização ( ) ( )
O pino da ALAVANCA de barra redonda usinada em aço, e a haste do TIRANTE redonda em aço, obtidos a partir de barras redondas, devem ter:
Superfícies adequadas ( ) ( )
Para barra redonda usinada (grau 1) com diâmetro entre 20 a 80 mm, a profundidade máxima admissível é de 0,80 mm, para defeitos como:
Trincas ( ) ( )
Dobras ( ) ( )
Buracos ( ) ( )
Riscos de superfície ( ) ( )
Garfo do TIRANTE de chapa grossa de aço, fixado à haste por cordão de solda ou por caldeamento, devem ser:
Isentas de imperfeições de superfícies que impeçam o seu emprego no uso previsto: ( ) ( )
VERIFICAÇÃO VISUAL - AM ATENDE NÃO ATENDE
Os parafusos e porcas da tampa da CAIXA; da bandeira e mastro do SINAL; e do TIRANTE devem ser isentos de defeitos como:
Carepa; ( ) ( )
Rebarba; ( ) ( )
Irregularidades nas superfícies de contato; ( ) ( )
Trinca; ( ) ( )
Dobra de laminação; ( ) ( )
Descarbonetação superior a 0,20 mm; e ( ) ( )
Empeno. ( ) ( )
Arruela do parafuso, do TIRANTE, deve ser:
Lisa e de acabamento médio, ou seja, ser uniforme e livre de irregularidades ou defeito prejudicial; e ( ) ( )
Sem rebarbas protuberantes em qualquer face. ( ) ( )
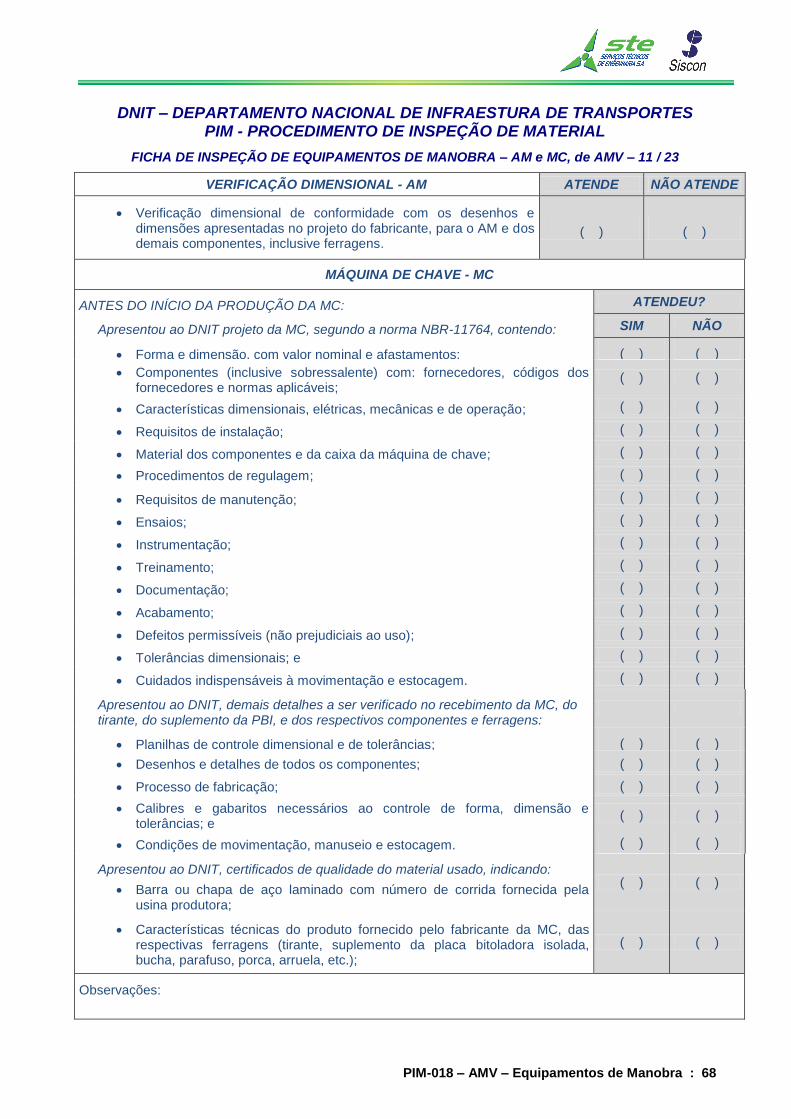
PIM-018 – AMV – Equipamentos de Manobra : 68
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 11 / 23
VERIFICAÇÃO DIMENSIONAL - AM ATENDE NÃO ATENDE
Verificação dimensional de conformidade com os desenhos e dimensões apresentadas no projeto do fabricante, para o AM e dos demais componentes, inclusive ferragens.
( ) ( )
MÁQUINA DE CHAVE - MC
ANTES DO INÍCIO DA PRODUÇÃO DA MC: ATENDEU?
Apresentou ao DNIT projeto da MC, segundo a norma NBR-11764, contendo: SIM NÃO
Forma e dimensão, com valor nominal e afastamentos; ( ) ( )
Componentes (inclusive sobressalente) com: fornecedores, códigos dos fornecedores e normas aplicáveis;
( ) ( )
Características dimensionais, elétricas, mecânicas e de operação; ( ) ( )
Requisitos de instalação; ( ) ( )
Material dos componentes e da caixa da máquina de chave; ( ) ( )
Procedimentos de regulagem;
Requisitos de operação;
( ) ( )
Requisitos de manutenção; ( ) ( )
Ensaios; ( ) ( )
Instrumentação; ( ) ( )
Treinamento; ( ) ( )
Documentação; ( ) ( )
Acabamento; ( ) ( )
Defeitos permissíveis (não prejudiciais ao uso); ( ) ( )
Tolerâncias dimensionais; e ( ) ( )
Cuidados indispensáveis à movimentação e estocagem. ( ) ( )
Apresentou ao DNIT, demais detalhes a ser verificado no recebimento da MC, do tirante, do suplemento da PBI, e dos respectivos componentes e ferragens:
Planilhas de controle dimensional e de tolerâncias; ( ) ( )
Desenhos e detalhes de todos os componentes; ( ) ( )
Processo de fabricação; ( ) ( )
Calibres e gabaritos necessários ao controle de forma, dimensão e tolerâncias; e
( ) ( )
Condições de movimentação, manuseio e estocagem. ( ) ( )
Apresentou ao DNIT, certificados de qualidade do material usado, indicando: ( ) ( )
Barra ou chapa de aço laminado com número de corrida fornecida pela usina produtora;
Características técnicas do produto fornecido pelo fabricante da MC, das respectivas ferragens (tirante, suplemento da placa bitoladora isolada, bucha, parafuso, porca, arruela, etc.);
( ) ( )
Observações:
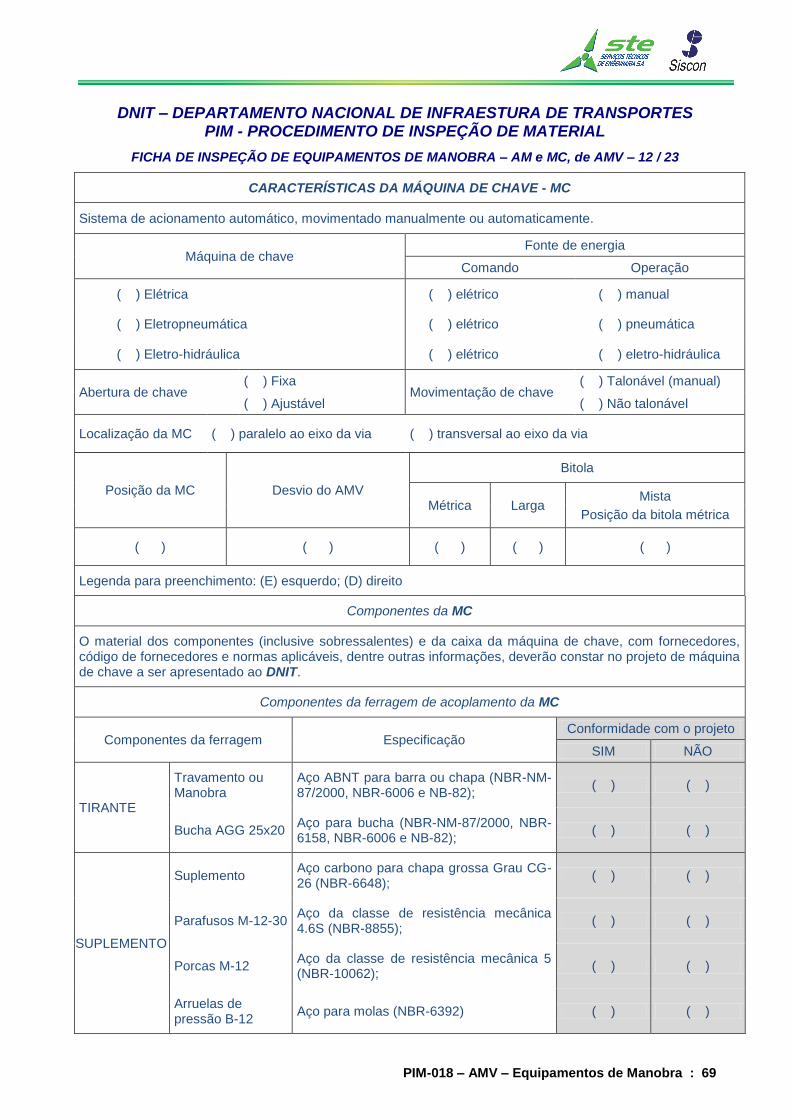
PIM-018 – AMV – Equipamentos de Manobra : 69
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 12 / 23
CARACTERÍSTICAS DA MÁQUINA DE CHAVE - MC
Sistema de acionamento automático, movimentado manualmente ou automaticamente.
Máquina de chave Fonte de energia
Comando Operação
( ) Elétrica ( ) elétrico ( ) manual
( ) Eletropneumática ( ) elétrico ( ) pneumática
( ) Eletro-hidráulica ( ) elétrico ( ) eletro-hidráulica
Abertura de chave ( ) Fixa
Movimentação de chave ( ) Talonável (manual)
( ) Ajustável ( ) Não talonável
Localização da MC ( ) paralelo ao eixo da via ( ) transversal ao eixo da via
Posição da MC Desvio do AMV
Bitola
Métrica Larga Mista
Posição da bitola métrica
( ) ( ) ( ) ( ) ( )
Legenda para preenchimento: (E) esquerdo; (D) direito
Componentes da MC
O material dos componentes (inclusive sobressalentes) e da caixa da máquina de chave, com fornecedores, código de fornecedores e normas aplicáveis, dentre outras informações, deverão constar no projeto de máquina de chave a ser apresentado ao DNIT.
Componentes da ferragem de acoplamento da MC
Componentes da ferragem Especificação Conformidade com o projeto
SIM NÃO
TIRANTE
Travamento ou Manobra
Aço ABNT para barra ou chapa (NBR-NM-87/2000, NBR-6006 e NB-82);
( ) ( )
Bucha AGG 25x20 Aço para bucha (NBR-NM-87/2000, NBR-6158, NBR-6006 e NB-82);
( ) ( )
SUPLEMENTO
Suplemento Aço carbono para chapa grossa Grau CG-26 (NBR-6648);
( ) ( )
Parafusos M-12-30 Aço da classe de resistência mecânica 4.6S (NBR-8855);
( ) ( )
Porcas M-12 Aço da classe de resistência mecânica 5 (NBR-10062);
( ) ( )
Arruelas de pressão B-12
Aço para molas (NBR-6392) ( ) ( )
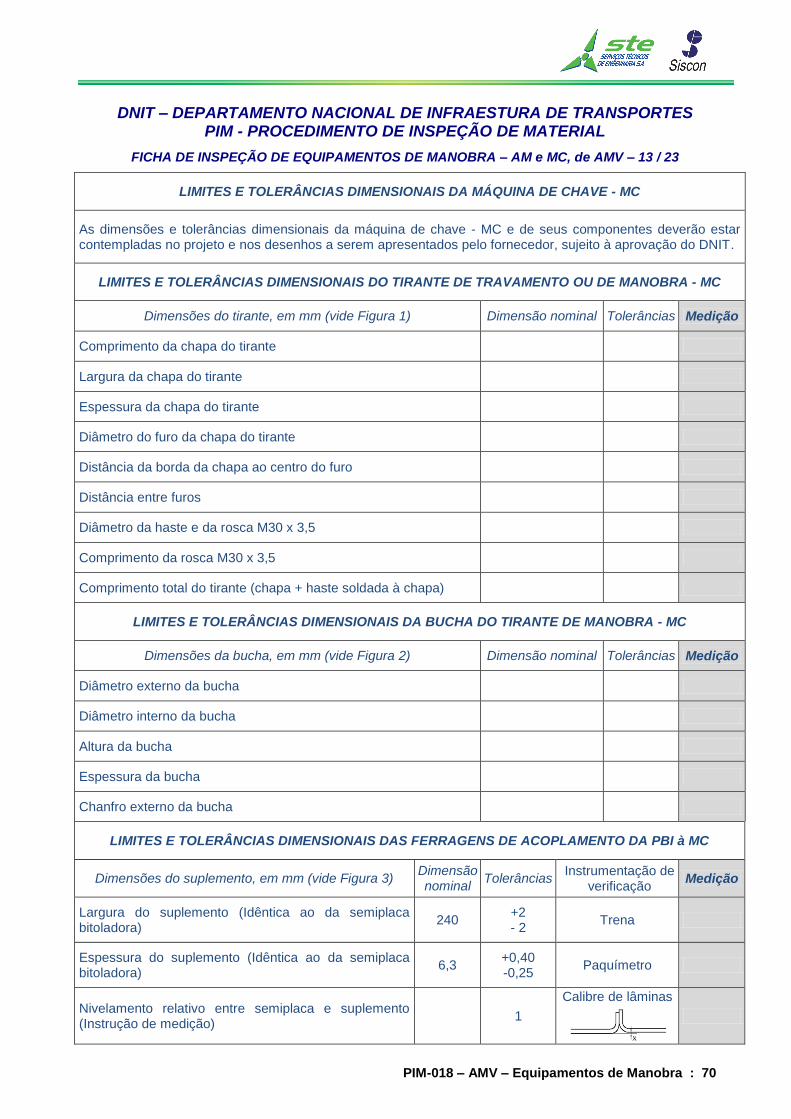
PIM-018 – AMV – Equipamentos de Manobra : 70
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 13 / 23
LIMITES E TOLERÂNCIAS DIMENSIONAIS DA MÁQUINA DE CHAVE - MC
As dimensões e tolerâncias dimensionais da máquina de chave - MC e de seus componentes deverão estar contempladas no projeto e nos desenhos a serem apresentados pelo fornecedor, sujeito à aprovação do DNIT.
LIMITES E TOLERÂNCIAS DIMENSIONAIS DO TIRANTE DE TRAVAMENTO OU DE MANOBRA - MC
Dimensões do tirante, em mm (vide Figura 1) Dimensão nominal Tolerâncias Medição
Comprimento da chapa do tirante
Largura da chapa do tirante
Espessura da chapa do tirante
Diâmetro do furo da chapa do tirante
Distância da borda da chapa ao centro do furo
Distância entre furos
Diâmetro da haste e da rosca M30 x 3,5
Comprimento da rosca M30 x 3,5
Comprimento total do tirante (chapa + haste soldada à chapa)
LIMITES E TOLERÂNCIAS DIMENSIONAIS DA BUCHA DO TIRANTE DE MANOBRA - MC
Dimensões da bucha, em mm (vide Figura 2) Dimensão nominal Tolerâncias Medição
Diâmetro externo da bucha
Diâmetro interno da bucha
Altura da bucha
Espessura da bucha
Chanfro externo da bucha
LIMITES E TOLERÂNCIAS DIMENSIONAIS DAS FERRAGENS DE ACOPLAMENTO DA PBI à MC
Dimensões do suplemento, em mm (vide Figura 3) Dimensão nominal
Tolerâncias Instrumentação de
verificação Medição
Largura do suplemento (Idêntica ao da semiplaca bitoladora)
240 +2 - 2
Trena
Espessura do suplemento (Idêntica ao da semiplaca bitoladora)
6,3 +0,40 -0,25
Paquímetro
Nivelamento relativo entre semiplaca e suplemento (Instrução de medição)
1
Calibre de lâminas
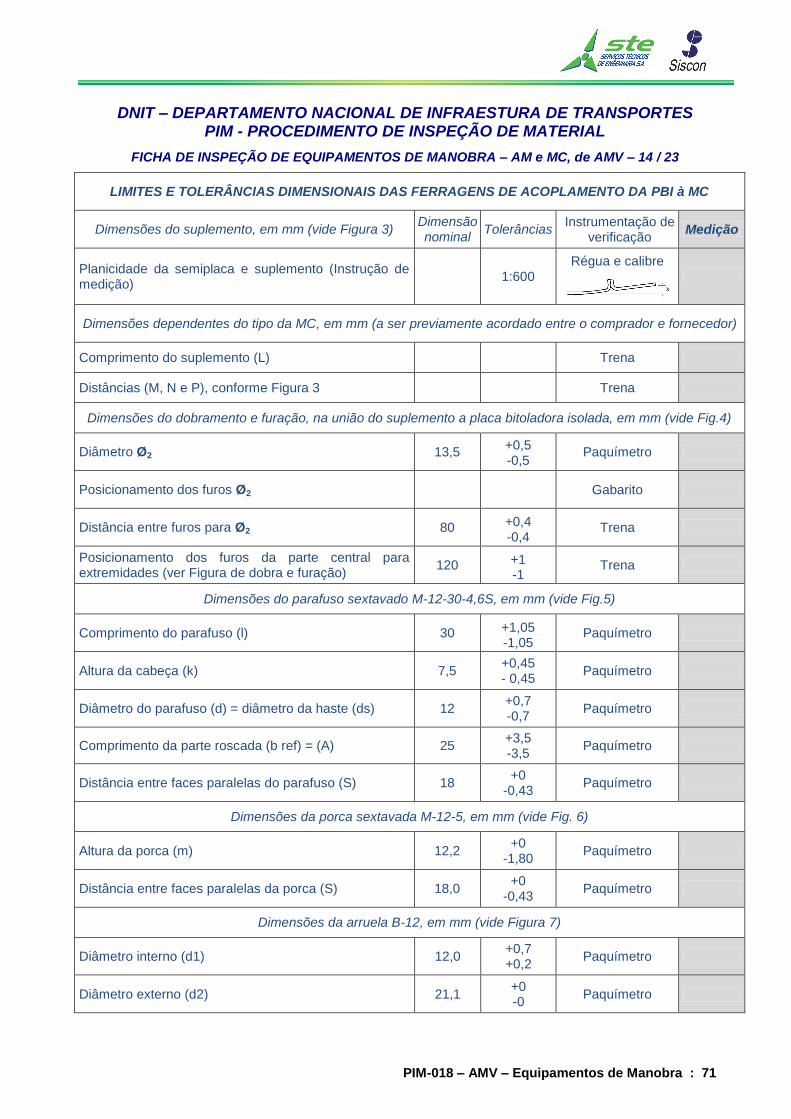
PIM-018 – AMV – Equipamentos de Manobra : 71
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 14 / 23
LIMITES E TOLERÂNCIAS DIMENSIONAIS DAS FERRAGENS DE ACOPLAMENTO DA PBI à MC
Dimensões do suplemento, em mm (vide Figura 3) Dimensão nominal
Tolerâncias Instrumentação de
verificação Medição
Planicidade da semiplaca e suplemento (Instrução de medição)
1:600 Régua e calibre
Dimensões dependentes do tipo da MC, em mm (a ser previamente acordado entre o comprador e fornecedor)
Comprimento do suplemento (L) Trena
Distâncias (M, N e P), conforme Figura 3 Trena
Dimensões do dobramento e furação, na união do suplemento a placa bitoladora isolada, em mm (vide Fig.4)
Diâmetro Ø2 13,5 +0,5 -0,5
Paquímetro
Posicionamento dos furos Ø2 Gabarito
Distância entre furos para Ø2 80 +0,4 -0,4
Trena
Posicionamento dos furos da parte central para extremidades (ver Figura de dobra e furação)
120 +1 -1
Trena
Dimensões do parafuso sextavado M-12-30-4,6S, em mm (vide Fig.5)
Comprimento do parafuso (l) 30 +1,05 -1,05
Paquímetro
Altura da cabeça (k) 7,5 +0,45 - 0,45
Paquímetro
Diâmetro do parafuso (d) = diâmetro da haste (ds) 12 +0,7 -0,7
Paquímetro
Comprimento da parte roscada (b ref) = (A) 25 +3,5 -3,5
Paquímetro
Distância entre faces paralelas do parafuso (S) 18 +0
-0,43 Paquímetro
Dimensões da porca sextavada M-12-5, em mm (vide Fig. 6)
Altura da porca (m) 12,2 +0
-1,80 Paquímetro
Distância entre faces paralelas da porca (S) 18,0 +0
-0,43 Paquímetro
Dimensões da arruela B-12, em mm (vide Figura 7)
Diâmetro interno (d1) 12,0 +0,7 +0,2
Paquímetro
Diâmetro externo (d2) 21,1 +0 -0
Paquímetro
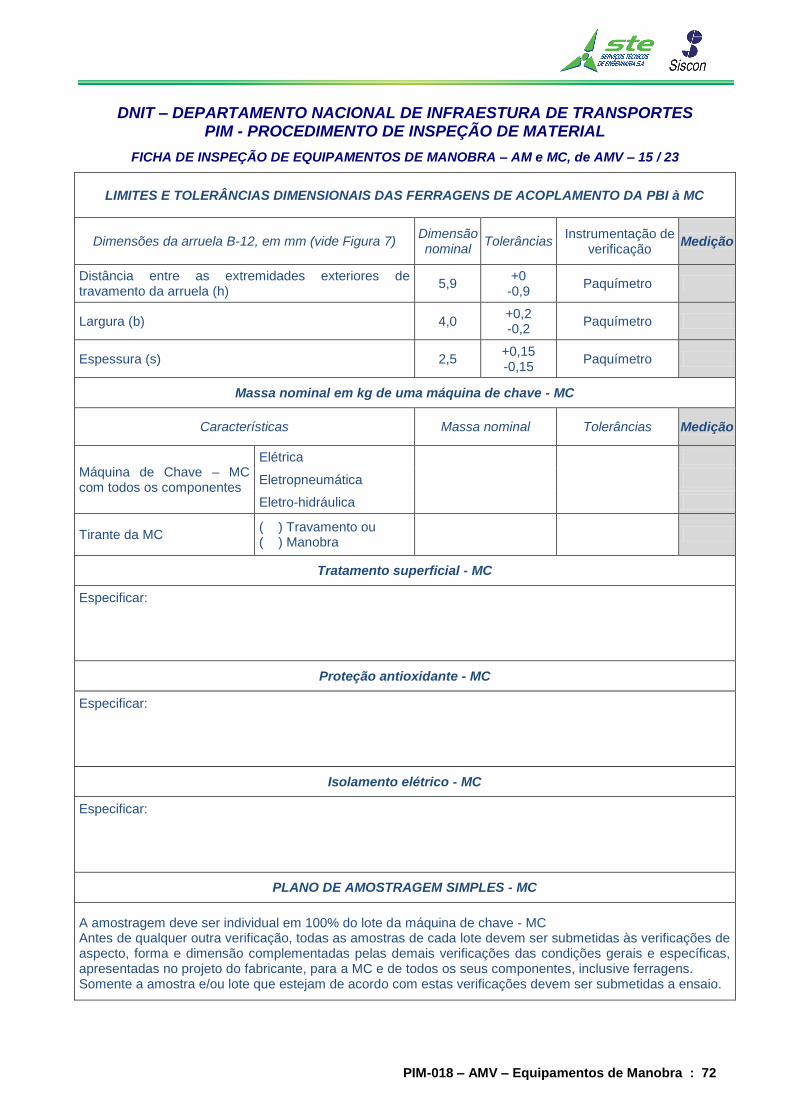
PIM-018 – AMV – Equipamentos de Manobra : 72
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 15 / 23
LIMITES E TOLERÂNCIAS DIMENSIONAIS DAS FERRAGENS DE ACOPLAMENTO DA PBI à MC
Dimensões da arruela B-12, em mm (vide Figura 7) Dimensão nominal
Tolerâncias Instrumentação de
verificação Medição
Distância entre as extremidades exteriores de travamento da arruela (h)
5,9 +0
-0,9 Paquímetro
Largura (b) 4,0 +0,2 -0,2
Paquímetro
Espessura (s) 2,5 +0,15 -0,15
Paquímetro
Massa nominal em kg de uma máquina de chave - MC
Características Massa nominal Tolerâncias Medição
Máquina de Chave – MC com todos os componentes
Elétrica
Eletropneumática
Eletro-hidráulica
Tirante da MC ( ) Travamento ou ( ) Manobra
Tratamento superficial - MC
Especificar:
Proteção antioxidante - MC
Especificar:
Isolamento elétrico - MC
Especificar:
PLANO DE AMOSTRAGEM SIMPLES - MC
A amostragem deve ser individual em 100% do lote da máquina de chave - MC Antes de qualquer outra verificação, todas as amostras de cada lote devem ser submetidas às verificações de aspecto, forma e dimensão complementadas pelas demais verificações das condições gerais e específicas, apresentadas no projeto do fabricante, para a MC e de todos os seus componentes, inclusive ferragens. Somente a amostra e/ou lote que estejam de acordo com estas verificações devem ser submetidas a ensaio.
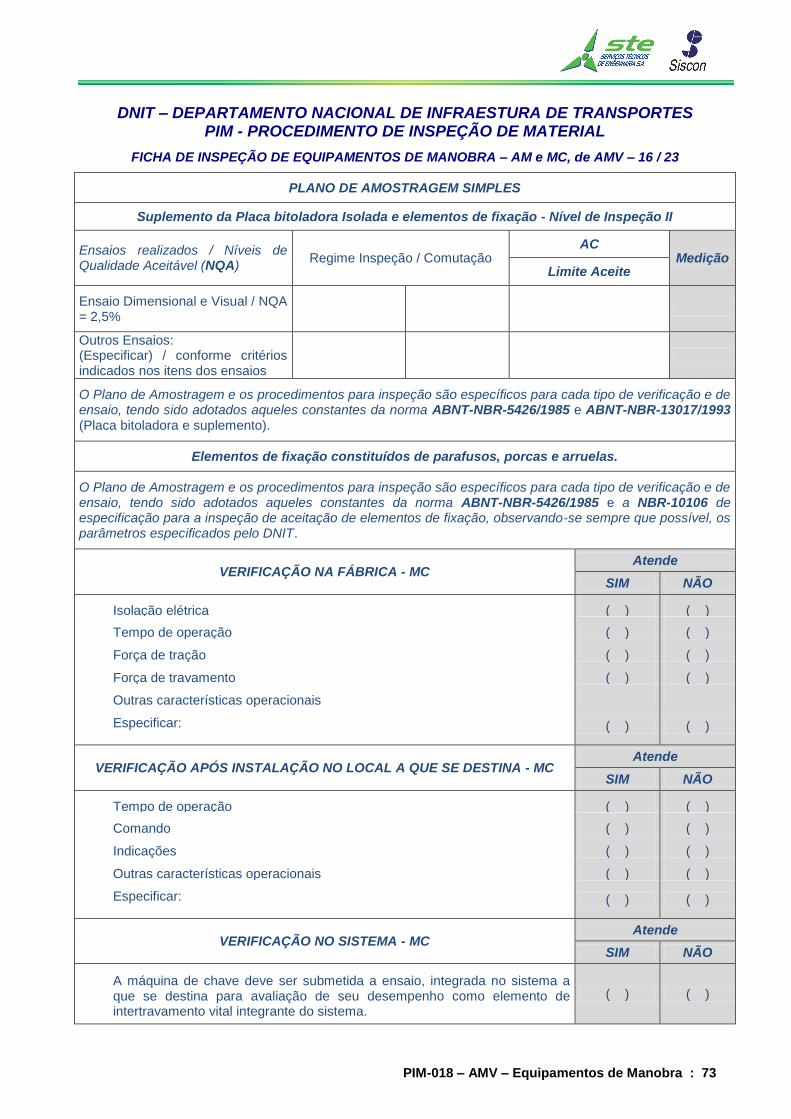
PIM-018 – AMV – Equipamentos de Manobra : 73
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 16 / 23
PLANO DE AMOSTRAGEM SIMPLES
Suplemento da Placa bitoladora Isolada e elementos de fixação - Nível de Inspeção II
Ensaios realizados / Níveis de Qualidade Aceitável (NQA)
Regime Inspeção / Comutação AC
Medição Limite Aceite
Ensaio Dimensional e Visual / NQA = 2,5%
Outros Ensaios: (Especificar) / conforme critérios indicados nos itens dos ensaios
O Plano de Amostragem e os procedimentos para inspeção são específicos para cada tipo de verificação e de ensaio, tendo sido adotados aqueles constantes da norma ABNT-NBR-5426/1985 e ABNT-NBR-13017/1993 (Placa bitoladora e suplemento).
Elementos de fixação constituídos de parafusos, porcas e arruelas.
O Plano de Amostragem e os procedimentos para inspeção são específicos para cada tipo de verificação e de ensaio, tendo sido adotados aqueles constantes da norma ABNT-NBR-5426/1985 e a NBR-10106 de especificação para a inspeção de aceitação de elementos de fixação, observando-se sempre que possível, os parâmetros especificados pelo DNIT.
VERIFICAÇÃO NA FÁBRICA - MC Atende
SIM NÃO
Isolação elétrica ( ) ( )
Tempo de operação ( ) ( )
Força de tração ( ) ( )
Força de travamento ( ) ( )
Outras características operacionais
Especificar: ( ) ( )
VERIFICAÇÃO APÓS INSTALAÇÃO NO LOCAL A QUE SE DESTINA - MC Atende
SIM NÃO
Tempo de operação ( ) ( )
Comando ( ) ( )
Indicações ( ) ( )
Outras características operacionais ( ) ( )
Especificar: ( ) ( )
VERIFICAÇÃO NO SISTEMA - MC Atende
SIM NÃO
A máquina de chave deve ser submetida a ensaio, integrada no sistema a que se destina para avaliação de seu desempenho como elemento de intertravamento vital integrante do sistema.
( ) ( )
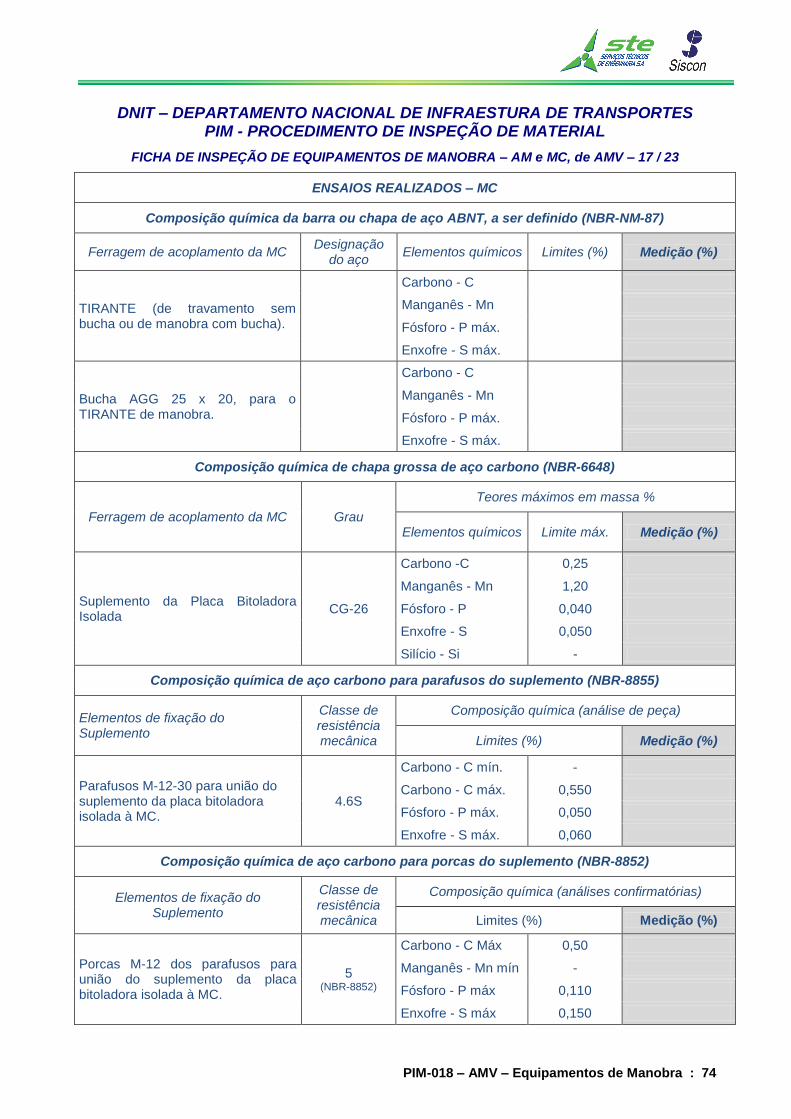
PIM-018 – AMV – Equipamentos de Manobra : 74
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 17 / 23
ENSAIOS REALIZADOS – MC
Composição química da barra ou chapa de aço ABNT, a ser definido (NBR-NM-87)
Ferragem de acoplamento da MC Designação
do aço Elementos químicos Limites (%) Medição (%)
TIRANTE (de travamento sem bucha ou de manobra com bucha).
Carbono - C
Manganês - Mn
Fósforo - P máx.
Enxofre - S máx.
Bucha AGG 25 x 20, para o TIRANTE de manobra.
Carbono - C
Manganês - Mn
Fósforo - P máx.
Enxofre - S máx.
Composição química de chapa grossa de aço carbono (NBR-6648)
Ferragem de acoplamento da MC Grau
Teores máximos em massa %
Elementos químicos Limite máx. Medição (%)
Suplemento da Placa Bitoladora Isolada
CG-26
Carbono -C 0,25
Manganês - Mn 1,20
Fósforo - P 0,040
Enxofre - S 0,050
Silício - Si -
Composição química de aço carbono para parafusos do suplemento (NBR-8855)
Elementos de fixação do Suplemento
Classe de resistência mecânica
Composição química (análise de peça)
Limites (%) Medição (%)
Parafusos M-12-30 para união do suplemento da placa bitoladora isolada à MC.
4.6S
Carbono - C mín. -
Carbono - C máx. 0,550
Fósforo - P máx. 0,050
Enxofre - S máx. 0,060
Composição química de aço carbono para porcas do suplemento (NBR-8852)
Elementos de fixação do Suplemento
Classe de resistência mecânica
Composição química (análises confirmatórias)
Limites (%) Medição (%)
Porcas M-12 dos parafusos para união do suplemento da placa bitoladora isolada à MC.
5 (NBR-8852)
Carbono - C Máx 0,50
Manganês - Mn mín -
Fósforo - P máx 0,110
Enxofre - S máx 0,150
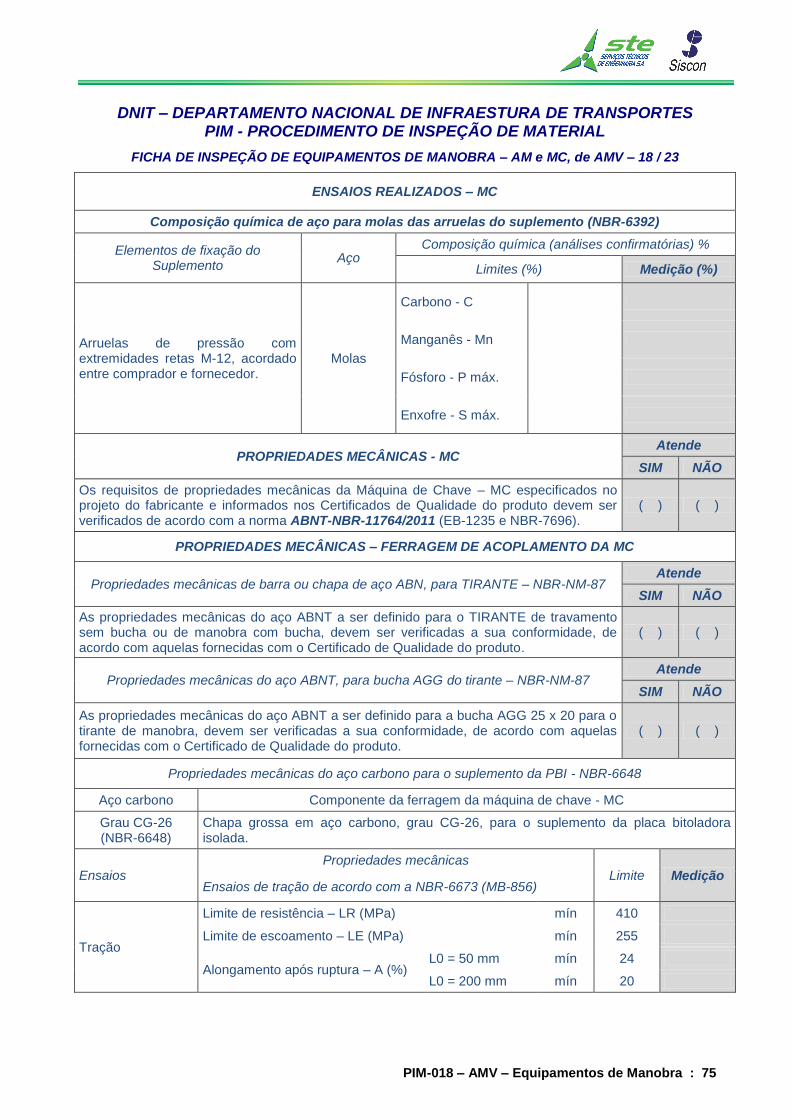
PIM-018 – AMV – Equipamentos de Manobra : 75
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 18 / 23
ENSAIOS REALIZADOS – MC
Composição química de aço para molas das arruelas do suplemento (NBR-6392)
Elementos de fixação do Suplemento
Aço Composição química (análises confirmatórias) %
Limites (%) Medição (%)
Arruelas de pressão com extremidades retas M-12, acordado entre comprador e fornecedor.
Molas
Carbono - C
Manganês - Mn
Fósforo - P máx.
Enxofre - S máx.
PROPRIEDADES MECÂNICAS - MC Atende
SIM NÃO
Os requisitos de propriedades mecânicas da Máquina de Chave – MC especificados no projeto do fabricante e informados nos Certificados de Qualidade do produto devem ser verificados de acordo com a norma ABNT-NBR-11764/2011 (EB-1235 e NBR-7696).
( ) ( )
PROPRIEDADES MECÂNICAS – FERRAGEM DE ACOPLAMENTO DA MC
Propriedades mecânicas de barra ou chapa de aço ABN, para TIRANTE – NBR-NM-87 Atende
SIM NÃO
As propriedades mecânicas do aço ABNT a ser definido para o TIRANTE de travamento sem bucha ou de manobra com bucha, devem ser verificadas a sua conformidade, de acordo com aquelas fornecidas com o Certificado de Qualidade do produto.
( ) ( )
Propriedades mecânicas do aço ABNT, para bucha AGG do tirante – NBR-NM-87 Atende
SIM NÃO
As propriedades mecânicas do aço ABNT a ser definido para a bucha AGG 25 x 20 para o tirante de manobra, devem ser verificadas a sua conformidade, de acordo com aquelas fornecidas com o Certificado de Qualidade do produto.
( ) ( )
Propriedades mecânicas do aço carbono para o suplemento da PBI - NBR-6648
Aço carbono Componente da ferragem da máquina de chave - MC
Grau CG-26 (NBR-6648)
Chapa grossa em aço carbono, grau CG-26, para o suplemento da placa bitoladora isolada.
Ensaios Propriedades mecânicas
Limite Medição Ensaios de tração de acordo com a NBR-6673 (MB-856)
Tração
Limite de resistência – LR (MPa) mín 410
Limite de escoamento – LE (MPa) mín 255
Alongamento após ruptura – A (%) L0 = 50 mm mín 24
L0 = 200 mm mín 20
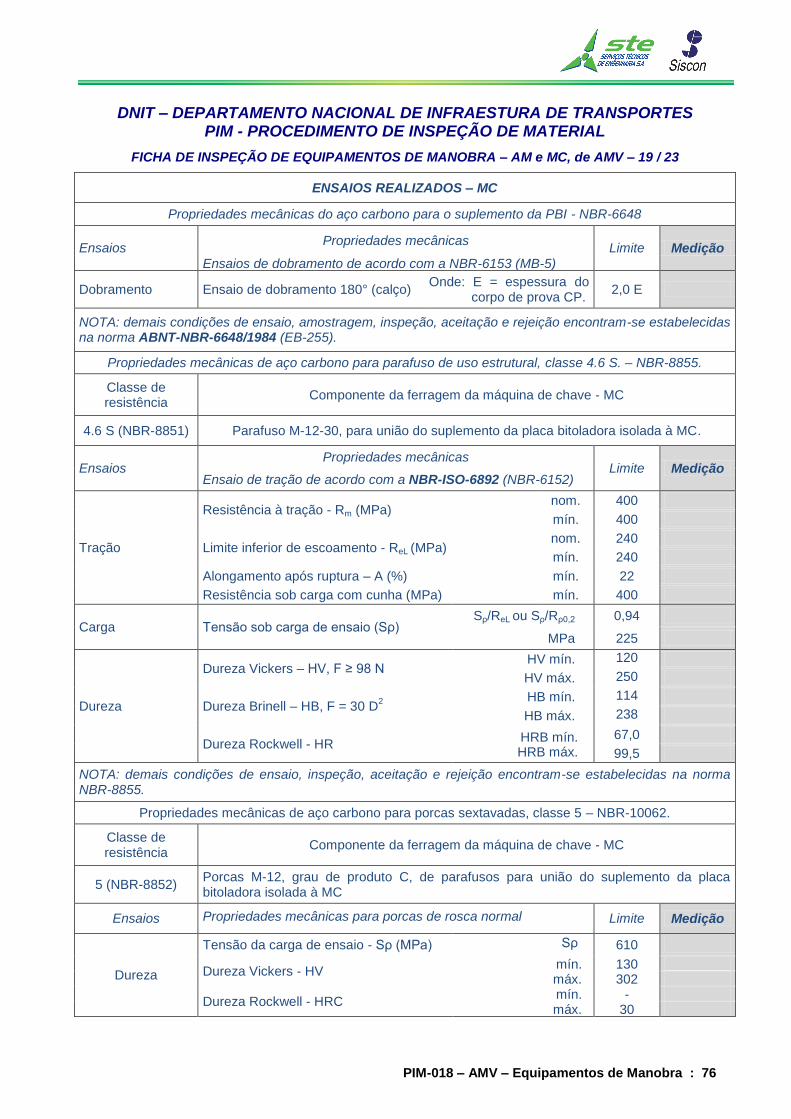
PIM-018 – AMV – Equipamentos de Manobra : 76
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 19 / 23
ENSAIOS REALIZADOS – MC
Propriedades mecânicas do aço carbono para o suplemento da PBI - NBR-6648
Ensaios Propriedades mecânicas
Limite Medição Ensaios de dobramento de acordo com a NBR-6153 (MB-5)
Dobramento Ensaio de dobramento 180° (calço) Onde: E = espessura do
corpo de prova CP. 2,0 E
NOTA: demais condições de ensaio, amostragem, inspeção, aceitação e rejeição encontram-se estabelecidas na norma ABNT-NBR-6648/1984 (EB-255).
Propriedades mecânicas de aço carbono para parafuso de uso estrutural, classe 4.6 S. – NBR-8855.
Classe de resistência
Componente da ferragem da máquina de chave - MC
4.6 S (NBR-8851) Parafuso M-12-30, para união do suplemento da placa bitoladora isolada à MC.
Ensaios Propriedades mecânicas
Limite Medição Ensaio de tração de acordo com a NBR-ISO-6892 (NBR-6152)
Tração
Resistência à tração - Rm (MPa) nom. 400
mín. 400
Limite inferior de escoamento - ReL (MPa) nom. 240
mín. 240
Alongamento após ruptura – A (%) mín. 22
Resistência sob carga com cunha (MPa) mín. 400
Carga Tensão sob carga de ensaio (Sρ) Sρ/ReL ou Sρ/Rρ0,2 0,94
MPa 225
Dureza
Dureza Vickers – HV, F ≥ 98 N HV mín. 120
HV máx. 250
Dureza Brinell – HB, F = 30 D2
HB mín. 114
HB máx. 238
Dureza Rockwell - HR HRB mín. 67,0
HRB máx. 99,5
NOTA: demais condições de ensaio, inspeção, aceitação e rejeição encontram-se estabelecidas na norma NBR-8855.
Propriedades mecânicas de aço carbono para porcas sextavadas, classe 5 – NBR-10062.
Classe de resistência
Componente da ferragem da máquina de chave - MC
5 (NBR-8852) Porcas M-12, grau de produto C, de parafusos para união do suplemento da placa bitoladora isolada à MC
Ensaios Propriedades mecânicas para porcas de rosca normal Limite Medição
Dureza
Tensão da carga de ensaio - Sρ (MPa) Sρ 610
Dureza Vickers - HV mín. 130 máx. 302
Dureza Rockwell - HRC mín. - máx. 30
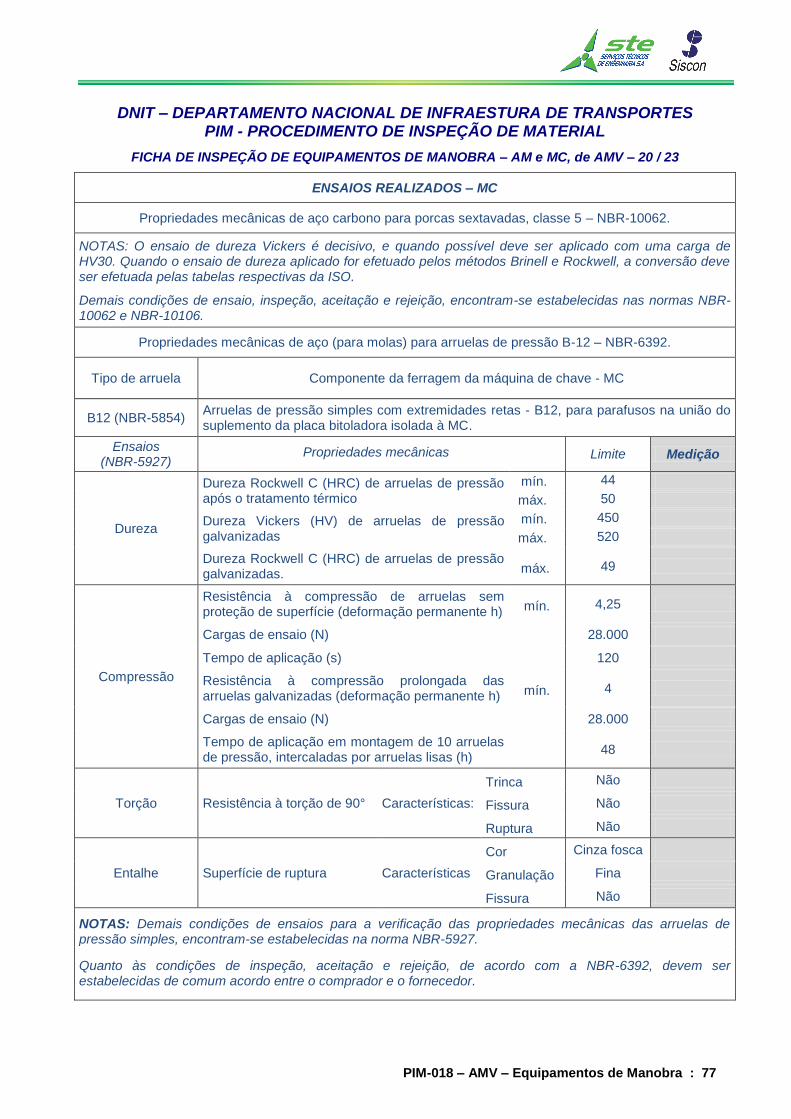
PIM-018 – AMV – Equipamentos de Manobra : 77
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 20 / 23
ENSAIOS REALIZADOS – MC
Propriedades mecânicas de aço carbono para porcas sextavadas, classe 5 – NBR-10062.
NOTAS: O ensaio de dureza Vickers é decisivo, e quando possível deve ser aplicado com uma carga de HV30. Quando o ensaio de dureza aplicado for efetuado pelos métodos Brinell e Rockwell, a conversão deve ser efetuada pelas tabelas respectivas da ISO.
Demais condições de ensaio, inspeção, aceitação e rejeição, encontram-se estabelecidas nas normas NBR-10062 e NBR-10106.
Propriedades mecânicas de aço (para molas) para arruelas de pressão B-12 – NBR-6392.
Tipo de arruela Componente da ferragem da máquina de chave - MC
B12 (NBR-5854) Arruelas de pressão simples com extremidades retas - B12, para parafusos na união do suplemento da placa bitoladora isolada à MC.
Ensaios (NBR-5927)
Propriedades mecânicas Limite Medição
Dureza
Dureza Rockwell C (HRC) de arruelas de pressão após o tratamento térmico
mín. 44
máx. 50
Dureza Vickers (HV) de arruelas de pressão galvanizadas
mín. 450
máx. 520
Dureza Rockwell C (HRC) de arruelas de pressão galvanizadas. máx. 49
Compressão
Resistência à compressão de arruelas sem proteção de superfície (deformação permanente h) mín. 4,25
Cargas de ensaio (N) 28.000
Tempo de aplicação (s) 120
Resistência à compressão prolongada das arruelas galvanizadas (deformação permanente h) mín. 4
Cargas de ensaio (N) 28.000
Tempo de aplicação em montagem de 10 arruelas de pressão, intercaladas por arruelas lisas (h) 48
Torção Resistência à torção de 90° Características:
Trinca Não
Fissura Não
Ruptura Não
Entalhe Superfície de ruptura Características
Cor Cinza fosca
Granulação Fina
Fissura Não
NOTAS: Demais condições de ensaios para a verificação das propriedades mecânicas das arruelas de pressão simples, encontram-se estabelecidas na norma NBR-5927.
Quanto às condições de inspeção, aceitação e rejeição, de acordo com a NBR-6392, devem ser estabelecidas de comum acordo entre o comprador e o fornecedor.
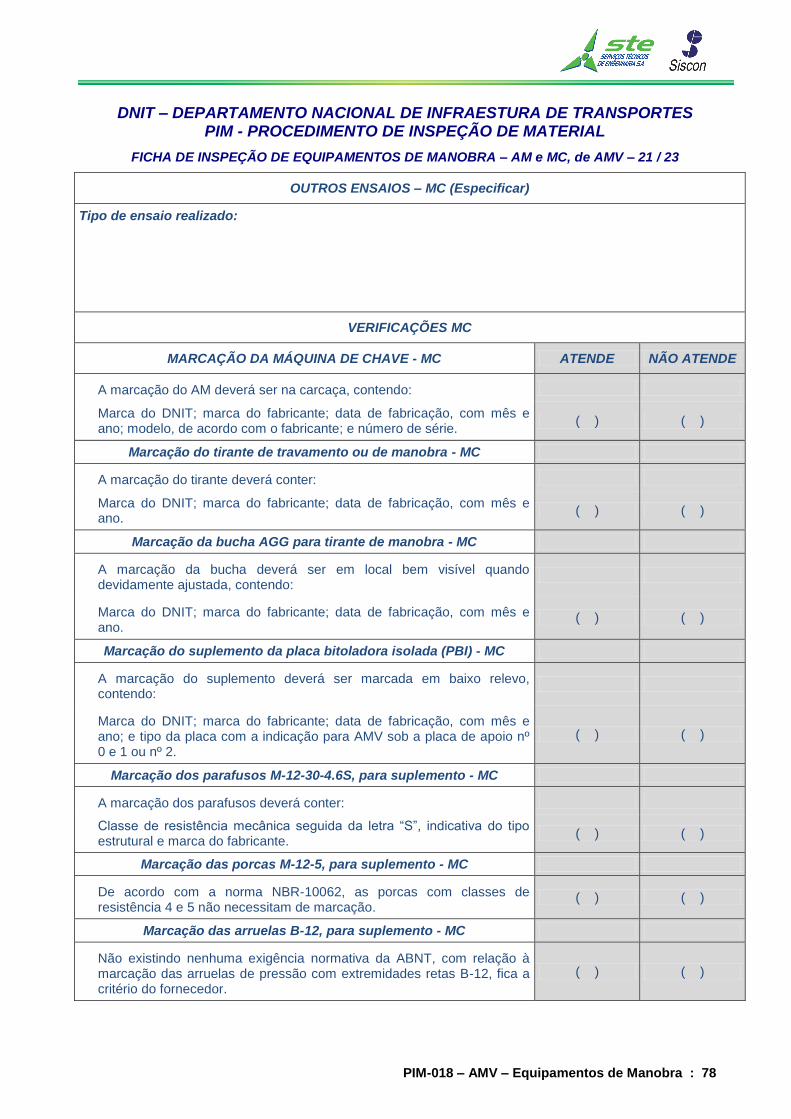
PIM-018 – AMV – Equipamentos de Manobra : 78
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 21 / 23
OUTROS ENSAIOS – MC (Especificar)
Tipo de ensaio realizado:
VERIFICAÇÕES MC
MARCAÇÃO DA MÁQUINA DE CHAVE - MC ATENDE NÃO ATENDE
A marcação do AM deverá ser na carcaça, contendo:
Marca do DNIT; marca do fabricante; data de fabricação, com mês e ano; modelo, de acordo com o fabricante; e número de série.
( ) ( )
Marcação do tirante de travamento ou de manobra - MC
A marcação do tirante deverá conter:
Marca do DNIT; marca do fabricante; data de fabricação, com mês e ano.
( ) ( )
Marcação da bucha AGG para tirante de manobra - MC
A marcação da bucha deverá ser em local bem visível quando devidamente ajustada, contendo:
Marca do DNIT; marca do fabricante; data de fabricação, com mês e ano.
( ) ( )
Marcação do suplemento da placa bitoladora isolada (PBI) - MC
A marcação do suplemento deverá ser marcada em baixo relevo, contendo:
Marca do DNIT; marca do fabricante; data de fabricação, com mês e ano; e tipo da placa com a indicação para AMV sob a placa de apoio nº 0 e 1 ou nº 2.
( ) ( )
Marcação dos parafusos M-12-30-4.6S, para suplemento - MC
A marcação dos parafusos deverá conter:
Classe de resistência mecânica seguida da letra “S”, indicativa do tipo estrutural e marca do fabricante.
( ) ( )
Marcação das porcas M-12-5, para suplemento - MC
De acordo com a norma NBR-10062, as porcas com classes de resistência 4 e 5 não necessitam de marcação.
( ) ( )
Marcação das arruelas B-12, para suplemento - MC
Não existindo nenhuma exigência normativa da ABNT, com relação à marcação das arruelas de pressão com extremidades retas B-12, fica a critério do fornecedor.
( ) ( )
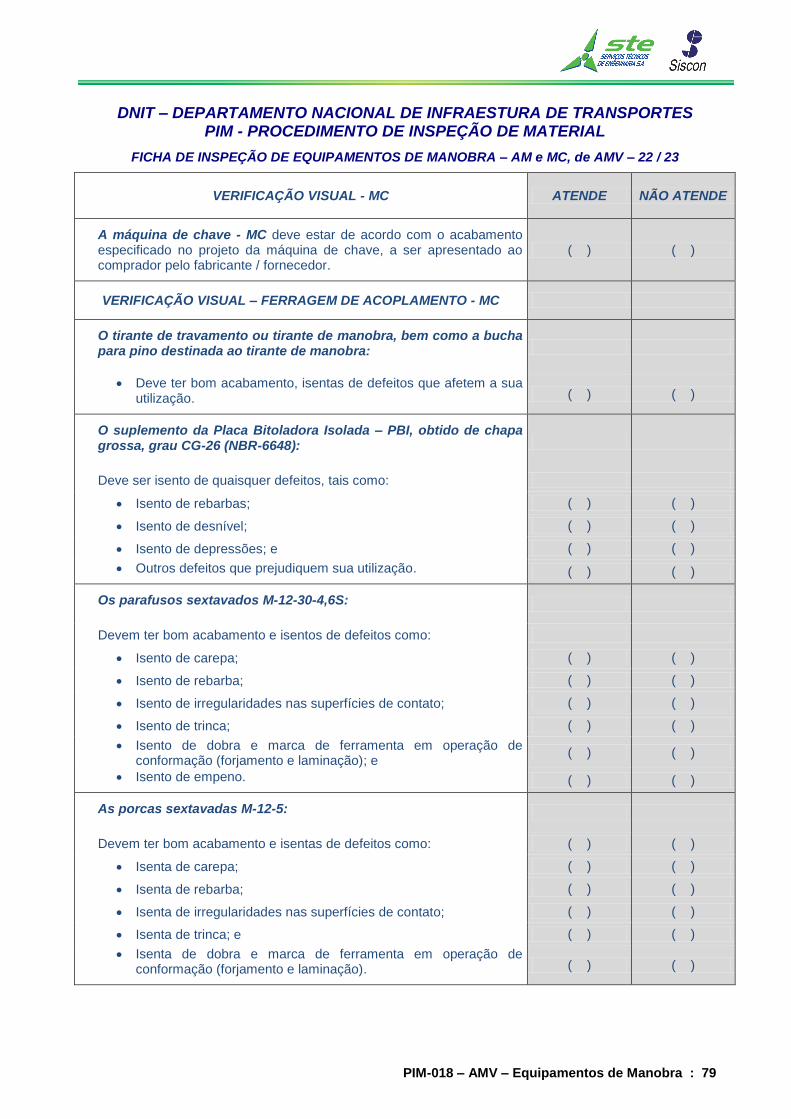
PIM-018 – AMV – Equipamentos de Manobra : 79
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 22 / 23
VERIFICAÇÃO VISUAL - MC ATENDE NÃO ATENDE
A máquina de chave - MC deve estar de acordo com o acabamento especificado no projeto da máquina de chave, a ser apresentado ao comprador pelo fabricante / fornecedor.
( ) ( )
VERIFICAÇÃO VISUAL – FERRAGEM DE ACOPLAMENTO - MC
O tirante de travamento ou tirante de manobra, bem como a bucha para pino destinada ao tirante de manobra:
Deve ter bom acabamento, isentas de defeitos que afetem a sua utilização. ( ) ( )
O suplemento da Placa Bitoladora Isolada – PBI, obtido de chapa grossa, grau CG-26 (NBR-6648):
Deve ser isento de quaisquer defeitos, tais como:
Isento de rebarbas; ( ) ( )
Isento de desnível; ( ) ( )
Isento de depressões; e ( ) ( )
Outros defeitos que prejudiquem sua utilização. ( ) ( )
Os parafusos sextavados M-12-30-4,6S:
Devem ter bom acabamento e isentos de defeitos como:
Isento de carepa; ( ) ( )
Isento de rebarba; ( ) ( )
Isento de irregularidades nas superfícies de contato; ( ) ( )
Isento de trinca; ( ) ( )
Isento de dobra e marca de ferramenta em operação de conformação (forjamento e laminação); e
( ) ( )
Isento de empeno. ( ) ( )
As porcas sextavadas M-12-5:
Devem ter bom acabamento e isentas de defeitos como: ( ) ( )
Isenta de carepa; ( ) ( )
Isenta de rebarba; ( ) ( )
Isenta de irregularidades nas superfícies de contato; ( ) ( )
Isenta de trinca; e ( ) ( )
Isenta de dobra e marca de ferramenta em operação de conformação (forjamento e laminação). ( ) ( )
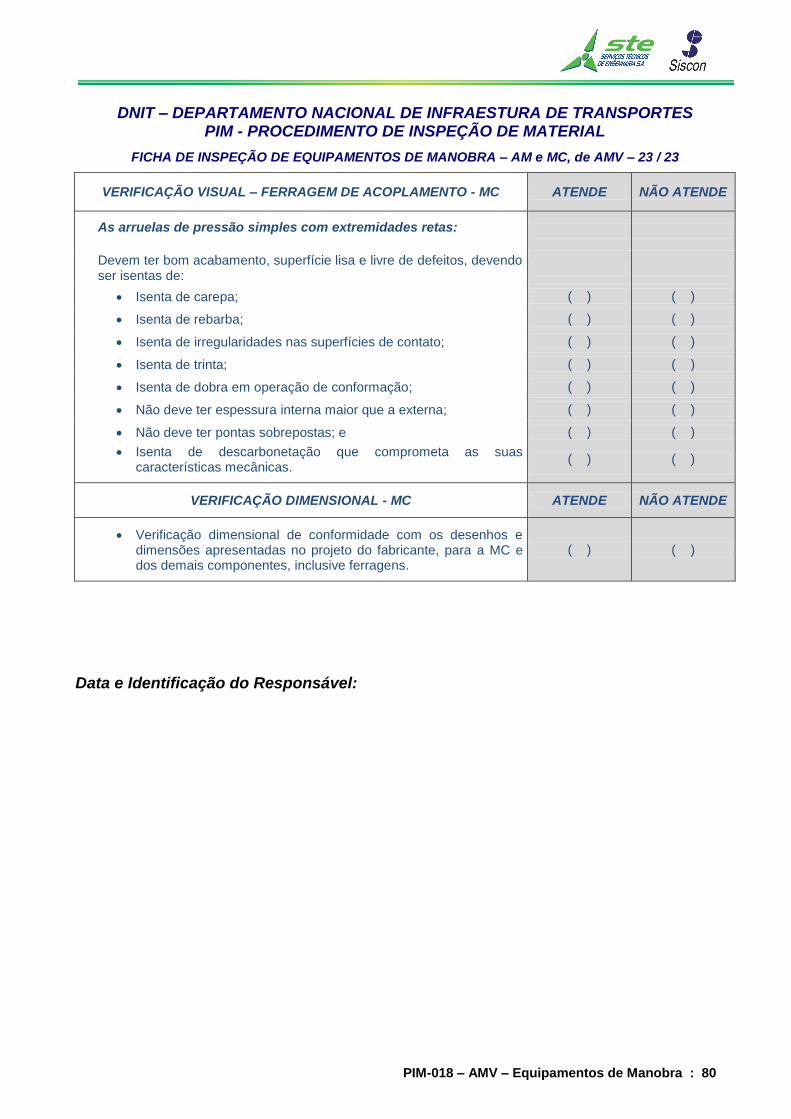
PIM-018 – AMV – Equipamentos de Manobra : 80
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE EQUIPAMENTOS DE MANOBRA – AM e MC, de AMV – 23 / 23
VERIFICAÇÃO VISUAL – FERRAGEM DE ACOPLAMENTO - MC ATENDE NÃO ATENDE
As arruelas de pressão simples com extremidades retas:
Devem ter bom acabamento, superfície lisa e livre de defeitos, devendo ser isentas de:
Isenta de carepa; ( ) ( )
Isenta de rebarba; ( ) ( )
Isenta de irregularidades nas superfícies de contato; ( ) ( )
Isenta de trinta; ( ) ( )
Isenta de dobra em operação de conformação; ( ) ( )
Não deve ter espessura interna maior que a externa; ( ) ( )
Não deve ter pontas sobrepostas; e ( ) ( )
Isenta de descarbonetação que comprometa as suas características mecânicas.
( ) ( )
VERIFICAÇÃO DIMENSIONAL - MC ATENDE NÃO ATENDE
Verificação dimensional de conformidade com os desenhos e dimensões apresentadas no projeto do fabricante, para a MC e dos demais componentes, inclusive ferragens.
( ) ( )
Data e Identificação do Responsável:

PIM-018 – AMV – Equipamentos de Manobra : 81
Trabalho compilado pelo